����n�������X��12
|
|
|
2 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/20(��) 23:40:49.01 ID:ljrwEBYi
�S�Ă̓���̌��_�ł���A�n�������y���݁B
�����ō����������g���y���݁B
����Ȏ��������l�X�̏��������̂��߂̃X���B
��ꍇ�������l�͐�p�X���ŁB
�R�e�͕t��������ǂ����B
�r�炵�ɍ\���z�͍r�炵�Ɠ��߁A�X���[�K�{�ŁB
���X�����Ắ@>>970�@���A�d�����Ȃ��悤�錾���Ă���B
�����삵����A�摜����p���Ĕ�I���悤
�i�C�t�摜������
http://bbs.avi.jp/79024/
���Q�l
�n������܂Ƃ� (�쉮�� ��teSdKAz2Ns���^�c)
http://hamono.komusou.jp/
2�����˂�n����wiki
http://www40.atwiki.jp/hamono/
���ߋ��X��
01
http://hobby5.2ch.net/test/read.cgi/knife/1092504090/
�@
02
http://hobby5.2ch.net/test/read.cgi/knife/1107612236/
�@
03
http://hobby8.2ch.net/test/read.cgi/knife/1115131463/
�@
04
http://hobby8.2ch.net/test/read.cgi/knife/1128590589/
�@
05
http://hobby8.2ch.net/test/read.cgi/knife/1138968460/
�@
06
http://hobby9.2ch.net/test/read.cgi/knife/1149866989/
�@
07
http://hobby11.2ch.net/test/read.cgi/knife/1172549787/
�@
08
http://gimpo.2ch.net/test/read.cgi/knife/1217943617/
�@
09
http://toki.2ch.net/test/read.cgi/knife/1251282697/
�@
10
http://ikura.2ch.net/test/read.cgi/knife/1289311114/�@
�����ō����������g���y���݁B
����Ȏ��������l�X�̏��������̂��߂̃X���B
��ꍇ�������l�͐�p�X���ŁB
�R�e�͕t��������ǂ����B
�r�炵�ɍ\���z�͍r�炵�Ɠ��߁A�X���[�K�{�ŁB
���X�����Ắ@>>970�@���A�d�����Ȃ��悤�錾���Ă���B
�����삵����A�摜����p���Ĕ�I���悤
�i�C�t�摜������
http://bbs.avi.jp/79024/
���Q�l
�n������܂Ƃ� (�쉮�� ��teSdKAz2Ns���^�c)
http://hamono.komusou.jp/
2�����˂�n����wiki
http://www40.atwiki.jp/hamono/
���ߋ��X��
01
http://hobby5.2ch.net/test/read.cgi/knife/1092504090/
�@
02
http://hobby5.2ch.net/test/read.cgi/knife/1107612236/
�@
03
http://hobby8.2ch.net/test/read.cgi/knife/1115131463/
�@
04
http://hobby8.2ch.net/test/read.cgi/knife/1128590589/
�@
05
http://hobby8.2ch.net/test/read.cgi/knife/1138968460/
�@
06
http://hobby9.2ch.net/test/read.cgi/knife/1149866989/
�@
07
http://hobby11.2ch.net/test/read.cgi/knife/1172549787/
�@
08
http://gimpo.2ch.net/test/read.cgi/knife/1217943617/
�@
09
http://toki.2ch.net/test/read.cgi/knife/1251282697/
�@
10
http://ikura.2ch.net/test/read.cgi/knife/1289311114/�@
3 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/20(��) 23:41:50.01 ID:ljrwEBYi
��u���g���ĂȂ��z���ߋ��X�������l�ɒ����Ƃ��B
http://hamono.komusou.jp/kategori/hosyu/knife2.html
http://hamono.komusou.jp/kategori/hosyu/knife3.html
http://hamono.komusou.jp/kategori/hosyu/knife4.html
http://hamono.komusou.jp/kategori/hosyu/knife5.html
http://hamono.komusou.jp/kategori/hosyu/knife6.html
http://hamono.komusou.jp/kategori/hosyu/knife7.html
http://unkar.org/r/knife/1172549787
http://hamono.komusou.jp/kategori/hosyu/knife8.html
http://unkar.org/r/knife/1251282697
http://hamono.komusou.jp/kategori/hosyu/knife2.html
http://hamono.komusou.jp/kategori/hosyu/knife3.html
http://hamono.komusou.jp/kategori/hosyu/knife4.html
http://hamono.komusou.jp/kategori/hosyu/knife5.html
http://hamono.komusou.jp/kategori/hosyu/knife6.html
http://hamono.komusou.jp/kategori/hosyu/knife7.html
http://unkar.org/r/knife/1172549787
http://hamono.komusou.jp/kategori/hosyu/knife8.html
http://unkar.org/r/knife/1251282697
4 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/21(��) 02:35:25.92 ID:eDIBcBEh
>>1���ł�
�{�[���Ղ̍w�����l���Ă���̂ł����A
���[�^�[�F0.2kw�~4P���ď�����Ă��ł����A
4P���ĂȂ�̕\�L�ł��傤���H
200W�̏o�͂�����Ƃ������Ƃł��傤���H�����Ă��������B
�{�[���Ղ̍w�����l���Ă���̂ł����A
���[�^�[�F0.2kw�~4P���ď�����Ă��ł����A
4P���ĂȂ�̕\�L�ł��傤���H
200W�̏o�͂�����Ƃ������Ƃł��傤���H�����Ă��������B
5 �F�W�g�� ��NAiBHuyoBI �F2013/03/21(��) 08:00:28.79 ID:EEmFTUie
>>1
�X�����ĉ��ł��B
>>4
4P���Ă̂�4�Ƀ��[�^�[���Ă��Ƃł��A���ɂQ�ɂ�6�ɂ�����܂��B
��]���ɂ���Ďg�������܂��B
http://detail.chiebukuro.yahoo.co.jp/qa/question_detail/q1048344065
�X�����ĉ��ł��B
>>4
4P���Ă̂�4�Ƀ��[�^�[���Ă��Ƃł��A���ɂQ�ɂ�6�ɂ�����܂��B
��]���ɂ���Ďg�������܂��B
http://detail.chiebukuro.yahoo.co.jp/qa/question_detail/q1048344065
6 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/21(��) 18:06:40.43 ID:eDIBcBEh
���X���肪�Ƃ��������܂��B
P�̐����傫���ق���������]�����A��g���N���Ă��Ƃł��ˁB
P�̐����傫���ق���������]�����A��g���N���Ă��Ƃł��ˁB
7 �F�W�g�� ��NAiBHuyoBI �F2013/03/21(��) 18:54:27.89 ID:PIIWJQw7
8 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/23(�y) 02:38:09.78 ID:msigK10C
sus410�͉��H���₷����ł����H
304�̂悤�ɉ��H�d�������Ȃ��̂ł��傤���B
304�̂悤�ɉ��H�d�������Ȃ��̂ł��傤���B
9 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/23(�y) 12:31:05.69 ID:0PhM3ue8
>>8
304�Ɣ�ׂ�Ȃ�A���ʂɉ��H���₷���B
����蕪�ނ�304�̓I�[�X�e�i�C�g�n�A410�̓}���e���T�C�g�n�Ȃ̂�
���H���̕ω����S�R�Ⴄ�B������ӂ͂��ꂼ��̐����\����킩���B
���H�d���ɂ��Ă͖w�ǂ��ĂȂ����x���B
304�Ɣ�ׂ�Ȃ�A���ʂɉ��H���₷���B
����蕪�ނ�304�̓I�[�X�e�i�C�g�n�A410�̓}���e���T�C�g�n�Ȃ̂�
���H���̕ω����S�R�Ⴄ�B������ӂ͂��ꂼ��̐����\����킩���B
���H�d���ɂ��Ă͖w�ǂ��ĂȂ����x���B
10 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/26(��) 08:23:59.84 ID:/uip54tH
�����Tmm�ȉ��̃t�H���_�[�Ƃ��Ɏg����}�C�J���^��
�����Ă�Ƃ��낲���m����܂��H
�����Ă�Ƃ��낲���m����܂��H
11 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/26(��) 18:25:44.02 ID:Yv3YPYup
�������_�T���F�ŗǂ����
http://ihc.monotaro.com/p/29374/
http://ihc.monotaro.com/p/29374/
12 �F�W�g�� ��NAiBHuyoBI �F2013/03/26(��) 23:45:12.30 ID:167G7HQw
>>10
���삷��Ƃ����������܂���B
http://bbs.avi.jp/photo/79024/29825192
�f�j���n���d�˂�����n���h���ނƁA���m�R�̐n���Ă�����Ȃ����đ�����
�y�[�p�[�i�C�t�ł��B
���삷��Ƃ����������܂���B
http://bbs.avi.jp/photo/79024/29825192
�f�j���n���d�˂�����n���h���ނƁA���m�R�̐n���Ă�����Ȃ����đ�����
�y�[�p�[�i�C�t�ł��B
13 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/27(��) 00:30:35.57 ID:iCDAXdqc
14 �F�W�g�� ��NAiBHuyoBI �F2013/03/27(��) 01:53:27.87 ID:9vBkqInd
>>13
����͂Ƃ肠�����A�z�[���Z���^�[�ɔ����Ă����T���f�[�y�C���g��
�uFRP�|���x�X�g��܃N���A�[�v�ƁuFRP�|���x�X�g�d���܁v�ł��B
�L�������������ł��ˁB
���̂�����͂܂����������W���ł��B
http://www.frp-zone.com/
���̂�����̃y�[�W�ŕ����B
����͂Ƃ肠�����A�z�[���Z���^�[�ɔ����Ă����T���f�[�y�C���g��
�uFRP�|���x�X�g��܃N���A�[�v�ƁuFRP�|���x�X�g�d���܁v�ł��B
�L�������������ł��ˁB
���̂�����͂܂����������W���ł��B
http://www.frp-zone.com/
���̂�����̃y�[�W�ŕ����B
16 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/27(��) 22:49:39.62 ID:XuZWt9CE
>>15
���m�^���E��HP�Ō������̓_�T�������邪�A
�ǂ���Ύg�����i�C�t�������Ă��炦�Ȃ����낤���H
����Ŋi�D�ǂ�������l���������߂邵�A������������Ȃ���
���m�^���E��HP�Ō������̓_�T�������邪�A
�ǂ���Ύg�����i�C�t�������Ă��炦�Ȃ����낤���H
����Ŋi�D�ǂ�������l���������߂邵�A������������Ȃ���
17 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/28(��) 00:09:26.18 ID:WJ20vdTu
����
18 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/28(��) 00:12:33.31 ID:WJ20vdTu
19 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/28(��) 00:22:17.96 ID:NvdHkyU9
�^���J���[�̃}�C�J���^�͐F�Ă�������
�J�b�R�C�C�ł���ˁB
�J�b�R�C�C�ł���ˁB
20 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/28(��) 00:39:59.56 ID:KyGqmuvd
>>18
�킴�Ɩڗ��F�ɂ������Ƃ��͂�����������Ȃ���
�킴�Ɩڗ��F�ɂ������Ƃ��͂�����������Ȃ���
21 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/30(�y) 19:38:54.41 ID:GzWX+e3+
�q�h�D���{���g���Ăǂ̂悤�ȍ\���Ȃ̂ł��傤���H
�^���O�Ƀl�W���ăl�W��t���Ƃ�����B
�n���h�����Ƀl�W�̎h���镔���ɚ��̌�������
�ڒ��܂�h�z���Ă����t���邾�B
�n���h�����Ƀl�W�̎h���镔���ɚ��̌�������
�ڒ��܂�h�z���Ă����t���邾�B
23 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/31(��) 20:43:15.78 ID:8Q1q27M2
�{���g�Œ��ߕt����̂ł͂Ȃ��A
�A���J�[�I�Ɏg�������Ȃ�ł��ˁB
�A���J�[�I�Ɏg�������Ȃ�ł��ˁB
�v�͂���Ȋ��������B
�ŋ߂͐ڒ��܂̐��\����������A����Ȃ�ő��v�݂����ˁB
�ŋ߂͐ڒ��܂̐��\����������A����Ȃ�ő��v�݂����ˁB
25 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/01(��) 12:34:19.19 ID:o5S2N5wj
���̂�������ɂ����P����B
�胄�X������ł̂׃x���̕��ʓx�͂ǂ̂��炢�o�܂����H
���̂͂׃x���Ƀm�M�X�̃X�P�[�����̃G�b�W�Ăď����Ō����
�܂��ǂ������Ȃ̂ł����A����������������l�ɋt���ɂ��Č����
�����Ɋۂ��Ȃ��Ă��銴���Ȃ̂ł����E�E�E
���Ƃł���ȏ�A�Z�������̂Ƃ��ɗ��[�i�׃x���㉺�j���_����̂�
���傤���Ȃ��Ƃ͎v���܂����A�t�ɂ��ꂭ�炢�̋͂��Ȋۂ݂�����ق���
�d�オ��̊��������R��������Ȃ��Ɗ����Ă��܂��B
�胄�X������ł̂׃x���̕��ʓx�͂ǂ̂��炢�o�܂����H
���̂͂׃x���Ƀm�M�X�̃X�P�[�����̃G�b�W�Ăď����Ō����
�܂��ǂ������Ȃ̂ł����A����������������l�ɋt���ɂ��Č����
�����Ɋۂ��Ȃ��Ă��銴���Ȃ̂ł����E�E�E
���Ƃł���ȏ�A�Z�������̂Ƃ��ɗ��[�i�׃x���㉺�j���_����̂�
���傤���Ȃ��Ƃ͎v���܂����A�t�ɂ��ꂭ�炢�̋͂��Ȋۂ݂�����ق���
�d�オ��̊��������R��������Ȃ��Ɗ����Ă��܂��B
�S�H���X���ŃZ���|������A���\���ʂ͏o��Ǝv���܂���B
���[���_���₷���Ƃ���A�͂̓��ꂷ����������Ȃ���
���X�����̂������ɋȂ����Ă���Ď�������܂��B
�S�H���X�����ĈӊO�ƕȂ����邩��A�ʂ̕Ȃ�����
�ǂ��炩�Ƃ����Ɠʏ�ɋȂ����Ă�ʂ��g����
���ʂ��o���₷�������肵�܂��B
�����̏ꍇ�����́A�X�e�F�b�N��I�C���X�g�[�����g��Ȃ���
���Ĕg���ăy�[�p�[�őS�Ė�������A�����Ō��\�_���Ă��܂��B
���̒��x�͂������Ȃ��Ƃ�
������S�H���X���ł�������ʂ��o���āA���Ƃ͂Ȃ�ׂ��_���Ȃ��l�ɖ�������
�������炢�͋��e���Ă܂��B
�S�̓I�Ɍ��Ă������肵�Ă������Ȃ����ȁE�E�E
���[���_���₷���Ƃ���A�͂̓��ꂷ����������Ȃ���
���X�����̂������ɋȂ����Ă���Ď�������܂��B
�S�H���X�����ĈӊO�ƕȂ����邩��A�ʂ̕Ȃ�����
�ǂ��炩�Ƃ����Ɠʏ�ɋȂ����Ă�ʂ��g����
���ʂ��o���₷�������肵�܂��B
�����̏ꍇ�����́A�X�e�F�b�N��I�C���X�g�[�����g��Ȃ���
���Ĕg���ăy�[�p�[�őS�Ė�������A�����Ō��\�_���Ă��܂��B
���̒��x�͂������Ȃ��Ƃ�
������S�H���X���ł�������ʂ��o���āA���Ƃ͂Ȃ�ׂ��_���Ȃ��l�ɖ�������
�������炢�͋��e���Ă܂��B
�S�̓I�Ɍ��Ă������肵�Ă������Ȃ����ȁE�E�E
27 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/02(��) 08:02:44.97 ID:Iwv9jbmg
���̂�������A���肪�Ƃ��������܂��B
�ו����C�ɂ��A�S�̓I�ȕ��͋C�d���ōs���܂��B
�ו����C�ɂ��A�S�̓I�ȕ��͋C�d���ōs���܂��B
28 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/02(��) 20:24:28.59 ID:54//CU7Y
�t�@�X�j���O�{���g�̌��������̂Ő[�����悤�ƃJ�W��Ȃ��悤�ɐT�d��
�u�ف[��A��������ۂ��������������v�ƌ����Ă���łɕ����ꂽ�B
�A���o�[�X�^�b�O���ђʂ����E�E�E�E�E�E�Eorz
�u�ف[��A��������ۂ��������������v�ƌ����Ă���łɕ����ꂽ�B
�A���o�[�X�^�b�O���ђʂ����E�E�E�E�E�E�Eorz
29 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/02(��) 22:29:11.58 ID:oH8kPjoA
>>26
�S�H�₷��ŃZ���|�����āA�ǂ������ł����H
�S�H�₷��ŃZ���|�����āA�ǂ������ł����H
30 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/03(��) 01:42:23.86 ID:N6VojZfL
>>25
�����玸��B
�Z�\�ܗւ�Z�\�O�����v���̑I�肶�Ⴀ��܂���
�胄�X���Ńm�M�X�̃X�P�[��������
���ĂČ����R��Ȃ����x(���ΐ��x1�`2��m)
�Ȃ�đ������Ԃ��������B
�}�W�b�N��V���O��h���Ē�K�ŎC�荇�킹�A���炢�ŗǂ��Ǝv���B
�������x���o�������Ȃ��Ղ�X�g���[�g�G�b�W�ƎC�荇�킹���ˁB
>>29
�u���X���@���i�@�v�Ō����`�B
�����玸��B
�Z�\�ܗւ�Z�\�O�����v���̑I�肶�Ⴀ��܂���
�胄�X���Ńm�M�X�̃X�P�[��������
���ĂČ����R��Ȃ����x(���ΐ��x1�`2��m)
�Ȃ�đ������Ԃ��������B
�}�W�b�N��V���O��h���Ē�K�ŎC�荇�킹�A���炢�ŗǂ��Ǝv���B
�������x���o�������Ȃ��Ղ�X�g���[�g�G�b�W�ƎC�荇�킹���ˁB
>>29
�u���X���@���i�@�v�Ō����`�B
��Ղł��荇�킹���Đ�o���݂�����Ȃ炢������
�i�C�t�̃x�x����������ȁE�E�E
�����I�ȕ��ʓx���C�ɂ�����A�x�x���X�g�b�v����|�C���g�ɂ����Ă�
�ʂ̂Ȃ�����C�ɂ�������������B
�t���b�g�O���C���h���ƁA�ʂ̂Ȃ���̗ǂ������̓p�b�ƌ��ł����������Ⴄ��
��肭�Ȃ����ĂȂ��i�C�t�͎g���Â炢����B
����߂��̃J�[�u���Ă镔���͓��ɒ��ӂ��č���Ƃ����Ȃ����B
�i�C�t�̃x�x����������ȁE�E�E
�����I�ȕ��ʓx���C�ɂ�����A�x�x���X�g�b�v����|�C���g�ɂ����Ă�
�ʂ̂Ȃ�����C�ɂ�������������B
�t���b�g�O���C���h���ƁA�ʂ̂Ȃ���̗ǂ������̓p�b�ƌ��ł����������Ⴄ��
��肭�Ȃ����ĂȂ��i�C�t�͎g���Â炢����B
����߂��̃J�[�u���Ă镔���͓��ɒ��ӂ��č���Ƃ����Ȃ����B
33 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/03(��) 22:43:32.38 ID:8vm0LioG
>>30
�������H�i�l�b�A�t���C�X�j�̐E��������̂�
�ׂ����Ƃ��낪�C�ɂȂ�̂�������܂���B
>>���̂�������A
�׃x���̕��ʂ���|�C���g�Ɍ������čׂ��i�����j�Ȃ�n�߂�Ƃ���ł��傤���H�I
�����ƃx�x���X�g�b�v�̂Ƃ���͖ʂ̂Ȃ��肪�s���R�ɂȂ�₷���C�����܂��B
�����|�C���g�t�߂͋��x�I�ɂ��z���[��t���b�g�������Ɋۂ݂�����ق����D���ł��B
�������H�i�l�b�A�t���C�X�j�̐E��������̂�
�ׂ����Ƃ��낪�C�ɂȂ�̂�������܂���B
>>���̂�������A
�׃x���̕��ʂ���|�C���g�Ɍ������čׂ��i�����j�Ȃ�n�߂�Ƃ���ł��傤���H�I
�����ƃx�x���X�g�b�v�̂Ƃ���͖ʂ̂Ȃ��肪�s���R�ɂȂ�₷���C�����܂��B
�����|�C���g�t�߂͋��x�I�ɂ��z���[��t���b�g�������Ɋۂ݂�����ق����D���ł��B
�����ł��ˁB���[�e�B���e�B�[�Ȃł�����
��������|�C���g�Ɍ������ăJ�[�u���Ă����ł��B
�t���b�g�O���C���h���ƐF�X�ƍl������������
�|�C���g�Ɍ������ď��X�ɔ�������Ĉ�����̔������悭����Ƃ�
�܂��̓|�C���g�t�߂̋��x�����������߂ɁA�t�Ɍ����i�݊p�Ɂj���
�Ȃ�Ă̂�����܂����A������ɂ���J�[�u�ɉ����Ċ��炩�Ȗʂ̂Ȃ���łȂ���
�����ڂ��������g������������Ȃ�܂��B
���܂蕽�ʂ��ӎ�������A�ǂ��������ʂ̂Ȃ���ɂ������̂�
���Ɏv�������ׂȂ�����̂������ł��ˁB��������Ǝ��R�Ɍ`���o���Ă��܂��B
�x�x���X�g�b�v�̕ӂ�����\���ӂ��K�v�ł��ˁB
���̕����������Əo���ĂȂ��ƁA�����ł��n���t�߂�
��肭�n���t���Ȃ������肵�Ď��p�Ŗ��ɂȂ�܂��B
�x�x���X�g�b�v�̌`����āA���l�̌�����ԏo�鏊�ł��ˁB
��������|�C���g�Ɍ������ăJ�[�u���Ă����ł��B
�t���b�g�O���C���h���ƐF�X�ƍl������������
�|�C���g�Ɍ������ď��X�ɔ�������Ĉ�����̔������悭����Ƃ�
�܂��̓|�C���g�t�߂̋��x�����������߂ɁA�t�Ɍ����i�݊p�Ɂj���
�Ȃ�Ă̂�����܂����A������ɂ���J�[�u�ɉ����Ċ��炩�Ȗʂ̂Ȃ���łȂ���
�����ڂ��������g������������Ȃ�܂��B
���܂蕽�ʂ��ӎ�������A�ǂ��������ʂ̂Ȃ���ɂ������̂�
���Ɏv�������ׂȂ�����̂������ł��ˁB��������Ǝ��R�Ɍ`���o���Ă��܂��B
�x�x���X�g�b�v�̕ӂ�����\���ӂ��K�v�ł��ˁB
���̕����������Əo���ĂȂ��ƁA�����ł��n���t�߂�
��肭�n���t���Ȃ������肵�Ď��p�Ŗ��ɂȂ�܂��B
�x�x���X�g�b�v�̌`����āA���l�̌�����ԏo�鏊�ł��ˁB
37 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/07(��) 13:30:59.37 ID:/Er1fvDR
���������Ƃ��Ȃ����E�E�E�E�E�E
38 �F�W�g�� ��NAiBHuyoBI �F2013/04/15(��) 00:30:14.35 ID:77+ajH9y
�i�C�t�摜������
http://bbs.avi.jp/79024/
�摜�f�������A���܂���˂��E�E
���̃X���p�ɐV�����p�ӂ��ׂ��ł��傤���B
http://bbs.avi.jp/79024/
�摜�f�������A���܂���˂��E�E
���̃X���p�ɐV�����p�ӂ��ׂ��ł��傤���B
39 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/20(�y) 21:43:49.39 ID:42g6l1oC
S30V��VG10�̃u�����N���L��̂�����ǁA
�����Ή����AVG10���T�u�[���������Ă����M������������ĂȂ��ł����H
���c�����OK�H
�����Ή����AVG10���T�u�[���������Ă����M������������ĂȂ��ł����H
���c�����OK�H
40 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/20(�y) 22:24:22.41 ID:nHCoPYBn
���b�N�o�b�N�̃t�H�[���f�B���O�i�C�t����Ă݂悤�Ǝv���Ƃ�܂��A
�s�|�b�g�s���ƃ��b�N�o�[�s���͎��삷��Ηǂ��̂ł��傤���H
���̏ꍇ�̍|�ނȂ͉����g���Ηǂ��̂������Ē�����Ə�����܂��B
�s�|�b�g�s���ƃ��b�N�o�[�s���͎��삷��Ηǂ��̂ł��傤���H
���̏ꍇ�̍|�ނȂ͉����g���Ηǂ��̂������Ē�����Ə�����܂��B
41 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/20(�y) 23:30:16.13 ID:cF+pnUIJ
>>40
���ʂɏĂ����ꂵ��440�ł�����
���ʂɏĂ����ꂵ��440�ł�����
42 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/21(��) 14:31:18.23 ID:6nae3p0C
�s�����Ă����ꂷ�����Ȃ́H
43 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/21(��) 15:59:26.00 ID:8kakCh8J
���ˁ[��
�Ă��Ȃ܂��@�͂��邪�Ȃ�����
�Ă��Ȃ܂��@�͂��邪�Ȃ�����
�݂Ȃ���L��������܂��B
�Ƃ肠�����n�Ɠ����ގ��ŏē��ꖳ���ł���Ă݂悤���Ǝv���܂�
�Ƃ肠�����n�Ɠ����ގ��ŏē��ꖳ���ł���Ă݂悤���Ǝv���܂�
45 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/21(��) 21:41:09.18 ID:hB/PsUfX
�s�����ă��b�N�o�[�̂��Ƃ����Ⴂ���Č����Ă��H
���b�N�o�[�̓o�l�ē��ꂷ��̂����ʂ���B
http://www.matrix-aida.com/heattreatment.html
���b�N�o�[�̓o�l�ē��ꂷ��̂����ʂ���B
http://www.matrix-aida.com/heattreatment.html
46 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/21(��) 22:07:26.47 ID:8kakCh8J
�[���@�s�{�b�g�s���Ƃ����Ă邾�낗
47 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/22(��) 00:34:00.43 ID:c7Lja+Wh
>>45
���O�͉���ry
���O�͉���ry
48 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/22(��) 18:08:41.96 ID:VvK/pbdK
�s���Ƃ��Ȃ���(���ؕ���)
49 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/23(��) 12:25:31.29 ID:/5Q0aFNs
�{�b�g���Ă邩�炾��www
50 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/24(��) 12:18:36.70 ID:UkX0QEiW
�x�x���̗����オ�肪�Y��ɍ���ۂ₷�苳���ĉ�����
51 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/25(��) 00:51:49.43 ID:WaYhWVBq
>>50 �}�W���X����Ɗۃ��X�����ꕔ����ɍ��B
����̓A�����J�ł͈�ʓI�Ȃ������B
����̓A�����J�ł͈�ʓI�Ȃ������B
52 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/25(��) 15:07:15.54 ID:9RXLBDIP
>>51
�ڂ���
�Ƃ���Ńt���^���O�̃T�u�q���g�i�C�t�̈�ڂ̃_�u���K�[�h�q���g����
�O����}���Ă�́H�J�V���s���ŗ��߂Ă邾���H
�ڂ���
�Ƃ���Ńt���^���O�̃T�u�q���g�i�C�t�̈�ڂ̃_�u���K�[�h�q���g����
�O����}���Ă�́H�J�V���s���ŗ��߂Ă邾���H
�n���h���̍\���ɂ������A�ォ��}���Ă�������łȂ��B
54 �F���O�ȃJ�b�^�[(�m�́M)�F2013/04/26(��) 17:14:21.37 ID:RY5BxHMu
�׃x������ꂱ�܂Ȃ��悤�Ƀx�x���ɓ����镔����
����ɗ��Ƃ��Ă���̂��Ǝv���܂��B
�������̕��@���ƃ��X���̒f�ʂ����̂܂ʂ������ɂȂ�܂��B
�^���O�̘I�o�����t�@�C�^�[�̓|�C���g������q���g��}���Ă܂��ˁB
�t���C�X��������̓q���g���ɂ��ă��J�b�\�̒[�ʂ~�ɉ��H���܂��B
�t���C�X�̖������̓q���g�̂ق����p���ɂ���悤�ł��B
����ɗ��Ƃ��Ă���̂��Ǝv���܂��B
�������̕��@���ƃ��X���̒f�ʂ����̂܂ʂ������ɂȂ�܂��B
�^���O�̘I�o�����t�@�C�^�[�̓|�C���g������q���g��}���Ă܂��ˁB
�t���C�X��������̓q���g���ɂ��ă��J�b�\�̒[�ʂ~�ɉ��H���܂��B
�t���C�X�̖������̓q���g�̂ق����p���ɂ���悤�ł��B
55 �F���O�ȃJ�b�^�[(�m�́M)�F2013/05/18(�y) 17:30:51.24 ID:SsUAtY5K
�v���Ԃ�ɌF���̌f����������M�E���i���Ē���˂��Ȃ�
���ς�炸����
���ς�炸����
56 �F���O�ȃJ�b�^�[(�m�́M)�F2013/05/22(��) 16:58:28.83 ID:n/eKN6TT
>>55
����˂����āA�ǂ�̂��ƁH
����R�����g���X���[����܂����Ă�̂ɁA
�������݂��Ă�Ƃ��납�H��
�F���͒b�菬���g�債���炵�����A
�����ƌ��z�m�F���Ƃ��Ă��Ȃ���@���z�����
���N����Ă����q���e���@�Ɉ��������邶��H�Ƃ����ɃJ�L�R���ꂽ��A
��i�i�j�̕���������������������
�w�Z�̐搶�Ȃ̂ɌӎU�L�����_�ō����������
����˂����āA�ǂ�̂��ƁH
����R�����g���X���[����܂����Ă�̂ɁA
�������݂��Ă�Ƃ��납�H��
�F���͒b�菬���g�債���炵�����A
�����ƌ��z�m�F���Ƃ��Ă��Ȃ���@���z�����
���N����Ă����q���e���@�Ɉ��������邶��H�Ƃ����ɃJ�L�R���ꂽ��A
��i�i�j�̕���������������������
�w�Z�̐搶�Ȃ̂ɌӎU�L�����_�ō����������
57 �F���O�ȃJ�b�^�[(�m�́M)�F2013/05/22(��) 19:28:49.69 ID:rhtH0nRg
���q���ǂ�Ȃ����ĂȂ�����
���q����JKG������K�����Ă邾���ň�@���Ȃ�����
�Z���Ƃ��Ȃ��@������
���q����JKG������K�����Ă邾���ň�@���Ȃ�����
�Z���Ƃ��Ȃ��@������
58 �F���O�ȃJ�b�^�[(�m�́M)�F2013/05/22(��) 20:38:09.55 ID:pVxe0wLE!
���q�͔�������ĂȂ�������̃i�C�t����H
���ɗގ������`�ɂȂ�\�������邩����̎��l����l�͑����悤�����B
���ɗގ������`�ɂȂ�\�������邩����̎��l����l�͑����悤�����B
59 �F���O�ȃJ�b�^�[(�m�́M)�F2013/05/22(��) 21:28:30.93 ID:LY3/JPX2
���{���̐���̌`�������D���Ȃ��ǁA���݂̂���|�ނŎ����悤�Ȍ`�̃t�H���_�[�p�u���[�h�������Ă�����f���邩�ȁE�E�E�H
���肪�Ȃ����OK�H
���ɂ����^���g�[�^���ᗝ�z�ƈႤ�� ���悪�����n����
���肪�Ȃ����OK�H
���ɂ����^���g�[�^���ᗝ�z�ƈႤ�� ���悪�����n����
60 �F���O�ȃJ�b�^�[(�m�́M)�F2013/05/22(��) 21:33:36.79 ID:QndJ51+l
�t�H���_�[�Ɏg�������ȃo�����X�y�[�T�[�̔����Ă�Ƃ��낲���m�Ȃ��ł��傤��
61 �F���O�ȃJ�b�^�[(�m�́M)�F2013/05/22(��) 22:45:43.54 ID:oLYfSyTY
62 �F�W�g�� ��NAiBHuyoBI �F2013/05/23(��) 00:54:46.59 ID:MYU3tmus
>>59
�e���@���K�p�����\���̂��镨�͍d���ސ��œ��́u�p�v
�A�E�g���C���̕��ł��B
�����āA�n�n��70mm�ȓ��@����1.5mm�ȓ��@�g��15mm�ȓ�
���̎O���̂�������݂����Ă�Ό���OK�ƌx�@�����\�ɂ���܂��̂�
���q�⏬���A�����̗ނ͂���ɂ�蓁�Ƃ݂Ȃ���Ă��Ȃ��͂��ł��B
JKG�̓��q�͂����͖@�Ƃ͕ʂ̖��E�E
���Ȃ݂Ƀ}�O�����͂ǂ��݂Ă����ȃf�U�C���ł����A�����
�����a����ɍ�������ł��邾���B
�U��A�����۔�����B
��x�˂��A�������Ƃ���Ε�����u���[�h��������x�˂��ł��Ȃ��B
���̂��ߓ����́u�l���v�ɂ�����Ȃ��A�Ƃ����̂��p�X���Ă��闝�R
�������ł��B
���ہA��������ĖړB�ł��Ă������ߌ������ꂽ�Ⴊ����܂��B
>>59
�ȑO�͐n�n��150mm�ȓ��Őn�}�`�A�܂�`���C��������Ζ��Ȃ������̂ł���
�O��̃_�K�[�K���Łu���E���������v���ύX����O���[�ɂȂ��Ă���̂ł���ˁE�E
>>60
�ۃ{�X�E�u�b�V���̂悤�Ȃ��̂ł����H
�e���@���K�p�����\���̂��镨�͍d���ސ��œ��́u�p�v
�A�E�g���C���̕��ł��B
�����āA�n�n��70mm�ȓ��@����1.5mm�ȓ��@�g��15mm�ȓ�
���̎O���̂�������݂����Ă�Ό���OK�ƌx�@�����\�ɂ���܂��̂�
���q�⏬���A�����̗ނ͂���ɂ�蓁�Ƃ݂Ȃ���Ă��Ȃ��͂��ł��B
JKG�̓��q�͂����͖@�Ƃ͕ʂ̖��E�E
���Ȃ݂Ƀ}�O�����͂ǂ��݂Ă����ȃf�U�C���ł����A�����
�����a����ɍ�������ł��邾���B
�U��A�����۔�����B
��x�˂��A�������Ƃ���Ε�����u���[�h��������x�˂��ł��Ȃ��B
���̂��ߓ����́u�l���v�ɂ�����Ȃ��A�Ƃ����̂��p�X���Ă��闝�R
�������ł��B
���ہA��������ĖړB�ł��Ă������ߌ������ꂽ�Ⴊ����܂��B
>>59
�ȑO�͐n�n��150mm�ȓ��Őn�}�`�A�܂�`���C��������Ζ��Ȃ������̂ł���
�O��̃_�K�[�K���Łu���E���������v���ύX����O���[�ɂȂ��Ă���̂ł���ˁE�E
>>60
�ۃ{�X�E�u�b�V���̂悤�Ȃ��̂ł����H
63 �F�W�g�� ��NAiBHuyoBI �F2013/05/23(��) 00:59:40.91 ID:MYU3tmus
����
�n�n��80mm�ȓ��@����2.5mm�ȓ��@��15mm�ȓ�
�ˑR�A�u���������v�̒�`���B���Ȃ̂́A�@���߂������łǂ��ɂł��ł���悤��
�Ɨ������Ă���܂��̂ŁA��{�O���[�Ȃ��̂Ƀ}�X�v���Ƃ��Ă͎���o���܂���B
�n�n��80mm�ȓ��@����2.5mm�ȓ��@��15mm�ȓ�
�ˑR�A�u���������v�̒�`���B���Ȃ̂́A�@���߂������łǂ��ɂł��ł���悤��
�Ɨ������Ă���܂��̂ŁA��{�O���[�Ȃ��̂Ƀ}�X�v���Ƃ��Ă͎���o���܂���B
64 �F���O�ȃJ�b�^�[(�m�́M)�F2013/05/24(��) 21:11:41.85 ID:cRGQfdpb
�܂�A�E�g���C�����������ړI��
��ɌE�݂�������n���e�B���O�i�C�t�̃W�b�p�[�H�I�ȕԂ���t�����
���Ƃ݂Ȃ���Ȃ��̂��ȁc�c
��ɌE�݂�������n���e�B���O�i�C�t�̃W�b�p�[�H�I�ȕԂ���t�����
���Ƃ݂Ȃ���Ȃ��̂��ȁc�c
65 �F�W�g�� ��NAiBHuyoBI �F2013/05/25(�y) 01:23:12.11 ID:LsSWhkcO
��Ɉ��S�Ȃ̂͌x�@�����\��3���̂���2�������X�^�C��
�܂��͐n�n���55�����ȓ��ɂ���B
�|�C���g�̔w�����������Ă���i�C�t�Ȃ��肠��܂���
�K�b�g�t�b�N�ȂǂŔw���A�����W����Ζ��Ȃ����ƁB
���Ȃ݂ɉ����X�q�����ɂȂ邱�Ƃ͖����悤�ł��B
�u��ؐ�v��u�����炭����v�����̃i�C�t�f�U�C���Ɏ������Ɩʔ������̂�
����Ǝv���܂���B
�܂��͐n�n���55�����ȓ��ɂ���B
�|�C���g�̔w�����������Ă���i�C�t�Ȃ��肠��܂���
�K�b�g�t�b�N�ȂǂŔw���A�����W����Ζ��Ȃ����ƁB
���Ȃ݂ɉ����X�q�����ɂȂ邱�Ƃ͖����悤�ł��B
�u��ؐ�v��u�����炭����v�����̃i�C�t�f�U�C���Ɏ������Ɩʔ������̂�
����Ǝv���܂���B
66 �F���O�ȃJ�b�^�[(�m�́M)�F2013/06/09(��) 21:38:18.11 ID:zjiFAJoQ
67 �F���O�ȃJ�b�^�[(�m�́M)�F2013/06/09(��) 23:57:05.36 ID:kJvZBfCm
�S���Ǝv���B
68 �F���O�ȃJ�b�^�[(�m�́M)�F2013/06/10(��) 03:17:43.64 ID:mX+/6EYv
���Ȃ킯�Ȃ������
�����������̎���O����
��̓I�ɂ�����
�����������̎���O����
��̓I�ɂ�����
69 �F���O�ȃJ�b�^�[(�m�́M)�F2013/06/10(��) 16:42:07.20 ID:mMeEBWw8
�����炭6/8�̂��������`��̂��̂������Ă�Ǝv�����A
�n���ȑO�̖�肾�Ǝv�����A�܂��A�E�g����
�����̈�@�n���쐬�͍��Ɏn�܂������Ƃ���Ȃ�����
�쐬�����n���́A��i()�̕����ɏڂ������@���������邯�ǁA
�@�I�ɉ������̂͂�������Ȃ�
����̂������ƈłɑ������Ȃ�����
�n���ȑO�̖�肾�Ǝv�����A�܂��A�E�g����
�����̈�@�n���쐬�͍��Ɏn�܂������Ƃ���Ȃ�����
�쐬�����n���́A��i()�̕����ɏڂ������@���������邯�ǁA
�@�I�ɉ������̂͂�������Ȃ�
����̂������ƈłɑ������Ȃ�����
70 �F���O�ȃJ�b�^�[(�m�́M)�F2013/06/10(��) 18:10:53.32 ID:pPEL1Wgl
�|�C���g�������ɉ������Ă�悤�Ɍ����邵��@����Ȃ�����
�n�����悾�ȁB
�n�����悾�ȁB
71 �F���O�ȃJ�b�^�[(�m�́M)�F2013/06/27(��) 12:18:39.46 ID:B4Bx0p0J
�S�X���̐o�x�̘b�łтт��ď��a�d�C�̏W�o�@CFA�215���Ă�������̂ł����W�o�\�͂��T�~�N�����ȏ��95�p�[�Z���g�W�o�炵���̂ł����o�x�̌����͂�����0,�T�~�N�����ȉ��̕��o�ł���ˁH
�ň��r�C�����O�ɏo�������l���Ă��ł����A�|�ނƂ��f10�̍��J�X�͑傫�����v�ł����ˁH
�T���h�u���X�g�ɂ��g���Ă݂����̂ł���
�ň��r�C�����O�ɏo�������l���Ă��ł����A�|�ނƂ��f10�̍��J�X�͑傫�����v�ł����ˁH
�T���h�u���X�g�ɂ��g���Ă݂����̂ł���
72 �F���O�ȃJ�b�^�[(�m�́M)�F2013/06/27(��) 12:21:55.14 ID:B4Bx0p0J
����܂����܂���
73 �F�W�g�� ��NAiBHuyoBI �F2013/06/27(��) 20:48:39.95 ID:HUsVu57x
>>71
�W�o�@�͉ΉԂ����荞�܂Ȃ��悤�C�����Ă��������ˁB
���Ńz�R���ɒ����܂��B
���ہA���̊��ł��Ȃ苭�͂ȃT�C�N�������̖�O�W�o���u�����Ă܂����A�����q���o�͂��Ȃ炸
�����܂��A�S�����z�����ނ��Ƃ͏o���܂���B
�댯�ȕ������ۂ͍����敪�P�܂��́AN95�̑���̂����}�X�N���p���Ă��������B
�W�o�@�͉ΉԂ����荞�܂Ȃ��悤�C�����Ă��������ˁB
���Ńz�R���ɒ����܂��B
���ہA���̊��ł��Ȃ苭�͂ȃT�C�N�������̖�O�W�o���u�����Ă܂����A�����q���o�͂��Ȃ炸
�����܂��A�S�����z�����ނ��Ƃ͏o���܂���B
�댯�ȕ������ۂ͍����敪�P�܂��́AN95�̑���̂����}�X�N���p���Ă��������B
74 �F���O�ȃJ�b�^�[(�m�́M)�F2013/06/27(��) 21:13:23.92 ID:B4Bx0p0J
�W�g�������I�m�ȃA�h�o�C�X���肪�Ƃ��������܂��B
�W�o�@�̔r�C�͎��O�ɉ�����邱�Ƃɂ��܂��B
�i�C�t���C�L���O�Ŋ댯�ȕ����Ƃ����f10�A�}�C�J���^�A�u���X�g�̃A���~�i�ʂł����ˁH
�W�o�@�̔r�C�͎��O�ɉ�����邱�Ƃɂ��܂��B
�i�C�t���C�L���O�Ŋ댯�ȕ����Ƃ����f10�A�}�C�J���^�A�u���X�g�̃A���~�i�ʂł����ˁH
75 �F���O�ȃJ�b�^�[(�m�́M)�F2013/06/27(��) 21:18:27.94 ID:U3HwjjUQ
>>73
�T�C�N�����̒��Ńh���C�~�X�g�g������������傢�W�o�ł��Ȃ����ȁ`�H
���̎�̎�����ۂ͖{���̓O���[�u�{�b�N�X�I��
��̒��ł���������ǂ��낤�Ȃ��E�E�E�B
�����A�O���[�u�{�b�N�X���Ǝ�܂���������Ŋ�Ȃ�����
�O���[�u�̖����O���[�u�{�b�N�X�݂����Ȋ����̂�ŁB
�T�C�N�����̒��Ńh���C�~�X�g�g������������傢�W�o�ł��Ȃ����ȁ`�H
���̎�̎�����ۂ͖{���̓O���[�u�{�b�N�X�I��
��̒��ł���������ǂ��낤�Ȃ��E�E�E�B
�����A�O���[�u�{�b�N�X���Ǝ�܂���������Ŋ�Ȃ�����
�O���[�u�̖����O���[�u�{�b�N�X�݂����Ȋ����̂�ŁB
76 �F�W�g�� ��NAiBHuyoBI �F2013/06/27(��) 21:28:43.20 ID:HUsVu57x
>>74
���Ƃ͊L�k�A�n�ڂ̃q���[���ƃR�[�N�X�̔R�ăK�X�ł����ˁB
���ꂩ��̂̒b��ݔ����ƃA�X�x�X�g�g���Ă������肵�܂��̂ł����ӂ��B
>>75
��납��t�@���ŕ��ł�����������������ւ̕��o�̔������Ȃ��Ȃ�̂ł��傤
���ǂˁB
�����A�����������Ă���Ǝv���閝���C�ǎx���̉e�����A�����ł�������������
�P������ł��܂����߁A�ɂ߂Č���I�ɂ��������������ł��܂���B
�i�ғ����̃i�C�t�r���b�W�H�[���ł̍�ƕs�A�ʂ̖؍H�{�݂ŎG�p���Ă܂��B�j
���Ƃ͊L�k�A�n�ڂ̃q���[���ƃR�[�N�X�̔R�ăK�X�ł����ˁB
���ꂩ��̂̒b��ݔ����ƃA�X�x�X�g�g���Ă������肵�܂��̂ł����ӂ��B
>>75
��납��t�@���ŕ��ł�����������������ւ̕��o�̔������Ȃ��Ȃ�̂ł��傤
���ǂˁB
�����A�����������Ă���Ǝv���閝���C�ǎx���̉e�����A�����ł�������������
�P������ł��܂����߁A�ɂ߂Č���I�ɂ��������������ł��܂���B
�i�ғ����̃i�C�t�r���b�W�H�[���ł̍�ƕs�A�ʂ̖؍H�{�݂ŎG�p���Ă܂��B�j
77 �F���O�ȃJ�b�^�[(�m�́M)�F2013/06/27(��) 22:35:32.78 ID:B4Bx0p0J
�W�g�����X���肪�Ƃ��������܂��B
�L�k���_���Ȃ�ł��˃J���V�E����������v���Ǝv���ăA���r���K���K������Ă܂����B
���g�̂ɂ͋C�����ĉ������B
�L�k���_���Ȃ�ł��˃J���V�E����������v���Ǝv���ăA���r���K���K������Ă܂����B
���g�̂ɂ͋C�����ĉ������B
78 �F���O�ȃJ�b�^�[(�m�́M)�F2013/06/28(��) 04:31:31.08 ID:iXAgSw++
sage
79 �F�W�g�� ��NAiBHuyoBI �F2013/06/28(��) 18:07:35.36 ID:f56NT74q
���Ō����u�̔j��ɂ�鎀�S���̂��������܂����B
���͓u�͎d�l�\�ɂ����]���x�Ǝg�p��������萳�����g�p���Ă��������B
�܂��A�u��2/3���J�o�[�ŕ������Ƃ��`���t�����Ă��܂��B
�\����J�o�[�������Ȃ������[�^�[���̏��^�̎��˂��u�̏ꍇ��
�S�[�O���Ȃǂ̕ی��̒��p���Ă��������B
���S�ɓ�����g���āA�y�����n�����C�L���O���B
���łɋ��l���
�n���[���[�N���l�����ԍ��@18020-04104831
�Ɩ����e�͐e���̒b��d���ڎ�`���u�b���`���v
�b��Z�p���S�Ɏd�����o�����܂��B
���삵�Ă���͔̂������n��Ƌ������A�ߍ��Ȍ���Ȃ̂�
�̗͂̂��錒�N�ȕ����]�܂����ł��B
�����A������]�ҏo�Ă��܂��̂Łu�o��v�̂�����̓n�����ɓo�^�̂̂�
�₢���킹���������B
���͓u�͎d�l�\�ɂ����]���x�Ǝg�p��������萳�����g�p���Ă��������B
�܂��A�u��2/3���J�o�[�ŕ������Ƃ��`���t�����Ă��܂��B
�\����J�o�[�������Ȃ������[�^�[���̏��^�̎��˂��u�̏ꍇ��
�S�[�O���Ȃǂ̕ی��̒��p���Ă��������B
���S�ɓ�����g���āA�y�����n�����C�L���O���B
���łɋ��l���
�n���[���[�N���l�����ԍ��@18020-04104831
�Ɩ����e�͐e���̒b��d���ڎ�`���u�b���`���v
�b��Z�p���S�Ɏd�����o�����܂��B
���삵�Ă���͔̂������n��Ƌ������A�ߍ��Ȍ���Ȃ̂�
�̗͂̂��錒�N�ȕ����]�܂����ł��B
�����A������]�ҏo�Ă��܂��̂Łu�o��v�̂�����̓n�����ɓo�^�̂̂�
�₢���킹���������B
80 �F���O�ȃJ�b�^�[(�m�́M)�F2013/07/01(��) NY:AN:NY.AN ID:R11laW+x
�C�m�V�V�Ȃǂ̎~�ߎh���p�̃����Őn���R�O�Omm�قǂŐn��T�Omm�قǂɐ�点�Đn����
���̂��Ƃ͐n��t���Ȃ����̂ł��i��Ȃ��j�ᔽ�ɂȂ�܂����H
���̂��Ƃ͐n��t���Ȃ����̂ł��i��Ȃ��j�ᔽ�ɂȂ�܂����H
81 �F���O�ȃJ�b�^�[(�m�́M)�F2013/07/01(��) NY:AN:NY.AN ID:/fvO2miQ
�n�����Ă��Ȃ����̃G�b�W�̔����ɂ��܂�
82 �F���O�ȃJ�b�^�[(�m�́M)�F2013/07/14(��) NY:AN:NY.AN ID:oTmpIMWN
�i�^���i�C�t�ɉ������ăN�N���i�C�t�̂悤�Ȑn�ɂ��܂����B
���u�̒����C�����悭��ĕ����Ă����܂��B
�������N�N���i�C�t�̂悤�ɐ悪����Ă܂��B
�e���@�ᔽ�ł��傤���H
���Ȃ݂ɕАn�ł��B
���u�̒����C�����悭��ĕ����Ă����܂��B
�������N�N���i�C�t�̂悤�ɐ悪����Ă܂��B
�e���@�ᔽ�ł��傤���H
���Ȃ݂ɕАn�ł��B
83 �F�W�g�� ��NAiBHuyoBI �F2013/07/16(��) NY:AN:NY.AN ID:B+s/Ty/4
84 �F���O�ȃJ�b�^�[(�m�́M)�F2013/07/25(��) NY:AN:NY.AN ID:5OVPawya
����ɂ��́B���S�ғI����Ő\����܂��A�ڂ����������Ă��������B
����b��E�l�̍�Ƃ����Ă�����A�|�ɏĂ�������x����Ă��܂����B��x�ڂ͉Α���̒b�ڑO�A��x�ڂ͍Ō�̏Ă��߂��O�̍H���ł��B�|�ނ͐�2���ł��B��x�̏Ă�����ɈӖ��͂���̂ł��傤���H
���ꂩ��w�ق����āx�Ƃ������ԑg�Ō��z�r�����x���鋐��X�v�����O�삷��ہA�Ă��߂������x������ƃi���[�V�������]���Ă��܂����B�Ă�����ƏĂ��߂��͈�x�ł����Ǝ����͎v���Ă����̂ŋ����܂����B
�����Ȋw�I�ȈӖ�������̂ł��傤���H����Ƃ��E�l���ƃi���[�V�����̊ԈႢ�Ȃ̂ł��傤���H
���݂ɂ��̐E�l���̐n���̐ꖡ�]���ł����A�u�����Ȃ��v�u����Ȃ�v�ł��B
����b��E�l�̍�Ƃ����Ă�����A�|�ɏĂ�������x����Ă��܂����B��x�ڂ͉Α���̒b�ڑO�A��x�ڂ͍Ō�̏Ă��߂��O�̍H���ł��B�|�ނ͐�2���ł��B��x�̏Ă�����ɈӖ��͂���̂ł��傤���H
���ꂩ��w�ق����āx�Ƃ������ԑg�Ō��z�r�����x���鋐��X�v�����O�삷��ہA�Ă��߂������x������ƃi���[�V�������]���Ă��܂����B�Ă�����ƏĂ��߂��͈�x�ł����Ǝ����͎v���Ă����̂ŋ����܂����B
�����Ȋw�I�ȈӖ�������̂ł��傤���H����Ƃ��E�l���ƃi���[�V�����̊ԈႢ�Ȃ̂ł��傤���H
���݂ɂ��̐E�l���̐n���̐ꖡ�]���ł����A�u�����Ȃ��v�u����Ȃ�v�ł��B
85 �F�W�g�� ��NAiBHuyoBI �F2013/07/25(��) NY:AN:NY.AN ID:a9B0hw8x
>>84
���͒b��v���ł͂Ȃ��̂ŁA�ɂ킩�m���ł����E�E
����I�ɂ͐ԔM��������|�̍d�x�͂Ȃ��Ȃ�܂����A�g�D�̖ԏE�Y�����̔�剻�Ȃ�
����|�ł̓f�����b�g���傫���A�܂������b�g���v��������܂���B
�߂��Ɋւ��ẮA�o�l�|�⍇���|�ȂǁA�Y�����̑����|�͑g�D�̕ω��ƈ���Ɏ��Ԃ�������
�X��������܂��̂ŁA�Ă��߂����邱�Ƃɂ�郁���b�g�͂���Ǝv���܂��B
�Ƃ��Ɂu����ȁv�o�l�ł�������݂���������ł��傤���A�����܂ŋψ�ɑg�D������
�����邽�ߔO�ɂ͔O������Ă���̂ł��傤�B
�o�l�̏ꍇ�A�j�f�������ɂȂ�܂�����ˁB
���ڂ̏Ă�����B
���Ԃ�K�v���̍|���J�b�g����u�|����v�̍H���Ő��ɂ���̂ł͂Ȃ���
���傤���B
�b�ڂŐn����b�艮����́A�p�ނō|�ނ��d����Ă܂��B
������x���g�n���}�[�œK�x�Ȍ��݂ɑł��L���A�^�K�l��ł��A���ɂ��Ă���
�܂�܂��B
�i�z�O�Őn���ł́A�n��������@�ƌ����܂��B�j
�^�K�l�̖ڂŐn����܂�₷���悤�ɐ��ŋ}�₵�Ă���Ƃ������܂��B
���͒b��v���ł͂Ȃ��̂ŁA�ɂ킩�m���ł����E�E
����I�ɂ͐ԔM��������|�̍d�x�͂Ȃ��Ȃ�܂����A�g�D�̖ԏE�Y�����̔�剻�Ȃ�
����|�ł̓f�����b�g���傫���A�܂������b�g���v��������܂���B
�߂��Ɋւ��ẮA�o�l�|�⍇���|�ȂǁA�Y�����̑����|�͑g�D�̕ω��ƈ���Ɏ��Ԃ�������
�X��������܂��̂ŁA�Ă��߂����邱�Ƃɂ�郁���b�g�͂���Ǝv���܂��B
�Ƃ��Ɂu����ȁv�o�l�ł�������݂���������ł��傤���A�����܂ŋψ�ɑg�D������
�����邽�ߔO�ɂ͔O������Ă���̂ł��傤�B
�o�l�̏ꍇ�A�j�f�������ɂȂ�܂�����ˁB
���ڂ̏Ă�����B
���Ԃ�K�v���̍|���J�b�g����u�|����v�̍H���Ő��ɂ���̂ł͂Ȃ���
���傤���B
�b�ڂŐn����b�艮����́A�p�ނō|�ނ��d����Ă܂��B
������x���g�n���}�[�œK�x�Ȍ��݂ɑł��L���A�^�K�l��ł��A���ɂ��Ă���
�܂�܂��B
�i�z�O�Őn���ł́A�n��������@�ƌ����܂��B�j
�^�K�l�̖ڂŐn����܂�₷���悤�ɐ��ŋ}�₵�Ă���Ƃ������܂��B
86 �F���O�ȃJ�b�^�[(�m�́M)�F2013/07/26(��) NY:AN:NY.AN ID:WXWFqJEj
�W�g�� ����
�o�l�̌��@�Ȃ�قǂƕ��ɂȂ�܂����B���肪�Ƃ��������܂��B
�b�艮�̐e���́@���ڂ̏Ă�������@�m���ɒb�ڑO�ɍs���Ă����Ƃł�������u�|����v�̍H�����Ǝv���܂��B
���A�e���̌�����̓_�ŋ^�₪�������̂́A�ނ�����ĒZ����ɏ��������Ė{�i�I�ɒb�ڑO�̍|��
�Ƃ̕���h��A�Z����̂��̂��ʂ�Ă���������Ă����̂ł��B
����w�Ƃ͉��̂Ȃ��l���𑗂��Ă��������ł����A����͖��ʂɎv����̂ł����c
�i���̌�b�ڂ��ĉΑ���Ō`�����킯�ł�����A���₵�ďĂ�������K�v�͂Ȃ��ƍl���܂����j
�e���͒��w���ƌ�A���l��搂�ꂽ���ɕ���Đn���b��ɂȂ����Ƃ������ł��B
�ǂ����Ō��`�ȂǂɊԈႢ���������̂ł��傤���B
�o�l�̌��@�Ȃ�قǂƕ��ɂȂ�܂����B���肪�Ƃ��������܂��B
�b�艮�̐e���́@���ڂ̏Ă�������@�m���ɒb�ڑO�ɍs���Ă����Ƃł�������u�|����v�̍H�����Ǝv���܂��B
���A�e���̌�����̓_�ŋ^�₪�������̂́A�ނ�����ĒZ����ɏ��������Ė{�i�I�ɒb�ڑO�̍|��
�Ƃ̕���h��A�Z����̂��̂��ʂ�Ă���������Ă����̂ł��B
����w�Ƃ͉��̂Ȃ��l���𑗂��Ă��������ł����A����͖��ʂɎv����̂ł����c
�i���̌�b�ڂ��ĉΑ���Ō`�����킯�ł�����A���₵�ďĂ�������K�v�͂Ȃ��ƍl���܂����j
�e���͒��w���ƌ�A���l��搂�ꂽ���ɕ���Đn���b��ɂȂ����Ƃ������ł��B
�ǂ����Ō��`�ȂǂɊԈႢ���������̂ł��傤���B
87 �F���O�ȃJ�b�^�[(�m�́M)�F2013/08/20(��) NY:AN:NY.AN ID:eJyZjwFU
�i�C�t�̌`�ɂ���O�́A�|�ނ̎��_�ň�x�Ă����ꂵ�Ă�킯���B
�ǂ�ȈӖ�������낤�H
�ǂ�ȈӖ�������낤�H
88 �F���O�ȃJ�b�^�[(�m�́M)�F2013/08/22(��) NY:AN:NY.AN ID:ned0cx0j
���₳���ĉ������B
�悭�n������Ɍ����ƌ�����A����Ȃ��Ȃ����`�F�[���\�[�̃u���[�h��������Ă����̂ł����A
������āA�X�|�b�g�n�ڂƌ���������ł��傤���H5cm�قǂ̊Ԋu�ŁA���ɂ�������ƌE�݂������܂��B
�����n���ɂ���ꍇ�A��x�Ԃ�߂āA���ՂȂ��u�b�@���Ēb�ځi�H�j������ŏĂ�����Ă��߂������Ȃ���Ȃ�Ȃ��̂ł��傤���H
�܂��A���������A�����̎��͂��납�A�|���S�ŃT���h���Ă���\��������킩��Ȃ��̂ł����A�m���߂���@�͂���܂����H
���Ȃ݂ɁA���ʂɉ��L�̍�����܂��B
��
OREGON
35RB50-3/8 RK
107807
�킩��Ȃ����Ƃ��炯�ł��݂܂��A��낵�����肢���܂��B
�悭�n������Ɍ����ƌ�����A����Ȃ��Ȃ����`�F�[���\�[�̃u���[�h��������Ă����̂ł����A
������āA�X�|�b�g�n�ڂƌ���������ł��傤���H5cm�قǂ̊Ԋu�ŁA���ɂ�������ƌE�݂������܂��B
�����n���ɂ���ꍇ�A��x�Ԃ�߂āA���ՂȂ��u�b�@���Ēb�ځi�H�j������ŏĂ�����Ă��߂������Ȃ���Ȃ�Ȃ��̂ł��傤���H
�܂��A���������A�����̎��͂��납�A�|���S�ŃT���h���Ă���\��������킩��Ȃ��̂ł����A�m���߂���@�͂���܂����H
���Ȃ݂ɁA���ʂɉ��L�̍�����܂��B
��
OREGON
35RB50-3/8 RK
107807
�킩��Ȃ����Ƃ��炯�ł��݂܂��A��낵�����肢���܂��B
89 �F�W�g�� ��NAiBHuyoBI �F2013/08/22(��) NY:AN:NY.AN ID:VOw/aZCF
>>88
������ς݂����ł���A���Ȃ�Z�p���x���̍������Ƃ̂悤�ł��B
��y���̒��킵�āA��ʂ̔R�����g�����������F��b�ڍ܂��炯�ɂ���
�e������{���Ă܂����ˁE�E�����������ǂ����m��܂��B
��͂蒬�c��~����ȂǍ��x�Ȗ���m���ƒb���X�L�������i�C�t���[�J�[�ɕ����̂��ߓ��ł��B
���ꂩ��JKG�b�������e�n���Y�n�̒b�������ɎQ�����Ċ�b���w�Ԃ̂���낵�����ƁB
�܂��A�䗬�Œb��X�L����g�ɂ��邱�Ƃ��ł��܂����A���R�g���C���G���[��
�J��Ԃ��B�@
���̏ꍇ�A�܂���20cm���炢�ŃJ�b�g���A�����߂̕��������Ă݂Ă͂������ł��傤���H
���\�]�X�ł͂Ȃ����}��������܂��A���킵�Z�𐬂��Ă��������B
������ς݂����ł���A���Ȃ�Z�p���x���̍������Ƃ̂悤�ł��B
��y���̒��킵�āA��ʂ̔R�����g�����������F��b�ڍ܂��炯�ɂ���
�e������{���Ă܂����ˁE�E�����������ǂ����m��܂��B
��͂蒬�c��~����ȂǍ��x�Ȗ���m���ƒb���X�L�������i�C�t���[�J�[�ɕ����̂��ߓ��ł��B
���ꂩ��JKG�b�������e�n���Y�n�̒b�������ɎQ�����Ċ�b���w�Ԃ̂���낵�����ƁB
�܂��A�䗬�Œb��X�L����g�ɂ��邱�Ƃ��ł��܂����A���R�g���C���G���[��
�J��Ԃ��B�@
���̏ꍇ�A�܂���20cm���炢�ŃJ�b�g���A�����߂̕��������Ă݂Ă͂������ł��傤���H
���\�]�X�ł͂Ȃ����}��������܂��A���킵�Z�𐬂��Ă��������B
90 �F���O�ȃJ�b�^�[(�m�́M)�F2013/08/26(��) NY:AN:NY.AN ID:AJxRYg/A
�{�[���Ղɂ��Ă�������������������܂��B�i�C�t�쐬�E�A�N�Z�T���[�쐬��
�p�r�Ƃ��āA�M������������̃{�[���Ղ��w���\��ł��B�����ł������������̂ł����A
�ő���H�\�͂���23mm�ƃ�13mm�̂��̂�����A�i�C�t�쐬�̗p�r�Ƃ��čw������̂ł�
���23mm�T�C�Y�̕�������Ȃ̂ł��傤���B����Ƃ��I�[�o�[�X�y�b�N�ɂ�����܂����H
��23mm��150kg�A��13mm��50kg�Əd�ʂ̖ʂ����23mm������ɂ͋C�������܂��B
���萔���������܂����A�����Ă���������K���ł��B
�p�r�Ƃ��āA�M������������̃{�[���Ղ��w���\��ł��B�����ł������������̂ł����A
�ő���H�\�͂���23mm�ƃ�13mm�̂��̂�����A�i�C�t�쐬�̗p�r�Ƃ��čw������̂ł�
���23mm�T�C�Y�̕�������Ȃ̂ł��傤���B����Ƃ��I�[�o�[�X�y�b�N�ɂ�����܂����H
��23mm��150kg�A��13mm��50kg�Əd�ʂ̖ʂ����23mm������ɂ͋C�������܂��B
���萔���������܂����A�����Ă���������K���ł��B
91 �F�W�g�� ��NAiBHuyoBI �F2013/08/26(��) NY:AN:NY.AN ID:QIKWXmEU
>>90
�I�[�o�[�X�y�b�N�ł��A���ꂾ���傫������u����Ȃ���t���C�X��o�[�L���O
���[�X��Ȃǂɏꏊ�Ƃ������������ق����ǂ��Ǝv���܂��B
�g���N�Ɛ��x�͕K�v�ł����A���ꂾ����a�̌��������邱�Ƃ͂���܂���
�ǂ����Ă��K�v�Ȏ��̓z�[���\�[�������܂�����V�����N�a�͂���Ȃɑ傫��
����܂���B
13mm�����C���ɂ��āA����Ƀs�����Ɗv�V�[�X�p�ɂ������R���p�N�g�ȃT�u�@
���������Ƃ������߂��܂��B
�I�[�o�[�X�y�b�N�ł��A���ꂾ���傫������u����Ȃ���t���C�X��o�[�L���O
���[�X��Ȃǂɏꏊ�Ƃ������������ق����ǂ��Ǝv���܂��B
�g���N�Ɛ��x�͕K�v�ł����A���ꂾ����a�̌��������邱�Ƃ͂���܂���
�ǂ����Ă��K�v�Ȏ��̓z�[���\�[�������܂�����V�����N�a�͂���Ȃɑ傫��
����܂���B
13mm�����C���ɂ��āA����Ƀs�����Ɗv�V�[�X�p�ɂ������R���p�N�g�ȃT�u�@
���������Ƃ������߂��܂��B
92 �F���O�ȃJ�b�^�[(�m�́M)�F2013/08/27(��) NY:AN:NY.AN ID:QLpXCLGN
>>91
�W�g������A�ǂ����L�������܂��B�ꐶ�ɂ���������w��������̂ł͂Ȃ�
�̂ŁA��͏������˂�Ƃ�������23mm�������ΏۂɊ܂߂܂������A�I�[�o�[�X�y�b�N
�Ȃ̂ł��ˁB������ƈ��S���܂����B���t���C�X�������I�ɍw����\�肵�Ă���A
���z����������ɉ����Ǝv���܂��B�܂���������Ύ��₳���Ē����܂��̂ŁA
����Ƃ���낵�����肢���܂��B
�W�g������A�ǂ����L�������܂��B�ꐶ�ɂ���������w��������̂ł͂Ȃ�
�̂ŁA��͏������˂�Ƃ�������23mm�������ΏۂɊ܂߂܂������A�I�[�o�[�X�y�b�N
�Ȃ̂ł��ˁB������ƈ��S���܂����B���t���C�X�������I�ɍw����\�肵�Ă���A
���z����������ɉ����Ǝv���܂��B�܂���������Ύ��₳���Ē����܂��̂ŁA
����Ƃ���낵�����肢���܂��B
93 �F���O�ȃJ�b�^�[(�m�́M)�F2013/08/27(��) NY:AN:NY.AN ID:/5gcERr4
>>90
>>�A�N�Z�T���[�쐬
�������̕����C�ɂȂ�ȁB
��ʂɍׂ��h�������g���Ȃ獂���{�[���Ղ̂��ǂ�����ˁB
���Ă��������x����\�肵�Ă�Ȃ�A�̘b�����ǁB
>>�A�N�Z�T���[�쐬
�������̕����C�ɂȂ�ȁB
��ʂɍׂ��h�������g���Ȃ獂���{�[���Ղ̂��ǂ�����ˁB
���Ă��������x����\�肵�Ă�Ȃ�A�̘b�����ǁB
94 �F�W�g�� ��NAiBHuyoBI �F2013/09/02(��) 23:26:02.19 ID:C8p/pB3Y
�摜�f���������Ă��܂��Ă��܂�ɕs�ւȂ̂ŁA�b��I�ɗ��Ă݂܂����B
http://rara.jp/hamono-jisaku/
����X���ł����R�ɂ��g�����������B
�܂��A���̂܂g�������Ė��Ȃ��悤�Ȃ�A����̃X�����Ă̍�
�e���v���ɒlj����肢���܂��B
http://rara.jp/hamono-jisaku/
����X���ł����R�ɂ��g�����������B
�܂��A���̂܂g�������Ė��Ȃ��悤�Ȃ�A����̃X�����Ă̍�
�e���v���ɒlj����肢���܂��B
95 �F�W�g�� ��NAiBHuyoBI �F2013/09/02(��) 23:41:43.44 ID:C8p/pB3Y
{kind=link}
96 �F���O�ȃJ�b�^�[(�m�́M)�F2013/09/05(��) 20:25:16.91 ID:YHArdVmZ
>>94(�E�ցE�M)���@ ����͉�����Ȃ��ă|�j�[�e�[���Ȃ���ˁI
97 �F�� ��I54gjsTd9A �F2013/09/05(��) 22:01:25.68 ID:sUHDpd7r
���Ł`�`�`�`���I
���͐^�ʖڂɉ��Ȃ���˂�
avi����������ŁA���܂ł̋L�^������
�S���^�����E�E�E�E�E�E�E�E
�ǂ����ɐn���̂����f�����ĂĂ͂���ʂ���
���͐^�ʖڂɉ��Ȃ���˂�
avi����������ŁA���܂ł̋L�^������
�S���^�����E�E�E�E�E�E�E�E
�ǂ����ɐn���̂����f�����ĂĂ͂���ʂ���
98 �F�W�g�� ��NAiBHuyoBI �F2013/09/06(��) 22:11:07.72 ID:ErDEUwjH
>>97
�����A�ȒP�ɗ��Ă��܂�����B
http://rara.jp/
�������@�X�e�����X�p�h�����u�����v���g���Ă݂܂����B
�Љ�r�f�I
http://www.youtube.com/watch?v=BdMzciIiWPo
�Ő����y�����ɍ���Ă���̂ŁAS��R�̔����o���Ɏg���Ȃ�����
4mm���A�}�]���ōw���A�����Ă݂܂����B
�����Ђ�SUS-304�@����3.0�����̕��B
��������炩����5mm���o�Ń|���`��ł��A100�b�Ԃłǂꂾ����������Ƃ�
�ł��邩��r����
http://i.rara.jp/dynamic/c0/01/3a226a670478c5f4e84499649999c001_2516523.jpg
��i�F�u�����v�@�@�@�@�@7.4
���i�F�u�R�o���g���@�v�@6.1
�ׂ����߁A���܂�L���𑗂�͂��|����ꂸ�A�r�f�I�قǂ̍��͏o�܂���B
�����A���ɃX���[�Y�Œ�R�Ȃ���i��ł������ߏW���͂����܂�K�v�łȂ��B
���i�́�620�ƁANACHI�X�e���p�Ɓ�518�ɂ���ׂ���قǍ����킯�ł�����܂��A
�X�g���X�Ȃ���Ƃ��o����̂́A�����ڂŌ���Ό��\�傫�����ȁE�E��
���̎d�オ����ǂ��A���炭�g���Ă݂܂��B
�{���̓i�C�t�|�ނŎ����Ɨǂ��̂ł����A�����ނ̔������茳�ɂȂ��������̂ŁE�E
�܂���������Ă݂܂��B
�����A�ȒP�ɗ��Ă��܂�����B
http://rara.jp/
�������@�X�e�����X�p�h�����u�����v���g���Ă݂܂����B
�Љ�r�f�I
http://www.youtube.com/watch?v=BdMzciIiWPo
�Ő����y�����ɍ���Ă���̂ŁAS��R�̔����o���Ɏg���Ȃ�����
4mm���A�}�]���ōw���A�����Ă݂܂����B
�����Ђ�SUS-304�@����3.0�����̕��B
��������炩����5mm���o�Ń|���`��ł��A100�b�Ԃłǂꂾ����������Ƃ�
�ł��邩��r����
http://i.rara.jp/dynamic/c0/01/3a226a670478c5f4e84499649999c001_2516523.jpg
{kind=link}
��i�F�u�����v�@�@�@�@�@7.4
���i�F�u�R�o���g���@�v�@6.1
�ׂ����߁A���܂�L���𑗂�͂��|����ꂸ�A�r�f�I�قǂ̍��͏o�܂���B
�����A���ɃX���[�Y�Œ�R�Ȃ���i��ł������ߏW���͂����܂�K�v�łȂ��B
���i�́�620�ƁANACHI�X�e���p�Ɓ�518�ɂ���ׂ���قǍ����킯�ł�����܂��A
�X�g���X�Ȃ���Ƃ��o����̂́A�����ڂŌ���Ό��\�傫�����ȁE�E��
���̎d�オ����ǂ��A���炭�g���Ă݂܂��B
�{���̓i�C�t�|�ނŎ����Ɨǂ��̂ł����A�����ނ̔������茳�ɂȂ��������̂ŁE�E
�܂���������Ă݂܂��B
99 �F���O�ȃJ�b�^�[(�m�́M)�F2013/09/10(��) 20:11:23.47 ID:F4mI05yG
����i�C�t�̃f�U�C���̎Q�l�ɁD�D
http://www.youtube.com/watch?v=9e7GN-X0Vvs
http://www.youtube.com/watch?v=9e7GN-X0Vvs
100 �F���O�ȃJ�b�^�[(�m�́M)�F2013/09/12(��) 12:38:38.47 ID:nzbOx93p
����ɂ��́B����Ƃ͏�����|���Ⴄ����ŋ��k�ł���
���b��̓�������Ȃǂ̂u�s�q�����x�������̂ł����A�Ă�����͊F�������Ă�����̂ł���
�Ă��߂����s���Ă���̂������o��������܂���B
���{���͏Ă��߂����s��Ȃ��̂����ʂȂ̂ł��傤���H
����Ƃ����܂Ŏ������ς��u�s�q�̕ҏW�����܂��Ă�����ŏI����Ă���Ƃ������ƂȂ̂ł��傤���H
�ڂ������A�����Ă��������܂��B
���b��̓�������Ȃǂ̂u�s�q�����x�������̂ł����A�Ă�����͊F�������Ă�����̂ł���
�Ă��߂����s���Ă���̂������o��������܂���B
���{���͏Ă��߂����s��Ȃ��̂����ʂȂ̂ł��傤���H
����Ƃ����܂Ŏ������ς��u�s�q�̕ҏW�����܂��Ă�����ŏI����Ă���Ƃ������ƂȂ̂ł��傤���H
�ڂ������A�����Ă��������܂��B
101 �F�W�g�� ��NAiBHuyoBI �F2013/09/12(��) 19:27:30.23 ID:OcLt4nEo
>>100
���E���ʁA�����̕K�v�����͐܂�Ȃ����Ƃł�����Ă��߂��͂ƂĂ��d�v�B
��������p�����D�悳��鎞��Ƃ͂����A�܂ꂽ��u���v�ɃL�Y�����܂�����
���{������������ƏĂ��߂��������Ȃ��͂��ł��B
�ŋ߂́A���b�肳����m������D�悵�ĉ����d�C�F���g�p���邻���ł�����
�G�ɂȂ�Ȃ����߃J�b�g���ꂽ�̂�������܂���ˁB
���E���ʁA�����̕K�v�����͐܂�Ȃ����Ƃł�����Ă��߂��͂ƂĂ��d�v�B
��������p�����D�悳��鎞��Ƃ͂����A�܂ꂽ��u���v�ɃL�Y�����܂�����
���{������������ƏĂ��߂��������Ȃ��͂��ł��B
�ŋ߂́A���b�肳����m������D�悵�ĉ����d�C�F���g�p���邻���ł�����
�G�ɂȂ�Ȃ����߃J�b�g���ꂽ�̂�������܂���ˁB
102 �F���O�ȃJ�b�^�[(�m�́M)�F2013/09/12(��) 23:03:27.51 ID:+ige3UrT
>>101 �W�g������
�������������肪�Ƃ��������܂��B
��͂�Ă��߂��͂��Ă�����ł��ˁB
���̂u�s�q�͏Ă�����̃V�[���ŏI���
�i�������͌����ֈڍs�j�Ƃ�������ł����̂Łc
�����d�C�F�͊m���ɊG�ɂȂ�Ȃ��ł��ˁB
����ł��h�L�������^���[�Ȃ�Α�������������B�e���ė~�����ł��ˁB
���N�̑f�p�ȋ^�₪�X�����܂����B���肪�Ƃ��������܂����B
�������������肪�Ƃ��������܂��B
��͂�Ă��߂��͂��Ă�����ł��ˁB
���̂u�s�q�͏Ă�����̃V�[���ŏI���
�i�������͌����ֈڍs�j�Ƃ�������ł����̂Łc
�����d�C�F�͊m���ɊG�ɂȂ�Ȃ��ł��ˁB
����ł��h�L�������^���[�Ȃ�Α�������������B�e���ė~�����ł��ˁB
���N�̑f�p�ȋ^�₪�X�����܂����B���肪�Ƃ��������܂����B
103 �F���O�ȃJ�b�^�[(�m�́M)�F2013/09/13(��) 16:57:34.02 ID:Us7njl5C
YouTube�ŘF�̉ɂ������ďĖ߂����Ă���̂��������Ƃ������
�^�C�g���Ƃ��͎��O��������
�^�C�g���Ƃ��͎��O��������
104 �F���P����Free Tibet ��yl213OWCWU �F2013/09/14(�y) 02:29:25.28 ID:a9p3E1EX BE:36855623-2BP(3200)
���ʂ͏Ă�����̌�A�y���t���ďĖ߂����܂��B
�����A�Ă�����̂̂��A���傢�ƌ����ŁA�n����m�F���Ă���Ė߂����肷��̂ŁA�f���ɂ͓���Ȃ������B
���ƁA�Ă�����Ɠ����ɏĖ߂��������������B
���̓��g�͌��\�������̂ŁA�M�������ɂ͗�߂Ȃ�
���ɓ������ďĂ�����A�����ɏグ�]�M�ŏĖ߂��A�����Đ��ɓ������ĂȂ����ł��ˁB
�������S�̔M���������̂����ł��B
�����A�Ă�����̂̂��A���傢�ƌ����ŁA�n����m�F���Ă���Ė߂����肷��̂ŁA�f���ɂ͓���Ȃ������B
���ƁA�Ă�����Ɠ����ɏĖ߂��������������B
���̓��g�͌��\�������̂ŁA�M�������ɂ͗�߂Ȃ�
���ɓ������ďĂ�����A�����ɏグ�]�M�ŏĖ߂��A�����Đ��ɓ������ĂȂ����ł��ˁB
�������S�̔M���������̂����ł��B
105 �F���O�ȃJ�b�^�[(�m�́M)�F2013/09/26(��) 14:43:01.86 ID:lCOoQwAk
���u���X�A�V���i�C�_�[�{���g�ƈ���ă����e�i���X�ׂ̈ɕ����\�ȃ{���g�g����������
���O������Ȃ��č����Ă��
���ۂ��Z�p�́B�l�W���Ă��������x�b�g���ۂ����ǁA���������ē�^�̃��x�b�g�g���Ă�̂��H
���O������Ȃ��č����Ă��
���ۂ��Z�p�́B�l�W���Ă��������x�b�g���ۂ����ǁA���������ē�^�̃��x�b�g�g���Ă�̂��H
106 �F�W�g�� ��NAiBHuyoBI �F2013/09/26(��) 18:22:49.40 ID:vcIFbyjw
>>105
�u�Z�p���t���{�^���{���g�v�ł��ˁB
http://www.urk.co.jp/contents/elements/element18.html
���m�^���[�ŏ��ʔ��肵�Ă܂���B
�i�C�t�Ȃ�M4���炢�ŁA�ԂɊђʊۃi�b�g���͂���ŗ���������߂�\�����A
�^���O�Ɍ��݂�����Ȃ璼�ڃl�W���Ă��������Ƃ������܂��B
�u�Z�p���t���{�^���{���g�v�ł��ˁB
http://www.urk.co.jp/contents/elements/element18.html
���m�^���[�ŏ��ʔ��肵�Ă܂���B
�i�C�t�Ȃ�M4���炢�ŁA�ԂɊђʊۃi�b�g���͂���ŗ���������߂�\�����A
�^���O�Ɍ��݂�����Ȃ璼�ڃl�W���Ă��������Ƃ������܂��B
107 �F���O�ȃJ�b�^�[(�m�́M)�F2013/09/27(��) 13:00:01.61 ID:C7Znhpm2
>>106
���肪�Ƃ��������܂�
���肪�Ƃ��������܂�
108 �F���O�ȃJ�b�^�[(�m�́M)�F2013/09/27(��) 19:48:06.92 ID:XDfgqVO9
>103
YOU TUBE�ŏĂ��߂��̓��悪����܂������B���肪�Ƃ��������܂��B
���x�������蒲�ׂĂ݂܂��B
>104
���P������
�����ł����B�Ă�����Ɠ������ɏĂ��߂�������Ă���̂ł��ˁB��ϕ��ɂȂ�܂����B
YOU TUBE�ŏĂ��߂��̓��悪����܂������B���肪�Ƃ��������܂��B
���x�������蒲�ׂĂ݂܂��B
>104
���P������
�����ł����B�Ă�����Ɠ������ɏĂ��߂�������Ă���̂ł��ˁB��ϕ��ɂȂ�܂����B
109 �F���O�ȃJ�b�^�[(�m�́M)�F2013/09/28(�y) 11:38:56.37 ID:Ich8p3b7
>>108�@���̏Ė߂�http://www.youtube.com/watch?v=NCiEup_tTss
���낾���ǏĂ�����Ɠ������ɏĂ��߂���http://www.youtube.com/watch?v=NoXQ_PUzgR8
���낾���ǏĂ�����Ɠ������ɏĂ��߂���http://www.youtube.com/watch?v=NoXQ_PUzgR8
110 �F���O�ȃJ�b�^�[(�m�́M)�F2013/09/28(�y) 22:50:38.95 ID:TSLvisww
>109
�q�����܂����B�����J�ɗL��������܂��B
����ς�h�L�������^���[�͉f����i�Ƃ������Ƃ����߂ĔF�����܂����B
�B��l�ɂ���ĐF�����ł��ς���Č�����Ƃ������Ƃł��ˁB
�@�����Ύ����̊�őS�������������̂ł��B
�q�����܂����B�����J�ɗL��������܂��B
����ς�h�L�������^���[�͉f����i�Ƃ������Ƃ����߂ĔF�����܂����B
�B��l�ɂ���ĐF�����ł��ς���Č�����Ƃ������Ƃł��ˁB
�@�����Ύ����̊�őS�������������̂ł��B
111 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/01(��) 10:18:48.76 ID:pdNf2HWx
>>1009
��ɏĂ��n�y�h��Ȃ����ˁA���������炢��Ȃ��̂���
��ɏĂ��n�y�h��Ȃ����ˁA���������炢��Ȃ��̂���
112 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/02(��) 18:02:06.28 ID:yfIiVAf9
>>111
http://www.tad.u-toyama.ac.jp/outline/11.pdf/geibun5_082_093.pdf
����̐���H���Ȃ�тɌo�����I�b��Z�p�̒���
��ʂɐn���̏ē���ōs����Đn�y��
�h�z���s��Ȃ��B����́A���M�ɂ��_����������
�Ƃ����Ƃɂ���āA�n���̔����o�������A�Ė߂��̍ۂ̎_���F���ώ@���邽�߂ƍl������
�Đn�y��h��Ɓu�y�œS�̐F�������Ȃ��Ȃ�v�Ƃ��̏��w�E����
http://www.tad.u-toyama.ac.jp/outline/11.pdf/geibun5_082_093.pdf
����̐���H���Ȃ�тɌo�����I�b��Z�p�̒���
��ʂɐn���̏ē���ōs����Đn�y��
�h�z���s��Ȃ��B����́A���M�ɂ��_����������
�Ƃ����Ƃɂ���āA�n���̔����o�������A�Ė߂��̍ۂ̎_���F���ώ@���邽�߂ƍl������
�Đn�y��h��Ɓu�y�œS�̐F�������Ȃ��Ȃ�v�Ƃ��̏��w�E����
<<112
�Ȃ�قǁA������b�艮�̋����ǂ�ł�������ȋL�q����������K�X
�Ȃ�قǁA������b�艮�̋����ǂ�ł�������ȋL�q����������K�X
114 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/04(��) 21:12:34.68 ID:hYu7p74d
�Đn�y��h��Ɛ��ɓ��ꂽ���̋C�A����������
�ψ�ɏē���ł���Ƃ����������Ƃ�����������
�Đn�y��h��Ȃ����@������Ȃ�ĈӊO���ȁ[�B
�ψ�ɏē���ł���Ƃ����������Ƃ�����������
�Đn�y��h��Ȃ����@������Ȃ�ĈӊO���ȁ[�B
115 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/04(��) 23:59:44.76 ID:548ObCSq
�X�g�b�N�������o�u���Ő��N�u�����N�z���Ƀi�C�t���͂��߂悤���Ȃƍl���Ă��܂��B
�u���[�h�̎d�グ�Ł@�X�g�[���E�I�b�V���Ƃ������@�����H����Ă����������������A
���b�������˂����������̂ł��A
�u���[�h�̎d�グ�Ł@�X�g�[���E�I�b�V���Ƃ������@�����H����Ă����������������A
���b�������˂����������̂ł��A
116 �F�W�g�� ��NAiBHuyoBI �F2013/10/05(�y) 01:01:18.30 ID:u//NVONt
>>115
�ʎY���ۂ��Ȃ�̂ŃJ�X�^���Ŏg���l�͏��Ȃ����Ǝv���܂��B
���H�̗����́u�o���������v�Ō������Ă��炦�����킩��܂����A
���[�N�i�H�앨�j�ƈꏏ�ɒ��ɂ����
�E�����̎�ނƑ傫��
�E�o�������̉�]���x�E����
�ŁA�\�ʂ̕������������悤�ł��ˁB
http://katokichi.cocolog-nifty.com/hitorigoto/2013/08/post-ef41.html
���r�ǂ��Ȃɂ��Ńo����������A�M�A���[�^�[�ʼn����ł�����
����A�ȈՃo���������@�����삵�A�D�݂̕������ɂȂ�悤�����Ă݂Ă��������B
���Ȃ݂ɂ����Ƀo���������@�͂���܂����A�_���疌���Ƃ��p�Ȃ̂�
���ɍr�ꂽ�\�ʂɂȂ�܂��B
�ʎY���ۂ��Ȃ�̂ŃJ�X�^���Ŏg���l�͏��Ȃ����Ǝv���܂��B
���H�̗����́u�o���������v�Ō������Ă��炦�����킩��܂����A
���[�N�i�H�앨�j�ƈꏏ�ɒ��ɂ����
�E�����̎�ނƑ傫��
�E�o�������̉�]���x�E����
�ŁA�\�ʂ̕������������悤�ł��ˁB
http://katokichi.cocolog-nifty.com/hitorigoto/2013/08/post-ef41.html
���r�ǂ��Ȃɂ��Ńo����������A�M�A���[�^�[�ʼn����ł�����
����A�ȈՃo���������@�����삵�A�D�݂̕������ɂȂ�悤�����Ă݂Ă��������B
���Ȃ݂ɂ����Ƀo���������@�͂���܂����A�_���疌���Ƃ��p�Ȃ̂�
���ɍr�ꂽ�\�ʂɂȂ�܂��B
>>116
�����ɂ��肪�Ƃ��������܂��A
�����͐Ɛ��ƈꏏ�ɍ��������ł��ˁA�������傢���ׂĎ���̕����ōl���Ă݂܂��B
�ȂA�w�A���C���Ƃ��~���[���ĖO��������āA�C�O���̂̃t�H�[���_�\�Ƃ��Ō��\���s���Ă܂����
�X�g�[���E�I�b�V���@�@��������������������A�����ڗ����Ȃ��A�d�グ���������ԃR�X�g������Ȃ��������B
�����̂ł͂Ȃ����Ǝv���āB
�����ɂ��肪�Ƃ��������܂��A
�����͐Ɛ��ƈꏏ�ɍ��������ł��ˁA�������傢���ׂĎ���̕����ōl���Ă݂܂��B
�ȂA�w�A���C���Ƃ��~���[���ĖO��������āA�C�O���̂̃t�H�[���_�\�Ƃ��Ō��\���s���Ă܂����
�X�g�[���E�I�b�V���@�@��������������������A�����ڗ����Ȃ��A�d�グ���������ԃR�X�g������Ȃ��������B
�����̂ł͂Ȃ����Ǝv���āB
118 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/05(�y) 11:58:53.00 ID:hpccLNiN
>>117
�X�g�[���E�H�b�V���āA�T���h�u���X�g�Ŏd�グ���̂Ƃ͂܂��������Ⴄ�̂��ȁH�F�X���邩�ȁH
�X�g�[���E�H�b�V���āA�T���h�u���X�g�Ŏd�グ���̂Ƃ͂܂��������Ⴄ�̂��ȁH�F�X���邩�ȁH
119 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/05(�y) 16:07:20.87 ID:lecbG8d4
������Ă��݂܂���B
������̂ɔ����|�ށi2mm�j���g���Ă���̂ł����O���C���h����Ƃ��Ђ���ăT���f�B���O�x���g�̒[������������[�����Ă��܂�����ɂ��܂����܂���B
�|�ނ�����������ł�����Ă݂悤���Ǝv���Ă��܂��������悢���@�͂Ȃ��ł��傤���H
������̂ɔ����|�ށi2mm�j���g���Ă���̂ł����O���C���h����Ƃ��Ђ���ăT���f�B���O�x���g�̒[������������[�����Ă��܂�����ɂ��܂����܂���B
�|�ނ�����������ł�����Ă݂悤���Ǝv���Ă��܂��������悢���@�͂Ȃ��ł��傤���H
120 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/05(�y) 21:34:11.19 ID:XN0P/PdH
�q�����ĂȂ�Ă��܂��̌��ł����g��Ȃ�����
�v���X�ɍH���ĕ��ʂ���Ȃ��ēʖʂŖʂŖ����_�ō��悤�ɂ����ق����ǂ��B
��ɕ��ʂ͖����ƌ����ėǂ��B
�v���X�ɍH���ĕ��ʂ���Ȃ��ēʖʂŖʂŖ����_�ō��悤�ɂ����ق����ǂ��B
��ɕ��ʂ͖����ƌ����ėǂ��B
121 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/05(�y) 22:42:59.61 ID:lecbG8d4
>>120
���X���肪�Ƃ��������܂��B�Ђ�邪������������ł���WW
�v���e���ɃW�����R���������ŃA�[���������ł������ �݂܂��B
���X���肪�Ƃ��������܂��B�Ђ�邪������������ł���WW
�v���e���ɃW�����R���������ŃA�[���������ł������ �݂܂��B
122 �F�W�g�� ��NAiBHuyoBI �F2013/10/05(�y) 23:05:32.48 ID:gX8A4OXa
>>118
�T���h�u���X�g�͋������Ȃǂ���C���őł��t���邽�߁A�\�ʂ�
����u�_�v�̘A���ŋψ�ȃ}�b�g�Ɏd�オ��܂��B
�X�g�[���E�H�b�V���̓o�������Ɍ����Ɛ��i�T�r�~�߂ɃN�[�����g��������j������
�H�앨�����āA�E�U��ȂǂŃK�V���K�V���Ɓu�����������v���Ԃ����Ė���
�ɂ��Ďd�グ�܂��B
�}�X�v���i�C�t�Ɏ{����Ă���X�g�[���E�H�b�V���͌����c�����܂g�p����
�ڗ����ɂ������Ƃ������b�g�̂悤�ł��A����������ĂȂ��̂ŏڍׂ͐����킩��܂���B
�T���h�u���X�g�͋������Ȃǂ���C���őł��t���邽�߁A�\�ʂ�
����u�_�v�̘A���ŋψ�ȃ}�b�g�Ɏd�オ��܂��B
�X�g�[���E�H�b�V���̓o�������Ɍ����Ɛ��i�T�r�~�߂ɃN�[�����g��������j������
�H�앨�����āA�E�U��ȂǂŃK�V���K�V���Ɓu�����������v���Ԃ����Ė���
�ɂ��Ďd�グ�܂��B
�}�X�v���i�C�t�Ɏ{����Ă���X�g�[���E�H�b�V���͌����c�����܂g�p����
�ڗ����ɂ������Ƃ������b�g�̂悤�ł��A����������ĂȂ��̂ŏڍׂ͐����킩��܂���B
>>122
�Ȃ�قǁA�ӊO�ƌ��n�I�Ȃ����Ȃ�
�Ȃ�قǁA�ӊO�ƌ��n�I�Ȃ����Ȃ�
124 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/08(��) 21:50:28.62 ID:D/qEcuIv
���͂��߂�̂ŁA��̗p�̃i�C�t�����삵�悤�Ǝv���B
�₷��ƃO���C���_�[�͎莝����������A�{�[���Ղ������B
�ĂȂ��ƂŁA�����߂̃{�[���Ճ��[�J�[�����ăG���C�l
�₷��ƃO���C���_�[�͎莝����������A�{�[���Ղ������B
�ĂȂ��ƂŁA�����߂̃{�[���Ճ��[�J�[�����ăG���C�l
125 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/08(��) 22:21:21.15 ID:D/qEcuIv
���̃X���Q�l�ɂ��ă����[�r��TB-2131���Ă̂��|�`�邱�Ƃɂ����B
126 �F�W�g�� ��NAiBHuyoBI �F2013/10/09(��) 00:16:36.75 ID:eg+SLjuP
>>125
�z�[�����[�X�Ɍ��肷��A�V�i�Ŕ����ăx�X�g�ȑI�����Ǝv���܂��B
�����������镨�ł͂���܂��AV�x���g���炢�������Ղ͂��܂���
������ꂽ�ꍇ�ł�RYOBI���i��舵���̌��މ��ȂǂőΉ����Ă��炦�܂��B
�z�[�����[�X�Ɍ��肷��A�V�i�Ŕ����ăx�X�g�ȑI�����Ǝv���܂��B
�����������镨�ł͂���܂��AV�x���g���炢�������Ղ͂��܂���
������ꂽ�ꍇ�ł�RYOBI���i��舵���̌��މ��ȂǂőΉ����Ă��炦�܂��B
127 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/09(��) 17:32:24.20 ID:ZcuXTRXb
128 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/10(��) 18:55:29.50 ID:oGqxv62s
119�ł����A�ϋv���l���Ăl�b�i�C�������v���e���Ɏg������30�b���炢�łƂ낯�܂����v
���͂c�Q���X�e�����X�ł���Ă݂܂�
���͂c�Q���X�e�����X�ł���Ă݂܂�
129 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/14(��) 19:03:58.58 ID:Jf61XrR8
�e�X�g
130 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/14(��) 19:18:05.16 ID:Jf61XrR8
�i�C�t�����L�O
�����Ƃ����ł��邾�낤��
http://i.rara.jp/dynamic/3e/67/9f61d56e92cebe4e898170eaea2f3e67n_2534342.jpg
�����Ƃ����ł��邾�낤��
http://i.rara.jp/dynamic/3e/67/9f61d56e92cebe4e898170eaea2f3e67n_2534342.jpg
{kind=link}
131 �F�W�g�� ��NAiBHuyoBI �F2013/10/14(��) 21:34:52.65 ID:Z+YVn3yO
>>130
�ǂ��ł��ˁA�V���v���Ŏg���₷�����ȃi�C�t�ł��B
�I�[�\�h�b�N�X�ȃ��u���X�X�^�C���̃f�U�C���ł����q���g���������߂�
�Ƃ��Ă�������u���[�h�����ނ��Ă�����ƁA�A�����W�������悤�Ɍ����܂��B
�x�x���̗����オ���q���g�̉��H���O���ł��ˁB
��낵�����
�n�n��ƑS���A�e���g�p�f�ށA���ꂩ�犮���܂ł̊��ԂȂǂ̏ڍׂ����˂������܂��B
�ǂ��ł��ˁA�V���v���Ŏg���₷�����ȃi�C�t�ł��B
�I�[�\�h�b�N�X�ȃ��u���X�X�^�C���̃f�U�C���ł����q���g���������߂�
�Ƃ��Ă�������u���[�h�����ނ��Ă�����ƁA�A�����W�������悤�Ɍ����܂��B
�x�x���̗����オ���q���g�̉��H���O���ł��ˁB
��낵�����
�n�n��ƑS���A�e���g�p�f�ށA���ꂩ�犮���܂ł̊��ԂȂǂ̏ڍׂ����˂������܂��B
132 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/17(��) 21:46:19.49 ID:93YD//wd
�����A���X�����Ƃ�
�n�n��95mm,�S��210mm
�|�ނ̓N�����V�@4mm�@ �q���g�ƃ{���g���j�b�P���V���o�[�A�n���h���͉ڈΎ��̊p�B
�n���h���ނɂ̓E���^���N���A�[��h���Ă܂�
������Ԃ͎���8�����B�ꌎ�ő�̂͏o���Ă������A���p�̒f�ʂʂɂ���̂�
�ʓ|�ŕ��u���Ă܂����B����x���g�T���_���w�����A���ʏo�����ȒP�Ŋ����B
�L�����v�ł̎G�Ȏg�p��z��A�w�������ăP�K���Ȃ��悤�ɃL���I�������Ă܂��B
�n�n��95mm,�S��210mm
�|�ނ̓N�����V�@4mm�@ �q���g�ƃ{���g���j�b�P���V���o�[�A�n���h���͉ڈΎ��̊p�B
�n���h���ނɂ̓E���^���N���A�[��h���Ă܂�
������Ԃ͎���8�����B�ꌎ�ő�̂͏o���Ă������A���p�̒f�ʂʂɂ���̂�
�ʓ|�ŕ��u���Ă܂����B����x���g�T���_���w�����A���ʏo�����ȒP�Ŋ����B
�L�����v�ł̎G�Ȏg�p��z��A�w�������ăP�K���Ȃ��悤�ɃL���I�������Ă܂��B
133 �F�W�g�� ��NAiBHuyoBI �F2013/10/18(��) 22:40:02.31 ID:gNsjvsJh
134 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/20(��) 16:50:22.12 ID:eOby6ts8
>>130
�������߂łƂ��������܂�
���ɍ����Ƃ��͏��w�|���̗����オ����ɂ₩�ɂ���
�X�Ƀn���h���̔w�̒����ӂ�Ɋp�x������Ɗi�i�Ɏ�Ƀt�B�b�g���đ��쐫���サ�܂���
�������߂łƂ��������܂�
���ɍ����Ƃ��͏��w�|���̗����オ����ɂ₩�ɂ���
�X�Ƀn���h���̔w�̒����ӂ�Ɋp�x������Ɗi�i�Ɏ�Ƀt�B�b�g���đ��쐫���サ�܂���
135 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/20(��) 16:57:22.77 ID:eOby6ts8
���ƃn���h���̃q���g������̕�����
�Ō������̔������炢�̌��݂ɂ���Ƃ���܂���ɂȂ��݂܂�
�Ō������̔������炢�̌��݂ɂ���Ƃ���܂���ɂȂ��݂܂�
136 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/20(��) 19:09:00.75 ID:y4ESbpFJ
>>135
�Ȃ�قǁA�Q�l�ɂ��܂�
���������p�͂���܂���ƃX�J�X�J�̐��ɓ������Ă��܂��̂Ŏg����������ł���
���������傤�ǂ悭����ƕ�������Ȃ��Ȃ����肵�āB
�f�ޑI�тƉ��H���y���݂̈�ł���
�Ȃ�قǁA�Q�l�ɂ��܂�
���������p�͂���܂���ƃX�J�X�J�̐��ɓ������Ă��܂��̂Ŏg����������ł���
���������傤�ǂ悭����ƕ�������Ȃ��Ȃ����肵�āB
�f�ޑI�тƉ��H���y���݂̈�ł���
137 �F�W�g�� ��NAiBHuyoBI �F2013/10/22(��) 23:28:49.59 ID:Z8ZTgW8n
�ԓ��x���Ȃ�܂������A�ւ̐n���܂�ɂ��������A���c��~�����
���{���E��Ȃǂ̏Ă��߂��ɂ��ĕ����Ă��܂����B
�Ă��߂��ɂ����鉷�x�́A�����|�ނȂ牷�x�ɂ���đ傫���قȂ�B
�P���ȒY�f�|�̏ꍇ�A
�ϏՌ����̋��߂��铁�E��Ȃǁ@180���`200���Ȃ�Q�`�R�b
��ʂ̕�ȂǁA150���Ȃ�15���B
�ɒ[�ɍd�x�Ώd�Ȑn���@130���Ȃ�Ίۈ���A24���Ԃ�������B
���̂��Ƃ͔�r�I�ŐV�̖���w�ŁA�m���Ă���b�艮�͏��Ȃ��Ƃ̂��Ƃł��B
���{���E��Ȃǂ̏Ă��߂��ɂ��ĕ����Ă��܂����B
�Ă��߂��ɂ����鉷�x�́A�����|�ނȂ牷�x�ɂ���đ傫���قȂ�B
�P���ȒY�f�|�̏ꍇ�A
�ϏՌ����̋��߂��铁�E��Ȃǁ@180���`200���Ȃ�Q�`�R�b
��ʂ̕�ȂǁA150���Ȃ�15���B
�ɒ[�ɍd�x�Ώd�Ȑn���@130���Ȃ�Ίۈ���A24���Ԃ�������B
���̂��Ƃ͔�r�I�ŐV�̖���w�ŁA�m���Ă���b�艮�͏��Ȃ��Ƃ̂��Ƃł��B
138 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/23(��) 04:26:34.29 ID:MAgS5ULn
�ቷ�Ă��߂����A�d���͍̂d������
�����܂ŏĂ����߂鎞�Ԃ�������A
���Ă͍̂ޗ��H�w�E�M�͊w�E�`�M�H�w�I��
�l����Ɗm���ɂ������ȁA���Ďv���ˁB
�������̂��������ǂ����ɓ\���Ă�
�����ɂ��J�~�\���̐ꖡ����Ƃ���
���͂������������R������̂����ȁB
�����܂ŏĂ����߂鎞�Ԃ�������A
���Ă͍̂ޗ��H�w�E�M�͊w�E�`�M�H�w�I��
�l����Ɗm���ɂ������ȁA���Ďv���ˁB
�������̂��������ǂ����ɓ\���Ă�
�����ɂ��J�~�\���̐ꖡ����Ƃ���
���͂������������R������̂����ȁB
139 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/23(��) 14:34:51.30 ID:Rd/RrHnb
> �����ɂ��J�~�\���̐ꖡ����
�����ŕE���_�炩��������ĈӖ�����H
�n���̂�M������ƁA���ɕt�����Ȃ��Ǝv�����ǁc
�����ŕE���_�炩��������ĈӖ�����H
�n���̂�M������ƁA���ɕt�����Ȃ��Ǝv�����ǁc
140 �F�W�g�� ��NAiBHuyoBI �F2013/10/23(��) 18:14:17.95 ID:pwGNZtu6
����
�Ă��߂��ɂ����鉷�x�́A�����|�ނȂ牷�x�ɂ���đ傫���قȂ�B
��
�Ă��߂��ɂ�����"����"�́A�����|�ނȂ牷�x�ɂ���đ傫���قȂ�B
���ƁA230�����댯�ȉ��x�тȂƂ��E�E
�Ă��F���t���n�߂鉷�x�ł����ˁB
�Ă��߂��ɂ����鉷�x�́A�����|�ނȂ牷�x�ɂ���đ傫���قȂ�B
��
�Ă��߂��ɂ�����"����"�́A�����|�ނȂ牷�x�ɂ���đ傫���قȂ�B
���ƁA230�����댯�ȉ��x�тȂƂ��E�E
�Ă��F���t���n�߂鉷�x�ł����ˁB
141 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/23(��) 20:21:44.56 ID:msSoxSQc
ttp://www.geocities.jp/a_24moto/junk/index-5.html
�i���M���ԂT���j
�F ���x
�����F �Q�X�O��
���@�F �R�S�O��
���@�F �R�X�O��
���݂�F �S�T�O��
�Z�F �T�R�O��
�W�F �U�O�O��
�Ɛ����o��̂�400�x�`450�x�ȏ�ƋL�����Ă���
�i���M���ԂT���j
�F ���x
�����F �Q�X�O��
���@�F �R�S�O��
���@�F �R�X�O��
���݂�F �S�T�O��
�Z�F �T�R�O��
�W�F �U�O�O��
�Ɛ����o��̂�400�x�`450�x�ȏ�ƋL�����Ă���
142 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/23(��) 21:26:07.03 ID:msSoxSQc
�莝���̖{�Œ��ׂĂ݂���A�Ė߂��Ɛ��ɂ�
250�x�ƂS�T�O�`�T�O�O�x��2�̉��x�悪����炵���B
�K�������Ă��܂����B
250�x�ƂS�T�O�`�T�O�O�x��2�̉��x�悪����炵���B
�K�������Ă��܂����B
143 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/24(��) 02:19:50.93 ID:3RG62z90
>>139
>>�����ŕE���_�炩��������ĈӖ�����H
����A�����ɂ���Ɛꖡ������A���Ă�B
>>140-142
������M�Ɛ����Ă���ˁB
>>�����ŕE���_�炩��������ĈӖ�����H
����A�����ɂ���Ɛꖡ������A���Ă�B
>>140-142
������M�Ɛ����Ă���ˁB
144 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/25(��) 21:03:01.20 ID:yqVWFzBw
>>137
���ꂾ�ƃm�~�Ȃ��Ă��߂�����
�Ă�����(�悾�����ɐZ����)
��
�茳�̗]�M�ŏĂ��߂�
��
�ϐF�����u�ԗ�p
���Ă����̂͊��S�ł͖������Ă��Ƃł����H
���ꂾ�ƃm�~�Ȃ��Ă��߂�����
�Ă�����(�悾�����ɐZ����)
��
�茳�̗]�M�ŏĂ��߂�
��
�ϐF�����u�ԗ�p
���Ă����̂͊��S�ł͖������Ă��Ƃł����H
145 �F�W�g�� ��NAiBHuyoBI �F2013/10/26(�y) 02:48:01.64 ID:V2xa0gd0
>>144
����́A�����܂Łu�����݂̖���w�ł́v�Ƃ������Ƃɉ߂��Ȃ��Ǝv���܂��B
�Ă����꒼��̕s����ȏ�Ԃł͗�O�Ƃ������Ƃ�����ł��傤���A���ɂ�����
�m�~�͐��i�Ƃ��Ė��Ȃ��g���Ă�̂ł�����A�����A�܂������������邩��
����܂���B
����́A�����܂Łu�����݂̖���w�ł́v�Ƃ������Ƃɉ߂��Ȃ��Ǝv���܂��B
�Ă����꒼��̕s����ȏ�Ԃł͗�O�Ƃ������Ƃ�����ł��傤���A���ɂ�����
�m�~�͐��i�Ƃ��Ė��Ȃ��g���Ă�̂ł�����A�����A�܂������������邩��
����܂���B
146 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/26(�y) 07:10:57.00 ID:JKozFbE7
>>145
����͈����̏ؖ����ă��c�H
���Ȃ������ؖ��o���Ȃ��̂Ȃ�A�T���^�N���[�X�͋����
�݂����ȁH
���ʂ�����������A���̐��͊Ԉ���Ă���A���Ă̂͂����̘_���̂���ւ��ł���
�l�̖����Ƀv���[���g���u���Ă������A������T���^������ƌ����Ă����͖���
�Ⴄ�ƌ����̂Ȃ�A���Ȃ����Ƃ��ؖ�����A�Ƃ���
�e�������ɒu�����A�ƌ����ʂ̃A�v���[�`���ŏ�����l������
�����̍l���錋�_���肫�ł́A���������c�_�ɂȂ���H
����͈����̏ؖ����ă��c�H
���Ȃ������ؖ��o���Ȃ��̂Ȃ�A�T���^�N���[�X�͋����
�݂����ȁH
���ʂ�����������A���̐��͊Ԉ���Ă���A���Ă̂͂����̘_���̂���ւ��ł���
�l�̖����Ƀv���[���g���u���Ă������A������T���^������ƌ����Ă����͖���
�Ⴄ�ƌ����̂Ȃ�A���Ȃ����Ƃ��ؖ�����A�Ƃ���
�e�������ɒu�����A�ƌ����ʂ̃A�v���[�`���ŏ�����l������
�����̍l���錋�_���肫�ł́A���������c�_�ɂȂ���H
147 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/26(�y) 07:22:44.80 ID:0mjkQitr
>>144
���S���ĂȂ�H
�ϏՌ��������߂���n���̏ꍇ�A
�����d�x���]���ɂ��Ăł��x�����~�����͓̂��R�ł�����
100%�̍d�x���o�Ȃ�����A���ĕs���S�ƌ�����̂͂��������ˁH
>>146
�u���S�v�̒�`���ł��Ȃ��ȏ�A�c�_�̂��悤�������Ǝv����B
����|��p���ăm�~�����ꍇ�̍d�x�Ɛx����
�u���S�v�ȃo�����X��������Ȃ�����B
���S���ĂȂ�H
�ϏՌ��������߂���n���̏ꍇ�A
�����d�x���]���ɂ��Ăł��x�����~�����͓̂��R�ł�����
100%�̍d�x���o�Ȃ�����A���ĕs���S�ƌ�����̂͂��������ˁH
>>146
�u���S�v�̒�`���ł��Ȃ��ȏ�A�c�_�̂��悤�������Ǝv����B
����|��p���ăm�~�����ꍇ�̍d�x�Ɛx����
�u���S�v�ȃo�����X��������Ȃ�����B
148 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/26(�y) 09:07:19.10 ID:iTqm4CyD
�Ė߂��͖��̂ق��������̂���
�ߑエ��ь���̒b��ɂ��u��v�̌`��эޗ��w�I�����@http://utomir.lib.u-toyama.ac.jp/dspace/handle/10110/461
�O�� �d�x�͏Ă��� �����@�ɂ���Ăނ炪�� ���Ղ�, ���ډŔM�� ��������@ ���� �� �� �� ��b�肪���� �����O�� �͍d�x�̂ނ炪�����ϑ����ꂽ�
���̐l��������http://techon.nikkeibp.co.jp/article/COLUMN/20090304/166739/?ST=observer&P=4
����̏Ė߂��́A�����������͂��ߑ����̒b�肪�̗p����|�s�����[�ȕ��@�����A�Β˂̕��ł�����ڒ����Y�́A����ɖ����ł��Ȃ������B
�u�Â��������ƁA���S�ɏĖ߂����o���Ȃ��ꍇ�������ł��B�ʓ|�Ȃ��ƂɁA�����������_�ł͂���ɋC�t���Ȃ��B�������X�̒�I�ɕ��ׂĂ��邤���ɒ��q���ς���Ă��܂����肷���ł��ˁB�Ė߂��Ŋ��S�ɍ|�����������Ă��Ȃ�����Ȃ�ł��v
�ߑエ��ь���̒b��ɂ��u��v�̌`��эޗ��w�I�����@http://utomir.lib.u-toyama.ac.jp/dspace/handle/10110/461
�O�� �d�x�͏Ă��� �����@�ɂ���Ăނ炪�� ���Ղ�, ���ډŔM�� ��������@ ���� �� �� �� ��b�肪���� �����O�� �͍d�x�̂ނ炪�����ϑ����ꂽ�
���̐l��������http://techon.nikkeibp.co.jp/article/COLUMN/20090304/166739/?ST=observer&P=4
����̏Ė߂��́A�����������͂��ߑ����̒b�肪�̗p����|�s�����[�ȕ��@�����A�Β˂̕��ł�����ڒ����Y�́A����ɖ����ł��Ȃ������B
�u�Â��������ƁA���S�ɏĖ߂����o���Ȃ��ꍇ�������ł��B�ʓ|�Ȃ��ƂɁA�����������_�ł͂���ɋC�t���Ȃ��B�������X�̒�I�ɕ��ׂĂ��邤���ɒ��q���ς���Ă��܂����肷���ł��ˁB�Ė߂��Ŋ��S�ɍ|�����������Ă��Ȃ�����Ȃ�ł��v
149 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/27(��) 17:24:09.91 ID:rK3btY/u
���̂ق����z�b�g�v���[�g�Ƃ��𗘗p����Ή��x�Ǘ����y�ł�����
���Ȃ�1m�ȏ�̖����ƓK�ȔM����p�ӂ���̂������
���Ȃ�1m�ȏ�̖����ƓK�ȔM����p�ӂ���̂������
150 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/31(��) 00:23:33.59 ID:G0pDwz4u
10�N�߂��g���Ă��{�[����
�ŋߒ����Ԏg���Ă�Ǝ~�܂�����n�����������Ȃ��Ă�������
������ă��[�^�[�̒��̃u���V�Ƃ������������Β������Ȃ̂ł��傤��
�ł�����AC���[�^�[�����
�u���V�Ƃ�����̂��E�E
�ŋߒ����Ԏg���Ă�Ǝ~�܂�����n�����������Ȃ��Ă�������
������ă��[�^�[�̒��̃u���V�Ƃ������������Β������Ȃ̂ł��傤��
�ł�����AC���[�^�[�����
�u���V�Ƃ�����̂��E�E
151 �F���O�ȃJ�b�^�[(�m�́M)�F2013/10/31(��) 07:03:18.52 ID:OvbiIaAm
�����Ŕ������̂��m��A�X�ɏC���ɏo����������Ȃ���
�\���������Ė����f�l��������āA�R�d���ĉΎ��ɂł��Ȃ��������
�\���������Ė����f�l��������āA�R�d���ĉΎ��ɂł��Ȃ��������
152 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/01(��) 16:03:16.59 ID:vfoA33WI
�X�C�b�`�ނ̐ړ_�݂Ď���Ȃ��Ȃ�������ȁB
����������Ȃ�t���C�X�Ղ������߂���悗
����������Ȃ�t���C�X�Ղ������߂���悗
153 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/02(�y) 10:33:51.30 ID:eWNKhBXw
>>150
�x���g���w�^���Ă�A���ăI�`�͖�����ȁH
�x���g���w�^���Ă�A���ăI�`�͖�����ȁH
154 �F�W�g�� ��NAiBHuyoBI �F2013/11/02(�y) 20:10:39.12 ID:pc3s89UC
>>150
�o�������Ăĕԓ��x���Ȃ�܂����B
�x���g�ƃx�A�����O�ɖ�肪�Ȃ��Ȃ�A���ꂩ��n�����ɖ�肪�o�Ă���ƂȂ�ƁA
�����A���[�^�[���Ƃ͌l�I�Ɏv���܂��B
�����g����łȂ�ƂȂ������m���Ȃ̂ŁA���ɓK���Ő\����Ȃ��ł����E�E
AC100V�̒P�w�U�����[�^�[�́A�H��Ȃǂ̑傫���@�B�Ɏg����O�w���[�^�[�ƈႢ
���S�̓X�C�b�`��R���f���T�Ȃǂ̎n�����邽�߂̋@�\���K�v�ɂȂ�܂��B
���̕������ߕ��ׂȂǂŃ_���ɂȂ邱�Ƃ�����悤�ł��B
�E�w���X������[�J�[�ɖ₢���킹�C���˗��B
�E�u�`�H��v��u�`�d�H�v�Ȃǂ̂��X�Ɏ�������ŏC���˗��B
��L���m���Ȃ̂ł����A�d�C�E�@�B���g�߂ɂ���Ώ�Ԃ��m�F���Ă��炢
�����Ȃ��玩�͂Œ����̂����z�A�ł��������Ȃ���ʂ悤�ɁB
�o�������Ăĕԓ��x���Ȃ�܂����B
�x���g�ƃx�A�����O�ɖ�肪�Ȃ��Ȃ�A���ꂩ��n�����ɖ�肪�o�Ă���ƂȂ�ƁA
�����A���[�^�[���Ƃ͌l�I�Ɏv���܂��B
�����g����łȂ�ƂȂ������m���Ȃ̂ŁA���ɓK���Ő\����Ȃ��ł����E�E
AC100V�̒P�w�U�����[�^�[�́A�H��Ȃǂ̑傫���@�B�Ɏg����O�w���[�^�[�ƈႢ
���S�̓X�C�b�`��R���f���T�Ȃǂ̎n�����邽�߂̋@�\���K�v�ɂȂ�܂��B
���̕������ߕ��ׂȂǂŃ_���ɂȂ邱�Ƃ�����悤�ł��B
�E�w���X������[�J�[�ɖ₢���킹�C���˗��B
�E�u�`�H��v��u�`�d�H�v�Ȃǂ̂��X�Ɏ�������ŏC���˗��B
��L���m���Ȃ̂ł����A�d�C�E�@�B���g�߂ɂ���Ώ�Ԃ��m�F���Ă��炢
�����Ȃ��玩�͂Œ����̂����z�A�ł��������Ȃ���ʂ悤�ɁB
155 �F�W�g�� ��NAiBHuyoBI �F2013/11/04(��) 13:51:35.01 ID:7mi5Uqfg
�����@
�d�C�E�@�B�@"�ɏڂ����l"�@���g�߂ɂ����
�o������Ȃ�o��������������ł���ˁA�@�B�B
�d�C�E�@�B�@"�ɏڂ����l"�@���g�߂ɂ����
�o������Ȃ�o��������������ł���ˁA�@�B�B
156 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/06(��) 23:02:24.18 ID:jF4hgBw8
�S�|���X���ō���Ă�����݂Ȃ���
�x�x���͂ǂ�ȃ��X���Ŏd�グ�Ă܂����H
�܂����łǂ̂悤�ɏ��𗎂Ƃ��Ă��邩�����Ă�������Ə�����܂�
�x�x���͂ǂ�ȃ��X���Ŏd�グ�Ă܂����H
�܂����łǂ̂悤�ɏ��𗎂Ƃ��Ă��邩�����Ă�������Ə�����܂�
157 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/07(��) 01:10:36.50 ID:BtrZw3RQ
���������Ƃ����{����b���ō���Ă�H����Ō���ƒb����ɏĂ��݂����Ă�悤��
�������Ȃ����A����Ă��݂����ĒY�f�|���Ƃ���܂肵�Ȃ��́H
�������Ȃ����A����Ă��݂����ĒY�f�|���Ƃ���܂肵�Ȃ��́H
158 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/07(��) 08:43:50.78 ID:Talin6nW
�����������Ԃ��肩���銄�Ƀp�b�ƌ����悭�Ȃ������̓J�b�g���Ă�ˁH
���ɂ�������������肾��H
���ɂ�������������肾��H
159 �F���P����Free Tibet ��yl213OWCWU �F2013/11/08(��) 00:53:13.12 ID:zAYD6w6d BE:92137853-2BP(3200)
160 �F�W�g�� ��NAiBHuyoBI �F2013/11/08(��) 18:12:14.72 ID:36f6E5lm
>>156
�ۃ��X���̂Ԃ��č��Ȃ��ʂ�����A�����オ���p���X���ɂ����
�悢�����ł��B
���͋@�B�������Ȃ̂ł��܂�A�h�o�C�X�ł��܂���G
>>157
�a����Ă��݂��͍s���܂��A���̌�̉��H���������Ȃ�܂�����ˁB
�b���������Ƃ�����x�F�ŐԂ߂ď���A���̌セ�̓��ɒb���������܂Ƃ߂�
�ēݐ�p�̓d�C�F�ɐς߁A��ӂ����ĉ��M�A�ێ��A�F�₵�܂��B
�ۃ��X���̂Ԃ��č��Ȃ��ʂ�����A�����オ���p���X���ɂ����
�悢�����ł��B
���͋@�B�������Ȃ̂ł��܂�A�h�o�C�X�ł��܂���G
>>157
�a����Ă��݂��͍s���܂��A���̌�̉��H���������Ȃ�܂�����ˁB
�b���������Ƃ�����x�F�ŐԂ߂ď���A���̌セ�̓��ɒb���������܂Ƃ߂�
�ēݐ�p�̓d�C�F�ɐς߁A��ӂ����ĉ��M�A�ێ��A�F�₵�܂��B
161 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/09(�y) 16:01:16.78 ID:cMvKwdOj
�����|�ނ��Y��ȃx�x���X�g�b�v���͓̂���ł���
162 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/09(�y) 16:20:20.51 ID:esQiL1DV
�i�C�t�̓x�x���X�g�b�v�̔��������܂����
163 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/10(��) 12:51:50.94 ID:syASJ3oI
�{�Ă��̘a���J�X�^���i�C�t������ƂȂ�Ƃ������P���ł܂�Ȃ��n������Ȃ���
�����Ƃ��̒Y�f�|�œ��{���̗l�Ȑn���i�d�Ԓ����j�Ƃ��͉\�H
�����Ƃ��̒Y�f�|�œ��{���̗l�Ȑn���i�d�Ԓ����j�Ƃ��͉\�H
164 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/10(��) 13:12:23.09 ID:R4Hu2NU5
�Z�p�I�ɂ͉\�A�ł����ꂪ���i�Ƃ��Ĕ���邩�ǂ����͕ʂ̘b����
���ʂɏ���ĂȂ��A���Ă��Ƃ͂����������ł���
���ʂɏ���ĂȂ��A���Ă��Ƃ͂����������ł���
165 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/10(��) 17:27:24.29 ID:Og9EYYo1
�|�ނ��Y��ɍ�肽���̂Ńx���g�O���C���_�[���Ċ���悤�Ǝv���Ă���̂ł����A�����[�r��BDS1000�Ŏ�����܂����H
166 �F�W�g�� ��NAiBHuyoBI �F2013/11/13(��) 01:05:58.53 ID:1qRmrbQn
165
DIY�E�z�r�[���[�X�̋@���100�~915�̔ėp�G���h���X�x���g�g����̂��ő�̃����b�g
���o�Ă�K�i�ł������ނ��L�x�ŁA�����z�ʐϒP�ʂ̒P���������ł��B
�����[�r�Ȃǂ̑�荑�����[�J�[�Ȃ�g���u���̍ۂ̈��S�����傫���B
��̈���ł�Ȃ�A�܂������g���Ȃ������BG-100���I�X�X��
���Â����܂ɏo�Ă��܂��B
�����A���͌��킾���Łu�Y��Ɂv�͂���Ȃ�̌��\�o����ς܂Ȃ��Əo���܂���B
�����܂Łu�����悭�v
�d�グ�͎��ƂŒ��J�Ɏd�グ�Ă��������B
DIY�E�z�r�[���[�X�̋@���100�~915�̔ėp�G���h���X�x���g�g����̂��ő�̃����b�g
���o�Ă�K�i�ł������ނ��L�x�ŁA�����z�ʐϒP�ʂ̒P���������ł��B
�����[�r�Ȃǂ̑�荑�����[�J�[�Ȃ�g���u���̍ۂ̈��S�����傫���B
��̈���ł�Ȃ�A�܂������g���Ȃ������BG-100���I�X�X��
���Â����܂ɏo�Ă��܂��B
�����A���͌��킾���Łu�Y��Ɂv�͂���Ȃ�̌��\�o����ς܂Ȃ��Əo���܂���B
�����܂Łu�����悭�v
�d�グ�͎��ƂŒ��J�Ɏd�グ�Ă��������B
167 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/13(��) 02:49:47.43 ID:0HqIiVft
�Y��ȃx�x���X�g�b�v�̓x���g�O���C���_�[�̂ق�����y���ۂ���
168 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/13(��) 09:38:02.41 ID:dc1JXBcO
����Ă���ˁB
169 �F�� ��I54gjsTd9A �F2013/11/13(��) 21:01:46.85 ID:8dnRr4o1
���͍H��͉����ł��Ȃ��B
�����Ƃ����Ԃɍ�肷����B
�����Ă���͏C���ł��Ȃ��B
�����Ȃ�
�����Ƃ����Ԃɍ�肷����B
�����Ă���͏C���ł��Ȃ��B
�����Ȃ�
170 �F�W�g�� ��NAiBHuyoBI �F2013/11/14(��) 00:06:54.91 ID:CyAQYZJe
���ς�炸�뎚���炯�Ŏ��炵�Ă܂��B
����H�Ŏd�グ��Z�p�ƁA���͉��H�������悭��������m�E�n�E
���Ɏg�������Ă��������B
�����g����Ε\���̕����L����A���푽�l�Ȃ��̂�����悤�ɂȂ�܂��B
����H�Ŏd�グ��Z�p�ƁA���͉��H�������悭��������m�E�n�E
���Ɏg�������Ă��������B
�����g����Ε\���̕����L����A���푽�l�Ȃ��̂�����悤�ɂȂ�܂��B
171 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/16(�y) 20:33:35.02 ID:muzi5ibr
�S�p�̂₷��ō���́H�X�e�����X�p�̂₷����g���́H
�����߂̂₷�苳���āB
�����߂̂₷�苳���āB
172 �F�W�g�� ��NAiBHuyoBI �F2013/11/17(��) 22:07:29.64 ID:BfyLp+sG
>>171
�ŏ��͓��萫�̂������[�J�[�̓S�|�p�ł����ł���B
�܂Ƃ��ȃ��X������{�������ĂȂ��A���ꂩ��n�߂������Ȃ�
�u�َO�v250���i���ځj�@200���ہi���ځj
����ɖؕ��̑g�ݍ��킹�łƂ肠�����n�߁A�K�v�ɉ����đg���X���Ȃǂ�����
�̂��̂��X�e�����X�p��R�[�e�B���O���X���A�C�O���[�J�[�Ȃǂ������Ă݂��
�����Ǝv���܂��B
���̌o����A�n���}�[�ƃ��X���̏ꍇ�Ɍ����Ă͎������͂��܂肨���߂��܂���B
�育�����������ɂ������߈����Â炢�A������Ƃ̏n���ɂ����鎞�Ԃ�
�����o�Ă���ł��傤�B
�O���[�u�����Ɏ�����āA��J�E������ق����悢��
�l���Ă܂��B
�ŏ��͓��萫�̂������[�J�[�̓S�|�p�ł����ł���B
�܂Ƃ��ȃ��X������{�������ĂȂ��A���ꂩ��n�߂������Ȃ�
�u�َO�v250���i���ځj�@200���ہi���ځj
����ɖؕ��̑g�ݍ��킹�łƂ肠�����n�߁A�K�v�ɉ����đg���X���Ȃǂ�����
�̂��̂��X�e�����X�p��R�[�e�B���O���X���A�C�O���[�J�[�Ȃǂ������Ă݂��
�����Ǝv���܂��B
���̌o����A�n���}�[�ƃ��X���̏ꍇ�Ɍ����Ă͎������͂��܂肨���߂��܂���B
�育�����������ɂ������߈����Â炢�A������Ƃ̏n���ɂ����鎞�Ԃ�
�����o�Ă���ł��傤�B
�O���[�u�����Ɏ�����āA��J�E������ق����悢��
�l���Ă܂��B
173 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/18(��) 00:49:42.20 ID:q9RoWvpw
>>172
���肪�Ƃ��B�z���Z���ŒT���Ă���B
���肪�Ƃ��B�z���Z���ŒT���Ă���B
174 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/18(��) 02:29:13.64 ID:uoLa4zvG
175 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/22(��) 04:35:22.58 ID:9DIoxYLH
�n���h���̌Œ�ɂ������āA�{���g�i�s���j�̓���I�o�����Ȃ��B���{���g�i�B���s���j�Ƃ����̂͂ǂ�����Ă��̂ł��傤���H
176 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/22(��) 05:18:21.80 ID:RoGA+FZw
�����͐F�X���邪�A�\��������
http://cache.cart-imgs.fc2.com/user_img/ekagoshima/c7129b3e94136fb9d5d5e32f3125ede0.jpg
���̃^�C�v�̔���
�W�ɓ����镔�i���^���O�ɌŒ�A���ɑ�������n���h���ރX���C�h�őg��ŁA�\���O�z�[���p�C�v�Ŕ����~�߂���ς�
http://cache.cart-imgs.fc2.com/user_img/ekagoshima/c7129b3e94136fb9d5d5e32f3125ede0.jpg
{kind=link}
���̃^�C�v�̔���
�W�ɓ����镔�i���^���O�ɌŒ�A���ɑ�������n���h���ރX���C�h�őg��ŁA�\���O�z�[���p�C�v�Ŕ����~�߂���ς�
177 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/22(��) 12:37:18.26 ID:sS6a3FTF
����h������ȗ�ł���
178 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/22(��) 13:41:51.24 ID:hof5r1u1
>>176
����̓R���V���h�^���O�̂����ł�
����̓R���V���h�^���O�̂����ł�
179 �F���O�ȃJ�b�^�[(�m�́M)�F2013/11/30(�y) 16:02:10.21 ID:xjfyUy0i
�q�h�D�����\�����C�ɂȂ邪�A
�^���O���n���h���ނɑ}���Đڒ��܂ŌŒ肵�Ă邾���̂��C�ɂȂ�B
���ꔲ�����肵�Ȃ��́H�n���h���ނɃ{�[���ՂŌ�������́H
�^���O���n���h���ނɑ}���Đڒ��܂ŌŒ肵�Ă邾���̂��C�ɂȂ�B
���ꔲ�����肵�Ȃ��́H�n���h���ނɃ{�[���ՂŌ�������́H
180 �F���O�ȃJ�b�^�[(�m�́M)�F2013/12/03(��) 10:37:11.34 ID:F5VlBjPo
SLD�̓S�ʂ��̂�����̕����ɒu���Ă���A�ȂJ�r�����Ă��B
���߂ĂŃr�b�N���B�ꏏ�ɒu���Ă���HAP40�ɂُ͈�Ȃ������B
SLD���Ă�����������Ȃ̂��A����������l���܂��H
���߂ĂŃr�b�N���B�ꏏ�ɒu���Ă���HAP40�ɂُ͈�Ȃ������B
SLD���Ă�����������Ȃ̂��A����������l���܂��H
181 �F���O�ȃJ�b�^�[(�m�́M)�F2013/12/04(��) 10:00:33.72 ID:2q9+c2Ox
>>180
��̃J�r���ڂ����Ƃ��\�ʂ̖��ɐ������Ƃ�����ˁH
�����łȂ��Ȃ�|�ނ̕\�ʑe�������x�J�r�̐����₷���e���������A�Ƃ��B
�����\���画�f����Ȃ�HAP40�̓R�o���g�����\�����Ă邯��
�R�o���g�̗L�Ő�(�|�̏�ԂȂ�l�Ԃɂ͑債�ĉe������)�ŃJ�r�������ɂ����A�Ƃ��B
��̃J�r���ڂ����Ƃ��\�ʂ̖��ɐ������Ƃ�����ˁH
�����łȂ��Ȃ�|�ނ̕\�ʑe�������x�J�r�̐����₷���e���������A�Ƃ��B
�����\���画�f����Ȃ�HAP40�̓R�o���g�����\�����Ă邯��
�R�o���g�̗L�Ő�(�|�̏�ԂȂ�l�Ԃɂ͑債�ĉe������)�ŃJ�r�������ɂ����A�Ƃ��B
182 �F���O�ȃJ�b�^�[(�m�́M)�F2013/12/05(��) 09:32:56.90 ID:TLiVcaJw
>>181
�t���C�X���Ă�������c���c����7mm���ŁA���Ƃ��͓��ɓh���ĂȂ��������Ȃ��B
���̓J�r���̂͏��߂Ă���Ȃ��āA�ȑOSLD�̂ŋ����ĕ����Ƃ�������ɂт����蕂�������Ƃ͂������B
�������̂́A�J�r���Ƃ�����s���z�[���݂����Ȍ��ɂȂ��ĂāA�������0.5mm���炢�̐[���������i������O�͖ܘ_�A���ǂ��납������Ȃ��j
��ɂ͂Ƃ��ɉ����Ȃ����A���̕����ŐH���Ƃ������ĂȂ���ł���B���Ȃ݂ɃJ�r�̐F�͗B
�J�r�͔�ŁA�̊p��ӂ������̂��B��̋~���B
�t���C�X���Ă�������c���c����7mm���ŁA���Ƃ��͓��ɓh���ĂȂ��������Ȃ��B
���̓J�r���̂͏��߂Ă���Ȃ��āA�ȑOSLD�̂ŋ����ĕ����Ƃ�������ɂт����蕂�������Ƃ͂������B
�������̂́A�J�r���Ƃ�����s���z�[���݂����Ȍ��ɂȂ��ĂāA�������0.5mm���炢�̐[���������i������O�͖ܘ_�A���ǂ��납������Ȃ��j
��ɂ͂Ƃ��ɉ����Ȃ����A���̕����ŐH���Ƃ������ĂȂ���ł���B���Ȃ݂ɃJ�r�̐F�͗B
�J�r�͔�ŁA�̊p��ӂ������̂��B��̋~���B
183 �F���O�ȃJ�b�^�[(�m�́M)�F2013/12/05(��) 23:00:00.18 ID:vda158PT
>>182
��̎��ɐ������A�Ƃ����n���̐A�����؍���Ƃ��ǂ��H
�������s���z�[���͋C�ɂȂ�ˁB�J�r���D��ł��h�{�f�ɂȂ���
���s���z�[���ɂȂ�悤�ȑ傫���̐������ē����Ă�����H
EPMA�Ƃ�EDX�ŕ��͂����ĉ\���T������y���������˂�
��̎��ɐ������A�Ƃ����n���̐A�����؍���Ƃ��ǂ��H
�������s���z�[���͋C�ɂȂ�ˁB�J�r���D��ł��h�{�f�ɂȂ���
���s���z�[���ɂȂ�悤�ȑ傫���̐������ē����Ă�����H
EPMA�Ƃ�EDX�ŕ��͂����ĉ\���T������y���������˂�
184 �F���O�ȃJ�b�^�[(�m�́M)�F2013/12/06(��) 09:18:12.88 ID:DvnSr4pO
>>183
�����J�r�Ȃ̂�����悭������Ȃ��āA�I�C�������ĎC���Ă������Ȃ������̂ŁA
�L�b�`���n�C�^�[�����ĎC�����痎��������J�r���ď������B
����ȏ�䂪�[�܂��Ă����傤���Ȃ�����A�l����̂͂�߂܂��B
���肪�Ƃ��������܂���
�����J�r�Ȃ̂�����悭������Ȃ��āA�I�C�������ĎC���Ă������Ȃ������̂ŁA
�L�b�`���n�C�^�[�����ĎC�����痎��������J�r���ď������B
����ȏ�䂪�[�܂��Ă����傤���Ȃ�����A�l����̂͂�߂܂��B
���肪�Ƃ��������܂���
185 �F���O�ȃJ�b�^�[(�m�́M)�F2013/12/08(��) 12:05:01.18 ID:7wnrlD4p
�����̃T�r����
��̓T�r������\�͂�������
��̓T�r������\�͂�������
186 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/03(��) 09:36:43.80 ID:dzufPzTm
�����܂��ăz�V��
187 �FALEX ��XeVWb/Rujw �F2014/01/03(��) 12:37:56.37 ID:w61XtLUH
���傢����ł�
�ܑ̂Ȃ��Ă����ƂƂ��Ă���y�c�o�P�W�X�������ł���(���S�o�~���R�O�~�k�Q�T�O���傢�j
�l�c�j��minishrike�̎ʂ�����肽���Ȃ��Ă��܂���
http://www.fastpic.jp/images.php?file=2835050899.jpg
���̌`����č��ł��Ă��Ă���܂����ˁH
�ȑO�͑��̔��c����ɗ���ł܂���
�ܑ̂Ȃ��Ă����ƂƂ��Ă���y�c�o�P�W�X�������ł���(���S�o�~���R�O�~�k�Q�T�O���傢�j
�l�c�j��minishrike�̎ʂ�����肽���Ȃ��Ă��܂���
http://www.fastpic.jp/images.php?file=2835050899.jpg
{kind=link}
���̌`����č��ł��Ă��Ă���܂����ˁH
�ȑO�͑��̔��c����ɗ���ł܂���
188 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/03(��) 12:44:59.39 ID:Y41F6Yuq
���ꂱ���A���[���ł����ĕ�����������Ȃ���
�R�R�ʼn��ƌ���ꂽ���āA�Ǝґ������Ɠ�����̂��́A�ʂ̘b����ˁH
�R�R�ʼn��ƌ���ꂽ���āA�Ǝґ������Ɠ�����̂��́A�ʂ̘b����ˁH
189 �FALEX ��XeVWb/Rujw �F2014/01/03(��) 13:23:33.29 ID:w61XtLUH
>>188
����[�v���Ԃ肾���A���[������̂���������������
�ڂ�����������ȁ[�Ǝv����
7�N�قǑO��
����Ȃ̍�����̂œ\���Ă݂�B���s�삾����B��茳�ɂ���
�r�j�g�S�łg�q�b�͊m��64���炢�B�d���Č���������Ȃ�
http://www.fastpic.jp/images.php?file=3997155590.jpg
�n�C�X�͔��n��������
���s�܂��Ăr�j�c�ō�蒼���Ĕ[�i����
����[�v���Ԃ肾���A���[������̂���������������
�ڂ�����������ȁ[�Ǝv����
7�N�قǑO��
����Ȃ̍�����̂œ\���Ă݂�B���s�삾����B��茳�ɂ���
�r�j�g�S�łg�q�b�͊m��64���炢�B�d���Č���������Ȃ�
http://www.fastpic.jp/images.php?file=3997155590.jpg
{kind=link}
�n�C�X�͔��n��������
���s�܂��Ăr�j�c�ō�蒼���Ĕ[�i����
190 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/03(��) 13:56:02.33 ID:90LVqzU3
191 �FALEX ��XeVWb/Rujw �F2014/01/03(��) 14:21:44.78 ID:w61XtLUH
>>190
�����ށB��͂�����͌������̂ł��ˁB�m�x�X�y�V�������_���Ȃ�ł����B
�n���̓���݂̋@�B���H�Ǝ҂Ƀ��[���Ŗ₢���킹�Ă݂܂���
�Ƃ肠�����Ԏ��҂��܂�
�{���͂y�c�o�͔��c����ɂ��肢��������ł����ǂˁ[
�����ށB��͂�����͌������̂ł��ˁB�m�x�X�y�V�������_���Ȃ�ł����B
�n���̓���݂̋@�B���H�Ǝ҂Ƀ��[���Ŗ₢���킹�Ă݂܂���
�Ƃ肠�����Ԏ��҂��܂�
�{���͂y�c�o�͔��c����ɂ��肢��������ł����ǂˁ[
192 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/10(��) 20:23:05.91 ID:4yJyVlkg
�ǂ����ăT���_�[�ɃC���o�[�^��t�����ł����H
193 �F�W�g�� ��NAiBHuyoBI �F2014/01/10(��) 21:39:10.44 ID:7Aoca9T4
�r�����p�r�Ȃ獂��]�̂ق������������̂ł����A��Ƃɏn�����Ă��Ȃ���
�R���g���[�������ꂸ�A��]���Z�p�ɂ��킹�ė��Ƃ������������₷��
���s�����Ȃ��Ȃ�܂��B
�܂������p�r�̃i�C�����s�D�z��t�G���g�Ȃǂł��ƁA���[�N���Ă���
�܂��̓x���g���̂��̂��n�C�T�C�N���ɑς����Ȃ��ꍇ������܂��B
�R���g���[�������ꂸ�A��]���Z�p�ɂ��킹�ė��Ƃ������������₷��
���s�����Ȃ��Ȃ�܂��B
�܂������p�r�̃i�C�����s�D�z��t�G���g�Ȃǂł��ƁA���[�N���Ă���
�܂��̓x���g���̂��̂��n�C�T�C�N���ɑς����Ȃ��ꍇ������܂��B
194 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/11(�y) 23:38:45.70 ID:HOssOPX+
>>193�@�L��������܂��I
195 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/14(��) 16:04:44.36 ID:2CnFOXgt
����ł��B
��Ƃ��ɖ����ꂵ�Ă��銴���Œ����������̂ł�������I�ɂ̓^���K���C�^�K�l�H�^���O�X�e�����^�K�l�Ƃ��Ő����肷��悤�Ȋ����ł����H
�g�p����^�K�l�̐n��̃T�C�Y�A�`��A�n���}�[�̏d���ȂNj����Ē��������ł��B
��Ƃ��ɖ����ꂵ�Ă��銴���Œ����������̂ł�������I�ɂ̓^���K���C�^�K�l�H�^���O�X�e�����^�K�l�Ƃ��Ő����肷��悤�Ȋ����ł����H
�g�p����^�K�l�̐n��̃T�C�Y�A�`��A�n���}�[�̏d���ȂNj����Ē��������ł��B
196 �F���P����Free Tibet ��yl213OWCWU �F2014/01/14(��) 17:20:40.29 ID:YOXfI8AB BE:171990274-2BP(3200)
>>195
�^���O�X�e�������n�͍d�����čӂ��邩�疳��
�Ă��̓����Ă��Ȃ��ꏊ�ł���A���X���Ȃǂ̗��p�ŃI�b�P
�摜�͍��p�ɉs�p�ł����A���������݊p�̂ق����Y��ȕ����Ɍ����܂��B
�p�𗧂Ăđł����ނƂ����ь`�̂ւ��݂��o���܂��B
���̂ւ��݂��Ȃ���悤�ɑłƕ����ɂȂ�܂��B
http://ux.getuploader.com/tsurugi/download/3/04.10.25-01.jpg
�p�X�́@01
����X���̂������āA�ǂ��H
�^���O�X�e�������n�͍d�����čӂ��邩�疳��
�Ă��̓����Ă��Ȃ��ꏊ�ł���A���X���Ȃǂ̗��p�ŃI�b�P
�摜�͍��p�ɉs�p�ł����A���������݊p�̂ق����Y��ȕ����Ɍ����܂��B
�p�𗧂Ăđł����ނƂ����ь`�̂ւ��݂��o���܂��B
���̂ւ��݂��Ȃ���悤�ɑłƕ����ɂȂ�܂��B
http://ux.getuploader.com/tsurugi/download/3/04.10.25-01.jpg
{kind=link}
�p�X�́@01
����X���̂������āA�ǂ��H
197 �F���P����Free Tibet ��yl213OWCWU �F2014/01/14(��) 17:23:44.02 ID:YOXfI8AB BE:214988257-2BP(3200)
�n���}�[�������Ƃ��Ă����B
���ʂ̌����ŗǂ���B
100�O�������炢�̓z
���R�ł����A�Ă��̓������ꏊ�ɂ͐�܂���B
�O�w�\���̕�ł���Βn���̕����ɂ͂����܂��B
�i�C�t�̂悤�ɊۏĂ�������̂ł���A�Ă�����O�ɖ����܂��傤�B
���ʂ̌����ŗǂ���B
100�O�������炢�̓z
���R�ł����A�Ă��̓������ꏊ�ɂ͐�܂���B
�O�w�\���̕�ł���Βn���̕����ɂ͂����܂��B
�i�C�t�̂悤�ɊۏĂ�������̂ł���A�Ă�����O�ɖ����܂��傤�B
198 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/14(��) 17:37:28.59 ID:2CnFOXgt
���P�����X�Ƀ��X���肪�Ƃ��������܂��B
���͂����Ă����ꂵ�Ă��܂����̂Ŏ���͏Ă�����O�ɒ����Ă݂܂��B
�a��̐��X�[�p�[�̖{�Ă��Ȃǂł������ꂷ��ӏ��̏Ă��͒��߂��Ă���̂ł��傤���H�g�q�b62���炢�d�x�����肻���ł���
���͂����Ă����ꂵ�Ă��܂����̂Ŏ���͏Ă�����O�ɒ����Ă݂܂��B
�a��̐��X�[�p�[�̖{�Ă��Ȃǂł������ꂷ��ӏ��̏Ă��͒��߂��Ă���̂ł��傤���H�g�q�b62���炢�d�x�����肻���ł���
199 �F���P����Free Tibet ��yl213OWCWU �F2014/01/14(��) 17:44:40.50 ID:YOXfI8AB BE:331695296-2BP(3200)
�{���X��
http://ikura.2ch.net/test/read.cgi/knife/1211195042/
�̃h������{�Ă��̉���������
�{�Ă��ł���A����镔���͏Ă��������Ă��Ȃ��̂ŁA���͐��Ǝv���܂��B
http://ikura.2ch.net/test/read.cgi/knife/1211195042/
�̃h������{�Ă��̉���������
�{�Ă��ł���A����镔���͏Ă��������Ă��Ȃ��̂ŁA���͐��Ǝv���܂��B
200 �F���P����Free Tibet ��yl213OWCWU �F2014/01/14(��) 17:45:51.88 ID:YOXfI8AB BE:98281128-2BP(3200)
����Ⴂ�����A�����S�̉摜�����̃X���ɂ������Ă���10�N�������o�����̂��Ȃ��E�E�E
201 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/14(��) 17:55:27.70 ID:2CnFOXgt
�Ȃ�ق�!�I�ǂ��킩��܂������肪�Ƃ��������܂��B
10�N���O���玩��n���X���������ł��˂v
10�N���O���玩��n���X���������ł��˂v
202 �F�W�g�� ��NAiBHuyoBI �F2014/01/14(��) 18:35:35.33 ID:MVJ0RQZr
>>196
avi���_���ɂȂ����݂����Ȃ̂ŁA�Ƃ肠�������ĂĎg���Ă܂��B
http://rara.jp/hamono-jisaku/
������̑��ɎQ�Ɖ摜���A���̃X���ł����R�ɂ��g�����������B
���̂܂g�������Ė��Ȃ��悤�Ȃ玟�X�����Ă̕��A�e���v���C�����肢���܂�
avi���_���ɂȂ����݂����Ȃ̂ŁA�Ƃ肠�������ĂĎg���Ă܂��B
http://rara.jp/hamono-jisaku/
������̑��ɎQ�Ɖ摜���A���̃X���ł����R�ɂ��g�����������B
���̂܂g�������Ė��Ȃ��悤�Ȃ玟�X�����Ă̕��A�e���v���C�����肢���܂�
�i�C�t��肾���č��N��10�N�ɂȂ邾�ȁE�E�E
�悭�����Ă����
�悭�����Ă����
204 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/15(��) 07:29:31.18 ID:0yTsW3Ri
205 �FTABKOM ��POJzp6elOONY �F2014/01/20(��) 08:18:28.47 ID:uuL3Y4W0
������Ƌ����Ă��������I
����A�b�艮����ɏē�������ɍs�������A���o�X�ɓ����O�ɓD��h���ăK�X�F�ʼn��M������ł����A
������ĉ��o�X�ł̔�����h���ׂł����H
���荞�݂̐n���Ȃ�ŁA�i�K�I�ȔM�������K�v�Ȃ̂��Ǝv���Ă܂������B
���o�X���قȂ鉷�x��2�H������܂����B
����A�b�艮����ɏē�������ɍs�������A���o�X�ɓ����O�ɓD��h���ăK�X�F�ʼn��M������ł����A
������ĉ��o�X�ł̔�����h���ׂł����H
���荞�݂̐n���Ȃ�ŁA�i�K�I�ȔM�������K�v�Ȃ̂��Ǝv���Ă܂������B
���o�X���قȂ鉷�x��2�H������܂����B
206 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/20(��) 18:26:15.68 ID:PDWnLkuV
�D���������̂ƁA��C�ɉ��x���オ��Ȃ��悤�ɗ\�M�ł���
207 �F�W�g�� ��NAiBHuyoBI �F2014/01/21(��) 20:46:08.09 ID:9B34J4YD
>>205
�����c���Ă�ƁA�o�X�ɐZ�����Ƃ������C�������܂�����ˁB
���Ɖ����������̂́A���]�M�p�ɂ��邽�߂ł��B
�]�M�p�̑���650�x���炢�܂ŏグ�Ă����A�Ă�����p�̑��ɓ���ĉ��M���܂��B
�����c���Ă�ƁA�o�X�ɐZ�����Ƃ������C�������܂�����ˁB
���Ɖ����������̂́A���]�M�p�ɂ��邽�߂ł��B
�]�M�p�̑���650�x���炢�܂ŏグ�Ă����A�Ă�����p�̑��ɓ���ĉ��M���܂��B
208 �FTABKOM ��POJzp6elOONY �F2014/01/21(��) 21:31:55.53 ID:df0Jq229
>>207
���肪�Ƃ��������܂��B�D�Ŋ��������[�h����Ƃ������@�͎a�V�ł��ˁB
�������A���̕��@�������Ƃ������Ƃ͎͐̂��̂��悭�������Ƃ������Ƃł��傤���B�B�B
���肪�Ƃ��������܂��B�D�Ŋ��������[�h����Ƃ������@�͎a�V�ł��ˁB
�������A���̕��@�������Ƃ������Ƃ͎͐̂��̂��悭�������Ƃ������Ƃł��傤���B�B�B
209 �F�W�g�� ��NAiBHuyoBI �F2014/01/22(��) 19:30:05.67 ID:7yYMf3XM
>>208
��̓D�h��͔��h��ł�����A�t���Ċ������Ă���肠��܂���B
���ꂩ��h��O���t��A�\�ʂ̖��C�����D���Y��ɕt���悤�ɂ���ƂȂ��ǂ��ł��B
�{�Ă��Ⓛ���ȂǁA�Ă��n���R���g���[�����邽�߂ɓD�������u�����@�̏ꍇ
�}���Ɋ������ƓD�������ꂽ�芄�ꂽ�肷�邻���ł��B
�����C�����A���\�悭�N���Ă܂���B
�Ζ�L���b�v�@�������炢���y��ł����A2�����炢�����ł���悤�ł��B
���o�X���甭��������C��U�����邽�߂Ɏ���������̖Ԃł������Ă���̂ł���
���肦�Ȃ��ʒu�ɉ����t�����Ă�����G
�ڂ����̓S�[�O���ł�������ی삵�Ă��������B
��̓D�h��͔��h��ł�����A�t���Ċ������Ă���肠��܂���B
���ꂩ��h��O���t��A�\�ʂ̖��C�����D���Y��ɕt���悤�ɂ���ƂȂ��ǂ��ł��B
�{�Ă��Ⓛ���ȂǁA�Ă��n���R���g���[�����邽�߂ɓD�������u�����@�̏ꍇ
�}���Ɋ������ƓD�������ꂽ�芄�ꂽ�肷�邻���ł��B
�����C�����A���\�悭�N���Ă܂���B
�Ζ�L���b�v�@�������炢���y��ł����A2�����炢�����ł���悤�ł��B
���o�X���甭��������C��U�����邽�߂Ɏ���������̖Ԃł������Ă���̂ł���
���肦�Ȃ��ʒu�ɉ����t�����Ă�����G
�ڂ����̓S�[�O���ł�������ی삵�Ă��������B
210 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/27(��) 14:41:43.33 ID:EXsFvdwO
�n���h���f�ނ�A������Ă����������Ⴂ�܂����H
����������ǂ̕ӂ肩��w���ł��邩������������Ǝv���̂ł����E�E�E�E
��낵�����肢�������܂��B
����������ǂ̕ӂ肩��w���ł��邩������������Ǝv���̂ł����E�E�E�E
��낵�����肢�������܂��B
211 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/27(��) 19:38:39.85 ID:eUXCBG09
�����~�����̂��͂����菑���Ȃ��ƒN�����X�o����
212 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/27(��) 22:37:55.06 ID:Wdgan/Fz
�������������̓X�̂���_���Ȃ�H
213 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/28(��) 23:38:39.75 ID:1NTopUtn
>>210
�ߏ��̃z���Z���Ń����s�T�������Ďg���Ă邯�ǁA�p���d���Ȃ����������ȁH
���Ɏg�����x�̒��a�̍ނ͈������炨�ʂʂ߂���
�A�C�A���E�b�h�������Ƃ�����ꂽ�烏�J���l
�ߏ��̃z���Z���Ń����s�T�������Ďg���Ă邯�ǁA�p���d���Ȃ����������ȁH
���Ɏg�����x�̒��a�̍ނ͈������炨�ʂʂ߂���
�A�C�A���E�b�h�������Ƃ�����ꂽ�烏�J���l
214 �F�W�g�� ��NAiBHuyoBI �F2014/01/29(��) 00:44:17.67 ID:qCNqw0yv
���l���}�C�J���^�n�̍����X�y�C������A�f�U�[�g�A�C�A���E�b�h��
�R�����h�B�̃��[�J�[���瑗���Ă��Ă���悤�ł��B
���Ȃ�V�[�g�����A�؍ނ����\kg�ɂȂ�܂��B
�傫���P�ʂŔ����ɂ����X�N���F�X����܂����A���ӔC�ɂ����߂ł��鎖�ł�
����܂���ˁG
���d���Ƃ��Ă̎d����ł��ƁA�����̃X���́u����v�͈̔͂��Ă��܂��܂���
�ڍׂ͉��������Ă��������B
�I�[�N�V������DIY�f�ނ�[�ށA�M�^�[�̃l�b�N�f�ނ����Ă�V���b�v�Ȃǂ����P�ʂ�
�ŐF�X�����ėǂ��ł���ˁB
���ƁA�ӊO�ƒn���̃z�[���Z���^�[�ɂ����R�[�i�[����������B
�F�X���ׂĊy����ł܂��B
�R�����h�B�̃��[�J�[���瑗���Ă��Ă���悤�ł��B
���Ȃ�V�[�g�����A�؍ނ����\kg�ɂȂ�܂��B
�傫���P�ʂŔ����ɂ����X�N���F�X����܂����A���ӔC�ɂ����߂ł��鎖�ł�
����܂���ˁG
���d���Ƃ��Ă̎d����ł��ƁA�����̃X���́u����v�͈̔͂��Ă��܂��܂���
�ڍׂ͉��������Ă��������B
�I�[�N�V������DIY�f�ނ�[�ށA�M�^�[�̃l�b�N�f�ނ����Ă�V���b�v�Ȃǂ����P�ʂ�
�ŐF�X�����ėǂ��ł���ˁB
���ƁA�ӊO�ƒn���̃z�[���Z���^�[�ɂ����R�[�i�[����������B
�F�X���ׂĊy����ł܂��B
215 �F���O�ȃJ�b�^�[(�m�́M)�F2014/01/29(��) 10:40:04.44 ID:Sv9HvOhz
>>211-212
���X���肪�Ƃ��������܂�
�A�C�A���E�b�h���̊C�O�Y�؍ނ�}�C�J���^�n���A���ɂ���Ƃ����Č��߂Ă͋��܂��A
�A���ƍ����ǂ��炪���������������������̂ł�
���R�Ƃ�������ł����܂���
>>213
�z�[���Z���^�[�̖��������Č���̂������ł��ˁA�Q�l�ɂȂ�܂���
���肪�Ƃ��������܂���
>>214
�X�y�C���ƃR�����h�B�̃��[�J�[�ł���
�q���g���肪�Ƃ��������܂��A���������\�L���P�ʂ��Ɠ����������Ȃ��ł���
�M�^�[�̃l�b�N�f�ނ͖ڂ���E���R�ł����A�����F�X�������Ă݂܂�
�Q�l�ɂȂ�܂���
���肪�Ƃ��������܂���
���X���肪�Ƃ��������܂�
�A�C�A���E�b�h���̊C�O�Y�؍ނ�}�C�J���^�n���A���ɂ���Ƃ����Č��߂Ă͋��܂��A
�A���ƍ����ǂ��炪���������������������̂ł�
���R�Ƃ�������ł����܂���
>>213
�z�[���Z���^�[�̖��������Č���̂������ł��ˁA�Q�l�ɂȂ�܂���
���肪�Ƃ��������܂���
>>214
�X�y�C���ƃR�����h�B�̃��[�J�[�ł���
�q���g���肪�Ƃ��������܂��A���������\�L���P�ʂ��Ɠ����������Ȃ��ł���
�M�^�[�̃l�b�N�f�ނ͖ڂ���E���R�ł����A�����F�X�������Ă݂܂�
�Q�l�ɂȂ�܂���
���肪�Ƃ��������܂���
216 �FALEX ��XeVWb/Rujw �F2014/02/05(��) 22:14:31.18 ID:0PTAhDNh
���̑Ominishrike�̎ʂ����o������Ă��Ă���Ȃ����Č���ꂽ����
���ʂɏĂ��Ă��ꂽ��
�f�}�����₪����
http://www.fastpic.jp/images.php?file=5007881367.jpg
���ʂɏĂ��Ă��ꂽ��
�f�}�����₪����
http://www.fastpic.jp/images.php?file=5007881367.jpg
{kind=link}
217 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/05(��) 22:32:24.22 ID:a6CRnPGI
�l�����������ʐ^���邽�тɈ�@���̎̂Ă낾�̓�Ȃ���A�z�������
218 �FALEX ��XeVWb/Rujw �F2014/02/05(��) 23:10:47.51 ID:0PTAhDNh
219 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 00:33:34.34 ID:1BWqKGKu
>>216
���̃X�G�b�W�S�Rminishrike����Ȃ��ˁH
���̃X�G�b�W�S�Rminishrike����Ȃ��ˁH
220 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 09:10:13.24 ID:2wnipzp1
�`���S�R�Ⴄ�͍̂��x�ȃM���O���ȂH
221 �FALEX ��XeVWb/Rujw �F2014/02/06(��) 09:47:01.92 ID:aE7Bevz0
7�N�Ԃ肾�����肭�����Ȃ�������ł���B���n�r����ł�
�����p�Ȃ̂ł�����
���łɃI�[�_�[�Ńv�b�V���_�K�[������Ă�
http://www.fastpic.jp/images.php?file=1209640129.jpg
�n�n��51�o�Ȃ̂ō��@�T�C�Y
�����p�Ȃ̂ł�����
���łɃI�[�_�[�Ńv�b�V���_�K�[������Ă�
http://www.fastpic.jp/images.php?file=1209640129.jpg
{kind=link}
�n�n��51�o�Ȃ̂ō��@�T�C�Y
222 �FALEX ��XeVWb/Rujw �F2014/02/06(��) 10:01:04.62 ID:aE7Bevz0
���ƁA����͖\�������炵�܂����B���������Ă����̂�
����Ƃ����w���̒���낵�����肢�\���グ�܂�
����Ƃ����w���̒���낵�����肢�\���グ�܂�
223 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 17:32:21.94 ID:2wnipzp1
224 �FALEX ��XeVWb/Rujw �F2014/02/06(��) 17:43:12.74 ID:aE7Bevz0
225 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 18:36:18.98 ID:2wnipzp1
226 �FALEX ��XeVWb/Rujw �F2014/02/06(��) 19:11:36.41 ID:aE7Bevz0
>>225
���c����Ȃ��Ƃ��܂���
���c����Ȃ��Ƃ��܂���
227 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 19:18:50.98 ID:2wnipzp1
228 �FALEX ��XeVWb/Rujw �F2014/02/06(��) 19:24:25.07 ID:aE7Bevz0
229 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 19:29:27.77 ID:1BWqKGKu
>>228
�����������E��Ώ̂�����
�������A�����ƒ��S�ɊĒ����X�G�b�W�ɂ���Ⴀ�悩�����̂�
���̃X�G�b�W����}�b�h�h�b�O�Ƃ�����胉���h�[������
�����������E��Ώ̂�����
�������A�����ƒ��S�ɊĒ����X�G�b�W�ɂ���Ⴀ�悩�����̂�
���̃X�G�b�W����}�b�h�h�b�O�Ƃ�����胉���h�[������
230 �FALEX ��XeVWb/Rujw �F2014/02/06(��) 19:34:08.39 ID:aE7Bevz0
>>229
�������Ǝv�������ǂ����Ă����Ⴂ�܂�������ˁB
�v���Ԃ肾�������牡���̃J�����݂��Ă܂�
�܂������h�[�����D�������炢����ł����ǂ�
�������Ǝv�������ǂ����Ă����Ⴂ�܂�������ˁB
�v���Ԃ肾�������牡���̃J�����݂��Ă܂�
�܂������h�[�����D�������炢����ł����ǂ�
231 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 20:29:50.68 ID:2wnipzp1
>>228
�߂܂��Ă����̂����ɂ���Ȃ�
���͎��߂Ƃ����ď����Ă邩��ȁI�I
���߂��A��Ύ��߂��I
�����Ƃ́A����t���ėp���鍶�E�ϐ��̌`����������n�̍|�����̐n���ł����āA
����[�����������s���A�{���E���̗p��Ƃ��Ă̋@�\��L������̂̂��Ƃł��B
�߂܂��Ă����̂����ɂ���Ȃ�
���͎��߂Ƃ����ď����Ă邩��ȁI�I
���߂��A��Ύ��߂��I
�����Ƃ́A����t���ėp���鍶�E�ϐ��̌`����������n�̍|�����̐n���ł����āA
����[�����������s���A�{���E���̗p��Ƃ��Ă̋@�\��L������̂̂��Ƃł��B
232 �F�X�g���C�J�[ ��qdR5na.An6 �F2014/02/06(��) 20:35:15.83 ID:JDKxwzjg
�Ȃ�ƂȂ��`���Ă���
���̃X���͒m�Ⴕ�����˂��̂��悗
��������_�K�[���̃^�u���G�b�W�̃i�C�t��p���ĂĂ��߂܂�˂��������
���̃X���͒m�Ⴕ�����˂��̂��悗
��������_�K�[���̃^�u���G�b�W�̃i�C�t��p���ĂĂ��߂܂�˂��������
233 �F�M���c�r�[ ��S9vNJSi5Qg �F2014/02/06(��) 20:36:37.13 ID:JDKxwzjg
������
�O�̃R�e�g�����܂�����
�O�̃R�e�g�����܂�����
234 �F�M���c�r�[ ��S9vNJSi5Qg �F2014/02/06(��) 20:38:47.53 ID:JDKxwzjg
>>231
�ڂ��̃`���`���͍��E��Ώ̂܂œǂ�
�ڂ��̃`���`���͍��E��Ώ̂܂œǂ�
235 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 20:41:48.00 ID:2wnipzp1
>>234
�ʕ���ǂ��Ȃ邩�P���ɋ������L����ǁA�N�͏������֎~����Ă�n�����������Ă�́H
�ʕ���ǂ��Ȃ邩�P���ɋ������L����ǁA�N�͏������֎~����Ă�n�����������Ă�́H
236 �FALEX ��XeVWb/Rujw �F2014/02/06(��) 20:45:39.61 ID:aE7Bevz0
>>235
�M���c�r�[���͂����ς������Ă邨
�M���c�r�[���͂����ς������Ă邨
237 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 20:46:56.10 ID:2wnipzp1
238 �F�M���c�r�[ ��S9vNJSi5Qg �F2014/02/06(��) 21:06:34.92 ID:JDKxwzjg
239 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 21:50:07.09 ID:2wnipzp1
>>238
�܂����{���Ɏ����Ă���Ƃ́E�E�E�E�E�s���̋`���Ƃ��Ēʕ���܂����
�ʕ܂���
�ʕ肪�Ƃ��������܂����B
���L�̎Q�Ɣԍ�����͂��邱�Ƃɂ��A����A�������ʂ�m�邱�Ƃ��ł��܂��B
�Q�Ɣԍ� 1391690690-0359
�ʕ�URL "http://ikura.2ch.net/test/read.cgi/knife/1363790312/238"
�ʕ� 2014�N2��6�� 21:44:50
�܂����{���Ɏ����Ă���Ƃ́E�E�E�E�E�s���̋`���Ƃ��Ēʕ���܂����
�ʕ܂���
�ʕ肪�Ƃ��������܂����B
���L�̎Q�Ɣԍ�����͂��邱�Ƃɂ��A����A�������ʂ�m�邱�Ƃ��ł��܂��B
�Q�Ɣԍ� 1391690690-0359
�ʕ�URL "http://ikura.2ch.net/test/read.cgi/knife/1363790312/238"
�ʕ� 2014�N2��6�� 21:44:50
240 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 21:55:49.64 ID:1BWqKGKu
�T�C�o�[�x�@�͓��ĂɂȂ��
���X�ƈ����X�C�b�`�u���[�h��OTF�����Ă�Ƃ���ʕ����A���ʂ́u�ʕꂽ���̓z�b�g���C���^�p�K�C�h���C���ΏۊO�̂��߁A�t�B���^�����O���Ǝ҂ɎQ�l���Ƃ��Ē��܂����B�v����
���X�ƈ����X�C�b�`�u���[�h��OTF�����Ă�Ƃ���ʕ����A���ʂ́u�ʕꂽ���̓z�b�g���C���^�p�K�C�h���C���ΏۊO�̂��߁A�t�B���^�����O���Ǝ҂ɎQ�l���Ƃ��Ē��܂����B�v����
241 �F�M���c�r�[ ��S9vNJSi5Qg �F2014/02/06(��) 22:12:11.17 ID:JDKxwzjg
>>239
����J
�߂܂���������
���i�̓T�o�C�o���i�C�t�G�k�X���ɂ���
���܂Ƀ_�K�[�Ƃ��_�u���G�b�W�̃i�C�t��p���邱�Ƃ��邩��`�F�b�N���Ă�
����J
�߂܂���������
���i�̓T�o�C�o���i�C�t�G�k�X���ɂ���
���܂Ƀ_�K�[�Ƃ��_�u���G�b�W�̃i�C�t��p���邱�Ƃ��邩��`�F�b�N���Ă�
242 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 22:17:58.98 ID:2wnipzp1
>>240
����͖{�l����@�Ȑn�����������Ă���ƔF�߂Ă���̂ł܂�������ƈႤ�̂ł́H
�Ǝv���܂����A�܂�1�������҂ĂΌ��ʂ��o��炵���̂ŁA�Ƃ肠�����͑҂��ł���
>>241
��@�Ȑn�������͎̂��߂܂��傤��A��ŕ߂܂�Ȃ�ăo�J�炵���Ǝv���܂��H
�Ƃ������M���̎������ł���Əؖ������悤�Ȉ�@�n���̎ʐ^���オ��܂��ʕ邱�Ƃɂ��܂��̂ł��̂����
����͖{�l����@�Ȑn�����������Ă���ƔF�߂Ă���̂ł܂�������ƈႤ�̂ł́H
�Ǝv���܂����A�܂�1�������҂ĂΌ��ʂ��o��炵���̂ŁA�Ƃ肠�����͑҂��ł���
>>241
��@�Ȑn�������͎̂��߂܂��傤��A��ŕ߂܂�Ȃ�ăo�J�炵���Ǝv���܂��H
�Ƃ������M���̎������ł���Əؖ������悤�Ȉ�@�n���̎ʐ^���オ��܂��ʕ邱�Ƃɂ��܂��̂ł��̂����
243 �F�M���c�r�[ ��S9vNJSi5Qg �F2014/02/06(��) 22:26:33.02 ID:JDKxwzjg
>>242
�������N���O����
�_�K�[�Ƃ��_�u���G�b�W�Ƃ��I�[�g�̃i�C�t��p���邽�т�
�ʕ�ʕ�
�ʕ��ʕ����Ċ����z���܂ɂ��邯��
���̉��������˂���
��������m��Ȃ��z�����̔ɂ���Ƃ͂�
�X�g���C�J�[���ăR�e��10�N�ȏ�O���炢���
�ŋߖ��O�ς�����
�������N���O����
�_�K�[�Ƃ��_�u���G�b�W�Ƃ��I�[�g�̃i�C�t��p���邽�т�
�ʕ�ʕ�
�ʕ��ʕ����Ċ����z���܂ɂ��邯��
���̉��������˂���
��������m��Ȃ��z�����̔ɂ���Ƃ͂�
�X�g���C�J�[���ăR�e��10�N�ȏ�O���炢���
�ŋߖ��O�ς�����
244 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 22:34:09.42 ID:2wnipzp1
245 �F�M���c�r�[ ��S9vNJSi5Qg �F2014/02/06(��) 22:38:50.05 ID:JDKxwzjg
��������
�܂�˂��X�����Ȃ�
�܂�˂��X�����Ȃ�
246 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 22:42:35.27 ID:xcdMafr6
�R�e���Ď₵���낤�ȁc
247 �FALEX ��XeVWb/Rujw �F2014/02/06(��) 22:42:41.10 ID:aE7Bevz0
����\���f�����̎ӂ������ǁA��������
>>244
�����}�W�L������
�i�C�t����̂��H������̂������Ă݂��N�\�փ^������
>>244
�����}�W�L������
�i�C�t����̂��H������̂������Ă݂��N�\�փ^������
248 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 22:47:03.45 ID:AgPnECzN
�����̏Z�l���ďĂ�����͋Ǝ҂ɂ���Ă�����Ă�́H�����ł���Ă݂Ȃ��́H
249 �F�� ��I54gjsTd9A �F2014/02/06(��) 22:49:41.88 ID:rjqqgymv
�ق��H���������̏ē��ꂪ�l�ʼn\���ˁH
250 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 22:50:01.43 ID:LFdwX6ym
㩗���Ă��Ȃ炽���������염�n�̑������Ă邵��
�������ʂ͖ق��Ă������ǂ�
�������ʂ͖ق��Ă������ǂ�
251 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 22:54:05.02 ID:2wnipzp1
�L�����Ƃ��w�^���Ƃ��܂��А��̗ǂ����Ƃ�
�����Ȃ��A���G�̐l�́A�A�܂���
�����Ȃ��A���G�̐l�́A�A�܂���
252 �FALEX ��XeVWb/Rujw �F2014/02/06(��) 22:59:27.55 ID:aE7Bevz0
>>251
�����������瑁���グ����Ă��O�̍�����i�C�t�B
�ł��˂���H
�O�ɓ\�����n�C�X�̒����̓I�����Q�R�̎��ɍ�������s�삾��
���ł��O�͎���X���ɂ���H�S�������ł��˂��ȁB
�����������瑁���グ����Ă��O�̍�����i�C�t�B
�ł��˂���H
�O�ɓ\�����n�C�X�̒����̓I�����Q�R�̎��ɍ�������s�삾��
���ł��O�͎���X���ɂ���H�S�������ł��˂��ȁB
253 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 23:02:00.15 ID:2wnipzp1
>>252
�������͖����ł��A���̖��S�C�����A�܂����ł���z���g��
���Ȃ����̂�����̂ŁA�M���̂悤�Ɋ댯�ȋ����킽��^���͏o���܂���
�w�^���Ō��\�A�M���̗l�Ȗ��G�̐l���猩��Ύ��̓w�^���ŊԈႢ�Ȃ��ł��傤��
�������͖����ł��A���̖��S�C�����A�܂����ł���z���g��
���Ȃ����̂�����̂ŁA�M���̂悤�Ɋ댯�ȋ����킽��^���͏o���܂���
�w�^���Ō��\�A�M���̗l�Ȗ��G�̐l���猩��Ύ��̓w�^���ŊԈႢ�Ȃ��ł��傤��
254 �F�M���c�r�[ ��S9vNJSi5Qg �F2014/02/06(��) 23:05:46.87 ID:JDKxwzjg
�܂�
���܂�������������ăs�U�ł��H����
���Ƃʼn��̐v�����i�C�t�̐}�ʓ\���Ă�邩��
���܂�������������ăs�U�ł��H����
���Ƃʼn��̐v�����i�C�t�̐}�ʓ\���Ă�邩��
255 �FALEX ��XeVWb/Rujw �F2014/02/06(��) 23:07:58.76 ID:aE7Bevz0
256 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 23:11:51.85 ID:2wnipzp1
>>255
����Ȃ����K�L���Ǝv���Ĕ�������Ă���r��DQN����
�r��DQN�ɔ���͗����ł��Ȃ���ȁA�����ŏ�����
�o�J����˂��́A�`�L�����w�^�����Ɩ����ɂ���Ă�r��DQN�̕n�R�l�ƈꏏ�ɂ���Ȃ�A
�Љ�I�n�ʂ��L��l�Ԃ͂��O�݂����Ȓ�ӂƈ���Ĉ�@�s�ׂȂ�Ă��˂���J�[�X
����Ȃ����K�L���Ǝv���Ĕ�������Ă���r��DQN����
�r��DQN�ɔ���͗����ł��Ȃ���ȁA�����ŏ�����
�o�J����˂��́A�`�L�����w�^�����Ɩ����ɂ���Ă�r��DQN�̕n�R�l�ƈꏏ�ɂ���Ȃ�A
�Љ�I�n�ʂ��L��l�Ԃ͂��O�݂����Ȓ�ӂƈ���Ĉ�@�s�ׂȂ�Ă��˂���J�[�X
257 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 23:22:19.92 ID:KRGW/bGg
�ǂ������ǂ�������ˁ[��
258 �FALEX ��XeVWb/Rujw �F2014/02/06(��) 23:30:34.65 ID:aE7Bevz0
>>256
�n�R�l�̓e���F���낗
�ǂ��̈̂����e���[�͂�
�������瑁�����O�̍�����i�C�t�����Ă݂�
�����ł��˂��e���[�݂����Ȗ��\�͖��ʂȃ��X���˂���ROM���Ă��B
�I�b�T���͉��Ŏ���X���ɂ����ł��ォ�H
�A�nj��ɂł��Ȃ��ċꂵ�߂�I
�n�R�l�̓e���F���낗
�ǂ��̈̂����e���[�͂�
�������瑁�����O�̍�����i�C�t�����Ă݂�
�����ł��˂��e���[�݂����Ȗ��\�͖��ʂȃ��X���˂���ROM���Ă��B
�I�b�T���͉��Ŏ���X���ɂ����ł��ォ�H
�A�nj��ɂł��Ȃ��ċꂵ�߂�I
259 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/06(��) 23:31:43.23 ID:AgPnECzN
>>249
�K����SK�|�ł���Ă݂��A�|�ނ̌���������Ƃ������Ă�킯����Ȃ�����
�����������̏ē��ꂪ�l�ʼn\���ˁH
�N����������Ă���Ȃ����ˁH
�K����SK�|�ł���Ă݂��A�|�ނ̌���������Ƃ������Ă�킯����Ȃ�����
�����������̏ē��ꂪ�l�ʼn\���ˁH
�N����������Ă���Ȃ����ˁH
260 �F�� ��I54gjsTd9A �F2014/02/06(��) 23:38:22.63 ID:rjqqgymv
261 �FALEX ��XeVWb/Rujw �F2014/02/07(��) 01:21:38.78 ID:Hebh7hFw
>>256
���\�ȃI�b�T���͂����I���X�~�}�����H
���������r���Ƀi�C�t����킯�ˁ[����
�e���F�̑���Ȃ����ł悭�l�����
�����Љ�I�n�ʂ���A�e���F�݂����ȃP�c�̌��̏������z��
�Љ�I�n�ʂȂ�Ă�������s�v�c�����
�u�T�C�N�ȉł̃V���V���I�b�p�C�ł��z���Ă�փ^���W�W�C��
�[�����̃o�J�̂����ŋ��������ȁB�������̃N�\�X�����˂���
�F�l���ډ������炵�܂���
>>260
�|�ނ�ZDP189�ł���
���\�ȃI�b�T���͂����I���X�~�}�����H
���������r���Ƀi�C�t����킯�ˁ[����
�e���F�̑���Ȃ����ł悭�l�����
�����Љ�I�n�ʂ���A�e���F�݂����ȃP�c�̌��̏������z��
�Љ�I�n�ʂȂ�Ă�������s�v�c�����
�u�T�C�N�ȉł̃V���V���I�b�p�C�ł��z���Ă�փ^���W�W�C��
�[�����̃o�J�̂����ŋ��������ȁB�������̃N�\�X�����˂���
�F�l���ډ������炵�܂���
>>260
�|�ނ�ZDP189�ł���
262 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/07(��) 03:56:54.59 ID:vFPsqa6K
�R�e�n���������^�r�炵
263 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/07(��) 13:01:22.46 ID:GCXOS3tW
�߂��炵�������悭�X�����L�тĂ�Ǝv������E�E�E
264 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/07(��) 14:59:50.60 ID:uh0aWLc+
�Ԃ��܂ȃR�e�n����������ƕ����ė��܂���
265 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/07(��) 20:50:05.70 ID:JPRjIZIJ
�X�����ɒ[�ɐL�тĂ���Ƃ���
���ID�^���Ԃɂ����A�z�������Ă邾��������
�t�Ɍ��鉿�l���Ȃ��Ƃ������Ƃ��@���ɂ킩���
���ID�^���Ԃɂ����A�z�������Ă邾��������
�t�Ɍ��鉿�l���Ȃ��Ƃ������Ƃ��@���ɂ킩���
266 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/07(��) 20:52:08.73 ID:K3V4tPwn
�R�e���s�����o�����i�C�t����_�T��
267 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/07(��) 21:00:36.29 ID:vGFX69NR
���̗ǂ������͂킩��R�e���B�̌������ǂ����Ǝv�����Ǎ�����������Ă����̂����Ă��Ĉ�Ԋy���߂�
����ALEX���̓T�o�G�X���ō���Ă�ߒ����������Ă���ĂȂ��Ȃ��ʔ��������ł���
����ALEX���̓T�o�G�X���ō���Ă�ߒ����������Ă���ĂȂ��Ȃ��ʔ��������ł���
268 �F�]���r�A�|�J���v�X ��n/35WK7tMLOh �F2014/02/07(��) 21:50:57.51 ID:orfgMuLb
�ޏ�����J�X�^�������\��ł�
http://www.youtube.com/watch?v=mL_4inuqqq0
http://www.youtube.com/watch?v=mL_4inuqqq0
269 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/07(��) 23:49:35.25 ID:o2uRB8xq
>>260
���܂̗���Ƃ͑S���W�Ȃ�����ȂA���ʂɏĂ�����܂ł���Ă�l�����邩�C�ɂȂ�����
�|�ގ�舵���Ă�Ƃ���ɔM���������ƂȂ���ˁA�����ł���Ă݂͂邯��
���Ⴂ����悤�ȏ������ݐ\����Ȃ�
���܂̗���Ƃ͑S���W�Ȃ�����ȂA���ʂɏĂ�����܂ł���Ă�l�����邩�C�ɂȂ�����
�|�ގ�舵���Ă�Ƃ���ɔM���������ƂȂ���ˁA�����ł���Ă݂͂邯��
���Ⴂ����悤�ȏ������ݐ\����Ȃ�
270 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/07(��) 23:54:00.32 ID:o2uRB8xq
����HRC60��ŕ����|���ǂ����m��ł���̂��ȁH67�Ƃ��Ȃ甒�P�|�łȂ炠���Ȃ��H
271 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/07(��) 23:58:51.43 ID:uh0aWLc+
�ӂ�Ȃ�
��������Ȏv�����݂łӂ������Ă��������Ȃ���
�����͂�������イ�Y�������ƌ����₪��
��������Ȏv�����݂łӂ������Ă��������Ȃ���
�����͂�������イ�Y�������ƌ����₪��
272 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/08(�y) 00:07:31.26 ID:2DdQ9ASi
�������������|�̘b�Ȃ�Ă��ĂȂ��̂ɂȂ�
273 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/08(�y) 00:56:48.09 ID:AKsJbKR7
�ē���������ł��E�C�͂Ȃ���
��J���č�����i�C�t���䖳���ɂȂ����狃�����Ⴄ
��J���č�����i�C�t���䖳���ɂȂ����狃�����Ⴄ
274 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/08(�y) 09:47:57.31 ID:Tc/sspjd
����A�����Œ@����SUJ2�̃i�C�t���ƒ�p�R�����ŏē����{�B
���ƐF�œK���ɂ��܂������A�d���͐��悩�獪���܂ŕ\���Ƃ�61�`63HRC�i���g�����ő���j
�ꉞ�����Ȃ̂ł͂Ȃ����Ǝv���܂��B
�A�����̌�140��50min�̏Ė߂�57�`58HRC��������܂������E�E�E�B
���ƐF�œK���ɂ��܂������A�d���͐��悩�獪���܂ŕ\���Ƃ�61�`63HRC�i���g�����ő���j
�ꉞ�����Ȃ̂ł͂Ȃ����Ǝv���܂��B
�A�����̌�140��50min�̏Ė߂�57�`58HRC��������܂������E�E�E�B
275 �F�W�g�� ��NAiBHuyoBI �F2014/02/08(�y) 15:31:20.69 ID:rm0Unjvs
�����\�ȃX�e�����X�|�̃p�t�H�[�}���X�������o������������A�݂͖݉�
�Ă��͔M�������ŏĂ��Ă��炤�̂��������Ƃ͂������܂��B
�ł��A���y�Ŋy���ނȂ玩���ŏĂ��Ă݂�̂�����B
�X�e�����X�|�͉��M������̕ێ�����ςł��̂œ���ł����A�����H��|�̗ނȂ�
�Ȃ�Ƃ��Ȃ�܂��B
�K�X�Őn���Ԃ߁A�}��B
�Ă��̂͂����Ă��Ȃ�������T�d�ɂ������Ęc�݂̏C���B
�V���t�g�ށiSUJ�j�@�o�l�ށiSCP�j�@���^�ށiSKD�j�n���ނȂ���E�E�Ȃ�
�ŏ��͒[�ނŒ��������炢����A�啨�����Ď��s������S���܂�܂���B
�Ă��͔M�������ŏĂ��Ă��炤�̂��������Ƃ͂������܂��B
�ł��A���y�Ŋy���ނȂ玩���ŏĂ��Ă݂�̂�����B
�X�e�����X�|�͉��M������̕ێ�����ςł��̂œ���ł����A�����H��|�̗ނȂ�
�Ȃ�Ƃ��Ȃ�܂��B
�K�X�Őn���Ԃ߁A�}��B
�Ă��̂͂����Ă��Ȃ�������T�d�ɂ������Ęc�݂̏C���B
�V���t�g�ށiSUJ�j�@�o�l�ށiSCP�j�@���^�ށiSKD�j�n���ނȂ���E�E�Ȃ�
�ŏ��͒[�ނŒ��������炢����A�啨�����Ď��s������S���܂�܂���B
276 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/08(�y) 17:29:02.15 ID:U6ZRUSYs
�����^�K�l�Ƃ��Ȃ炢����������̖ʓ|������
277 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/09(��) 18:32:08.07 ID:ZPhdRRDG
���������x����݂��������玩�쒧�킵�Ă݂������Ǎ�Əꏊ���ėp�ӂ����ق�����������
���ʂɐ������Ă镔���g���č�ƌ�ɑ|���@�������芷�C�����肷�邭�炢���Ƃ܂������Ă����̂Ȃ���߂܂���
���ʂɐ������Ă镔���g���č�ƌ�ɑ|���@�������芷�C�����肷�邭�炢���Ƃ܂������Ă����̂Ȃ���߂܂���
278 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/09(��) 18:49:10.38 ID:XgcHQx2i
�ǂ�Ȋ����ł���Ă����̂��A���đO��ɂ��
�|�ޔ����Ă��āA���X���ŃS���S������ďē���͊O���A�Ȃ畁�ʂ̕����ł����邾�낤
�ǂ������ƁA�ߏ�����ςȖڂŌ����邩�������
�O���C���_�[�Ƃ����g���O��Ȃ�A�Ԍɂ��q�ɂ݂����ȏ��ł���ƃ_��������
�ߏ����f�ȉ����o�邩��A�Z��n�ł������_������
�|�ޔ����Ă��āA���X���ŃS���S������ďē���͊O���A�Ȃ畁�ʂ̕����ł����邾�낤
�ǂ������ƁA�ߏ�����ςȖڂŌ����邩�������
�O���C���_�[�Ƃ����g���O��Ȃ�A�Ԍɂ��q�ɂ݂����ȏ��ł���ƃ_��������
�ߏ����f�ȉ����o�邩��A�Z��n�ł������_������
279 �F�W�g�� ��NAiBHuyoBI �F2014/02/09(��) 19:47:10.99 ID:7+nvd20d
���͐l���ꂼ��ł�����A�S�Ă̍H���������ł�炸�A�C�����镔���͐l��
�C��������ł悢�Ǝv���܂��B
���Ƃ��u���[�h�������v���ɃI�[�_�[���āA�n���h���ƃV�[�X��
�����̎�Ǝg�����ɂ��킹�č����@������܂��B
�R���V�[���h�^���O�ō���Ă��炦�n���h���`��̃A�����W�͎��݂ł���
�n���h���ނ�j�b�P���ȂǑ���̎���H�Ȃ�A�����╲�o�����Ȃ�}�����܂��B
����˗����A�}�ʂЂ��Ȃ��Ă������Ȃ烉�t�X�P�b�`����ł������ɍ���Ă���܂���
�o���T�ނȂǂł������烂�b�N����Ă���ƃC���[�W���`���₷���ł��B
�f�U�C���̃X�g�b�N�͎����Ă����č��邱�Ƃ͂Ȃ��̂ŁA�v������������ŗ������B
�C�ɓ�������{�[�����ɃX�e�B�b�N�Ђœ\���āA�蔲���Ď��ۂɈ���
�g�����o���C���[�W���Ă݂�Ƃ悢�ł���B
�C��������ł悢�Ǝv���܂��B
���Ƃ��u���[�h�������v���ɃI�[�_�[���āA�n���h���ƃV�[�X��
�����̎�Ǝg�����ɂ��킹�č����@������܂��B
�R���V�[���h�^���O�ō���Ă��炦�n���h���`��̃A�����W�͎��݂ł���
�n���h���ނ�j�b�P���ȂǑ���̎���H�Ȃ�A�����╲�o�����Ȃ�}�����܂��B
����˗����A�}�ʂЂ��Ȃ��Ă������Ȃ烉�t�X�P�b�`����ł������ɍ���Ă���܂���
�o���T�ނȂǂł������烂�b�N����Ă���ƃC���[�W���`���₷���ł��B
�f�U�C���̃X�g�b�N�͎����Ă����č��邱�Ƃ͂Ȃ��̂ŁA�v������������ŗ������B
�C�ɓ�������{�[�����ɃX�e�B�b�N�Ђœ\���āA�蔲���Ď��ۂɈ���
�g�����o���C���[�W���Ă݂�Ƃ悢�ł���B
280 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/09(��) 21:30:17.25 ID:ZPhdRRDG
���肪�Ƃ��������܂�
�f�U�C���͎����Ő���A�|�ނ��ău���[�h��n���h���͎���ŏē���͊O���ŗ��ޗ\��ł���
�i�C�t����͏ꍇ�ɂ���Ă͌��N�ɉe�����o��ƕ����Ă��ĕ����ō���đ��v���Ǝv���Ă��܂��Ă����̂�
�����ɋC������A���������ȂƂ���͊O�����l����悤�ɂ��Ď��삵�Ă݂܂�
�f�U�C���͎����Ő���A�|�ނ��ău���[�h��n���h���͎���ŏē���͊O���ŗ��ޗ\��ł���
�i�C�t����͏ꍇ�ɂ���Ă͌��N�ɉe�����o��ƕ����Ă��ĕ����ō���đ��v���Ǝv���Ă��܂��Ă����̂�
�����ɋC������A���������ȂƂ���͊O�����l����悤�ɂ��Ď��삵�Ă݂܂�
281 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/10(��) 00:09:55.52 ID:gOEgUXQy
�{�[���Ձi�n���h�h�����ł��j�A�t���L�V�u�������苘�H�A�_�C�������h�܃��X���ވꎮ
�X�g�b�N�A���h�����[�o���Ȃ�Ă�����ϑ��������Ńi�C�t�͏o����ł��A�O���C���_�[�ނ͑�����������
�o�C�X�A�r�����j�A�|���`�A�������A�n���}�[�A��p�ł��邵100�ςŔ����镨������
��Ƒ�̓o�C�X���Œ肵�ă��X���|���o���邵�����肵�����p��
�����łł���A�肭���ŏ��������Ȃ��悤�ɋC�����Ȃ��Ƃ����Ȃ�����
�X�g�b�N�A���h�����[�o���Ȃ�Ă�����ϑ��������Ńi�C�t�͏o����ł��A�O���C���_�[�ނ͑�����������
�o�C�X�A�r�����j�A�|���`�A�������A�n���}�[�A��p�ł��邵100�ςŔ����镨������
��Ƒ�̓o�C�X���Œ肵�ă��X���|���o���邵�����肵�����p��
�����łł���A�肭���ŏ��������Ȃ��悤�ɋC�����Ȃ��Ƃ����Ȃ�����
282 �F�W�g�� ��NAiBHuyoBI �F2014/02/10(��) 00:40:53.42 ID:BtqogVuD
����H�łȂ�ׂ������o�͕��킸�A�قƂ�ǎ茳�ɗ����܂�������v�Ǝv���܂��B
�C������̂͐蕲���畆��ڂɎh����K���X�@�ۍ����炢�ł��傤���B
�ł����A�������Ȃ�S�[�O���ƍ�Ǝ�܁A���ꂩ��g���̂Ăł����̂Ŗh�o�}�X�N��
�p�ӂ��Ă����Ɨǂ��ł��B
�i�C�t���C�L���O�Ɗ֘A�̂��錒�N��Q
�ŋߒ��ׂ����Ƃł́A�̎����ア���̓R�R�{���E�b�h�ŃJ�u������
�@����b�����N�����܂��B
�u�`���[�Y�E�b�h�v�Ɩ��̕t���}���Ȃ̖؍ނ̈ꕔ�ł�����悤�ł����A�����͈����
�y��ɂ�萶�����ꂽ�A���J���C�h�̂悤�ł��B
���H�����ނɂ͖��Ȃ��A������ؕ����畆�ɕt��������z�����邱�Ƃɂ�锭�ǁB
���ɁA�ċz��֘A�ł̓T���h�u���X�g�ƌ]�x
http://ja.wikipedia.org/wiki/%E7%8F%AA%E8%82%BA
�C������̂͐蕲���畆��ڂɎh����K���X�@�ۍ����炢�ł��傤���B
�ł����A�������Ȃ�S�[�O���ƍ�Ǝ�܁A���ꂩ��g���̂Ăł����̂Ŗh�o�}�X�N��
�p�ӂ��Ă����Ɨǂ��ł��B
�i�C�t���C�L���O�Ɗ֘A�̂��錒�N��Q
�ŋߒ��ׂ����Ƃł́A�̎����ア���̓R�R�{���E�b�h�ŃJ�u������
�@����b�����N�����܂��B
�u�`���[�Y�E�b�h�v�Ɩ��̕t���}���Ȃ̖؍ނ̈ꕔ�ł�����悤�ł����A�����͈����
�y��ɂ�萶�����ꂽ�A���J���C�h�̂悤�ł��B
���H�����ނɂ͖��Ȃ��A������ؕ����畆�ɕt��������z�����邱�Ƃɂ�锭�ǁB
���ɁA�ċz��֘A�ł̓T���h�u���X�g�ƌ]�x
http://ja.wikipedia.org/wiki/%E7%8F%AA%E8%82%BA
283 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/10(��) 23:15:18.12 ID:UeTyaoj1
>>281
�J�p�̃|���`�����o�C�X�ƍ�Ƒ�ɂ������Đ肭�����W�߂�Ɨǂ��B
>>282
�^�K���T�����m���A�����M�[�������C������B
���ƊL�k�̗ނ̕��̓��o�C�B
�J�p�̃|���`�����o�C�X�ƍ�Ƒ�ɂ������Đ肭�����W�߂�Ɨǂ��B
>>282
�^�K���T�����m���A�����M�[�������C������B
���ƊL�k�̗ނ̕��̓��o�C�B
284 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/16(��) 08:46:15.04 ID:KvInLvrr
�W����̉摜�A�b�v���[�_�[���Ă�ƁA�B�i�C�t�ł����\�����������̂��ł����ł���
���݃A�p�[�g�Ȃ�Ŗ{�i�I�Ȃ��̂͏o���܂��A�����i�C�t��肷��ׂ̉��n�Ƃ��ēB�i�C�t��낤����
���݃A�p�[�g�Ȃ�Ŗ{�i�I�Ȃ��̂͏o���܂��A�����i�C�t��肷��ׂ̉��n�Ƃ��ēB�i�C�t��낤����
285 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/16(��) 18:35:39.39 ID:zOANGrNw
���P�W�~���Œ����Q�O�Z���`���炢�̂��S�T���ނ̐n����
�Ă����ꉷ�x�͂W�O�O�x���ŏĂ����ꂵ�����̂�����ǁA
�����ǂ����@�͖������낤��
�Z��n�̂P�ˌ��Ăœ���ׂ���͌����Ȃ��Ǝv���H
�Ă����ꉷ�x�͂W�O�O�x���ŏĂ����ꂵ�����̂�����ǁA
�����ǂ����@�͖������낤��
�Z��n�̂P�ˌ��Ăœ���ׂ���͌����Ȃ��Ǝv���H
286 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/16(��) 18:47:44.16 ID:bq5Q2RqP
�O���ɏo���A������͖�����
���|�p�̓d�C�F�ł������āA�O���d�������C������Ȃ�ʂɎ~�߂Ȃ�����
���|�p�̓d�C�F�ł������āA�O���d�������C������Ȃ�ʂɎ~�߂Ȃ�����
287 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/16(��) 19:47:26.69 ID:YiEVK/GE
>>800
�b���͍Œ���̓������ł����
�ΐF���{�����Ȃ�����K����݂̂��O��Ƃ���
�ˌ��ĂȂ��łȂ�Ƃ��Ȃ�ł��A�l�b�g�ŃR�[�N�X�A�ω����K�A�n�V�A�u���A�[�A�����܂���
�F�͋Â������͕̂K�v�Ȃ��Ǝv���A�����߂��ł���Ă݂Ċ��o�͂�ł���b�{�i�I�ɂ��ׂ�
�K�X�F���삵�Ă�l�̃T�C�g�Ƃ��ς���H���C������Ȃ�R���R�X�g�͂��Ȃ�����オ��݂�������
����著���@�̑������ȁH����
�����݂đ��ʕ�悤�ȋߗZ��������Ȃ�ǂ�����Ă��������낤����
�b���͍Œ���̓������ł����
�ΐF���{�����Ȃ�����K����݂̂��O��Ƃ���
�ˌ��ĂȂ��łȂ�Ƃ��Ȃ�ł��A�l�b�g�ŃR�[�N�X�A�ω����K�A�n�V�A�u���A�[�A�����܂���
�F�͋Â������͕̂K�v�Ȃ��Ǝv���A�����߂��ł���Ă݂Ċ��o�͂�ł���b�{�i�I�ɂ��ׂ�
�K�X�F���삵�Ă�l�̃T�C�g�Ƃ��ς���H���C������Ȃ�R���R�X�g�͂��Ȃ�����オ��݂�������
����著���@�̑������ȁH����
�����݂đ��ʕ�悤�ȋߗZ��������Ȃ�ǂ�����Ă��������낤����
288 �F�W�g�� ��NAiBHuyoBI �F2014/02/16(��) 23:41:24.68 ID:6mTSGgEX
�B�i�C�t
�ȑf�ȓ���ƍޗ������銄�ɁA���m����Ă�I�Ȗ������������̂ł���ˁB
�ۖ_����̒@���o���͕\���̕�������A�M�Ԓb���Ȃǂɂ����p���������Ǝv���܂��B
s45c�Ȃ�X�O�O���܂ŏグ�Ă���̖��₪���ꂸ�Ɉ��S�B
�傫���I�Ƀt�B���i�C�t�̂悤�ȕ�������ɑz�����Ă��܂��܂����A���̒�������
�J�Z�b�g�o�[�i�[��K�X�R�����ł͖����A��œ�������A�ؒY�{�����ł��̉��x
�܂ł��炢�Ȃ�グ����Ǝv���܂��B
�A�Z�`�����g���Ă�l�Ȃ�]�T�ł����A�l�̎�ł���͉ߏ�B
�V�x�m�́u�v���p���o�[�i�[S-3�v�@���L���Ă��܂����A���ꂭ�炢�̔M�ʂ̃g�[�`�Ȃ�
�x�x���̓����Ƃ��Ȃǃ��[�N�̑̐ό��炵�Ă����āA���ɐn���t������邩�ƁB
�Ό��Ɛڂ���̌����Ń��E�t�����瑐�Ă��܂Ŏg���܂��B
�ȑf�ȓ���ƍޗ������銄�ɁA���m����Ă�I�Ȗ������������̂ł���ˁB
�ۖ_����̒@���o���͕\���̕�������A�M�Ԓb���Ȃǂɂ����p���������Ǝv���܂��B
s45c�Ȃ�X�O�O���܂ŏグ�Ă���̖��₪���ꂸ�Ɉ��S�B
�傫���I�Ƀt�B���i�C�t�̂悤�ȕ�������ɑz�����Ă��܂��܂����A���̒�������
�J�Z�b�g�o�[�i�[��K�X�R�����ł͖����A��œ�������A�ؒY�{�����ł��̉��x
�܂ł��炢�Ȃ�グ����Ǝv���܂��B
�A�Z�`�����g���Ă�l�Ȃ�]�T�ł����A�l�̎�ł���͉ߏ�B
�V�x�m�́u�v���p���o�[�i�[S-3�v�@���L���Ă��܂����A���ꂭ�炢�̔M�ʂ̃g�[�`�Ȃ�
�x�x���̓����Ƃ��Ȃǃ��[�N�̑̐ό��炵�Ă����āA���ɐn���t������邩�ƁB
�Ό��Ɛڂ���̌����Ń��E�t�����瑐�Ă��܂Ŏg���܂��B
289 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/17(��) 21:29:00.03 ID:e9F3xxJW
�d����ɓ]�����Ă�12���̓S��
�v���X�@�̌^�Ɏg���Ă�n�C�X�̊ۖ_��������킹�ėn�ڂ��ăo�[�i�[���t���Ē@���L�����������Ă݂���
�S�ł悭�H�����邩�炻�̉��p
�v���X�@�̌^�Ɏg���Ă�n�C�X�̊ۖ_��������킹�ėn�ڂ��ăo�[�i�[���t���Ē@���L�����������Ă݂���
�S�ł悭�H�����邩�炻�̉��p
290 �F�W�g�� ��NAiBHuyoBI �F2014/02/18(��) 19:53:02.35 ID:Rq2JIC5B
����͐����A
�n�ӍH�v�⑼�̐E�ƃX�L����]�p���č��ꂽ�����������B
����UP�ł��邨���Ԃ�����A����݂��Ă������������ł��B
http://rara.jp/hamono-jisaku/
�n�ڂ�����ł���ˁA���Ɏg����l�͓�����ō�ꂽ��[�ނ�L�����p
�ł�����ł����܂����B
���͂ǂ��ɂ��Z���X�������悤�ŁA��肢�l�Ɋۓ����ł����B
���������n�C�X�Ȃǂ̓���ȗn�ږ_������̂��Ƃ��A�K�X��TIG�Őn��ɓ�����
����Ε��S�ł��S�B�ł��n���ɂł����ł��傤���ˁB
�n�ӍH�v�⑼�̐E�ƃX�L����]�p���č��ꂽ�����������B
����UP�ł��邨���Ԃ�����A����݂��Ă������������ł��B
http://rara.jp/hamono-jisaku/
�n�ڂ�����ł���ˁA���Ɏg����l�͓�����ō�ꂽ��[�ނ�L�����p
�ł�����ł����܂����B
���͂ǂ��ɂ��Z���X�������悤�ŁA��肢�l�Ɋۓ����ł����B
���������n�C�X�Ȃǂ̓���ȗn�ږ_������̂��Ƃ��A�K�X��TIG�Őn��ɓ�����
����Ε��S�ł��S�B�ł��n���ɂł����ł��傤���ˁB
291 �F���O�ȃJ�b�^�[(�m�́M)�F2014/02/21(��) 00:03:18.68 ID:VrWs5nEL
�X�e���C�g�U���͗n�ږ_���������炵���ȁB
292 �F���O�ȃJ�b�^�[(�m�́M)�F2014/03/07(��) 17:23:34.78 ID:vjHJB3u7
�`�^���̒��F�ɂ��ċ����Ă��������B
�d���A�o�[�i�[�ɂ��Ă��F������悤�ł���
�E�H�[�����g�[�}�X�̂悤���k���Ȗ͗l�͂ǂ̂悤�ɏo���Ă���̂ł��傤���B
�d���A�o�[�i�[�ɂ��Ă��F������悤�ł���
�E�H�[�����g�[�}�X�̂悤���k���Ȗ͗l�͂ǂ̂悤�ɏo���Ă���̂ł��傤���B
293 �F�W�g�� ��NAiBHuyoBI �F2014/03/10(��) 00:24:09.98 ID:SX4j8vz9
�u���[�A�m�_�C�Y�h���āA�M�_���Ȃ�A�~�̏�ʼn����t���āA�z�Ɏ_���̓X���C�_�b�N�Ȃǂ�
�d�����u�Ɠd���t�ŊȒP�Ɏ_����������悤�ł��B
�d�C�����l�Ȃ�d���ŁA�����I�ɂ��肽���Ȃ���M�H
�\�ʂ̎_���w�̌��݂ŐF���ω����܂�����A���x���܂��͓d���ȂǂňӐ}�I��
�F�ނ���o���悤�ł��B
�S�ʂ���߁A�G�b�W���Ƃ����蒤���@�ŕ����I�ɍ��A�ēx�_�����������邱�Ƃ�
�_���w�̌��݁i�F�j�̈Ⴄ�p�^�[���������Ă���B
�E�E�ƁA�J�X�^���t�H�[���_�[�����Ă���䂳��ɕ����܂������A�`�^������
����ȂɃX�p�����Y��ɍ�����̂łȂ��A�ׂ�����������o���Ȃǂ̏�����
�ǂ����Ă���̂��^��B
�Ƃ����̂��A�������H�܂œ���Ȃ��������߂��ꂭ�炢�����m��܂���B
�d�����u�Ɠd���t�ŊȒP�Ɏ_����������悤�ł��B
�d�C�����l�Ȃ�d���ŁA�����I�ɂ��肽���Ȃ���M�H
�\�ʂ̎_���w�̌��݂ŐF���ω����܂�����A���x���܂��͓d���ȂǂňӐ}�I��
�F�ނ���o���悤�ł��B
�S�ʂ���߁A�G�b�W���Ƃ����蒤���@�ŕ����I�ɍ��A�ēx�_�����������邱�Ƃ�
�_���w�̌��݁i�F�j�̈Ⴄ�p�^�[���������Ă���B
�E�E�ƁA�J�X�^���t�H�[���_�[�����Ă���䂳��ɕ����܂������A�`�^������
����ȂɃX�p�����Y��ɍ�����̂łȂ��A�ׂ�����������o���Ȃǂ̏�����
�ǂ����Ă���̂��^��B
�Ƃ����̂��A�������H�܂œ���Ȃ��������߂��ꂭ�炢�����m��܂���B
294 �F���O�ȃJ�b�^�[(�m�́M)�F2014/03/17(��) 18:35:26.78 ID:bOVBZ9Oe
���`�^���͏_�炩���˂���˂��債�Ă�Ƃ͎v���Ă܂�����
�Y��ɍ��̂͂���Ȃɑ�ςȂ�ł����B
�Y��ɍ��̂͂���Ȃɑ�ςȂ�ł����B
295 �F���O�ȃJ�b�^�[(�m�́M)�F2014/03/18(��) 01:48:41.99 ID:z4O/hKe9
�����ȒP�ɏ��t������ȁ[
296 �F���P�� ��qRXPJZeZgA �F2014/03/18(��) 09:54:36.55 ID:64r6bD7q
>>294
�Ȃ_�}�ɂȂ�₷���B
���X���Ƀ_�}���ŗ��āA�[���������Ă��܂����͏_�炩�������ł͂܂܂���̂����A�`�^���͓u�ł��Ȃ�̂��B
�Ȃ_�}�ɂȂ�₷���B
���X���Ƀ_�}���ŗ��āA�[���������Ă��܂����͏_�炩�������ł͂܂܂���̂����A�`�^���͓u�ł��Ȃ�̂��B
297 �F���O�ȃJ�b�^�[(�m�́M)�F2014/03/19(��) 17:57:10.30 ID:GZoUwJMf
64titan�͉��H���Â炢�̂��H�ނƂ��Ĕ����Ă�Ƃ��댩�����ƂȂ����ǁB
298 �F���O�ȃJ�b�^�[(�m�́M)�F2014/03/19(��) 20:17:37.49 ID:PbsV1qrV
�`�^���͂f�b�ȊO�����������炵��(�@�B����)
299 �FTABKOM ��POJzp6elOONY �F2014/03/26(��) 16:58:17.23 ID:Z5fjeWvJ
�����܂���A�ȑO�ǂ����Ŋ��荞�݂ƒP��|�̔�r�Ƃ��Ċ��荞�݂̕����M�����Ń����b�g������ƕ��������Ƃ������ł����A��̓I��
�ǂ�ȃ����b�g������̂���������͂��܂��ł��傤���H���������̒����������o����Ƃ�����Șb�������悤�ɂ��v���̂ł����A�ǂ��ŕ��������v���o���܂���B
�ǂ�ȃ����b�g������̂���������͂��܂��ł��傤���H���������̒����������o����Ƃ�����Șb�������悤�ɂ��v���̂ł����A�ǂ��ŕ��������v���o���܂���B
300 �F���O�ȃJ�b�^�[(�m�́M)�F2014/03/26(��) 17:03:44.67 ID:NXfopvmd
�Y�f�|�̏Ă�����Ɋւ���
�S�|���}�₷��Ɗ���郊�X�N������
�}�[�W�����Ƃ��ďĂ����Â��Ȃ肪��������
�����ނȂ�n�����}���Ă���邩��
���E�܂ōd�x���o����
�Ƃ����b�ł́H
�S�|���}�₷��Ɗ���郊�X�N������
�}�[�W�����Ƃ��ďĂ����Â��Ȃ肪��������
�����ނȂ�n�����}���Ă���邩��
���E�܂ōd�x���o����
�Ƃ����b�ł́H
301 �F���O�ȃJ�b�^�[(�m�́M)�F2014/03/26(��) 17:06:59.37 ID:F1JHvYl7
�c�����k���͂Ƃ��̘b���Ȃ�
302 �F���O�ȃJ�b�^�[(�m�́M)�F2014/03/26(��) 18:21:20.99 ID:qT7BBp7o
>>299
���ꂼ��Ƀ����b�g�͂����
���ꂼ��Ƀ����b�g�͂����
303 �FTABKOM ��POJzp6elOONY �F2014/03/26(��) 18:56:28.11 ID:Z5fjeWvJ
>>300
�����A����Șb�������Ǝv���܂��B
���肪�Ƃ��������܂��I
�����ł܂��^�₪��������ł����A���ꂾ�ƕАn�ł̓����b�g�͏��Ȃ���ł��傤���H
�܂����荞�݂̒n����ϑw��25���Ȃǂɂ���X�ɐ������������i�d���o����j�̂ł��傤���H
>>301>>302
���肪�Ƃ��������܂��A�ǂ������炻����̂��b���������Ă��炦��B�B�B
�����A����Șb�������Ǝv���܂��B
���肪�Ƃ��������܂��I
�����ł܂��^�₪��������ł����A���ꂾ�ƕАn�ł̓����b�g�͏��Ȃ���ł��傤���H
�܂����荞�݂̒n����ϑw��25���Ȃǂɂ���X�ɐ������������i�d���o����j�̂ł��傤���H
>>301>>302
���肪�Ƃ��������܂��A�ǂ������炻����̂��b���������Ă��炦��B�B�B
304 �F���O�ȃJ�b�^�[(�m�́M)�F2014/03/26(��) 19:17:04.28 ID:XXoxA4Je
�ē��ꎞ�̃����b�g�͌��邯�ǁA�g�p���̌��������Ƃ����y�ɂȂ镪�A�o�[�^�[�ł���
�n���������������قǁA���M�Ɏ��Ԃ��K�v�ɂȂ邵
��p�Ɏ��Ԃ�������悤�ɂȂ�
���̕��A�E�Y��c�݂̃��X�N�������邩��A�ǂ���ӂŃo�����X����邩�A���b�艮�̌o����Z�p�ł��傤
�n���������������قǁA���M�Ɏ��Ԃ��K�v�ɂȂ邵
��p�Ɏ��Ԃ�������悤�ɂȂ�
���̕��A�E�Y��c�݂̃��X�N�������邩��A�ǂ���ӂŃo�����X����邩�A���b�艮�̌o����Z�p�ł��傤
305 �F�W�g�� ��NAiBHuyoBI �F2014/03/26(��) 19:53:01.73 ID:megkev09
���̂��錧�̓��K�l�g�ł��L���ȏ��Ȃ�ł����A�`�^���t���[����
��Ɋۖ_����̃X�E�F�[�W���O�ƃx���f�B���O�ő����āA�؍�⌤����
�Œ���ɂ��Ă���悤�ł��B
���K�l�g�������������`�^��������12mm�̊ۖ_�ł����B
�}�₪�ł���A���ƒ@�������邩��c�݂��l�����Ȃ��Ă��悢�̂ŁA
������̂悤�ȕ��Ȃ�ΔM�������ǂ����ʂ����₷���悤�ł��B
�g����������̂ŁA�@�����݁��S�|�@�̂悤�ȏ���ōl���邱�ƂƂ͈Ⴂ�܂��B
��Ɋۖ_����̃X�E�F�[�W���O�ƃx���f�B���O�ő����āA�؍�⌤����
�Œ���ɂ��Ă���悤�ł��B
���K�l�g�������������`�^��������12mm�̊ۖ_�ł����B
�}�₪�ł���A���ƒ@�������邩��c�݂��l�����Ȃ��Ă��悢�̂ŁA
������̂悤�ȕ��Ȃ�ΔM�������ǂ����ʂ����₷���悤�ł��B
�g����������̂ŁA�@�����݁��S�|�@�̂悤�ȏ���ōl���邱�ƂƂ͈Ⴂ�܂��B
306 �FTABKOM ��POJzp6elOONY �F2014/03/27(��) 07:52:15.68 ID:0HxtaQx6
>>304
�Ȃ�قǁA�o�����X����ԂȂ̂͊ԈႢ�Ȃ��ł��ˁB
>>305
�����A�C�O�̋L�҂���̎�ދ��͂ŕp�ɂɒb�艮����̌��ɖK��Ă��܂����A
�����̒m���E�{�L���u���s���ɗւ������čH�����̂���̂����Ƃ��������Ȃ̂�
�Ȃ��Ȃ��`�����ꂸ�ɂ��܂��B
��ޓ��e�Ƃ��Ă͊��荞�ݍ|�ƑS�|�̔�r�B�����b�g�E�f�����b�g�A�ɘ_������ǂ��炪�D��Ă��邩�H
�ƒb�艮���猩����ʐ��Y�i�ɑ��錩���A�݂����ȃx�^�ȗ���ł����A�t�ɑS�|�̗D��Ă���_�͂Ȃ�ł��傤���H
���Ȃnj������Ɛx�����c���Ȃ��Ƃ����Ȃ��̂őS�|�̕��������̂͗����ł���̂ł����B�B�B
�Ȃ�قǁA�o�����X����ԂȂ̂͊ԈႢ�Ȃ��ł��ˁB
>>305
�����A�C�O�̋L�҂���̎�ދ��͂ŕp�ɂɒb�艮����̌��ɖK��Ă��܂����A
�����̒m���E�{�L���u���s���ɗւ������čH�����̂���̂����Ƃ��������Ȃ̂�
�Ȃ��Ȃ��`�����ꂸ�ɂ��܂��B
��ޓ��e�Ƃ��Ă͊��荞�ݍ|�ƑS�|�̔�r�B�����b�g�E�f�����b�g�A�ɘ_������ǂ��炪�D��Ă��邩�H
�ƒb�艮���猩����ʐ��Y�i�ɑ��錩���A�݂����ȃx�^�ȗ���ł����A�t�ɑS�|�̗D��Ă���_�͂Ȃ�ł��傤���H
���Ȃnj������Ɛx�����c���Ȃ��Ƃ����Ȃ��̂őS�|�̕��������̂͗����ł���̂ł����B�B�B
307 �F���O�ȃJ�b�^�[(�m�́M)�F2014/03/27(��) 20:35:18.11 ID:MK5M3dAl
�S�|�̃����b�g���āA��Ԃ��i�����S�̂ňꏏ�Ȃ��Ƃ���Ȃ��H
�v����ɑ�ʐ��Y�Ɍ����Ă��āA�R�X�g�p�t�H�[�}���X�������B
�ڍ������Ȃ��͕̂s�ӂɉ��鎖�����Ȃ��Ƃ������Ƃł����邵�A�S�|���S���Č���������̂ł͂Ȃ����낤���B
�v����ɑ�ʐ��Y�Ɍ����Ă��āA�R�X�g�p�t�H�[�}���X�������B
�ڍ������Ȃ��͕̂s�ӂɉ��鎖�����Ȃ��Ƃ������Ƃł����邵�A�S�|���S���Č���������̂ł͂Ȃ����낤���B
308 �F���O�ȃJ�b�^�[(�m�́M)�F2014/03/27(��) 20:52:11.39 ID:VYGWlVPn
>>306
�y�g���ƂW�l����p�Ԃ͂ǂ�����u�����ԁv������
�ɘ_�A�ǂ��炪�D��Ă���̂�
�݂����Șb�H
���t�ɑS�|�̗D��Ă���_�͂Ȃ�ł��傤���H
�����ɑ�ʂɓ����i���̕�������
�z���Z���ɕ���ł�O���Ƃ��A�قڑS���S�|�ł���
�b�艮���g���J�����S�|�̐n���Ƃ��̘b�Ȃ�
�b�ڎ��̔M�݂����Ȏ����N���Ȃ��̂́A�����܂�I�ɂ������b�g�ł���
��S�ƍ��킹��Ȃ�A�ǂ����Ă��E�Y�����
�y�g���ƂW�l����p�Ԃ͂ǂ�����u�����ԁv������
�ɘ_�A�ǂ��炪�D��Ă���̂�
�݂����Șb�H
���t�ɑS�|�̗D��Ă���_�͂Ȃ�ł��傤���H
�����ɑ�ʂɓ����i���̕�������
�z���Z���ɕ���ł�O���Ƃ��A�قڑS���S�|�ł���
�b�艮���g���J�����S�|�̐n���Ƃ��̘b�Ȃ�
�b�ڎ��̔M�݂����Ȏ����N���Ȃ��̂́A�����܂�I�ɂ������b�g�ł���
��S�ƍ��킹��Ȃ�A�ǂ����Ă��E�Y�����
309 �FTABKOM ��POJzp6elOONY �F2014/03/27(��) 21:33:10.49 ID:0HxtaQx6
>>308
����͊C�O�̕��Ȃ�łǂ����Ă��C�O�̑S�|�̒b���i�Ɠ��{�̊��荞�݂̈Ⴂ����グ�����悤�ŁA�D���t���ɂ����ƌ����b��
������ł����B�B�B
�Ȃ̂ŁA���{�̒b���ɂ�����1�{�̃i�C�t�őS�|�Ɗ��荞�݂̏ꍇ���ɂ��܂������ł���Ǝv���Ă��ł����A��ɏЉ�Ă�������悤�Ɋ��荞�݂�
�d�x���グ����b�͂��Ă݂܂����B�ƂȂ�Ƒ���͓��R���荞�݁��S�|�ƍl����̂ŁA�n�C����܂ł�B�ŏI����Ă��܂��܂��B
���荞�݂͌��X�|�̕s�����n�܂�Ƃ������Ă܂����A1�{�̃i�C�t�ł̑S�|�i�ےb���H�j�ɂ̓����b�g�͂Ȃ��̂��ƍl���Ă܂������A�M�ȂǕi������̐���
������x�b���Ă݂܂��B
���ӂł��I
����͊C�O�̕��Ȃ�łǂ����Ă��C�O�̑S�|�̒b���i�Ɠ��{�̊��荞�݂̈Ⴂ����グ�����悤�ŁA�D���t���ɂ����ƌ����b��
������ł����B�B�B
�Ȃ̂ŁA���{�̒b���ɂ�����1�{�̃i�C�t�őS�|�Ɗ��荞�݂̏ꍇ���ɂ��܂������ł���Ǝv���Ă��ł����A��ɏЉ�Ă�������悤�Ɋ��荞�݂�
�d�x���グ����b�͂��Ă݂܂����B�ƂȂ�Ƒ���͓��R���荞�݁��S�|�ƍl����̂ŁA�n�C����܂ł�B�ŏI����Ă��܂��܂��B
���荞�݂͌��X�|�̕s�����n�܂�Ƃ������Ă܂����A1�{�̃i�C�t�ł̑S�|�i�ےb���H�j�ɂ̓����b�g�͂Ȃ��̂��ƍl���Ă܂������A�M�ȂǕi������̐���
������x�b���Ă݂܂��B
���ӂł��I
310 �F�W�g�� ��NAiBHuyoBI �F2014/03/27(��) 21:38:16.69 ID:Fnths0sJ
>>306
���̊O���L�҂���̋��߂Ă���悤�ȃ}�b�`���ȉ͏o�ɂ����Ǝv���܂��B
�n����c�݂��v���I�ɂȂ�n��������ł��傤���A�_��̂悤�ɑS�̂̍����D��
���t�����l���ł��Ȃ��W������������܂��B
���Y���ɗD��A�ቿ�i�ň��肵���i�������ł���̂��A�Y�ƂƂ��Ă̓����b�g�ł�
����ˁB
���n������̏ꍇ
�����݂͐n����\���ψ�Ɍ����o���Ȃ���Ȃ�܂��A�S�|�͍r��������
����Δ�������Ă���ΐn���ɂȂ�A��������@�Ŗw��nj���ł��邩��y�B
�d�����A�����Ō���͂����₷���B
����ʐ��Y�i�ɑ��錩��
�a��͗ʎY�i�Ƃ̏Z�ݕ������ł��Ă���̂ŁA�Ƃ��ɁE�E
�f�B�X�J�E���g�X�g�A��l�b�g�ň��Ŕ����w�ƁA���Ŏw����������w��
���ꂩ����ʂ�Ă����Ǝv���܂��B
���̊O���L�҂���̋��߂Ă���悤�ȃ}�b�`���ȉ͏o�ɂ����Ǝv���܂��B
�n����c�݂��v���I�ɂȂ�n��������ł��傤���A�_��̂悤�ɑS�̂̍����D��
���t�����l���ł��Ȃ��W������������܂��B
���Y���ɗD��A�ቿ�i�ň��肵���i�������ł���̂��A�Y�ƂƂ��Ă̓����b�g�ł�
����ˁB
���n������̏ꍇ
�����݂͐n����\���ψ�Ɍ����o���Ȃ���Ȃ�܂��A�S�|�͍r��������
����Δ�������Ă���ΐn���ɂȂ�A��������@�Ŗw��nj���ł��邩��y�B
�d�����A�����Ō���͂����₷���B
����ʐ��Y�i�ɑ��錩��
�a��͗ʎY�i�Ƃ̏Z�ݕ������ł��Ă���̂ŁA�Ƃ��ɁE�E
�f�B�X�J�E���g�X�g�A��l�b�g�ň��Ŕ����w�ƁA���Ŏw����������w��
���ꂩ����ʂ�Ă����Ǝv���܂��B
311 �FTABKOM ��POJzp6elOONY �F2014/03/28(��) 20:29:58.00 ID:3FKnDyHW
312 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/03(��) 23:08:54.05 ID:bC8oCoO2
���� �����U�I�u�O�l�����̐ꖡ��ڎw���v(�O��)
http://hayabusa2.2ch.net/test/read.cgi/livenhk/1396529367/
http://hayabusa2.2ch.net/test/read.cgi/livenhk/1396529367/
313 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/05(�y) 02:14:43.15 ID:5cjKtAtj
�����Ŕ����Ă�X�e���̃V���i�C�_�[��������A���̂Ƃ��Ŕ������̂ƈ���ĂȂ��F�݂������Ă�
�ϐF���Ă�̂��Ǝv���č���Ă��F�ς�炸�c �|�ނƔ����ɐF����Ė�X�c
�ϐF���Ă�̂��Ǝv���č���Ă��F�ς�炸�c �|�ނƔ����ɐF����Ė�X�c
314 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/05(�y) 07:11:12.37 ID:m/sSwzgI
�j�b�P���V���o�[�ƊԈႦ���ĂȂ��H
315 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/05(�y) 09:17:12.81 ID:5cjKtAtj
>>314
�j�b�P���V���o�[�قǐF����ĂȂ��āA����������d�����S�R��������瑽���X�e�����X���Ǝv��
�������O�₢���킹���ł��Ȃ�����O�`�����Ⴝ��c
�j�b�P���V���o�[�قǐF����ĂȂ��āA����������d�����S�R��������瑽���X�e�����X���Ǝv��
�������O�₢���킹���ł��Ȃ�����O�`�����Ⴝ��c
316 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/16(��) 16:22:54.99 ID:NNG917za
ttp://usaknifemaker.com/metals-c-93.html
�����̍|�ނœ��{�ł͎�舵���Ă��Ȃ��|�ނ����Ǝv���̂ł����A
���܂����������킩��܂���B
�Ⴆ�Έȉ��̂悤�ɐ��@�������Ă���̂ł����A
CPM M4 .103/.113" x 1" x 12"
���2�̓C���`���Ǝv���̂ł�����ǂ��A
.103/.113��
0.103 �`0.113�C���`�A�܂� 2.616�`2.87 mm�Ƃ������Ƃ�\���Ă����ł��傤���H
�����̍|�ނœ��{�ł͎�舵���Ă��Ȃ��|�ނ����Ǝv���̂ł����A
���܂����������킩��܂���B
�Ⴆ�Έȉ��̂悤�ɐ��@�������Ă���̂ł����A
CPM M4 .103/.113" x 1" x 12"
���2�̓C���`���Ǝv���̂ł�����ǂ��A
.103/.113��
0.103 �`0.113�C���`�A�܂� 2.616�`2.87 mm�Ƃ������Ƃ�\���Ă����ł��傤���H
317 �FTABKOM ��POJzp6elOONY �F2014/04/16(��) 18:59:29.22 ID:6qNsW1h6
�����܂���A�܂�������Ƌ����Ă��������B
�a���̐n���ł悭�s���Ă���V���b�g�u���X�g�ɂ͂ǂ�ȈӖ��������ł��傤���H
�b�艮����ɂ���Đ̂������Ă邵�A���h�����悭�Ȃ邩����Č����ӌ�������A�V���b�g�������Őn��̓܂���
�m���߂ďĂ��������m�F����Ƃ��A�܂��g�p�҂��n���ڂ�������₷���悤�ɂ��Ƃ��A�A�A
�ǂꂪ�{���̍����Ȃ�ł��傤���B�B�B
�a���̐n���ł悭�s���Ă���V���b�g�u���X�g�ɂ͂ǂ�ȈӖ��������ł��傤���H
�b�艮����ɂ���Đ̂������Ă邵�A���h�����悭�Ȃ邩����Č����ӌ�������A�V���b�g�������Őn��̓܂���
�m���߂ďĂ��������m�F����Ƃ��A�܂��g�p�҂��n���ڂ�������₷���悤�ɂ��Ƃ��A�A�A
�ǂꂪ�{���̍����Ȃ�ł��傤���B�B�B
318 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/16(��) 19:33:33.63 ID:53IOHRdN
�����͈�������ᖳ���ƃ_���Ȃ́H
���h�����悭�Ȃ��āA�Ă��������m�F�o���āA�n���ڂ�������₷���Ȃ�
�����ė��h�ȍ����ɂȂ�ł���H
���h�����悭�Ȃ��āA�Ă��������m�F�o���āA�n���ڂ�������₷���Ȃ�
�����ė��h�ȍ����ɂȂ�ł���H
319 �FTABKOM ��POJzp6elOONY �F2014/04/16(��) 19:58:51.63 ID:6qNsW1h6
>>318
�����A�����܂���A�����������������ł��ˁB�������������̂͗Ⴆ����3�̒��ł����ɂǂ̗��R�ŃV���b�g���s���K�v�ɔ���ꂽ��
�m�肽��������ł��B������3�̕K�v���ɋ��ꂽ�Ƃ͂ǂ����Ă��l���ɂ����āB
�����A�����܂���A�����������������ł��ˁB�������������̂͗Ⴆ����3�̒��ł����ɂǂ̗��R�ŃV���b�g���s���K�v�ɔ���ꂽ��
�m�肽��������ł��B������3�̕K�v���ɋ��ꂽ�Ƃ͂ǂ����Ă��l���ɂ����āB
320 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/16(��) 20:06:56.36 ID:wRsAtYaz
�V���b�g�s�[�j���O�Ȃ�\�ʂɈ��k���͗^����
�@�B���i�̔�J���x�グ��̂ɂƂ��g���邯�ǂ�
�\�ʂɔ����ȃN���b�N�Ƃ������Ă����k�̎c�����͂ŃN���b�N�̐i�W���}������
�@�B���i�̔�J���x�グ��̂ɂƂ��g���邯�ǂ�
�\�ʂɔ����ȃN���b�N�Ƃ������Ă����k�̎c�����͂ŃN���b�N�̐i�W���}������
321 �F�W�g�� ��NAiBHuyoBI �F2014/04/16(��) 21:10:31.93 ID:xsQRqgzt
���y���i�т̘a��̏ꍇ�A�i�����ł����M�n�j�͏c��
���������x�x���͉��ڂ���{�ł��B
�i�Аn�͎߂Əc�ځj
�o�t�𑽗p������M���\���b�h�ɗ����オ�炸�A�c�ڂƉ��ڂ��������镔����
�łĂ��Ă��܂��̂Łu�_�v�̘A���ł���T���h�u���X�g���ԂɎg�����Ƃ�
�ψ�Ɍ��h���悭�d�グ���܂��B
�܂��A�n���ɍ|�ނ��͂��ϑw�ނ̏ꍇ�͖͗l���яオ�点�邱�Ƃ�
�ł��܂��B
http://i.rara.jp/dynamic/02/ab/dabd9cc240bb55c202ca61ce5e1502ab_2623359.jpg
�b����̍���@���������߂̃h�������V���b�g�u���X�g�B
�d�グ�p�̃T���h�u���X�g�͓S���E�G�����[�E�K���X�r�[�Y���g�������Ă܂����B
�\����Ȃ��ł����A�u�Y�ƂƂ��đ���Ȃ���Ȃ�Ȃ��b�艮����̎���v��
���낻��X���Ⴂ�ɂȂ��Ă��Ă���C�����܂��B
���������x�x���͉��ڂ���{�ł��B
�i�Аn�͎߂Əc�ځj
�o�t�𑽗p������M���\���b�h�ɗ����オ�炸�A�c�ڂƉ��ڂ��������镔����
�łĂ��Ă��܂��̂Łu�_�v�̘A���ł���T���h�u���X�g���ԂɎg�����Ƃ�
�ψ�Ɍ��h���悭�d�グ���܂��B
�܂��A�n���ɍ|�ނ��͂��ϑw�ނ̏ꍇ�͖͗l���яオ�点�邱�Ƃ�
�ł��܂��B
http://i.rara.jp/dynamic/02/ab/dabd9cc240bb55c202ca61ce5e1502ab_2623359.jpg
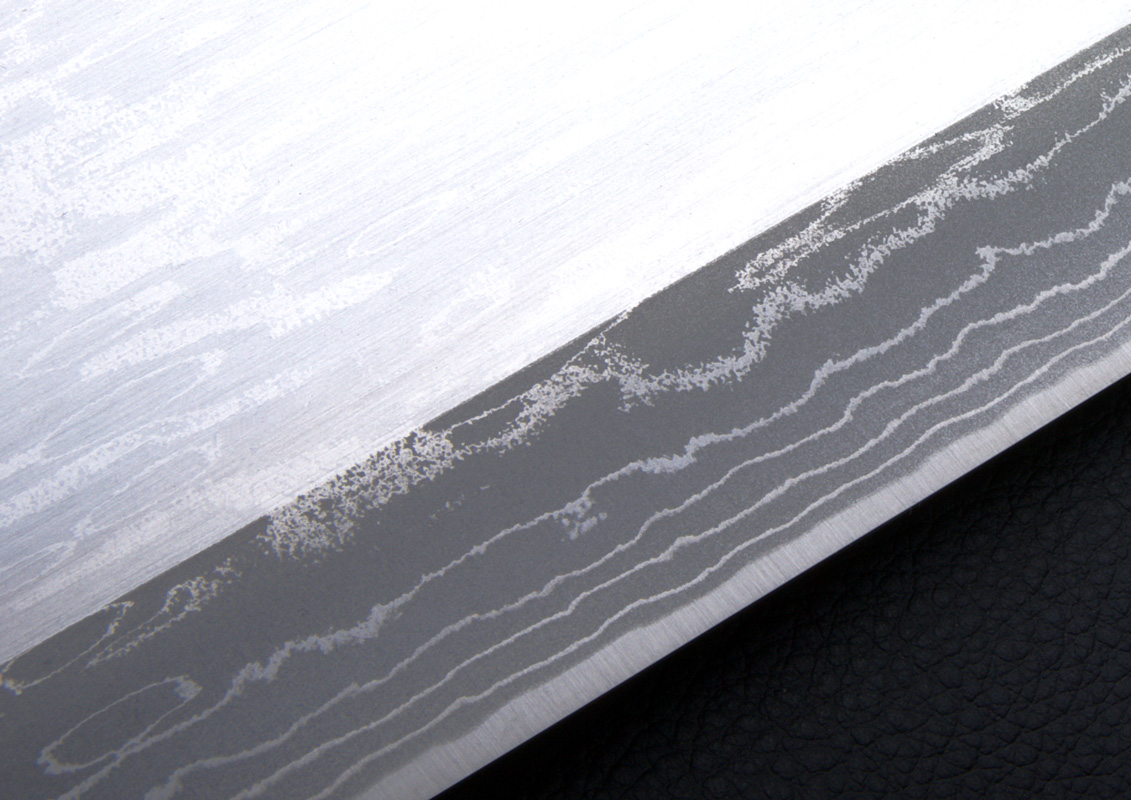{kind=link}
�b����̍���@���������߂̃h�������V���b�g�u���X�g�B
�d�グ�p�̃T���h�u���X�g�͓S���E�G�����[�E�K���X�r�[�Y���g�������Ă܂����B
�\����Ȃ��ł����A�u�Y�ƂƂ��đ���Ȃ���Ȃ�Ȃ��b�艮����̎���v��
���낻��X���Ⴂ�ɂȂ��Ă��Ă���C�����܂��B
322 �FTABKOM ��POJzp6elOONY �F2014/04/16(��) 21:29:06.17 ID:6qNsW1h6
323 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/23(��) 12:16:57.86 ID:gj4i381Q
�E���⎆3���A�n���h���̓R�R�{���B
����ATS-34�A�n���h���͍��h�ł��B
�E��1�x�グ����������̂ł����A���̕����������܂����̂ŁA�y�A�ŃA�b�v���Ă݂܂����B
http://i.imgur.com/oP1n6x0.jpg
����ATS-34�A�n���h���͍��h�ł��B
�E��1�x�グ����������̂ł����A���̕����������܂����̂ŁA�y�A�ŃA�b�v���Ă݂܂����B
http://i.imgur.com/oP1n6x0.jpg
{kind=link}
324 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/23(��) 21:57:53.84 ID:qc7wgor6
http://i.rara.jp/dynamic/9d/87/3d5a049b4f11af5f28c4022039c89d87s_2627550.jpg
���������\�ʂ̎d�グ���ăT���h�u���X�g����Ă�́H
�T���h�u���X�g�Ȃ�ǂ̂��炢�̗��x�̍��������ė~����
{kind=link}
���������\�ʂ̎d�グ���ăT���h�u���X�g����Ă�́H
�T���h�u���X�g�Ȃ�ǂ̂��炢�̗��x�̍��������ė~����
325 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/23(��) 22:06:37.14 ID:qc7wgor6
������H�摜�������E�E�E���߂���
326 �F�W�g�� ��NAiBHuyoBI �F2014/04/24(��) 00:57:12.30 ID:txhwxtuI
>>323
�X�e�L�ł��A�������J�ɖ����Č����łĂ܂��B
���̕����V�������Ƃ�F�X�Ǝ������Ƃ��Ă��銴���ōD���B
�ʔ����x�x���̗����オ������Ă܂��ˁB
>>324
�g�T�G�����[�G�L�X�g��#100�`150���炢�ł����ˁH
�ŋ߁A�傫���z�[���Z���^�[��H��X�A���ꂩ��o�C�N�p�i�X�Ȃǂ�
�R���p�N�g�ȃT���h�u���X�g�����Ă������肵�܂��B
�\�ʂ̃T�r�A����A�疌�𗎂Ƃ��A�ڒ��܂�h���̐H�����悭���Ă���܂�����
�������ɂ���ƕ֗��ł��A�ł��u���X�g�͔����q���o�����@�ł�����܂�����
�}�X�N�͊m���ɁADS1�ȏ�̃O���[�h�̂��̂��B
�X�e�L�ł��A�������J�ɖ����Č����łĂ܂��B
���̕����V�������Ƃ�F�X�Ǝ������Ƃ��Ă��銴���ōD���B
�ʔ����x�x���̗����オ������Ă܂��ˁB
>>324
�g�T�G�����[�G�L�X�g��#100�`150���炢�ł����ˁH
�ŋ߁A�傫���z�[���Z���^�[��H��X�A���ꂩ��o�C�N�p�i�X�Ȃǂ�
�R���p�N�g�ȃT���h�u���X�g�����Ă������肵�܂��B
�\�ʂ̃T�r�A����A�疌�𗎂Ƃ��A�ڒ��܂�h���̐H�����悭���Ă���܂�����
�������ɂ���ƕ֗��ł��A�ł��u���X�g�͔����q���o�����@�ł�����܂�����
�}�X�N�͊m���ɁADS1�ȏ�̃O���[�h�̂��̂��B
327 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/24(��) 02:24:21.84 ID:HBXNgVDY
>>326
���肪�Ƃ��������܂��I
�܂��܂��A�Z�p�͖��n�ł����A�F�X�����Ȃ�̃A�C�f�A��A�R���Z�v�g�������Ă݂悤�Ǝv���Ă܂��B
���肪�Ƃ��������܂��I
�܂��܂��A�Z�p�͖��n�ł����A�F�X�����Ȃ�̃A�C�f�A��A�R���Z�v�g�������Ă݂悤�Ǝv���Ă܂��B
328 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/25(��) 01:03:27.33 ID:+CR/UUdj
>>326
���肪�Ƃ��������܂�
�T���h�u���X�g���ē������x�ł��ގ��ŕς���Ă������ȂˁH����ς�
��r���Ă�T�C�g�Ƃ�����Ƃ��肪�������ǒT���Ă��Ȃ��̂��
�}�X�N�̓C�C�̔��������������Ȃ�
�u���X�g���삷����肾���珮�X�K�v��������
���肪�Ƃ��������܂�
�T���h�u���X�g���ē������x�ł��ގ��ŕς���Ă������ȂˁH����ς�
��r���Ă�T�C�g�Ƃ�����Ƃ��肪�������ǒT���Ă��Ȃ��̂��
�}�X�N�̓C�C�̔��������������Ȃ�
�u���X�g���삷����肾���珮�X�K�v��������
329 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/25(��) 11:10:17.74 ID:W5Xez0az
�j�b�P����SS400�Őϑw�ނ���肽���̂ł���
�ǂȂ�����������Ƃ���܂����H
����ߒ����̂��Ă���u���O�ł������̂ŋ����Ă�������
�ǂȂ�����������Ƃ���܂����H
����ߒ����̂��Ă���u���O�ł������̂ŋ����Ă�������
330 �F���P����Free Tibet ��yl213OWCWU �F2014/04/27(��) 01:43:35.79 ID:6oWX6RC6
331 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/27(��) 02:17:17.63 ID:SlYos6hi
�����̃i�C�t�ɍr�u�ŕt����������ʂɂ���̂ł�����������ʂɂ���ɂ͉��Ԃ��炢�̃y�[�p�[�������̂ł��傤���H
���̐[���݂͂��Ƃ���5/1000�~�����炢�ł��傤���B
���̐[���݂͂��Ƃ���5/1000�~�����炢�ł��傤���B
332 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/27(��) 13:59:17.91 ID:TMPfR1Wd
�q�Q�|�Q�b�g�����͂������̂̍��o���Z�p�ƌ��C���Ȃ��c
333 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/27(��) 17:51:05.49 ID:SlYos6hi
�n�C�X�|���n���ɂȂ��Ă�̂��B
�@�B�؍�p�n���̃C���[�W���������ǁA���i�̃h�����Ƃ��G���h�~���͖����ꒃ�d�����B
���d�ł����������Ȃ������Ȃ����Ǝv���قǁB
�@�B�؍�p�n���̃C���[�W���������ǁA���i�̃h�����Ƃ��G���h�~���͖����ꒃ�d�����B
���d�ł����������Ȃ������Ȃ����Ǝv���قǁB
334 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/27(��) 18:32:01.68 ID:7J94zBF/
>�n�C�X�|���n���ɂȂ��Ă�̂��B
�E�E�E�B
�E�E�E�B
335 �F�W�g�� ��NAiBHuyoBI �F2014/04/27(��) 19:38:25.53 ID:5B1e4iVu
>>328
�u���X�g�}�V�����삳���Ȃ�A�@�������C���ς�����悤��
���M�����[�^�[���ނƂ悢�ł���B
�������邱�Ƃœ������ł��d�オ�����܂��B
>>331
#400���炢�̃y�[�p�[�ŗl�q���āA600�A800�ƔԎ���グ�Ă��������B
�K�v�Ȃ�r�u���������Ƃ悢�ł��B
���̖{�Ă��i�P��|�ށj�Ȃ猋�\����ɖ���������܂����A�n���Ɛn����
�����ނł��ƁA�n���̌����ɂ����B
����H�Ȃ�T���G�[�p�[�����Ď����E�M�����p�����܂��I�X�X���ł��B
�u���X�g�}�V�����삳���Ȃ�A�@�������C���ς�����悤��
���M�����[�^�[���ނƂ悢�ł���B
�������邱�Ƃœ������ł��d�オ�����܂��B
>>331
#400���炢�̃y�[�p�[�ŗl�q���āA600�A800�ƔԎ���グ�Ă��������B
�K�v�Ȃ�r�u���������Ƃ悢�ł��B
���̖{�Ă��i�P��|�ށj�Ȃ猋�\����ɖ���������܂����A�n���Ɛn����
�����ނł��ƁA�n���̌����ɂ����B
����H�Ȃ�T���G�[�p�[�����Ď����E�M�����p�����܂��I�X�X���ł��B
336 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/27(��) 22:37:36.45 ID:OEsWRgKF
>>328
�}�X�N���K�v�����A���É��ŃA�N�������������ė���
�u���X�g�{�b�N�X����Ă��܂��Ɨǂ����ƁB
���r�ǂ̃�100�L���b�v�̒��S�ɘr���ʂ�T�C�Y�̌����J����
���ʂɌ����J���������Ƀ{���g�ŌŒ�(�S���ŃV�[��)���A
�q�W�܂ł̃����O��܂��z�[�X�o���h�ƃS���ŌŒ肵��
�ȈՃO���[�u�{�b�N�X�����Ɨǂ��B
�t�^�̕����͓K���ɍH�삵�Ă��ꂗ
���ʂɂ͉t���ی�p�̓����V�[�g��\��Ɨǂ����������ˁB
�}�X�N���K�v�����A���É��ŃA�N�������������ė���
�u���X�g�{�b�N�X����Ă��܂��Ɨǂ����ƁB
���r�ǂ̃�100�L���b�v�̒��S�ɘr���ʂ�T�C�Y�̌����J����
���ʂɌ����J���������Ƀ{���g�ŌŒ�(�S���ŃV�[��)���A
�q�W�܂ł̃����O��܂��z�[�X�o���h�ƃS���ŌŒ肵��
�ȈՃO���[�u�{�b�N�X�����Ɨǂ��B
�t�^�̕����͓K���ɍH�삵�Ă��ꂗ
���ʂɂ͉t���ی�p�̓����V�[�g��\��Ɨǂ����������ˁB
337 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/28(��) 16:57:15.24 ID:9wp5+Wuc
>>335
���ł��ς���Ă����ł���
�����ł���Č���̂���ԂȂ�ł��傤�Ȃ��������̂�
�ł���Ύ��삷����肾���Ǔ��������s�̂̔����܂���
�{���̐��\��m�炸�ɋU���ł��[�ł��Ȃ����[�ł��Ȃ����Ă���Ӗ��Ȃ�����
>>336
�z���Z���ɔ����Ă�A�N�����P�[�X�ō�����
�{���̃P�[�X�͍������u������Ȃ�����w
���������
�S�H���X���Ƃ��̍r�ځE���ځE�זڂ��ė��x�Ō����Ƃǂ̂��炢�Ȃ́H
�S�H���X���̒��ڂ܂łŌ`�����Ă������牽�Ԃ��炢�̃y�[�p�[���疁���n�߂�����̂��悭�킩���ĂȂ����
���ł��ς���Ă����ł���
�����ł���Č���̂���ԂȂ�ł��傤�Ȃ��������̂�
�ł���Ύ��삷����肾���Ǔ��������s�̂̔����܂���
�{���̐��\��m�炸�ɋU���ł��[�ł��Ȃ����[�ł��Ȃ����Ă���Ӗ��Ȃ�����
>>336
�z���Z���ɔ����Ă�A�N�����P�[�X�ō�����
�{���̃P�[�X�͍������u������Ȃ�����w
���������
�S�H���X���Ƃ��̍r�ځE���ځE�זڂ��ė��x�Ō����Ƃǂ̂��炢�Ȃ́H
�S�H���X���̒��ڂ܂łŌ`�����Ă������牽�Ԃ��炢�̃y�[�p�[���疁���n�߂�����̂��悭�킩���ĂȂ����
338 �F�W�g�� ��NAiBHuyoBI �F2014/04/28(��) 22:04:28.17 ID:hfI9CRWd
�S�H���X���̋K�i�́A��250mm���ڂ���10mm�������12�̍���
300�ł���10mm������10�̍��݁A200�Ȃ�14�Ɠ������ڂł��s�b�`���Ⴂ�܂��B
���X���͒����ƕ��Ŗڐ����ϓ�����A200�̍r�ڂ�300�̒��ڂ͂قړ����̖�
250�̒��ڂ�150�̍r�ڂ����Ȃ��Ƃ����A#�`�@�ɂ���ׂ�Ƃ킩��ɂ���
�K�i�ł��B
300�ł���10mm������10�̍��݁A200�Ȃ�14�Ɠ������ڂł��s�b�`���Ⴂ�܂��B
���X���͒����ƕ��Ŗڐ����ϓ�����A200�̍r�ڂ�300�̒��ڂ͂قړ����̖�
250�̒��ڂ�150�̍r�ڂ����Ȃ��Ƃ����A#�`�@�ɂ���ׂ�Ƃ킩��ɂ���
�K�i�ł��B
339 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/28(��) 22:13:36.33 ID:i8jPce7M
>>337
>>338�ɕt��������ƃ��[�N��͉����ɂ����
���̐[��(�\�ʑe��)���ς�邩�牽�Ƃ������Ȃ��B
�Y�f�|��ZDP-189���Ⴉ�Ȃ�Ⴄ�Ǝv���B
�o���[�x��#6�̏ꍇ�A�d���ɗ͂������Ɏg����
M24�̃��j�N���i�b�g�����Z�����Ń����M���O���郌�x����
���ʑe���v������Ra0.2�ARz0.8�������ȁB
���Ȃ݂ɂ��̂������̃u���O�ɂ�#100�Ɠ������炢�̔Ԏ��
�_�C�����X����#320�E�E�E�������������B
>>338�ɕt��������ƃ��[�N��͉����ɂ����
���̐[��(�\�ʑe��)���ς�邩�牽�Ƃ������Ȃ��B
�Y�f�|��ZDP-189���Ⴉ�Ȃ�Ⴄ�Ǝv���B
�o���[�x��#6�̏ꍇ�A�d���ɗ͂������Ɏg����
M24�̃��j�N���i�b�g�����Z�����Ń����M���O���郌�x����
���ʑe���v������Ra0.2�ARz0.8�������ȁB
���Ȃ݂ɂ��̂������̃u���O�ɂ�#100�Ɠ������炢�̔Ԏ��
�_�C�����X����#320�E�E�E�������������B
340 �F�W�g�� ��NAiBHuyoBI �F2014/04/28(��) 22:23:26.67 ID:hfI9CRWd
�����Ȃ�ł���ˁA�������Ă�łǂꂾ���H�����ނ��Ŏd�オ�肪�ς���Ă���B
���Ƃ���#360�ł��@�茤���œu�S���S�����Ă�̂ƁA�x���`�O���C���_�[�A���ꂩ��
�x���g�T���_�[�Ȃǃn�C�T�C�N���Ō�������̂ł́A�܂�ō�����ڂ��ς���Ă��܂��B
�u�Ȃǂ̂�#�`�Ƃ����̂�..
���x#100�Ȃ�@1�C���`�����i25.4�~25.4mm�j��100�̖ڂ̃}�X�̂���Ԃ�
�����|���炸�ʂ蔲�����u���̑傫�����ċK�i�B
���������傫�����q�͓���Ȃ����A����������q��������\����
����܂����A�Ȃ��ƂȂ錋���܂Ɛ�����������Ԃ̂��������Ŏd�オ�肪
�ς���Ă���̂ŒP���ɖڂ��ϓ��Ԋu�ŕ����X���Ƃ͔�r���ɂ������̂ł��B
���Ƃ���#360�ł��@�茤���œu�S���S�����Ă�̂ƁA�x���`�O���C���_�[�A���ꂩ��
�x���g�T���_�[�Ȃǃn�C�T�C�N���Ō�������̂ł́A�܂�ō�����ڂ��ς���Ă��܂��B
�u�Ȃǂ̂�#�`�Ƃ����̂�..
���x#100�Ȃ�@1�C���`�����i25.4�~25.4mm�j��100�̖ڂ̃}�X�̂���Ԃ�
�����|���炸�ʂ蔲�����u���̑傫�����ċK�i�B
���������傫�����q�͓���Ȃ����A����������q��������\����
����܂����A�Ȃ��ƂȂ錋���܂Ɛ�����������Ԃ̂��������Ŏd�オ�肪
�ς���Ă���̂ŒP���ɖڂ��ϓ��Ԋu�ŕ����X���Ƃ͔�r���ɂ������̂ł��B
341 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/29(��) 13:31:12.78 ID:StPRyLBs
�r�ځ����x�`�Ƃ��ɂ͈�T�ɂ͌�����̂ł���
�����
�t�ɐ��`�̏I������i�C�t�����̃I�X�X���̔Ԏ菇�������肵�܂��H
�ގ��ł܂��ς���Ă����肵�܂����˂���ς�
�����
�t�ɐ��`�̏I������i�C�t�����̃I�X�X���̔Ԏ菇�������肵�܂��H
�ގ��ł܂��ς���Ă����肵�܂����˂���ς�
342 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/29(��) 21:32:24.10 ID:42VBt2Va
>>341
�A�h�o�C�X���Â炢���炢���₪���ۓI�����炳�`�����y�[�p�[�ł��u�ł������Ďg���Ă݂Ȃ�܂���
����������Ƃ����̂���܂��H�Ƃ��Ȃ�܂������₷����
�A�h�o�C�X���Â炢���炢���₪���ۓI�����炳�`�����y�[�p�[�ł��u�ł������Ďg���Ă݂Ȃ�܂���
����������Ƃ����̂���܂��H�Ƃ��Ȃ�܂������₷����
343 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/29(��) 21:56:04.23 ID:RxT5xAnJ
�������x�ł��z�Ǝ��ł͗��̑傫�����Ⴄ�悤��
344 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/29(��) 22:01:21.29 ID:Mh4IfhCr
�L���O�̓u���A�������x�̌����ނ��Ă����łW�O�O�C�P�O�O�O�A�P�Q�O�O�ƕ����Ă���
345 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/29(��) 22:10:36.57 ID:Qwy5C6mU
>>341
���x�͂����悻�̖ڈ��Ƃ��Ă͋@�\���Ă�B
���ǁA���ۂɂ͓u�����x���Ă镔��(���Ȃ̂��|�Ȃ̂�)�ɂ���Ă�
�u���̐؍��[�����ς���Ă��邩��ˁB
�z���Z���̃y�[�p�[�����̔Ԏ�𑵂���
�e�Ԏ育�Ƃɒ��p�Ɍ��������Č������Ă�����
�Ԏ�̔�т����ō��邱�Ƃ͂Ȃ��B�����A�Ђ�����ʓ|��
���x�͂����悻�̖ڈ��Ƃ��Ă͋@�\���Ă�B
���ǁA���ۂɂ͓u�����x���Ă镔��(���Ȃ̂��|�Ȃ̂�)�ɂ���Ă�
�u���̐؍��[�����ς���Ă��邩��ˁB
�z���Z���̃y�[�p�[�����̔Ԏ�𑵂���
�e�Ԏ育�Ƃɒ��p�Ɍ��������Č������Ă�����
�Ԏ�̔�т����ō��邱�Ƃ͂Ȃ��B�����A�Ђ�����ʓ|��
346 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/29(��) 22:28:23.58 ID:RxT5xAnJ
100�ԕz�y�[�p�[�ŎC�����U���U���̕\�ʁB
400�Ԃɂ������B���������Ȃ��B�������B
600�Ԃɂ������B���������Ȃ��B�ł��\�ʂɔ��˂��o�Ă����B
800�Ԃɂ������B�w�̔炪��������ɂȂ����B�������B
2000�Ԃɂ������B���ʂɂȂ��Ă����B�������B�������\���̂悤�Ȍ���������Ă����B�܂��������B
�R���p�E���h�ŎC�����B
���30���ԁB���ɂȂ����B�������B
400�Ԃɂ������B���������Ȃ��B�������B
600�Ԃɂ������B���������Ȃ��B�ł��\�ʂɔ��˂��o�Ă����B
800�Ԃɂ������B�w�̔炪��������ɂȂ����B�������B
2000�Ԃɂ������B���ʂɂȂ��Ă����B�������B�������\���̂悤�Ȍ���������Ă����B�܂��������B
�R���p�E���h�ŎC�����B
���30���ԁB���ɂȂ����B�������B
347 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/29(��) 22:34:48.18 ID:nAcsieM3
�y�[�p�[�̔Ԏ���Ĕ{�|������{����Ȃ��H
120��240��500�݂����ɁB
120��240��500�݂����ɁB
348 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/29(��) 22:48:28.23 ID:RxT5xAnJ
>>347
�i�ꂾ����
�i�ꂾ����
349 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/30(��) 18:25:57.05 ID:EA6Qn441
�T���h�u���X�g�A���d���̂Ȃ���g���ƐÓd�C�o�`�o�`���邼�`
350 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/30(��) 19:37:37.13 ID:FTHMINlb
351 �F���O�ȃJ�b�^�[(�m�́M)�F2014/04/30(��) 22:31:30.76 ID:BveC3Tho
>>350
�{�����������ƍׂ����グ�Ă����̂����ԓI�ɂ͕ς��Ȃ���Ȃ����낤���H
�{�����������ƍׂ����グ�Ă����̂����ԓI�ɂ͕ς��Ȃ���Ȃ����낤���H
352 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/03(�y) 23:34:52.92 ID:EOqPjmnW
�ׂ����グ�Ă������ꂾ���y�[�p�[�����Ȃ����Ⴂ���Ȃ�����R�X�g���傷�邾������B
353 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/04(��) 09:01:18.96 ID:Mf2hNC2u
30�~50�~���m���ɃR�X�g��
354 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/04(��) 10:26:14.81 ID:F3TbSVG8
�ǂȂ���>>329������l���܂��H
�f�ނɂȂ�j�b�P���p�_�̓������lj��ł��肢���܂�
�f�ނɂȂ�j�b�P���p�_�̓������lj��ł��肢���܂�
355 �F�W�g�� ��NAiBHuyoBI �F2014/05/04(��) 17:35:21.82 ID://JixYsb
�y�[�p�[�̐ꂪ�����Ȃ����Ƃ���ŁA���Ɏg���̂ĂĂ����Ό��\�Ԏ����Ă������܂��B
���������Ȃ��ďo���Ȃ���ł�����
>>354
���̐e�����ɂ������������Ƀj�b�P���ϑw�̒n���A�܂�Ԃ��đ����Ă����Ƃ�
����܂����B�i�ޗ��͕�������|���璼�ڎd���ꂽ�悤�ł��B)
���͒b��v���łȂ��̂ŏڂ����͂킩��܂��A���ʂ��K�v�Ȃ玎���Ђ�
���Ă͂������ł����H
JIS H4551
http://standard-testpiece.com/non-ferrous-metal/ni.html
���������Ȃ��ďo���Ȃ���ł�����
>>354
���̐e�����ɂ������������Ƀj�b�P���ϑw�̒n���A�܂�Ԃ��đ����Ă����Ƃ�
����܂����B�i�ޗ��͕�������|���璼�ڎd���ꂽ�悤�ł��B)
���͒b��v���łȂ��̂ŏڂ����͂킩��܂��A���ʂ��K�v�Ȃ玎���Ђ�
���Ă͂������ł����H
JIS H4551
http://standard-testpiece.com/non-ferrous-metal/ni.html
356 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/04(��) 22:02:33.06 ID:Mf2hNC2u
>>354
100�~�d�݂Ȃ�j�b�P��25%����
100�~�d�݂Ȃ�j�b�P��25%����
357 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/05(��) 08:51:29.53 ID:rQpC0u8n
�S�~���Ԃ��Ƃ��v�v
358 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/05(��) 10:14:44.94 ID:5oX0APRG
���肪�Ƃ��������܂�
>>355�@
�����Ђ͔����Ēb�ڂ����炢��ł����
�v���X�@���@�B�n���}�[������Ή\�Ȃ̂�������܂��A
��Ȃ݂̂ł���Ă���̂ŁE�E�E
�p�_or�t���b�g�o�[�`��̎����Ђ����邩�₢���킹�Ă݂܂�
>>356-357
����߂܂邗
�����{�ʂŒ��ׂĂ݂����ǁA�j�b�P���ȏ�ɓ����܂܂�Ă�̂�
�b�ڂł��Ȃ������ł���
>>355�@
�����Ђ͔����Ēb�ڂ����炢��ł����
�v���X�@���@�B�n���}�[������Ή\�Ȃ̂�������܂��A
��Ȃ݂̂ł���Ă���̂ŁE�E�E
�p�_or�t���b�g�o�[�`��̎����Ђ����邩�₢���킹�Ă݂܂�
>>356-357
����߂܂邗
�����{�ʂŒ��ׂĂ݂����ǁA�j�b�P���ȏ�ɓ����܂܂�Ă�̂�
�b�ڂł��Ȃ������ł���
359 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/05(��) 11:20:52.93 ID:s586fAF3
360 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/05(��) 11:22:07.42 ID:s586fAF3
�n������n���^�����������I
��d���ŏd���������ނ��낤�������I
�S�~�ʂ�n�������₠�I
��d���ŏd���������ނ��낤�������I
�S�~�ʂ�n�������₠�I
361 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/05(��) 11:48:39.64 ID:O//tT1u1
>>360
�ݕ�����������@ - Wikipedia
http://ja.wikipedia.org/wiki/%E8%B2%A8%E5%B9%A3%E6%90%8D%E5%82%B7%E7%AD%89%E5%8F%96%E7%B7%A0%E6%B3%95
�ݕ�����������@ - Wikipedia
http://ja.wikipedia.org/wiki/%E8%B2%A8%E5%B9%A3%E6%90%8D%E5%82%B7%E7%AD%89%E5%8F%96%E7%B7%A0%E6%B3%95
362 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/05(��) 12:57:34.01 ID:E5MibNu5
>>354
�O���̃R�C������{�̌ÑK�Ȃ璒�Z�����Ă����Ȃ��̂ŁA���t�I�N�ӂ�łǂ���<�j�b�P����
SS400�ȂA�����̐��S�Őn���|�ɂ͂Ȃ�Ȃ�����A�ؖڋ�Ɠ���������@�ō���Ă݂���H
�O���̃R�C������{�̌ÑK�Ȃ璒�Z�����Ă����Ȃ��̂ŁA���t�I�N�ӂ�łǂ���<�j�b�P����
SS400�ȂA�����̐��S�Őn���|�ɂ͂Ȃ�Ȃ�����A�ؖڋ�Ɠ���������@�ō���Ă݂���H
>>362
���ׂĂ݂�ƈ�̑O��50�~�ʂ��j�b�P��100%�Ȃ�ł���
�ł����s�d�݂Ȃ̂ň�@�ɂ͂����Ȃ��ƁE�E
��������ł��Ė@���ɐG��Ȃ��d�݂��������������ׂĂ݂܂�
�Ƃ肠�����́A�����̐��S����肽���̂ł�
���̂��ƂŃn�K�l��b�ڂ��Đn���Ɏd�グ�Ă݂悤����
����̓S����荇�킹�Ēn�������̂ɂ͐������Ă���̂ł���
�ǂ����Ȗ͗l�����ƂȂ����A�j�b�P���Œ��킵�Ă݂悤�Ǝv���Ă��鏊�ł�
���ׂĂ݂�ƈ�̑O��50�~�ʂ��j�b�P��100%�Ȃ�ł���
�ł����s�d�݂Ȃ̂ň�@�ɂ͂����Ȃ��ƁE�E
��������ł��Ė@���ɐG��Ȃ��d�݂��������������ׂĂ݂܂�
�Ƃ肠�����́A�����̐��S����肽���̂ł�
���̂��ƂŃn�K�l��b�ڂ��Đn���Ɏd�グ�Ă݂悤����
����̓S����荇�킹�Ēn�������̂ɂ͐������Ă���̂ł���
�ǂ����Ȗ͗l�����ƂȂ����A�j�b�P���Œ��킵�Ă݂悤�Ǝv���Ă��鏊�ł�
364 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/06(��) 00:30:49.89 ID:tb6pqRb2
�n������n���^�����������I
��d���ŏd���������ނ��낤�������I
�S�~�ʂ�n�������₠�I
��d���ŏd���������ނ��낤�������I
�S�~�ʂ�n�������₠�I
365 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/06(��) 00:48:16.84 ID:BqPqZXWg
ttp://nilaco.jp/jp/
�����͐̋߂Ă��E��ł������ō��Z�_���������̂ɗ��p���Ă�
���̌�l�ł��G�A�K���̏d���p�Ƀ^���O�X�e���Ƃ�����������
�l�������ŏ�������ɓ����ɂ͂����Ƃ����Ǝv��
�����͐̋߂Ă��E��ł������ō��Z�_���������̂ɗ��p���Ă�
���̌�l�ł��G�A�K���̏d���p�Ƀ^���O�X�e���Ƃ�����������
�l�������ŏ�������ɓ����ɂ͂����Ƃ����Ǝv��
366 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/16(��) 14:18:27.36 ID:Vhtc58XV
�j�b�P���M����Ȃ�K�X�}�X�N�ł��t���Ƃ���������낵���łق�܂�
367 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/18(��) 10:55:20.80 ID:v0fPDVlk
���j�b�P���J���{�j���̂��Ƃ��ȁH
������ƃO�O���Ă݂���A�}�W�ł��킢��
������ƃO�O���Ă݂���A�}�W�ł��킢��
368 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/20(��) 11:00:35.10 ID:vssz8k3E
��T�Ԃ����č�����i�C�t�ɍ�������Ɛn�����ĎY�ђ���ăj���j�����Ă���
�ӂƖ��������ċ߂��ɂ������ޖ��U�N�U�N���Ă���Y�т����Ȃ��Ȃ���orz
440c���Ⴑ��Ȃ��c
�ӂƖ��������ċ߂��ɂ������ޖ��U�N�U�N���Ă���Y�т����Ȃ��Ȃ���orz
440c���Ⴑ��Ȃ��c
369 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/22(��) 17:27:04.29 ID:VHcP3A65
440c����Ȃ��Ă�����Ȃ����
���B�����j�E���Ƃ��A�_�}���`�E������Ȃ������
���B�����j�E���Ƃ��A�_�}���`�E������Ȃ������
370 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/22(��) 20:46:41.54 ID:VWuFz79x
>>369
�z���g�H���xSKH4�ō�낤�Ǝv���Ă����ǂ����Ȃ��Ȃ��߂Ƃ�������
�z���g�H���xSKH4�ō�낤�Ǝv���Ă����ǂ����Ȃ��Ȃ��߂Ƃ�������
371 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/22(��) 20:52:15.40 ID:2W9vaP/7
372 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/29(��) 14:27:33.71 ID:HFTQZBQ/
���H�����ۋ����i�C�t�ɐ��܂�ς��I�E�l����̍�ƍH���ꕔ�n�I
http://www.kotaro269.com/articles/38512.html
http://www.kotaro269.com/articles/38512.html
373 �F���O�ȃJ�b�^�[(�m�́M)�F2014/05/31(�y) 20:26:32.72 ID:LdT/MlfU
�r�j�g�S�����̂��邷���ăn�Q���������₾
374 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/08(��) 20:58:25.86 ID:qv7nimYz
����Ȃ��̂�����Ă݂܂���
�X���`�������炷���܂���
http://i.imgur.com/IcbG0DQ.jpg
http://i.imgur.com/voP4H0s.jpg
�X���`�������炷���܂���
http://i.imgur.com/IcbG0DQ.jpg
{kind=link}
http://i.imgur.com/voP4H0s.jpg
{kind=link}
375 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/08(��) 21:10:57.29 ID:LOgwjZVg
�܂�ĉ��䂷��
376 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/08(��) 22:29:38.67 ID:QbIDlkpO
>>374
���������|�����Ǘp�r�Ǝg�p�������r���[���Ă���
���������|�����Ǘp�r�Ǝg�p�������r���[���Ă���
377 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/09(��) 00:02:34.76 ID:hZoFE06N
�p�r�͉V���J�����߂ł�
�ȑO�Ƃ̖��\��ł��������ɐg���{���{���ɂȂ��Ă��܂�
���ׂ��Ƃ���J�b�^�[�������炵���̂ł����J�b�^�[�̏�͉q���I�Ƀ_�����Ɗ��������߁A�ȒP�ɕ������Đ�悤�ɍ��܂����A�G�Ȃ̂͊���
http://i.imgur.com/zhddjFH.jpg
�����ɒނ�a�p���ׂ��J���Ă݂܂������A�n���ڂ���Ȃ��ƂĂ��ǂ������ł�
�{���̉V�͂܂��ނ�Ă܂���̂�...
�n�̌݊������ƂĂ������ł�
�ȑO�Ƃ̖��\��ł��������ɐg���{���{���ɂȂ��Ă��܂�
���ׂ��Ƃ���J�b�^�[�������炵���̂ł����J�b�^�[�̏�͉q���I�Ƀ_�����Ɗ��������߁A�ȒP�ɕ������Đ�悤�ɍ��܂����A�G�Ȃ̂͊���
http://i.imgur.com/zhddjFH.jpg
{kind=link}
�����ɒނ�a�p���ׂ��J���Ă݂܂������A�n���ڂ���Ȃ��ƂĂ��ǂ������ł�
�{���̉V�͂܂��ނ�Ă܂���̂�...
�n�̌݊������ƂĂ������ł�
378 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/09(��) 00:20:30.05 ID:BWyt7sVi
�����܂Œǂ��l�߂���ق�
����������Ă͓̂�����˂�
����������Ă͓̂�����˂�
379 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/09(��) 02:16:23.02 ID:lREybtm2
>>377
�n���ڂꂵ�₷������A�H�i�����Ƃ��͋C�����āA
�n���ڂꂵ�₷������A�H�i�����Ƃ��͋C�����āA
380 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/09(��) 07:34:46.41 ID:q0NkkeL/
�����ˁ[
����ς莩�����g���������̂����̂���Ԋy�������
����ς莩�����g���������̂����̂���Ԋy�������
381 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/09(��) 18:38:14.00 ID:vYT/e1rQ
�����ʼns���Ȃ��Ƃɂ����Ă̓J�b�^�[�i�C�t�̉E�ɂł�n���͂Ȃ������
�ł����䂵�����ŕ|����
�ł����䂵�����ŕ|����
382 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/09(��) 18:42:37.32 ID:B3oF/zC+
�ړI���͂����肵�Ă�Ɛ��݂̂�����̂��o�����
383 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/10(��) 22:26:50.24 ID:4cPIKIQy
384 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/10(��) 22:38:33.84 ID:dRFdQ6uA
�J�b�^�[��̂͗��s�������ǂ����p�ꂽ��
��邾�����Ǝg���h����˂�
�n�̗��ĕ��ł��ׂ�����ꂽ�肵�Ă���Ȃ��ƌ�����
���Ɖ���
���n�̃i�C�t��肽���Ȃ��Ă�����
��邾�����Ǝg���h����˂�
�n�̗��ĕ��ł��ׂ�����ꂽ�肵�Ă���Ȃ��ƌ�����
���Ɖ���
���n�̃i�C�t��肽���Ȃ��Ă�����
385 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/11(��) 10:24:24.81 ID:ppj+JJpY
�J�b�^�[�̐n�̑f�ސ��@�Őn��1mm���炢�̃t�B���i�C�t�Ƃ�
386 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/12(��) 02:34:49.69 ID:1909NAtW
����H�n��0.7�炵�����������̂��J���̂ɂ͂悳����
387 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/16(��) 14:09:09.70 ID:kK/d6VO/
�V�Ȃ甖�������ׂ��n�ɂ���������̂��₷�����ȋC��������
����܂��V�Ȃ�ĎJ�������Ȃ�ĂȂ��ł��ϑz�ł��X�C�}�Z��
����܂��V�Ȃ�ĎJ�������Ȃ�ĂȂ��ł��ϑz�ł��X�C�}�Z��
388 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/17(��) 19:07:19.74 ID:H3o+eicu
�I���t�@�̃N���t�g�i�C�t�k�^�̐n���ǂ���
����͌��\�������肵�Ă邵�K�ɂ�����
����͌��\�������肵�Ă邵�K�ɂ�����
389 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/26(��) 20:00:54.50 ID:LeYwZCdw
ATS34�����ʎd�グ�ɂ���ꍇ�A
�ē��ꂷ��O�ɂ͂ǂꂭ�炢�̔Ԏ�܂ŃT���h�y�[�p�[��������Ɨǂ��ł��傤���H
�����O���C���_�[�ɕz�o�t�Ɛ_�Ŏd�グ�����ł��B
�ē��ꂷ��O�ɂ͂ǂꂭ�炢�̔Ԏ�܂ŃT���h�y�[�p�[��������Ɨǂ��ł��傤���H
�����O���C���_�[�ɕz�o�t�Ɛ_�Ŏd�グ�����ł��B
�����狾�ʂ͂��Ȃ�����ǁB
�M�����O��600�Ԃ܂łł�����łȂ��B
ATS34�Ȃ�M������ł��A��������ł���Ȃ������邾��B
�M�����ŏ����鎖�����邵�ˁB
�M�����O��600�Ԃ܂łł�����łȂ��B
ATS34�Ȃ�M������ł��A��������ł���Ȃ������邾��B
�M�����ŏ����鎖�����邵�ˁB
391 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/28(�y) 06:24:28.69 ID:1CEdJaGx
>>���̂�������
���肪�Ƃ��������܂��I
���ꂭ�炢�ŗǂ���ł��ˁB
���肪�Ƃ��������܂��I
���ꂭ�炢�ŗǂ���ł��ˁB
392 �F���O�ȃJ�b�^�[(�m�́M)�F2014/06/28(�y) 20:11:42.69 ID:veUVXGBK
�M�����O��1000�̃T���_�[���ĂĐ_������������ă~���[�ɂ��Ă���M�����ɏo���l��������
�M�����O�͏_�����炻��ł��܂��܂��~���[�ɂȂ�炵��
�M�����O�͏_�����炻��ł��܂��܂��~���[�ɂȂ�炵��
393 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/13(��) 11:01:51.62 ID:3SBwarPk
�͌^�p�̃��X�����ăX�e�����X����Ɏg������̂Ȃ�ł��傤��
HG���X�� (���X���C�h�^�C�v�E��) �u�P��/���ʎd�l�E�ז�&���ځv
���Ă̂��C�ɂȂ��Ă��܂��B�@
���i�������u�v���X�`�b�N��W���p�[�c���̐؍��Ƃɖ𗧂A�͌^�H��p���X���ł��B �v
�Ƃ����̂��C�ɂȂ��ē��ݐ�܂���B
���̏��i�Ɍ��炸�͌^�p�őʖڂ������g�����Ƃ����o������������ė~�����ł��B��낵�����肢���܂��B
HG���X�� (���X���C�h�^�C�v�E��) �u�P��/���ʎd�l�E�ז�&���ځv
���Ă̂��C�ɂȂ��Ă��܂��B�@
���i�������u�v���X�`�b�N��W���p�[�c���̐؍��Ƃɖ𗧂A�͌^�H��p���X���ł��B �v
�Ƃ����̂��C�ɂȂ��ē��ݐ�܂���B
���̏��i�Ɍ��炸�͌^�p�őʖڂ������g�����Ƃ����o������������ė~�����ł��B��낵�����肢���܂��B
394 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/13(��) 11:50:07.04 ID:d6CQKlzb
�|�ނ�Ă��̓�����őS�R�Ⴄ���炻�ꂾ�����ᔻ�f���Ȃ�
�����X�e�����X�̓m�[�}���ȒY�f�|���S�邩��
���A�d�؍�ɑΉ��o���邱�Ƃ�ɂ��Ă郄�X�������ق��������Ƃ͎v��
�����Ă�Ȃ�y�����ĂĂ݂���H�c���c�������Ă����肪�����悤�Ȃ炾�߂���
�����X�e�����X�̓m�[�}���ȒY�f�|���S�邩��
���A�d�؍�ɑΉ��o���邱�Ƃ�ɂ��Ă郄�X�������ق��������Ƃ͎v��
�����Ă�Ȃ�y�����ĂĂ݂���H�c���c�������Ă����肪�����悤�Ȃ炾�߂���
395 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/13(��) 11:51:28.65 ID:u/Qx6Lkf
�����p�̃��X������������Ȃ��́H
���⎩���̓R���������A���ĂȂ甃����������Ȃ���
�n���h���̉��H�Ƃ��ɂ͎g����ł���
���⎩���̓R���������A���ĂȂ甃����������Ȃ���
�n���h���̉��H�Ƃ��ɂ͎g����ł���
396 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/13(��) 12:03:03.68 ID:3SBwarPk
���X���肪�Ƃ�
���i�͂܂������Ă��܂���B
���̏��i�͂��̂�������̌����Z�������Ɍ����Ă��Ȃ����Ǝv���ċC�ɂȂ�܂����B
���Ɉ����郄�X���ŋ����p������Έ�ԂȂ�ł����ǁA�Ȃ��Ȃ��B
���i�͂܂������Ă��܂���B
���̏��i�͂��̂�������̌����Z�������Ɍ����Ă��Ȃ����Ǝv���ċC�ɂȂ�܂����B
���Ɉ����郄�X���ŋ����p������Έ�ԂȂ�ł����ǁA�Ȃ��Ȃ��B
397 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/13(��) 12:07:03.37 ID:d6CQKlzb
398 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/13(��) 12:09:26.08 ID:3SBwarPk
�I�H
�S���C�Â��܂���ł����B�����������܂����B
���肪�Ƃ�
�S���C�Â��܂���ł����B�����������܂����B
���肪�Ƃ�
399 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/13(��) 20:15:12.76 ID:WpK4It3l
�O���C���_�[�Ń~�X���č|�ނ̃|�C���g�̕����F�ɂ�����������ǐؒf���Ȃ��Ƒʖڂł����ˁH�Ă����ꂵ���Ƃ��Ɏ���H
400 �F�W�g�� ��NAiBHuyoBI �F2014/07/14(��) 01:05:30.88 ID:WxzIGFaz
>>399
�M�����O�Ȃ���v�A�Ɖ��Ƃ��̐S�z�Ȃ�܂�����܂����B
�i�����|�̃`�[�g�I�z�����ƕω�����A�Ƃ����b�������͂��܂����E�E�j
�����ꎞ�I�ɐԂ��Ȃ�܂ʼn��x���オ���Ă��܂����ꍇ�A���ŕ����I�ɏĂ���
�����Ă��܂����Ƃ�����܂��B
�����Ȃ�ƁA���̐��`�̒i�K�Ń��X���̎��Ȃǂ��Ԃ��Ă��܂��܂��̂�
�O�̂��߃��X���̍����̕����ȂǁA���i�g��Ȃ����Ń`���b�ƍ���Ă݂Ă��������B
����Ȃ���v�B
���Ȃ��Ȃ�E�E���ŗ�₵�Ȃ���O���C���_�[�ŐT�d�ɍ��̂Ă�B
�ē݂�����������@������܂����A���x��ێ������ȂǕ����邱�Ƃ����T���T�łĂ��܂��B
���ƁA���Ȃ�قǂ̌��킾�ƃO���C���_�[�̓u�Ύ��̂ɂ����\�ȕ��ׂ��������Ă܂��B
�j�ЂȂǂ�����̂��߃S�[�O���Ȃǂ̕ی������Ȃ炸���p���Ă��������ˁB
�M�����O�Ȃ���v�A�Ɖ��Ƃ��̐S�z�Ȃ�܂�����܂����B
�i�����|�̃`�[�g�I�z�����ƕω�����A�Ƃ����b�������͂��܂����E�E�j
�����ꎞ�I�ɐԂ��Ȃ�܂ʼn��x���オ���Ă��܂����ꍇ�A���ŕ����I�ɏĂ���
�����Ă��܂����Ƃ�����܂��B
�����Ȃ�ƁA���̐��`�̒i�K�Ń��X���̎��Ȃǂ��Ԃ��Ă��܂��܂��̂�
�O�̂��߃��X���̍����̕����ȂǁA���i�g��Ȃ����Ń`���b�ƍ���Ă݂Ă��������B
����Ȃ���v�B
���Ȃ��Ȃ�E�E���ŗ�₵�Ȃ���O���C���_�[�ŐT�d�ɍ��̂Ă�B
�ē݂�����������@������܂����A���x��ێ������ȂǕ����邱�Ƃ����T���T�łĂ��܂��B
���ƁA���Ȃ�قǂ̌��킾�ƃO���C���_�[�̓u�Ύ��̂ɂ����\�ȕ��ׂ��������Ă܂��B
�j�ЂȂǂ�����̂��߃S�[�O���Ȃǂ̕ی������Ȃ炸���p���Ă��������ˁB
�Z���|���͗��胄�X���̖ڂ̐���̕�����Ȃ��Ă��\������B
150mm�̕��̒��ڂ��זڂł�������B
�g���X���̕��ł��Ȃ��Ȃ��g���邾�B
�������Ɋ|����������āA�ڂ��ɂޖ�ł��Ȃ�������v��
150mm�̕��̒��ڂ��זڂł�������B
�g���X���̕��ł��Ȃ��Ȃ��g���邾�B
�������Ɋ|����������āA�ڂ��ɂޖ�ł��Ȃ�������v��
402 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/14(��) 21:33:02.32 ID:hDi3DxE2
>>401
����2ch�̃��O��u���O�ɂ����b�ɂȂ��Ă܂��B���肪�Ƃ���
���ʒɂ܂Ȃ��Ƃ̂��ƁA���S���܂����B�C�ɂ���̂͂�߂邱�Ƃɂ��܂��B
�Ƃ������A���胄�X���Ȃ�ĒT���Ă������̂��̂̏��i�������ł��ˁB�n�R�Ȗl�ɂ͐h�����i�ł�
����2ch�̃��O��u���O�ɂ����b�ɂȂ��Ă܂��B���肪�Ƃ���
���ʒɂ܂Ȃ��Ƃ̂��ƁA���S���܂����B�C�ɂ���̂͂�߂邱�Ƃɂ��܂��B
�Ƃ������A���胄�X���Ȃ�ĒT���Ă������̂��̂̏��i�������ł��ˁB�n�R�Ȗl�ɂ͐h�����i�ł�
404 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/15(��) 11:11:27.81 ID:PE3rqKLO
���߂ă_�}�X�J�X�|�ɒ��킵�Ă݂�����̖͗l�̏o�����悭�킩���
�Ă�����������Ƃ��ɂ��łɂ���Ă����Ȃ�Ă��ƂȂ��ł���ˁH
�Ă�����������Ƃ��ɂ��łɂ���Ă����Ȃ�Ă��ƂȂ��ł���ˁH
405 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/15(��) 12:12:47.38 ID:GSOpU2Jr
www
�ނ�ɂ��Ă��a�����e��������
�ނ�ɂ��Ă��a�����e��������
406 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/15(��) 15:39:49.28 ID:PE3rqKLO
�͂��߂�����Ȃ��̂Ŗ{�C�Ȃ�
���挩��Ɖt�̂ɐZ���Ă�̂͂킩�������O�O�b�Ă��o�Ă��Ȃ��č����Ă�
���挩��Ɖt�̂ɐZ���Ă�̂͂킩�������O�O�b�Ă��o�Ă��Ȃ��č����Ă�
407 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/15(��) 16:10:23.70 ID:STo2cpPM
>>404
�Ă��O�ɏ������H
�Ă��O�ɏ������H
408 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/15(��) 16:18:19.32 ID:JZ9/kLH2
409 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/15(��) 18:34:01.90 ID:PE3rqKLO
�ق�Ƃɂ킴�킴�\����Ȃ�
���肪�Ƃ��������܂���
���肪�Ƃ��������܂���
410 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/16(��) 04:13:45.69 ID:VaBr/yXD
�_�}�T�����J�X�|�ł��˂�
411 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/16(��) 12:25:54.29 ID:GsFy1sWL
�_�}�X�J�X�|���Đϑw�|�����
412 �F���O�ȃJ�b�^�[(�m�́M)�F2014/07/17(��) 00:15:38.22 ID:Uov+VeC6
����VG-10�ƃj�b�P���X�e���̐ϑw�|
413 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/03(��) 16:08:23.00 ID:d/2MzVGr
100�ς̃��X���Ńi�C�t���͖̂��Ȃ��H
�܂ꂽ�肹�ȁH
�܂ꂽ�肹�ȁH
414 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/03(��) 17:01:13.10 ID:xwlCmMj9
�l�̎��R�ł���
415 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/03(��) 17:22:55.69 ID:NkYZpVQi
�ē��ꂳ��Ă�|�ށi����Ȃ���Ƃ��j�����X�������Ő��`�͂���ǂ��A���̂���������䂷��\������
��100�Ńi�C�t�������炢����́H
��100�Ńi�C�t�������炢����́H
416 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/03(��) 17:37:07.41 ID:UUdo18OD
���X����Ƃ��ė��p������ĈӖ��H�f�ނƂ��āH
����Ƃ��Ă͎g�������ƂȂ�����m��Ȃ����Ǒ����������B�l�b�g�ň������X�������ق��������B
�f�ނƂ��ĂȂ�A�������������ƂȂ�����m��Ȃ����ǂ��A���Ȃ���Ȃ�
�������
����Ƃ��Ă͎g�������ƂȂ�����m��Ȃ����Ǒ����������B�l�b�g�ň������X�������ق��������B
�f�ނƂ��ĂȂ�A�������������ƂȂ�����m��Ȃ����ǂ��A���Ȃ���Ȃ�
�������
417 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/03(��) 19:22:39.40 ID:LWJjpaHe
�f�ނƂ��Ă�����Ƃ��Ă��A�����Ȃ�u�S�H�p���X���v�ȁB
�؍H�p���ƏĂ��������ĂȂ��E����Ȃ����Ƃ������
�f�ނƂ��ĂȂ�SK�ގg�����ق����K���ɂȂ��Ǝv������
�؍H�p���ƏĂ��������ĂȂ��E����Ȃ����Ƃ������
�f�ނƂ��ĂȂ�SK�ގg�����ق����K���ɂȂ��Ǝv������
���X�T���N�X
100�ς̎g��Ȃ����X�����L�������������班�����H���n�߂���
�`�ɂȂ�ɂꏭ���S�z�ɐ����Ď��₵�Ă��܂����B
�q���g��铹���������p���R�[�h�Ŋ��������v�Ē��B
100�ς̎g��Ȃ����X�����L�������������班�����H���n�߂���
�`�ɂȂ�ɂꏭ���S�z�ɐ����Ď��₵�Ă��܂����B
�q���g��铹���������p���R�[�h�Ŋ��������v�Ē��B
419 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/04(��) 02:55:58.29 ID:LRMfDxMr
�܂��͈�{�d�グ�Ă��܂��Ȃ�
420 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/04(��) 06:26:45.84 ID:ACvZL485
> �؍H�p���ƏĂ��������ĂȂ��E����Ȃ����Ƃ������
�}�W�ŁH����Ȃ̂���A�m��Ȃ�������
�}�W�ŁH����Ȃ̂���A�m��Ȃ�������
421 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/05(��) 00:35:04.22 ID:1cDnjw/F
�_�C�\�[�̃��X���ŁA���������Ƃ̂Ȃ��|�ޏ����Ă���������ʃ��B���Ē��ׂ����S���������B
�؍H�p�������B
�؍H�p�������B
422 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/05(��) 16:09:21.01 ID:uPew6chu
�Ă�����o���Ȃ����炢�̒�Y�f�|���������Ă��Ƃ�
423 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/05(��) 21:48:19.43 ID:3VTlyoI9
{kind=link}
424 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/06(��) 07:35:04.69 ID:RTlptZ1+
�����[�J�b�R�����I�i�ʐ^���j
�������i�C�t��
���̉B���ꏊ�ɖh�K�h��������h
�������i�C�t��
���̉B���ꏊ�ɖh�K�h��������h
425 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/24(��) 21:51:43.11 ID:yyJhhdVn
�i�C�t�̃u���[�h�ɁA�u���b�N�`�^���R�[�g��n�[�h�N�������b�L�����Ă��ꂻ���ȏ����Ă����m����܂��H
426 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/24(��) 21:56:16.06 ID:x1o8WkYl
>>421
�Ȃ�Ă����|�ނł������H
�Ȃ�Ă����|�ނł������H
427 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/24(��) 22:27:12.78 ID:PAAZ2LEA
428 �F���O�ȃJ�b�^�[(�m�́M)�F2014/08/25(��) 04:24:39.98 ID:qfb9xwas
429 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/14(��) 05:51:57.43 ID:mHyw5syk
�����ŏĂ����ꂵ������
�\���g�o�X�������Ƒf�l�ł��m���ȏĂ����ꉷ�x�ɂł���炵���B
�u�X�[�p�[�Ŕ����Ă鉖��n�����v�̂ň����ł��B��p�̘F������Ȃ�
��������1000�x�ɂ���ɂ͔M�ʂ�����̂ŔM�������͕K�v�B
���͈���Ȃ̂Ŕ�������������Ȃ��B
���_��1400�x�Ȃ̂�1400�x�ɂ��Ȃ�������B
�\���g�o�X�������Ƒf�l�ł��m���ȏĂ����ꉷ�x�ɂł���炵���B
�u�X�[�p�[�Ŕ����Ă鉖��n�����v�̂ň����ł��B��p�̘F������Ȃ�
��������1000�x�ɂ���ɂ͔M�ʂ�����̂ŔM�������͕K�v�B
���͈���Ȃ̂Ŕ�������������Ȃ��B
���_��1400�x�Ȃ̂�1400�x�ɂ��Ȃ�������B
430 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/14(��) 05:55:29.05 ID:mHyw5syk
������ڂ̑ωΉ��x��1800�x���炢�Ȃ̂�
�������Ă�ڂ��o�[�i�[�ŔM���ėn����܂�800�x�����Ă邩�ȂƁB
800�x�̂����ɍ|�ޓ�����800�x�ɂȂ�̂ŁA
�\��������800�x�ɂȂ�̂ŁA���o���Đ��ŏĂ����ꂷ���
�\���g�o�X�����Ƃ����āA���Ǝ҂�����Ă�Ă���������B
1�x�P�ʂʼn��x�����ł��邵�A�ꕔ�����ُ̈���M���Ȃ��̂Ŏ��s���ɂ����B
�������Ă�ڂ��o�[�i�[�ŔM���ėn����܂�800�x�����Ă邩�ȂƁB
800�x�̂����ɍ|�ޓ�����800�x�ɂȂ�̂ŁA
�\��������800�x�ɂȂ�̂ŁA���o���Đ��ŏĂ����ꂷ���
�\���g�o�X�����Ƃ����āA���Ǝ҂�����Ă�Ă���������B
1�x�P�ʂʼn��x�����ł��邵�A�ꕔ�����ُ̈���M���Ȃ��̂Ŏ��s���ɂ����B
�������������Ă����A���Z�̍��i�g���E������肽����
�ł������Ăɉ�����āA���Ȏ��ɂ��������͂ȃo�[�i�[�ʼn��������Ƃ���������B
�Y�f�_�̓d�ɓ˂�����œd�C�������悤�Ƃ����B
�撣���ĉ��M���Ă݂��̂����A�Ȃ��Ȃ��Z���Ȃ��������ȁB
���ǚ��Ă̕����ӂ��Ă��܂��ēڍ������B
��������ɂȂ��čl������A�d�C��������Ɖ��f�����������ȁB
���s���Ă悩�����Ǝv������
�ł������Ăɉ�����āA���Ȏ��ɂ��������͂ȃo�[�i�[�ʼn��������Ƃ���������B
�Y�f�_�̓d�ɓ˂�����œd�C�������悤�Ƃ����B
�撣���ĉ��M���Ă݂��̂����A�Ȃ��Ȃ��Z���Ȃ��������ȁB
���ǚ��Ă̕����ӂ��Ă��܂��ēڍ������B
��������ɂȂ��čl������A�d�C��������Ɖ��f�����������ȁB
���s���Ă悩�����Ǝv������
432 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/14(��) 10:47:09.83 ID:/lUoI3SN
�\���g�o�X�A�ł����琦�����Ǖ��ˉ��x�v�ŏē��ꉷ�x�܂ő���邩�ȁH
�ێ�30���Ƃ����Ɠ��̓I�ɐh����w
�ێ�30���Ƃ����Ɠ��̓I�ɐh����w
433 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/14(��) 19:26:07.99 ID:e6VC6jrW
���ʂɁA���ĂɌ����J���ďI���ł���
���ɒ��ډΉ��Ă�ᖳ���A���Ă����M���Ă����t�˔M�ʼn������M�������
���ẲΉ����������Ă镔����1500�x�������Ⴄ�ł���
��ɐ�����ăK�X�ŕ�����������
���������Ă��̒�̕��������x�ɐ���̂��A�Ƃ��l����Δ��邾��E�E�E
���ɒ��ډΉ��Ă�ᖳ���A���Ă����M���Ă����t�˔M�ʼn������M�������
���ẲΉ����������Ă镔����1500�x�������Ⴄ�ł���
��ɐ�����ăK�X�ŕ�����������
���������Ă��̒�̕��������x�ɐ���̂��A�Ƃ��l����Δ��邾��E�E�E
434 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/14(��) 21:21:42.78 ID:PlhyjTS0
>���������Ă��̒�̕��������x�ɐ���̂��A
�������������̂��킩��A�P�O�O�x�ł��傗
�������������̂��킩��A�P�O�O�x�ł��傗
435 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/14(��) 21:31:13.30 ID:77T1MBsb
���R�b�v�ɐ�������
��������t��E�E�E
����ƁH��
��������t��E�E�E
����ƁH��
436 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/14(��) 22:34:27.18 ID:LyBfy1qq
�݊p�ɂȂ�
437 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/15(��) 00:04:45.14 ID:6FoVHtsf
����ȁB���w�����x���̏펯��
438 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/15(��) 00:10:54.92 ID:zxXcBQib
433���l�^���ƂƎv���������ǂȁi��
���������A����n�Ő���A���~��ɓ����
�ɂ�����Ƃǂ��Ȃ邩����Ȃ��̂��H
�����ő̂�����A���Ẳ��M���@�ɂ���Ă̓��o�C�Ǝv�����D
�ɂ�����Ƃǂ��Ȃ邩����Ȃ��̂��H
�����ő̂�����A���Ẳ��M���@�ɂ���Ă̓��o�C�Ǝv�����D
440 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/15(��) 19:39:52.94 ID:VTiwTu/o
441 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/15(��) 21:25:38.33 ID:Xa3ZC7Bd
���낵���Ȃ�
�����C�����Ŗ������l�o������
�����C�����Ŗ������l�o������
442 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/18(��) 00:46:30.78 ID:DEec6Jvq
4000Kcal/hors=�s�̂�8000�~���炢�Ŕ����Ă鍂�Ἠo�[�i�[
4000Kcal=1673��6000�W���[�� ���� ����50���� 800���W���[������
3600�b��800���W���[��(8000kJ)
1�b��2.2kJ
��M0.4�̂Ƃ� 400J��1kg�̂��̂�1�x���x���オ��
0.204cal
1�x�グ��̂ɕK�v�ȃG�l���M�[
��1kg 0.2=200J
�S100g 0.4=400Jx0.1=40J
�S300g 0.4=400Jx0.3=120J
�Y�f1kg 0.5=500J �����͔�M��0�x�ł�0.2����1000�x�ł�0.45���炢�ɂȂ�
1�x�グ��̂ɁH
820J
10�x�グ��̂ɁH
8200J=8.2KJ
100�x�グ��̂�?
82kJ
1000�x�グ��̂�?
820kJ
4000Kcal����1�b��2.2kJ�^������̂�
372�b�ԁ�6.2����
6.2���ԂŏĂ����ꉷ�x780�`1000�x�܂ŘF�ڊ܂߂ĉ��x���グ����B
����Ȃ��ꍇ�̓o�[�i�[��lj�����悢�B
�������R�[�N�X�̏ꍇ�͔M�ʂ�8000�`1��Kcal�Ƃ�����̂ł����ɉ��x���オ��B
�v�Z���Ă݂����A�Ԉ���Ă邩���m��Ȃ��A�������Ⴂ50���ł̉��M�v�Z�����̂ł���قNJԈႢ�ł͂Ȃ��͂��B
2000Kcal���x�̃o�[�i�[���Ⴠ���B15���Ƃ�������B
4000Kcal=1673��6000�W���[�� ���� ����50���� 800���W���[������
3600�b��800���W���[��(8000kJ)
1�b��2.2kJ
��M0.4�̂Ƃ� 400J��1kg�̂��̂�1�x���x���オ��
0.204cal
1�x�グ��̂ɕK�v�ȃG�l���M�[
��1kg 0.2=200J
�S100g 0.4=400Jx0.1=40J
�S300g 0.4=400Jx0.3=120J
�Y�f1kg 0.5=500J �����͔�M��0�x�ł�0.2����1000�x�ł�0.45���炢�ɂȂ�
1�x�グ��̂ɁH
820J
10�x�グ��̂ɁH
8200J=8.2KJ
100�x�グ��̂�?
82kJ
1000�x�グ��̂�?
820kJ
4000Kcal����1�b��2.2kJ�^������̂�
372�b�ԁ�6.2����
6.2���ԂŏĂ����ꉷ�x780�`1000�x�܂ŘF�ڊ܂߂ĉ��x���グ����B
����Ȃ��ꍇ�̓o�[�i�[��lj�����悢�B
�������R�[�N�X�̏ꍇ�͔M�ʂ�8000�`1��Kcal�Ƃ�����̂ł����ɉ��x���オ��B
�v�Z���Ă݂����A�Ԉ���Ă邩���m��Ȃ��A�������Ⴂ50���ł̉��M�v�Z�����̂ł���قNJԈႢ�ł͂Ȃ��͂��B
2000Kcal���x�̃o�[�i�[���Ⴠ���B15���Ƃ�������B
443 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/18(��) 00:59:03.00 ID:DEec6Jvq
�o�R�o�[�i�[��3600�`4000Kcal (8000�~) P153
����Ȃ��ꍇ�̓K�X�g�[�`(RZ-840)�Ŏ莝���ŏォ������M���� �����3000Kcal
���v7000Kcal
7000Kcal=2940���W���[��(29400kJ) ����50����14700kJ
����3600�b��14700kJ=���b4kJ�^����
800�x�܂�656kJ�Ȃ̂�164�b�ԁ�2.7���Ԃœ��B
���x�v���ɂ̓��[�U�[���x�v���g�� 1150�x�܂ő����̂������Ă�B
�|�ނɂ���Ă�900�x�܂łŏ\����������Ȃ���BSGM900 6700�~
�ł�����ĂȂ��̂ł����v�Z���������ł��B
����n�����ďĂ����ꂷ��̂̓v��������Ă�̂Ŕ����Ƃ����Ȃ��͂��ł��B
������ڔ����Ă��Ȃ��ƁE�E
����Ȃ��ꍇ�̓K�X�g�[�`(RZ-840)�Ŏ莝���ŏォ������M���� �����3000Kcal
���v7000Kcal
7000Kcal=2940���W���[��(29400kJ) ����50����14700kJ
����3600�b��14700kJ=���b4kJ�^����
800�x�܂�656kJ�Ȃ̂�164�b�ԁ�2.7���Ԃœ��B
���x�v���ɂ̓��[�U�[���x�v���g�� 1150�x�܂ő����̂������Ă�B
�|�ނɂ���Ă�900�x�܂łŏ\����������Ȃ���BSGM900 6700�~
�ł�����ĂȂ��̂ł����v�Z���������ł��B
����n�����ďĂ����ꂷ��̂̓v��������Ă�̂Ŕ����Ƃ����Ȃ��͂��ł��B
������ڔ����Ă��Ȃ��ƁE�E
444 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/18(��) 01:04:25.72 ID:DEec6Jvq
����������
Salt Bath Quenching
http://www.youtube.com/watch?v=ttTbkuvZ_fo
�ǂ�ǂ�Ă����ꂵ�Ă�
����n�����ēS��������ł��炭���u����
�K���ȉ��x�ɂȂ������_�Ő��ɓ˂����ނƌ덷���x�ȓ��̐��m�ȉ��x�ŏĂ�����ł��܂��B
Salt Bath Quenching
http://www.youtube.com/watch?v=ttTbkuvZ_fo
�ǂ�ǂ�Ă����ꂵ�Ă�
����n�����ēS��������ł��炭���u����
�K���ȉ��x�ɂȂ������_�Ő��ɓ˂����ނƌ덷���x�ȓ��̐��m�ȉ��x�ŏĂ�����ł��܂��B
445 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/18(��) 06:24:47.47 ID:7JPHC7iC
�\���g�o�X���Ēm��Ȃ������A���ꂢ���˂��Ďv�����牖�̗Z�_800.4���Ȃ�
�����݂����ȒY�f�|�Ƃ�����780�����炢�ŏĂ����ꂷ���ˁH�Y�����������Ƃ�����Ɖ��x��������f�l�ɂ͓������
���悾�ƒE�Y��h�����߂��Y�̕����ۂ��̂��܂Ԃ��Ă��ˁA����ł��ς��낤��
����327.46�������A�Ⴂ�Ƃ����s���Ƃ��Ȃ�
�����݂����ȒY�f�|�Ƃ�����780�����炢�ŏĂ����ꂷ���ˁH�Y�����������Ƃ�����Ɖ��x��������f�l�ɂ͓������
���悾�ƒE�Y��h�����߂��Y�̕����ۂ��̂��܂Ԃ��Ă��ˁA����ł��ς��낤��
����327.46�������A�Ⴂ�Ƃ����s���Ƃ��Ȃ�
446 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/18(��) 12:05:59.03 ID:mFrkvSd3
>>445
�����ŏē��ꂷ�邮�炢������A�A���~(�Z�_660��)�ł��������ˁH
�����ŏē��ꂷ�邮�炢������A�A���~(�Z�_660��)�ł��������ˁH
447 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/18(��) 14:12:02.40 ID:FgNYLRZm
448 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/18(��) 17:29:12.84 ID:7JPHC7iC
>>446
���ꉴ���v�����A�������ԉ��M����Ȃ牔�̂������j���O�R�X�g�Ⴂ�낤����
>>447
�ǂ����Ƃ������ĂȂ����ǁA�������ʂɏo�Ă��邩�炻���������̂���
https://www.youtube.com/watch?v=M7MDzAeNMfA
���{��Ō���������o�Ă����A�n�C�X�|
�����ł̖h�~�A�W���Ă��ƂȂ̂�
���ꉴ���v�����A�������ԉ��M����Ȃ牔�̂������j���O�R�X�g�Ⴂ�낤����
>>447
�ǂ����Ƃ������ĂȂ����ǁA�������ʂɏo�Ă��邩�炻���������̂���
https://www.youtube.com/watch?v=M7MDzAeNMfA
���{��Ō���������o�Ă����A�n�C�X�|
�����ł̖h�~�A�W���Ă��ƂȂ̂�
449 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/18(��) 19:30:17.32 ID:T0V7JEud
�����������肶�ቔ�o�X����
>>443
���̌v�Z�̓K�X�F�̂悤�ȕ��n�ł������藧���Ȃ��ł���
���A���^�C���ŋ�C���ɕ��M���������X���o�����
�ϔM�����݂����ȕ��Ŗ��^�̘F�����A���̒��łR�O�����炢���M��������ǂ������m���
���|�̂��̎�̃T�C�g������A�ƂĂ���̃��x���ł͏o�������̂�����Ǝv�����ˁH
>>443
���̌v�Z�̓K�X�F�̂悤�ȕ��n�ł������藧���Ȃ��ł���
���A���^�C���ŋ�C���ɕ��M���������X���o�����
�ϔM�����݂����ȕ��Ŗ��^�̘F�����A���̒��łR�O�����炢���M��������ǂ������m���
���|�̂��̎�̃T�C�g������A�ƂĂ���̃��x���ł͏o�������̂�����Ǝv�����ˁH
450 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/18(��) 20:08:51.99 ID:z5QYwEas
>>448
���̂ق������{���߂₷���݂���������ˁB
https://www.osaka-kyoiku.ac.jp/~masako/exp/netuworld/syoutai/hinetu2.html
���̂ق������{���߂₷���݂���������ˁB
https://www.osaka-kyoiku.ac.jp/~masako/exp/netuworld/syoutai/hinetu2.html
451 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/18(��) 22:38:02.04 ID:mFrkvSd3
>>450
�A���~���ēd�C�ƔM�̗Ǔ��̂̕Ȃɔ�M�͍����̂��E�E�E�B
�A���~���ēd�C�ƔM�̗Ǔ��̂̕Ȃɔ�M�͍����̂��E�E�E�B
452 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/19(��) 01:55:42.45 ID:hMv6TCuD
>>445
����Ő��������������A���Z�_���Ă̂𗘗p����
�����o���E��70��(�Z�_962��)�Ɖ����i�g���E��30��(�Z�_800��)���܂����
�Z�_��654���ɉ�����̂𗘗p���Ă���炵���B
https://www.youtube.com/watch?v=M7MDzAeNMfA
��4��46�b�̐}
�A���~�Ƃ����߂���B�����n���ƒE�Y���N���Ă��܂��B
�u���������v�͂��łɎ_���H���Ă���̂ŒY�f���ړ����ɂ����B
�����Ƃ��g�����炶��Ԃ���Ԑڂ��Ă���Ƃ�����Y�f��������̂Łu�Ȃ܂���v�ɂȂ�
����Ő��������������A���Z�_���Ă̂𗘗p����
�����o���E��70��(�Z�_962��)�Ɖ����i�g���E��30��(�Z�_800��)���܂����
�Z�_��654���ɉ�����̂𗘗p���Ă���炵���B
https://www.youtube.com/watch?v=M7MDzAeNMfA
��4��46�b�̐}
�A���~�Ƃ����߂���B�����n���ƒE�Y���N���Ă��܂��B
�u���������v�͂��łɎ_���H���Ă���̂ŒY�f���ړ����ɂ����B
�����Ƃ��g�����炶��Ԃ���Ԑڂ��Ă���Ƃ�����Y�f��������̂Łu�Ȃ܂���v�ɂȂ�
453 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/19(��) 02:42:17.45 ID:siLyu2ay
�ق��@����ŁA���ꂪ�\���g�o�X�Ŏ��Əē��ꂷ��̂��˂�����
454 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/19(��) 07:35:19.09 ID:0WlOLauL
455 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/19(��) 19:21:13.46 ID:y0cJDagL
>>452
�����ƒE�Y���Ȃ��́H
�����ƒE�Y���Ȃ��́H
456 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/19(��) 20:08:06.85 ID:N8rNBRsD
���M���Ă̕Έڂ�����E�Y����A���Ď��ɂȂ遄452�̗�������
��C�i�_�f�⒂�f�j���L��ȏ�h�����͏o���������낤�A���́�452�̗����Ȃ�
�ł��A�������I�[�o�[�q�[�g�����Ȃ���v���덷�ȏ�̒E�Y�͋N���Ȃ���
��C�i�_�f�⒂�f�j���L��ȏ�h�����͏o���������낤�A���́�452�̗����Ȃ�
�ł��A�������I�[�o�[�q�[�g�����Ȃ���v���덷�ȏ�̒E�Y�͋N���Ȃ���
457 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/20(�y) 02:17:54.34 ID:Fa9/Y8D7
�Y�̕�������̂͐�������邽�߂������͂�
���������܂܂��ƔM�������͔�������炵��
���������܂܂��ƔM�������͔�������炵��
458 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/20(�y) 02:59:48.54 ID:eDKqnXV1
�\�����M����Ƃ��Ȃ肢���炵���ȁB
��������1200���ɂ��邽�߂ɂ���\�������g���ƁB
�\������2�p�ӂ��Ēi�K�I�ɁA���}���ɉ��x���グ�Ă�B
�K�X�E�d�C�F���ꡂ��ɏ�肢�Ă�������@���ƃ��[�J�[���F�肵�Ă�����@�B
���ǂ�₻����ł��������Ƃ���30�������ė�₷�Ƃ܂����Ȃ�̂�
�X���ɂ�����Ĉ�C�ɗ�₷�̂Ǝ��Ă�ȁB
�d�C�F�Ƃ�1���������Ƃ�����肵��������Ȃ��ȁB
����͏Ă�����̂���{�ł���B���{�ō��Z�p�̏Ă�����@���\���g�o�X�̕������������B
�ƂX�[�v��������3���炢�Ȃ��Ǝ|���Ȃ�Ȃ��炵���B�i�K�I�ɂƂ����Ă���
��������1200���ɂ��邽�߂ɂ���\�������g���ƁB
�\������2�p�ӂ��Ēi�K�I�ɁA���}���ɉ��x���グ�Ă�B
�K�X�E�d�C�F���ꡂ��ɏ�肢�Ă�������@���ƃ��[�J�[���F�肵�Ă�����@�B
���ǂ�₻����ł��������Ƃ���30�������ė�₷�Ƃ܂����Ȃ�̂�
�X���ɂ�����Ĉ�C�ɗ�₷�̂Ǝ��Ă�ȁB
�d�C�F�Ƃ�1���������Ƃ�����肵��������Ȃ��ȁB
����͏Ă�����̂���{�ł���B���{�ō��Z�p�̏Ă�����@���\���g�o�X�̕������������B
�ƂX�[�v��������3���炢�Ȃ��Ǝ|���Ȃ�Ȃ��炵���B�i�K�I�ɂƂ����Ă���
459 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/20(�y) 19:35:09.62 ID:mO6raA6c
�Ȏ���̐n���ʼnƒ���\�͕v���E�Q���ꂽ���� �V���ɒ��j(20)���o������̎����l�����Ƃ�ے肵�Ă���� [219241683]
http://fox.2ch.net/test/read.cgi/poverty/1411207823/
http://fox.2ch.net/test/read.cgi/poverty/1411207823/
460 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/20(�y) 21:55:49.00 ID:edLMhVgR
>>457
�����C���j����̂ˁH�Y�ɋz�킹��̂�
>>458
�����o���E�����P�������\����˂��A��ł��ɂ́E�E�E�ǂ̒��x�g�p��������邩���킩��Ȃ���
�����R�X�g���l������A��x��1~2�{�����X�̎���ጻ���I����Ȃ���
���Ȃ��ʂł���Ă����肵�Ă��������ɂ���͓̂�����E�E�E�H
���o�X�ł��Ƃ��Ă����x�v��ݔ��̂���肩�Ȃ���
�v���p���ƒY������ϑÓ����ˁ[�I
�����C���j����̂ˁH�Y�ɋz�킹��̂�
>>458
�����o���E�����P�������\����˂��A��ł��ɂ́E�E�E�ǂ̒��x�g�p��������邩���킩��Ȃ���
�����R�X�g���l������A��x��1~2�{�����X�̎���ጻ���I����Ȃ���
���Ȃ��ʂł���Ă����肵�Ă��������ɂ���͓̂�����E�E�E�H
���o�X�ł��Ƃ��Ă����x�v��ݔ��̂���肩�Ȃ���
�v���p���ƒY������ϑÓ����ˁ[�I
461 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/21(��) 08:39:13.97 ID:vVu7SJah
����`�b�N�ȃi�C�t����낤�Ǝv���Ă����SPG2���Ăǂ�ȍ|�ނ���
SPG�U�͂����|�ނ��ł�B
�ł��U���b�ƌ������������Ⴛ�̂悳�͕�����Ȃ����ȁB
�M�����ɒ��ӂ��K�v���B
�ł��U���b�ƌ������������Ⴛ�̂悳�͕�����Ȃ����ȁB
�M�����ɒ��ӂ��K�v���B
463 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/26(��) 18:18:55.84 ID:rXkRhqyY
M390�̍|�ނ���V���b�v���Ăǂ����ɂȂ��ł��傤���H
USAknife maker�͍ɐ�ŁE�E�E
USAknife maker�͍ɐ�ŁE�E�E
464 �Fsage�F2014/09/27(�y) 18:15:49.49 ID:qvslCaek
���킧�B�����̏Z�l�͏Ă�����܂Ŏ����ł���́H���A�������B
���܂Ŗ����ATS,440C,SKD11������̍ޗ��ł����Ă�������
�ǂ���ϐH���ɔ[���̂������̂������B
�ϖ��Ր����������ōd�xHRC60�O��ŎK�ɋ����ޗ����Ă��ꂩ�䑶���Ȃ��ł����ˁH
���܂Ŗ����ATS,440C,SKD11������̍ޗ��ł����Ă�������
�ǂ���ϐH���ɔ[���̂������̂������B
�ϖ��Ր����������ōd�xHRC60�O��ŎK�ɋ����ޗ����Ă��ꂩ�䑶���Ȃ��ł����ˁH
CRMO7���Ⴞ�߂����ˁH
58�`59���炢���ȁB
���ʂɎg���Ă���܂��K�тȂ����B
58�`59���炢���ȁB
���ʂɎg���Ă���܂��K�тȂ����B
467 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/27(�y) 19:17:41.71 ID:uMYhCxH5
H-1�̍|�ނ������Ă�̘b��
�[�ނȂ�K�[�o�[SAKAI�{�ЂŔ����Ă邯�ǁA��ł͊�{�l����ɔ����ĂȂ���Ȃ����H
�[�ނȂ�K�[�o�[SAKAI�{�ЂŔ����Ă邯�ǁA��ł͊�{�l����ɔ����ĂȂ���Ȃ����H
468 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/27(�y) 19:27:32.23 ID:qvslCaek
>>465
���������N����7�͎����������������Ȃ��B�悵�A�e�X�g���Ă݂��B
>>466
�g�|�P���Ĕ����Ă�́H�ߋ��ɒT���Ă݂����nj�����Ȃ������B
���͑ϐH���������|�ނŌ��݂�30�������炢�̕����~�������ǖ�����ˁE�E�E�B
�|�މ�����ł�440C��420J2�݂�����JIS�K�i�̕��Ȃ甄���Ă���邯�ǂ��̂ւ�̂ŗǂ��̂Ȃ����ȁH
���������N����7�͎����������������Ȃ��B�悵�A�e�X�g���Ă݂��B
>>466
�g�|�P���Ĕ����Ă�́H�ߋ��ɒT���Ă݂����nj�����Ȃ������B
���͑ϐH���������|�ނŌ��݂�30�������炢�̕����~�������ǖ�����ˁE�E�E�B
�|�މ�����ł�440C��420J2�݂�����JIS�K�i�̕��Ȃ甄���Ă���邯�ǂ��̂ւ�̂ŗǂ��̂Ȃ����ȁH
����Ȍ����|�ނʼn���邾�H
470 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/27(�y) 20:40:04.09 ID:qvslCaek
�܂��̓n���h����������Ղō��B�f�U�C���̓��`�F�b�g�n���h���ɋ߂��C���[�W�B
�����ăh�����Œ[�ʂ��猊���J���n���h���������ɂ��A�����ɓ��a�̃l�W���B
�������ǂ����߂ɂ˂����ݎ��̊W���p�ӂ���B���Ƀ����g�X�ł�����悤���ȁB
����Ȋ����B��ɒ��ڐG��镔�������犾�ŎK�Ȃ��|�ނ��ǂ��Ȃ��B
�����ăh�����Œ[�ʂ��猊���J���n���h���������ɂ��A�����ɓ��a�̃l�W���B
�������ǂ����߂ɂ˂����ݎ��̊W���p�ӂ���B���Ƀ����g�X�ł�����悤���ȁB
����Ȋ����B��ɒ��ڐG��镔�������犾�ŎK�Ȃ��|�ނ��ǂ��Ȃ��B
471 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/27(�y) 20:42:44.34 ID:65aWEe6B
�ē���͊ۏĂ��Ȃ���A����Ȍ����Œ���m���ɘc�ނł���H
�C���e�O�����Ȋ����H
�i�C�t�p�ɔ����Ă�|�ނ���A�������ɂ����܂Ō����̂͂Ȃ����ȁE�E�E
�i�C�t�p�ɔ����Ă�|�ނ���A�������ɂ����܂Ō����̂͂Ȃ����ȁE�E�E
473 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/27(�y) 20:58:20.93 ID:qvslCaek
>>471
���Ȃ��Ȃ��B���ۃ����g�X�����邩�ǂ������������炢������B�n�C�`���E�̃o���������瑽������Ǝv���B
�O�ϏC���p�ɓ�����3�������炢�͎c�����肾���A���X���̃l�W�������c�Ƃ����
�I�X���̃l�W���������������Ζ��Ȃ������B
���Ȃ��Ȃ��B���ۃ����g�X�����邩�ǂ������������炢������B�n�C�`���E�̃o���������瑽������Ǝv���B
�O�ϏC���p�ɓ�����3�������炢�͎c�����肾���A���X���̃l�W�������c�Ƃ����
�I�X���̃l�W���������������Ζ��Ȃ������B
474 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/29(��) 21:19:32.52 ID:fer8vV3K
�ǂ����l�W��Ȃ�n���h���ƃu���[�h�ōގ��ς���Ηǂ������ł́H
475 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/29(��) 21:29:52.93 ID:qbp3i2a6
�����|�ނ�154cm�Ɏ��Ă�|�ނƂ������ōŏ���ATS34��������o���Ă������͊ۖ_�������Ƃ����������A�a�͂����������̂��B
�_�����Ŋۖ_�̍ɕ����Ă݂���H
�_�����Ŋۖ_�̍ɕ����Ă݂���H
476 �F���O�ȃJ�b�^�[(�m�́M)�F2014/09/30(��) 18:43:35.45 ID:9gMoM+mC
�R�������X��ELMAX�̑����ۖ_�����Ă�݂�������
http://sandoh.net/mate/memb/uddeholm/ELEMAX.pdf
http://sandoh.net/mate/memb/uddeholm/ELEMAX.pdf
477 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/01(��) 22:47:48.46 ID:OPCdtpYP
>>439
�ǂ��Ȃ�́H
�ǂ��Ȃ�́H
478 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/02(��) 23:46:09.18 ID:2bKKU/mI
479 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/03(��) 20:38:01.39 ID:Lmf+9nfC
>>465
���������N�����V���������Ă݂���B
�O�a�H�����Ńe�X�g�����݂���S�S�O�b��`�s�r�R�S��肩�Ȃ�K�тÂ炭�Ă����ˁB
����̊p�ނ��ۖ_������Ȃ��E�E�E�B
>>476
�d�k�l�`�w���Ē��ׂĂ݂�Ƃ�����S�Q�O�i�Q������Ɠ������^�����̍ޗ��ȂˁB
�����n�̋��^�ނ͖ӓ_�������B����������Ă݂����Ȃ�B
�Y�f�ʂ������ȊO�̓X�e�����X�̑g���I�ɂ͕��ʂ̕��ނ����ǑϐH���͗ǂ����Ȃ́H
���������N�����V���������Ă݂���B
�O�a�H�����Ńe�X�g�����݂���S�S�O�b��`�s�r�R�S��肩�Ȃ�K�тÂ炭�Ă����ˁB
����̊p�ނ��ۖ_������Ȃ��E�E�E�B
>>476
�d�k�l�`�w���Ē��ׂĂ݂�Ƃ�����S�Q�O�i�Q������Ɠ������^�����̍ޗ��ȂˁB
�����n�̋��^�ނ͖ӓ_�������B����������Ă݂����Ȃ�B
�Y�f�ʂ������ȊO�̓X�e�����X�̑g���I�ɂ͕��ʂ̕��ނ����ǑϐH���͗ǂ����Ȃ́H
480 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/03(��) 21:15:08.83 ID:zfqtDGAf
�Y�f�ʂ��������͑����ĎK�т₷��
CRMO7�ɂ悭�����|�ނ�HMS67���Ă̂�������
������قƂ�ǎK�тȂ����B
�������b������^�|��]�p�������̂炵������
���ǂ��Ă��ł����|�ނ���̂����B
������قƂ�ǎK�тȂ����B
�������b������^�|��]�p�������̂炵������
���ǂ��Ă��ł����|�ނ���̂����B
482 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/03(��) 23:10:09.35 ID:Lmf+9nfC
>>481
CRMO7�������̕s���x�������|�ނ��`�I�H
���ׂĂ����[�J�[��M�������x���番����Ȃ����ǐn���n�̒ʔ̂�
���ʂɔ����邮�炢���ʂ��Ă�����āA�ǂ��������ƂȂ́H
CRMO7�������̕s���x�������|�ނ��`�I�H
���ׂĂ����[�J�[��M�������x���番����Ȃ����ǐn���n�̒ʔ̂�
���ʂɔ����邮�炢���ʂ��Ă�����āA�ǂ��������ƂȂ́H
483 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/03(��) 23:26:01.80 ID:c+FfQAdD
���}�n���Y���ăi�C�t�̑f�ނƂ������Ă��ł�����
484 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/04(�y) 10:25:34.80 ID:jxgccVea
�����p���X���ł��g����
��肾���ł��b���ł��o���邾�낤�H
��肾���ł��b���ł��o���邾�낤�H
>>482
���^�p�̍|�ނ��t���b�g�o�[�`��ŏo���Ă��������������Ȃ����ȁB
�b��������̂��̂炵���B
CRMO7�͉\����⎆7���ȂƂ��B
CRMO7�̔M�����̓}�g���b�N�X�A�C�_�������B
HMS67���}�g���b�N�X�A�C�_�ɏo���ΊԈႢ�Ȃ���Ȃ����ȁB
���^�p�̍|�ނ��t���b�g�o�[�`��ŏo���Ă��������������Ȃ����ȁB
�b��������̂��̂炵���B
CRMO7�͉\����⎆7���ȂƂ��B
CRMO7�̔M�����̓}�g���b�N�X�A�C�_�������B
HMS67���}�g���b�N�X�A�C�_�ɏo���ΊԈႢ�Ȃ���Ȃ����ȁB
486 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/06(��) 00:49:07.34 ID:+IhzkGpO
487 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/06(��) 22:37:42.84 ID:ZuVy7QXA
>>486
�ǂ�Ȃ̍�肽���̂�H
�ǂ�Ȃ̍�肽���̂�H
488 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/06(��) 22:44:20.37 ID:C7jnwaZd
�n���Y�ł������Ă邪�i����������
seto�J�g�����[�̃T�C�g�ł����Ēʔ̂Ŕ������ق�������
seto�J�g�����[�̃T�C�g�ł����Ēʔ̂Ŕ������ق�������
489 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/11(�y) 23:09:55.71 ID:qCsJT5dD
�����g�Ă����ꑕ�u����������v���邩�ȁH
�d�C�F��菬�����ĉƒ�ɒu����T�C�Y�ɂȂ�Ǝv������
�d�C�F��菬�����ĉƒ�ɒu����T�C�Y�ɂȂ�Ǝv������
490 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/11(�y) 23:54:25.82 ID:n8pM4Y7x
>>489
���l�i���悩�ƁB
���l�i���悩�ƁB
491 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/11(�y) 23:54:36.23 ID:qCsJT5dD
������Ȃ甃���H
492 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 00:05:57.81 ID:Is9D7OAy
����A�l�i���܂��ē���\�ȃT�C�Y�A�����̏��
�K�v�d���A����d�͂��������ƒ�Ŏg����̂�
���܂��o���Ȃ���
����T�C�Y���ē���o���܂��A�Q�O�OV�K�{
�Ƃ�����ǂ������Ă��N�������H
�K�v�d���A����d�͂��������ƒ�Ŏg����̂�
���܂��o���Ȃ���
����T�C�Y���ē���o���܂��A�Q�O�OV�K�{
�Ƃ�����ǂ������Ă��N�������H
493 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 00:09:52.11 ID:jGBkV/g9
�P��200V�Ȃ��ʉƒ�ł����̖����Ȃ�����
494 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 00:16:14.71 ID:zPGATIQN
>>491
���̓j�[�g������u�@�B���l�ԁv�Ƃ������_�ł̉�����⑊��͕������̂�
�Q�l�ɂȂ��Ǝv�����A�i�C�t���쓹��̉��i�т���l�����1���~�ȓ��Ȃ�܂�������ˁH
�Ǝ҂ɔM������C����Ɩ�2500�~�A������x�����̎萔���������邾�낤����3200�~/�{���炢���H
�����ŔM��������Ȃ�Ė߂������Ȃ��Ⴂ���Ȃ��B����ƏĖ߂��̎�ԂƔ�p���������ȁB
���ƒ�̃z�b�g�v���[�g�Ɩ��A�ӂ�ŏĖ߂�������Ƃ��Ă�4�{���Ό��͎��邾�낤�B
4�{�ȏ��郆�[�U�[���đ����Ǝv�����H
�܂��u�i�C�t�v��������Ȃ��āu�n���v�����삷��K�v�̂����S�ʂɑ��Ĕ���o�������邩���ˁB
>>493
�d�C�̂��ƂȂ�ĕ������l�Ԃ̕������̒��命�����Ǝv�����A�ǂ���薳���́H
���̓j�[�g������u�@�B���l�ԁv�Ƃ������_�ł̉�����⑊��͕������̂�
�Q�l�ɂȂ��Ǝv�����A�i�C�t���쓹��̉��i�т���l�����1���~�ȓ��Ȃ�܂�������ˁH
�Ǝ҂ɔM������C����Ɩ�2500�~�A������x�����̎萔���������邾�낤����3200�~/�{���炢���H
�����ŔM��������Ȃ�Ė߂������Ȃ��Ⴂ���Ȃ��B����ƏĖ߂��̎�ԂƔ�p���������ȁB
���ƒ�̃z�b�g�v���[�g�Ɩ��A�ӂ�ŏĖ߂�������Ƃ��Ă�4�{���Ό��͎��邾�낤�B
4�{�ȏ��郆�[�U�[���đ����Ǝv�����H
�܂��u�i�C�t�v��������Ȃ��āu�n���v�����삷��K�v�̂����S�ʂɑ��Ĕ���o�������邩���ˁB
>>493
�d�C�̂��ƂȂ�ĕ������l�Ԃ̕������̒��命�����Ǝv�����A�ǂ���薳���́H
495 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 00:26:43.85 ID:A9U2jjZF
�U�����M���Ȃ甭�M�킪�����Ȃ�Ǝv���܂��B���g������������ƏĂ�����[�������ɐȂ��Ă��܂��܂����A���g����������ƐF�X�Ƒ傫���Ȃ��Ă��܂��܂��B�܂�������x�A�Ă�����Ώۂ̌`�ƂɗU���q�����K�v������܂��B�l�Őݔ������͓̂�����ł��B
�����������Ď����ŗU���q������Ό����I�ɂȂ邩������܂���B
�����������Ď����ŗU���q������Ό����I�ɂȂ邩������܂���B
496 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 00:27:00.13 ID:jGBkV/g9
>>494
�ȒP�ɐ��������
�ƒ�Ɉ�����Ă�̂����S�P���ȒP����
�H��Ƃ��Ɉ�����Ă�̂������̗ǂ��O����
��^�@�B�͎O���𗬎g���Ă���̂���������
�P��200V�Ȃ��ʉƒ�Ɉ�������ł�z�������̂܂g����
�O�����Ɖƒ�Ŏg���ɂ̓C���o�[�^�[���܂����肵�Ȃ��Ƃ����Ȃ�������
�ȒP�ɐ��������
�ƒ�Ɉ�����Ă�̂����S�P���ȒP����
�H��Ƃ��Ɉ�����Ă�̂������̗ǂ��O����
��^�@�B�͎O���𗬎g���Ă���̂���������
�P��200V�Ȃ��ʉƒ�Ɉ�������ł�z�������̂܂g����
�O�����Ɖƒ�Ŏg���ɂ̓C���o�[�^�[���܂����肵�Ȃ��Ƃ����Ȃ�������
497 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 00:30:46.44 ID:zPGATIQN
>>496
�R���Z���g���}���Ŏg����A���Ă��Ƃ�FA�H
�z�������̂܂g���邱�ƂƁA���z�ōςނƂ͂���
�d�C�H���m�̎��i�����ɂ��H�����K�v�Ȃ̂Ƃł�
�ʃ��x���̎�Ԃ�����Ȃ��E�E�E�B
�R���Z���g���}���Ŏg����A���Ă��Ƃ�FA�H
�z�������̂܂g���邱�ƂƁA���z�ōςނƂ͂���
�d�C�H���m�̎��i�����ɂ��H�����K�v�Ȃ̂Ƃł�
�ʃ��x���̎�Ԃ�����Ȃ��E�E�E�B
498 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 00:40:41.67 ID:jGBkV/g9
>>497
�����̊����@�Ƃ��G�A�R���͒P��200V���������炻�̂܂g����Ƃ���͂��̂܂g����
200V���������܂�ĂȂ��Ă������~���炢�̔�p�̏��K�͂̍H���łł���
�����̊����@�Ƃ��G�A�R���͒P��200V���������炻�̂܂g����Ƃ���͂��̂܂g����
200V���������܂�ĂȂ��Ă������~���炢�̔�p�̏��K�͂̍H���łł���
499 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 00:55:55.08 ID:HVXscK+e
500 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 01:07:43.42 ID:zPGATIQN
>>498
�H���ɐ���������Ȃ�{�̉��i��\�͂�
�]�v�ɋ��߂��邱�ƂɂȂ��ăn�[�h���オ�邶���B
�R���Z���g2���g����200V�A�Ƃ��ɂ�o������ˁB
>>499
������C���e�O�����i�C�t�܂ōl�����0.2mm����10mm�A�Ƃ��ɂȂ����Ⴄ�Ȃ�
�����܂Ńj�[�g���P���ɍl���������̂��l�i�����炻�̂܂w�W�ɂ͂Ȃ�B
�n����������Ȃ��Ď����ɂ��g����Ȃ�q�w�͂����ƍL���邾�낤���ˁB
�H���ɐ���������Ȃ�{�̉��i��\�͂�
�]�v�ɋ��߂��邱�ƂɂȂ��ăn�[�h���オ�邶���B
�R���Z���g2���g����200V�A�Ƃ��ɂ�o������ˁB
>>499
������C���e�O�����i�C�t�܂ōl�����0.2mm����10mm�A�Ƃ��ɂȂ����Ⴄ�Ȃ�
�����܂Ńj�[�g���P���ɍl���������̂��l�i�����炻�̂܂w�W�ɂ͂Ȃ�B
�n����������Ȃ��Ď����ɂ��g����Ȃ�q�w�͂����ƍL���邾�낤���ˁB
501 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 01:28:13.74 ID:HVXscK+e
�ވȊO�����Ȃ�R�C���������ɂȂ邩�猵����
502 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 01:30:59.22 ID:zPGATIQN
>>501
�܂��u�v�̃T�C�Y�ɂ��낤�B
����A���Ă����̑g�ݍ��킹�����Č��\�������낤���ˁB
�u����̃T�C�Y�̔v��菬������Ό`��͖�薳���A�Ƃ��Ȃ�X�ɗǂ��Ǝv���B
�܂��u�v�̃T�C�Y�ɂ��낤�B
����A���Ă����̑g�ݍ��킹�����Č��\�������낤���ˁB
�u����̃T�C�Y�̔v��菬������Ό`��͖�薳���A�Ƃ��Ȃ�X�ɗǂ��Ǝv���B
503 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 08:08:38.23 ID:EBx61ZAP
�����킯�ł�����܂��ɂ���Ȃɑ傫�ȑ��u�ɂ͂Ȃ�Ȃ��ł���
504 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 09:42:39.67 ID:jGBkV/g9
�S��30cm���炢�ŕ�10cm���炢�܂ł��ē���o������~����
505 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 10:29:11.81 ID:Zt3C6nFO
�Y�f�|�Ȃ炢�����ǁA�X�e�����X�͉��x��ێ����鎞�ԂƂ������ˁA����͂ǂ�����́H
��10cm�A����5cm�A�[��30cm�ʂ̃\���g�o�X�̂ق���������Ȃ����Ȃ�
��10cm�A����5cm�A�[��30cm�ʂ̃\���g�o�X�̂ق���������Ȃ����Ȃ�
506 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/12(��) 17:02:57.13 ID:+5+YvlfA
1mm���炢�̔��Ȃ�d��������ł��^���ԂɂȂ邯�ǂ�
507 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/14(��) 22:29:01.12 ID:oPWIFhPG
�ŁA
���O��̒��Ƀ\���g�o�X�����Ă�z����́H
���O��̒��Ƀ\���g�o�X�����Ă�z����́H
508 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/14(��) 22:51:18.64 ID:lQuUGsWo
509 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/19(��) 21:56:07.64 ID:LXlXVwpa
���͒N�����삵�Ă��Ȃ������H
510 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/19(��) 22:40:53.43 ID:dM31ZqRs
�������ɏĂ�����͎���������Ȃ���
511 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/28(��) 21:23:38.47 ID:B+CAWJ5S
�ł���^�̎��ւŃh���C���[�o���o���g���Ί��ƍs���Ȃ����Ȃ�
512 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/28(��) 22:28:58.68 ID:BlE+3wcr
513 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/28(��) 22:33:31.18 ID:B+CAWJ5S
514 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/28(��) 22:48:33.12 ID:lP0KxBOZ
�����ȁA�S�̉�Ȃ炢�����Ă��ᖳ������
���������Ĉꉞ�ē��ꂳ��Ă镨������
���������Ĉꉞ�ē��ꂳ��Ă镨������
515 �F�W�g�� ��NAiBHuyoBI �F2014/10/28(��) 23:18:59.25 ID:z2pSuFU8
�p�[�\�i���Ă�����F�̘b��A�y�����݂����Ă��炢�܂����B
�ʐ^�B���Ă����̂Œu���Ă����܂��B
�i������Ƃ����w���邱�Ƃ͂����Ă��A���g�ō�Ƃ����o��
�͂Ȃ��A�悭�킩��Ȃ��j
�S��
�����q�[�^�[�d�����u
��O���\���g��
ttp://i.rara.jp/dynamic/43/3c/4a408de1355cc23688f181e18e12433c_2748834.jpg
�\���g��
���̃T�C�Y�͕�200�~���s��400�~�[���͐����600���炢�H
ttp://i.rara.jp/dynamic/ff/2c/47b723a79f33c05703715d2d65e1ff2c_2748833.jpg
�ʐ^�B���Ă����̂Œu���Ă����܂��B
�i������Ƃ����w���邱�Ƃ͂����Ă��A���g�ō�Ƃ����o��
�͂Ȃ��A�悭�킩��Ȃ��j
�S��
�����q�[�^�[�d�����u
��O���\���g��
ttp://i.rara.jp/dynamic/43/3c/4a408de1355cc23688f181e18e12433c_2748834.jpg
{kind=link}
�\���g��
���̃T�C�Y�͕�200�~���s��400�~�[���͐����600���炢�H
ttp://i.rara.jp/dynamic/ff/2c/47b723a79f33c05703715d2d65e1ff2c_2748833.jpg
{kind=link}
516 �F�W�g�� ��NAiBHuyoBI �F2014/10/28(��) 23:34:04.70 ID:z2pSuFU8
�ŁA���ꂪ�d����H�ɒ����Ă���v���[�g�ł��B
�d�C�ڂ����l�Ȃ�ǂꂭ�炢�̋K�͂̃q�[�^�[�����Ă��邩�킩�邩���B
���̋�ɁA���ƕ��H�ł��Ȃ茩��Ȃ��Ă��܂����A�R�O�����̂悤�ł��B
ttp://i.rara.jp/dynamic/06/25/308263b0c8efe69754fe0f8db1330625_2748836.jpg
�F�Ɏh�����Ă�2�{�̑����p�_�̓u�����N�i�M�����Ώہj��݂邵�Ē��߂邽�߂̃A�[��
�Ă�����\�͂̓X�e�����X6���O���Ȃ�P�O���Â��˂Ċe�A�[���ɂ邵�ď����ł���悤�ł��B
�u�����N����遨���̉��x�����遨�w�艷�x�܂Ń\���g�̉��x���オ������ێ��J�n�B
�ňꎞ�Ԃ�80�`100�����炢�Ă���̂ł��傤���B
�����Ȃ�\���g�ɏ퉷�̃u�����N�����ƁA���S�̂̉��x���������Ă��܂�����
���ʂ͗]�M�w�Ƃ�����7�`800�����炢�܂ŕʂ̑��ŏグ�Ă����̂ł����A�����
1�̑��ł܂��Ȃ��Ă܂��A�q�[�^�[�ɗ]�T������̂ł��傤�B
�d�C�ڂ����l�Ȃ�ǂꂭ�炢�̋K�͂̃q�[�^�[�����Ă��邩�킩�邩���B
���̋�ɁA���ƕ��H�ł��Ȃ茩��Ȃ��Ă��܂����A�R�O�����̂悤�ł��B
ttp://i.rara.jp/dynamic/06/25/308263b0c8efe69754fe0f8db1330625_2748836.jpg
{kind=link}
�F�Ɏh�����Ă�2�{�̑����p�_�̓u�����N�i�M�����Ώہj��݂邵�Ē��߂邽�߂̃A�[��
�Ă�����\�͂̓X�e�����X6���O���Ȃ�P�O���Â��˂Ċe�A�[���ɂ邵�ď����ł���悤�ł��B
�u�����N����遨���̉��x�����遨�w�艷�x�܂Ń\���g�̉��x���オ������ێ��J�n�B
�ňꎞ�Ԃ�80�`100�����炢�Ă���̂ł��傤���B
�����Ȃ�\���g�ɏ퉷�̃u�����N�����ƁA���S�̂̉��x���������Ă��܂�����
���ʂ͗]�M�w�Ƃ�����7�`800�����炢�܂ŕʂ̑��ŏグ�Ă����̂ł����A�����
1�̑��ł܂��Ȃ��Ă܂��A�q�[�^�[�ɗ]�T������̂ł��傤�B
517 �F�W�g�� ��NAiBHuyoBI �F2014/10/28(��) 23:50:23.99 ID:z2pSuFU8
���_
��͂艖�₻�̐e�ʂ̂悤�Ȃ��̂������Ŏύ��ނ��߁A���̕��H�����܂����悤�ł��B
�ꃖ���ɂR�`�S���̎g�p�ŁA���̎�����2�N
�p���҂��̑��@����Ȃ̂��R�قǂ��낪���Ă܂��B
ttp://i.rara.jp/dynamic/70/7c/aa9fb094c41419cc303d88dad2e0707c_2748835.jpg
�A�[�����ɂ݂܂��B
ttp://i.rara.jp/dynamic/a9/b4/5c42879590e3f9b0e61831b5bcc8a9b4_2748864.jpg
�p�[�\�i�����[�X�Ȃ�Q�`�R���Â��炢�������e�ʁA
������1/3�ȉ��̋K�͂ł悢�͂��ł��B
�C���R�l���Ƃ܂ł͂����܂��A�����ϐH���̂����ꂽ�����̃p�C�v��
����ǂ��ł��܂��ˁA���a100m���炢�Œ���250���炢�̂�
����Ύg���₷�����ł��B
��͂艖�₻�̐e�ʂ̂悤�Ȃ��̂������Ŏύ��ނ��߁A���̕��H�����܂����悤�ł��B
�ꃖ���ɂR�`�S���̎g�p�ŁA���̎�����2�N
�p���҂��̑��@����Ȃ̂��R�قǂ��낪���Ă܂��B
ttp://i.rara.jp/dynamic/70/7c/aa9fb094c41419cc303d88dad2e0707c_2748835.jpg
{kind=link}
�A�[�����ɂ݂܂��B
ttp://i.rara.jp/dynamic/a9/b4/5c42879590e3f9b0e61831b5bcc8a9b4_2748864.jpg
{kind=link}
�p�[�\�i�����[�X�Ȃ�Q�`�R���Â��炢�������e�ʁA
������1/3�ȉ��̋K�͂ł悢�͂��ł��B
�C���R�l���Ƃ܂ł͂����܂��A�����ϐH���̂����ꂽ�����̃p�C�v��
����ǂ��ł��܂��ˁA���a100m���炢�Œ���250���炢�̂�
����Ύg���₷�����ł��B
518 �F�W�g�� ��NAiBHuyoBI �F2014/10/28(��) 23:57:24.24 ID:z2pSuFU8
>>513
1�L���`2�L�����炢�̃n���}�[�̕����O���A10mm�ȏ�̌��݂̂���S��
�n�ڂ��Ă�����Ă��������B
�n�ڂł�����ɂȂ��i�w��ǂ̐l�͗n�ڂȂ�Ă��Ȃ��j�ꍇ�A�S�H���ɂ��������
����Ă��炦�܂���B
�����@�u���v�łȂ��u���v�ł��ˁB
1�L���`2�L�����炢�̃n���}�[�̕����O���A10mm�ȏ�̌��݂̂���S��
�n�ڂ��Ă�����Ă��������B
�n�ڂł�����ɂȂ��i�w��ǂ̐l�͗n�ڂȂ�Ă��Ȃ��j�ꍇ�A�S�H���ɂ��������
����Ă��炦�܂���B
�����@�u���v�łȂ��u���v�ł��ˁB
519 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/29(��) 12:00:13.96 ID:5kioqbNA
�����͂���܂��荞��ł�l�͋��Ȃ���
520 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/29(��) 23:13:08.61 ID:CUlgYV4/
>>519
�܂�2500�~���o���i�C�t����ɂ͑傫������قǂ��k����ɓ��邩��A
�Ă����ꂷ������o���ďĂ����������y�����R�X�g�������B
�܂�2500�~���o���i�C�t����ɂ͑傫������قǂ��k����ɓ��邩��A
�Ă����ꂷ������o���ďĂ����������y�����R�X�g�������B
521 �F�W�g�� ��NAiBHuyoBI �F2014/10/30(��) 00:47:58.26 ID:M+dPbwth
�P�ǃp�C�v�Ԃ�ɂ��āA�Б���܂�Ȃ��ėn�ځA�g���̂Ă̑�������
�\���g�ƃu�����N����ĉ��M������ł��Ȃ����H�@�Ƃ�
�����͐F�X����ł����A���ꂱ��l���Ă݂鎞�Ԃ��̂��̂��y�����ł��B
1050���O��A10���ێ��łł���Α�C��\�I�ɋ߂���ԁE�E�E���āA������ςł���˂��B
�\���g�ƃu�����N����ĉ��M������ł��Ȃ����H�@�Ƃ�
�����͐F�X����ł����A���ꂱ��l���Ă݂鎞�Ԃ��̂��̂��y�����ł��B
1050���O��A10���ێ��łł���Α�C��\�I�ɋ߂���ԁE�E�E���āA������ςł���˂��B
522 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/30(��) 19:58:39.69 ID:u/MXXYEX
�����ƌ������E�E�E�l�ł̓����Q�[�ł���
���������A1000�x�߂����ɂǂ�����ċ߂Â���
���}�������������g���ďo�����ꂷ��́H
���������A1000�x�߂����ɂǂ�����ċ߂Â���
���}�������������g���ďo�����ꂷ��́H
523 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/30(��) 21:51:45.09 ID:gkTTSy3m
�����������o���Ńi�C�t��鎞�_�ŁA��ʐl���炷��Ƃ��Ȃ�n�[�h��������Ȃ����H
524 �F�W�g�� ��NAiBHuyoBI �F2014/10/30(��) 23:29:49.58 ID:dgT8BmVl
���|����Ă�l�����̏�����d�C�q��1300�����炢�͂������ł���B
http://www.tougeishop.com/introduction/p2809.php
�P�w100V�i�ƒ�p�̃R���Z���g�j�d�l�̏��������̂�����܂��A����1000�x�܂�
������̂�2���Ԕ����炢������B
��C��\�I�͂�����߁A�A���~�z�C���ł�Œ݂邷�B
�Ȃ��邩�畡���ނŒ@�������A���r��邩�����藎�Ƃ��K�v������B
���r�ǂɁA�Ă����������i�C�t�A�o�����`�b�v�A������܁A���������ăt�^����
�M�����[�^�[�ŃR���R���܂킷�p�[�\�i���o���������@����ΐ��y���ȁH�Ƃ�
�ŋ߃z�[���Z���^�[�ɔ����Ă�R���׃N�V�����I�[�u���A����Ȃ�Ă��߂����x
�R���g���[���ł��邩�ȂƂ��E�E
�l���Ă�̂͊y�����i�����Č����̓L�r�V�C�j�B
http://www.tougeishop.com/introduction/p2809.php
�P�w100V�i�ƒ�p�̃R���Z���g�j�d�l�̏��������̂�����܂��A����1000�x�܂�
������̂�2���Ԕ����炢������B
��C��\�I�͂�����߁A�A���~�z�C���ł�Œ݂邷�B
�Ȃ��邩�畡���ނŒ@�������A���r��邩�����藎�Ƃ��K�v������B
���r�ǂɁA�Ă����������i�C�t�A�o�����`�b�v�A������܁A���������ăt�^����
�M�����[�^�[�ŃR���R���܂킷�p�[�\�i���o���������@����ΐ��y���ȁH�Ƃ�
�ŋ߃z�[���Z���^�[�ɔ����Ă�R���׃N�V�����I�[�u���A����Ȃ�Ă��߂����x
�R���g���[���ł��邩�ȂƂ��E�E
�l���Ă�̂͊y�����i�����Č����̓L�r�V�C�j�B
525 �F�W�g�� ��NAiBHuyoBI �F2014/10/30(��) 23:46:18.43 ID:dgT8BmVl
>>523
�i�C�t����ʔ̂ō|�ޔ����Ƃ���܂ł��������l�͏��Ȃ��Ǝv���܂��B
��͂�S&R�ł��~���͑����ɂ������ADIY�ȂǂōH�습�ꂵ�Ă���łȂ��ƁA�ǂ�
���H���Ă��������킩��Ȃ��ł��傤�B
�E�E�ŁA���łɊy����ł鎄�炪�u�y���݂���鑤�v�ɂȂ��悢�ȂƁB
�i�C�t����ʔ̂ō|�ޔ����Ƃ���܂ł��������l�͏��Ȃ��Ǝv���܂��B
��͂�S&R�ł��~���͑����ɂ������ADIY�ȂǂōH�습�ꂵ�Ă���łȂ��ƁA�ǂ�
���H���Ă��������킩��Ȃ��ł��傤�B
�E�E�ŁA���łɊy����ł鎄�炪�u�y���݂���鑤�v�ɂȂ��悢�ȂƁB
526 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/31(��) 02:14:45.24 ID:aYJhSmJP
>>524
>>��C��\�I
�_�C���t�����|���v�ƃI�C�����[�^���[�|���v�Ő^���������Ȃ�A
���f�K�X�{���x�Œu������Ȃ�A�H�i��p�̒E�_�f��(�G�[�W���X�Ƃ�)������Ȃ�B
http://www.monotaro.com/g/00257942/
���f�K�X�u�������1000���܂ł炵�����ǁA����Ȃ̂�����B���ɂ��Ǐ�F�Ƃ��B
http://www.nissin-seiki.com/p01.htm
http://www.heattec.co.jp/tubero.html
>>��C��\�I
�_�C���t�����|���v�ƃI�C�����[�^���[�|���v�Ő^���������Ȃ�A
���f�K�X�{���x�Œu������Ȃ�A�H�i��p�̒E�_�f��(�G�[�W���X�Ƃ�)������Ȃ�B
http://www.monotaro.com/g/00257942/
���f�K�X�u�������1000���܂ł炵�����ǁA����Ȃ̂�����B���ɂ��Ǐ�F�Ƃ��B
http://www.nissin-seiki.com/p01.htm
http://www.heattec.co.jp/tubero.html
�����ŔM�����������Ȃ�G���|�b�g���Ă�T���Ă��Ȃ�B
���ÂȂ猋�\�����炵���B
������߂�������J�X�^�����[�J�[���g���Ă��B
�X�e�����X�̃p�b�N�ɕ��ł�邻�����B
�Ă��Ȃ���͋���200�x���炢�܂ł̊ԂɁA�o�C�X�ɋ���Œ����Ƃ��B
���o���ō��̂�����Ȃɕ~���������̂��E�E�E�H
���X���ō��Ȃ�Ă̂͒��w�̋Z�p�ƒ�ŏK���l�Ȏ��Ȃ�łȂ������B
���ÂȂ猋�\�����炵���B
������߂�������J�X�^�����[�J�[���g���Ă��B
�X�e�����X�̃p�b�N�ɕ��ł�邻�����B
�Ă��Ȃ���͋���200�x���炢�܂ł̊ԂɁA�o�C�X�ɋ���Œ����Ƃ��B
���o���ō��̂�����Ȃɕ~���������̂��E�E�E�H
���X���ō��Ȃ�Ă̂͒��w�̋Z�p�ƒ�ŏK���l�Ȏ��Ȃ�łȂ������B
528 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/31(��) 18:37:53.10 ID:J7fPCqM3
529 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/31(��) 18:51:35.92 ID:adzBSEiA
�_���A���~�j�E���̗Z�_��2,072�x
�A���~�n�ڂ̃n�[�h���������̂͑�C���Ŏ_���w����炸�ɉ��M����̂��������
�܂��A�z�C�����ᕁ�ʂɗn���ďI��肾�낤����
>>527
���Z�p�I�Șb��A����ނ𑵂���R�X�g����
������n�����ǂ�����̂��A����Ԗ��ɂȂ�悤�ȋC�����܂�
�Ԃ����Ⴏ�A���߂�ʧʧ���邵�������l���唼����ˁH��Ȃ�
���̂��߂ɋ��Ǝ��Ԃ���������̂��A�ł���
�قƂ�ǂ̐l�͂����Ŏ~�܂�ł���A���ʂ�
���̌䎞���A����̗p�r�̂��߂ɍ��K�v������܂��A�Ƃ��Ȃ�ċ��Ȃ����낤��
�A���~�n�ڂ̃n�[�h���������̂͑�C���Ŏ_���w����炸�ɉ��M����̂��������
�܂��A�z�C�����ᕁ�ʂɗn���ďI��肾�낤����
>>527
���Z�p�I�Șb��A����ނ𑵂���R�X�g����
������n�����ǂ�����̂��A����Ԗ��ɂȂ�悤�ȋC�����܂�
�Ԃ����Ⴏ�A���߂�ʧʧ���邵�������l���唼����ˁH��Ȃ�
���̂��߂ɋ��Ǝ��Ԃ���������̂��A�ł���
�قƂ�ǂ̐l�͂����Ŏ~�܂�ł���A���ʂ�
���̌䎞���A����̗p�r�̂��߂ɍ��K�v������܂��A�Ƃ��Ȃ�ċ��Ȃ����낤��
�i�C�t���l���č������Ă���炵���B
���p��ӓ|�ō��l������A�t�@���^�W�[�H�Ȃ̍��l������B
���ʂ��Ă�̂́A��肽����������Ċ������ȁB
��鎖�ɑ���������ŏ��ɂ���l�Ȑl�́A���͂��߂Ă��������Ȃ����ȁB
���p��ӓ|�ō��l������A�t�@���^�W�[�H�Ȃ̍��l������B
���ʂ��Ă�̂́A��肽����������Ċ������ȁB
��鎖�ɑ���������ŏ��ɂ���l�Ȑl�́A���͂��߂Ă��������Ȃ����ȁB
531 �F�W�g�� ��NAiBHuyoBI �F2014/10/31(��) 19:54:41.64 ID:0bJ/EzVQ
���`���������A���~���͂���ɉ��t��ƌ��܂��ˁA�ł̓X�e�����X�̔����Ă̂�
����̂��ȁH
���y�̎���Ƃ͈قȂ�܂����A�u�K�v�ɂȂ邩����v���ăp�^�[���͐F�X�ȏꏊ��
����݂����ł��B
���A�؍H�̍�Ə��ɊԎ肵�Ă܂����A�؍H���Ղ̂܂��Ɏ��芴���ӂ��
�o�C�g�ނ��]�����Ă܂��B
���ɁA���������̓W���݂ɂ��������A�^���i�X��u���X�e���V���j�̐����������Ă�
�g���Ă�n�������Ă�������玩��Ƃ̂��Ƃł����B
�s�̂̃N���t�g�i�C�t�ł͓���Ȍ`��̐蔲�����o���Ȃ��Ƃ̂��ƁB
���Ƃ́A��邱�Ƃ��̂��̂��y���ރ^�C�v
���̓R���Z�v�g��f�U�C�����l���Ă��鎞�Ԃ��������y�����B
����ɔ����Ē��߂�̂ƈ���āA�����ō���Ē��߂�Ƃ��Ȃ炸�C�ɓ���Ȃ��������o�Ă���B
���삾�Ƃ��ꂪ�����̃~�X�ȂNjZ�p�s���ł�������A�R���Z�v�g�I�Ȏv���Ⴂ��������B
���W����nj^���l����y���݂�����܂��B
����̂��ȁH
���y�̎���Ƃ͈قȂ�܂����A�u�K�v�ɂȂ邩����v���ăp�^�[���͐F�X�ȏꏊ��
����݂����ł��B
���A�؍H�̍�Ə��ɊԎ肵�Ă܂����A�؍H���Ղ̂܂��Ɏ��芴���ӂ��
�o�C�g�ނ��]�����Ă܂��B
���ɁA���������̓W���݂ɂ��������A�^���i�X��u���X�e���V���j�̐����������Ă�
�g���Ă�n�������Ă�������玩��Ƃ̂��Ƃł����B
�s�̂̃N���t�g�i�C�t�ł͓���Ȍ`��̐蔲�����o���Ȃ��Ƃ̂��ƁB
���Ƃ́A��邱�Ƃ��̂��̂��y���ރ^�C�v
���̓R���Z�v�g��f�U�C�����l���Ă��鎞�Ԃ��������y�����B
����ɔ����Ē��߂�̂ƈ���āA�����ō���Ē��߂�Ƃ��Ȃ炸�C�ɓ���Ȃ��������o�Ă���B
���삾�Ƃ��ꂪ�����̃~�X�ȂNjZ�p�s���ł�������A�R���Z�v�g�I�Ȏv���Ⴂ��������B
���W����nj^���l����y���݂�����܂��B
532 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/31(��) 21:07:48.29 ID:adzBSEiA
����͐E�ƓI�ȕK�v���ɂ��܂��č��Ȃ���Ȃ�Ȃ��A���Ęb�ł���
��̘b�ˁA�����Ăď����Ă�낤����
��̘b�ˁA�����Ăď����Ă�낤����
533 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/31(��) 21:33:00.20 ID:sqdyxYTz
>>529
�A���~���n���ė����邾���Ȃ炢�����A�n���ƕςȍ����t�����ĐƂ��Ȃ�̂������B
�A���~���n���ė����邾���Ȃ炢�����A�n���ƕςȍ����t�����ĐƂ��Ȃ�̂������B
534 �F���O�ȃJ�b�^�[(�m�́M)�F2014/10/31(��) 22:56:46.84 ID:BLmNiZ5x
535 �F�W�g�� ��NAiBHuyoBI �F2014/11/01(�y) 01:21:04.89 ID:LY5VBwj5
��ł�������n�����쁨��邱�Ƃ��̂��̂��y�����Ȃ��ăi�C�t���C�L���O��
���ꂾ�ƃn���e�B���O�ƃt�B�b�V���O�ƂȂ��Ă܂����E�E
���ہA�S�C�����Ƃ̑������͈ȊO�ƍ����C�����܂��B
�ނ�́E�E����ȂɃi�C�t�����̂��낤���H�@�C���[�W��菭�Ȃ��B
�A���~���͊��S�Ɏ��̎v���Ⴂ�A�Ƃ���������̂��̂ɕ�܂�Ă�݂̂āA�z�C���Ă���
�C���[�W�ł����ܒ�~�܂����A�v�����݂��Ă͕̂|���B
���ɓd�C�F�g���@�����Δ��ŕ�����ƁA���Ɩ{�C�Ŏv���Ă����̂Ŋ�Ȃ��Ƃ���ł����B
�p�C�v�Ƀu�����N�ƒY���ƐZ�Y���i�܂���āA���[�܂�Ȃ��Ăɂ��ČŌ`�Z�Y���Ă̂́A�̐Z�Y�M������
���ƒ��ׂĂ����Ɍ����o��������܂��B
�������A�����p�͂ǂ�����낤�B
�s�����K�X�߂���^��ɂ���ƁA���̖͂����o�Ă��܂�������Ȃ��Ȃ肻���ł��B
���ꂾ�ƃn���e�B���O�ƃt�B�b�V���O�ƂȂ��Ă܂����E�E
���ہA�S�C�����Ƃ̑������͈ȊO�ƍ����C�����܂��B
�ނ�́E�E����ȂɃi�C�t�����̂��낤���H�@�C���[�W��菭�Ȃ��B
�A���~���͊��S�Ɏ��̎v���Ⴂ�A�Ƃ���������̂��̂ɕ�܂�Ă�݂̂āA�z�C���Ă���
�C���[�W�ł����ܒ�~�܂����A�v�����݂��Ă͕̂|���B
���ɓd�C�F�g���@�����Δ��ŕ�����ƁA���Ɩ{�C�Ŏv���Ă����̂Ŋ�Ȃ��Ƃ���ł����B
�p�C�v�Ƀu�����N�ƒY���ƐZ�Y���i�܂���āA���[�܂�Ȃ��Ăɂ��ČŌ`�Z�Y���Ă̂́A�̐Z�Y�M������
���ƒ��ׂĂ����Ɍ����o��������܂��B
�������A�����p�͂ǂ�����낤�B
�s�����K�X�߂���^��ɂ���ƁA���̖͂����o�Ă��܂�������Ȃ��Ȃ肻���ł��B
536 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 01:29:12.76 ID:PLvswjBG
>>535
>>���̖͂����o�Ă��܂�����
���ʂ͑�C���p�[�W���邽�߂̃o���u�����Ă�B
��ŁA�Ƃ��������łȂ��d���ŕK�v�Ȑn���������ƊȒP�ɍ�肽���A���Ď��v�����邾�낤�ˁB
>>���̖͂����o�Ă��܂�����
���ʂ͑�C���p�[�W���邽�߂̃o���u�����Ă�B
��ŁA�Ƃ��������łȂ��d���ŕK�v�Ȑn���������ƊȒP�ɍ�肽���A���Ď��v�����邾�낤�ˁB
537 �F�W�g�� ��NAiBHuyoBI �F2014/11/01(�y) 01:30:20.67 ID:LY5VBwj5
����A�\���g�o�X�F�ғ����Ă܂����B
�����͉����M��������̂��ƕ�������u1,300���v�@��
���_�Ƃ������B�����Ă��܂��E�E
���ꂾ���J����Ƃ��낪�����̏��ŘF�������Ȃ����_�ł��@���ȋC�����܂��B
�ł��l���Ă݂邾���ł����A���ꂱ��l���Ĉӌ��������ߒ����y���݂����B
�����͉����M��������̂��ƕ�������u1,300���v�@��
���_�Ƃ������B�����Ă��܂��E�E
���ꂾ���J����Ƃ��낪�����̏��ŘF�������Ȃ����_�ł��@���ȋC�����܂��B
�ł��l���Ă݂邾���ł����A���ꂱ��l���Ĉӌ��������ߒ����y���݂����B
538 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 03:18:37.69 ID:ydoCmoyh
�Y�f�|�Ȃ畁�ʂɏĂ����ꂷ����������I����ˁH
539 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 07:00:37.54 ID:yc6+8YHQ
�l�����DIY�I�ɍ��Ȃ�A�R�[�N�X�F������Ώ\��
����ȏ�̘b�����Ă���z�́A�P�Ɏd���ł��������̂��g�߂ɂ���̂�
���������������Ȃ�Ȃ����Ǝv��
����ȏ�̘b�����Ă���z�́A�P�Ɏd���ł��������̂��g�߂ɂ���̂�
���������������Ȃ�Ȃ����Ǝv��
540 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 07:03:13.34 ID:0u430apv
���̕ӂ�́A�R�X�g�Ǝ�Ԃ̃o�����X�ł��傤
���S�A����Ɛ��Ă�������Ȃ�A��̌����������������Ă��\���g�≔�o�X�̕����L�����낤
�P�O�A�Q�O�Ȃ畁�ʂɏē��ꂽ�����L���A���x�̘b����
���S�A����Ɛ��Ă�������Ȃ�A��̌����������������Ă��\���g�≔�o�X�̕����L�����낤
�P�O�A�Q�O�Ȃ畁�ʂɏē��ꂽ�����L���A���x�̘b����
541 �F�W�g�� ��NAiBHuyoBI �F2014/11/01(�y) 11:20:23.88 ID:YhW+MCGG
��������
�J�Z�b�g�K�X�o�[�i�[�ƁA���ւɖؒY���炢�ł����Ɋy���߂邩�l�����ق���
���̃X���I�ɂ͗L�v�ł��ˁB
���ʁA������ƍr�ꂻ���ȕ��͋C�ɂȂ��Ă��܂����@����
�Ȃ��͋�̓I�ȍ��l���Ă����܂��B
�J�Z�b�g�K�X�o�[�i�[�ƁA���ւɖؒY���炢�ł����Ɋy���߂邩�l�����ق���
���̃X���I�ɂ͗L�v�ł��ˁB
���ʁA������ƍr�ꂻ���ȕ��͋C�ɂȂ��Ă��܂����@����
�Ȃ��͋�̓I�ȍ��l���Ă����܂��B
542 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 12:25:04.43 ID:VK229AME
�ω����K�ŘF��R���v���b�T�ŋ�C�����悤�Ȃ̍���Ă݂���
543 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 12:26:35.56 ID:5h98MnZa
�����ɂ��ڂ����l����l�ł�����������ǂ�
���̂Ƃ���A�g�߂ɂ���ݔ��̍��͑傫����
�m����Z�p�̃��x���͂قډ����������
���̂Ƃ���A�g�߂ɂ���ݔ��̍��͑傫����
�m����Z�p�̃��x���͂قډ����������
544 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 13:02:26.13 ID:PLvswjBG
�������l�A��낤�Ǝv���Ă�l�ɂ͔��ɗL�v���Ƃ͎v�����ǂˁB
1�{�̔M�����ɑ����Ƃ��܂߂�3000�~���炢�����������H
10�{�ȏ���Ȃ獫��̎�ԂƓd�C��l���Ă�3���~�ȓ��̘F�Ȃ�I�����ɓ��邾�낤���A
�ߏ�ɒ��Ԃ�����Ȃ犄���̏�����p�ŋ����g�p�݂����Ȋ����ł��ǂ����낤���B
1�{�̔M�����ɑ����Ƃ��܂߂�3000�~���炢�����������H
10�{�ȏ���Ȃ獫��̎�ԂƓd�C��l���Ă�3���~�ȓ��̘F�Ȃ�I�����ɓ��邾�낤���A
�ߏ�ɒ��Ԃ�����Ȃ犄���̏�����p�ŋ����g�p�݂����Ȋ����ł��ǂ����낤���B
545 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 13:48:50.80 ID:0u430apv
����ɋ߂��y�[�X�ō����v���ǂ�����̂��A���낤��
���Ȃ���Α��ΓI�ɍ����Ȃ邩�A���i�Ƃ��Đ��������ɍ���Ȃ����낤
���������A�R���ȓ��Ŏ��ۏo���郂���Ȃ́H
�s��K�͂̑傫�����|�p�̓d�C�F�ł����̂R�{�A���x���ߋ@�\�t���Ȃ�P�O�{���炢�͂���ȏ�
����Ɠ���������ȉ��̒l�i�ł͖����ł���
���Ȃ���Α��ΓI�ɍ����Ȃ邩�A���i�Ƃ��Đ��������ɍ���Ȃ����낤
���������A�R���ȓ��Ŏ��ۏo���郂���Ȃ́H
�s��K�͂̑傫�����|�p�̓d�C�F�ł����̂R�{�A���x���ߋ@�\�t���Ȃ�P�O�{���炢�͂���ȏ�
����Ɠ���������ȉ��̒l�i�ł͖����ł���
546 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 16:55:43.18 ID:9GAF+Sg6
���O�������i�C�t�N����
�͂��߂č�������\���B
http://1.bp.blogspot.com/_FZWtqCVLlug/SzYUT98logI/AAAAAAAACaM/Hk_QrU_t_wo/s1600-h/IMG_5030_30.JPG
�\�N�O�ɂ������ɎN��������
http://1.bp.blogspot.com/_FZWtqCVLlug/SzYUT98logI/AAAAAAAACaM/Hk_QrU_t_wo/s1600-h/IMG_5030_30.JPG
{kind=link}
�\�N�O�ɂ������ɎN��������
548 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 19:02:09.03 ID:mGxYWBPI
http://imepic.jp/20141101/681160
�Ԃ��V�[�X�͍����������B
�p�r�͎����݂Ȃ���T���~����āA���ݏI�������H��@�ɕ��荞��
�Ԃ��V�[�X�͍����������B
�p�r�͎����݂Ȃ���T���~����āA���ݏI�������H��@�ɕ��荞��
549 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 19:17:18.10 ID:DrQ5LOnS
�l�I�ɂ͑傫���ăi�C�t�炵���̂����S&R���S�ނ��玵�ւƂ��ŔM���ăg���e���J�����B�i�C�t�Ƃ��̕������h���������Ă������ō�������Ă������������邩��D������
550 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 19:19:24.98 ID:DrQ5LOnS
551 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 19:45:40.62 ID:DrQ5LOnS
�R��͒m�荇���ɓ��|�Ƃ��邩���
552 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 19:49:46.82 ID:9GAF+Sg6
553 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 20:22:46.83 ID:O/Zupjzj
c96�^���i�C�t�̎���~�j�
http://fast-uploader.com/file/6970396420409/
http://fast-uploader.com/file/6970396420409/
554 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 20:51:40.68 ID:0u430apv
>>550
���i�Ȃ�ėv��Ȃ����낤���ǁA�����������J���Ȃ��Ǝ�Ԃ��肩������
�Ԏ��ɂȂ�I�`����Ȃ��H
��ŏ�����Ă�悤�Ɉ�{���ɂR�C�O�O�O�~����Ƃ���
��������Ƃ����鎞�ԁA���̒P��
�n���̎�ԁA�Ċ���ό`�Ȃǂ̑Ή����X�̏��o���
���|�Ƃɒm�荇���������Ȃ�A���d�C�F�ŏĂ��̂ɂǂ̂��炢�d�C�オ��������
�F���̂��̂���̉���̏Ă��Ŏg���Ȃ��Ȃ�̂�
���m�F����A���x����_�͏o�ė���ł���H
�P�O���ȉ��̘F�ƁA�P�O�O��������悤�ȘF��Ɍ��̂͊Ԉ���Ă�Ǝv����
���̕ӂ�A�l�i�����̓d�C��Ƒϋv�����Ď��Ōv�Z��OK�ł��傤
���Ǝ҂݂����ɋ���ȘF�ʼn��\�Ƃ�����ɂ�邩����x��������ł�����
�l���`�}�`�}���ᓞ��̎Z�����킸�A�����قǐԎ��ɂȂ�Ǝv�����ˁH
������g�R���A���ۂǂ��Ȃ́H
���i�Ȃ�ėv��Ȃ����낤���ǁA�����������J���Ȃ��Ǝ�Ԃ��肩������
�Ԏ��ɂȂ�I�`����Ȃ��H
��ŏ�����Ă�悤�Ɉ�{���ɂR�C�O�O�O�~����Ƃ���
��������Ƃ����鎞�ԁA���̒P��
�n���̎�ԁA�Ċ���ό`�Ȃǂ̑Ή����X�̏��o���
���|�Ƃɒm�荇���������Ȃ�A���d�C�F�ŏĂ��̂ɂǂ̂��炢�d�C�オ��������
�F���̂��̂���̉���̏Ă��Ŏg���Ȃ��Ȃ�̂�
���m�F����A���x����_�͏o�ė���ł���H
�P�O���ȉ��̘F�ƁA�P�O�O��������悤�ȘF��Ɍ��̂͊Ԉ���Ă�Ǝv����
���̕ӂ�A�l�i�����̓d�C��Ƒϋv�����Ď��Ōv�Z��OK�ł��傤
���Ǝ҂݂����ɋ���ȘF�ʼn��\�Ƃ�����ɂ�邩����x��������ł�����
�l���`�}�`�}���ᓞ��̎Z�����킸�A�����قǐԎ��ɂȂ�Ǝv�����ˁH
������g�R���A���ۂǂ��Ȃ́H
555 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 21:03:12.94 ID:DrQ5LOnS
����Ă��������Ƃ���ȁB
���̃X�����̂Ă�����Ȃ��Ȃ�
���̃X�����̂Ă�����Ȃ��Ȃ�
557 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 21:11:44.73 ID:0u430apv
558 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 21:13:41.74 ID:DrQ5LOnS
>>557
�F���ďC���ł��Ȃ����ȁc�H
�F���ďC���ł��Ȃ����ȁc�H
559 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 21:15:45.65 ID:9GAF+Sg6
����ꂽ�i�C�t�S��������������Ėʔ����킳
560 �F�W�g�� ��NAiBHuyoBI �F2014/11/01(�y) 21:22:37.43 ID:a1CuGUan
���ꂼ��̌��������Ċy�����A�T���t���̃~�j��̓L�����v�i�C�t�Ƃ��Ă������悳�����ł��B
����ς�l�̍�����̌���͎̂h���������Ă����ł��ˁB
�ł́A���̃��C���͔���̃e�[�u���i�C�t
http://i.rara.jp/dynamic/6c/27/7d6a55b085e0d5fc0e75e6c2652f6c27_2751240.jpg
�ȑf�Ȑ܂��݁i���쒆�j
http://i.rara.jp/dynamic/33/81/ea16b841ae4648c2c753335173ff3381_2751241.jpg
�ۖ_����̒@���o���A�����Ō`��ł��o���Ă����̂��y�����B
http://i.rara.jp/dynamic/a4/82/9ff2b47c95726a3cf40714a8a753a482_2734033.jpg
���Ƃ͖؏������̂��}�C�u�[���B
http://i.rara.jp/dynamic/3e/33/c1713fa6d2f88524285cffcec35f3e33_2751242.jpg
����ς�l�̍�����̌���͎̂h���������Ă����ł��ˁB
�ł́A���̃��C���͔���̃e�[�u���i�C�t
http://i.rara.jp/dynamic/6c/27/7d6a55b085e0d5fc0e75e6c2652f6c27_2751240.jpg
{kind=link}
�ȑf�Ȑ܂��݁i���쒆�j
http://i.rara.jp/dynamic/33/81/ea16b841ae4648c2c753335173ff3381_2751241.jpg
{kind=link}
�ۖ_����̒@���o���A�����Ō`��ł��o���Ă����̂��y�����B
http://i.rara.jp/dynamic/a4/82/9ff2b47c95726a3cf40714a8a753a482_2734033.jpg
{kind=link}
���Ƃ͖؏������̂��}�C�u�[���B
http://i.rara.jp/dynamic/3e/33/c1713fa6d2f88524285cffcec35f3e33_2751242.jpg
{kind=link}
561 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 21:32:53.60 ID:hxdeBWLq
>>560
�g���₷�����Ȃ����f�U�C���ł��ˁB
�^���O�̓R���V�[���h�ł����H
����������̃i�C�t��肽�����ǁA���~���ʂ���i�{�[����̂������������肵�Ă����Ȃ�Ȃ����悭�킩���܂���B
���Ȃ�Ɨ͂������č��͂����U�������Ō��Ȃ�ł��B
>>560�̐n���Ƃ��Ȃ��͂ǂ�Ȋ����ł����H
�g���₷�����Ȃ����f�U�C���ł��ˁB
�^���O�̓R���V�[���h�ł����H
����������̃i�C�t��肽�����ǁA���~���ʂ���i�{�[����̂������������肵�Ă����Ȃ�Ȃ����悭�킩���܂���B
���Ȃ�Ɨ͂������č��͂����U�������Ō��Ȃ�ł��B
>>560�̐n���Ƃ��Ȃ��͂ǂ�Ȋ����ł����H
562 �F�W�g�� ��NAiBHuyoBI �F2014/11/01(�y) 21:48:30.47 ID:a1CuGUan
VG-10��SUS-410�ŋ��O�w�ނ̃n�[�t�^���O�@�@t=1.6�@�ł��������
�e�������邩�炩�Ȃ肵�Ȃ�܂��B
�������Ƃ߂�Ȃ�t=2.5���炢�H
�e�������邩�炩�Ȃ肵�Ȃ�܂��B
�������Ƃ߂�Ȃ�t=2.5���炢�H
563 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 21:54:34.23 ID:YuvyqH2x
�؏�A�ƂĂ��Y��I
564 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 22:39:46.33 ID:O/Zupjzj
>>560
���w�E�̒ʂ�A������̌���ƕ����ăL�����s���O�p�Ƃ��ăf�U�C�����܂����B
http://fast-uploader.com/file/6970404123510/
>VG-10��SUS-410�ŋ��O�w�ނ̃n�[�t�^���O�@�@t=1.6�@
�p�[�����O�i�C�t�ɂ����Ă��̑f�ނƌ��݂ł��ˁB
���Ȃ肪�����̂Ȃ�A�O���`�̃t�B�b�V���O�i�C�t�ɂ��悳�����ł����A���̗���ނ�
�i�C�t�p�������Ȃ��̂��c�O�ł��ˁB
���w�E�̒ʂ�A������̌���ƕ����ăL�����s���O�p�Ƃ��ăf�U�C�����܂����B
http://fast-uploader.com/file/6970404123510/
>VG-10��SUS-410�ŋ��O�w�ނ̃n�[�t�^���O�@�@t=1.6�@
�p�[�����O�i�C�t�ɂ����Ă��̑f�ނƌ��݂ł��ˁB
���Ȃ肪�����̂Ȃ�A�O���`�̃t�B�b�V���O�i�C�t�ɂ��悳�����ł����A���̗���ނ�
�i�C�t�p�������Ȃ��̂��c�O�ł��ˁB
565 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/01(�y) 22:42:49.98 ID:XHRLADzW
>>547
����ŏ��߂Ă���
����ŏ��߂Ă���
�H�v�Ɠw�͂�����ꂮ�炢�͍̂����B
���ʕK�v�ȓ���̓{�[���Ղ��炢�Ȃ��̂�����
�Ȃ��Ă��\���ƃf�U�C���H�v�������Ȃ����B
���o���͎�y�ɂ������̍��邾�B
�͂��߂ăi�C�t�����ĂȂ�i�C�t�p�̍|�ޔ����Ă���
���X���ō���č��̂�������B
���ʕK�v�ȓ���̓{�[���Ղ��炢�Ȃ��̂�����
�Ȃ��Ă��\���ƃf�U�C���H�v�������Ȃ����B
���o���͎�y�ɂ������̍��邾�B
�͂��߂ăi�C�t�����ĂȂ�i�C�t�p�̍|�ޔ����Ă���
���X���ō���č��̂�������B
567 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/02(��) 12:14:35.15 ID:8UOvTaJo
�L�b�g���g�����̂��炢�͊y���ł���
�i�C�t�L�b�g�͊m���ɂ����߁B
�M�����܂ŏo���Ă��͗L���ȃJ�X�^�����[�J�[������Ă��肷�邩��
�����ƍ����Ȃ肢�����̂��o���邾�B
���ꂪ���ꂽ��|�ލ���Ă݂������B
�M�����܂ŏo���Ă��͗L���ȃJ�X�^�����[�J�[������Ă��肷�邩��
�����ƍ����Ȃ肢�����̂��o���邾�B
���ꂪ���ꂽ��|�ލ���Ă݂������B
569 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/02(��) 16:56:22.35 ID:x/hfQxHt
>>568
�u���y�v�Ƃ������Ƃ��l�������Ɂu���X���ŋ��������A���ʂ��o���v
�u���m�R�ŃJ�b�g����v���Ă̂͊��ƋS�傾�Ǝv���B
���������Ӗ��ł̓L�b�g���Ă̂͗ǂ��낤���ǁA�|�ނ��炾�ƂȂ��Ȃ������ȁB
�ؕ��܂݂�ɂȂ��Ă��ǂ���Ɗ��A��Ƒ�A���́A�{�[���ՁA
���X���A���m�R�A�u�A�y�[�p�[�A�n���h���ށA�|�ށA�{���g�ށA�ڒ��܁A�M������E�E�E�B
����������Ԃ��炾�ƃX�^�[�g����̂�5���~���炢�������ˁH
�u���y�v�Ƃ������Ƃ��l�������Ɂu���X���ŋ��������A���ʂ��o���v
�u���m�R�ŃJ�b�g����v���Ă̂͊��ƋS�傾�Ǝv���B
���������Ӗ��ł̓L�b�g���Ă̂͗ǂ��낤���ǁA�|�ނ��炾�ƂȂ��Ȃ������ȁB
�ؕ��܂݂�ɂȂ��Ă��ǂ���Ɗ��A��Ƒ�A���́A�{�[���ՁA
���X���A���m�R�A�u�A�y�[�p�[�A�n���h���ށA�|�ށA�{���g�ށA�ڒ��܁A�M������E�E�E�B
����������Ԃ��炾�ƃX�^�[�g����̂�5���~���炢�������ˁH
�N�ޖ����Ɋ��߂Ă��Ȃ��B
��肽���Ƃ����v�����Ȃ���ʖڂ��B
����\�͂ɍ��킹�āA�L�b�g�Ȃ�|�ލ��Ȃ�������B
�H�v����ňӊO�ƈ�����鎖���o����B
�v�͂��C�����邩�ǂ������ȁB
��肽���Ƃ����v�����Ȃ���ʖڂ��B
����\�͂ɍ��킹�āA�L�b�g�Ȃ�|�ލ��Ȃ�������B
�H�v����ňӊO�ƈ�����鎖���o����B
�v�͂��C�����邩�ǂ������ȁB
571 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/02(��) 20:21:41.14 ID:YcZJ9T5G
3000�~��̃x���`�O���C���_+�_�C�������h�u�A
100�ς̃_�C�������h�k�A�p���R�[�h�A�|�ނƂ��Ă��k�Ŋy���߂�B
8000�~�ʂ��킳�B
100�ς̃_�C�������h�k�A�p���R�[�h�A�|�ނƂ��Ă��k�Ŋy���߂�B
8000�~�ʂ��킳�B
572 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/02(��) 21:06:45.12 ID:ZFbK6B/u
�O���C���_�[�g�����͖h�o�}�X�N���悤��E�E�E
�ł�����A�P�O�O�ς̂ł�������Z�[�t�e�B�O���X���E�E�E
�ł�����A�P�O�O�ς̂ł�������Z�[�t�e�B�O���X���E�E�E
�B�̒b����X������Ă��Ă̂��ے�͂��Ȃ��B
�ł��ǂ������Ȃ�A�i�C�t�p�̍|�ގg���č���Ă݂鎖�����߂��B
�����ȃJ�X�^���i�C�t�Ɠ����f�ނō���āA�ؖ���g������������Ă݂�Ɩʔ����B
�d�オ��͓w�͎��悾�B
���Ă��ꈫ�������āA�i�C�t�Ƃ��Ă͂������̍���͂�����
�ł��ǂ������Ȃ�A�i�C�t�p�̍|�ގg���č���Ă݂鎖�����߂��B
�����ȃJ�X�^���i�C�t�Ɠ����f�ނō���āA�ؖ���g������������Ă݂�Ɩʔ����B
�d�オ��͓w�͎��悾�B
���Ă��ꈫ�������āA�i�C�t�Ƃ��Ă͂������̍���͂�����
574 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/03(��) 15:06:13.80 ID:L+KkYBdX
�a���i�C�t�͏��Ȃ���
575 �F���P����Free Tibet ��yl213OWCWU �F2014/11/03(��) 22:07:33.59 ID:/vFYtUbj
576 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/07(��) 02:26:29.90 ID:H1lEz5Mg
���̃X���I�ɍ��j�i�C�t�̘b�̓A���H
577 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/07(��) 03:09:09.33 ID:TGJIw9wv
����n���Ȃ�A������Ȃ����ȁ@
�l�I�ɂ�����ƋC�ɂȂ邵�@�T�C�Y�Ƃ�
�l�I�ɂ�����ƋC�ɂȂ邵�@�T�C�Y�Ƃ�
578 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/07(��) 03:42:18.58 ID:DBR7d3Tw
�ꉞ�Ί�i�C�t�X���͂�����ȁE�E�E
�ߑa���Ă邵�����ł������Ǝv��
�ߑa���Ă邵�����ł������Ǝv��
579 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/07(��) 21:34:10.49 ID:59Y7cIXp
�n��ɂ�����ፕ�j���Ă��낲�날�����H���̒m���Ă�Ƃ��͍̎�֎~�����ǁi�ǂ����������낤����
�g���̂ĂŁi�����Č����H�j����y������i�C�t����Ƃ��A����������
�g���̂ĂŁi�����Č����H�j����y������i�C�t����Ƃ��A����������
580 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/07(��) 22:19:10.31 ID:wKuOU204
�i�C�t������]��Ń��W�������킳
581 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/08(�y) 00:11:02.75 ID:59GkKc1+
�����ł������Ȃ�A�ł���S�����ł�����n���B
�������A���B
���ꌴ�Δ����Ă�̂��ȁH
�������A���B
���ꌴ�Δ����Ă�̂��ȁH
582 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/08(�y) 02:25:53.85 ID:w2LzSCYf
�����̒n���̎R�ł͍��j�̂���
583 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/08(�y) 07:11:50.82 ID:Hqr/bYbY
�ł����j�i�C�t�́A����āu�����v�Ƃ��Ď����̂ł͂Ȃ�
���u�Z�p�v���K�����邱�ƂŁA�C�U���Ď��ɖ𗧂Ă���̂���Ȃ��́H
�����X�N�[���ŁA���j�i�C�t�̍�������A����Ŗ�����ĉ�t����������
���ۂɉ�t����Ƃ���܂ŏK�����Ă������ǁA���̎���������j�i�C�t��
�X�N�[���Ŏg��Ȃ��Ȃ������_�Ŏ̂Ă������
�����Ď��p��`�ȉ��Ƃ��ẮA����Ȃ̎����ĂĂ��A�܂Ƃ��Ȑn�����g������ł�
���̖��ɂ������Ȃ�����w
�������A���j�i�C�t�Ƃ�������ʓI�Ȑރi�C�t���y�[�p�[�i�C�t�Ƃ��Ďg���Ƃ���
�A�����Ǝv�����ǁA���j�i�C�t���Ă̂�
���j�̓��������������i�C�t=�H��������ɍ��邪�A�������̓}�V�ł��g������͈����i�C�t
���Ă��Ƃ������
���u�Z�p�v���K�����邱�ƂŁA�C�U���Ď��ɖ𗧂Ă���̂���Ȃ��́H
�����X�N�[���ŁA���j�i�C�t�̍�������A����Ŗ�����ĉ�t����������
���ۂɉ�t����Ƃ���܂ŏK�����Ă������ǁA���̎���������j�i�C�t��
�X�N�[���Ŏg��Ȃ��Ȃ������_�Ŏ̂Ă������
�����Ď��p��`�ȉ��Ƃ��ẮA����Ȃ̎����ĂĂ��A�܂Ƃ��Ȑn�����g������ł�
���̖��ɂ������Ȃ�����w
�������A���j�i�C�t�Ƃ�������ʓI�Ȑރi�C�t���y�[�p�[�i�C�t�Ƃ��Ďg���Ƃ���
�A�����Ǝv�����ǁA���j�i�C�t���Ă̂�
���j�̓��������������i�C�t=�H��������ɍ��邪�A�������̓}�V�ł��g������͈����i�C�t
���Ă��Ƃ������
584 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/08(�y) 12:48:32.10 ID:aYz6X58V
���p�K�`�`�@�Ƃ������o������A���{���̗���͂ǂ��Ȃ邗����
585 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/08(�y) 18:03:34.04 ID:5VS0nxSL
586 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/08(�y) 19:23:26.96 ID:9JRFAu2x
���j�ł����v�����ł���������A�萻�̐n�����o�����猩���ĉ�����
587 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/08(�y) 22:43:42.31 ID:i0UECigK
������i�C�t�͂������ނƂ��ɃT���~�ƃ`�[�Y���Ă��
588 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/08(�y) 23:42:30.27 ID:Gol1DF51
�J���p�X��ɂȂ��Ă�ȁA������
�������ɖ�O�Ŏg���̂��y���݂ł������Ȃ��B
�������ɖ�O�Ŏg���̂��y���݂ł������Ȃ��B
589 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2014/11/09(��) 01:47:34.81 ID:4Xzwfy9P
�z���Z���Ŕ����Ă�S�̃t���b�g�o�[���ĐF��ȓS�������Ă��邩��
�ӊO�ƒY�f�������Ă邻�����B
�ꉞ�ē��ꂪ�o����炵���̂ō��x�������Ă݂����B
�ӊO�ƒY�f�������Ă邻�����B
�ꉞ�ē��ꂪ�o����炵���̂ō��x�������Ă݂����B
590 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/09(��) 02:11:45.54 ID:DjSWbdXN
>>589
400[MPa]�ȏ�̈������x�̍|�ނȂ�ss400���Ė��������Ȃ��E�E�E�B
400[MPa]�ȏ�̈������x�̍|�ނȂ�ss400���Ė��������Ȃ��E�E�E�B
591 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/09(��) 09:20:48.57 ID:pxVsQAEG
�b���̃x�e������SS400���Ĕ���Ɏg���Ȃ����납�H���ĕ�������
�Y�f�������ĂČ����Ȃ���Ƃ̎��������B
����p�̓�S���Ă̂́ASS400�Ȃ��Y�f�����Ȃ��ƌ����Ă��ȁB
�n���Ɍ����قǏĂ��͓���Ȃ���������Ȃ����A������x�͍d���Ȃ�̂����ˁB
�Y�f�������ĂČ����Ȃ���Ƃ̎��������B
����p�̓�S���Ă̂́ASS400�Ȃ��Y�f�����Ȃ��ƌ����Ă��ȁB
�n���Ɍ����قǏĂ��͓���Ȃ���������Ȃ����A������x�͍d���Ȃ�̂����ˁB
593 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2014/11/09(��) 13:34:06.59 ID:4Xzwfy9P
591>>�Ă��������������悗
594 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/09(��) 14:24:25.87 ID:pxVsQAEG
����@�҂��Ă�
�Y�f�ʃ[������Ȃ�����FKU�ɔ�ׂđ����̍d���͂��邪�A
�n��Ƃ��đς�����悤�Ȃ��̂���Ȃ����Ă����Ӗ��������
�ޗ����}�������n�������Ƃ��ɂ�
�n����SS400�g����
�Y�f�ʃ[������Ȃ�����FKU�ɔ�ׂđ����̍d���͂��邪�A
�n��Ƃ��đς�����悤�Ȃ��̂���Ȃ����Ă����Ӗ��������
�ޗ����}�������n�������Ƃ��ɂ�
�n����SS400�g����
595 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/09(��) 17:21:32.23 ID:RqinilaE
�R���V�[���h�^���O�̃n���h���Ɍ��J���Ă���ʒu���Y���Ď��s������
�a���@��O�Ɍ��J���āA������ɉ��H���Ȃ��ƃ_������
�q���g�Ƃ̓�����ʂ����J���Ă���A����Ē������Ă����������ƕ��ɂȂ���
���āA�ǂ�����Č떂�����Ă�������
�a���@��O�Ɍ��J���āA������ɉ��H���Ȃ��ƃ_������
�q���g�Ƃ̓�����ʂ����J���Ă���A����Ē������Ă����������ƕ��ɂȂ���
���āA�ǂ�����Č떂�����Ă�������
596 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/09(��) 17:43:37.14 ID:b0ngDKSG
1�D��������蓊����
�̂Ă�Ȃ�
598 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/09(��) 20:25:52.11 ID:iwANuR6K
>>595
�\�ʂ���i����ĉ��������ŃC�����C����Ƃ�
�\�ʂ���i����ĉ��������ŃC�����C����Ƃ�
>>598
���̈ʒu���q���g�ƃn���h���ނɌ��Ԃ��o���銴���Ȃ̂œ���ł�
�l���Ă�̂́A���Ԃɐ^�J������Œ���������
�V���i�{�����̃Y���͈��菬�����{���g�Ɍ���
���̌��Ԃ͐F���G�|�L�V�Ŗ��߂����ł�
�q���g���^�J�����ǃ{���g���X�e���ł��ς���Ȃ���ˁH
>>596
1600�~�����E�b�h�}�C�J���^���̂Ă�Ȃ�ĂƂ�ł��Ȃ�
���̈ʒu���q���g�ƃn���h���ނɌ��Ԃ��o���銴���Ȃ̂œ���ł�
�l���Ă�̂́A���Ԃɐ^�J������Œ���������
�V���i�{�����̃Y���͈��菬�����{���g�Ɍ���
���̌��Ԃ͐F���G�|�L�V�Ŗ��߂����ł�
�q���g���^�J�����ǃ{���g���X�e���ł��ς���Ȃ���ˁH
>>596
1600�~�����E�b�h�}�C�J���^���̂Ă�Ȃ�ĂƂ�ł��Ȃ�
600 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/09(��) 22:08:08.00 ID:30M1/Q8W
����Ȃ�A���U�C�N�s���ȂǂŊW���āA�߂���s���ɂ���A�O��OK
602 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/09(��) 23:01:17.28 ID:NRCKX3F3
��肠����UP�����
http://imepic.jp/20141109/839600
���_���ʂ��\�͂͂Ȃ����Ǎ��͂���Ȋ���
�^�J�{���g���w���̍�������i4�~8�j�̂ŃX�e���̂��A�C�_�Ŕ������i4�~7�j���
�ǂ����Ƀ�8�^�J�ۖ_�c���Ă�͂�������A����ŊW�����܂�
���_���ʂ��\�͂͂Ȃ����Ǎ��͂���Ȋ���
�^�J�{���g���w���̍�������i4�~8�j�̂ŃX�e���̂��A�C�_�Ŕ������i4�~7�j���
�ǂ����Ƀ�8�^�J�ۖ_�c���Ă�͂�������A����ŊW�����܂�
604 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/09(��) 23:58:01.52 ID:DjSWbdXN
>>595
�a�@������ɍ|�ނ��a�ɉ�������ō|�ނ��K�C�h�ɂ��Č��J�����Ă����E�E�E�B
�a�@������ɍ|�ނ��a�ɉ�������ō|�ނ��K�C�h�ɂ��Č��J�����Ă����E�E�E�B
>>604
�����������肾���Ǎa�̖x���������ăY����������̂�
�ŁA��4���o�J���ɂ�����ΐS���āA��8���Y��������V���i�{���ƒ��q������Ȃ��Ȃ�����
�����ĂĕςȂ��ƌ����Ă���X�}��
�����������肾���Ǎa�̖x���������ăY����������̂�
�ŁA��4���o�J���ɂ�����ΐS���āA��8���Y��������V���i�{���ƒ��q������Ȃ��Ȃ�����
�����ĂĕςȂ��ƌ����Ă���X�}��
606 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/10(��) 01:39:03.23 ID:nXCRkXvs
�Ȃ؍H�Ŗ��q���Ƃ��ɋ��ޏ��Ђ̂悤�ȃ^���O���A�s���Ȃ��Ă�������x�ێ��͂����҂ł������B
�����̃X�^�C���H
�����̃X�^�C���H
607 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2014/11/10(��) 17:36:50.33 ID:d4B05Q70
http://ozcircle.net/_uploader/189860060
�オ�J�C���Y�z�[���̂R�~���t���b�g�o�[�B
�����o���[�z�[���Z���^�[�̂R�~���t���b�g�o�[�B
�ΉԂ����������ł͓B������ȉ��Ȋ�����
���悤�ɂȂ�Ηǂ�����
�オ�J�C���Y�z�[���̂R�~���t���b�g�o�[�B
�����o���[�z�[���Z���^�[�̂R�~���t���b�g�o�[�B
�ΉԂ����������ł͓B������ȉ��Ȋ�����
���悤�ɂȂ�Ηǂ�����
>>605
�^���O�̌��a�L�����Ⴆ�H
�傫���I�ɁA����Ȃɗ͊|����g���Ђ��Ȃ��ł���B
�ڒ��܂ŋ��x�͏\�����Ǝv�����B
�������̓^���O�ڒ����Ă��炶��Ȃ��Ƃ���邾��B
�^���O�̌��a�L�����Ⴆ�H
�傫���I�ɁA����Ȃɗ͊|����g���Ђ��Ȃ��ł���B
�ڒ��܂ŋ��x�͏\�����Ǝv�����B
�������̓^���O�ڒ����Ă��炶��Ȃ��Ƃ���邾��B
609 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/10(��) 19:33:46.33 ID:xLfhSiXV
�u�_���ɂ��܂��Ă�i�l�b�g����������j�v�łȂ��_�����ł���Ă݂�s���͂�
���̃X���炵���Ă����ȁB
�d�x�͊��҂ł��Ȃ�����A���݂͂ނ��������낤�@�@���t�Ő��߂���킩�邩�ȁ@
���̃X���炵���Ă����ȁB
�d�x�͊��҂ł��Ȃ�����A���݂͂ނ��������낤�@�@���t�Ő��߂���킩�邩�ȁ@
>>606
�����~�߂Ɛ����Ƃ��̗͂�_�ł͂Ȃ����Ŏ~�߂�悤�ɂ��čl���Ă��炱���Ȃ�܂���
>>608
�Ă�����ς݂Ȃ̂Ń����[�^�[�u�ł���Ă݂܂�
�^���O�̍a�����\�J�b�`���Ƃ��Ă邩��{���g�v��Ȃ��C�����Ă���
���x�͉��H���ԂɋC��t���܂�
�����~�߂Ɛ����Ƃ��̗͂�_�ł͂Ȃ����Ŏ~�߂�悤�ɂ��čl���Ă��炱���Ȃ�܂���
>>608
�Ă�����ς݂Ȃ̂Ń����[�^�[�u�ł���Ă݂܂�
�^���O�̍a�����\�J�b�`���Ƃ��Ă邩��{���g�v��Ȃ��C�����Ă���
���x�͉��H���ԂɋC��t���܂�
611 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2014/11/10(��) 20:30:04.79 ID:d4B05Q70
http://ozcircle.net/_uploader/189880598
���Y�Ǝ��ւŏē��ꂵ�Ă݂��B�ꉞ�E�E�E�d���͕ω������݂����B
���ē��������X���������邗
�܂������h�[�������ă��X�����������薳���B
���Ɖ��M�̖ؕ����͕��ʂɍ�ꂽ�B
�ł������|�ɂ͕����邗
���Y�Ǝ��ւŏē��ꂵ�Ă݂��B�ꉞ�E�E�E�d���͕ω������݂����B
���ē��������X���������邗
�܂������h�[�������ă��X�����������薳���B
���Ɖ��M�̖ؕ����͕��ʂɍ�ꂽ�B
�ł������|�ɂ͕����邗
614 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/10(��) 22:05:45.40 ID:xLfhSiXV
>>610
�Ȃ�قǂȂ�ق�
�͂��{���g�����x�_�ɁA�Ίp���Ɏ~�߂�킯�ł��ȁB
���ꂾ����������ƍa�ق��Ă���Ȃ�A�V���i�C�_�[�{���g�p�̌��̑O��
��3mm�H�@
���ꂱ���O�b��ɂ��������B���s���d���߂n���h������܂Ŕ�����Ǝv���B
����Ƃ��Ό�X�̐��_�����悢�B�@�����ۂʂ��ɋ��X�Ƃ��Ȃ��Ă���
�Ă��܂����O���̌��͉��������I�Ȃ��̖��߂Ďd�グ�悤�B
�Ȃ�قǂȂ�ق�
�͂��{���g�����x�_�ɁA�Ίp���Ɏ~�߂�킯�ł��ȁB
���ꂾ����������ƍa�ق��Ă���Ȃ�A�V���i�C�_�[�{���g�p�̌��̑O��
��3mm�H�@
���ꂱ���O�b��ɂ��������B���s���d���߂n���h������܂Ŕ�����Ǝv���B
����Ƃ��Ό�X�̐��_�����悢�B�@�����ۂʂ��ɋ��X�Ƃ��Ȃ��Ă���
�Ă��܂����O���̌��͉��������I�Ȃ��̖��߂Ďd�グ�悤�B
615 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/10(��) 23:26:42.26 ID:IvlbyE5I
>>611
zdp�̐��ނ̕����d�������肵�āB
zdp�̐��ނ̕����d�������肵�āB
616 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2014/11/11(��) 18:11:28.48 ID:0s8egpnU
615>>������
>>612
���X���̂��l�q���Ȃ����ꂻ���ł���
>>614
���������A�q���g�̃f�U�C�����Ă���܂莑���Ȃ������H���������番����Ȃ���
�G�|�L�V�͉���ȃ{���g�~�߂�����v�ƕ����܂�����A���J���Ȃ��ׂ̗}�����Ċ����ɂȂ�܂���
�n���h���ނɃs����ʂ��Ă݂���ڒ��܂Ȃ��ł��r�N�Ƃ����Ȃ��ĊO���̂ɓ�V���܂���w
���X���̂��l�q���Ȃ����ꂻ���ł���
>>614
���������A�q���g�̃f�U�C�����Ă���܂莑���Ȃ������H���������番����Ȃ���
�G�|�L�V�͉���ȃ{���g�~�߂�����v�ƕ����܂�����A���J���Ȃ��ׂ̗}�����Ċ����ɂȂ�܂���
�n���h���ނɃs����ʂ��Ă݂���ڒ��܂Ȃ��ł��r�N�Ƃ����Ȃ��ĊO���̂ɓ�V���܂���w
618 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/13(��) 11:00:10.88 ID:dT6zeAdh
>>592
���{�����킯����Ȃ����������n���̂��ƂƎv����
���ʂɎg�����
�ɓ�|�ɔ�ׂ�ƉΑ���⌤���̎��ɑ�����J���邭�炢�̍�
�����̒b�艮�Œ��ڕ������b�ł�����A
�����ł��n���Ɏg���Ă�
���̃x�e�������Đl���ǂ������l��������A
SS400�ɂ͒Y�f�ʂ̋K�肪�Ȃ��̂�����A
�����Ƃ����Ȃ��Ƃ����߂���̂͂�������
���{�����킯����Ȃ����������n���̂��ƂƎv����
���ʂɎg�����
�ɓ�|�ɔ�ׂ�ƉΑ���⌤���̎��ɑ�����J���邭�炢�̍�
�����̒b�艮�Œ��ڕ������b�ł�����A
�����ł��n���Ɏg���Ă�
���̃x�e�������Đl���ǂ������l��������A
SS400�ɂ͒Y�f�ʂ̋K�肪�Ȃ��̂�����A
�����Ƃ����Ȃ��Ƃ����߂���̂͂�������
>>�ɓ�|�ɔ�ׂ�ƉΑ���⌤���̎��ɑ�����J���邭�炢�̍�
���Ă̂������Ȃ����ė��R�̈�Ȃ�Ȃ��낤���B
������b���͂��Ȃ����A�g�������猾�킹�Ă��炦��
�����ł������₷���������肪������
SS400���Ă̂͋����̋K�肪�����ĒY�f�ʂ͋K�肪�Ȃ��̂͊m���Ȃ���
����������̂ɒY�f�ʂōs���Ă�B
SS400���ƊT��0.2���x�Y�f�������Ă邻�����B
�l����������͐l�ɂ���ėl�X���B
�ǂꂪ�������͎����ōl����Ⴂ���B
���Ă̂������Ȃ����ė��R�̈�Ȃ�Ȃ��낤���B
������b���͂��Ȃ����A�g�������猾�킹�Ă��炦��
�����ł������₷���������肪������
SS400���Ă̂͋����̋K�肪�����ĒY�f�ʂ͋K�肪�Ȃ��̂͊m���Ȃ���
����������̂ɒY�f�ʂōs���Ă�B
SS400���ƊT��0.2���x�Y�f�������Ă邻�����B
�l����������͐l�ɂ���ėl�X���B
�ǂꂪ�������͎����ōl����Ⴂ���B
620 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/13(��) 23:02:12.98 ID:XIk3yKWa
���������ė~�����B
�_�K�[�K�����ė��n�̕�����5.5cm�ȉ��Ȃ�K���O����ȁH
�ŋ߃��X���̐K���̕����Ń��W���ۂ����m�����ꉞ���n������
�����������薳����ȁH
�_�K�[�K�����ė��n�̕�����5.5cm�ȉ��Ȃ�K���O����ȁH
�ŋ߃��X���̐K���̕����Ń��W���ۂ����m�����ꉞ���n������
�����������薳����ȁH
621 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2014/11/13(��) 23:31:11.72 ID:3Gil6eXT
���i�X�Bhttp://ozcircle.net/_uploader/190080910�@��������X���B
622 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/14(��) 00:48:26.92 ID:MoA5s16h
����Ȃ炢����ɓ�S���ċK�i���͉��Ȃ�ł����H
���܂�SS400���ɓ�S���Ǝv���Ă܂����B
���܂�SS400���ɓ�S���Ǝv���Ă܂����B
623 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/14(��) 01:25:54.44 ID:NqHgHqxA
>>622
SS�͈�ʍ\���p�����|�ނŎ�Ɉ������苭�x�̋K�i�Q�������S�̋K�i����Ȃ���B
���x�̕ێ��ׂ̈ɃT���t�@�o���h�h���ŗ����̒ጸ�Ƃ��A���̍���������Ǝv���B
�Œ�C���͂����Ă��������������A���Ƃ܂��܂��H
SS�͈�ʍ\���p�����|�ނŎ�Ɉ������苭�x�̋K�i�Q�������S�̋K�i����Ȃ���B
���x�̕ێ��ׂ̈ɃT���t�@�o���h�h���ŗ����̒ጸ�Ƃ��A���̍���������Ǝv���B
�Œ�C���͂����Ă��������������A���Ƃ܂��܂��H
624 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/14(��) 01:41:11.20 ID:SgDWyeh7
>>622
FKU����
FKU����
625 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/14(��) 02:29:41.65 ID:d5zeltU0
�ʔ̂ŊԈႦ�č���t����SPG2�̍|�ނ��Ă��܂���
������Ăǂ����Ƃ������낤��
������Ăǂ����Ƃ������낤��
626 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/14(��) 09:00:44.09 ID:SgDWyeh7
���X���Ƃ��x���g�T���_�[�ň��ނ����Ⴞ�߂Ȃ̂��H
627 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/14(��) 18:10:53.45 ID:NqHgHqxA
���₷�肩��T���h�u���X�g�A�x���g�T���_�[�܂ŕ\�ʂ�������̂Ȃ�Ȃ�ł��B
�l�I�ɂ�320�Ԃ��炢�̑ϐ��y�[�p�[�ŁA�\�ʂ̔������h�K�����̕�����
�K���ɐ��������Ă���{�i�I�ɍ��̂������悤�Ɏv���܂��B
���₷�肪����Ȃ����A�����ׂ������o����Ζ����Ȃ邩��B
�l�I�ɂ�320�Ԃ��炢�̑ϐ��y�[�p�[�ŁA�\�ʂ̔������h�K�����̕�����
�K���ɐ��������Ă���{�i�I�ɍ��̂������悤�Ɏv���܂��B
���₷�肪����Ȃ����A�����ׂ������o����Ζ����Ȃ邩��B
628 �F�W�g�� ��NAiBHuyoBI �F2014/11/14(��) 21:40:09.29 ID:31edQKYG
����H�Ȃ�uGC�v���Ă���������F�̓u��p�ӂ��A�������Ղ�ŎC���
���\�y�ɗ����܂���B
�u�������ȑ��x�Ō���܂��̂ŁA���蔖���Ȃ�����������ď��Ђɂ���
�C��Ƃ悢�ł��B
�ǂ����Ă������Ȃ�u���u�v�Ȃ��荠�ł��������B
�J�b�e�B���O�{�[�h����
http://rara.jp/image_view/68f04af9f47246cafba26a3b413f3b01/2760534
�������y����A�L�����v�T�C�g�Ȃł��y�����i�C�t���g���܂��B
�T���~�����������J�b�g������A�܂Ȕ� ���@���M�Ƃ��ăe�[�u���ɏo����̂Ŋy�ł��B
�������̓z�[���\�[�A�m�R�ŃJ�b�g������|���A�Ђ�������|���B
���X���|���Ńn�C�ɂȂ��l����|���ɂ��n�}��邩������܂���B
�ޗ��͖p�i�z�I�m�L�j�@���ɋ�ǂ�w�t�i�q�o�j���ȂǂȂǁB
���\�y�ɗ����܂���B
�u�������ȑ��x�Ō���܂��̂ŁA���蔖���Ȃ�����������ď��Ђɂ���
�C��Ƃ悢�ł��B
�ǂ����Ă������Ȃ�u���u�v�Ȃ��荠�ł��������B
�J�b�e�B���O�{�[�h����
http://rara.jp/image_view/68f04af9f47246cafba26a3b413f3b01/2760534
�������y����A�L�����v�T�C�g�Ȃł��y�����i�C�t���g���܂��B
�T���~�����������J�b�g������A�܂Ȕ� ���@���M�Ƃ��ăe�[�u���ɏo����̂Ŋy�ł��B
�������̓z�[���\�[�A�m�R�ŃJ�b�g������|���A�Ђ�������|���B
���X���|���Ńn�C�ɂȂ��l����|���ɂ��n�}��邩������܂���B
�ޗ��͖p�i�z�I�m�L�j�@���ɋ�ǂ�w�t�i�q�o�j���ȂǂȂǁB
629 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/14(��) 21:59:07.74 ID:V6GyLbWn
���Ȃ݂ɗ��n���ă_�K�[�݂����ȓz�̂��Ƃ������́H
�m��݂����ɗ��������ł�n���̎����Ǝv���Ă���
�m��݂����ɗ��������ł�n���̎����Ǝv���Ă���
630 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/14(��) 22:59:34.25 ID:u+vQfaEM
�_�K�[�͏��n����Ȃ��H
631 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/14(��) 23:46:02.28 ID:sACgtmLm
�_�K�[�͌��̗ނɊ܂܂�邩�痼�n�ł����n�ł�����
632 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/15(�y) 07:53:03.13 ID:rBUEdFxp
>>618
�x�e������JKG�b�����̎��̃x�e�����Ǝv��ꂗ
�x�e������JKG�b�����̎��̃x�e�����Ǝv��ꂗ
633 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/15(�y) 13:56:52.69 ID:aqoQg5ym
JKG�H
���q���Z���K���_���H
���q���Z���K���_���H
634 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/15(�y) 17:42:20.86 ID:aMhs2vks
{kind=link}
635 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/16(��) 00:48:33.62 ID:TvWjW3P9
636 �F�W�g�� ��NAiBHuyoBI �F2014/11/16(��) 12:05:14.43 ID:EXQIH2h7
�������i�C�t�ɂ͏������i�C�t�̎g����������܂�����ˁB
�����A�n�n��̒Z�`���i�C�t�D���B
�M�����āA�L�b�`�������Ďd�グ�Ă���̂��X�e�L�A�R�ł�������
�ȒP�ȃn���h���t����Ǝg���₷���Ȃ肻���ł��B
��̕����̌E�܂������H�͔����~�߂ł����H
�����A�n�n��̒Z�`���i�C�t�D���B
�M�����āA�L�b�`�������Ďd�グ�Ă���̂��X�e�L�A�R�ł�������
�ȒP�ȃn���h���t����Ǝg���₷���Ȃ肻���ł��B
��̕����̌E�܂������H�͔����~�߂ł����H
637 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/16(��) 13:20:31.26 ID:TvWjW3P9
638 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/16(��) 17:54:11.20 ID:Rxbwnocd
�����͈���̕����ɐ^�c�R���L�c�������̂�������
�g���₷���āA�����ڂ��Y�킾��
�g���₷���āA�����ڂ��Y�킾��
639 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/17(��) 00:16:08.59 ID:a9x2M4gq
�|�ނ��ĉ����Ŕ����Ă��ł����H
640 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/17(��) 01:18:01.39 ID:edHDhHmq
�������i�C�t�Ȃ�C�R�i�������V�i�j������
641 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/21(��) 00:40:42.14 ID:4cpCmPJL
�֖��h���ďē݂������̓��݂����ȐF���Y��ōD������
642 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/21(��) 17:08:01.16 ID:KYVhGb6c
>>641
�S�M���ď��т̕z�Ƃ��ł������Ă��Ȃ��
�S�M���ď��т̕z�Ƃ��ł������Ă��Ȃ��
643 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/28(��) 17:43:49.18 ID:yq35CyKV
644 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/28(��) 17:47:30.94 ID:yq35CyKV
�A������
�_���疌�̓u���[�L�N���[�i�ŗ����邩�H
�o�C�N�X���ʼnԍ�G���߂�ꂽ���A���ɗǂ��̂͂���H
�_���疌�̓u���[�L�N���[�i�ŗ����邩�H
�o�C�N�X���ʼnԍ�G���߂�ꂽ���A���ɗǂ��̂͂���H
645 �F�W�g�� ��NAiBHuyoBI �F2014/11/28(��) 19:45:48.79 ID:Sc8Cm8Az
���܂�ڂ����͂Ȃ��ł����E�E�@
�ȑO�Ɏd���ŏ퉷�����܃g�r�J�u���b�L�[���Ă̎g���Ă܂����B
���A��C�ȊO�̓z�b�g�u���[�Ɉڍs���Ă������܂�g��Ȃ��Ȃ�܂����B
�����A���t��z�r�[�p�̏��e�ʂ̂��̂��T������ł��傤�A���ׂĂ݂Ă��������B
�Y�f�ʂɂ��F�ɈႢ���o�܂��A�܂��s���̔疌������Ȃǂ��c���Ă�Ɛ���Ƀ������o���܂��B
�E���A�\�ʊ������Ȃlj��n�d�グ���d�v�B
����̃u���b�L�[ST���Ă̂��X�e�����X�Ή��̂悤�ł��i�g�p�������Ƃ͖����j
�N������j�b�P���̑��������ނȂǂ͑Ή��̂��̂łȂ��Ɛ��܂�܂���
�_���疌�͕��ʂ̃u���[�L�N���[�i�[�ł͂����܂���B
�m���Ȃ̂̓T���h�u���X�g�Ǝ_��A����H�Ȃ�GC�u��
���ꂩ�獕�痎�Ƃ��p�̕s�D�z�o�t���Ă̂�����܂��A�f�B�X�N�O���C���_�[�Ȃǂ�
���t���Ďg�p���܂��B
�ȑO�Ɏd���ŏ퉷�����܃g�r�J�u���b�L�[���Ă̎g���Ă܂����B
���A��C�ȊO�̓z�b�g�u���[�Ɉڍs���Ă������܂�g��Ȃ��Ȃ�܂����B
�����A���t��z�r�[�p�̏��e�ʂ̂��̂��T������ł��傤�A���ׂĂ݂Ă��������B
�Y�f�ʂɂ��F�ɈႢ���o�܂��A�܂��s���̔疌������Ȃǂ��c���Ă�Ɛ���Ƀ������o���܂��B
�E���A�\�ʊ������Ȃlj��n�d�グ���d�v�B
����̃u���b�L�[ST���Ă̂��X�e�����X�Ή��̂悤�ł��i�g�p�������Ƃ͖����j
�N������j�b�P���̑��������ނȂǂ͑Ή��̂��̂łȂ��Ɛ��܂�܂���
�_���疌�͕��ʂ̃u���[�L�N���[�i�[�ł͂����܂���B
�m���Ȃ̂̓T���h�u���X�g�Ǝ_��A����H�Ȃ�GC�u��
���ꂩ�獕�痎�Ƃ��p�̕s�D�z�o�t���Ă̂�����܂��A�f�B�X�N�O���C���_�[�Ȃǂ�
���t���Ďg�p���܂��B
646 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/28(��) 20:48:29.32 ID:Sh7EJnI8
>>644
�ԍ�͌��ʂ��邩������Ȃ����ǁA�i�C�t�̔疌�����ɂ͔�p�Ό��ʂ��������B
����Ƃقǂ����͖�������i�����Ă��߂����˗����Ȃ�����j�A���ʂɑϐ��y�[�p�[��
�C��̂��������A��p�������B
�ԍ�͌��ʂ��邩������Ȃ����ǁA�i�C�t�̔疌�����ɂ͔�p�Ό��ʂ��������B
����Ƃقǂ����͖�������i�����Ă��߂����˗����Ȃ�����j�A���ʂɑϐ��y�[�p�[��
�C��̂��������A��p�������B
�ȑO�̓^���O�̎_���疌�̎K�h�~�Ɍ��̃��X�g�����[�o�[�g���Ă��B
���̓u���X�g�����Ă邾�B
���̓u���X�g�����Ă邾�B
648 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/29(�y) 00:13:46.35 ID:tCpC3bjE
�~�X�����A�_���疌����Ȃ��č��炾�A����ύ�邵�������H
�u���X�g�ݔ�����z�A�܂���
�R���I�������Ă�����ł����ǂȁ`�A�s�ϓ��ɂȂ�̂͊��ق���
�u���X�g�ݔ�����z�A�܂���
�R���I�������Ă�����ł����ǂȁ`�A�s�ϓ��ɂȂ�̂͊��ق���
649 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/29(�y) 00:33:16.53 ID:ZJO/7UGO
���U�[�N���t�g�p�̊v����|�m�R�Ղō�������nj��\�����f�ނ���
�O���C���_�ō�邾���ŏo���邵�A�n�̎��������\�������A�ӊO�ƌ����₷����
�O���C���_�ō�邾���ŏo���邵�A�n�̎��������\�������A�ӊO�ƌ����₷����
650 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/29(�y) 11:47:25.12 ID:/cFQDvE/
�S�H���X���ō�����؏o�������������������肷�邵��
�M���������}�g���Ȃ畁�y�i���x���̈����ȍ|�ނł����\�g������
�M���������}�g���Ȃ畁�y�i���x���̈����ȍ|�ނł����\�g������
>>648
����͗]�����͂ȃu���X�g����Ȃ��Ɨ����Ȃ����B����ɓʉ��ɂȂ邾��B
�s���z�[�����o�₷�����獕���0.1�o���炢�͍���Ă��������������B
���J�b�\�Ɏc���Ă���x�Ȃ�n���ɖ���������������B
����͗]�����͂ȃu���X�g����Ȃ��Ɨ����Ȃ����B����ɓʉ��ɂȂ邾��B
�s���z�[�����o�₷�����獕���0.1�o���炢�͍���Ă��������������B
���J�b�\�Ɏc���Ă���x�Ȃ�n���ɖ���������������B
652 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/29(�y) 18:40:50.83 ID:tCpC3bjE
�O���b�v�Ƀ}�C�J���^��G-10�g�����Ǝv���Ă�B
���ɋ����f�ނ��������ǁA�ǂ����������߁H
���ɋ����f�ނ��������ǁA�ǂ����������߁H
653 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/29(�y) 18:49:57.23 ID:cNwqPuol
�}�C�J���^
654 �F���O�ȃJ�b�^�[(�m�́M)�F2014/11/29(�y) 21:03:11.89 ID:tCpC3bjE
655 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/01(��) 23:31:44.63 ID:/zQjNDH6
656 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 00:01:16.06 ID:d7sWqhf0
�F����|�ނ͉����Ŕ������߂��Ă܂����H
�����Ƃ��}�g���b�N�X�A�C�_�Ƃ������Ƃ���2�قnj��Ă܂����A�ǂ��������悤�ȍ|�ނ��������Ă��Ȃ��̂ŊF�������m�̍w����������Ă���������K���ł�
�����Ƃ��}�g���b�N�X�A�C�_�Ƃ������Ƃ���2�قnj��Ă܂����A�ǂ��������悤�ȍ|�ނ��������Ă��Ȃ��̂ŊF�������m�̍w����������Ă���������K���ł�
657 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 01:22:08.86 ID:xKc9V4mV
>>656
�����n��
�����n��
658 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 09:19:12.14 ID:83B1aJYm
659 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 11:56:56.52 ID:TzfnOfDI
�����悤�ȕi�������āA�V�f�ނ͔����ɂ��ēX���ɕ��Ԃ͕̂]���̗ǂ��A�荠�ȍ|�ނ����ǂ��������������肾��
>>658�̌����Ƃ���A�ގ���l�i����I����������
>>658�̌����Ƃ���A�ގ���l�i����I����������
660 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 19:37:49.49 ID:d5CfMNLm
656�ł͂Ȃ����Ǖ֏掿��
�J�`�b�ƌ����オ��|���g����S&R�Ń��U�[�N���t�g�p�̊v�����肽������
�I�X�X���̍|�Ƃ��̎戵�X�������ĉ�����
�M�����͔��c����Ɋۓ����ł�
�J�`�b�ƌ����オ��|���g����S&R�Ń��U�[�N���t�g�p�̊v�����肽������
�I�X�X���̍|�Ƃ��̎戵�X�������ĉ�����
�M�����͔��c����Ɋۓ����ł�
661 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 20:50:43.75 ID:d7sWqhf0
>>657
���肪�Ƃ��������܂�
�������`�F�b�N�ς݂ł����A�\����܂���
�J�E��X�_�}�X�J�X�~�������Ǎ������ł�
>>658
ELmax�ACPM�@3V�AHAP72�@�ӂ肪�~�����ȂƎv���Ă��܂�
>>659
�����ł����A���X����ł��ˁA���肪�Ƃ��������܂���
>>660
��p�Ȃ�Y�f�|���ǂ��Ǝv���܂�
��2����Su�������̂ł͖����ł��傤���H
�؍H�̂悤�Ɍ����ނ����킯�ł��Ȃ��ł��傤���l�I�ɂ͎�ɓ���ΐ�Su�������̂ł͂Ȃ�����
���_��ZDP189���̂Ă������ł���
���i�Ɠ��肵�₷���A�����₷���܂Ńg�[�^���ɍl����Ɛ�2���x�X�g�����m��܂���
���肪�Ƃ��������܂�
�������`�F�b�N�ς݂ł����A�\����܂���
�J�E��X�_�}�X�J�X�~�������Ǎ������ł�
>>658
ELmax�ACPM�@3V�AHAP72�@�ӂ肪�~�����ȂƎv���Ă��܂�
>>659
�����ł����A���X����ł��ˁA���肪�Ƃ��������܂���
>>660
��p�Ȃ�Y�f�|���ǂ��Ǝv���܂�
��2����Su�������̂ł͖����ł��傤���H
�؍H�̂悤�Ɍ����ނ����킯�ł��Ȃ��ł��傤���l�I�ɂ͎�ɓ���ΐ�Su�������̂ł͂Ȃ�����
���_��ZDP189���̂Ă������ł���
���i�Ɠ��肵�₷���A�����₷���܂Ńg�[�^���ɍl����Ɛ�2���x�X�g�����m��܂���
662 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 21:17:46.97 ID:d5CfMNLm
>>661
���肪�Ƃ��������܂�
�A�C�_����ł������������ƂȂ�����X�e���n�����������̂�
��������ɐ�����舵���Ă��̂ō��x�������Ă݂܂�
���肪�Ƃ��������܂�
�A�C�_����ł������������ƂȂ�����X�e���n�����������̂�
��������ɐ�����舵���Ă��̂ō��x�������Ă݂܂�
663 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 21:23:45.11 ID:d7sWqhf0
>>660
��2�͂����Ŏ�ɓ���܂�
http://www.okayasu-kk.com/knife/making/#01_10
�l�I�ɂ�VANADIS-4���C�ɂȂ��Ă܂����ǁA����ȏ��ŐQ�ł����̂ł́H
�Q�ŋC�ɓ���Ȃ���ΐP�Ȃ�����ZDP189�ōs���Ɨǂ��Ǝv���܂�
��2�͂����Ŏ�ɓ���܂�
http://www.okayasu-kk.com/knife/making/#01_10
�l�I�ɂ�VANADIS-4���C�ɂȂ��Ă܂����ǁA����ȏ��ŐQ�ł����̂ł́H
�Q�ŋC�ɓ���Ȃ���ΐP�Ȃ�����ZDP189�ōs���Ɨǂ��Ǝv���܂�
664 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 21:24:52.53 ID:d7sWqhf0
665 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 21:26:14.82 ID:d7sWqhf0
>>662
http://www.kintaka.com/002tanzou/ao2hagane.html
��������ł��ˁA���Ă���������T�C�g�R���炢�����ł����H����[�H
http://www.kintaka.com/002tanzou/ao2hagane.html
��������ł��ˁA���Ă���������T�C�g�R���炢�����ł����H����[�H
666 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 22:26:56.51 ID:5eHNrPBf
�����n�C�X��SPG2���炢�����������ƂȂ���
667 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 22:46:00.55 ID:d5CfMNLm
>>663-665
�F�X�ƒ��ׂĂ���Ă��肪�Ƃ�
�T�C�Y�I�ɕ��̍L���̂��~���������̂ʼn�����50mm���̐�2�ɂȂ�Ǝv���܂�
http://www.monotaro.com/g/00246167/
����̐܂ꂽ�n�C�X�m�R�n�Ŋv����������g���₷���̂��o���܂����B�J�`�b�ƌ����Đꖡ���������Ȋ���
�F�X�ƒ��ׂĂ���Ă��肪�Ƃ�
�T�C�Y�I�ɕ��̍L���̂��~���������̂ʼn�����50mm���̐�2�ɂȂ�Ǝv���܂�
http://www.monotaro.com/g/00246167/
����̐܂ꂽ�n�C�X�m�R�n�Ŋv����������g���₷���̂��o���܂����B�J�`�b�ƌ����Đꖡ���������Ȋ���
668 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/03(��) 22:53:55.03 ID:d7sWqhf0
>>666
SPG2�Ŏv���o���܂������ASPG�T�̕�������Ă��ł����ǁA���ō|�ޏ����������Ɩ�����ł����
SPG�V���[�Y�݂����Ȃ̂��L��炵�����Ă͕̂������ł����ǁA���Q�Ȃ�ŋC�ɂȂ��Ă܂�
>>667
�����m�J���i�p�̐n��Q�ō�낤�Ǝv���Ă���̂Œm���Ă��������ł���
�����ɗ��Ă��̂Ȃ�K���ł�
SPG2�Ŏv���o���܂������ASPG�T�̕�������Ă��ł����ǁA���ō|�ޏ����������Ɩ�����ł����
SPG�V���[�Y�݂����Ȃ̂��L��炵�����Ă͕̂������ł����ǁA���Q�Ȃ�ŋC�ɂȂ��Ă܂�
>>667
�����m�J���i�p�̐n��Q�ō�낤�Ǝv���Ă���̂Œm���Ă��������ł���
�����ɗ��Ă��̂Ȃ�K���ł�
669 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/04(��) 21:02:12.88 ID:Y9rdPHIM
���S�҃X���ŗv�̂Ȃ��������炦�Ȃ������̂ŁA������ł������������̂ł����A
S35VN��ELMAX���Č����Â炢��ł��傤���H
S35VN�́A����S30V��
�����ɂ����Ƃ��A�~���[�ɂ��Â炢�Ƃ��ϖ��Ր��������ȕ����������܂����B
���������������̂ł����A
ELMAX�͕�����₷����r�O���t�Ȃǂ͂Ȃ��悤�Ȃ̂�
�~���[�ɂ���Ƃ��̔�퐫��g�p���ȂNj����ĉ������B
S35VN��ELMAX���Č����Â炢��ł��傤���H
S35VN�́A����S30V��
�����ɂ����Ƃ��A�~���[�ɂ��Â炢�Ƃ��ϖ��Ր��������ȕ����������܂����B
���������������̂ł����A
ELMAX�͕�����₷����r�O���t�Ȃǂ͂Ȃ��悤�Ȃ̂�
�~���[�ɂ���Ƃ��̔�퐫��g�p���ȂNj����ĉ������B
670 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/05(��) 16:33:53.01 ID:ePPHu9nn
�݂�ȃx���g�O���C���_�[�����Ă�H
671 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/05(��) 21:31:24.18 ID:oAsaYZQV
���낻��2015�V�N�Ɍ����Ă܂��V�i�C�t���삷�邩
672 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/06(�y) 21:42:42.39 ID:UU6GztaN
>>669
�m��Ȃ��|�ނ���A�ǂ��s���Ă��g�������Ƃ���l�����Ȃ���z���ł����������Ȃ��i�l�������邵
����ʼn�����́H�����i���������Ă��Ȃ��Ď��삷��̂���
�����\�����݂���S35VN�͌����Ɋ���Ă�l�Ȃ�Ȃ�Ă��ƂȂ�����������
�m��Ȃ��|�ނ���A�ǂ��s���Ă��g�������Ƃ���l�����Ȃ���z���ł����������Ȃ��i�l�������邵
����ʼn�����́H�����i���������Ă��Ȃ��Ď��삷��̂���
�����\�����݂���S35VN�͌����Ɋ���Ă�l�Ȃ�Ȃ�Ă��ƂȂ�����������
673 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/06(�y) 23:21:21.20 ID:8rvDhb9G
�����͎g�������Ɩ����A�������炭�V�|�ނɋ����������ĂȂ������ȁB
�����₷���ƍ��₷���A���ꂩ�疁���Ăǂꂾ���Ⴆ�邩�͓���ł͂Ȃ���
�Z�ʂ�ݔ��ɂ���đ̊����}�`�}�`������A�Ȃ��Ȃ��\������̂��ނ�����
���̃X���̎�|�I�ɂ�
�u���̍|�ނɋ������������̂Ȃ�A�����ō���Ď����Ă݂�ׂ��B�v�@
��s����C���[�W�Ǝ����̑̊������������Ƃ͂�������イ����B
�����₷���ƍ��₷���A���ꂩ�疁���Ăǂꂾ���Ⴆ�邩�͓���ł͂Ȃ���
�Z�ʂ�ݔ��ɂ���đ̊����}�`�}�`������A�Ȃ��Ȃ��\������̂��ނ�����
���̃X���̎�|�I�ɂ�
�u���̍|�ނɋ������������̂Ȃ�A�����ō���Ď����Ă݂�ׂ��B�v�@
��s����C���[�W�Ǝ����̑̊������������Ƃ͂�������イ����B
674 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/06(�y) 23:41:11.31 ID:8rvDhb9G
��ŁA����m��琥�z�������Ă���B
�ŁA�m�������炪�Ȃɂ��������V�������ɒ��킷��A���̐��Y�I�ȗǂ��z������̂�
�����炵�����ꂩ�ȁB
�ŁA�m�������炪�Ȃɂ��������V�������ɒ��킷��A���̐��Y�I�ȗǂ��z������̂�
�����炵�����ꂩ�ȁB
675 �F�W�g�� ��NAiBHuyoBI �F2014/12/14(��) 12:47:32.84 ID:K8XBpwoN
�{�i�I�Ɋ����Ȃ��Ă��܂����B
���̎����A�h���̂��߂ɉ����������ނ��ƂɂȂ�܂����A�i�C�t���C�L���O�͂���
�@�B���g���Ă̍H��ŁA�u�������܂��v���Ƃɂ���Q�̎c�鎖�̂���������
���Ƃ������Ȃ�܂��B
���̍i�����g���[�i�[�Ȃǂɖȓ����_�E���̃x�X�g�A�����͂������}�t���[�Ȃǂ�
�����Ă̂ق��A���t���[�X�n�Ȃǂ̃l�b�N�E�H�[�}�[�Ŗh���B
�����������͂�����ƍ�ƖX�̒��ɓZ�߂Ă��������B
�������܂��댯�ȉӏ��́AV�x���g�A�x���g�T���_�[�̃R���^�N�g�z�C�[�������ȂǁB
���ꂩ��уm�R�Ղ�z�[���\�[�̑�a�h�����悤�ɁA�傫�Ȑn����T�C�N���œ����@�B��
��܂Ȃǂ��������܂�܂��A�g�O���N�����v�Ȃǂ����Ɏg���������g�����f��ŁB
�H��Ȃǐ�y��e���Ȃǂ̊ē҂̂����Ə��ƈႢ�ADIY��l�ł̐���ł̉����
���ȐӔC�A������댯���w�E���Ă���܂���B
�댯�ȉӏ��A�댯�ȍ�Ƃ������ł�������F�����A���g�Ŏ��̂�h���ł��������B
���S�Ȋ��Ŋy�����i�C�t���C�L���O���B
���̎����A�h���̂��߂ɉ����������ނ��ƂɂȂ�܂����A�i�C�t���C�L���O�͂���
�@�B���g���Ă̍H��ŁA�u�������܂��v���Ƃɂ���Q�̎c�鎖�̂���������
���Ƃ������Ȃ�܂��B
���̍i�����g���[�i�[�Ȃǂɖȓ����_�E���̃x�X�g�A�����͂������}�t���[�Ȃǂ�
�����Ă̂ق��A���t���[�X�n�Ȃǂ̃l�b�N�E�H�[�}�[�Ŗh���B
�����������͂�����ƍ�ƖX�̒��ɓZ�߂Ă��������B
�������܂��댯�ȉӏ��́AV�x���g�A�x���g�T���_�[�̃R���^�N�g�z�C�[�������ȂǁB
���ꂩ��уm�R�Ղ�z�[���\�[�̑�a�h�����悤�ɁA�傫�Ȑn����T�C�N���œ����@�B��
��܂Ȃǂ��������܂�܂��A�g�O���N�����v�Ȃǂ����Ɏg���������g�����f��ŁB
�H��Ȃǐ�y��e���Ȃǂ̊ē҂̂����Ə��ƈႢ�ADIY��l�ł̐���ł̉����
���ȐӔC�A������댯���w�E���Ă���܂���B
�댯�ȉӏ��A�댯�ȍ�Ƃ������ł�������F�����A���g�Ŏ��̂�h���ł��������B
���S�Ȋ��Ŋy�����i�C�t���C�L���O���B
676 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/15(��) 00:15:38.63 ID:n4EeSx9D
>>363
���Ⴀ100�E�H���d�݂��ǂ���Ȃ����ƒ��T���X
���Ⴀ100�E�H���d�݂��ǂ���Ȃ����ƒ��T���X
677 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/15(��) 01:48:11.24 ID:n4EeSx9D
�Ƃ����S50C�|�̓i�C�t�Ɍ������Ȃ�
���Ă����ꂵ���Ⴂ���Ȃ����Ė{���Ȃ̂��Ȃ�
SK93�̕����ǂ��̂͂킩�邯��4���������Ƒ�p�ł��Ȃ�
���Ă����ꂵ���Ⴂ���Ȃ����Ė{���Ȃ̂��Ȃ�
SK93�̕����ǂ��̂͂킩�邯��4���������Ƒ�p�ł��Ȃ�
678 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/15(��) 22:49:19.97 ID:Jus3DSA0
�u���[�h�ʍ��̓�߂������^
�`�����Ă���h���h���Z�������Ȃ��Ă�����ł����ǁI�I
���킟�������I�I
�|�C���g�ϐF���߂����I�I
�����オ�葵��ȉ߂����I�I
�����悤�Ƃ�������߂����I�I
�����オ��̏��������݂������I�I
������肽���̂͂���ȃi�C�t����˂��������������I�I
���킠�킠�킠�킠���������������I�I
�y�����ł��˂���A�z���g��
�x���g�O���C���_�[�̑��x�������ăC���o�[�^�[�����������܂���Ɨǂ���ł��傤���H
�X�s�[�h�R���g���[���[�ŊF����̂������ߏ��i�Ƃ��L�������������
��낵�����肢�������܂�
�`�����Ă���h���h���Z�������Ȃ��Ă�����ł����ǁI�I
���킟�������I�I
�|�C���g�ϐF���߂����I�I
�����オ�葵��ȉ߂����I�I
�����悤�Ƃ�������߂����I�I
�����オ��̏��������݂������I�I
������肽���̂͂���ȃi�C�t����˂��������������I�I
���킠�킠�킠�킠���������������I�I
�y�����ł��˂���A�z���g��
�x���g�O���C���_�[�̑��x�������ăC���o�[�^�[�����������܂���Ɨǂ���ł��傤���H
�X�s�[�h�R���g���[���[�ŊF����̂������ߏ��i�Ƃ��L�������������
��낵�����肢�������܂�
679 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/15(��) 23:52:53.25 ID:bbAbv+N9
>>678
�C���o�[�^���đ���DC/AC�ϊ����邠��������Ă�̂��ȁH
�����K�v�Ȃ̂̓{�����[���݂����ȉϒ�R�킶��Ȃ�����
�M�^�[�A���v�p�̃{�����[���i�A�b�e�l�[�^�[�j��g�ݕt�������Ƃ����邯�ǁA���ׂĂ�
�C���o�[�^���đ���DC/AC�ϊ����邠��������Ă�̂��ȁH
�����K�v�Ȃ̂̓{�����[���݂����ȉϒ�R�킶��Ȃ�����
�M�^�[�A���v�p�̃{�����[���i�A�b�e�l�[�^�[�j��g�ݕt�������Ƃ����邯�ǁA���ׂĂ�
680 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/15(��) 23:59:19.70 ID:yTsE6yq7
�����̃A�X�g���Ŕ��������x���g�R���g���[���[�̓X���C�_�b�N�g�p�s�\�������B
681 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/16(��) 00:55:30.18 ID:7qlKrdqz
>>678
�_��̃X�s�|�h�R���g���[���[�͊ȒP�ł����߂ł��B
�O���C���_�[�ɕϑ��@�\�����Ă�����A�X�s�R���͎g�p�o���Ȃ����璍�ӁB
�i��܂ł�������Ȃ�o���邯�ǁj
�u���[�h���͑����Ă����犵��Ă����B����ɂ͋C��t���ĉ������ˁB
�_��̃X�s�|�h�R���g���[���[�͊ȒP�ł����߂ł��B
�O���C���_�[�ɕϑ��@�\�����Ă�����A�X�s�R���͎g�p�o���Ȃ����璍�ӁB
�i��܂ł�������Ȃ�o���邯�ǁj
�u���[�h���͑����Ă����犵��Ă����B����ɂ͋C��t���ĉ������ˁB
682 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/16(��) 04:18:30.17 ID:bg+V7JEd
>>678
���X��
���X��
683 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/16(��) 22:51:54.09 ID:pMSQmUTw
>>679
���[�^�[�̕����ɂ���Ďg����X�s�[�h�R���g���[���[���ς��悤�ł�
�����炭����������Ă���A�b�e�l�[�^�[�̗l�ȕ��͒�����Ɠ������d����ω�������^�C�v�Ȃ̂ł͂Ȃ����Ǝv���܂�
���ꂾ���ő��x��ύX�o������̂��L��̂ł����A�C���o�[�^�[�̂悤�ɓd���Ǝ��g�����ꏏ�ɃC�W��K�v�����郂�[�^�[���L��悤�ł��B
�l�ł��ƌ��������悭�킩���Ă��Ȃ��ׂŊԈ���Ă��邩������܂���
>>681
�_��̃X�s�R�����l�����̂ł����A��L�̂Ƃ�������g���Ȃ������ꍇ�ɔ߂��������ɂȂ�̂�
����͏H���d�C�̒����펩��Z�b�g���g���Ď��삵�Ă݂悤�Ǝv���Ă��܂��B
http://akizukidenshi.com/catalog/c/cdengen2/
�Ƃ肠��������œ������b�L�[���炢�Ȋ����ōs���܂�
���ʂ��o��܂������ŕ������܂��B
>>682
�r���c�{�T���̓S�H�p���g�����̂ł����A�����[�����肷���đS�R�����܂���
�߂���
���[�^�[�̕����ɂ���Ďg����X�s�[�h�R���g���[���[���ς��悤�ł�
�����炭����������Ă���A�b�e�l�[�^�[�̗l�ȕ��͒�����Ɠ������d����ω�������^�C�v�Ȃ̂ł͂Ȃ����Ǝv���܂�
���ꂾ���ő��x��ύX�o������̂��L��̂ł����A�C���o�[�^�[�̂悤�ɓd���Ǝ��g�����ꏏ�ɃC�W��K�v�����郂�[�^�[���L��悤�ł��B
�l�ł��ƌ��������悭�킩���Ă��Ȃ��ׂŊԈ���Ă��邩������܂���
>>681
�_��̃X�s�R�����l�����̂ł����A��L�̂Ƃ�������g���Ȃ������ꍇ�ɔ߂��������ɂȂ�̂�
����͏H���d�C�̒����펩��Z�b�g���g���Ď��삵�Ă݂悤�Ǝv���Ă��܂��B
http://akizukidenshi.com/catalog/c/cdengen2/
�Ƃ肠��������œ������b�L�[���炢�Ȋ����ōs���܂�
���ʂ��o��܂������ŕ������܂��B
>>682
�r���c�{�T���̓S�H�p���g�����̂ł����A�����[�����肷���đS�R�����܂���
�߂���
684 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/16(��) 23:02:05.23 ID:CYyFIM7F
�x���g�O���C���_�[���Ă��{��Ȃ��ł����邾�������g����
685 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/16(��) 23:32:52.53 ID:CYyFIM7F
686 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/17(��) 01:06:00.41 ID:mIXSCVRR
>>683
�S�|�₷��Ő[�������c����Ă��Ƃ́A�؎q���܂C���Ă��Ȃ��H
�S�|�₷��Ő[�������c����Ă��Ƃ́A�؎q���܂C���Ă��Ȃ��H
687 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/18(��) 08:35:19.23 ID:J1xrVv8t
�d���H��͎d���������ĕ֗������A
��H��łł���悤�ɂȂ��Ă���
�g���悤�ɂ��Ȃ��Ɨǂ����m�����Ȃ��Ǝv��
��H��łł���悤�ɂȂ��Ă���
�g���悤�ɂ��Ȃ��Ɨǂ����m�����Ȃ��Ǝv��
688 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/18(��) 09:22:15.60 ID:AycJMh3D
��{�I�Ƀg���N�ێ������܂܉�]���ւ���ɂ͎O�����[�^�ŃC���o�[�^����ŁA100�������������̂ł���u���V���[�^�����炢�����������œd�����䂷�邵���Ȃ��B�O���C���o�[�^�����������F�X�K���ɂȂ���B�I�N�ł�100���̋@�B200���̕��������ŗ��D�o����C�����邵
689 �F�W�g�� ��NAiBHuyoBI �F2014/12/18(��) 20:02:06.90 ID:lJO9FVT3
�u���V���X���[�^�[�Ɉ����P��100V�u���V���[�^�[�p�X�s�[�h�R���g���[���[
���Ȃ��ċ쓮�����
�u�u�u�u�u�u�E�E�p�`�b�i�X�s�[�h�R���g���[���[�̃q���[�Y�̐�鉹�j
���ĂȂ�܂����˂��A���܂����Ƃ��B
�P�w�p�̃u���V���X���[�^�[���������䂷����@�A���������ė~�����ł��B
�E�������X�����g�p���A���̊|�����ł��k�ڂ͂ǂ��ς�邩 �@�T���v��
http://i.rara.jp/dynamic/f1/c9/ad403b5251f11d5dddd3989bd56af1c9_2785140.jpg
�����}�W�b�N�Ђ��������́A�͔C���Ɉ�u���b�V���O�����������
�E���͒��J�ɐ^�J�u���V�������āA�ψ�ɐ�����悤�ɍ������
�ޗ���ss400�@�g�p�������X���� ���E�Ƃ��c�{�T�� �S�H250���i���ځj
����̃��X���ł���Ă݂܂����B
�n�S���S�����ȂǁA��r�I�_�炩���ޗ��̓��X���ɌŒ������_�}�̉e�����傫��
�o�܂��ˁA�O�w�ނȂǂ�����Ă�����̂ق����L�Y���[�����Ƒ��X����B
���Ȃ��ċ쓮�����
�u�u�u�u�u�u�E�E�p�`�b�i�X�s�[�h�R���g���[���[�̃q���[�Y�̐�鉹�j
���ĂȂ�܂����˂��A���܂����Ƃ��B
�P�w�p�̃u���V���X���[�^�[���������䂷����@�A���������ė~�����ł��B
�E�������X�����g�p���A���̊|�����ł��k�ڂ͂ǂ��ς�邩 �@�T���v��
http://i.rara.jp/dynamic/f1/c9/ad403b5251f11d5dddd3989bd56af1c9_2785140.jpg
{kind=link}
�����}�W�b�N�Ђ��������́A�͔C���Ɉ�u���b�V���O�����������
�E���͒��J�ɐ^�J�u���V�������āA�ψ�ɐ�����悤�ɍ������
�ޗ���ss400�@�g�p�������X���� ���E�Ƃ��c�{�T�� �S�H250���i���ځj
����̃��X���ł���Ă݂܂����B
�n�S���S�����ȂǁA��r�I�_�炩���ޗ��̓��X���ɌŒ������_�}�̉e�����傫��
�o�܂��ˁA�O�w�ނȂǂ�����Ă�����̂ق����L�Y���[�����Ƒ��X����B
690 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/18(��) 20:33:02.20 ID:/QvjfvDv
>>689
�����k�ڂɐ���ɂ������ꍇ���k�ڂɉ����Ă������ꍇ�B
�k�ڂɉ����Ă�����ƁA�@�함����k�ڂ��[���Ȃ�ɂ��������Đꖡ���������ǁA�k�ڂ̐[���Ɠ���
�����c��B
����0.1�ߕӂ��Ǝv�����ǁA�d�グ���߂��ꍇ�͒v���I�B
�����k�ڂɐ���ɂ������ꍇ���k�ڂɉ����Ă������ꍇ�B
�k�ڂɉ����Ă�����ƁA�@�함����k�ڂ��[���Ȃ�ɂ��������Đꖡ���������ǁA�k�ڂ̐[���Ɠ���
�����c��B
����0.1�ߕӂ��Ǝv�����ǁA�d�グ���߂��ꍇ�͒v���I�B
691 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/18(��) 21:30:48.32 ID:7enDyiWC
�����A�Ȃ�ŁA�Ȃ�ŏ��߂Ẵi�C�t�Ńn���h�����e�[�p�����悤�Ȃ�Ďv�������E�E�E�E
����Șr�Ȃ����E�E�E�E�������Ă̒肵���ς����Ƃ��Ȃ����I�I�[���̎������~�߂ɍs���������I�I
>>684-685
�c�ɕ�炵�œƐg�Ȃ̂Ő[��ł��O���C���_��������ł��I�I
>>686
���̉\���������ł��ˁA���Ƃ͋��������t�������Ȃ̂ł͂Ȃ����Ǝv���Ă��܂�
�������������Ă݂܂�
>>687
�ق��o���Ȃ̂Ńn�b�L���Ƃ͌����܂��A�d���H��Ǝ�H��̓z���g�ʕ��Ȋ��������܂�
��ꂷ���邵���ĕ����Ɠ������A���Ԃ��̂��Ȃ����Ղ�����[����Ȃ������ł�
�������H��ŏK�n��������Ƃ����ēd���H��ŏo����Ƃ͌���Ȃ��̂ł͂Ȃ����Ǝv���Ă��܂�
�Ƃ��������͓d���H����Ă��܂����̂ŁA�d���H��Ŋ���Ă������Ǝv���Ă��܂�
>>688
�����ŋ߂����m��܂���
100V�̃x���g�O���C���_���w������O�ɒP��100V����O��200V�ɕϊ�����C���o�[�^�[���Q�}����ŗL��̂�m���Ă�����E�E�E�E
�����������ł��܂����A���̃x���g�O���C���_�̓W�����N�i�����Ŋi���������̂ł܂��������Ǝv���Ă��܂��B
���゠����x�`�������Ă��ă��x���A�b�v����Ƃ��ɂ̓C���o�[�^�[�o�R�ŎO�����[�^�[���g�p����x���g�O���C���_��g�����Ǝv���Ă��܂�
>>689
�Ԃ����Ⴏ�����Ȃ�̂ł͂Ǝv���Ă��܂����A���͎����ł����y�������Ȃ̂Ŏ��삵�Ă݂邱�Ƃɂ��܂�
���̗��D�����x���g�O���C���_��40�N�ȏ�O�ɐ����I�����Ă�����̂̃f�b�h�X�g�b�N�i�炵���A
���[�J�[�ɖ₢���킹�Ă��������c���Ă��Ȃ������ŁA�쓮�������ǂ����������̂����킩��܂���ł���
������������u���V���Ȃ̂ł͂Ɗ��҂��Ă��܂����A�܂��ǂ��Ȃ邩�͉���܂����
�l�I�ɒ��ׂ�����ł͒P��100V�u���V���X�i�R���f���T�H�j���������䂷����@�͌�����܂���ł���
���X���̃T���v����ϕ��ɂȂ�܂���
�d���H��̎g�p�ł������ł����A�Y��Ɏd�グ�悤�Ǝv������Ƃ������W�����ď����ÂÒ��J�ɂ���Ă��������Ȃ��l�ł���
���̂悤�ȑ�G�c�Ȑl�Ԃɂ͂������_�C�s�ɂȂ�܂�
�i�C�t���A�y�����ł���
����Șr�Ȃ����E�E�E�E�������Ă̒肵���ς����Ƃ��Ȃ����I�I�[���̎������~�߂ɍs���������I�I
>>684-685
�c�ɕ�炵�œƐg�Ȃ̂Ő[��ł��O���C���_��������ł��I�I
>>686
���̉\���������ł��ˁA���Ƃ͋��������t�������Ȃ̂ł͂Ȃ����Ǝv���Ă��܂�
�������������Ă݂܂�
>>687
�ق��o���Ȃ̂Ńn�b�L���Ƃ͌����܂��A�d���H��Ǝ�H��̓z���g�ʕ��Ȋ��������܂�
��ꂷ���邵���ĕ����Ɠ������A���Ԃ��̂��Ȃ����Ղ�����[����Ȃ������ł�
�������H��ŏK�n��������Ƃ����ēd���H��ŏo����Ƃ͌���Ȃ��̂ł͂Ȃ����Ǝv���Ă��܂�
�Ƃ��������͓d���H����Ă��܂����̂ŁA�d���H��Ŋ���Ă������Ǝv���Ă��܂�
>>688
�����ŋ߂����m��܂���
100V�̃x���g�O���C���_���w������O�ɒP��100V����O��200V�ɕϊ�����C���o�[�^�[���Q�}����ŗL��̂�m���Ă�����E�E�E�E
�����������ł��܂����A���̃x���g�O���C���_�̓W�����N�i�����Ŋi���������̂ł܂��������Ǝv���Ă��܂��B
���゠����x�`�������Ă��ă��x���A�b�v����Ƃ��ɂ̓C���o�[�^�[�o�R�ŎO�����[�^�[���g�p����x���g�O���C���_��g�����Ǝv���Ă��܂�
>>689
�Ԃ����Ⴏ�����Ȃ�̂ł͂Ǝv���Ă��܂����A���͎����ł����y�������Ȃ̂Ŏ��삵�Ă݂邱�Ƃɂ��܂�
���̗��D�����x���g�O���C���_��40�N�ȏ�O�ɐ����I�����Ă�����̂̃f�b�h�X�g�b�N�i�炵���A
���[�J�[�ɖ₢���킹�Ă��������c���Ă��Ȃ������ŁA�쓮�������ǂ����������̂����킩��܂���ł���
������������u���V���Ȃ̂ł͂Ɗ��҂��Ă��܂����A�܂��ǂ��Ȃ邩�͉���܂����
�l�I�ɒ��ׂ�����ł͒P��100V�u���V���X�i�R���f���T�H�j���������䂷����@�͌�����܂���ł���
���X���̃T���v����ϕ��ɂȂ�܂���
�d���H��̎g�p�ł������ł����A�Y��Ɏd�グ�悤�Ǝv������Ƃ������W�����ď����ÂÒ��J�ɂ���Ă��������Ȃ��l�ł���
���̂悤�ȑ�G�c�Ȑl�Ԃɂ͂������_�C�s�ɂȂ�܂�
�i�C�t���A�y�����ł���
692 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/18(��) 22:30:44.44 ID:ryrfsP1v
>>689
>>�Œ������_�}
��r�I�_�炩���ޗ�����̎��Ƀ��X���ŗ͂����č���
���͂ō\���n�悪�ł��₷����ȁB
���ƁA���͂Ń��X���̏��Ղ̐[�����ς�邩��
#6�̃o���`�^��(���݂��Ȃ����ǂ�)�Ƃ������
���X�������Ŋ��S�Ɏd�グ�邱�Ƃ��\�Ȃ낤�A�Ƃ͎v���B
>>�Œ������_�}
��r�I�_�炩���ޗ�����̎��Ƀ��X���ŗ͂����č���
���͂ō\���n�悪�ł��₷����ȁB
���ƁA���͂Ń��X���̏��Ղ̐[�����ς�邩��
#6�̃o���`�^��(���݂��Ȃ����ǂ�)�Ƃ������
���X�������Ŋ��S�Ɏd�グ�邱�Ƃ��\�Ȃ낤�A�Ƃ͎v���B
�Ƃ������ƂŎ������Ă݂��B
Z������M12�i�b�g(�ގ��s���@�S�n)�A�c�{�T���́@200�@���ځ@���@�œ���̖ʂ�
�͂��č�����ꍇ�ƃS���S��������ꍇ�̔�r�B
http://i.rara.jp/dynamic/ee/1d/c12317ced4d9369be8923ba89a21ee1d_2785282.jpg
�͂��č�������̉摜�͉��ʂ�����������
���̔{�����Ɨǂ���������ԂɂȂ��Ă��܂����B
�����������������Ŕ������Ƃ��Ό��Ƃ��ʑ����Ƃ������
�����Ɨǂ�������̂�������ǂ���
Z������M12�i�b�g(�ގ��s���@�S�n)�A�c�{�T���́@200�@���ځ@���@�œ���̖ʂ�
�͂��č�����ꍇ�ƃS���S��������ꍇ�̔�r�B
http://i.rara.jp/dynamic/ee/1d/c12317ced4d9369be8923ba89a21ee1d_2785282.jpg
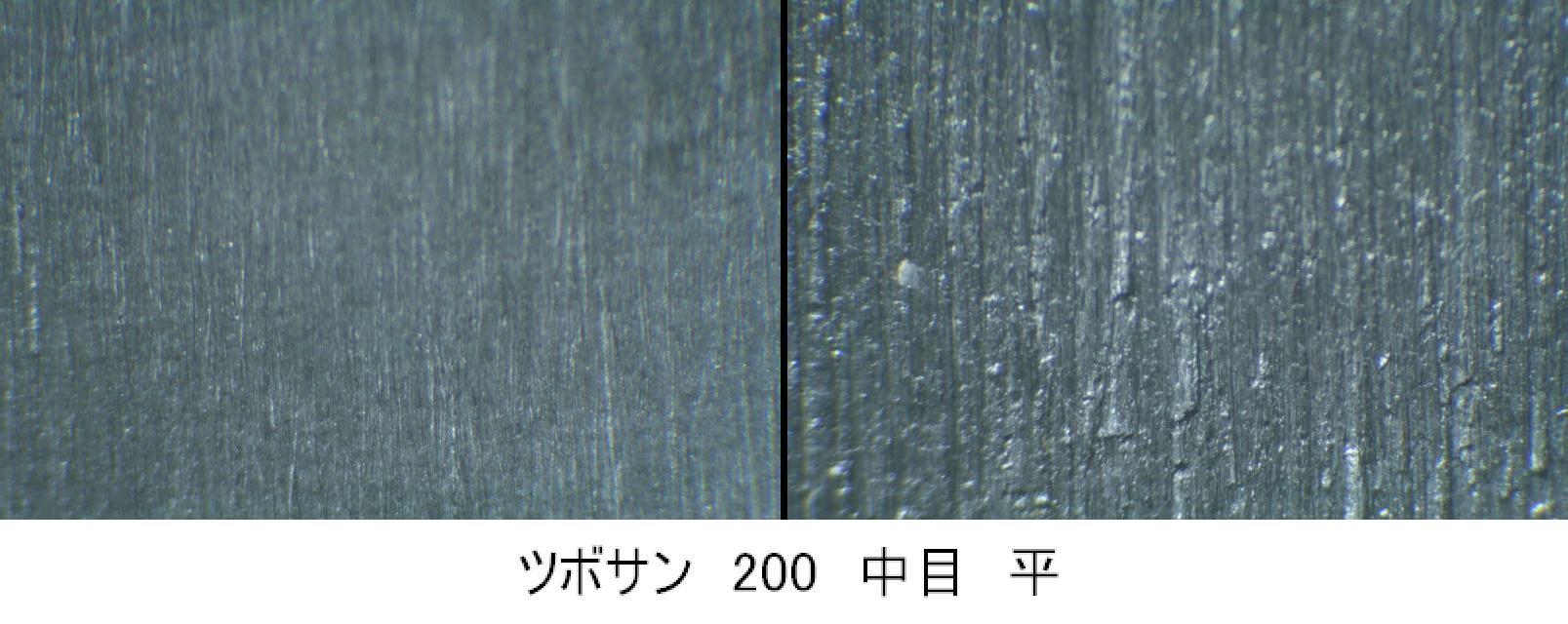{kind=link}
�͂��č�������̉摜�͉��ʂ�����������
���̔{�����Ɨǂ���������ԂɂȂ��Ă��܂����B
�����������������Ŕ������Ƃ��Ό��Ƃ��ʑ����Ƃ������
�����Ɨǂ�������̂�������ǂ���
694 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/19(��) 08:23:41.30 ID:MMz7W8TH
���������߂Č����I
�����̓S���S���̂ق��ɋ߂��Ȃ��c�c
�Ō�ɍ��͂�ς���Ɗ��o���ς���Ċp�x�̈ێ��������
�ł����ꂾ���Ⴄ�Ȃ���K���鉿�l��L��ł���
�����摜���肪�Ƃ�
�����̓S���S���̂ق��ɋ߂��Ȃ��c�c
�Ō�ɍ��͂�ς���Ɗ��o���ς���Ċp�x�̈ێ��������
�ł����ꂾ���Ⴄ�Ȃ���K���鉿�l��L��ł���
�����摜���肪�Ƃ�
695 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/19(��) 09:42:53.95 ID:xpnvzQsW
689��693���摜������Ȃ����A�ǂ�����Ό�����
696 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/19(��) 13:16:24.00 ID:MMz7W8TH
���m�F�������ǐ�u���ł��u���E�U�ł����ꂽ��H
�X�}�z���ƑʖڂƂ��H
�X�}�z���ƑʖڂƂ��H
697 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/19(��) 18:25:19.89 ID:xpnvzQsW
PC����Ȃ��E�E�E
���̃G���[ (HTTP 403 �A�N�Z�X�s��) �́A
Web �T�[�o�[�ɐڑ��ł��܂������A
���� Web �y�[�W��\������A�N�Z�X����
�Ȃ��������Ƃ��Ӗ����܂�
���ĕ\�����ꂿ�Ⴄ��
���̃G���[ (HTTP 403 �A�N�Z�X�s��) �́A
Web �T�[�o�[�ɐڑ��ł��܂������A
���� Web �y�[�W��\������A�N�Z�X����
�Ȃ��������Ƃ��Ӗ����܂�
���ĕ\�����ꂿ�Ⴄ��
698 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/19(��) 19:14:04.92 ID:MMz7W8TH
�Ȃ낤��
����Chrome��Opera�ł͌��ꂽ����
�A�N�ւƂ�����
ttps://www.proxysite.com/
��689��URL����Ď����Ă݂���ǂ�����
����Chrome��Opera�ł͌��ꂽ����
�A�N�ւƂ�����
ttps://www.proxysite.com/
��689��URL����Ď����Ă݂���ǂ�����
699 �F�W�g�� ��NAiBHuyoBI �F2014/12/19(��) 19:45:12.67 ID:y+iIBy/h
�X�}�z�ł͌�����APC�ł͍������ꂽ�̂ɁA��������>>693 �͒e�����B
���ڃ����N����Ɠǂ߂Ȃ��̂�������܂���B
http://rara.jp/hamono-jisaku/
���ڃ����N����Ɠǂ߂Ȃ��̂�������܂���B
http://rara.jp/hamono-jisaku/
700 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/19(��) 21:24:00.83 ID:xpnvzQsW
�T���N�X�@���ꂽ�I
701 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/21(��) 14:01:16.94 ID:uaa6GpDu
702 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/27(�y) 14:49:57.83 ID:mt26n7eG
�n������ɒu���āA�����ڂ����l������X�����Ė����̂��Ȃ��H
703 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/27(�y) 14:55:09.70 ID:fZLBc+H/
>>702
���Ɠ����̈Ⴂ�������ĉ�����
���Ɠ����̈Ⴂ�������ĉ�����
704 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/27(�y) 15:18:44.29 ID:rnrNpUC1
�e�[�p�[�^���O�ŃX�N�����[�W���b�L(��i�C�t���[�J�[�Y�o�C�X)���g�킸��
�^���O���ɑ������ɁA�O���b�v�ނ��ђʂ����ăV���i�C�_�[�{���g�p�̌����J������@�������ĉ�����
�^���O���ɑ������ɁA�O���b�v�ނ��ђʂ����ăV���i�C�_�[�{���g�p�̌����J������@�������ĉ�����
>>704
�n���h�����ނȂ�A���݂̍����̔����K�ɕ~���ČŒ肷��Ⴂ����B
�X�^�b�O�݂����Ȃ̂�������A��̐������o���ăo�C�X�ɌŒ肵�Ă��Ⴂ�����B
�n���h�����ނȂ�A���݂̍����̔����K�ɕ~���ČŒ肷��Ⴂ����B
�X�^�b�O�݂����Ȃ̂�������A��̐������o���ăo�C�X�ɌŒ肵�Ă��Ⴂ�����B
706 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/27(�y) 20:44:53.43 ID:OYGAwqq7
>>704
���x�������ɏo����Ȃ�Жʂ̃e�[�p�[���o�����i�K��
�q���g����ɂ��č|�ނ̃e�[�p�[���Ƀn���h���������ʼn��~�߂��Ă����āA
�|�ނ̐����ʑ�����ɂ��Ē��S�̌����J����B
���ɉ��~�߂����n���h�����O���ė��ʃe�[�p�[�ɂ���
���l�Ƀq���g����ɂ��ė����̃n���h�������~�߂�����
�������J�����n���h���̌�����ɂ��ăo�C�X�ŌŒ肵�Ē��S�̌����ђʁB
�Ō�ɗ����̃n���h���̒��S������ɂ��Ē��߃t���C�X�Ȃ�i�t���h�����Ȃ��
�U�O���Ă����Ηǂ���ˁH
���x�������ɏo����Ȃ�Жʂ̃e�[�p�[���o�����i�K��
�q���g����ɂ��č|�ނ̃e�[�p�[���Ƀn���h���������ʼn��~�߂��Ă����āA
�|�ނ̐����ʑ�����ɂ��Ē��S�̌����J����B
���ɉ��~�߂����n���h�����O���ė��ʃe�[�p�[�ɂ���
���l�Ƀq���g����ɂ��ė����̃n���h�������~�߂�����
�������J�����n���h���̌�����ɂ��ăo�C�X�ŌŒ肵�Ē��S�̌����ђʁB
�Ō�ɗ����̃n���h���̒��S������ɂ��Ē��߃t���C�X�Ȃ�i�t���h�����Ȃ��
�U�O���Ă����Ηǂ���ˁH
707 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/27(�y) 21:12:11.27 ID:rnrNpUC1
>>705
���ۂɃ��X���Ńe�[�p�[�^���O����Ă�l�̐��͏d���Ȃ�w
0.1�`2mm�̌덷�͂ǂ����Ă��o�Ă���Ǝv���܂����ǁA���s����ŏC���ł�����x�ɂ͎x��Ȃ��̂��낤���B
>>706
������܂��Жʂɂ����āA������K�C�h�ɂ�����@�ł��傤���H
���̕��@�Ȃ�A�m���ɒi�t���h�����ɍ����{���g����������쐬�o�������ł��ˁB
���ʂ̃h�������ƁA2���ڂ̃n���h���Ɍ��J����Ƃ��A
�u���[�h�𒈂ɕ������Ȃ��ƁA�n���h���̊���߂Ɍ@�����Ⴂ�����ł����B
���ۂɃ��X���Ńe�[�p�[�^���O����Ă�l�̐��͏d���Ȃ�w
0.1�`2mm�̌덷�͂ǂ����Ă��o�Ă���Ǝv���܂����ǁA���s����ŏC���ł�����x�ɂ͎x��Ȃ��̂��낤���B
>>706
������܂��Жʂɂ����āA������K�C�h�ɂ�����@�ł��傤���H
���̕��@�Ȃ�A�m���ɒi�t���h�����ɍ����{���g����������쐬�o�������ł��ˁB
���ʂ̃h�������ƁA2���ڂ̃n���h���Ɍ��J����Ƃ��A
�u���[�h�𒈂ɕ������Ȃ��ƁA�n���h���̊���߂Ɍ@�����Ⴂ�����ł����B
708 �F���O�ȃJ�b�^�[(�m�́M)�F2014/12/27(�y) 23:31:54.25 ID:rnrNpUC1
�����Y��Ă��B����ł��B
709 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/22(��) 00:14:55.76 ID:9fCIOakK
���S�҂����삷��ɓ������Ċ�b����Q�l�ɂȂ�悤�ȋ��{��T�C�g���Ă���܂����H
�l�܂��Ă���Q�l�ɂȂ肻���ȃT�C�g�⓮���T���Ă��č�Ƃ��i�܂Ȃ��ǂ��납����Ȏ��s���Ȃ�����Ƃ���ꂻ���ȃ~�X�܂ł�炩���Ă܂�
�ꉞ�ߋ��Ɏ����ŋ��{�͒��ׂĂ݂܂������p�Ղ����
�l�܂��Ă���Q�l�ɂȂ肻���ȃT�C�g�⓮���T���Ă��č�Ƃ��i�܂Ȃ��ǂ��납����Ȏ��s���Ȃ�����Ƃ���ꂻ���ȃ~�X�܂ł�炩���Ă܂�
�ꉞ�ߋ��Ɏ����ŋ��{�͒��ׂĂ݂܂������p�Ղ����
710 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/22(��) 20:46:19.42 ID:07YBoMSX
http://712.jpn.com/basic-images/header-image.jpg
http://knifekozo.com/
http://www.devi-craft.com/index.html
http://hilts.fukuwarai.net/
http://www18.ocn.ne.jp/~t-yam/index.html
������
http://monosuki.blogspot.com/?m=1
���D������
�}�g���N�X�A�C�_����͐���s���ė~�����X�I
�F�l����Ƀ����N�\���čς݂܂���
{kind=link}
http://knifekozo.com/
http://www.devi-craft.com/index.html
http://hilts.fukuwarai.net/
http://www18.ocn.ne.jp/~t-yam/index.html
������
http://monosuki.blogspot.com/?m=1
���D������
�}�g���N�X�A�C�_����͐���s���ė~�����X�I
�F�l����Ƀ����N�\���čς݂܂���
711 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/22(��) 20:49:44.27 ID:07YBoMSX
�}�g���N�X�A�C�_����Ɂu�p���t���b�g�ꎮ�������v���ĘA������̂���ԑ�������
712 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/23(��) 00:00:27.44 ID:Kba/mYMh
>>710
���݂܂�����l�����s�p�ӂɕ����Ă��܂��܂�����
���肪�Ƃ��������܂�
�Q�l�ɂ��Ă݂܂�
�A�C�_����ɂ͈ȑO�����������Ƃ�����܂����p���t���b�g�̂悤�Ȃ��̂������������ł���
���ɒ�������Ƃ��ɘA�����Ă݂܂�
���肪�Ƃ��������܂���
���݂܂�����l�����s�p�ӂɕ����Ă��܂��܂�����
���肪�Ƃ��������܂�
�Q�l�ɂ��Ă݂܂�
�A�C�_����ɂ͈ȑO�����������Ƃ�����܂����p���t���b�g�̂悤�Ȃ��̂������������ł���
���ɒ�������Ƃ��ɘA�����Ă݂܂�
���肪�Ƃ��������܂���
713 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/29(��) 16:17:09.79 ID:qKoAH6M0
�i�C�t�̎�����ĂȂ�ł���ȂɊy�����낤��
���̍����Č��X�y���������ǃi�C�t�͕ʊi
���̍����Č��X�y���������ǃi�C�t�͕ʊi
714 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/29(��) 19:12:37.59 ID:tk0K1Bto
�A���R�[���X�g�[�u�����\�y������
715 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/29(��) 21:27:56.19 ID:LRcbVqzQ
�ē݂����Ĕ����ɕK�v�ł����H
�s�̂̂ǂ�Ȃ��̂łǂꂭ�炢�̎��Ԃ���悢�̂ł��傤���B
�s�̂̂ǂ�Ȃ��̂łǂꂭ�炢�̎��Ԃ���悢�̂ł��傤���B
716 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/30(��) 00:23:39.99 ID:z+F0ZDC/
�ē���O�ɐ^���ԂɔM���ĊD�ɂԂ�����Ŏ����߂��ɂȂ�܂ő҂̂�����
�D�����X�����Ė����̂���_����
�D�����X�����Ė����̂���_����
717 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/30(��) 01:50:17.12 ID:GGHo9Uci
�܂��͐Ԃ��Ă�����Ԃ���A���ɕω�����܂�15�b���炢���������ŁA��������
�M�����痣���Ƃ悢�����ł��B
�i�ԔM����500���ߕӂ܂ł̉��x�т��d�v�炵���B�j
�����E�ׂ����ʁA�Ă����ꐫ�̍����ޗ��́A
�H�ɂł����A���ł������蕔���I�ɏĂ������邱�Ƃ�����܂��B
�D�͕��d���ɔ����Ă܂����ˁB
�M�����痣���Ƃ悢�����ł��B
�i�ԔM����500���ߕӂ܂ł̉��x�т��d�v�炵���B�j
�����E�ׂ����ʁA�Ă����ꐫ�̍����ޗ��́A
�H�ɂł����A���ł������蕔���I�ɏĂ������邱�Ƃ�����܂��B
�D�͕��d���ɔ����Ă܂����ˁB
718 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/30(��) 07:30:25.97 ID:y0cv4STK
���̓z���Z���ł��u���Ă��邾�끄�D
719 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/30(��) 12:12:52.19 ID:rvQu7jKi
���O��|�ނ̎�ނ�������Ȃ��̂ɁA�K���Ȏ������Ă�˂���
720 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/30(��) 15:26:58.03 ID:6icK3K8s
�����Ă����n�����Ă��Ȃ܂��Ďg�����Ƃ���C�Ⴂ�����邩��A���ӁB
721 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/30(��) 16:38:28.92 ID:pHWkgHfd
�M�������Ď����ł��l�������
722 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/30(��) 17:24:27.28 ID:MAbvm0tM
�Ă��������̊y���݂ƍl������肾���ǃN�I���e�B�͒Ⴍ�Ȃ���
723 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/30(��) 21:16:02.80 ID:VPi0V5Rd
�m�E�n�E���K�v�߂��Ď肪�o���Ȃ���
�`�����Ȃ牽�Ƃ����鎩�M�͂��邯�ǔM�����͓��
�`�����Ȃ牽�Ƃ����鎩�M�͂��邯�ǔM�����͓��
724 �F���O�ȃJ�b�^�[(�m�́M)�F2015/01/31(�y) 21:44:26.25 ID:q5c9Ml+V
�L���C�ŗǂ����ȃn���h���ނ�������Ƃ��������Ⴄ�̂Ńn���h���ރR���N�^�[�݂����ɂȂ�����Ă�
�ԗ�ᎁA�X�l�[�N�E�b�h�A�f�U�[�g�A�C�A���E�b�h�����ł��i�C�t��20���͍���ʂ���
�i�C�t�����y�[�X���Ԃɍ���Ȃ�
�ԗ�ᎁA�X�l�[�N�E�b�h�A�f�U�[�g�A�C�A���E�b�h�����ł��i�C�t��20���͍���ʂ���
�i�C�t�����y�[�X���Ԃɍ���Ȃ�
725 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/01(��) 00:34:47.11 ID:k++AqwgP
���Ȃ��̃u���O�Ǝv����̌������Ƃ���
726 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/01(��) 00:48:18.66 ID:wiRLzqo8
�a���n���̒b������Ă邩��A�Ă�������Ă��߂������
�X�e���n�͕ێ����Ԃ���������Ȃ̂ŁA�ݔ��̊W�ł���ĂȂ�
�Ƃ��������Ȃ�
>>720
�������̌��肾���ǁA�����Ă����n���̏Ă��݂��������
��n�Ȃ͂����f�ނɂȂ邩���
�X�e���n�͕ێ����Ԃ���������Ȃ̂ŁA�ݔ��̊W�ł���ĂȂ�
�Ƃ��������Ȃ�
>>720
�������̌��肾���ǁA�����Ă����n���̏Ă��݂��������
��n�Ȃ͂����f�ނɂȂ邩���
727 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/02(��) 12:50:46.46 ID:CMKPM+EF
���ꂪ�{���́u����v
http://livedoor.blogimg.jp/rabitsokuhou/imgs/3/5/3594d58b.jpg
http://livedoor.blogimg.jp/rabitsokuhou/imgs/3/5/3594d58b.jpg
{kind=link}
728 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/02(��) 17:15:40.96 ID:DOMj0hpK
>>727
�������ǁA��Ƃ��Ă͕ʂ̃W�������ȋC������
�������ǁA��Ƃ��Ă͕ʂ̃W�������ȋC������
729 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/02(��) 19:02:12.62 ID:SWfYdr26
����������ŏē��ꂵ�ĂȂ��ᖳ�����H�\��
730 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/02(��) 19:55:08.74 ID:DOMj0hpK
�����܂ł��l�Ȃ��炻��Ȕ��������͂��܂�
731 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/02(��) 20:03:53.16 ID:nO2q8IR2
�����S�܂łł�����債�������ǂ�
732 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/03(��) 15:42:13.63 ID:KGir5yWz
�t�B�������h�̐l�̂�ł���
�O�������ŏオ���Ă��C������
�O�������ŏオ���Ă��C������
733 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/03(��) 16:41:39.00 ID:iXXNlTbU
�A�����J�ł͍|�ނ��玩���Ő������ăi�C�t�����Ҏ҂�����炵��
�������_�}�X�J�X�|�c���������Ȃ���
����V��10���ŏ\����
�������_�}�X�J�X�|�c���������Ȃ���
����V��10���ŏ\����
734 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/03(��) 16:50:57.54 ID:BC/cfTfd
>>733
�u�_�}�X�J�X�|�v�ƌ����ƒ�`���i�����ōr�ꂪ
�u�_�}�X�J�X�͗l�̒Nj��v���Ƃ������Ɏ����Œn��������Ȃ���Ȃ����
�u�_�}�X�J�X�|�v�ƌ����ƒ�`���i�����ōr�ꂪ
�u�_�}�X�J�X�͗l�̒Nj��v���Ƃ������Ɏ����Œn��������Ȃ���Ȃ����
735 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/03(��) 19:40:48.86 ID:bBBeSDEf
�����Ƃ����������ׂ����p�^�[����_���ďo����̂͐������
736 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/03(��) 19:54:42.53 ID:Q5xNGRFp
�u�ϑw�|�v�Ȃ�r��Ȃ���
�����݂����Ȃ��āH���ʂɍl���āA�J�b�g�����|�ނ����Ɏg���Ă邾�����Ǝv����
�B����ꖇ�c���ă��[�^�ō��o���Ƃ�
����Ƃ��ƃn���}�[�����ł���Ă���_�Ƃ����ǁB
�����݂����Ȃ��āH���ʂɍl���āA�J�b�g�����|�ނ����Ɏg���Ă邾�����Ǝv����
�B����ꖇ�c���ă��[�^�ō��o���Ƃ�
����Ƃ��ƃn���}�[�����ł���Ă���_�Ƃ����ǁB
737 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/03(��) 20:29:01.17 ID:bBBeSDEf
����������
http://www.familyjewelers.com/catalog/william-henry/spearpoint-united/
�܂��ꖇ�̏�ɍׂ����|���悹�ėn�ڂ��Ă邾����������Ȃ�����
http://www.familyjewelers.com/catalog/william-henry/spearpoint-united/
�܂��ꖇ�̏�ɍׂ����|���悹�ėn�ڂ��Ă邾����������Ȃ�����
738 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/03(��) 21:10:44.15 ID:QlAxtM38
�p�^�[���_�}�X�J�X���Ă���A�����̂ɗ��s���Ă�
�����͊�؍H�Ƃ��Ɠ���
�����͊�؍H�Ƃ��Ɠ���
739 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/03(��) 21:29:29.01 ID:6dyg9oZX
�{���̃E�[�c�|�͐ϑw����Ȃ��Ď��R�Ƀ}�[�u���͗l�ɂȂ���
740 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/04(��) 18:42:13.79 ID:Mfu127qr
�O���f�ɂȂ��Ă�Z�Y�|��@�����炻���Ȃ��
741 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/10(��) 10:51:26.30 ID:LXlkXt0y
>�O���f�ɂȂ��Ă�Z�Y�|
������Ăǂ�Ȃ́H
�摜��������Љ��
������Ăǂ�Ȃ́H
�摜��������Љ��
742 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/11(��) 21:14:58.72 ID:cYdtCSLa
���u���X������Ă���ς�X�Q�F
���̎�n�߂Ă���u�F���u���X�ɉe������Ď�����������Ŗʔ����Ȃ��v�Ȃ�Ďv���Ă����ǐ����f�U�C������R�����Ċ��Ő�������ĂĎg���₷��
�~�����i�C�t�͂������邯�ǁA��Ԏg�����������i�C�t�̓��u���X���f��
�����F���u���X����Ȃ��`
���̎�n�߂Ă���u�F���u���X�ɉe������Ď�����������Ŗʔ����Ȃ��v�Ȃ�Ďv���Ă����ǐ����f�U�C������R�����Ċ��Ő�������ĂĎg���₷��
�~�����i�C�t�͂������邯�ǁA��Ԏg�����������i�C�t�̓��u���X���f��
�����F���u���X����Ȃ��`
743 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/11(��) 21:23:41.96 ID:At+e+t6R
�M�^�[�Ō����X�g���g�݂����Ȃ��̂�
744 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/13(��) 02:12:09.46 ID:wM2CUoXQ
�x�[�X�Ō����v���V�W�����݂����Ȃ��̂�
745 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/14(�y) 16:31:01.29 ID:27eK4Na5
>>738�@�Ȍ��Ȃ���ƂĂ�������₷�������I
746 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/14(�y) 16:41:23.95 ID:osecLYG2
>>744
�W���Y�x����
�W���Y�x����
747 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/15(��) 13:47:40.18 ID:J5HkPua4
>>716~
���O���o���Ă��܂��Đ\����Ȃ��̂ł����A���̂�������̃u���O��
�����̐��ނ��Ă��݂��s���������̂Ŏ��₵�Ă��܂��܂����B
���{�l�ɕ������ق����悩�������ȁB
���O���o���Ă��܂��Đ\����Ȃ��̂ł����A���̂�������̃u���O��
�����̐��ނ��Ă��݂��s���������̂Ŏ��₵�Ă��܂��܂����B
���{�l�ɕ������ق����悩�������ȁB
748 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/15(��) 23:01:30.86 ID:ADuiLc5X
�����ŏĂ��Ȃ����A���q�Ɨ��q�̊Ԃɋ�C���K���ɗL�鎖�B�ΊD�ł����B
�ŋ߂̂͋Ȃ���Ȃ��炵������A���܂ŋȂ��������Ȃ���ΏĂ��݂��K�v�Ȃ���B
������͋Ȃ����������邵�A�Ȃ���|�ނ��Ă��݂��ƋȂ���Ȃ��Ȃ�����ł���Ă邾���B
���܂��Ȃ�����
������͋Ȃ����������邵�A�Ȃ���|�ނ��Ă��݂��ƋȂ���Ȃ��Ȃ�����ł���Ă邾���B
���܂��Ȃ�����
750 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/17(��) 20:48:21.18 ID:QYHznUkC
����ō��S���W�߂Ă��ł����lj��N������Ǝv���܂���
751 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/17(��) 21:08:19.88 ID:lcR7bZ9b
���q�Ɉ�t���炢�Ȃ炷���ɒ��܂邾��H
�g���b�N�Ɉ�t���Ȃ�A���N�����邩���ɂ͔�����
�g���b�N�Ɉ�t���Ȃ�A���N�����邩���ɂ͔�����
752 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/18(��) 19:02:13.25 ID:ZGC7ux/l
�ŋߌ����Y���`�^���̕����^����Ă���݂����Ȃ̂ł���25�N�����Ȃ��Ă����v�Ƃ��l����Ȃ��̂ł����A�|�ނƂ��ċC�ɂȂ�
753 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/18(��) 19:15:45.63 ID:+juCvliZ
�Y���`�^�����C�Ȃ璷�ꂷ�邩��������
�n��̓R�[�e�B���O����ĂȂ��݂���������
���ʂ̕�Ɛn�����͕ς����
�n��̓R�[�e�B���O����ĂȂ��݂���������
���ʂ̕�Ɛn�����͕ς����
754 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/19(��) 01:35:11.48 ID:VSa5vUiX
�Ȃ��Ȃ��a�������F�̃f�U�[�g�A�C�A���E�b�h���w���������A�n���h���ނɂ���̂ɐ��Ă݂��璆�g�̐F�͐^�����F�c
�I�C���ł��C�荞��ł݂邩��
�I�C���ł��C�荞��ł݂邩��
755 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/19(��) 01:40:25.39 ID:I9ValbQe
�o�N�ω��ŔZ���Ȃ�A������������F�͖��邢
756 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/19(��) 22:39:48.86 ID:Pee2Iqfd
����ł��B
���n�̃n���h���ނ͏k�肵�܂����H
�E�b�h�̃n���h���ނ��茳�ɂ���̂ł��������Z�����H�i�^������j���Ă����Ƃ���
�ǂ�������܂����H
�X�������肢���܂��B
���n�̃n���h���ނ͏k�肵�܂����H
�E�b�h�̃n���h���ނ��茳�ɂ���̂ł��������Z�����H�i�^������j���Ă����Ƃ���
�ǂ�������܂����H
�X�������肢���܂��B
757 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/20(��) 01:58:33.42 ID:n0K8wIA6
�،ł߃G�[�X�ʼn䖝����
758 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/20(��) 02:40:52.46 ID:Zic1y+89
(�L�G�ցG`)���
759 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/20(��) 10:20:08.71 ID:wh+J2Ohk
��X������̓]��
�S�����B�g�}�z�[�N���쓮��
http://youtu.be/7vJiAePk2yI
Railroad Spike Tomahawk Demo
http://youtu.be/YVT8GWO0aBQ
Blacksmithing Knifemaking - Hand Forged Bush Craft Ax Tomahawk From A Railroad Spike
�S�����B�i�C�t���쓮��
http://youtu.be/1u74S8ZAo_E
�ۋ��i�C�t���쓮��
http://youtu.be/t-6FPtX3v4U
�b�艮�i�^�i�^����
http://youtu.be/u6dt4xlI7FU
�}���[�V�A�b�艮 �p�����O��
http://youtu.be/m2r_PGzD_B0
�C���h�b�艮 �r���t�b�N��
http://youtu.be/s_cGr_BD3kk
�t�B���s���b�艮�@�{����
http://youtu.be/qol5Ey3sImQ
�l�p�[���b�艮 �N�N����
http://youtu.be/HXodS9wco3U
�}�^�M�b�艮 �i�K�T��
http://youtu.be/moOOegaH_HA
��p���Z���b�艮�̏Љ�� �ē���ߒ�����
�S�����B�g�}�z�[�N���쓮��
http://youtu.be/7vJiAePk2yI
Railroad Spike Tomahawk Demo
http://youtu.be/YVT8GWO0aBQ
Blacksmithing Knifemaking - Hand Forged Bush Craft Ax Tomahawk From A Railroad Spike
�S�����B�i�C�t���쓮��
http://youtu.be/1u74S8ZAo_E
�ۋ��i�C�t���쓮��
http://youtu.be/t-6FPtX3v4U
�b�艮�i�^�i�^����
http://youtu.be/u6dt4xlI7FU
�}���[�V�A�b�艮 �p�����O��
http://youtu.be/m2r_PGzD_B0
�C���h�b�艮 �r���t�b�N��
http://youtu.be/s_cGr_BD3kk
�t�B���s���b�艮�@�{����
http://youtu.be/qol5Ey3sImQ
�l�p�[���b�艮 �N�N����
http://youtu.be/HXodS9wco3U
�}�^�M�b�艮 �i�K�T��
http://youtu.be/moOOegaH_HA
��p���Z���b�艮�̏Љ�� �ē���ߒ�����
760 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/20(��) 10:21:05.19 ID:wh+J2Ohk
������X������̓]�ځF
������ʐ^�t���̑�p���Z���⎩��}�j���A��
http://hong88qq.pixnet.net/blog/post/305138348
��p��PVC���p��}�j���A���F
----
�K�v�ȕ��F
�K�X�o�[�i�[�A�m�R�M���A�n�T�~�A�R��APVC�z��(���a4�`5cm ����2mm)
http://i750.photobucket.com/albums/xx145/upload71864/Taiwan_PVC_Machete_Sheath_001.jpg
http://i750.photobucket.com/albums/xx145/upload71864/Taiwan_PVC_Machete_Sheath_002.jpg
http://i750.photobucket.com/albums/xx145/upload71864/Taiwan_PVC_Machete_Sheath_003.jpg
http://i750.photobucket.com/albums/xx145/upload71864/Taiwan_PVC_Machete_Sheath_004.jpg
http://i750.photobucket.com/albums/xx145/upload71864/Taiwan_PVC_Machete_Sheath_005.jpg
��@�F
1.�m�R�M���ŕK�v�̒������5cm���炢������PVC�z�ǂ����B
2.�K�X�o�[�i�[�Ŕz�ǂ��_�炩���܂ŏĂ��B
3.�n�T�~�Ŕz�ǂ̈�ʂ������B
4.�z�ǂ����ƍ����A�ł��Ȃ�O�ɉ����Đ��`�B
5.�n�T�~�ƃm�R�M���ŏ�𐮌`�B
6.�`�������Ȃ�܂��K�X�o�[�i�[�ŏĂ��A�m�R�M���ƃn�T�~�Ő��`�B
���ӎ����F
1.�_�炩���܂ŏĂ��ƃn�T�~����₷���B
2.�z�ǂ���������Ɖ��H�ɂ����A����d���B
3.�������M�Ō`������B
4.��̊J���͓������ł��O�����ł��B
5.��̊J�������������肪����Ɗ���ɂ����B
6.��̊J������������Ɣ����ɂ����B
----
*�ʐ^�͎�������������ł͂���܂���B
���p�����镨�����͓���Ȃ��A���������̌`����肽���Ȃ班���ނ��������B
������ʐ^�t���̑�p���Z���⎩��}�j���A��
http://hong88qq.pixnet.net/blog/post/305138348
��p��PVC���p��}�j���A���F
----
�K�v�ȕ��F
�K�X�o�[�i�[�A�m�R�M���A�n�T�~�A�R��APVC�z��(���a4�`5cm ����2mm)
http://i750.photobucket.com/albums/xx145/upload71864/Taiwan_PVC_Machete_Sheath_001.jpg
{kind=link}
http://i750.photobucket.com/albums/xx145/upload71864/Taiwan_PVC_Machete_Sheath_002.jpg
{kind=link}
http://i750.photobucket.com/albums/xx145/upload71864/Taiwan_PVC_Machete_Sheath_003.jpg
{kind=link}
http://i750.photobucket.com/albums/xx145/upload71864/Taiwan_PVC_Machete_Sheath_004.jpg
{kind=link}
http://i750.photobucket.com/albums/xx145/upload71864/Taiwan_PVC_Machete_Sheath_005.jpg
{kind=link}
��@�F
1.�m�R�M���ŕK�v�̒������5cm���炢������PVC�z�ǂ����B
2.�K�X�o�[�i�[�Ŕz�ǂ��_�炩���܂ŏĂ��B
3.�n�T�~�Ŕz�ǂ̈�ʂ������B
4.�z�ǂ����ƍ����A�ł��Ȃ�O�ɉ����Đ��`�B
5.�n�T�~�ƃm�R�M���ŏ�𐮌`�B
6.�`�������Ȃ�܂��K�X�o�[�i�[�ŏĂ��A�m�R�M���ƃn�T�~�Ő��`�B
���ӎ����F
1.�_�炩���܂ŏĂ��ƃn�T�~����₷���B
2.�z�ǂ���������Ɖ��H�ɂ����A����d���B
3.�������M�Ō`������B
4.��̊J���͓������ł��O�����ł��B
5.��̊J�������������肪����Ɗ���ɂ����B
6.��̊J������������Ɣ����ɂ����B
----
*�ʐ^�͎�������������ł͂���܂���B
���p�����镨�����͓���Ȃ��A���������̌`����肽���Ȃ班���ނ��������B
761 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/20(��) 10:39:37.35 ID:wh+J2Ohk
������X������̓]�ځA��p�l�̏������݁F
���낢�뒲�ׂ����_�A��͂荑����킸�A����̖�b��Ƌx���b��͎����Ԃ̔o�l���悭�g���B
http://youtu.be/boDAmnsY4TU
�����Ԃ̃o�l�|�ނ��Љ��A�����J�̋x���b��H�̐l
http://nepalknife.com/
�o�l�|�b���N�N��
http://www.dee-okinawa.com/topics/2012/05/blacksmith.html
�Ί_���̒b�艮������o�l���g���i�������b�艮����̕����j
----
�̂͐푈�̖C�e�̔j�Ђ��ޗ��ɂ�����A�{���x���ޗ��ɂ�����A���炭������Ԃ̔o�l���ޗ��ɂ�����A�̂Ă�S�Ȃ�ĂȂ�������B
http://www.dee-okinawa.com/topics/2012/05/21/blacksmith-11.jpg
�i�H�[�̊O�ɂ���Ԃ̔o�l�B�C�e�̔j�Ђ��������B�j
----
http://210.240.107.7/102cyber/www/Gold02.html
http://210.240.107.7/102cyber/www/imgs/v15.jpg
��p�̒b�艮�������͂�o�l���g��
http://ohmura-study.net/131.html
�펞���A��������Ńo�l�|����R�������l������
----
(�R���C���ǂ�) ���Ìޒ��͗D�G�ȓ����ł���B�����̒b�H��̍H��������������Ȃ��ׁA��g�p�Ƃ��č쓁�̈˗�������A�����Ԃ̔p���ł���Â��X�v�����O���ޗ��ɁA
�ꉞ�b�B���ē��̌`�Ƃ��A�{���̏ē����Ƃ͏o���Ȃ�����A�S�̂ɏĂ����ēK�x�ɖ߂��u�������v�Ɠ��������H���ł���c�c
����������Č���ƁA���ɂ��̐����ꖡ�ŁA�N�]���ƂȂ��u兗�F�ՓO�v��1 �̖��������Ȃ�A�H����������ł͎x�ߒb��̍H�����A���̃X�v�����O����(����)������ē��������������ɂȂ����B
----
�Ȃɂ��Ռ��ɋ����̃o�l�p�|�ށA�n�������d���n���|�ɋy�Ȃ������ƁA�܂�ɂ����ƌ����₷���̓_�ŏ���A�ޗ��̒��B���ȒP�B
�m�荇���͓`���̖�b�艮�����A�E�g�h�A�n���̃v���ƐM����̎R�j������B�ނ͏Ռ��ɋ����̒Y�f��0.55/65%���炢�̂ˍ|�Ɛ��Ă�����̓`���I�f�p�ȑg�ݍ��킹�����R���ɓK����A
�|�ނ̋��ȏ��̗��_�ɂ��ʂ���ƌ������B�A�����J�̃i�C�t�ƊE�ŗ��s�̍d���|�ނƖ��Ă�����̕����ɉ��^�I���B
�܂��A�ʂɍd���n���������ł͂Ȃ��A�d���͍d���̗ǂ�������B
����͎����Ԃ̔o�l�͈����ėǂ��|�ނ̘b�B���Ɛ��Ă�����͓�������A���j����`���I�Ȃ����ł�����A�������B�₷�����ˁB
���낢�뒲�ׂ����_�A��͂荑����킸�A����̖�b��Ƌx���b��͎����Ԃ̔o�l���悭�g���B
http://youtu.be/boDAmnsY4TU
�����Ԃ̃o�l�|�ނ��Љ��A�����J�̋x���b��H�̐l
http://nepalknife.com/
�o�l�|�b���N�N��
http://www.dee-okinawa.com/topics/2012/05/blacksmith.html
�Ί_���̒b�艮������o�l���g���i�������b�艮����̕����j
----
�̂͐푈�̖C�e�̔j�Ђ��ޗ��ɂ�����A�{���x���ޗ��ɂ�����A���炭������Ԃ̔o�l���ޗ��ɂ�����A�̂Ă�S�Ȃ�ĂȂ�������B
http://www.dee-okinawa.com/topics/2012/05/21/blacksmith-11.jpg
{kind=link}
�i�H�[�̊O�ɂ���Ԃ̔o�l�B�C�e�̔j�Ђ��������B�j
----
http://210.240.107.7/102cyber/www/Gold02.html
http://210.240.107.7/102cyber/www/imgs/v15.jpg
{kind=link}
��p�̒b�艮�������͂�o�l���g��
http://ohmura-study.net/131.html
�펞���A��������Ńo�l�|����R�������l������
----
(�R���C���ǂ�) ���Ìޒ��͗D�G�ȓ����ł���B�����̒b�H��̍H��������������Ȃ��ׁA��g�p�Ƃ��č쓁�̈˗�������A�����Ԃ̔p���ł���Â��X�v�����O���ޗ��ɁA
�ꉞ�b�B���ē��̌`�Ƃ��A�{���̏ē����Ƃ͏o���Ȃ�����A�S�̂ɏĂ����ēK�x�ɖ߂��u�������v�Ɠ��������H���ł���c�c
����������Č���ƁA���ɂ��̐����ꖡ�ŁA�N�]���ƂȂ��u兗�F�ՓO�v��1 �̖��������Ȃ�A�H����������ł͎x�ߒb��̍H�����A���̃X�v�����O����(����)������ē��������������ɂȂ����B
----
�Ȃɂ��Ռ��ɋ����̃o�l�p�|�ށA�n�������d���n���|�ɋy�Ȃ������ƁA�܂�ɂ����ƌ����₷���̓_�ŏ���A�ޗ��̒��B���ȒP�B
�m�荇���͓`���̖�b�艮�����A�E�g�h�A�n���̃v���ƐM����̎R�j������B�ނ͏Ռ��ɋ����̒Y�f��0.55/65%���炢�̂ˍ|�Ɛ��Ă�����̓`���I�f�p�ȑg�ݍ��킹�����R���ɓK����A
�|�ނ̋��ȏ��̗��_�ɂ��ʂ���ƌ������B�A�����J�̃i�C�t�ƊE�ŗ��s�̍d���|�ނƖ��Ă�����̕����ɉ��^�I���B
�܂��A�ʂɍd���n���������ł͂Ȃ��A�d���͍d���̗ǂ�������B
����͎����Ԃ̔o�l�͈����ėǂ��|�ނ̘b�B���Ɛ��Ă�����͓�������A���j����`���I�Ȃ����ł�����A�������B�₷�����ˁB
762 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/20(��) 12:07:33.21 ID:E27Pv3Jd
�ł����̂͐܂�邵��
763 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/20(��) 16:55:27.35 ID:JLUDNue1
������Ɖ�̉��s���Ă���
764 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/20(��) 20:58:59.90 ID:PRAqxX9g
�n�C�G�[�X�̔o�l���肵�Ă��̂܂܂������̎v���o����
�����Ƃ���ɂ��ƈ�̑O�̔o�l�̕����n���Ɍ����Ă邻����
�ɂɂȂ����牽������Ă݂悤
�����Ƃ���ɂ��ƈ�̑O�̔o�l�̕����n���Ɍ����Ă邻����
�ɂɂȂ����牽������Ă݂悤
765 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/20(��) 21:19:31.29 ID:hZnIktgz
�����ɔo�l�Őn�������삷�鉫��b��̃u���O�B
http://kaniman.ti-da.net/e5132459.html
�o�l�Ɛn��
�ԉQ�푈�ɓ˓����R���̒������E���������Ƃ���ʍ|�̕s�����玩���Ԃ̔o�l���R���ɗp����ꂽ�B�o�l�͏ē���ɂ���čd���ƔS�肪����n���ނƂ��Đ�O����d��܂����B
����{�����A����͐�Е����ɐ���ɒ��v�D��g���b�N�A�ČR���������̍��ނŐn��������܂����B�o�l�͐n���Ƃ��Ēb�����₷�����������Ēb�艮���~������܂����q������o�l�̑ł������͍D��Ŕ����������ł��B
�o�l�ő���ꂽ�n���͍��ł��N�z�̕�����l�C���L��܂��B
�T�{�e���o�l�͎�ނ��������[�J�[�ƎԎ�ɂ���čގ����قȂ�܂��B���̂��߂��ׂĂ̔o�l���n���Ɏg����Ƃ͌���܂���B
���_���v�̔o�l
�����̈قȂ�o�l���������d�Ȃ荇���d���ו����x���܂��B�X�v�����O�̗͂͂������ł��B�n���ɑł������ƈȊO�ɂ��ɍd���ĔS��̂���n���ɕς��܂��B
���y�g���̔o�l
��ɓ���₷���o�l�ʼn��H���₷���n���ɑł������ƔS�肪����Ռ��ɋ����d���n���ɂȂ�܂��B�R���E�o�n�������܂��B
���W���j�[�o�l
���^�̃W���j�[�̔o�l�͐n���ɗD�ꂽ���ނł��B��p�̒b�艮������d���Ă��邻���ł��B�Ă�������₷�����Ȃ₩�Ȑꖡ�ŕ�ɂ��g���܂��B
���Q�g���_���v�̔o�l
��^�_���v�ƌy�g���̒��ԎԎ�i�H�j�Ƃ��Ă̔o�l�A���悢���݂ŕ��L�E�q�B�[���E�G�C�_�i�ӂ��둄�j�ɉ��H���₷���B
��������117�N�[�y�̔o�l
���荢��Ȕo�l�ł��B�s���Ȑn���ɑł��������Ƃ��o���܂��B�d���A�S��A���Ȃ₩�Ȑꖡ�̎����E�E�E���{���ւ�������쏊�̈������i���E�����j�ɕ����܂���B
���ނ̎�ނ͑����n���ނƂ��ėD�ꂽ���ɂ߂��荇���������͗ǂ��ł��˂����܂�
�{���̐V��F
http://kaniman.ti-da.net/e7222919.html
�z���_N360�o�l�Őn�����
http://kaniman.ti-da.net/e5132459.html
�o�l�Ɛn��
�ԉQ�푈�ɓ˓����R���̒������E���������Ƃ���ʍ|�̕s�����玩���Ԃ̔o�l���R���ɗp����ꂽ�B�o�l�͏ē���ɂ���čd���ƔS�肪����n���ނƂ��Đ�O����d��܂����B
����{�����A����͐�Е����ɐ���ɒ��v�D��g���b�N�A�ČR���������̍��ނŐn��������܂����B�o�l�͐n���Ƃ��Ēb�����₷�����������Ēb�艮���~������܂����q������o�l�̑ł������͍D��Ŕ����������ł��B
�o�l�ő���ꂽ�n���͍��ł��N�z�̕�����l�C���L��܂��B
�T�{�e���o�l�͎�ނ��������[�J�[�ƎԎ�ɂ���čގ����قȂ�܂��B���̂��߂��ׂĂ̔o�l���n���Ɏg����Ƃ͌���܂���B
���_���v�̔o�l
�����̈قȂ�o�l���������d�Ȃ荇���d���ו����x���܂��B�X�v�����O�̗͂͂������ł��B�n���ɑł������ƈȊO�ɂ��ɍd���ĔS��̂���n���ɕς��܂��B
���y�g���̔o�l
��ɓ���₷���o�l�ʼn��H���₷���n���ɑł������ƔS�肪����Ռ��ɋ����d���n���ɂȂ�܂��B�R���E�o�n�������܂��B
���W���j�[�o�l
���^�̃W���j�[�̔o�l�͐n���ɗD�ꂽ���ނł��B��p�̒b�艮������d���Ă��邻���ł��B�Ă�������₷�����Ȃ₩�Ȑꖡ�ŕ�ɂ��g���܂��B
���Q�g���_���v�̔o�l
��^�_���v�ƌy�g���̒��ԎԎ�i�H�j�Ƃ��Ă̔o�l�A���悢���݂ŕ��L�E�q�B�[���E�G�C�_�i�ӂ��둄�j�ɉ��H���₷���B
��������117�N�[�y�̔o�l
���荢��Ȕo�l�ł��B�s���Ȑn���ɑł��������Ƃ��o���܂��B�d���A�S��A���Ȃ₩�Ȑꖡ�̎����E�E�E���{���ւ�������쏊�̈������i���E�����j�ɕ����܂���B
���ނ̎�ނ͑����n���ނƂ��ėD�ꂽ���ɂ߂��荇���������͗ǂ��ł��˂����܂�
�{���̐V��F
http://kaniman.ti-da.net/e7222919.html
�z���_N360�o�l�Őn�����
766 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/20(��) 21:27:20.69 ID:i9s/AuKS
767 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/21(�y) 02:34:46.44 ID:BAAKkw+H
���ނ͏Ռ��ɋ����̒Y�f��0.55/65%���炢�̂ˍ|�Ɛ��Ă�����̓`���I�f�p�ȑg�ݍ��킹�����R���ɓK����
�����I�ɂ�1065�|�̂悤��C�Z�x0.65%�̍|�ނȂ琅�Ă������HRC62�܂ŏo����Ƃ���邩��
�b�艮�̘r���悾���
�����Ƃ�1095�|���g���Ζ��Ă�����ł������ȏ�̐��\���o���邯�ǂ�
�����I�ɂ�1065�|�̂悤��C�Z�x0.65%�̍|�ނȂ琅�Ă������HRC62�܂ŏo����Ƃ���邩��
�b�艮�̘r���悾���
�����Ƃ�1095�|���g���Ζ��Ă�����ł������ȏ�̐��\���o���邯�ǂ�
768 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/21(�y) 10:21:44.63 ID:QO8J9cP3
�ł��ȊO�̗v�f�͖�������c
769 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/22(��) 02:06:14.31 ID:MM/mMIha
����HRC�Ƃ������z�́A�����������i�C�t�~
�d����Ⴂ���Ǝv���Ă�o�J�ȂA�ق��Ƃ�
�d����Ⴂ���Ǝv���Ă�o�J�ȂA�ق��Ƃ�
770 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/22(��) 10:00:03.83 ID:/Qcu7KAj
>>759�̑�p���Z���b�艮����̌��t���Ӗ�F
100%�łΐn���ڂ�₷�����߁A80%�ɏĂ��߂��̕K�v����B���̍H�v�ɂ���ĎR�����S�ł��C�m�V�V�̑������ł��a���B
��p�̒b�艮����͊��荞�݈ȊO�A���̂悤�Ȕo�l�|�ނ��ےb���Őn�����𐅏Ă����ꂵ�ĕ����d������̂���������B
�|�ނɏڂ����m�荇���ɕ����ƁA�o�l��5160�Ƃ���ɏ�����̍|�ނ������B
100%�łΐn���ڂ�₷�����߁A80%�ɏĂ��߂��̕K�v����B���̍H�v�ɂ���ĎR�����S�ł��C�m�V�V�̑������ł��a���B
��p�̒b�艮����͊��荞�݈ȊO�A���̂悤�Ȕo�l�|�ނ��ےb���Őn�����𐅏Ă����ꂵ�ĕ����d������̂���������B
�|�ނɏڂ����m�荇���ɕ����ƁA�o�l��5160�Ƃ���ɏ�����̍|�ނ������B
771 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/22(��) 10:48:49.17 ID:/Qcu7KAj
��X������̘b�B
��X��11��>>53����̖��F
> ��Ƃ��A���Ƃ������ō���Ă݂�������
> �����߂̖{�Ȃ��H
> ��Ƃ���D���Ȃ��ǁA�b���Ȃ͑S���̑f�l
> �f�l�ł��ł���b���I�Ȗ{�I���З~����
> �g���b�N�̔o�l�Ƃ��ł��A�Ȃ����L�������
> �m�����Ȃ�����c
�l�̈ӌ��́A�������̊�{���_�͕��G�ł͂Ȃ��B��܂��Ȍ`�̍|�ނ����A���M���ăn���}�[�Ƃق��̓���Ő��`�A�n���Ȃ炳��Ɍ����Őn������B
��{�͓�S�B�i�C�t���Ɠ������B
http://ja.wikipedia.org/wiki/%E9%87%98%E3%83%8A%E3%82%A4%E3%83%95
����S�|�Ƃ̐؍���H�A�v���X���H�A��Ԓb���ł���{�͓����A�@�B�̗͂ŏ_�炩���܂ʼn��M�̎菇���������ōd���|�ނ𐮌`���邾�����B
�ł���ԓ���͔̂M�����A����ɂ���ēS�̓����͕ς��B
�`���̒b�艮����͐�l�̋����Ǝ��s����̌o���Őn�������B�v�̎��p���A���`�ƌ�������肢���߁A������n���͎g�����肪�ǂ��B
�ł��|�ނƔM�����Ɋւ��Ă͌o���Ɠ`������ʼnȊw�I�ł͂Ȃ�����������B�i����ł��ԈႢ�����Ȃ菭�Ȃ������狰�낵���j�B
�Ⴂ�l�͐n�������삵�����Ȃ�A�v�����^���A���`�����Ƃ��Ȃ�ł��A�Ƃɂ����M�����Ɋւ��Đ�l�̋����ƌo�������|�I�ɑ���Ȃ��B
������A��������n���̖{��ǂނ��A�S�̉Ȋw�ƔM�����̉Ȋw��������̂͏�����Ǝv���B
�������ǂ{�ɂ́A���̓��������₷������ɓK����Ǝv���B
http://www.amazon.co.jp/dp/4526060127
�g�R�g���₳�����S�̖{
http://www.amazon.co.jp/dp/4526055409
�g�R�g���₳�����M�����̖{
��X��11��>>53����̖��F
> ��Ƃ��A���Ƃ������ō���Ă݂�������
> �����߂̖{�Ȃ��H
> ��Ƃ���D���Ȃ��ǁA�b���Ȃ͑S���̑f�l
> �f�l�ł��ł���b���I�Ȗ{�I���З~����
> �g���b�N�̔o�l�Ƃ��ł��A�Ȃ����L�������
> �m�����Ȃ�����c
�l�̈ӌ��́A�������̊�{���_�͕��G�ł͂Ȃ��B��܂��Ȍ`�̍|�ނ����A���M���ăn���}�[�Ƃق��̓���Ő��`�A�n���Ȃ炳��Ɍ����Őn������B
��{�͓�S�B�i�C�t���Ɠ������B
http://ja.wikipedia.org/wiki/%E9%87%98%E3%83%8A%E3%82%A4%E3%83%95
����S�|�Ƃ̐؍���H�A�v���X���H�A��Ԓb���ł���{�͓����A�@�B�̗͂ŏ_�炩���܂ʼn��M�̎菇���������ōd���|�ނ𐮌`���邾�����B
�ł���ԓ���͔̂M�����A����ɂ���ēS�̓����͕ς��B
�`���̒b�艮����͐�l�̋����Ǝ��s����̌o���Őn�������B�v�̎��p���A���`�ƌ�������肢���߁A������n���͎g�����肪�ǂ��B
�ł��|�ނƔM�����Ɋւ��Ă͌o���Ɠ`������ʼnȊw�I�ł͂Ȃ�����������B�i����ł��ԈႢ�����Ȃ菭�Ȃ������狰�낵���j�B
�Ⴂ�l�͐n�������삵�����Ȃ�A�v�����^���A���`�����Ƃ��Ȃ�ł��A�Ƃɂ����M�����Ɋւ��Đ�l�̋����ƌo�������|�I�ɑ���Ȃ��B
������A��������n���̖{��ǂނ��A�S�̉Ȋw�ƔM�����̉Ȋw��������̂͏�����Ǝv���B
�������ǂ{�ɂ́A���̓��������₷������ɓK����Ǝv���B
http://www.amazon.co.jp/dp/4526060127
�g�R�g���₳�����S�̖{
http://www.amazon.co.jp/dp/4526055409
�g�R�g���₳�����M�����̖{
772 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/22(��) 16:09:54.32 ID:VxcVNoY5
>>771�̑�
���̃X���Ȃ���m�̐l�������Ǝv�����A���S�҂̂��߂ɕ⑫����B
�`���̒b�艮�̓X�e�����X�|�����܂舵��Ȃ������́F
1.��r�I�V�����f�ށB
2.�̂̓X�e�����X�̔p�ނ����Ȃ��B
3.�M�����̕K�v���x�������ł��ɂ����B
����3�͑���ł���A���̐l�̃X�e�����X�i�C�t���앱���L������킩��Ǝv���B
http://monomaniya.web.fc2.com/blabo/smith1/smith1.htm
���̍��������ݔ����K�v�Ȃ̂ŁA����b���n���̓���ɂ������Ă��Ȃ��B
�����̍H�ꐻ�ʎY�^�X�e�����X����A���͏㗬�̃��[�J�[���甃�����i���ΓI�j�_�炩���|�ތ�����v���X���H������A�@�B�����œK���Ȑn��t�����̕��B�M�����ɂ���čd�����Ă��Ȃ����߁A�n�������ǂ��Ȃ��B
�d���|�ތ��͑�ʐ��Y�ɓK����v���X���H�ɂ������߁A�؍���H�Ɨ�Ԓb���Ő��`�����Ȃ��A�K�R�I�ɒP���������B����Ɉ�X�M��������̍H�ꐻ�X�e�����X�n������菭�Ȃ��B
�X�e�����X�p�ނ�؍���H����ŃX�e�����X�i�C�t�����삷����\�����A�b���n�������삵�����Ȃ�A��͂�Y�f�|����͂��߂悤�B�ܐ��B�i�C�t����͂��ԊȒP�Ǝv���B
���̃X���Ȃ���m�̐l�������Ǝv�����A���S�҂̂��߂ɕ⑫����B
�`���̒b�艮�̓X�e�����X�|�����܂舵��Ȃ������́F
1.��r�I�V�����f�ށB
2.�̂̓X�e�����X�̔p�ނ����Ȃ��B
3.�M�����̕K�v���x�������ł��ɂ����B
����3�͑���ł���A���̐l�̃X�e�����X�i�C�t���앱���L������킩��Ǝv���B
http://monomaniya.web.fc2.com/blabo/smith1/smith1.htm
���̍��������ݔ����K�v�Ȃ̂ŁA����b���n���̓���ɂ������Ă��Ȃ��B
�����̍H�ꐻ�ʎY�^�X�e�����X����A���͏㗬�̃��[�J�[���甃�����i���ΓI�j�_�炩���|�ތ�����v���X���H������A�@�B�����œK���Ȑn��t�����̕��B�M�����ɂ���čd�����Ă��Ȃ����߁A�n�������ǂ��Ȃ��B
�d���|�ތ��͑�ʐ��Y�ɓK����v���X���H�ɂ������߁A�؍���H�Ɨ�Ԓb���Ő��`�����Ȃ��A�K�R�I�ɒP���������B����Ɉ�X�M��������̍H�ꐻ�X�e�����X�n������菭�Ȃ��B
�X�e�����X�p�ނ�؍���H����ŃX�e�����X�i�C�t�����삷����\�����A�b���n�������삵�����Ȃ�A��͂�Y�f�|����͂��߂悤�B�ܐ��B�i�C�t����͂��ԊȒP�Ǝv���B
773 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/22(��) 18:05:19.60 ID:pa3gYWAy
���{��͓�����H
774 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/22(��) 19:16:09.76 ID:7g5g/0Oi
775 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/22(��) 20:10:30.72 ID:/ArxUcda
��������邯�ǒb���ł��鉷�x���������̂����B
�Ⴆ��ATS34�̏ꍇ����50�x�����Ȃ��炵���B
�Ⴆ��ATS34�̏ꍇ����50�x�����Ȃ��炵���B
776 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/22(��) 20:53:37.07 ID:rLSNwHk0
���̘b�����悭���ƌ�����Ó��͂���Ȃɍd���Ȃ�
������d���̂͐V��
������d���̂͐V��
777 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/23(��) 21:11:30.64 ID:f2a5HVcL
>>756
����̂łȂ��R�O�N�O�ɍw�����������g�p�̃i�C�t�n���h���͏������肪�o���B
�^������́A�L�b�`���p�|���v�̂ő�p����A��疳�����܂������B
�������悤�Ǝv���A���ۂɂ�������Ƃ͂���܂��B
>>757
��������R�����Ƃ���ȂɐZ�����Ȃ���B
����̂łȂ��R�O�N�O�ɍw�����������g�p�̃i�C�t�n���h���͏������肪�o���B
�^������́A�L�b�`���p�|���v�̂ő�p����A��疳�����܂������B
�������悤�Ǝv���A���ۂɂ�������Ƃ͂���܂��B
>>757
��������R�����Ƃ���ȂɐZ�����Ȃ���B
778 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/23(��) 21:26:00.50 ID:mGr1DqUl
�r�`�N�\�O���^�c�����
���O�̂��Ƃ͏�ɉ��Ɍ��Ă���
����ȃS�~�d�������ł��Ȃ����O�ɓ���Ă���
�܂�������Ȃ��ƊE�ŕK���ɐ������
���Ȃ�p���������đ������ǂȁA�d���Ƃ��Ă�
���\�t�ƈꏏ�₩���
�ꉞ�m�F���Ƃ����ǃL���`�Ȃ���H
���O�̂��Ƃ͏�ɉ��Ɍ��Ă���
����ȃS�~�d�������ł��Ȃ����O�ɓ���Ă���
�܂�������Ȃ��ƊE�ŕK���ɐ������
���Ȃ�p���������đ������ǂȁA�d���Ƃ��Ă�
���\�t�ƈꏏ�₩���
�ꉞ�m�F���Ƃ����ǃL���`�Ȃ���H
779 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/23(��) 22:13:46.67 ID:qM+7ykRx
�o�l�ɓD�h���Đn��o������ʔ������낤��
780 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/24(��) 01:33:19.06 ID:iMIOplUg
���ʂɏo�����
781 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/25(��) 23:55:05.17 ID:dJIVWOEQ
�i�C�t�̃n���h���ɓK���Ă���悤�Ȗ؍ނ��Ǝ��������ݍ��ݐh����ˁH
����ł��Ǝ҂ł��^���������Ă�ЂƂ���������畷������
����ł��Ǝ҂ł��^���������Ă�ЂƂ���������畷������
782 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 02:01:49.39 ID:43h80MA0
783 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 12:26:23.28 ID:HsHNoHaz
�|���@�����邶��Ȃ���
�^������Ƃ͂����Ȃ����낤��
�^������Ƃ͂����Ȃ����낤��
784 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 13:37:00.00 ID:it3sqPyg
http://www.amazon.co.jp/dp/B001UJMHWY/
http://www.amazon.co.jp/dp/B001UJJC4U/
����łȂ�Ƃ��Ȃ�Ȃ����낤��
�c�̕��܂ł͎������Z�����Ȃ����낤��
http://www.amazon.co.jp/dp/B001UJJC4U/
����łȂ�Ƃ��Ȃ�Ȃ����낤��
�c�̕��܂ł͎������Z�����Ȃ����낤��
785 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 13:44:15.43 ID:it3sqPyg
�e��̕��͂������Ȃ̂��ȁA�A�����܂�
http://www.amazon.co.jp/dp/B002LSU96E/
http://www.amazon.co.jp/dp/B002LSU96E/
786 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 13:53:47.11 ID:XplIYVDq
�������Ⴂ���Ă���ۂ����ǁA�^������Ƃ͌����Ă邯�ǐ^��ɂ��Ď������ꂽ�Ղ�
�������Ċ�������H
�������Ċ�������H
787 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 14:59:27.45 ID:qxpmBh/N
�����͂��ˁ[���ǂ�
788 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 15:19:45.11 ID:+fv6bBi8
>>787
���̑�C���ɖ߂����ł���>����
�K���[�W�L�b�g�p�̐^��E�A��Ȃ�C�P�邾�낤���nj��\�Ȃ��l�i���邩��Ȃ��c
���삵�Ă�l�����邯�ǁA�e��ɂ��������̋��x���邵
�^��|���v�͔���Ȃ��Ⴕ�傤���Ȃ����猋�ǘZ���͗v��݂���
���ƃn���h���ނ��ƃK���L�����̗e�ς͗v������Ɍő̂̒��̋�C������
���W���i�t�́j���甲������蒷��������ԕێ����Ȃ���_�����ȁH
���̑�C���ɖ߂����ł���>����
�K���[�W�L�b�g�p�̐^��E�A��Ȃ�C�P�邾�낤���nj��\�Ȃ��l�i���邩��Ȃ��c
���삵�Ă�l�����邯�ǁA�e��ɂ��������̋��x���邵
�^��|���v�͔���Ȃ��Ⴕ�傤���Ȃ����猋�ǘZ���͗v��݂���
���ƃn���h���ނ��ƃK���L�����̗e�ς͗v������Ɍő̂̒��̋�C������
���W���i�t�́j���甲������蒷��������ԕێ����Ȃ���_�����ȁH
789 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 16:18:58.94 ID:huaZjLa2
���������d���Ȗ؍ނɂ��^������Ȃ�ܐZ��������́H
���茳�Ƀc���c���ɖ������f�U�[�g�A�C�A���E�b�h�����������̐c�܂Ŏ������ܐZ����C���[�W���킩�Ȃ�
���茳�Ƀc���c���ɖ������f�U�[�g�A�C�A���E�b�h�����������̐c�܂Ŏ������ܐZ����C���[�W���킩�Ȃ�
790 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 18:00:34.65 ID:qxpmBh/N
�c�܂ŐZ������K�v�͖���
>>777
�t�B�[�o�[���肪�Ƃ��B
�p�A���n���k�݂┽�肪�킸���Ȃ���ł��łĂ��܂��̂ł��ˁB
�ɂ��Ă��p�A���ɂ��Ă����R�̂悳������̂ł��̂܂܂ł��������ȂƎv���܂�����
���ԍޔ������������Ŏ������H�����ق��������ł���ˁB
���ꂩ�炢�낢��ƒ��ׂĂ݂܂����B
�i�����Ȃ�܂��j
�݂Ȃ����m�����ł���
�T�{�e���}�[�N�ł��Ȃ��݁i�H�j
ttp://www.turntex.com/index.php?option=com_virtuemart&Itemid=121
�����ŗe��Ƃ��łɗn�t�ƃJ���[�Ȃǂ������łR�`�S���~�i�l�A���j
�G�A�R���̐^��������ł���|���v���g���Ƃ���Amazon�łP�`�Q���~�i���{�j
���v�T�`�U���~�R�[�X
�i�T�{�e�������߂̃|���v��280�h���j
ttp://www.turntex.com/index.php?option=com_content&view=article&id=61%3Avacuum-pumps&catid=35&Itemid=61
ttp://www.comfortgurus.com/en/vacuum-pumps-accessories/6028-jb-dv6e-6-cfm-eliminator-vacuum-pump.html
�����邩�킩��Ȃ��̂ł����܂ł����|����̂��H
������s���L���ł���
ttp://ihc.monotaro.com/p/404138/�@�P���~���炢�i���̒l�i�Ȃ�d���̈����̂����������j
�e��͂���ł����邩���i�������H�j
ttp://ihc.monotaro.com/p/258380/�@�Q���~���炢
����łR���~�R�[�X
���̗e��ɂ̓n���h�|���v���t���Ă�݂����ł������
777�����784�A785����̂����Ă�L�b�`���p�^��ۑ��e��̂��̂Ɠ����x�Ȃ�
�L�b�`���p�ł����邩���H
�厖�Ȃ̂̓|���v�H�e��H
���H�Ǝ҂������Ă݂܂����B
����܂��A�����J�ł��������͂ǂ��ł��傤��
ttp://www.stabilizedwood.com/
�C�O�ł��̂ł��낢��ƕ~���͍����̂ł����E�E�E
�ȏ�r���݂����ɂȂ����Ⴂ�܂����B
������������܂����܂��I�I
�t�B�[�o�[���肪�Ƃ��B
�p�A���n���k�݂┽�肪�킸���Ȃ���ł��łĂ��܂��̂ł��ˁB
�ɂ��Ă��p�A���ɂ��Ă����R�̂悳������̂ł��̂܂܂ł��������ȂƎv���܂�����
���ԍޔ������������Ŏ������H�����ق��������ł���ˁB
���ꂩ�炢�낢��ƒ��ׂĂ݂܂����B
�i�����Ȃ�܂��j
�݂Ȃ����m�����ł���
�T�{�e���}�[�N�ł��Ȃ��݁i�H�j
ttp://www.turntex.com/index.php?option=com_virtuemart&Itemid=121
�����ŗe��Ƃ��łɗn�t�ƃJ���[�Ȃǂ������łR�`�S���~�i�l�A���j
�G�A�R���̐^��������ł���|���v���g���Ƃ���Amazon�łP�`�Q���~�i���{�j
���v�T�`�U���~�R�[�X
�i�T�{�e�������߂̃|���v��280�h���j
ttp://www.turntex.com/index.php?option=com_content&view=article&id=61%3Avacuum-pumps&catid=35&Itemid=61
ttp://www.comfortgurus.com/en/vacuum-pumps-accessories/6028-jb-dv6e-6-cfm-eliminator-vacuum-pump.html
�����邩�킩��Ȃ��̂ł����܂ł����|����̂��H
������s���L���ł���
ttp://ihc.monotaro.com/p/404138/�@�P���~���炢�i���̒l�i�Ȃ�d���̈����̂����������j
�e��͂���ł����邩���i�������H�j
ttp://ihc.monotaro.com/p/258380/�@�Q���~���炢
����łR���~�R�[�X
���̗e��ɂ̓n���h�|���v���t���Ă�݂����ł������
777�����784�A785����̂����Ă�L�b�`���p�^��ۑ��e��̂��̂Ɠ����x�Ȃ�
�L�b�`���p�ł����邩���H
�厖�Ȃ̂̓|���v�H�e��H
���H�Ǝ҂������Ă݂܂����B
����܂��A�����J�ł��������͂ǂ��ł��傤��
ttp://www.stabilizedwood.com/
�C�O�ł��̂ł��낢��ƕ~���͍����̂ł����E�E�E
�ȏ�r���݂����ɂȂ����Ⴂ�܂����B
������������܂����܂��I�I
792 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 19:25:01.39 ID:it3sqPyg
�Z������������͂ǂ�Ȃ��̂������́H
�������������B
�������������B
793 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 19:45:22.37 ID:6y6mnwIq
�F�X����낤���ǁA���͖،ł߃G�[�X���g���Ă�
794 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 19:49:08.55 ID:it3sqPyg
���肪�Ƃ��B
795 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 21:31:11.18 ID:l6vj0zNL
���p�̂悤�ȍ��n���،ł߃G�[�X�ŐZ���ł�����̂Ȃ́H
796 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 22:22:02.36 ID:2QJUlnkR
�Ƃ���ŊF����V�[�X������ł����H
797 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 22:32:04.87 ID:XplIYVDq
>>789
��G�c�ȍ�ƕ��@�@�͂���Ȋ���
ttp://www.placeram.com/about.html
���R�����ǁA�������ɂ���C�͊܂܂�Ă�����
����������Ȃ��ƒ��Ō��Ԃ��o���ē����čs���Ȃ�����
��G�c�ȍ�ƕ��@�@�͂���Ȋ���
ttp://www.placeram.com/about.html
���R�����ǁA�������ɂ���C�͊܂܂�Ă�����
����������Ȃ��ƒ��Ō��Ԃ��o���ē����čs���Ȃ�����
798 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 23:02:42.99 ID:43h80MA0
799 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 23:03:46.68 ID:l6Ziyz98
>>796
�v���嗬�Ȃ낤���lj��̓E�b�h�ō��̂��D��
�v���嗬�Ȃ낤���lj��̓E�b�h�ō��̂��D��
800 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 23:13:08.49 ID:1O4HX9yS
801 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/26(��) 23:56:16.27 ID:cmt6xhu1
802 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/27(��) 01:49:34.52 ID:pImQmGxG
803 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/27(��) 01:59:58.39 ID:o9dTOksC
�G�A�R���̐^������p���x�̐^��|���v����������̒E�A���
�؍ނւ̐Z���͓����ˁH
�d�q���������݂̐^��|���v���K�v�ȋC�����邪�B
�؍ނւ̐Z���͓����ˁH
�d�q���������݂̐^��|���v���K�v�ȋC�����邪�B
804 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/27(��) 19:09:02.56 ID:p+cGd9Rw
�����K���X
805 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/28(�y) 00:37:47.70 ID:635AcbL0
���h�Ɏ����ܐZ������Ɩ��Ɉ����ۂ��Ȃ�̂���_�B
���Ƃ����Ė��C�̂܂܂̍��h�𐅎���Ɏg�p����ƁA���Ԃ�����������Ă݂��ڂ炵���Ȃ邵�c
���Ƃ����Ė��C�̂܂܂̍��h�𐅎���Ɏg�p����ƁA���Ԃ�����������Ă݂��ڂ炵���Ȃ邵�c
806 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/28(�y) 02:16:15.75 ID:6/bXHqIg
���h�Ɍ��炸�����Ă��̃E�b�h�͎��R�ȕ������������Ȃ��Ă��܂����
�ł��ϋv����h���̎����l����Ǝ����ܐZ�͂������������
�ł��ϋv����h���̎����l����Ǝ����ܐZ�͂������������
807 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/28(�y) 10:11:16.12 ID:JvIMHFAv
���Ȃ葁�����ǎ��X���ǂ�����H
���̂܂�2ch�ő����邩�A���̃X���������đ��ɈڏZ���邩
http://hello.2ch.net/test/read.cgi/knife/1425038491/
���̂܂�2ch�ő����邩�A���̃X���������đ��ɈڏZ���邩
http://hello.2ch.net/test/read.cgi/knife/1425038491/
808 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/28(�y) 10:47:56.60 ID:YADABjLH
809 �F���O�ȃJ�b�^�[(�m�́M)�F2015/02/28(�y) 18:57:30.30 ID:hotwbwWQ
810 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/01(��) 00:05:51.51 ID:UN/BCN12
������Ăǂꂭ�炢�������́H
�����̗��Ƃ��������F�̍d���w�����邯�ǂ�����S�����Ƃ��Ȃ���ʖځH
�����̗��Ƃ��������F�̍d���w�����邯�ǂ�����S�����Ƃ��Ȃ���ʖځH
811 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/02(��) 01:00:08.19 ID:zMCyNP6+
>>810
��n�ɖ�����A���v��͂������H
���Ƃ́A�l�̖������ł���B
���̔������o�n�́A�Жʂ̐g�͍���̂܂܁B
�������悭��邵���͂Ȃ��B�����X��
�O�͎g��Ȃ����낤�ˁB
��n�ɖ�����A���v��͂������H
���Ƃ́A�l�̖������ł���B
���̔������o�n�́A�Жʂ̐g�͍���̂܂܁B
�������悭��邵���͂Ȃ��B�����X��
�O�͎g��Ȃ����낤�ˁB
812 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/02(��) 23:52:24.23 ID:jyQjzFAw
�u���v��v�łȂ��āA�u���p��v�������B
813 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/02(��) 23:55:06.85 ID:e3tRkOf2
���O�̍|�ނ̘b���Ǝv����
814 �F���̂����F2015/03/03(��) 00:21:27.21 ID:UoACZZIP
������H
815 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/03(��) 01:02:47.47 ID:tdKpajMM
�ǂ�����H
816 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/03(��) 10:03:02.39 ID:BgULmVad
���炪�c���Ă�ƔM�����̎��ɘc�ނ��Ăǂ����ŏ����Ă���̂�������ŁA�ǂ��܂ō������̂��m�肽��
817 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/03(��) 15:27:19.12 ID:DyT3GYta
818 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/03(��) 15:37:53.09 ID:Ja9w2GdE
�ĂȂ炵������Ă��Ȃ܂������d���Ȃ邼
819 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/03(��) 16:38:56.01 ID:BgULmVad
��F�̍d�����͍�������������̂�
�Ȃ��Ȃ������܂ꂻ������
�݂�ȋ����Ă���ăT���L���[�ł�
�Ȃ��Ȃ������܂ꂻ������
�݂�ȋ����Ă���ăT���L���[�ł�
820 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/03(��) 20:03:19.42 ID:gqDR9bvf
���Ȃ݂ɏĂ��Ȃ܂����ē���ł����H
821 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/03(��) 20:07:42.03 ID:DyT3GYta
822 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/03(��) 22:16:03.04 ID:4XbYpoyU
>>820
�z�b�v���[�g��230�x�܂ŏグ�ĂU���ԕ��u���ȒP����
�z�b�v���[�g��230�x�܂ŏグ�ĂU���ԕ��u���ȒP����
823 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/03(��) 22:40:19.02 ID:1Fq+JtdM
�@�B�g����Ȃ�g���������y����
824 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/03(��) 22:52:50.96 ID:ZsFUT6jc
825 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/04(��) 10:17:40.54 ID:+bihCF8c
826 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/04(��) 21:43:10.69 ID:JBBqEeR4
>>825
����I�ɏĂ��߂��Ɗ��Ⴂ���Ă���
����I�ɏĂ��߂��Ɗ��Ⴂ���Ă���
827 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/05(��) 13:43:46.04 ID:9FX2yhL7
�F����͂ǂ�Ȑn�������삵�Ă��ł���
���͗����Ȃ��̂Ƀn���e�B���O�i�C�t�������Ă��܂�
���͗����Ȃ��̂Ƀn���e�B���O�i�C�t�������Ă��܂�
828 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/05(��) 21:35:01.82 ID:VRyffvDd
>>827
�k���o���̃u�b�V���N���t�g�i�C�t
�k���o���̃u�b�V���N���t�g�i�C�t
829 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/05(��) 21:47:21.22 ID:6d+XPnUU
�B�ō�����y�[�p�[�i�C�t���x����
830 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/05(��) 21:54:57.88 ID:1SAfZm6a
>>827
�����J�����炢�����i�C�t�g��Ȃ����ǁA���傫�߂̃i�C�t����Ă��܂�
�����J�����炢�����i�C�t�g��Ȃ����ǁA���傫�߂̃i�C�t����Ă��܂�
831 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/05(��) 23:19:21.68 ID:UbK+7pJR
����i�C�t�B
�r�����`�x�[�V����������������B
�r�����`�x�[�V����������������B
832 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/05(��) 23:37:51.16 ID:K3/sm9R4
��{���͕̂Аn�A������Ԃ������ōςނ���w
�厖�Ȃ͎̂�������肽���A����ĂĊy�����Ǝv���i�C�t����鎖����Ȃ��H
�厖�Ȃ͎̂�������肽���A����ĂĊy�����Ǝv���i�C�t����鎖����Ȃ��H
833 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/05(��) 23:43:58.68 ID:m75KhyGy
100�ς��k�Ɗp�ނ��k�i�C�t
�n�p�̖�������낤���Ǔ��{���̎c������邩�����
�n�p�̖�������낤���Ǔ��{���̎c������邩�����
834 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/06(��) 01:13:08.90 ID:DPJ2TbW7
>>833
�Ȃ��@�Ƒ����̈�b�Ƃ��Ă���Ȕ��������悤��
�i�����������Ő��@�̑������������
���@�͑����̏������\�{�𑩂ɂ��đ����Œ@���������A�Ƃ�����Ȃ�
���ܘ_�A�㐢�̐l�̑n�����b�B���������������N�オ�Ⴄ�j
�Ȃ��@�Ƒ����̈�b�Ƃ��Ă���Ȕ��������悤��
�i�����������Ő��@�̑������������
���@�͑����̏������\�{�𑩂ɂ��đ����Œ@���������A�Ƃ�����Ȃ�
���ܘ_�A�㐢�̐l�̑n�����b�B���������������N�オ�Ⴄ�j
835 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/06(��) 10:28:30.48 ID:gw8emZPr
��Ȃ����{���̎c�����Ă���R���ł˂��́H
�����g�͏ڂ����Ȃ����R���͎��������ƒ�����
����ɁA�{���ɒ��܂ł����Ƃ������{����
�����ꕔ�ŁA�قƂ�ǂ͖�b�����ł����悤�ȃi�}�N�����ƁB
�����l�����
����̃��X���̕������������̂�������
�����g�͏ڂ����Ȃ����R���͎��������ƒ�����
����ɁA�{���ɒ��܂ł����Ƃ������{����
�����ꕔ�ŁA�قƂ�ǂ͖�b�����ł����悤�ȃi�}�N�����ƁB
�����l�����
����̃��X���̕������������̂�������
836 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/06(��) 12:07:20.48 ID:7HlhD3u8
>>831
����i�C�t���Ăǂ�Ȃ�H
����i�C�t���Ăǂ�Ȃ�H
837 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/06(��) 12:43:27.48 ID:EVVcrnUp
�t���X�e�����X�̃X�P���g���i�C�t��������
�����Ă�����Ȃ����A�ېo���邵�A�����₷���f�U�C�����l����̂��y������
�����n���h�����Ȃ��Ă�������yw
�����Ă�����Ȃ����A�ېo���邵�A�����₷���f�U�C�����l����̂��y������
�����n���h�����Ȃ��Ă�������yw
838 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/06(��) 20:17:18.93 ID:UQ5HErBS
839 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/06(��) 20:44:14.23 ID:pUhyp9Np
���{���ƌ��������āA�a�l�����悤�ȕ��������
�\�{�ꗍ���Ŕ����Ă��悤�Ȃ̂����ĕ��ʂɂ���������
�\�{�ꗍ���Ŕ����Ă��悤�Ȃ̂����ĕ��ʂɂ���������
840 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/06(��) 21:10:38.35 ID:fyQxSAqW
841 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/06(��) 23:17:16.57 ID:+rrxsvA/
>>836
���R�n�}���o����s�ꊪ�ɏo�Ă����A���������A���Ō��Ŏ�l���̕v���I�W�L�̑��ɂԂ��h�����i�C�t�A
�G���A�T�P�ʼn��q���K�o�����g�̃n���}�[�ɓ˂����i�C�t�B
���̓X�v���K���̃A�������\��B
���R�n�}���o����s�ꊪ�ɏo�Ă����A���������A���Ō��Ŏ�l���̕v���I�W�L�̑��ɂԂ��h�����i�C�t�A
�G���A�T�P�ʼn��q���K�o�����g�̃n���}�[�ɓ˂����i�C�t�B
���̓X�v���K���̃A�������\��B
842 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/07(�y) 07:01:14.95 ID:8TRvMwPC
>>841
�X�v���K���̃A�����~����
�X�v���K���̃A�����~����
843 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/07(�y) 19:25:47.19 ID:kP8DjvU7
{kind=link}
844 �F���O�ȃJ�b�^�[(�m�́M)�F2015/03/07(�y) 19:29:25.67 ID:Yot014mk
>>843
���ꂻ��B
�t�B���K�[�K�[�h�̓A���~���d�˂���肾���ǁA�o���オ���Ă������ɂȂ肻�����B
>>844
�ʔ����ł���B�G�ŕ`�����i�C�t���A�@���ɓK���Ƀf�U�C������Ă邩�킩�邵�B
���ꂻ��B
�t�B���K�[�K�[�h�̓A���~���d�˂���肾���ǁA�o���オ���Ă������ɂȂ肻�����B
>>844
�ʔ����ł���B�G�ŕ`�����i�C�t���A�@���ɓK���Ƀf�U�C������Ă邩�킩�邵�B