�y�@�B�z�̎���X���b�h�͂������I10
1 �F���������R���N�F
�s �@�B �t�Ɋւ��鎿��͂����ɏ������B����X�����Ă͋֎~
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
|
|
|
2 �F���������R���N�F04/12/10 17:28:29 ID:t2TDn3QY
���ߋ��X��
���S�҂̂��߂̎���X���b�h
http://makimo.to/2ch/mentai_kikai/974/974246611.html
���S�҂̂��߂̎���X���b�h�i�Q�j�@
http://makimo.to/2ch/mentai_kikai/1009/1009476981.html
�y�@�B�z�̎���X���b�h�͂������I�V
http://makimo.to/2ch/science_kikai/1020/1020024951.html
�y�@�B�z�̎���X���b�h�͂������I�W
http://www.geocities.jp/fjfjasdfgasdfg/shitsumon/k4.htm
�y�@�B�z�̎���X���b�h�͂������I�T
http://makimo.to/2ch/science_kikai/1046/1046046995.html
�y�@�B�z�̎���X���b�h�͂������I6
http://makimo.to/2ch/science2_kikai/1059/1059916870.html
�y�@�B�z�̎���X���b�h�͂������I�V
http://makimo.to/2ch/science2_kikai/1073/1073485907.html
�y�@�B�z�̎���X���b�h�͂������I�W
http://makimo.to/2ch/science3_kikai/1084/1084302739.html
���֘A�X��
�y���E�ʐM�H�w�z�����S�Ҏ���X���b�h
http://science3.2ch.net/test/read.cgi/kikai/1046703308/
�y�M�w�A�͊w�z����X���b�h
http://science3.2ch.net/test/read.cgi/kikai/1026785082/
�_����H�̎���
http://science3.2ch.net/test/read.cgi/kikai/1000145029/
�ʉ��ʉ��ʃ����Y�E���w�n����X���b�h�ʉ��ʉ�
http://science3.2ch.net/test/read.cgi/kikai/1003285227/
���S�҂̂��߂̎���X���b�h
http://makimo.to/2ch/mentai_kikai/974/974246611.html
���S�҂̂��߂̎���X���b�h�i�Q�j�@
http://makimo.to/2ch/mentai_kikai/1009/1009476981.html
�y�@�B�z�̎���X���b�h�͂������I�V
http://makimo.to/2ch/science_kikai/1020/1020024951.html
�y�@�B�z�̎���X���b�h�͂������I�W
http://www.geocities.jp/fjfjasdfgasdfg/shitsumon/k4.htm
�y�@�B�z�̎���X���b�h�͂������I�T
http://makimo.to/2ch/science_kikai/1046/1046046995.html
�y�@�B�z�̎���X���b�h�͂������I6
http://makimo.to/2ch/science2_kikai/1059/1059916870.html
�y�@�B�z�̎���X���b�h�͂������I�V
http://makimo.to/2ch/science2_kikai/1073/1073485907.html
�y�@�B�z�̎���X���b�h�͂������I�W
http://makimo.to/2ch/science3_kikai/1084/1084302739.html
���֘A�X��
�y���E�ʐM�H�w�z�����S�Ҏ���X���b�h
http://science3.2ch.net/test/read.cgi/kikai/1046703308/
�y�M�w�A�͊w�z����X���b�h
http://science3.2ch.net/test/read.cgi/kikai/1026785082/
�_����H�̎���
http://science3.2ch.net/test/read.cgi/kikai/1000145029/
�ʉ��ʉ��ʃ����Y�E���w�n����X���b�h�ʉ��ʉ�
http://science3.2ch.net/test/read.cgi/kikai/1003285227/
3 �F���܂��B�F04/12/10 21:23:25 ID:pRtLmzh9
��q��̗��H���Ă�����ł����H
4 �F���������R���N�F04/12/11 10:43:35 ID:8RymSJAf
�������ĂȂɂ�
5 �F���������R���N�F04/12/11 10:44:54 ID:5drnlg86
��������
6 �F���������R���N�F04/12/11 21:06:47 ID:wr/9/l/4
������
�~�����뎲��̓��ւ��������[���̃l�b�N�����ɂ��炩���ߏĂ߂��Ă�����
���O���ʂƃ��[�����������ʂ�`���b�L���O�œ������킷�邱��
���[�����������ʂ̃��W�A���U����ɗ͏������������ꍇ�ɂ悭�����Ȃ���
�݂���
�~�����뎲��̓��ւ��������[���̃l�b�N�����ɂ��炩���ߏĂ߂��Ă�����
���O���ʂƃ��[�����������ʂ�`���b�L���O�œ������킷�邱��
���[�����������ʂ̃��W�A���U����ɗ͏������������ꍇ�ɂ悭�����Ȃ���
�݂���
7 �F ��ZiDk44gPaI �F04/12/12 07:44:54 ID:U8q/jpqp
�������ߑa�A�A�A�A�A�B
8 �F���������R���N�F04/12/12 21:35:49 ID:UFex3Uvs
�@�B�p�̏������Ɋւ��鎿��͂����ł����ł����H
�������̎����������Y���܂Ƃ������m��PR�����̂ł���
�����������̂��āA���ʂ���̂ł��傤��
�Ώۂ́A�����@��ƃG���W���R���v���b�T�[��
�����쓮���E�R���v���b�T�[���E�G���W���������A�ǂ�ɂ��K���ł���Ƃ̐����������̂ł��B
�⋋����10�������邾���Ō��ʂ��o��炵���ł����A�����͉��Ȃ̂��s���Ȃ̂�
�����m�̕��A�����Ă�������
�������̎����������Y���܂Ƃ������m��PR�����̂ł���
�����������̂��āA���ʂ���̂ł��傤��
�Ώۂ́A�����@��ƃG���W���R���v���b�T�[��
�����쓮���E�R���v���b�T�[���E�G���W���������A�ǂ�ɂ��K���ł���Ƃ̐����������̂ł��B
�⋋����10�������邾���Ō��ʂ��o��炵���ł����A�����͉��Ȃ̂��s���Ȃ̂�
�����m�̕��A�����Ă�������
9 �F���������R���N�F04/12/12 22:20:10 ID:ellQWHTx
>>8
�����w�@�B�p�������Y���܂f�q�o�x�Ƃ������i�̃f�����������Ƃ�����
�܂��B���̓Y���܂�������ƑϏĕt�\���オ��A���C�W������������
�@�B���������シ��Ƃ����\�����ł����B
�g�p�����ɂ����Ǝv���܂����A��r�I�����������`������Ă���ꍇ
�́A���������͏������S�x�ɂ��Ƃ��낪�傫�����߁A�Y���܂̌��ʂ�
�����ƍl�����܂��B����A�������ɂ߂Ĕ����ꍇ�A���������͋��E��
���̕����̉e���������܂��̂ŁA�z�����┽�����̍����A���E����
�̖��C�W���ጸ���ʂ�����Y���܂́A�������������P����\��������
�܂��B
���āA���ۂɔ̔�����Ă���R���v���b�T�[���̎Y�Ƌ@��ɂ����āA����
�悤�Ȍ����������������Ŏg���Ă�����̂����邩�Ƃ����ƁA����
���Ȃ��ƌ��킴��܂���B�����ɉ��Ă��܂�����ł��B����A����
�ʂ̔����������߂�悤�ȓY���܂͕��H�����������Ƃ������A�p�b�L����
�V�[�������߂邱�Ƃ�����܂��B
�ȏ���l����ƁA�s�̂̎Y�Ƌ@�B�����̂܂g�p���Ă���ł́A���܂�
�����v�͂Ȃ������ł��B�����I�ȃg���u���������Ă���Ƃ���ɂ͎g����
��������܂��A�V���ȉ��w�I�g���u��(���H����)����\���͔ے�
�ł��܂���B�Ƃ����킯�ŁA���܂肨���߂ł��܂���B
������ƃO�O�b�Ă݂���A����Ȃ̂��q�b�g���܂����B
����F�G���W���I�C���Y���܂ɂ��āB
http://oshiete1.goo.ne.jp/kotaeru.php3?q=269430
�����ǂ݂��܂������A�l�K�e�B�u�Ȍ�������̂悤�ł��ˁB
�����w�@�B�p�������Y���܂f�q�o�x�Ƃ������i�̃f�����������Ƃ�����
�܂��B���̓Y���܂�������ƑϏĕt�\���オ��A���C�W������������
�@�B���������シ��Ƃ����\�����ł����B
�g�p�����ɂ����Ǝv���܂����A��r�I�����������`������Ă���ꍇ
�́A���������͏������S�x�ɂ��Ƃ��낪�傫�����߁A�Y���܂̌��ʂ�
�����ƍl�����܂��B����A�������ɂ߂Ĕ����ꍇ�A���������͋��E��
���̕����̉e���������܂��̂ŁA�z�����┽�����̍����A���E����
�̖��C�W���ጸ���ʂ�����Y���܂́A�������������P����\��������
�܂��B
���āA���ۂɔ̔�����Ă���R���v���b�T�[���̎Y�Ƌ@��ɂ����āA����
�悤�Ȍ����������������Ŏg���Ă�����̂����邩�Ƃ����ƁA����
���Ȃ��ƌ��킴��܂���B�����ɉ��Ă��܂�����ł��B����A����
�ʂ̔����������߂�悤�ȓY���܂͕��H�����������Ƃ������A�p�b�L����
�V�[�������߂邱�Ƃ�����܂��B
�ȏ���l����ƁA�s�̂̎Y�Ƌ@�B�����̂܂g�p���Ă���ł́A���܂�
�����v�͂Ȃ������ł��B�����I�ȃg���u���������Ă���Ƃ���ɂ͎g����
��������܂��A�V���ȉ��w�I�g���u��(���H����)����\���͔ے�
�ł��܂���B�Ƃ����킯�ŁA���܂肨���߂ł��܂���B
������ƃO�O�b�Ă݂���A����Ȃ̂��q�b�g���܂����B
����F�G���W���I�C���Y���܂ɂ��āB
http://oshiete1.goo.ne.jp/kotaeru.php3?q=269430
�����ǂ݂��܂������A�l�K�e�B�u�Ȍ�������̂悤�ł��ˁB
10 �F���������R���N�F04/12/12 22:33:07 ID:UFex3Uvs
>9
������₷�������A���肪�Ƃ��������܂��B
������₷�������A���肪�Ƃ��������܂��B
11 �F ��JOSDlVKNwI �F04/12/13 13:02:27 ID:MvguUG/7
�������P�̃T�C�g�݂̂̌������A�L���M�����ސl�́A�P�זE�l�ԂƝ��������ꍇ�������B
12 �F���������R���N�F04/12/13 13:27:31 ID:heixQ9F6
���W�R���p�̃T�[�{���[�^�̎d�g�݂ɂ��ĕ����ׂāA�_�q���āB
13 �F���������R���N�F04/12/13 14:26:29 ID:hiblMWET
14 �F ��JOSDlVKNwI �F04/12/13 22:28:31 ID:xpog95OZ
�������A�ߑa�ł��Ȃ��@�A�A�A�A�A�B
15 �F���������R���N�F04/12/14 00:45:48 ID:C9O92MDt
>>11,14
���̃R�����g�͍������X�ł͂���܂����B
�s��������Ȃ炨���ӂ̌����Œ��ׂĂ݂��炢�����H
���W�J���ɔ��_�ł��Ȃ������́A�O�`�𐂂�鎑�i��
����܂���B�ق��Ă��ĉ�����(��)
���̃R�����g�͍������X�ł͂���܂����B
�s��������Ȃ炨���ӂ̌����Œ��ׂĂ݂��炢�����H
���W�J���ɔ��_�ł��Ȃ������́A�O�`�𐂂�鎑�i��
����܂���B�ق��Ă��ĉ�����(��)
16 �F ��JOSDlVKNwI �F04/12/14 06:15:57 ID:+hbNbroh
�܂��܂��A�A�A�A�A�ߑa�A�A�A�A�A�B
17 �F ��JOSDlVKNwI �F04/12/14 20:55:32 ID:fpjzhUx1
18 �F���������R���N�F04/12/14 20:56:38 ID:PIYQdztn
�n���͖ق�
���_�ł����Ȃ��B
���_�ł����Ȃ��B
19 �F ��JOSDlVKNwI �F04/12/14 20:59:27 ID:fpjzhUx1
�������P�̃T�C�g�݂̂̌������A�L���M�����ސl�́A�P�זE�l�ԂƝ��������ꍇ�������B
20 �F���������R���N�F04/12/14 21:47:23 ID:pyvf7iYa
�܂�����������
21 �F ��JOSDlVKNwI �F04/12/14 21:55:32 ID:fpjzhUx1
�܂� ��� �������
22 �F���������R���N�F04/12/14 23:10:21 ID:NcLDmVQb
>>16,17,19,21
�y�@�B�z�̎���X���b�h�͂������I�W
http://makimo.to/2ch/science3_kikai/1084/1084302739.html
>�@18 ���O�F �^�F�s�`�j�d����� ���e���F 04/05/12 20:21 ID:Hojc0YKQ
>�@�@�@(����)
>�@����̑����S���I�Ȑl�Ԃ́A����҂֒��ڂ̉����ɁA
>�@�y�@�ւ̃C�`�������������肾���@�z���Ƃ��A��ρI�I
>�@�D�ތX���ɂ���悤�ł��B
>
>�@�s�@���̉҂ւ̓��X��t���Ȃ��v���[���@�t�ƌ����K���ɕt���ẮA
>�@�{���́A���[���ƌ��������A�l�Ԓ�������Ă�Ǝ��R�ɐg�ɂ��A
>�@�u�@�펯�@�v�ƌ����ׂ����̂Ȃ�ł��傤����ǁB�B�B
>
>�@���̍Œ���̏펯�����A�g�ɕt���ĂȂ��l���A�o�ꂵ�Ă���ƌ����̂��A
>�@�܂��C���^�[�l�b�g�̖��_���ƁA������̂ł͂Ȃ��ł��傤���B
>�@�@�@(�����}�})
���Ȃ��͋��낵�����Ȗ���������Ă�����悤�ł��ˁB����ȏ�̒Nj���
�X�����r���̂Ŏ~�߂܂����A���疳�p(���m�H)�Ƃ��킴��Ȃ��B
�撣���āA�\�Ȃ�ꍏ�������Љ�A���ʂ����ĉ������B���ꂪ�Q������
���߂ɂ��Ȃ�Ǝv���܂���(��)
�y�@�B�z�̎���X���b�h�͂������I�W
http://makimo.to/2ch/science3_kikai/1084/1084302739.html
>�@18 ���O�F �^�F�s�`�j�d����� ���e���F 04/05/12 20:21 ID:Hojc0YKQ
>�@�@�@(����)
>�@����̑����S���I�Ȑl�Ԃ́A����҂֒��ڂ̉����ɁA
>�@�y�@�ւ̃C�`�������������肾���@�z���Ƃ��A��ρI�I
>�@�D�ތX���ɂ���悤�ł��B
>
>�@�s�@���̉҂ւ̓��X��t���Ȃ��v���[���@�t�ƌ����K���ɕt���ẮA
>�@�{���́A���[���ƌ��������A�l�Ԓ�������Ă�Ǝ��R�ɐg�ɂ��A
>�@�u�@�펯�@�v�ƌ����ׂ����̂Ȃ�ł��傤����ǁB�B�B
>
>�@���̍Œ���̏펯�����A�g�ɕt���ĂȂ��l���A�o�ꂵ�Ă���ƌ����̂��A
>�@�܂��C���^�[�l�b�g�̖��_���ƁA������̂ł͂Ȃ��ł��傤���B
>�@�@�@(�����}�})
���Ȃ��͋��낵�����Ȗ���������Ă�����悤�ł��ˁB����ȏ�̒Nj���
�X�����r���̂Ŏ~�߂܂����A���疳�p(���m�H)�Ƃ��킴��Ȃ��B
�撣���āA�\�Ȃ�ꍏ�������Љ�A���ʂ����ĉ������B���ꂪ�Q������
���߂ɂ��Ȃ�Ǝv���܂���(��)
23 �F���������R���N�F04/12/14 23:12:47 ID:PIYQdztn
�폜�˗��̖W���ɂȂ邩�疳�����Ă�����Ă��B�����o�Ă���B
�ǂ����Ă��䖝�o���Ȃ��l�͍ň��Œ@���܂����ĉ������B
���R�Ȃ���`�L���{�l�͕|���ċߊ�邱�Ƃ��o���Ȃ��悤�����B
�ǂ����Ă��䖝�o���Ȃ��l�͍ň��Œ@���܂����ĉ������B
���R�Ȃ���`�L���{�l�͕|���ċߊ�邱�Ƃ��o���Ȃ��悤�����B
24 �F���������R���N�F04/12/14 23:33:49 ID:NcLDmVQb
25 �F ��JOSDlVKNwI �F04/12/15 07:23:48 ID:rar+dcpf
�������܂����B
26 �F���������R���N�F04/12/15 10:58:42 ID:Duh1nulX
�����𗘗p���āA���M������ĕ��̂�����������Z�p���������Ǝv���܂���
�����Ȗ��O���v���o���܂���B
���^�ɕ������āA�傫�Ȑ����ɓ���āA�����ɍ�������������
���^���ԐړI�Ƀv���X����Z�p�������Ǝv���܂��B
�������̂����y�[�W�������m�̕������Ă��������B
�����Ȗ��O���v���o���܂���B
���^�ɕ������āA�傫�Ȑ����ɓ���āA�����ɍ�������������
���^���ԐړI�Ƀv���X����Z�p�������Ǝv���܂��B
�������̂����y�[�W�������m�̕������Ă��������B
27 �F���������R���N�F04/12/15 12:19:20 ID:WEyx0F1A
>>26
��ԓ������v���X(CIP)
ttp://www2.odn.ne.jp/~cce60940/powder.html
ttp://www.kobelco.co.jp/p109/05/p165_6_2.htm
��ԓ������v���X(CIP)
ttp://www2.odn.ne.jp/~cce60940/powder.html
ttp://www.kobelco.co.jp/p109/05/p165_6_2.htm
28 �F���������R���N�F04/12/15 12:59:27 ID:Duh1nulX
>27
�T���N�X�ł�
�T���N�X�ł�
29 �F���������R���N�F04/12/15 23:28:35 ID:GhEF6lg/
�ۍ|�i�r�r�S�O�O�j���@�B���H�����Ƃ��A
���ʓx�ƒ��p�x�͓��ʗ��������ʼn����ӂ�܂ʼn��H�o���܂��ł��傤���H
���ʓx�ƒ��p�x�͓��ʗ��������ʼn����ӂ�܂ʼn��H�o���܂��ł��傤���H
30 �F���������R���N�F04/12/16 00:13:23 ID:2nN0gKxn
���z����@�B�i�F���W�j�ɓ]�w�Ȃ������̂ł����A��w�@���炶��x���ł����˂��H
31 �F���������R���N�F04/12/16 02:57:48 ID:qZITAWL0
����H�w�Ȃ�ł����A
�`�B��Y(s)={(s+��)/(s+��)}U(s) ����ԕ������ŕ\���Ƃǂ��Ȃ�܂����H
�`�B��Y(s)={(s+��)/(s+��)}U(s) ����ԕ������ŕ\���Ƃǂ��Ȃ�܂����H
32 �F���������R���N�F04/12/16 14:12:59 ID:2bCWCmpv
�@�B�ȂȂ��ǐl�H�m�\�ɖ��͂������Ă��܂��āA
��w�@�ł��������ʈȍ~�Ǝv���Ă܂��B
�����@�B�̒m�\�ƃn�[�h�̋��n���ł���悤�ȋZ�p�҂ɂȂ肽����ł����A
�@�B�H�w�ȊO�ł��v���O���~���O�A����H�w�A�d�C�d�q��H����邱�Ƃ������A
�@�B�Ȗڂ���Ɏ��Ԃ��������Ȃ��̂�����ł��B
�����Ŏ���Ȃ̂ł����A�@�B�n�G���W�j�A�Ƃ��ē��Ђ���Ƃ��A
����̕����猩�āA�����ԁA�d�@�A�d�H�ƁA�R���s���[�^�[�̂Ȃǂ̃��[�J�[�ŁA
�K�{�Ƃ����w��������Ă��������B
����͂ł���悤�ɂȂ��Ă��Ă���Ȃ��ƍ����Ƃ����̂��B
�S�͊w�Ɛ��}�ł���Ƃ肠����OK�ł����H
�悭�u�@�B�̊�b�m������������g�ɂ��Ă���悤�Ɂv�ƕ����܂����A
�@�B�ޗ��A�@�B�H��E���H�A�@�B�i�v�f�j�v�A�`�M�H�w�Ƃ������w��́A
�@�B�̊�b�m���̂����Ȃ�ł��傤���H
����Ƃ��A�@�B�G���W�j�A�̂����ł��A���̐l�ȊO�͂ł��Ȃ��Ă�OK�ȉȖڂł����H
��w�@�ł��������ʈȍ~�Ǝv���Ă܂��B
�����@�B�̒m�\�ƃn�[�h�̋��n���ł���悤�ȋZ�p�҂ɂȂ肽����ł����A
�@�B�H�w�ȊO�ł��v���O���~���O�A����H�w�A�d�C�d�q��H����邱�Ƃ������A
�@�B�Ȗڂ���Ɏ��Ԃ��������Ȃ��̂�����ł��B
�����Ŏ���Ȃ̂ł����A�@�B�n�G���W�j�A�Ƃ��ē��Ђ���Ƃ��A
����̕����猩�āA�����ԁA�d�@�A�d�H�ƁA�R���s���[�^�[�̂Ȃǂ̃��[�J�[�ŁA
�K�{�Ƃ����w��������Ă��������B
����͂ł���悤�ɂȂ��Ă��Ă���Ȃ��ƍ����Ƃ����̂��B
�S�͊w�Ɛ��}�ł���Ƃ肠����OK�ł����H
�悭�u�@�B�̊�b�m������������g�ɂ��Ă���悤�Ɂv�ƕ����܂����A
�@�B�ޗ��A�@�B�H��E���H�A�@�B�i�v�f�j�v�A�`�M�H�w�Ƃ������w��́A
�@�B�̊�b�m���̂����Ȃ�ł��傤���H
����Ƃ��A�@�B�G���W�j�A�̂����ł��A���̐l�ȊO�͂ł��Ȃ��Ă�OK�ȉȖڂł����H
33 �F���������R���N�F04/12/16 17:32:20 ID:zXsUMCoh
�����ł����o���Ȃ����Ƃ�����Ƃ��B
�v���O���~���O�Ƃ��͉Ƃłł���B
�v���O���~���O�Ƃ��͉Ƃłł���B
34 �F�R�Q�F04/12/16 17:44:36 ID:ZmSY4fkH
35 �F���������R���N�F04/12/16 18:00:18 ID:zXsUMCoh
>>34
�Ɗw�̂��₷�����ȂƂ����łȂ����Ȃ�������Ă��ƁB
�Ɗw�̂��₷�����ȂƂ����łȂ����Ȃ�������Ă��ƁB
36 �F���������R���N�F04/12/16 19:18:28 ID:ZmSY4fkH
>>35
�����I�Ȃ�قǁB
����͍ŋߎ������n�߂Ă�ł��B
��̓I�ɂS�͂Ɛ��}�̒m���ȊO�ŁA
����ł��Ȃ��Ƌ@�B�ȑ��Ƃ��Ă���Ă��Ȃ��ƌ������A
�Ђ����悤�ȉȖڂ��Ă���܂����H
�����I�Ȃ�قǁB
����͍ŋߎ������n�߂Ă�ł��B
��̓I�ɂS�͂Ɛ��}�̒m���ȊO�ŁA
����ł��Ȃ��Ƌ@�B�ȑ��Ƃ��Ă���Ă��Ȃ��ƌ������A
�Ђ����悤�ȉȖڂ��Ă���܂����H
37 �F ��5uGe0yeQxg �F04/12/17 12:37:18 ID:SMdRj6Bz
�������A�ߑa�ł��Ȃ��@�A�A�A�A�A�B
38 �F���������R���N�F04/12/18 13:09:31 ID:eu40zDPI
�n���Ŏd����T���Ă��܂��B
�@�B�n�̎d���ŕ�W���Ă���Ǝ��
�v����Ȃ�ł����ǁB
���̋@�B�W�̎d���͐v�҂��s�����Ă���̂ł��傤���H
�̗p�g�ɂ͌o���P�N�͕K�v�Ƃ��ĕ�W�������ł��B
���͐v�͑S��������Ȃ��A����������ꖂ������Ƃ���
���x�ŁA
�����̖��o���҉̘g�ł����邱�Ƃ��o�������ɂȂ�
���\�҂ł��B
���͐F�X�ƍl������������x�A�����̎d���ɏA�����ƍl���Ă܂��B
�@�B�n�̎d���ŕ�W���Ă���Ǝ��
�v����Ȃ�ł����ǁB
���̋@�B�W�̎d���͐v�҂��s�����Ă���̂ł��傤���H
�̗p�g�ɂ͌o���P�N�͕K�v�Ƃ��ĕ�W�������ł��B
���͐v�͑S��������Ȃ��A����������ꖂ������Ƃ���
���x�ŁA
�����̖��o���҉̘g�ł����邱�Ƃ��o�������ɂȂ�
���\�҂ł��B
���͐F�X�ƍl������������x�A�����̎d���ɏA�����ƍl���Ă܂��B
39 �F���������R���N�F04/12/18 19:23:06 ID:d7Hjvpke
�f�o��C��23L/min�̃x�r�[�R���v���b�T����
�ő刳�́F��MPa���炢���ȁH
0.4Mpa���ȁH
�ő刳�́F��MPa���炢���ȁH
0.4Mpa���ȁH
40 �F���������R���N�F04/12/19 00:10:20 ID:1Ib2xekV
>39
���ꂾ���̏��ł́A���m�ȂƂ���͂킩��Ȃ���
�Q�l������
http://www.hitachi-ies.co.jp/products/cmp/series/small/oilfree1/oilfbc1.htm#iti
���ꂾ���̏��ł́A���m�ȂƂ���͂킩��Ȃ���
�Q�l������
http://www.hitachi-ies.co.jp/products/cmp/series/small/oilfree1/oilfbc1.htm#iti
41 �F���������R���N�F04/12/19 20:38:30 ID:jhHmmVuH
A5056��P�����_�C�������h�o�C�g�g���ċ��ʉ��H���Ă���̂ł���
�X�N���b�`�i���j�����邱�Ƃ������ł��D
A5056�ɂ����낢�날��X�N���b�`������ɂ�����������ƕ��������Ƃ�����̂ł���
����Ȃ��̂���ł����H
�X�N���b�`�i���j�����邱�Ƃ������ł��D
A5056�ɂ����낢�날��X�N���b�`������ɂ�����������ƕ��������Ƃ�����̂ł���
����Ȃ��̂���ł����H
42 �F���������R���N�F04/12/19 22:04:33 ID:1Ib2xekV
>41
A5056�̕\�ʏ����ł͂Ȃ��A�f�ނƂ���
�X�N���b�`������ɂ������̂��Ƃł����H
A5056�̕\�ʏ����ł͂Ȃ��A�f�ނƂ���
�X�N���b�`������ɂ������̂��Ƃł����H
43 �F���������R���N�F04/12/19 23:43:38 ID:TBIjCvTp
>41
�����̎�ނɂ���ĈႢ���ł�ȁH
�����̎�ނɂ���ĈႢ���ł�ȁH
44 �F���������R���N�F04/12/20 00:17:53 ID:tikp4JzS
>>42�@�����ł��D
>>43�@
�����E�E�E�Ȃ�ł����ˁE�E�E
���ׂĂ݂܂��D
���Ƃ����ЂƂ���ł��D�؍���H�I��������ƂɁC���H���ɂ����؍������
����������߃A�Z�g����p���Ă���̂ł��������ق��ɂ������̂���܂����H
�ɂ����������āE�E�E�D���郁�[�J�[����H�ꌩ�w�����Ƃ���ACDR�H���ď���������
�g���Ă��D�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@������ȂɁH
>>43�@
�����E�E�E�Ȃ�ł����ˁE�E�E
���ׂĂ݂܂��D
���Ƃ����ЂƂ���ł��D�؍���H�I��������ƂɁC���H���ɂ����؍������
����������߃A�Z�g����p���Ă���̂ł��������ق��ɂ������̂���܂����H
�ɂ����������āE�E�E�D���郁�[�J�[����H�ꌩ�w�����Ƃ���ACDR�H���ď���������
�g���Ă��D�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@������ȂɁH
45 �F���������R���N�F04/12/20 00:29:20 ID:vVvgI0uQ
46 �F���������R���N�F04/12/20 00:36:02 ID:tikp4JzS
47 �F���������R���N�F04/12/20 00:38:15 ID:vVvgI0uQ
48 �F���������R���N�F04/12/20 00:41:30 ID:tikp4JzS
49 �F���������R���N�F04/12/20 00:47:13 ID:vVvgI0uQ
�ނ��A�c�O�B���Q�l�ł��B
�\���n��
http://unit.aist.go.jp/digital-mfg/db-dmrc/cutting/basic/built-up_edge/build-up.htm
�\���n��
http://unit.aist.go.jp/digital-mfg/db-dmrc/cutting/basic/built-up_edge/build-up.htm
50 �F���������R���N�F04/12/20 00:56:10 ID:tikp4JzS
>>49
���肪�Ƃ��������܂��D
>�\���n��̔�����h���ɂ͐n�扷�x�����ނ̍Č������x�ȏ�ɂȂ�悤�ɂ���D
�o�C�g���������߂ɂȂ����Ⴂ�����ł��D
���肪�Ƃ��������܂��D
>�\���n��̔�����h���ɂ͐n�扷�x�����ނ̍Č������x�ȏ�ɂȂ�悤�ɂ���D
�o�C�g���������߂ɂȂ����Ⴂ�����ł��D
51 �F���������R���N�F04/12/20 22:23:14 ID:ynRGLhx2
�����`�������Ў����������U�͂ŐU��������ꍇ�A�����O�����傫���ق����ψʂ͏������Ȃ�܂����H
52 �F���������R���N�F04/12/21 18:38:48 ID:d0KyKH9A
�H�i�@�B�p�̃O���X���ĉ����K�i�����B
�m���ɖ������[�J�[�ɂ͐H�i�O���X������悤�ł����B
�H���ݔ��̔[���悪�H�������̑��Ȃ��
�łł����ꂽ��u�^���s���Ȃ�Ń��X���������B
�m���ɖ������[�J�[�ɂ͐H�i�O���X������悤�ł����B
�H���ݔ��̔[���悪�H�������̑��Ȃ��
�łł����ꂽ��u�^���s���Ȃ�Ń��X���������B
53 �F���������R���N�F04/12/21 21:12:12 ID:G5IpxR3P
>>51
>�������U�͂ŐU��������ꍇ�A
��d�ƌ����̉e��������̂ŁA�U��������ꍇ�ɂ́A��T��
�����O�����傫�������ψ�(�U��)���������Ƃ͌����Ȃ��Ǝv���܂��B
>�������U�͂ŐU��������ꍇ�A
��d�ƌ����̉e��������̂ŁA�U��������ꍇ�ɂ́A��T��
�����O�����傫�������ψ�(�U��)���������Ƃ͌����Ȃ��Ǝv���܂��B
54 �F���������R���N�F04/12/21 21:50:49 ID:2feGZxFQ
>52
���{�ł͌��݁A�K�i�͂Ȃ��悤�ł��B
ttp://www.rednyellow.co.jp/cassida/Bakground.htm
ttp://www.sunmari.com/tech/words.htm
ttp://homepage1.nifty.com/loyal/oil/spe/spe_siz.htm
���{�ł͌��݁A�K�i�͂Ȃ��悤�ł��B
ttp://www.rednyellow.co.jp/cassida/Bakground.htm
ttp://www.sunmari.com/tech/words.htm
ttp://homepage1.nifty.com/loyal/oil/spe/spe_siz.htm
55 �F���������R���N�F04/12/21 22:22:33 ID:Qkm+VSPM
>>54
�����炲�߂�B
�O����H�i���H�̋@�B���āA�ǂ�����ď������Ă���ĕs�v�c�Ɏv���Ă�����
���{�ɂ͋K�i���������Ď��́A���̂ɂ���Ă͌��\���������Ȃ��̂��g���Ă鏊������낤���B
�Ȃ��낵���ȁE�E�E
�����炲�߂�B
�O����H�i���H�̋@�B���āA�ǂ�����ď������Ă���ĕs�v�c�Ɏv���Ă�����
���{�ɂ͋K�i���������Ď��́A���̂ɂ���Ă͌��\���������Ȃ��̂��g���Ă鏊������낤���B
�Ȃ��낵���ȁE�E�E
56 �F���������R���N�F04/12/21 22:57:04 ID:2feGZxFQ
>55
�v���X�`�b�N���Ԃ�v���X�`�b�N���[���[��
���܂葬�x���グ���Ɏg���Ă���̂ł�
�悭�s���Ă����H��ł́ASUS�ƃv���X�`�b�N�����g���Ă��Ȃ��@�B���������̂�
�v���X�`�b�N���Ԃ�v���X�`�b�N���[���[��
���܂葬�x���グ���Ɏg���Ă���̂ł�
�悭�s���Ă����H��ł́ASUS�ƃv���X�`�b�N�����g���Ă��Ȃ��@�B���������̂�
57 �F���������R���N�F04/12/21 23:53:08 ID:p0eT1OZ0
��ڐG�M�A
�}�O�g�������Ēm���Ă邩
�����s�p
�}�O�g�������Ēm���Ă邩
�����s�p
58 �F���������R���N�F04/12/22 00:43:51 ID:19m44zJy
�X�N���b�`���̃N�W���Ă���܂���ˁB��F�̃R�[�e�B���O��
�R�C���ō���Ă����肩�͂��ꂩ�������B����̍�肩����
�ӂ��Ĉ��ݍ���ł��܂�����ł����A�̂ɓł���Ȃ��ł���ˁH
�Ђ���Ƃ��ĉ��łł��Ă���͂��Ȃ��ł���ˁH
�R�C���ō���Ă����肩�͂��ꂩ�������B����̍�肩����
�ӂ��Ĉ��ݍ���ł��܂�����ł����A�̂ɓł���Ȃ��ł���ˁH
�Ђ���Ƃ��ĉ��łł��Ă���͂��Ȃ��ł���ˁH
59 �F���������R���N�F04/12/22 10:55:33 ID:2g3kAIGT
>>59
�悩�����[�B�ǂ������肪�Ƃ��������܂��B
�悩�����[�B�ǂ������肪�Ƃ��������܂��B
61 �F���������R���N�F04/12/24 02:43:44 ID:w6veAQl4
���ꂩ�����Ă��������B
�����݁A�I�I�N�}OSP5020M���g�p���Ă���̂ł����A�悭���[�N���W��0.02�قǂ���
�����Ă��܂��܂��B�s�b�`�͂قڏo�Ă��܂��B���i�̌`����ǂ��ł��B�ʒu���������̂܂��
����Ă��܂��܂��BFANUC����0.01���炢�Ȃ̂ł������
5020M�͌��_���A���Ȃ�����Ȃ̂ł��傤��?
�����݁A�I�I�N�}OSP5020M���g�p���Ă���̂ł����A�悭���[�N���W��0.02�قǂ���
�����Ă��܂��܂��B�s�b�`�͂قڏo�Ă��܂��B���i�̌`����ǂ��ł��B�ʒu���������̂܂��
����Ă��܂��܂��BFANUC����0.01���炢�Ȃ̂ł������
5020M�͌��_���A���Ȃ�����Ȃ̂ł��傤��?
62 �F ��Nvve1I.6sU �F04/12/24 09:59:19 ID:M2mR8JJJ
�������A�A�A�A�������A�������ߑa�ł��ˁ@�A�A�A�A�A�B
63 �F���������R���N�F04/12/24 23:50:57 ID:fC/0OQOS
���aD�C�������̉~�Ղ�����܂��āC����aD�̉~�Ŏx�����Đ^��P��
���ׂ��������Ƃ��^�̘c�ʂ��Ă����ɂȂ�܂����H�����O��E�Ƃ���
���ׂ��������Ƃ��^�̘c�ʂ��Ă����ɂȂ�܂����H�����O��E�Ƃ���
64 �F ��Nvve1I.6sU �F04/12/25 21:45:30 ID:0CAIDZXe
>>63
�ȑO�A����Ɠ�������ɉ����L��������B��
�ȑO�A����Ɠ�������ɉ����L��������B��
65 �F���������R���N�F04/12/25 23:53:40 ID:KIQIOak7
66 �F���������R���N�F04/12/26 00:45:08 ID:7FliFSja
67 �F���������R���N�F04/12/26 01:34:27 ID:iSx8J33f
68 �F���������R���N�F04/12/26 09:17:45 ID:wMXzlRfd
>>63
�ʏ�A�~�Ƃ�������~���~�O�̎����ɉ�]�������Ƃ��ɂł���A�h�[�i�c��̗��̌`��������̂����A�ق�Ƃɉ~�Ŏx������̂�H
�~�x�����႟�Ȃ��ĒP�ɉ~�̊O�����x��������Ȃ�A�@�B�H�w�֗��Ɂi���Ȃ��Ƃ��U�łɂ́j�̂��Ă���
�O�����R�x���A�O���Œ�x���̏ꍇ��A�����W���d�A���ԉ~��̓����z�d�i���ԉ~���̂���݊p����A�Ȃ��j�̏ꍇ�ȂǁA�@�B�H�w�֗��ɂ��Ă͂₯�ɏڂ����̂��Ă��ƋL��
�ۑP�̋@�B�v�֗��ɂ��̂��Ă��ƋL��
���ėD���A�����̕����̈��p�������悤�Ȋ�K�X
�ʏ�A�~�Ƃ�������~���~�O�̎����ɉ�]�������Ƃ��ɂł���A�h�[�i�c��̗��̌`��������̂����A�ق�Ƃɉ~�Ŏx������̂�H
�~�x�����႟�Ȃ��ĒP�ɉ~�̊O�����x��������Ȃ�A�@�B�H�w�֗��Ɂi���Ȃ��Ƃ��U�łɂ́j�̂��Ă���
�O�����R�x���A�O���Œ�x���̏ꍇ��A�����W���d�A���ԉ~��̓����z�d�i���ԉ~���̂���݊p����A�Ȃ��j�̏ꍇ�ȂǁA�@�B�H�w�֗��ɂ��Ă͂₯�ɏڂ����̂��Ă��ƋL��
�ۑP�̋@�B�v�֗��ɂ��̂��Ă��ƋL��
���ėD���A�����̕����̈��p�������悤�Ȋ�K�X
69 �F���������R���N�F04/12/26 18:31:55 ID:WmzcHzFg
�O���x���ł��D
�{�ɍڂ��Ă܂����D
�����������܂���
�{�ɍڂ��Ă܂����D
�����������܂���
70 �F���������R���N�F04/12/27 21:19:48 ID:CmGMnJQ6
AURUM����Չ��H��D=2mm�ɂ������̂ł����A���[�J�[�����ł�1000[ft/min]�B
��]���x�����߂��48,500[rpm]�A�����̐��Ղ���Ȃɉ��܂���B
�ǂ������炢���ł��傤���H
http://www.mitsui-chem.co.jp/info/aurum/
��]���x�����߂��48,500[rpm]�A�����̐��Ղ���Ȃɉ��܂���B
�ǂ������炢���ł��傤���H
http://www.mitsui-chem.co.jp/info/aurum/
71 �F���������R���N�F04/12/27 23:04:34 ID:6TP9HJsQ
���N����H��ɏA�E����̂ł���
���n���炫�����̂Ł@�H��̎�ނƂ����킩��܂���
��Ђ���͏��o�Ђ܂łɓ�����o���Ă���Ƃ���ꂽ��ł���
�悢�����@�Ƃ�����܂����H
�{��T������ł����悢�̂��Ȃ��āE�E�E
���n���炫�����̂Ł@�H��̎�ނƂ����킩��܂���
��Ђ���͏��o�Ђ܂łɓ�����o���Ă���Ƃ���ꂽ��ł���
�悢�����@�Ƃ�����܂����H
�{��T������ł����悢�̂��Ȃ��āE�E�E
72 �F���������R���N�F04/12/27 23:07:17 ID:G81bzAdr
http://rinrinka.value-net.net/29/dsi/�@�ŋ߁A���̎q�ɖG���B
�@�@�@�@�@�܂����o�C�E�E
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�����J���A���Ƃ����ށE�E�E
73 �F���������R���N�F04/12/27 23:15:49 ID:fkyunEhc
>>70
���ʂ͍ő呬��OK
���ʂ͍ő呬��OK
74 �F���������R���N�F04/12/28 00:16:58 ID:hmgD6+1i
75 �F���������R���N�F04/12/28 02:12:30 ID:dqxQQfpp
76 �F���������R���N�F04/12/28 07:11:53 ID:DQVInTCe
70�ł�
�撣����5,500rpm�A�\�ʂڂ�ڂ�ł�
�撣����5,500rpm�A�\�ʂڂ�ڂ�ł�
77 �F���������R���N�F04/12/28 09:34:06 ID:h4FkdiiA
�@�B���Ȃ��Ȃ�O�������Ȃ������B
78 �F���������R���N�F04/12/28 10:53:36 ID:csYl+ERA
>>74
�����ɂ���Ȃ��ł�
������x��ʓI�Ȃ��̂��o���Ă��ꂽ�痈���Ƃ��Ɋy�ɂȂ�Ƃ������ƂȂ̂ŁE�E�E
�H��ł��Ă����Ƃ́@���{�b�g�̑g�ݗ��Ăł���
�����ɂ���Ȃ��ł�
������x��ʓI�Ȃ��̂��o���Ă��ꂽ�痈���Ƃ��Ɋy�ɂȂ�Ƃ������ƂȂ̂ŁE�E�E
�H��ł��Ă����Ƃ́@���{�b�g�̑g�ݗ��Ăł���
79 �F���������R���N�F04/12/28 13:24:50 ID:hTAgCzQn
80 �F���������R���N�F04/12/28 15:38:34 ID:LDjwkerE
>78
�g�ݗ��Ẵ��C���ɂ��̂�
�H��̖��O��˂��̎�ޓ����o���Ă���Ƃ������Ƃł����H
�g�ݗ��Ẵ��C���ɂ��̂�
�H��̖��O��˂��̎�ޓ����o���Ă���Ƃ������Ƃł����H
81 �F���������R���N�F04/12/28 15:49:31 ID:hTAgCzQn
>>78
�}���قŋ@�B�H�w�֗������Ă݂�̂��ǂ��̂ł́H
����p�r�̋@�B�͂Ƃ������A��ʓI�Șb�Ȃ炱���������͍̂L�������Ă���B
����Ȃł����{�łȂ��Ă��A���������{�Ȃ炽���Ă��̖{������ɂ͒u���Ă���͂��B
http://7andy.yahoo.co.jp/books/detail?accd=30779974
�i��P0�ł̕\���͗ΐF�j
���ꂩ��@�B�̂��Ƃ����l�ɂ́A�����đ����邱�Ƃ͂Ȃ��{���Ǝv���B
�}���قŋ@�B�H�w�֗������Ă݂�̂��ǂ��̂ł́H
����p�r�̋@�B�͂Ƃ������A��ʓI�Șb�Ȃ炱���������͍̂L�������Ă���B
����Ȃł����{�łȂ��Ă��A���������{�Ȃ炽���Ă��̖{������ɂ͒u���Ă���͂��B
http://7andy.yahoo.co.jp/books/detail?accd=30779974
�i��P0�ł̕\���͗ΐF�j
���ꂩ��@�B�̂��Ƃ����l�ɂ́A�����đ����邱�Ƃ͂Ȃ��{���Ǝv���B
82 �F���������R���N�F04/12/28 16:31:19 ID:sScH2Qj3
83 �F���������R���N�F04/12/28 19:09:49 ID:+TkF9BNL
84 �F���������R���N�F04/12/28 20:06:08 ID:LDjwkerE
>82
�@�B�g���H��̖��̂Ƃ����ƃz�[���Z���^�[��
�H����߂Ȃ���o����̂���̎肾���A�Q�l��
ttp://www.kyototool.co.jp/products/catalog/33/index.html
�@�B�g���H��̖��̂Ƃ����ƃz�[���Z���^�[��
�H����߂Ȃ���o����̂���̎肾���A�Q�l��
ttp://www.kyototool.co.jp/products/catalog/33/index.html
85 �F���������R���N�F04/12/28 20:37:52 ID:+TkF9BNL
>>83
��͏o��
�Z�\�u�b�N�X
19 ��ƍH��̃c�J�C�J�^
164�� �{�� 1700�~
�Z�\�m�̗F�ҏW����
�`���b�N�A�o�C�X�Ƃ������@�B���H�ɂȂ��Ă͂Ȃ�Ȃ���ƍH���A
�X�p�i�A�h���C�o�Ƃ����ĒP���Ȃ��̂Ɏ���܂ł̍�ƍH������̎g���������
���p�͂܂������ς��܂��B���������A�E�����A���̎g�����ЂƂł��B
�������g�����͂��̖{�ŁE�E�E�E�E�E�B
��͏o��
�Z�\�u�b�N�X
19 ��ƍH��̃c�J�C�J�^
164�� �{�� 1700�~
�Z�\�m�̗F�ҏW����
�`���b�N�A�o�C�X�Ƃ������@�B���H�ɂȂ��Ă͂Ȃ�Ȃ���ƍH���A
�X�p�i�A�h���C�o�Ƃ����ĒP���Ȃ��̂Ɏ���܂ł̍�ƍH������̎g���������
���p�͂܂������ς��܂��B���������A�E�����A���̎g�����ЂƂł��B
�������g�����͂��̖{�ŁE�E�E�E�E�E�B
86 �F���������R���N�F04/12/28 20:40:39 ID:+TkF9BNL
>>85
�܂��A�K����芵�����Ă�������
�܂��A�K����芵�����Ă�������
87 �F���������R���N�F04/12/28 20:48:25 ID:AoDBnGwu
70�ł�
��]�A����A�؍��A�F�X�ς�����ł����A��͂葬�������ǂ������ł��B
���ނ����Ȃ��̂��ȁB
�Ƃ���Ŏs�̂̐��Ղň�ԑ����̂͂ǂ�ł����H
��]�A����A�؍��A�F�X�ς�����ł����A��͂葬�������ǂ������ł��B
���ނ����Ȃ��̂��ȁB
�Ƃ���Ŏs�̂̐��Ղň�ԑ����̂͂ǂ�ł����H
88 �F���������R���N�F04/12/28 20:52:03 ID:hTAgCzQn
�ł��A�X�p�i�Ƃ������L�[�Ńg���J�`����͎̂~�߂Ă����B
89 �F���������R���N�F04/12/28 21:00:15 ID:+TkF9BNL
�ǂ���
90 �F���������R���N�F04/12/28 21:32:15 ID:hTAgCzQn
�X�p�i���䂪�Ⴄ�B�䂪�܂Ȃ��Ă������Ȃ�B
���̑O�A24mm�̕Ќ��X�p�i�ł�����ł��Ă���������B
��������ɂ�߂����܂�����B
���̑O�A24mm�̕Ќ��X�p�i�ł�����ł��Ă���������B
��������ɂ�߂����܂�����B
91 �F���������R���N�F04/12/28 22:31:34 ID:bFVHwJkH
70�ł��B
�X�p�i�͌y������B�g���J�`�Ȃ���������d������������B
���͂Ƃ��BMC�p���b�g�Ƃ��B
����Ȃ��Ƃ��A���Վt�̐��Ƃ������ĉ�������
�X�p�i�͌y������B�g���J�`�Ȃ���������d������������B
���͂Ƃ��BMC�p���b�g�Ƃ��B
����Ȃ��Ƃ��A���Վt�̐��Ƃ������ĉ�������
92 �F���������R���N�F04/12/28 22:35:04 ID:hTAgCzQn
�Ƃ肠�����A���̔̐��ՃX���b�h
���z�r�[�� �����~�j����(�H��@�B) Part2 �����
ttp://science3.2ch.net/test/read.cgi/kikai/1098438189/l50
�����̐��ՍH���W���X��
ttp://science3.2ch.net/test/read.cgi/kikai/1024228091/l50
�g�����f�B�[�h���}�̎�������ՍH
ttp://science3.2ch.net/test/read.cgi/kikai/1068198980/l50
NC����
ttp://science3.2ch.net/test/read.cgi/kikai/993648446/l50
���ՁA�t���C�X�A�{�[���Ղɂ��Č��X��
ttp://science3.2ch.net/test/read.cgi/kikai/1065366933/l50
�C�ۓ����̋�����Ղō���č��E�l�̘b
ttp://science3.2ch.net/test/read.cgi/kikai/1013170691/l50
�����~�j���Ձi�H��@�B�j��
ttp://science3.2ch.net/test/read.cgi/kikai/995441918/l50
���z�r�[�� �����~�j����(�H��@�B) Part2 �����
ttp://science3.2ch.net/test/read.cgi/kikai/1098438189/l50
�����̐��ՍH���W���X��
ttp://science3.2ch.net/test/read.cgi/kikai/1024228091/l50
�g�����f�B�[�h���}�̎�������ՍH
ttp://science3.2ch.net/test/read.cgi/kikai/1068198980/l50
NC����
ttp://science3.2ch.net/test/read.cgi/kikai/993648446/l50
���ՁA�t���C�X�A�{�[���Ղɂ��Č��X��
ttp://science3.2ch.net/test/read.cgi/kikai/1065366933/l50
�C�ۓ����̋�����Ղō���č��E�l�̘b
ttp://science3.2ch.net/test/read.cgi/kikai/1013170691/l50
�����~�j���Ձi�H��@�B�j��
ttp://science3.2ch.net/test/read.cgi/kikai/995441918/l50
93 �F���������R���N�F04/12/28 22:35:42 ID:hTAgCzQn
���A��ԉ��͑O�X�����B
94 �F���������R���N�F04/12/28 23:59:34 ID:bFVHwJkH
70�ł�
���肪�Ƃ�����ł���
���肪�Ƃ�����ł���
95 �F���������R���N�F04/12/29 07:16:04 ID:mkx7cYrS
>>87
�n����s���ɂ�����ǂ���B
�n�̋��x���Ȃ��Ȃ�̂Œ��]�A���荞�݂����������B
���������ɂ͂��̂悤�ɂ����o��������B
����ɐn�̍ގ��̓n�C�X(SKH)���悢�B
���łɐn��͋��ʂƂ����Ȃ��܂ł����炩�ȕ����悢�B
�n����s���ɂ�����ǂ���B
�n�̋��x���Ȃ��Ȃ�̂Œ��]�A���荞�݂����������B
���������ɂ͂��̂悤�ɂ����o��������B
����ɐn�̍ގ��̓n�C�X(SKH)���悢�B
���łɐn��͋��ʂƂ����Ȃ��܂ł����炩�ȕ����悢�B
�F���낢�날�肪�Ƃ��������܂�
�Q�l�ɂ����Ă��炢�܂�
�Q�l�ɂ����Ă��炢�܂�
97 �F���������R���N�F04/12/29 20:20:00 ID:VVUZOOMk
70�ł�
�m���u�t�����|���n�C�X�̕����s���u����ƌ����Ă��悤��
�_�C���͑S���ʖڂ��������ǁA���|�Ȃ�����ŐF�X�ƕς��̂Ńh���h��
�n�C�X�������Ă݂����������ł��ˁB
��y�ɑ��k������A
�������o�J�ɂ���ȁB�n���������Ă���BcBN���B
�ڂ��_�ɂȂ�܂���
����cBN�Ŏ����Ă݂����A��������
����������܂��A�����ĕ����܂���
�m���u�t�����|���n�C�X�̕����s���u����ƌ����Ă��悤��
�_�C���͑S���ʖڂ��������ǁA���|�Ȃ�����ŐF�X�ƕς��̂Ńh���h��
�n�C�X�������Ă݂����������ł��ˁB
��y�ɑ��k������A
�������o�J�ɂ���ȁB�n���������Ă���BcBN���B
�ڂ��_�ɂȂ�܂���
����cBN�Ŏ����Ă݂����A��������
����������܂��A�����ĕ����܂���
98 �F���������R���N�F04/12/30 11:07:51 ID:j0m7xy1Y
����
���[�}�̉������Ăǂ̂��炢���ڈ��Ȃ�ł����H
�́A��y��
�u�P�O�����̃��[�}�̉����͂P�O�������I�v
�Ƃ����Ă���܂����B
�Ȃ�ł��P�O�����h�����Ō���������Ɛ^�~�ł͂Ȃ��I���X�r�`�ɂȂ邩��
������ۂ�����̂����[�}�̖�ڂ������ł��B
�ł������ō�肷�������͖߂��Ă��Ȃ��C�����܂��B
�M���Ă������̂ł����H
���[�}�̉������Ăǂ̂��炢���ڈ��Ȃ�ł����H
�́A��y��
�u�P�O�����̃��[�}�̉����͂P�O�������I�v
�Ƃ����Ă���܂����B
�Ȃ�ł��P�O�����h�����Ō���������Ɛ^�~�ł͂Ȃ��I���X�r�`�ɂȂ邩��
������ۂ�����̂����[�}�̖�ڂ������ł��B
�ł������ō�肷�������͖߂��Ă��Ȃ��C�����܂��B
�M���Ă������̂ł����H
99 �F���������R���N�F04/12/30 13:35:18 ID:VSzb8LAn
��9�ł�������Ȃ���
100 �F���������R���N�F04/12/30 13:39:39 ID:iSBv7EQ9
100
101 �F���������R���N�F04/12/30 20:01:41 ID:CQcjHydw
>>98
�덷�Ƃ��l���āA�傫���Ă�9.5mm���炢���낤�ˁB
�덷�Ƃ��l���āA�傫���Ă�9.5mm���炢���낤�ˁB
102 �F���������R���N�F04/12/30 22:47:03 ID:3oSqapgF
>>98
�v�������������A�Ȃ�ł�������B
�v�������������A�Ȃ�ł�������B
103 �F���������R���N�F04/12/30 22:49:29 ID:CQcjHydw
104 �F���������R���N�F04/12/31 11:50:56 ID:WONFOUED
105 �F���������R���N�F04/12/31 23:00:21 ID:lT6HJeWR
���ƂP���ԁA���a�ł���܂��悤��
���N�A�S�Ă̂Qch�l���[�ɘJ�Ђ��Ȃ����a�ł���܂��悤��
���N�A�S�Ă̂Qch�l���[�ɘJ�Ђ��Ȃ����a�ł���܂��悤��
106 �F& ��.PbqziEmh2 �F05/01/03 19:06:00 ID:2EXRy7Xr
�������A
�V�����N�ɂȂ��Ă��A
�܂��܂��A
�ߑa�ł��˂��@�A�A�A�A�A�B
�V�����N�ɂȂ��Ă��A
�܂��܂��A
�ߑa�ł��˂��@�A�A�A�A�A�B
107 �F���������R���N�F05/01/04 20:57:31 ID:M/YsHB1W
>>106
���̉ߑa���Ղ�ɖG����̂��@�B�E�H�w�Z�l�A�A�A�A�A�B
���̉ߑa���Ղ�ɖG����̂��@�B�E�H�w�Z�l�A�A�A�A�A�B
108 �F���������R���N�F05/01/04 21:23:47 ID:u7XBaIZD
>>107
���C�ɓ���X���b�h�������邩�����Ȃ������肬��̋��|�B
���C�ɓ���X���b�h�������邩�����Ȃ������肬��̋��|�B
109 �F���������R���N�F05/01/04 21:37:54 ID:JsAZ4Uax
�}���̎��₪�Ȃ��̂́@�������Ƃ�
���āA��������d�����Ƃ������Ƃ�
�҂̊F�l���N����낵��
���āA��������d�����Ƃ������Ƃ�
�҂̊F�l���N����낵��
110 �F���������R���N�F05/01/05 00:04:08 ID:kLDy/NZg
���̂�����Ȃ�ł����ǂ���������Ƃ����H������悤�Ǝv���Ă܂���
�����Ă��炢�����̂ł����ǁ@���[�^�[���}�u�`RE-280�Ƃ������
�K�����ׁi�P�T��.cm)
�K�������̉�]���i�U�U�O�Or.p.m)
�d���i�RV�j��
�P�D�Tkg�̏d���̕���2�b��1��]���������̂ł����莝���̃v�[���[��
��11mm.47mm.27mm.���e2����3mm��1�Ȃ�ł����ǂ��̃v�[���[�̑g�ݍ�
�킹�ŏ�L�ɋ߂������ł��܂����ˁH�@����ƃv�[���[�𑝂₵�Ă�����
�g���N�͑������ł���ˁH
���`�v�Z�킩���
�����Ă��炢�����̂ł����ǁ@���[�^�[���}�u�`RE-280�Ƃ������
�K�����ׁi�P�T��.cm)
�K�������̉�]���i�U�U�O�Or.p.m)
�d���i�RV�j��
�P�D�Tkg�̏d���̕���2�b��1��]���������̂ł����莝���̃v�[���[��
��11mm.47mm.27mm.���e2����3mm��1�Ȃ�ł����ǂ��̃v�[���[�̑g�ݍ�
�킹�ŏ�L�ɋ߂������ł��܂����ˁH�@����ƃv�[���[�𑝂₵�Ă�����
�g���N�͑������ł���ˁH
���`�v�Z�킩���
111 �F���������R���N�F05/01/05 00:28:03 ID:zXWXHKh2
112 �F���������R���N�F05/01/05 01:17:35 ID:Ud/2qIh3
�����܂���A�X�����R�R�ł������ǂ������悭������Ȃ��̂ł���
�G�X�J���[�^�[�́A�K�i�̂Ƃ��Ǝ萠�̐i�ރX�s�[�h���S�R�Ⴄ��ł�����
������Ē����̂ɋZ�p�Ƃ������Ƃ������[��ςȂ�ł��傤���H
�ߏ��̃X�[�p�[�łQ�������N���ق��ۂ���ςȂ��̂Ƃ���������
�Ȃ�Œ����Ȃ��̂��^��Ȃ�ł��B
�G�X�J���[�^�[�́A�K�i�̂Ƃ��Ǝ萠�̐i�ރX�s�[�h���S�R�Ⴄ��ł�����
������Ē����̂ɋZ�p�Ƃ������Ƃ������[��ςȂ�ł��傤���H
�ߏ��̃X�[�p�[�łQ�������N���ق��ۂ���ςȂ��̂Ƃ���������
�Ȃ�Œ����Ȃ��̂��^��Ȃ�ł��B
113 �F110�F05/01/05 01:53:03 ID:kLDy/NZg
>>111
����Ȃ��̂ł��̎������킹�Ă��������肢���܂��ł�
����Ȃ��̂ł��̎������킹�Ă��������肢���܂��ł�
114 �F���������R���N�F05/01/05 07:13:21 ID:zXWXHKh2
>>113
�g���N���́~��]���a
�ł��B�������l����Ɨǂ��ł���B
>>112
���[�J�ɂ���č\�����قȂ�܂����A����Ȃɑ�ςł͂Ȃ���
�v���܂��B�萠�쓮��(���C�쓮)�̒����s���ł��傤�B
�g���N���́~��]���a
�ł��B�������l����Ɨǂ��ł���B
>>112
���[�J�ɂ���č\�����قȂ�܂����A����Ȃɑ�ςł͂Ȃ���
�v���܂��B�萠�쓮��(���C�쓮)�̒����s���ł��傤�B
115 �F���������R���N�F05/01/05 08:41:32 ID:cwlAM5IV
>>107
�}�}�̈������Ȃ������z�͖������������ǂ���B
�}�}�̈������Ȃ������z�͖������������ǂ���B
116 �F110�F05/01/05 12:45:08 ID:kLDy/NZg
>>114
���肪�Ƃ��������܂�
��L�̃��[�^�[�̃X�y�b�N�͓d��3V,6600��]�̎��ɔ��a1cm��15g��
���ׂ���������Ƃ������Ƃł��傤���H
���[�^�[�{�������v�[�����h���u�����傫���v�[���{�����ɏ������v�[����
�傫���{�������Ƃ�����ɂ�����J��Ԃ��i��]���a�𑝂₷�H�j
�������܂����͉͂҂��܂���ˁH
���`�ǂ��g�ݍ��킹�������������ˁ`�@�@
�ǂȂ���>>110�ŏ��������Ƃǂ�����Ⴂ�����������^�m���}�X
���肪�Ƃ��������܂�
��L�̃��[�^�[�̃X�y�b�N�͓d��3V,6600��]�̎��ɔ��a1cm��15g��
���ׂ���������Ƃ������Ƃł��傤���H
���[�^�[�{�������v�[�����h���u�����傫���v�[���{�����ɏ������v�[����
�傫���{�������Ƃ�����ɂ�����J��Ԃ��i��]���a�𑝂₷�H�j
�������܂����͉͂҂��܂���ˁH
���`�ǂ��g�ݍ��킹�������������ˁ`�@�@
�ǂȂ���>>110�ŏ��������Ƃǂ�����Ⴂ�����������^�m���}�X
117 �F ��Nvve1I.6sU �F05/01/05 13:40:26 ID:i1a+jvEL
�{�N���A
���ς�炸�A
���쎩���́A
�I���p���[�h�A
�Ƃ́B
�ƂقفB
���ς�炸�A
���쎩���́A
�I���p���[�h�A
�Ƃ́B
�ƂقفB
118 �F���������R���N�F05/01/05 14:34:42 ID:cwlAM5IV
�p�p�ƃ}�}�Ɉ������ȏ������͖̂{���炵���B
119 �F110�F05/01/05 19:30:42 ID:kLDy/NZg
120 �F���������R���N�F05/01/05 19:48:44 ID:tLiXKvrW
�ߑa�Ƃ����쎩���Ƃ������Ă���̂́A�����̔S�������ł�
�S�~�͋C�ɂ����ɁA�X���[���Ă��������@>ALL
�S�~�͋C�ɂ����ɁA�X���[���Ă��������@>ALL
>>116
>�K�����ׁi�P�T��.cm)�@�K�������̉�]���i�U�U�O�Or.p.m)�@�d���i�RV�j��
�Ƃ̂��Ƃł��̂ŁA���̃��[�^�Ɠ����ɔ��a�P�����̊���h������݂��A
�P�T���̎��ʂ��Ԃ牺�����ꍇ�A���[�^�͂U�U�O�O�������ʼn�]����͂��ł��B
���̂Ƃ��A�ׂ͂U�U�O�O(������)�~�~�Q(����)�^�P�O�O���S�P�T���^���ʂ�
�����グ���邱�ƂɂȂ�܂��B
>�P�D�Tkg�̏d���̕���2�b��1��]��������
���̈Ӗ�������Ȃ��̂ł����A�P�T���̂P�O�O�{�̎���(�P�D�T����)�������グ
�����̂ł���A�h�����a��Ƃ����ꍇ�A�P�O�O���̂P�Ɍ�������K�v��
����܂��B
>�K�����ׁi�P�T��.cm)�@�K�������̉�]���i�U�U�O�Or.p.m)�@�d���i�RV�j��
�Ƃ̂��Ƃł��̂ŁA���̃��[�^�Ɠ����ɔ��a�P�����̊���h������݂��A
�P�T���̎��ʂ��Ԃ牺�����ꍇ�A���[�^�͂U�U�O�O�������ʼn�]����͂��ł��B
���̂Ƃ��A�ׂ͂U�U�O�O(������)�~�~�Q(����)�^�P�O�O���S�P�T���^���ʂ�
�����グ���邱�ƂɂȂ�܂��B
>�P�D�Tkg�̏d���̕���2�b��1��]��������
���̈Ӗ�������Ȃ��̂ł����A�P�T���̂P�O�O�{�̎���(�P�D�T����)�������グ
�����̂ł���A�h�����a��Ƃ����ꍇ�A�P�O�O���̂P�Ɍ�������K�v��
����܂��B
122 �F���������R���N�F05/01/06 01:16:30 ID:njjaZ6bn
���̂��Ȃ��}�W�b�N�e�[�v���Ă���܂����H
�o����Δ��i�v�I�Ɍ��ʂ̎�������E�E
�o����Δ��i�v�I�Ɍ��ʂ̎�������E�E
123 �F���������R���N�F05/01/06 02:00:02 ID:aGGhMkdk
�Ƃ̑����Ղ��g�p���邽�߂ɁA�����p�̃o�C�g�������Ǝv���Ă��܂��B
�܂��]�芵��Ă��Ȃ��̂ŁA�قƂ�ǂ̍�Ƃ�
�O�a�؍�
���a�؍�
�Ɍ����Ă���Ǝv���܂��B
�����Ă��̏ꍇ�A���[�N��A2017�Ƃ��AA2024�AA7075�ɂȂ�Ǝv���܂��B
�S�n�̋��������H���邱�Ƃ͏��Ȃ��Ǝv���܂��B
�o����`�b�v�������̃o�C�g�������ł��B
�Ⴆ�A�A
ttp://www.tungaloy.co.jp/ttj/products/index.html
��J�V���[�Y�̂悤�Ȃ��̂��Ǝv���̂ł����A���Ɏ�ނ������̂�
�������C�}�C�`�����炸�A�ǂ��I�Ԃׂ����Y��ł��܂��܂��B
����Ɨ\�Z�͂ǂꂮ�炢�ɐݒ肷��悢�ł��傤���H
��낵����A�h�o�C�X���肢���܂��B
�܂��]�芵��Ă��Ȃ��̂ŁA�قƂ�ǂ̍�Ƃ�
�O�a�؍�
���a�؍�
�Ɍ����Ă���Ǝv���܂��B
�����Ă��̏ꍇ�A���[�N��A2017�Ƃ��AA2024�AA7075�ɂȂ�Ǝv���܂��B
�S�n�̋��������H���邱�Ƃ͏��Ȃ��Ǝv���܂��B
�o����`�b�v�������̃o�C�g�������ł��B
�Ⴆ�A�A
ttp://www.tungaloy.co.jp/ttj/products/index.html
��J�V���[�Y�̂悤�Ȃ��̂��Ǝv���̂ł����A���Ɏ�ނ������̂�
�������C�}�C�`�����炸�A�ǂ��I�Ԃׂ����Y��ł��܂��܂��B
����Ɨ\�Z�͂ǂꂮ�炢�ɐݒ肷��悢�ł��傤���H
��낵����A�h�o�C�X���肢���܂��B
124 �F�@�Ђ����ނ��@�F05/01/06 07:34:41 ID:AlzIILJp
>>122
�����_�ł���Ȑ��i�͗L��܂���B���Ȃ������悵�Č����J�������ĉ������B
�����_�ł���Ȑ��i�͗L��܂���B���Ȃ������悵�Č����J�������ĉ������B
125 �F���������R���N�F05/01/06 08:48:53 ID:yV3VsyNT
>122
���Ɏg�����߂ɁA���̂��Ȃ��}�W�b�N�e�[�v���K�v�Ȃ̂ł����H
���Ɏg�����߂ɁA���̂��Ȃ��}�W�b�N�e�[�v���K�v�Ȃ̂ł����H
126 �F���������R���N�F05/01/06 08:55:18 ID:ArXk4AHI
>>110
6600�~3/47�~11/47�~11/27��40������
60/40��1.5�������^��
���g���N�F6600/40�~0.015��2.475�����E����
6600�~3/47�~11/47�~11/27��40������
60/40��1.5�������^��
���g���N�F6600/40�~0.015��2.475�����E����
127 �F���������R���N�F05/01/06 17:13:27 ID:jzMZfgJ7
>>110
>�P�D�Tkg�̏d���̕���2�b��1��]���������̂ł���
���̂̏d�S��_���Ďx���i�����ʓ��j2�b��1��]�ɂȂ�悤�Ƀv�[���Ō��������
�ȒP�ɉ��͂��B�d�͕����̖ʓ��ʼn�]������̂Ȃ�d�S����̔��a������Ȃ���
�v�Z�ǂ���ł͂Ȃ��B
�Q�l�܂ŁF���̃^�C�v�̃��[�^�[�͓d����������Ή�]����������B�������g���N��
�@�@�@�@�@������̂ŕ��׃g���N�ƃo�����X������A�����������肵����]��
�@�@�@�@�@�ϑ��ł���B
>�P�D�Tkg�̏d���̕���2�b��1��]���������̂ł���
���̂̏d�S��_���Ďx���i�����ʓ��j2�b��1��]�ɂȂ�悤�Ƀv�[���Ō��������
�ȒP�ɉ��͂��B�d�͕����̖ʓ��ʼn�]������̂Ȃ�d�S����̔��a������Ȃ���
�v�Z�ǂ���ł͂Ȃ��B
�Q�l�܂ŁF���̃^�C�v�̃��[�^�[�͓d����������Ή�]����������B�������g���N��
�@�@�@�@�@������̂ŕ��׃g���N�ƃo�����X������A�����������肵����]��
�@�@�@�@�@�ϑ��ł���B
128 �F110�F05/01/06 21:05:28 ID:tNNMg/29
���X���肪�Ƃ��������܂��I
>>111����>>126����>>127����@�i����Ђ���A���Ă��܂����j�@
��������Ȃ��Ă����܂���A����₷���Ⴆ��Ƃ��M�������Ă��̏��
1.5kg���̂������Ă��̂��M�̒��S���玲�������ɏo�Ă��邩�������ɂ�
���ł��A���M�̒��a����20cm�ł��@>>126����̌v�Z���ƍ����̂����Ă�
��v�[����1.5�b��1��]�ł�����Ă��Ƃ����I�I�@�@
>>111����>>126����>>127����@�i����Ђ���A���Ă��܂����j�@
��������Ȃ��Ă����܂���A����₷���Ⴆ��Ƃ��M�������Ă��̏��
1.5kg���̂������Ă��̂��M�̒��S���玲�������ɏo�Ă��邩�������ɂ�
���ł��A���M�̒��a����20cm�ł��@>>126����̌v�Z���ƍ����̂����Ă�
��v�[����1.5�b��1��]�ł�����Ă��Ƃ����I�I�@�@
129 �F���������R���N�F05/01/06 23:25:28 ID:HSNW728u
�d�Ԓj�Ȃ�ʃ��[�^�j�o��`��I�I
130 �F���������R���N�F05/01/07 00:18:08 ID:wcBFICES
���݂܂����Ă��������B
�����@�ɂ����ĉ�]���x�ƃg���N�̊W�y�ь��������������
�v���܂��B
���݂܂������̌����������ꂽ�{�������m�̕�
�����������Ă��������܂���ł��傤���H�J�^���O�ł��\���܂���B
��낵�����肢���܂��B
�i���[�^�Ɍ����@��t�����������@�̉�]���x��傫�������
�g���N���������Ȃ�A��]���x������������ƃg���N���傫���Ȃ闝�R��
�C�}�C�`�����ł��܂���B�Ƃ��������̌�����������܂���B�j
�����@�ɂ����ĉ�]���x�ƃg���N�̊W�y�ь��������������
�v���܂��B
���݂܂������̌����������ꂽ�{�������m�̕�
�����������Ă��������܂���ł��傤���H�J�^���O�ł��\���܂���B
��낵�����肢���܂��B
�i���[�^�Ɍ����@��t�����������@�̉�]���x��傫�������
�g���N���������Ȃ�A��]���x������������ƃg���N���傫���Ȃ闝�R��
�C�}�C�`�����ł��܂���B�Ƃ��������̌�����������܂���B�j
131 �F���������R���N�F05/01/07 01:13:01 ID:Qq5qKUpZ
>>130
�e�R�̌����B
���[�^�o�͂����Ƃ���ƁA
���[�^�o�́����[�^�g���N�~���[�^��]��
�������@���͎��g���N�~�����@���͎���]��
�������@�o�͎��g���N�~�����@�o�͎���]��
�������@�o�͎��o��
���Ƃ́A�Z�F�d�@�Ƃ��֖{�̃J�^���O�ł����Ă���B
�e�R�̌����B
���[�^�o�͂����Ƃ���ƁA
���[�^�o�́����[�^�g���N�~���[�^��]��
�������@���͎��g���N�~�����@���͎���]��
�������@�o�͎��g���N�~�����@�o�͎���]��
�������@�o�͎��o��
���Ƃ́A�Z�F�d�@�Ƃ��֖{�̃J�^���O�ł����Ă���B
132 �F���������R���N�F05/01/07 01:19:51 ID:Qq5qKUpZ
133 �F ��Nvve1I.6sU �F05/01/07 07:14:50 ID:VJu8P76p
>>130�@����]���x�ƃg���N�̊W�y�ь������������
�g���N�Ɣn�͂ǂ��������́H�����o����l���}
http://science3.2ch.net/test/read.cgi/kikai/1021779854/-100
�g���N�Ɣn�͂ǂ��������́H�����o����l���}
http://science3.2ch.net/test/read.cgi/kikai/1021779854/-100
134 �F���������R���N�F05/01/07 09:40:52 ID:9/yyO/9V
>130
�g�R�g���₳�����ϑ��@�̖{
ttp://www.amazon.co.jp/exec/obidos/ASIN/4526053198/randokubunkok-22/ref%3Dnosim/249-6643664-8801145
ttp://pub.nikkan.co.jp/cgi-bin/detail.cgi?i=ISBN4-526-05319-8
���̂�����łǂ��ł���
�g�R�g���₳�����ϑ��@�̖{
ttp://www.amazon.co.jp/exec/obidos/ASIN/4526053198/randokubunkok-22/ref%3Dnosim/249-6643664-8801145
ttp://pub.nikkan.co.jp/cgi-bin/detail.cgi?i=ISBN4-526-05319-8
���̂�����łǂ��ł���
135 �F���������R���N�F05/01/07 10:51:45 ID:67Pwu17R
136 �F110�F05/01/08 12:15:51 ID:ASeJjELW
137 �F112�F05/01/08 13:22:21 ID:2NHZ6MXx
�x���Ȃ�܂�������>>114���肪�Ƃ��������܂���m(__)m
138 �F���������R���N�F05/01/11 23:31:29 ID:squvHmQg
�������������B
�X�v���C���ƃZ���[�V�������āA�ǂ��Ⴄ��ł��傤���H
�X�v���C���ƃZ���[�V�������āA�ǂ��Ⴄ��ł��傤���H
139 �F���������R���N�F05/01/12 00:35:42 ID:LhzueOhH
�����ŕ����Ă����̂�������Ȃ��ł����A�ꉞ�@�B����݂Ȃ̂ŁE�E�E
CAD���p�Z�p�҂̎��i����܂���ˁB
�v���傶��Ȃ����ǁA2D�Ȃ�ȒP�Ȏ���E���i�����2��ދƖ��Ɏg���Ă܂��B
2���Ȃ�������Ƃ���ꂻ���ł��B�˂�[�����CAD�ȊO�̐ݖ�y��������
1�����č��i��20%���炢���ď����Ă��邯�ǁA�Q�l����������͕��������ꂻ���ł��B
3D��CATIAv5�ł��G�����V���{Assy�ł��邭�炢�ł��B
����ȘR��ł����A�����̎��i�͓]�E�ɂǂ�قǗL���Ȃ��̂Ȃ�ł��傤���H
�v�⏕�ł��Ȃ�ł���������v�ɂ�����肽����ł��B
�Œ�1���͎���Ă��������Ǝv���Ă��ł����B
�@�B���}�v�ŐH���Ă����Ȃ�A������^���^��v���X�`�b�N�ˏo���^��
�������ق����A�c�����Ēm�荇���Ɍ���ꂽ��ł����A�����o���Ȃ�������
�ڂɌ����鎑�i�̂ق����d�������悤�Ɏv�����̂ŁE�E�E�ǂ��Ȃ�ł��傤�B
CAD���p�Z�p�҂̎��i����܂���ˁB
�v���傶��Ȃ����ǁA2D�Ȃ�ȒP�Ȏ���E���i�����2��ދƖ��Ɏg���Ă܂��B
2���Ȃ�������Ƃ���ꂻ���ł��B�˂�[�����CAD�ȊO�̐ݖ�y��������
1�����č��i��20%���炢���ď����Ă��邯�ǁA�Q�l����������͕��������ꂻ���ł��B
3D��CATIAv5�ł��G�����V���{Assy�ł��邭�炢�ł��B
����ȘR��ł����A�����̎��i�͓]�E�ɂǂ�قǗL���Ȃ��̂Ȃ�ł��傤���H
�v�⏕�ł��Ȃ�ł���������v�ɂ�����肽����ł��B
�Œ�1���͎���Ă��������Ǝv���Ă��ł����B
�@�B���}�v�ŐH���Ă����Ȃ�A������^���^��v���X�`�b�N�ˏo���^��
�������ق����A�c�����Ēm�荇���Ɍ���ꂽ��ł����A�����o���Ȃ�������
�ڂɌ����鎑�i�̂ق����d�������悤�Ɏv�����̂ŁE�E�E�ǂ��Ȃ�ł��傤�B
140 �F���������R���N�F05/01/12 06:12:34 ID:OAClJ8Ou
>>138
�X�v���C���F����
�Z���[�V�����F�Œ�
�Ƃ���֗��ɉ������Ă����B�́A�k���
�X�v���C���F�傫�Ȏ�
�Z���[�V�����F�����Ȏ�
�Ƒ̌��I�Ɏv������ł������A����Ă����悤��orz
�X�v���C���F����
�Z���[�V�����F�Œ�
�Ƃ���֗��ɉ������Ă����B�́A�k���
�X�v���C���F�傫�Ȏ�
�Z���[�V�����F�����Ȏ�
�Ƒ̌��I�Ɏv������ł������A����Ă����悤��orz
141 �F138�F05/01/12 07:24:27 ID:9FKwXAai
>>140
���肪�d�B
�����������悤�ȍl���ł����B���A�������Ȃ��Ă��h�X�v���C���h�Œʂ���ꍇ������݂����ł��ˁB
���́@�Ƃ���֗��@�Ƃ͉��ł��傤�H
���肪�d�B
�����������悤�ȍl���ł����B���A�������Ȃ��Ă��h�X�v���C���h�Œʂ���ꍇ������݂����ł��ˁB
���́@�Ƃ���֗��@�Ƃ͉��ł��傤�H
142 �F���������R���N�F05/01/12 10:13:57 ID:FStiaomQ
JIS�ł��H��̎d�l���ł��A�K���Ɍ�����̂ɂ��悤�Ȃ��Ƃ����Ă����B
143 �F���������R���N�F05/01/12 11:45:41 ID:LuudrZCZ
>139
CAD2���͂Q�`�R���͕����Ȃ��Ɨ�����Ǝv����B
�Ȃ߂Ċ|��l���������ǎ��ԏ����̖�肪��
���̂Ŏ�����Łu�Q�b�I�v�ƂȂ邱�Ƃ������B
CAD2���͂Q�`�R���͕����Ȃ��Ɨ�����Ǝv����B
�Ȃ߂Ċ|��l���������ǎ��ԏ����̖�肪��
���̂Ŏ�����Łu�Q�b�I�v�ƂȂ邱�Ƃ������B
144 �F���������R���N�F05/01/12 19:11:32 ID:H7jHMxJp
>>141
���H�w��
JIS�ɂ��ƂÂ��@�@�B�v���}�֗��i��H�Łj
11�́@�`���p�@�B�v�f�̐v
�@�@�i���ԁ@�X�v���C���ƃZ���[�V�����@���j
�ɒ��T���b�ƋL����Ă�����K�X
���́A�k��͏�L�̖{�������Ă��Ȃ��̂ł��A�Ζ���̂Q�O�Έȏ���N���̃A��������
�z���z�������ɂ��������Ă܂����Ə�L�̖{�����ꌩ�悪���ɊJ����ċ����Ă�������̂ł���orz
���H�w��
JIS�ɂ��ƂÂ��@�@�B�v���}�֗��i��H�Łj
11�́@�`���p�@�B�v�f�̐v
�@�@�i���ԁ@�X�v���C���ƃZ���[�V�����@���j
�ɒ��T���b�ƋL����Ă�����K�X
���́A�k��͏�L�̖{�������Ă��Ȃ��̂ł��A�Ζ���̂Q�O�Έȏ���N���̃A��������
�z���z�������ɂ��������Ă܂����Ə�L�̖{�����ꌩ�悪���ɊJ����ċ����Ă�������̂ł���orz
145 �F���������R���N�F05/01/12 21:58:03 ID:yAcyDtIS
�x�A�����O�̓��a�E�O�a�ɐ��@�������Ă���܂���ˁH
N��B�Ђ�web�J�^���O�ׂ���
���cmp���Ă̂Ƈ��cs���Ă���2��ނ̌���(�H)������������ł�����
�ǂ��炪�z���g�̌����Ȃ�ł��傤���H
N��B�Ђ�web�J�^���O�ׂ���
���cmp���Ă̂Ƈ��cs���Ă���2��ނ̌���(�H)������������ł�����
�ǂ��炪�z���g�̌����Ȃ�ł��傤���H
146 �F���������R���N�F05/01/13 00:18:35 ID:fjJuTcCs
>>145
�m���a�Ђ����Ƃ����킯�ł͂���܂���
�ǂ�����z���g�A��`���Ⴄ�����̂��ƁA�����Ə����Ă��邶���
���x�����A���[�g���n�A�C���`�n�ɂ���Ă����̒l�Ƃ��Ăǂ�����g�����قȂ�݂���
��ʓI�ȃ��[�g���n�̂O���͓Y�����Fmp�@�̕��ʓ����όa�̐��@������ˁA�C���`�L���ۂ�����
����s ���a�̐��@��
����mp ���ʓ����ϓ��a�̐��@��
��Ds �O�a�̐��@��
��Dmp ���ʓ����ϊO�a�̐��@��
�m���a�Ђ����Ƃ����킯�ł͂���܂���
�ǂ�����z���g�A��`���Ⴄ�����̂��ƁA�����Ə����Ă��邶���
���x�����A���[�g���n�A�C���`�n�ɂ���Ă����̒l�Ƃ��Ăǂ�����g�����قȂ�݂���
��ʓI�ȃ��[�g���n�̂O���͓Y�����Fmp�@�̕��ʓ����όa�̐��@������ˁA�C���`�L���ۂ�����
����s ���a�̐��@��
����mp ���ʓ����ϓ��a�̐��@��
��Ds �O�a�̐��@��
��Dmp ���ʓ����ϊO�a�̐��@��
147 �F�V�V�S�q�q�F05/01/13 23:45:49 ID:CNeHZMqy
�����܂���������U������ė��܂����B
��̓I�ȉ�Ђ̋�̓I�Ȑ��i�������Ď��₵�ėǂ���ł��傤���H
�������i����x��ꂽ��ŁA�Ȃɂ����Ȃ����������Ă�������������ł���...
��̓I�ȉ�Ђ̋�̓I�Ȑ��i�������Ď��₵�ėǂ���ł��傤���H
�������i����x��ꂽ��ŁA�Ȃɂ����Ȃ����������Ă�������������ł���...
148 �F���������R���N�F05/01/14 00:02:33 ID:WU9nQUQr
����悤�ȕ����g���Ή�����
�Ⴆ�A���}�n�A�X���L�A�J���T�L�Ƃ���
149 �F���������R���N�F05/01/14 08:53:54 ID:RxwnWugA
�o�C�N���Ɍ��������Ă����ĕ����̂���ԑ����Ǝv�����B
�s�����Ԏ�Ȃ瓖�R�X�ɂ������邵
���܂��܋��R�Ȃ璆�Ãp�[�c���������킯�ŁB
�ǂ��Ɏg���Ă镔�i�������āA�����̎ʐ^��������Ό��������邩�������
���̔�]�������A����X���ɂ͕ςȃR�e���������A�������ɂ͂���܂���ɗ������B
�s�����Ԏ�Ȃ瓖�R�X�ɂ������邵
���܂��܋��R�Ȃ璆�Ãp�[�c���������킯�ŁB
�ǂ��Ɏg���Ă镔�i�������āA�����̎ʐ^��������Ό��������邩�������
���̔�]�������A����X���ɂ͕ςȃR�e���������A�������ɂ͂���܂���ɗ������B
150 �F�V�V�S�q�q�F05/01/14 18:43:42 ID:P9q4Um8M
>>148-149
�����A�o�C�N�ŗU�����Ă�����������Ńo�C�N�ł͂���܂���
�f�����[�Ƃ������[�J�[�̃G���W�����d�@�EGA-2000SSM�Ȃ�ł����A
�����@�B�̓������i����x���܂����B
�G���W���I�C���̖��ʊ��m�Z���T�[�Ȃ�ł����A
�i�_�J�b�g���j�b�g�ƘA�����Ă��āA���ʂ��K��l��艺����Ɠ_���J�b�g���G���W�����~�߂�j
�I�C�����K��l����ɂ��ւ�炸�A����ɃG���W���~�߂₪��܂��B
���[�J�[�T�[�r�X�ɕ����Ă����ꂪ�����̂ŁA���ɓ����@�B�œ����Ǐp�����ĂȂ����������������̂ł��B
�����A�o�C�N�ŗU�����Ă�����������Ńo�C�N�ł͂���܂���
�f�����[�Ƃ������[�J�[�̃G���W�����d�@�EGA-2000SSM�Ȃ�ł����A
�����@�B�̓������i����x���܂����B
�G���W���I�C���̖��ʊ��m�Z���T�[�Ȃ�ł����A
�i�_�J�b�g���j�b�g�ƘA�����Ă��āA���ʂ��K��l��艺����Ɠ_���J�b�g���G���W�����~�߂�j
�I�C�����K��l����ɂ��ւ�炸�A����ɃG���W���~�߂₪��܂��B
���[�J�[�T�[�r�X�ɕ����Ă����ꂪ�����̂ŁA���ɓ����@�B�œ����Ǐp�����ĂȂ����������������̂ł��B
151 �F���������R���N�F05/01/15 02:33:44 ID:LouODIR9
>>138
�i�h�r�͈̔͂Ō����A���������荂���ƈ��͊p���Ⴂ�܂��B
�X�v���C���͌����I�ɂ͈��͊p�͂ق�0�A�Z���[�V������
45�x�ȂǑ傫�Ȋp�x�������Ă��܂��B
�i�h�r�͈̔͂Ō����A���������荂���ƈ��͊p���Ⴂ�܂��B
�X�v���C���͌����I�ɂ͈��͊p�͂ق�0�A�Z���[�V������
45�x�ȂǑ傫�Ȋp�x�������Ă��܂��B
152 �F���������R���N�F05/01/15 23:50:53 ID:cAAVKmzL
�ǂ��ɂ����ă~�X�~��FA�p���J�j�J���W�����i�J�^���O��
�l�Ŏ�����@�͂Ȃ����̂������˂��c
�l�Ŏ�����@�͂Ȃ����̂������˂��c
1 ���O�Fjin ���e���F05/01/15 23:53:44 ID:JHQWDHpp
���莲�Ɠ]���莲�ɂ��Ē��ׂĂ����ł����A�\���I��
�Ⴂ�ƁA�d���ǂ̂悤�Ɏ邩�̈Ⴂ�A���C�Ǝ����ɂ��āA
�m���Ă�������܂����狳���ĉ������B
���莲�Ɠ]���莲�ɂ��Ē��ׂĂ����ł����A�\���I��
�Ⴂ�ƁA�d���ǂ̂悤�Ɏ邩�̈Ⴂ�A���C�Ǝ����ɂ��āA
�m���Ă�������܂����狳���ĉ������B
154 �F���������R���N�F05/01/16 00:27:58 ID:SQ423qPP
>>153
�@�����ڂ̈Ⴂ�͂Ƃ肠�������������Ă���B
�@�d�͂��ׂ莲���ʐڐG�Ŏ�̂ɑ��A
�]���莲�͌����I�ɂ͐��ڐG�i���ɂ���Ă�
�_�ڐG�j�ʼnd����̂ŁA�ޗ��I�ɂ͓]����
���̂ق����������B
�@�������A���������]���莲�̂ق�������
�����B�����A���ׂ�����Ɠ]�������ق������C��
���������₷���B
�@�Ƃ���ŁA���p�ɂ��ẮA�����Ԓ��x�ł̓{�[
���x�A�����O�ŏ\�����ׂ����邪�A��^�D��
�X�N�����[�ɂȂ���V���t�g�ł́A���ׂ莲��
�g���Ă��鎖�������B
�@���ƁA���Ɋւ��ẮA�����Ă�������
�Ԗ��ȃg���u���ł��B
�@�����ڂ̈Ⴂ�͂Ƃ肠�������������Ă���B
�@�d�͂��ׂ莲���ʐڐG�Ŏ�̂ɑ��A
�]���莲�͌����I�ɂ͐��ڐG�i���ɂ���Ă�
�_�ڐG�j�ʼnd����̂ŁA�ޗ��I�ɂ͓]����
���̂ق����������B
�@�������A���������]���莲�̂ق�������
�����B�����A���ׂ�����Ɠ]�������ق������C��
���������₷���B
�@�Ƃ���ŁA���p�ɂ��ẮA�����Ԓ��x�ł̓{�[
���x�A�����O�ŏ\�����ׂ����邪�A��^�D��
�X�N�����[�ɂȂ���V���t�g�ł́A���ׂ莲��
�g���Ă��鎖�������B
�@���ƁA���Ɋւ��ẮA�����Ă�������
�Ԗ��ȃg���u���ł��B
155 �F���������R���N�F05/01/16 01:24:32 ID:lS66JTf2
156 �F���������R���N�F05/01/16 01:26:19 ID:lS66JTf2
�܂�
�~�X�~��HP�ɂ�
�J�^���O��PDF�Ō��J���Ă��邪��
�~�X�~��HP�ɂ�
�J�^���O��PDF�Ō��J���Ă��邪��
>>151
���A�������₻�����ˁB���肪���d��
���A�������₻�����ˁB���肪���d��
158 �F���������R���N�F05/01/16 13:19:51 ID:7JIN60LK
>>151
�����ڂ������႟�Ȃ����āA�������I����
�X�v���C���@�����͊p�F�قځ@�O
�Z���[�V���������͊p�F�傫��
���Ăǂ��������ƁH�@�g�p��ԍl�����
�X�v���C���@�������F�ǂ����߂Ȃ��ł����܂߂Ŏg�p
�Z���[�V�������Œ�F���芄�ǂ����߂Œ��܂�߂Ŏg�p
���炢�����Ⴂ���v������Ƃł�
�����ڂ������႟�Ȃ����āA�������I����
�X�v���C���@�����͊p�F�قځ@�O
�Z���[�V���������͊p�F�傫��
���Ăǂ��������ƁH�@�g�p��ԍl�����
�X�v���C���@�������F�ǂ����߂Ȃ��ł����܂߂Ŏg�p
�Z���[�V�������Œ�F���芄�ǂ����߂Œ��܂�߂Ŏg�p
���炢�����Ⴂ���v������Ƃł�
159 �F���������R���N�F05/01/17 01:39:34 ID:Awu9VV99
���Ԃ�
�������A���_�[�J�b�g
����
�܂�ǂ�ȏ�����o��́H
����₷��������
�������A���_�[�J�b�g
����
�܂�ǂ�ȏ�����o��́H
����₷��������
160 �F���������R���N�F05/01/17 08:43:04 ID:ts1PKcy6
>>159
���b�N�H������ɂ����݂�������Ȃ�
���b�N�H������ɂ����݂�������Ȃ�
161 �F���������R���N�F05/01/17 10:49:23 ID:AAaAXSfx
�n�C�h���X�^�e�B�b�N�h���C�u���ĉ��ł����H
�@�\�̂��Ƃ��ۂ��C�����܂���������܂���B
�������������B
�@�\�̂��Ƃ��ۂ��C�����܂���������܂���B
�������������B
162 �F���������R���N�F05/01/17 13:31:30 ID:xDMJryjo
���Ԃ̑����̌����ɂ��Ēm�肽���̂ł��B
�������Ē��ׂĂ݂��̂ł������܂����s���Ɨ�����e������܂���ł����B
http://www.khkgears.co.jp/cals/cals/khk/KHK433.html
�����̃T�C�g�̏��͑�ł����ǁA�����悤�ȓ��e�Ō����ɂ��Ă킩��T�C�g���͂Ȃ��ł��傤���H
��낵�����肢���܂��B
�������Ē��ׂĂ݂��̂ł������܂����s���Ɨ�����e������܂���ł����B
http://www.khkgears.co.jp/cals/cals/khk/KHK433.html
�����̃T�C�g�̏��͑�ł����ǁA�����悤�ȓ��e�Ō����ɂ��Ă킩��T�C�g���͂Ȃ��ł��傤���H
��낵�����肢���܂��B
163 �F���������R���N�F05/01/17 17:13:13 ID:X097Oc7r
CP�l�ƌ����p�x�̊W�ɂ��ċ����ĉ������B
�Ⴆ�A�CP��1.33�Ȃ�Œ�1/100�����p�x�ŗǂ���ȂǁB
�K�i������Ȃ�A����������Ē�����ƍK���ł��B
�Ⴆ�A�CP��1.33�Ȃ�Œ�1/100�����p�x�ŗǂ���ȂǁB
�K�i������Ȃ�A����������Ē�����ƍK���ł��B
164 �F���������R���N�F05/01/17 21:38:33 ID:8jcQL4Qb
165 �F���������R���N�F05/01/17 21:57:30 ID:QRpTg/Nw
�댯���x���Ă͈̂�ӏ��ł����H
���Ď��₳��܂���
�R��͂ǂ�������Έψ��ł������H
�����ȕ��i���������Ȃ��炱�����E�E�E�E
���Ď��₳��܂���
�R��͂ǂ�������Έψ��ł������H
�����ȕ��i���������Ȃ��炱�����E�E�E�E
166 �F���������R���N�F05/01/17 23:37:45 ID:8jcQL4Qb
�ꎞ�A�A�O���̂���Ɠ�����
167 �F���������R���N�F05/01/18 02:08:54 ID:SGJenRuR
�A���~�����o���ނ�6063-T5����ʓI���Ǝv���̂ł����A
�X�ɋ��x������6061-T6,6N01-T5,6������炵���̂ł����A
�ǂ̈ʂɊ����Ȃ̂ł��傤���H
�X�ɋ��x������6061-T6,6N01-T5,6������炵���̂ł����A
�ǂ̈ʂɊ����Ȃ̂ł��傤���H
168 �F�i/�ց_�jʽ����F05/01/18 06:51:49 ID:qV3hwVI5
>>159�@���ǂ�ȏ�����o��
�P�D���Ԃ̎��������Ȃ��ꍇ�B
�Q�D���Ԃ̈��͊p���������ꍇ�B
�R�D�]�ʎ��ԂŎ������Ɋ�s�b�`�~���ړ������ꍇ�B
�ɁA�o�₷���Ȃ�܂��B
�P�D���Ԃ̎��������Ȃ��ꍇ�B
�Q�D���Ԃ̈��͊p���������ꍇ�B
�R�D�]�ʎ��ԂŎ������Ɋ�s�b�`�~���ړ������ꍇ�B
�ɁA�o�₷���Ȃ�܂��B
169 �F�i/�ց_�jʽ����F05/01/18 06:54:52 ID:qV3hwVI5
���@���������܂������܂����B�i/�ց_�jʽ���
�~�@��������
���@���摤��
�~�@��������
���@���摤��
170 �F���������R���N�F05/01/18 07:19:27 ID:zC1qNW8j
171 �F�i/�ց_�jʽ����F05/01/18 07:21:44 ID:qV3hwVI5
>>161�@���n�C�h���X�^�e�B�b�N�h���C�u
---------
�`�k�b�u hydrostatic �v
http://www2.alc.co.jp/ejr/index.php?word_in=hydrostatic&word_in2=%82%A9%82%AB%82%AD%82%AF%82%B1&word_in3=PVawEWi72JXCKoa0Je
�E�@hydrostatic�@�y�`�z �Ð��́A���̐×͊w��
---------
�E�@�n�C�h���X�^�e�B�b�N �� ���̂̐È��͂ɂ��B�i�g���R���̂悤�ȁA���I�Ȉ��͂ł͂Ȃ��ƌ����Ӗ��j
�E�@�h���C�u �� �쓮�B
���Ȃ킿�A�u�n�C�h���X�^�e�B�b�N�h���C�u�v�Ƃ́A�����|���v�Ɩ������[�^�[���g�����u�����쓮�v
�ƌ������ƂɂȂ�܂��B
�C���[�W�u�����쓮�v
http://images.google.co.jp/images?svnum=50&hl=ja&lr=&c2coff=1&q=%E6%B2%B9%E5%9C%A7%E9%A7%86%E5%8B%95&btnG=Google+%E6%A4%9C%E7%B4%A2
---------
�`�k�b�u hydrostatic �v
http://www2.alc.co.jp/ejr/index.php?word_in=hydrostatic&word_in2=%82%A9%82%AB%82%AD%82%AF%82%B1&word_in3=PVawEWi72JXCKoa0Je
�E�@hydrostatic�@�y�`�z �Ð��́A���̐×͊w��
---------
�E�@�n�C�h���X�^�e�B�b�N �� ���̂̐È��͂ɂ��B�i�g���R���̂悤�ȁA���I�Ȉ��͂ł͂Ȃ��ƌ����Ӗ��j
�E�@�h���C�u �� �쓮�B
���Ȃ킿�A�u�n�C�h���X�^�e�B�b�N�h���C�u�v�Ƃ́A�����|���v�Ɩ������[�^�[���g�����u�����쓮�v
�ƌ������ƂɂȂ�܂��B
�C���[�W�u�����쓮�v
http://images.google.co.jp/images?svnum=50&hl=ja&lr=&c2coff=1&q=%E6%B2%B9%E5%9C%A7%E9%A7%86%E5%8B%95&btnG=Google+%E6%A4%9C%E7%B4%A2
172 �F�i/�ց_�jʽ����F05/01/18 07:47:25 ID:qV3hwVI5
>>167�@���ǂ̈ʂɊ����Ȃ̂ł��傤
�f�މ��i�ɕt���ẮA��ɕϓ�������̂ł�����A�̔���Ђɕ����̂��ƌ������̂ł��傤�B
---------
�ޗ����D�������u�`�U�O�U�P�v
http://www.zairyo-ya.com/product_A6061B_P.htm
http://www.zairyo-ya.com/A6000-link.htm
http://www.zairyo-ya.com/
���̏な�̂��X�́u����������v�炵���A���i���\������Ă��܂��ˁB�i������O���I�i���j
�����A���~
http://www.hi-ho.ne.jp/takase-q/
�V��A���~�j�E���������
http://www.amano-alumi.com/
�j�b�J�����H�������
http://www.nikkal.net/
�_����S�������
http://www.shinshohitetsu.co.jp/
�}�e���A���n�E�X
http://www.materialhouse.co.jp/index.html
---------
�f�މ��i�ɕt���ẮA��ɕϓ�������̂ł�����A�̔���Ђɕ����̂��ƌ������̂ł��傤�B
---------
�ޗ����D�������u�`�U�O�U�P�v
http://www.zairyo-ya.com/product_A6061B_P.htm
http://www.zairyo-ya.com/A6000-link.htm
http://www.zairyo-ya.com/
���̏な�̂��X�́u����������v�炵���A���i���\������Ă��܂��ˁB�i������O���I�i���j
�����A���~
http://www.hi-ho.ne.jp/takase-q/
�V��A���~�j�E���������
http://www.amano-alumi.com/
�j�b�J�����H�������
http://www.nikkal.net/
�_����S�������
http://www.shinshohitetsu.co.jp/
�}�e���A���n�E�X
http://www.materialhouse.co.jp/index.html
---------
173 �F�i/�ց_�jʽ����F05/01/18 08:02:19 ID:qV3hwVI5
>>172
���ށB�u�ޗ��y�[�W�v�ɂ́A�g�b�v�y�[�W�������������ł́A
�������ǂ蒅����T�C�g�\���̂悤�������ȁB�i�C�J�`���I�j
�V��A���~�j�E��������Ё@�u���Z���^�[�ɐ��i�v
http://www.amano-alumi.com/misato-zaiko.htm
���ށB�u�ޗ��y�[�W�v�ɂ́A�g�b�v�y�[�W�������������ł́A
�������ǂ蒅����T�C�g�\���̂悤�������ȁB�i�C�J�`���I�j
�V��A���~�j�E��������Ё@�u���Z���^�[�ɐ��i�v
http://www.amano-alumi.com/misato-zaiko.htm
174 �F���������R���N�F05/01/18 08:49:32 ID:yvOknkI+
�o�J�W���l�[�m
���x��������Ď��͉��H�̎�Ԃ������邩�犄���ɂȂ�킯��
���ޗ��̒l�i�Ȃ債�ĕς����B
���x��������Ď��͉��H�̎�Ԃ������邩�犄���ɂȂ�킯��
���ޗ��̒l�i�Ȃ債�ĕς����B
175 �F�i/�ց_�jʽ����F05/01/18 09:19:06 ID:qV3hwVI5
>>174
���������B
���S�����B�N�͈̂��I�B
�ƁA�������Ƃ������ł���A>>167 �Ԃ���B
�������A�s�U�Ȃǂ́u�M�������ꂽ�d���A���~�v�����ƁA�c�܂Ȃ��̂��Ȃ��B�B�H
���������B
���S�����B�N�͈̂��I�B
�ƁA�������Ƃ������ł���A>>167 �Ԃ���B
�������A�s�U�Ȃǂ́u�M�������ꂽ�d���A���~�v�����ƁA�c�܂Ȃ��̂��Ȃ��B�B�H
176 �F���������R���N�F05/01/18 13:49:10 ID:Uqc/iUL4
>162
���Ԃ����Ղ��Ă܂���
���̂��ݍ����́A������Ƃ��Ă��܂���
���Ԃ̎����Ԃ�Ă܂���
���̕ӂ��A���ԃQ�[�W���Ŋm�F�����Ă݂Ă�������
���Ԃ����Ղ��Ă܂���
���̂��ݍ����́A������Ƃ��Ă��܂���
���Ԃ̎����Ԃ�Ă܂���
���̕ӂ��A���ԃQ�[�W���Ŋm�F�����Ă݂Ă�������
177 �F�₢�F05/01/18 16:11:34 ID:C6LfCJ/+
�ŗL�U�������Ă͈̂�i�ɂ���ӏ������ł����H
178 �F���������R���N�F05/01/18 17:02:52 ID:Uqc/iUL4
>177
����o�������A�U���n��1�̎��R�x�ɂ��P�̌ŗL�U�����ł�
�Ԉ���Ă����炲�߂�
����o�������A�U���n��1�̎��R�x�ɂ��P�̌ŗL�U�����ł�
�Ԉ���Ă����炲�߂�
179 �F�₢�F05/01/18 18:46:30 ID:C6LfCJ/+
178��
�ŗL�p�U�������Ă̂͂Ȃ�ł����H
�댯���x�Ƃǂ��������W���H
�������������B
�����Ȃ��ƁA�s�ɂȂ��Ă��܂�
�ŗL�p�U�������Ă̂͂Ȃ�ł����H
�댯���x�Ƃǂ��������W���H
�������������B
�����Ȃ��ƁA�s�ɂȂ��Ă��܂�
180 �F���������R���N�F05/01/18 19:03:02 ID:yvOknkI+
�U�������iHz�j���Ă̂́A�U����1�b�ɉ��������邩���Ęb
�ŁA�U�����ȒP�ɃO���t�ŕ\���ƁA����sin�i�ւ��j
�`�`�`�`�`������Ȃ�Ȃ�킢��
���̃ցirad�j���p�U�����i�p���x�j�A���͎���
�`1��1�����A�܂�2��
�ց~����2�ɂȂ��1������
�܂�A�U������(Hz)���p�U������/2��
�����ʼn~�`���ăT�C���g�`���Ă����B
��ŁA���[�^���ȂƎv����
�ŗL�U���������̐U�������iHz�j�ɂȂ�����댯�B
�ŁA�U�����ȒP�ɃO���t�ŕ\���ƁA����sin�i�ւ��j
�`�`�`�`�`������Ȃ�Ȃ�킢��
���̃ցirad�j���p�U�����i�p���x�j�A���͎���
�`1��1�����A�܂�2��
�ց~����2�ɂȂ��1������
�܂�A�U������(Hz)���p�U������/2��
�����ʼn~�`���ăT�C���g�`���Ă����B
��ŁA���[�^���ȂƎv����
�ŗL�U���������̐U�������iHz�j�ɂȂ�����댯�B
181 �F���������R���N�F05/01/18 19:18:07 ID:Uqc/iUL4
182 �F���������R���N�F05/01/18 19:50:59 ID:QF+y46F+
�w�p�C�m�ƍH�w�C�m���ĉ����Ⴄ�́H
�K�v�P�ʂƂ��Љ�I�ȈӖ����S�R��������ł����H
�K�v�P�ʂƂ��Љ�I�ȈӖ����S�R��������ł����H
183 �F���������R���N�F05/01/18 20:45:08 ID:F9ffY2K/
>>162
���ԑ����̎���́A���Ԏ��̐U���ł��邱�Ƃ������悤�ł��B
�Y�Ɨp���Ԍ����@�̑����̂X�O���́A���Ԏ��̐U�������Ԕ���
�`���A�����U�������邱�Ƃɂ���Đ�����ő̓`�d���ł����
����Ă��܂��B
�ł́A�Ȃ����Ԏ����U�����邩�Ƃ����A��Ƃ��ĉ��L�̂Q�v��
���������܂��B
(1)���Ԃ̐��x�s���ɋN������덷��U
(2)���̂˂��킳�ϓ�(���݂����ʒu�ɂ��قȂ�)��
�@�@�N������p�����g���b�N��U
�Ⴆ�A�����x�̎��Ԃ�A�����Ԃ������̂˂��킳�ϓ���
�������͂��Ύ��Ԃ��Ïl�Ȃ̂́A��L�̗�U�͂����������߂ł��B
�c�O�Ȃ���A�������悭��������T�C�g�����͒m��܂���B
���ԑ����̎���́A���Ԏ��̐U���ł��邱�Ƃ������悤�ł��B
�Y�Ɨp���Ԍ����@�̑����̂X�O���́A���Ԏ��̐U�������Ԕ���
�`���A�����U�������邱�Ƃɂ���Đ�����ő̓`�d���ł����
����Ă��܂��B
�ł́A�Ȃ����Ԏ����U�����邩�Ƃ����A��Ƃ��ĉ��L�̂Q�v��
���������܂��B
(1)���Ԃ̐��x�s���ɋN������덷��U
(2)���̂˂��킳�ϓ�(���݂����ʒu�ɂ��قȂ�)��
�@�@�N������p�����g���b�N��U
�Ⴆ�A�����x�̎��Ԃ�A�����Ԃ������̂˂��킳�ϓ���
�������͂��Ύ��Ԃ��Ïl�Ȃ̂́A��L�̗�U�͂����������߂ł��B
�c�O�Ȃ���A�������悭��������T�C�g�����͒m��܂���B
184 �F���������R���N�F05/01/18 20:47:46 ID:yvOknkI+
���Ԃ̑����͂�
30�N�ʑO�ɓO��I�Ɍ��������
�u�����������Ƃ��v�Ƃ������_���o�Ă��B
30�N�ʑO�ɓO��I�Ɍ��������
�u�����������Ƃ��v�Ƃ������_���o�Ă��B
185 �F�g���F05/01/18 21:59:25 ID:oubsBY+I
�ŗL�`���U�������Ă͎̂��ʈ�ɑ��Ĉ�ӏ������ł����H
�܂�����������ꍇ�Ȃɂɂ���Ă��܂��ł����H
�����悤�Ȏ��≽��������܂���
�܂�����������ꍇ�Ȃɂɂ���Ă��܂��ł����H
�����悤�Ȏ��≽��������܂���
186 �F�z�u�����F05/01/18 23:41:56 ID:IIyBv38J
���Ԃ̑����H
��������Α�̕�����B
���Ԃ���������o��A��������o�Ȃ� ���Ď��������B
�����o��ƒ������Ԃ��I�@�ƌ�������t�����邩�烏�V���͋�J����B
��������Α�̕�����B
���Ԃ���������o��A��������o�Ȃ� ���Ď��������B
�����o��ƒ������Ԃ��I�@�ƌ�������t�����邩�烏�V���͋�J����B
187 �F���������R���N�F05/01/18 23:59:02 ID:HDQ6aJ9Z
�L���v�f�@�̈ꎟ���̖�肪�킩��܂���B���Ɖ�����T�C�g����܂��H
188 �F���������R���N�F05/01/19 00:59:49 ID:JiQMF7dv
>177
���̂łȂ�����ŗL�U�����͖����ɑ��݂���B
���i�̌��ȂNJW�����B
���p�ʂł͂܂�����[�h�i�P���A�Q���Ȃǁj�ɒ��ڂ��ׂ������ˁB
�����܂ň�ʓI�ȋ@�B�̏ꍇ�B
�T�u�~�N�����ȉ��̐U������ɂ���@�B�͕ʂ����ǁB
���̂łȂ�����ŗL�U�����͖����ɑ��݂���B
���i�̌��ȂNJW�����B
���p�ʂł͂܂�����[�h�i�P���A�Q���Ȃǁj�ɒ��ڂ��ׂ������ˁB
�����܂ň�ʓI�ȋ@�B�̏ꍇ�B
�T�u�~�N�����ȉ��̐U������ɂ���@�B�͕ʂ����ǁB
189 �F���������R���N�F05/01/19 01:07:49 ID:JiQMF7dv
>185
>�܂�����������ꍇ�Ȃɂɂ���Ă��܂��ł����H
���ʂƍ����Ō��܂�B
�ŗL�U�����̎����m�F���Ă݂�Έ�ڗđR�ł���B
�����U���̏ꍇ�͌�����̉e������邪�ˁB
>�܂�����������ꍇ�Ȃɂɂ���Ă��܂��ł����H
���ʂƍ����Ō��܂�B
�ŗL�U�����̎����m�F���Ă݂�Έ�ڗđR�ł���B
�����U���̏ꍇ�͌�����̉e������邪�ˁB
190 �F���������R���N�F05/01/19 02:07:10 ID:v58yfuMW
>>174
���������ނł��ł����H
���������ނł��ł����H
191 �F���������R���N�F05/01/20 23:14:57 ID:cRkXwH1J
JIS B 1602 �̃��W���[��1.0 ���͊p 45�x�@���� 27 �̃X�v���C����
��b�~���a�� 19.029 �Ƃ����̂� 19.092 �̃~�X�v�����Ǝv���̂ł���
�����p�łȂ̂ł�������������Ȃ��̂ł��傤���B
�^�����ԉ�Ђ�19.092�Ő}�ʏo���x�ɒ�������Ĕ߂����̂ł����B
��b�~���a�� 19.029 �Ƃ����̂� 19.092 �̃~�X�v�����Ǝv���̂ł���
�����p�łȂ̂ł�������������Ȃ��̂ł��傤���B
�^�����ԉ�Ђ�19.092�Ő}�ʏo���x�ɒ�������Ĕ߂����̂ł����B
192 �F���������R���N�F05/01/21 07:20:25 ID:vKni1zaF
�t�b�N�t�̃o�l���g�p���Ă��܂��B�o�l�a�̓ӂP�O�ŗ��[�Ƀt�b�N���t���Ă��܂��B
�S����60mm���ŁA�t�b�N����15mm�ʁA���a��0.5mm���ł��B
�����@�ɂĎg�p����ۂɁA���̃o�l���u�ق����v1��1�����o���Ȃ����l���Ă��܂��B
�����ǂ��āA���i���Ȃ��ł��傤���H
�S����60mm���ŁA�t�b�N����15mm�ʁA���a��0.5mm���ł��B
�����@�ɂĎg�p����ۂɁA���̃o�l���u�ق����v1��1�����o���Ȃ����l���Ă��܂��B
�����ǂ��āA���i���Ȃ��ł��傤���H
193 �F���������R���N�F05/01/21 09:31:14 ID:Ms7F3vdi
�o�d�d�j�ނ̓����C�W�����������Ă��������B�������Ă݂܂����� �����ł��܂���B
194 �F���Ȃ�s���`�F05/01/23 07:18:32 ID:0wlobaaR
�݂Ȃ��x���������ă��x���̒Ⴂ����Ő\����Ȃ��̂ł����A
���Ԃ̕ΐS�덷���ĂȂ�ł����H�H���낢�뒲�ׂĂ�����Ƃ������̂��Ȃ������ɋꂵ��ł܂��B
���ꂩ�ڂ��������Ă��������B���肢���܂��B
���Ԃ̕ΐS�덷���ĂȂ�ł����H�H���낢�뒲�ׂĂ�����Ƃ������̂��Ȃ������ɋꂵ��ł܂��B
���ꂩ�ڂ��������Ă��������B���肢���܂��B
195 �F���������R���N�F05/01/23 08:36:29 ID:VniHzSAN
>>194
���Ԃ̎��ʂ����S�ɑ��ĐU��Ă���ƁA��ʂɉ��L�̕s���
�N���܂��B
(1)�o�b�N���b�V�̕ϓ�
�@�������ʂ̂�����(�o�b�N���b�V)�����Ԃ̉�]�p�ɂ���ĕω�
�@���܂��B�o�b�N���b�V���O�ȉ��ƂȂ�ƁA�傫�ȐU�����������A���Ԃ�
�@���������邱�Ƃ�����܂��B�K�i��́A����݂��̐U�ꣂƂ���
�@�K�肳��Ă��܂��B
(2)�p�x�`�B�덷�̑���
�@���ʂ̈ʒu�ɐi�ݒx�ꂪ���邽�߁A��]�����̉�]�����������܂��B
�@�K�i��́A��ݐσs�b�`�덷��Ƃ��ċK�肳��Ă��܂��B
�������A���Ԏ��̂̐U��ɂ��A���o�����X�ʼn�]�U������������
���A���̕s�������܂����A���Ԏ��̂̌덷�Ƃ��ẮA��L��
�i�h�r�@B�@1702�@�ɂ����ċK�肳��Ă��܂��B���Q�Ɖ������B
���Ԃ̎��ʂ����S�ɑ��ĐU��Ă���ƁA��ʂɉ��L�̕s���
�N���܂��B
(1)�o�b�N���b�V�̕ϓ�
�@�������ʂ̂�����(�o�b�N���b�V)�����Ԃ̉�]�p�ɂ���ĕω�
�@���܂��B�o�b�N���b�V���O�ȉ��ƂȂ�ƁA�傫�ȐU�����������A���Ԃ�
�@���������邱�Ƃ�����܂��B�K�i��́A����݂��̐U�ꣂƂ���
�@�K�肳��Ă��܂��B
(2)�p�x�`�B�덷�̑���
�@���ʂ̈ʒu�ɐi�ݒx�ꂪ���邽�߁A��]�����̉�]�����������܂��B
�@�K�i��́A��ݐσs�b�`�덷��Ƃ��ċK�肳��Ă��܂��B
�������A���Ԏ��̂̐U��ɂ��A���o�����X�ʼn�]�U������������
���A���̕s�������܂����A���Ԏ��̂̌덷�Ƃ��ẮA��L��
�i�h�r�@B�@1702�@�ɂ����ċK�肳��Ă��܂��B���Q�Ɖ������B
196 �F���������R���N�F05/01/23 15:42:19 ID:VLSb147C
���H���̐c�o�����m���ɂ��āA�G�G����g���ĉ��H�`�B
�Ƃ���ʼn����s���`�H
�Ƃ���ʼn����s���`�H
197 �F�Փ������̃W���j�`�I�F05/01/23 18:51:16 ID:Y4OsxGgQ
���͐����ȂǃE�F�b�g�e�B�V���W�̎d�������Ă��܂��B
���̒��Ō����̊ܐZ��������肭�s���Ȃ��č����Ă��܂��B��t���ȈՃm�Y����
�����|���ĊܐZ�������s���Ă���܂�����t���ϓ��ɏo�����i���s�Ǖi�ɂȂ���
���܂��܂��B
������������700�_�����ϓ��ɊܐZ����������@��ϓ��ɖ�t����m�Y���܂�
�͕ς��ɂȂ镨�A�m���Ă��鎖����������Ă����������肢���܂��B
���̒��Ō����̊ܐZ��������肭�s���Ȃ��č����Ă��܂��B��t���ȈՃm�Y����
�����|���ĊܐZ�������s���Ă���܂�����t���ϓ��ɏo�����i���s�Ǖi�ɂȂ���
���܂��܂��B
������������700�_�����ϓ��ɊܐZ����������@��ϓ��ɖ�t����m�Y���܂�
�͕ς��ɂȂ镨�A�m���Ă��鎖����������Ă����������肢���܂��B
198 �F���[���F05/01/23 21:13:01 ID:ERL8ZmD9
�~���[�w�����ĂȂɁH
199 �F���������R���N�F05/01/23 22:02:39 ID:2dgLzw52
>197
�m�Y���ɃS�~���l�܂��Ă܂���
�@�@�@�@�@�@�@�b
�@�|�|�|�|�|�|�|�|�|
�@�b�@�b�@�b�@�b�@�b�@�b
����ȃm�Y���ł�����@������Ƃ����m�Y���l�܂��
�o�����X�������Ǝv���܂��B
���ƁA�������Ă݂���A����ȋϓ������m�Y��������܂���
ttp://www.kirinoikeuchi.co.jp/1_1_02.html
�g�������Ƃ͂Ȃ��̂ŁA�ڍׂ͏ڂ����l��
�m�Y���ɃS�~���l�܂��Ă܂���
�@�@�@�@�@�@�@�b
�@�|�|�|�|�|�|�|�|�|
�@�b�@�b�@�b�@�b�@�b�@�b
����ȃm�Y���ł�����@������Ƃ����m�Y���l�܂��
�o�����X�������Ǝv���܂��B
���ƁA�������Ă݂���A����ȋϓ������m�Y��������܂���
ttp://www.kirinoikeuchi.co.jp/1_1_02.html
�g�������Ƃ͂Ȃ��̂ŁA�ڍׂ͏ڂ����l��
200 �F���������R���N�F05/01/23 22:20:55 ID:uMZP/Fls
201 �F���[���ɍ����F05/01/23 22:47:53 ID:mlgpJUIF
���܂��A�{������
202 �F���������R���N�F05/01/24 01:57:15 ID:7fgN8Zs/
�ޗ��͊w������Ȃ̂ł�����肪�����܂���B
�ǂȂ��������Ă��������܂��B
����1.5m�̕Ў��͂��5kN/m�̓����z�d����p����Ƃ��A
�ő�Ȃ����͂����߂�B�������A�͂�̒f�ʂ͍���12cm,
��10cm�̒����`�Ƃ���B�@�@�@�@�@�@�@����23.4MPa
���肢���܂��B
�ǂȂ��������Ă��������܂��B
����1.5m�̕Ў��͂��5kN/m�̓����z�d����p����Ƃ��A
�ő�Ȃ����͂����߂�B�������A�͂�̒f�ʂ͍���12cm,
��10cm�̒����`�Ƃ���B�@�@�@�@�@�@�@����23.4MPa
���肢���܂��B
203 �F�@�i �O�x�O�j�^�O�O�O�F05/01/24 06:10:33 ID:32joxZcI
�u���ނ̕ό`�v
http://kozo.milkcafe.to/rikigaku2/henkei.html
�@�@��Q�j�@���̕Ў������̂���݁E����݊p�����߂�B
�@�@�i�ȉ����j
�u�Ў����� �����z�d �v�Z���v
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E7%89%87%E6%8C%81%E3%81%A1%E6%A2%81+%E7%AD%89%E5%88%86%E5%B8%83%E8%8D%B7%E9%87%8D+%E8%A8%88%E7%AE%97%E5%BC%8F&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
204 �F�@�i �O�x�O�j�^�O�O�O�F05/01/24 07:09:14 ID:32joxZcI
>>202�@���ő�Ȃ����͂����߂�B
�ȁ`�B�B���߂����̂́u�ő�Ȃ����́v�������̂��A�A�A�B��
�u���ނ̕ό`�v
http://kozo.milkcafe.to/rikigaku2/henkei.html
�E�@��Q�j�@���̕Ў������̂���݁E����݊p�����߂�B
�E�@�w�̈ʒu�ɂ�����Ȃ����[�����g�́A
�E�@�l �� �|�v�w^2 �^ �Q
�ő剞�͂́A���̍����̂Ƃ���ɐ����邩��A��̎��́A
�u�w�v�Ɂu�k�v�̒l�����Čv�Z����A�ő�Ȃ����[�����g�͋��܂�B
�u�͂Ƃ����� �Ȃ��v
http://homepage2.nifty.com/SUBAL/BCmaking3.htm
�E�@�f�ʂ̌`��ɊW����W���i�f�ʌW���j���y�A�Ȃ����[�����g���l�Ƃ���ƁA
�E�@�ő�Ȃ����́i�Ђ������j�́A���̂悤�ɂ���킳���B
�E�@�Ђ����� �� �l�^�y
�ƌ����悤�ɁA�u�ő�Ȃ����[�����g�v���u�f�ʌW���v�Ŋ���A
�u�ő�Ȃ����́v�����܂�܂��ˁB
�u�ő�Ȃ����� �f�ʌW���v
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E6%9C%80%E5%A4%A7%E6%9B%B2%E3%81%92%E5%BF%9C%E5%8A%9B+%E6%96%AD%E9%9D%A2%E4%BF%82%E6%95%B0&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
�ȁ`�B�B���߂����̂́u�ő�Ȃ����́v�������̂��A�A�A�B��
�u���ނ̕ό`�v
http://kozo.milkcafe.to/rikigaku2/henkei.html
�E�@��Q�j�@���̕Ў������̂���݁E����݊p�����߂�B
�E�@�w�̈ʒu�ɂ�����Ȃ����[�����g�́A
�E�@�l �� �|�v�w^2 �^ �Q
�ő剞�͂́A���̍����̂Ƃ���ɐ����邩��A��̎��́A
�u�w�v�Ɂu�k�v�̒l�����Čv�Z����A�ő�Ȃ����[�����g�͋��܂�B
�u�͂Ƃ����� �Ȃ��v
http://homepage2.nifty.com/SUBAL/BCmaking3.htm
�E�@�f�ʂ̌`��ɊW����W���i�f�ʌW���j���y�A�Ȃ����[�����g���l�Ƃ���ƁA
�E�@�ő�Ȃ����́i�Ђ������j�́A���̂悤�ɂ���킳���B
�E�@�Ђ����� �� �l�^�y
�ƌ����悤�ɁA�u�ő�Ȃ����[�����g�v���u�f�ʌW���v�Ŋ���A
�u�ő�Ȃ����́v�����܂�܂��ˁB
�u�ő�Ȃ����� �f�ʌW���v
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E6%9C%80%E5%A4%A7%E6%9B%B2%E3%81%92%E5%BF%9C%E5%8A%9B+%E6%96%AD%E9%9D%A2%E4%BF%82%E6%95%B0&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
205 �F�w����N�e�X�g�O�F05/01/24 15:27:39 ID:FVx3yv2J
�w�I�f�ʓɃ��[�����g�ƁA�L���f�ʓɃ��[�����g���Ăǂ��Ⴄ��ł��傤���d
�ǂ����ǂȂ�����w�쉺�����I
�ǂ����ǂȂ�����w�쉺�����I
206 �F���������R���N�F05/01/24 16:48:53 ID:lRgc9Eod
�����O�Ȃ���Q�l�����炢�ǂ߂�
�}�A����t���ōڂ��Ă邾��
�}�A����t���ōڂ��Ă邾��
207 �F���������R���N�F05/01/24 17:14:16 ID:FVx3yv2J
���ꂪ��~�`�˂���̂Ƃ��ɁA�ޗ����������̋ߎ������������Ȃ肠�邾���ŏڂ����������Ȃ���ł��d
�ǂ��������Ă��������I���肢���܂��I
�ǂ��������Ă��������I���肢���܂��I
208 �F���������R���N�F05/01/24 23:05:12 ID:VKV6q5Tv
209 �F�����F05/01/25 01:27:19 ID:3sh2MU41
���݂܂���B������Ƃ������������̂ł����A
���܂Ő؍���H�ō���Ă������́i�A���~�̃P�[�X200x100x30�j���_�C�J�X�g�ɂ���̂ł���
�_�C�J�X�g�̂��Ƃ���m��Ȃ��̂ł���
�Ȃɂ������Q�l�����i�z�[���y�[�W�j���Ă���܂����H
�ꉞ�A�_�C�J�X�g����̃y�[�W
http://www.diecasting.or.jp/diecast/
���݂��̂ł����A���܂����킩��Ȃ��āB
�p�̂q�̑傫���Ƃ��A�X�̂����Ƃ��B
�Q�l���ł������̂ŁA�Ȃɂ��킩��Ղ�������m���Ă����狳���Ă��炦�܂��H
���肢���܂��B
���܂Ő؍���H�ō���Ă������́i�A���~�̃P�[�X200x100x30�j���_�C�J�X�g�ɂ���̂ł���
�_�C�J�X�g�̂��Ƃ���m��Ȃ��̂ł���
�Ȃɂ������Q�l�����i�z�[���y�[�W�j���Ă���܂����H
�ꉞ�A�_�C�J�X�g����̃y�[�W
http://www.diecasting.or.jp/diecast/
���݂��̂ł����A���܂����킩��Ȃ��āB
�p�̂q�̑傫���Ƃ��A�X�̂����Ƃ��B
�Q�l���ł������̂ŁA�Ȃɂ��킩��Ղ�������m���Ă����狳���Ă��炦�܂��H
���肢���܂��B
210 �F���������R���N�F05/01/25 21:50:46 ID:K8aBKx55
3���������Ƃ��ʼn~�̒��a�Ƃ��v������Ƃ��ɁA3�_�@�Ƃ�������3�_�ł킩��܂���ˁH
���̌������Ăǂ��������ɂȂ��Ă��ł����H���w�Ƃ��ŕ������ق��������ł��傤���H
���̌������Ăǂ��������ɂȂ��Ă��ł����H���w�Ƃ��ŕ������ق��������ł��傤���H
211 �F���������R���N�F05/01/25 22:17:44 ID:LgN20v6N
�O�p���@��
212 �F���������R���N�F05/01/25 23:04:32 ID:SOaFvCnK
>>210
�O�_��ʂ�~�����߂�
�O�_��ʂ�~�����߂�
213 �F���������R���N�F05/01/26 08:24:52 ID:pyp2QH04
>>210
�����Ő}�����Ε�����ł���
�����Ő}�����Ε�����ł���
214 �F�@���I�ǃX���̗\���B�B�B�@�F05/01/26 08:43:05 ID:/N0Y1LVs
>>209�@���Ȃɂ������Q�l����
�u�_�C�J�X�g�v�̒m���Ȃ�A���̐���Ђ̋Z�p�����ǂނ̂��A��ԑ����Đ��m�B
��Ђ����t����ɂ́A���ڌ������ǂ����A���̂悤�ȂƂ���Ō��t����Ƒ��������B
-------------------------------
�u�e�N�m�i���b�W�E�l�b�g���[�N�v
http://www.techno-qanda.net/dsweb/
�u�Z�p�̐X�v
http://mori.nc-net.or.jp/fSearchTop.php?type=except_faq_and_report
�u�������������������v
http://www.atengineer.com/
�u���H������T�[�`�v
http://e-1919.com/kakouya/
�u�Z�p���^�f���^ �p���` (�Z�p�I����Ɖ�)�v
http://www.naoe.t.u-tokyo.ac.jp/member/tecnet/qa/
-------------------------------
���@�u�������v�ɓ��͂���p��́u�_�C�J�X�g�v�ȊO�u�_�C�L���X�g�v���������ƁB
�u�_�C�J�X�g����v�ɂ��Ă����Ђ́u�Z�p����v�ł��A�ǂ�������Ȃ��ꍇ�́A
���̉�ЂɃ��[���Ŗ₢���킹��X�����B�i �A���d�b�͌�������ꍇ�������B �j
�u�_�C�J�X�g�v�̒m���Ȃ�A���̐���Ђ̋Z�p�����ǂނ̂��A��ԑ����Đ��m�B
��Ђ����t����ɂ́A���ڌ������ǂ����A���̂悤�ȂƂ���Ō��t����Ƒ��������B
-------------------------------
�u�e�N�m�i���b�W�E�l�b�g���[�N�v
http://www.techno-qanda.net/dsweb/
�u�Z�p�̐X�v
http://mori.nc-net.or.jp/fSearchTop.php?type=except_faq_and_report
�u�������������������v
http://www.atengineer.com/
�u���H������T�[�`�v
http://e-1919.com/kakouya/
�u�Z�p���^�f���^ �p���` (�Z�p�I����Ɖ�)�v
http://www.naoe.t.u-tokyo.ac.jp/member/tecnet/qa/
-------------------------------
���@�u�������v�ɓ��͂���p��́u�_�C�J�X�g�v�ȊO�u�_�C�L���X�g�v���������ƁB
�u�_�C�J�X�g����v�ɂ��Ă����Ђ́u�Z�p����v�ł��A�ǂ�������Ȃ��ꍇ�́A
���̉�ЂɃ��[���Ŗ₢���킹��X�����B�i �A���d�b�͌�������ꍇ�������B �j
215 �F�@���I�ǃX���̗\���B�B�B�@�F05/01/26 08:54:51 ID:/N0Y1LVs
>>209
>>214�@���i �A���d�b�͌�������ꍇ�������B �j
�܂��u��Ђɂ��v�A�ƌ����������ǂ��������ȁB
�s���ȓ_���L��A�C�ɂ����h���h���d�b���������ǂ��̂����B�H�H
>>214�@���i �A���d�b�͌�������ꍇ�������B �j
�܂��u��Ђɂ��v�A�ƌ����������ǂ��������ȁB
�s���ȓ_���L��A�C�ɂ����h���h���d�b���������ǂ��̂����B�H�H
216 �F���������R���N�F05/01/26 11:20:15 ID:+eHMb6UR
>209
�v����ɁA�����������̂ŋ��^�v�̃m�E�n�E�������Ă���Ƃ������Ƃ�
����������������A�ȒP�ɋ����Ă͂���Ȃ��Ƃ�������
�܂��́A�����ς�����Ď���i�������Ă�����Ă��炾�Ƃ�����
��̓I�Șb�łȂ��ƁA�����Ԏ��͂��炦�Ȃ�����
�v����ɁA�����������̂ŋ��^�v�̃m�E�n�E�������Ă���Ƃ������Ƃ�
����������������A�ȒP�ɋ����Ă͂���Ȃ��Ƃ�������
�܂��́A�����ς�����Ď���i�������Ă�����Ă��炾�Ƃ�����
��̓I�Șb�łȂ��ƁA�����Ԏ��͂��炦�Ȃ�����
217 �F���������R���N�F05/01/26 12:34:46 ID:9zfrh0LU
�G�A�R���̗�}�̓t�����A�A�����j�A�̑��ɉ����g����
�����̂��N�������Ă�������m(_ _)m
�����̂��N�������Ă�������m(_ _)m
218 �F���������R���N�F05/01/26 12:57:44 ID:+eHMb6UR
>217
�u�^����v���p���Ƃ������Y�����f�n���_���Y�f�����邪
�|�[�^�u���①�ɂł������Ƃ͎v����
�s�̂���Ă���G�A�R���Ŏg���Ă��邩�͂���Ȃ��B
���Ƃ͋z�����Ŏg���鐅���炢
�u�^����v���p���Ƃ������Y�����f�n���_���Y�f�����邪
�|�[�^�u���①�ɂł������Ƃ͎v����
�s�̂���Ă���G�A�R���Ŏg���Ă��邩�͂���Ȃ��B
���Ƃ͋z�����Ŏg���鐅���炢
219 �F���������R���N�F05/01/26 14:05:09 ID:pyp2QH04
220 �F�P�ʂ����炦�܂����F05/01/26 17:18:23 ID:mjL8zHJm
���ʈ�ɂ��ŗL�p�U�����͈�ӏ��ł���
���̎��ʂ̊댯���x�͈�ӏ��ł͂Ȃ��Ƃ����܂���
�Ȃ琳���������͂ǂ���������悢�̂ł����H
��������ɂȂ��������܂�����ł��邾���ڍׂ�
�����Ă��������B���肢���܂��B
���̎��ʂ̊댯���x�͈�ӏ��ł͂Ȃ��Ƃ����܂���
�Ȃ琳���������͂ǂ���������悢�̂ł����H
��������ɂȂ��������܂�����ł��邾���ڍׂ�
�����Ă��������B���肢���܂��B
221 �F���������R���N�F05/01/26 17:29:17 ID:pyp2QH04
>>220
�_����{�������Ƃ�
�Ђ��ς�������h�ꂽ�Ƃ�
�����������h��镔����
���킵�Ȃ��������h��镔�����������Ƃ�
������Ԏ��Ɏg�����Ƃ�
����������A�����˂���Đꂽ�Ƃ�
�Q�Ăĉ�]�グ����A���x�ͼ������˂��ꂽ�Ƃ�
�_����{�������Ƃ�
�Ђ��ς�������h�ꂽ�Ƃ�
�����������h��镔����
���킵�Ȃ��������h��镔�����������Ƃ�
������Ԏ��Ɏg�����Ƃ�
����������A�����˂���Đꂽ�Ƃ�
�Q�Ăĉ�]�グ����A���x�ͼ������˂��ꂽ�Ƃ�
222 �F���������R���N�F05/01/26 18:26:32 ID:D9eTOZLQ
��ʓI�Ɏ����Ԃ̃G���W���⎕�Ԃ���MC�̂悤�ɍ�肾���č���ł����H
����Ƃ��A���^�Ɍ��������č���ł����H
����Ƃ��A���^�Ɍ��������č���ł����H
223 �F���������R���N�F05/01/26 19:00:18 ID:pyp2QH04
>>222
�G���W���u���b�N�i�V�����_�[�j���啔���𒒑����Ă���{�A���
�N�����N���b�����Č`����Ă�����
���ԁ��T�C�Y�ɂ���邪�قƂ�Ǎ��o��
°��A�N���}�ɋ���������Ȃ�z���_��g���^�̃z�[���y�[�W�����B
�G���W���u���b�N�i�V�����_�[�j���啔���𒒑����Ă���{�A���
�N�����N���b�����Č`����Ă�����
���ԁ��T�C�Y�ɂ���邪�قƂ�Ǎ��o��
°��A�N���}�ɋ���������Ȃ�z���_��g���^�̃z�[���y�[�W�����B
224 �F���������R���N�F05/01/26 19:31:20 ID:Msv/YRIn
���b�h���X�G�A�[�V�����_���Ăǂ������\���ɂȂ��Ă�́H�Ȃ�ŃG�A�[�̔z��
���K�C�h���[���ɂ����q�����ĂȂ��̂Ƀ��[���̏�̕��������́H�����āI���낢�ЂƁB
���K�C�h���[���ɂ����q�����ĂȂ��̂Ƀ��[���̏�̕��������́H�����āI���낢�ЂƁB
225 �F���������R���N�F05/01/26 20:13:21 ID:pyp2QH04
>>224
�����Ⴍ
�����Ⴍ
>>223�@���肪�Ƃ��������܂��B
���N���}�ɋ���������Ȃ�z���_��g���^�̃z�[���y�[�W�����B
�����̂ł����A�L�����Ăǂ��ɐ��Y�H���ɂ��ď����Ă��邩�悭������܂���B
URL�\���Ă��������܂��H
���N���}�ɋ���������Ȃ�z���_��g���^�̃z�[���y�[�W�����B
�����̂ł����A�L�����Ăǂ��ɐ��Y�H���ɂ��ď����Ă��邩�悭������܂���B
URL�\���Ă��������܂��H
227 �F�������L���� ��TWARamEjuA �F05/01/26 22:05:35 ID:QHjvTa46
(�L-`).����n(���炢�������Ȃ��B�B�B)
228 �F���������R���N�F05/01/26 23:04:52 ID:KbT5ZOx/
���Ǘ���̏�Ԃ��A���ɑS�đw���Ƃ���B���̏�ԂŌ��Ǔ���
���ƌ��t�������ꍇ�A�S���̕��S�́A�ǂ��炪���傫�����H
�Ƃ�������w�̖�肪����̂ł����A�ǂȂ��������Ă�������_�̕�
���肢���܂��B
���ƌ��t�������ꍇ�A�S���̕��S�́A�ǂ��炪���傫�����H
�Ƃ�������w�̖�肪����̂ł����A�ǂȂ��������Ă�������_�̕�
���肢���܂��B
229 �F���������R���N�F05/01/27 00:02:49 ID:sBzPNjNY
>>220
�������������̕��͍̂��̂ł͂Ȃ��́B
�܂薳���̎��_�Ƃ˂̏W���̂Ȃ킯�B
�����狤�U���g���i���댯���x�j�������ɂ���킯�B
�܂��t���Đn�̒m���Ȃǎ��Љ�ł͖��ɂ�����̂ŒP�ʗ��Ƃ���
�������������ق���������łȂ��́H
�������������̕��͍̂��̂ł͂Ȃ��́B
�܂薳���̎��_�Ƃ˂̏W���̂Ȃ킯�B
�����狤�U���g���i���댯���x�j�������ɂ���킯�B
�܂��t���Đn�̒m���Ȃǎ��Љ�ł͖��ɂ�����̂ŒP�ʗ��Ƃ���
�������������ق���������łȂ��́H
230 �F���������R���N�F05/01/27 00:30:16 ID:NO0qa/y7
>>225
�ق�ƂɁH���႟�Ȃ�ŃG�A�[�g���Ă�́H
�ق�ƂɁH���႟�Ȃ�ŃG�A�[�g���Ă�́H
231 �F���������R���N�F05/01/27 01:15:22 ID:YFIROXhW
���̓e�[�u���ƘA��������ׂł�����
�����̓��͂̓G�A�[
�����̓��͂̓G�A�[
232 �F���������R���N�F05/01/27 03:01:08 ID:JvDYrKMi
�ޗ̘͂b�ŁA�f��2���Ƀ��[�����g�ƒf�ʓ��[�����g�̈Ⴂ�������Ă�������.
233 �F���������R���N�F05/01/27 03:11:05 ID:JvDYrKMi
�����܂���B�C���Ŏ��Ȋ������܂����E�E�E
234 �F���������R���N�F05/01/27 07:01:12 ID:tO9+lZLJ
>>231
�����g���ĂȂ��̂��A�L��f�B
�����g���ĂȂ��̂��A�L��f�B
235 �F���������R���N�F05/01/27 08:21:07 ID:ba4m3xO1
���b�h���X�V�����_
���Ό����̓s�X�g�������ƃe�[�u�������ň��������Ă���̂Ń`���[�u������
�ł���H�͕s�v�B�����ȗ͂�������ƃe�[�u���ƃs�X�g���̊W���O���B
���ݎ嗬�̃`���[�u������āi��ځj��^�C�v�̓s�X�g���ƃe�[�u���͂Ȃ����Ă���
�G�A������Ȃ��悤�ɁA�H�v���ꂽ�V�[��������B�g�����ނƃG�A�R�ꂪ�n�܂�B
���Ό����̓s�X�g�������ƃe�[�u�������ň��������Ă���̂Ń`���[�u������
�ł���H�͕s�v�B�����ȗ͂�������ƃe�[�u���ƃs�X�g���̊W���O���B
���ݎ嗬�̃`���[�u������āi��ځj��^�C�v�̓s�X�g���ƃe�[�u���͂Ȃ����Ă���
�G�A������Ȃ��悤�ɁA�H�v���ꂽ�V�[��������B�g�����ނƃG�A�R�ꂪ�n�܂�B
236 �F���������R���N�F05/01/27 10:13:59 ID:UxcI/QlF
���������]�̂Ȃ����e�𗝉����Ă��Ȃ��n��������t���Ă�̂ŗv���ӁB
237 �F���@���O�̂��Ƃ��B�i�@�F05/01/27 13:38:39 ID:3SeAm4Fo
�@
�q���͂́u���C���J�^�p���g�v���A���b�h���X�V�����_�[�̈��B
���Ȃǎg���ĂȂ��B�i��
�q���͂́u���C���J�^�p���g�v���A���b�h���X�V�����_�[�̈��B
���Ȃǎg���ĂȂ��B�i��
238 �F���������R���N�F05/01/27 14:09:38 ID:kU9UdYne
�\�������Ă�̂Ɏg�p��������o�����ݶ݂��Ղ�
������TAKE
�Ȃ���l���Ȃ��Ō����������Ă�낤�ȁB
������TAKE
�Ȃ���l���Ȃ��Ō����������Ă�낤�ȁB
239 �F224�F05/01/27 15:39:56 ID:oRDSKdJq
�݂Ȃ���A���肪�Ƃ��������܂����B���b�h���X�V�����_���g���Ă郌�[�U��
�J�J�o�[���J���Ȃ��̂łǂ��������̂��ƌ��Ă݂Ă��悭�킩��Ȃ�������
�Ŏ��₵�܂����B�悭������e�[�u���ɐ�ڂ������ăV�����_�ƌq�����Ă�
�����B�@�������ƃT�[�r�X�Ăт܂����B�Ǝv�����烁�J�u�����ă��[�U����
���̂��~�܂����E�E�T
�J�J�o�[���J���Ȃ��̂łǂ��������̂��ƌ��Ă݂Ă��悭�킩��Ȃ�������
�Ŏ��₵�܂����B�悭������e�[�u���ɐ�ڂ������ăV�����_�ƌq�����Ă�
�����B�@�������ƃT�[�r�X�Ăт܂����B�Ǝv�����烁�J�u�����ă��[�U����
���̂��~�܂����E�E�T
240 �F���������R���N�F05/01/27 15:50:13 ID:UxcI/QlF
�r�炵���������Ă��܂����X���[���ĉ������ˁB
241 �F224�F05/01/27 16:00:52 ID:oRDSKdJq
�e�[�u���ɐ�ڂ���Ȃ��ă`���[�u�ɐ�ڂł����B���܂����V�[�����Ă���܂��ˁB
242 �F���������R���N�F05/01/27 16:38:38 ID:2K23GbQ+
�Ɏ_�A���R�[���n�t���i�C�^���n�t�ƌĂ�闝�R�������Ă�������m(__)m���˂������܂�
243 �F���������R���N�F05/01/27 16:41:24 ID:2K23GbQ+
�Ɏ_�A���R�[���n�t���i�C�^���ƌĂ�闝�R�������Ă��������B
���肢���܂��B
���肢���܂��B
244 �F���������R���N�F05/01/27 17:06:44 ID:kU9UdYne
�Ɏ_�������ɂ̓j�g������邩��
245 �F�u�@������������l�@�v�F05/01/27 18:20:41 ID:RVCkUCY0
>>228�@�����Ǔ��𐅂ƌ��t�������ꍇ�A�S���̕��S�́A
�u���̗���錌�ǁv�Ƃ́A����͐l���l�Ԃ̂��Ƃł����B����
�܂��w���ƌ������ƂȂ�A�u�S���̍����t�́v�̕����A��R�͑傫���̂ł��傤�ˁB
�ǂ��炪�S�����������ƌ����A�����ǂ��l���Ă����@���t�̕��@���ł��傤�ˁB
�u���̗���錌�ǁv�Ƃ́A����͐l���l�Ԃ̂��Ƃł����B����
�܂��w���ƌ������ƂȂ�A�u�S���̍����t�́v�̕����A��R�͑傫���̂ł��傤�ˁB
�ǂ��炪�S�����������ƌ����A�����ǂ��l���Ă����@���t�̕��@���ł��傤�ˁB
246 �F�u�@������������l�@�v�F05/01/27 18:24:28 ID:RVCkUCY0
�@
���������ŁA�y�@�B�z�̎���X���b�h�͂������I10 �̃X���b�h�ŁA
�Ȃ��u�@���w�̎���@�v���肪�A�o�Ă���̂��낤�B�B�B���B
���̒��A���Ȃ苶���Ƃ�x���ȁB�i�i�i����
���������ŁA�y�@�B�z�̎���X���b�h�͂������I10 �̃X���b�h�ŁA
�Ȃ��u�@���w�̎���@�v���肪�A�o�Ă���̂��낤�B�B�B���B
���̒��A���Ȃ苶���Ƃ�x���ȁB�i�i�i����
247 �F���������R���N�F05/01/27 21:15:35 ID:AXbqaVd9
�yNet�̊��z�s�`�j�d��@���X���Q�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1094882254/
http://tmp4.2ch.net/test/read.cgi/tubo/1094882254/
248 �F�������L���� ��TWARamEjuA �F05/01/27 21:20:56 ID:i9Y/bSpq
���������h�h���p�����C���J�^�p���g�Ȃ̂��ȁH
��x�͏���Ă݂����B�B�B
��x�͏���Ă݂����B�B�B
249 �F���������R���N�F05/01/27 23:49:56 ID:UxcI/QlF
��n�O�͖����������B
�U��������v��Ȃ��B
�U��������v��Ȃ��B
250 �F���������R���N�F05/01/28 00:13:46 ID:bOytCvU+
�����A�b���A�����v���X���`�A�v���X�`�b�N�ˏo���`���Ɏg������^��
���ʂ���������Ăǂ�Ȃ̂�����܂����H
���ʂ���������Ăǂ�Ȃ̂�����܂����H
251 �F���������R���N�F05/01/28 00:54:14 ID:bJWABDrA
>>250
���^�ƃv���X�^�͂���Ⴄ�Ǝv�����E�E
���^�ƃv���X�^�͂���Ⴄ�Ǝv�����E�E
���[�Ƃ���w�Z�̃��|�[�g�ŏo���ݖ�Ȃ�ł����Ǖ�����Ȃ���
���̂܂�������ł݂���ł����ǁA��͂肨�������ł����H
���̂܂�������ł݂���ł����ǁA��͂肨�������ł����H
253 �F���������R���N�F05/01/28 07:09:17 ID:qpokI0Lv
254 �F ��TTLQTUMllo �F05/01/28 07:37:37 ID:SoUn8y6I
>>247�@���@�a�l�B�ߊ��Ƃ���B���ӁB��
255 �F ��TTLQTUMllo �F05/01/28 07:48:31 ID:SoUn8y6I
256 �F���������R���N�F05/01/28 11:15:50 ID:+IxDa7xt
257 �F���������R���N�F05/01/28 12:38:43 ID:6+mvml6B
>>250
���o�������H�i�Ɠ���`��ł��邱�Ƃ͊�ł���B
���o�������H�i�Ɠ���`��ł��邱�Ƃ͊�ł���B
258 �F���������R���N�F05/01/28 15:09:24 ID:+k/Idtaw
�y����60.3���z瀓������Ɍ��쐼�s�c ���E�����f�ŋ��� 4�y�S�l���z
http://news19.2ch.net/test/read.cgi/news/1106739691/
http://news19.2ch.net/test/read.cgi/news/1106739691/
�݂Ȃ��ӁB
������������܂����B
������������܂����B
260 �F���������R���N�F05/01/29 12:55:29 ID:0jFJrXnh
�@�Ў�������o�C�����t���d�f�q�̔����͂�(�P��)�ŗL���g�������߂����̂ł����A
�����O�D�T�����̑f�q�̓��A�O�D�P�������V���ނł��B��������ׂĂ������͂�
���g���̎��ɂ̓V���ނ̌�����e���▧�x�������Ă��܂���B
�@�����⌸�����v�Z����ꍇ�ɁA�l�����Ȃ��Ă�������ł��傤���B
�����O�D�T�����̑f�q�̓��A�O�D�P�������V���ނł��B��������ׂĂ������͂�
���g���̎��ɂ̓V���ނ̌�����e���▧�x�������Ă��܂���B
�@�����⌸�����v�Z����ꍇ�ɁA�l�����Ȃ��Ă�������ł��傤���B
261 �F���������R���N�F05/01/29 14:01:34 ID:lV1fcX+v
>260
�h�U���u���Ȃɂ��ł����H
�h�U���u���Ȃɂ��ł����H
262 �F���������R���N�F05/01/29 14:26:45 ID:0jFJrXnh
>>261
�@��w���Ȃ�ł����ǁA�Ƃ���_�����u�ɂ��Č������Ă���̂ł���
���̓_���̓_��\������̂ɁA���d�f�q���g�p���Ă���܂��āE�E�E�B
�@�ψʂ������ď��������߂Ɏ����f�[�^���ǂ����M�p�ł��Ȃ��̂ŁA
�Q�l�ɂł��邾�����m�Ȍv�Z�l���~������ł��B
�@��w���Ȃ�ł����ǁA�Ƃ���_�����u�ɂ��Č������Ă���̂ł���
���̓_���̓_��\������̂ɁA���d�f�q���g�p���Ă���܂��āE�E�E�B
�@�ψʂ������ď��������߂Ɏ����f�[�^���ǂ����M�p�ł��Ȃ��̂ŁA
�Q�l�ɂł��邾�����m�Ȍv�Z�l���~������ł��B
263 �F���������R���N�F05/01/29 18:17:48 ID:lV1fcX+v
>262
����̂��Ƃł���
ttp://www.kgs-jpn.co.jp/b_gs.html
ttp://www.aist.go.jp/aist_j/aistinfo/aist_today/vol04_09/vol04_09_topics/vol04_09_topics.html
���������ł��ˁB���Ԃ�Q�l�ɂȂ�Ȃ��Ǝv�����A�����撣���Ă�������
ttp://www.mmjp.or.jp/tft/actu.htm
ttp://www.fdk.co.jp/cyber-j/pdf/BZ-TEJ001.pdf
����̂��Ƃł���
ttp://www.kgs-jpn.co.jp/b_gs.html
ttp://www.aist.go.jp/aist_j/aistinfo/aist_today/vol04_09/vol04_09_topics/vol04_09_topics.html
���������ł��ˁB���Ԃ�Q�l�ɂȂ�Ȃ��Ǝv�����A�����撣���Ă�������
ttp://www.mmjp.or.jp/tft/actu.htm
ttp://www.fdk.co.jp/cyber-j/pdf/BZ-TEJ001.pdf
264 �F���������R���N�F05/01/29 18:43:35 ID:0jFJrXnh
265 �F���������R���N�F05/01/30 17:29:54 ID:Y6550+P1
�����Ȃ���f���͌v�ɂ��Č����������Ă�T�C�g����܂��H
266 �F���������R���N�F05/01/30 19:46:00 ID:xZOnbJyX
����Ԃ�R���Z�v�g�J�[�ȂǁA�������܂���Ȃ��Ԃ̕��i�͑S�Đ؍�ō�����ł����H
267 �F�������L���� ��TWARamEjuA �F05/01/30 22:04:54 ID:GB0aLECz
MIM���؍�/�����i�������j���ĉ]���̂����邩�ƁB
268 �F���������R���N�F05/01/30 22:07:23 ID:1SBJJKvJ
>266
�ŋ߂ł͌����`�Ƃ��ŋ��^���ȒP�E�����ɂł���悤�ɂȂ����̂�
������x�̐����o��Ȃ�v���X�⒒���������Ă���͂��B
>265
����Ώۂ��y�E���z�n�Ȃ̂�
������v���X�`�b�N�̂悤�ȍޗ��H�w�n�Ȃ̂�
���̕ӂŌv������������Ă���Ǝv���B
�ŋ߂ł͌����`�Ƃ��ŋ��^���ȒP�E�����ɂł���悤�ɂȂ����̂�
������x�̐����o��Ȃ�v���X�⒒���������Ă���͂��B
>265
����Ώۂ��y�E���z�n�Ȃ̂�
������v���X�`�b�N�̂悤�ȍޗ��H�w�n�Ȃ̂�
���̕ӂŌv������������Ă���Ǝv���B
269 �F���������R���N�F05/01/30 22:36:55 ID:Y6550+P1
�摜��� �ł� PIV�@�@�Ƃ����͉̂��ł��傤���E�E�E�B
270 �F���������R���N�F05/01/31 00:25:16 ID:8NIoXA2w
>>269
���̘̂b��?
Particle Image Velocimetry�̗��B���q�摜��������@�B
���ԕ��Ƃ��̗��q���t�̂ɓ���āA����������̃t���b�V���ʼn摜�B�e�B
���̉摜�����Ɉ��̗��q�̓������g���[�X���āA���̂̉�͂����邱�ƁB
���G�ȗ�������\���̋@�B�������v���Ώۂɂ���Ƃ��Ɏg����B
���̘̂b��?
Particle Image Velocimetry�̗��B���q�摜��������@�B
���ԕ��Ƃ��̗��q���t�̂ɓ���āA����������̃t���b�V���ʼn摜�B�e�B
���̉摜�����Ɉ��̗��q�̓������g���[�X���āA���̂̉�͂����邱�ƁB
���G�ȗ�������\���̋@�B�������v���Ώۂɂ���Ƃ��Ɏg����B
271 �F���������R���N�F05/01/31 10:04:51 ID:YFvBQer8
>>246
PIzzicato V�̗�
PIzzicato V�̗�
272 �F���������R���N�F05/01/31 20:53:17 ID:rGd0YgbF
JW-CAD�̎���̓R�R�ł����ł����H
273 �F���������R���N�F05/01/31 20:54:55 ID:QT18kKL0
�h�����`���b�N�̃}�E���g�Ƀe�[�p�[�ƃl�W������܂����A
�l�W�̏ꍇ�̃}�E���g���x�i�c�j�̓e�[�p�[��舫���̂ł��傤���H
�`���b�N�T�C�Y��6.5mm�ł��B
����̃A�[�o�[����낤�Ǝv���̂ł���(8mm���v���p)�A
�e�[�p�[���l�W�̕������̂͊ȒP�Ȃ�ł����A���x���o�Ȃ��͍̂���܂��B
�l�W�̏ꍇ�̃}�E���g���x�i�c�j�̓e�[�p�[��舫���̂ł��傤���H
�`���b�N�T�C�Y��6.5mm�ł��B
����̃A�[�o�[����낤�Ǝv���̂ł���(8mm���v���p)�A
�e�[�p�[���l�W�̕������̂͊ȒP�Ȃ�ł����A���x���o�Ȃ��͍̂���܂��B
274 �F���������R���N�F05/01/31 21:55:42 ID:lWVs2fGH
275 �F���������R���N�F05/01/31 22:06:39 ID:lHFsAbcR
�h�����`���b�N�ł��L�[���X�^�C�v����
���������Ƃ�������ǂˁA�A�A
http://www.yukiwa.co.jp/seihin/chucking/3-1.html
���������Ƃ�������ǂˁA�A�A
http://www.yukiwa.co.jp/seihin/chucking/3-1.html
276 �F���������R���N�F05/01/31 23:08:03 ID:QT18kKL0
�Ȃ�قǃl�W�ƃe�[�p�[�ňႢ�͖����킯�ł���
���肪�Ƃ��������܂���
���肪�Ƃ��������܂���
277 �F���������R���N�F05/01/31 23:42:34 ID:lHFsAbcR
>>276
�������������Ă鈫���E�E�E�i���������������̂��j
�h�����`���b�N�ł��H��@�B�p�Ɠd�h���p�ł�
�U�ꐸ�x�͑S�R�Ⴂ�܂iJIS�K�i�ł�2�{�ȏ�̈Ⴂ�j
http://www.chuck.jp/tech/jis.htm
�ڂ������Ƃ̓h�����`���b�N��ƃ��[�J�[��
�z�[���y�[�W�ł����ĕ����Ă�������
http://www.chuck.jp/
�������������Ă鈫���E�E�E�i���������������̂��j
�h�����`���b�N�ł��H��@�B�p�Ɠd�h���p�ł�
�U�ꐸ�x�͑S�R�Ⴂ�܂iJIS�K�i�ł�2�{�ȏ�̈Ⴂ�j
http://www.chuck.jp/tech/jis.htm
�ڂ������Ƃ̓h�����`���b�N��ƃ��[�J�[��
�z�[���y�[�W�ł����ĕ����Ă�������
http://www.chuck.jp/
�̐S�Ȃ��Ƃ������Y��Ă��B
�L�[���X�^�C�v�ɂ̓l�W���͖����B
���x���v��Ȃ�e�[�p���ˁB
�A�[�o�[�͎��삷��ȊO�ɂ���Ȃ̂�����܂�
http://www.chuck.jp/catalog/globe-3.jpg
�L�[���X�^�C�v�ɂ̓l�W���͖����B
���x���v��Ȃ�e�[�p���ˁB
�A�[�o�[�͎��삷��ȊO�ɂ���Ȃ̂�����܂�
http://www.chuck.jp/catalog/globe-3.jpg
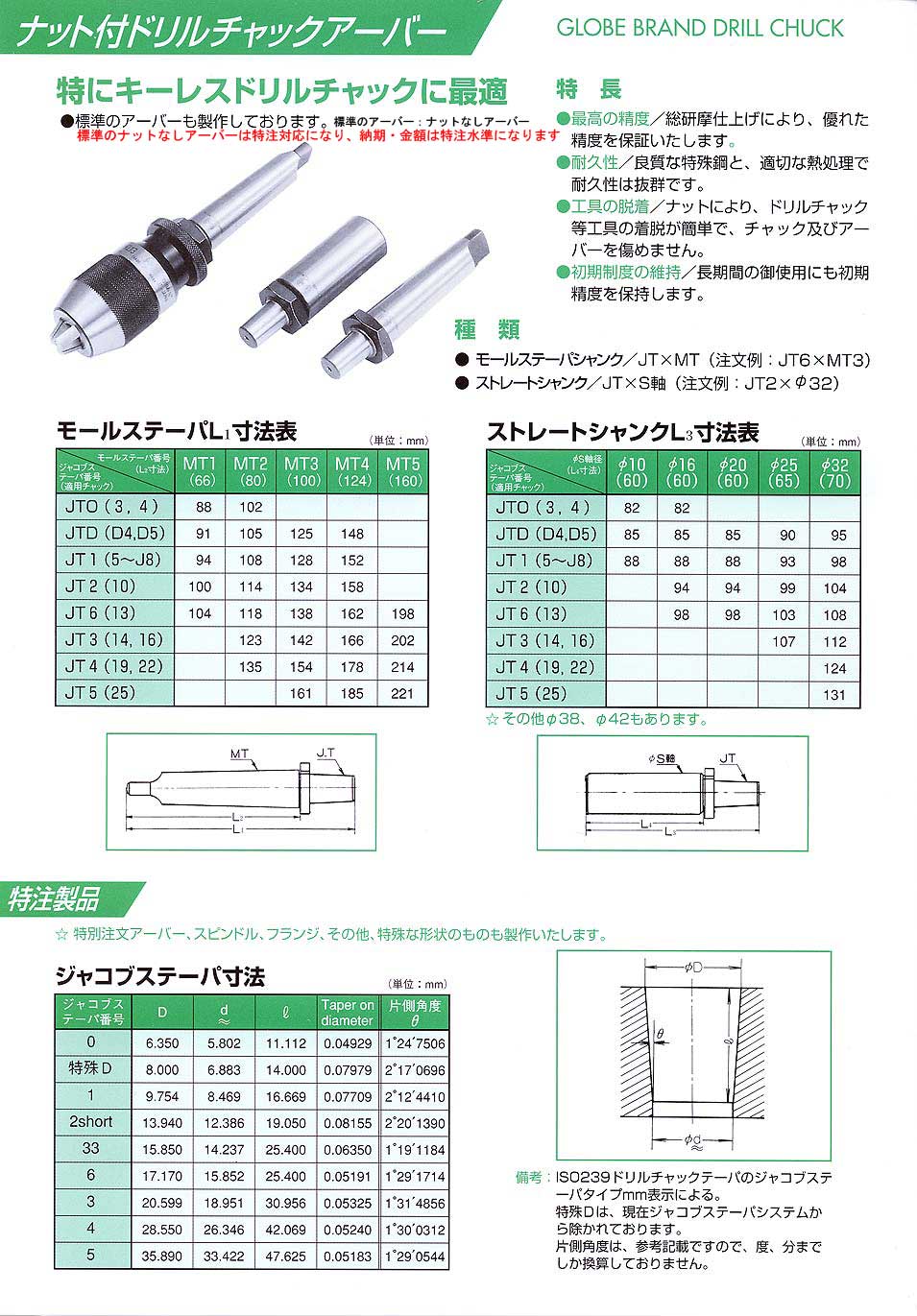{kind=link}
279 �F���������R���N�F05/02/01 00:02:02 ID:MpNIO3Mo
���f�l�ł��B�@�f�Ղ̊֘A�ŋ@�B�������̂ő����m���Ȃ��Ƃ����Ȃ��̂�
�������������B
���x���o��
���[�_�[
�Ƃ͂Ȃ�ł��傤���H�H
�������������B
���x���o��
���[�_�[
�Ƃ͂Ȃ�ł��傤���H�H
280 �F���������R���N�F05/02/01 07:52:07 ID:l2lyNLCQ
>>272�@���z�ɂ�����ۂ��X��������
>>279
���x���o�����@�B��ݒu����Ƃ��ɁA�����Ƃ������Ƃ����߂��邱��
���[�_�[�����[���Ƃ��R���x�A�Ƃ��g���āA�@�B�ɍޗ��╔�i�𑗂荞�ޑ��u
>>279
���x���o�����@�B��ݒu����Ƃ��ɁA�����Ƃ������Ƃ����߂��邱��
���[�_�[�����[���Ƃ��R���x�A�Ƃ��g���āA�@�B�ɍޗ��╔�i�𑗂荞�ޑ��u
281 �F���������R���N�F05/02/01 13:48:12 ID:Vn/PbmEH
����ł�
�l�b�g�ʼn��u���삵�āA���u���������Ǝv���܂��B
���u�Ƃ����Ă��W���J����Ƃ��_�����i�c�ɗh�炷���x�j
�Ȃ̂ł����ǂ����@�͂���܂��ł��傤���H
�l�b�g�ʼn��u���삵�āA���u���������Ǝv���܂��B
���u�Ƃ����Ă��W���J����Ƃ��_�����i�c�ɗh�炷���x�j
�Ȃ̂ł����ǂ����@�͂���܂��ł��傤���H
282 �F���������R���N�F05/02/01 15:25:21 ID:KQin27a7
>>281
���u��windows�����̃p�\�R���œ����悤�ɂ��ėL��A�l�b�g�����瓮������B
�Z�L�����e�B�m�����K�{�ɂȂ邯�ǁB
���u��windows�����̃p�\�R���œ����悤�ɂ��ėL��A�l�b�g�����瓮������B
�Z�L�����e�B�m�����K�{�ɂȂ邯�ǁB
283 �F���������R���N�F05/02/01 17:23:08 ID:Vn/PbmEH
���肪�Ƃ��������܂��I
�Ȃ��PC�ő��삷��ɂ́A�ǂ�������ǂ��́H��
�q���g�����ł��E�E
�Ȃ��PC�ő��삷��ɂ́A�ǂ�������ǂ��́H��
�q���g�����ł��E�E
284 �F���������R���N�F05/02/01 17:26:37 ID:l2lyNLCQ
285 �F���������R���N�F05/02/01 19:59:05 ID:VCrf7tHK
>>277-278
�`���b�N�̌��A�킴�킴���J�ɂ��肪�Ƃ��������܂����B
�}�E���g���������ǂ������O���[�h�Ȃ̂���
��ԏd�v�Ƃ������Ƃł����ˁB
�`���b�N�̌��A�킴�킴���J�ɂ��肪�Ƃ��������܂����B
�}�E���g���������ǂ������O���[�h�Ȃ̂���
��ԏd�v�Ƃ������Ƃł����ˁB
286 �F���������R���N�F05/02/01 20:12:47 ID:VCrf7tHK
>>284
I/O�|�[�g�����r�b�g�t���������^�̃T�[�o�[���L��܂��B
http://www.shoshin.co.jp/computer/lantro/xport.html
http://akizukidenshi.com/catalog/items2.php?p=&q=XPort&submit=%B8%A1%BA%F7
LAN�������Ă���ꏊ�Ȃ������i�u���E�U�ŃA�N�Z�X�j�B
I/O�|�[�g�����r�b�g�t���������^�̃T�[�o�[���L��܂��B
http://www.shoshin.co.jp/computer/lantro/xport.html
http://akizukidenshi.com/catalog/items2.php?p=&q=XPort&submit=%B8%A1%BA%F7
LAN�������Ă���ꏊ�Ȃ������i�u���E�U�ŃA�N�Z�X�j�B
287 �F���������R���N�F05/02/02 01:28:54 ID:CQLxXNNQ
�O���C���_�[�œu�̊p���ۂ߂��葤�ʂ��g�����肷��Ɨ�̂��Ƃ��{��l�����܂���
����͂Ȃɂɓ{���Ă���̂ł���܂��傤���B
����Ȃ̃c�[�����O�����[���������A�u������͓̂�����O�Ƃ��Ⴄ�̂��H
�Ƃ��v���̂ł���܂����B�c�[�����O��������������Ȃ��ƌ������ł��傤���B
����͂Ȃɂɓ{���Ă���̂ł���܂��傤���B
����Ȃ̃c�[�����O�����[���������A�u������͓̂�����O�Ƃ��Ⴄ�̂��H
�Ƃ��v���̂ł���܂����B�c�[�����O��������������Ȃ��ƌ������ł��傤���B
288 �F���������R���N�F05/02/02 02:03:38 ID:P0fVdlPW
�u���y�邼�I�I
289 �F���������R���N�F05/02/02 02:22:55 ID:gfsS3oUo
�����Ȃ�͉̂��肾���炾��B
290 �F���������R���N�F05/02/02 03:38:03 ID:v5z0Fzs7
�U���ɂȂ��Ă��܂��̂ł����A�F����̂��m�b��q�������B
�������ƃh��������͂ǂ��炪�����̂�
ttp://ex7.2ch.net/test/read.cgi/news4vip/1107276595/
�Ȋw�I�Ȍ��n����́A��s���X�ō\���܂���B���Ђ��z���������܂��B
291 �F���������R���N�F05/02/02 08:58:10 ID:tjdnD/Px
�h��������͒P�Ȃ�Ǝ����{�b�g������Ȃ�
�W���C�A�����ア���B
�W���C�A�����ア���B
292 �F���������R���N�F05/02/02 14:45:34 ID:Mg5/dBtl
>>288
�킴���y���đ���������ɂԂ��Ă����m�肠���ɂ���
�킴���y���đ���������ɂԂ��Ă����m�肠���ɂ���
293 �F���������R���N�F05/02/02 18:35:33 ID:VMko0GXl
���ʐ���p�̃j�[�h���o���u��
�}�X�t���[�Z���T�[�i�������̓R���g���[���[�j��T���Ă����ł����ǁC
�ǂ��̃��[�J�[�������Ƃ�����܂����H
���[�J�[��HP���Ă����x�Ɋւ��Ă͂ǂ����J�^���O��͈ꏏ�݂����Ȃ̂ł����c
���̂͋�C�C���ʂ�100NL/M���x�ł��D
�}�X�t���[�Z���T�[�i�������̓R���g���[���[�j��T���Ă����ł����ǁC
�ǂ��̃��[�J�[�������Ƃ�����܂����H
���[�J�[��HP���Ă����x�Ɋւ��Ă͂ǂ����J�^���O��͈ꏏ�݂����Ȃ̂ł����c
���̂͋�C�C���ʂ�100NL/M���x�ł��D
294 �F���������R���N�F05/02/02 19:30:58 ID:0jBTW9Rp
�ȑO�ɂǂ����ŕ������L�������������A��͂�u�̑��ʎg�p�͖@���ŋ֎~����Ă���悤�łB
http://www.resibon.co.jp/html/gijyutsu_un3.html
�Z�p���
����Ƃ����̕\�����@
����Ƃ����ɂ͐�������Ȃ��������̎�ނ�����܂��B
���̂��߁A�Ƃ����̑I��̌�肪���̂ɂȂ���傫�Ȍ����ƂȂ��Ă��܂��̂ŁA
����Ƃ����̕\�����@��ǂ��������鎖����ł��B
�\���� �@�P�D�`�� 27���I�t�Z�b�g�` 1�����`
�@�Q�D���` �`
�@�R�D���@ 180 �w 6 �w 22 205 �w 19 �w 25.4
�@�E
�@�E
�@�E
�P�D�`��
�Ƃ����̌`��ɂ͎��̗l�Ȏ�ނ�����A���ꂼ��Ɍ���Ɏg�p�ł���g�p�ʂ����܂��Ă��܂��B
�g�p�ʈȊO�̑��ʂ��g�p����A���̂��N�����₷���̂Ŗ@���ɂ��g�p�ʈȊO�̑��ʎg�p���֎~����Ă��܂��B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@��������������������������
http://www.resibon.co.jp/html/gijyutsu_un3.html
�Z�p���
����Ƃ����̕\�����@
����Ƃ����ɂ͐�������Ȃ��������̎�ނ�����܂��B
���̂��߁A�Ƃ����̑I��̌�肪���̂ɂȂ���傫�Ȍ����ƂȂ��Ă��܂��̂ŁA
����Ƃ����̕\�����@��ǂ��������鎖����ł��B
�\���� �@�P�D�`�� 27���I�t�Z�b�g�` 1�����`
�@�Q�D���` �`
�@�R�D���@ 180 �w 6 �w 22 205 �w 19 �w 25.4
�@�E
�@�E
�@�E
�P�D�`��
�Ƃ����̌`��ɂ͎��̗l�Ȏ�ނ�����A���ꂼ��Ɍ���Ɏg�p�ł���g�p�ʂ����܂��Ă��܂��B
�g�p�ʈȊO�̑��ʂ��g�p����A���̂��N�����₷���̂Ŗ@���ɂ��g�p�ʈȊO�̑��ʎg�p���֎~����Ă��܂��B
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@��������������������������
295 �F���������R���N�F05/02/02 21:37:31 ID:7eSgucS0
>>294
�V���[�g�l�������ǁA�u�̑��ʂ��g���ē��S�~��̍a���@������A
���S�͂ɑ��鉞�͏W���ɒ��x�ǂ��m�b�`�ɂȂ肻���ȋC������B
�V���[�g�l�������ǁA�u�̑��ʂ��g���ē��S�~��̍a���@������A
���S�͂ɑ��鉞�͏W���ɒ��x�ǂ��m�b�`�ɂȂ肻���ȋC������B
296 �F���������R���N�F05/02/03 00:21:35 ID:y8UIXg89
287�ł��B���ʎg�p�͎��̔����̊댯�Ƃ������Ƃł��ˁB
����܂����B�Ȍ�C��t���܂��B
�ŁA�p���ۂ߂�Ɠ{���錏�́H(w
����܂����B�Ȍ�C��t���܂��B
�ŁA�p���ۂ߂�Ɠ{���錏�́H(w
297 �F���������R���N�F05/02/03 01:18:24 ID:giyaud/t
���h�̎��A�����S���̊p��ۂ�������̂ɕK������������t���낤�Ȃ��B
���ƁA�V���[�y���̏����S�����������ȂɎg��Ȃ��A�Ƃ��B
�R��͖��_�o�Ɏg�����������������������
���ƁA�V���[�y���̏����S�����������ȂɎg��Ȃ��A�Ƃ��B
�R��͖��_�o�Ɏg�����������������������
298 �F���������R���N�F05/02/03 04:06:13 ID:iGKjZn1v
�E���^���i�X�O�x�j����ՂɂĊO���y�ѓ�����؍킵�悤�ƍl��
�܂��B�\�ʂ̎d�オ�肪�ǂ��Ȃ������ċ��܂��B
�o�C�g�`��A�ގ��y�ѐ؍�����������Ă��������܂��H
�Ƃ肠�������H�O�ɃE���^����Ⓚ�ɂŗ�₵�Ă�����H����
���܂��B���݃o�C�g�̓n�C�X���s�p�ɍ���Ďg�p���Ă��܂��B
�܂��B�\�ʂ̎d�オ�肪�ǂ��Ȃ������ċ��܂��B
�o�C�g�`��A�ގ��y�ѐ؍�����������Ă��������܂��H
�Ƃ肠�������H�O�ɃE���^����Ⓚ�ɂŗ�₵�Ă�����H����
���܂��B���݃o�C�g�̓n�C�X���s�p�ɍ���Ďg�p���Ă��܂��B
299 �F���������R���N�F05/02/03 08:15:59 ID:PgK9Iu5q
>>293
�G�X�e�b�N�E�����e�b�N�E�R���͎g�p�������Ƃ�����R�X�g�p�t�H�[�}���X
�͎R�����ȁB
�ǂ��̂����茴���͓����������Ǝv���B
�G�X�e�b�N�E�����e�b�N�E�R���͎g�p�������Ƃ�����R�X�g�p�t�H�[�}���X
�͎R�����ȁB
�ǂ��̂����茴���͓����������Ǝv���B
300 �F���������R���N�F05/02/03 13:58:01 ID:ECpfN4he
300�Ƃꂽ����
301 �F���������R���N�F05/02/03 15:05:55 ID:qeldGBxh
302 �F���������R���N�F05/02/05 13:59:58 ID:JiSYuU+T
�����͂Ƃ��^���J�[�Ƃ����܂萔�����Ȃ����i�����郁�[�J�[�ɏA�E�����ꍇ�A
�v�Ƃ������Ƃ��S�Ĉ�т��Ċւ�邱�Ƃ��ł���̂ł��傤���H
�v�Ƃ������Ƃ��S�Ĉ�т��Ċւ�邱�Ƃ��ł���̂ł��傤���H
303 �F���������R���N�F05/02/05 14:16:03 ID:8vYC7tsb
�������Ȃɂ���Ă�̂���߰킩��Ȃ��̂͂��₾��˂��A
�ł����ʐ��Y�ł�����V�X�e���̏ꍇ�͓���̂ł́B
�ł����ʐ��Y�ł�����V�X�e���̏ꍇ�͓���̂ł́B
304 �F���������R���N�F05/02/05 16:55:52 ID:NhuXtkSe
>>228
>>245�Ńo�J���R���Ă邩��T���X�Ȃ���J�L�R�B
http://www.nagare.or.jp/nagare/21-2/21-2-t03.pdf
���������U���ꂽ���t�͔�j���[�g���S���ł���B����ɁA�����A���ǂƂ��ɕό`�\�Ȃ̂ŒP���ȔS�x�����ł͋c�_�s�\�B
�ڂ����̓����N�������B���{��ł͂��ꂵ������������B
>>245�Ńo�J���R���Ă邩��T���X�Ȃ���J�L�R�B
http://www.nagare.or.jp/nagare/21-2/21-2-t03.pdf
���������U���ꂽ���t�͔�j���[�g���S���ł���B����ɁA�����A���ǂƂ��ɕό`�\�Ȃ̂ŒP���ȔS�x�����ł͋c�_�s�\�B
�ڂ����̓����N�������B���{��ł͂��ꂵ������������B
305 �F���������R���N�F05/02/05 17:44:57 ID:lfkMLowz
�����Ԃ̔r�C�K�X�̗����ɂ��Ď���Ȃ̂ł����A
�E�G���W������
�E�}�t���[���O
�̔r�C�������Ăǂ̂��炢�Ȃ̂ł��傤���B
�E�G���W������
�E�}�t���[���O
�̔r�C�������Ăǂ̂��炢�Ȃ̂ł��傤���B
306 �F ��e50yPGt43s �F05/02/05 18:03:17 ID:Bgg2WWlb
307 �F���������R���N�F05/02/05 19:03:17 ID:5DcJ1qkn
>306��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���Q�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1094882254/
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���Q�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1094882254/
�͂��A�n���̖ϑz�̕����^�����Ș_����荪��������Ƃł����������̂��ˁB
�����N���2�y��3�͂�ǂ߂A>>228�̖₪�P���łȂ����Ƃ͕����邾�낤�ɁB
���I���W�[�̑f�{������҂Ȃ�A�����̐��I�m���������Ă�7���͗����ł���قǕ��ՂȘ_�����B
>>228�͊w���̉ۑ肩�����Ǝv����(����Ă�����X�}��)�AFahraeus-Lindqvist effect �܂��� Sigma effect��
������ΎQ�l�ɂȂ�y�[�W���F�X�o�Ă���B
�����N���2�y��3�͂�ǂ߂A>>228�̖₪�P���łȂ����Ƃ͕����邾�낤�ɁB
���I���W�[�̑f�{������҂Ȃ�A�����̐��I�m���������Ă�7���͗����ł���قǕ��ՂȘ_�����B
>>228�͊w���̉ۑ肩�����Ǝv����(����Ă�����X�}��)�AFahraeus-Lindqvist effect �܂��� Sigma effect��
������ΎQ�l�ɂȂ�y�[�W���F�X�o�Ă���B
309 �F�������L���� ��TWARamEjuA �F05/02/05 21:19:16 ID:XHabrG9K
(�L-`).����n(�����ނ��Ă���B�B�B)
310 �F�g���F05/02/05 22:49:09 ID:tOQhFOyd
�댯���x�̉ӏ����Ă̂�
���R�x�̐��Ō��܂��ł����H
���R�x�̐��Ō��܂��ł����H
311 �F���������R���N�F05/02/05 23:26:42 ID:4TKkxH5p
>>310
�ŗL�l�Ō��܂��
�ŗL�l�Ō��܂��
312 �F���������R���N�F05/02/06 16:29:30 ID:tjKakjr3
���ɓK���Ȕ������̂Ť������Ŏ��₳���Ă��������܂��
��낵��������������
�H�ƕ��i�̃T�C�g(Web�V���b�v)�Ť�X�v�����O(�[���}�C)�̃��C���i�b�v�������Ƃ���͂���܂����H
�ߋ�̃[���}�C�̃X�v�����O���܂�Ă��܂�����i�����ɂ��C�����s�������ƍl���Ă��܂��
������������Ȃǂ��Ă��[���}�C�p�̃X�v�����O�������邱�Ƃ��o���܂���
������������舵���Ă���Ƃ���������m�ł����炲�������������
��낵�����肢�������܂��
��낵��������������
�H�ƕ��i�̃T�C�g(Web�V���b�v)�Ť�X�v�����O(�[���}�C)�̃��C���i�b�v�������Ƃ���͂���܂����H
�ߋ�̃[���}�C�̃X�v�����O���܂�Ă��܂�����i�����ɂ��C�����s�������ƍl���Ă��܂��
������������Ȃǂ��Ă��[���}�C�p�̃X�v�����O�������邱�Ƃ��o���܂���
������������舵���Ă���Ƃ���������m�ł����炲�������������
��낵�����肢�������܂��
313 �F���������R���N�F05/02/06 18:42:58 ID:fCwxzMPN
�����ԕ��i���̐v���ĉ��x�����ۂɎ��삵�Ď����Ȃ������ł����H
����Ƃ��A����A�����̓R���s���[�^�[�ōς܂��Ă��܂��̂ł��傤���H
����Ƃ��A����A�����̓R���s���[�^�[�ōς܂��Ă��܂��̂ł��傤���H
314 �F���������R���N�F05/02/06 22:12:15 ID:9vN9E0/K
>>313
���{�ꂨ�������˂��H
���{�ꂨ�������˂��H
315 �F���������R���N�F05/02/06 23:00:08 ID:+IW1dARj
>>313
�����A��������Ǝv��
�����A��������Ǝv��
316 �F�R�P�R�F05/02/06 23:07:24 ID:fCwxzMPN
317 �F���������R���N�F05/02/07 00:00:18 ID:ImzFYoSv
���[�U�ψʌv�ŕǂ̓����𑪂낤�ƍl���Ă��܂����A���茴����
���̒��ӓ_�𗝉��o���Ă��܂���B
�Ⴆ�A�v�����x�O�D�P��O�D�O�P�ʂ��Ȃ̂ɁA�X�|�b�g�a�V�ʂ���
�J�^���O�ɏ�����Ă��܂��B�a�������x�悭����o������̂ł��傤���B
�܂��A�O�D�O�P�ʂ��̐��x�ő������̂Ȃ̂ł��傤���B�����������ł�
�v���Ώۂ��h�ꂻ���ł����B�B�B
���̒��ӓ_�𗝉��o���Ă��܂���B
�Ⴆ�A�v�����x�O�D�P��O�D�O�P�ʂ��Ȃ̂ɁA�X�|�b�g�a�V�ʂ���
�J�^���O�ɏ�����Ă��܂��B�a�������x�悭����o������̂ł��傤���B
�܂��A�O�D�O�P�ʂ��̐��x�ő������̂Ȃ̂ł��傤���B�����������ł�
�v���Ώۂ��h�ꂻ���ł����B�B�B
318 �F���������R���N�F05/02/07 09:17:13 ID:oeUeVb39
>>302
�����͂�����Ă��郁�[�J�[�͂Q�Ђ���݂��������A���̊W�Őv�ƌ���������
�Ђ��L�����āA�ق�̏����͈̔͂Ɋւ�邱�ƂɁA�Ȃ�ł��傤�B
�L�͈͂̐v����肽���Ȃ璆���łȂ��ƁE�E�E���U�Œ��ڐv�Ɍg��鎞�Ԃ͂�������
25�N���炢�����ˁB
�����͂�����Ă��郁�[�J�[�͂Q�Ђ���݂��������A���̊W�Őv�ƌ���������
�Ђ��L�����āA�ق�̏����͈̔͂Ɋւ�邱�ƂɁA�Ȃ�ł��傤�B
�L�͈͂̐v����肽���Ȃ璆���łȂ��ƁE�E�E���U�Œ��ڐv�Ɍg��鎞�Ԃ͂�������
25�N���炢�����ˁB
319 �F���������R���N�F05/02/07 20:00:23 ID:vm1BT5OF
320 �F���������R���N�F05/02/08 02:11:17 ID:YR+l6Pzq
�����܂����ĉ������B
�`�b�J�������Ĉ����߂�����������ł��傤���H
�`�^���g���Ȃ�č������Ȃ�ł����H
�`�b�J�������Ĉ����߂�����������ł��傤���H
�`�^���g���Ȃ�č������Ȃ�ł����H
321 �F���������R���N�F05/02/08 06:02:20 ID:tl7yreui
�����@�f�@�Ł@��
322 �F���������R���N�F05/02/08 08:19:33 ID:64VOQ1a3
>>321
����ȏ����Ȃ牴������Ă݂����B
����ȏ����Ȃ牴������Ă݂����B
323 �F ��e50yPGt43s �F05/02/08 08:43:25 ID:lRAC+ZKu
>>312
�������u�[���}�C���v�̃X�v�����O�́A�W���i�Ƃ��ẮA�����ĂȂ��Ǝv���B
�X�v�����O������Ă钆�����[�J�[��T���āA�ׂꂽ���̃X�v�����O�𑗂�A
�u����Ɠ������̂�����Ă��������v�Ɨ��ݍ��ނ̂��A��ԑ����Ǝv���ȁB
�X�v�����O�Ȃǂ́A���ʂ̎��Y����������A��������Ђ��Ɩ��Ȃ��ˁB
�������u�[���}�C���v�̃X�v�����O�́A�W���i�Ƃ��ẮA�����ĂȂ��Ǝv���B
�X�v�����O������Ă钆�����[�J�[��T���āA�ׂꂽ���̃X�v�����O�𑗂�A
�u����Ɠ������̂�����Ă��������v�Ɨ��ݍ��ނ̂��A��ԑ����Ǝv���ȁB
�X�v�����O�Ȃǂ́A���ʂ̎��Y����������A��������Ђ��Ɩ��Ȃ��ˁB
324 �F ��e50yPGt43s �F05/02/08 08:47:32 ID:lRAC+ZKu
>>320
�u�@���������@�v
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E7%AA%92%E5%8C%96%E5%87%A6%E7%90%86&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
�����́u�\�ʍd�������v����B
���i�́A���[�J�[�ɕ����̂���ԑ����B
�u�@���������@�v
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E7%AA%92%E5%8C%96%E5%87%A6%E7%90%86&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
�����́u�\�ʍd�������v����B
���i�́A���[�J�[�ɕ����̂���ԑ����B
325 �F ��e50yPGt43s �F05/02/08 08:54:54 ID:lRAC+ZKu
>>298
�ǂ��͒m��Ȃ����ǁA�u�E���^���S���v�ƌ����悤�Ȃ��̂́A
�u����Ձv�ʼn��H������႟�A�Ȃ������̂��ȁB
�u�@�Z�p�̐X�@�v
http://mori.nc-net.or.jp/fSearchTop.php?type=except_faq_and_report
��̂Ƃ���ŁA�ēx�A�����Č���B
�ǂ��͒m��Ȃ����ǁA�u�E���^���S���v�ƌ����悤�Ȃ��̂́A
�u����Ձv�ʼn��H������႟�A�Ȃ������̂��ȁB
�u�@�Z�p�̐X�@�v
http://mori.nc-net.or.jp/fSearchTop.php?type=except_faq_and_report
��̂Ƃ���ŁA�ēx�A�����Č���B
326 �F ��e50yPGt43s �F05/02/08 09:10:12 ID:lRAC+ZKu
>>302
��ʓI�Ɂu�v�Ɛ����v�́A�E��I�ɕ�����Ă����Ђ̏ꍇ�̕����A�����Ǝv���B
�������w���Łu���ڐv����ɓ���v��Ђł́A���ꂪ�킩��Ȃ��̂ŏ����s�����B
������o������茻��ɉ���āA�����œ����Ă���H������́u���̈ӌ��v���A
�v�Ƀt�B�[�h�o�b�N����S�\�����A�K�v�B
�܂������o��������A��N���x�ł��A�u����̎d����̌��v�����Ă��炦�Ȃ����A
���̂悤�ɉ�ЂɎ���������āA����ł݂�ׂ����B
���ɁI��Ђ������g���Ă݂āA���@�v�Ƃ��Ďg���Ȃ��@���Ɣ��f���ꂽ�l�Ԃ́A
�{�l�̍D�ނƍD�܂���ɂ�����炸�A����ɔz�u�]������邱�ƂɂȂ�ꍇ�������B
��ʓI�Ɂu�v�Ɛ����v�́A�E��I�ɕ�����Ă����Ђ̏ꍇ�̕����A�����Ǝv���B
�������w���Łu���ڐv����ɓ���v��Ђł́A���ꂪ�킩��Ȃ��̂ŏ����s�����B
������o������茻��ɉ���āA�����œ����Ă���H������́u���̈ӌ��v���A
�v�Ƀt�B�[�h�o�b�N����S�\�����A�K�v�B
�܂������o��������A��N���x�ł��A�u����̎d����̌��v�����Ă��炦�Ȃ����A
���̂悤�ɉ�ЂɎ���������āA����ł݂�ׂ����B
���ɁI��Ђ������g���Ă݂āA���@�v�Ƃ��Ďg���Ȃ��@���Ɣ��f���ꂽ�l�Ԃ́A
�{�l�̍D�ނƍD�܂���ɂ�����炸�A����ɔz�u�]������邱�ƂɂȂ�ꍇ�������B
327 �F ��e50yPGt43s �F05/02/08 09:17:53 ID:lRAC+ZKu
>>304
>>307-309
�u���t�v�̗����ǂ����邽�߁A�w ���N������R�b�v��t�̐������݂܂��傤 �x�ƁA
�ȑO�A���_�̂悤�ɖ���s�u�ŌJ��Ԃ��Ă�����҂��������̂��A�N�͒m��Ȃ��̂��ˁB
�z���g�I�A�펯���Ȃ���˂��B�B
>>307-309
�u���t�v�̗����ǂ����邽�߁A�w ���N������R�b�v��t�̐������݂܂��傤 �x�ƁA
�ȑO�A���_�̂悤�ɖ���s�u�ŌJ��Ԃ��Ă�����҂��������̂��A�N�͒m��Ȃ��̂��ˁB
�z���g�I�A�펯���Ȃ���˂��B�B
328 �F���������R���N�F05/02/08 09:25:12 ID:64VOQ1a3
�[���}�C���炢�W���Ŕ����Ă邾��B
329 �F ��e50yPGt43s �F05/02/08 09:29:39 ID:lRAC+ZKu
>>302�@���@�S�Ĉ�т��Ċւ�邱�Ƃ��ł���̂ł��傤���H
�v�����Ɍ����Č����A�P�O�N���炢���̉�Ђɋ߂āA�`�[�t�G���W�j�A�ɂȂ�A
�S�Ă��܂�����邩��A���̎��_�Łu�S�ĂɊւ���v�̂��ȁB
�܂��u�ւ���v�ƌ�����������A�������͗ǂ��̂����A���ۓI�ɂ́A
�y�@�S�Ă̐ӔC�����ƂɂȂ�@�z�킯������A���͂������ƁA�L��Ӗ���ς��킳�B��
�u�H�꒷�v�ɂȂ�A�ւ���ƌ������A�H���̑S�Ă�����Ȃ��Ƃ܂������Ȃ̂ł́B
���������Ӗ��ŁA���Ђ�蒆���̕����A�u�����̎d���Ɋւ��Ղ��v�ƌ�����̂����B
�v�����Ɍ����Č����A�P�O�N���炢���̉�Ђɋ߂āA�`�[�t�G���W�j�A�ɂȂ�A
�S�Ă��܂�����邩��A���̎��_�Łu�S�ĂɊւ���v�̂��ȁB
�܂��u�ւ���v�ƌ�����������A�������͗ǂ��̂����A���ۓI�ɂ́A
�y�@�S�Ă̐ӔC�����ƂɂȂ�@�z�킯������A���͂������ƁA�L��Ӗ���ς��킳�B��
�u�H�꒷�v�ɂȂ�A�ւ���ƌ������A�H���̑S�Ă�����Ȃ��Ƃ܂������Ȃ̂ł́B
���������Ӗ��ŁA���Ђ�蒆���̕����A�u�����̎d���Ɋւ��Ղ��v�ƌ�����̂����B
330 �F ��e50yPGt43s �F05/02/08 09:32:33 ID:lRAC+ZKu
331 �F���������R���N�F05/02/08 14:39:20 ID:xWYx+VXa
>>302
�F�l�Ɏ��q�������̊͑D�֘A�̎d�������Ă�z�����邪�A�͑D�̎����A�V���̃^�C�~���O��
�l����ƍݐE���ɐV�K�v�ɂ�����Ȃ����Ƃ����蓾�鐢�E���ƌ����Ă����B
�����[���V�l�̍��v�����D�����낻��p�D�Ƃ��A����őQ���V�����ĂȋC�̒����b���B
�F�l�Ɏ��q�������̊͑D�֘A�̎d�������Ă�z�����邪�A�͑D�̎����A�V���̃^�C�~���O��
�l����ƍݐE���ɐV�K�v�ɂ�����Ȃ����Ƃ����蓾�鐢�E���ƌ����Ă����B
�����[���V�l�̍��v�����D�����낻��p�D�Ƃ��A����őQ���V�����ĂȋC�̒����b���B
332 �F���������R���N�F05/02/08 19:33:00 ID:vOzAPYB0
�����܂����₪����܂��B
�f�ʓ��[�����g�Ɗ������[�����g�̈Ⴂ����
�Ȃ�Ȃ�ł��傤���ˁ`�H
�f�ʓ��[�����g�Ɗ������[�����g�̈Ⴂ����
�Ȃ�Ȃ�ł��傤���ˁ`�H
333 �F���������R���N�F05/02/08 19:34:35 ID:Rwd+7hgU
333
334 �F���������R���N�F05/02/08 20:03:44 ID:qp6ArNI1
DQN
335 �F ��NhlsMePHQE �F05/02/08 20:04:19 ID:pmFNmDsR
>>332
��r�ł��Ȃ����̂��A��r���悤�Ƃ��Ă���C������B
�`�D�u�������[�����g�v�Ƃ́A��]����ꍇ�́A���ʂɑ�������l�B
�a�D�u�f�ʓ��[�����g�v�Ƃ́A�L��_����́A�����̂Q��Ɩʐς��|�����l�B
�`�̒l�́A��]�̂̒�~���Ԃ̌v�Z�ȂǂɎg���A�a�̒l�́A���̋Ȃ����̌v�Z�ȂǂɎg���B
�܂��A�u�f�ʓɃ��[�����g�v�Ȃǂƌ����̂��L�邪�B�B
��r�ł��Ȃ����̂��A��r���悤�Ƃ��Ă���C������B
�`�D�u�������[�����g�v�Ƃ́A��]����ꍇ�́A���ʂɑ�������l�B
�a�D�u�f�ʓ��[�����g�v�Ƃ́A�L��_����́A�����̂Q��Ɩʐς��|�����l�B
�`�̒l�́A��]�̂̒�~���Ԃ̌v�Z�ȂǂɎg���A�a�̒l�́A���̋Ȃ����̌v�Z�ȂǂɎg���B
�܂��A�u�f�ʓɃ��[�����g�v�Ȃǂƌ����̂��L�邪�B�B
336 �F���������R���N�F05/02/08 21:21:28 ID:CpbDLwPA
>323-327 >329-330 >335��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���Q�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1094882254/
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���Q�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1094882254/
337 �F���������R���N�F05/02/08 22:50:36 ID:mvN9u+Ww
�Ԃ̃z�C�[�����Ƃ߂�i�b�g�́A�{���g�̌a���������������Ă���Ηǂ��炵���̂ł����A�͊w�I�Ɍv�Z�ł��܂����H
338 �F���������R���N�F05/02/08 23:23:54 ID:ola6NaPY
>>337
�u���x�������̍ގ��ō���Ă���ꍇ�A��ʂɃi�b�g�̌��݂̓{���g�̌a�Ɠ����ɂȂ�v
���ĈӖ�����Ȃ��H�v�̍u�`�ł����������B
�u���x�������̍ގ��ō���Ă���ꍇ�A��ʂɃi�b�g�̌��݂̓{���g�̌a�Ɠ����ɂȂ�v
���ĈӖ�����Ȃ��H�v�̍u�`�ł����������B
339 �F312�F05/02/08 23:24:37 ID:m/em0keV
>>323
�����ł����
�ȑO�x�X�e�b�N�X�ŃT�X�y���V�����X�v�����O���I�[�_�[�������Ƃ�����̂ł����
����Ɠ����悤�Ƀ����I�t�ō���Ă��炤��ł��ˡ
�������Ă݂܂��
>>328
���Ђ��������������
Web�V���b�v�łȂ��Ƃः[���}�C�̃X�v�����O��W���i�Ƃ��Ĉ����Ă��郁�[�J�[���Ō��\�ł��
��낵�����肢�������܂��
�����ł����
�ȑO�x�X�e�b�N�X�ŃT�X�y���V�����X�v�����O���I�[�_�[�������Ƃ�����̂ł����
����Ɠ����悤�Ƀ����I�t�ō���Ă��炤��ł��ˡ
�������Ă݂܂��
>>328
���Ђ��������������
Web�V���b�v�łȂ��Ƃः[���}�C�̃X�v�����O��W���i�Ƃ��Ĉ����Ă��郁�[�J�[���Ō��\�ł��
��낵�����肢�������܂��
340 �F���������R���N�F05/02/08 23:55:44 ID:bYeONuf1
���S�҂ł����b�ʂƂ͉��ł����H�@���Ћ����Ă��������B�����Ă܂��B
341 �F���������R���N�F05/02/09 00:02:48 ID:jOLa5ebI
��������������
342 �F���������R���N�F05/02/09 00:05:50 ID:oepwNRHB
>>340
�����̊p�ɂԂ��Ă��A���䂵�Ȃ��悤�ɂ��Ă����ׂ̂���
�����̊p�ɂԂ��Ă��A���䂵�Ȃ��悤�ɂ��Ă����ׂ̂���
343 �F���������R���N�F05/02/09 00:16:44 ID:aGgrsbXH
344 �F�@�F05/02/09 00:39:23 ID:leMs6jQA
MADYMO���āA��ʓI�Ɏg���Ă���̂ł����H
��̓\�t�g�̒��ł̈ʒu�t���ɂ��Ă��킩��̕����������������狳���Ă��������B
��̓\�t�g�̒��ł̈ʒu�t���ɂ��Ă��킩��̕����������������狳���Ă��������B
345 �F���������R���N�F05/02/09 00:43:37 ID:q3jlM6w0
>>339
�[���}�C���Ė����ł���ˁB�@����炵���I���`������
�������Ď��̂��ȒP�����ł��ˁB�@����@�ȂŎ��X
���p����̂͑X�v�����O�ł����A�[���}�C�͎�ނ�
���Ȃ��ł��ˁB
ttp://www.calsmall.ne.jp./sawaneCat/tocf_sawane.htm
�����̐^����菭�����ɂ���܂����A��ނ͏��Ȃ��ł��B
�Ђ���Ƃ�����A���̏�����̔��X�v�����O�������Ă����
��������܂���B
ttp://www.spring-net.com/
��������₢���킹�ł��܂���B���͂��������ł��C�ɂ�����
�₢���킹�Ă܂��B
�[���}�C���Ė����ł���ˁB�@����炵���I���`������
�������Ď��̂��ȒP�����ł��ˁB�@����@�ȂŎ��X
���p����̂͑X�v�����O�ł����A�[���}�C�͎�ނ�
���Ȃ��ł��ˁB
ttp://www.calsmall.ne.jp./sawaneCat/tocf_sawane.htm
�����̐^����菭�����ɂ���܂����A��ނ͏��Ȃ��ł��B
�Ђ���Ƃ�����A���̏�����̔��X�v�����O�������Ă����
��������܂���B
ttp://www.spring-net.com/
��������₢���킹�ł��܂���B���͂��������ł��C�ɂ�����
�₢���킹�Ă܂��B
346 �F���������R���N�F05/02/09 01:19:07 ID:/ta1eMfM
>>312
�[���}�C�́A�������ɓ�����ł��ˁB
���ɂ����m��������܂��A
�����ň����Ă���[���}�C�ł͂ǂ��ł��傤���H
��
ttp://www.spring-net.com/
�[���}�C�́A�������ɓ�����ł��ˁB
���ɂ����m��������܂��A
�����ň����Ă���[���}�C�ł͂ǂ��ł��傤���H
��
ttp://www.spring-net.com/
���݂܂���A���łɂR�S�T���������ݍς݂������悤�ŁA
�����Ƀ_�u���Ă��܂��܂����B
���炵�܂����B
�����Ƀ_�u���Ă��܂��܂����B
���炵�܂����B
348 �F ��NhlsMePHQE �F05/02/09 06:25:23 ID:Cb+5eCw9
>>336 �͗�̕a�C�̐l�B�F����\�����ӂ��Ă��������ˁB
349 �F ��NhlsMePHQE �F05/02/09 06:40:42 ID:Cb+5eCw9
�Ȃ����̃X���b�h�́A�����Ă��A���쎩���̓���������Ȃ��B
350 �F ��NhlsMePHQE �F05/02/09 07:03:23 ID:Cb+5eCw9
>>337�@
���@�i�b�g�́A�{���g�̌a���������������Ă���Ηǂ�
�����o���Ă���A�܂��قƂ�ǂ̏ꍇ�A�ԈႢ�͂Ȃ��ł��傤�ˁB
���@�͊w�I�Ɍv�Z�ł��܂����H
�H�ƍ��Z�̍ޗ��͊w�̋��ȏ��ɂ́A�o�b�`���A������ėL�����Ǝv����B
�{���g�l�W�i�J�a�j�́A�u�f�ʂ̈������苭�x�v�ƁA
�i�b�g�l�W�i�R�a�j�́A�u�~���ʂ̂���f���x�v�Ƃ��A
���x�ނ荇���ꍇ�́A�i�b�g�̍������v�Z�ŋ��߂�A�{���g�ƃi�b�g�̋��x���A
���ɓ����Ƃ����ꍇ�A�{���g�l�W�O�a�i�R�a�j�́u��W���̍����v���L��A
��肭�ނ荇�������x�ɂȂ邱�Ƃ��A�m���Ă���B
��������ʓI�ɂ́A�u�i�b�g�ގ����A�{���g�ގ��̕��v���A���x�̍������̂��A
�g���Ă���ꍇ�������̂ŁA�i�b�g�̍����́u���a�Ɠ������x�́v�L���������A
�ǂ��̂�������Ȃ��B
���@�A���ȏ�̂��Ƃ́A�V���ɒ��ׂ��A�ߋ��ɓǂ{�̋L���Ō����Ă邾���A
�@�@�Ȃ̂ŁA�Ԉ���Ă��邩������Ȃ��B
���@�i�b�g�́A�{���g�̌a���������������Ă���Ηǂ�
�����o���Ă���A�܂��قƂ�ǂ̏ꍇ�A�ԈႢ�͂Ȃ��ł��傤�ˁB
���@�͊w�I�Ɍv�Z�ł��܂����H
�H�ƍ��Z�̍ޗ��͊w�̋��ȏ��ɂ́A�o�b�`���A������ėL�����Ǝv����B
�{���g�l�W�i�J�a�j�́A�u�f�ʂ̈������苭�x�v�ƁA
�i�b�g�l�W�i�R�a�j�́A�u�~���ʂ̂���f���x�v�Ƃ��A
���x�ނ荇���ꍇ�́A�i�b�g�̍������v�Z�ŋ��߂�A�{���g�ƃi�b�g�̋��x���A
���ɓ����Ƃ����ꍇ�A�{���g�l�W�O�a�i�R�a�j�́u��W���̍����v���L��A
��肭�ނ荇�������x�ɂȂ邱�Ƃ��A�m���Ă���B
��������ʓI�ɂ́A�u�i�b�g�ގ����A�{���g�ގ��̕��v���A���x�̍������̂��A
�g���Ă���ꍇ�������̂ŁA�i�b�g�̍����́u���a�Ɠ������x�́v�L���������A
�ǂ��̂�������Ȃ��B
���@�A���ȏ�̂��Ƃ́A�V���ɒ��ׂ��A�ߋ��ɓǂ{�̋L���Ō����Ă邾���A
�@�@�Ȃ̂ŁA�Ԉ���Ă��邩������Ȃ��B
351 �F�Ái � U ߁j���@���@�����D���̂�������B�F05/02/09 07:38:49 ID:pDr8WL55
>>332�@���@�f�ʓ��[�����g�Ɗ������[�����g�̈Ⴂ
>>335�@���@��r�ł��Ȃ����̂��A��r���悤��
�E�@�f�ʓ��[�����g�̒P�ʂ́A�u�@��^4�@�v�ł���A
�E�@�������[�����g�̒P�ʂ́A�u �����E��^2 �v�Ȃ̂ŁA
���ʂ��l������Ă��邩�ǂ������A�傫�ȈႢ�Ƃ����邪�A
�p��ł́A�o�����umoment of inertia�v�Ə����ꍇ���L��A
�������t�ŕ\�����Ă���ꍇ���L��̂ŁA���ӂ�K�v�Ƃ���B
�`�k�b�u�@moment of inertia�@�v
http://www2.alc.co.jp/ejr/index.php?word_in=moment+of+inertia&word_in2=%82%A9%82%AB%82%AD%82%AF%82%B1&word_in3=PVawEWi72JXCKoa0Je
>>335�@���@��r�ł��Ȃ����̂��A��r���悤��
�E�@�f�ʓ��[�����g�̒P�ʂ́A�u�@��^4�@�v�ł���A
�E�@�������[�����g�̒P�ʂ́A�u �����E��^2 �v�Ȃ̂ŁA
���ʂ��l������Ă��邩�ǂ������A�傫�ȈႢ�Ƃ����邪�A
�p��ł́A�o�����umoment of inertia�v�Ə����ꍇ���L��A
�������t�ŕ\�����Ă���ꍇ���L��̂ŁA���ӂ�K�v�Ƃ���B
�`�k�b�u�@moment of inertia�@�v
http://www2.alc.co.jp/ejr/index.php?word_in=moment+of+inertia&word_in2=%82%A9%82%AB%82%AD%82%AF%82%B1&word_in3=PVawEWi72JXCKoa0Je
352 �F�Ái � U ߁j���@���@�����D���̂�������B�F05/02/09 08:12:45 ID:pDr8WL55
353 �F�Ái � U ߁j���@���@�����D���̂�������B�F05/02/09 08:15:57 ID:pDr8WL55
>>328
���Ђ��������������
���Ђ��������������
354 �F�Ái � U ߁j���@���@�����D���̂�������B�F05/02/09 08:32:07 ID:pDr8WL55
>>340�@���@�b��
�}�ʂɁu�b�P�v�Ə����Ă���A�u�S�T�x�E�P�������E�ʎ��v�̂��ƁB
�u�b�v�͉p��̓���������B
�`�k�b�u�@�ʎ��@�v
http://www2.alc.co.jp/ejr/index.php?word_in=%96%CA%8E%E6%82%E8&word_in2=%82%A0%82%A2%82%A4%82%A6%82%A8&word_in3=PVawEWi72JXCKoa0Je
�}�ʂɁu�b�P�v�Ə����Ă���A�u�S�T�x�E�P�������E�ʎ��v�̂��ƁB
�u�b�v�͉p��̓���������B
�`�k�b�u�@�ʎ��@�v
http://www2.alc.co.jp/ejr/index.php?word_in=%96%CA%8E%E6%82%E8&word_in2=%82%A0%82%A2%82%A4%82%A6%82%A8&word_in3=PVawEWi72JXCKoa0Je
355 �F���������R���N�F05/02/09 09:10:55 ID:wTSgMaa8
356 �F���������R���N�F05/02/09 10:50:08 ID:iRgSuPq7
>337
�ǂ���������̐l�����̎���ł͂킩��Ȃ���
�K��̃g���N�Œ��ߕt����@�Ƃ������Ƃ�Y��Ȃ��ł���
�ǂ���������̐l�����̎���ł͂킩��Ȃ���
�K��̃g���N�Œ��ߕt����@�Ƃ������Ƃ�Y��Ȃ��ł���
357 �F���������R���N�F05/02/09 18:35:41 ID:iO7hODSH
http://jp.y42.photos.yahoo.co.jp/bc/sunk_youjp/vwp?.dir=/zu&.src=ph&.dnm=Image1.jpg&.view=t&.done=http%3a//jp.y42.photos.yahoo.co.jp/bc/sunk_youjp/lst%3f%26.dir=/zu%26.src=ph%26.view=t
�}1-1���̒�̑�ɂ����āA����������i���R�x�P�̑�j�ɂ���ɂ́A
���f���ǂ̂悤�Ȍ`�ɂ���悢���B
�Ƃ�����肪����̂ł����A�����Ă�������������܂����炨�肢���܂�
{kind=link}
�}1-1���̒�̑�ɂ����āA����������i���R�x�P�̑�j�ɂ���ɂ́A
���f���ǂ̂悤�Ȍ`�ɂ���悢���B
�Ƃ�����肪����̂ł����A�����Ă�������������܂����炨�肢���܂�
358 �F���������R���N�F05/02/09 18:37:00 ID:iRgSuPq7
�ȒP�ɂ����Ă��܂���
�f�ʓ��[�����g�Ƃ́A���闧�̂̋Ȃ���ɂ�����\���W��
http://okweb.jp/kotaeru.php3?q=728283
���ӂ��ׂ��́A���i�̒f�ʌ`��ɂ���Č��܂�ގ��Ƃ͊W���������Ƃł��B
�����̌v�Z��l�����͂������
http://www.mol.ne.jp/lecture/mold/029/index.html
http://homepage2.nifty.com/SUBAL/BCmaking3.htm
�������[�����g�͕��̉^���Ɋւ����̂ł�
http://www.tuneup-golf.co.jp/tech/inertiamoment1.htm
�Ƃ肠�����A�킩��₷�����Ȃ��̂�I�̂œǂ�ł��������B
>348-354��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���Q�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1094882254/
�f�ʓ��[�����g�Ƃ́A���闧�̂̋Ȃ���ɂ�����\���W��
http://okweb.jp/kotaeru.php3?q=728283
���ӂ��ׂ��́A���i�̒f�ʌ`��ɂ���Č��܂�ގ��Ƃ͊W���������Ƃł��B
�����̌v�Z��l�����͂������
http://www.mol.ne.jp/lecture/mold/029/index.html
http://homepage2.nifty.com/SUBAL/BCmaking3.htm
�������[�����g�͕��̉^���Ɋւ����̂ł�
http://www.tuneup-golf.co.jp/tech/inertiamoment1.htm
�Ƃ肠�����A�킩��₷�����Ȃ��̂�I�̂œǂ�ł��������B
>348-354��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���Q�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1094882254/
359 �F ��NhlsMePHQE �F05/02/09 18:42:09 ID:pDr8WL55
�͂��͂��͂��B�u���@��Ԑ�����Y�@���v�́A�o�ꂾ�ȁB
360 �F ��NhlsMePHQE �F05/02/09 18:45:32 ID:pDr8WL55
>>357
����Ȍ���Ȃ��t�q�k�A����Ȃ��ł��������B���f�ł��I�B
����Ȍ���Ȃ��t�q�k�A����Ȃ��ł��������B���f�ł��I�B
361 �F357�F05/02/09 18:49:39 ID:iO7hODSH
362 �F ��NhlsMePHQE �F05/02/09 18:55:10 ID:pDr8WL55
>>361
����Ȍ���Ȃ��t�q�k�A����Ȃ��ł��������B���f�ł��I�B
����������邩��A���l������邾�낤�Ǝv���̂́A�l�b�g�Љ�ł͊Â��l���B
����������ɂ́A�o�^���K�v�Ȃ̂�����ˁB
����Ȍ���Ȃ��t�q�k�A����Ȃ��ł��������B���f�ł��I�B
����������邩��A���l������邾�낤�Ǝv���̂́A�l�b�g�Љ�ł͊Â��l���B
����������ɂ́A�o�^���K�v�Ȃ̂�����ˁB
363 �F���������R���N�F05/02/09 20:05:03 ID:iRgSuPq7
>357����
�����ł����H�����Ă܂�����A���S���@
�r�炵��1�C���邾���ł�����
�S�z�ł�����K���ȃA�v���_�ɓ\���Ă���Ă������ł��B
http://www.dendai.ed.jp/~komine/book/mecha_m_s.pdf
�����9���ڈȍ~���q���g�ɂȂ邩��
>359�@360�@362�̓A��
�A���ɂ��Ă͂������
�����ł����H�����Ă܂�����A���S���@
�r�炵��1�C���邾���ł�����
�S�z�ł�����K���ȃA�v���_�ɓ\���Ă���Ă������ł��B
http://www.dendai.ed.jp/~komine/book/mecha_m_s.pdf
�����9���ڈȍ~���q���g�ɂȂ邩��
>359�@360�@362�̓A��
�A���ɂ��Ă͂������
364 �F357�F05/02/09 20:14:20 ID:iO7hODSH
>>363����
�Ԏ����肪�Ƃ��������܂����B�������ʼn��Ƃ��Ȃ�܂����B
�Ԏ����肪�Ƃ��������܂����B�������ʼn��Ƃ��Ȃ�܂����B
365 �F ��NhlsMePHQE �F05/02/09 20:51:30 ID:pDr8WL55
�Ȃ����̃X���b�h�́A�����Ă��A���쎩���̓���������Ȃ��B
366 �F ��NhlsMePHQE �F05/02/09 20:52:30 ID:pDr8WL55
�Ȃ����̃X���b�h�́A�����Ă��A���쎩���̓���������Ȃ�
367 �F���������R���N�F05/02/09 23:20:32 ID:rpCpx7k4
�@���݂܂���A�����˂��ɂ��ċ����Ă��������Ȃ��ł��傤���B
�@�{���g���i�b�g�Œ��߂�Ƃ��A�{���g�̐�[�̓i�b�g����
�R�s�b�`���x�o���̂��悢�ƁA�K�����L��������܂��B
�@�E����̗��R�͉��Ȃ�ł��傤���H
�@�E�܂��A�s�b�`���ɂ��āA���炩�̋K�i�A��������߂���
�@�@����Ⴊ����̂ł��傤���H
�@���͂̐l�ɕ������Ƃ���A���R�ɂ��Ắu���h�����悢�v��
������l�������A�K�i�ɂ��ẮA���̓{���g�Ɋւ��錚�z�w���
���{����������̋K����������̂ł����A�ӂ��̃{���g��
���Ă͂킩��Ȃ��܂܂ł��B
�@�������̂����A�ǂ�����낵�����肢�������܂��B
�@�{���g���i�b�g�Œ��߂�Ƃ��A�{���g�̐�[�̓i�b�g����
�R�s�b�`���x�o���̂��悢�ƁA�K�����L��������܂��B
�@�E����̗��R�͉��Ȃ�ł��傤���H
�@�E�܂��A�s�b�`���ɂ��āA���炩�̋K�i�A��������߂���
�@�@����Ⴊ����̂ł��傤���H
�@���͂̐l�ɕ������Ƃ���A���R�ɂ��Ắu���h�����悢�v��
������l�������A�K�i�ɂ��ẮA���̓{���g�Ɋւ��錚�z�w���
���{����������̋K����������̂ł����A�ӂ��̃{���g��
���Ă͂킩��Ȃ��܂܂ł��B
�@�������̂����A�ǂ�����낵�����肢�������܂��B
368 �F���������R���N�F05/02/10 00:03:38 ID:7MSCvKx6
369 �F���������R���N�F05/02/10 00:05:08 ID:7MSCvKx6
370 �F���������R���N�F05/02/10 00:17:55 ID:dICy01+1
371 �F���������R���N�F05/02/10 00:36:15 ID:RtSMJQ6w
>>367
�K�i�͒m��Ȃ��ł��˂��B�@�悭������R�s�b�`�̍����́A
�{���g�[�̕s���S�˂����͂Q�s�b�`�܂łn�j�Ȃ̂ŁA���S�˂���
���P�s�b�`�o���ƁA�ނ��`���ɋ����܂����B�@�ŁA���̂܂����R��
���܂萅���ł��ɂ����Ȃ�A�����ɈႢ���o��Ƃ̎��ł��B
���x�́A�i�b�g�ɂ��s���S�˂������Œ�P�s�b�`����̂ŁA�P�s�b�`
�����{���g�̐�[���o���ƁA�{���̃{���g�i�b�g�̋��x�͊m�ۂł��܂��B
�K�i�͒m��Ȃ��ł��˂��B�@�悭������R�s�b�`�̍����́A
�{���g�[�̕s���S�˂����͂Q�s�b�`�܂łn�j�Ȃ̂ŁA���S�˂���
���P�s�b�`�o���ƁA�ނ��`���ɋ����܂����B�@�ŁA���̂܂����R��
���܂萅���ł��ɂ����Ȃ�A�����ɈႢ���o��Ƃ̎��ł��B
���x�́A�i�b�g�ɂ��s���S�˂������Œ�P�s�b�`����̂ŁA�P�s�b�`
�����{���g�̐�[���o���ƁA�{���̃{���g�i�b�g�̋��x�͊m�ۂł��܂��B
372 �F���������R���N�F05/02/10 05:56:11 ID:/RBcvgbm
�@�B����Ȃ��������ĉ������B
���X�`��낤�Ƃ��āA�������Ă邨���Ƀ_�V�i���j����C�ɓ��ꂽ��A
�˔@������ꂽ��ł������̂ł����H
���o�����Ƃ��Ɠ��������ł��傤���H
���X�`��낤�Ƃ��āA�������Ă邨���Ƀ_�V�i���j����C�ɓ��ꂽ��A
�˔@������ꂽ��ł������̂ł����H
���o�����Ƃ��Ɠ��������ł��傤���H
373 �F ��st9j4J9d86 �F05/02/10 06:41:07 ID:9gxmjc6z
>>368-369
����������邩��A���l������邾�낤�Ǝv���̂́A�l�b�g�Љ�ł͊Â��l���B
����������邩��A���l������邾�낤�Ǝv���̂́A�l�b�g�Љ�ł͊Â��l���B
374 �F�������L���� ��TWARamEjuA �F05/02/10 07:47:36 ID:DWprNw8e
�����炭�u���E�U�Ő�������Ă���̂ł��傤�ˁB�قƂ�ǂ̕��͉{���o���܂������
>>372
�����̍ۂɔ����ɕ��_�������������炩�ȁH�ŁA��C�ɂ������C����������āB
���Ă݂��`�����Ɓ��H
>>372
�����̍ۂɔ����ɕ��_�������������炩�ȁH�ŁA��C�ɂ������C����������āB
���Ă݂��`�����Ɓ��H
375 �F���������R���N�F05/02/10 08:37:22 ID:tvbVP6ap
>>372
�_�V���Ă̂͑����J�c�I�u�V�����Ƃ�������
���ɗn����Ƃ�����ƔS�邩�A�\�ʂɖ������B
�ŁA�A�������ɂ����Ȃ遨�ӂ����ڂ�
����Ȃ�Ȃ��H
�_�V���Ă̂͑����J�c�I�u�V�����Ƃ�������
���ɗn����Ƃ�����ƔS�邩�A�\�ʂɖ������B
�ŁA�A�������ɂ����Ȃ遨�ӂ����ڂ�
����Ȃ�Ȃ��H
376 �F ��st9j4J9d86 �F05/02/10 09:28:48 ID:9gxmjc6z
���ւ����ŁA�������o����Ɗ��ł�A�s ��˂̒��̊^ �t
377 �F���������R���N�F05/02/10 10:56:06 ID:QPA6EQ63
���{�t�@�X�i�[�̃{���g���ĂȂ��X�p�i�������@��菬�����̂ł����H
�P�X�����̏ꍇ
���{�t�@�X�i�[���P�W�A�R����
���А��@�@�@�@�@�P�W�A�W����
�O�A�T�������������Ƃ��Ȃ�X�p�i���K�^���������߂�Ɗ������Ⴂ�܂��B
�P�X�����̏ꍇ
���{�t�@�X�i�[���P�W�A�R����
���А��@�@�@�@�@�P�W�A�W����
�O�A�T�������������Ƃ��Ȃ�X�p�i���K�^���������߂�Ɗ������Ⴂ�܂��B
378 �F���������R���N�F05/02/10 10:59:02 ID:tvbVP6ap
�{���g�Ȃ߂��甃���ւ����v�������邩��B
379 �F���������R���N�F05/02/10 12:23:55 ID:fHMzjdLT
>>378
�r�W�l�X���f���������܂����H
�r�W�l�X���f���������܂����H
380 �F���������R���N�F05/02/10 12:53:50 ID:/RBXOsNX
>>377
�}�ʐ������ăN���[������B
�}�ʐ������ăN���[������B
>>345,346,355
���肪�Ƃ��������܂��
�����N���q�������Ă��������܂�������˂����H���������ǂ������ł��ˡ
���߂Č��������㤗��p�����Ă��������܂��
���肪�Ƃ��������܂��
�����N���q�������Ă��������܂�������˂����H���������ǂ������ł��ˡ
���߂Č��������㤗��p�����Ă��������܂��
382 �F���������R���N�F05/02/10 18:23:00 ID:/hMHS3HW
�����琶��������Ƃ����āA�ǂ�����Ē���匂����o����ł����H
383 �F���������R���N�F05/02/10 18:32:05 ID:43gNVx9/
>>382
���������o������A�Ō��匂��c�邾���Ȃ�B
���������o������A�Ō��匂��c�邾���Ȃ�B
384 �F���������R���N�F05/02/10 18:49:29 ID:tvbVP6ap
>>382
1�A�Ƃ肠���������Ƃ�ł�
2�A�����ق���邩�炷�������
3�A���Ȃ���䥂ŏオ���Ă邩��A�̂Ă�̂����������Ȃ����H�ׂ�
�����܂�
1�A�Ƃ肠���������Ƃ�ł�
2�A�����ق���邩�炷�������
3�A���Ȃ���䥂ŏオ���Ă邩��A�̂Ă�̂����������Ȃ����H�ׂ�
�����܂�
385 �F���������R���N�F05/02/10 20:14:17 ID:iqNSlQAR
�͂��߂܂��āB�L�[���X�h�����`���b�N�ɂ��Ď���ł��B
�t���C�X�Ŏg���Ă镁�ʂ̃`���b�N���d���ĉ��Ȃ��Ȃ��Ă��܂����̂ŁA
�V�����`���b�N�������Ǝv���Ă���̂ł����A�L�[���X�̓L�[��������
������߂ł����ƒ��܂���̂Ȃ�ł����H�g���������Ȃ��̂ł킩��܂���B
��낵���ǂ����B
�t���C�X�Ŏg���Ă镁�ʂ̃`���b�N���d���ĉ��Ȃ��Ȃ��Ă��܂����̂ŁA
�V�����`���b�N�������Ǝv���Ă���̂ł����A�L�[���X�̓L�[��������
������߂ł����ƒ��܂���̂Ȃ�ł����H�g���������Ȃ��̂ł킩��܂���B
��낵���ǂ����B
386 �F���������R���N�F05/02/10 21:21:10 ID:RtSMJQ6w
387 �F���������R���N�F05/02/10 22:01:32 ID:1GVvHyrN
�����ĉ������B
�W���K�i�ł͂Ȃ����X�l�W���茳�ɂ����ď������m�肽���̂ł���
�s�b�`�Q�[�W�Ńs�b�`�͔���܂����A
�l�W�̓��a�̓m�M�X�ő��肵�܂����B
�����ŁA�s�b�`�ƃl�W�̓��a����Ăѐ��@���o���ɂ�
�ǂ̂悤�ɂ����炢���̂ł����H
�W���K�i�ł͂Ȃ����X�l�W���茳�ɂ����ď������m�肽���̂ł���
�s�b�`�Q�[�W�Ńs�b�`�͔���܂����A
�l�W�̓��a�̓m�M�X�ő��肵�܂����B
�����ŁA�s�b�`�ƃl�W�̓��a����Ăѐ��@���o���ɂ�
�ǂ̂悤�ɂ����炢���̂ł����H
388 �F���������R���N�F05/02/10 22:11:53 ID:4WQN3q1l
�l�W�K�i���ɂ߂�������Ε���Ń\
�ł������ɂ˂����݂����Ȃ�A�I�l�W����͌������킹�����_���|
�ł������ɂ˂����݂����Ȃ�A�I�l�W����͌������킹�����_���|
389 �F�g���F05/02/10 22:13:32 ID:s0Sboit6
�댯���x���Ă̂͌ŗL�p�U�����̔{���܂��͓̈�A����ɎO���̈�{
�Ƃ��ł��������ł����H�ڂ��������ĉ�����
�����̕��̈ӌ�������Ȃ������ł�
�Ƃ��ł��������ł����H�ڂ��������ĉ�����
�����̕��̈ӌ�������Ȃ������ł�
390 �F���������R���N�F05/02/10 22:21:53 ID:1GVvHyrN
>>388
�W���K�i�łȂ��̂ŋK�i�\�ɂ͍ڂ��Ă��܂���B
�W���K�i�łȂ��̂ŋK�i�\�ɂ͍ڂ��Ă��܂���B
391 �F���������R���N�F05/02/10 22:27:07 ID:FAzNxSad
>387
�Ăѐ��@���Ă͕̂W���K�i�����炱�����݂����ł͂Ȃ���ł����H
�Ăѐ��@���Ă͕̂W���K�i�����炱�����݂����ł͂Ȃ���ł����H
392 �F�g���F05/02/10 22:27:49 ID:s0Sboit6
�댯���x���Ă̂͌ŗL�p�U�����̔{���܂��͓̈�A����ɎO���̈�{
�Ƃ��ł��������ł����H�ڂ��������ĉ�����
�����̕��̈ӌ�������Ȃ������ł�
�Ƃ��ł��������ł����H�ڂ��������ĉ�����
�����̕��̈ӌ�������Ȃ������ł�
393 �F���������R���N�F05/02/10 22:32:40 ID:1GVvHyrN
�W���łȂ��K�i�Ȃ̂�
�l�P�O�O�A�l�P�O�P�A�l�P�O�Q�Ǝ��R�ɌĂׂ�̂ł́H
���Ȃ݂Ƀl�W���a�V�W�D�X�����A�s�b�`�O�D�V�T�ł��B
�l�P�O�O�A�l�P�O�P�A�l�P�O�Q�Ǝ��R�ɌĂׂ�̂ł́H
���Ȃ݂Ƀl�W���a�V�W�D�X�����A�s�b�`�O�D�V�T�ł��B
394 �F���������R���N�F05/02/10 23:59:38 ID:FAzNxSad
���[�g���˂����ɌĂԂ̂Ȃ�
���̃��l�W�̒J�̌a�i���I�l�W�̊O�a�j�ŌĂԂƂ����B
���̃��l�W�̒J�̌a�i���I�l�W�̊O�a�j�ŌĂԂƂ����B
395 �F���������R���N�F05/02/11 00:24:21 ID:POnDhMwa
>392
������B
������B
396 �F���������R���N�F05/02/11 00:33:34 ID:VhvtrdsI
>>387
�Ђ���Ƃ���ƁAM80�̍זڂ˂���������E�E�E
������Ă��A�C���`�l�W����Ȃ��̂��ȁH
���[�g�����ڃl�W�ƃC���`���ڃl�W��
�����ڂ͎��Ă邵�A�݂��̋K�i�̃{���g
�ƃi�b�g�ł͂܂邱�Ƃ��������A��������
���܂�Ȃ��ȁB
�Ƃ肠�����A�C���`�l�W���K�i�\����T���Ă݂ȁB
�E�E�E�Ƃ����A�q���g�������悤�B
�EJISB0101�@�˂��p��
�EJISB0206�@���j�t�@�C���ڂ˂�
�EJISB0208�@���j�t�@�C�זڂ˂�
�Ђ���Ƃ���ƁAM80�̍זڂ˂���������E�E�E
������Ă��A�C���`�l�W����Ȃ��̂��ȁH
���[�g�����ڃl�W�ƃC���`���ڃl�W��
�����ڂ͎��Ă邵�A�݂��̋K�i�̃{���g
�ƃi�b�g�ł͂܂邱�Ƃ��������A��������
���܂�Ȃ��ȁB
�Ƃ肠�����A�C���`�l�W���K�i�\����T���Ă݂ȁB
�E�E�E�Ƃ����A�q���g�������悤�B
�EJISB0101�@�˂��p��
�EJISB0206�@���j�t�@�C���ڂ˂�
�EJISB0208�@���j�t�@�C�זڂ˂�
397 �F�R�U�V�F05/02/11 00:34:57 ID:BGNroE7L
�@�R�V�P�l�A�����������X���������܂��āA
�����ւ肪�Ƃ��������܂��B
�@���܂萅�Ƃ����̂́A���H����݂̂��Ƃ�
���@�������܂������A�܂�����
�C���t���Ă��܂���ł����B
�@�����o�����܂��܂�����Ȃ��悤�ŁA
���p���������ł��B
�@�܂��͎�肠�����A�[������\���グ�܂��B
�@������A�ǂ�����낵�����肢�������܂��B
�����ւ肪�Ƃ��������܂��B
�@���܂萅�Ƃ����̂́A���H����݂̂��Ƃ�
���@�������܂������A�܂�����
�C���t���Ă��܂���ł����B
�@�����o�����܂��܂�����Ȃ��悤�ŁA
���p���������ł��B
�@�܂��͎�肠�����A�[������\���グ�܂��B
�@������A�ǂ�����낵�����肢�������܂��B
398 �F���������R���N�F05/02/11 01:07:51 ID:wTFPaUfm
�S���m�Ŏ��Ɗ��莲�����Ƒ��X�ɖ��Ղ��܂����A
�����_�炩���z���C�g���^���Ȃǂō���
���Ղ��Ȃ��̂͂Ȃ��ł����H
�����ގ��Ŗ��Ղ���̂͂����炭�����d������
�����ȒP�ɃL���b�`�{�[�����N�������炾�Ǝv���̂ł����A
�����^���̗����͂ǂ����悭�킩��܂���B
��낵�����˂������܂��B
�����_�炩���z���C�g���^���Ȃǂō���
���Ղ��Ȃ��̂͂Ȃ��ł����H
�����ގ��Ŗ��Ղ���̂͂����炭�����d������
�����ȒP�ɃL���b�`�{�[�����N�������炾�Ǝv���̂ł����A
�����^���̗����͂ǂ����悭�킩��܂���B
��낵�����˂������܂��B
399 �F���������R���N�F05/02/11 01:10:03 ID:83e1Bon9
�����ގ����m�͂������₷����B
400 �F���������R���N�F05/02/11 01:51:15 ID:Z7T/dflk
400
401 �F���������R���N�F05/02/11 08:09:55 ID:trh6ALkx
402 �F ��st9j4J9d86 �F05/02/11 08:10:16 ID:IsVeXe48
>>386
�Ȃ��w������������x�ƁA�f��I�Ɍ�����̂��B���ꂪ��肾�B��
�Ȃ��w������������x�ƁA�f��I�Ɍ�����̂��B���ꂪ��肾�B��
403 �F���������R���N�F05/02/11 09:19:26 ID:Ra4Yx32z
404 �F���������R���N�F05/02/11 09:32:21 ID:Ra4Yx32z
>>398
�S���m�ł������ʂ̏�����ӂ�Ȃ���Α��X�ɂ͖��Ղ��Ȃ����A
���̏������܂�ǂ������B
���������ƏĂ���(������)���ۂ��N���ĕ\�ʂ��e���Ȃ�A���ʁA���ꂼ�ꂪ���Ղ���B
�ʏ�n�E�W���O���ɑ��E���̍ގ��⎩�ȏ������̂���ޗʂ�p����B
�z���C�g���^����^���イ�A�C���A�����ȂǁB
�ŁA���̍E�ɏ����ނ���ݍ��܂��Ă������菁�������ߍ��肵�����̂�����B
�ǂ����Ă��S���m�Ő����������ꍇ�͕Е�(�ʏ�A����)�����b�L����B
�S���m�ł������ʂ̏�����ӂ�Ȃ���Α��X�ɂ͖��Ղ��Ȃ����A
���̏������܂�ǂ������B
���������ƏĂ���(������)���ۂ��N���ĕ\�ʂ��e���Ȃ�A���ʁA���ꂼ�ꂪ���Ղ���B
�ʏ�n�E�W���O���ɑ��E���̍ގ��⎩�ȏ������̂���ޗʂ�p����B
�z���C�g���^����^���イ�A�C���A�����ȂǁB
�ŁA���̍E�ɏ����ނ���ݍ��܂��Ă������菁�������ߍ��肵�����̂�����B
�ǂ����Ă��S���m�Ő����������ꍇ�͕Е�(�ʏ�A����)�����b�L����B
405 �F���������R���N�F05/02/11 11:59:14 ID:trh6ALkx
>>404
���z���C�g���^����^���イ�A�C��
���E���ł����ȏ������������Ă�킯�ł������ƌ����B
�I�C���X�̃u�b�V���͂悭�g�����B
���z���C�g���^����^���イ�A�C��
���E���ł����ȏ������������Ă�킯�ł������ƌ����B
�I�C���X�̃u�b�V���͂悭�g�����B
406 �F���������R���N�F05/02/11 12:04:04 ID:YmBfWRdQ
>>402
Yahoo photo ��
�E2ch����̒������͂n�j
����W���[�ȃt���u���E�U�͂n�j�BIE3�ȂnjÂ���NG
�E���h��������A�z���y����̒���������NG�̏ꍇ������B
�E�������A�N�Z�X���������Ă���Ƃm�f
�܂��f�t�H�Ō�������Ă��Ƃ��ȁB�@�g�т��炾�Ǝ��o������̂�
����Ȓp���������l���ɂ͎���Ȃ��B
Yahoo photo ��
�E2ch����̒������͂n�j
����W���[�ȃt���u���E�U�͂n�j�BIE3�ȂnjÂ���NG
�E���h��������A�z���y����̒���������NG�̏ꍇ������B
�E�������A�N�Z�X���������Ă���Ƃm�f
�܂��f�t�H�Ō�������Ă��Ƃ��ȁB�@�g�т��炾�Ǝ��o������̂�
����Ȓp���������l���ɂ͎���Ȃ��B
407 �F���������R���N�F05/02/11 12:30:45 ID:Ra4Yx32z
> >>404
> ���z���C�g���^����^���イ�A�C��
> ���E���ł����ȏ������������Ă�킯�ł������ƌ����B
���̂Ƃ���A����������
�z���C�g���^���͎��g�p���ɂ��炩�����������Ղ����ʂƂ��đ��E���݂����ɂȂ�B
�����ɏ����ނ����܂�B
���ނƂ��ėD��Ă���_�͏�L�̂ق���
�ϖ��Ր����ǍD�A�ψ��d���\���A�M�`���x���傫���Ă����ɂ����Ƃ���B
�E�E�v���Ԃ�ɐ̖̂{����������o�����E�E
> ���z���C�g���^����^���イ�A�C��
> ���E���ł����ȏ������������Ă�킯�ł������ƌ����B
���̂Ƃ���A����������
�z���C�g���^���͎��g�p���ɂ��炩�����������Ղ����ʂƂ��đ��E���݂����ɂȂ�B
�����ɏ����ނ����܂�B
���ނƂ��ėD��Ă���_�͏�L�̂ق���
�ϖ��Ր����ǍD�A�ψ��d���\���A�M�`���x���傫���Ă����ɂ����Ƃ���B
�E�E�v���Ԃ�ɐ̖̂{����������o�����E�E
408 �F���������R���N�F05/02/11 12:55:07 ID:mNdYZn4n
>>385
���������܂�A
��]��������Œ��܂菟��ɂȂ�̂Œ��܂�͂������Ȃ�
�������V�����N���f�R�{�R�ɂȂ����h�����͊����Ē��܂�Ȃ����Ƃ�����
�t��]����Ɗɂނ̂Ő�q���l�܂��ĂƂ܂����Ƃ��Ɏ�ŋt�ɉĔ�����
�Ƃ��Ă��ɂݏ���ŋt�ɂ͉Ȃ�
���������܂�A
��]��������Œ��܂菟��ɂȂ�̂Œ��܂�͂������Ȃ�
�������V�����N���f�R�{�R�ɂȂ����h�����͊����Ē��܂�Ȃ����Ƃ�����
�t��]����Ɗɂނ̂Ő�q���l�܂��ĂƂ܂����Ƃ��Ɏ�ŋt�ɉĔ�����
�Ƃ��Ă��ɂݏ���ŋt�ɂ͉Ȃ�
409 �F���������R���N�F05/02/11 18:11:20 ID:wTFPaUfm
�F�l�A���^���x�A�����O�̌����肪�Ƃ��������܂����B
���[��Ȃ�ƂȂ�����܂����B
�����ł����ׂĂ݂悤�Ǝv���܂��B
���[��Ȃ�ƂȂ�����܂����B
�����ł����ׂĂ݂悤�Ǝv���܂��B
410 �F���������R���N�F05/02/11 18:32:53 ID:V85TmyIn
>>385�ł��B
>>403���� >>408���肪�Ƃ��������܂��Bmonotaro.com�ň��������Ă��̂Ŗ����Ă܂����B
���ݍd���ĉ��Ȃ��Ȃ����`���b�N�͎g���Ĉ�N�ʂȂ�ł����|�����ĂĂ����̊Ԃɂ��؎q��������
���Ȃ��Ȃ鎖�͂����ł��傤���H
>>403���� >>408���肪�Ƃ��������܂��Bmonotaro.com�ň��������Ă��̂Ŗ����Ă܂����B
���ݍd���ĉ��Ȃ��Ȃ����`���b�N�͎g���Ĉ�N�ʂȂ�ł����|�����ĂĂ����̊Ԃɂ��؎q��������
���Ȃ��Ȃ鎖�͂����ł��傤���H
411 �F���������R���N�F05/02/12 11:25:14 ID:t9rK0bUn
>>410
Q �ʏ�̃n���h�����h�����`���b�N�̐��ɂ���
http://www.chuck.jp/tech/faq/index.htm
������Ȑ��i������܂�
http://www.yukiwa.co.jp/seihin/tooling/1-47.html
�V�@�\�𓋍ڂ��A�V�����J�����ꂽ�X�[�p�[�L�[���X�h���[���`���b�N�B
�]���̍H�Ɨp�L�[���X�h�����`���b�N�̌��_�ł�����
�u�t�]���H���ł��Ȃ��B�}��~���`���b�N���ɂށB
�傫�Ȑ؍�g���N�����������ꍇ�A��Ŋɂ߂邱�Ƃ��ł��Ȃ��B�v
�Ȃǂ̖��_�����ׂăN���A
Q �ʏ�̃n���h�����h�����`���b�N�̐��ɂ���
http://www.chuck.jp/tech/faq/index.htm
������Ȑ��i������܂�
http://www.yukiwa.co.jp/seihin/tooling/1-47.html
�V�@�\�𓋍ڂ��A�V�����J�����ꂽ�X�[�p�[�L�[���X�h���[���`���b�N�B
�]���̍H�Ɨp�L�[���X�h�����`���b�N�̌��_�ł�����
�u�t�]���H���ł��Ȃ��B�}��~���`���b�N���ɂށB
�傫�Ȑ؍�g���N�����������ꍇ�A��Ŋɂ߂邱�Ƃ��ł��Ȃ��B�v
�Ȃǂ̖��_�����ׂăN���A
412 �F���������R���N�F05/02/13 03:12:46 ID:zg+IhxCM
411�����肪�Ƃ��������܂��B��Ă��_����������
�w�����������悤�Ǝv���܂��B�F�l���肪�Ƃ��������܂����B
�w�����������悤�Ǝv���܂��B�F�l���肪�Ƃ��������܂����B
413 �F���������R���N�F05/02/13 08:00:27 ID:tzYV9we2
>411�@�㔼
�����Ă݂������ǁA����������ǂ���̐��\���ǂ����݂��̂���
�����Ă݂������ǁA����������ǂ���̐��\���ǂ����݂��̂���
414 �F ��st9j4J9d86 �F05/02/13 08:38:27 ID:YLpgpOuY
>>387�@���s�b�`�ƃl�W�̓��a����Ăѐ��@���o���ɂ�
�E�@�u�˂��Ăьa�v�Ƃ́A��ʂɂ́u���˂��̊O�a�v�̂��Ƃ������B
�E�@�u�˂����a�v�Ƃ́A��ʂɂ́u�߂˂��̉����a�v�̂��Ƃ������B
�E�@�u�s�b�`�v������A�˂��̋K�i�\����u�˂��Ăьa�Ƃ˂����a�̍��v������B
�E�@�u�˂����a�v�Ɠ����K�i���@�̂��̂��L��A���́u�˂��Ăьa�v���̗p����B
�E�@�u�K�i�v��������A�u�������˂����a�v�Ɂu�˂��Ăьa�Ƃ˂����a�̍��v��������B
�E�@�u�v�Z�ŏo�����˂��Ăьa�v�Ɓu�˂��s�b�`�v�������A���ꂪ�y �Ăѐ��@ �z�ƂȂ�B
���[�g�����ڂ˂������a
http://www.forming.co.jp/database/muwpuf/mcuf.html
http://www.forming.co.jp/database/index.html
�E�@�u�˂��Ăьa�v�Ƃ́A��ʂɂ́u���˂��̊O�a�v�̂��Ƃ������B
�E�@�u�˂����a�v�Ƃ́A��ʂɂ́u�߂˂��̉����a�v�̂��Ƃ������B
�E�@�u�s�b�`�v������A�˂��̋K�i�\����u�˂��Ăьa�Ƃ˂����a�̍��v������B
�E�@�u�˂����a�v�Ɠ����K�i���@�̂��̂��L��A���́u�˂��Ăьa�v���̗p����B
�E�@�u�K�i�v��������A�u�������˂����a�v�Ɂu�˂��Ăьa�Ƃ˂����a�̍��v��������B
�E�@�u�v�Z�ŏo�����˂��Ăьa�v�Ɓu�˂��s�b�`�v�������A���ꂪ�y �Ăѐ��@ �z�ƂȂ�B
���[�g�����ڂ˂������a
http://www.forming.co.jp/database/muwpuf/mcuf.html
http://www.forming.co.jp/database/index.html
415 �F���������R���N�F05/02/13 11:13:15 ID:q4j1Qkjv
>>410
�l�b�̂悤�ɂ��܂�h�����̌��������Ȃ��̂ł��������
�p�ɂɌ�������Ƃ��ׂ�h���������邵�A�����ۂłЂ�������
�t�]���Ĕ������Ƃ��ł��Ȃ�
�@�قǂقǂɒ��߂Ă����āA������������Ƃ��ׂ�悤�ɂ���
�e�N�������Ȃ�
�@�A�[�o�[����͂����̂��ł��Ȃ��i���@������Ȃ��j
�Ȃ̂ŃL�[���X�͌l�I�ɂ͌�����
�h�����ɂ���قǃt�����x������낤
�l�b�̂悤�ɂ��܂�h�����̌��������Ȃ��̂ł��������
�p�ɂɌ�������Ƃ��ׂ�h���������邵�A�����ۂłЂ�������
�t�]���Ĕ������Ƃ��ł��Ȃ�
�@�قǂقǂɒ��߂Ă����āA������������Ƃ��ׂ�悤�ɂ���
�e�N�������Ȃ�
�@�A�[�o�[����͂����̂��ł��Ȃ��i���@������Ȃ��j
�Ȃ̂ŃL�[���X�͌l�I�ɂ͌�����
�h�����ɂ���قǃt�����x������낤
416 �F387�F05/02/13 23:10:40 ID:WjS+pIFg
>>414
���ӂ��܂��B
���ӂ��܂��B
417 �F���������R���N�F05/02/13 23:33:13 ID:sHwacyFR
���i�Q�����|���v�̓f�o���ʂ͒i���ɔ�Ⴗ��B�́H
418 �F���������R���N�F05/02/13 23:44:56 ID:mNG/9OME
�g������ˁH
419 �F ��st9j4J9d86 �F05/02/14 10:21:19 ID:b8Okg9wL
>>387�@���s�b�`�ƃl�W�̓��a����Ăѐ��@���o���ɂ�
�u�@���[�g�����ڂ˂��i�����j�@�v
http://www.forming.co.jp/database/mupst/mcst.html
������̕\�̕����A���肵���˂��ƁA��r���Ղ����������m��܂���B
�E�@���[�g���˂����A�C���`�˂����A���̑��̂˂������A�T�d�ɗǂ��m���߂邱�ƁB
�E�@�C���`�˂��͓e���p�A���[�g���˂��̂l�T�ȏ�ɂ́A�Ăьa�ɒ[���͂Ȃ����ƁB
�E�@�I�X�˂��̎��ۂ̂˂����̊O�a�́A�Ăѐ��@���A��ɏ��������@�ł��邱�ƁB
�E�@���X�˂��̉����a�͋K�i���i�Ŗ������茻��C���ŁA�o���c�L�����݂��邱�ƁB
�E�@�\�̑�R���̋K�i�́A�K�i�Ƃ��Ă͑��݂��邪�A�قƂ�Ǘ��ʂ��Ă��Ȃ����ƁB
�ȂǂȂǂ̊�b�m������������ŁA���@�𑪂�ƁA�ԈႢ���N������Ǝv����B
�u�@���[�g�����ڂ˂��i�����j�@�v
http://www.forming.co.jp/database/mupst/mcst.html
������̕\�̕����A���肵���˂��ƁA��r���Ղ����������m��܂���B
�E�@���[�g���˂����A�C���`�˂����A���̑��̂˂������A�T�d�ɗǂ��m���߂邱�ƁB
�E�@�C���`�˂��͓e���p�A���[�g���˂��̂l�T�ȏ�ɂ́A�Ăьa�ɒ[���͂Ȃ����ƁB
�E�@�I�X�˂��̎��ۂ̂˂����̊O�a�́A�Ăѐ��@���A��ɏ��������@�ł��邱�ƁB
�E�@���X�˂��̉����a�͋K�i���i�Ŗ������茻��C���ŁA�o���c�L�����݂��邱�ƁB
�E�@�\�̑�R���̋K�i�́A�K�i�Ƃ��Ă͑��݂��邪�A�قƂ�Ǘ��ʂ��Ă��Ȃ����ƁB
�ȂǂȂǂ̊�b�m������������ŁA���@�𑪂�ƁA�ԈႢ���N������Ǝv����B
420 �F ��st9j4J9d86 �F05/02/14 12:59:27 ID:b8Okg9wL
>>417
���d�r�́u����ڑ��ƕ���ڑ��v�̈Ⴂ���l���Ă݂�A����Ǝv���B
���d�r�́u����ڑ��ƕ���ڑ��v�̈Ⴂ���l���Ă݂�A����Ǝv���B
421 �F���������R���N�F05/02/14 15:14:52 ID:vkLYOdR6
>417
���i�Q�����|���v�ł�
�i���Ɨg���̕������ւ��[��
http://www.tsurumipump.co.jp/catalog/pdf/tvmk.pdf
���[�J�[�̑I��}�����Ă��炤�Ƒ���
�i�������������@�S�g�����傫���Ȃ�
���i�Q�����|���v�ł�
�i���Ɨg���̕������ւ��[��
http://www.tsurumipump.co.jp/catalog/pdf/tvmk.pdf
���[�J�[�̑I��}�����Ă��炤�Ƒ���
�i�������������@�S�g�����傫���Ȃ�
422 �F���������R���N�F05/02/14 18:34:02 ID:UPafmzYv
������Ƃ������������̂ł����A
�S�~���̃X�e���̔i304)�ɂQ�l�̃^�b�v���R�~����Ȃ�������Ȃ���ł���
�ǂ������炢���ł��傤���H�@
�S�~���̃X�e���̔i304)�ɂQ�l�̃^�b�v���R�~����Ȃ�������Ȃ���ł���
�ǂ������炢���ł��傤���H�@
423 �F���������R���N�F05/02/14 18:56:32 ID:QbWi1DO2
�˂��肶�Ⴞ�߂Ȃ̂�
424 �F���������R���N�F05/02/14 19:23:13 ID:vkLYOdR6
>422
�҂�����3�~���łȂ��Ƃ��߂Ȃ̂��H
�҂�����3�~���łȂ��Ƃ��߂Ȃ̂��H
425 �F�i*�E�B�E*�j�F05/02/14 19:57:59 ID:6udK8+X2
426 �F���������R���N�F05/02/14 20:01:24 ID:YgzhOHxi
427 �F422�F05/02/14 20:14:42 ID:UPafmzYv
�o�J���ł̓_���Ȃ�ł��B
>>424
2.7����3�~���܂łȂ�ł��B�@���R�͂�����������������ł��B
�˂����S�~���炵���āA�P�~���̔�̕����~�߂���炵���ł��B
�܂����� orz
>>424
2.7����3�~���܂łȂ�ł��B�@���R�͂�����������������ł��B
�˂����S�~���炵���āA�P�~���̔�̕����~�߂���炵���ł��B
�܂����� orz
428 �F���������R���N�F05/02/14 20:30:58 ID:YgzhOHxi
>>427
�i�t���˂����o�������x�ł������ł��܂���`����VE��āB
�i�t���˂����o�������x�ł������ł��܂���`����VE��āB
429 �F���������R���N�F05/02/14 20:33:55 ID:HjlqmKXe
430 �F���������R���N�F05/02/14 21:10:26 ID:UPafmzYv
>>428
�\����܂��A�ڂ��������Ă��炦�܂����H
>>429
���ꂪ�A���肪���[�J�[�Őv�����l�͉��H�ǂ��킩���ĂȂ��݂����ŁA
���ꂪ�A�������ƌ����Ă��������Ă��炦�Ȃ���ł��B
�\����܂��A�ڂ��������Ă��炦�܂����H
>>429
���ꂪ�A���肪���[�J�[�Őv�����l�͉��H�ǂ��킩���ĂȂ��݂����ŁA
���ꂪ�A�������ƌ����Ă��������Ă��炦�Ȃ���ł��B
431 �F���������R���N�F05/02/14 22:03:03 ID:ePbwDVy6
>>422
�����������̗��ꂾ������Ƃ�������ʼn���Ȃ�A�A�A
�@�������H�̓h�������H��ɃG���h�~����ʂ��Č�����X�����`��
�@���R�`��ɕς��邱�Ƃʼn����̗L���[���������ł��҂��B
�A�w���J����ԋ@�\�t����MC�@������Ƃ����O���
�@http://www.noah-e.com/pdf/sts.pdf
�@���Ƃ��ā���9�y�[�W�ڂ�M2�p�J�b�^���g���Č��ꑤ����
�@���̌������Ɍ������ăw���J����Ԃɂăl�W����H���s���B
�@�i�_�E���J�b�g�Ȃ�y�|������{���Ɍ�������G03J**Z**�j
�@���̍ہA�A�v���[�`�ɔ�₷�y�������̈ړ��ʂ��ɗ͗}���邱�Ƃ�
�@����ꂽ�����[�����ł̃l�W�̗L���[�����҂��B
�@�i���s���S�l�W�����\�Ȍ���Z������j
�ƁA����ȂƂ���ł��傤��
�����������̗��ꂾ������Ƃ�������ʼn���Ȃ�A�A�A
�@�������H�̓h�������H��ɃG���h�~����ʂ��Č�����X�����`��
�@���R�`��ɕς��邱�Ƃʼn����̗L���[���������ł��҂��B
�A�w���J����ԋ@�\�t����MC�@������Ƃ����O���
�@http://www.noah-e.com/pdf/sts.pdf
�@���Ƃ��ā���9�y�[�W�ڂ�M2�p�J�b�^���g���Č��ꑤ����
�@���̌������Ɍ������ăw���J����Ԃɂăl�W����H���s���B
�@�i�_�E���J�b�g�Ȃ�y�|������{���Ɍ�������G03J**Z**�j
�@���̍ہA�A�v���[�`�ɔ�₷�y�������̈ړ��ʂ��ɗ͗}���邱�Ƃ�
�@����ꂽ�����[�����ł̃l�W�̗L���[�����҂��B
�@�i���s���S�l�W�����\�Ȍ���Z������j
�ƁA����ȂƂ���ł��傤��
432 �F���������R���N�F05/02/14 22:08:47 ID:ePbwDVy6
��9�y�[�W�ڂƂ����̂�PDF�t�@�C����ł�9/17�y�[�W��
�i�{������7�y�[�W�ڂɂȂ�܂��j
�i�{������7�y�[�W�ڂɂȂ�܂��j
433 �F�g���F05/02/14 22:12:14 ID:jj4ZAHhi
�댯���x���Ă̂͌ŗL�p�U�����̔{���܂��͓̈�A����ɎO���̈�{
�Ƃ��ł��������ł����H�ڂ��������ĉ�����
�����̕��̈ӌ�������Ȃ������ł�
�Ƃ��ł��������ł����H�ڂ��������ĉ�����
�����̕��̈ӌ�������Ȃ������ł�
434 �F���������R���N�F05/02/14 22:18:16 ID:UPafmzYv
>>431
�ǂ������肪�Ƃ��������܂��I
�@�̕��@�͐���Ɍ����Ă݂���ł����A�R�X�g��������ƌ����̂ŋp������܂����B�B
�A�̕��@�́A���Ђɂ��̂l�b�͂Ȃ��̂ŁA���̕��@�̕����ŋ��͍H��ɂ������Ă݂܂��B
�ǂ������肪�Ƃ��������܂��I
�@�̕��@�͐���Ɍ����Ă݂���ł����A�R�X�g��������ƌ����̂ŋp������܂����B�B
�A�̕��@�́A���Ђɂ��̂l�b�͂Ȃ��̂ŁA���̕��@�̕����ŋ��͍H��ɂ������Ă݂܂��B
435 �F���������R���N�F05/02/14 22:29:26 ID:YgzhOHxi
>>430,>>434
����Ȃ��
ttp://www.mol.ne.jp/face/fa/pdf/441.pdf
����ȂƂ���ɗ��ق���������ˁH
ttp://www.nsmr.jp/nc_screw/index.html
ttp://www.satoss.co.jp/index.html
���Ęb���������c�G���h�~���ʼn�点�Ă����炦�Ȃ��̂��B
����Ȃ��
ttp://www.mol.ne.jp/face/fa/pdf/441.pdf
����ȂƂ���ɗ��ق���������ˁH
ttp://www.nsmr.jp/nc_screw/index.html
ttp://www.satoss.co.jp/index.html
���Ęb���������c�G���h�~���ʼn�点�Ă����炦�Ȃ��̂��B
436 �F���������R���N�F05/02/14 23:12:30 ID:ePbwDVy6
>>434
������ƐS�z�Ȃ̂ʼn����X���⑫���E�E�E
>>426
>M2�k�L��1mm�����l�W���˂����݁A�A���S���ł������Ă��瓪����
����͈�U�A�ђʌ��Ƃ��ă��l�W�����H������A�I�l�W���i�������́j���ꑤ
����1mm���ꂽ��Ԃŗn�ڂ��I�l�W�̓��������A�Ƃ������@�B
>>428,>>435
���̕��@�̓l���W���ł͂Ȃ��I�l�W���Ɋւ�����P�����߂�ӌ��ł��ˁB
�ȏ�A������i���H���郁�l�W�̌����j��������Ȃ��̂�
���̏ꍇ�͂ǂꂪ�����ɂȂ�̂����f�ł��܂��E�E�E�B
������ƐS�z�Ȃ̂ʼn����X���⑫���E�E�E
>>426
>M2�k�L��1mm�����l�W���˂����݁A�A���S���ł������Ă��瓪����
����͈�U�A�ђʌ��Ƃ��ă��l�W�����H������A�I�l�W���i�������́j���ꑤ
����1mm���ꂽ��Ԃŗn�ڂ��I�l�W�̓��������A�Ƃ������@�B
>>428,>>435
���̕��@�̓l���W���ł͂Ȃ��I�l�W���Ɋւ�����P�����߂�ӌ��ł��ˁB
�ȏ�A������i���H���郁�l�W�̌����j��������Ȃ��̂�
���̏ꍇ�͂ǂꂪ�����ɂȂ�̂����f�ł��܂��E�E�E�B
437 �F���������R���N�F05/02/15 00:31:13 ID:VgV/W/OR
������B
�x�A�����O�ɂ��ċ����ĉ������B
�m�r�j�̃e�N�j�J�����|�[�g��ǂ̂ł����A
http://www.jp.nsk.com/tech-support/manual/tec_report/05/05_8.html
�̕����ŋ^�₪����܂��B
���ւƊO�ւƂ̌X���p���傫���Ȃ�ƁA�ő�]���̉d����������Ƃ̎��ł����A
���̐}�Q�ɂ��ƌX���p���O�ɋ߂Â��ƍő�]���̉d���O�ɂȂ��Ă��܂��܂��H
���W�A���d���|�����Ă���̂ɂ���Ȗ��ł���ˁH
�x�A�����O�ɂ��ċ����ĉ������B
�m�r�j�̃e�N�j�J�����|�[�g��ǂ̂ł����A
http://www.jp.nsk.com/tech-support/manual/tec_report/05/05_8.html
�̕����ŋ^�₪����܂��B
���ւƊO�ւƂ̌X���p���傫���Ȃ�ƁA�ő�]���̉d����������Ƃ̎��ł����A
���̐}�Q�ɂ��ƌX���p���O�ɋ߂Â��ƍő�]���̉d���O�ɂȂ��Ă��܂��܂��H
���W�A���d���|�����Ă���̂ɂ���Ȗ��ł���ˁH
438 �F���������R���N�F05/02/15 03:27:06 ID:pELFYRS/
���₪����܂��B
��]����A�[���̐�[�ɃG�A�������������A�����̓d���o���u
������K�v������̂ł����A��]����̂ʼn�]�����̃R�l�N�^��
�ǂ���������Y��ł��܂��B�G�A�̓��[�^���J�v�����g�����Ǝv��
�Ă��܂����A�z���̓u���V�ŃR���^�N�g������̂����ʂł��傤���H
��]����A�[���̐�[�ɃG�A�������������A�����̓d���o���u
������K�v������̂ł����A��]����̂ʼn�]�����̃R�l�N�^��
�ǂ���������Y��ł��܂��B�G�A�̓��[�^���J�v�����g�����Ǝv��
�Ă��܂����A�z���̓u���V�ŃR���^�N�g������̂����ʂł��傤���H
439 �F���������R���N�F05/02/15 05:26:10 ID:3S4qknZk
>>438
���ʂł͂Ȃ��Ǝv���B
�K�v�Ȍn�����̃��[�^���[�W���C���g���g�p���ēd���ق͉�]���Ȃ����ɐݒu�B
�d���ق��g�킸���[�^���[�J���o���u�삷��B
�ǂ����Ă��K�v�Ȃ�Γd���ق���]�̂ɍڂ���B
���o�A�u���V�̌����A�̏�̋����̑�Ȃǂ��l���Đv����B
���ʂł͂Ȃ��Ǝv���B
�K�v�Ȍn�����̃��[�^���[�W���C���g���g�p���ēd���ق͉�]���Ȃ����ɐݒu�B
�d���ق��g�킸���[�^���[�J���o���u�삷��B
�ǂ����Ă��K�v�Ȃ�Γd���ق���]�̂ɍڂ���B
���o�A�u���V�̌����A�̏�̋����̑�Ȃǂ��l���Đv����B
440 �F���������R���N�F05/02/15 07:44:00 ID:g4dLCbYH
>>438
ttp://www.takagishokai.co.jp/jyouhous/image/78pdf/78J01.pdf
ttp://www.solton.co.jp/productguide/rotary/merco_top/merco_1/index.html
��ʒu�ŒP���ȓ��삳���邾���Ȃ�A�A�[�����͊ȒP�ɂ��ĊO����V�����_�ł���������o���ق����v�y�����B
ttp://www.takagishokai.co.jp/jyouhous/image/78pdf/78J01.pdf
ttp://www.solton.co.jp/productguide/rotary/merco_top/merco_1/index.html
��ʒu�ŒP���ȓ��삳���邾���Ȃ�A�A�[�����͊ȒP�ɂ��ĊO����V�����_�ł���������o���ق����v�y�����B
441 �F���������R���N�F05/02/15 08:14:02 ID:EEuPzMJ9
>>438
�G�A�͌����݂̂̂P�n���Ƃ��Đ�����͂S�c����ΊȒP�ɂł��܂��B
�S�c��DC24V�Q�c�ƃV���A���`���Q�c�Ƃ������Ƃł��B���̂悤�ɃZ�b�g
���ꂽ���[�^���W���C���g���s�̂���Ă܂��B���̕��@�ōő�1024�_��
���o�͍�����������B100�_�ȏ�̃R���g���[�������ۂɂ���Ă܂��B
�G�A�͌����݂̂̂P�n���Ƃ��Đ�����͂S�c����ΊȒP�ɂł��܂��B
�S�c��DC24V�Q�c�ƃV���A���`���Q�c�Ƃ������Ƃł��B���̂悤�ɃZ�b�g
���ꂽ���[�^���W���C���g���s�̂���Ă܂��B���̕��@�ōő�1024�_��
���o�͍�����������B100�_�ȏ�̃R���g���[�������ۂɂ���Ă܂��B
442 �F���������R���N�F05/02/15 22:31:00 ID:CFQoPEsb
>>437
���W�A���d�Ƃ��A�L�V�A���d�͑S���l���ĂȂ��̂悗�A���[�����g�̂ݍ�p����ꍇ�̃f�[�^
��������������܂ɉ������p�����ܕ��X���ď��߂ē]���̉d����������O���t�ɂȂ��Ă�ł���
���[�����g�݂̂���S�����p��������ˁA�������p�I�Ȑv�Ȃ�������Ƃ̖����������̐l��
�e�N�j�J�����|�[�g�ɍڂ��邽�߂����ɔ]���ő�ޔP��o�����Ǝv�͂�܂@���肪���Șb
���W�A���d�Ƃ��A�L�V�A���d�͑S���l���ĂȂ��̂悗�A���[�����g�̂ݍ�p����ꍇ�̃f�[�^
��������������܂ɉ������p�����ܕ��X���ď��߂ē]���̉d����������O���t�ɂȂ��Ă�ł���
���[�����g�݂̂���S�����p��������ˁA�������p�I�Ȑv�Ȃ�������Ƃ̖����������̐l��
�e�N�j�J�����|�[�g�ɍڂ��邽�߂����ɔ]���ő�ޔP��o�����Ǝv�͂�܂@���肪���Șb
443 �F���������R���N�F05/02/15 22:42:47 ID:zpK4N/uR
�ق�܂����H
444 �F���������R���N�F05/02/15 22:56:51 ID:PuNLGgXT
>>442
�]���莲��̓]���̉d���āw�d�ˍ��킹�̗��x�͓K�p�ł��Ȃ��̂ł��傤���H
�]���莲��̓]���̉d���āw�d�ˍ��킹�̗��x�͓K�p�ł��Ȃ��̂ł��傤���H
445 �F���������R���N�F05/02/16 00:13:16 ID:LDnP0Sna
�߁@�ޗ��̎��Ȃ牽�ł������ĉ������I�i�Q�j�@��
http://science3.2ch.net/test/read.cgi/kikai/1098580279
����U������Ă��܂����B
--
�^�j���j�̃J�^���O�ɂ���ȋL�q������܂����B
�wS45C-D�̍ޗ��́A�������݂����ނ̂��߁A�p�ޕ\�ʂɒE�Y�w�i0.5mm���x�j������A
���ʂ��ē��ꂵ���ꍇ�A�p�ޕ\�ʂ̕\�ʍd�x���オ��܂���B�d�x����͎��ʂő��肵�Ă��������B�x
�����őf�p�Ȏ���ł��B
���������݂����ޕ\�ʂɂ͒E�Y�w�i0.5mm���x�j����ɂ�����̂Ȃ̂ł��傤���B
�����̒E�Y�w�͂ǂ̍H���Ő��������̂ł��傤���B
�i�����H�����A�������H�����A����Ƃ����̔M�����H�����j
�����H�����̉��M���ɒE�Y���ꂽ�̂��Ō�܂ň��������Ă��Ă���̂��ȂƐ��肵�Ă��܂����A
�m���ȂƂ��������������
http://science3.2ch.net/test/read.cgi/kikai/1098580279
����U������Ă��܂����B
--
�^�j���j�̃J�^���O�ɂ���ȋL�q������܂����B
�wS45C-D�̍ޗ��́A�������݂����ނ̂��߁A�p�ޕ\�ʂɒE�Y�w�i0.5mm���x�j������A
���ʂ��ē��ꂵ���ꍇ�A�p�ޕ\�ʂ̕\�ʍd�x���オ��܂���B�d�x����͎��ʂő��肵�Ă��������B�x
�����őf�p�Ȏ���ł��B
���������݂����ޕ\�ʂɂ͒E�Y�w�i0.5mm���x�j����ɂ�����̂Ȃ̂ł��傤���B
�����̒E�Y�w�͂ǂ̍H���Ő��������̂ł��傤���B
�i�����H�����A�������H�����A����Ƃ����̔M�����H�����j
�����H�����̉��M���ɒE�Y���ꂽ�̂��Ō�܂ň��������Ă��Ă���̂��ȂƐ��肵�Ă��܂����A
�m���ȂƂ��������������
446 �F���������R���N�F05/02/16 09:38:37 ID:qIgA+4MZ
�����ɂ������悤�ȋL�q������ˁB
ttp://www.calsmall.ne.jp/KGCat/KgGaiyoRacks.html
��S45C�̃��b�N�f�ނ͈��������ނ̂��ߕ\�ʂɒE�Y�w������A���������g�ē���������ꍇ�ɕ\�ʂ̍d�x���オ��Ȃ����Ƃ�����܂��B
���܂��A�c�A�Ȃ��肪���������s�b�`�̕ω��̌����ƂȂ�܂�
ttp://www.calsmall.ne.jp/KGCat/KgGaiyoRacks.html
��S45C�̃��b�N�f�ނ͈��������ނ̂��ߕ\�ʂɒE�Y�w������A���������g�ē���������ꍇ�ɕ\�ʂ̍d�x���オ��Ȃ����Ƃ�����܂��B
���܂��A�c�A�Ȃ��肪���������s�b�`�̕ω��̌����ƂȂ�܂�
447 �F���������R���N�F05/02/16 11:41:08 ID:vl/r0vZc
>445
����̔M���|������������ނ����ꍇ��
�E�Y�w���c���Ă���\��������̂����H
�_�ː��|����̎�����ǂތ���ł͔M�Ԉ���������
http://www.kobelco.co.jp/technology-review/pdf/51_3/036-039.pdf
����̔M���|������������ނ����ꍇ��
�E�Y�w���c���Ă���\��������̂����H
�_�ː��|����̎�����ǂތ���ł͔M�Ԉ���������
http://www.kobelco.co.jp/technology-review/pdf/51_3/036-039.pdf
448 �F���������R���N�F05/02/16 19:32:43 ID:EScHRhwS
���̂����������̎�������܂�,�����Ă�������.
�t�̂�,
��d�ׂ���ǂ̂悤�ɖ��x�����߂�̂ł��傤�����
������������.��
�t�̂�,
��d�ׂ���ǂ̂悤�ɖ��x�����߂�̂ł��傤�����
������������.��
449 �F���������R���N�F05/02/17 01:59:46 ID:WDTf5aQg
�̐όv��H
450 �F���������R���N�F05/02/17 02:36:04 ID:p79sTUHq
�t�F���C�g�R�A�̂悤�ȃt�F���C�g�����Č��̂�������H���邱�Ƃ͉\�ł��傤���B
�\�ł���A�ǂ̂悤�Ȏ�ނ̎����g���̂ł��傤���H
�_�C���H
�\�ł���A�ǂ̂悤�Ȏ�ނ̎����g���̂ł��傤���H
�_�C���H
451 �F���������R���N�F05/02/17 06:12:55 ID:abWhtk7s
>>448
g�@�l��������������ł���A��̑O�̍H�ƒP�ʂł̖��x���߂�Ȃ�
g�@�l��������������ł���A��̑O�̍H�ƒP�ʂł̖��x���߂�Ȃ�
452 �F���������R���N�F05/02/17 21:49:49 ID:CBbDy/kr
>>448
���������H
���������H
453 �F���������R���N�F05/02/17 22:09:23 ID:SCkjdm4U
>448
������蕗�C�ɂ����Ă���Ƌ}�ɂ킩���B����B
������蕗�C�ɂ����Ă���Ƌ}�ɂ킩���B����B
454 �F���������R���N�F05/02/17 22:36:42 ID:Hj1ncyYD
>>453
���ꂩ
http://backno.mag2.com/reader/BackBody?id=200010130000000000046152000
http://fleshwords.at.infoseek.co.jp/dt/dt056.htm
���ꂩ
http://backno.mag2.com/reader/BackBody?id=200010130000000000046152000
http://fleshwords.at.infoseek.co.jp/dt/dt056.htm
455 �F���������R���N�F05/02/18 08:45:41 ID:T9LiPxuM
>>453
���̌�X�g���[�L���O���Ȃ��������ہB
���̌�X�g���[�L���O���Ȃ��������ہB
456 �F���������R���N�F05/02/18 09:55:34 ID:sRQC4VAc
�G�E�[���J!!
�G�E�[���J!!
�G�E�[���J!!
457 �F���������R���N�F05/02/19 10:52:49 ID:F6RcKQXG
�����B�@���Ƃ����ߑa�B(�P���P�G)�I
458 �F���������R���N�F05/02/19 14:26:04 ID:a+gU+89l
>>448
�y��d�z���镨���̎��ʂƁA����Ɠ��̐ς̐ێ��S���̏������̎��ʂƂ̔�B
��A4���̐����P���b�g������1000���B15���̓������P���b�g����780������840��
���̏ꍇ�͔�d�i15/4���j�F0.78�`0.84�Ƃ������ƂɂȂ�B
���x�̒�`�͎��ʁ^�̐ρ@�E�E�E�@���x�����ʁ^�̐�[���^����3]
�t�̂��S���̎��ɑ�������d�ł���Ζ��x�Ɣ�d�̐��l�͓���ƂȂ�B
��d�𑪂������̉t�̉��x���L�^���Ă���A���̉��x�ω��ɂ�閧�x�ω��������s���悢�B
���̖��x�ω��i�Q�l�j
http://subsite.icu.ac.jp/people/yoshino/H20abnormal.html
http://www.bio.mie-u.ac.jp/junkan/busshitsu/lab5/japanese/lecture/04extxt/04chap1b.pdf
http://www.con-pro.net/readings/water/doc0008.html
�y��d�z���镨���̎��ʂƁA����Ɠ��̐ς̐ێ��S���̏������̎��ʂƂ̔�B
��A4���̐����P���b�g������1000���B15���̓������P���b�g����780������840��
���̏ꍇ�͔�d�i15/4���j�F0.78�`0.84�Ƃ������ƂɂȂ�B
���x�̒�`�͎��ʁ^�̐ρ@�E�E�E�@���x�����ʁ^�̐�[���^����3]
�t�̂��S���̎��ɑ�������d�ł���Ζ��x�Ɣ�d�̐��l�͓���ƂȂ�B
��d�𑪂������̉t�̉��x���L�^���Ă���A���̉��x�ω��ɂ�閧�x�ω��������s���悢�B
���̖��x�ω��i�Q�l�j
http://subsite.icu.ac.jp/people/yoshino/H20abnormal.html
http://www.bio.mie-u.ac.jp/junkan/busshitsu/lab5/japanese/lecture/04extxt/04chap1b.pdf
http://www.con-pro.net/readings/water/doc0008.html
�S�����ԈႦ���B
��d�̒�`�����łɂS���̏�����������A���ꉷ�x�ł͖��x���l����d���l���B
��͕K�v�Ȃ������B
��d�̒�`�����łɂS���̏�����������A���ꉷ�x�ł͖��x���l����d���l���B
��͕K�v�Ȃ������B
460 �F���H���F05/02/19 21:58:05 ID:8YQ4jDPW
���炵�܂��B
���j�t�@�C�l�W�Ȃ�ł����ǁA�i�R�E�P/4-16�t�m-2�`�j���Đ}�ʂɏ����Ă���̂ł�����
�P�U�R�ł����̂�����܂���B���̌��-�Q�`���ĂȂ�R�����ł����ׂĂ�����܂���
�O�`�l�W�ł����njv���͕��ʂ̃l�W�}�C�N���ł����̂��ȁH���̎��̗L���a������܂���
�K�i�ꗗ�\���Ă���������܂���B�킩��܂����H
���j�t�@�C�l�W�Ȃ�ł����ǁA�i�R�E�P/4-16�t�m-2�`�j���Đ}�ʂɏ����Ă���̂ł�����
�P�U�R�ł����̂�����܂���B���̌��-�Q�`���ĂȂ�R�����ł����ׂĂ�����܂���
�O�`�l�W�ł����njv���͕��ʂ̃l�W�}�C�N���ł����̂��ȁH���̎��̗L���a������܂���
�K�i�ꗗ�\���Ă���������܂���B�킩��܂����H
461 �F���������R���N�F05/02/19 23:55:04 ID:GbFosPXZ
�˂��̓�������Ȃ���������
���Ăɂ��Ȃ��łˁA���ׂĂȂ�����
���Ăɂ��Ȃ��łˁA���ׂĂȂ�����
462 �F���������R���N�F05/02/20 00:23:38 ID:G/U8l6rG
�����ŋX�����悤�ł��B
�������������Ăď��߂Ēm��܂��������j�t�@�C�l�W�ɂ��Ă̎��₪�B
http://216.239.63.104/search?q=cache:a2TxXBcE4rwJ:mori.nc-net.or.jp/fQA.php%3Fcid%3D140%26qid%3D8432%26num%3D1%26qkey%3D2328n3D372F1n1i1b1B0k0M00+%E3%83%A6%E3%83%8B%E3%83%95%E3%82%A1%E3%82%A4%E3%83%8D%E3%82%B8%E3%80%80%E8%A6%8F%E6%A0%BC&hl=ja
�����̉��火�̃y�[�W�ɒH��t���܂����B
���{�H�ƕW��������
ttp://www.jisc.go.jp/
�́w�f�[�^�x�[�X�x���w�i�h�r�����x�ŁA�K�i�ԍ����͗��ɁwB0210�x�i���j�t�@�C���ڂ˂��̋��e���E���@�y�ь����j
����͂��Č������Ă݂ĉ������B�]�k�ł���B��0210�̊ԂɃX�y�[�X������ƃG���[�ɂȂ�܂���
PDF�t�@�C���ł����{���̂݉\(�_�E�����[�h�͕s��)�ł��B
�������������Ăď��߂Ēm��܂��������j�t�@�C�l�W�ɂ��Ă̎��₪�B
http://216.239.63.104/search?q=cache:a2TxXBcE4rwJ:mori.nc-net.or.jp/fQA.php%3Fcid%3D140%26qid%3D8432%26num%3D1%26qkey%3D2328n3D372F1n1i1b1B0k0M00+%E3%83%A6%E3%83%8B%E3%83%95%E3%82%A1%E3%82%A4%E3%83%8D%E3%82%B8%E3%80%80%E8%A6%8F%E6%A0%BC&hl=ja
�����̉��火�̃y�[�W�ɒH��t���܂����B
���{�H�ƕW��������
ttp://www.jisc.go.jp/
�́w�f�[�^�x�[�X�x���w�i�h�r�����x�ŁA�K�i�ԍ����͗��ɁwB0210�x�i���j�t�@�C���ڂ˂��̋��e���E���@�y�ь����j
����͂��Č������Ă݂ĉ������B�]�k�ł���B��0210�̊ԂɃX�y�[�X������ƃG���[�ɂȂ�܂���
PDF�t�@�C���ł����{���̂݉\(�_�E�����[�h�͕s��)�ł��B
���A���Ń_�E�����[�h�͕s�A�Ə����܂�����
��x���̃y�[�W���J���Ă��܂��Ό��
������@�Ō��鎖���o����݂����ł��˂�
��x���̃y�[�W���J���Ă��܂��Ό��
������@�Ō��鎖���o����݂����ł��˂�
464 �F���������R���N�F05/02/20 00:32:27 ID:JR6Eq9E3
465 �F���������R���N�F05/02/20 00:51:27 ID:LOv9ebX1
>>460�����߂Ă���l�W��UN�ł�����UNC�ł�UNF�ł��Ȃ��̂�>>462�͎c�O�B
3�E1/4-16�t�m-2�`
�u-2A�v��2�̓l�W�̓����B���[�g���l�W�Ƃ͋t��1���2�A2���3�̕������x�͌������Ȃ�B
�u-2A�v��A�͊O�a�l�W�i�I�l�W�j�ł��邱�Ƃ������B���Ȃ݂ɓ��a�l�W�i���l�W�j��B�B
�u3�E1/4�v�̓l�W�̌Ăьa���C���`�\���������́B
�u-16�v��1�C���`������̎R���������B
http://www.efunda.com/DesignStandards/screws/unified.cfm?start=575&finish=687
������������
�O�a3.2483"�`3.2389"�i��82.506�o�`82.268�o�j�A�L���a3.2077"�`3.2021"�i81.475�o�`81.333�o�j
���炢�ɉ��H���Ƃ���OK����Ȃ��́B�l�W�R�p�x��60���ˁB
3�E1/4-16�t�m-2�`
�u-2A�v��2�̓l�W�̓����B���[�g���l�W�Ƃ͋t��1���2�A2���3�̕������x�͌������Ȃ�B
�u-2A�v��A�͊O�a�l�W�i�I�l�W�j�ł��邱�Ƃ������B���Ȃ݂ɓ��a�l�W�i���l�W�j��B�B
�u3�E1/4�v�̓l�W�̌Ăьa���C���`�\���������́B
�u-16�v��1�C���`������̎R���������B
http://www.efunda.com/DesignStandards/screws/unified.cfm?start=575&finish=687
������������
�O�a3.2483"�`3.2389"�i��82.506�o�`82.268�o�j�A�L���a3.2077"�`3.2021"�i81.475�o�`81.333�o�j
���炢�ɉ��H���Ƃ���OK����Ȃ��́B�l�W�R�p�x��60���ˁB
466 �F���������R���N�F05/02/20 01:03:27 ID:RQ2dB3cY
�@���P�O�̃G���h�~�����g���̂ɁA��p�̃z���_�[�̍w�����l���Ă��܂��B
�˂��o���͂R�O�~�����x�ŁA�f�ނ̓O���t�@�C�g�ł��B�@�B��BT-40�ł��B
���₷�����獄���͍l���Ȃ��ėǂ��Ǝv���̂ŁA�n�C�h�������ʂ̃z���_�[
���ǂ��炪�ǂ����A�A�h�o�C�X���������B�i�ǂ�������x�͂���Ȃ�ɂ��邾
�낤����l�i���m�肽���ł��B�j���݂�BT40-HMC32-90�Ƃ����z���_�[�g����
���܂��B�Ԃ�������������̂ŁA�V�����N�U�ꂪ0.05����܂��B�V�i�͂���
���ǂ��Ǝv���̂ŁA���[�J�[�͂ǂ��ł��ǂ��̂ł�낵�����肢���܂��B
�˂��o���͂R�O�~�����x�ŁA�f�ނ̓O���t�@�C�g�ł��B�@�B��BT-40�ł��B
���₷�����獄���͍l���Ȃ��ėǂ��Ǝv���̂ŁA�n�C�h�������ʂ̃z���_�[
���ǂ��炪�ǂ����A�A�h�o�C�X���������B�i�ǂ�������x�͂���Ȃ�ɂ��邾
�낤����l�i���m�肽���ł��B�j���݂�BT40-HMC32-90�Ƃ����z���_�[�g����
���܂��B�Ԃ�������������̂ŁA�V�����N�U�ꂪ0.05����܂��B�V�i�͂���
���ǂ��Ǝv���̂ŁA���[�J�[�͂ǂ��ł��ǂ��̂ł�낵�����肢���܂��B
467 �F���������R���N�F05/02/20 06:42:18 ID:LKxLWVHv
��������肢���܂��B
�u�L�[�V�[�^�[�v�Ɓu�X���b�^�[�v�Ɓu�u���[�`�v�͂ǂ��Ⴄ�̂ł��傤���H
��O�A�������Ȃ̂ŏڂ�������������܂���B
�u�L�[�V�[�^�[�v�Ɓu�X���b�^�[�v�Ɓu�u���[�`�v�͂ǂ��Ⴄ�̂ł��傤���H
��O�A�������Ȃ̂ŏڂ�������������܂���B
468 �F���H���F05/02/20 10:58:56 ID:L02jwrKG
�ǂ������肪�Ƃ��������܂����B
469 �F���������R���N�F05/02/20 11:06:16 ID:38buInLs
�X���b�^�[�@
���^�����V���O���o�C�g�̃X�g���[�N�^���ŁA�L�[��X�v���C���A�Z���[�V����
�������H������́B
�����b�g�i��A�ʒu���킹�̃V�r�A�ȕ����̉��H�ɓK���Ă܂��B
�u���[�`
�ꔭ����������H�I���I�@���Ă��́B
�H��̂���p�i�ɂȂ�̂ŁA������x��������Ȃ��ƍ̎Z���E�E�E
���H���Ԃ��Z���̂ŁA�ʎY�����ł��B
�I�[�g���[�_�[�ł̉��H���\�ł��B
�L�[�V�[�^�[
�悭�������Ă܂��A��L2�_�����킹���悤�Ȃ��́H
�X�g���[�N���H�@�ŁA�ǂ��炩�ƌ����Əd�؍�����ł����ȁH
���^�����V���O���o�C�g�̃X�g���[�N�^���ŁA�L�[��X�v���C���A�Z���[�V����
�������H������́B
�����b�g�i��A�ʒu���킹�̃V�r�A�ȕ����̉��H�ɓK���Ă܂��B
�u���[�`
�ꔭ����������H�I���I�@���Ă��́B
�H��̂���p�i�ɂȂ�̂ŁA������x��������Ȃ��ƍ̎Z���E�E�E
���H���Ԃ��Z���̂ŁA�ʎY�����ł��B
�I�[�g���[�_�[�ł̉��H���\�ł��B
�L�[�V�[�^�[
�悭�������Ă܂��A��L2�_�����킹���悤�Ȃ��́H
�X�g���[�N���H�@�ŁA�ǂ��炩�ƌ����Əd�؍�����ł����ȁH
470 �F���������R���N�F05/02/20 15:38:37 ID:YUGXLPmL
���Ă܂���
�y�ň��z �yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�y�ň��z �yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
471 �F���������R���N�F05/02/20 17:22:31 ID:UiISHRXp
���炵�܂��B
���x�b�g���g���Ď����ނƋ����̔��Œ肵�����ƍl���Ă܂��B
���x�b�g�̒����͂ɂ���Ď����͂킸���Ȃ���ɃN���[�v�ό`����Ǝv���̂ł����A
���̍ۂ̎����̕ό`���A�ǂ�ȕ��ɂȂ�̂���������܂���B
���x�b�g�̓����זv����悤�ȕό`�ɂȂ�̂��A�܂����x�b�g�a�ƃ��x�b�g���a�Ƃ̌��Ԃ�
���܂��Ă����悤�ȕό`�ɂȂ�̂��A���������ǂ�Ȋ����ɂȂ�̂ł��傤���H
�܂��A�����͂͏������キ�Ȃ邱�Ƃ͂����Ă������Ȃ邱�Ƃ͂Ȃ��Ǝv���܂����A
�����̕ό`�������͂ɂǂ̂悤�ɉe�����邩�A�����Ă��������Ȃ��ł��傤���B
���x�b�g�́��̂悤�ȃG�A�[���x�b�^�[�ŌŒ肷��^�C�v���g���܂��B
ttp://www.okanokiki.co.jp/gijutsu/kougu/23.htm
��낵�����˂������܂��B
���x�b�g���g���Ď����ނƋ����̔��Œ肵�����ƍl���Ă܂��B
���x�b�g�̒����͂ɂ���Ď����͂킸���Ȃ���ɃN���[�v�ό`����Ǝv���̂ł����A
���̍ۂ̎����̕ό`���A�ǂ�ȕ��ɂȂ�̂���������܂���B
���x�b�g�̓����זv����悤�ȕό`�ɂȂ�̂��A�܂����x�b�g�a�ƃ��x�b�g���a�Ƃ̌��Ԃ�
���܂��Ă����悤�ȕό`�ɂȂ�̂��A���������ǂ�Ȋ����ɂȂ�̂ł��傤���H
�܂��A�����͂͏������キ�Ȃ邱�Ƃ͂����Ă������Ȃ邱�Ƃ͂Ȃ��Ǝv���܂����A
�����̕ό`�������͂ɂǂ̂悤�ɉe�����邩�A�����Ă��������Ȃ��ł��傤���B
���x�b�g�́��̂悤�ȃG�A�[���x�b�^�[�ŌŒ肷��^�C�v���g���܂��B
ttp://www.okanokiki.co.jp/gijutsu/kougu/23.htm
��낵�����˂������܂��B
472 �F���������R���N�F05/02/20 20:54:52 ID:WsOr95Cu
473 �F���������R���N�F05/02/21 08:54:13 ID:chUKB41R
474 �F���������R���N�F05/02/21 10:23:27 ID:LhmFhuUc
475 �F���������R���N�F05/02/21 15:48:09 ID:qlgh6eVJ
�z�ǂ̉��͌v�Z�ł���v�Z�\�t�g���ق����̂ł����i���}�j
476 �F���������R���N�F05/02/21 16:01:56 ID:Ln6OL/bJ
>>466
�@�B���i�̉��H�Ȃ�A������ƍl�����R���b�g�z���_�[�g���Ă܂��B
��[���ׂ��āA�����̋N�����ɂ�������B���x���債�ĕK�v�Ȃ����B
���x���K�v�Ȃ�A�n�C�h���`���b�N�ł��傤�B�R���b�g�ɂ�鐸�x�ቺ�������B
���i�́A�n�C�h���`���b�N�g�������ƂȂ���ŁA�킩��܂���B�H�����ɕ����Ă݂Ă��������B
�R���b�g��Ȃ���A���ʂ̃~�[�����O�`���b�N���������������邯�ǁB
���Ȃ݂ɁA���̉�Ђ͂a�h�f��W���I�Ɏg���Ă܂��B
�@�B���i�̉��H�Ȃ�A������ƍl�����R���b�g�z���_�[�g���Ă܂��B
��[���ׂ��āA�����̋N�����ɂ�������B���x���債�ĕK�v�Ȃ����B
���x���K�v�Ȃ�A�n�C�h���`���b�N�ł��傤�B�R���b�g�ɂ�鐸�x�ቺ�������B
���i�́A�n�C�h���`���b�N�g�������ƂȂ���ŁA�킩��܂���B�H�����ɕ����Ă݂Ă��������B
�R���b�g��Ȃ���A���ʂ̃~�[�����O�`���b�N���������������邯�ǁB
���Ȃ݂ɁA���̉�Ђ͂a�h�f��W���I�Ɏg���Ă܂��B
477 �F���������R���N�F05/02/21 17:27:20 ID:chUKB41R
478 �F���������R���N�F05/02/22 23:29:52 ID:X3Pc3RNP
���ς��Ȏ���ł��݂܂���B�悻�̉�Ђɋ@�B��u�����Ă��炢�����̂ł����A
���ݗ��Ƃ��ću�P���Ƃ���������݂����Ȃ̂͂����ł��傤���B2000�~2000��
�傫���̂m�b��u�����Ă��炢�����̂ł����A�����Ƃ��Ăǂ̂��炢���������̂�
�킩��l�������狳���ĉ������B���R�A�n�捷�Ƃ��������̂�����ł��傤����A����
�����������ԓ��Ō��\�Ȃ̂ŁA�X�������肢�v���܂��B
���ݗ��Ƃ��ću�P���Ƃ���������݂����Ȃ̂͂����ł��傤���B2000�~2000��
�傫���̂m�b��u�����Ă��炢�����̂ł����A�����Ƃ��Ăǂ̂��炢���������̂�
�킩��l�������狳���ĉ������B���R�A�n�捷�Ƃ��������̂�����ł��傤����A����
�����������ԓ��Ō��\�Ȃ̂ŁA�X�������肢�v���܂��B
479 �F�Y���F05/02/23 05:15:30 ID:xz+Xy4RF
20��
�������n��
�Z�p�E�͖��o��
�A�E�ɂ����ĉc�Ƃ̐E��őI��œ��肪�ł��̂ł����A
�Z�p�Ј��Ƃ��Ĉ�Ă����Ƃ̂���
[CAD PAC] [I-CAD]���g�p�����@�B�v�Ɛ���
��̓I�ɂ͗��ʃZ���T�[������݂����ł��B
���w�͈��������܂ŁA������0�E�Z�p�i�w�Z�̎��Ɓj��0�ł��B
�����Ɍ����܂������u�N�ɂ̓K�b�c�����邩����v�v�ƌ����
�u��������Ă邩��v�ƌ����Ă����̂ł����A
[CAD PAC] [I-CAD]���g�p���Đv���A
���i�����H�����肵�āu�����̃z�[�X�v����l�őg�ݏグ��ɂ�
���N���炢������܂����H
�������n��
�Z�p�E�͖��o��
�A�E�ɂ����ĉc�Ƃ̐E��őI��œ��肪�ł��̂ł����A
�Z�p�Ј��Ƃ��Ĉ�Ă����Ƃ̂���
[CAD PAC] [I-CAD]���g�p�����@�B�v�Ɛ���
��̓I�ɂ͗��ʃZ���T�[������݂����ł��B
���w�͈��������܂ŁA������0�E�Z�p�i�w�Z�̎��Ɓj��0�ł��B
�����Ɍ����܂������u�N�ɂ̓K�b�c�����邩����v�v�ƌ����
�u��������Ă邩��v�ƌ����Ă����̂ł����A
[CAD PAC] [I-CAD]���g�p���Đv���A
���i�����H�����肵�āu�����̃z�[�X�v����l�őg�ݏグ��ɂ�
���N���炢������܂����H
480 �F���������R���N�F05/02/23 09:10:43 ID:4Lt206jn
>482
�y�n������ANC�̓���_����Ǘ���d�C��̂ق���
�ݒu���̕��S�Ƃ��Ă͑傫���̂ł͂Ȃ��ł����H
�y�n������ANC�̓���_����Ǘ���d�C��̂ق���
�ݒu���̕��S�Ƃ��Ă͑傫���̂ł͂Ȃ��ł����H
481 �F���������R���N�F05/02/23 10:04:55 ID:zfcSgyvg
>>479
�b�`�c�ȂP�Ȃ邨�G����������
2����������Ώ\���g����悤�ɂȂ�B
�v�Z��痝�_���͒����Ĕ��N�A�������{1���ǂ�ŃI�V�}�C
��͊����̐v�d�l�Ɛl�̎d�����Đ^���������łȂ��B
�b�`�c�ȂP�Ȃ邨�G����������
2����������Ώ\���g����悤�ɂȂ�B
�v�Z��痝�_���͒����Ĕ��N�A�������{1���ǂ�ŃI�V�}�C
��͊����̐v�d�l�Ɛl�̎d�����Đ^���������łȂ��B
482 �F���������R���N�F05/02/23 12:46:47 ID:w2O7XRrJ
>>479
�b�`�c�́A�o������Ȃ����炢�������̋@�\�����邩��A���X���ł��B
�u�}�ʂ������v�����Ȃ�A�����g���܂��B
�v�ōł��厖�Ȃ��Ƃ́u�ԈႢ�̖����}�ʂ��������Ɓv�Ɓu�ԈႢ�̖����v�����邱�Ɓv
���ȁB
�g���u���͎d���̔\�������ቺ�����܂��B�ŏ��̍��̐v�ԈႢ�͔������܂���
��x�Ɠ����ԈႢ���J��Ԃ��Ȃ����Ƃ��d�v�B
�����͌o�����������ǁA����ς�u�Ԉ��Ȃ��v���Ƃ��낤�ˁB
���ƁA�킩��Ȃ����Ƃ���������A�����ɒ��ׂċL�����Ă������Ƃ��ȁB
�w�Z�̕��̂悤�ȁu�ËL�v�ł͂Ȃ��A�u���ׂ鎑���̎�ށA�ꏊ�v���L�����A
���₭�d���ɐ������Ƃ����Ӗ��B
�b�`�c�́A�o������Ȃ����炢�������̋@�\�����邩��A���X���ł��B
�u�}�ʂ������v�����Ȃ�A�����g���܂��B
�v�ōł��厖�Ȃ��Ƃ́u�ԈႢ�̖����}�ʂ��������Ɓv�Ɓu�ԈႢ�̖����v�����邱�Ɓv
���ȁB
�g���u���͎d���̔\�������ቺ�����܂��B�ŏ��̍��̐v�ԈႢ�͔������܂���
��x�Ɠ����ԈႢ���J��Ԃ��Ȃ����Ƃ��d�v�B
�����͌o�����������ǁA����ς�u�Ԉ��Ȃ��v���Ƃ��낤�ˁB
���ƁA�킩��Ȃ����Ƃ���������A�����ɒ��ׂċL�����Ă������Ƃ��ȁB
�w�Z�̕��̂悤�ȁu�ËL�v�ł͂Ȃ��A�u���ׂ鎑���̎�ށA�ꏊ�v���L�����A
���₭�d���ɐ������Ƃ����Ӗ��B
483 �F479�F05/02/23 12:57:51 ID:AJNCC589
���S�W�O
���Ƀ��X���ꂽ��ł���ˁH���肪�Ƃ��������܂��B
���̋@�B�͐ݒu��̐l���g�p���邽�߁A�����܂Œ��ݗ��݂̂������ĉ������܂��B
���Ƀ��X���ꂽ��ł���ˁH���肪�Ƃ��������܂��B
���̋@�B�͐ݒu��̐l���g�p���邽�߁A�����܂Œ��ݗ��݂̂������ĉ������܂��B
484 �F���������R���N�F05/02/23 13:39:20 ID:GaRTD/76
�x�A�����O��Ђ��ď]�ƈ�������l�����邯��
�ǂ����Ă���Ȃɐl���K�v�Ȃ̂ł���
���ƁA�ǂ������������ɂǂꂭ�炢�̊����Ŕz�u������ł���
�ǂ����Ă���Ȃɐl���K�v�Ȃ̂ł���
���ƁA�ǂ������������ɂǂꂭ�炢�̊����Ŕz�u������ł���
485 �F���������R���N�F05/02/23 18:57:27 ID:dy2PFod6
486 �F���������R���N�F05/02/23 20:09:00 ID:b/6xY3K2
487 �F�������L���� ��TWARamEjuA �F05/02/23 20:12:22 ID:1akb9NJC
�l�ԂȂ�āu�ԈႤ�v�������Ȃ���u�Ԉ��Ȃ��v�Ȃ�ăA�e�ɂ��ׂ�����Ȃ��悤�ȁB
�u�Ԉ���Ă���̂��������ځv�ƁA������ǂꂾ���t�H���[�o���邩�ۂ����ĂƂ��낶��Ȃ����Ȃ��B�B
�u�Ԉ���Ă���̂��������ځv�ƁA������ǂꂾ���t�H���[�o���邩�ۂ����ĂƂ��낶��Ȃ����Ȃ��B�B
488 �F���������R���N�F05/02/23 20:16:40 ID:GKIdpQVs
>>486
�@�B��u�����ĖႤ�V���o���
�ݒu��̐l�Ɏg�킹�Ă�����g�p��
�E�������z�̘b�Ȃ̂ł́H
�i�܂��ǂ����ɂ���>>478�̌��t���炸���ȁj
�@�B��u�����ĖႤ�V���o���
�ݒu��̐l�Ɏg�킹�Ă�����g�p��
�E�������z�̘b�Ȃ̂ł́H
�i�܂��ǂ����ɂ���>>478�̌��t���炸���ȁj
489 �F���������R���N�F05/02/23 20:22:27 ID:P+wjKLy4
>478
���̂���̓R�C�����b�J�[�Ƃ��Q�[���@�̃t�����`���C�Y�݂����Ȃ̂�
�悭���ɂ����B
�����������Ƃɏڂ����ɍs���Ƃ����Ǝv����B
�[���A�u�����̂͋@�B�����ǁA���⎩�̂͋@�B����Ȃ���Ȃ���
���̂���̓R�C�����b�J�[�Ƃ��Q�[���@�̃t�����`���C�Y�݂����Ȃ̂�
�悭���ɂ����B
�����������Ƃɏڂ����ɍs���Ƃ����Ǝv����B
�[���A�u�����̂͋@�B�����ǁA���⎩�̂͋@�B����Ȃ���Ȃ���
490 �F���������R���N�F05/02/23 22:07:28 ID:y0ohmdu7
�ǂ����Ă��킩��Ȃ��̂ŏ����Ă��������B�B�����ă`�����X�}�\
���a250mm�̒��S���~���Ɍ���10mm�̒��S�����O���Ă߂���B
�����O�ɐ�����������͂�40MPa�ɂ����߂�ɂ́A
���M�O�̃����O�̒��a���ǂ̂��炢�ɂ��ׂ����B
�������A�~���͂Ђ��܂Ȃ����̂Ƃ��AE=9.8�~10�O4MPa�Ƃ���B
���a250mm�̒��S���~���Ɍ���10mm�̒��S�����O���Ă߂���B
�����O�ɐ�����������͂�40MPa�ɂ����߂�ɂ́A
���M�O�̃����O�̒��a���ǂ̂��炢�ɂ��ׂ����B
�������A�~���͂Ђ��܂Ȃ����̂Ƃ��AE=9.8�~10�O4MPa�Ƃ���B
491 �F���������R���N�F05/02/23 22:57:47 ID:UoO5iFfj
���������i�����O�̉��͋ψ�j�ł�����������
�Ё��d��
�̊W�g�������ǂ���ɁE�E�E
�Ё��d��
�̊W�g�������ǂ���ɁE�E�E
492 �F����ɔY��479�F05/02/23 22:59:13 ID:9M3YmNhP
20��
����c�c�䕶�n��
�Z�p�E�͖��o��
>>479�ɉ�����
����Ɠ���͂��̉�ЈȊO��2�ł܂����B
�E�@�B�ɂ��Ă����邩�H
�E5�N�d��������ă��m�ɂȂ邩�H
�E�v���I�Ȏ�_�@�u�����́v�Ȃǂ�3�����̕������ɊG�ł����Ȃ��B
�EPC�ɑ����芴�AMOUS Word�i���i�j Excel(2/24��)�̓�Ȗڂ�
�@20�������Ă���Ă����ł����APC��ACCESS���炢�܂ł��傤�B
����Ă��āA����͂Ȃ����ǁA���̐�͗��n�]����Ȃ��ƌ������Ɗ����܂����B
>>481
���̂��G���������Ȃ�ł��ˁBCAD�̑���͕�����ł���Ǝv���܂����B
>>482
������̍D���ł����A���w�̗��ȁA���w�Z�̐}�H�A���w�̐��w���x���ł��B
�莞�I���Ŏc�Ƃ�0�i�C�s����j
��{��\170000�{�e��蓖��=200000
1�N�̃J�����_�[�����Ă��炢�܂����B�قڊ��S�T�x����B
��́A�������̉�Ђɂ����āA�ǂ��������悤�Ƃ��Ă�̂����킩��Ȃ��B
1�����������Ă������20�����炤�Ȃ�Ęb����肷����B����ЁE�E�E
PC��@�B�H��@���g���Ă�l������Ɩ��@������v���ł��E�E�E
����c�c�䕶�n��
�Z�p�E�͖��o��
>>479�ɉ�����
����Ɠ���͂��̉�ЈȊO��2�ł܂����B
�E�@�B�ɂ��Ă����邩�H
�E5�N�d��������ă��m�ɂȂ邩�H
�E�v���I�Ȏ�_�@�u�����́v�Ȃǂ�3�����̕������ɊG�ł����Ȃ��B
�EPC�ɑ����芴�AMOUS Word�i���i�j Excel(2/24��)�̓�Ȗڂ�
�@20�������Ă���Ă����ł����APC��ACCESS���炢�܂ł��傤�B
����Ă��āA����͂Ȃ����ǁA���̐�͗��n�]����Ȃ��ƌ������Ɗ����܂����B
>>481
���̂��G���������Ȃ�ł��ˁBCAD�̑���͕�����ł���Ǝv���܂����B
>>482
������̍D���ł����A���w�̗��ȁA���w�Z�̐}�H�A���w�̐��w���x���ł��B
�莞�I���Ŏc�Ƃ�0�i�C�s����j
��{��\170000�{�e��蓖��=200000
1�N�̃J�����_�[�����Ă��炢�܂����B�قڊ��S�T�x����B
��́A�������̉�Ђɂ����āA�ǂ��������悤�Ƃ��Ă�̂����킩��Ȃ��B
1�����������Ă������20�����炤�Ȃ�Ęb����肷����B����ЁE�E�E
PC��@�B�H��@���g���Ă�l������Ɩ��@������v���ł��E�E�E
493 �F���������R���N�F05/02/23 23:22:30 ID:zgZBTKjK
�A�E�̃G���g���[�V�[�g�ɔ��R�Ȃ̎�܂������Ă���������ł����H
494 �F���������R���N�F05/02/23 23:36:26 ID:x4BqhfDw
�������낤���A���ꂪ�]������邩�ǂ����͒m���B
495 �F���������R���N�F05/02/23 23:46:54 ID:bfb7chkO
>>492
>��́A�������̉�Ђɂ����āA�ǂ��������悤�Ƃ��Ă�̂����킩��Ȃ��B
>1�����������Ă������20�����炤�Ȃ�Ęb����肷����B����ЁE�E�E
�V���̗p���Ă͉̂�ЂɂƂ��Ă͒P�Ȃ��s�����Ȃ揫���I�ɗ��v���o���悤�ɂȂ�悵�Ƃ��������S����
�b�����܂�����悤�Ɍ�����̂͂��܂��a�Œނ�Ȃ��ƐH��������邢����
>��́A�������̉�Ђɂ����āA�ǂ��������悤�Ƃ��Ă�̂����킩��Ȃ��B
>1�����������Ă������20�����炤�Ȃ�Ęb����肷����B����ЁE�E�E
�V���̗p���Ă͉̂�ЂɂƂ��Ă͒P�Ȃ��s�����Ȃ揫���I�ɗ��v���o���悤�ɂȂ�悵�Ƃ��������S����
�b�����܂�����悤�Ɍ�����̂͂��܂��a�Œނ�Ȃ��ƐH��������邢����
496 �F���������R���N�F05/02/24 08:37:02 ID:TfuKkC+f
>>492
����c��c��łĂ���A���n���n��킸�̗p���邾��
����c��c��łĂ���A���n���n��킸�̗p���邾��
497 �F ��TTLQTUMllo �F05/02/24 08:44:40 ID:lca+RdkS
>>492�@���E�v���I�Ȏ�_�@�u�����́v�Ȃǂ�3�����̕������ɊG�ł����Ȃ��B
�u�}�`�╨�̌`��v�ɑ��銴�o�݂̓��l�́A�@�B�W�̎d���ɂ͌����Ȃ��Ǝv���B
�}�ʂɎw������Ă���`���ǂ݊ԈႢ�ł�����A�呹�ɂȂ��邩��B
�A�������������Ă�A���̌��_���A�����͏o����Ǝv�����@�B�@�B
�u�}�`�╨�̌`��v�ɑ��銴�o�݂̓��l�́A�@�B�W�̎d���ɂ͌����Ȃ��Ǝv���B
�}�ʂɎw������Ă���`���ǂ݊ԈႢ�ł�����A�呹�ɂȂ��邩��B
�A�������������Ă�A���̌��_���A�����͏o����Ǝv�����@�B�@�B
498 �F���������R���N�F05/02/24 09:28:21 ID:KTTlHPrj
>>496
����ȉ�Ђ͏��F�B
����ȉ�Ђ͏��F�B
499 �F���������R���N�F05/02/24 10:57:54 ID:Pi0UizXk
�h���ŎY�Ƌ@�B�̑g���̎d�������邯�ǁA�@�B�g�����o���ł�����Ă����邩�Ȃ��`�B
���l�[�ɂ́A���o���n�j�Ə����Ă��邯�ǁE�E�E�E
�@�B�֘A�̎d����15�N���炢�O�ɂ�������Ƃ͂���B
2���Z�\�m�̃t���C�X�͎����Ă���B
���ǃy�[�p�Z�\�m��Ԃł��B
���l�[�ɂ́A���o���n�j�Ə����Ă��邯�ǁE�E�E�E
�@�B�֘A�̎d����15�N���炢�O�ɂ�������Ƃ͂���B
2���Z�\�m�̃t���C�X�͎����Ă���B
���ǃy�[�p�Z�\�m��Ԃł��B
500 �F ��NhlsMePHQE �F05/02/24 11:09:56 ID:w2SwaHhe
>>499
�w�g���̎d���x�́A�@�B���H�W�����A��ʓI�ɂ͈Ղ����d���ƍl����̂����ʁB
�w�g���̎d���x�́A�@�B���H�W�����A��ʓI�ɂ͈Ղ����d���ƍl����̂����ʁB
501 �F���������R���N�F05/02/24 12:25:07 ID:biczjqUp
>>492
�\�͂ɉ����ēK�ޓK���Ɋ���U���邩�炠��܂�ƽ��
�v�\�͂�����Ȃ�������Z�p�c�Ƃɉ�邾�낤���B
>>499
�̗͂ƈ��S�ӎ��Ǝw����[�܂�Ȃ��ł����Ƃ��}�������K�v
��͔N��l�b�N���������B
�\�͂ɉ����ēK�ޓK���Ɋ���U���邩�炠��܂�ƽ��
�v�\�͂�����Ȃ�������Z�p�c�Ƃɉ�邾�낤���B
>>499
�̗͂ƈ��S�ӎ��Ǝw����[�܂�Ȃ��ł����Ƃ��}�������K�v
��͔N��l�b�N���������B
502 �F���������R���N�F05/02/24 13:52:34 ID:0Xt9IZo/
>>499
�Y�Ƌ@�B�̑g���Ƃ����Ă����x���͎G�p���炠�邩��S�z���Ȃ��Ă���������Ԃ��Ǝv����B
�˂��̑������߂Ƃ��o����Ƃ��h���O�̖��������Ƃ����i�̃��X�g�Ƃ̏ƍ��Ƃ��E�E�E
���������d�����e�ł��������肵�Ȃ��ł���
���ʁA���o�����Ƃ��������Ƃ��납����n�܂�Ǝv���܂��B
�Y�Ƌ@�B�̑g���Ƃ����Ă����x���͎G�p���炠�邩��S�z���Ȃ��Ă���������Ԃ��Ǝv����B
�˂��̑������߂Ƃ��o����Ƃ��h���O�̖��������Ƃ����i�̃��X�g�Ƃ̏ƍ��Ƃ��E�E�E
���������d�����e�ł��������肵�Ȃ��ł���
���ʁA���o�����Ƃ��������Ƃ��납����n�܂�Ǝv���܂��B
>>492
�ꃖ���̐V���Ј�����Ȃ�ē�����O�B�����̏��͍��ł��O�������炢�͋��炵�Ă邵�B
�����͓��ʂł������Q�N������܂����B�o�u�������ɗI���Ȃ��Ƃ��Ă���Ђ���ˁB
�����A����̐��ʂ͊m���ɂ���Ǝv���܂���B���͉ߋ��ɖ������炢�ɖZ���ɂ߂Ă܂����B
�E�킪�����ɍ����Ă��邩�ǂ����́A�������ċC�ɂ��Ȃ��ėǂ��Ǝv���܂��B
�c�ƂƐ����̗����������ЂȂ�A���Ќ�ɔ��f����i���Ă��炦�j�ςނ��ƁB
���Ђ���܂��ɑI�����邱�Ƃ͂��́u��Ёv�̎d���ɋ��������Ă邩�H�ƁA�J�������ł��傤�B
�ꃖ���̐V���Ј�����Ȃ�ē�����O�B�����̏��͍��ł��O�������炢�͋��炵�Ă邵�B
�����͓��ʂł������Q�N������܂����B�o�u�������ɗI���Ȃ��Ƃ��Ă���Ђ���ˁB
�����A����̐��ʂ͊m���ɂ���Ǝv���܂���B���͉ߋ��ɖ������炢�ɖZ���ɂ߂Ă܂����B
�E�킪�����ɍ����Ă��邩�ǂ����́A�������ċC�ɂ��Ȃ��ėǂ��Ǝv���܂��B
�c�ƂƐ����̗����������ЂȂ�A���Ќ�ɔ��f����i���Ă��炦�j�ςނ��ƁB
���Ђ���܂��ɑI�����邱�Ƃ͂��́u��Ёv�̎d���ɋ��������Ă邩�H�ƁA�J�������ł��傤�B
504 �F792,�Y�ޕ��n�F05/02/25 20:02:49 ID:w9kvgq9+
�݂Ȃ���B�F�X�A�h�o�C�X���肪�Ƃ��������܂��B
�Ƃ肠�����A��₩������Ȃ������ōs�����Ǝv���܂����B
�J�������Ƃ��āA1�N�Ԃ͎c�ƂȂ������ł����A���Ј��ҋ��Ȃ̂ł��������͂ł��B
18:00���炢�ɂ͉ƂɋA�ꂻ���Ȃ̂ŁA���i�����ŕ��n�̕����ł������ł��B
�܂��A���S���n���̗p������ɐӔC�������t���銴���Ő}�����������Ǝv���܂����B
(�L-`).�oO(�{���͍H�ƍ��Z����@�B��呲�Ƃ����ق��������Ǝv���̂ł�����)
�ƁA�����Ă��s���͂���܂����@�܂����T�Ɍ��_�͎����z����̂Ō������܂��B
�Ƃ肠�����A��₩������Ȃ������ōs�����Ǝv���܂����B
�J�������Ƃ��āA1�N�Ԃ͎c�ƂȂ������ł����A���Ј��ҋ��Ȃ̂ł��������͂ł��B
18:00���炢�ɂ͉ƂɋA�ꂻ���Ȃ̂ŁA���i�����ŕ��n�̕����ł������ł��B
�܂��A���S���n���̗p������ɐӔC�������t���銴���Ő}�����������Ǝv���܂����B
(�L-`).�oO(�{���͍H�ƍ��Z����@�B��呲�Ƃ����ق��������Ǝv���̂ł�����)
�ƁA�����Ă��s���͂���܂����@�܂����T�Ɍ��_�͎����z����̂Ō������܂��B
505 �F467�F05/02/26 00:42:02 ID:8X6N1ZGa
>>469����
�L��������܂����B
�ǂ����Q�l�ɂȂ�T�C�g�͂Ȃ��ł����ˁH
�u���[�`�̐�p�H��͍����Ȃ��̂ł����H
�I�[�g���[�_�[�ł̉��H���\�Ƃ͂ǂ��������ł��傤���H
�u���[�`��w��ǒm��Ȃ����̂ł��āB
�����ĸ݂ł��݂܂���B
�L��������܂����B
�ǂ����Q�l�ɂȂ�T�C�g�͂Ȃ��ł����ˁH
�u���[�`�̐�p�H��͍����Ȃ��̂ł����H
�I�[�g���[�_�[�ł̉��H���\�Ƃ͂ǂ��������ł��傤���H
�u���[�`��w��ǒm��Ȃ����̂ł��āB
�����ĸ݂ł��݂܂���B
506 �F���������R���N�F05/02/26 23:45:59 ID:LVogq3W9
507 �F���������R���N�F05/02/27 10:33:20 ID:eBvhiGUX
�ގ���SS400�@���݂R�O�~���@�����U�D�W�@S�Q�S�O�@F�R�O�O�@�cMC
���n���̐؍���@��M�W�̃����O�|�C���g�Œʂ��������H������ł���
�i�����Q���i�����͂Q�T���x�j�Ń^�b�v�����]���t�]�̎��Ɂu���ィ���`�v
�Ɩ��܂��B�@���̓^�b�v���������Ȃ̂Ŗ�����A�������Ă܂��B
OSG�̈�ʗp�̃^�b�v�ł����A�ǁ[�Ȃ́H����ς����������H
���Ă��܂��C�P�����̂ł��傤���H�������肢�܂��B
���n���̐؍���@��M�W�̃����O�|�C���g�Œʂ��������H������ł���
�i�����Q���i�����͂Q�T���x�j�Ń^�b�v�����]���t�]�̎��Ɂu���ィ���`�v
�Ɩ��܂��B�@���̓^�b�v���������Ȃ̂Ŗ�����A�������Ă܂��B
OSG�̈�ʗp�̃^�b�v�ł����A�ǁ[�Ȃ́H����ς����������H
���Ă��܂��C�P�����̂ł��傤���H�������肢�܂��B
508 �F���������R���N�F05/02/27 10:47:21 ID:nuOJVav6
�n����p�X�J���\�������
��0.1013�l�o���ł����Ă܂����H
��0.1013�l�o���ł����Ă܂����H
509 �F���������R���N�F05/02/27 13:06:45 ID:tSBfcVAC
ttp://www.max.hi-ho.ne.jp/lylle/aturyoku3.html���
�n�\�t�߂̑�C���͂P�C����1013hPa��760mmHg
1013hPa=101300Pa=0.1013MPa
���Ƃ�������
�n�\�t�߂̑�C���͂P�C����1013hPa��760mmHg
1013hPa=101300Pa=0.1013MPa
���Ƃ�������
510 �F�@(�P���P�G)�I�@�F05/02/27 19:00:21 ID:1pEnC01E
>>508
���[��[�ꍇ�́A�u���Z�\�v���A����Ηǂ��̂ł���B
�����@�P�ʂ̊��Z�@���́i����)�̊��Z�@����
http://homepage2.nifty.com/NG/unit/press.htm
���[��[�ꍇ�́A�u���Z�\�v���A����Ηǂ��̂ł���B
�����@�P�ʂ̊��Z�@���́i����)�̊��Z�@����
http://homepage2.nifty.com/NG/unit/press.htm
511 �F���������R���N�F05/02/27 19:56:21 ID:1TWSGU8L
>>510
http://homepage2.nifty.com/NG/index.htm
�Ȃ��Ȃ��ǂ����Z�\�Ȃ̂�TOP�y�[�W�����u�b�N�}�[�N���܂��B
���Ȃ݂ɘR�ꂪ�m���Ă����Z�\�͂���ȍ���t���ł��B
http://www5a.biglobe.ne.jp/~uchimura/uconv/menu-j.st.html
http://homepage2.nifty.com/NG/index.htm
�Ȃ��Ȃ��ǂ����Z�\�Ȃ̂�TOP�y�[�W�����u�b�N�}�[�N���܂��B
���Ȃ݂ɘR�ꂪ�m���Ă����Z�\�͂���ȍ���t���ł��B
http://www5a.biglobe.ne.jp/~uchimura/uconv/menu-j.st.html
512 �F�@(�P���P�G)�I�@�F05/02/27 21:27:11 ID:1pEnC01E
>>511
�ȂȁI���ƁI�B����A�Ȃ��Ȃ����ȁB�@
�ł͂���������A�������ɁB�B
�P�ʕϊ� Unit Conversion
http://www.ne.jp/asahi/oasis/inoue-h/unitconv/index.html
�P�ʊ��Z
http://www2.tky.3web.ne.jp/~kiyoshi3/m_memo/convert.htm
�ޗ��͊w�v�Z�t�H�[��
http://www.hajimeteno.ne.jp/engineer/index.html
�����ɂ̊��Z
http://www.mie.to/123/indexj.html
�����̒P�ʂ�ϊ�
http://www6.plala.or.jp/k-o/unit/unit.html
1. Questions & Answers
http://www.onosokki.co.jp/HP-WK/c_support/faq/torque/tq_list.htm
���ʂ̌v�Z
http://www1.odn.ne.jp/yuatuy/keisan/fukeisan/mokuzi.htm
�؎�/�ێ����x���Z�̔錍
http://homepage1.nifty.com/boiseweb/usa/al_fctrans.html
���S�͂̎Z�o���@
http://www.kubotacorp.co.jp/calc/index.html
�ȂȁI���ƁI�B����A�Ȃ��Ȃ����ȁB�@
�ł͂���������A�������ɁB�B
�P�ʕϊ� Unit Conversion
http://www.ne.jp/asahi/oasis/inoue-h/unitconv/index.html
�P�ʊ��Z
http://www2.tky.3web.ne.jp/~kiyoshi3/m_memo/convert.htm
�ޗ��͊w�v�Z�t�H�[��
http://www.hajimeteno.ne.jp/engineer/index.html
�����ɂ̊��Z
http://www.mie.to/123/indexj.html
�����̒P�ʂ�ϊ�
http://www6.plala.or.jp/k-o/unit/unit.html
1. Questions & Answers
http://www.onosokki.co.jp/HP-WK/c_support/faq/torque/tq_list.htm
���ʂ̌v�Z
http://www1.odn.ne.jp/yuatuy/keisan/fukeisan/mokuzi.htm
�؎�/�ێ����x���Z�̔錍
http://homepage1.nifty.com/boiseweb/usa/al_fctrans.html
���S�͂̎Z�o���@
http://www.kubotacorp.co.jp/calc/index.html
513 �F���������R���N�F05/02/27 22:20:15 ID:1TWSGU8L
�����A��������n�̘b�ɂȂ肻���ȁE�E�E
http://science3.2ch.net/test/read.cgi/kikai/1083859506
http://science3.2ch.net/test/read.cgi/kikai/1083859506
514 �F505�F05/03/01 05:40:17 ID:63Kfzjg6
>506
����ł������Ȃ�ɂ͂���Ă�̂�ˁB���...
����ł������Ȃ�ɂ͂���Ă�̂�ˁB���...
515 �F���������R���N�F05/03/02 01:05:09 ID:CqQn+eg2
�u�|���|�����C�v�ɂ��Ď���ł��B
�Ȋw�̎����Ɂu�|���|�����C�v�ƌĂ��A
��������^���N�ƃp�C�v�ō���A
�^���N���A���R�[�������v��낤�����ł��Ԃ���
�D�̐��͂����������܂����A
���̃G���W���́A������u�|���|�����C�v�ƌĂ�Ă���A
���ۂɎ��p�Ɏg���Ă����D�̓��͂Ɠ��������Ȃ̂ł��傤���A
����Ƃ��A�����Ɏg����u�|���|�����C�v��
���O�������肽�܂������̕ʕ��Ȃ̂ł��傤���H
�Ȋw�̎����Ɂu�|���|�����C�v�ƌĂ��A
��������^���N�ƃp�C�v�ō���A
�^���N���A���R�[�������v��낤�����ł��Ԃ���
�D�̐��͂����������܂����A
���̃G���W���́A������u�|���|�����C�v�ƌĂ�Ă���A
���ۂɎ��p�Ɏg���Ă����D�̓��͂Ɠ��������Ȃ̂ł��傤���A
����Ƃ��A�����Ɏg����u�|���|�����C�v��
���O�������肽�܂������̕ʕ��Ȃ̂ł��傤���H
516 �F���������R���N�F05/03/02 01:58:18 ID:17JZ0hqg
517 �F���������R���N�F05/03/02 09:20:06 ID:TU3EzdwE
>515
�l���̂���p�̃|���|���D�́A
�ċʃG���W���Ƃ����@�f�B�[�[���G���W���̌��c�݂����ȃG���W���œ����D�̂��Ƃł��B
�l���̂���p�̃|���|���D�́A
�ċʃG���W���Ƃ����@�f�B�[�[���G���W���̌��c�݂����ȃG���W���œ����D�̂��Ƃł��B
519 �F�@�|���|���D�@�F05/03/02 19:35:14 ID:j9YoQsds
>>515
�|���|���D
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E3%83%9D%E3%83%B3%E3%83%9D%E3%83%B3%E8%88%B9&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
�|���|���D
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E3%83%9D%E3%83%B3%E3%83%9D%E3%83%B3%E8%88%B9&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
520 �F���������R���N�F05/03/02 21:22:00 ID:TU3EzdwE
521 �F���������R���N�F05/03/03 06:16:22 ID:zbybhZEu
�����A���������g�������ł����łˁB���ɂȂ�܂����B
���߁����́@�@/I��
�ԍ����w��́@/��
���ɂ͂ǂ�ȃI�v�V�����������ł��ˁH
���߁����́@�@/I��
�ԍ����w��́@/��
���ɂ͂ǂ�ȃI�v�V�����������ł��ˁH
522 �F���������R���N�F05/03/03 07:35:19 ID:LKkw/N38
523 �F���@�^�F�����Ɓ@���F05/03/03 08:35:23 ID:Shhv0SHO
>>511
���@h�@ttp://homepage2.nifty.com/NG/index.htm
���@�Ȃ��Ȃ��ǂ����Z�\�Ȃ̂�TOP�y�[�W�����u�b�N�}�[�N���܂��B
�y�[�W�̒��́u�{�[�C�b�V���Ȏ���G�v�ŁA���炭�̊ԁA�����x����Ă����ǁA
����������ƁA���̃y�[�W�̍�҂́A�������u�����v��������Ȃ��x���B�i��
���@h�@ttp://homepage2.nifty.com/NG/index.htm
���@�Ȃ��Ȃ��ǂ����Z�\�Ȃ̂�TOP�y�[�W�����u�b�N�}�[�N���܂��B
�y�[�W�̒��́u�{�[�C�b�V���Ȏ���G�v�ŁA���炭�̊ԁA�����x����Ă����ǁA
����������ƁA���̃y�[�W�̍�҂́A�������u�����v��������Ȃ��x���B�i��
524 �F���������R���N�F05/03/05 03:59:49 ID:LGVSD+7a
�R���v���b�T�Ɋւ��Ă̎���ł��D
���݃X�N���[�����̃R���v���b�T���������Ă��ł����C
�G�A�R���v���b�T�̓f�o���ʂ���
�ő刳�͂̂Ƃ���L/min�Ƃ������Ă����ł����ǁC
������Ĉ�x�^���N��ʂ��Ă���̂Ɋւ��Ă�
�`���[�N�����Ă���čl���Ă�����ł��傤���H
����Ȃ��ƃI���I�t���ň��͂𐧌䂵�Ă���̂�
�f�o���ʂ���肶��Ȃ��Ȃ��Ă��܂��܂���ˁH
���݃X�N���[�����̃R���v���b�T���������Ă��ł����C
�G�A�R���v���b�T�̓f�o���ʂ���
�ő刳�͂̂Ƃ���L/min�Ƃ������Ă����ł����ǁC
������Ĉ�x�^���N��ʂ��Ă���̂Ɋւ��Ă�
�`���[�N�����Ă���čl���Ă�����ł��傤���H
����Ȃ��ƃI���I�t���ň��͂𐧌䂵�Ă���̂�
�f�o���ʂ���肶��Ȃ��Ȃ��Ă��܂��܂���ˁH
525 �F���������R���N�F05/03/05 06:23:52 ID:etsWFnmk
�f�o�ʂ͏�ɃR���v���b�T�[�̏o�������̘b�ł��B
�܂��A���̓f�o�ʂ͏툳���Z�̗e�ʂł��i���k������Ԃ̗e�ʂł͂Ȃ��j�B
�ő刳�͂̎��A�Ƃ����͖̂������ł͂Ȃ��ő啉���̃X�y�b�N�A�Ƃ����Ӗ��ł��B
>ttp://homepage2.nifty.com/NG/buntan/bun2005B.htm
(߄D�)�Ͽ�
�܂��A���̓f�o�ʂ͏툳���Z�̗e�ʂł��i���k������Ԃ̗e�ʂł͂Ȃ��j�B
�ő刳�͂̎��A�Ƃ����͖̂������ł͂Ȃ��ő啉���̃X�y�b�N�A�Ƃ����Ӗ��ł��B
>ttp://homepage2.nifty.com/NG/buntan/bun2005B.htm
(߄D�)�Ͽ�
526 �F���������R���N�F05/03/05 11:27:42 ID:zVy22jAx
����
�g���X�\���̏ꍇ�s�����������̓o�J����������ׂ�
�ł����H�N���[�Y�z�[���ł̓��[�����g���������܂����H
�g���X�\���̏ꍇ�s�����������̓o�J����������ׂ�
�ł����H�N���[�Y�z�[���ł̓��[�����g���������܂����H
527 �F ��awHmMXFYIY �F05/03/05 11:41:43 ID:sCWl2IPD
�N���[�Y�z�[���Ƃ́A�����s�����A�Ў����ƌ����Ӗ��Ȃ̂��ȁB
528 �F524�F05/03/05 15:04:52 ID:LGVSD+7a
����̎d�������������ł��D���݂܂���D
������ԂɊ��Z�����l���Ƃ������Ƃ͂킩��̂ł����C
�m�肽�������̂́C
�^���N�o���Ń`���[�N������悤�Ȑv�ɂȂ��Ă���̂��ǂ���
�Ƃ������Ƃł��D�ǂ��Ȃ�ł��傤���H
�㑫�炸�Ő\����܂���D
������ԂɊ��Z�����l���Ƃ������Ƃ͂킩��̂ł����C
�m�肽�������̂́C
�^���N�o���Ń`���[�N������悤�Ȑv�ɂȂ��Ă���̂��ǂ���
�Ƃ������Ƃł��D�ǂ��Ȃ�ł��傤���H
�㑫�炸�Ő\����܂���D
529 �F�T�Q�U�F05/03/05 15:11:19 ID:nU3Bo1ZK
���₪����ł��݂܂���
�N���[�Y�z�[���̓s���ƌ��̌��Ԃ��قƂ�ǂȂ����̂���
�ł��B
�N���[�Y�z�[���̓s���ƌ��̌��Ԃ��قƂ�ǂȂ����̂���
�ł��B
530 �F524�F05/03/05 15:18:11 ID:LGVSD+7a
�Ă���C���ɕ��o�����Ƃ��̓`���[�N���Ă��܂��͓̂��R�ł��ˁD
�ςȎ��₵�Ă��܂��܂����D���݂܂���ł����D
�ςȎ��₵�Ă��܂��܂����D���݂܂���ł����D
531 �F ��awHmMXFYIY �F05/03/05 17:48:58 ID:IDcnbCtO
532 �F���������R���N�F05/03/05 19:38:12 ID:fZ1t5gld
>526
�L�������ŏ����̂ŊԈ���Ă�����߂�
���Ƃ˂��̌��Ԃ����������Ă��Ȃ��Ă�
�˂��̎��ɂ����邹��f�d�v�Z�͕ς��Ȃ��͂��B
�n�������傫�����Ă˂��Ɛ��������̂���f�d��������Ȃ��Ȃ�Εʂ���
���Ɣn�������Ƃ˂��R���Ȃ��̂ł˂��R�̂���f�d�v�Z���Ȃ��B
�ŁA�g���X�̏ꍇ�A�����̉��x�c�����ɂ��ό`���l�����
�͂����܂����U���邽�߂ɂ́A�n�����łȂ��Ƒʖڂł�
�L�������ŏ����̂ŊԈ���Ă�����߂�
���Ƃ˂��̌��Ԃ����������Ă��Ȃ��Ă�
�˂��̎��ɂ����邹��f�d�v�Z�͕ς��Ȃ��͂��B
�n�������傫�����Ă˂��Ɛ��������̂���f�d��������Ȃ��Ȃ�Εʂ���
���Ɣn�������Ƃ˂��R���Ȃ��̂ł˂��R�̂���f�d�v�Z���Ȃ��B
�ŁA�g���X�̏ꍇ�A�����̉��x�c�����ɂ��ό`���l�����
�͂����܂����U���邽�߂ɂ́A�n�����łȂ��Ƒʖڂł�
533 �F���������R���N�F05/03/05 19:58:37 ID:I/Z/N6ld
>>526
�����������˂�Ȃ�C�w�g���X�\���x��W�Ԃ���ȏ�C���߂ł��傤�B
�������C���ۂɂ͊��߂͍����Ȃ��߁C�S�����z�Ȃǂł́C�w�ǂ�
�w���[�����\���x�ɂȂ��Ă��܂��ˁB����́C�߂�n�ڂ╡�x�b�g
�^�{���g�ŌŒ肷����̂ł��B
���Ȃ݂ɁC�o�J�����Ċ��������҂���ƁC�ƍ����Ƀt���b�`���O
�Ȃǂ̕s����邱�Ƃ�����܂��B���܂�ǂ��v�Ƃ͌����Ȃ�
�ł��傤�B
�����������˂�Ȃ�C�w�g���X�\���x��W�Ԃ���ȏ�C���߂ł��傤�B
�������C���ۂɂ͊��߂͍����Ȃ��߁C�S�����z�Ȃǂł́C�w�ǂ�
�w���[�����\���x�ɂȂ��Ă��܂��ˁB����́C�߂�n�ڂ╡�x�b�g
�^�{���g�ŌŒ肷����̂ł��B
���Ȃ݂ɁC�o�J�����Ċ��������҂���ƁC�ƍ����Ƀt���b�`���O
�Ȃǂ̕s����邱�Ƃ�����܂��B���܂�ǂ��v�Ƃ͌����Ȃ�
�ł��傤�B
534 �F�T�Q�U�F05/03/05 21:34:54 ID:p6DbRUDJ
�݂Ȃ���M�d�Ȉӌ������肪�Ƃ��������܂��B
���t���炸�ł��݂܂����������������lj����܂��B
���̍l���ł̓N���[�Y�z�[���ɂ���Ɓw���[�����\���x�ɋ߂�
���̂ɂȂ�̂ŗ��_��͂�����x�̗]�T���K�v����
���݂̐v�i��i�̍l���j
��������M�W�̃{���g�A�i�b�g
���a��8.1�Őv���Ă��܂��B(�߂�n�ڂ╡�x�b�g �^�{���g��
�Œ蓙�͂��Ă��܂���j
���Ƃ��Ă͊��߂��l�����āA8.3�`8.6���炢�ōl���Ă��܂��B
�ǂȂ������z�I�ȃs���ƌ��a�������m�łł�������Ă��������B
���t���炸�ł��݂܂����������������lj����܂��B
���̍l���ł̓N���[�Y�z�[���ɂ���Ɓw���[�����\���x�ɋ߂�
���̂ɂȂ�̂ŗ��_��͂�����x�̗]�T���K�v����
���݂̐v�i��i�̍l���j
��������M�W�̃{���g�A�i�b�g
���a��8.1�Őv���Ă��܂��B(�߂�n�ڂ╡�x�b�g �^�{���g��
�Œ蓙�͂��Ă��܂���j
���Ƃ��Ă͊��߂��l�����āA8.3�`8.6���炢�ōl���Ă��܂��B
�ǂȂ������z�I�ȃs���ƌ��a�������m�łł�������Ă��������B
535 �F���������R���N�F05/03/05 22:28:04 ID:+YrL/XLr
>>534
��ʓI�ȋ@�B�\���ł��ƁA�������ꂽ�����������͂߂����́A
�g�ɑ��Ă������ʂł��傤�B�Ⴆ�g�V�ɂ��U���ƁA����8(0�`0.022)�A
����8(-0.014�`-0.005)�ƂȂ�܂��B��JIS B 0401�ӂ���Q�Ɖ������B
�]���āC�����̃{���g�ł͂Ȃ����[�}�{���g�ƂȂ�܂��B�������A
�{���g����߂�ƍ��ʂōS���͂������܂��̂ŁA���������̐�����
�͂߂��������_�ɂȂ�ł��傤�B
��ʓI�ȋ@�B�\���ł��ƁA�������ꂽ�����������͂߂����́A
�g�ɑ��Ă������ʂł��傤�B�Ⴆ�g�V�ɂ��U���ƁA����8(0�`0.022)�A
����8(-0.014�`-0.005)�ƂȂ�܂��B��JIS B 0401�ӂ���Q�Ɖ������B
�]���āC�����̃{���g�ł͂Ȃ����[�}�{���g�ƂȂ�܂��B�������A
�{���g����߂�ƍ��ʂōS���͂������܂��̂ŁA���������̐�����
�͂߂��������_�ɂȂ�ł��傤�B
536 �F�T�Q�U�F05/03/05 22:37:04 ID:p6DbRUDJ
>>535
���肪�Ƃ��������܂��B�Q�l�ɂ����Ă��������܂��B
���肪�Ƃ��������܂��B�Q�l�ɂ����Ă��������܂��B
537 �F���������R���N�F05/03/05 22:55:41 ID:FPJqYKCq
�v��������O�삩��ł����ǁA
�������Ă݂�ƃg���X���ē���Ȃ��B
�����ǂ����悤�A��������ǂ����悤�B
���ۂ̉^�p�͑�ς��Ȃ��B
�������Ă݂�ƃg���X���ē���Ȃ��B
�����ǂ����悤�A��������ǂ����悤�B
���ۂ̉^�p�͑�ς��Ȃ��B
538 �F���������R���N�F05/03/06 00:22:34 ID:g89HvRwm
>526
�g���X�\���Ŋ��߁A�{���g���߂ōl�����ꍇ�A���ׂȊp�x�ω��������܂��H
����́A�{���g���ɂ߂�����A�܂��͑������߂�������̂ǂ��炩�ɔ������邱�ƂɂȂ�ł���H
���܂�ǂ��l�����ł͂Ȃ��悤�ȋC�����܂����c
�g���X�\���Ŋ��߁A�{���g���߂ōl�����ꍇ�A���ׂȊp�x�ω��������܂��H
����́A�{���g���ɂ߂�����A�܂��͑������߂�������̂ǂ��炩�ɔ������邱�ƂɂȂ�ł���H
���܂�ǂ��l�����ł͂Ȃ��悤�ȋC�����܂����c
539 �F�������L���� ��TWARamEjuA �F05/03/06 00:48:50 ID:F/u9zRMg
���̕��|�ނ����ނ悤�ȋC���B
���d���̓S�����Č��\�h��邵�B�B�B
���d���̓S�����Č��\�h��邵�B�B�B
540 �F���������R���N�F05/03/06 08:34:07 ID:ql79y6eQ
541 �F���������R���N�F05/03/06 17:43:51 ID:nHjSHaoU
>>534
�{���g���Ăǂ�Ȃ�g����
�i�t���ŁA�g���X���ނ���ߏグ�Ȃ��^�C�v�ł��傤�ˁB
�łȂ��Ə����߂ł͂Ȃ��Ȃ邵�E�E�E�E�E�E�E�E�E�E�E
���������ǂ�ȂƂ���Ɏg���g���X�Ȃ̂��T�p�[���C���[�W�N����ˁ[��
�{���g���Ăǂ�Ȃ�g����
�i�t���ŁA�g���X���ނ���ߏグ�Ȃ��^�C�v�ł��傤�ˁB
�łȂ��Ə����߂ł͂Ȃ��Ȃ邵�E�E�E�E�E�E�E�E�E�E�E
���������ǂ�ȂƂ���Ɏg���g���X�Ȃ̂��T�p�[���C���[�W�N����ˁ[��
542 �F���������R���N�F05/03/07 00:33:46 ID:QPSqO8Me
�����T�[�{���[�^�[���X�e�b�s���O���[�^�[�͂ǂ��ł��傤���B
�I���G���^���͍����āA���̏����������Ă��܂��܂��B
�I���G���^���͍����āA���̏����������Ă��܂��܂��B
543 �F���������R���N�F05/03/07 01:43:49 ID:xxCIA+iy
�m���{�T�[�{�n
544 �F���������R���N�F05/03/07 13:36:09 ID:ts7M3wiT
�����쐸�@�Ȃ�āA�ǂ�B
545 �F���������R���N�F05/03/07 14:06:21 ID:M5ZI/7/K
�}�u�`�̗ʎY�i�ł��A�T�[�{���[�^�[�������悤�ȋC��������ǁB
546 �F���������R���N�F05/03/08 02:32:44 ID:tA9Hy6pH
�ގ��ɂ���Č����̈�ʓI�K�i�����肳��Ă��܂����A
���ۂɂ͗��ʐ��̗ǂ��������Ă���܂���ˁB
�o���łȂ�ƂȂ������Ă����̂ł����Q�l�ɂȂ�悤�ȃT�C�g��{�͂Ȃ��ł��傤���H
���ۂɂ͗��ʐ��̗ǂ��������Ă���܂���ˁB
�o���łȂ�ƂȂ������Ă����̂ł����Q�l�ɂȂ�悤�ȃT�C�g��{�͂Ȃ��ł��傤���H
547 �F���������R���N�F05/03/08 08:19:35 ID:sDtt9Gxk
�ޗ��≮�̍Ɍ���
548 �F���������R���N�F05/03/08 18:44:21 ID:rlpwu9hk
�L�a��MC���Ăǂ���H
549 �F ��8abt6BEEZ6 �F05/03/08 19:07:25 ID:7kCAkULw
>>546
�����������̂́A�����Ǝv���B
�w���ʐ��̗ǂ������x�ƌ����Ă݂Ă��A
�i�C�̗ǂ��Ƃ��Ƃ����łȂ����Ƃł��A�Ⴄ���낤���B
�ǂ��ɂ������I�A�ƍw�����������Ƃ��Ă��A
�u�R�{�A���o���v����A�ƌ����A�ǂ����炩�T���Ă��邾�낤���B�B�B��
�����������̂́A�����Ǝv���B
�w���ʐ��̗ǂ������x�ƌ����Ă݂Ă��A
�i�C�̗ǂ��Ƃ��Ƃ����łȂ����Ƃł��A�Ⴄ���낤���B
�ǂ��ɂ������I�A�ƍw�����������Ƃ��Ă��A
�u�R�{�A���o���v����A�ƌ����A�ǂ����炩�T���Ă��邾�낤���B�B�B��
550 �F���������R���N�F05/03/09 15:18:34 ID:ok+RQQBY
�d�q�H�w�Ȃ���ԊW�̐��w�Z�ɍs������
�v���Ă���̂ł����A�d�C�ƎԂ̒m���̗����Ƃ�
���������d�����Ă���܂����H
�v���Ă���̂ł����A�d�C�ƎԂ̒m���̗����Ƃ�
���������d�����Ă���܂����H
551 �F���������R���N�F05/03/09 15:29:12 ID:Bx/CUCrD
>>550
�e�X�^�[��
�e�X�^�[��
552 �F���������R���N�F05/03/09 15:41:20 ID:f3YqEESj
��ꖼ���ʂ̊ԈႢ���炯�n��������킯�ŃX���b�h���L���ȁB
553 �F ��8abt6BEEZ6 �F05/03/09 18:10:53 ID:3Y0mQ6eh
552���L��
554 �F���������R���N�F05/03/09 18:35:54 ID:+IHL/vE2
>552
�n���͂�����Ǝw�肵�Ȃ���
>549>553��TAKE�@
TAKE�ɂ��Ă̘b��͂������
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
>546
�ޗ��≮�ɂ���āA���ӂƂ��镨���Ⴄ�̂�
�����ޗ��̓���ɂ�������Ȏ����́A�������ӂƂ��A�����戵�ʑ����Ƃ�
���i�̎G�k����e�≮�����ӂȕ���c�����Ă����Ƌg
�n���͂�����Ǝw�肵�Ȃ���
>549>553��TAKE�@
TAKE�ɂ��Ă̘b��͂������
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
>546
�ޗ��≮�ɂ���āA���ӂƂ��镨���Ⴄ�̂�
�����ޗ��̓���ɂ�������Ȏ����́A�������ӂƂ��A�����戵�ʑ����Ƃ�
���i�̎G�k����e�≮�����ӂȕ���c�����Ă����Ƌg
555 �F ��8abt6BEEZ6 �F05/03/09 21:01:58 ID:3Y0mQ6eh
�������R�����g�B
556 �F���������R���N�F05/03/09 22:26:34 ID:9o8JNAbf
557 �F���������R���N�F05/03/09 22:40:13 ID:k7LJpstJ
�Ԃ̃p�[�c�Ƃ��Ńp�C�v�̗l�ȋȕ��ɁA
���C�E���^�����Ԃ����ނƋ��������炵���̂ł����A
�E���^���Ȃŋ����Ȃ�̂ł��傤���H
������1/10�ʂł���˃E���^�����āB
����Ɏ����̂ق����R�X�g�I�Ɉ����C�������ł����B
���C�E���^�����Ԃ����ނƋ��������炵���̂ł����A
�E���^���Ȃŋ����Ȃ�̂ł��傤���H
������1/10�ʂł���˃E���^�����āB
����Ɏ����̂ق����R�X�g�I�Ɉ����C�������ł����B
558 �F���������R���N�F05/03/10 00:01:40 ID:xYKyt/LQ
�悭�o���G�e�B�ԑg�Ŏg���鋭�͂ȃh���C���[�i�u���A�H���ɕ��Ă�ƒ���Ȃ��Ȃ��ł��j��
���͂��ĉ��p�X�J���ʂł��傤���H
�悭�f�p�[�g�Ƃ��f��ق̃g�C���ɂ��镗�������@����낤�Ǝv������ǂ̒��x�̕������o����
�V���b�R�t�@�����K�v�Ȃ̂��ȂƎv���܂��āB
���͂��ĉ��p�X�J���ʂł��傤���H
�悭�f�p�[�g�Ƃ��f��ق̃g�C���ɂ��镗�������@����낤�Ǝv������ǂ̒��x�̕������o����
�V���b�R�t�@�����K�v�Ȃ̂��ȂƎv���܂��āB
559 �F���������R���N�F05/03/10 00:09:13 ID:ZgOXja0G
560 �F���������R���N�F05/03/10 00:16:03 ID:vgNLggsB
>>558
�h���C���[���ʂ��҂����߂̃t�@�������A���͎��̂͂����������Ȃ�����
�g�C���̓z�͈��͂�藬���ōl���������悳���B
�m�Y���ōi���ăg���C���G���[�łȂ��́B
�h���C���[���ʂ��҂����߂̃t�@�������A���͎��̂͂����������Ȃ�����
�g�C���̓z�͈��͂�藬���ōl���������悳���B
�m�Y���ōi���ăg���C���G���[�łȂ��́B
561 �F���������R���N�F05/03/10 01:16:51 ID:xYKyt/LQ
>>560
����Ⴛ���Ȃ�ł����B�����͂����������ƂȂ�
�t�@�����[�J�̎������ƍő�È�637Pa�Ȃ�Ă̂�����܂�����
�����ƕ����̊W���ڂ��Ė����Ă��Ȃ蔎�łɂȂ肻���Ȉ����i�h�L�h�L
����Ⴛ���Ȃ�ł����B�����͂����������ƂȂ�
�t�@�����[�J�̎������ƍő�È�637Pa�Ȃ�Ă̂�����܂�����
�����ƕ����̊W���ڂ��Ė����Ă��Ȃ蔎�łɂȂ肻���Ȉ����i�h�L�h�L
562 �F���������R���N�F05/03/10 01:19:28 ID:DROLF5/d
563 �F���������R���N�F05/03/10 06:25:08 ID:o9yWsQBL
564 �F ��8abt6BEEZ6 �F05/03/10 06:58:11 ID:UEPGUNlP
>>559 ���@�������j�B
565 �F���������R���N�F05/03/10 12:58:58 ID:D+u6fV6i
����ł��I
�A�E�łŁA�u�@�B�Ȃ̕����Ȃ�q���m�ɂȂ�܂����H�v
���Ď��₵����u�呲�Ő����m�͂��肦�Ȃ��B�l�^���v
���Č����܂����B�i���̌�i�v�X���[�ɁE�E�E�j
�����m�u�]�̋@�B�Ȑ����Ă��Ȃ���ł����H�F����̎���ɂ͂��܂��H
�l�I�ɂ͋��������Ă��q���m�ɂȂꂽ��K���Ȃ킯�� (`��֥�L)
�A�E�łŁA�u�@�B�Ȃ̕����Ȃ�q���m�ɂȂ�܂����H�v
���Ď��₵����u�呲�Ő����m�͂��肦�Ȃ��B�l�^���v
���Č����܂����B�i���̌�i�v�X���[�ɁE�E�E�j
�����m�u�]�̋@�B�Ȑ����Ă��Ȃ���ł����H�F����̎���ɂ͂��܂��H
�l�I�ɂ͋��������Ă��q���m�ɂȂꂽ��K���Ȃ킯�� (`��֥�L)
566 �F���������R���N�F05/03/10 13:05:51 ID:+89mPoRS
>>565
�����m�͌���̌o�����K�v�Ȃ̂�
22�Έȏ�̑呲�ł����Ȃ萮���������̂͐������������ƁB
�v���Z�p�T�[�r�X�œ����Č����`���Ă��
�ٓ��ł���ެȰɁH
�����m�͌���̌o�����K�v�Ȃ̂�
22�Έȏ�̑呲�ł����Ȃ萮���������̂͐������������ƁB
�v���Z�p�T�[�r�X�œ����Č����`���Ă��
�ٓ��ł���ެȰɁH
567 �F���������R���N�F05/03/10 13:30:31 ID:D+u6fV6i
>>566
���X�T���N�X�ł��B���������A�q���m���w�Z�Ƃ������邩��
�P�Ȃ�呲�������Ȃ萮���͓���̂���(�L�G�ցG`)
�����E�E�E�����ݘa�c�q���m���w�Z�s���Ă�悩�����E�E�E
���X�T���N�X�ł��B���������A�q���m���w�Z�Ƃ������邩��
�P�Ȃ�呲�������Ȃ萮���͓���̂���(�L�G�ցG`)
�����E�E�E�����ݘa�c�q���m���w�Z�s���Ă�悩�����E�E�E
568 �F���������R���N�F05/03/10 14:52:57 ID:qu96mWK1
>>565
�H�c�̐����m�ɒm�荇������l���肢�܂������A�ނ�͓�l�Ƃ��H�ƍ��Z���ł����B
��w���������E�ɂ��͓̂���ł��傤���A�t�͔�r�I�ȒP���Ǝv���܂��B
�ł���w�̋��E�ɐ����m�����邩�ǂ����͂킩��܂����B
�H�c�̐����m�ɒm�荇������l���肢�܂������A�ނ�͓�l�Ƃ��H�ƍ��Z���ł����B
��w���������E�ɂ��͓̂���ł��傤���A�t�͔�r�I�ȒP���Ǝv���܂��B
�ł���w�̋��E�ɐ����m�����邩�ǂ����͂킩��܂����B
569 �F���������R���N�F05/03/10 16:06:33 ID:D+u6fV6i
>>568
���A���K�g�ł��I
��w�̏A�E�Ȃɍs�������ɂn�a�ɍq���m�̕��̏A�����|�݂����Ȃ̂��������̂ŁA
�����Ɨ��N�����E����Ǝv���܂��B
�ł���Ό_��Ј���h�������m����Ȃ��Ă`�m�`��i�`�k�̐��Ј��̐����m�ɂȂ肽���ȁE�E
���A���K�g�ł��I
��w�̏A�E�Ȃɍs�������ɂn�a�ɍq���m�̕��̏A�����|�݂����Ȃ̂��������̂ŁA
�����Ɨ��N�����E����Ǝv���܂��B
�ł���Ό_��Ј���h�������m����Ȃ��Ă`�m�`��i�`�k�̐��Ј��̐����m�ɂȂ肽���ȁE�E
570 �F���������R���N�F05/03/10 18:06:41 ID:YG+x/e1I
�Q�l�܂�
�q��@�̐����m�Ɍ���Ήp���}�j���A���ɏo�ė�����p������łɁA�����炩
�����ł��邱�ƂƁA��O��Ƀ��J�j�Y�����D���Ƃ��łȂ��ƃZ���X�������Ȃ���B
�{���g�P�{���߂�̂ɂ��g���N�����`�{�Z���X���K�v�ł��B
�q��@�̐����m�Ɍ���Ήp���}�j���A���ɏo�ė�����p������łɁA�����炩
�����ł��邱�ƂƁA��O��Ƀ��J�j�Y�����D���Ƃ��łȂ��ƃZ���X�������Ȃ���B
�{���g�P�{���߂�̂ɂ��g���N�����`�{�Z���X���K�v�ł��B
571 �F���������R���N�F05/03/10 19:48:45 ID:ZgOXja0G
>>565
���������B
���������B
572 �F���������R���N�F05/03/10 22:17:47 ID:D+u6fV6i
>>570
���E�E�E�p��ł����B�p��͉��Ƃ������Ƃ���
���J�j�Y���Ƃ��D���ȑO�ɑS����{���m��Ȃ��E�E�Eorz
�@�\�w�Ƃ��撣������ł����H�i�����肶��Ȃ��ł����H�j
>>571
���݂����Ȃւɂ�ւɂ僒�^�ɁA�̌P���͑ς����ʁE�E
�̂͂悭���V�A�̋�R�̐����m�ɂȂ肽���Ɓi�܂��Łj�v�������Ȃ��B
���E�E�E�p��ł����B�p��͉��Ƃ������Ƃ���
���J�j�Y���Ƃ��D���ȑO�ɑS����{���m��Ȃ��E�E�Eorz
�@�\�w�Ƃ��撣������ł����H�i�����肶��Ȃ��ł����H�j
>>571
���݂����Ȃւɂ�ւɂ僒�^�ɁA�̌P���͑ς����ʁE�E
�̂͂悭���V�A�̋�R�̐����m�ɂȂ肽���Ɓi�܂��Łj�v�������Ȃ��B
>>572
�@�B�Ȃ̕�������Ȃ������̂��H
�����m�Ƃ����Ă����J�ɐG���͈̂ꕔ���������B
�d���̑唼�́A�@���O�̑|���Ƃ��w�b�h���X�g�̕z�̌����Ƃ����������B
���ƁA�d���Ƃ��Ċo�債�Ȃ��Ⴂ���Ȃ��̂́A�����~�X������500�l���ʂ��Ƃ�������Ă��ƁB
�����m��l�ɂ��̐ӔC�������邱�Ƃ́A�܂��Ȃ����ǁB
���̐����m�̈�l�́A���q�@���䑃��R�ɗ�����������ڂ̓�����ɂ��Ă��邩��B
�@�B�Ȃ̕�������Ȃ������̂��H
�����m�Ƃ����Ă����J�ɐG���͈̂ꕔ���������B
�d���̑唼�́A�@���O�̑|���Ƃ��w�b�h���X�g�̕z�̌����Ƃ����������B
���ƁA�d���Ƃ��Ċo�債�Ȃ��Ⴂ���Ȃ��̂́A�����~�X������500�l���ʂ��Ƃ�������Ă��ƁB
�����m��l�ɂ��̐ӔC�������邱�Ƃ́A�܂��Ȃ����ǁB
���̐����m�̈�l�́A���q�@���䑃��R�ɗ�����������ڂ̓�����ɂ��Ă��邩��B
574 �F���������R���N�F05/03/11 00:25:30 ID:Px4K40VE
���A���͎��R�N���Ȃ�ł���B�ł��A�����Ȃ�����@�͍s���Ȃ���ł��B
���J�ɐG���͈̂ꕔ�Ȃ�ł���orz
��s�@�̑|���Ȃ�ăA���o�C�g�ł���̂ɁE�E�E�킴�킴�呲�ŏA�E���Ă���̓��_�i
�ł��A�ꂩ�����撣���ďA�E���āA���Ƃ͊撣�莟��Ń��J�ɁE�E�E
�Ƃ肠�����A�����E�Z�p�E���߂����Ċ撣��܂��B
�̗p�l���@�@�S�T�l���x���āE�E�E�E�勷��
���J�ɐG���͈̂ꕔ�Ȃ�ł���orz
��s�@�̑|���Ȃ�ăA���o�C�g�ł���̂ɁE�E�E�킴�킴�呲�ŏA�E���Ă���̓��_�i
�ł��A�ꂩ�����撣���ďA�E���āA���Ƃ͊撣�莟��Ń��J�ɁE�E�E
�Ƃ肠�����A�����E�Z�p�E���߂����Ċ撣��܂��B
�̗p�l���@�@�S�T�l���x���āE�E�E�E�勷��
575 �F���������R���N�F05/03/11 00:26:30 ID:Px4K40VE
�����Ȃ݂ɑS����ł� (`��֥�L)
576 �F���������R���N�F05/03/11 00:46:38 ID:RbqKWnLM
>>572
���̗F�l�͋̐������������A�ׂ��̂ő��v���H���Ċ����ł�����Ă���B
�ǂ����ɂ���O�\���Ղ��z�����ӂ肩��̗͂��C�ɂȂ��Ă��鎖�͖����Ȃ̂�
�b���Ė�������������Ǝv����B
�[�����������l����Ƌ͊��ƍL���傾�B
���̗F�l�͋̐������������A�ׂ��̂ő��v���H���Ċ����ł�����Ă���B
�ǂ����ɂ���O�\���Ղ��z�����ӂ肩��̗͂��C�ɂȂ��Ă��鎖�͖����Ȃ̂�
�b���Ė�������������Ǝv����B
�[�����������l����Ƌ͊��ƍL���傾�B
577 �F���������R���N�F05/03/11 01:51:33 ID:Nmb72Od7
>>576
���ƃA�h�o�C�X���ꂽ���A�ǂ������肪�Ƃ��������܂����B
�A���܂łɉp������
���J�j�Y���̎���m��悤�ɂ��đ̒b���āA
���N�͂`�m�`�Ƃi�`�k�Ƌ����Ă݂܂��I
������������̖������Ȃ��Ƃ����ȁc�i�L�E�ցE�M�j
���ƃA�h�o�C�X���ꂽ���A�ǂ������肪�Ƃ��������܂����B
�A���܂łɉp������
���J�j�Y���̎���m��悤�ɂ��đ̒b���āA
���N�͂`�m�`�Ƃi�`�k�Ƌ����Ă݂܂��I
������������̖������Ȃ��Ƃ����ȁc�i�L�E�ցE�M�j
578 �F���������R���N�F05/03/11 08:12:02 ID:7rT57UAw
�呲���h�偨����������m
����ǂ���B
����ǂ���B
579 �F���������R���N�F05/03/11 11:15:27 ID:qZ+6rhvV
�m�荇�����l���L���Ă�w���R�v�^R22�͉p���}�j���A���������BUSA��
������ˁB���퐮������`�������Ƃ����邯�ǃV���v���ȃ��J�ƌ���������
���ꂽ�A����ÓT�I�Ȑv���ȂƎv�����B���`�������I�C����3000�~�^L
���������ȁA�K�\������210�~�^L�i�X�e�����X�h�����ʂœ��ׁj
���Ȃ݂ɔr�C�ʁA��6000cc��124PS�^2600rpm�ł��B
������ˁB���퐮������`�������Ƃ����邯�ǃV���v���ȃ��J�ƌ���������
���ꂽ�A����ÓT�I�Ȑv���ȂƎv�����B���`�������I�C����3000�~�^L
���������ȁA�K�\������210�~�^L�i�X�e�����X�h�����ʂœ��ׁj
���Ȃ݂ɔr�C�ʁA��6000cc��124PS�^2600rpm�ł��B
580 �F���������R���N�F05/03/11 17:28:04 ID:IsXogIOW
��������
581 �F���������R���N�F05/03/11 19:05:15 ID:Idnli2Xc
�p�C���b�g�̂ق��ł�
������
���Ă̂͂���̂��ȁH
����̂Ȃ炻�������������
������
���Ă̂͂���̂��ȁH
����̂Ȃ炻�������������
582 �F���������R���N�F05/03/11 19:40:53 ID:306hMxBR
�������������B
�ėp�@��100mm�قǃ��j�A�X�P�[����������ł�����
�G���R�[�_�[�A�J�E���^�[������r�d�s�łǂꂮ�炢�\�Z��
�K�v�������ˁH
�ėp�@��100mm�قǃ��j�A�X�P�[����������ł�����
�G���R�[�_�[�A�J�E���^�[������r�d�s�łǂꂮ�炢�\�Z��
�K�v�������ˁH
583 �F���������R���N�F05/03/11 20:09:20 ID:7rT57UAw
�X�P�[��+�G���R�[�_�̃A�Z���u����4�`5��
584 �F���������R���N�F05/03/11 23:20:40 ID:7g4D004f
JIS B 1175 �Z�p���t�V�����_�[�{���g�̎g�����������Ă�������
���̃{���g�̓O���b�v���ɂ͍��������ꂸ�Ƀl�W���݂̂ɍ�����
����Ďg���̂ł��傤���H
���̃{���g�̓O���b�v���ɂ͍��������ꂸ�Ƀl�W���݂̂ɍ�����
����Ďg���̂ł��傤���H
585 �F���������R���N�F05/03/12 01:35:06 ID:kcGuRyuW
>>579
��]���ƌŒ藃���ĕʖƋ�����Ȃ����������H
��]���ƌŒ藃���ĕʖƋ�����Ȃ����������H
586 �F�����q���m�F05/03/12 11:12:44 ID:5lT7RsLK
>>577
���C������B
���J�Ƃ��p��Ƃ��A����Ȃ̓��Ђ��Ă��炢����ł���炳��邩��C�ɂ���ȁB
��A�h�o�C�X���Ƃ��ƁA���{�̍q��@�͏��ނŔ��ł���
�ƌ����Ă��������炢�F�X�Ə��ނ�����B
�����Ƃ����͍̂q��@�����@�I�ɔ�s�ł���悤�ɂ��邽�߂�
������Ƃƌ����Ă��������炢���B
�̂ɂ�����x����Ōo����ς�A�f�X�N���[�N�̔䗦�������Ă���̂�
��ނȂ������B�����Ƃ����̂͋@�B�����肾������Ȃ��̂�B
�R��̓��C���ɍs���Ȃ�{�́i�e��Ёj�ɍs���̂����߂邼�B
�������q��ЂƂł͑ҋ����_�D�̍��B
�d���Ȃ��獡��̐l�������E���邱�Ƃ��l���đI�ׁB
�����͑厖����B
�ȏ�A��呲��s�@���w�������m���A�h�o�C�X�ł����B
�X�������X�}�\�B
���C������B
���J�Ƃ��p��Ƃ��A����Ȃ̓��Ђ��Ă��炢����ł���炳��邩��C�ɂ���ȁB
��A�h�o�C�X���Ƃ��ƁA���{�̍q��@�͏��ނŔ��ł���
�ƌ����Ă��������炢�F�X�Ə��ނ�����B
�����Ƃ����͍̂q��@�����@�I�ɔ�s�ł���悤�ɂ��邽�߂�
������Ƃƌ����Ă��������炢���B
�̂ɂ�����x����Ōo����ς�A�f�X�N���[�N�̔䗦�������Ă���̂�
��ނȂ������B�����Ƃ����̂͋@�B�����肾������Ȃ��̂�B
�R��̓��C���ɍs���Ȃ�{�́i�e��Ёj�ɍs���̂����߂邼�B
�������q��ЂƂł͑ҋ����_�D�̍��B
�d���Ȃ��獡��̐l�������E���邱�Ƃ��l���đI�ׁB
�����͑厖����B
�ȏ�A��呲��s�@���w�������m���A�h�o�C�X�ł����B
�X�������X�}�\�B
587 �F���������R���N�F05/03/12 20:08:45 ID:Adm9Ac+C
>>578
�h�q�偨�������ł����B������ƁE�E�E���M�Ȃ��ł��B
>>579
����ωp��v���ł���(�L��֥`)�@�撣��鎩�M�͂���܂�(`��֥�L)
>>581
�ł���Ă������炻�̂܂c�肽���ł��O�O�G
>>586
���������ɂȂ�܂����I����A���̂܂܃R�s�[���ĕۑ����邮�炢�I�I
����ϐe��Ђ̕���������������ł��ˁB���C���̈Ӗ����ǂ�������Ȃ��̂ł���
�悭���ׂ܂��B
�����m����܂�(�V���V)
�e��Ђ���������Ђ��Ă݂�Ǝv���܂��I
�݂Ȃ���A�A�h�o�C�X�ق�Ƃ��ɂǂ������肪�Ƃ��������܂��I�I
�h�q�偨�������ł����B������ƁE�E�E���M�Ȃ��ł��B
>>579
����ωp��v���ł���(�L��֥`)�@�撣��鎩�M�͂���܂�(`��֥�L)
>>581
�ł���Ă������炻�̂܂c�肽���ł��O�O�G
>>586
���������ɂȂ�܂����I����A���̂܂܃R�s�[���ĕۑ����邮�炢�I�I
����ϐe��Ђ̕���������������ł��ˁB���C���̈Ӗ����ǂ�������Ȃ��̂ł���
�悭���ׂ܂��B
�����m����܂�(�V���V)
�e��Ђ���������Ђ��Ă݂�Ǝv���܂��I
�݂Ȃ���A�A�h�o�C�X�ق�Ƃ��ɂǂ������肪�Ƃ��������܂��I�I
588 �F���������R���N�F05/03/12 21:53:28 ID:T5TF0aJt
�G�A���C��
589 �F���������R���N�F05/03/13 17:48:02 ID:ezD/kv2D
��w�����w����Ƃ����Ă���ς�X�[�c�������ł����H
����Ƃ�����ȂɌ����Ȃ�Ȃ��Ă�������ł����ˁH
����Ƃ�����ȂɌ����Ȃ�Ȃ��Ă�������ł����ˁH
590 �F���������R���N�F05/03/13 18:47:24 ID:kUyE65Tt
�A���}�[���H���Ăǂ����������̂Ȃ̂ł����H
591 �F���������R���N�F05/03/13 18:57:59 ID:4P6HuDCD
�̃p�C���b�g�����ԂɈڂ�ɂ́A�������ĂP�`�Q�N���炢�Ԃ�
�u���Ȃ��ƃ_���B
�u���Ȃ��ƃ_���B
592 �F���������R���N�F05/03/13 19:54:40 ID:0TwTDJRF
593 �F���������R���N�F05/03/13 20:56:32 ID:ezD/kv2D
>>592
���X�ǂ����ł��B�w���ł��B
���X�ǂ����ł��B�w���ł��B
594 �F�Ái � U ߁j���@���@�����D���̂�������B�F05/03/13 21:21:20 ID:LKUK1zUv
>>590�@���A���}�[���H����
�n�Z�A���~�j�E���߂������H
http://e-trade.ktc.ksrp.or.jp/ja/seeds/kitakyu/163.html
�@�@�Z�p�T�v
�@�@�n�Z�A���~�j�E���߂����i�A���~�i�C�Y�h��ʏ̃A���}�[�Ƃ������j
��124�� �n�Z�A���~�j�E���߂���-1
http://www.mol.ne.jp/lecture/surface/124/
�A���}�[�H��
http://www.telemesse.ne.jp/alumer/
�n�Z�A���~�j�E���߂������H
http://e-trade.ktc.ksrp.or.jp/ja/seeds/kitakyu/163.html
�@�@�Z�p�T�v
�@�@�n�Z�A���~�j�E���߂����i�A���~�i�C�Y�h��ʏ̃A���}�[�Ƃ������j
��124�� �n�Z�A���~�j�E���߂���-1
http://www.mol.ne.jp/lecture/surface/124/
�A���}�[�H��
http://www.telemesse.ne.jp/alumer/
>>594
�ǂ������肪�Ƃ��I�g�т��������ď�����܂����I
�ǂ������肪�Ƃ��I�g�т��������ď�����܂����I
596 �F�Ái � U ߁j���@���@�����D���̂�������B�F05/03/13 22:12:23 ID:LKUK1zUv
>>584�@���Z�p���t�V�����_�[�{���g�̎g����
�u�V�����_�[�{���g�v�ƌ������̂��A�ǂ��m��܂���ł������A���̃y�[�W�����܂��ƁA
�u�V�����_�[�v���u���v���u�i���v�̕t�����A���[�}�i�O�a�����̗L��j�{���g�ƁA
���������ł��B
�r�a�l �V�����_�[�{���g
http://www.nbk1560.com/m_m/screw/products/sbm/index.html
�@�@���ʒu���߁A����Œ�p�̐����{���g�B
�V�����_�[�{���g
http://www.ohkitaweb.co.jp/pages/164SH.html
http://www.ohkitaweb.co.jp/pages/catalogue_index.html
�@�@��ɁA�����ł̋@�\�ێ��Ȃǂ̗p�r�Ɏg�p�����l�W���i�ł��B
�r�v�|�O�Q �V�����_�[�{���g
http://www.imao.co.jp/cad/sme-2s3/14bolt_nut/sw-02/sw-02.pdf
http://www.imao.co.jp/catalog/online_catalog.nsf/online_catalog/SMEbolt_nut_sme?OpenDocument
�Ȃ��i�����L��̂��ƌ����A���́u�i�������Œ��ߍ��ށv�A���̐A�����݃V���t�g�A
�Ƃ��Ă̎g�������A�ړI�Ƃ��Ă��邩��ł��傤�B
�������ړI�ɉ����A�u�������v�Ȃǂ��g���Ă��ǂ��킯�ł����A�g��Ȃ��Ŏg�������A
�ǂ��炩�ƌ����Έ�ʓI�ł��傤�B
�u�V�����_�[�{���g�v�ƌ������̂��A�ǂ��m��܂���ł������A���̃y�[�W�����܂��ƁA
�u�V�����_�[�v���u���v���u�i���v�̕t�����A���[�}�i�O�a�����̗L��j�{���g�ƁA
���������ł��B
�r�a�l �V�����_�[�{���g
http://www.nbk1560.com/m_m/screw/products/sbm/index.html
�@�@���ʒu���߁A����Œ�p�̐����{���g�B
�V�����_�[�{���g
http://www.ohkitaweb.co.jp/pages/164SH.html
http://www.ohkitaweb.co.jp/pages/catalogue_index.html
�@�@��ɁA�����ł̋@�\�ێ��Ȃǂ̗p�r�Ɏg�p�����l�W���i�ł��B
�r�v�|�O�Q �V�����_�[�{���g
http://www.imao.co.jp/cad/sme-2s3/14bolt_nut/sw-02/sw-02.pdf
http://www.imao.co.jp/catalog/online_catalog.nsf/online_catalog/SMEbolt_nut_sme?OpenDocument
�Ȃ��i�����L��̂��ƌ����A���́u�i�������Œ��ߍ��ށv�A���̐A�����݃V���t�g�A
�Ƃ��Ă̎g�������A�ړI�Ƃ��Ă��邩��ł��傤�B
�������ړI�ɉ����A�u�������v�Ȃǂ��g���Ă��ǂ��킯�ł����A�g��Ȃ��Ŏg�������A
�ǂ��炩�ƌ����Έ�ʓI�ł��傤�B
597 �F���������R���N�F05/03/13 23:29:21 ID:iQYa+Yj9
>584
����������ړI���l�����ق����A�����ɋ߂Â��Ǝv����
����������ړI���l�����ق����A�����ɋ߂Â��Ǝv����
598 �F���������R���N�F05/03/14 00:01:28 ID:NMYNmX5e
>>596 �^�P����B
�����͎g������_�������B
�����͎g������_�������B
599 �F���������R���N�F05/03/14 08:39:49 ID:rw/FoPKN
���₳���Ă��������B
�V�����_�[�Q�[�W�Ƃ͉������邽�߂̓���Ȃ�ł��傤���B
�V�����_�[�Q�[�W�Ƃ͉������邽�߂̓���Ȃ�ł��傤���B
600 �F���������R���N�F05/03/14 09:42:02 ID:Uxpf45BG
�V�����_�[�̓����𑪂�Q�[�W�ł��B
601 �F���������R���N�F05/03/14 10:22:57 ID:cp1AQYJ0
����ł�
�Г��Ő�p�@�i�{�[���Ձj�����g���t�B�b�g���悤�Ƃ��Ă܂���
�`�b�T�[�{��ʒu���ߐ��䓙�̃X���͗L��܂����H
����Ƃ��d�C�d�q�ɍs���ׂ��ł����H
�Г��Ő�p�@�i�{�[���Ձj�����g���t�B�b�g���悤�Ƃ��Ă܂���
�`�b�T�[�{��ʒu���ߐ��䓙�̃X���͗L��܂����H
����Ƃ��d�C�d�q�ɍs���ׂ��ł����H
602 �F���������R���N�F05/03/14 21:44:14 ID:Pi3ZRRh+
�����Ǝv�����ǁc���Ẫ��{�h�����������������ʂ͍K���ɂȂ邩�ƁB
603 �F�ψ��k��I���I�j�F05/03/15 14:23:10 ID:3EPvaEft
>>598
�@�B�̐v�ɂ́A�u����߁I�v�Ȃǂƌ��������́A���݂��܂���B
��肭�@�B�������A���i����������̂Ȃ�A���ꂪ�����̐v�Ȃ̂ł��傤�B
�Œ�T�O�̑����l����́A���A�ǂ��A�C�f�A�͐��܂�Ȃ����̂ł��B
�@�B�̐v�ɂ́A�u����߁I�v�Ȃǂƌ��������́A���݂��܂���B
��肭�@�B�������A���i����������̂Ȃ�A���ꂪ�����̐v�Ȃ̂ł��傤�B
�Œ�T�O�̑����l����́A���A�ǂ��A�C�f�A�͐��܂�Ȃ����̂ł��B
604 �F���������R���N�F05/03/15 14:50:32 ID:rsnDG3K1
�K�i����O���悤�Ȑv��
���Ȃ��̂��펯�B
���Ȃ��̂��펯�B
605 �F���������R���N�F05/03/15 14:52:13 ID:rsnDG3K1
���łɌ��킵�Ă��炤��
�u�l�W�ɂ̓��b�V��������v�Ƃ��u���S���������ς��������v�Ƃ�
�ł܂����]���X�̎�����ɂ́A�܂Ƃ��Ȑv�͕s�\�B
�u�l�W�ɂ̓��b�V��������v�Ƃ��u���S���������ς��������v�Ƃ�
�ł܂����]���X�̎�����ɂ́A�܂Ƃ��Ȑv�͕s�\�B
606 �F������F05/03/15 23:07:23 ID:CD2JbCYG
CAD/CAM�ɂ�A2017�����߂ĉ��H���Ă���̂ł����A
���ɂ͂��܂�@�B���H�̒m���������̂łǂȂ����ɋ����Ē����������Ƃ�����܂��B
�g�p���Ă���G���h�~���̓�6�̃t���b�g�ŋ��F�̃R�[�e�B���O(����)�B
��]����7000rpm,���ʉ��H�Ƃ����̂ł��傤���H�ޗ��ɏォ�玕�������铮���Ɖ��ɍ�铮���ł��B
�؍푬�x��200mm/min,���葬�x��50mm/min���x�Ǝv���܂��B
���̏ꍇ�A�荞�݂͂ǂ̒��x���Ó��Ȃ̂ł��傤���H
���݂�0.2mm�Ő؍킵�Ă���̂ł����A�\�ł���ΐ荞�݂𑝂₵�����ƍl���Ă��܂��B
���s����������܂����肢���܂��B
���ɂ͂��܂�@�B���H�̒m���������̂łǂȂ����ɋ����Ē����������Ƃ�����܂��B
�g�p���Ă���G���h�~���̓�6�̃t���b�g�ŋ��F�̃R�[�e�B���O(����)�B
��]����7000rpm,���ʉ��H�Ƃ����̂ł��傤���H�ޗ��ɏォ�玕�������铮���Ɖ��ɍ�铮���ł��B
�؍푬�x��200mm/min,���葬�x��50mm/min���x�Ǝv���܂��B
���̏ꍇ�A�荞�݂͂ǂ̒��x���Ó��Ȃ̂ł��傤���H
���݂�0.2mm�Ő؍킵�Ă���̂ł����A�\�ł���ΐ荞�݂𑝂₵�����ƍl���Ă��܂��B
���s����������܂����肢���܂��B
607 �F���������R���N�F05/03/15 23:15:15 ID:O1th1TUH
�[���Œ���̒m���������Ɍ������ʂ������đ傢��Ȃ�čň��Ȕn��������킯����
�E�U�߂���A�}�W�ŁB
�E�U�߂���A�}�W�ŁB
608 �F���������R���N�F05/03/15 23:49:01 ID:UuoiIDoz
����ȶ�Ͻ
�Ⴆ�A�G�A�V�����_���ǂꂾ���̗͂��o���邩�̎��́A�s�X�g�������ɃV�����_�����`�C�a�ƌ���
�`���͂w�`�s�X�g���ʐρ|�a���͂w�i�a�s�X�g���ʐρ|���b�h�f�ʐρj
�ɂȂ�Ǝv���܂��B
�������玿��ł����A�G�A���[�^�̃g���N���v�Z���鎮��m�肽���̂ł����A
��L�̃s�X�g���̂悤�Ȋ����̐������ڂ��ĂāA�����̂���z�[���y�[�W�����ЂȂ�
�����Ă��������B�ꉞ�A�g�o�͂��낢��ȃL�[���[�h�ŒT���܂������A
�������܂���ł����B��낵�����肢���܂��B
�Ȃ����Ƃ����ƁA���͂��ω�����Ƃǂꂾ���g���N���ω�����̂���m�肽������ł��B
�Ⴆ�A�G�A�V�����_���ǂꂾ���̗͂��o���邩�̎��́A�s�X�g�������ɃV�����_�����`�C�a�ƌ���
�`���͂w�`�s�X�g���ʐρ|�a���͂w�i�a�s�X�g���ʐρ|���b�h�f�ʐρj
�ɂȂ�Ǝv���܂��B
�������玿��ł����A�G�A���[�^�̃g���N���v�Z���鎮��m�肽���̂ł����A
��L�̃s�X�g���̂悤�Ȋ����̐������ڂ��ĂāA�����̂���z�[���y�[�W�����ЂȂ�
�����Ă��������B�ꉞ�A�g�o�͂��낢��ȃL�[���[�h�ŒT���܂������A
�������܂���ł����B��낵�����肢���܂��B
�Ȃ����Ƃ����ƁA���͂��ω�����Ƃǂꂾ���g���N���ω�����̂���m�肽������ł��B
610 �F���������R���N�F05/03/16 00:47:59 ID:1PH3Kk0W
>>608
>>�Ȃ����Ƃ����ƁA���͂��ω�����Ƃǂꂾ���g���N���ω�����̂���m�肽������ł��B
�Ƃ肠�����s�X�g�����̂Ȃ爳�͂ɔ�Ⴕ�Ȃ��H
�^�[�r���̓z�͂�₱����������
>>�Ȃ����Ƃ����ƁA���͂��ω�����Ƃǂꂾ���g���N���ω�����̂���m�肽������ł��B
�Ƃ肠�����s�X�g�����̂Ȃ爳�͂ɔ�Ⴕ�Ȃ��H
�^�[�r���̓z�͂�₱����������
611 �F�f�l�͂Ђ�������F05/03/16 06:30:35 ID:vTke+rzr
>>584�@�����̃{���g�̓O���b�v���ɂ͍��������ꂸ�Ƀl�W���݂̂ɍ�����
�w�O���b�v�x�̈Ӗ�������܂���B�l�W���ɂ��A�K�v��������Γ���܂���B
�����ɉ������ꂽ��������A
�E�@�x�A�����O�ł��A
�E�@���^���ł��A
�E�@�������i�ł��A
�E�@�J���t�H���A�[�ł��A
�E�@���b�V���[�ł��A
���ł�����Ă�낵���B�P�Ȃ鐸���ȃV���t�g�Ȃ̂�����ˁB
�A���A�Œ蕔���˂��ŁA���̂˂��a���������Ȃ�A�ƌ����悤�ȍ\����A
���ԋ����̐����ȗp�r�Ƃ��A���ɋȂ����x��K�v�Ƃ���ꍇ�ɂ́A�g���Ȃ��ł��B
>>598�@>>604�@>>605�@>>607�@>>609�@���@�S�ĂǑf�l�Ȃ̂ŁA�������Ă��������B
�w�O���b�v�x�̈Ӗ�������܂���B�l�W���ɂ��A�K�v��������Γ���܂���B
�����ɉ������ꂽ��������A
�E�@�x�A�����O�ł��A
�E�@���^���ł��A
�E�@�������i�ł��A
�E�@�J���t�H���A�[�ł��A
�E�@���b�V���[�ł��A
���ł�����Ă�낵���B�P�Ȃ鐸���ȃV���t�g�Ȃ̂�����ˁB
�A���A�Œ蕔���˂��ŁA���̂˂��a���������Ȃ�A�ƌ����悤�ȍ\����A
���ԋ����̐����ȗp�r�Ƃ��A���ɋȂ����x��K�v�Ƃ���ꍇ�ɂ́A�g���Ȃ��ł��B
>>598�@>>604�@>>605�@>>607�@>>609�@���@�S�ĂǑf�l�Ȃ̂ŁA�������Ă��������B
612 �F�f�l�̎���́A�劽�}�B���R�ł��ȁB�i���F05/03/16 06:48:47 ID:vTke+rzr
>>608�@���G�A���[�^�̃g���N���v�Z���鎮
�����������͈̂�ʓI�Ȗ{�ɂ͍ڂ��Ă��܂���B
�G�A���[�^�[�ɂ́A�s�X�g������[�c����x�[���^�Ȃǂ�����A
���ꂼ��̌`���ŁA���������\���Ⴄ����ł��B
�g�������`���ƃ��[�J�[���킩��A�J�^���O�𑗂��Ă��炢�A
���̒��ɏ����Ă���v�Z���Ōv�Z���܂��傤�B
�������A�J�^���O�ɏ����Ă��鐻�i���g������ɂ����ẮA
�K�v�g���N���A���]�̓f�o�ʂȂǁA��{�I�Ȃ��Ƃ͑S�ď�����Ă���͂��ł��B
�����������͈̂�ʓI�Ȗ{�ɂ͍ڂ��Ă��܂���B
�G�A���[�^�[�ɂ́A�s�X�g������[�c����x�[���^�Ȃǂ�����A
���ꂼ��̌`���ŁA���������\���Ⴄ����ł��B
�g�������`���ƃ��[�J�[���킩��A�J�^���O�𑗂��Ă��炢�A
���̒��ɏ����Ă���v�Z���Ōv�Z���܂��傤�B
�������A�J�^���O�ɏ����Ă��鐻�i���g������ɂ����ẮA
�K�v�g���N���A���]�̓f�o�ʂȂǁA��{�I�Ȃ��Ƃ͑S�ď�����Ă���͂��ł��B
613 �F�f�l�̎���́A�劽�}�B���R�ł��ȁB�i���F05/03/16 06:49:27 ID:vTke+rzr
age
614 �F���������R���N�F05/03/16 09:15:13 ID:+Fevpdsr
>>611
���̃R�e�͎������g�ɑ��鎩�����H
���̃R�e�͎������g�ɑ��鎩�����H
615 �F���������R���N�F05/03/16 13:34:44 ID:KD5w/6zQ
>608
��]�ɋ߂����ȕ���T���Ă݂����A���͔��d�ł���
�܂��Q�l�܂ł�
ttp://ibis.mach.me.ynu.ac.jp/Private/imamura/wind-e/opt/OPTDSN.HTML
���ƁA�l���Ă݂�Ƃ����
���C�^�[�r���̎�����ސ��ł��Ȃ��̂��H�Ƃ����Ƃ���ł�
�ʕ����܂�
��]�ɋ߂����ȕ���T���Ă݂����A���͔��d�ł���
�܂��Q�l�܂ł�
ttp://ibis.mach.me.ynu.ac.jp/Private/imamura/wind-e/opt/OPTDSN.HTML
���ƁA�l���Ă݂�Ƃ����
���C�^�[�r���̎�����ސ��ł��Ȃ��̂��H�Ƃ����Ƃ���ł�
�ʕ����܂�
616 �F���������R���N�F05/03/17 01:08:22 ID:UrwJaz5M
>608
���C�m���Y�������������K�v������܂��B
���������痬�ʂ��Z�o���i���ꗬ�ʂ��v�Z���j�A
��]���S����f�o���܂ł̋����FLM3�A�f�o���a�i�f�ʁj�FAm1�A�f�o�p:rad_1
���������a�FR2�A��]���x��W�Ƃ���ƁB
@VB6
'=====���ʂ���g���N�����߂�B(��)============================='�i2.11�j��
'�����g���N�̌v�Z�i���׃g���N�Ȃ��j$$$
Tm = ���x * ���� * _
(l_m3 / A_m1 * rad_m1 * ���� + _
(R_2 ^ 2 - (l_m3 + 2 / 1000) ^ 2) * gW)
�ƂȂ�܂��B
�ڂ�����A�u���̗͊w�vor�u���̋@�B�v�́h���x�O�p�`�h��������Q�Ƃ��Ă��������B
���C�m���Y�������������K�v������܂��B
���������痬�ʂ��Z�o���i���ꗬ�ʂ��v�Z���j�A
��]���S����f�o���܂ł̋����FLM3�A�f�o���a�i�f�ʁj�FAm1�A�f�o�p:rad_1
���������a�FR2�A��]���x��W�Ƃ���ƁB
@VB6
'=====���ʂ���g���N�����߂�B(��)============================='�i2.11�j��
'�����g���N�̌v�Z�i���׃g���N�Ȃ��j$$$
Tm = ���x * ���� * _
(l_m3 / A_m1 * rad_m1 * ���� + _
(R_2 ^ 2 - (l_m3 + 2 / 1000) ^ 2) * gW)
�ƂȂ�܂��B
�ڂ�����A�u���̗͊w�vor�u���̋@�B�v�́h���x�O�p�`�h��������Q�Ƃ��Ă��������B
617 �F���������R���N�F05/03/17 22:51:57 ID:jvCk5mYW
�������܁u������v�Řb�葛�R�ł@�I�I
�y���ƈًƁz�w���Ȑ��p��y�Г��ЊO�z
http://science3.2ch.net/test/read.cgi/kikai/1074827977/457-465
619 �F���������R���N�F05/03/18 23:50:45 ID:7/G9hpjb
BAKATAKE�͂��ăl�W�Ɋւ���c�_�őf�l�������ꂽ���Ƃ����Ɏ����Ă��邾���B
�m���̖��������{�ȓz�ɐv���o����킯��������ȁB
���l�̒m�������p���Ă��邾������B
�m���̖��������{�ȓz�ɐv���o����킯��������ȁB
���l�̒m�������p���Ă��邾������B
620 �F���������R���N�F05/03/19 08:07:57 ID:OCRWap6F
�f�l�͈�������ł���Č����Ă�z����ԑf�l�Ȃ̂�����B
621 �F���������R���N�F05/03/19 08:18:30 ID:0cS+Ftex
�����́A�ݔ��@�B�W�Ȃ�ł����ǁA�A���~�ގg��������
�F����A�A���}�C�g�������܂��H
2000�n�͑ϐH���ǂ��Ȃ�����A�����ق����ǂ����������ǁA
5000�n�Ƃ��A6000�n�Ȃ�A���Ȃ��Ă����������g��������
�C��... �N���X�P�O�O�O���x�̃N���[�����[���Ƃ��ŁA
���̕ӂ��ĉ����e�������ł��傤���H
622 �F���������R���N�F05/03/19 08:31:01 ID:GvIAed9F
623 �F���������R���N�F05/03/19 09:14:51 ID:l/Ii71AW
>>622
�P�����̈�ʐݔ��@�B�ł��B
�u���P�b�g(�v���[�g)�Ƃ��Ď��X�g����ł����ǁA
�r�r�ނȂ�h���A�܂��̓��b�L���Ă���x��
�@�B�ł��B�K�������Ăr�t�r�ގg�����Ƃ������ł��B
5052�Ƃ��A�\�ʏ����{���ɕK�v�Ȃ�ł��傤���H
�����ق����������x���Ȃ̂��A���Ȃ����Ⴂ���Ȃ����x��
�Ȃ̂��m�肽���ł��B
�P�����̈�ʐݔ��@�B�ł��B
�u���P�b�g(�v���[�g)�Ƃ��Ď��X�g����ł����ǁA
�r�r�ނȂ�h���A�܂��̓��b�L���Ă���x��
�@�B�ł��B�K�������Ăr�t�r�ގg�����Ƃ������ł��B
5052�Ƃ��A�\�ʏ����{���ɕK�v�Ȃ�ł��傤���H
�����ق����������x���Ȃ̂��A���Ȃ����Ⴂ���Ȃ����x��
�Ȃ̂��m�肽���ł��B
624 �F���������R���N�F05/03/19 09:52:34 ID:GvIAed9F
�����镔���Ȃ�܂��Ă��邩�牽�����珈��
�����Ȃ������Ȃ�E�E�E���b�J�[�ł������Ƃ��A�Ƃ��B
�����Ȃ������Ȃ�E�E�E���b�J�[�ł������Ƃ��A�Ƃ��B
625 �F���������R���N�F05/03/19 17:49:49 ID:YIX4Toji
�n�ڂ��Ĕ��������̂��Ăǂ����Ă܂��H�����𐘂���H�K���K���@���ďC���H
����C�����x�̒@����ŁA�n�ڋ��x���ė������肷���ł��傤���H
626 �F���������R���N�F05/03/19 19:59:17 ID:Mfufh3W6
�����W�͂܂������̖��o���Ȃ���A4������MC�̎d���ɏA�����ƂɂȂ�܂����B
���}�̓ǂݕ��A���̉���Ȃǒ����S�Ҍ����̉�������Ă���T�C�g��A
���E�߂̖{����������Ă��������I
���}�̓ǂݕ��A���̉���Ȃǒ����S�Ҍ����̉�������Ă���T�C�g��A
���E�߂̖{����������Ă��������I
627 �F���������R���N�F05/03/19 20:37:50 ID:Pf2CwRQX
�w�X�^�[�����O�G���W���͂ǂ���x�Ƃ���
�ߋ����O��T���Ă���̂ł����o���܂���B
�T���x�[�W���肢���܂��B
�ߋ����ONo.�́A1003425124�@�ł��B
�ߋ����O��T���Ă���̂ł����o���܂���B
�T���x�[�W���肢���܂��B
�ߋ����ONo.�́A1003425124�@�ł��B
628 �F���������R���N�F05/03/19 21:03:10 ID:7TaL9Y8h
>>625
�����̓n���}�[�ł���
�����͂������Ă�����Ȃ��H
��{�͗n�ڌ�̔�������z���Ă������Ă���܂��C�����Ȃ��Ă��ނ悤�ɂ���
����̏C�����������炢�ŋ��x��������悤�ł͂��������n�ڏ������L���Ă��Ȃ����v�������Ǝv���܂�
�����Ɣj��I�ȕό`��������Ă��n�ڕ�������Ȃ��悤�ɂȂ��ĂȂ��Ǝd�������Ȃ��Ȃ�܂�
�����̓n���}�[�ł���
�����͂������Ă�����Ȃ��H
��{�͗n�ڌ�̔�������z���Ă������Ă���܂��C�����Ȃ��Ă��ނ悤�ɂ���
����̏C�����������炢�ŋ��x��������悤�ł͂��������n�ڏ������L���Ă��Ȃ����v�������Ǝv���܂�
�����Ɣj��I�ȕό`��������Ă��n�ڕ�������Ȃ��悤�ɂȂ��ĂȂ��Ǝd�������Ȃ��Ȃ�܂�
629 �F���������R���N�F05/03/19 22:04:57 ID:yVHjL5VB
>>628
����{�͗n�ڌ�̔�������z���Ă�������
���ꂱ�����A�n�ڂ̘r�̌������ł���ˁH�@�� ���ҁB
�]�E��̉�Ђł́A�n�ڂ͔���̂����R�Ƃ����̂��Z�����Ă�݂����Ĕ߂����ł��B
���������i�ŋ@�B�g�ݗ��Ă�����āA�����a������A�����������V���Œ����Ȃ�āA
�_�T����������ǁA���������Ȃ���ŁA���܂��Ă܂��B
�e�a�Ȃ�A���x�́A�����Œ@���Ă݂܂��B�p�p�C�v�̔������ˑ�Ƃ��́E�E�E
����{�͗n�ڌ�̔�������z���Ă�������
���ꂱ�����A�n�ڂ̘r�̌������ł���ˁH�@�� ���ҁB
�]�E��̉�Ђł́A�n�ڂ͔���̂����R�Ƃ����̂��Z�����Ă�݂����Ĕ߂����ł��B
���������i�ŋ@�B�g�ݗ��Ă�����āA�����a������A�����������V���Œ����Ȃ�āA
�_�T����������ǁA���������Ȃ���ŁA���܂��Ă܂��B
�e�a�Ȃ�A���x�́A�����Œ@���Ă݂܂��B�p�p�C�v�̔������ˑ�Ƃ��́E�E�E
>>629
�����ꂱ�����A�n�ڂ̘r�̌������ł���ˁH
����A�r�̌���������Ȃ��Ċ�{�I�ȍl�����B
�������A�v���n�ڂɂ��c���o�ɂ����悤��
�\�����l���郄�c�͏��Ȃ��B�@��Ȃ����ǂˁB
�����ꂱ�����A�n�ڂ̘r�̌������ł���ˁH
����A�r�̌���������Ȃ��Ċ�{�I�ȍl�����B
�������A�v���n�ڂɂ��c���o�ɂ����悤��
�\�����l���郄�c�͏��Ȃ��B�@��Ȃ����ǂˁB
631 �F���������R���N�F05/03/20 00:54:18 ID:T9dkeFCr
�V����������悤�Ȑ������i�Ȃ炭��������Ő؍���H�����Ȃ����Ȃ�����
632 �F���������R���N�F05/03/20 01:04:58 ID:oZOXHrBG
>>625
����A��J���܂���ˁA�ǂ����ɘc�ݏo�邩�킩��Ȃ��ł�����ˁB
���ɓI�Ή���Ƃ��ẮA�K�v���x���肬��܂ŗn�ڗʂ����炷�Ƃ��A
�S�n�ڂɂ��Ȃ��ŁA�f���A�璹�n�ڂɂ���Ƃ��A�X�~�������50���ȉ��ɂ���Ƃ�
�n�ڕ���Ώ̂ɂ���Ƃ�����܂����ǁA�n�ڋ��x���ďn���҂Ƃ�������Ȃ��l�̍�����
�{���炢�Ⴂ�܂�����ˁ[�B
���ƁA����ł����A����ς�@���Ƌ��x�͗����܂���A�ڂɌ�����قǂ̘c�݂�Y���ό`�����Ă����ł�����B
�ł�������������킯����Ȃ�����A�C�ɂ���قǂ���Ȃ��Ǝv���܂����ǂˁA����Ȃ��肬��̐v���Ȃ��ł���H
����A��J���܂���ˁA�ǂ����ɘc�ݏo�邩�킩��Ȃ��ł�����ˁB
���ɓI�Ή���Ƃ��ẮA�K�v���x���肬��܂ŗn�ڗʂ����炷�Ƃ��A
�S�n�ڂɂ��Ȃ��ŁA�f���A�璹�n�ڂɂ���Ƃ��A�X�~�������50���ȉ��ɂ���Ƃ�
�n�ڕ���Ώ̂ɂ���Ƃ�����܂����ǁA�n�ڋ��x���ďn���҂Ƃ�������Ȃ��l�̍�����
�{���炢�Ⴂ�܂�����ˁ[�B
���ƁA����ł����A����ς�@���Ƌ��x�͗����܂���A�ڂɌ�����قǂ̘c�݂�Y���ό`�����Ă����ł�����B
�ł�������������킯����Ȃ�����A�C�ɂ���قǂ���Ȃ��Ǝv���܂����ǂˁA����Ȃ��肬��̐v���Ȃ��ł���H
633 �F���������R���N�F05/03/20 06:40:06 ID:/WxI4tIy
>>631
����629�Ɠ������삾�Ƃ��������A���ׂ�f�t�b�x�k�Ƃ��A������Ǝ��t���ʂ������Ă��肷���
������悤�ɂȂ�B����ȂƂ��ɂ킴�킴�@�B���H����Ă���l�i��������܂���yo�I
�ڂł悭���Ă����ĂȂ����x�Ȃ炽���Ă��n�j�Ȃ�ŁA�n�ڍH���Ŕ���Ȃ����Ă��炦��A
��������ĂƂ�����B
����629�Ɠ������삾�Ƃ��������A���ׂ�f�t�b�x�k�Ƃ��A������Ǝ��t���ʂ������Ă��肷���
������悤�ɂȂ�B����ȂƂ��ɂ킴�킴�@�B���H����Ă���l�i��������܂���yo�I
�ڂł悭���Ă����ĂȂ����x�Ȃ炽���Ă��n�j�Ȃ�ŁA�n�ڍH���Ŕ���Ȃ����Ă��炦��A
��������ĂƂ�����B
634 �F�Ái � U ߁j���@���@�����D���̂�������B�F05/03/20 06:58:52 ID:TWe473IY
>>627
�X�^�[�����O�G���W���͂ǂ���H
http://mimizun.com/cgi/mimizunsearch.pl?whence=0&query=%83X%83%5E%81%5B%83%8A%83%93%83O%83G%83%93%83W%83%93%82%CD%82%C7%82%A4%82%E6&submit=%8C%9F%8D%F5&max=10&result=normal&sort=date%3Alate&idxname=kikai
�c�_�͂P�O�O�O�Ԃ܂ōs���܂������A�ߋ��L���ɂ́A�Q�T�P�ԂŐꂽ���̂������݂��Ȃ��悤�ł��B
���S�Ȃ��̂��K�v�Ȃ�A�ǂȂ����l�ł������̕��ɁA���܂��̂��ǂ��ł��傤�B
�ߋ����O�S�������V�X�e��
http://www1.odn.ne.jp/mimizun/2ch.html
�ɂ������˂� �ߋ����O���
http://makimo.to/cgi-bin/search/index.html
�y�����z�L�[���[�h�u�G���W���v��T���܂���
http://makimo.to/cgi-bin/search/search.cgi?q=%83G%83%93%83W%83%93&andor=AND&sf=2&H=&view=table&G=%8Aw%96%E2%81E%97%9D%8Cn
�X�^�[�����O�G���W���͂ǂ���H
http://mimizun.com/cgi/mimizunsearch.pl?whence=0&query=%83X%83%5E%81%5B%83%8A%83%93%83O%83G%83%93%83W%83%93%82%CD%82%C7%82%A4%82%E6&submit=%8C%9F%8D%F5&max=10&result=normal&sort=date%3Alate&idxname=kikai
�c�_�͂P�O�O�O�Ԃ܂ōs���܂������A�ߋ��L���ɂ́A�Q�T�P�ԂŐꂽ���̂������݂��Ȃ��悤�ł��B
���S�Ȃ��̂��K�v�Ȃ�A�ǂȂ����l�ł������̕��ɁA���܂��̂��ǂ��ł��傤�B
�ߋ����O�S�������V�X�e��
http://www1.odn.ne.jp/mimizun/2ch.html
�ɂ������˂� �ߋ����O���
http://makimo.to/cgi-bin/search/index.html
�y�����z�L�[���[�h�u�G���W���v��T���܂���
http://makimo.to/cgi-bin/search/search.cgi?q=%83G%83%93%83W%83%93&andor=AND&sf=2&H=&view=table&G=%8Aw%96%E2%81E%97%9D%8Cn
635 �F���������R���N�F05/03/20 07:56:29 ID:F3qVLIbn
636 �F���������R���N�F05/03/20 08:03:20 ID:xu6a/zP9
�ʂɂ�������B
���匾���w�����x�̑r�O������̓}�V�B
���匾���w�����x�̑r�O������̓}�V�B
637 �F���������R���N�F05/03/20 08:09:29 ID:CvtXYJ7u
�B
���̉��ł��o���錟�����炵�Ȃ��悤��
�z�����邩��́B
���̉��ł��o���錟�����炵�Ȃ��悤��
�z�����邩��́B
638 �F ��TYDwXnRdU6 �F05/03/20 10:30:36 ID:TWe473IY
639 �F ��TYDwXnRdU6 �F05/03/20 10:34:12 ID:TWe473IY
640 �F ��TYDwXnRdU6 �F05/03/20 10:35:14 ID:TWe473IY
>>637�@���@���_
641 �F���������R���N�F05/03/20 13:36:32 ID:fqpUjkh4
>627
�ߋ����O��DAT�������Ă���̂ŁA�K�v�Ȃ�
http://science3.2ch.net/test/read.cgi/kikai/1003425124/
�����������
�ǂ߂Ȃ�dat�����X����html�~���[���܂� [85]
http://that3.2ch.net/test/read.cgi/gline/1111192634/l50
�ɍs���ā@���N�_�� ��guIdE/2ChI�@����ɂ��肢����Ƃ����ł�
������e�ɂ���ẮA�����������Ȃ��n��(�ʏ�TAKE)���킫�܂��̂�
���̍ۂ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�ɕ��A
�܂����̕�������X���b�h�̎�|�𗝉����āA
���܂�n���̑���ɂ��Ȃ��悤�ɂ��Ă��������B
�ߋ����O��DAT�������Ă���̂ŁA�K�v�Ȃ�
http://science3.2ch.net/test/read.cgi/kikai/1003425124/
�����������
�ǂ߂Ȃ�dat�����X����html�~���[���܂� [85]
http://that3.2ch.net/test/read.cgi/gline/1111192634/l50
�ɍs���ā@���N�_�� ��guIdE/2ChI�@����ɂ��肢����Ƃ����ł�
������e�ɂ���ẮA�����������Ȃ��n��(�ʏ�TAKE)���킫�܂��̂�
���̍ۂ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�ɕ��A
�܂����̕�������X���b�h�̎�|�𗝉����āA
���܂�n���̑���ɂ��Ȃ��悤�ɂ��Ă��������B
642 �F���������R���N�F05/03/20 15:47:38 ID:F3qVLIbn
�{���̂��Ƃ������Ɖ��̂����i�t���Ȃ����X���t���B
�����͂����Ə�肭�����ẮB
�����͂����Ə�肭�����ẮB
643 �F���������R���N�F05/03/20 22:51:46 ID:Fts7BIXR
�����܂�n���̑���ɂ��Ȃ��悤�ɂ��Ă��������B
���Ⴀ�A
ID:F3qVLIbn�i=>>642=>>635�j�̓X���[���ˁB
���ׂ̈Ɏ���X���ɂ���̂��B
���Ⴀ�A
ID:F3qVLIbn�i=>>642=>>635�j�̓X���[���ˁB
���ׂ̈Ɏ���X���ɂ���̂��B
644 �F���������R���N�F05/03/20 23:44:50 ID:oZOXHrBG
���[��A�r��Ă���̂Ɖߑa���Ă�́A�ǂ������܂����낤�H
645 �F���������R���N�F05/03/20 23:55:23 ID:WIMPpxOO
���₪����Γ��������
�ߑa���Ă��Ƃ͎��₪�Ȃ����Ă��Ƃ�����A����͂���ł����B
�킩��Ȃ��̂ɒm�������Ԃ��ăg���`�L�ȉ���̂���Ԉ����B
���̂��Ǝw�E�ƃw���N�c�ōr��邩��ˁB
�ߑa���Ă��Ƃ͎��₪�Ȃ����Ă��Ƃ�����A����͂���ł����B
�킩��Ȃ��̂ɒm�������Ԃ��ăg���`�L�ȉ���̂���Ԉ����B
���̂��Ǝw�E�ƃw���N�c�ōr��邩��ˁB
646 �F�u�n���̑���v�@ ��7YpI8B93.g �F2005/03/21(��) 08:28:11 ID:+Xi5zSRk
>>641�@�����N�_�� ��guIdE/2ChI�@����ɂ��肢
�Ȃ�ł���ȁA�킴�킴�u�N���ɂ��肢�v�Ȃǂ��ȓǂ߂�́B
�ŏ�����ǂ߂�悤�ɂ��Ă����ׂ���ˁB
��排�����Y�̏o���������Ȃ̂����A����ȕςȃV�X�e�����ƁA
�܂��܂��Q�����˂�ɂ́A���e����C�����Ȃ��Ȃ��ˁB
�n�j�v�����Ȃǂ��A�����͌��K������ǂ��Ȃ̂��ȁB
�Ȃ�ł���ȁA�킴�킴�u�N���ɂ��肢�v�Ȃǂ��ȓǂ߂�́B
�ŏ�����ǂ߂�悤�ɂ��Ă����ׂ���ˁB
��排�����Y�̏o���������Ȃ̂����A����ȕςȃV�X�e�����ƁA
�܂��܂��Q�����˂�ɂ́A���e����C�����Ȃ��Ȃ��ˁB
�n�j�v�����Ȃǂ��A�����͌��K������ǂ��Ȃ̂��ȁB
647 �F���������R���N�F2005/03/21(��) 08:37:20 ID:CPBRySYh
���O�������̂����Ȃ�2�����g��Ȃ���Ⴂ�������B
����O�͕ۑ����ꂸ��dat������V�X�e���Ȃ���B
�������Ȃ��ŎK�т�������ăN���[�������w�Ɠ������x���̔����ł���
����O�͕ۑ����ꂸ��dat������V�X�e���Ȃ���B
�������Ȃ��ŎK�т�������ăN���[�������w�Ɠ������x���̔����ł���
648 �F�u�n���̑���v�@ ��7YpI8B93.g �F2005/03/21(��) 09:10:48 ID:+Xi5zSRk
>>645�@���ߑa���Ă��Ƃ͎��₪�Ȃ����Ă��Ƃ�����A����͂���ł����B
�ނ����ނ����A�u�l�b�g�j���[�X�v�ɂ�������A�S���������Ƃ������Ă��A
�y �����点���肵�Ă���l�� �z����l�����B
���̌��ʉߑa���i�݁A�Ō�͊ՌÒ����A���Ȃ��Ȃ��Ă��܂����X���b�h���A
�l�b�g�j���[�X�ɂ͐��������������B
���̏؋�����������A�f�����������̃O���[�v����A���{��O���[�v���A
�����`���Ă݂�ƁA�ǂ̂悤�ɐ��ނ��čs�������A���̌o�߂��ǂ�������B
�Q�����˂���A�u>>645 �̂悤�Ȕy�v���������A���l�̌����ɂȂ�ƁA
�����́A�\�����Ă���B
���ƕ���i��ҕs���j���B
---------------------------
�@�@�_�����ɂ̏��̐��A���s����̋�������B
�@�@�����o���̉Ԃ̐F�A���ҕK���̗���\���B
�@�@�����l���v�����炸�B
�@�@�����t�̖�̖��̔@���B
�@�@�������҂����ɂ͖łтʁA�ɕ��̑O�̐o�ɓ����B
---------------------------
�y ���j�͌J��Ԃ� �z�Ƃ́A���炭�����������Ƃ������Ă�̂��낤�Ȃ��B
�ނ����ނ����A�u�l�b�g�j���[�X�v�ɂ�������A�S���������Ƃ������Ă��A
�y �����点���肵�Ă���l�� �z����l�����B
���̌��ʉߑa���i�݁A�Ō�͊ՌÒ����A���Ȃ��Ȃ��Ă��܂����X���b�h���A
�l�b�g�j���[�X�ɂ͐��������������B
���̏؋�����������A�f�����������̃O���[�v����A���{��O���[�v���A
�����`���Ă݂�ƁA�ǂ̂悤�ɐ��ނ��čs�������A���̌o�߂��ǂ�������B
�Q�����˂���A�u>>645 �̂悤�Ȕy�v���������A���l�̌����ɂȂ�ƁA
�����́A�\�����Ă���B
���ƕ���i��ҕs���j���B
---------------------------
�@�@�_�����ɂ̏��̐��A���s����̋�������B
�@�@�����o���̉Ԃ̐F�A���ҕK���̗���\���B
�@�@�����l���v�����炸�B
�@�@�����t�̖�̖��̔@���B
�@�@�������҂����ɂ͖łтʁA�ɕ��̑O�̐o�ɓ����B
---------------------------
�y ���j�͌J��Ԃ� �z�Ƃ́A���炭�����������Ƃ������Ă�̂��낤�Ȃ��B
649 �F�u�n���̑���v�@ ��7YpI8B93.g �F2005/03/21(��) 09:21:20 ID:+Xi5zSRk
>>645�@�����₪����Γ��������
�������B
�P�ɌN���A�����Ȃ�Ɂi�������ƐM����j�A�����������낵���B
�w�g���`�L�ȉx�ȂǂƁA���l��ᔻ����̂��Ƃ���Ԉ������ƁB
�������B
�P�ɌN���A�����Ȃ�Ɂi�������ƐM����j�A�����������낵���B
�w�g���`�L�ȉx�ȂǂƁA���l��ᔻ����̂��Ƃ���Ԉ������ƁB
650 �F�u�n���̑���v�@ ��7YpI8B93.g �F2005/03/21(��) 09:41:10 ID:+Xi5zSRk
>>641�@���ߋ����O��DAT�������Ă���̂ŁA
�u�c�`�s�����v�����Ȃ�A�������������A���̉��ɗL��悤��
��p�u���E�U�[�œǂ߂�V�X�e�����A�����ɃT�|�[�g���Ă���̂ł́B
����ȂƂ���ɗ���A��������ɂȂ邱�Ƃ��B
�X�^�[�����O�G���W���͂ǂ���H
http://science3.2ch.net/test/read.cgi/kikai/1003425124/
�@�@IE�����ʂ̃u���E�U�Ō���ꍇ http://tubo.80.kg/tubo_and_maru.html
�@�@��p�̃u���E�U�Ō���ꍇ http://www.monazilla.org/
�@�@�Q�����˂�@Viewer���g���ƁA�����ɓǂ߂܂��B http://2ch.tora3.net/
�@�@���� Viewer(�ʏ́�) �̔���ŁA�Q�����˂�͐ݔ������Ă��܂��B
�@�@�������ꂽ��A�V�����T�[�o�𓊓��ł���Ƃ������ł��B
�@�@�悭�킩��Ȃ��ꍇ�̓\�t�g�E�F�A��Go http://pc5.2ch.net/software/
�@�@�����^�|�������Ă���A50�����^�|�ŕ\���ł��܂��B
�@�@�Q�����˂�v���o�C�_�[�Őڑ�����Ƃ�����Ō���܂��B
�u�c�`�s�����v�����Ȃ�A�������������A���̉��ɗL��悤��
��p�u���E�U�[�œǂ߂�V�X�e�����A�����ɃT�|�[�g���Ă���̂ł́B
����ȂƂ���ɗ���A��������ɂȂ邱�Ƃ��B
�X�^�[�����O�G���W���͂ǂ���H
http://science3.2ch.net/test/read.cgi/kikai/1003425124/
�@�@IE�����ʂ̃u���E�U�Ō���ꍇ http://tubo.80.kg/tubo_and_maru.html
�@�@��p�̃u���E�U�Ō���ꍇ http://www.monazilla.org/
�@�@�Q�����˂�@Viewer���g���ƁA�����ɓǂ߂܂��B http://2ch.tora3.net/
�@�@���� Viewer(�ʏ́�) �̔���ŁA�Q�����˂�͐ݔ������Ă��܂��B
�@�@�������ꂽ��A�V�����T�[�o�𓊓��ł���Ƃ������ł��B
�@�@�悭�킩��Ȃ��ꍇ�̓\�t�g�E�F�A��Go http://pc5.2ch.net/software/
�@�@�����^�|�������Ă���A50�����^�|�ŕ\���ł��܂��B
�@�@�Q�����˂�v���o�C�_�[�Őڑ�����Ƃ�����Ō���܂��B
651 �F���������R���N�F2005/03/21(��) 11:15:39 ID:yyGXnM/B
>>650
>�X�^�[�����O�G���W���͂ǂ���H
>http://science3.2ch.net/test/read.cgi/kikai/1003425124/
���k�t�@�C���`���i.lzh�j�ŃA�b�v���[�h���Ă�����YO
http://49uper.com:8080/html/img-s/47160.lzh
>�X�^�[�����O�G���W���͂ǂ���H
>http://science3.2ch.net/test/read.cgi/kikai/1003425124/
���k�t�@�C���`���i.lzh�j�ŃA�b�v���[�h���Ă�����YO
http://49uper.com:8080/html/img-s/47160.lzh
652 �F627�F2005/03/21(��) 13:32:29 ID:KqLldrV4
654 �F ��TYDwXnRdU6 �F2005/03/21(��) 16:56:41 ID:Dl0zW1if
�����Ǝg���₷���V�X�e���ɉ��v���Ă����Ȃ��ƁA����Q�����˂���A
�V�����o�Ă��Ă��鑼�֗̕��Ȍf���ɁA���c����Ă����̂��Ǝv���B
�V�����o�Ă��Ă��鑼�֗̕��Ȍf���ɁA���c����Ă����̂��Ǝv���B
655 �F ��TYDwXnRdU6 �F2005/03/21(��) 17:00:28 ID:Dl0zW1if
>>642�@�������͂����Ə�肭�����ẮB
���Ȃ��Ƃ��A�u�N�̎��쎩���v�́A�����̐l�Ɋ��Ɍ�������Ă���B
�R�����g����قǂ̓��e�̖����������݂Ȃ̂ŁA�N��������w�E���Ȃ������B
���Ȃ��Ƃ��A�u�N�̎��쎩���v�́A�����̐l�Ɋ��Ɍ�������Ă���B
�R�����g����قǂ̓��e�̖����������݂Ȃ̂ŁA�N��������w�E���Ȃ������B
656 �F���������R���N�F2005/03/21(��) 18:44:39 ID:L3PPDo3D
BS�̊C�O�j���[�X�̕����ŁA���V�A�ŃO���r�e�[�V�����𗘗p����{�C���[�̎����Љ�Ă����B
�O���r�e�[�V�����̂��Ƃׂ悤�Ƃ��܂����ׂ��Ȃ��̂ł����A�ǂ̂悤�ȕ��Ȃ̂ł��傤���H
�O���r�e�[�V�����̂��Ƃׂ悤�Ƃ��܂����ׂ��Ȃ��̂ł����A�ǂ̂悤�ȕ��Ȃ̂ł��傤���H
657 �F���������R���N�F2005/03/21(��) 19:26:20 ID:CPBRySYh
NHK�ɂł��
658 �F���������R���N�F2005/03/21(��) 19:55:24 ID:3vHQqB1z
>648
>���̏؋�����������A�f�����������̃O���[�v����A���{��O���[�v���A
>�����`���Ă݂�ƁA�ǂ̂悤�ɐ��ނ��čs�������A���̌o�߂��ǂ�������B
�悭�킩��Ȃ����{��ł����A�������Ă݂܂����B
�����̂����x���̕ς��Ȃ��n��������Ƃ������Ƃł���
http://www.google.co.jp/search?q=%E3%81%9F%E3%81%91%E3%81%86%E3%81%A1%E3%80%80%E3%81%A6%E3%82%8B%E3%81%8A%E3%80%80%EF%BD%86%EF%BD%8A&hl=ja&c2coff=1
>���̏؋�����������A�f�����������̃O���[�v����A���{��O���[�v���A
>�����`���Ă݂�ƁA�ǂ̂悤�ɐ��ނ��čs�������A���̌o�߂��ǂ�������B
�悭�킩��Ȃ����{��ł����A�������Ă݂܂����B
�����̂����x���̕ς��Ȃ��n��������Ƃ������Ƃł���
http://www.google.co.jp/search?q=%E3%81%9F%E3%81%91%E3%81%86%E3%81%A1%E3%80%80%E3%81%A6%E3%82%8B%E3%81%8A%E3%80%80%EF%BD%86%EF%BD%8A&hl=ja&c2coff=1
659 �F���������R���N�F2005/03/21(��) 20:26:51 ID:E8tE/paA
>658
����������Ȃ��́H
http://groups.google.co.jp/groups?q=%E3%81%9F%E3%81%91%E3%81%86%E3%81%A1%E3%80%80%E3%81%A6%E3%82%8B%E3%81%8A%E3%80%80%EF%BD%86%EF%BD%8A&num=100&hl=ja&lr=&newwindow=1&c2coff=1&sa=N&tab=wg
�܂��A��������{�̏ꏊ�ŁA�����t���œd�g����^���L�`�K�C��
����ɂ��Â���قǐl�Ԃ̓^�t�ɂł��Ă��Ȃ��Ƃ������Ƃł��傤�B
����������Ȃ��́H
http://groups.google.co.jp/groups?q=%E3%81%9F%E3%81%91%E3%81%86%E3%81%A1%E3%80%80%E3%81%A6%E3%82%8B%E3%81%8A%E3%80%80%EF%BD%86%EF%BD%8A&num=100&hl=ja&lr=&newwindow=1&c2coff=1&sa=N&tab=wg
�܂��A��������{�̏ꏊ�ŁA�����t���œd�g����^���L�`�K�C��
����ɂ��Â���قǐl�Ԃ̓^�t�ɂł��Ă��Ȃ��Ƃ������Ƃł��傤�B
660 �F�������L���� ��TWARamEjuA �F2005/03/21(��) 22:09:35 ID:ymzGnDOK
661 �F ��TYDwXnRdU6 �F2005/03/21(��) 22:10:46 ID:vlGdjoez
>>658-659�@���@��������A�u�X�������̋L���v���������������A�܂�ŕ��������Ȃ���B
�����͎����̂���Ă邱�ƂɁA�p���������������Ȃ��̂��B
�����͎����̂���Ă邱�ƂɁA�p���������������Ȃ��̂��B
662 �F ��TYDwXnRdU6 �F2005/03/21(��) 22:12:26 ID:vlGdjoez
>>658-659�@���@���_�ʑ��́A�ƍߍs�ׂł���A�ߕ߂����\������ƌx�����Ă����B
663 �F���������R���N�F2005/03/21(��) 23:40:55 ID:3vHQqB1z
>661-662�@�s�`�j�d��
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
664 �F���������R���N�F2005/03/22(��) 00:32:58 ID:4WU1ukpc
�܂��A�ǂ��l���Ă�>>658->>659�̏������݂��̂��͖̂��_�ʑ��ɂ͂Ȃ�Ȃ����Ȃ�
>661-662�@�s�`�j�d��
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
>661-662�@�s�`�j�d��
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
>661-662�@�s�`�j�d��
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
>661-662�@�s�`�j�d��
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
>661-662�@�s�`�j�d��
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
�����������Ƃ������āA�@�B�̎���Ŗ����Ȃ�
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
�������ɂ�����
���O�������̂����Ȃ�2�����g��Ȃ���Ⴂ�������B
���O�������̂����Ȃ�2�����g��Ȃ���Ⴂ�������B
���O�������̂����Ȃ�2�����g��Ȃ���Ⴂ�������B
���O�������̂����Ȃ�2�����g��Ȃ���Ⴂ�������B
���O�������̂����Ȃ�2�����g��Ȃ���Ⴂ�������B
���O�������̂����Ȃ�2�����g��Ȃ���Ⴂ�������B
676 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 06:32:57 ID:qeWfli2P
�@
677 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 06:33:44 ID:qeWfli2P
�@
678 �F���������R���N�F2005/03/22(��) 06:42:49 ID:5pxR2exw
TAKE��ID�������ł��Ȃ��n��
679 �F���������R���N�F2005/03/22(��) 06:44:08 ID:5pxR2exw
TAKE��ID�������ł��Ȃ��n��
680 �F���������R���N�F2005/03/22(��) 06:44:31 ID:5pxR2exw
TAKE��ID�������ł��Ȃ��n��
681 �F���������R���N�F2005/03/22(��) 06:45:04 ID:5pxR2exw
TAKE��ID�������ł��Ȃ��n��
682 �F���������R���N�F2005/03/22(��) 06:46:18 ID:5pxR2exw
TAKE��ID�������ł��Ȃ��n��
683 �F ��zaSll0Uqj. �F2005/03/22(��) 07:09:43 ID:+xxW8kHE
�@
684 �F ��3qQoKnHHFY �F2005/03/22(��) 07:10:11 ID:+xxW8kHE
�@
685 �F ��zYSTXAtBqk �F2005/03/22(��) 07:10:51 ID:+xxW8kHE
�@
686 �F ��zYSTXAtBqk �F2005/03/22(��) 07:11:16 ID:+xxW8kHE
�@
687 �F ��zYSTXAtBqk �F2005/03/22(��) 07:11:55 ID:+xxW8kHE
�@
688 �F ��zYSTXAtBqk �F2005/03/22(��) 07:12:16 ID:+xxW8kHE
�@
689 �F ��zYSTXAtBqk �F2005/03/22(��) 07:12:37 ID:+xxW8kHE
�@
690 �F ��zYSTXAtBqk �F2005/03/22(��) 07:13:01 ID:+xxW8kHE
�@
�s �@�B �t�Ɋւ��鎿��͂����ɏ������B����X�����Ă͋֎~
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�s �@�B �t�Ɋւ��鎿��͂����ɏ������B����X�����Ă͋֎~
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�s �@�B �t�Ɋւ��鎿��͂����ɏ������B����X�����Ă͋֎~
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�s �@�B �t�Ɋւ��鎿��͂����ɏ������B����X�����Ă͋֎~
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�s �@�B �t�Ɋւ��鎿��͂����ɏ������B����X�����Ă͋֎~
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�s �@�B �t�Ɋւ��鎿��͂����ɏ������B����X�����Ă͋֎~
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�s �@�B �t�Ɋւ��鎿��͂����ɏ������B����X�����Ă͋֎~
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�s �@�B �t�Ɋւ��鎿��͂����ɏ������B����X�����Ă͋֎~
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
�@(1) �d�C�E�d�q�W�̎���́w�d�C�E�d�q��2ch�f���x��
�@�@�@���S�Ҏ���X�� ����7
�@�@�@http://science3.2ch.net/test/read.cgi/denki/1101737475/l50
�@(2) �ޗ��W�̎���́w�ޗ�������2ch�f���x��
�@�@�@�����������ŒN��������ɓ�����X�����ޗ�������
�@�@�@http://science3.2ch.net/test/read.cgi/material/1018253590/l50
�@(3) �֘A�X��������ꍇ�A����͂������(#2�ȍ~�̃����N�Q��)
�@(4) �̗L���A�i���͕ۏ���܂���B���ʂ̊��p�͎��ȐӔC��
�@(5) �ɂ͎��Ԃ��|���邱�Ƃ�����܂��B�C���ɂ��҂���������
�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B�Ƃ���
�@�@�@�K�Ǝv����t�q�k�������N���܂��傤
�@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
���O�X��
�y�@�B�z�̎���X���b�h�͂������I�X
http://science3.2ch.net/test/read.cgi/kikai/1092575383/l50
699 �F�������L���� ��TWARamEjuA �F2005/03/22(��) 07:48:11 ID:Gtsgk57t
�����ƍr�炵����ł��ˁB�i�P�[�P�j��د
700 �F�������L���� ��TWARamEjuA�F2005/03/22(��) 07:51:18 ID:aU56E+2v
�����ƍr�炵����ł��ˁB�i�P�[�P�j��د
�P�Ԃ��r�炵�ł����B
�˔@�������̂ł́B
�P�Ԃ��r�炵�ł����B
�˔@�������̂ł́B
701 �F�������L���� ��TWARamEjuA�F2005/03/22(��) 07:52:30 ID:aU56E+2v
�����ƍr�炵����ł��ˁB�i�P�[�P�j��د
�P�Ԃ��r�炵�ł����B
���Ƃ��ƁA�a�C�̋C���������l�Ȃ̂����B
�P�Ԃ��r�炵�ł����B
���Ƃ��ƁA�a�C�̋C���������l�Ȃ̂����B
702 �F�������L���� ��TWARamEjuA�F2005/03/22(��) 07:53:31 ID:aU56E+2v
�����ƍr�炵����ł��ˁB�i�P�[�P�j��د
�P�Ԃ��r�炵�ł����B
�X���b�h���ƍ폜���ȁB
�P�Ԃ��r�炵�ł����B
�X���b�h���ƍ폜���ȁB
703 �F�h�Ǘ��h�l���ǂ��@�䂫�Ђ��F2005/03/22(��) 07:55:24 ID:aU56E+2v
�����ƍr�炵����ł��ˁB�i�P�[�P�j��د
�P�Ԃ��r�炵�ł����B
�X���b�h���Ă�l�́A����͂����ƑI�Ԃׂ����ȁB
�P�Ԃ��r�炵�ł����B
�X���b�h���Ă�l�́A����͂����ƑI�Ԃׂ����ȁB
704 �F�^���X�g�b�p�[�@�@�i�P�[�P�j��د�F2005/03/22(��) 07:57:18 ID:aU56E+2v
�����ƍr�炵����ł��ˁB
�P�Ԃ��r�炵�ł����B
���̒��q�łP�O�O�O�Ԃ܂ōs���A�����ʖڂł��傤�ȁB
�P�Ԃ��r�炵�ł����B
���̒��q�łP�O�O�O�Ԃ܂ōs���A�����ʖڂł��傤�ȁB
705 �F���������R���N�F2005/03/22(��) 08:50:30 ID:4WU1ukpc
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
706 �F���������R���N�F2005/03/22(��) 09:02:11 ID:COsTMq77
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
707 �F���������R���N�F2005/03/22(��) 09:02:52 ID:xBeujHou
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
708 �F���������R���N�F2005/03/22(��) 09:03:22 ID:hdBUxrsN
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
709 �F���������R���N�F2005/03/22(��) 09:03:44 ID:umZzIhwd
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
710 �F���������R���N�F2005/03/22(��) 09:04:31 ID:Xostrn7e
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
711 �F���������R���N�F2005/03/22(��) 09:04:53 ID:kwt3qdFF
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
712 �F���������R���N�F2005/03/22(��) 09:05:13 ID:Zvfi6CUJ
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
713 �F���������R���N�F2005/03/22(��) 09:05:31 ID:aju6Ydfx
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
714 �F���������R���N�F2005/03/22(��) 09:05:50 ID:Jcd5MlQE
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
715 �F���������R���N�F2005/03/22(��) 09:06:14 ID:SLwuhgYT
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
716 �F���������R���N�F2005/03/22(��) 09:06:53 ID:47uanRrS
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
717 �F���������R���N�F2005/03/22(��) 09:07:16 ID:gIwjDmip
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
718 �F���������R���N�F2005/03/22(��) 09:07:47 ID:GLCaRsF/
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
719 �F���������R���N�F2005/03/22(��) 09:08:17 ID:3d7bWRZu
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
720 �F���������R���N�F2005/03/22(��) 09:08:47 ID:7MXguQ+a
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
721 �F���������R���N�F2005/03/22(��) 09:09:34 ID:IF73oNyQ
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
722 �F���������R���N�F2005/03/22(��) 09:10:03 ID:4OCc7RF4
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
723 �F���������R���N�F2005/03/22(��) 09:10:41 ID:ZDqwikug
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
724 �F���������R���N�F2005/03/22(��) 09:11:04 ID:twe7ZFbH
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
725 �F���������R���N�F2005/03/22(��) 09:11:25 ID:KExr2NE0
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
726 �F���������R���N�F2005/03/22(��) 09:11:43 ID:moCHN0qZ
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
727 �F���������R���N�F2005/03/22(��) 09:12:05 ID:Oyp1CAKp
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
728 �F���������R���N�F2005/03/22(��) 09:12:33 ID:vRJSUcEV
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
729 �F���������R���N�F2005/03/22(��) 09:12:54 ID:nHSQXVHZ
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
730 �F���������R���N�F2005/03/22(��) 09:14:01 ID:p5djXitl
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
731 �F���������R���N�F2005/03/22(��) 09:14:21 ID:jmzMa+RW
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
732 �F���������R���N�F2005/03/22(��) 09:14:45 ID:wYI6t4nZ
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
733 �F���������R���N�F2005/03/22(��) 09:16:18 ID:WynUVkiD
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
734 �F���������R���N�F2005/03/22(��) 09:16:38 ID:HsLsFlAW
�폜�˗����Ƃ�������R�s�y�ɂ͍\���Ȃ�B
735 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 09:19:41 ID:V4gO4txP
>>698
�� �@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
���@�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
�� �@(7) �r�炵�͕��u�ł��肢���܂��B���܂��ƃX�����r��Ă��܂��܂�
���@�������@�L�Ӌ`�ȃX���ɂ��邽�߁A�䋦�͂����肢�v���܂��@������
736 �F���������R���N�F2005/03/22(��) 12:29:47 ID:ngQMBC30
�����ĉ������B
����P
�S���ɔC�ӂ̉d�������Ēu���ƁA
���R�A�͂̂肠��������ӏ��܂ł���ނƎv���̂ł����A
���̂܂ܒ����ԉd���|���Ēu���Ƃ���܂܂ɂȂ��Ă��܂��܂���ˁB
����͎��Ԃ��o�ĂΌ��ɖ߂镨�Ȃ̂ł��傤���H
����Q
��L�̏�Ԃʼnd�������鎞�Ԃ�������ƁA
����ݗʂ͑�����̂ł��傤���H
����Ƃ��͂̒ނ荇���͎��Ă���̂ł���ȏ�͑����Ȃ��̂ł��傤���H
��낵�����肢�v���܂��B
����P
�S���ɔC�ӂ̉d�������Ēu���ƁA
���R�A�͂̂肠��������ӏ��܂ł���ނƎv���̂ł����A
���̂܂ܒ����ԉd���|���Ēu���Ƃ���܂܂ɂȂ��Ă��܂��܂���ˁB
����͎��Ԃ��o�ĂΌ��ɖ߂镨�Ȃ̂ł��傤���H
����Q
��L�̏�Ԃʼnd�������鎞�Ԃ�������ƁA
����ݗʂ͑�����̂ł��傤���H
����Ƃ��͂̒ނ荇���͎��Ă���̂ł���ȏ�͑����Ȃ��̂ł��傤���H
��낵�����肢�v���܂��B
737 �F���������R���N�F2005/03/22(��) 12:48:04 ID:Ix3g6rk0
>>736
�S���̔z���Ɖd�Ǝ��Ԃ̒��x�ɂ���邯��
1�����Ƃ��ق��Ƃ����猳�ɖ߂�Ȃ��Ȃ��B
�����݂����Ȃ�����A���[�[�[���ƕ��ח^���Ă���
�s���ꂪ�������ό`�͑����܂B
�S���̔z���Ɖd�Ǝ��Ԃ̒��x�ɂ���邯��
1�����Ƃ��ق��Ƃ����猳�ɖ߂�Ȃ��Ȃ��B
�����݂����Ȃ�����A���[�[�[���ƕ��ח^���Ă���
�s���ꂪ�������ό`�͑����܂B
738 �F���������R���N�F2005/03/22(��) 12:54:26 ID:Yf5GchWF
>736
���_��S���̒e�����E�܂ł̉d�Ȃ�
�d���Ȃ��Ȃ�ƃS���͌��ɖ߂�@(���Ԃɂ��S���̗Ȃ͏���)�͂�
http://ja.wikipedia.org/wiki/%E5%BC%BE%E6%80%A7
http://www.yrc.co.jp/mb-techno/use/01.html
�Q�����A�S�����ĔS���ό`����܂�������
�ǂȂ����t�H���[�X����
���_��S���̒e�����E�܂ł̉d�Ȃ�
�d���Ȃ��Ȃ�ƃS���͌��ɖ߂�@(���Ԃɂ��S���̗Ȃ͏���)�͂�
http://ja.wikipedia.org/wiki/%E5%BC%BE%E6%80%A7
http://www.yrc.co.jp/mb-techno/use/01.html
�Q�����A�S�����ĔS���ό`����܂�������
�ǂȂ����t�H���[�X����
739 �F���������R���N�F2005/03/22(��) 17:52:22 ID:MpHtlQLS
���Ȃ����̏d���X���������Ă�݂����Ȃ�ł����ǁB�B�B
http://science3.2ch.net/test/read.cgi/kikai/1111440079
http://science3.2ch.net/test/read.cgi/kikai/1111444687
http://science3.2ch.net/test/read.cgi/kikai/1111440079
http://science3.2ch.net/test/read.cgi/kikai/1111444687
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
>>740
�܂��܂���́A�����点�ł���B
�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
�܂��܂���́A�����点�ł���B
�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
743 �F���������R���N�F2005/03/22(��) 21:12:43 ID:Yf5GchWF
�������{�X���ł��ˁ@age
744 �F���������R���N�F2005/03/22(��) 21:18:58 ID:+rkAgOb2
�v�X�ɐ^���r�������B
����ϋ@�B�������Ă鍁��t�͋��C��߂Ă������̂����ȁB
����ϋ@�B�������Ă鍁��t�͋��C��߂Ă������̂����ȁB
745 �F�������L���� ��TWARamEjuA �F2005/03/22(��) 21:24:41 ID:Gtsgk57t
���C���߂Ă��邱�Ƃ����o���Ă��Ȃ�����|���̂����B
�V���i�[�ƃK�X�g�[�`���Ɏg���ĂĂ����C�Ȋ�����Ă��郄�c�Ƃ��B�B�B
�V���i�[�ƃK�X�g�[�`���Ɏg���ĂĂ����C�Ȋ�����Ă��郄�c�Ƃ��B�B�B
746 �F�����w���ł��B�F2005/03/22(��) 22:02:40 ID:/wb8jNwo
�^�@�B�v�f���[�J�̂P�N�ڂł��B
����ł��B�i�d���ł͍����Ă��܂���B�j
�X���Ⴂ�Ȃ�U�����肢���܂��B
�����@�A��@���̉H�̌`��͂ǂ̂悤�ȃR���Z�v�g�̂��ƂɍœK���v����Ă����ł����H
�����Ȃ�ɏ����l���Ă݂܂����B
�@���ɍs�����ɐ��ʂɕ��i���́j�𑗂遨��]�~����ɂQ�����H
�A�P��]������̑����ʂ��������H�����Ȃ�����i�R�`�S���j�H
�A�����낵�����肢���܂��B
����ł��B�i�d���ł͍����Ă��܂���B�j
�X���Ⴂ�Ȃ�U�����肢���܂��B
�����@�A��@���̉H�̌`��͂ǂ̂悤�ȃR���Z�v�g�̂��ƂɍœK���v����Ă����ł����H
�����Ȃ�ɏ����l���Ă݂܂����B
�@���ɍs�����ɐ��ʂɕ��i���́j�𑗂遨��]�~����ɂQ�����H
�A�P��]������̑����ʂ��������H�����Ȃ�����i�R�`�S���j�H
�A�����낵�����肢���܂��B
747 �F���������R���N�F2005/03/22(��) 22:25:05 ID:Yf5GchWF
748 �F746�F2005/03/22(��) 22:51:47 ID:/wb8jNwo
>747
�v���ȉA���肪�Ƃ��������܂��B
���퐶���̋^��ɂ͏\��������Ȃ̂ŁA�̂�т藝�����邱�Ƃɂ��܂��B
���f���łɁA���Ɉ�ʌ����̃T�C�g�������m�Ȃ狳���Ă��������B
�v���ȉA���肪�Ƃ��������܂��B
���퐶���̋^��ɂ͏\��������Ȃ̂ŁA�̂�т藝�����邱�Ƃɂ��܂��B
���f���łɁA���Ɉ�ʌ����̃T�C�g�������m�Ȃ狳���Ă��������B
749 �F���������R���N�F2005/03/22(��) 22:58:17 ID:QKjZDGhJ
���݂̍|�ނ̉��i��������悤�ȑ����\���āA����܂��H�X���Ⴂ���ȁH
750 �F���������R���N�F2005/03/22(��) 23:03:20 ID:Yf5GchWF
>748
���ƁA�Y�Ɨp�����A�ȃG�l�̎����Ńt�@���̕K�v���ʂƉ�]������a�Ȃǂ���
�œK�Ȍ`��̃t�@����I�肵�āA�ȃG�l����Ƃ����̂�
�ǂ����ɂ������̂����A�v�������Ȃ��A�܂��v���o�����璲�ׂƂ��܂��B
���ƁA�Y�Ɨp�����A�ȃG�l�̎����Ńt�@���̕K�v���ʂƉ�]������a�Ȃǂ���
�œK�Ȍ`��̃t�@����I�肵�āA�ȃG�l����Ƃ����̂�
�ǂ����ɂ������̂����A�v�������Ȃ��A�܂��v���o�����璲�ׂƂ��܂��B
751 �F���������R���N�F2005/03/22(��) 23:11:29 ID:Yf5GchWF
752 �F���������R���N�F2005/03/22(��) 23:20:54 ID:QKjZDGhJ
�r751
���肪�Ƃ��������܂��I����ς�A���i�ɕϓ�������̂ŏڂ������͖��������ł��ˁB�������Ă��Ȃ��Ȃ������̂ŁA������������H�Ǝv���܂����B
���肪�Ƃ��������܂��I����ς�A���i�ɕϓ�������̂ŏڂ������͖��������ł��ˁB�������Ă��Ȃ��Ȃ������̂ŁA������������H�Ǝv���܂����B
753 �F���������R���N�F2005/03/22(��) 23:22:28 ID:Lu+eachA
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~�ł�
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~�ł�
756 �F�V�T�R���V�T�S���V�T�T�����쎩���@�F2005/03/23(��) 06:46:21 ID:9d8e4Ugz
�@
757 �F�V�T�R���V�T�S���V�T�T�����쎩���@�F2005/03/23(��) 06:47:12 ID:9d8e4Ugz
�@
�@
�@
758 �F�V�T�R���V�T�S���V�T�T�����쎩���@�F2005/03/23(��) 06:48:06 ID:9d8e4Ugz
�@
759 �F�V�T�R���V�T�S���V�T�T�����쎩���@�F2005/03/23(��) 06:48:36 ID:9d8e4Ugz
�@
760 �F�V�T�R���V�T�S���V�T�T�����쎩���@�F2005/03/23(��) 06:49:01 ID:9d8e4Ugz
�@
761 �F�V�T�R���V�T�S���V�T�T�����쎩���@�F2005/03/23(��) 06:49:23 ID:9d8e4Ugz
�@
762 �F�V�T�R���V�T�S���V�T�T�����쎩���@�F2005/03/23(��) 06:50:05 ID:9d8e4Ugz
�@
763 �F�V�T�R���V�T�S���V�T�T�����쎩���@�F2005/03/23(��) 06:51:20 ID:9d8e4Ugz
�@
764 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/23(��) 08:11:46 ID:Me7BOVcu
�@
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
765 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/23(��) 08:12:33 ID:Me7BOVcu
�@
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
766 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/23(��) 08:12:55 ID:Me7BOVcu
�@
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
767 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/23(��) 08:13:38 ID:Me7BOVcu
�@
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
768 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/23(��) 08:13:58 ID:Me7BOVcu
�@
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
769 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/23(��) 08:14:43 ID:Me7BOVcu
�@
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
770 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/23(��) 08:15:46 ID:Me7BOVcu
�@
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
771 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/23(��) 08:16:33 ID:Me7BOVcu
�@
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
740 �F���������R���N�F2005/03/22(��) 18:06:44 ID:Ix3g6rk0
�@�@�@�폜�˗��łĂ��B
741 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:29:20 ID:zTfkYra9
�@�@�@>>740
�@�@�@�܂��܂���́A�����点�ł���B
�@�@�@�y�@�B�z�̎���X���b�h�͂������I11�@�@�R�|�S
�@�@�@http://science3.2ch.net/test/read.cgi/kikai/1111444687/3-4
742 �F�@�@�@�@�@�@�@�@�@�F2005/03/22(��) 18:33:07 ID:zTfkYra9
�@�@�@�܂����������u�����点�I�ƍَҁv��r�����Ȃ��ƁA
�@�@�@���̍H�w�́A�i�v�ɖk���N�̂悤�ȏ�ԂɊׂ��Ă��܂��Ǝv���B
772 �F ��Mjk4PcAe16 �F2005/03/23(��) 08:39:40 ID:Vswr1M2S
753 �F���������R���N�F2005/03/22(��) 23:22:28 ID:Lu+eachA
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
773 �F ��Mjk4PcAe16 �F2005/03/23(��) 08:41:02 ID:Vswr1M2S
753 �F���������R���N�F2005/03/22(��) 23:22:28 ID:Lu+eachA
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
774 �F ��Mjk4PcAe16 �F2005/03/23(��) 08:41:27 ID:Vswr1M2S
753 �F���������R���N�F2005/03/22(��) 23:22:28 ID:Lu+eachA
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
775 �F ��Mjk4PcAe16 �F2005/03/23(��) 08:41:57 ID:Vswr1M2S
753 �F���������R���N�F2005/03/22(��) 23:22:28 ID:Lu+eachA
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
776 �F ��Mjk4PcAe16 �F2005/03/23(��) 08:42:19 ID:Vswr1M2S
753 �F���������R���N�F2005/03/22(��) 23:22:28 ID:Lu+eachA
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
777 �F ��Mjk4PcAe16 �F2005/03/23(��) 08:43:01 ID:Vswr1M2S
753 �F���������R���N�F2005/03/22(��) 23:22:28 ID:Lu+eachA
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
778 �F ��Mjk4PcAe16 �F2005/03/23(��) 08:43:30 ID:Vswr1M2S
753 �F���������R���N�F2005/03/22(��) 23:22:28 ID:Lu+eachA
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
779 �F ��Mjk4PcAe16 �F2005/03/23(��) 08:44:00 ID:Vswr1M2S
753 �F���������R���N�F2005/03/22(��) 23:22:28 ID:Lu+eachA
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
>>744
����A�v���R�e���݂́A�����ƃh���h�����������B�̐킢���B
�^�P�͕s�v�c�ȃ��c���ȁB����Ӗ��}�C�y�[�X�����A���̃X��
���ߑa�����������̈�ł͂���B
754 �F���������R���N�F2005/03/23(��) 00:03:30 ID:MpHtlQLS
>>753
�u�v���R�e���݁v�u�����ƃh���h�������v�u�����B�̐킢�v
�Ȃɂ�猃���ڂ̕\���ł����A
�u���̃X�����ߑa�����������̈�ł͂���v
�ƂȂ�Ε����̂ĂȂ炸�A��낵����Ή�����肢���܂��B
755 �F���������R���N�F2005/03/23(��) 01:10:51 ID:MQIJHus3
>753�754
TAKE�Ɋւ��Ă͂ł��邾�����̃X���b�h�ł��Ă��������B
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE���킩��₷�������A�����G���W�������g���Ȃ��̂Ɏ���X���Œm�������Ԃ�������
����Ō���w�E����挊���@��ƍr�炵�ɂȂ�v���R�e�ł��Ȃ�ł��Ȃ������̃S�~��
780 �F�@�@800�@�@�F2005/03/23(��) 08:46:18 ID:e65/cDRN
�@�@800�@�@
781 �F�@�@800�@�@�F2005/03/23(��) 08:48:06 ID:e65/cDRN
�@�@780�@�@�������B�@��
782 �F& ��q0h6nMOICI �F2005/03/23(��) 10:45:10 ID:G7NLVJS9
�����ŗ��Ă��X�����A���傤���������Ƃ�����������ɁA�����Ŕp�Ђɂ��Ă���n��������B
783 �F& ��q0h6nMOICI �F2005/03/23(��) 10:46:01 ID:G7NLVJS9
�����ŗ��Ă��X�����A���傤���������Ƃ�����������ɁA�����Ŕp�Ђɂ��Ă���n��������B
784 �F& ��TTLQTUMllo �F2005/03/23(��) 10:46:35 ID:G7NLVJS9
�����ŗ��Ă��X�����A���傤���������Ƃ�����������ɁA�����Ŕp�Ђɂ��Ă���n��������B
785 �F& ��TTLQTUMllo �F2005/03/23(��) 10:47:30 ID:G7NLVJS9
�����ŗ��Ă��X�����A���傤���������Ƃ�����������ɁA�����Ŕp�Ђɂ��Ă���n��������B
786 �F& ��TTLQTUMllo �F2005/03/23(��) 10:47:59 ID:G7NLVJS9
�����ŗ��Ă��X�����A���傤���������Ƃ�����������ɁA�����Ŕp�Ђɂ��Ă���n��������B
787 �F& ��TTLQTUMllo �F2005/03/23(��) 10:48:37 ID:G7NLVJS9
�����ŗ��Ă��X�����A���傤���������Ƃ�����������ɁA�����Ŕp�Ђɂ��Ă���n��������B
788 �F& ��TTLQTUMllo �F2005/03/23(��) 10:49:17 ID:G7NLVJS9
�����ŗ��Ă��X�����A���傤���������Ƃ�����������ɁA�����Ŕp�Ђɂ��Ă���n��������B
789 �F& ��TTLQTUMllo �F2005/03/23(��) 10:50:06 ID:G7NLVJS9
�����ŗ��Ă��X�����A���傤���������Ƃ�����������ɁA�����Ŕp�Ђɂ��Ă���n��������B
790 �F���������R���N�F2005/03/23(��) 19:28:19 ID:Yw1CeA/P
�V�X�O�����ƁB
�P�O�O�O�܂ł̓��͒����B
791 �F���������R���N�F2005/03/23(��) 20:25:26 ID:TfzTC/yH
�r�炵�̑�������ɏo����X���b�h�������̂͏�����ˁB
�n�����K�������̂��y���݂��B
���������n���̓����p�^�[����2ch�u���E�U�ŏ�������鎖����
�m��Ȃ��ƌ�����B
�n�����K�������̂��y���݂��B
���������n���̓����p�^�[����2ch�u���E�U�ŏ�������鎖����
�m��Ȃ��ƌ�����B
792 �F�������^�����̍��V�R�n�������F2005/03/23(��) 20:40:10 ID:lC59/q09
��͂�B��
793 �F�������^�����̍��V�R�n�������F2005/03/23(��) 20:40:44 ID:lC59/q09
��͂�B��
794 �F�������^�����̍��V�R�n�������F2005/03/23(��) 20:41:28 ID:lC59/q09
��͂�B��
795 �F�������^�����̍��V�R�n�������F2005/03/23(��) 20:42:04 ID:lC59/q09
��͂�B��
796 �F�������L���� ��TWARamEjuA �F2005/03/23(��) 21:06:08 ID:IIiOKG1E
>>791
�����������Ă݂�����ǂ��A���t�����Ƃ��ABE�Ή����o���Ă���̂����������Ƃ���ł��i��j���c��� ���ǂ�
�����������Ă݂�����ǂ��A���t�����Ƃ��ABE�Ή����o���Ă���̂����������Ƃ���ł��i��j���c��� ���ǂ�
797 �F���������R���N�F2005/03/23(��) 21:12:17 ID:LcRJje9v
����ɂ��́B
�u�v�����g�z�ǃ|�P�b�g�u�b�N�v�Ɓu�z�Ǎޗ��|�P�b�g�u�b�N�v��
�ǂ��炩���w�����悤�ƍl���Ă���̂ł����A���e�I�ɂǂ��Ȃ�ł��傤���H
�i�o���u���t�����W���̎��ʂ��ȒP�ɏE��������ł��B�j
�܂��A�荠�ȉ��i�ŏ�L�Ɠ��l�̏��Ђ�������Ē��������B
�u�v�����g�z�ǃ|�P�b�g�u�b�N�v�Ɓu�z�Ǎޗ��|�P�b�g�u�b�N�v��
�ǂ��炩���w�����悤�ƍl���Ă���̂ł����A���e�I�ɂǂ��Ȃ�ł��傤���H
�i�o���u���t�����W���̎��ʂ��ȒP�ɏE��������ł��B�j
�܂��A�荠�ȉ��i�ŏ�L�Ɠ��l�̏��Ђ�������Ē��������B
798 �F���������R���N�F2005/03/23(��) 21:13:52 ID:E4X3O7RD
���������A�^���r�炵�͋v�X�Ɍ������A���Ă��ڂɂ��������̂͂����
�ʂ邢�������Ȃ���������
�e��������A�Ȃɂ���Ă�́I
�ʂ邢�������Ȃ���������
�e��������A�Ȃɂ���Ă�́I
799 �F���������R���N�F2005/03/23(��) 22:59:46 ID:24RKD0gK
608�ł��B���肪�Ƃ��������܂��B�i�T���Xorz�j
>>610
���Ԃ�^�[�r�����̕����Ǝv���܂��Borz
>>612
�G�A���[�^�[�P�̂łȂ��Ă��鐻�i�̈ꕔ�Ȃ̂Ń��[�J�[���^�Ԃ�
�킩��Ȃ���Ԃł��Borz
>>615
���肪�Ƃ��������܂��B
���Ȃ�����Ȃ��Ǝ��ɂ͓���ł��B
�ł����������鎞�̎���|����ɂȂ肻���Ȃ̂ŏ�����܂��B
>>616
���܂ŏ����ĉ����肠�肪�Ƃ��������܂��B
����ς莄�̕��s���ł����ɂ͗����ł��Ȃ������ł��B
�u���̋@�B�v�̋��ȏ��̃^�C�g�����Ȃ�ƂȂ����҂ł������Ȃ̂�
�{���ŒT���āA���������Ă������Ǝv���܂��B
���ɂ����X���ꂽ�̂Ɏ��������Ƃ��Ă�����܂�����A�\����܂���B
�ł́B
>>610
���Ԃ�^�[�r�����̕����Ǝv���܂��Borz
>>612
�G�A���[�^�[�P�̂łȂ��Ă��鐻�i�̈ꕔ�Ȃ̂Ń��[�J�[���^�Ԃ�
�킩��Ȃ���Ԃł��Borz
>>615
���肪�Ƃ��������܂��B
���Ȃ�����Ȃ��Ǝ��ɂ͓���ł��B
�ł����������鎞�̎���|����ɂȂ肻���Ȃ̂ŏ�����܂��B
>>616
���܂ŏ����ĉ����肠�肪�Ƃ��������܂��B
����ς莄�̕��s���ł����ɂ͗����ł��Ȃ������ł��B
�u���̋@�B�v�̋��ȏ��̃^�C�g�����Ȃ�ƂȂ����҂ł������Ȃ̂�
�{���ŒT���āA���������Ă������Ǝv���܂��B
���ɂ����X���ꂽ�̂Ɏ��������Ƃ��Ă�����܂�����A�\����܂���B
�ł́B
800 �F���������R���N�F2005/03/23(��) 23:08:40 ID:Rp0IIaXB
800
802 �F���������R���N�F2005/03/24(��) 18:31:46 ID:paKLwsAg
�ǂȂ���APT����ɂ��ďڂ����T�C�g�m��܂��H
803 �F���������R���N�F2005/03/25(��) 11:40:19 ID:9qnXXYPP
�o�s�`����Ȃ����
804 �F���������R���N�F2005/03/25(��) 12:14:00 ID:ajFgBZJO
�}�V�j���O�Z���^�[��NC���ՂȂǂ̐؍�n�̍H��@�B���Ď����ԕ��i�Ȃǂ̑�ʐ��Y�ł͎g���܂��H
805 �F���������R���N�F2005/03/25(��) 12:41:27 ID:Hd/6UCr5
>>804
�g���Ă܂����ǁA�����H
�g���Ă܂����ǁA�����H
806 �F���������R���N�F2005/03/25(��) 13:06:52 ID:Xzq9gfBG
����Ƃ�����m�b�@���g���Ă܂��������H
807 �F804�F2005/03/25(��) 20:21:55 ID:ajFgBZJO
>>805-806
���肪�Ƃ��������܂��B
�؍�n�̍H��@�B�͂ǂ̂悤�ȕ��i�Ɏg���Ă���̂ł��傤���H
�܂��A�؍킷��Ƃ��͒b���������ň�x��܂��Ȍ`������Ă���s���̂ł��傤���H
���肪�Ƃ��������܂��B
�؍�n�̍H��@�B�͂ǂ̂悤�ȕ��i�Ɏg���Ă���̂ł��傤���H
�܂��A�؍킷��Ƃ��͒b���������ň�x��܂��Ȍ`������Ă���s���̂ł��傤���H
808 �F���������R���N�F2005/03/25(��) 20:51:27 ID:uYSkBn8V
�l�c�̋Ȃ̏������������Ă�������
809 �F���������R���N�F2005/03/25(��) 21:00:29 ID:eRNRdRiI
810 �F���������R���N�F2005/03/25(��) 21:12:18 ID:WPLuqF2x
811 �F808�F2005/03/25(��) 22:12:34 ID:uYSkBn8V
���肢���܂�
������������
������������
812 �F���������R���N�F2005/03/25(��) 23:00:01 ID:Rl11rXML
�������ɏ����Ă�����@���Ⴞ�߂Ȃ̂��H
813 �F808�F2005/03/25(��) 23:16:56 ID:im8IYq1O
812>>
����͂ǁ[����Ă���ł����H
����͂ǁ[����Ă���ł����H
814 �F808�F2005/03/25(��) 23:30:39 ID:im8IYq1O
>>812
�ԈႦ�܂����B����͂ǁ[����Ă���ł����H
�ԈႦ�܂����B����͂ǁ[����Ă���ł����H
815 �F���������R���N�F2005/03/26(�y) 00:08:28 ID:ILhhBolH
>808
�Ɠd�̂ق��������̂ł́H
�Ɠd�̂ق��������̂ł́H
816 �F���������R���N�F2005/03/26(�y) 00:08:53 ID:6nIpC6XH
lathe dog(���[�X�h�b�O�j�P���[���āA�ǂ̂悤�Ɏg���̂ł����H
817 �F���������R���N�F2005/03/26(�y) 00:25:23 ID:GULEJ80F
�E�E�E����͂ǂ������l�^�Ȃ�ł����H
�}�W���X����Ȃ�A�����͐�������T���ēǂނ�i��
�����Ȃ�g�����͒N�ɂ�����Ȃ�����̂ĂĐV�����̂����������I
http://www.sony.jp/ServiceArea/impdf/MDWM.html
�܂���ʓI�ɂ͍Đ�����Erase��������Enter�B
����Ƌ@�B�̋@�B���Ă͉̂Ɠd�̎��Ƃ�����ƈႤ�B
http://bubble3.2ch.net/wm/
�}�W���X����Ȃ�A�����͐�������T���ēǂނ�i��
�����Ȃ�g�����͒N�ɂ�����Ȃ�����̂ĂĐV�����̂����������I
http://www.sony.jp/ServiceArea/impdf/MDWM.html
�܂���ʓI�ɂ͍Đ�����Erase��������Enter�B
����Ƌ@�B�̋@�B���Ă͉̂Ɠd�̎��Ƃ�����ƈႤ�B
http://bubble3.2ch.net/wm/
818 �F807�F2005/03/26(�y) 00:43:58 ID:bKajHVpt
>>810
�����A�����m�肽���Ȃ��������ł��B�i���m�ł��݂܂���j
�����A�����m�肽���Ȃ��������ł��B�i���m�ł��݂܂���j
819 �F���������R���N�F2005/03/26(�y) 20:16:28 ID:kkzt6EnR
820 �F���������R���N�F2005/03/28(��) 11:38:56 ID:UZFtxbdh
FANUC�n����@�̃f�[�^�T�[�o�̃z�X�g��
BUFFALO��LinkStation���g���Ă�����͂�������Ⴂ�܂����H
�����Ă݂��炾�߂������̂ł����A�g����������Ȃ�
������g�������̂ł����B
BUFFALO��LinkStation���g���Ă�����͂�������Ⴂ�܂����H
�����Ă݂��炾�߂������̂ł����A�g����������Ȃ�
������g�������̂ł����B
821 �F���������R���N�F2005/03/29(��) 06:04:10 ID:/A6YSA8N
�����[���B
�\�������������̂��A�܂��܂��A�}���Ɏ��Ă܂���܂����ȁB
�\�������������̂��A�܂��܂��A�}���Ɏ��Ă܂���܂����ȁB
822 �F���������R���N�F2005/03/29(��) 12:54:16 ID:8/j89Hqf
>>820
�悭�m��Ȃ�����ftp�݂����Ȃ̂�Linux�����ftpd��inetd�������ݒ肵�Ă��������B
�悭�m��Ȃ�����ftp�݂����Ȃ̂�Linux�����ftpd��inetd�������ݒ肵�Ă��������B
823 �F���������R���N�F2005/03/30(��) 10:35:30 ID:02qfyza0
�ׂ����b�ł��݂܂��A
�˂��̗L���a�A�L���f�ʐςɂ��Ăł����A
�˂������J�^���O�ɂ��܂��ƁAM16�̏ꍇ�A
�L���a14.7mm�A�L���f�ʐ�157mm2�ƂȂ��Ă��܂����A
1.47^2/4*PI�Œf�ʂ��v�Z�����169mm2�ƂȂ�A�H���Ⴂ
�܂��B
���̂Q�̒l�͎g���ړI���Ⴄ����ł��傤���H
�˂��̗L���a�A�L���f�ʐςɂ��Ăł����A
�˂������J�^���O�ɂ��܂��ƁAM16�̏ꍇ�A
�L���a14.7mm�A�L���f�ʐ�157mm2�ƂȂ��Ă��܂����A
1.47^2/4*PI�Œf�ʂ��v�Z�����169mm2�ƂȂ�A�H���Ⴂ
�܂��B
���̂Q�̒l�͎g���ړI���Ⴄ����ł��傤���H
824 �F���������R���N�F2005/03/30(��) 11:59:18 ID:yiEej4vg
825 �F���������R���N�F2005/03/30(��) 12:56:10 ID:02qfyza0
>>824
���肪�Ƃ�������܂����B
���肪�Ƃ�������܂����B
826 �F ��j4gQ4U52dM �F2005/03/30(��) 13:00:37 ID:Kpt3swu5
>>824
�������A���^���^�ɔ���������ˁBw
�������A���^���^�ɔ���������ˁBw
827 �F���������Z�����F2005/03/30(��) 13:31:34 ID:Kpt3swu5
>>823
�ŏ������j�f�d�ʕ\
http://www.neji-no1.com/contents/05/file/index2.html
�@�@* �L���f�ʐςƂ̓l�W�̗L���a(�O�a�ƒJ�a�̒���)�ƒJ�a�̒��Ԃɂ�����ˋ�̉~�̖ʐςł��B
�ˁ@���@��@�{
http://homepage2.nifty.com/bolt-nut/kihon.html
�@�@����
�@�@�����̉��͂Ɂ@�L���f�ʐ�(�L���a�ƒJ�̌a�Ƃ̕��ϒl�a�Ƃ��鉼�z�~���f��)���悸���
�@�@�����d��~���d�������܂��B
�˂� �L���f�ʐ� �v�Z��
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E3%81%AD%E3%81%98+%E6%9C%89%E5%8A%B9%E6%96%AD%E9%9D%A2%E7%A9%8D+%E8%A8%88%E7%AE%97%E5%BC%8F&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
�A����̈��p�����́A�u�����ȏꍇ�̌v�Z���@�v�ƌ����A�]��d�v�Ŗ��������̎��ۂ̐v�ł́A
�u�I�X�˂��̒J�̌a���狁�߂��f�ʐρv���A�L���a�Ƃ��Ďg�p���邱�Ƃ̕����A�����Ǝv���܂��B
�ŏ������j�f�d�ʕ\
http://www.neji-no1.com/contents/05/file/index2.html
�@�@* �L���f�ʐςƂ̓l�W�̗L���a(�O�a�ƒJ�a�̒���)�ƒJ�a�̒��Ԃɂ�����ˋ�̉~�̖ʐςł��B
�ˁ@���@��@�{
http://homepage2.nifty.com/bolt-nut/kihon.html
�@�@����
�@�@�����̉��͂Ɂ@�L���f�ʐ�(�L���a�ƒJ�̌a�Ƃ̕��ϒl�a�Ƃ��鉼�z�~���f��)���悸���
�@�@�����d��~���d�������܂��B
�˂� �L���f�ʐ� �v�Z��
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E3%81%AD%E3%81%98+%E6%9C%89%E5%8A%B9%E6%96%AD%E9%9D%A2%E7%A9%8D+%E8%A8%88%E7%AE%97%E5%BC%8F&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
�A����̈��p�����́A�u�����ȏꍇ�̌v�Z���@�v�ƌ����A�]��d�v�Ŗ��������̎��ۂ̐v�ł́A
�u�I�X�˂��̒J�̌a���狁�߂��f�ʐρv���A�L���a�Ƃ��Ďg�p���邱�Ƃ̕����A�����Ǝv���܂��B
828 �F���������R���N�F2005/03/30(��) 14:32:39 ID:iiY15e9t
>>826-827
�����n���͋A��B
�����n���͋A��B
829 �F���������R���N�F2005/03/30(��) 17:59:43 ID:1VmGJRKE
830 �F���������R���N�F2005/03/30(��) 18:00:17 ID:kRJCw7GB
>>826-827
�����n���͋A��B
�����n���͋A��B
831 �F���������R���N�F2005/03/30(��) 18:00:53 ID:U1DAKDpj
>>826-827
�����n���͋A��B
�����n���͋A��B
832 �F���������R���N�F2005/03/30(��) 18:01:20 ID:JWc4QSbU
>>826-827
�����n���͋A��B
�����n���͋A��B
833 �F��(@^�B^@)�@��́`���F2005/03/30(��) 18:15:12 ID:ssvV/Cmc
���@>>826-827
���@�����n���͋A��B
�����́A��Ϗd�v�ł��B
�؋������������A����K�v���L��܂�����ˁB
����̐����̕����A���Ȃ蔻��₷���Ǝv���܂���B
�ǂ̂悤�ȕ��@�i�e�N�j�b�N�j�ł���A�ǂ����������Ƃ���Ȃ̂ł��B
����������́A�����y�[�W�ɂ�������ĂȂ��悤�ȁA���������܂�����A
�u�����ȉ����v�ƌ�����̂ł́A�Ȃ��ł��傤���B
����������ȂɌ�����̂́A���̂Ȃ̂ł��傤�ˁB
---------------
�@�`�@�E�@�g�ѓd�b�Ȃ̂ŁA���̃y�[�W������Ȃ�����B��
�@�a�@�E�@���쎩������������A������ǂ����o�Ă����̂�ᛂɏ��B��
�@�b�@�E�@�P�Ȃ�ςȍl���́A�L�`�K�C������B��
�@�c�@�E�@���̑��B�i�@���R����̓I�ɏ����Ă��������@�j�B
---------------
��̓��ǂ�ł��傤�B
���́y �^�̗��R �z���A�����x�����������̂ł��B�@�i�i�i�i�i�i�@���Δ��Δ���
���@�����n���͋A��B
�����́A��Ϗd�v�ł��B
�؋������������A����K�v���L��܂�����ˁB
����̐����̕����A���Ȃ蔻��₷���Ǝv���܂���B
�ǂ̂悤�ȕ��@�i�e�N�j�b�N�j�ł���A�ǂ����������Ƃ���Ȃ̂ł��B
����������́A�����y�[�W�ɂ�������ĂȂ��悤�ȁA���������܂�����A
�u�����ȉ����v�ƌ�����̂ł́A�Ȃ��ł��傤���B
����������ȂɌ�����̂́A���̂Ȃ̂ł��傤�ˁB
---------------
�@�`�@�E�@�g�ѓd�b�Ȃ̂ŁA���̃y�[�W������Ȃ�����B��
�@�a�@�E�@���쎩������������A������ǂ����o�Ă����̂�ᛂɏ��B��
�@�b�@�E�@�P�Ȃ�ςȍl���́A�L�`�K�C������B��
�@�c�@�E�@���̑��B�i�@���R����̓I�ɏ����Ă��������@�j�B
---------------
��̓��ǂ�ł��傤�B
���́y �^�̗��R �z���A�����x�����������̂ł��B�@�i�i�i�i�i�i�@���Δ��Δ���
834 �F��(@^�B^@)�@��́`���F2005/03/30(��) 18:17:23 ID:ssvV/Cmc
�����[���B
�\�������������̂��A�܂��܂��A�}���Ɏ��Ă܂���܂����ȁB
�\�������������̂��A�܂��܂��A�}���Ɏ��Ă܂���܂����ȁB
835 �F���������R���N�F2005/03/30(��) 18:43:31 ID:PkOOKg9u
>833
���������݂̂��܂ނƂ͂�����Ȃ�����
�Ⴆ��
�u�`�o�@�W���M�X�J���v�Ō��������1570���q�b�g���܂��B
�܂Ƃ��Ȋw�҂̐��̏Љ�͂���܂��A
���Ȃ���1570���̃q�b�g���ɂ��A
�`�o���W���M�X�J���͎����ƔF�肷��̂ł����H
�܂��A�O�[�O�������̂悤�ɁA���ӓI�Ɍ����G���W���̌������ʂ�
�������Ă��邩��B
����āA�������ʂ���ɏ؋��Ƃ͂Ȃ肦�Ȃ�����
���������݂̂��܂ނƂ͂�����Ȃ�����
�Ⴆ��
�u�`�o�@�W���M�X�J���v�Ō��������1570���q�b�g���܂��B
�܂Ƃ��Ȋw�҂̐��̏Љ�͂���܂��A
���Ȃ���1570���̃q�b�g���ɂ��A
�`�o���W���M�X�J���͎����ƔF�肷��̂ł����H
�܂��A�O�[�O�������̂悤�ɁA���ӓI�Ɍ����G���W���̌������ʂ�
�������Ă��邩��B
����āA�������ʂ���ɏ؋��Ƃ͂Ȃ肦�Ȃ�����
836 �F���������R���N�F2005/03/30(��) 19:33:29 ID:mVQJXhat
826 ���O�F ��j4gQ4U52dM �{���̃��X ���e���F2005/03/30(��) 13:00:37 Kpt3swu5
827 ���O�F���������Z���� �{���̃��X ���e���F2005/03/30(��) 13:31:34 Kpt3swu5
�������TAKE�H
837 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/30(��) 20:25:03 ID:2uAIwTCp
>>835
�����������ʂ́u�v�_�v�́A�`���[���ƈ��p���ŕ\������Ă������A�{�l�̌�����������Ă����̂ŁA
����ȏ�̉����H�A�K�v���ƌ����̂ł��傤�˂��B�@�킯�킩��`��B
>>836
�n���ۏo���Ɍ����܂��B���B
�����������ʂ́u�v�_�v�́A�`���[���ƈ��p���ŕ\������Ă������A�{�l�̌�����������Ă����̂ŁA
����ȏ�̉����H�A�K�v���ƌ����̂ł��傤�˂��B�@�킯�킩��`��B
>>836
�n���ۏo���Ɍ����܂��B���B
838 �F�@�@�@�@�@�@�@�@�@�@�F2005/03/30(��) 20:27:32 ID:2uAIwTCp
����������ȂɌ�����̂́A���̂Ȃ̂ł��傤�ˁB
---------------
�@�`�@�E�@�g�ѓd�b�Ȃ̂ŁA���̃y�[�W������Ȃ�����B��
�@�a�@�E�@���쎩������������A������ǂ����o�Ă����̂�ᛂɏ��B��
�@�b�@�E�@�P�Ȃ�ςȍl���́A�L�`�K�C������B��
�@�c�@�E�@���̑��B�i�@���R����̓I�ɏ����Ă��������@�j�B
---------------
��̓��ǂ�ł��傤�B
���́y �^�̗��R �z���A�����x�����������̂ł��B�@�i�i�i�i�i�i�@���Δ��Δ���
839 �F���������R���N�F2005/03/30(��) 21:35:28 ID:VYE3Yu+M
>756->779 >782-789 >792-795 >801
>826-827 >829-834 >837-838��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
>826-827 >829-834 >837-838��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
840 �F ��HJehmPNfaU �F2005/03/31(��) 00:15:53 ID:AfLhEKF8
>>839�@���@����Șb�A�ȁ`����A�ʔ����L��܂��A
�v�X�A�u�ߑa�v���������Ă��邾���̂��Ƃł��傤�B
��������A���́u�ƍߐ��v�̕����A���Ƃ��ׂ����B
�v�X�A�u�ߑa�v���������Ă��邾���̂��Ƃł��傤�B
��������A���́u�ƍߐ��v�̕����A���Ƃ��ׂ����B
841 �F���������R���N�F2005/03/31(��) 22:41:01 ID:nzdBagVE
�ǂȂ����ANC�H��@�̋@�B���_�̏o���������Ă��������B
NC�@�ɂ͌��_�p���~�b�g�Ƃ��ߐڂƂ����Ă܂����A���ꂾ���ł͌J��Ԃ����x�łȂ��̂�
���_���~�b�g����ŁA����ɃG���R�[�_�[��Z�����m�ŋ@�B���_�ɂ��Ă�Ǝv���Ă��ł���
�Ⴄ��ł��傤���H
NC�@�ɂ͌��_�p���~�b�g�Ƃ��ߐڂƂ����Ă܂����A���ꂾ���ł͌J��Ԃ����x�łȂ��̂�
���_���~�b�g����ŁA����ɃG���R�[�_�[��Z�����m�ŋ@�B���_�ɂ��Ă�Ǝv���Ă��ł���
�Ⴄ��ł��傤���H
842 �F���������R���N�F2005/03/31(��) 22:44:45 ID:VB9godLG
�W�S�Q����A���X���肪�Ƃ��������܂��B
844 �F���������R���N�F2005/03/31(��) 22:52:58 ID:VB9godLG
�⑫�����Z�����o�ʒu������p���X�ړ������Ƃ��낪���_
���Ȃ݂ɁA�G���R�[�_�[���A�u�\�̏ꍇ�́A���~�b�g����łO�����o��
���_�ł�����ł��傤���H
���_�ł�����ł��傤���H
846 �F���������R���N�F2005/03/31(��) 23:39:54 ID:VB9godLG
>>845
�A�u�\�̏ꍇ�͌��݈ʒu�����ڂ킩��̂Ń��~�b�g�ł̌��_�T���Ƃ������삪�K�v����܂���
����]�ڂ̉��p���X�̂Ƃ������_�ƒ�`���邾��
�A�u�\�̏ꍇ�͌��݈ʒu�����ڂ킩��̂Ń��~�b�g�ł̌��_�T���Ƃ������삪�K�v����܂���
����]�ڂ̉��p���X�̂Ƃ������_�ƒ�`���邾��
847 �F���������R���N�F�c�I2665/04/01(��) 10:03:14 ID:RNr5lQY9
���_���߁F�H��@�B�̓N���[�Y�h���[�v����������̂ŁA������ƈႤ�̂���
��ʎY�Ƌ@�B�ł�841-846�̊��������A�u�\�����[�g�ł��C���N�������g��
�o�b�e���o�b�N�A�b�v�ŋL�����ăA�u�\�����[�g�I�ɂ��Ă���P�[�X�������B
�{���̈Ӗ��ő���]�^�̃A�u�\�����[�g�Z���T�͖����ɓ������B65535����/rev
�ʂ��ō����ȁB�A�u�\�̋@�B���_�͔C�ӂ̈ʒu�f�[�^��d�C�I�Ƀ������[���邾��
�ŁA����ɑ��\�t�g���_����H���_���I�t�Z�b�g�l�Ƃ��ē����B
����ăZ���T�Ɋւ�镔������̂�����̓X�g�b�p��s������ꌴ�_�����X�V
����K�v������܂��B
��ʎY�Ƌ@�B�ł�841-846�̊��������A�u�\�����[�g�ł��C���N�������g��
�o�b�e���o�b�N�A�b�v�ŋL�����ăA�u�\�����[�g�I�ɂ��Ă���P�[�X�������B
�{���̈Ӗ��ő���]�^�̃A�u�\�����[�g�Z���T�͖����ɓ������B65535����/rev
�ʂ��ō����ȁB�A�u�\�̋@�B���_�͔C�ӂ̈ʒu�f�[�^��d�C�I�Ƀ������[���邾��
�ŁA����ɑ��\�t�g���_����H���_���I�t�Z�b�g�l�Ƃ��ē����B
����ăZ���T�Ɋւ�镔������̂�����̓X�g�b�p��s������ꌴ�_�����X�V
����K�v������܂��B
848 �F���������R���N�F�c�I2665/04/01(��) 12:40:27 ID:P/V1odQ1
�d���V�����_�ł��_�C�A�f�B�b�N�̓z�͂����Ȍ��_�o���菇���������L�����B
#���ׂ悤�Ƃ����炨�q�l�����͉�ʂ��o�Ĉނ����B
���ƁA�����@���x���Ȃ�I��������D5A�Ƃ��g���đf�ł���Ă������B
#���ׂ悤�Ƃ����炨�q�l�����͉�ʂ��o�Ĉނ����B
���ƁA�����@���x���Ȃ�I��������D5A�Ƃ��g���đf�ł���Ă������B
849 �F���������R���N�F�c�I2665/04/01(��) 20:15:28 ID:GBN4Ll9/
�������݂̔N�����̔N�𐼗�ł͂Ȃ��c�I�ɂ���ɂ́A�ǂ�����Ηǂ��̂ł����H
����
847 �F���������R���N �F�c�I2665/04/01(��) 10:03:14 ID:RNr5lQY9
���_���߁F�H��@�B�̓N���[�Y�h���[�v����������̂ŁA������ƈႤ�̂���
��ʎY�Ƌ@�B�ł�841-846�̊��������A�u�\�����[�g�ł��C���N�������g��
�o�b�e���o�b�N�A�b�v�ŋL�����ăA�u�\�����[�g�I�ɂ��Ă���P�[�X�������B
�{���̈Ӗ��ő���]�^�̃A�u�\�����[�g�Z���T�͖����ɓ������B65535����/rev
�ʂ��ō����ȁB�A�u�\�̋@�B���_�͔C�ӂ̈ʒu�f�[�^��d�C�I�Ƀ������[���邾��
�ŁA����ɑ��\�t�g���_����H���_���I�t�Z�b�g�l�Ƃ��ē����B
����ăZ���T�Ɋւ�镔������̂�����̓X�g�b�p��s������ꌴ�_�����X�V
����K�v������܂��B
����
847 �F���������R���N �F�c�I2665/04/01(��) 10:03:14 ID:RNr5lQY9
���_���߁F�H��@�B�̓N���[�Y�h���[�v����������̂ŁA������ƈႤ�̂���
��ʎY�Ƌ@�B�ł�841-846�̊��������A�u�\�����[�g�ł��C���N�������g��
�o�b�e���o�b�N�A�b�v�ŋL�����ăA�u�\�����[�g�I�ɂ��Ă���P�[�X�������B
�{���̈Ӗ��ő���]�^�̃A�u�\�����[�g�Z���T�͖����ɓ������B65535����/rev
�ʂ��ō����ȁB�A�u�\�̋@�B���_�͔C�ӂ̈ʒu�f�[�^��d�C�I�Ƀ������[���邾��
�ŁA����ɑ��\�t�g���_����H���_���I�t�Z�b�g�l�Ƃ��ē����B
����ăZ���T�Ɋւ�镔������̂�����̓X�g�b�p��s������ꌴ�_�����X�V
����K�v������܂��B
850 �F���������R���N�F�c�I2665/04/01(��) 22:36:10 ID:8UXXzQ6i
����Ⴀ����σ��[������fusianasan�Ə������ށA����i��
851 �F ��LLncWq6tHo �F�c�I2665/04/01(��) 23:49:19 ID:joq1pwjF
>>850
���Ⴀ���悵�āA��x����Č����āA���傾���B
���Ⴀ���悵�āA��x����Č����āA���傾���B
852 �F�@�@�i*�E�B�E*�j�@�@�F2005/04/02(�y) 07:26:03 ID:jehyPM/y
853 �F�������L���� ��TWARamEjuA �F2005/04/02(�y) 09:26:30 ID:gAlEP35T
���[������fusianasan�͈Ӗ������Ǝv������ǂ��i��j
854 �F���������R���N�F2005/04/02(�y) 16:05:23 ID:QeOqT72/ BE:7564234-#
��O���Ȃ̂ŃX���Ⴂ�������炲�߂�Ȃ����B
���܂Ƀi�b�g�̂悤�ȒZ�~���`�p�[�c�ŁA�\�ʂ��ߊi�q��ɃU���U���ɂȂ��Ă���̂�����܂����A����͉������ƌ����̂ł��傤���B
���H������ɂ��肢�������̂ł����A���O��������Ȃ��̂Ŏw��ł��܂���B
���܂Ƀi�b�g�̂悤�ȒZ�~���`�p�[�c�ŁA�\�ʂ��ߊi�q��ɃU���U���ɂȂ��Ă���̂�����܂����A����͉������ƌ����̂ł��傤���B
���H������ɂ��肢�������̂ł����A���O��������Ȃ��̂Ŏw��ł��܂���B
855 �F���������R���N�F2005/04/02(�y) 16:33:12 ID:6yt5r2gj
����ƍH�w���ł͂ǂ��炪�H�w�ɂ��đ����w�Ԃ��Ƃ��ł��܂����H
856 �F���������R���N�F2005/04/02(�y) 17:10:41 ID:ovNqEnB6
857 �F���������R���N�F2005/04/02(�y) 17:52:01 ID:uA5XcywV
>>856
���肪�Ƃ��������܂����B
���肪�Ƃ��������܂����B
858 �F�@�@�i*�E�B�E*�j�@�@�F2005/04/02(�y) 19:03:37 ID:WzJ/BnVv
>>854�@���@�Z�~���`�p�[�c�ŁA�\�ʂ��ߊi�q��ɃU���U���ɂȂ��Ă����
���H���@�u���[���b�g���H�v
http://scorpius.phys.nagoya-u.ac.jp/workshop/news/howtolathe.html#110
http://scorpius.phys.nagoya-u.ac.jp/workshop/news/howtolathe.html
http://scorpius.phys.nagoya-u.ac.jp/index.html
���[���b�g���H�ɂ́A�u���ځi����߁j���[���b�g�v��u���ڃ��[���b�g�v���ǂ��g���Ă��܂����A
�w �ߊi�q�� �x�ɂȂ��Ă�����̂́A�u���ڃ��[���b�g�v�ƌĂт܂��B
��ʓI�ȃ��[���b�g���H�ł́A�R��J�̓ʉ��̕t�������[���[���A���i�̕\�ʂɉ����t���āA
�ޗ��\�ʂ̕ό`�𗘗p�����A���̑Y�����H�ƌ����܂����A�d�オ��̔��������o�����߂ɁA
���@�؍�����ł̃��[���b�g���H�@�����A���݂͂���悤�ł��B
���H���@�u���[���b�g���H�v
http://scorpius.phys.nagoya-u.ac.jp/workshop/news/howtolathe.html#110
http://scorpius.phys.nagoya-u.ac.jp/workshop/news/howtolathe.html
http://scorpius.phys.nagoya-u.ac.jp/index.html
���[���b�g���H�ɂ́A�u���ځi����߁j���[���b�g�v��u���ڃ��[���b�g�v���ǂ��g���Ă��܂����A
�w �ߊi�q�� �x�ɂȂ��Ă�����̂́A�u���ڃ��[���b�g�v�ƌĂт܂��B
��ʓI�ȃ��[���b�g���H�ł́A�R��J�̓ʉ��̕t�������[���[���A���i�̕\�ʂɉ����t���āA
�ޗ��\�ʂ̕ό`�𗘗p�����A���̑Y�����H�ƌ����܂����A�d�オ��̔��������o�����߂ɁA
���@�؍�����ł̃��[���b�g���H�@�����A���݂͂���悤�ł��B
859 �F���������R���N�F2005/04/02(�y) 19:34:58 ID:QqxmTCOp
860 �F���������R���N�F2005/04/02(�y) 20:25:15 ID:Tu5a4UcY
�u���[���v�b�g�[����ɂ̓��[���[�Ȃ킯�����E�E
>>855
��܂��Ɍ�����
����͌���
��w�͊J��
��ԃR�A�Ȃ͍̂��ꁨ�H�w���ғ�����w�@
��������������Ɛl���̑��̊y���݂��]���ɂȂ鏔�n���i����
>>855
��܂��Ɍ�����
����͌���
��w�͊J��
��ԃR�A�Ȃ͍̂��ꁨ�H�w���ғ�����w�@
��������������Ɛl���̑��̊y���݂��]���ɂȂ鏔�n���i����
861 �F���������R���N�F2005/04/02(�y) 21:05:13 ID:Vc+KB5PF
>>859
ttp://www.supertool.co.jp/catalog/zig/name/holder.html
�Y���ό`�����ɂ����ގ��ɑ��ėL�����ȂƎv���Ĕ��������Ǝv�����̂ł���
�h�̗p�����̓A�z����h�ā@���q�����܂�ǂ��Ȃ��̂ł����H
�@�����̎~�߂悤���ȁ@
ttp://www.supertool.co.jp/catalog/zig/name/holder.html
�Y���ό`�����ɂ����ގ��ɑ��ėL�����ȂƎv���Ĕ��������Ǝv�����̂ł���
�h�̗p�����̓A�z����h�ā@���q�����܂�ǂ��Ȃ��̂ł����H
�@�����̎~�߂悤���ȁ@
862 �F���������R���N�F2005/04/03(��) 05:13:53 ID:DLFjJUQ6
>>861
���Ԃ�A>>859�̓��[���b�g���g�������Ƃ��Ȃ����A�ʂ̈Ӗ��ŃA�z����ƌ����Ă܂��B
���́A�n�̖͂����@�B�i�����Ձj���g���Ă���̂ŁA���[���b�g�Ƃ�����
�u�؍탍�[���b�g�v�ł��B
�����A���Ȃ��̔������Ƃ��Ă郁�[�J�[�͎̂g���Â炢�ƕ����Ă���
http://www.yamada-mt.co.jp/
�̂͏����l�i���������ǁA�ǂ��Ǝv���B
���Ԃ�A>>859�̓��[���b�g���g�������Ƃ��Ȃ����A�ʂ̈Ӗ��ŃA�z����ƌ����Ă܂��B
���́A�n�̖͂����@�B�i�����Ձj���g���Ă���̂ŁA���[���b�g�Ƃ�����
�u�؍탍�[���b�g�v�ł��B
�����A���Ȃ��̔������Ƃ��Ă郁�[�J�[�͎̂g���Â炢�ƕ����Ă���
http://www.yamada-mt.co.jp/
�̂͏����l�i���������ǁA�ǂ��Ǝv���B
863 �F�@�ՂՂՁ@�F2005/04/03(��) 06:45:27 ID:D+OpDDrV
>>860�@���@�u���[���v�b�g�[����ɂ̓��[���[�Ȃ킯�����E�E
> ���[���b�g�Ƃ� > ���[���b�g�̓���
http://www.yamada-mt.co.jp/products_service/nurling/index.html
���[���b�g�@�i�i�[�����O�j�@�Ƃ�
�@�@�@�@���[���b�g�Ƃ̓t�����X��Ł@�@�M�U�M�U�`��@�@�̂��Ƃ��Ӗ����A
�@�@�@�@�p��ł̓i�[�����O�ƌĂ�Ă��܂��B
�ǂ����p��ł͂Ȃ��A�u���ӂ��v�̂悤�ł��ˁB��
> ���[���b�g�Ƃ� > ���[���b�g�̓���
http://www.yamada-mt.co.jp/products_service/nurling/index.html
���[���b�g�@�i�i�[�����O�j�@�Ƃ�
�@�@�@�@���[���b�g�Ƃ̓t�����X��Ł@�@�M�U�M�U�`��@�@�̂��Ƃ��Ӗ����A
�@�@�@�@�p��ł̓i�[�����O�ƌĂ�Ă��܂��B
�ǂ����p��ł͂Ȃ��A�u���ӂ��v�̂悤�ł��ˁB��
864 �F�@�@�i*�E�B�E*�j�@�@�F2005/04/03(��) 06:58:45 ID:P1FNCs0Z
>>855�@���@����ƍH�w���ł͂ǂ��炪�H�w�ɂ��đ����w�Ԃ��Ƃ�
�ȑO���́u�H�w�v�ŁA�ǂ��̃X���b�h�����͖Y��܂������A
�w ����̎��Ɠ��e�̃��x�����Ⴍ�č����Ă��� �x�ƌ����悤�Ȕ������A
�L�����L��������܂��B
�{���ɕ��������̂Ȃ�A��͂�u��w�v�ɁA�s���ׂ��Ȃ̂ł��傤�ˁB
�ȑO���́u�H�w�v�ŁA�ǂ��̃X���b�h�����͖Y��܂������A
�w ����̎��Ɠ��e�̃��x�����Ⴍ�č����Ă��� �x�ƌ����悤�Ȕ������A
�L�����L��������܂��B
�{���ɕ��������̂Ȃ�A��͂�u��w�v�ɁA�s���ׂ��Ȃ̂ł��傤�ˁB
865 �F���������R���N�F2005/04/03(��) 07:28:18 ID:3tST/yxH
��w���������疳�����Ăł���w�@�܂ōs���Ƃ��B�{���̌����͌������ɔz������Ă���B
��������1�N�������Ȃ��đ��Ƃ��Ă����w����3�N����C�m�ł͒m���̕��������ɈႤ�B
�������A�^�ʖڂɂ��A�̘b�����B
����ɁA��ƂŌ����J��������������C�m���Œ�C���B
�w�����͌����⏕��i���ۏ��������Ă��炦�Ȃ��B
�ŋ߂ł͐��Ј��Ƃ��Ă̗̍p���i���Ă��āA�h���Ј��ɂ����Ȃ�Ȃ����Ƃ�����B
��������1�N�������Ȃ��đ��Ƃ��Ă����w����3�N����C�m�ł͒m���̕��������ɈႤ�B
�������A�^�ʖڂɂ��A�̘b�����B
����ɁA��ƂŌ����J��������������C�m���Œ�C���B
�w�����͌����⏕��i���ۏ��������Ă��炦�Ȃ��B
�ŋ߂ł͐��Ј��Ƃ��Ă̗̍p���i���Ă��āA�h���Ј��ɂ����Ȃ�Ȃ����Ƃ�����B
866 �F���������R���N�F2005/04/03(��) 08:34:16 ID:25PubsL9
�u�T�����[�}���v���ꐶ�������Ȃ�A�w���͕K�v�Ȃ��ǁA
���̐����Ƃɂ��ꂾ���̃R�X�g�p�t�H�[�}���X�����邩�ǂ����͋^��B
�������T�����[�}���ɂȂ�Ȃ�A���Z�Ƃ��h�s�Y�ƁA�T�[�r�X�ƂƂ���ڎw�����ق���
������Ȃ��B
������̐����ƂŁA�w���ʂɂ���l����������B
���̐����Ƃɂ��ꂾ���̃R�X�g�p�t�H�[�}���X�����邩�ǂ����͋^��B
�������T�����[�}���ɂȂ�Ȃ�A���Z�Ƃ��h�s�Y�ƁA�T�[�r�X�ƂƂ���ڎw�����ق���
������Ȃ��B
������̐����ƂŁA�w���ʂɂ���l����������B
867 �F���������R���N�F2005/04/03(��) 10:02:01 ID:upvnOJOm
�@��ɂ��Ă̎���ł��B
�Q�̃V�����_�@��ƁA�Q�A�̃o���u�A����̃}�j�z�[���h������̂ŁA���낢��e�X�g�������̂ł���
���������������āA A, B , EA, EB , P �Ƃ���̂ł����A���ꂼ��̈Ӗ����킩��܂���B
��낵�����肢���܂��B
�Q�̃V�����_�@��ƁA�Q�A�̃o���u�A����̃}�j�z�[���h������̂ŁA���낢��e�X�g�������̂ł���
���������������āA A, B , EA, EB , P �Ƃ���̂ł����A���ꂼ��̈Ӗ����킩��܂���B
��낵�����肢���܂��B
>854 �̃J�L�R����́A�؍탍�[���b�g�̕K�v���������Ȃ������̂ŁA
�u�؍�͑I�ԂȂ�v�ƌ����Ӗ��ŏ����܂����B
�ȂA���낢�����悤�ŁA�\����Ȃ��B
���H������ɂ́A���낢�뎝���Ă��ė~�������ǂ˥��
��ł����A���[���b�g���H���Ċ���~�߂Ƃ��Ďg����Ȃ��H
�����ł�����Ȃ��́H
�Y���ό`�����ɂ������̂Ɏg������A���ς�ړI�Ɂu�؍�v���Ă̂́A
������Ƃ킩��Ȃ��Ȃ��B
�u�؍�͑I�ԂȂ�v�ƌ����Ӗ��ŏ����܂����B
�ȂA���낢�����悤�ŁA�\����Ȃ��B
���H������ɂ́A���낢�뎝���Ă��ė~�������ǂ˥��
��ł����A���[���b�g���H���Ċ���~�߂Ƃ��Ďg����Ȃ��H
�����ł�����Ȃ��́H
�Y���ό`�����ɂ������̂Ɏg������A���ς�ړI�Ɂu�؍�v���Ă̂́A
������Ƃ킩��Ȃ��Ȃ��B
869 �F���������R���N�F2005/04/03(��) 10:25:46 ID:PdDVv9wk
>>866
�m���ɁA�������͓���ȁB
��ł��Ȃ��A�i����ꂽ�͈͓��ł����ǁj�����̂�肽���悤�ɂł���B���Ă̂�
�Ȃ��Ȃ��A�ʔ�����ȁB
��{�I�ɁA�N���A��E�W�����ɁA�����A�C�f�A�o���郄�c�����炢���Ă����A���E�����B
�܁A�c�ɂ̏���Ƃ����炩�ȁH�i��ł��A�ƊE�̃V�F�A�͍�����j
���Ƃ͒m���B
�m���ɁA�������͓���ȁB
��ł��Ȃ��A�i����ꂽ�͈͓��ł����ǁj�����̂�肽���悤�ɂł���B���Ă̂�
�Ȃ��Ȃ��A�ʔ�����ȁB
��{�I�ɁA�N���A��E�W�����ɁA�����A�C�f�A�o���郄�c�����炢���Ă����A���E�����B
�܁A�c�ɂ̏���Ƃ����炩�ȁH�i��ł��A�ƊE�̃V�F�A�͍�����j
���Ƃ͒m���B
870 �F866�F2005/04/03(��) 11:13:48 ID:25PubsL9
>>869
���͈ꉞ�A�ꕔ����Ƃɋ߂Ă܂����A��i�ň̂��l�͈�����u�d�b�v�������܂���B
�u�����A�C�f�A�o���郄�c�����炢�v�ƌ������Ђɋ߂�l���A�����܂����ł��B
���͈ꉞ�A�ꕔ����Ƃɋ߂Ă܂����A��i�ň̂��l�͈�����u�d�b�v�������܂���B
�u�����A�C�f�A�o���郄�c�����炢�v�ƌ������Ђɋ߂�l���A�����܂����ł��B
871 �F���������R���N�F2005/04/03(��) 12:47:13 ID:rS1ypvHH
872 �F�W�T�T�F2005/04/03(��) 13:24:15 ID:yKCZARtM
�݂Ȃ��肪�Ƃ��������܂��B
��ʓI�Ɋw����@���̍s���d����CAD�ACAM�ACAE�ŁA
����A���A�����̎d���͍H��@�B��NC�f�[�^�����Đ�������d���ƍl���Ă悢�ł��傤���H
��ʓI�Ɋw����@���̍s���d����CAD�ACAM�ACAE�ŁA
����A���A�����̎d���͍H��@�B��NC�f�[�^�����Đ�������d���ƍl���Ă悢�ł��傤���H
873 �F���������R���N�F2005/04/03(��) 13:44:39 ID:25PubsL9
>>872
�Ⴄ�ˁB
�w�����K�v�Ȃ̂́u���i�v���邱�Ƃ݂̂ł����āA�E�킪�w���ɂ���Č��܂�Ȃ�Ă��Ƃ�
��Ђɓ����Ă��܂��ƂقƂ�ǖ����B
�����ł��d�����o����l�͐v����ɍs�����A��w���ł��d���̏o���Ȃ��l�͐v����o����
���������n���֔����Ȃ�����A�ے����x�܂ł͏��i�ł���B�Ƃ����������ȁB
�Ⴄ�ˁB
�w�����K�v�Ȃ̂́u���i�v���邱�Ƃ݂̂ł����āA�E�킪�w���ɂ���Č��܂�Ȃ�Ă��Ƃ�
��Ђɓ����Ă��܂��ƂقƂ�ǖ����B
�����ł��d�����o����l�͐v����ɍs�����A��w���ł��d���̏o���Ȃ��l�͐v����o����
���������n���֔����Ȃ�����A�ے����x�܂ł͏��i�ł���B�Ƃ����������ȁB
874 �F ��LLncWq6tHo �F2005/04/03(��) 14:01:12 ID:vs98Jp3F
>>872
���������l�����́A�ԈႢ�ł��傤�B
�ȑO�ǂ������݂��炷��A��w�@���o�āA���ՍH�̕���������悤�ł��B
����̂悤�ɁA�u���Љ���G�c�Ƀp�^�[�����v���A�P���ɍl���Ă��܂����ƂقǁA
�댯�ȍl�����͗L��܂���̂ŁA���ɒ��ӂ����N���Ă����܂��傤�B
�u�w���ƐE��̊W�v�́A���̉�Ђ̌o�c���j�ɂ��A�l�����͗l�X�Ȃ̂ł��B
��ʓI�ɂ́A���Ђŗ��j�̌Â���ЂقǁA�w���ƐE��̊֘A���͍����悤�ł��B
��������ЊW���A���w�����ɂ���g�D�Ƃ��ẮA�x�@�Ȃǂɑ�\�����A
�������W���L��܂����A������J���o���ȂǁA�s�ˎ��̕p�����Ă��邱�Ƃ́A
�ǂ������m�̂��Ƃł��傤�B
������Ƃ̏ꍇ�́A�w���ƐE��̊W�́A�قƂ�NJW�Ȃ��ƌ����ėǂ��ł��傤�B
�Ȃ��Ȃ�A�w���ɂ�������Ă��ẮA�l���W�߂��Ȃ��Ƃ������������邩��ł��B
���������l�����́A�ԈႢ�ł��傤�B
�ȑO�ǂ������݂��炷��A��w�@���o�āA���ՍH�̕���������悤�ł��B
����̂悤�ɁA�u���Љ���G�c�Ƀp�^�[�����v���A�P���ɍl���Ă��܂����ƂقǁA
�댯�ȍl�����͗L��܂���̂ŁA���ɒ��ӂ����N���Ă����܂��傤�B
�u�w���ƐE��̊W�v�́A���̉�Ђ̌o�c���j�ɂ��A�l�����͗l�X�Ȃ̂ł��B
��ʓI�ɂ́A���Ђŗ��j�̌Â���ЂقǁA�w���ƐE��̊֘A���͍����悤�ł��B
��������ЊW���A���w�����ɂ���g�D�Ƃ��ẮA�x�@�Ȃǂɑ�\�����A
�������W���L��܂����A������J���o���ȂǁA�s�ˎ��̕p�����Ă��邱�Ƃ́A
�ǂ������m�̂��Ƃł��傤�B
������Ƃ̏ꍇ�́A�w���ƐE��̊W�́A�قƂ�NJW�Ȃ��ƌ����ėǂ��ł��傤�B
�Ȃ��Ȃ�A�w���ɂ�������Ă��ẮA�l���W�߂��Ȃ��Ƃ������������邩��ł��B
875 �F�W�T�T�F2005/04/03(��) 14:42:53 ID:yKCZARtM
>>873-874�@���肪�Ƃ��������܂��B
�m���ɏA�E���Ă���́A�w���͊W�Ȃ����͂ŐE��͕ς���Ă���Ǝv���܂����A
���߂ďA�E����ۂ͍����Ƒ呲�ł́A�呲�̂ق���������x�H�w�Ɋւ����b�m��������Ǝv���̂ŁA
CAD��CAM�Ȃǂ̏d�v�Ȏd���ɏA���m���������Ǝv���̂ł����A�ǂ��ł��傤���H
�m���ɏA�E���Ă���́A�w���͊W�Ȃ����͂ŐE��͕ς���Ă���Ǝv���܂����A
���߂ďA�E����ۂ͍����Ƒ呲�ł́A�呲�̂ق���������x�H�w�Ɋւ����b�m��������Ǝv���̂ŁA
CAD��CAM�Ȃǂ̏d�v�Ȏd���ɏA���m���������Ǝv���̂ł����A�ǂ��ł��傤���H
876 �F���������R���N�F2005/04/03(��) 14:50:20 ID:25PubsL9
>>875
����Ⴛ������B�ŏ��͂ˁB
�����A�Z�p�I�Ȏd���́u�K�s�K�v�������ɏo�₷���d���ŁA�Z�p�҂Ƃ���
���������Ȃ��Ǝv����ƁA�呲�͑�����o���A�c�Ɠ��ɔ����A
�����͒P���J����������Ƃ����̂����ʂł��B
����Ⴛ������B�ŏ��͂ˁB
�����A�Z�p�I�Ȏd���́u�K�s�K�v�������ɏo�₷���d���ŁA�Z�p�҂Ƃ���
���������Ȃ��Ǝv����ƁA�呲�͑�����o���A�c�Ɠ��ɔ����A
�����͒P���J����������Ƃ����̂����ʂł��B
877 �F���������R���N�F2005/04/03(��) 15:11:10 ID:25PubsL9
>>875
�����ЂƂ����Ă������ǁA����J���҂�����Ƃ����āA�u�d�v�ł͂Ȃ��v�Ȃ��
�v�����Ⴂ���܂���B
�����̏������炢���ĉ����̎d���ł��A���̐l�ɂ����ł��Ȃ��Z�\��g�ɕt���Ă�
��Ǝ҂́A���i�Ɋւ�炸�A��Ђɂ͑厖�ɂ���܂��B�X�[�p�[���Ј��Ƃ������t�ʂ�ɂˁB
�����ЂƂ����Ă������ǁA����J���҂�����Ƃ����āA�u�d�v�ł͂Ȃ��v�Ȃ��
�v�����Ⴂ���܂���B
�����̏������炢���ĉ����̎d���ł��A���̐l�ɂ����ł��Ȃ��Z�\��g�ɕt���Ă�
��Ǝ҂́A���i�Ɋւ�炸�A��Ђɂ͑厖�ɂ���܂��B�X�[�p�[���Ј��Ƃ������t�ʂ�ɂˁB
878 �F���������R���N�F2005/04/03(��) 22:35:58 ID:wf5AC+TE
�v���X�̃w�b�h��[��(10mm�p���炢)�ƃX�e�[�W�̊Ԃ̕��s�x�𑪂邢�������͒m��Ȃ��ł��傤���H
�T�~�N�������炢�̐��x������܂��B
�������́A���l�ɂ���ėǂ������̊���܂��܂��Ȃ��߂��܂肦�����Ƃ���܂���B
�T�~�N�������炢�̐��x������܂��B
�������́A���l�ɂ���ėǂ������̊���܂��܂��Ȃ��߂��܂肦�����Ƃ���܂���B
879 �F���������R���N�F2005/04/03(��) 23:06:49 ID:uX8d8+gE
>>875
��O�ɁACAD�ACAM���d�v�Ȏd���A�Ƃ�����������������Ƃ��������B
�v�Ɛ��}����������ɂ��Ă�悤�ȋC�����ĂȂ��ł����A�ǂ��H
��O�ɁACAD�ACAM���d�v�Ȏd���A�Ƃ�����������������Ƃ��������B
�v�Ɛ��}����������ɂ��Ă�悤�ȋC�����ĂȂ��ł����A�ǂ��H
880 �F���F2005/04/03(��) 23:32:40 ID:bDs41wHI
>>875
CAD��CAM���d�v�Ȏd�����Ȃ�Ďv���Ă͂����܂���
����Ȃ��͍̂����ł������ł��g���܂�����ˁi�g�������Ȃ�j
�Z�p��Z�\�̎d���͓w�͂ƃZ���X�̗������K�v�ł�
�w�Z�ŏK�����m���Ȃ�ĉ�Ђł͑債�Ė��ɗ����Ȃ��ꍇ�������ł���
�呲��20�N�����Őv���Ă���z������A5�N�ʼnے��ҋ��Ȃ�Ă̂����܂�����
�A�E����3�N������킩��ł��傗
CAD��CAM���d�v�Ȏd�����Ȃ�Ďv���Ă͂����܂���
����Ȃ��͍̂����ł������ł��g���܂�����ˁi�g�������Ȃ�j
�Z�p��Z�\�̎d���͓w�͂ƃZ���X�̗������K�v�ł�
�w�Z�ŏK�����m���Ȃ�ĉ�Ђł͑債�Ė��ɗ����Ȃ��ꍇ�������ł���
�呲��20�N�����Őv���Ă���z������A5�N�ʼnے��ҋ��Ȃ�Ă̂����܂�����
�A�E����3�N������킩��ł��傗
881 �F���������R���N�F2005/04/03(��) 23:43:18 ID:6w2VrgKa
>>878
�I�v�e�B�J���p���������牽�������Ȃ��H
�I�v�e�B�J���p���������牽�������Ȃ��H
882 �F�W�T�T�F2005/04/03(��) 23:50:07 ID:yKCZARtM
�݂Ȃ��肪�Ƃ��������܂��B
�ʂɌ���J���҂�����d�v�ł͂Ȃ��Ǝv�����킯�ł͂Ȃ��A����̐����Ƃł͍H��@�B�𑀂�l�̘r���A
NC�v���O����������v�҂̂ق������i�̕i���ɂƂ��ďd�v���Ǝv���̂ł����A�Ƃ��Ⴂ�ł��傤���H
����ƁACAD��CAM���Đv�̍����������Ǝv���Ă���̂ł����A��������Ⴂ�ł��傤���H
�ʂɌ���J���҂�����d�v�ł͂Ȃ��Ǝv�����킯�ł͂Ȃ��A����̐����Ƃł͍H��@�B�𑀂�l�̘r���A
NC�v���O����������v�҂̂ق������i�̕i���ɂƂ��ďd�v���Ǝv���̂ł����A�Ƃ��Ⴂ�ł��傤���H
����ƁACAD��CAM���Đv�̍����������Ǝv���Ă���̂ł����A��������Ⴂ�ł��傤���H
883 �F���������R���N�F2005/04/03(��) 23:51:19 ID:sPxlk4Vm
���w�����Ȃ̂ɕ�����Ȃ��̂ŁA��x���Ȏ��₳���Ă��������B
�P�ʂ̎���Ȃ�ł����ǁA
���[�^�̐��\���x�����݂ĂāA�g���N�̒P�ʂ�2��ނ̕\�����@�������āA�����Ă܂��B
�P�ʂ�g-m��g�Em�͓����Ӗ��Ȃ�ł��傤���H
�P�ʂ̎���Ȃ�ł����ǁA
���[�^�̐��\���x�����݂ĂāA�g���N�̒P�ʂ�2��ނ̕\�����@�������āA�����Ă܂��B
�P�ʂ�g-m��g�Em�͓����Ӗ��Ȃ�ł��傤���H
884 �F���������R���N�F2005/04/03(��) 23:55:39 ID:upvnOJOm
>>871����
�����Ă��������āA���肪�Ƃ��������܂����B
AB�͌����ŁA�@EA,EB(Exhaust?) �Ɓ@P(Pressure?)�Ȃ̂��ȁH
�Ƃɂ����A�q����܂����B
�����Ă��������āA���肪�Ƃ��������܂����B
AB�͌����ŁA�@EA,EB(Exhaust?) �Ɓ@P(Pressure?)�Ȃ̂��ȁH
�Ƃɂ����A�q����܂����B
885 �F���������R���N�F2005/04/04(��) 00:09:46 ID:JJGqF1ha
>>882
�@�B���Ă̂͌덷���o��B
NC�ɂ����ꂼ��Ȃ������āA���̌덷�̃J�o�[�͌���̏n���H�������o���Ȃ��B
�����Ȃ�NC�v���O�����ʁA���삷��l������Ă��肷��㩁B
CADCAM�͂����܂œ���B�Y��Ɂu���}�v�ł�����́B�u�v�v�̍�������Ȃ��B
���Ȃ��̌������́u�h���t�^�[�⎚�����ł��Đv�̍����Ǝv���Ă���v
�Ƃ����Ă�̂Ɠ�������B
�@�B���Ă̂͌덷���o��B
NC�ɂ����ꂼ��Ȃ������āA���̌덷�̃J�o�[�͌���̏n���H�������o���Ȃ��B
�����Ȃ�NC�v���O�����ʁA���삷��l������Ă��肷��㩁B
CADCAM�͂����܂œ���B�Y��Ɂu���}�v�ł�����́B�u�v�v�̍�������Ȃ��B
���Ȃ��̌������́u�h���t�^�[�⎚�����ł��Đv�̍����Ǝv���Ă���v
�Ƃ����Ă�̂Ɠ�������B
886 �F���������R���N�F2005/04/04(��) 00:42:13 ID:zevj6NK1
>>882
�Ƃ肠�����A�C�t�����_�B
�ENC�v���O��������邱�Ƃ��A�u�v�v�Ƃ͌ĂȂ��B
�E���i�̕i���͐v�҂����߂�B
�i���Ƃ̐l�́A�l���Ȃ��Ă����ƌ����Ӗ�����Ȃ����j
�@�}�ʎw���ƈقȂ���̂����͎̂�Ƃ����B�d������Ȃ��B
�ECADCAM�͓���ɉ߂��Ȃ��B�菑���Ő}�ʂ����Ȃ���ɂ܂Ƃ��Ȑ}�ʂ͏����Ȃ��B
�@CAD���Ƃ���炵���u�`���āv���܂��̂ŁA���̂��̐��@�ɂȂ�̂����A
�@�����ł��Ȃ��l�������B���������l�́A�g���[�T�[�Ƃ����B
��ŁA�v�̍�����������Ȃ낤�˂��H
���̒��őz���E�n���������̂��A�ڂɌ�����`�ɂ��邱�Ƃ��ȁH
�Ƃ肠�����A�ڂ̑O�ɂ�����̂̒��ʼnĂ݂āB�r���v�ł�����B
���݂Ɏ��_��ς��ĥ��
���ꂪ�o������A���́A���̒��̕��i����͂����Ă݂āB���̒��ŁB
�ŁA����ς�B
�܂��A�V�тȂ��ǁA������Ƃ����K�������B
�Ƃ肠�����A�C�t�����_�B
�ENC�v���O��������邱�Ƃ��A�u�v�v�Ƃ͌ĂȂ��B
�E���i�̕i���͐v�҂����߂�B
�i���Ƃ̐l�́A�l���Ȃ��Ă����ƌ����Ӗ�����Ȃ����j
�@�}�ʎw���ƈقȂ���̂����͎̂�Ƃ����B�d������Ȃ��B
�ECADCAM�͓���ɉ߂��Ȃ��B�菑���Ő}�ʂ����Ȃ���ɂ܂Ƃ��Ȑ}�ʂ͏����Ȃ��B
�@CAD���Ƃ���炵���u�`���āv���܂��̂ŁA���̂��̐��@�ɂȂ�̂����A
�@�����ł��Ȃ��l�������B���������l�́A�g���[�T�[�Ƃ����B
��ŁA�v�̍�����������Ȃ낤�˂��H
���̒��őz���E�n���������̂��A�ڂɌ�����`�ɂ��邱�Ƃ��ȁH
�Ƃ肠�����A�ڂ̑O�ɂ�����̂̒��ʼnĂ݂āB�r���v�ł�����B
���݂Ɏ��_��ς��ĥ��
���ꂪ�o������A���́A���̒��̕��i����͂����Ă݂āB���̒��ŁB
�ŁA����ς�B
�܂��A�V�тȂ��ǁA������Ƃ����K�������B
887 �F�@�@�i*�E�B�E*�j�@�@�F2005/04/04(��) 07:03:51 ID:Lw2WqYIB
>>883�@
���@�g���N�̒P�ʂ�2��ނ̕\�����@�������āA�����Ă܂��B
���@�P�ʂ�g-m��g�Em�͓����Ӗ��Ȃ�ł��傤���H
���̌��Ɍ����Č����A�w �������Ǝv���H �x�Ƃ��������悤���Ȃ��ł��傤�ˁB
�Ȃ��Ȃ�A�u�g���N�v�ƌ������̂́A��̈Ӗ������Ȃ����ƂƁA
�w g-m �x�ƌ������������̂��A�����Ȃ��̂Ƃ͎v���Ȃ��ƌ������R����ł��B
�g���N�̒P�ʂƊ��Z�\
http://www.tonetool.co.jp/Support/torque05.html
�g���N�P�ʊ��Z��
http://www.bestool-kanon.co.jp/japan_top/kansan-shiki.html
���[�����g�A�g���N �̒P�ʂ̕ϊ�
http://www5a.biglobe.ne.jp/~uchimura/uconv.st/a2.moment-j.html
�@�@�@�@�P�� �F �u�@�����|�������@�v
�A���u�C���`�n�̃g���N�P�ʁv�ɂ́A��̗�̂悤�Ƀn�C�t�����g�����������A
���݂͂���悤�ł��ˁB
���ꂩ��A�ŋ߂́u�́v�̒P�ʂ́A�u�m �F �j���[�g���v���嗬�Ȃ̂ł����A
�����u ���� �v���g�������ꍇ�́A���ʂł͂Ȃ��A�͂̈Ӗ����Ɩ��m�ɂ��邽�߁A
�u ������ �v�Ə����悤�ɂ��܂��傤�B
�g���N�̒P��
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E3%83%88%E3%83%AB%E3%82%AF%E3%81%AE%E5%8D%98%E4%BD%8D&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
���@�g���N�̒P�ʂ�2��ނ̕\�����@�������āA�����Ă܂��B
���@�P�ʂ�g-m��g�Em�͓����Ӗ��Ȃ�ł��傤���H
���̌��Ɍ����Č����A�w �������Ǝv���H �x�Ƃ��������悤���Ȃ��ł��傤�ˁB
�Ȃ��Ȃ�A�u�g���N�v�ƌ������̂́A��̈Ӗ������Ȃ����ƂƁA
�w g-m �x�ƌ������������̂��A�����Ȃ��̂Ƃ͎v���Ȃ��ƌ������R����ł��B
�g���N�̒P�ʂƊ��Z�\
http://www.tonetool.co.jp/Support/torque05.html
�g���N�P�ʊ��Z��
http://www.bestool-kanon.co.jp/japan_top/kansan-shiki.html
���[�����g�A�g���N �̒P�ʂ̕ϊ�
http://www5a.biglobe.ne.jp/~uchimura/uconv.st/a2.moment-j.html
�@�@�@�@�P�� �F �u�@�����|�������@�v
�A���u�C���`�n�̃g���N�P�ʁv�ɂ́A��̗�̂悤�Ƀn�C�t�����g�����������A
���݂͂���悤�ł��ˁB
���ꂩ��A�ŋ߂́u�́v�̒P�ʂ́A�u�m �F �j���[�g���v���嗬�Ȃ̂ł����A
�����u ���� �v���g�������ꍇ�́A���ʂł͂Ȃ��A�͂̈Ӗ����Ɩ��m�ɂ��邽�߁A
�u ������ �v�Ə����悤�ɂ��܂��傤�B
�g���N�̒P��
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E3%83%88%E3%83%AB%E3%82%AF%E3%81%AE%E5%8D%98%E4%BD%8D&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
888 �F�@�@�i*�E�B�E*�j�@�@�F2005/04/04(��) 07:38:22 ID:Lw2WqYIB
>>883�@ ���@�P�ʂ�g-m��g�Em�͓����Ӗ��Ȃ�ł��傤���H
�Ȃ��A�u g-m �v�Ə����K�����o�ė����̂��ƁA�����z�����Č����Ƃ���A���炭�ł����A
���ʁu �����E�� �v�Ə������ꍇ�ɂ́A�y �d���� �z��\���Ă���ꍇ�̕����������߂ɁA
����ƌ�����ė~�����Ȃ��I�Ƃ̍l������A���̏����������s�����悤�Ɏv���܂��B
��Ɠ������R�ŁA�d���ʂ́u �����E�� �v�Ə����A�g���N�� �u ���E���� �v�Ə����ׂ����I�A�ƁA
�ȑO�ǂ����̃y�[�W�ł́A�����咣���Ă����������ꂽ�悤�ł����A
�����܂ŕ\���K���ɂ��A�o���邾�������ȏ�����������̂�����Ǝv���܂��B
�܂��A�u ������ �v�ȂǂƁA�����́u�E�v���Ȃ����������������悤�ł����A
���̃y�[�W�Ȃǂ��炵�܂��ƁA�u�E�v�͓��ꂽ���������A�����Ȃ��̂̂悤�ł��ˁB
���r�h��{�P�ʊ��Z�\
http://www.ohmdenki.com/boxcool/tech/si.htm
�Ȃ��A�u g-m �v�Ə����K�����o�ė����̂��ƁA�����z�����Č����Ƃ���A���炭�ł����A
���ʁu �����E�� �v�Ə������ꍇ�ɂ́A�y �d���� �z��\���Ă���ꍇ�̕����������߂ɁA
����ƌ�����ė~�����Ȃ��I�Ƃ̍l������A���̏����������s�����悤�Ɏv���܂��B
��Ɠ������R�ŁA�d���ʂ́u �����E�� �v�Ə����A�g���N�� �u ���E���� �v�Ə����ׂ����I�A�ƁA
�ȑO�ǂ����̃y�[�W�ł́A�����咣���Ă����������ꂽ�悤�ł����A
�����܂ŕ\���K���ɂ��A�o���邾�������ȏ�����������̂�����Ǝv���܂��B
�܂��A�u ������ �v�ȂǂƁA�����́u�E�v���Ȃ����������������悤�ł����A
���̃y�[�W�Ȃǂ��炵�܂��ƁA�u�E�v�͓��ꂽ���������A�����Ȃ��̂̂悤�ł��ˁB
���r�h��{�P�ʊ��Z�\
http://www.ohmdenki.com/boxcool/tech/si.htm
889 �F���������R���N�F2005/04/04(��) 17:02:15 ID:v6gplLAt
���ĒʎY�Ȃ̏o�����P�ʂ�SI���Ɋւ���p���t���b�g
http://www.meti.go.jp/topic/downloadfiles/e90608kj.pdf
��21���ځ@�͂̃��[�����g�ɂ��ā@�ɂ�
��ǂ�����邽�ߒ��_���g�p���ׂ��ق����悢�ƋL�ڂ���Ă��܂��B
http://www.meti.go.jp/topic/downloadfiles/e90608kj.pdf
��21���ځ@�͂̃��[�����g�ɂ��ā@�ɂ�
��ǂ�����邽�ߒ��_���g�p���ׂ��ق����悢�ƋL�ڂ���Ă��܂��B
890 �F���@�N�͐����B�@�F2005/04/04(��) 17:36:29 ID:n6qrMi/a
�E�X���܂����B
891 �F���������R���N�F2005/04/04(��) 21:14:49 ID:exVs2Pfv
��881
���肪�ƁB
�I�v�e�B�J���p�������Ō������Ă݂���ƁB
���肪�ƁB
�I�v�e�B�J���p�������Ō������Ă݂���ƁB
892 �F���������R���N�F2005/04/04(��) 22:18:28 ID:svTm6mST
��C����t���Ă�_�˂��珑�����݂��Ă�n���͂����������Ȃ́H
�����[
�����[
893 �F���������R���N�F2005/04/05(��) 01:08:40 ID:8noJE8fH
�����܂���ł�
���V�v�����d�@�ƃ^�[�{���d�@�̒����ƒZ���������ĉ�����
���V�v�����d�@�ƃ^�[�{���d�@�̒����ƒZ���������ĉ�����
894 �F���������R���N�F2005/04/05(��) 06:18:17 ID:lmrSrpST
��C����t���Ă�_�˂��珑�����݂��Ă�n���͂����������Ȃ́H
�����[
�����[
895 �F���������R���N�F2005/04/05(��) 06:19:06 ID:RUUZi1jw
��C����t���Ă�_�˂��珑�����݂��Ă�n���͂����������Ȃ́H
�����[
�����[
896 �F���������R���N�F2005/04/05(��) 06:19:31 ID:V/ArkfDZ
��C����t���Ă�_�˂��珑�����݂��Ă�n���͂����������Ȃ́H
�����[
�����[
897 �F���������R���N�F2005/04/05(��) 06:19:58 ID:t4KFpTZ2
��C����t���Ă�_�˂��珑�����݂��Ă�n���͂����������Ȃ́H
�����[
�����[
898 �F���������R���N�F2005/04/05(��) 06:20:37 ID:hHHtA+Ja
��C����t���Ă�_�˂��珑�����݂��Ă�n���͂����������Ȃ́H
�����[
�����[
899 �F���������R���N�F2005/04/05(��) 06:21:11 ID:TnEeBAWg
��C����t���Ă�_�˂��珑�����݂��Ă�n���͂����������Ȃ́H
�����[
�����[
900 �F���������R���N�F2005/04/05(��) 06:21:35 ID:gHmrOCch
��C����t���Ă�_�˂��珑�����݂��Ă�n���͂����������Ȃ́H
�����[
�����[
901 �F���������R���N�F2005/04/05(��) 06:22:06 ID:A8MnG5+p
��C����t���Ă�_�˂��珑�����݂��Ă�n���͂����������Ȃ́H
�����[
�����[
902 �F���������R���N�F2005/04/05(��) 06:22:41 ID:kNpsVkEz
��C����t���Ă�_�˂��珑�����݂��Ă�n���͂����������Ȃ́H
�����[
�����[
903 �F ��cl8aatSgOg �F2005/04/05(��) 07:24:40 ID:gHPOpigP
>>892�@���@�u��Ԃ����[�v�̂́A�C���t���Ă݂���A�N���g�������悤���ˁB��
904 �F���������R���N�F2005/04/05(��) 09:03:50 ID:tZyhgXBR
>893
���������̂�
���d�@�p�̌����@���A�G���W�����^�[�r�����̈Ⴂ�̂��Ƃł���
���������̂�
���d�@�p�̌����@���A�G���W�����^�[�r�����̈Ⴂ�̂��Ƃł���
905 �F���������R���N�F2005/04/05(��) 12:04:45 ID:DlxzT3R5
���p��>�ԍ� ����Ȃ�>>�ԍ� �Ə����Ă���Ȃ��ƍ���
�P���Q�O��������S�R�������Ǘ����Ƃ��������T���Ȃ��Ă͂Ȃ�Ȃ�
>893�@>>893
�����N���b�N���Ă݁@���ꂪ�\�������悤�ɂȂ��Ă�
��893
���Z�Ƃ��Ă�������ƁE�E�E�@���̌��ɂ��Ă͐��Ɨ���w
�P���Q�O��������S�R�������Ǘ����Ƃ��������T���Ȃ��Ă͂Ȃ�Ȃ�
>893�@>>893
�����N���b�N���Ă݁@���ꂪ�\�������悤�ɂȂ��Ă�
��893
���Z�Ƃ��Ă�������ƁE�E�E�@���̌��ɂ��Ă͐��Ɨ���w
906 �F���������R���N�F2005/04/05(��) 12:37:43 ID:IRdx6gaA
>>904�����ł�
�r���̔��p���d�@�����V�v���ɂ��邩�^�[�r���ɂ��邩�ŝ��߂Ă�݂����Ȃ̂ł���
��i�ɕ����Ɣl�|���ꂻ���Ȃ̂ŁA�����Ŏ��₵�Ă݂܂���
�X�������肢���܂�
�r���̔��p���d�@�����V�v���ɂ��邩�^�[�r���ɂ��邩�ŝ��߂Ă�݂����Ȃ̂ł���
��i�ɕ����Ɣl�|���ꂻ���Ȃ̂ŁA�����Ŏ��₵�Ă݂܂���
�X�������肢���܂�
907 �F���������R���N�F2005/04/05(��) 13:09:55 ID:xZJGqA9O
�����u�f���i�O�_���j�ɂ��Ă��f�����܂��B
�ߋ��i���݁j�̑���Ȃǂׂ���T�C�g�͂���܂��H
��낵�����肢���܂��B
�ߋ��i���݁j�̑���Ȃǂׂ���T�C�g�͂���܂��H
��낵�����肢���܂��B
908 �F���������R���N�F2005/04/05(��) 13:12:18 ID:tZyhgXBR
>906
�^�[�r���@��p���s�v/�y�ʂ�������
�G���W���@���������d�����U��/��������p���̕⋋���������Ă����Ȃ��Ƃ���
�r���̂ǂ��ɐݒu���邩�ōH���������Ă��܂�
�ǂꂭ�炢�̗e�ʂ��K�v�Ȃ̂ł����@
��������G���W�������I�����������Ǝv���܂���
�^�[�r���@��p���s�v/�y�ʂ�������
�G���W���@���������d�����U��/��������p���̕⋋���������Ă����Ȃ��Ƃ���
�r���̂ǂ��ɐݒu���邩�ōH���������Ă��܂�
�ǂꂭ�炢�̗e�ʂ��K�v�Ȃ̂ł����@
��������G���W�������I�����������Ǝv���܂���
909 �F���������R���N�F2005/04/05(��) 13:19:15 ID:8WX+Zitl
KHP�i�������q�[�g�|���v�G�A�R���j�̓������������Ă���̂ł����A
KHP�̎�_�Ƃ��A��������Ƃ��̒��ӓ_�Ƃ��͂���ł��傤���B
KHP�̎�_�Ƃ��A��������Ƃ��̒��ӓ_�Ƃ��͂���ł��傤���B
910 �F���������R���N�F2005/04/05(��) 19:37:19 ID:Dg1BkWMQ
911 �F���������R���N�F2005/04/06(��) 21:29:27 ID:KjmokAEQ
�O����̔[���Ǘ��ō����Ă��܂��B�Č��𑽂�������ƁA�ʂ�
�[���Ǘ����a���ɂȂ��Ă��܂��A�q�悩��̖₢���킹���ŋC��
�����Ƃ�����܂��B
�i�����Ǘ����A�[���ɂȂ�ƌx�����o���Ă����悤�ȃ\�t�g�͂Ȃ�
�ł��傤���H
�[���Ǘ����a���ɂȂ��Ă��܂��A�q�悩��̖₢���킹���ŋC��
�����Ƃ�����܂��B
�i�����Ǘ����A�[���ɂȂ�ƌx�����o���Ă����悤�ȃ\�t�g�͂Ȃ�
�ł��傤���H
912 �F���������R���N�F2005/04/06(��) 21:41:41 ID:gIsZsAe4
�}�C�N���\�t�g�@�v���W�F�N�g
���Ă������\��\�ŏ[������Ȃ��H
���Ă������\��\�ŏ[������Ȃ��H
913 �F���������R���N�F2005/04/06(��) 21:58:51 ID:nWVGNvUl
�@�T�������@���炢�̃T�C�Y�̒�������肽���̂ł����A�ǂ��������
���ƒ�ł��Z�_�P�Q�O�O���ȏ�̋�����Z����������̂ł��傤���H
�f�ނ͓��������z�肵�Ă��ł����A�z�[���Z���^�[�ӂ�ɔ����Ă�
�{���x���̃n���h�K�X�o�[�i�[�ʼn\�ł����H�@�����Ă��������B
���ƒ�ł��Z�_�P�Q�O�O���ȏ�̋�����Z����������̂ł��傤���H
�f�ނ͓��������z�肵�Ă��ł����A�z�[���Z���^�[�ӂ�ɔ����Ă�
�{���x���̃n���h�K�X�o�[�i�[�ʼn\�ł����H�@�����Ă��������B
914 �F���������R���N�F2005/04/06(��) 22:29:30 ID:q9vNKJ/v
915 �F���������R���N�F2005/04/06(��) 22:32:28 ID:Gh86NBVj
>>911
���S�_���x���Ȃ玆�̂ق�����B
�Â��ǂ��A�������R�s�[�̕i��敪�E�[���ʃt�@�C���i�Ԃ��Ȃ��B���荞�ނ����B�j�������߂��܂��B
�����E�[�i����т���Ɋւ���S�Ă̗�O������W�������Ē����f�[�^���f�[�^�x�[�X��
�ł�����ł����Ȃ�A�x���̃��[���������炢VB30�s���炢�łł�����ǂˁB
�W�����ł��Ȃ��̂Ȃ�́B
>>913
���ƒ�ǂ��납���ʂ̒��H��ɂ͖��������B
���Ȃ݂Ƀn���h�K�X�o�[�i�ł͋�E���܂Ƃ��Ɏg���Ȃ��B
���S�_���x���Ȃ玆�̂ق�����B
�Â��ǂ��A�������R�s�[�̕i��敪�E�[���ʃt�@�C���i�Ԃ��Ȃ��B���荞�ނ����B�j�������߂��܂��B
�����E�[�i����т���Ɋւ���S�Ă̗�O������W�������Ē����f�[�^���f�[�^�x�[�X��
�ł�����ł����Ȃ�A�x���̃��[���������炢VB30�s���炢�łł�����ǂˁB
�W�����ł��Ȃ��̂Ȃ�́B
>>913
���ƒ�ǂ��납���ʂ̒��H��ɂ͖��������B
���Ȃ݂Ƀn���h�K�X�o�[�i�ł͋�E���܂Ƃ��Ɏg���Ȃ��B
916 �F���������R���N�F2005/04/07(��) 08:19:08 ID:g1IAgpG/
917 �F�Ái � U ߁j���@���@�����D���̂�������B�F2005/04/07(��) 08:19:30 ID:n5ZlzdAx
>>913
���@�T�������@���炢�̃T�C�Y�̒�������肽���̂ł����A�ǂ��������
���@���ƒ�ł��Z�_�P�Q�O�O���ȏ�̋�����Z����������̂ł��傤���H
�Ⴆ�A��H�ȂǂŎg���A�u��̗Z�_�͂X�U�R�x�b�v�炵���̂ł����A���̒��x�̉��x�܂łȂ�A
�c�h�x�p�́u���^�d�C�n�Z�|�b�h�v�Ȃ���̂��A���݂͂���悤�ł��B�ڍׂ͔������ɂ��������������B
�u�@�����n���|�b�g�@�v
http://silver.web.infoseek.co.jp/youkai.htm
http://silver.web.infoseek.co.jp/index.htm
�u�@���^�������g�@�v
http://www.yoshidacast.com/products/melting/equip/
http://www.yoshidacast.com/home/index.html
�u�v���p���o�[�i�[�v��u���^�d�C�F�v�Ȃǂŗn�Z����ꍇ�́A���̂悤�ȁu�A���~�i��ځv�ȂǂŁA
���x�I�ɂ͖��Ȃ��悤�ł����A��ڂ̍ގ��Ɨn�Z���������ɂ́A�������L��Ǝv���܂��̂ŁA
���O�ɒ��ׂ�K�v�͗L�肻���ł��ˁB
�u�@�g�b�v�y�[�W >> �e�� >> �����M�E��� >> ��ځi���i����:136�j�@�v
http://www.tech-jam.com/items_show.phtml?arg_category_id=888
http://www.tech-jam.com/items_show.phtml?cate_list=on&arg_category_id=835
http://www.tech-jam.com/
�@�E�@��ځ@�i�����j�@�@�@�@�@�@�@�ϋv���x�@�@�@�U�O�O���`�V�O�O����
�@�E�@�A���~�i��ځ@�@�@�@�@�@�@��p���x�@�@�@�P�U�O�O��
�@�E�@�����x�A���~�i��ځ@�@�@��p���x�@�@�P�W�T�O���@
���@�T�������@���炢�̃T�C�Y�̒�������肽���̂ł����A�ǂ��������
���@���ƒ�ł��Z�_�P�Q�O�O���ȏ�̋�����Z����������̂ł��傤���H
�Ⴆ�A��H�ȂǂŎg���A�u��̗Z�_�͂X�U�R�x�b�v�炵���̂ł����A���̒��x�̉��x�܂łȂ�A
�c�h�x�p�́u���^�d�C�n�Z�|�b�h�v�Ȃ���̂��A���݂͂���悤�ł��B�ڍׂ͔������ɂ��������������B
�u�@�����n���|�b�g�@�v
http://silver.web.infoseek.co.jp/youkai.htm
http://silver.web.infoseek.co.jp/index.htm
�u�@���^�������g�@�v
http://www.yoshidacast.com/products/melting/equip/
http://www.yoshidacast.com/home/index.html
�u�v���p���o�[�i�[�v��u���^�d�C�F�v�Ȃǂŗn�Z����ꍇ�́A���̂悤�ȁu�A���~�i��ځv�ȂǂŁA
���x�I�ɂ͖��Ȃ��悤�ł����A��ڂ̍ގ��Ɨn�Z���������ɂ́A�������L��Ǝv���܂��̂ŁA
���O�ɒ��ׂ�K�v�͗L�肻���ł��ˁB
�u�@�g�b�v�y�[�W >> �e�� >> �����M�E��� >> ��ځi���i����:136�j�@�v
http://www.tech-jam.com/items_show.phtml?arg_category_id=888
http://www.tech-jam.com/items_show.phtml?cate_list=on&arg_category_id=835
http://www.tech-jam.com/
�@�E�@��ځ@�i�����j�@�@�@�@�@�@�@�ϋv���x�@�@�@�U�O�O���`�V�O�O����
�@�E�@�A���~�i��ځ@�@�@�@�@�@�@��p���x�@�@�@�P�U�O�O��
�@�E�@�����x�A���~�i��ځ@�@�@��p���x�@�@�P�W�T�O���@
918 �F�Ái � U ߁j���@���@�����D���̂�������B�F2005/04/07(��) 08:24:11 ID:n5ZlzdAx
>>913
���@�f�ނ͓��������z�肵�Ă��ł����A�z�[���Z���^�[�ӂ�ɔ����Ă�
���@�{���x���̃n���h�K�X�o�[�i�[�ʼn\�ł����H�@�����Ă��������B
�u���̗Z�_�͂P�O�W�T�x�b�v�ŁA�u�v���p���K�X�o�[�i�[�̔R�ĉ��x�͖�P�T�O�O�x�b�v�ƌ������ƂȂ̂ŁA
�n�Z�͉\�Ƃ͎v���܂����A���x�̖�肾���łȂ��A�O���ɓ����Ă����M�ʂ��L��Ǝv���܂��̂ŁA
�n���������ʂɂ����ł��傤���A�]�T�̗L��傫�߂̔M�����Ȃ��Ɛ������Ȃ������m��܂���ˁB
�u�@�Ɩ��p �K�X�o�[�i�[�@�v
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E6%A5%AD%E5%8B%99%E7%94%A8+%E3%82%AC%E3%82%B9%E3%83%90%E3%83%BC%E3%83%8A%E3%83%BC&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
��Z�_�����̗n�Z�����o�����Ȃ��̂ŁA���̃X���b�h�Ȃǂŕ����ꂽ��A
���ڂ����������邩���m��܂���B
DIY��2ch�f���@�u�@�y�n�f�@�z�K�X�o�[�i�[�y�n�ڋ@�z�@�v
http://that3.2ch.net/test/read.cgi/diy/1099666415/
�u�@�������邼�@�v
http://that3.2ch.net/test/read.cgi/diy/1080636186/l50
�u�@�ޗ��E������2ch�f���@�v
http://science3.2ch.net/material/subback.html
���@�f�ނ͓��������z�肵�Ă��ł����A�z�[���Z���^�[�ӂ�ɔ����Ă�
���@�{���x���̃n���h�K�X�o�[�i�[�ʼn\�ł����H�@�����Ă��������B
�u���̗Z�_�͂P�O�W�T�x�b�v�ŁA�u�v���p���K�X�o�[�i�[�̔R�ĉ��x�͖�P�T�O�O�x�b�v�ƌ������ƂȂ̂ŁA
�n�Z�͉\�Ƃ͎v���܂����A���x�̖�肾���łȂ��A�O���ɓ����Ă����M�ʂ��L��Ǝv���܂��̂ŁA
�n���������ʂɂ����ł��傤���A�]�T�̗L��傫�߂̔M�����Ȃ��Ɛ������Ȃ������m��܂���ˁB
�u�@�Ɩ��p �K�X�o�[�i�[�@�v
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E6%A5%AD%E5%8B%99%E7%94%A8+%E3%82%AC%E3%82%B9%E3%83%90%E3%83%BC%E3%83%8A%E3%83%BC&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
��Z�_�����̗n�Z�����o�����Ȃ��̂ŁA���̃X���b�h�Ȃǂŕ����ꂽ��A
���ڂ����������邩���m��܂���B
DIY��2ch�f���@�u�@�y�n�f�@�z�K�X�o�[�i�[�y�n�ڋ@�z�@�v
http://that3.2ch.net/test/read.cgi/diy/1099666415/
�u�@�������邼�@�v
http://that3.2ch.net/test/read.cgi/diy/1080636186/l50
�u�@�ޗ��E������2ch�f���@�v
http://science3.2ch.net/material/subback.html
919 �F���������R���N�F2005/04/07(��) 10:04:54 ID:vcy2cISy
>913
��Z�_�̂͂�����炢����o����ς܂Ȃ���
�����Ȃ蓺�͌������Ǝv���܂��B
�n��ɂ���Ă͒����̌����ł���s�������Ȃǂ�����Ǝv���̂�
��������ɎQ�����āA��Z�_�Ōo����ς�ł��瓺�ɒ��킵���ق��������Ǝv���܂��B
����ɓ���n�����M�ʂɂȂ�܂��ƁA�n���h�K�X�o�[�i�[�ł͂قږ����ł�
�M�������Ă������M�ł��܂���A�ǂ����Ă��F���K�v�ɂȂ�܂��B
��Z�_�̂͂�����炢����o����ς܂Ȃ���
�����Ȃ蓺�͌������Ǝv���܂��B
�n��ɂ���Ă͒����̌����ł���s�������Ȃǂ�����Ǝv���̂�
��������ɎQ�����āA��Z�_�Ōo����ς�ł��瓺�ɒ��킵���ق��������Ǝv���܂��B
����ɓ���n�����M�ʂɂȂ�܂��ƁA�n���h�K�X�o�[�i�[�ł͂قږ����ł�
�M�������Ă������M�ł��܂���A�ǂ����Ă��F���K�v�ɂȂ�܂��B
920 �F���������R���N�F2005/04/07(��) 22:07:21 ID:7yTFdPc8
>>913
http://www.google.co.jp/search?sourceid=navclient&ie=UTF-8&rls=GGLD,GGLD:2004-02,GGLD:en&q=%E9%8B%B3%E9%80%A0%E3%80%80%E7%B7%B4%E7%82%AD+%E4%B8%83%E8%BC%AA+%E3%82%B3%E3%83%BC%E3%82%AF%E3%82%B9
�@
����Ȃ��́@����܂�������
http://www.google.co.jp/search?sourceid=navclient&ie=UTF-8&rls=GGLD,GGLD:2004-02,GGLD:en&q=%E9%8B%B3%E9%80%A0%E3%80%80%E7%B7%B4%E7%82%AD+%E4%B8%83%E8%BC%AA+%E3%82%B3%E3%83%BC%E3%82%AF%E3%82%B9
�@
����Ȃ��́@����܂�������
921 �F���������R���N�F2005/04/07(��) 23:55:52 ID:INRfga8h
�@�@ ' ,�@�_� �A|�@ �@ �@ �@�R �@�@l / �^�@�@�@ �R, �@ �^�@/�@ /
�@ �M`�R�@�@�R�R!�@, �@ lj�@ �@�R �@i�^ ,�@' �@u�@�@!�^�@�^�@�@/
�@�@�A�@�R�_ �M l_/ /�M�R��@�@ �R/ �^ ,. ' �L�R l ,'�^'�L�@ �@�^__
�@ � �R�A�@,�֤/ ,́M`�R��R. �M�@/ �^,. -�],�L _!,-� �^ �^'�L�^
�@�R�_�M` l l^�R,',�@ ',�@�@o�R`�} ځ^o �@ ,'�@ �r"^l/�^'�L�^
�@�@ �_��@l l r'�@',�@ �[�\�]",�M��L`��\�]'�@ //_',/_,. -;�
�@�@�@ ,.�T-�_�� ','"""""�@�@�_�@�J�J�J�J�M�@/'_j /�@ �^
�@�@�@�@�M`,�T-�T�_',u �@ �@ r====��@�@�@ /-�^_�^
�@�@�@�@�@�L�P�M`�,́@�@�@ `====''�@ �@ /=''"�L
�@�@�@�@�@�@�@ �@ ,'� �M�R�A,:'�@-�]-�@�@,�@'�M`>�A
�@�@�@�@�@�@�@�@ �`::�-�_�_�Q�Q,�^_,. ::'�L:::::�q��j�V7�-
�@�@,...-��]�j��{{:::::::::::::::::::::::::::::::::::::::::::::::::::::/�j�jƁV::::::::
�@�@:::::::::�R�j��R:::::::::::::::::::::::::::::::::::::::::::::::/���ƁV:::::::::::
http://fukukou0426.hp.infoseek.co.jp/net/kanawanai.swf
922 �F���������R���N�F2005/04/08(��) 01:00:38 ID:X7CSQr6P
�v���X�b�`�b�N�����̉����o�����`�ɂ��Ď���ł��B
��p���@�ŁA���A����A�^��{�b�N�X�Ȃǂ����邻���ł����A
���ꂼ��̓����A�܂��ǂ̂悤�ȏꍇ�ɓK���Ă���ł��傤���H
�H��ɋ߂Ă���F�l���璲�ׂĂ���ƌ����A�O�O�b�Ă݂��̂ł����A
����炵���T�C�g��������Ȃ������̂ŁB
��p���@�ŁA���A����A�^��{�b�N�X�Ȃǂ����邻���ł����A
���ꂼ��̓����A�܂��ǂ̂悤�ȏꍇ�ɓK���Ă���ł��傤���H
�H��ɋ߂Ă���F�l���璲�ׂĂ���ƌ����A�O�O�b�Ă݂��̂ł����A
����炵���T�C�g��������Ȃ������̂ŁB
923 �F�@(^O^�F2005/04/08(��) 07:58:04 ID:s60cvtdW
>>920�@
���@����Ȃ��́@����܂�������
�u�������ʁv��\��t����ꍇ�́A�ǂ̂悤�ȗp��Ō������������킩��悤�A
�����t�q�k�̏�ɁA���́w �����p�� �x���A�\�ߏ����Ēu���ė~�������̂��ˁB
�łȂ��ƁA�ςȃT�C�g�̉\��������A�|���ăN���b�N���h������ˁB
���ꂩ��A
�@�@�@>>1�@
�@�@�@���@�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B
�@�@�@���@�@�@�@�Ƃ��ēK�Ǝv����t�q�k�������N���܂��傤
�ȂǂƁA����Ȏ������咣��������u�ƍَҁv�̂��邱�Ƃ��A�ꉞ�`���Ă������B
�܂������ŁA����Ɩ{��ɓ���̂����A�����p��u �����@���Y ���� �R�[�N�X �v
�̌��ʁA�o�Ă��������̂قƂ�ǂ́A�w ���@�F �Z�_Cu-25%Sn�ŁA��W�O�O�� �x�A
�̂悤�Ȃ̂ŁA����ł́A
�@�@�@>>913
�@�@�@���@���ƒ�ł��Z�_�P�Q�O�O���ȏ�̋�����Z����������̂ł��傤���H
�ƕ����Ă���A����҂ւ̒��ڂ̉ɂ́A�Ȃ��ĂȂ��̂ł͂Ȃ������B
���@����Ȃ��́@����܂�������
�u�������ʁv��\��t����ꍇ�́A�ǂ̂悤�ȗp��Ō������������킩��悤�A
�����t�q�k�̏�ɁA���́w �����p�� �x���A�\�ߏ����Ēu���ė~�������̂��ˁB
�łȂ��ƁA�ςȃT�C�g�̉\��������A�|���ăN���b�N���h������ˁB
���ꂩ��A
�@�@�@>>1�@
�@�@�@���@�@(6) �������ʂւ̒������́A�ł��邾����߂Ă��������B
�@�@�@���@�@�@�@�Ƃ��ēK�Ǝv����t�q�k�������N���܂��傤
�ȂǂƁA����Ȏ������咣��������u�ƍَҁv�̂��邱�Ƃ��A�ꉞ�`���Ă������B
�܂������ŁA����Ɩ{��ɓ���̂����A�����p��u �����@���Y ���� �R�[�N�X �v
�̌��ʁA�o�Ă��������̂قƂ�ǂ́A�w ���@�F �Z�_Cu-25%Sn�ŁA��W�O�O�� �x�A
�̂悤�Ȃ̂ŁA����ł́A
�@�@�@>>913
�@�@�@���@���ƒ�ł��Z�_�P�Q�O�O���ȏ�̋�����Z����������̂ł��傤���H
�ƕ����Ă���A����҂ւ̒��ڂ̉ɂ́A�Ȃ��ĂȂ��̂ł͂Ȃ������B
924 �F�@(^O^�@�F2005/04/08(��) 08:11:12 ID:s60cvtdW
>>922�@���v���X�b�`�b�N�����̉����o�����`
�ˏo���`�@���āE�E�E�E
http://science3.2ch.net/test/read.cgi/kikai/993565890/l50
��������͈قȂ�܂����A��ŕ����Č���ꂽ��ǂ��ł��傤���B
�ˏo���`�@���āE�E�E�E
http://science3.2ch.net/test/read.cgi/kikai/993565890/l50
��������͈قȂ�܂����A��ŕ����Č���ꂽ��ǂ��ł��傤���B
925 �Fbakatake �F2005/04/08(��) 20:00:17 ID:w0DVtua6
926 �F���@ ��cl8aatSgOg �F2005/04/08(��) 20:42:14 ID:JxCvdGRv
�����́u bakatake �v�N�A�������₪����̂��ˁB
927 �F���������R���N�F2005/04/08(��) 21:49:24 ID:YdsiGvtd
913�ł��B�@�����b�ɂȂ��Ă܂��B
�@�@���A�����ł��ˁA�A�A�B�ł������i����̉�͂ǂ�����Ď�ɓ��ꂽ��
�@�悢�̂ł��傤���H���c�͂U�T���͎��炵���ł����A�A�����ɂȂ��Ă��܂��Ă���
�@��������������@���ĂȂ�ł��傤���H�@���_�ɂł��n�����ēd�C�����ł�
�@������悢�̂ł��傤���H�@�@�@�����Ă��������B
�@�@���A�����ł��ˁA�A�A�B�ł������i����̉�͂ǂ�����Ď�ɓ��ꂽ��
�@�悢�̂ł��傤���H���c�͂U�T���͎��炵���ł����A�A�����ɂȂ��Ă��܂��Ă���
�@��������������@���ĂȂ�ł��傤���H�@���_�ɂł��n�����ēd�C�����ł�
�@������悢�̂ł��傤���H�@�@�@�����Ă��������B
928 �F���������R���N�F2005/04/08(��) 22:36:48 ID:vDJvA6mg
>>927
http://www.zairyo-ya.com/
�����̒����p�i�������炢���Ǝv���B
���ƁA��������̂Ɂu�����͕s�v�Ƃ������R�͖����Ǝv���܂����H
http://www.zairyo-ya.com/
�����̒����p�i�������炢���Ǝv���B
���ƁA��������̂Ɂu�����͕s�v�Ƃ������R�͖����Ǝv���܂����H
929 �F���������R���N�F2005/04/08(��) 23:10:09 ID:/KAWvNCm
��Z�_�̋����Ȃ瓌�}�n���Y�ł���ɓ���B
���������A�����ǂ������ړI�ō�肽���̂��͂����肳���Ȃ��ƗL���ȉ͂��Ȃ��Ǝv���܂��B
���������A�����ǂ������ړI�ō�肽���̂��͂����肳���Ȃ��ƗL���ȉ͂��Ȃ��Ǝv���܂��B
930 �F���������R���N�F2005/04/08(��) 23:25:24 ID:kWuBWY8t
��T�̂��͖̂�ǂŎ��Ă��炦�邯�ǂȁB�����B
931 �F���������R���N�F2005/04/08(��) 23:32:36 ID:5ESc5+4+
932 �F���������R���N�F2005/04/09(�y) 00:09:34 ID:OZjBuwzy
�@�B�H�w�n�̑�w�A��w�@���ŁA�ł��������������߂�Z�p�E���Ăǂ�ȋƊE�ł��傤���H
933 �F���������R���N�F2005/04/09(�y) 05:25:29 ID:4R8Q1FUg
934 �F�@�@�i*�E�B�E*�j�@�@�F2005/04/09(�y) 07:53:19 ID:1gW27Mo2
>>932
�u�E��ɂ������̍��v�Ȃ�āA����ɂ���āu���\�N�����v�ɁA�ڂ܂��邵���ς�����Ȃ��B
���ɁA����όi�C���ǂ���Ђ��L���Ă��A�R�O�N��ɁA�ǂ��Ȃ��Ă��邩�̗\���͓����B
�E�@�u��s�v�̋������ǂ��ƌ����Ă��A�ŋ߂ł͑��s�ł��ׂ�鎞��ɂȂ����ł���B
�E�@�u�����ǁv�̋������ǂ��ƌ����Ă��A�C���^�[�l�b�g�ɂ��TV���������y����A�ǂ��Ȃ邱�Ƃ��B
�E�@�u�����ԉ�Ёv�̋������ǂ��ƌ����Ă��A���[�^�[�œ�������ɂȂ�A�ǂ��ł����ĉ��i�\���͕K�����Ǝv����B
�E�@�u��w�����v�̋������ǂ��ƌ����Ă��A���q���̉e���ŁA�ׂ���w�������o�Ă���Ɨ\������Ă܂���ˁB
�E�@�u�������v�̋������ǂ��ƌ����Ă��A��肪�p�����Ă�Љ�ی����Ȃǂ́A��̂̋c�_�܂ŕ��o���Ă�悤�����B
�E�@�u�C���^�[�l�b�g�֘A�v�̋������ǂ��ƌ����Ă��A���蕁�y���Ă��܂��A���R�O�a��ԂɂȂ�ł��傤���B
�E�@�u�f�B�W�^���@���Ёv�̋������ǂ��ƌ����Ă��A��ƂɃf�W�J�����R�`�S����K�v�Ȃ����A���ꓪ�ł��ɂȂ��ˁB
�܂��A���̎�̎���ɂ͂��������Ă��邱�Ƃ����ǁA�ނ����ނ����̓��{�ł��A�u�ΒY�̌@��Ёv�ɋ߂邱�Ƃ��A
�G���[�g������������L��������������A�����I�ɗL�]�ȐE��������邱�Ƃ����A��肢���@�͖����̂ł��傤�B
�������A�w�����I�ɗL�]�ȐE��x���Ǝv���Ċ�]�ɖ����ďA�E���Ă��A���̍l������������Ȃ��ꍇ�����ۑ�������A
�]�肻���������Ƃ͍l�����ɁA�s �����̍D�݂̐E�ƂɏA������ �t���A��ԑ�ȏ������ƁA�����i�����Ă����܂��傤�B
�u�E��ɂ������̍��v�Ȃ�āA����ɂ���āu���\�N�����v�ɁA�ڂ܂��邵���ς�����Ȃ��B
���ɁA����όi�C���ǂ���Ђ��L���Ă��A�R�O�N��ɁA�ǂ��Ȃ��Ă��邩�̗\���͓����B
�E�@�u��s�v�̋������ǂ��ƌ����Ă��A�ŋ߂ł͑��s�ł��ׂ�鎞��ɂȂ����ł���B
�E�@�u�����ǁv�̋������ǂ��ƌ����Ă��A�C���^�[�l�b�g�ɂ��TV���������y����A�ǂ��Ȃ邱�Ƃ��B
�E�@�u�����ԉ�Ёv�̋������ǂ��ƌ����Ă��A���[�^�[�œ�������ɂȂ�A�ǂ��ł����ĉ��i�\���͕K�����Ǝv����B
�E�@�u��w�����v�̋������ǂ��ƌ����Ă��A���q���̉e���ŁA�ׂ���w�������o�Ă���Ɨ\������Ă܂���ˁB
�E�@�u�������v�̋������ǂ��ƌ����Ă��A��肪�p�����Ă�Љ�ی����Ȃǂ́A��̂̋c�_�܂ŕ��o���Ă�悤�����B
�E�@�u�C���^�[�l�b�g�֘A�v�̋������ǂ��ƌ����Ă��A���蕁�y���Ă��܂��A���R�O�a��ԂɂȂ�ł��傤���B
�E�@�u�f�B�W�^���@���Ёv�̋������ǂ��ƌ����Ă��A��ƂɃf�W�J�����R�`�S����K�v�Ȃ����A���ꓪ�ł��ɂȂ��ˁB
�܂��A���̎�̎���ɂ͂��������Ă��邱�Ƃ����ǁA�ނ����ނ����̓��{�ł��A�u�ΒY�̌@��Ёv�ɋ߂邱�Ƃ��A
�G���[�g������������L��������������A�����I�ɗL�]�ȐE��������邱�Ƃ����A��肢���@�͖����̂ł��傤�B
�������A�w�����I�ɗL�]�ȐE��x���Ǝv���Ċ�]�ɖ����ďA�E���Ă��A���̍l������������Ȃ��ꍇ�����ۑ�������A
�]�肻���������Ƃ͍l�����ɁA�s �����̍D�݂̐E�ƂɏA������ �t���A��ԑ�ȏ������ƁA�����i�����Ă����܂��傤�B
935 �F�@�@�i*�E�B�E*�j�@�@�F2005/04/09(�y) 08:05:39 ID:1gW27Mo2
>>927
�u�@�߁@�ޗ��̎��Ȃ牽�ł������ĉ������I�i�Q�j�@�߁@�v�@�i�Q�`�R�j�A�i�S�S�`�S�V�j�@
http://science3.2ch.net/test/read.cgi/kikai/1098580279/2-3
http://science3.2ch.net/test/read.cgi/kikai/1098580279/44-47
�u�@�߁@�ޗ��̎��Ȃ牽�ł������ĉ������I�i�Q�j�@�߁@�v�@�i�Q�`�R�j�A�i�S�S�`�S�V�j�@
http://science3.2ch.net/test/read.cgi/kikai/1098580279/2-3
http://science3.2ch.net/test/read.cgi/kikai/1098580279/44-47
936 �F���������R���N�F2005/04/09(�y) 09:19:30 ID:gldBPR7f
>840 >851-852 >858 >863-864 >874
>878-888 >890 >894-903 >917-918
>923-924 >926 >934-935��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
>878-888 >890 >894-903 >917-918
>923-924 >926 >934-935��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
���ځ[��
���ځ[��
���ځ[��
���ځ[��
���ځ[��
���ځ[��
���ځ[��
���ځ[��
���ځ[��
���ځ[��
���ځ[��
���ځ[��
949 �F& ��TTLQTUMllo �F2005/04/09(�y) 12:41:01 ID:rarELWD2
�~�@>878-888
���@>887-888
�n���Ƃ��₤���B
���@>887-888
�n���Ƃ��₤���B
950 �F���������R���N�F2005/04/09(�y) 13:29:56 ID:EMv0Iix1
�r���H
951 �F���������R���N�F2005/04/09(�y) 17:46:59 ID:xVuu0KGF
>>949
���Ⴄ���Ⴄ���ă����R�������
���Ⴄ���Ⴄ���ă����R�������
952 �F�`���E�`���E�������F2005/04/09(�y) 17:54:09 ID:pyc/LWic
��
�`���E�`���E
http://images.google.co.jp/images?q=%E3%83%81%E3%83%A3%E3%82%A6%E3%83%81%E3%83%A3%E3%82%A6&hl=ja&btnG=Google+%E6%A4%9C%E7%B4%A2
�`���E�`���E
http://images.google.co.jp/images?q=%E3%83%81%E3%83%A3%E3%82%A6%E3%83%81%E3%83%A3%E3%82%A6&hl=ja&btnG=Google+%E6%A4%9C%E7%B4%A2
953 �F���������R���N�F2005/04/09(�y) 18:44:35 ID:JvIK8tAH
>>952
�`���`�����R���������
�`���`�����R���������
954 �F���������R���N�F2005/04/10(��) 03:56:33 ID:YzVtFBHG
>>936�ɑ���>>937-948�͏������ݎ������S�R�Ⴄ�B
��҂�ID�͖���ς����Ă��邪���������炩�ɘA���B
���܂ł̎���Ƃ��������킹�čl���Ă݂�B����ƁA
�����>>936�̏������݂Œ@���ꂽ�l�Ԃ�
�����̐��������咣����ړI�A����ɉ����Ēp���������Ŗ\�����Ă���悤��
�@�����l�ԁ�������ۂÂ��悤��
�@�����l�Ԃ̃t�������čr�炵�Ă���̂��ƌ������Ƃ����炩�ł���B
�����>>937-948�͎����Ŏ������uTAKE�v�ƌĂ��l�Ԃł��邱�Ƃ��ؖ������l�ȕ��ł���B
�uTAKE�v����̗��s�ׂ̎��l�������]�ށB
�o����ސT���ė~�����B
��҂�ID�͖���ς����Ă��邪���������炩�ɘA���B
���܂ł̎���Ƃ��������킹�čl���Ă݂�B����ƁA
�����>>936�̏������݂Œ@���ꂽ�l�Ԃ�
�����̐��������咣����ړI�A����ɉ����Ēp���������Ŗ\�����Ă���悤��
�@�����l�ԁ�������ۂÂ��悤��
�@�����l�Ԃ̃t�������čr�炵�Ă���̂��ƌ������Ƃ����炩�ł���B
�����>>937-948�͎����Ŏ������uTAKE�v�ƌĂ��l�Ԃł��邱�Ƃ��ؖ������l�ȕ��ł���B
�uTAKE�v����̗��s�ׂ̎��l�������]�ށB
�o����ސT���ė~�����B
955 �F�`���`���������F2005/04/10(��) 07:15:17 ID:uTvHxGyx
>>953
��X�x
http://images.google.co.jp/images?q=%E7%88%BA%E3%80%85%E5%B2%B3&num=50&hl=ja&lr=lang_ja&c2coff=1&sa=N&tab=wi
>>954
�떂�����Ȃ�I�B
���̃L�`�K�C�r�炵���B
��X�x
http://images.google.co.jp/images?q=%E7%88%BA%E3%80%85%E5%B2%B3&num=50&hl=ja&lr=lang_ja&c2coff=1&sa=N&tab=wi
>>954
�떂�����Ȃ�I�B
���̃L�`�K�C�r�炵���B
956 �F�`���`���������F2005/04/10(��) 07:28:21 ID:uTvHxGyx
>>955�@�����B
�~ �� ��X�x
�� �� ���x
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E7%88%BA%E7%88%BA%E5%B2%B3&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
�~ �� ��X�x
�� �� ���x
http://www.google.co.jp/search?num=50&hl=ja&c2coff=1&q=%E7%88%BA%E7%88%BA%E5%B2%B3&btnG=Google+%E6%A4%9C%E7%B4%A2&lr=lang_ja
957 �F���������R���N�F2005/04/11(��) 01:30:53 ID:xZzUCSwD
�����R�s�y�n������l���邱�Ƃ����͂킩����
958 �F���������R���N�F2005/04/11(��) 01:35:28 ID:+6Hs0bzz
�}�ʂ̐��@�\���ɂ��Ď��₪����܂��B
���̂悤�Ȑ}�ʂ̓ǂݕ����킩��܂���B
H6�Ƃ͉���\���Ă���̂ł��傤���H
�܂��A���̐}�ʂ̕\���@�͉��ɂ���ċK�肳��Ă��܂��ł��傤���H�i�K�肵��JIS�ԍ�������X�������肢���܂��j
http://up.nm78.com/data/up090268.jpg
���̂悤�Ȑ}�ʂ̓ǂݕ����킩��܂���B
H6�Ƃ͉���\���Ă���̂ł��傤���H
�܂��A���̐}�ʂ̕\���@�͉��ɂ���ċK�肳��Ă��܂��ł��傤���H�i�K�肵��JIS�ԍ�������X�������肢���܂��j
http://up.nm78.com/data/up090268.jpg
{kind=link}
959 �F���������R���N�F2005/04/11(��) 01:46:34 ID:IObqkqf3
>>958
����
����
960 �F���������R���N�F2005/04/11(��) 05:05:50 ID:rgoJd6kU
>>958
�u�͂߂����v�Ƃ������Ǝ��̌����ł��B
http://homepage1.nifty.com/seas/database/fitting/fitting_top.htm
�u�͂߂����v�Ƃ������Ǝ��̌����ł��B
http://homepage1.nifty.com/seas/database/fitting/fitting_top.htm
961 �F�@�Ái � U ߁j���@���@�����D���̂�������B�@�F2005/04/11(��) 09:16:42 ID:N6gKRIiU
>>909�@���@KHP�i�������q�[�g�|���v�G�A�R���j�̓������������Ă���̂ł����A
�@�@�@�@�@���@KHP�̎�_�Ƃ��A��������Ƃ��̒��ӓ_�Ƃ��͂���ł��傤���B
�y�����G���W���쓮���G�A�R���̓����ɂ��āz
http://www.maruig.co.jp/Information/syanaiho/2003y/200307syanaih_main.htm
�@�E�@���̂悤��KHP�͂������Ƃ����߂̂悤�ł����A�G���W�����g���̂̎�_������܂��B
�@�E�@�P�͎����ԂƓ����悤�ɔN�P��̒�������e�i���X���K�v�ƂȂ�܂��B
�@�E�@�܂��A�R���ƂȂ铔���̕⋋�����������s��Ȃ���Ȃ�܂���B
�@�E�@����KHP�̔̔��X�n�Гa�ɂāA����I�ɋ����ƃ����e�i���X�����Ē������ƂɂȂ��Ă��܂��B
�u�@�G�A�R���������������������E���g�[�̕����ǂ��́H�@�v
http://66.102.7.104/search?q=cache:giIn3rL7gGIJ:that2.2ch.net/test/read.cgi/kaden/1064250667/267-366+%E3%82%AC%E3%82%B9%E3%83%92%E3%83%BC%E3%83%9D%E3%83%B3+%E5%BC%B1%E7%82%B9&hl=ja&lr=lang_ja
�u�@�q�[�ƃ|���v�������ƁH�@�v
http://mentai.2ch.net/kaden/kako/986/986238483.html
�u�@�K�X�q�[�|�����ā@�v
http://mentai.2ch.net/kaden/kako/996/996489612.html
�u�@�Ă��߂����K�X�q�[�|���I�@�v
http://caramel.2ch.net/kaden/kako/1016/10167/1016771816.html
�u�@�ߋ����O�S�������V�X�e���@�v
http://www1.odn.ne.jp/mimizun/2ch.html
�u�G�A�R���v�Ɋւ�����́A���̉��̔ɐ���������܂��B�ڂ������Ƃ͂�����ł��������������B
�u�@�Ɠd���i��2ch�f���@�v
http://that3.2ch.net/kaden/subback.html
�w �Ƃ茾 �x
--------
�@�@�ǂ̂悤�ȁA�X�^�C���i���@�j�ł���A����ɓ�����l�͑f���炵���B
�@�@�����ɁA�C�`����������t���ė���l�Ԃ́A�J�X�l�Ԃł���B
�@�@�������A�J�X�l�Ԃ́A���̎���Ɋւ��ĉ����������Ȃ��ꍇ���������́B
�@�@�@�@�@���@KHP�̎�_�Ƃ��A��������Ƃ��̒��ӓ_�Ƃ��͂���ł��傤���B
�y�����G���W���쓮���G�A�R���̓����ɂ��āz
http://www.maruig.co.jp/Information/syanaiho/2003y/200307syanaih_main.htm
�@�E�@���̂悤��KHP�͂������Ƃ����߂̂悤�ł����A�G���W�����g���̂̎�_������܂��B
�@�E�@�P�͎����ԂƓ����悤�ɔN�P��̒�������e�i���X���K�v�ƂȂ�܂��B
�@�E�@�܂��A�R���ƂȂ铔���̕⋋�����������s��Ȃ���Ȃ�܂���B
�@�E�@����KHP�̔̔��X�n�Гa�ɂāA����I�ɋ����ƃ����e�i���X�����Ē������ƂɂȂ��Ă��܂��B
�u�@�G�A�R���������������������E���g�[�̕����ǂ��́H�@�v
http://66.102.7.104/search?q=cache:giIn3rL7gGIJ:that2.2ch.net/test/read.cgi/kaden/1064250667/267-366+%E3%82%AC%E3%82%B9%E3%83%92%E3%83%BC%E3%83%9D%E3%83%B3+%E5%BC%B1%E7%82%B9&hl=ja&lr=lang_ja
�u�@�q�[�ƃ|���v�������ƁH�@�v
http://mentai.2ch.net/kaden/kako/986/986238483.html
�u�@�K�X�q�[�|�����ā@�v
http://mentai.2ch.net/kaden/kako/996/996489612.html
�u�@�Ă��߂����K�X�q�[�|���I�@�v
http://caramel.2ch.net/kaden/kako/1016/10167/1016771816.html
�u�@�ߋ����O�S�������V�X�e���@�v
http://www1.odn.ne.jp/mimizun/2ch.html
�u�G�A�R���v�Ɋւ�����́A���̉��̔ɐ���������܂��B�ڂ������Ƃ͂�����ł��������������B
�u�@�Ɠd���i��2ch�f���@�v
http://that3.2ch.net/kaden/subback.html
�w �Ƃ茾 �x
--------
�@�@�ǂ̂悤�ȁA�X�^�C���i���@�j�ł���A����ɓ�����l�͑f���炵���B
�@�@�����ɁA�C�`����������t���ė���l�Ԃ́A�J�X�l�Ԃł���B
�@�@�������A�J�X�l�Ԃ́A���̎���Ɋւ��ĉ����������Ȃ��ꍇ���������́B
962 �F���������R���N�F2005/04/11(��) 09:53:10 ID:wD7hIOzc
>961
�P�Ɍ��������ŁA�L���ȏ�����������ʂ������Ƃ�����
�ԈႢ���w�E�����ƁA�r�炵�ɓ]���邭����
KHP�̎�_����
�r�M���p���g�[�݂̂Ȃ̂ŗ�[���̌����͍����Ȃ��B
�ł��A��[�^�]����Ă͓����������d�C�オ�����̂ŁA�����b�g������
�����ʂ��l�����KHP�GHP�͒g�[���v�̑�������n����
KHP�̎�_�̂P�́AKHP�̃����b�g�͓������i�ɍ��E����邱��
�Q�ڂ́A�R�����̔z�ǍH��������̂ŁA���t���H���EHP��荂��
�܂��A�V�݂Ȃ�A�����^���N���K�v�@200L�ȏ�̃^���N��,���h�ɓ͏o���K�v�ł�
�G���W�������́AEHP�Ƃ��܂�ς�炸
�R�ڂ͒���I�ȃ����e�i���X��,�������K�v�Ȃ���
����Ȃ�ɃR�X�g��������܂��B
���X�A�����^�ׂ铔���X�g�[�u���炢�����g���ĂȂ��̂ł���A
���܂茟�����Ă������b�g���Ȃ���
�O�C����0���ȉ��ɂȂ�ƁAEHP�̒g�[�����͂����������Ȃ�̂�
����n��ȂǂŁA�����^���N���e�ƒ�ɂ���悤�ȂƂ��낾�ƁA����Ȃ�Ƀ����b�g�͂ł�B
�P�Ɍ��������ŁA�L���ȏ�����������ʂ������Ƃ�����
�ԈႢ���w�E�����ƁA�r�炵�ɓ]���邭����
KHP�̎�_����
�r�M���p���g�[�݂̂Ȃ̂ŗ�[���̌����͍����Ȃ��B
�ł��A��[�^�]����Ă͓����������d�C�オ�����̂ŁA�����b�g������
�����ʂ��l�����KHP�GHP�͒g�[���v�̑�������n����
KHP�̎�_�̂P�́AKHP�̃����b�g�͓������i�ɍ��E����邱��
�Q�ڂ́A�R�����̔z�ǍH��������̂ŁA���t���H���EHP��荂��
�܂��A�V�݂Ȃ�A�����^���N���K�v�@200L�ȏ�̃^���N��,���h�ɓ͏o���K�v�ł�
�G���W�������́AEHP�Ƃ��܂�ς�炸
�R�ڂ͒���I�ȃ����e�i���X��,�������K�v�Ȃ���
����Ȃ�ɃR�X�g��������܂��B
���X�A�����^�ׂ铔���X�g�[�u���炢�����g���ĂȂ��̂ł���A
���܂茟�����Ă������b�g���Ȃ���
�O�C����0���ȉ��ɂȂ�ƁAEHP�̒g�[�����͂����������Ȃ�̂�
����n��ȂǂŁA�����^���N���e�ƒ�ɂ���悤�ȂƂ��낾�ƁA����Ȃ�Ƀ����b�g�͂ł�B
963 �F���������R���N�F2005/04/11(��) 09:54:28 ID:GdWvBqEF
�q�[�g�|���v�̌����͓��͂������ӊ��Ɨ�}�ƔM������ɂ��킯�����B
��������イ�X�_���ɂȂ銦��n�ł͎��O�@�ɑ������Č������������������邩��
�֓��Ȗk�ł͐��������߂ł��Ȃ��B
��������イ�X�_���ɂȂ銦��n�ł͎��O�@�ɑ������Č������������������邩��
�֓��Ȗk�ł͐��������߂ł��Ȃ��B
�ނ莿��ւ̎��쎩������J����B
965 �F& ��HngsiIEdew �F2005/04/11(��) 09:58:39 ID:gT76Qz+c
962 �� �ނ莿��ւ̎��쎩������J����B
966 �F958�F2005/04/11(��) 14:28:49 ID:+6Hs0bzz
>>959-960
���⌊�̌����Ƃ�������̂ŁA���̌�����JIS B 0401�@�ɍڂ��Ă��̂ł����B���X�ǂ����ł��B
���⌊�̌����Ƃ�������̂ŁA���̌�����JIS B 0401�@�ɍڂ��Ă��̂ł����B���X�ǂ����ł��B
967 �F���������R���N�F2005/04/11(��) 22:14:59 ID:KZ512yzC
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
968 �F���������R���N�F2005/04/12(��) 01:14:30 ID:MKnOPgsK
�߁X�A�Ƃ��镔�i���Ǝ҂ɍ���Ă��炨���ƍl���Ă���̂ł����i�l�Łj�A
�����ƕ����Q�����A���s���P�����̏��`�^���ȏ�̍��x�����f�ނ���A
�����̕`�����v�}�ǂ���̂��́i�`�͖݂��i�ɏd�˂����̂ɁA�ł��ς肪
�R�ӏ��Ƃ������A�V���v���Ȃ��̂ł��j���o���Ă��炤�ɂ́A�����悻��
�ǂ̂��炢�̔�p���K�v�ɂȂ�̂ł��傤���H�������Ǝ҂ɂ���ăs������L���܂ŁA
�Ƃ����̂͂킩���Ă���̂ł����A��̖̂ڈ��Ō��\�ł��̂ŁA���ӌ������肢���܂�
�i�Q�O���܂łȂ�o����̂ł����E�E�E�j�B
�����ƕ����Q�����A���s���P�����̏��`�^���ȏ�̍��x�����f�ނ���A
�����̕`�����v�}�ǂ���̂��́i�`�͖݂��i�ɏd�˂����̂ɁA�ł��ς肪
�R�ӏ��Ƃ������A�V���v���Ȃ��̂ł��j���o���Ă��炤�ɂ́A�����悻��
�ǂ̂��炢�̔�p���K�v�ɂȂ�̂ł��傤���H�������Ǝ҂ɂ���ăs������L���܂ŁA
�Ƃ����̂͂킩���Ă���̂ł����A��̖̂ڈ��Ō��\�ł��̂ŁA���ӌ������肢���܂�
�i�Q�O���܂łȂ�o����̂ł����E�E�E�j�B
969 �F���������R���N�F2005/04/12(��) 07:35:48 ID:ho2M+uUg
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
970 �F���������R���N�F2005/04/12(��) 07:36:24 ID:ho2M+uUg
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
971 �F���������R���N�F2005/04/12(��) 07:36:55 ID:ho2M+uUg
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
972 �F���������R���N�F2005/04/12(��) 07:37:19 ID:ho2M+uUg
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
973 �F���������R���N�F2005/04/12(��) 07:38:34 ID:ho2M+uUg
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
974 �F���������R���N�F2005/04/12(��) 07:39:01 ID:ho2M+uUg
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
975 �F���������R���N�F2005/04/12(��) 07:40:58 ID:JgqSuyJl
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
976 �F���������R���N�F2005/04/12(��) 07:41:22 ID:JgqSuyJl
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
977 �F���������R���N�F2005/04/12(��) 07:42:39 ID:JgqSuyJl
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
978 �F���������R���N�F2005/04/12(��) 07:43:17 ID:JgqSuyJl
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
979 �F���������R���N�F2005/04/12(��) 07:43:41 ID:JgqSuyJl
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
980 �F���������R���N�F2005/04/12(��) 07:44:16 ID:JgqSuyJl
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
981 �F���������R���N�F2005/04/12(��) 07:44:40 ID:JgqSuyJl
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
982 �F���������R���N�F2005/04/12(��) 07:45:07 ID:JgqSuyJl
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
983 �F���������R���N�F2005/04/12(��) 07:46:59 ID:MkwER76B
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
984 �F���������R���N�F2005/04/12(��) 07:54:23 ID:MkwER76B
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
985 �F���������R���N�F2005/04/12(��) 08:10:30 ID:MkwER76B
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
986 �F���������R���N�F2005/04/12(��) 08:11:02 ID:MkwER76B
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
987 �F���������R���N�F2005/04/12(��) 08:32:28 ID:AviUUu83
>>968
���ʂɓS�ō���ďĂ������H
�����������`�^�����đ債�čd���Ȃ����B
�v�����x�ɂ���邯�ǁA���Ղłł���͈͂Ȃ�1���������B
�ޗ���3000�~
���H��5000�~
�M������2000�~
������5000�~
����Ȃ���łȂ��H
�d�x�Ƃ����x����̓I�Ɏw�肵�Ȃ��Ƒ���̎�Ԃ������邩��
�ڂ��������邩���m��ǁB
���ʂɓS�ō���ďĂ������H
�����������`�^�����đ債�čd���Ȃ����B
�v�����x�ɂ���邯�ǁA���Ղłł���͈͂Ȃ�1���������B
�ޗ���3000�~
���H��5000�~
�M������2000�~
������5000�~
����Ȃ���łȂ��H
�d�x�Ƃ����x����̓I�Ɏw�肵�Ȃ��Ƒ���̎�Ԃ������邩��
�ڂ��������邩���m��ǁB
988 �F���������R���N�F2005/04/12(��) 08:35:03 ID:MkwER76B
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
989 �F���������R���N�F2005/04/12(��) 08:35:46 ID:MkwER76B
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
990 �F���������R���N�F2005/04/12(��) 08:36:16 ID:MkwER76B
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
991 �F���������R���N�F2005/04/12(��) 08:36:39 ID:MkwER76B
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
992 �F���������R���N�F2005/04/12(��) 08:54:00 ID:CCbVLQpf
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
993 �F���������R���N�F2005/04/12(��) 08:54:30 ID:CCbVLQpf
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l50
994 �F���������R���N�F2005/04/12(��) 09:10:19 ID:CCbVLQpf
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l
995 �F���������R���N�F2005/04/12(��) 09:11:00 ID:CCbVLQpf
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l
996 �F���������R���N�F2005/04/12(��) 09:11:32 ID:CCbVLQpf
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l
997 �F���������R���N�F2005/04/12(��) 09:12:04 ID:CCbVLQpf
>949 >952 >955-956 >961 >964-965��TAKE
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l
TAKE�ɂ��Ă͈ȉ���
�yNet�̊��z�s�`�j�d��@���X���R�y�E�W���z
http://tmp4.2ch.net/test/read.cgi/tubo/1108880979/l
998 �F���������R���N�F2005/04/12(��) 09:37:20 ID:GZHrtYe5
�r�ꂽ�̂ŁA�}篐V�X�����Ă܂���
�y�@�B�z�̎���X���b�h�͂������I11
http://science3.2ch.net/test/read.cgi/kikai/1113266180/l50
�y�@�B�z�̎���X���b�h�͂������I11
http://science3.2ch.net/test/read.cgi/kikai/1113266180/l50
999 �F ��lnkYxlAbaw �F2005/04/12(��) 09:48:14 ID:r888SBrm
>>998
�ŏ��ɍ���Ă��������X���b�h�A
�y�@�B�z�̎���X���b�h�͂������I11�@�́A�s���ɍ폜����A
�V���Ɂu�P�P�v���������ƌ������Ƃ́A
��͂�A���̂Q�����˂�́A���O���ꂽ�悤�ȁA
�w ����̐l�Ԃɂ���āA���_�x�z���ꂽ�f���� ������ �x�ƁA
�����������Ă�낵���̂ł��傤���B
���Ƃ���A���������f���́A���̍D�݂łȂ��̂ŁA
�g�p���~�߂邱�Ƃɂ��܂��B
�ŏ��ɍ���Ă��������X���b�h�A
�y�@�B�z�̎���X���b�h�͂������I11�@�́A�s���ɍ폜����A
�V���Ɂu�P�P�v���������ƌ������Ƃ́A
��͂�A���̂Q�����˂�́A���O���ꂽ�悤�ȁA
�w ����̐l�Ԃɂ���āA���_�x�z���ꂽ�f���� ������ �x�ƁA
�����������Ă�낵���̂ł��傤���B
���Ƃ���A���������f���́A���̍D�݂łȂ��̂ŁA
�g�p���~�߂邱�Ƃɂ��܂��B
1000 �F ��lnkYxlAbaw �F2005/04/12(��) 09:48:50 ID:r888SBrm
>>998
�ŏ��ɍ���Ă��������X���b�h�A
�y�@�B�z�̎���X���b�h�͂������I11�@�́A�s���ɍ폜����A
�V���Ɂu�P�P�v���������ƌ������Ƃ́A
��͂�A���̂Q�����˂�́A���O���ꂽ�悤�ȁA
�w ����̐l�Ԃɂ���āA���_�x�z���ꂽ�f���� ������ �x�ƁA
�����������Ă�낵���̂ł��傤���B
���Ƃ���A���������f���́A���̍D�݂łȂ��̂ŁA
�g�p���~�߂邱�Ƃɂ��܂��B
�ŏ��ɍ���Ă��������X���b�h�A
�y�@�B�z�̎���X���b�h�͂������I11�@�́A�s���ɍ폜����A
�V���Ɂu�P�P�v���������ƌ������Ƃ́A
��͂�A���̂Q�����˂�́A���O���ꂽ�悤�ȁA
�w ����̐l�Ԃɂ���āA���_�x�z���ꂽ�f���� ������ �x�ƁA
�����������Ă�낵���̂ł��傤���B
���Ƃ���A���������f���́A���̍D�݂łȂ��̂ŁA
�g�p���~�߂邱�Ƃɂ��܂��B
1001 �F�P�O�O�P�F
���̃X���b�h�͂P�O�O�O���܂����B
���������Ȃ��̂ŁA�V�����X���b�h�𗧂ĂĂ��������ł��B�B�B
���������Ȃ��̂ŁA�V�����X���b�h�𗧂ĂĂ��������ł��B�B�B