����n�������X��11
�S�Ă̓���̌��_�ł���A�n�������y���݁B
�����ō����������g���y���݁B
����Ȏ��������l�X�̏��������̂��߂̃X���B
��ꍇ�������l�͐�p�X���ŁB
�R�e�͕t��������ǂ����B
�r�炵�ɍ\���z�͍r�炵�Ɠ��߁A�X���[�K�{�ŁB
���X�����Ă�>>970���A�d�����Ȃ��悤�錾���Ă���B
�����삵����A�摜����p���Ĕ�I���悤
�i�C�t�摜������
http://bbs.avi.jp/79024/
���Q�l
�n������܂Ƃ� (�쉮�� ��teSdKAz2Ns���^�c)
http://hamono.komusou.jp/
2�����˂�n����wiki
http://www40.atwiki.jp/hamono/
���ߋ��X��
01 http://hobby5.2ch.net/test/read.cgi/knife/1092504090/
02 http://hobby5.2ch.net/test/read.cgi/knife/1107612236/
03 http://hobby8.2ch.net/test/read.cgi/knife/1115131463/
04 http://hobby8.2ch.net/test/read.cgi/knife/1128590589/
05 http://hobby8.2ch.net/test/read.cgi/knife/1138968460/
06 http://hobby9.2ch.net/test/read.cgi/knife/1149866989/
07 http://hobby11.2ch.net/test/read.cgi/knife/1172549787/
08 http://gimpo.2ch.net/test/read.cgi/knife/1217943617/
09 http://toki.2ch.net/test/read.cgi/knife/1251282697/
10 http://ikura.2ch.net/test/read.cgi/knife/1289311114/
�����ō����������g���y���݁B
����Ȏ��������l�X�̏��������̂��߂̃X���B
��ꍇ�������l�͐�p�X���ŁB
�R�e�͕t��������ǂ����B
�r�炵�ɍ\���z�͍r�炵�Ɠ��߁A�X���[�K�{�ŁB
���X�����Ă�>>970���A�d�����Ȃ��悤�錾���Ă���B
�����삵����A�摜����p���Ĕ�I���悤
�i�C�t�摜������
http://bbs.avi.jp/79024/
���Q�l
�n������܂Ƃ� (�쉮�� ��teSdKAz2Ns���^�c)
http://hamono.komusou.jp/
2�����˂�n����wiki
http://www40.atwiki.jp/hamono/
���ߋ��X��
01 http://hobby5.2ch.net/test/read.cgi/knife/1092504090/
02 http://hobby5.2ch.net/test/read.cgi/knife/1107612236/
03 http://hobby8.2ch.net/test/read.cgi/knife/1115131463/
04 http://hobby8.2ch.net/test/read.cgi/knife/1128590589/
05 http://hobby8.2ch.net/test/read.cgi/knife/1138968460/
06 http://hobby9.2ch.net/test/read.cgi/knife/1149866989/
07 http://hobby11.2ch.net/test/read.cgi/knife/1172549787/
08 http://gimpo.2ch.net/test/read.cgi/knife/1217943617/
09 http://toki.2ch.net/test/read.cgi/knife/1251282697/
10 http://ikura.2ch.net/test/read.cgi/knife/1289311114/
|
|
|
2 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2012/01/20(��) 20:07:22.42 ID:FU0nuM8n
��(�E�ցE�M)���@ ����͉�����Ȃ��ă|�j�[�e�[���Ȃ���ˁI
��u���g���ĂȂ��z���ߋ��X�������l�ɒ����Ƃ��B
http://hamono.komusou.jp/kategori/hosyu/knife2.html
http://hamono.komusou.jp/kategori/hosyu/knife3.html
http://hamono.komusou.jp/kategori/hosyu/knife4.html
http://hamono.komusou.jp/kategori/hosyu/knife5.html
http://hamono.komusou.jp/kategori/hosyu/knife6.html
http://hamono.komusou.jp/kategori/hosyu/knife7.html
http://unkar.org/r/knife/1172549787
http://hamono.komusou.jp/kategori/hosyu/knife8.html
http://unkar.org/r/knife/1251282697
http://hamono.komusou.jp/kategori/hosyu/knife2.html
http://hamono.komusou.jp/kategori/hosyu/knife3.html
http://hamono.komusou.jp/kategori/hosyu/knife4.html
http://hamono.komusou.jp/kategori/hosyu/knife5.html
http://hamono.komusou.jp/kategori/hosyu/knife6.html
http://hamono.komusou.jp/kategori/hosyu/knife7.html
http://unkar.org/r/knife/1172549787
http://hamono.komusou.jp/kategori/hosyu/knife8.html
http://unkar.org/r/knife/1251282697
4 �F���O�ȃJ�b�^�[(�m�́M)�F2012/01/26(��) 23:28:05.90 ID:jMfoSzdv
�ێ�
5 �F���O�ȃJ�b�^�[(�m�́M)�F2012/01/29(��) 06:05:52.46 ID:LgSXoCRJ
�_�C�X�|�Őn��������l���܂����H
6 �F���O�ȃJ�b�^�[(�m�́M)�F2012/01/30(��) 07:22:53.81 ID:L8UBDCDZ
�݂�Ȃ�߂�������H
7 �F���O�ȃJ�b�^�[(�m�́M)�F2012/01/30(��) 08:28:43.39 ID:F/IuucWj
�{�`�{�`����Ă܂���
������؏o���̗��X�L����Ă܂���
������؏o���̗��X�L����Ă܂���
�����Ă�̂��H
9 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2012/01/30(��) 20:19:01.50 ID:VWMbhyf1
10 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/03(��) 22:44:53.54 ID:eZHzsVGP
11 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/03(��) 23:58:46.56 ID:9taDH427
���O��
12 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2012/02/04(�y) 12:06:49.83 ID:WWUY1Xgc
�~������
��������J�C�f�b�N�X���āA�ϊ������Ăǂ�Ȃ���Ȃ납�H
�₦������Ɗ���₷�����Ď��Ȃ��̂��ȁB
�₦������Ɗ���₷�����Ď��Ȃ��̂��ȁB
14 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/04(�y) 21:04:56.16 ID:TK8zm0NT
�O���łQ�O�j�i�^���Ă��Ăǂ�Ȃ���Ȃ납�B
���܂����������Ȃ��ȁE�E�E
���܂����������Ȃ��ȁE�E�E
16 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/06(��) 20:29:19.20 ID:bccTi7TX
1J��0.1Kg�Em
20KJ=20,000J=2000Kg�Em
���ɃV�[�X�̑傫����5�~20cm�Ƃ����0.01���Ă�����
20Kg�Em�̗͂�������Ƃ������Ƃł���
20Kg�̏d���1���������^���ʂ��Ă��Ƃ́A
����Ȃ�Ɏ��p�͈͂���Ȃ��ł����ˁH
20KJ=20,000J=2000Kg�Em
���ɃV�[�X�̑傫����5�~20cm�Ƃ����0.01���Ă�����
20Kg�Em�̗͂�������Ƃ������Ƃł���
20Kg�̏d���1���������^���ʂ��Ă��Ƃ́A
����Ȃ�Ɏ��p�͈͂���Ȃ��ł����ˁH
17 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/06(��) 21:15:04.30 ID:U7b+flcM
>>15
http://www.kda1969.com/study/study_pla_compare.htm
�����Ɋe��v���X�`�b�N�̃A�C�]�b�g�Ռ��l���ڂ��Ă��B
�e�틭�x�I�ɂ�ABS�ƃ|���J�̒��Ԃ��炢���ƁB
�A�C�]�b�g�Ռ��l�I�ɂ�0���̃J�C�f�b�N�X(K-100)��
�퉷�ł�PTFE��肿����ƏՌ��ɋ������x�B
http://www.kda1969.com/study/study_pla_compare.htm
�����Ɋe��v���X�`�b�N�̃A�C�]�b�g�Ռ��l���ڂ��Ă��B
�e�틭�x�I�ɂ�ABS�ƃ|���J�̒��Ԃ��炢���ƁB
�A�C�]�b�g�Ռ��l�I�ɂ�0���̃J�C�f�b�N�X(K-100)��
�퉷�ł�PTFE��肿����ƏՌ��ɋ������x�B
>>16
�傫���͒f�ʐςȂ�łˁH
>>17
>>14�Ɂu�A�C�]�b�g�Ռ��l�Ń|���J�[�{�l�[�g��e�q�o�ɕC�G����Ռ����x�ێ��v
���Ă��邩��J�C�f�b�N�X�̏퉷�̏Ռ��l��90kJ/�u���炢���Ď����B
����ς�ቷ�ɂȂ�ƐƂ��Ȃ�̂��ȁB
�傫���͒f�ʐςȂ�łˁH
>>17
>>14�Ɂu�A�C�]�b�g�Ռ��l�Ń|���J�[�{�l�[�g��e�q�o�ɕC�G����Ռ����x�ێ��v
���Ă��邩��J�C�f�b�N�X�̏퉷�̏Ռ��l��90kJ/�u���炢���Ď����B
����ς�ቷ�ɂȂ�ƐƂ��Ȃ�̂��ȁB
19 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/07(��) 09:05:06.45 ID:6TZU/lBb
>>18
���̃y�[�W�̉E��ɕ����ڍ׃_�E�����[�h���Ă̂�������
�����ɏ퉷�̏Ռ��l���ڂ��Ă邯��78.5kJ/�u�ȏ�A
���ď����Ă��邩����|���J���ア�Ǝv���B
�퉷���ቷ�̕����Ƃ��Ȃ�(�ቷ�Ɛ�)�͉̂��ł��ꏏ���ƁB
���̃y�[�W�̉E��ɕ����ڍ׃_�E�����[�h���Ă̂�������
�����ɏ퉷�̏Ռ��l���ڂ��Ă邯��78.5kJ/�u�ȏ�A
���ď����Ă��邩����|���J���ア�Ǝv���B
�퉷���ቷ�̕����Ƃ��Ȃ�(�ቷ�Ɛ�)�͉̂��ł��ꏏ���ƁB
�����ڍ׃_�E�����[�h���������̂͋C���t��������
�v�V�[�X�͊���n�ł����\���C������
��͂�����n�̕��͂��傤���Ȃ����B
�v�V�[�X�͊���n�ł����\���C������
��͂�����n�̕��͂��傤���Ȃ����B
21 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/07(��) 20:05:27.31 ID:OtqunkAd
�O�X��983����A���X���Ɩ_�̌Œ�͂ǂ�����Ă���Ă����ł����H
983 ���O�F���O�ȃJ�b�^�[(�m�́M)[sage] ���e���F2012/01/23(��) 17:53:41.38 ID:2l0Zx90t
�����X�L�[�t�@�C��w
http://i153.photobucket.com/albums/s203/mhill7077/DSCN1552.jpg
http://i153.photobucket.com/albums/s203/mhill7077/DSCN1551.jpg
983 ���O�F���O�ȃJ�b�^�[(�m�́M)[sage] ���e���F2012/01/23(��) 17:53:41.38 ID:2l0Zx90t
�����X�L�[�t�@�C��w
http://i153.photobucket.com/albums/s203/mhill7077/DSCN1552.jpg
{kind=link}
http://i153.photobucket.com/albums/s203/mhill7077/DSCN1551.jpg
{kind=link}
22 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/07(��) 20:06:28.92 ID:OtqunkAd
�ʐ^������N���b�v�Œ�ł����˂����݂܂���B
�ł��N���b�v1���ƃO���O���������ł����A�Ȃɂ���͎���Ă���̂ł����H
�ł��N���b�v1���ƃO���O���������ł����A�Ȃɂ���͎���Ă���̂ł����H
23 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/11(�y) 21:36:05.81 ID:s25n/RmV
>>21
http://www.jungletraining.com/forums/showthread.php?t=4658
http://www.facebook.com/pages/Core-Knife-Co/321180174581070
http://www.homedepot.com/buy/iron-bridge-3-in-spring-clamp-286619.html
http://www.jungletraining.com/forums/showthread.php?t=4658
http://www.facebook.com/pages/Core-Knife-Co/321180174581070
http://www.homedepot.com/buy/iron-bridge-3-in-spring-clamp-286619.html
24 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/15(��) 21:08:01.42 ID:HuPHdfX5
���݂܂����������������̂ł����A2mm���̃i�C�t�p�|�ނ�̔����Ă��鏊�͂���܂����H�H
�T���Ă݂��2.5mm�͔����Ă���̂ł����c
�ł�����ATS34��V��10���������ł��A�@��낵�����肢���܂��B
�T���Ă݂��2.5mm�͔����Ă���̂ł����c
�ł�����ATS34��V��10���������ł��A�@��낵�����肢���܂��B
25 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/15(��) 21:27:23.34 ID:+teGaOYu
V��10�� 2.2mm�Ȃ�A��������
http://www.matrix-aida.com/sub1.1.html
http://www.matrix-aida.com/sub1.1.html
26 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/15(��) 21:50:58.05 ID:HuPHdfX5
>>25
���肪�Ƃ��������܂��I�I
���肪�Ƃ��������܂��I�I
27 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/17(��) 21:01:02.40 ID:TGIMbAN5
���S�҂ɃI�X�X���̃f�B�X�N�O���C���_�[���ĂȂ���H
�ł���������̂�
�ł���������̂�
28 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/17(��) 21:21:40.91 ID:r5VZ/Ist
�Ƃ肠�����z���Z���̈����ŏ\��
2000�~���炢�Ŕ�����Ǝv��
�\�Z�I�ɉ\�Ȃ�A�ϑ��̂��̂��ǂ���
2000�~���炢�Ŕ�����Ǝv��
�\�Z�I�ɉ\�Ȃ�A�ϑ��̂��̂��ǂ���
29 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/17(��) 22:06:31.48 ID:dvxuA04U
�f�B�X�N�O���C���_�[�͗��ɒ[
�E�O��I�Ɉ������m�������Ďg���̂Ă�B
�E�}�L�^����[�r�Ȃǂ̗ǂ����̂��A�x�A�����O��u���V����������
�@�g��������B
����̓i�C�t���C�L���O����S�ʂɂ����邱�Ƃł����邾�낤���ǂˁB
�����̃X�^�C���ɍ��������łǂ����B
�E�O��I�Ɉ������m�������Ďg���̂Ă�B
�E�}�L�^����[�r�Ȃǂ̗ǂ����̂��A�x�A�����O��u���V����������
�@�g��������B
����̓i�C�t���C�L���O����S�ʂɂ����邱�Ƃł����邾�낤���ǂˁB
�����̃X�^�C���ɍ��������łǂ����B
30 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/18(�y) 15:56:07.50 ID:6HKBVZ9q
>>28-29
���肪�Ƃ�
�܂��Ԃ������傾���獂���̔����Ă��g�����Ȃ��Ȃ����낤���ŏ��͈����̂ōs����B
�O�ł�肽������o�b�e���[�^�̂�����������ǁB
���肪�Ƃ�
�܂��Ԃ������傾���獂���̔����Ă��g�����Ȃ��Ȃ����낤���ŏ��͈����̂ōs����B
�O�ł�肽������o�b�e���[�^�̂�����������ǁB
31 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/18(�y) 18:15:45.63 ID:AOx4CheO
�[�d���̂͂���ɂ͂邯�ǁA������������
�������ƌ����A�ŏ��̓z���Z����2000�~���炢�̂������߂���
�{�i�I�ɂ̂߂肱��A�p�r�ɍ��������̂������Ƃ�����
�Ⴄ�u���Z�b�g���Ă����āA2��g���܂킷�ƒ��邼
�������ƌ����A�ŏ��̓z���Z����2000�~���炢�̂������߂���
�{�i�I�ɂ̂߂肱��A�p�r�ɍ��������̂������Ƃ�����
�Ⴄ�u���Z�b�g���Ă����āA2��g���܂킷�ƒ��邼
32 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/19(��) 16:33:05.68 ID:IWZDUAh2
���ƂŌ����̂ƌ����@��h�����Ō����̂��Ďd�オ��ɍ��ł��邩�ȁH
33 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/19(��) 21:09:04.48 ID:rgsi2jlM
�Ȃ�ƂȂ��T���_�[�ƍ������Ă�悤�ȁE�E�E
34 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/19(��) 22:16:46.30 ID:whogsDfw
Online Knife making books on Google
http://www.bladeforums.com/forums/showthread.php/603203
Design Knives with Inkscape 101
http://www.youtube.com/watch?v=lpf44ZB_Oz0
http://www.bladeforums.com/forums/showthread.php/603203
Design Knives with Inkscape 101
http://www.youtube.com/watch?v=lpf44ZB_Oz0
35 �F�W�g�� ��NAiBHuyoBI �F2012/02/20(��) 00:47:27.82 ID:4jiA63mr
>>32
�n�����팤���H��14�N�̒W�g�������������܂��B
�d�グ�̒i�K�ɂ܂œ��͌�����p�������͍̂����ł܂��B
�u�ǂ��o�����H�Ɛ��i�v�̐������Ȃ���ł��B
�ł����A����܂ł̍H���ɂȂ���Ɏ������Ɗy�ł͂���܂���B
�n�����팤���H��14�N�̒W�g�������������܂��B
�d�グ�̒i�K�ɂ܂œ��͌�����p�������͍̂����ł܂��B
�u�ǂ��o�����H�Ɛ��i�v�̐������Ȃ���ł��B
�ł����A����܂ł̍H���ɂȂ���Ɏ������Ɗy�ł͂���܂���B
36 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/20(��) 18:31:40.16 ID:97BG7PB9
15cm�̃u���[�h�A�S��27cm�قǂ̃i�C�t�ō|��3mm���āA���Ȃ�܂�₷�����ȁH�|�ނ̓N�����\��
37 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/20(��) 19:28:42.40 ID:TwLvx7RL
���̌��݂̕���܂��Ǝv�����H
�܂����Ɨp�r����ł͐܂�邩���ȁB
�܂����Ɨp�r����ł͐܂�邩���ȁB
3mm����17cm��CRMO7�̕�g���Ă邪
�܂�₷�����Ď��͂Ȃ���B
�ǂ�Ȃ̍�����H
�܂�₷�����Ď��͂Ȃ���B
�ǂ�Ȃ̍�����H
39 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/20(��) 19:45:52.62 ID:pW3wJZoE
�x���`�̃j�����o�X���A���̂��炢����Ȃ����������H
40 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/20(��) 20:00:46.51 ID:97BG7PB9
�^�N�e�B�J�����ۂ��̂���낤���ƁA�j�������@�X��3mm���Ă̂͒m���Ă����ǁA�����蒷���������炿�傢�S�z�ɂȂ���
�����A�R���Z�v�g�̓j�������@�X�̉�����
��������قǂً̋}���ȊO�@��������͂��Ȃ�����
�����A�R���Z�v�g�̓j�������@�X�̉�����
��������قǂً̋}���ȊO�@��������͂��Ȃ�����
41 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/21(��) 03:27:20.49 ID:oGqtSNCw
>>40
�G���V���E�B�b�c�f�U�C���A�n��150mm���n��0.2�C���`�̗�
http://www.blackhawk.com/product/Nightedge-Serrated-Edge,232,35.htm
�G���V���E�B�b�c�f�U�C���A�n��150mm���n��0.2�C���`�̗�
http://www.blackhawk.com/product/Nightedge-Serrated-Edge,232,35.htm
42 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/21(��) 15:49:06.52 ID:aNaKOVYv
��5mm�H
43 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/21(��) 18:01:06.25 ID:L3sgaB7T
44 �F�W�g�� ��NAiBHuyoBI �F2012/02/22(��) 00:20:56.72 ID:mNmrjFUj
���̗\�Z���ƁA�f�B�X�N�O���C���_�[�@+�@�H���@+�@�e�[�u���o�C�X
�ł��傤���ˁB
�R���v���b�T�[���g������ł���G�A�c�[�����I�X�X���ł��B
���Ə��S�Ҍ����Ƃ͌����������ł����A�i�C�t���C�L���O�Ŗ��\�Ȃ̂̓[�b�g���z�C�[��
�x���g�T���_�[�́A���̗\�Z�ł͏����L�c�C�ł����ˁB
��낵����A���܂������̐ݔ����������Ă��������܂��H
�ł��傤���ˁB
�R���v���b�T�[���g������ł���G�A�c�[�����I�X�X���ł��B
���Ə��S�Ҍ����Ƃ͌����������ł����A�i�C�t���C�L���O�Ŗ��\�Ȃ̂̓[�b�g���z�C�[��
�x���g�T���_�[�́A���̗\�Z�ł͏����L�c�C�ł����ˁB
��낵����A���܂������̐ݔ����������Ă��������܂��H
45 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/22(��) 03:46:02.41 ID:xVqAJhGy
46 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/23(��) 00:01:43.51 ID:zSYviJjV
>>44
���J�ɂ��肪�Ƃ��������܂��B
�����܂�����n�߂悤�Ǝv���Ă��鏊�ʼn����ݔ��͂Ȃ��A���ꂩ�甃�����낦�悤�Ǝv���Ă���Ƃ��ł�
�A�}�]���ɔ����Ă�P�`�Q���̌����@�����������Ă�����ł����A�ǂ����n�����ۂ��ł��ˁB
���J�ɂ��肪�Ƃ��������܂��B
�����܂�����n�߂悤�Ǝv���Ă��鏊�ʼn����ݔ��͂Ȃ��A���ꂩ�甃�����낦�悤�Ǝv���Ă���Ƃ��ł�
�A�}�]���ɔ����Ă�P�`�Q���̌����@�����������Ă�����ł����A�ǂ����n�����ۂ��ł��ˁB
47 �F�W�g�� ��NAiBHuyoBI �F2012/02/23(��) 00:33:11.34 ID:BkX+ALpB
>>46
�P�`�Q���̌����@���ǂ̂悤�ȃ^�C�v�̂��̂��킩��܂��E�E
���Ԃ��炢���Ɓ@�H���̊m�ۂƃe�[�u���o�C�X�̐ݒu�B
�����ă{�[���Սw���A
�Z���^�[�|���`�ƃP�K�L�j
�R�o���g�n�C�X�̃h����4mm�ƕ����X���i��j�@�g���X���i�b�ہj
�n���h���t������Ȃ�K�v�Ȍa�̃h�����ƃ{���g��s��
���̒i�K�ł܂���1�{����Ă݂邱�Ƃ��I�X�X�����܂��B
���ꂩ��f�B�X�N�O���C���_�[�◼���O���C���_�[�l����ׂ��ł����ˁB
�P�`�Q���̌����@���ǂ̂悤�ȃ^�C�v�̂��̂��킩��܂��E�E
���Ԃ��炢���Ɓ@�H���̊m�ۂƃe�[�u���o�C�X�̐ݒu�B
�����ă{�[���Սw���A
�Z���^�[�|���`�ƃP�K�L�j
�R�o���g�n�C�X�̃h����4mm�ƕ����X���i��j�@�g���X���i�b�ہj
�n���h���t������Ȃ�K�v�Ȍa�̃h�����ƃ{���g��s��
���̒i�K�ł܂���1�{����Ă݂邱�Ƃ��I�X�X�����܂��B
���ꂩ��f�B�X�N�O���C���_�[�◼���O���C���_�[�l����ׂ��ł����ˁB
48 �F���O�ȃJ�b�^�[(�m�́M)�F2012/02/28(��) 13:36:17.36 ID:AsU7/6t8
�N���t�g�i�C�tL�̐n�ɔ����̃n���h���t����
����y�Ƀ��y���i�C�t����Ă݂���������
����y�Ƀ��y���i�C�t����Ă݂���������
49 �F�W�g�� ��NAiBHuyoBI �F2012/02/28(��) 18:07:31.90 ID:6hShpRF+
>>48
�n���̈������g�����͐l���ꂼ��ł�����A�����̐n�Ɏ����ŃO���b�v�����邾���ł�
"������p"�����܂��B
�����āA������g���Ă������Ȃ���Ǔ_�Ȃǂ������Ă��āA�g���₷���i�C�t��
�C���[�W�����₷���Ȃ�܂��B
���́A�f�U�C�������ł����Ă݂Ă��������B
�������ł����A�i�C�t�r���b�W�ɕ��E����\�����o�Ă��܂����B
�n���̈������g�����͐l���ꂼ��ł�����A�����̐n�Ɏ����ŃO���b�v�����邾���ł�
"������p"�����܂��B
�����āA������g���Ă������Ȃ���Ǔ_�Ȃǂ������Ă��āA�g���₷���i�C�t��
�C���[�W�����₷���Ȃ�܂��B
���́A�f�U�C�������ł����Ă݂Ă��������B
�������ł����A�i�C�t�r���b�W�ɕ��E����\�����o�Ă��܂����B
>>49
�������猩�w�ɍs���Ă݂�B�����Ɖ������ǂ�
�������猩�w�ɍs���Ă݂�B�����Ɖ������ǂ�
>>49
�����⍡���A�����̗��Ƀi�C�t�r���b�W���s�l���q�\�肪�������ȁB
�����⍡���A�����̗��Ƀi�C�t�r���b�W���s�l���q�\�肪�������ȁB
52 �F�W�g�� ��NAiBHuyoBI �F2012/03/05(��) 17:53:18.90 ID:GQy4qbHD
���C���s�ł��傤�˂��B
53 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/06(��) 00:33:03.75 ID:JuY9X5hw
>>49
�����܂��Ő\����Ȃ���3�_�قǃf�U�C���ɂ��Ď���
�E���������Ă��G�b�W���C��������Ȃ��悤�ɂ���ۂ̗��ӓ_
�E�o�����X�|�C���g�̍l�����Əo����
�E�^���O�̋��x�m�ۂɊւ���q���g(�{���X�^�[)�̗L�p��
�����܂��Ő\����Ȃ���3�_�قǃf�U�C���ɂ��Ď���
�E���������Ă��G�b�W���C��������Ȃ��悤�ɂ���ۂ̗��ӓ_
�E�o�����X�|�C���g�̍l�����Əo����
�E�^���O�̋��x�m�ۂɊւ���q���g(�{���X�^�[)�̗L�p��
54 �F�W�g�� ��NAiBHuyoBI �F2012/03/06(��) 09:41:18.31 ID:jNbpsDOl
>�E���������Ă��G�b�W���C��������Ȃ��悤�ɂ���ۂ̗��ӓ_
����̓u���[�h���C�����傫�߂ɍ��A�Ƃ��ɃG�b�W�̗����オ���
�����͑������݂��Ƃ��Ȃ��Ȃ�̐`���C�����������Ō��g��������
�]�T���������邱�Ƃ������ł��B
>�E�o�����X�|�C���g�̍l�����Əo����
�����^�ł��g�b�v�w�r�[�ȕ����g���₷���l���̓����ɏd�S�����邱�Ƃ�]�ސl�����܂��B
���́A�\�o���̃I�[�_�[���C�h������Ă����̂�
�u�g��������l�̂������v�ɂ͎���Ă��Ă��܂����O�O�G
���ł�����ł��̂Č��Ƀt���e�[�p�[�h�^���O�ł͂Ȃ��A�u���[�h�ƃn���h���̃T�C�Y��
���ꂩ��p�r�ɂ�肫�߂�B
���̃o�����X�̏o�����͌��njo���ɂȂ��Ă���̂ŁA������x�̌o�����K�v�Ǝv���Ă��������B
>�E�^���O�̋��x�m�ۂɊւ���q���g(�{���X�^�[)�̗L�p��
����͓�������̍\���������p���i���[�^���O�n�̍\���ł͏d�v�ɂȂ��Ă��܂��A��
�G�|�L�V�ŗ��ʂ��璣�荇�킹�A�{���g�Œ��ߏグ�郉�u���X�ȍ~�̃J�X�^���X�^�C����
�ꍇ���܂�W�Ȃ����Ǝv���Ă���܂��B
���Ȃ��Ƃ����̌o����A���̔j��̍ő�v���͐��̐Z���Ȃǂ�o�N�ɂ����̂��w��ǂ�
���K���͂��ĉ�ꂽ���Ƃ����͖̂ő��Ɍ������܂���B
����̓u���[�h���C�����傫�߂ɍ��A�Ƃ��ɃG�b�W�̗����オ���
�����͑������݂��Ƃ��Ȃ��Ȃ�̐`���C�����������Ō��g��������
�]�T���������邱�Ƃ������ł��B
>�E�o�����X�|�C���g�̍l�����Əo����
�����^�ł��g�b�v�w�r�[�ȕ����g���₷���l���̓����ɏd�S�����邱�Ƃ�]�ސl�����܂��B
���́A�\�o���̃I�[�_�[���C�h������Ă����̂�
�u�g��������l�̂������v�ɂ͎���Ă��Ă��܂����O�O�G
���ł�����ł��̂Č��Ƀt���e�[�p�[�h�^���O�ł͂Ȃ��A�u���[�h�ƃn���h���̃T�C�Y��
���ꂩ��p�r�ɂ�肫�߂�B
���̃o�����X�̏o�����͌��njo���ɂȂ��Ă���̂ŁA������x�̌o�����K�v�Ǝv���Ă��������B
>�E�^���O�̋��x�m�ۂɊւ���q���g(�{���X�^�[)�̗L�p��
����͓�������̍\���������p���i���[�^���O�n�̍\���ł͏d�v�ɂȂ��Ă��܂��A��
�G�|�L�V�ŗ��ʂ��璣�荇�킹�A�{���g�Œ��ߏグ�郉�u���X�ȍ~�̃J�X�^���X�^�C����
�ꍇ���܂�W�Ȃ����Ǝv���Ă���܂��B
���Ȃ��Ƃ����̌o����A���̔j��̍ő�v���͐��̐Z���Ȃǂ�o�N�ɂ����̂��w��ǂ�
���K���͂��ĉ�ꂽ���Ƃ����͖̂ő��Ɍ������܂���B
55 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/08(��) 00:47:45.55 ID:qie1/kHf
���肪�Ƃ� �ӂ����ўB���Ȏ���
�E�{���g�����������ӏ����ċ��x��������낤��
�ECorby bolt�ƃV���i�C�_�[�{���g�̈Ⴂ��?
�E�B���s�����ėL��?
�E�{���g�����������ӏ����ċ��x��������낤��
�ECorby bolt�ƃV���i�C�_�[�{���g�̈Ⴂ��?
�E�B���s�����ėL��?
56 �F�W�g�� ��NAiBHuyoBI �F2012/03/08(��) 01:32:05.90 ID:mqSwqul4
>�E�{���g�����������ӏ����ċ��x��������낤��
���{������Ŏ�����Ă���ʂ蒆�q�E�^���O���̂Ɍ����J�����Ƃ���ŋ��x�I��
���͂���܂���B
�{���g���̓V���i�C�_�[�{���g��4.5�`6.0mm
����Ƃ���ƁA�^���O�ł͂Ȃ��{���g�Œ��ߏグ���Ă���n���h���ނ̕��ł��傤�ˁB
�ECorby bolt�ƃV���i�C�_�[�{���g�̈Ⴂ��?
�t�@�X�j���O�{���g�̂��Ƃ͂��܂�ڂ�������܂���
�V���i�C�_�[�{���g�͍ގ��j�b�P���V���o�[�A�T�C�Y��8��6�@7��5�@6��4.5
��3��ނ���{�̂͂��ł��B
�g���N����������A�q���g�ƐF�����킹�������̗��R�������n�X�e�����X
�̂��̂��g���l�����܂��B
Corby bolt���Ă͔̂����Ă���̂��������Ƃ͂���܂��A���̎�̔ėp���i��
�l�W���ɗY����1000�Z�b�g����Ă�����ĕ����l�ŋ����w�����Ƃ������ł��B
����āA�Ǝ��̃T�C�Y��ގ������ď���ɖ������Ă���l������̂�������܂���B
���������Վg����l�͎����ō���Ă���悤�ł��B
�E�B���s�����ėL��?
�Q�̃��[�N�荇�킹�A�ڒ��ʂɐ����Ɉ��������Ă��Ȃ��Ȃ����������̂ł�
����܂��A�P��E���ɃY����Ɨe�Ղɔ�����܂��B
���̈Ӗ��ŋ��x�I�ɂ͋ɂ߂ėL���ł����A�����ĉB���Ӗ��́E�E�i�C�t�̏ꍇ
�ǂ��Ȃ�ł��傤�ˁH
�i�C�t�̐l�̓s��������{���g������̂����R�Ǝv���Ă��܂����A�B�����ƐS���I��
�s���Ƃ����v��������̂ł͂Ȃ��ł��傤���B
����A���̖{�E�̃\�o���ł͕��̃{���g�E�s���ނ͑�ʐ��Y�̏Ƃ���Č����Ă���̂�
�S�ĉB���܂��B
�i���̏�A�����\�ɂ��Ȃ���Ȃ�Ȃ��̂��\�o�蕿�̖ʓ|�ȏ��Ȃ̂ł����E�E�j
���{������Ŏ�����Ă���ʂ蒆�q�E�^���O���̂Ɍ����J�����Ƃ���ŋ��x�I��
���͂���܂���B
�{���g���̓V���i�C�_�[�{���g��4.5�`6.0mm
����Ƃ���ƁA�^���O�ł͂Ȃ��{���g�Œ��ߏグ���Ă���n���h���ނ̕��ł��傤�ˁB
�ECorby bolt�ƃV���i�C�_�[�{���g�̈Ⴂ��?
�t�@�X�j���O�{���g�̂��Ƃ͂��܂�ڂ�������܂���
�V���i�C�_�[�{���g�͍ގ��j�b�P���V���o�[�A�T�C�Y��8��6�@7��5�@6��4.5
��3��ނ���{�̂͂��ł��B
�g���N����������A�q���g�ƐF�����킹�������̗��R�������n�X�e�����X
�̂��̂��g���l�����܂��B
Corby bolt���Ă͔̂����Ă���̂��������Ƃ͂���܂��A���̎�̔ėp���i��
�l�W���ɗY����1000�Z�b�g����Ă�����ĕ����l�ŋ����w�����Ƃ������ł��B
����āA�Ǝ��̃T�C�Y��ގ������ď���ɖ������Ă���l������̂�������܂���B
���������Վg����l�͎����ō���Ă���悤�ł��B
�E�B���s�����ėL��?
�Q�̃��[�N�荇�킹�A�ڒ��ʂɐ����Ɉ��������Ă��Ȃ��Ȃ����������̂ł�
����܂��A�P��E���ɃY����Ɨe�Ղɔ�����܂��B
���̈Ӗ��ŋ��x�I�ɂ͋ɂ߂ėL���ł����A�����ĉB���Ӗ��́E�E�i�C�t�̏ꍇ
�ǂ��Ȃ�ł��傤�ˁH
�i�C�t�̐l�̓s��������{���g������̂����R�Ǝv���Ă��܂����A�B�����ƐS���I��
�s���Ƃ����v��������̂ł͂Ȃ��ł��傤���B
����A���̖{�E�̃\�o���ł͕��̃{���g�E�s���ނ͑�ʐ��Y�̏Ƃ���Č����Ă���̂�
�S�ĉB���܂��B
�i���̏�A�����\�ɂ��Ȃ���Ȃ�Ȃ��̂��\�o�蕿�̖ʓ|�ȏ��Ȃ̂ł����E�E�j
57 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/08(��) 11:56:53.21 ID:mbFESe/h
�\�o���ɂ��āA�����Ă�������
�~�l�Ɛn���ɋ��܂ꂽ�Z�ӂ́A�M���݂��Đn�t��������Ă��܂����
������Đn�Ƃ��Ďg����ʂ����邩�炻�����Ă���̂��A
����Ƃ��ӏ��I�ȖړI�Őn�t�������Ă���̂��ǂ���ł��傤���H
�܂������Ɋւ��ẮA��L�����A�n�����ꂼ��ǂꂭ�炢�̃��x���܂�
������������̂Ȃ�ł��傤���H
�~�l�Ɛn���ɋ��܂ꂽ�Z�ӂ́A�M���݂��Đn�t��������Ă��܂����
������Đn�Ƃ��Ďg����ʂ����邩�炻�����Ă���̂��A
����Ƃ��ӏ��I�ȖړI�Őn�t�������Ă���̂��ǂ���ł��傤���H
�܂������Ɋւ��ẮA��L�����A�n�����ꂼ��ǂꂭ�炢�̃��x���܂�
������������̂Ȃ�ł��傤���H
58 �F�W�g�� ��NAiBHuyoBI �F2012/03/08(��) 16:47:41.13 ID:mqSwqul4
>>57
����͖˂����������߂ɂ����Ă��邾���ł���B
�n�͂��Ă��܂���B
�\�o��̎g�����̓V���v����2��ނł��B
�E���˂��\�o�ˑ̂��@
http://soba.soft99.info/img/kiru4.jpg
�E�����˂��������B
http://soba.soft99.info/img/kiru6.jpg
�葹�˂Ė˂��q�����Ă��܂������͕��ʂɃy�e�B�[�ȂǂŐ��Ă���悤�ł��B
�����́A�o����#1500�Ŏd�グ�Ă���܂����A�\�o��̈�ԏd�v�Ȃ��Ƃ�
�����ɒ����Ƀu���Ȃ��n�����������Ƃ������Ƃł��B
�܂��A�����Аn����ō���Ă��邽�ߌo���ω��ŋ������o�Ă��܂��B
�\�o��̌����́A�c���đS�̂����Ă������m�Ȓ����̐n�����o���܂��B
�\�o��w���̍ۂ͐M�����郁�[�J�[�̕����w�����邱�Ƃ������߂��܂��B
����͖˂����������߂ɂ����Ă��邾���ł���B
�n�͂��Ă��܂���B
�\�o��̎g�����̓V���v����2��ނł��B
�E���˂��\�o�ˑ̂��@
http://soba.soft99.info/img/kiru4.jpg
{kind=link}
�E�����˂��������B
http://soba.soft99.info/img/kiru6.jpg
{kind=link}
�葹�˂Ė˂��q�����Ă��܂������͕��ʂɃy�e�B�[�ȂǂŐ��Ă���悤�ł��B
�����́A�o����#1500�Ŏd�グ�Ă���܂����A�\�o��̈�ԏd�v�Ȃ��Ƃ�
�����ɒ����Ƀu���Ȃ��n�����������Ƃ������Ƃł��B
�܂��A�����Аn����ō���Ă��邽�ߌo���ω��ŋ������o�Ă��܂��B
�\�o��̌����́A�c���đS�̂����Ă������m�Ȓ����̐n�����o���܂��B
�\�o��w���̍ۂ͐M�����郁�[�J�[�̕����w�����邱�Ƃ������߂��܂��B
59 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/08(��) 22:04:00.44 ID:I8fow/Mj
>>58
�����肪�Ƃ��������܂���
�����b���Ń`�������W���Ă݂悤�Ǝv���Ă��܂�
�o�n�⊄�荞�����͍�������Ƃ�����̂ł����A
�\�o��͕Аn�̔����ł������啨������
�c�ݎ��͖{���ɓ���̂ł��傤��
���܂��ł��邾�낤���E�E�E��
�����肪�Ƃ��������܂���
�����b���Ń`�������W���Ă݂悤�Ǝv���Ă��܂�
�o�n�⊄�荞�����͍�������Ƃ�����̂ł����A
�\�o��͕Аn�̔����ł������啨������
�c�ݎ��͖{���ɓ���̂ł��傤��
���܂��ł��邾�낤���E�E�E��
60 �F�W�g�� ��NAiBHuyoBI �F2012/03/09(��) 00:58:21.84 ID:xwX5DgRQ
>>59
�����A���킷��Ƃ��͘A�����������ȁB
�T�C�h���C�̃\�o��ނ������ł��܂���B
���āA�������̎���R�[�i�[�Ɖ����Ă邶��Ȃ��ł����G
�a�C�×{���̐g�Ńq�}�͂���܂�����A�m���Ă��邱�ƂȂ炢����ł����������܂����E�E
�݂Ȃ�����A�ǂ�ǂ�ɒ��킵�Ă��������ˁB
�����A���킷��Ƃ��͘A�����������ȁB
�T�C�h���C�̃\�o��ނ������ł��܂���B
���āA�������̎���R�[�i�[�Ɖ����Ă邶��Ȃ��ł����G
�a�C�×{���̐g�Ńq�}�͂���܂�����A�m���Ă��邱�ƂȂ炢����ł����������܂����E�E
�݂Ȃ�����A�ǂ�ǂ�ɒ��킵�Ă��������ˁB
61 �F59�F2012/03/09(��) 10:32:26.99 ID:nbXlRGNd
�T�C�h���C�Ƃ����̂�������Ȃ��ăO�O���Ă݂���ł����A
�Ђ���Ƃ��ĂR�����킹�̗���ނ̂��ƁH�@
�Ђ���Ƃ��ĂR�����킹�̗���ނ̂��ƁH�@
62 �F�W�g�� ��NAiBHuyoBI �F2012/03/09(��) 12:26:36.87 ID:xwX5DgRQ
63 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/09(��) 22:04:50.48 ID:VDognn9Q
���X����肾���ō��ꍇ�A�����������X���̎����ǂ̂��炢�Ȃ낤�H
���ƁA�����̂Ɏԗp�R���p�E���h���Ďg���邾�낤���H
�u�ނ��Ċ�{�`���v�`���o�`���b���f�b���b�a�m���_�C�������h���炢������g����Ƃ͎v�����ǁc
���̂������ʂɒ��킵�Ă݂���
���ƁA�����̂Ɏԗp�R���p�E���h���Ďg���邾�낤���H
�u�ނ��Ċ�{�`���v�`���o�`���b���f�b���b�a�m���_�C�������h���炢������g����Ƃ͎v�����ǁc
���̂������ʂɒ��킵�Ă݂���
64 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/09(��) 22:38:22.94 ID:TCd3Senq
�R���p�E���h�͎g����Ǝv�����ǁA
���ʂɂł���قǖڂ��ׂ������̂͐؍�ʏ��Ȃ��Ȃ邩��
���[�^�[�c�[���g�����}�]����Ȃ��Ɛh���B
����#30000�̌����܂Ȃ�1000�~�����Ȃ����R���p�E���h���ׂ������낤����
�����Ɏg���܂킷�K�v�͂Ȃ��B
���ʂɂł���قǖڂ��ׂ������̂͐؍�ʏ��Ȃ��Ȃ邩��
���[�^�[�c�[���g�����}�]����Ȃ��Ɛh���B
����#30000�̌����܂Ȃ�1000�~�����Ȃ����R���p�E���h���ׂ������낤����
�����Ɏg���܂킷�K�v�͂Ȃ��B
65 �F�W�g�� ��NAiBHuyoBI �F2012/03/09(��) 22:54:19.85 ID:xwX5DgRQ
>���X����肾���ō��ꍇ�A�����������X���̎����ǂ̂��炢�Ȃ낤�H
���͗e�͂Ȃ����͎g�����������H�Ȃ̂ŁE�E
�]�����������̂�������B
�����܂ɂ��Ă͂́B
�}�X�v���̐��E�ň�ʓI�Ɏg����d�グ�p�����܂͎_���N�����iCr2�n3�j�́u�_�v
���g�p����܂��B
�_���N�����Ƃ����Ɖߏ蔽����������o�P�w���������l�ɂ͑����ł����A�����܂Ɏd�l
����Ă���͎̂O���ŁA�Z���Ƃ͕ʂ��̂ł��B
���[�J�[�����\���Ă���f�[�^�V�[�g���Q�l�ɂ��Ă��������B
http://www.trusco.co.jp/protoolimg/images/product/msds/t010001063368.pdf
�����A��͂�����A�����M�[�����l�ɂ̓_���Ȍ����܂̂悤�ł��B
�J�X�^���ł̓_�C�������h�y�[�X�g�����o�ł��傤�ˁB�i�}�X�v���ł͉��i�̖��Ŏg���܂���j
�ŁA������̓h���p�R���p�E���h�ł����A��S������������i�̌���o���Ɏg���܂��B
�܂��A�a���n���̒n���̋��ʎd�グ�ɂ́A�����E�M�����p�R���p�E���h���ɂ߂ėL���ł��B
���͗e�͂Ȃ����͎g�����������H�Ȃ̂ŁE�E
�]�����������̂�������B
�����܂ɂ��Ă͂́B
�}�X�v���̐��E�ň�ʓI�Ɏg����d�グ�p�����܂͎_���N�����iCr2�n3�j�́u�_�v
���g�p����܂��B
�_���N�����Ƃ����Ɖߏ蔽����������o�P�w���������l�ɂ͑����ł����A�����܂Ɏd�l
����Ă���͎̂O���ŁA�Z���Ƃ͕ʂ��̂ł��B
���[�J�[�����\���Ă���f�[�^�V�[�g���Q�l�ɂ��Ă��������B
http://www.trusco.co.jp/protoolimg/images/product/msds/t010001063368.pdf
�����A��͂�����A�����M�[�����l�ɂ̓_���Ȍ����܂̂悤�ł��B
�J�X�^���ł̓_�C�������h�y�[�X�g�����o�ł��傤�ˁB�i�}�X�v���ł͉��i�̖��Ŏg���܂���j
�ŁA������̓h���p�R���p�E���h�ł����A��S������������i�̌���o���Ɏg���܂��B
�܂��A�a���n���̒n���̋��ʎd�グ�ɂ́A�����E�M�����p�R���p�E���h���ɂ߂ėL���ł��B
66 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/09(��) 23:18:59.20 ID:TCd3Senq
�_�ň�Ԗڂ��ׂ����̂�G546
�v�u�ɂ��g���邩��I�X�X��
�v�u�ɂ��g���邩��I�X�X��
67 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/10(�y) 17:58:23.82 ID:BmP94PeP
>>64
������I�Ǝv���Ă������Č���Ɗm���Ɉ����f�b30000������
�r�����������炢���Ǝv���Ă���ׂ����̂�����̂�
���肪�Ƃ��B������������킩��Ȃ�����
>>65
�_�͎d���l����b�ɕ������炢�Ŏg�������ƂȂ��Ȃ�
���\�M���Ȃ���Ă������Ǒ��v���ȁH
>>66
���Ԑ̐F���ވȊO�ɍr���ׂ����������̂��A���c
������I�Ǝv���Ă������Č���Ɗm���Ɉ����f�b30000������
�r�����������炢���Ǝv���Ă���ׂ����̂�����̂�
���肪�Ƃ��B������������킩��Ȃ�����
>>65
�_�͎d���l����b�ɕ������炢�Ŏg�������ƂȂ��Ȃ�
���\�M���Ȃ���Ă������Ǒ��v���ȁH
>>66
���Ԑ̐F���ވȊO�ɍr���ׂ����������̂��A���c
>���X���̎���
�r���Ɏg����X���̓u���C�h20�{���炢�͂������B
20�{���炢�g���Ɛꂪ�����Ȃ��Ă��邯��
�^�J��A���~�͂܂��\�����邩��A�ǂ��Ŏ������Ă��邩
����Ƃ��낾�ȁE�E�E
>�ԗp�R���p�E���h
�h�������̃R���p�E���h�͌����܂��_�炩������
�u���C�h�����ʂɂ��悤���Ďg�����ɂ͌����Ȃ���B
����ς�_�C�������h�y�[�X�g���g���������������ƁE�E�E
�J�X�^�����[�J�[�ɂ���Ă͍Ō�̎d�グ��
�ԗp����������̃R���p�E���h���g���l������݂����B
���������������p�̃R���p�E���h��
�u���[�h��n���h���̎d�グ�Ɏg���Ă�B
�r���Ɏg����X���̓u���C�h20�{���炢�͂������B
20�{���炢�g���Ɛꂪ�����Ȃ��Ă��邯��
�^�J��A���~�͂܂��\�����邩��A�ǂ��Ŏ������Ă��邩
����Ƃ��낾�ȁE�E�E
>�ԗp�R���p�E���h
�h�������̃R���p�E���h�͌����܂��_�炩������
�u���C�h�����ʂɂ��悤���Ďg�����ɂ͌����Ȃ���B
����ς�_�C�������h�y�[�X�g���g���������������ƁE�E�E
�J�X�^�����[�J�[�ɂ���Ă͍Ō�̎d�グ��
�ԗp����������̃R���p�E���h���g���l������݂����B
���������������p�̃R���p�E���h��
�u���[�h��n���h���̎d�グ�Ɏg���Ă�B
69 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/11(��) 09:43:26.95 ID:t+ODMo7Y
>>68
���A����ȂɁI�c�{�T���̓S�H���r250����P��{�ڂŕЖʂւ����Ă��Ĕ��M�����Ȃ��Ă��܂�������
�S�z���������ǁA�g������̂ȂȂ��c
�����܂��_�炩�����Ă����̂́A�_���N�����݂�����Hv900���������Ƃ��ɒ[�Ɉ�ʓI�Ȍ�������
�_�炩���Ƃ������Ƃ��낤���H
���[�^�[���Ȃ����A��d�グ�Ɍ����Ȃ��̂͂��߂��ނ肽��
GC���_�C�������h���K�C����
���肪�Ƃ�
���A����ȂɁI�c�{�T���̓S�H���r250����P��{�ڂŕЖʂւ����Ă��Ĕ��M�����Ȃ��Ă��܂�������
�S�z���������ǁA�g������̂ȂȂ��c
�����܂��_�炩�����Ă����̂́A�_���N�����݂�����Hv900���������Ƃ��ɒ[�Ɉ�ʓI�Ȍ�������
�_�炩���Ƃ������Ƃ��낤���H
���[�^�[���Ȃ����A��d�グ�Ɍ����Ȃ��̂͂��߂��ނ肽��
GC���_�C�������h���K�C����
���肪�Ƃ�
70 �F�W�g�� ��NAiBHuyoBI �F2012/03/11(��) 16:00:09.15 ID:fwGSuyXP
���̂�������A�ԓ��L��������܂��B
���X���ɂ��Č�点���牄�X�Ƃ���ׂ葱����E��͋��^������ł����ˁB
�Ƃɂ������X���̊Ǘ��ɋC���g���Ă�������B
�E���X���ɕt��������̓}���ɐ^�J�u���V�ŗ��Ƃ��B
�E�����ĎK�т����Ȃ��B
�E���X�����m���ڐG���Ȃ��悤�ɕۊǂ���B
���ƁA�n���҂�"�؍퉹"���Ⴄ�ƌ����Ă܂�����B
�b��́u�������łĂA�����������v�̂悤�Ȃ��̂ł��傤�ˁB
���X���ɂ��Č�点���牄�X�Ƃ���ׂ葱����E��͋��^������ł����ˁB
�Ƃɂ������X���̊Ǘ��ɋC���g���Ă�������B
�E���X���ɕt��������̓}���ɐ^�J�u���V�ŗ��Ƃ��B
�E�����ĎK�т����Ȃ��B
�E���X�����m���ڐG���Ȃ��悤�ɕۊǂ���B
���ƁA�n���҂�"�؍퉹"���Ⴄ�ƌ����Ă܂�����B
�b��́u�������łĂA�����������v�̂悤�Ȃ��̂ł��傤�ˁB
71 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/11(��) 16:48:42.41 ID:aDUTUh+A
�^�J�u���V�͍r�ڂƒ��ڂ܂łɂ��Ƃ��ȁB���ڂ̃��X���ɐ^�J�u���V�Ȃg�����烄�X���̎����k�߂邾���B
���X���͎K�т����Ȃ��̂ƁA�K�`���K�`���Ԃ��Ȃ��̂͊�{����ˁB
�Ƃ͌����g���X���͎�ނƖ{���������̂ŁA�g���C�Ɍ��݂ɓ���Ēu���Ă邗
���X���͊�{�I�ɐn�����Ǝv���Ă�B�i�C�t���Ɠ�����
�g��������Ő�̎����͕ς�����ˁB
�؍퉹����ɓ`��銴�G���Ⴄ�̂͂悭�����邗
��{�I�Ɉ�ԑ�Ȃ͉̂��H�����m���ɌŒ肷�鎖�B
�r�r���l���Ɨ͂��������Ⴄ��������悭���Ȃ��B
>>71
���܂�C�ɂ������Ȃ����A����ȂɎ������k�ނ��̂Ȃ납�H
�Ƃ͌����g���X���͎�ނƖ{���������̂ŁA�g���C�Ɍ��݂ɓ���Ēu���Ă邗
���X���͊�{�I�ɐn�����Ǝv���Ă�B�i�C�t���Ɠ�����
�g��������Ő�̎����͕ς�����ˁB
�؍퉹����ɓ`��銴�G���Ⴄ�̂͂悭�����邗
��{�I�Ɉ�ԑ�Ȃ͉̂��H�����m���ɌŒ肷�鎖�B
�r�r���l���Ɨ͂��������Ⴄ��������悭���Ȃ��B
>>71
���܂�C�ɂ������Ȃ����A����ȂɎ������k�ނ��̂Ȃ납�H
73 �F�W�g�� ��NAiBHuyoBI �F2012/03/11(��) 19:25:19.45 ID:fwGSuyXP
���ڂ́A�������ɑ@�ׂł���B
�́A��b�������ĂȂ�����ɔ����āA���łԂ��Ă��܂������Ƃ�����܂��B
�V�[�X�i�C�t�̓}�C�J���^�ɑϐ��y�[�p�[���A�I�C���X�g�[��������ł��傤�ˁB
�t�H�[���_�[�͔M�������Ă���̔������������̂ŃZ���~�b�N���X�������������ł��B
�́A��b�������ĂȂ�����ɔ����āA���łԂ��Ă��܂������Ƃ�����܂��B
�V�[�X�i�C�t�̓}�C�J���^�ɑϐ��y�[�p�[���A�I�C���X�g�[��������ł��傤�ˁB
�t�H�[���_�[�͔M�������Ă���̔������������̂ŃZ���~�b�N���X�������������ł��B
74 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/11(��) 20:30:30.22 ID:fX/qrN9t
�X�e�����X���ނ̃��X�������̏ꍇ�A�؍���Ƃ��͕K�v�Ȃ����̂Ȃ́H
75 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/11(��) 20:33:01.51 ID:aDUTUh+A
>>72
> ���܂�C�ɂ������Ȃ����A����ȂɎ������k�ނ��̂Ȃ납�H
�S�R�Ⴄ�B�������X�������Օi�̂悤�Ɏg�p���Ă���l�͖��O�Ƃ��Ă��A�H��̓����H����ƂŐ^�J�u���V���g�p����l�̃��X����1�N���ƂɌ������Ă������ǁA�����e�i���X���Ȑl�͓������X����20�N�͎g�������Ă���ƌ����Ă��B���X�����[�J�͕�����Ȃ����ǂˁB
(�r�ڂ�����ڂ܂őS���g�p���Ă�)
> ���܂�C�ɂ������Ȃ����A����ȂɎ������k�ނ��̂Ȃ납�H
�S�R�Ⴄ�B�������X�������Օi�̂悤�Ɏg�p���Ă���l�͖��O�Ƃ��Ă��A�H��̓����H����ƂŐ^�J�u���V���g�p����l�̃��X����1�N���ƂɌ������Ă������ǁA�����e�i���X���Ȑl�͓������X����20�N�͎g�������Ă���ƌ����Ă��B���X�����[�J�͕�����Ȃ����ǂˁB
(�r�ڂ�����ڂ܂őS���g�p���Ă�)
76 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/11(��) 20:51:15.93 ID:g+Jk6ep6
>>71
���ڂ�����X���̑|���E�ڋl�܂����Ăǂ������ǂ���ł��傤���H
�A���~����S�A�|�A�X�e�����X���炢�܂ō���Ă��ł���
���ɃA���~��S���l�܂��ēG���܂���B
�K���e�[�v�Ńy�^�y�^���Ă���肫��Ȃ����A���Ƃ����ċl�܂����܂g����
�\���n��݂����ɂȂ��đ傫�ȏ��ɂȂ邵�E�E�E�B
���ڂ�����X���̑|���E�ڋl�܂����Ăǂ������ǂ���ł��傤���H
�A���~����S�A�|�A�X�e�����X���炢�܂ō���Ă��ł���
���ɃA���~��S���l�܂��ēG���܂���B
�K���e�[�v�Ńy�^�y�^���Ă���肫��Ȃ����A���Ƃ����ċl�܂����܂g����
�\���n��݂����ɂȂ��đ傫�ȏ��ɂȂ邵�E�E�E�B
>>74
���ʂɍ�镪�ɂ͐؍���͕K�v�Ȃ����ƁB
�����č��Ȃ��E�E�E
>>75
������Ă납�H
>>76
�_�炩���A���~�Ŗڂɉ����ē˂����Ǝ����B
���ʂɍ�镪�ɂ͐؍���͕K�v�Ȃ����ƁB
�����č��Ȃ��E�E�E
>>75
������Ă납�H
>>76
�_�炩���A���~�Ŗڂɉ����ē˂����Ǝ����B
>>76
������̓��X���̔Ԗڂɂ�����炸�A���Ȃ炸���������ǂ���B
���X���ɖڋl�܂肪�o�Ă����猤����X�v���[�Ő����B���Ƃ̓p�[�c�N���[�i�[(�E����)�ȂǂŃL���C�ɂ���B����ł����Ȃ��Ă��t�����|�ނȂǂ͖؍ނ����X����������Ǝ���B
�x�e�����̐E�l����͎�ނ̈Ⴄ��p�؍ނ𐔎�ގ����Ă��āA���X���ɋl�܂����|�ގ�ȂǂŖ؍ނ̎�ނ�ς��ă����e�i���X���Ă܂����B
�؍ނŏĂ��t���|�ނ���ꂽ�珁�����Ȃǂŕی삵�Ă܂����B
���������Ă��炢�g�p���Ă����́uWD-40�v�uCRC-556�v�uSAL�v�ł��B
������̓��X���̔Ԗڂɂ�����炸�A���Ȃ炸���������ǂ���B
���X���ɖڋl�܂肪�o�Ă����猤����X�v���[�Ő����B���Ƃ̓p�[�c�N���[�i�[(�E����)�ȂǂŃL���C�ɂ���B����ł����Ȃ��Ă��t�����|�ނȂǂ͖؍ނ����X����������Ǝ���B
�x�e�����̐E�l����͎�ނ̈Ⴄ��p�؍ނ𐔎�ގ����Ă��āA���X���ɋl�܂����|�ގ�ȂǂŖ؍ނ̎�ނ�ς��ă����e�i���X���Ă܂����B
�؍ނŏĂ��t���|�ނ���ꂽ�珁�����Ȃǂŕی삵�Ă܂����B
���������Ă��炢�g�p���Ă����́uWD-40�v�uCRC-556�v�uSAL�v�ł��B
79 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/12(��) 02:16:12.94 ID:2ysHvOA4
>>77-78
���肪�Ƃ��������܂��B
�l���Ă݂�Δ�r�I�_�炩�������⊈���̍���������
�Ò��݂����ɂȂ��Ă��܂��̂�������܂���ˁB
�A���~�͎����Ă݂���ł����A�����ڂ��ׂ���
(�o���[�x#6��)�̂Ŗ������ۂ��ł��E�E�E�B
���肪�Ƃ��������܂��B
�l���Ă݂�Δ�r�I�_�炩�������⊈���̍���������
�Ò��݂����ɂȂ��Ă��܂��̂�������܂���ˁB
�A���~�͎����Ă݂���ł����A�����ڂ��ׂ���
(�o���[�x#6��)�̂Ŗ������ۂ��ł��E�E�E�B
�`���[�N�͎����Č����H�����͐F���˂ɂ͎g���Ă�B
81 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/12(��) 02:23:41.56 ID:2ysHvOA4
�c�{�T���̃u���C�g900�g���Ă݂Ȃ�B
���Ȃ��Ƃ��S�A�X�e������ɂ͖ڋl�܂肵�Ȃ�����B
�������X�����Ƃ�����Ƃ��������lj��l�͂���B
���Ȃ��Ƃ��S�A�X�e������ɂ͖ڋl�܂肵�Ȃ�����B
�������X�����Ƃ�����Ƃ��������lj��l�͂���B
>79
���X�Ƀ_�}�ɂȂ��ĕt���Ă�J�X�Ȃ�
�j��r���j�̐�œ˂����Ď�邯�ǁB
�_�炩�������͓͗��ꂷ����Ƌl��₷����ȁB
�͔����č��̂������̂�������Ȃ��B
���X�Ƀ_�}�ɂȂ��ĕt���Ă�J�X�Ȃ�
�j��r���j�̐�œ˂����Ď�邯�ǁB
�_�炩�������͓͗��ꂷ����Ƌl��₷����ȁB
�͔����č��̂������̂�������Ȃ��B
�j�R���\���̃X�[�p�[�V���[��
�ڋl�܂肵�ɂ������Ȃ�
�ڋl�܂肵�ɂ������Ȃ�
85 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/14(��) 17:01:29.61 ID:SMaEQ5Wk
���X�[�p�[�V���[
�L�蓾�Ȃ����炢��������
�L�蓾�Ȃ����炢��������
�m���ɂ�
�������Ă�̂́A12�N�g���Ă�B
�悭���̂́A�j�R���\���̃Z�J���h�J�b�g���Č����̂�
���邪��
�������Ă�̂́A12�N�g���Ă�B
�悭���̂́A�j�R���\���̃Z�J���h�J�b�g���Č����̂�
���邪��
87 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/15(��) 22:00:42.77 ID:sjB8CIs9
A5083���ăn���h���ނɂ�������p�ɑς��邾�낤��
�A���~�͖{�̂������댯���������߂��ق������������H
�~�f��Ŏg���Ȃ��Ȃ邾�낤���ǁA���H���₷�������������x��������Ă��ƂŁB
20�`30cm�̂ɂ��čl���Ă�
�A���~�͖{�̂������댯���������߂��ق������������H
�~�f��Ŏg���Ȃ��Ȃ邾�낤���ǁA���H���₷�������������x��������Ă��ƂŁB
20�`30cm�̂ɂ��čl���Ă�
88 �F�W�g�� ��NAiBHuyoBI �F2012/03/16(��) 00:31:05.29 ID:KRLxGd2U
>87
�}�C�N���e�b�N�̃t�H�[���_�[�ȂǂɎg���Ă܂���A�A���~�����B
��M�����^�ŋ��x�ƑϐH���ɗD�ꂽA5085�Ȃ���Ȃ��Ƒz���܂��B
�ŋ߂̓A���}�C�g�L�b�g�Ȃǂ��o�C�N�p�i�X�ɂ��܂����A�\�ʏ����Ō���
�o���̂��ʔ����Ƒz���܂��B
���o�ɂ͋C�����Ă��������ˁB
�}�C�N���e�b�N�̃t�H�[���_�[�ȂǂɎg���Ă܂���A�A���~�����B
��M�����^�ŋ��x�ƑϐH���ɗD�ꂽA5085�Ȃ���Ȃ��Ƒz���܂��B
�ŋ߂̓A���}�C�g�L�b�g�Ȃǂ��o�C�N�p�i�X�ɂ��܂����A�\�ʏ����Ō���
�o���̂��ʔ����Ƒz���܂��B
���o�ɂ͋C�����Ă��������ˁB
89 �F���P����Free Tibet ��yl213OWCWU �F2012/03/16(��) 00:38:58.93 ID:a7Nzv+Q+ BE:147420083-2BP(3200)
>>88
>�A���}�C�g�L�b�g
ttp://homepage3.nifty.com/monkeymagic/la001.htm
���������z���B�A���}�C�g���H�͋Ǝ҂ɏo���Ȃ��Ƃ����Ȃ��Ǝv���Ă����̂ŁA���ǂ낫�B
�ǂ��������肪�Ƃ��������܂��B
���܂���A���}�C�g���H���͂����ǂ���͖������̂��B
>�A���}�C�g�L�b�g
ttp://homepage3.nifty.com/monkeymagic/la001.htm
���������z���B�A���}�C�g���H�͋Ǝ҂ɏo���Ȃ��Ƃ����Ȃ��Ǝv���Ă����̂ŁA���ǂ낫�B
�ǂ��������肪�Ƃ��������܂��B
���܂���A���}�C�g���H���͂����ǂ���͖������̂��B
90 �F���P����Free Tibet ��yl213OWCWU �F2012/03/16(��) 00:40:14.49 ID:a7Nzv+Q+ BE:73710162-2BP(3200)
91 �F�W�g�� ��NAiBHuyoBI �F2012/03/16(��) 17:54:19.67 ID:KRLxGd2U
>>89
�A���~�͎�ɓ���₷���̂ŁA�y�[�p�[�i�C�t�ȂǂƂ��Ď�y��
�y���߂�̂ł͂Ȃ��ł��傤���B
�A���}�C�g���l�ŏo����ƁA�傫�Ȑݔ������ĂȂ����X�ł�
�\���̕������Ȃ�傫���Ȃ�܂���ˁB
�����X�����H�Ȃǂ̎���H�ɂ��傫�ȕ��o�Ȃ炻��قNJ뜜���邱�Ƃł�
����܂��A�n�ڂ̉��i�q���[���j��T���h�u���X�g�����̔����q���o��
���Ȃ�댯�ł��̂ŁA�K���h�o�}�X�N�����ĕ��o��h���ł��������B
�o�x�̂Ȃ��ł��A���~�x�ƌ�����A���~�j�E�����o�̋z���������̐o�x��
�i�s�������A���N�Ԓ��x�Ōċz����A����ɂ�����܂��B
�A���~�͎�ɓ���₷���̂ŁA�y�[�p�[�i�C�t�ȂǂƂ��Ď�y��
�y���߂�̂ł͂Ȃ��ł��傤���B
�A���}�C�g���l�ŏo����ƁA�傫�Ȑݔ������ĂȂ����X�ł�
�\���̕������Ȃ�傫���Ȃ�܂���ˁB
�����X�����H�Ȃǂ̎���H�ɂ��傫�ȕ��o�Ȃ炻��قNJ뜜���邱�Ƃł�
����܂��A�n�ڂ̉��i�q���[���j��T���h�u���X�g�����̔����q���o��
���Ȃ�댯�ł��̂ŁA�K���h�o�}�X�N�����ĕ��o��h���ł��������B
�o�x�̂Ȃ��ł��A���~�x�ƌ�����A���~�j�E�����o�̋z���������̐o�x��
�i�s�������A���N�Ԓ��x�Ōċz����A����ɂ�����܂��B
92 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/16(��) 18:46:51.15 ID:Sp6jv5FQ
�ւ��c�A���}�C�g���B�v����ɃA�����_���ŁA����ꖇ�Ƃ͂��������d����
���Ƃ��̓n���h�����`��ǂԒЂ��c���Ɩ{�̂����H����C�����邵�A�G�|�L�V�ڒ��܂����ꂽ�肵�Ȃ����낤���H
�t�H���_�[���Ɩ��Ȃ��낤���ǁc���̔����{���g�ň�x�߂Đ��`���āA�o�����Ă��ꂩ��H
���ꂾ�ƃ{���g��鎞�ɏ����t���B�g���Ă邤���ɂ��Ȃ�܂��������i�K�ŏ����̂͂��₵��
�ǂ�����������낤�c
���Ƃ��̓n���h�����`��ǂԒЂ��c���Ɩ{�̂����H����C�����邵�A�G�|�L�V�ڒ��܂����ꂽ�肵�Ȃ����낤���H
�t�H���_�[���Ɩ��Ȃ��낤���ǁc���̔����{���g�ň�x�߂Đ��`���āA�o�����Ă��ꂩ��H
���ꂾ�ƃ{���g��鎞�ɏ����t���B�g���Ă邤���ɂ��Ȃ�܂��������i�K�ŏ����̂͂��₵��
�ǂ�����������낤�c
93 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/16(��) 20:03:45.73 ID:L0iJaKEV
�}�X�L���O�e�[�v�ƕM�ʼn��Ƃ��Ȃ��ˁH
�L���͍U�߂Â炢���ǁB
�L���͍U�߂Â炢���ǁB
95 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/17(�y) 23:19:36.99 ID:0MOghOLi
�w�i�����
96 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/18(��) 05:16:45.47 ID:6DprQe9E
�F�l�A�|�ނ�M����Ƃ��͉����g�p���Ă܂����H
97 �F�W�g�� ��NAiBHuyoBI �F2012/03/18(��) 11:53:12.06 ID:6u+DQhFd
>>94
��܂��H�@R2
>>96
�q�[�g�K���֗��ł��B
�J�Z�b�g�o�[�i�[�����\�g���܂��B
���߂�Ȃ炨���ł����ł����A�n�����Ȃ�A�Z�`�����B
�M����Ƃ����Ă��A�グ�������x�ƃ��[�N�̃T�C�Y�ɂ���Ď�@�͗l�X�ł��B
��܂��H�@R2
>>96
�q�[�g�K���֗��ł��B
�J�Z�b�g�o�[�i�[�����\�g���܂��B
���߂�Ȃ炨���ł����ł����A�n�����Ȃ�A�Z�`�����B
�M����Ƃ����Ă��A�グ�������x�ƃ��[�N�̃T�C�Y�ɂ���Ď�@�͗l�X�ł��B
>97
�����A���Ȃ�D�G��ˁB
�R���̐n�̕������o�C�X�ŋ���ŁA�\�߂S�Ɋ�����
�|���ׂ�����A����ւ��Œ|�Ђ��ɂ������ǁA�n�������ǂ��A
�������Ȃ������B
�u�̓�����͒b���̐n���ɋ߂��Ǝv���B
�傫���C������Ƃ��́A�g�̕��������X���ŏC���ł���̂�
�ǂ��_�ł���B
>98
���蕨�ł��������A�g������G�G�B
����킯�ł������A�K�^�K�^�ɂȂ�܂Ŏg�����Ȃ�
�����A���Ȃ�D�G��ˁB
�R���̐n�̕������o�C�X�ŋ���ŁA�\�߂S�Ɋ�����
�|���ׂ�����A����ւ��Œ|�Ђ��ɂ������ǁA�n�������ǂ��A
�������Ȃ������B
�u�̓�����͒b���̐n���ɋ߂��Ǝv���B
�傫���C������Ƃ��́A�g�̕��������X���ŏC���ł���̂�
�ǂ��_�ł���B
>98
���蕨�ł��������A�g������G�G�B
����킯�ł������A�K�^�K�^�ɂȂ�܂Ŏg�����Ȃ�
����Ƃ��Ďg������A���������̂����肾��ȁB
���X���ŏC��������Ă͍̂������Ȃ�
����̔���͂����������A�m���ɍ����ȁB
���X���ŏC��������Ă͍̂������Ȃ�
����̔���͂����������A�m���ɍ����ȁB
�R���̔�́A�J�E��X�̐ϑw�̍ގ��Ɠ������A�߂����m��
�v���B
�L�Ƃ����Ƃ��A�~���[�ɂ��Ă��Ӗ��������̂�
�������Ƃ�ł�
�ϑw�₩�炴��������ŃG�G���ǁA�S�|�Ȃ�
���������킯�ɂ̓C�J����Ȃ�
����A���̍|�ރG�G��A���ۂ�
�v���B
�L�Ƃ����Ƃ��A�~���[�ɂ��Ă��Ӗ��������̂�
�������Ƃ�ł�
�ϑw�₩�炴��������ŃG�G���ǁA�S�|�Ȃ�
���������킯�ɂ̓C�J����Ȃ�
����A���̍|�ރG�G��A���ۂ�
102 �F���P����Free Tibet ��yl213OWCWU �F2012/03/18(��) 23:56:41.41 ID:xa5RE5Gw BE:184275656-2BP(3200)
>>96
�R�[�N�X
���Y
�_�f�v���p���o�[�i�[
�J�Z�b�g�g�[�`(�����Η͋����Ă����j
ttp://www.monotaro.com/g/00242841/
�q�[�g�K��
�R�[�N�X
���Y
�_�f�v���p���o�[�i�[
�J�Z�b�g�g�[�`(�����Η͋����Ă����j
ttp://www.monotaro.com/g/00242841/
�q�[�g�K��
103 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/22(��) 08:41:12.37 ID:RYLRCpqS
�K���R�[�g�ŃR�[�e�B���O���������ǁA
���n�̃T���h�u���X�g�����������ő�p�ł��Ȃ����낤���H
�������Ƃ���Ȏ����Ȃ��Ă����v�݂��������ǁB
���̂Ƃ���A�u�̕��ƃ����[�^�[�ŏ��Ղ����悤�Ǝv���Ă�̂ł����B
�[����������ƍ��邩��A�w�ł�����ق��������̂��ȁE�E�E
���n�̃T���h�u���X�g�����������ő�p�ł��Ȃ����낤���H
�������Ƃ���Ȏ����Ȃ��Ă����v�݂��������ǁB
���̂Ƃ���A�u�̕��ƃ����[�^�[�ŏ��Ղ����悤�Ǝv���Ă�̂ł����B
�[����������ƍ��邩��A�w�ł�����ق��������̂��ȁE�E�E
104 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/22(��) 10:48:32.99 ID:RYLRCpqS
�ꉞ�n�C�X�|�ł�낤�Ǝv���Ă���̂ŏĂ��߂�͂��Ȃ��͂��E�E�E
�ł�154CM�Ƃ��ł��x�A�����O�̎���ŔM�������Č������A
Mo�AV���͂����Ă�X�e�����X�Ȃ�Đ����x���炢���v�Ȃ̂��ȁB
�ł�154CM�Ƃ��ł��x�A�����O�̎���ŔM�������Č������A
Mo�AV���͂����Ă�X�e�����X�Ȃ�Đ����x���炢���v�Ȃ̂��ȁB
105 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/22(��) 14:52:10.07 ID:M16wnqgD
�z���C�g���^���Őn�����邩�ȁc�c
106 �F�W�g�� ��NAiBHuyoBI �F2012/03/22(��) 16:15:57.35 ID:chubthM0
>>103
�T���h�u���X�g�����͋�C���ŁA�������A�K���X�r�[�Y�A�S���Ȃǂ�
�����t���邱�Ƃŕ\�ʂ̉����疌�𐁂�����A�ׂ��ȏ���������
�O�ʃ}�b�g�Ɏd�グ�鏈���ł��B
�h����\�ʏ����̐H�����E�m�����悭�Ȃ�̂ʼn��n�����Ƃ��Ďg���܂��B
�����悤�ȖړI�̏����ɂ͎_��i����j������܂��B
�f�R�{�R���������Ȃ烊���[�^�[�Œn���ɓ˂������A�V���b�g�s�[�j���O
�ł��ˁB
�n���͏Ă��߂��̉��x�ȏ�ɏグ�Ȃ���ΏĂ����߂邱�Ƃ͂���܂���B
�K���R�[�g��170�x��60���̏ĕt���A�S�R���Ȃ��ł��B
�i���̓h���̗ނ͓d�������̂���|�ވȊO�g���܂���B�j
�T���h�u���X�g�����͋�C���ŁA�������A�K���X�r�[�Y�A�S���Ȃǂ�
�����t���邱�Ƃŕ\�ʂ̉����疌�𐁂�����A�ׂ��ȏ���������
�O�ʃ}�b�g�Ɏd�グ�鏈���ł��B
�h����\�ʏ����̐H�����E�m�����悭�Ȃ�̂ʼn��n�����Ƃ��Ďg���܂��B
�����悤�ȖړI�̏����ɂ͎_��i����j������܂��B
�f�R�{�R���������Ȃ烊���[�^�[�Œn���ɓ˂������A�V���b�g�s�[�j���O
�ł��ˁB
�n���͏Ă��߂��̉��x�ȏ�ɏグ�Ȃ���ΏĂ����߂邱�Ƃ͂���܂���B
�K���R�[�g��170�x��60���̏ĕt���A�S�R���Ȃ��ł��B
�i���̓h���̗ނ͓d�������̂���|�ވȊO�g���܂���B�j
107 �F�W�g�� ��NAiBHuyoBI �F2012/03/22(��) 16:26:05.28 ID:chubthM0
>>105
200���O��ŗn������͖̂��͂ł����A��͂�y�[�p�[�i�C�t�ł��ˁB
�^�����ė������݁A���`���������߂ΊȒP�Ɍ��o�A��y��
�y���߂�Ǝv���܂��A�悢�̂ł͂Ȃ��ł��傤���B
�����悤�ɒ�������Ȃ�������͂ł��B
����A���������d���ł���B
200���O��ŗn������͖̂��͂ł����A��͂�y�[�p�[�i�C�t�ł��ˁB
�^�����ė������݁A���`���������߂ΊȒP�Ɍ��o�A��y��
�y���߂�Ǝv���܂��A�悢�̂ł͂Ȃ��ł��傤���B
�����悤�ɒ�������Ȃ�������͂ł��B
����A���������d���ł���B
108 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/22(��) 23:16:23.79 ID:UD1h1Kke
�x�x���X�g�b�v�̌`��ɂ��Ď���ł����A
R��t�������Ɗp�̂܂܂̕��Ƃ̋��x�̍��́A���ۂɂ͂ǂ̒��x�Ȃ�ł��傤���H
�u�p�ɉ��͂��������j���̌����ɂȂ�v�Ƃ̂��Ƃ����ǁA�����܂Ō����ȍ��������ł��傤���B
R��t�������Ɗp�̂܂܂̕��Ƃ̋��x�̍��́A���ۂɂ͂ǂ̒��x�Ȃ�ł��傤���H
�u�p�ɉ��͂��������j���̌����ɂȂ�v�Ƃ̂��Ƃ����ǁA�����܂Ō����ȍ��������ł��傤���B
109 �F�W�g�� ��NAiBHuyoBI �F2012/03/23(��) 00:41:36.48 ID:/uVWHBWt
>>108
�܂��A������͊m���ɂ����ł����ǁA�����Ő܂ꂽ�����������Ƃ͂���܂���ˁB
http://lh3.ggpht.com/-wRRt-kC8nxM/TlDxrRDZhGI/AAAAAAAAA4k/WHZPOZBleKM/s512/DSC_0358.jpg
�}�X�v���ł̓x�x���ɃA�[�������Ď�������@�ō�邱�Ƃ�����̂ŁA
�����������オ��̃A�[�������J�X�^���̕t�����l�Ƃ̍l����������܂����E�E
�����͂��ꂼ����l�̍l�����Ɠs��������킯�ł����A���ہA���̕������Ӑ}�I��
�j�悤�Ƃ��ĉ����牞�͂����Ȃ���ΐ܂����̂ł͂���܂����B
�܂��A������͊m���ɂ����ł����ǁA�����Ő܂ꂽ�����������Ƃ͂���܂���ˁB
http://lh3.ggpht.com/-wRRt-kC8nxM/TlDxrRDZhGI/AAAAAAAAA4k/WHZPOZBleKM/s512/DSC_0358.jpg
{kind=link}
�}�X�v���ł̓x�x���ɃA�[�������Ď�������@�ō�邱�Ƃ�����̂ŁA
�����������オ��̃A�[�������J�X�^���̕t�����l�Ƃ̍l����������܂����E�E
�����͂��ꂼ����l�̍l�����Ɠs��������킯�ł����A���ہA���̕������Ӑ}�I��
�j�悤�Ƃ��ĉ����牞�͂����Ȃ���ΐ܂����̂ł͂���܂����B
110 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/23(��) 00:52:38.27 ID:m5OETJms
>>108
���́@�}3�@�ȉ~�^�،����̏ꍇ�@�̂������ɕ�����₷���������ڂ��Ă��B
http://ms-laboratory.jp/strength/conc/concen.htm
���́@�}3�@�ȉ~�^�،����̏ꍇ�@�̂������ɕ�����₷���������ڂ��Ă��B
http://ms-laboratory.jp/strength/conc/concen.htm
111 �F���P����Free Tibet ��yl213OWCWU �F2012/03/23(��) 01:07:46.79 ID:KpHq2N3q BE:73710926-2BP(3200)
�x�x���̉��͏W���Ŗ��ɂȂ�͔̂M�����̎����Ǝ����͕��������ǁB
�M�����܂ł��܂������Ă���A�l�Ԃ̗͂Ŏg����ł͂��܂�W�����ƁB
�M�����܂ł��܂������Ă���A�l�Ԃ̗͂Ŏg����ł͂��܂�W�����ƁB
112 �F�W�g�� ��NAiBHuyoBI �F2012/03/23(��) 17:22:06.13 ID:/uVWHBWt
*�h�o�}�X�N���p�̂��肢
�o�x�����ɐ��N�O�Ђ�������A���炽�߂Č���������x�C��ł����B
�o�x�������Ƃ����x�a�͔�t�ɂĎ��Õs�A���[�X �U�� �f�X�i�����ň��j��
������قǂɎc���ȍŌ�������邱�ƂɂȂ�܂��B
�����āA��Ǝ��ԂɊW�Ȃ��A�o�x�ɂȂ�̎��̐l�͊ȒP�ɜ늳���Ă��܂��܂��B
�i�C�t���C�L���O����ђb��E�n�������Ƃɂ����ĕ��o�\�I�̊댯������������
�E�n�ڂ̉��i�q���[���j
�E�T���h�u���X�g
�E�R�[�N�X�̔R�ăK�X
�E�X�^�b�O�A�{�[���Ȃǂ̗L�@���o�A�i�Ƃ��ɊL�k���댯�ƕ����܂��B�j
�EG10�Ȃǂ̃K���X�G�|�L�V����
����ȊO�ɂ����o�̕�����Ƃ̍ۂɂ́A��ɍ��ƌ��莎����ʂ����h�o�}�X�N��
���p���������B
�o�x�����ɐ��N�O�Ђ�������A���炽�߂Č���������x�C��ł����B
�o�x�������Ƃ����x�a�͔�t�ɂĎ��Õs�A���[�X �U�� �f�X�i�����ň��j��
������قǂɎc���ȍŌ�������邱�ƂɂȂ�܂��B
�����āA��Ǝ��ԂɊW�Ȃ��A�o�x�ɂȂ�̎��̐l�͊ȒP�ɜ늳���Ă��܂��܂��B
�i�C�t���C�L���O����ђb��E�n�������Ƃɂ����ĕ��o�\�I�̊댯������������
�E�n�ڂ̉��i�q���[���j
�E�T���h�u���X�g
�E�R�[�N�X�̔R�ăK�X
�E�X�^�b�O�A�{�[���Ȃǂ̗L�@���o�A�i�Ƃ��ɊL�k���댯�ƕ����܂��B�j
�EG10�Ȃǂ̃K���X�G�|�L�V����
����ȊO�ɂ����o�̕�����Ƃ̍ۂɂ́A��ɍ��ƌ��莎����ʂ����h�o�}�X�N��
���p���������B
�x���Ȃ�܂�����
�F����A���肪�Ƃ��������܂��B
�g���āA�����ł��J��Ԃ��Ă���ƁA�ǂ����������ɂ���R���C�ɂȂ��Ă��܂��āB
�������肵�Ă���Ɨ]�v�ɁB����ŁA�����ō���āA�����Ŏg���āA�����Ō�����
������A��肪�����Ȃ畽���X���ō���āA���̂܂ܔM�����O�̌����ł��\��Ȃ�
���ȂƎv������ł��B
�M�������̖��ł����A�Ƃ肠������{�A�M�����ɏo���Ă݂܂��B
>>112
���g�̂̂ق��A���厖�ɁB
�F����A���肪�Ƃ��������܂��B
�g���āA�����ł��J��Ԃ��Ă���ƁA�ǂ����������ɂ���R���C�ɂȂ��Ă��܂��āB
�������肵�Ă���Ɨ]�v�ɁB����ŁA�����ō���āA�����Ŏg���āA�����Ō�����
������A��肪�����Ȃ畽���X���ō���āA���̂܂ܔM�����O�̌����ł��\��Ȃ�
���ȂƎv������ł��B
�M�������̖��ł����A�Ƃ肠������{�A�M�����ɏo���Ă݂܂��B
>>112
���g�̂̂ق��A���厖�ɁB
114 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/24(�y) 18:01:18.09 ID:fWqI1Lzo
���ƃX�e���̊��S�O�w�Ńi�C�t����Ă��ł���
�Ă�����O�̐��`���Ăǂ��܂ł���ėǂ���ł����H
�S�|�Ȃ班�����݂��c���ău���[�h���炵������
����̏ꍇ�����߂�����Ă�����Őn���g�ł�
�S������ĂȂ�������x�x���ŋ�J���邾�낤���c�c
�Ă�����O�̐��`���Ăǂ��܂ł���ėǂ���ł����H
�S�|�Ȃ班�����݂��c���ău���[�h���炵������
����̏ꍇ�����߂�����Ă�����Őn���g�ł�
�S������ĂȂ�������x�x���ŋ�J���邾�낤���c�c
115 �F�W�g�� ��NAiBHuyoBI �F2012/03/24(�y) 20:05:01.18 ID:MROXSZOJ
>>114
�n��0.5mm�`1mm�c���A�\�����ꂼ��30�x�̊p�x�ō���āi���킹��60�x�j�A�c����
�o���������������B
���ꂩ��Y�f�|�̃X�e�����X�N���b�h�ނ̏ꍇ�A�c���Ɣ���̖c�����̍����傫��
�c�͎d���̖������̂ł��B
�@���܂��傤�B
�n��0.5mm�`1mm�c���A�\�����ꂼ��30�x�̊p�x�ō���āi���킹��60�x�j�A�c����
�o���������������B
���ꂩ��Y�f�|�̃X�e�����X�N���b�h�ނ̏ꍇ�A�c���Ɣ���̖c�����̍����傫��
�c�͎d���̖������̂ł��B
�@���܂��傤�B
116 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/24(�y) 20:17:18.19 ID:nash1Vxo
>>115
SK5�̃g���}�X�������Ǝv���Ă��ł����W�g�� ����I�ɂ�sk�T���đf�ނ͂ǂ��v���܂����H
SK5�̃g���}�X�������Ǝv���Ă��ł����W�g�� ����I�ɂ�sk�T���đf�ނ͂ǂ��v���܂����H
117 �F���O�ȃJ�b�^�[(�m�́M)�F2012/03/24(�y) 20:32:01.24 ID:fWqI1Lzo
118 �F�W�g�� ��NAiBHuyoBI �F2012/03/24(�y) 21:26:03.07 ID:MROXSZOJ
>>116
�f�ނƂ��ẮA�n���p�|�ނ̕K�v�������\���������Ă���|�ނ��Ǝv���܂��B
�悭��܂����A�u��I�Ȃ������₷�������͂ł��B
������O�ł����A�T�r�܂����ǂˁB
�X�e�����X�|�͌��X�s���S�ȕ��A�n���|�Ƃ��Ďg���ꍇ�A�����S�̏��x�A���A���^���Y����
����������ō��������A�|�ނ̃O���[�h�ɂ�鉿�i�Ό��ʂ��ƂĂ��傫���̂ł����A
�Y�f�H�Ƃ����̂͂�����x�������ꂽ�ޗ��Ȃ̂ŁA���i�Ɛ��\�̍������Ȃ���ł���B
�����A�ǂ����Ă����͒Y�f�|�ۛ��ł�����ˁB
�����̂Ƃ���܂�����ł̃A�h�o�C�X�Ƃ����Ă��������B
�f�ނƂ��ẮA�n���p�|�ނ̕K�v�������\���������Ă���|�ނ��Ǝv���܂��B
�悭��܂����A�u��I�Ȃ������₷�������͂ł��B
������O�ł����A�T�r�܂����ǂˁB
�X�e�����X�|�͌��X�s���S�ȕ��A�n���|�Ƃ��Ďg���ꍇ�A�����S�̏��x�A���A���^���Y����
����������ō��������A�|�ނ̃O���[�h�ɂ�鉿�i�Ό��ʂ��ƂĂ��傫���̂ł����A
�Y�f�H�Ƃ����̂͂�����x�������ꂽ�ޗ��Ȃ̂ŁA���i�Ɛ��\�̍������Ȃ���ł���B
�����A�ǂ����Ă����͒Y�f�|�ۛ��ł�����ˁB
�����̂Ƃ���܂�����ł̃A�h�o�C�X�Ƃ����Ă��������B
119 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/03(��) 20:51:10.21 ID:IYh6KGSU
�������[�h��ʂ��錊�����{���g���g���Ă݂��l���܂���?
�n���h�����ɂ����Ƃ͎v���܂������x���S�z�ł�
�n���h�����ɂ����Ƃ͎v���܂������x���S�z�ł�
120 �F�W�g�� ��NAiBHuyoBI �F2012/04/04(��) 12:03:24.10 ID:Bj6AQyyl
>>119
�A�C�i�b�g�E�A�C�{���g�̂悤�Ȃ��̂ł����H
http://image.alibaba.co.jp/img/product/10/87/58/95/108758957.jpg?tt=1332255024000
�A�C�i�b�g�E�A�C�{���g�̂悤�Ȃ��̂ł����H
http://image.alibaba.co.jp/img/product/10/87/58/95/108758957.jpg?tt=1332255024000
{kind=link}
121 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/06(��) 03:41:42.52 ID:FbmmH3fD
>>120
�x���X���炩���t���炸�ł���
�葄���Ɏg����Busse�̃n���h�����݂����Ȃ��̂ł�
�u���[�h8�C���`�A�n���h��7�C���`��z�����Ă��܂���
���̍ۃ������[�h�z�[�����n���h����[�łȂ��O���ɂ����Ȃ����ƍl���Ă��܂�
�n���h���ނ�6�C���`�A���Ԃ��`���C���ɂ��ăK�[�h�͂��Ȃ��`�ł�
�Ȃ��������[�h�͏펞���Ă�Ǝז��Ɋ�����̂ŕ��i�͎g���Ă��܂���
�x���X���炩���t���炸�ł���
�葄���Ɏg����Busse�̃n���h�����݂����Ȃ��̂ł�
�u���[�h8�C���`�A�n���h��7�C���`��z�����Ă��܂���
���̍ۃ������[�h�z�[�����n���h����[�łȂ��O���ɂ����Ȃ����ƍl���Ă��܂�
�n���h���ނ�6�C���`�A���Ԃ��`���C���ɂ��ăK�[�h�͂��Ȃ��`�ł�
�Ȃ��������[�h�͏펞���Ă�Ǝז��Ɋ�����̂ŕ��i�͎g���Ă��܂���
122 �F�W�g�� ��NAiBHuyoBI �F2012/04/06(��) 16:01:31.15 ID:H/hjfRM8
>>121
Busse Combat�̂���́E�E�{���g�Ȃ�ł��傤���ˁ`�H
���̓p�C�v���|���`�̂悤�Ȃ��̂ōL���ăJ�V���Ă�̂��Ƃ������Ă܂����B
��`�@���͎g�������ƂȂ��ł����A�����}�b�V�u�ȗp�r��z�肵������̃i�C�t��
���O�Ȃ̂ŋ��x�Ȃǂ͂����������˂܂��B
�N���g�������Ƃ���l��Ԃ�낵�����肢���܂��B
Busse Combat�̂���́E�E�{���g�Ȃ�ł��傤���ˁ`�H
���̓p�C�v���|���`�̂悤�Ȃ��̂ōL���ăJ�V���Ă�̂��Ƃ������Ă܂����B
��`�@���͎g�������ƂȂ��ł����A�����}�b�V�u�ȗp�r��z�肵������̃i�C�t��
���O�Ȃ̂ŋ��x�Ȃǂ͂����������˂܂��B
�N���g�������Ƃ���l��Ԃ�낵�����肢���܂��B
��ʂ̃~���l�W�Ō������̃o�[�Y�A�C�����Ƃ���
����4�~���Ɖ��肵����A�{���g��M6�ɂ�����A
�l�W�̒J�̓�����0.8�~�������狭�x�I�Ƀ����Ȃ�ŁA
M8�Ƃ���B����ƁA�i�b�g�͊O�a11�~���ɐݒ肷��B
�傫���āA�_�T�����邩��A
8�~5���炢�̃p�C�v��ʂ��ăn���h�����Ɛڒ����낗
����4�~���Ɖ��肵����A�{���g��M6�ɂ�����A
�l�W�̒J�̓�����0.8�~�������狭�x�I�Ƀ����Ȃ�ŁA
M8�Ƃ���B����ƁA�i�b�g�͊O�a11�~���ɐݒ肷��B
�傫���āA�_�T�����邩��A
8�~5���炢�̃p�C�v��ʂ��ăn���h�����Ɛڒ����낗
���A�Ԉ�����B
�l�W�̒J��0.6�ₗ
�l�W�̒J��0.6�ₗ
125 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/16(��) 10:08:37.89 ID:J0TRvIAS
���ς�炸�F���͊���������
�Ȃ�ł���Ȃɏォ��ڐ��̌����������ł��Ȃ��낤��
�܂�F�������w�Z�̋��t�Ȃ�āA���F����Ȃ���
�Ȃ�ł���Ȃɏォ��ڐ��̌����������ł��Ȃ��낤��
�܂�F�������w�Z�̋��t�Ȃ�āA���F����Ȃ���
126 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/16(��) 18:19:00.16 ID:/DXeiwBj
������X�g���C�J�[�ɂ���܂�邩�炻���������͎v���Ă�����Ȃ��ق�������
127 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/16(��) 18:44:46.50 ID:5Rvzt4Hc
�������������B
���͓s���ݏZ�ł�����Ńi�C�t�ł������̂ł��������ō���w�����Ȃ����Ă���
�H�[�I�ȂƂ��날��܂����H�M�����ʼn]���Β��������݂����Ȋ����ŁB
���͓s���ݏZ�ł�����Ńi�C�t�ł������̂ł��������ō���w�����Ȃ����Ă���
�H�[�I�ȂƂ��날��܂����H�M�����ʼn]���Β��������݂����Ȋ����ŁB
128 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/16(��) 18:52:49.25 ID:/DXeiwBj
>>127
���l�����ǁA�����͂�����
ttp://www4.ocn.ne.jp/~yasunaga/page035.html
���Ƃ͑��c����Ƃ��ł��i�C�t��������Ă��Ǝv���B
���l�����ǁA�����͂�����
ttp://www4.ocn.ne.jp/~yasunaga/page035.html
���Ƃ͑��c����Ƃ��ł��i�C�t��������Ă��Ǝv���B
130 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/16(��) 20:33:21.31 ID:J0TRvIAS
��t������
http://www.frkw.com/
http://www.frkw.com/
131 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/16(��) 20:35:22.67 ID:J0TRvIAS
>>126
�F�l�^����A�C�c��͂����ł��Ȃ�����
�F�l�^����A�C�c��͂����ł��Ȃ�����
132 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/16(��) 20:55:54.26 ID:/DXeiwBj
>>131
���܂F�Ɗ��Ⴂ����
���܂F�Ɗ��Ⴂ����
133 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/17(��) 06:23:27.24 ID:gQFsMr/Z
>>125 kwsk
134 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/17(��) 10:26:30.51 ID:MK2NkkXE
135 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/17(��) 11:40:24.14 ID:rsLMuVmN
�Ȃ�قǁAM.���i����ɂ��͂Ƃ������Ƃ�w
136 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/17(��) 11:51:37.39 ID:Ap8vG4mb
>>125�͂��̃X���ɂǂ����������ŏ��F��������������H
137 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/17(��) 11:59:08.73 ID:MK2NkkXE
138 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/17(��) 12:05:23.57 ID:Ap8vG4mb
>>137
�֏��Ȃ�Ă����Ȃ悗��
�����͐n���X�L�[���[�̐��n����܂����B
����>>125�킯�������I���n�ɂȂ�ŗ��������₪�����I
�֏��Ȃ�Ă����Ȃ悗��
�����͐n���X�L�[���[�̐��n����܂����B
����>>125�킯�������I���n�ɂȂ�ŗ��������₪�����I
139 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/17(��) 12:12:30.93 ID:DruHmSY9
�`���ł�����炵�Ă�z���Ēꂪ�����Č�������
140 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/17(��) 12:47:17.02 ID:Ap8vG4mb
>>139
�S�����E�E�E�Eorz
�S�����E�E�E�Eorz
141 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/17(��) 18:11:20.48 ID:UeDW4VEd
>>134 ���Ă�����E�E�E�E�B�ނ̌f��������ނ��I�[�i�[������d���Ȃ����ǁB
�߂����˂��B���ւł���Ă����̂ق����ǂ������˂��B�F�����F�̂��R�̑叫�ɂȂ��Ă��B
�߂����˂��B���ւł���Ă����̂ق����ǂ������˂��B�F�����F�̂��R�̑叫�ɂȂ��Ă��B
142 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/17(��) 20:35:55.28 ID:MK2NkkXE
>>141 �ł��傗
���u�ɋ߂�������BBS�ɏ����ꂽ����ɑ��āA
������͈͂ŕԓ��������i���ɂ��̌������͂˂���
��́A�����̃A�h�o�C�X�����Čo���Ȃ̂��A�`���Ȃ̂��悭�������
�Ǒf�l�̌o�����A�v��������ۂɕ������`���̕������ɗ��Ǝv����
�����A�Ō�́u�ꌾ���m�v���]�v������
���ӂ̂Ȃ��������ݎ҂ɑ��Ďg�����t����Ȃ����Ƃ��炢
�킩���̂���
���u�ɋ߂�������BBS�ɏ����ꂽ����ɑ��āA
������͈͂ŕԓ��������i���ɂ��̌������͂˂���
��́A�����̃A�h�o�C�X�����Čo���Ȃ̂��A�`���Ȃ̂��悭�������
�Ǒf�l�̌o�����A�v��������ۂɕ������`���̕������ɗ��Ǝv����
�����A�Ō�́u�ꌾ���m�v���]�v������
���ӂ̂Ȃ��������ݎ҂ɑ��Ďg�����t����Ȃ����Ƃ��炢
�킩���̂���
143 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/17(��) 22:24:20.24 ID:UeDW4VEd
>>142�u�ꌾ���m�v
�� ���F�@���ɂł��ꌾ����Ȃ��ƋC�̂��܂Ȃ��l�̂��ƁB�Ⴆ���l�Ɍ����s������A�����t����������e�������Ă��A�Ƃɂ����ЂƂ��ƈӌ�������������l�B
�|�|�|�|�|�i�@�K�t�K�j�K�t�K�j�K�t�K�j�K�t�K�j�K�t�K�j�|�J�[���c
���̂��������ȏЉ���ď������݂����� �ւ��ă��c���u�ꌾ���m�v����Ȃ��B
�� ���F�@���ɂł��ꌾ����Ȃ��ƋC�̂��܂Ȃ��l�̂��ƁB�Ⴆ���l�Ɍ����s������A�����t����������e�������Ă��A�Ƃɂ����ЂƂ��ƈӌ�������������l�B
�|�|�|�|�|�i�@�K�t�K�j�K�t�K�j�K�t�K�j�K�t�K�j�K�t�K�j�|�J�[���c
���̂��������ȏЉ���ď������݂����� �ւ��ă��c���u�ꌾ���m�v����Ȃ��B
144 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/18(��) 11:29:21.80 ID:6UmvcvlK
�b�艮�����ׂԂ�̓f�t�H�B���͂�����킩�邾��B
145 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/18(��) 18:42:19.43 ID:2SWxUToD
�����c�̃��u���X�ƌ��ܕʂ�Ƃ���
146 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/18(��) 21:24:55.71 ID:XBtWeC5d
>>143
�Q����炫�܂����@�@���ȏЉ�I�I�@���ď����Ă��Ă�
�Q����炫�܂����@�@���ȏЉ�I�I�@���ď����Ă��Ă�
147 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/21(�y) 11:37:38.06 ID:yY951XBF
�������̋����Ŏ���i�C�t1����������\�Z��2���ʂ�����̂��ȁH
�y��2���ō���̂��ȁH
�y��2���ō���̂��ȁH
148 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/21(�y) 22:16:19.43 ID:5xojsZl3
���߂Ẵi�C�t����ژ_��ł��܂��B
���₳���ĉ������B
�i�C�t�p�|�ނ��w�����`��͎�O�ʼn��H���Ă�����͋Ǝ҂Ɉ˗�
�Ƃ�������ōl���Ă��܂��B
�Ă�����O�̍|�ނ͉��H���₷���d�x�ɂ��Ă���炵���ł����A
������Ăǂ�ȍd�x�ł����ˁH
�ȑO�ܐ��B����X���ō���ăP�K�L�j����������͉��H���₷���ȂƊ��������A
�����̓d���h�����ł��p�ӂɌ����J���邱�Ƃ��ł��܂����B
�Ƃ��낪�A��������Ŏ����ɐ܂ꂽ�A�؉��p�̋������H���悤�Ƃ�����A
�܂����Ă�������Ȃ������ł��B���d�������ăh�����n�܂����܂��܂����B
�Ă�����O�̍|�ނ͂��̌ܐ��B�ɋ߂��d�x�Ȃ�ł��傤���H
�����ɂ������₩�Ƃ͎v���܂�����낵�����肢���܂��B
���₳���ĉ������B
�i�C�t�p�|�ނ��w�����`��͎�O�ʼn��H���Ă�����͋Ǝ҂Ɉ˗�
�Ƃ�������ōl���Ă��܂��B
�Ă�����O�̍|�ނ͉��H���₷���d�x�ɂ��Ă���炵���ł����A
������Ăǂ�ȍd�x�ł����ˁH
�ȑO�ܐ��B����X���ō���ăP�K�L�j����������͉��H���₷���ȂƊ��������A
�����̓d���h�����ł��p�ӂɌ����J���邱�Ƃ��ł��܂����B
�Ƃ��낪�A��������Ŏ����ɐ܂ꂽ�A�؉��p�̋������H���悤�Ƃ�����A
�܂����Ă�������Ȃ������ł��B���d�������ăh�����n�܂����܂��܂����B
�Ă�����O�̍|�ނ͂��̌ܐ��B�ɋ߂��d�x�Ȃ�ł��傤���H
�����ɂ������₩�Ƃ͎v���܂�����낵�����肢���܂��B
149 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/21(�y) 22:26:28.42 ID:SvgGo16Q
��S�Əē����̍|�S������r�Ώۂ��Ȃ��̂�����ȁE�E�E
150 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/21(�y) 22:36:33.58 ID:5xojsZl3
>>149
�T���v�������ɒ[��������Ă��Ƃł����H
�z�[���Z���^�[�Ƃ��Ŕ����Ă�X�e�����X�̊ۖ_�Ƃ����l�W�Ȃ���H�������Ƃ�����܂��B
�ܐ��B���d�����Nj����͌ܐ��B�ɋ߂��ȂƊ����܂����B
���ƁA�ގ��͕s���ł����A�x�b�g�̃}�b�g���X�̘g�Ƃ��Ďg���Ă��������B
�₽��d���Ēe�͂������ł����A�����͏����_�炩���悤�Ɋ����܂����B
���Ȃ݂ɁA�O�q�́u�A�؉��p�̋��v�͖{�E�����̂�ł��B
�z�[���Z���^�[�Ŕ����������̋��͊��Ɖ��H���₷�������ł��B
��L�̃X�e�����X�ƃ}�b�g���X�̘g�̒��Ԃ��炢�̈�ۂł��B
�T���v�������ɒ[��������Ă��Ƃł����H
�z�[���Z���^�[�Ƃ��Ŕ����Ă�X�e�����X�̊ۖ_�Ƃ����l�W�Ȃ���H�������Ƃ�����܂��B
�ܐ��B���d�����Nj����͌ܐ��B�ɋ߂��ȂƊ����܂����B
���ƁA�ގ��͕s���ł����A�x�b�g�̃}�b�g���X�̘g�Ƃ��Ďg���Ă��������B
�₽��d���Ēe�͂������ł����A�����͏����_�炩���悤�Ɋ����܂����B
���Ȃ݂ɁA�O�q�́u�A�؉��p�̋��v�͖{�E�����̂�ł��B
�z�[���Z���^�[�Ŕ����������̋��͊��Ɖ��H���₷�������ł��B
��L�̃X�e�����X�ƃ}�b�g���X�̘g�̒��Ԃ��炢�̈�ۂł��B
151 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/21(�y) 22:50:40.53 ID:gGcujkAm
>>150
�A�؉��p�̋��̍d�x�͏ē����̍|�ނƓ����ƍl���ėǂ��B
���������X���Ő�(�ē���O)��D2����Ċm�F�������ǁA���̔�r�Ȃ��S�����ˁB
�����L���b�v�{���g(SCM�ē���E�Ă��߂��Z�p���t���{���g)���y����B
�A�؉��p�̋��̍d�x�͏ē����̍|�ނƓ����ƍl���ėǂ��B
���������X���Ő�(�ē���O)��D2����Ċm�F�������ǁA���̔�r�Ȃ��S�����ˁB
�����L���b�v�{���g(SCM�ē���E�Ă��߂��Z�p���t���{���g)���y����B
152 �F�W�g�� ��NAiBHuyoBI �F2012/04/22(��) 00:30:15.84 ID:muuaQ+Ov
���O�ł���قǏڂ����͂���܂��E�E
�܂��S�ɂ��Ă܂��́A��b�I�ȂƂ��납�炨�b�������
�܂��u��S�v
��ʍ\���ނ���ё����i�ASS400��S�B�A�a���n���̔���Ȃǂ̃J�[�{���Y���ʂ�
�ɂ߂ď��Ȃ��A�������͓Y������Ă��Ȃ��A��{�I��"�Ă�����̂ł��Ȃ�"���Ă����ʂ̖����ޗ��ł��B
�����A�@���A��������Ȃǂōd�����邽�ߏĂ��݂��͂���Ώ_�炩���Ȃ�܂��B
�������b�ł�SS400�ł��x���g�n���}�[�Œ@���ɒ@�����߂��HRC45�߂��܂ōd�����邻���ł��B
���Ɂu�|�v
�S�ɒY�f��0.02�`��2%�iJIS�K�i�j �Y���������̂ŁA���̐��l�͎����ɂ���Ď�قȂ�܂���
�����ɂ͂�����ƈႤ�̂ł����A�Ƃ肠�����n���ɂ����Ă�"�Ă�����̂ł���"�ޗ��Ƃ��ڂ��Ă��������B
�@�B���i�ŏĂ�����{���g�Ȃǂ�0.5%��@��ʓI�ȋ���0.8%���傢
�{�E�p���������n���ނ���1%���炢�͂����Ă�Ǝv���Ă��������B
�ŏĂ�����ꂽ���"�Ă��߂�"�Ń}�b�g���X�̃o�l�̂悤�ɔS���
�o��������ł����ł���ˁB
�܂��S�ɂ��Ă܂��́A��b�I�ȂƂ��납�炨�b�������
�܂��u��S�v
��ʍ\���ނ���ё����i�ASS400��S�B�A�a���n���̔���Ȃǂ̃J�[�{���Y���ʂ�
�ɂ߂ď��Ȃ��A�������͓Y������Ă��Ȃ��A��{�I��"�Ă�����̂ł��Ȃ�"���Ă����ʂ̖����ޗ��ł��B
�����A�@���A��������Ȃǂōd�����邽�ߏĂ��݂��͂���Ώ_�炩���Ȃ�܂��B
�������b�ł�SS400�ł��x���g�n���}�[�Œ@���ɒ@�����߂��HRC45�߂��܂ōd�����邻���ł��B
���Ɂu�|�v
�S�ɒY�f��0.02�`��2%�iJIS�K�i�j �Y���������̂ŁA���̐��l�͎����ɂ���Ď�قȂ�܂���
�����ɂ͂�����ƈႤ�̂ł����A�Ƃ肠�����n���ɂ����Ă�"�Ă�����̂ł���"�ޗ��Ƃ��ڂ��Ă��������B
�@�B���i�ŏĂ�����{���g�Ȃǂ�0.5%��@��ʓI�ȋ���0.8%���傢
�{�E�p���������n���ނ���1%���炢�͂����Ă�Ǝv���Ă��������B
�ŏĂ�����ꂽ���"�Ă��߂�"�Ń}�b�g���X�̃o�l�̂悤�ɔS���
�o��������ł����ł���ˁB
153 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/22(��) 00:39:20.58 ID:BqV/4CSl
>>150
�����[�̂�������Ɠ����B
��[�ɏՌ��ē��ꂵ�����̂Ȃ�A����ۂ������X�����d���Ă��Ƃ͐��ނ����A
�S�̂ɏĂ��������Ă��āA�Ȃ����`���I�Ȃ̂�����Ȃ�HRC55���炢���B�̂̃����h�[���Ɠ������炢���ȁB
�܂��ł��ē���O�̍|�ނ̍d���͌ܐ��B�ɋ߂��ƍl���ėǂ��B
ZDP189�Ƃ�����ȗ�͏����ĂˁB
���ʂɋ��m�R�Ő�邵�A�h�����Ō����J���B
�x�b�h�̋���̓v���X���H�ʼn��H�d���ł��������Ă����̂��낤�B
�����[�̂�������Ɠ����B
��[�ɏՌ��ē��ꂵ�����̂Ȃ�A����ۂ������X�����d���Ă��Ƃ͐��ނ����A
�S�̂ɏĂ��������Ă��āA�Ȃ����`���I�Ȃ̂�����Ȃ�HRC55���炢���B�̂̃����h�[���Ɠ������炢���ȁB
�܂��ł��ē���O�̍|�ނ̍d���͌ܐ��B�ɋ߂��ƍl���ėǂ��B
ZDP189�Ƃ�����ȗ�͏����ĂˁB
���ʂɋ��m�R�Ő�邵�A�h�����Ō����J���B
�x�b�h�̋���̓v���X���H�ʼn��H�d���ł��������Ă����̂��낤�B
154 �F�W�g�� ��NAiBHuyoBI �F2012/04/22(��) 01:04:52.29 ID:muuaQ+Ov
�ŁA�{��ɓ���܂���
�i�C�t�|�ނ̂悤�Ȉ����|�͈�ʓI�ɏĂ��Ȃ炵�E�ď��i���傤�����j
�m���}���C�W���O�Ƃ����M�����őg�D���ψ�ň�ԁA"�f"�̏�Ԃɂ���Ă���
�͂��ł��B
�����A�[�����ꂽ�ޗ��̍d�x�Ƃ����̂͐����A�d�x�v�ɂ�����قǂ̋�����������
���Ƃ��Ȃ��ł��̂Ŏ����l�͑����܂���B
�������J�[�{���ʂŏď���̉��H���͈قȂ�܂����A���ꂪ�Y�f�|���A�X�e�����X�|��
���邢�͗n�Z�|���A�����|���ɂ���Ă�����Ă��܂��̂ŁE�E�E
�����ƁE�E�����ƁE�E�����ǂ�����ǂ��A�ǂ̂悤�ɐ���������悢�̂�獬�����Ă��܂�����
�ǂ�ȍd�x���Ɩ����u���̍ޗ��̉��H�ł���d�x�v�ɂ��Ă���Ƃ����E�E�E
�����悤�������ł��G
�i�C�t�|�ނ̂悤�Ȉ����|�͈�ʓI�ɏĂ��Ȃ炵�E�ď��i���傤�����j
�m���}���C�W���O�Ƃ����M�����őg�D���ψ�ň�ԁA"�f"�̏�Ԃɂ���Ă���
�͂��ł��B
�����A�[�����ꂽ�ޗ��̍d�x�Ƃ����̂͐����A�d�x�v�ɂ�����قǂ̋�����������
���Ƃ��Ȃ��ł��̂Ŏ����l�͑����܂���B
�������J�[�{���ʂŏď���̉��H���͈قȂ�܂����A���ꂪ�Y�f�|���A�X�e�����X�|��
���邢�͗n�Z�|���A�����|���ɂ���Ă�����Ă��܂��̂ŁE�E�E
�����ƁE�E�����ƁE�E�����ǂ�����ǂ��A�ǂ̂悤�ɐ���������悢�̂�獬�����Ă��܂�����
�ǂ�ȍd�x���Ɩ����u���̍ޗ��̉��H�ł���d�x�v�ɂ��Ă���Ƃ����E�E�E
�����悤�������ł��G
155 �F�W�g�� ��NAiBHuyoBI �F2012/04/22(��) 01:15:59.06 ID:muuaQ+Ov
�R�o���g�����̃X�e���C�g6K�ƁA���[�U�[���H��O��Ƃ���H-1�|�A����ƒb���O��̍ޗ���
��O�Ƃ��āA�@����ȊO�̕��ʂɃi�C�t�V���b�v�Ŕ����Ă���ޗ��́A�h�������ʂ�A���m�R��
���A���X���ō���d�x�ɒ������Ă���͂��ł��B
�łȂ���Δ��蕨�ɂȂ�܂�����́B
��O�Ƃ��āA�@����ȊO�̕��ʂɃi�C�t�V���b�v�Ŕ����Ă���ޗ��́A�h�������ʂ�A���m�R��
���A���X���ō���d�x�ɒ������Ă���͂��ł��B
�łȂ���Δ��蕨�ɂȂ�܂�����́B
156 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/22(��) 01:22:24.87 ID:BqV/4CSl
�Ă��݂��ł͂Ȃ��Ă��Ȃ炵���ꂽ���̂����ʂȂ́H
�Ă��݂��ꂽ���̂������Ă���Ǝv���Ă�����E�E�E�B
�܂��Y�f�|�̏Ă��Ȃ炵�͎��Ԃ�������Ȃ�����y�Ȃ낤���ǁE�E�E
�Ă��݂��ꂽ���̂������Ă���Ǝv���Ă�����E�E�E�B
�܂��Y�f�|�̏Ă��Ȃ炵�͎��Ԃ�������Ȃ�����y�Ȃ낤���ǁE�E�E
157 �F�W�g�� ��NAiBHuyoBI �F2012/04/22(��) 01:38:32.84 ID:muuaQ+Ov
>>156
���݂ɂ���ĈقȂ�܂��B
��ނȂǁA�ŏI�i�K��3.5mm�ȉ��̗�Ԉ����ŐL���ꂽ���̂́A���H�d��
�Ƃ邽�߂ɏď�����Ă܂��B
�疌������ł���ˁB
�����ނȂǂōŏI���M�ԂȂ�ē݂���Ă܂��B
�ȑO�w������ATS����t���͔疌�����������̂œ݂����Ǝv���܂��B
�����x��ł������ł����@T T
���݂ɂ���ĈقȂ�܂��B
��ނȂǁA�ŏI�i�K��3.5mm�ȉ��̗�Ԉ����ŐL���ꂽ���̂́A���H�d��
�Ƃ邽�߂ɏď�����Ă܂��B
�疌������ł���ˁB
�����ނȂǂōŏI���M�ԂȂ�ē݂���Ă܂��B
�ȑO�w������ATS����t���͔疌�����������̂œ݂����Ǝv���܂��B
�����x��ł������ł����@T T
158 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/22(��) 02:31:38.56 ID:CCMyHxx2
���肪�Ƃ��������܂��B
������łċC�������珰�ŐQ�Ă܂����B
���߂ĕ��������t���`���z���B������ƕ����܂��ˁB
������łċC�������珰�ŐQ�Ă܂����B
���߂ĕ��������t���`���z���B������ƕ����܂��ˁB
159 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/22(��) 19:03:57.81 ID:AfTZo11S
�A���ɂȂ��Ă���B
��v������ˁA�g���₷������
�悭�o���Ă��B
�O�b�W���u�I�I
��v������ˁA�g���₷������
�悭�o���Ă��B
�O�b�W���u�I�I
�ς��ƌ��C���t���Ȃ�������
�悭����ƈ̂��Â������̃n���h�����ȁE�E�E
����͂����ˁB
�悭����ƈ̂��Â������̃n���h�����ȁE�E�E
����͂����ˁB
162 �F�W�g�� ��NAiBHuyoBI �F2012/04/22(��) 23:27:15.02 ID:muuaQ+Ov
>>159
�V���v���Ŏg���₷�����ȕ��A��ɂ����p�ł������I
�ʐ^�́A�ܓV�̓��ɒ��ԏ�ȂǂЂ炯���ꏊ�ŎB��A�F���Ɩ��邳���ォ��
���߂���̂���Ԃ��������炸�ɎB���n���B�e�@�ł��B
�V���v���Ŏg���₷�����ȕ��A��ɂ����p�ł������I
�ʐ^�́A�ܓV�̓��ɒ��ԏ�ȂǂЂ炯���ꏊ�ŎB��A�F���Ɩ��邳���ォ��
���߂���̂���Ԃ��������炸�ɎB���n���B�e�@�ł��B
163 �F�� ��I54gjsTd9A �F2012/04/23(��) 00:48:15.72 ID:gvion0rq
����܁A�h�u�e�C���I����������Ԃ���
164 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/23(��) 14:09:26.85 ID:XSoal4sG
���߂Ď��삵�܂�
�A�E�g�h�A�Ŏg���A�S��20cm���炢�̃i�C�t�����\��ł�
�O�ōr���ۂ��g�������̂ŁA�����A�����₷���A�K�тɂ����B���S�҂ɂ������₷���B��{�ڂ̍|�ނɍœK�I�I
����ȍ|�ނ͂���܂��H
�A�E�g�h�A�Ŏg���A�S��20cm���炢�̃i�C�t�����\��ł�
�O�ōr���ۂ��g�������̂ŁA�����A�����₷���A�K�тɂ����B���S�҂ɂ������₷���B��{�ڂ̍|�ނɍœK�I�I
����ȍ|�ނ͂���܂��H
165 �F�W�g�� ��NAiBHuyoBI �F2012/04/23(��) 14:38:54.60 ID:RLzTiZ5x
166 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/23(��) 18:27:06.84 ID:BgONm8kc
167 �F2�_�u ��eqzxfGuHRU �F2012/04/24(��) 14:43:31.41 ID:Xy6SDkVV
>>164
����CRMO7�I�X�X�������ǁA�z���g�ɎK�тȂ����炻�̌�̈�����
����܂�G�ɂȂ��悤�ɂˁB�ʂ̍|�ނ����o�ň����Ƃقڂ�炩���B
�o�[�L���O������������B
����CRMO7�I�X�X�������ǁA�z���g�ɎK�тȂ����炻�̌�̈�����
����܂�G�ɂȂ��悤�ɂˁB�ʂ̍|�ނ����o�ň����Ƃقڂ�炩���B
�o�[�L���O������������B
�o�[�L���O�����ȁE�E�E
�؍H�p���ė�������Ȃ���ȁH��
�؍H�p���ė�������Ȃ���ȁH��
169 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/24(��) 21:34:50.95 ID:U8mKKgc6
>>165-167
���肪�Ƃ��������܂��B
�Ƃ���ŁA�莝���̈����i�C�t�i�ދ��1500�~���炢�ōw���j�ŁA
�|�ނ��u�o�i�W�E���X�e�����X�v�Ȃ���̂������ł����A
����̐��̂͂��������Ȃ�ł��傤���H
�K�V�K�V�g���ĂȂ��̂Őn�����͒m��܂��A
�n�t�������̂������e�ՂŁA���u�Ő��\�b������������
�|�̕���݂̐ꖡ���o�܂����B
�����A�����������Ȃ����悤�Ȃ�
�ϖ��Ր��͒Ⴛ���ł��B
���肪�Ƃ��������܂��B
�Ƃ���ŁA�莝���̈����i�C�t�i�ދ��1500�~���炢�ōw���j�ŁA
�|�ނ��u�o�i�W�E���X�e�����X�v�Ȃ���̂������ł����A
����̐��̂͂��������Ȃ�ł��傤���H
�K�V�K�V�g���ĂȂ��̂Őn�����͒m��܂��A
�n�t�������̂������e�ՂŁA���u�Ő��\�b������������
�|�̕���݂̐ꖡ���o�܂����B
�����A�����������Ȃ����悤�Ȃ�
�ϖ��Ր��͒Ⴛ���ł��B
170 �F2�_�u ��eqzxfGuHRU �F2012/04/25(��) 03:15:48.09 ID:Dx36WGeg
>>170
�����͂�����H
�����͂�����H
172 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/25(��) 21:27:44.06 ID:TnYTZqhQ
�o��ƁE�H�H�H�V���b�`������Ȃ�
173 �F�W�g�� ��NAiBHuyoBI �F2012/04/26(��) 19:26:41.34 ID:Xwczp9Me
�����e���ɂ��˂��肵�悤���Ȃ�
�o�[�L���O�ق����`�`
�o�[�L���O�ق����`�`
174 �F2�_�u ��eqzxfGuHRU �F2012/04/26(��) 21:46:46.61 ID:NN9y0gj5
�V���b�`������ł�w
���Ȃ�W����10�C���`�R���^�N�g�z�C�[���݂�����B
8�C���`�ł͂Ȃ��E�E�Ǝv���Ă����烉�b�L�[��
ttp://www.twuertz.com/Home_Page.php
�����Ƃ��������~������������
�r���Ń��[���̕Ԏ����S�����Ȃ��Ȃ����B
�r���Ŗʓ|�L���Ȃ����ȁB���̃����E�B
���Ȃ�W����10�C���`�R���^�N�g�z�C�[���݂�����B
8�C���`�ł͂Ȃ��E�E�Ǝv���Ă����烉�b�L�[��
ttp://www.twuertz.com/Home_Page.php
�����Ƃ��������~������������
�r���Ń��[���̕Ԏ����S�����Ȃ��Ȃ����B
�r���Ŗʓ|�L���Ȃ����ȁB���̃����E�B
�����o�[�L���O�ł悩�����Ǝv������
176 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/26(��) 22:32:19.44 ID:Fq0BhRQU
���O��A���낻��������ł���
177 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/26(��) 22:44:46.83 ID:Qo8nXJ50
�_���ł�
�_�����ĂȂH
179 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/26(��) 23:00:05.19 ID:Qo8nXJ50
�I�ꂵ�҂݂̂��s����ƌ����`���̔���
180 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/27(��) 01:02:43.23 ID:ETcP/kCH
������Ă킯����Ȃ����ǁc
OLFA�̃N���t�g�i�C�tL�����B
�I���W�i���̃u���[�h�͔��n�̐؏o�������݂����Ȃ��̂Ȃ̂ŁA
���ꂶ�Ⴀ�����ɂ͌����Ȃ����낤�Ǝv���A
���Ђ̓d�H�i�C�t�̃u���[�h�����Ă݂��B
���łɃi�C�����̃q���ŃX�g���b�v�����Ă݂��B
�u���[�h�ƃP�[�X�ɂ�����Ɖ��H���K�v���������A�������C�C�����Ɏd�オ�����B
�u���[�h�̓N���b�v�|�C���g�Őn�n���7cm
�Ў�ŏo������ł��邵�A�ꖡ���܂��܂��B
��v�ȃX�e���̃P�[�X�ɃL�b�`�����܂�̂Ōg�s�����悭���S���������B
�������Ċېł���̂ʼnq���I�B
������Ƃ����o�[�x�L���[�Ƃ��y�o�R�ɍœK�ȃi�C�t���ł����B
OLFA�̃N���t�g�i�C�tL�����B
�I���W�i���̃u���[�h�͔��n�̐؏o�������݂����Ȃ��̂Ȃ̂ŁA
���ꂶ�Ⴀ�����ɂ͌����Ȃ����낤�Ǝv���A
���Ђ̓d�H�i�C�t�̃u���[�h�����Ă݂��B
���łɃi�C�����̃q���ŃX�g���b�v�����Ă݂��B
�u���[�h�ƃP�[�X�ɂ�����Ɖ��H���K�v���������A�������C�C�����Ɏd�オ�����B
�u���[�h�̓N���b�v�|�C���g�Őn�n���7cm
�Ў�ŏo������ł��邵�A�ꖡ���܂��܂��B
��v�ȃX�e���̃P�[�X�ɃL�b�`�����܂�̂Ōg�s�����悭���S���������B
�������Ċېł���̂ʼnq���I�B
������Ƃ����o�[�x�L���[�Ƃ��y�o�R�ɍœK�ȃi�C�t���ł����B
181 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/27(��) 01:38:51.28 ID:jRIgw9qV
�摜�\���Ă���
182 �F2�_�u ��eqzxfGuHRU �F2012/04/27(��) 02:51:28.30 ID:EHlTntjq
>>175
�����H���ŁH
>>176
�胄�X���H�@�B�g���Ă�H
>>180
�������ˁB
ttp://www.trugrit.com/
����Gator���ăx���g�g����������l���Ȃ����ˁH
�����H���ŁH
>>176
�胄�X���H�@�B�g���Ă�H
>>180
�������ˁB
ttp://www.trugrit.com/
����Gator���ăx���g�g����������l���Ȃ����ˁH
184 �F�W�g�� ��NAiBHuyoBI �F2012/04/27(��) 15:41:44.43 ID:t3xk50XF
185 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/27(��) 16:36:13.30 ID:O2lO7px9
�悭�҂�����̐n�����Ă����ȁ`
>>182
�������Ⴛ�����B�F�X�ł��Ėʔ������ł͂��邪�E�E�E
�m���Ă邩������Ȃ����ǁA�O�`�؍�͂��܂薳�����č��Ȃ�����������B
�R���^�N�g�z�C�[�����ɂނ���B
���\����ŃR���^�N�g�z�C�[����ʖڂɂ������Ęb���B
�����ł�����x���Ă����������������̂�������Ȃ��ˁB
�������Ⴛ�����B�F�X�ł��Ėʔ������ł͂��邪�E�E�E
�m���Ă邩������Ȃ����ǁA�O�`�؍�͂��܂薳�����č��Ȃ�����������B
�R���^�N�g�z�C�[�����ɂނ���B
���\����ŃR���^�N�g�z�C�[����ʖڂɂ������Ęb���B
�����ł�����x���Ă����������������̂�������Ȃ��ˁB
187 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/27(��) 20:59:45.00 ID:wYjVmGD6
>>183
����͂����ȁI
�����Ńu���[�h����ăO���b�v�������p����ΊȒP�Ƀt�H�[���f�B���O�i�C�t���邶���I
����Ƃ͕ʂɁA�_���{�[����̗p�̃V�[�X�i�C�t���l���Ă�����ǁA
�|�ނ͉����������낤���H
�_���{�[���J�b�^�[�͐肭�����o�邵�A����p�̃e�[�u����Ȃ��B
�R�[���h�X�`�[���̃X�p�C�N���g���Ă��āA�V���G�b�g�͂���ł�����
������n�����������A�|�ނ����������B
���������聕�u���o���̂��ʓ|�Ȃ̂ŁA
���C��������Ă�������n��t������A�����Ԑ��|�ނ������B
�d���Č����h���̂͋�ɂȂ�Ȃ��B
D2��CV134���AZDP189��ATS�̃N���b�h���AM2�n�C�X���A���͂���Ȋ����Ȃ��ǁB
�莝����SK4��S30V��������AS30V�ŏ\�����낤���H
3mm���炢�ō�낤�Ǝv���ĂāA���Ȃ炸�A�͂��`���̂����z�B
�|�ރX���s�����Č����Ȃ炻�����ŕ����܂��B
����͂����ȁI
�����Ńu���[�h����ăO���b�v�������p����ΊȒP�Ƀt�H�[���f�B���O�i�C�t���邶���I
����Ƃ͕ʂɁA�_���{�[����̗p�̃V�[�X�i�C�t���l���Ă�����ǁA
�|�ނ͉����������낤���H
�_���{�[���J�b�^�[�͐肭�����o�邵�A����p�̃e�[�u����Ȃ��B
�R�[���h�X�`�[���̃X�p�C�N���g���Ă��āA�V���G�b�g�͂���ł�����
������n�����������A�|�ނ����������B
���������聕�u���o���̂��ʓ|�Ȃ̂ŁA
���C��������Ă�������n��t������A�����Ԑ��|�ނ������B
�d���Č����h���̂͋�ɂȂ�Ȃ��B
D2��CV134���AZDP189��ATS�̃N���b�h���AM2�n�C�X���A���͂���Ȋ����Ȃ��ǁB
�莝����SK4��S30V��������AS30V�ŏ\�����낤���H
3mm���炢�ō�낤�Ǝv���ĂāA���Ȃ炸�A�͂��`���̂����z�B
�|�ރX���s�����Č����Ȃ炻�����ŕ����܂��B
188 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/28(�y) 00:48:49.27 ID:Q6DFR64T
���ʂ̃J�b�^�[�ł������낗
189 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/28(�y) 00:56:28.13 ID:AKuAObwX
>>188
�w�J�b�^�[�ł�������x�Ƃ���������
http://ikura.2ch.net/test/read.cgi/knife/1123978741/
1* ���O�F���O�ȃJ�b�^�[(�m�́M) [] ���e���F2005/08/14(��) 09:19:01 ID:xVJmDl+Q
�i�C�t�̃X���ɂ͂��傭���傭�o�Ă��邱�̌����B
�������A�t�Ǝv���̂ł��B
���ꂶ�႟�w�i�C�t�ł�������x�Ƃ��������������肶��Ȃ��ł��傤���H
���������n���Ƃ�������a�������ŏ��̌`�͂ނ���i�C�t�I�������͂��B
�J�b�^�[�Ƃ����̂͐����ȍH�ƋZ�p�����B�����ߑ�ɂ���ƌ��ꂽ���́B
�܂��u�i�C�t���肫�v�������͂��Ȃ̂ɁA
�ǂ����ăi�C�t���Ɓu��������Ă�v�悤�Ȉ�ۂ�������A
�u�J�b�^�[�ł�������v�ȂǂƂ�������������������̂ł��傤�H
�ǂ�����u��v�Ƃ�������ł���Ȃ�A
�u���႟�i�C�t�ł�������v�Ƃ������������A������Ȃ���������y�B
�w�J�b�^�[�ł�������x�Ƃ���������
http://ikura.2ch.net/test/read.cgi/knife/1123978741/
1* ���O�F���O�ȃJ�b�^�[(�m�́M) [] ���e���F2005/08/14(��) 09:19:01 ID:xVJmDl+Q
�i�C�t�̃X���ɂ͂��傭���傭�o�Ă��邱�̌����B
�������A�t�Ǝv���̂ł��B
���ꂶ�႟�w�i�C�t�ł�������x�Ƃ��������������肶��Ȃ��ł��傤���H
���������n���Ƃ�������a�������ŏ��̌`�͂ނ���i�C�t�I�������͂��B
�J�b�^�[�Ƃ����̂͐����ȍH�ƋZ�p�����B�����ߑ�ɂ���ƌ��ꂽ���́B
�܂��u�i�C�t���肫�v�������͂��Ȃ̂ɁA
�ǂ����ăi�C�t���Ɓu��������Ă�v�悤�Ȉ�ۂ�������A
�u�J�b�^�[�ł�������v�ȂǂƂ�������������������̂ł��傤�H
�ǂ�����u��v�Ƃ�������ł���Ȃ�A
�u���႟�i�C�t�ł�������v�Ƃ������������A������Ȃ���������y�B
190 �F2�_�u ��eqzxfGuHRU �F2012/04/28(�y) 03:51:02.66 ID:4XGSFk6B
>>183
���z���Z���X�������ǂ��Ǝv���B
���[���̓|�C���g�܂Ŏ��܂�̂��ˁH
>>186
���[�A�Ȃ�قǁB�����Ă݂�B
>>187
S30V���茳�ɂ���Ȃ�܂��͂��ꂩ�ȁB
�����o���Ȃ�������HAP72��S90V�A15V�Ƃ��B
���z���Z���X�������ǂ��Ǝv���B
���[���̓|�C���g�܂Ŏ��܂�̂��ˁH
>>186
���[�A�Ȃ�قǁB�����Ă݂�B
>>187
S30V���茳�ɂ���Ȃ�܂��͂��ꂩ�ȁB
�����o���Ȃ�������HAP72��S90V�A15V�Ƃ��B
191 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/28(�y) 09:05:44.48 ID:QaGVsme1
192 �F180�F2012/04/28(�y) 13:02:52.74 ID:vpuktwnx
�u���[�h�͂���������܂�܂��B
�ŏ��u���[�h���������ăP�[�X�ɓ���Ȃ��������A�u���[�h�̑��ʂ��r�u�ō���āA�P�[�X�̕��̓}�C�i�X�h���C�o�[�˂�����ŏ��������L����
�������Ă݂��Ƃ���|�C���g����mm���܂肫��Ȃ������̂ŁA�P�[�X�̉��̒����������������炫�ꂢ�Ɏ��܂���
�X�g���b�v�t����܂łŎ����݂Ȃ��珬�ꎞ�ԂĂƂ�
�ŏ��u���[�h���������ăP�[�X�ɓ���Ȃ��������A�u���[�h�̑��ʂ��r�u�ō���āA�P�[�X�̕��̓}�C�i�X�h���C�o�[�˂�����ŏ��������L����
�������Ă݂��Ƃ���|�C���g����mm���܂肫��Ȃ������̂ŁA�P�[�X�̉��̒����������������炫�ꂢ�Ɏ��܂���
�X�g���b�v�t����܂łŎ����݂Ȃ��珬�ꎞ�ԂĂƂ�
193 �F�V�\��ten-10���D�����蓪���쎜�\�F2012/04/28(�y) 16:08:18.83 ID:ua+mf2jg
�U���_�����\�~���厊��� E/ML����
��{��-����(ʲ��)�l ���
�J�i�i�ؚf�j�l�u��w��Satoletu�v�c
�ߔV�\�E�ܘ��r�E���W��E齔U�X�E�j�V��
�V�c�� ���q ����
���� ����(��������) ���� ���]XV@
�D�c��� �Z�� �Z�E(�M��)A/AQ�̎q��
�D�c ㉗���(���_�E�쓇����)
Elena Oda Mediti Vintevecom Yokohama
�G�A�� �q��� Arena_Oda_V_Lanc_St.Seh
194 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/30(��) 08:16:05.64 ID:GR0G90h7
�悭�n���h���C�h�̍|�ނɂ₷����g���l�����܂����A�����b�g�͂ǂ��ɂ����ł��傤���H
���H���₷������H
�|�ނƂ��ēK���Ă��邩��H
��y�ɓ���ł��邩��H
���H���₷������H
�|�ނƂ��ēK���Ă��邩��H
��y�ɓ���ł��邩��H
195 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/30(��) 10:12:40.47 ID:tYie7uG9
196 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/30(��) 12:14:52.33 ID:V6J4IB+R
�S�H���X���͉��H���Ղ���
�M�������Ă��݂�ɂ����C������B
�ǂ��n�������A�d�x�����������B��������Ɗ���₷�����ǁB
���X������Ȃ����ǁA�|�މ��Ŏg���f�J�C�\�[�̃u���[�h�����o���ăX�L�i�[�Ƃ��{�[�j���O�i�C�t������̂����N�O����t�̊Ԃŗ��s���Ă�B
�݂��Ă���������������Ɏg���₷���B
�M�������Ă��݂�ɂ����C������B
�ǂ��n�������A�d�x�����������B��������Ɗ���₷�����ǁB
���X������Ȃ����ǁA�|�މ��Ŏg���f�J�C�\�[�̃u���[�h�����o���ăX�L�i�[�Ƃ��{�[�j���O�i�C�t������̂����N�O����t�̊Ԃŗ��s���Ă�B
�݂��Ă���������������Ɏg���₷���B
197 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/30(��) 15:21:28.48 ID:kbJQubhQ
���H���₷���A����ȒP�A�����A���Y�f�|�ŗǂ��n���t���B
�v���̃J�X�^���i�C�t���[�J�[�ł��g���Ă�l������B
�v���̃J�X�^���i�C�t���[�J�[�ł��g���Ă�l������B
198 �F2�_�u ��eqzxfGuHRU �F2012/04/30(��) 15:53:14.42 ID:w70iq6Ey
���X���i�C�t���ǂ����Č�����̂́A
��ڂ��I�������m�܂�ς�点����ăR���Z�v�g����ł���B
���ɂ�����ł��|�ނ͂����ŁA���ɃR�X�p��\���ǂ��Ƃ͎v���Ȃ��B
�v�����g�����Ă̂̓W�����N�A�C�A��������܂����A�I��
���͋C���o�Ėʔ������Ă�������Ȃ����ˁB
��ڂ��I�������m�܂�ς�点����ăR���Z�v�g����ł���B
���ɂ�����ł��|�ނ͂����ŁA���ɃR�X�p��\���ǂ��Ƃ͎v���Ȃ��B
�v�����g�����Ă̂̓W�����N�A�C�A��������܂����A�I��
���͋C���o�Ėʔ������Ă�������Ȃ����ˁB
199 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/30(��) 16:46:48.81 ID:pP2gE11H
���T�C�N���I�ȈӖ��Ń��X���͂��肾�Ǝv�����ǁA
���H���₷���Ƃ����̂͗����ł��Ȃ�
���̃��X���ڂ������̂���ς����A
���������݂����Ԃ߂Ē@���Ȃ��Ɖ����ł��Ȃ��ł���H
�����͎���̗ނɎg���Ă�
�Ƃ���Ń��X���̍|�ނ��āA�ǂꂭ�炢�̉��x�ŏĂ����ꂵ���炢���낤��
���m�ɂ���Ă��Ⴄ�̂��낤���A�������炢�̉��x���ƏĂ����Â��C�������̂�
�������߂̉��x�ŏē��ꂵ�Ă���A���܂ЂƂ������肱�Ȃ���
���H���₷���Ƃ����̂͗����ł��Ȃ�
���̃��X���ڂ������̂���ς����A
���������݂����Ԃ߂Ē@���Ȃ��Ɖ����ł��Ȃ��ł���H
�����͎���̗ނɎg���Ă�
�Ƃ���Ń��X���̍|�ނ��āA�ǂꂭ�炢�̉��x�ŏĂ����ꂵ���炢���낤��
���m�ɂ���Ă��Ⴄ�̂��낤���A�������炢�̉��x���ƏĂ����Â��C�������̂�
�������߂̉��x�ŏē��ꂵ�Ă���A���܂ЂƂ������肱�Ȃ���
200 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/30(��) 17:06:06.91 ID:V6J4IB+R
�S�H���X���Ȃ畁�ʂɃO���C���_�[�ʼn��H�o���܂���B
�ԔM���Ȃ��l��36�Ԃ���n�߂āA�t�F���g�o�t�Ŏd�グ�Ă܂��B
���݂Ƃ��`�Ƃ��啝�ɕς��������̓x���`�O���C���_�[�g���܂����ǁB
�����͋ߏ��ɂ���S�H���ɊʃR�[�q�[���Ŏ����Ă����āA��������X���ƌ������Ă�����Ă�B
�S���A��Ȃ�Ƃ����Ė��������Ă邩�爫�����̂ł͖����Ƃ������B
�ԔM���Ȃ��l��36�Ԃ���n�߂āA�t�F���g�o�t�Ŏd�グ�Ă܂��B
���݂Ƃ��`�Ƃ��啝�ɕς��������̓x���`�O���C���_�[�g���܂����ǁB
�����͋ߏ��ɂ���S�H���ɊʃR�[�q�[���Ŏ����Ă����āA��������X���ƌ������Ă�����Ă�B
�S���A��Ȃ�Ƃ����Ė��������Ă邩�爫�����̂ł͖����Ƃ������B
201 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/30(��) 18:31:26.72 ID:e0Ihu3yy
http://www.m4040.com/Bladesmithing.htm
������1�h���Ƃ�10�Z���g�ł���i�C�t�����͋C����
������1�h���Ƃ�10�Z���g�ł���i�C�t�����͋C����
202 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/30(��) 20:44:18.12 ID:GR0G90h7
>>201
���������ˁI
���N���߂Ēb����̌����Ă���܂ŏW�߂邾�����������ǁA
���̂��ăI���V���[���Ė{�C�Ŏv������
�܂��o�������̂͂������s�H�Ȃ��ǂ˂�
���������ˁI
���N���߂Ēb����̌����Ă���܂ŏW�߂邾�����������ǁA
���̂��ăI���V���[���Ė{�C�Ŏv������
�܂��o�������̂͂������s�H�Ȃ��ǂ˂�
203 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/30(��) 21:11:45.71 ID:e0Ihu3yy
�I���^���I�X���ɂ������������NJ������̂ł������ɂ��B
http://2ch-dc.mine.nu/v3/src/1335775361492.jpg
�ΎI�̃^���O��l�߂č��̎}�ō�������ȃn���h���˂����B
������ō�����B�ؕ��̎d�グ�̓I�C���d�グ���l���Ă���B
http://2ch-dc.mine.nu/v3/src/1335775361492.jpg
{kind=link}
�ΎI�̃^���O��l�߂č��̎}�ō�������ȃn���h���˂����B
������ō�����B�ؕ��̎d�グ�̓I�C���d�グ���l���Ă���B
204 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/30(��) 22:31:21.28 ID:qGCTsCac
>>203
���E�t�������̍����u�c�͌C�̕�C��?
���E�t�������̍����u�c�͌C�̕�C��?
205 �F���O�ȃJ�b�^�[(�m�́M)�F2012/04/30(��) 23:42:21.54 ID:e0Ihu3yy
>>204
���Ƃ��ƕt���Ă��S�̃K�[�h�ƃq���g���[���ۃ��b�V���[�ł��B
�K�[�h�̓v���X�Ŕ������������f�ʉ����̂ŁA���܃��X���ŕ��ʏo���Ă܂��B
�u���[�h���K�[�h�A�q���g�����ʋ߂��܂Ŗ����ău���[�d�グ�ɂ������ȁB
�o���o���ɕ����ł���悤�Ƀ��E�t�����邱�Ƃ͍l���Ă��܂���ł������A���Ȃ���_���H
�ł������̏ē��ꂳ�ꂽ�u���[�h������Ȃ܂�Ȃ����S�z�ł��B
�u���[�h�ɔG��^�I���ł������āA�����ɂ̓q�[�g�V���N����ɃA���~�o�[�ł��N�����v�����
��������ԂȂ�ł��傤���H
���Ƃ��ƕt���Ă��S�̃K�[�h�ƃq���g���[���ۃ��b�V���[�ł��B
�K�[�h�̓v���X�Ŕ������������f�ʉ����̂ŁA���܃��X���ŕ��ʏo���Ă܂��B
�u���[�h���K�[�h�A�q���g�����ʋ߂��܂Ŗ����ău���[�d�グ�ɂ������ȁB
�o���o���ɕ����ł���悤�Ƀ��E�t�����邱�Ƃ͍l���Ă��܂���ł������A���Ȃ���_���H
�ł������̏ē��ꂳ�ꂽ�u���[�h������Ȃ܂�Ȃ����S�z�ł��B
�u���[�h�ɔG��^�I���ł������āA�����ɂ̓q�[�g�V���N����ɃA���~�o�[�ł��N�����v�����
��������ԂȂ�ł��傤���H
206 �F2�_�u ��eqzxfGuHRU �F2012/05/01(��) 01:37:58.63 ID:T5RimGi3
>>201
�d�݂Ńy�[�p�[�i�C�t�ł�����Ă�̂��ƃI���^w
��p���A���Ă��Ƃ�w
�p�ނ�L�����p���āA�����ō���āA�����Ŏg���Ďd��������Ă͍̂D���B
���i���i�Ƃ��Ă͂ǂ����Ƃ��v����ŁA�l�ɂ͓n���Ȃ����ǂˁB
>>202
���������ւ悤����w
���͕s�H�ł��A�ǂ���ł��B�܂�����5�N�݂͂�����y���߂�Ǝv����B
>>203
�ǂ��ˁB�،ł߃G�[�X���Ď�������B
�q���g�̃��E�t���i�ڒ��j�́A�^���O���K�т邩��K��������Đl�����邵
�������Ď���ꂵ�Ă��ǂ������Ă��Ȃ��l������B
�����̎g�����Ƒ��k�ŗǂ���ˁB
�d�݂Ńy�[�p�[�i�C�t�ł�����Ă�̂��ƃI���^w
��p���A���Ă��Ƃ�w
�p�ނ�L�����p���āA�����ō���āA�����Ŏg���Ďd��������Ă͍̂D���B
���i���i�Ƃ��Ă͂ǂ����Ƃ��v����ŁA�l�ɂ͓n���Ȃ����ǂˁB
>>202
���������ւ悤����w
���͕s�H�ł��A�ǂ���ł��B�܂�����5�N�݂͂�����y���߂�Ǝv����B
>>203
�ǂ��ˁB�،ł߃G�[�X���Ď�������B
�q���g�̃��E�t���i�ڒ��j�́A�^���O���K�т邩��K��������Đl�����邵
�������Ď���ꂵ�Ă��ǂ������Ă��Ȃ��l������B
�����̎g�����Ƒ��k�ŗǂ���ˁB
207 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/01(��) 15:35:24.68 ID:0pyrXist
>>206 �_�j�G���E�E�B���N���[�Ƃ������Ƃ��̃��X���i�C�t�͗ϗ��I�ɃA�J�����Ď��H
208 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/01(��) 17:09:08.51 ID:18jLRiKh
209 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/01(��) 17:19:50.16 ID:zaeSKFKU
�������ȁH
210 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/01(��) 22:52:33.53 ID:DGBiCVGR
���@�b�u�b�^�M�������ǁA
ID��SK��FKU�@�����������Ȃ�
ID��SK��FKU�@�����������Ȃ�
211 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 02:52:23.39 ID:hYKY8EGE
>>210
�p��̑g�ݍ��킹���|�ށE���f�L���ɂ��������Ȃ��Ȃ�n�߂���
�����I��肾�Ȃ��@���������ǂ�
���Ƃ݂�ȂɎ���Ȃ��ǁA�����Ɛ��������ŏĂ����ꂷ��Ƃ�����
�ǂ��������₷���H
�p��̑g�ݍ��킹���|�ށE���f�L���ɂ��������Ȃ��Ȃ�n�߂���
�����I��肾�Ȃ��@���������ǂ�
���Ƃ݂�ȂɎ���Ȃ��ǁA�����Ɛ��������ŏĂ����ꂷ��Ƃ�����
�ǂ��������₷���H
212 �F2�_�u ��eqzxfGuHRU �F2012/05/02(��) 03:07:11.60 ID:OXumCaip
>>207
��{�I�ɂ�208���̋�ʂ�B�����ĕ\�ʃr�b�V����
�N���b�N�����Ă�悤�ȏ�Ԃ���H
�ϗ��]�X�Ă̂͂悭������ǁA
����������������͋C���m�����Č����\�蒲�a�̏��
����肵�Ă�Ȃ炻��͂���ŗǂ���Ȃ����ȁB
>>211
���͐Ŗ��Ă������Ɗy�Ő��\���o�Ղ����ȂƎv�����ǁA�ǂ����ˁB
��{�I�ɂ�208���̋�ʂ�B�����ĕ\�ʃr�b�V����
�N���b�N�����Ă�悤�ȏ�Ԃ���H
�ϗ��]�X�Ă̂͂悭������ǁA
����������������͋C���m�����Č����\�蒲�a�̏��
����肵�Ă�Ȃ炻��͂���ŗǂ���Ȃ����ȁB
>>211
���͐Ŗ��Ă������Ɗy�Ő��\���o�Ղ����ȂƎv�����ǁA�ǂ����ˁB
213 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 06:32:17.34 ID:I+wW4zRC
214 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 08:57:19.32 ID:gBhMWasQ
���X���ڂ͊��S�ɗ��Ƃ��Ȃ��Ƃ����Ȃ��B
�܂�⊄��̂������������鏊�ɂ����Ċ댯�B
�܂�⊄��̂������������鏊�ɂ����Ċ댯�B
215 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 10:37:19.64 ID:I+wW4zRC
���₢��A���ʃ��X���̖ڂ͊��S�ɗ��Ƃ�����B
��x�A���X�����t���b�g�o�[�̏�Ԃɂ��Ă�����H����̂�������܂��ȂȂ��́H
��x�A���X�����t���b�g�o�[�̏�Ԃɂ��Ă�����H����̂�������܂��ȂȂ��́H
216 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 10:40:25.15 ID:W5lau9aV
�ł����ꂾ�ƁA���������₷����ė��p���������Ȃ��Ȃ��Ă��܂��悤�Ȃ�
217 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 11:17:12.49 ID:I+wW4zRC
�Е��̒[�ʂɂ��Ă�M�U�M�U���u���[�h�̔w�ɂ��Ďc����
���X�����ۂ����c�邵�A����~�߂ɂ��Ȃ��Ȃ��H
���X�����ۂ����c�邵�A����~�߂ɂ��Ȃ��Ȃ��H
218 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 12:22:39.98 ID:TTy7VU/p
�����Ӗ�A�Ԉ���Ă��狳����
How to Make a Knife From a File
http://www.bladeforums.com/forums/showthread.php/907667
�j�R���\����䏊�p�I�[�u���ɁA�ێ�230�x��2����
�V���N�̗����ŗ�₷�A�����܂ŗ₦���������x�I�[�u����230�x2����
�����ŗ�₷��HRC58-59��
�T���_�[��O���C���_�[�Ő��`�A�M�������Ă����琅���ɐZ���ė�₷
�ێ�230�x���z����Ƒ䖳���ɂȂ�̂Œ��ӁA�؍핔�ʂ����ϐF������댯�M��
�u���[�X�|�b�g��1��2�Ȃ�܂��A������������ƍŏI�i�K�Ń\�t�g�X�|�b�g������
�p�ɂɗ�₷�Ɖ����A��Ƃ͌Ò��ŁA���ɎG�Ђ�p��
���`�ς�x�x�������A�����Č`��\�ʂ��d�グ
�Ȍ�|�ނ��O���C���_�[�ɂ����邱�Ƃ͂Ȃ�
�N�����v�ɌŒ�A100�Ԃ���T���h�y�[�p�[
�y�[�p�[�͖ؕЂɊ����A��ƒ��p�ɂɑ䏊�p��܂𐂂炵�����ɒЂ���
�G�b�W����0.50-0.76�~�����Ŏc���A�����ł͐n�t���܂ł͂��Ȃ�
220�ԂŃ��s�[�g�A400�ԂŃT�e���ɁA�G�b�W����0.127-0.254�~����
���Ƃ͓u�ō��
How to Make a Knife From a File
http://www.bladeforums.com/forums/showthread.php/907667
�j�R���\����䏊�p�I�[�u���ɁA�ێ�230�x��2����
�V���N�̗����ŗ�₷�A�����܂ŗ₦���������x�I�[�u����230�x2����
�����ŗ�₷��HRC58-59��
�T���_�[��O���C���_�[�Ő��`�A�M�������Ă����琅���ɐZ���ė�₷
�ێ�230�x���z����Ƒ䖳���ɂȂ�̂Œ��ӁA�؍핔�ʂ����ϐF������댯�M��
�u���[�X�|�b�g��1��2�Ȃ�܂��A������������ƍŏI�i�K�Ń\�t�g�X�|�b�g������
�p�ɂɗ�₷�Ɖ����A��Ƃ͌Ò��ŁA���ɎG�Ђ�p��
���`�ς�x�x�������A�����Č`��\�ʂ��d�グ
�Ȍ�|�ނ��O���C���_�[�ɂ����邱�Ƃ͂Ȃ�
�N�����v�ɌŒ�A100�Ԃ���T���h�y�[�p�[
�y�[�p�[�͖ؕЂɊ����A��ƒ��p�ɂɑ䏊�p��܂𐂂炵�����ɒЂ���
�G�b�W����0.50-0.76�~�����Ŏc���A�����ł͐n�t���܂ł͂��Ȃ�
220�ԂŃ��s�[�g�A400�ԂŃT�e���ɁA�G�b�W����0.127-0.254�~����
���Ƃ͓u�ō��
219 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 14:27:47.60 ID:ReH6Dgra
>>212
>>214
�f�l�l���ŋ��k�ł����A�{���ɂ����ł����H
�܂��A�N���b�N�Ƃ����̂͗v����ɐ[������q�r�̂��ƂƉ��߂��Ă܂��B
���ʂ̈ꕔ�ɃN���b�N�������Ă���A�N���b�N�̒J�������|�ނ�
�������ƂɂȂ邵�A�Ȃ��悤�Ƃ���͂�������������
�J���ɗ͂��W�����Đ�A�N������K���X��鎞�݂����Ƀ|�L���B
�Ă̂͂킩��܂��B
�������A���H���x�����ɍ����A�J�̐[���ƕ�������Ȃ����S�ɋ߂��ψ�Ȃ�ǂ��ł��傤�B
���ʂ̃N���b�N�Ƃ͈Ⴂ�A�f�ʐ}�Ō������ɒJ�����Ō�����
���ʂƓ�������������̂ł́H
�v����ɁA���������x�̗ǂ����X���Ȃ炻�̂܂�܂ł��g����̂ł́H���Ă��Ƃł��B
���������Ȃ�A���X���ڂ𗎂Ƃ��O�ƌ�Ŕ�r���āA�܂邽�߂ɕK�v�ȗ͕͂ς��Ȃ��͂��ł��B
�����A�i�C�t�̑��ʂɃ��X���ڂ����Ă���ƃf�����b�g�̕��������Ȃ肻��
�i�H�ނ����ʂɏ����A���≘�ꂪ���܂�₷���s�q���A
�V�[�X���₽��Ƃ��茸��A����ꂪ���ɂ������j
�Ȃ̂ŁA������ɂ��旎�Ƃ��������ǂ������ł����B
>>214
�f�l�l���ŋ��k�ł����A�{���ɂ����ł����H
�܂��A�N���b�N�Ƃ����̂͗v����ɐ[������q�r�̂��ƂƉ��߂��Ă܂��B
���ʂ̈ꕔ�ɃN���b�N�������Ă���A�N���b�N�̒J�������|�ނ�
�������ƂɂȂ邵�A�Ȃ��悤�Ƃ���͂�������������
�J���ɗ͂��W�����Đ�A�N������K���X��鎞�݂����Ƀ|�L���B
�Ă̂͂킩��܂��B
�������A���H���x�����ɍ����A�J�̐[���ƕ�������Ȃ����S�ɋ߂��ψ�Ȃ�ǂ��ł��傤�B
���ʂ̃N���b�N�Ƃ͈Ⴂ�A�f�ʐ}�Ō������ɒJ�����Ō�����
���ʂƓ�������������̂ł́H
�v����ɁA���������x�̗ǂ����X���Ȃ炻�̂܂�܂ł��g����̂ł́H���Ă��Ƃł��B
���������Ȃ�A���X���ڂ𗎂Ƃ��O�ƌ�Ŕ�r���āA�܂邽�߂ɕK�v�ȗ͕͂ς��Ȃ��͂��ł��B
�����A�i�C�t�̑��ʂɃ��X���ڂ����Ă���ƃf�����b�g�̕��������Ȃ肻��
�i�H�ނ����ʂɏ����A���≘�ꂪ���܂�₷���s�q���A
�V�[�X���₽��Ƃ��茸��A����ꂪ���ɂ������j
�Ȃ̂ŁA������ɂ��旎�Ƃ��������ǂ������ł����B
220 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 15:20:37.66 ID:rI8i1P+O
���X���ڂ����S�ɍ�藎�Ƃ�����Ȃ���Ȃ����ǁA���X���ڂ��c������ԂŎg���̂ł���A�J�̕����͐�����ƈꏏ�ł��B
�ɕs��������Ȃ�A�K���Ƀv�����Ă��āA�J�b�^�[���ȂŃ��X���ڍ���ł���A�v���ł�P���Ă݂�����B
�X�ɁA�Α���Œ@���Ă��܂��A�J�̕����ׂ͒ꂽ�R�ō|�ނ̒��ɓ����Ă��܂����A�Ă����ꎞ�͉��͂��W�����Ęc�݂̑f�ɂȂ邵�B
�ɕs��������Ȃ�A�K���Ƀv�����Ă��āA�J�b�^�[���ȂŃ��X���ڍ���ł���A�v���ł�P���Ă݂�����B
�X�ɁA�Α���Œ@���Ă��܂��A�J�̕����ׂ͒ꂽ�R�ō|�ނ̒��ɓ����Ă��܂����A�Ă����ꎞ�͉��͂��W�����Ęc�݂̑f�ɂȂ邵�B
221 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 15:21:06.27 ID:I+wW4zRC
�������Ƀ��X���̖ڂ𗎂Ƃ��Ă��A����ăt���b�g�ɂ��Ă����ۂ̌��݂͕ς��Ȃ��̂Ŕj�f���x�͓����ɂȂ肻���ł��ˁB
����ƃ��X���̖ڂ𒆓r���[�ɗ��Ƃ���
�؏�̖͗l�ɂȂ��Ėʔ����ł���B
���ؓ��Ƃ�����a���ۂ��ϑz���Ă܂����B
���̃X���݂Ă���ӂƃ��X���i�C�t���n�߂���ŁA�Ƃɖ߂��ċC����������摜�����܂���B
����ƃ��X���̖ڂ𒆓r���[�ɗ��Ƃ���
�؏�̖͗l�ɂȂ��Ėʔ����ł���B
���ؓ��Ƃ�����a���ۂ��ϑz���Ă܂����B
���̃X���݂Ă���ӂƃ��X���i�C�t���n�߂���ŁA�Ƃɖ߂��ċC����������摜�����܂���B
222 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 15:27:42.72 ID:I+wW4zRC
>>220
�t���b�g�ȏ�Ԃɏ��Ƃ������A�J����������ɗ͂��W�����邩��܂�₷���Ȃ�܂����A
���X���̂悤�ɋψ�ɒJ�������Ă���Η͕͂��U����C�����܂��B
�ǂ��Ȃ�ł����ˁH
�t���b�g�ȏ�Ԃɏ��Ƃ������A�J����������ɗ͂��W�����邩��܂�₷���Ȃ�܂����A
���X���̂悤�ɋψ�ɒJ�������Ă���Η͕͂��U����C�����܂��B
�ǂ��Ȃ�ł����ˁH
223 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 15:38:05.62 ID:ReH6Dgra
>>220
�J�b�^�[�̎��ƂȂŐ��x�̍������X���ڂ����߂�킯���Ȃ���
�{���̃��X���ڂ�
�^�_�^�_�^�_�^�_�@���@������
���ʂɃJ�b�^�[�Őꍞ�݂����Ă�
�@�Q�@�@�Q�@�@�Q
�^�@�_�^�@�_�^�@�_�@���@�����Ȃ�̂�
��r�͂ł��Ȃ��ł���ˁB
�J�������Ă��܂��̂͂킩��܂������A
���͂��W������Ƃ͂ǂ��������Ƃł����H
�J�̐[���ƕ������S�ɋψ�ł������i�q��Ȃ�A
����̒J�ɏW������̂ł͂Ȃ��S�Ă̒J�ɕ��U�����悤�Ɏv����̂ł����B
�J�b�^�[�̎��ƂȂŐ��x�̍������X���ڂ����߂�킯���Ȃ���
�{���̃��X���ڂ�
�^�_�^�_�^�_�^�_�@���@������
���ʂɃJ�b�^�[�Őꍞ�݂����Ă�
�@�Q�@�@�Q�@�@�Q
�^�@�_�^�@�_�^�@�_�@���@�����Ȃ�̂�
��r�͂ł��Ȃ��ł���ˁB
�J�������Ă��܂��̂͂킩��܂������A
���͂��W������Ƃ͂ǂ��������Ƃł����H
�J�̐[���ƕ������S�ɋψ�ł������i�q��Ȃ�A
����̒J�ɏW������̂ł͂Ȃ��S�Ă̒J�ɕ��U�����悤�Ɏv����̂ł����B
224 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 15:38:09.89 ID:rI8i1P+O
>�͕͂��U����C�����܂��B
����͖����ł��B
�i �̗l�ɔ������ꍇ�́A�S�ʂɋψ�ɗ͂��|����̂ł͂Ȃ��A�R�̒��_�ɗ͂��|����܂��B
�ŁA���X���͂ǂ����R�̒��_�ɂȂ��Ă��A�����Ƀ��X���ڂ̒J������܂��B
��x�A�v���Ŏ������鎖���������߂��܂��B
����͖����ł��B
�i �̗l�ɔ������ꍇ�́A�S�ʂɋψ�ɗ͂��|����̂ł͂Ȃ��A�R�̒��_�ɗ͂��|����܂��B
�ŁA���X���͂ǂ����R�̒��_�ɂȂ��Ă��A�����Ƀ��X���ڂ̒J������܂��B
��x�A�v���Ŏ������鎖���������߂��܂��B
225 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 15:54:44.61 ID:rI8i1P+O
>>223
�ʂɁA�R�̌`�ǂ��ł��A���x���ǂ��ł��A�C�ɂ͂��ĂȂ������������ł͂Ȃ���ł���B
�S�ʂ��܂Ȃ��J�����荞��ōd���֕���ɂȂ��Ă���A�Ȃ����Ƃ��납��܂��ł���H
�����܂Ŕ[�������Ȃ��Ȃ�A�z���Z�����X���ł�������Ȃ��Ă݂�Ƃ��������B
�ʂɁA�R�̌`�ǂ��ł��A���x���ǂ��ł��A�C�ɂ͂��ĂȂ������������ł͂Ȃ���ł���B
�S�ʂ��܂Ȃ��J�����荞��ōd���֕���ɂȂ��Ă���A�Ȃ����Ƃ��납��܂��ł���H
�����܂Ŕ[�������Ȃ��Ȃ�A�z���Z�����X���ł�������Ȃ��Ă݂�Ƃ��������B
226 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 15:59:53.60 ID:I+wW4zRC
���Ƃ��A�����|�ނ��Ƃ���
����6�~���̃��X���̗��ʂ�1�~���̒J�����܂�Ă���Ƃ��āA4�~���̃t���b�g�o�[�Ƃǂ��炪�܂�₷�����H
�Ƃ��������Ƃ�������ł����B
���̏ꍇ�A�������A�ނ��냄�X���̂ق����͂��ɐ܂�ɂ����C�������ł����c�B
�J�̕������˂���₽��݂��͂��ɋz������̂ŁB
����6�~���̃��X���̗��ʂ�1�~���̒J�����܂�Ă���Ƃ��āA4�~���̃t���b�g�o�[�Ƃǂ��炪�܂�₷�����H
�Ƃ��������Ƃ�������ł����B
���̏ꍇ�A�������A�ނ��냄�X���̂ق����͂��ɐ܂�ɂ����C�������ł����c�B
�J�̕������˂���₽��݂��͂��ɋz������̂ŁB
227 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 16:07:51.86 ID:ReH6Dgra
���`���Ȃ̂��B�܂��ǂ����ɂ��Ă��O�q�̃f�����b�g�����邩��
���X���ڂ��c������͖�����ł����ǂˁB�����I�ȈӖ��ŋC�ɂȂ����̂ŁB
�ǂ������肪�Ƃ��������܂����B
�Ƃ���ŁA���X���͒@���Ēb���Ȃ��Ɛn���Ƃ��Ďg�����ɂȂ�܂��H
�Ă��Ȃ܂��č���āA�Ō�̔M�����������Ǝ҂ɗ��ނ�_���ł����H
���X���ڂ��c������͖�����ł����ǂˁB�����I�ȈӖ��ŋC�ɂȂ����̂ŁB
�ǂ������肪�Ƃ��������܂����B
�Ƃ���ŁA���X���͒@���Ēb���Ȃ��Ɛn���Ƃ��Ďg�����ɂȂ�܂��H
�Ă��Ȃ܂��č���āA�Ō�̔M�����������Ǝ҂ɗ��ނ�_���ł����H
228 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 16:09:38.09 ID:rI8i1P+O
���X���͏Ă�����|����H
���������A�t���b�g�o�[�قNJȒP�ɋȂ���킯�Ȃ�����Ȃ���
�g�܂��h�Ƃ������ƂȂ�A�ޗ��I�ɂ̓��X���̕����܂�₷����H��
��������A����������Ȃ��A���X���Ŏ������Ă݂Ȃ��Ă�
���������A�t���b�g�o�[�قNJȒP�ɋȂ���킯�Ȃ�����Ȃ���
�g�܂��h�Ƃ������ƂȂ�A�ޗ��I�ɂ̓��X���̕����܂�₷����H��
��������A����������Ȃ��A���X���Ŏ������Ă݂Ȃ��Ă�
229 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 16:15:04.47 ID:rI8i1P+O
���[�A>>228��226���ˁB
>>227
�����������X���͒Y�f�|����������A���ƒb�����o����̂����_���ȁH
��́A�W�����N�A�C�A���̍ė��p�Ƃ��B
�Y�����̍ו����ɕK���ɂȂ�Ȃ��Ȃ�A�@���Ȃ��Ă����Ȃ��ł��B
>>227
�����������X���͒Y�f�|����������A���ƒb�����o����̂����_���ȁH
��́A�W�����N�A�C�A���̍ė��p�Ƃ��B
�Y�����̍ו����ɕK���ɂȂ�Ȃ��Ȃ�A�@���Ȃ��Ă����Ȃ��ł��B
230 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 16:29:27.47 ID:I+wW4zRC
231 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 16:34:11.76 ID:I+wW4zRC
>>227
�@������A�M�������Ȃ��Ă�
���X���͂����P�ɍ�肾�������̂ł�
�\���d���̂Ŏg�����ɂȂ�܂���B
�ȈՑ���ł����A���{�|�ƍ���Ă����Ɠ������炢�̍d�x�͏o�Ă��܂����B
�c�{�T���̓S�H���X���ł����B
�@������A�M�������Ȃ��Ă�
���X���͂����P�ɍ�肾�������̂ł�
�\���d���̂Ŏg�����ɂȂ�܂���B
�ȈՑ���ł����A���{�|�ƍ���Ă����Ɠ������炢�̍d�x�͏o�Ă��܂����B
�c�{�T���̓S�H���X���ł����B
232 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 17:48:25.39 ID:gBhMWasQ
�����ł���Ă݂Ȃ��ŃA�h�o�C�X�ɂ͔��_������Ă͍̂Œ�ł��ˁI
�܂ꂽ���X���i�C�t������ƃ��X���ڂɉ����Ċ��ꂽ�̂͗e�ՂɌ��Ď��܂��B
�F���̌f���Ő�����Ă���o�����Ă��Ȃ����I
�܂ꂽ���X���i�C�t������ƃ��X���ڂɉ����Ċ��ꂽ�̂͗e�ՂɌ��Ď��܂��B
�F���̌f���Ő�����Ă���o�����Ă��Ȃ����I
233 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 18:35:51.08 ID:I+wW4zRC
>>232
�����ł��Ȃ��Ȃ��ł����H
���X���̕\�ʂ͉��ʂ��炯������ꌩ�A���������邯��
�f�ʂ��Y��ȏ�ԂɂȂ��Ă邱�Ƃ͂قƂ�ǂȂ��ł���B
�ނ���A�|�ނ̋ψ�łȂ���������܂�Ă����ۂł��B
�����ł��Ȃ��Ȃ��ł����H
���X���̕\�ʂ͉��ʂ��炯������ꌩ�A���������邯��
�f�ʂ��Y��ȏ�ԂɂȂ��Ă邱�Ƃ͂قƂ�ǂȂ��ł���B
�ނ���A�|�ނ̋ψ�łȂ���������܂�Ă����ۂł��B
234 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 18:51:17.22 ID:ykeNVbhe
>>223
�J�b�^�[�i�C�t�ƈꏏ�A���čl���Ă݂���������邩�ƁB
�J�b�^�[�i�C�t�ƈꏏ�A���čl���Ă݂���������邩�ƁB
235 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 18:53:57.76 ID:I+wW4zRC
>>234
�J�b�^�[�i�C�t�̐܂�ڂ��ψ�ɑS�ʂɁA�i�q��ɓ����Ă���H
�J�b�^�[�i�C�t�̐܂�ڂ��ψ�ɑS�ʂɁA�i�q��ɓ����Ă���H
236 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 18:55:36.70 ID:ykeNVbhe
>>235
�i�q�ɉ����Ċ����Ǝv���B
�i�q�ɉ����Ċ����Ǝv���B
237 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 19:07:59.52 ID:ykeNVbhe
>>218
>>�T���_�[��O���C���_�[���`�A
�̌�Ɂu�f��Ŏ����č��v�����Ƃ��BFor your safety.
>>�Ȍ�|�ނ��O���C���_�[�ɂ����邱�Ƃ͂Ȃ�
�Ȍ�A�O���C���_�[�Ő��`����ۂɐ�|�ނɔM����������ȁB
��͑�̂����Ă�Ǝv��by��Ӎ�����H�w�n��w�@��
>>�T���_�[��O���C���_�[���`�A
�̌�Ɂu�f��Ŏ����č��v�����Ƃ��BFor your safety.
>>�Ȍ�|�ނ��O���C���_�[�ɂ����邱�Ƃ͂Ȃ�
�Ȍ�A�O���C���_�[�Ő��`����ۂɐ�|�ނɔM����������ȁB
��͑�̂����Ă�Ǝv��by��Ӎ�����H�w�n��w�@��
238 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 19:12:42.70 ID:ReH6Dgra
���ہA�������X���̃��X���ڂ𗎂Ƃ��O�ƌ�ŁA
�܂�>>226��>>230�̂悤�ɂ��āA
�܂�̂ɕK�v�ȉ��d���O�����P�ʂŌv�����Ă݂��l�͂���́H
�ǂ����F�o����Ō����Ă邾������Ȃ��́H
�܂����͂����ے肷��C�͂Ȃ���
���X���ڂ��c�������b�g�������Ǝv���̂ł���ȏ�˂����܂Ȃ����ǁA
�����ł͂Ȃ��o����_�������Ń��m�������̂��ǂ����Ǝv��
���Ȃ݂ɉ��̒m���Ă����ł́A�i�q��ł͂Ȃ�������ɂ̂݃��X���ڂ������Ă郄�X��
�̐܂ꂽ��́A�J�b�^�[�̐n�̂悤�ɃL���C�Ɉ꒼���ɐ܂�Ă͂��Ȃ�������B
�ǂ����Ă����X���ڂɉ����Đ܂�Ă�悤�ɂ͌����Ȃ������B
�܂�>>226��>>230�̂悤�ɂ��āA
�܂�̂ɕK�v�ȉ��d���O�����P�ʂŌv�����Ă݂��l�͂���́H
�ǂ����F�o����Ō����Ă邾������Ȃ��́H
�܂����͂����ے肷��C�͂Ȃ���
���X���ڂ��c�������b�g�������Ǝv���̂ł���ȏ�˂����܂Ȃ����ǁA
�����ł͂Ȃ��o����_�������Ń��m�������̂��ǂ����Ǝv��
���Ȃ݂ɉ��̒m���Ă����ł́A�i�q��ł͂Ȃ�������ɂ̂݃��X���ڂ������Ă郄�X��
�̐܂ꂽ��́A�J�b�^�[�̐n�̂悤�ɃL���C�Ɉ꒼���ɐ܂�Ă͂��Ȃ�������B
�ǂ����Ă����X���ڂɉ����Đ܂�Ă�悤�ɂ͌����Ȃ������B
239 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 19:12:48.70 ID:I+wW4zRC
240 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 19:20:47.31 ID:I+wW4zRC
�炿�������Ȃ��̂�
�摜�E�v���_�Ƀ��X���̉摜�����܂���B
���X���ł���r�Ɉ����o�������Ȃ�
�Ȃ��Ȃ��̂��̂��Ǝv���܂���www
�摜�E�v���_�Ƀ��X���̉摜�����܂���B
���X���ł���r�Ɉ����o�������Ȃ�
�Ȃ��Ȃ��̂��̂��Ǝv���܂���www
241 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 19:35:20.87 ID:n9n29ONx
�����̃A�����J�Ŕ������Ã��X���Đ��i�C�t�̓��X���ڂ�
�c�������B
�c�������B
242 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 19:58:39.08 ID:q1OvjAOA
���X���������ǁB
�ڂ����������ɐ܂�邱�Ƃ͑�����B
�J�b�^�[�i�C�t�̐n�̂悤�ɂ͂Ȃ��Ȃ��܂�Ȃ����ǁA
�܂��A�܂ꂽ�f�ʂ̓��X������Ȃ�łȂ�Ƃ�������ˁB
�R�~���Œ肵�ċȂ���ƁA�^��荪��������Ő܂�邱�Ƃ��悭����B
�ڍ���ł���Ă���ʼn��͉]�X�͂��̕ӂ肩�ȂƁB
�ڂ����������ɐ܂�邱�Ƃ͑�����B
�J�b�^�[�i�C�t�̐n�̂悤�ɂ͂Ȃ��Ȃ��܂�Ȃ����ǁA
�܂��A�܂ꂽ�f�ʂ̓��X������Ȃ�łȂ�Ƃ�������ˁB
�R�~���Œ肵�ċȂ���ƁA�^��荪��������Ő܂�邱�Ƃ��悭����B
�ڍ���ł���Ă���ʼn��͉]�X�͂��̕ӂ肩�ȂƁB
243 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/02(��) 23:26:13.62 ID:/AaIzKaa
>>242
�����I�v���̕��������I
���X���|�̏ē���ƏĂ��߂��ɂ��āA
���x�A���ԁA���������E�E�����x���Ȃ��͈͂ŋ����Ă���������
�����I�v���̕��������I
���X���|�̏ē���ƏĂ��߂��ɂ��āA
���x�A���ԁA���������E�E�����x���Ȃ��͈͂ŋ����Ă���������
244 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/03(��) 00:07:10.10 ID:XGAnxZ/l
�����̐e���̓��X���̖ڂ��������u�����Ŋ��S�ɏ����Ă�B
���̎��ɃL���O��1000�Ŏd�グ�ďI���B
�n�n��3�����̋������p�i�C�t�̏o���オ��B
���ʗ͂��|�����ł͂Ȃ��̂����ǂ������炵���B
���̎��ɃL���O��1000�Ŏd�グ�ďI���B
�n�n��3�����̋������p�i�C�t�̏o���オ��B
���ʗ͂��|�����ł͂Ȃ��̂����ǂ������炵���B
245 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/03(��) 01:45:27.68 ID:XIvGyWgW
���X���ƌ����Ή��Ńc�{�T����Valtitan��̔����Ȃ��낤���E�E�E�B
247 �F243�F2012/05/03(��) 08:58:24.00 ID:mUPjkzRl
>>246 �T���N�X�ł�
�n���Ƀ��T�C�N������Ƃ��ɏĂ��߂���
���x���炢�ł���������Ƃ������܂��āE�E�E
�Ă�����̊������炵�āA160-180�x���炢�ŗǂ������ł���
�Q�l�ɂȂ�܂���
�n���Ƀ��T�C�N������Ƃ��ɏĂ��߂���
���x���炢�ł���������Ƃ������܂��āE�E�E
�Ă�����̊������炵�āA160-180�x���炢�ŗǂ������ł���
�Q�l�ɂȂ�܂���
http://2ch-dc.mine.nu/v3/src/1336034571146.jpg
http://2ch-dc.mine.nu/v3/src/1336034653631.jpg
��ł����_(^o^)�^�t���ɂ��Ă�����ƐU�������炢�ł͔����Ă��Ȃ��B
�O�ɃG�A�K���̃X�g�b�N�𗿗��p�O���[�v�V�[�h�I�C���Ŏd�グ�Č��\�ǂ������̂ŁA
�ߏ��̃W���X�R�ɂ܂������ɂ�������A�����p�̃A�}�j�������Ă��̂ł����������Ă��Ďd�グ���B
��̎���8�ӏ��ɂ͑O�ʂ���w�ʂɊђʌ��J���Ă���B
�����ɋ߂�2�ӏ��́A�����ȃg�O�����ăn���h���[����̕R���߂Ĉꉞ�����~�߂ɂ���B
�c��6�ӏ��g���ĉ�������u�P�[�X�������B
{kind=link}
http://2ch-dc.mine.nu/v3/src/1336034653631.jpg
{kind=link}
��ł����_(^o^)�^�t���ɂ��Ă�����ƐU�������炢�ł͔����Ă��Ȃ��B
�O�ɃG�A�K���̃X�g�b�N�𗿗��p�O���[�v�V�[�h�I�C���Ŏd�グ�Č��\�ǂ������̂ŁA
�ߏ��̃W���X�R�ɂ܂������ɂ�������A�����p�̃A�}�j�������Ă��̂ł����������Ă��Ďd�グ���B
��̎���8�ӏ��ɂ͑O�ʂ���w�ʂɊђʌ��J���Ă���B
�����ɋ߂�2�ӏ��́A�����ȃg�O�����ăn���h���[����̕R���߂Ĉꉞ�����~�߂ɂ���B
�c��6�ӏ��g���ĉ�������u�P�[�X�������B
249 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/03(��) 20:07:33.64 ID:LGbBbgTS
>>248
���u���̖؏₪����̂ł��߂ɂȂ�摜�T���N�X
�ȑO���̒i�K�ŋl��2�{�ڂ�������
https://lh5.googleusercontent.com/-Lkib9DK27bs/TGNK3yyC-vI/AAAAAAAALt8/pQnprUf6A_Y/s800/DSCF0294.JPG
���u���̖؏₪����̂ł��߂ɂȂ�摜�T���N�X
�ȑO���̒i�K�ŋl��2�{�ڂ�������
https://lh5.googleusercontent.com/-Lkib9DK27bs/TGNK3yyC-vI/AAAAAAAALt8/pQnprUf6A_Y/s800/DSCF0294.JPG
{kind=link}
250 �F2�_�u ��eqzxfGuHRU �F2012/05/04(��) 00:40:40.74 ID:X4f8/j3w
251 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/04(��) 08:45:01.17 ID:pdsUJE2i
�H�p�����m���̓r�^�~��A�������Y������ĂĂ����܂�Â炢�ƕ��������Ƃ�����B
���|���`
���|���`
252 �F�W�g�� ��NAiBHuyoBI �F2012/05/04(��) 19:59:40.83 ID:hC5vYI3J
>>248
���͎g���Ă݂悤�Ǝv���Ă����̂ŎQ�l�ɂ����Ă��炢�܂��B
�I�C����h��d�ˎg������ł����ƐF���[���Ȃ��Ă����A�������͋C�̃i�C�t��
�Ȃ�ł��傤�ˁB
>>249
�����ƂĂ��Y��A�ޗ��͂Ȃ�ł��傤�H
���͎g���Ă݂悤�Ǝv���Ă����̂ŎQ�l�ɂ����Ă��炢�܂��B
�I�C����h��d�ˎg������ł����ƐF���[���Ȃ��Ă����A�������͋C�̃i�C�t��
�Ȃ�ł��傤�ˁB
>>249
�����ƂĂ��Y��A�ޗ��͂Ȃ�ł��傤�H
253 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 01:17:23.32 ID:P6A5/c76
����
���܂���̑�D���ȌF�����������������HP�ʼn摜�N���Ă邼�I
���܂���̑�D���ȌF�����������������HP�ʼn摜�N���Ă邼�I
254 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 03:24:51.99 ID:CSIa5Ac5
����͝n�����n����Y�B�����Ȃ����ė����B
255 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 07:17:51.22 ID:BUSXMww9
>>252
���Ԃh�A4cm�a���炢�̊ۖ_���[�˂ɂ������̂Ŋ����č���Ă݂�
�����Ƃ��ꂢ�ɂȂ邪���ۂɃP�o�����������A�\�[�X�͌������x������r�I����₷���ށA
�����c���Ƃ��Ȃ�d���Ȃ�Ȃǂ̗��R�Ō��Ǖ������Ă���
>>248
�n���h���͒��F�\��?
���Ԃh�A4cm�a���炢�̊ۖ_���[�˂ɂ������̂Ŋ����č���Ă݂�
�����Ƃ��ꂢ�ɂȂ邪���ۂɃP�o�����������A�\�[�X�͌������x������r�I����₷���ށA
�����c���Ƃ��Ȃ�d���Ȃ�Ȃǂ̗��R�Ō��Ǖ������Ă���
>>248
�n���h���͒��F�\��?
256 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 10:22:02.81 ID:rxUxQ+o6
���h�ɂ͌����Ȃ����E�E�E
257 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 11:04:28.48 ID:P6A5/c76
258 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 11:55:03.77 ID:CSIa5Ac5
�n���͂��܂����낗�����Ɗw�Z�s���悗����
259 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 11:59:12.31 ID:E6X1f5Ik
���X�����ăI�[�u���œ݂��܂����H
260 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 12:07:35.86 ID:P6A5/c76
>>258
�����g�̙�����x�@�Ɏ����Ă�����
����͏e���@��ő��v�ł����H���ĕ����Ă݂�H
>>259
246�̃��X�ŏĂ����ꉷ�x��780���Ƃ���
�Ă�������Ă��Ȃ܂����x���낤����
���ʂ̃I�[�u�����ᖳ���ł�
�����g�̙�����x�@�Ɏ����Ă�����
����͏e���@��ő��v�ł����H���ĕ����Ă݂�H
>>259
246�̃��X�ŏĂ����ꉷ�x��780���Ƃ���
�Ă�������Ă��Ȃ܂����x���낤����
���ʂ̃I�[�u�����ᖳ���ł�
261 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 13:46:01.19 ID:Ux/yo7Hf
>>256
��͍��h��������Ȃ��B
��͍��h��������Ȃ��B
262 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 13:55:22.71 ID:J/3rpaz0
263 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 13:59:17.55 ID:Rjx4DO5j
�Ă��߂����Ă��Ƃ���
264 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 14:12:57.51 ID:J/3rpaz0
���X���̏Ă�����͍d��������Ă��Ƃ����H
265 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 14:36:45.87 ID:Rjx4DO5j
>>264
���X���͏ē��ꂾ���Ŗ߂������Ă��Ȃ����ĕ��������Ƃ�����B
>>255
�F�͔����ۂ��ق����D�݂ł��B�Ј��������Ȃ���
�ł����������čg���Ƃ��Ő��߂邩���B
�ȑO�O���[�v�V�[�h�I�C���g�����Ƃ��́A
�S�M�ɂ���ėz�ɔ����Ă�����M���ēh������ł܂��Ă��ꂽ�̂ŁA
�z���Ƃ��Ă����̂ł��ꂩ�瓯���悤�Ɏ����܂��B
�Ō�̉��M�̒i�K�ōg���Ϗo�����ȁE�E
���X���͏ē��ꂾ���Ŗ߂������Ă��Ȃ����ĕ��������Ƃ�����B
>>255
�F�͔����ۂ��ق����D�݂ł��B�Ј��������Ȃ���
�ł����������čg���Ƃ��Ő��߂邩���B
�ȑO�O���[�v�V�[�h�I�C���g�����Ƃ��́A
�S�M�ɂ���ėz�ɔ����Ă�����M���ēh������ł܂��Ă��ꂽ�̂ŁA
�z���Ƃ��Ă����̂ł��ꂩ�瓯���悤�Ɏ����܂��B
�Ō�̉��M�̒i�K�ōg���Ϗo�����ȁE�E
266 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 15:02:27.80 ID:JPs1Hc/a
>>260 ����ƌ������炾��B�Z���^���ƌ����Ηǂ��B����͝n���B����A�����Ƃ��킩��H
267 �F260�F2012/05/05(�y) 17:00:04.77 ID:cN4+uoJx
>>262
��̐l�������Ă���Ă���Ƃ���ŁA
���X���͏Ă��߂������Ȃ��̂Őn���Ƃ��Ďg���ɂ͍d�������Ƃ���
�Ȃ̂ŃI�[�u���ŏĂ��߂������Ă���n���Ƃ��ĉ��H���Ă���낤��
>>266
����������ŏ����Ă��遃�n���@�]�X
�u���O�̎ʐ^�����Ă���̂��ǂ����������
���̑���ŝn���O������Ƃ����āA������������Ȃ��Ƃ����̂�
�����������Ȃ��́H�Ƃ�������
�u���O��͉��ɂ�����҂炵������A�@���ɐG���悤�Ȃ��Ƃ�
�T�ނׂ����Ǝv������
��̐l�������Ă���Ă���Ƃ���ŁA
���X���͏Ă��߂������Ȃ��̂Őn���Ƃ��Ďg���ɂ͍d�������Ƃ���
�Ȃ̂ŃI�[�u���ŏĂ��߂������Ă���n���Ƃ��ĉ��H���Ă���낤��
>>266
����������ŏ����Ă��遃�n���@�]�X
�u���O�̎ʐ^�����Ă���̂��ǂ����������
���̑���ŝn���O������Ƃ����āA������������Ȃ��Ƃ����̂�
�����������Ȃ��́H�Ƃ�������
�u���O��͉��ɂ�����҂炵������A�@���ɐG���悤�Ȃ��Ƃ�
�T�ނׂ����Ǝv������
268 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 18:16:20.68 ID:mnmJfc74
�ŋߕ����n�߂�����ŁA���Ђ��ǂ�ł�̂ł�����b�I�Ȃ��Ƃ��悭�킩��܂���B
�M�����ɏڂ����l�A��������ł����̂ŋ����ĉ������B
��������ɂ�����
�Ă��Ȃ܂��A�Ă��Ȃ炵�A�Ă����ꎞ�́A
�M���鉷�x�͂قړ����i700�`900���j�ŁA��₷���x�ƃv���Z�X���Ⴄ�����B
�������͂邩�ɒ����鍂���ŔM�����
�g�D���������Ȃ��Ă��܂��A���炩�̕��@�Œb���Ȃ��Ǝg�����ɂȂ�Ȃ��Ȃ�B
�Ă��߂���������r�I�ቷ�ʼn\�i250�`600���j
����ō����Ă܂����H
���āA�Ă��߂��̎��A�������₷�ɂ͂ǂ̂悤�ɂ���̂ł����H
��₷���x�ɂ���Ăǂ̂悤�ȈႢ���o��̂ł��傤���H
�M�����ɏڂ����l�A��������ł����̂ŋ����ĉ������B
��������ɂ�����
�Ă��Ȃ܂��A�Ă��Ȃ炵�A�Ă����ꎞ�́A
�M���鉷�x�͂قړ����i700�`900���j�ŁA��₷���x�ƃv���Z�X���Ⴄ�����B
�������͂邩�ɒ����鍂���ŔM�����
�g�D���������Ȃ��Ă��܂��A���炩�̕��@�Œb���Ȃ��Ǝg�����ɂȂ�Ȃ��Ȃ�B
�Ă��߂���������r�I�ቷ�ʼn\�i250�`600���j
����ō����Ă܂����H
���āA�Ă��߂��̎��A�������₷�ɂ͂ǂ̂悤�ɂ���̂ł����H
��₷���x�ɂ���Ăǂ̂悤�ȈႢ���o��̂ł��傤���H
269 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 19:43:02.82 ID:P84bWDyd
�R���N�V�����̂₷��i�C�t�ł��B
���̕\�ʏ����͉��ł��傤���H
http://bbs.avi.jp/photo.php?wid=29822450&kid=79024&mode=&br=pc&s=
���̕\�ʏ����͉��ł��傤���H
http://bbs.avi.jp/photo.php?wid=29822450&kid=79024&mode=&br=pc&s=
270 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/05(�y) 22:45:42.08 ID:KKZqRGNg
�Α���̎��ɏo�����A�����̃A�o�^�ł��B
271 �F2�_�u ��eqzxfGuHRU �F2012/05/06(��) 04:16:15.42 ID:3wQ8iTyG
>>268
�傫�ȊԈႢ�͖����Ǝv���B
�Ė߂����x�ŋK�莞�ԕێ�������͋��ŗǂ���Ȃ����B
��p���ԂŐ��\���ς�邱�Ƃ͂قږ����Ǝv���B
�n�C�X�̍����Ė߂��͒m��ǁB
�傫�ȊԈႢ�͖����Ǝv���B
�Ė߂����x�ŋK�莞�ԕێ�������͋��ŗǂ���Ȃ����B
��p���ԂŐ��\���ς�邱�Ƃ͂قږ����Ǝv���B
�n�C�X�̍����Ė߂��͒m��ǁB
272 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/06(��) 11:18:22.55 ID:DQ6ImGDK
>>268
���ۂɕ����̒b�艮�Ō������������ǁA
�Ă��߂���́A���A����A�m�D�ŏ���Ƃ��܂��܂�����
����͎��n�̍|��SK�ނȂǂ̏ꍇ�Ȃ̂ŁA
�X�e����n�C�X�͕�����܂���
>>269
�����̏����ɂ������邵�A�b�����̎_���ɂ����̂ɂ��݂���
�d�オ�肩�珈���𐄒肷��͓̂������ǁA
�����悤�ɕ\�ʂ��d�グ��̂Ȃ�
�����͉��_���܂���ɕM�h�肵�Ă��Ǝv���܂�
���ۂɕ����̒b�艮�Ō������������ǁA
�Ă��߂���́A���A����A�m�D�ŏ���Ƃ��܂��܂�����
����͎��n�̍|��SK�ނȂǂ̏ꍇ�Ȃ̂ŁA
�X�e����n�C�X�͕�����܂���
>>269
�����̏����ɂ������邵�A�b�����̎_���ɂ����̂ɂ��݂���
�d�オ�肩�珈���𐄒肷��͓̂������ǁA
�����悤�ɕ\�ʂ��d�グ��̂Ȃ�
�����͉��_���܂���ɕM�h�肵�Ă��Ǝv���܂�
273 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/06(��) 12:40:49.53 ID:Xkbj//3i
����b���������킩���
�A�o�^��
�A�o�^��
274 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/06(��) 16:47:24.97 ID:ZoGtEbP4
�k�ڎc���Ă�ق��ɂ��A�����Ė͗l�������Ă�����
�k�̐����H���͂���Ȃ�����
�k���ߒ��Œ@�����ȂŊ��ɂ��Ă��ł��ڂ��H
�k�̐����H���͂���Ȃ�����
�k���ߒ��Œ@�����ȂŊ��ɂ��Ă��ł��ڂ��H
275 �F���P����Free Tibet ��yl213OWCWU �F2012/05/06(��) 17:24:56.13 ID:sgm8FxsX BE:73710443-2BP(3200)
>>269
�����A���ł��i����t�����n���}�[�Œ@�����Ƃɂ��A�����C�������N�����A�Δ������j�����ɉΔ��i�_���햌�j��ł����Ղ��Ǝv���B
�ʔ������炩�A�̈ӂɂ���Ă���Ǝv���܂��B�����łȂ������ꍇ�͂����ƉΔ����d�Ȃ��Ă���B
�����A���ł��i����t�����n���}�[�Œ@�����Ƃɂ��A�����C�������N�����A�Δ������j�����ɉΔ��i�_���햌�j��ł����Ղ��Ǝv���B
�ʔ������炩�A�̈ӂɂ���Ă���Ǝv���܂��B�����łȂ������ꍇ�͂����ƉΔ����d�Ȃ��Ă���B
276 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/06(��) 17:47:56.54 ID:Fc94Wlha
�F����A���肪�Ƃ��������܂��B
���̐���҂͂��Ƃ��ƃf�U�C�i�[�ŏ���������Ĕ̔����Ă�����Ȃ̂ŁA���炭
�Ӑ}�I�ɂ��̂悤�Ȏd�グ�ɂ�����ł��傤�ˁB
���Ȃ݂ɓ�������҂̍�i�ł����P����̂ł����������>>272�̕�������ꂽ�悤��
���_�ɂ�鏈���ł��傤���H
http://bbs.avi.jp/photo/79024/29822483
���̐���҂͂��Ƃ��ƃf�U�C�i�[�ŏ���������Ĕ̔����Ă�����Ȃ̂ŁA���炭
�Ӑ}�I�ɂ��̂悤�Ȏd�グ�ɂ�����ł��傤�ˁB
���Ȃ݂ɓ�������҂̍�i�ł����P����̂ł����������>>272�̕�������ꂽ�悤��
���_�ɂ�鏈���ł��傤���H
http://bbs.avi.jp/photo/79024/29822483
277 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/06(��) 19:27:15.44 ID:3Mjf3YSx
278 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/06(��) 20:54:21.88 ID:Q6aB8ODi
>>269 �L�N����̃G�b�`���O�̍����o�[�W�������ƌ����Ή���₷�����B
http://bbs.avi.jp/photo/482722/56689�@�R�C�c���ꏏ���Ǝv���B
http://bbs.avi.jp/photo/482722/56689�@�R�C�c���ꏏ���Ǝv���B
279 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/06(��) 21:37:39.86 ID:Fc94Wlha
>>278
�Ȃ�قǁA�m���ɁE�E�E�������i�C�t�̉��̃C���h�l���C�ɂȂ錏��
�Ȃ�قǁA�m���ɁE�E�E�������i�C�t�̉��̃C���h�l���C�ɂȂ錏��
280 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/07(��) 09:24:14.11 ID:3gp8o4Cx
�k�i�C�t�������[�I�I
�z���Z���k��T�d�ɃX�g�b�N�����[�o������Ζl�ɂ����܂����H
�z���Z���k��T�d�ɃX�g�b�N�����[�o������Ζl�ɂ����܂����H
281 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/07(��) 10:42:30.66 ID:GQYeORPo
>>280
����ł���B�o�����炤p��
����ł���B�o�����炤p��
282 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/07(��) 11:29:16.30 ID:P2lJSNxR
>>276
���_�����ɂ��Ă͋��ڂ��͂����肵�����̂悤�ȋC�����܂�
�g�������Ƃ͂Ȃ����ǁA���[�U�[���Ƃ���Ȋ����Ȃ̂��Ɩϑz�O�O�G�G
>>280
��₷�肶��d�����Ė�������
�Œ�ł��f�B�X�N�T���_�[�ł��܂߂ɐ��ŗ�₵�Ȃ���
���`���āA�Ō�͓u�Őn�t��
������āO�O
���_�����ɂ��Ă͋��ڂ��͂����肵�����̂悤�ȋC�����܂�
�g�������Ƃ͂Ȃ����ǁA���[�U�[���Ƃ���Ȋ����Ȃ̂��Ɩϑz�O�O�G�G
>>280
��₷�肶��d�����Ė�������
�Œ�ł��f�B�X�N�T���_�[�ł��܂߂ɐ��ŗ�₵�Ȃ���
���`���āA�Ō�͓u�Őn�t��
������āO�O
283 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/07(��) 14:06:57.10 ID:3SWhtzQS
�Ȃ܂����炢�����
284 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/07(��) 17:57:55.96 ID:LxhwGdua
�������A�Ă��Ȃ܂������`���Ă����ꁨ�Ă��߂����ł���̂Ȃ�x�X�g
280����̏������݂����肾���݂̂ō��ƍl�������̂�
282�̃A�h�o�C�X�����܂���
280����̏������݂����肾���݂̂ō��ƍl�������̂�
282�̃A�h�o�C�X�����܂���
285 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/08(��) 09:28:36.67 ID:aMBQinam
���X�����K�X�n�ڂ̃A�Z�`�����o�[�i�[�ŏĂ��݂������甽���Ă��܂��܂����B
�c���o�Ȃ��悤�ɂȂ�ׂ��ψ�ɔM����ꂽ����ł������B
�ēx�A�M������Ă�����x�}�V�ɂȂ�܂������A��͂菭���c��ł��܂��B
����͂��̒i�K�Řc���Ƃ��������ǂ��ł����H
�������Đ��`�A�ē��ꂵ�Ă����v�ł����H
�c���o�Ȃ��悤�ɂȂ�ׂ��ψ�ɔM����ꂽ����ł������B
�ēx�A�M������Ă�����x�}�V�ɂȂ�܂������A��͂菭���c��ł��܂��B
����͂��̒i�K�Řc���Ƃ��������ǂ��ł����H
�������Đ��`�A�ē��ꂵ�Ă����v�ł����H
286 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/08(��) 10:11:28.59 ID:aMBQinam
���͂��[�A�����v���X�Řc�Ƃ�����
�ɂ₩�Ȃr���ɋȂ��Ă��܂����[�B
�T�d�Ɉ��������Ă���ł���8�L��/�H���炢���炢���Ȃ�Ȃ���Ƃ́B
�ɂ₩�Ȃr���ɋȂ��Ă��܂����[�B
�T�d�Ɉ��������Ă���ł���8�L��/�H���炢���炢���Ȃ�Ȃ���Ƃ́B
287 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/08(��) 10:26:55.19 ID:/+driAJV
>>286
���O����(�m�́M)�����Ƀ}�b�`���ĕs�ސT�ł������Ă��܂��܂����B
���O����(�m�́M)�����Ƀ}�b�`���ĕs�ސT�ł������Ă��܂��܂����B
288 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/08(��) 11:23:58.47 ID:6wptyVIH
������x�Ԃ߂āA��n���}�[�Œ@������ǂ��ł��傤�H
289 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/08(��) 15:07:12.84 ID:/CIJvc/T
�Ă��i�߂��ȊO�j�͋������ɔ����Ă�1700�����炢�̃K�X�o�[�i�[���ጵ������ˁH
�o�[�x�L���[�p�̖ؒY�ʼn\�H�F�����ĂȂ����}���V�����Z�܂��Ȃ̂ʼn͌����C�݂��l�C�̏��Ȃ��Ƃ��T����
���ȂœK���ȃJ�}�h����Ă�낤����
�o�[�x�L���[�p�̖ؒY�ʼn\�H�F�����ĂȂ����}���V�����Z�܂��Ȃ̂ʼn͌����C�݂��l�C�̏��Ȃ��Ƃ��T����
���ȂœK���ȃJ�}�h����Ă�낤����
290 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/08(��) 15:10:47.20 ID:Woopf/Wk
���ւł��������
291 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/08(��) 15:21:32.20 ID:aMBQinam
>>289
�s�̂̃K�X�o�[�i�[�ł͂��Ȃ������Ǝv���܂��B
�n�ڗp�̃A�Z�`�����o�[�i�[�g���Ă��Ȃ��Ȃ��ԔM���Ȃ������̂ŁB
�ƒ�ō��M�ʂ��K�v�Ȃ炨���߂́A���ւɃu���A�[�ŋ������C�ł��B
���ւ̓������n���ăK���X�����邭�炢�܂ō����ɂȂ�̂ŁA�C��t���Ȃ��Əē���ǂ���|�ނ��Ă����������ȋC�����܂��B
�s�̂̃K�X�o�[�i�[�ł͂��Ȃ������Ǝv���܂��B
�n�ڗp�̃A�Z�`�����o�[�i�[�g���Ă��Ȃ��Ȃ��ԔM���Ȃ������̂ŁB
�ƒ�ō��M�ʂ��K�v�Ȃ炨���߂́A���ւɃu���A�[�ŋ������C�ł��B
���ւ̓������n���ăK���X�����邭�炢�܂ō����ɂȂ�̂ŁA�C��t���Ȃ��Əē���ǂ���|�ނ��Ă����������ȋC�����܂��B
292 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/08(��) 17:37:42.74 ID:MKtX1cBf
�����X�ł����A��͂�u���A�͕K�{�ł����H
���ւ�1.3kg�n���}�[�͊��ɏ������܂����B
���ւ�1.3kg�n���}�[�͊��ɏ������܂����B
293 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/08(��) 17:47:13.48 ID:2B6fF8Wj
�h���C���[�ƌa�����킹���P�ǃp�C�v�ł����B
294 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/08(��) 18:24:03.41 ID:MKtX1cBf
�h���C���[���ƔM�̕Ԃ�ʼn�ꂽ�Ƃ����l������݂����ł���
�܂����v�����ł��ˁB
����猾���ΐ��q�ł���Ă݂����Ƃ͎v���܂�����
�܂����v�����ł��ˁB
����猾���ΐ��q�ł���Ă݂����Ƃ͎v���܂�����
���ւł����B
��ֈĂƂ��āA�X�R�b�v�Œn�ʂɌ��@���āA
���̒ꂩ�狋�C�ł���悤�ɋ������̃p�C�v���߂�ᖳ�����ȁH
�H���n������������̂�
�V���ɐ����镨���̂͋ɗ͂����������ł�
����������ł��A�X�R�b�v��n���}�[�͎d���Ŏg����������̂ʼn�
�n���}�[��1.3kg���ǂ��Ƃ���Ă���̂ł����H
�r�͂͂�����ł��B
��ֈĂƂ��āA�X�R�b�v�Œn�ʂɌ��@���āA
���̒ꂩ�狋�C�ł���悤�ɋ������̃p�C�v���߂�ᖳ�����ȁH
�H���n������������̂�
�V���ɐ����镨���̂͋ɗ͂����������ł�
����������ł��A�X�R�b�v��n���}�[�͎d���Ŏg����������̂ʼn�
�n���}�[��1.3kg���ǂ��Ƃ���Ă���̂ł����H
�r�͂͂�����ł��B
296 �F2�_�u ��eqzxfGuHRU �F2012/05/08(��) 22:51:52.04 ID:8u3Y05V1
>>295
�ǂ��Ɍ��@�邩�ɂ���邯�ǁA�Œ���̎d���͏o����Ǝv���B
�ł����x�グ��ƃX���O���q�f�F��A���Ԃ�w
����0.8��1.2kg�̃n���}�[�g���Ă�B
�d���̎��݂ɐU���Ȃ炻�̕������R�d���͑�����B���Ȗ����Ȃ珮�X�B
�ǂ��Ɍ��@�邩�ɂ���邯�ǁA�Œ���̎d���͏o����Ǝv���B
�ł����x�グ��ƃX���O���q�f�F��A���Ԃ�w
����0.8��1.2kg�̃n���}�[�g���Ă�B
�d���̎��݂ɐU���Ȃ炻�̕������R�d���͑�����B���Ȗ����Ȃ珮�X�B
�n�ʂ��Ǝ��C����邳���Ȃ����납�H
���C������Ƃ悭�Ȃ����Ęb�����������B
���C������Ƃ悭�Ȃ����Ęb�����������B
298 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/08(��) 23:57:54.25 ID:aMBQinam
���ہA���@��Ă͓���Ȃ��H
�����ɎN����Ċ��������y�ǂ������ꗎ���ĒY�ɔ�邾���Ȃ�܂�����
�������C�����Ȃ�A�����グ���ăV�����ɂȂ�Ȃ����x���̔M���̉J���~�蒍�����������ǂ��B
�������@��Ȃ�A���֎g�������ƌ��ɖ��߂�������H
�����ɎN����Ċ��������y�ǂ������ꗎ���ĒY�ɔ�邾���Ȃ�܂�����
�������C�����Ȃ�A�����グ���ăV�����ɂȂ�Ȃ����x���̔M���̉J���~�蒍�����������ǂ��B
�������@��Ȃ�A���֎g�������ƌ��ɖ��߂�������H
299 �F2�_�u ��eqzxfGuHRU �F2012/05/09(��) 14:00:29.57 ID:drNe/ZVM
�r�`���r�`���̓y���łȂ����A���蔫��ɍL�߂̌��@����
�F�ǂ��M�e���Ȃ��悤�ɂ���Ⴂ����ȁB����Ȃ�X���O�����C��
����܊W�Ȃ��ȁB�t�˔M�͂قڊ��ҏo���Ȃ����ǁA��������̓}�V�A���B
�z�b�g�X�|�b�g�t�߂̒Y�̒��֓˂����ނ悤�ɉ��M���Ƃ���
�Ƃ肠�����͒@����Ǝv���B���Ԃ�B
�F�ǂ��M�e���Ȃ��悤�ɂ���Ⴂ����ȁB����Ȃ�X���O�����C��
����܊W�Ȃ��ȁB�t�˔M�͂قڊ��ҏo���Ȃ����ǁA��������̓}�V�A���B
�z�b�g�X�|�b�g�t�߂̒Y�̒��֓˂����ނ悤�ɉ��M���Ƃ���
�Ƃ肠�����͒@����Ǝv���B���Ԃ�B
300 �F���P����Free Tibet ��yl213OWCWU �F2012/05/09(��) 22:57:55.11 ID:bFs16ULG BE:147420364-2BP(3200)
>>297
>���C������Ƃ悭�Ȃ�
�ȂE�Y����ƕ��������Ƃ�����B
�[�߂ɒ����āA�K���Y�߂���ǂ��̂ł͖����낤���B�Î�������̗v�̂�
�̂��̃X�������ɏЉ�ꂽ�C�O�̂悤�ד���ɂ����A���@���Ēb����̂��������������H
>���C������Ƃ悭�Ȃ�
�ȂE�Y����ƕ��������Ƃ�����B
�[�߂ɒ����āA�K���Y�߂���ǂ��̂ł͖����낤���B�Î�������̗v�̂�
�̂��̃X�������ɏЉ�ꂽ�C�O�̂悤�ד���ɂ����A���@���Ēb����̂��������������H
301 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/09(��) 23:34:48.59 ID:Gf4txcWK
S&R�Őn�����̂ɁA�f�B�X�N�O���C���_�[�g�����Ǝv���Ă܂����A
�ؒf�p�Ȃ獂��]���ǂ��B
�����p�Ȃ��]���g���N���ǂ��B
�ō����Ă܂����H
���Œ��Â̂�Q�g���悤�Ǝv���Ă܂����A
�I�X�X���̃f�B�X�N�O���C���_�[�Ƃ�����܂����H
�d���Ŏg���@�������̂ŁA�z���Z���̈����͉����������ł��B
�ؒf�p�Ȃ獂��]���ǂ��B
�����p�Ȃ��]���g���N���ǂ��B
�ō����Ă܂����H
���Œ��Â̂�Q�g���悤�Ǝv���Ă܂����A
�I�X�X���̃f�B�X�N�O���C���_�[�Ƃ�����܂����H
�d���Ŏg���@�������̂ŁA�z���Z���̈����͉����������ł��B
303 �F301�F2012/05/10(��) 00:00:45.32 ID:MX1MmNrE
>>302
������Ƃ͂킩��Ȃ���ŁA
�|�ނ��l�b�g�Ŕ����āA�O���C���_�[�Ő��`���
�M�����i�Ă�����Ă��߂��j���Ǝ҂ɗ��������Ǝv���Ă܂���
����Ȃ琬�`�̉ߒ��ő����Ă��Ă����ł���ˁH
������Ƃ͂킩��Ȃ���ŁA
�|�ނ��l�b�g�Ŕ����āA�O���C���_�[�Ő��`���
�M�����i�Ă�����Ă��߂��j���Ǝ҂ɗ��������Ǝv���Ă܂���
����Ȃ琬�`�̉ߒ��ő����Ă��Ă����ł���ˁH
304 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/10(��) 00:38:51.70 ID:pnrPnY42
�n���̍�肾���ړI�Ńf�B�X�N�O���C���_�[�����Ȃ�
��ɍa�̃^�C�v�B�~�^�`�A�q�^�`�A�g�[�V�o�͂����߂��Ȃ��B
�H��[�J�[�I�ɂ͔��������ǁA�����[�r�̍a�Œᑬ���g���N�^�C�v���I���͍D���B
�X�s�R�����g���āA��]��������Ƃ��ƏĂ��̓R���g���[���[���₷����B
��ɍa�̃^�C�v�B�~�^�`�A�q�^�`�A�g�[�V�o�͂����߂��Ȃ��B
�H��[�J�[�I�ɂ͔��������ǁA�����[�r�̍a�Œᑬ���g���N�^�C�v���I���͍D���B
�X�s�R�����g���āA��]��������Ƃ��ƏĂ��̓R���g���[���[���₷����B
305 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/10(��) 00:42:48.21 ID:pnrPnY42
����ƁA�f�B�X�N�u��3�������炢�荞�݂�����ƌ���ʂ���ƒ��ɓ����Č����邩�炨���߁B
�����i�œ������悤�Ȃ̂��邯�ǂ₽�獂�����B
�����i�œ������悤�Ȃ̂��邯�ǂ₽�獂�����B
306 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/10(��) 04:08:40.21 ID:Te40tx6H
307 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/10(��) 04:22:26.57 ID:pnrPnY42
�����������v�B
�������ɐԂ��Ȃ�����}�Y�C�Ǝv�����ǂˁB
�Ă����ꂵ�����Ƃɓ݂��ۂɂ͐��Ȃ�̂��ڈ�������B
�������ɐԂ��Ȃ�����}�Y�C�Ǝv�����ǂˁB
�Ă����ꂵ�����Ƃɓ݂��ۂɂ͐��Ȃ�̂��ڈ�������B
308 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/10(��) 10:43:10.79 ID:2uxwcY6+
>>301
�d���ł��g���̂Ȃ獂��]����������
�ł���Ή�]���̖��i�K�R���g���[�������Ă���̂�
�n�������ł͉����t���ăS���S����邱�Ƃ͂܂��Ȃ��̂ŁA
����ȂɃg���N�͂���Ȃ��ł�
���[�J�[�͓��������[�^�[�Ă������Ȃ��Ă�������
����ł͈�Ԗڂɂ��܂�
�l�I�ɂ̓_�C�L���X�g�{�f�B���D���ł�
���͂ɂ��܂��Ďg�����Ƃ��ł��ĕ֗��ł���
�i�{���͂�����Ⴂ���Ȃ����ǁE�E�����j
>>307
�Ă��݂�����Ȃ��A�Ă��߂��̂��Ƃ��w���Ă���Ǝv����
�X�e���͎g��Ȃ��̂ŕ�����Ȃ�����ǂ��A
�Y�f�|�Ő��Ȃ�����߂�����
�g�p����|�ނɂ���Ă��Ⴄ�Ƃ�����
�Ă��Ɋւ��Ă͏ē���O��������Ԃ��Ȃ��Ă����v������
�|�ނ��w�������X�ő��k�������Ǝv���܂�
�d���ł��g���̂Ȃ獂��]����������
�ł���Ή�]���̖��i�K�R���g���[�������Ă���̂�
�n�������ł͉����t���ăS���S����邱�Ƃ͂܂��Ȃ��̂ŁA
����ȂɃg���N�͂���Ȃ��ł�
���[�J�[�͓��������[�^�[�Ă������Ȃ��Ă�������
����ł͈�Ԗڂɂ��܂�
�l�I�ɂ̓_�C�L���X�g�{�f�B���D���ł�
���͂ɂ��܂��Ďg�����Ƃ��ł��ĕ֗��ł���
�i�{���͂�����Ⴂ���Ȃ����ǁE�E�����j
>>307
�Ă��݂�����Ȃ��A�Ă��߂��̂��Ƃ��w���Ă���Ǝv����
�X�e���͎g��Ȃ��̂ŕ�����Ȃ�����ǂ��A
�Y�f�|�Ő��Ȃ�����߂�����
�g�p����|�ނɂ���Ă��Ⴄ�Ƃ�����
�Ă��Ɋւ��Ă͏ē���O��������Ԃ��Ȃ��Ă����v������
�|�ނ��w�������X�ő��k�������Ǝv���܂�
309 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/10(��) 18:29:17.63 ID:vYBE3Ix6
���X���i�C�t����Ґ�y���Ɏ���Ȃ�ł����A
���X�����ďĂ����ꂵ����ԂȂ�ł���ˁH
���Ƃ���Ƃ��܂�M�����������`�o����������A���Ƃ͏Ă��߂��Ɛn�t�����邾�����Ǝv������ł����A����ł̓_���Ȃ�ł��傤���H
���X�����ďĂ����ꂵ����ԂȂ�ł���ˁH
���Ƃ���Ƃ��܂�M�����������`�o����������A���Ƃ͏Ă��߂��Ɛn�t�����邾�����Ǝv������ł����A����ł̓_���Ȃ�ł��傤���H
310 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/10(��) 18:33:00.19 ID:pnrPnY42
311 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/10(��) 18:57:02.68 ID:vYBE3Ix6
>>310
���肪�Ƃ��������܂��B
�O���C���_�[�ł��炩�����`��A�_�C�A�����h���X���Ő����悤�Ǝv���Ă܂����A�Ă��߂��Ă��h�����͒ʂ�Ȃ��ł����
�؍H�p���X�����Ă��������Ă���ۂ���ł����A����ǂ��Ȃ�ł�����
���肪�Ƃ��������܂��B
�O���C���_�[�ł��炩�����`��A�_�C�A�����h���X���Ő����悤�Ǝv���Ă܂����A�Ă��߂��Ă��h�����͒ʂ�Ȃ��ł����
�؍H�p���X�����Ă��������Ă���ۂ���ł����A����ǂ��Ȃ�ł�����
312 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/10(��) 20:23:24.13 ID:Te40tx6H
313 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/10(��) 20:24:35.48 ID:UAX81jFC
>>295
���X���ɂ����������A�ȒP�ȘF�Ȃ烌���K�R�̎��ɐςނ�����
�b��F�o����A�䂪�K�v�����ǁA����ꂽ���͗L��h���C���[
�L��Ύg�����Ȃ��́H
���Ƃ̐e���͂���Ŗ؍H�H��삵�Ă����B
���X���ɂ����������A�ȒP�ȘF�Ȃ烌���K�R�̎��ɐςނ�����
�b��F�o����A�䂪�K�v�����ǁA����ꂽ���͗L��h���C���[
�L��Ύg�����Ȃ��́H
���Ƃ̐e���͂���Ŗ؍H�H��삵�Ă����B
314 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/11(��) 07:28:03.32 ID:Z8Iq0QN0
�_�C�������h�₷����|�Ɏg�����炠���Ƃ����܂ɖ��Ղ��Ȃ����H
315 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/11(��) 10:20:54.72 ID:1Z1VJhZ8
>>311
�Ă��߂����x����A���ʂ̃h�����͒ʂ�Ȃ�
�؍H���X�����ڂ̗��ĕ����Ⴄ�����ōd���͑債�ĕς��Ȃ�
�O���C���_�[����͂��ꂮ����M�ɋC�����Ă�������
�����͐��������ăW���b�Ƃ���Ȃ����x�i100���ȉ��j��
���悤�ɐS�����Ă��܂�
�߂��̉��x��160�`200�����炢�ł�����A�������炢��
���v�ł�
314�������Ă���ʂ�A�_�C�������h���X�����Ƃ����Ƃ����܂�
�d���������Đ�Ȃ��Ȃ�܂�
�O���C���_�[�łȂ�ׂ������`�܂ŋ߂Â��āA�Ō�͓u����������
�I�t�Z�b�g�u��t���b�v�z�C�[���ȂǁA�����ȃA�^�b�`�����g��
���S�~�Ŕ����܂�����A����́@�偄���ƂȂ�悤�ɍ���Ă�����
�����̂ł͂Ȃ��ł��傤��
�Ƃ肠�������s�����ꂸ��100�σ��X���Ŏ����Ă݂邱�Ƃ������߂��܂�
�Ă��߂����x����A���ʂ̃h�����͒ʂ�Ȃ�
�؍H���X�����ڂ̗��ĕ����Ⴄ�����ōd���͑債�ĕς��Ȃ�
�O���C���_�[����͂��ꂮ����M�ɋC�����Ă�������
�����͐��������ăW���b�Ƃ���Ȃ����x�i100���ȉ��j��
���悤�ɐS�����Ă��܂�
�߂��̉��x��160�`200�����炢�ł�����A�������炢��
���v�ł�
314�������Ă���ʂ�A�_�C�������h���X�����Ƃ����Ƃ����܂�
�d���������Đ�Ȃ��Ȃ�܂�
�O���C���_�[�łȂ�ׂ������`�܂ŋ߂Â��āA�Ō�͓u����������
�I�t�Z�b�g�u��t���b�v�z�C�[���ȂǁA�����ȃA�^�b�`�����g��
���S�~�Ŕ����܂�����A����́@�偄���ƂȂ�悤�ɍ���Ă�����
�����̂ł͂Ȃ��ł��傤��
�Ƃ肠�������s�����ꂸ��100�σ��X���Ŏ����Ă݂邱�Ƃ������߂��܂�
316 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/11(��) 18:00:21.33 ID:6jQBIMXM
>>309�ł�
�݂Ȃ���A�h�o�C�X���肪�Ƃ��������܂��B
�g���Ȃ��Ȃ������X�����g�p���܂��B
�d���̍��Ԃɂ��܂���
�Ƃ肠�������傤�͂����܂�
�u���Ă��܂���
http://i.imgur.com/Mx7B5.jpg
�݂Ȃ���A�h�o�C�X���肪�Ƃ��������܂��B
�g���Ȃ��Ȃ������X�����g�p���܂��B
�d���̍��Ԃɂ��܂���
�Ƃ肠�������傤�͂����܂�
�u���Ă��܂���
http://i.imgur.com/Mx7B5.jpg
{kind=link}
317 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/12(�y) 08:16:30.03 ID:ISdxj6+w
>>316
���������������Ă��ꂽ�̂ɁA����Ȃ��E�E�E
�ɂȂƂ��ł����̂ŁA�������ŏグ�Ă���������
http://bbs.avi.jp/79024/
���������������Ă��ꂽ�̂ɁA����Ȃ��E�E�E
�ɂȂƂ��ł����̂ŁA�������ŏグ�Ă���������
http://bbs.avi.jp/79024/
318 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/12(�y) 09:23:24.20 ID:hZ3KTxVV
319 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/12(�y) 14:37:16.98 ID:LTZGpXfd
>���X���i�C�t
����Ȃ̂������@3�i�ڂ�YouTube����
http://www.anzaknives.com/
http://i1230.photobucket.com/albums/ee496/recon1s14/Knives%20That%20Are%20Knifey/IMG_5835.jpg
http://www.youtube.com/results?hl=ja&q=anza%20knife%20file
����Ȃ̂������@3�i�ڂ�YouTube����
http://www.anzaknives.com/
http://i1230.photobucket.com/albums/ee496/recon1s14/Knives%20That%20Are%20Knifey/IMG_5835.jpg
{kind=link}
http://www.youtube.com/results?hl=ja&q=anza%20knife%20file
320 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/12(�y) 17:18:28.14 ID:hRQdEf7i
�ΌςŌ��ꂽ
���ǁA��u���ł킩�������
���ǁA��u���ł킩�������
�݂Ȃ���A�h�o�C�X���肪�Ƃ��������܂��B
���ǁA���Â�HITACHI���w�����܂����B
HITACHI�͂����߂��Ȃ��Ƃ�����������܂������A
�d���H��Ƃ�����͂�HITACHI���ȂƁB
���i�ϑ��̂��͎̂����Ƃ��Ă��~���������̂ł����A
�V�i�̍�����������C�ȃ��[�J�[�̂����Ȃ������̂Œ��߂܂����B
�ŁA���ꂩ��l�b�g�ō|�ޔ����Ă͂��߂Ă�S&R�ɒ��������Ǝv���Ă�킯�ł����A
1.����
2.�K�тɂ���
3.�����₷���i�����ϖ��Ր���茤���₷�����D��j
����ȍ|�ނ͂���܂��H
���ƑΉ��Ȃǂ̓_�ŃI�X�X���̍w����������Ă���������K���ł��B
�ځ��A�}�g���b�N�X�^�A�������A�����ł����������Ă�k��k���Ă���܂����A
�g���N�j�͂ǂ��Ȃ�ł��傤���B���܂�]�����悭�Ȃ��悤�ȁB
���ǁA���Â�HITACHI���w�����܂����B
HITACHI�͂����߂��Ȃ��Ƃ�����������܂������A
�d���H��Ƃ�����͂�HITACHI���ȂƁB
���i�ϑ��̂��͎̂����Ƃ��Ă��~���������̂ł����A
�V�i�̍�����������C�ȃ��[�J�[�̂����Ȃ������̂Œ��߂܂����B
�ŁA���ꂩ��l�b�g�ō|�ޔ����Ă͂��߂Ă�S&R�ɒ��������Ǝv���Ă�킯�ł����A
1.����
2.�K�тɂ���
3.�����₷���i�����ϖ��Ր���茤���₷�����D��j
����ȍ|�ނ͂���܂��H
���ƑΉ��Ȃǂ̓_�ŃI�X�X���̍w����������Ă���������K���ł��B
�ځ��A�}�g���b�N�X�^�A�������A�����ł����������Ă�k��k���Ă���܂����A
�g���N�j�͂ǂ��Ȃ�ł��傤���B���܂�]�����悭�Ȃ��悤�ȁB
322 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/13(��) 10:55:11.43 ID:niwrH9ig
�b����čς݂܂���
�i�C�t�̃K���R�[�g�������ꂽ�ꍇ�C��������@�͂����ł��傤���H
���ꂱ�ꌟ��������ł����A�����������������Ƃ��낪�Ȃ��āE�E�E
�i�C�t�̃K���R�[�g�������ꂽ�ꍇ�C��������@�͂����ł��傤���H
���ꂱ�ꌟ��������ł����A�����������������Ƃ��낪�Ȃ��āE�E�E
323 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/13(��) 17:21:31.83 ID:rdhNutwW
>>321
308�œ����������߂������̂ł�
�������ȃ��[�J�[�͐M�����Ɍ����邵�A
�C��������̂ł����I���������Ǝv���܂�
�a���n�����b���������Ȃ��̂ŁA
����]�̍|�ނɂ��Ă͕�����܂���
�i�C�t���C���̕��A�t�H���[��낵��
>>322
�����߉t�Ƃ��u���[�C���O�ŃO�O��Ƃ��낢��o�Ă��܂����A
�����������̂���_���ł����H
308�œ����������߂������̂ł�
�������ȃ��[�J�[�͐M�����Ɍ����邵�A
�C��������̂ł����I���������Ǝv���܂�
�a���n�����b���������Ȃ��̂ŁA
����]�̍|�ނɂ��Ă͕�����܂���
�i�C�t���C���̕��A�t�H���[��낵��
>>322
�����߉t�Ƃ��u���[�C���O�ŃO�O��Ƃ��낢��o�Ă��܂����A
�����������̂���_���ł����H
324 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/13(��) 17:45:00.29 ID:niwrH9ig
325 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/14(��) 00:32:53.37 ID:qOYXOEI2
>>324
���̃R�[�e�B���O�Ɠ��������Ń^�b�`�A�b�v���Ă�
�C���ӏ��͕������Ȃ�����
���S�Ƀ����Ȃ��C����������A
��x�c���Ă���疌����苎���āA�V�����R�[�e�B���O����
���邵�����@�͂Ȃ��Ǝv������
���̃R�[�e�B���O�Ɠ��������Ń^�b�`�A�b�v���Ă�
�C���ӏ��͕������Ȃ�����
���S�Ƀ����Ȃ��C����������A
��x�c���Ă���疌����苎���āA�V�����R�[�e�B���O����
���邵�����@�͂Ȃ��Ǝv������
326 �F2�_�u ��eqzxfGuHRU �F2012/05/14(��) 02:24:26.63 ID:nM01B8Ik
>>321
AUS6�`8�Ƃ��哯1K�Ƃ��⎆�Ƃ�CRMO7�Ƃ��B
�Ή��̓}�g���N�X���ԈႢ�Ȃ����ǁA���ꂼ�ꈵ���Ă郂�m��
�����ɈႤ���牽���~�������ɂ�����B
>>324
325���̌����ʂ肾�Ǝv���B
AUS6�`8�Ƃ��哯1K�Ƃ��⎆�Ƃ�CRMO7�Ƃ��B
�Ή��̓}�g���N�X���ԈႢ�Ȃ����ǁA���ꂼ�ꈵ���Ă郂�m��
�����ɈႤ���牽���~�������ɂ�����B
>>324
325���̌����ʂ肾�Ǝv���B
327 �F324�F2012/05/14(��) 07:02:37.89 ID:YsfEDDvc
>>325-326
���肪�Ƃ��������܂��B�C������ɂ������Ă͔疌�͑S�ď����������ł����B
�����A�̐S�̃R�[�e�B���O�Ȃ�ł����A�K���R�[�g�ŃO�O���ƊC�O���i����������܂���ł����B
�i�C�t�̓R���X�`�̃��R���X�J�E�g�Ƃ����i�C�t�ł��B
���肪�Ƃ��������܂��B�C������ɂ������Ă͔疌�͑S�ď����������ł����B
�����A�̐S�̃R�[�e�B���O�Ȃ�ł����A�K���R�[�g�ŃO�O���ƊC�O���i����������܂���ł����B
�i�C�t�̓R���X�`�̃��R���X�J�E�g�Ƃ����i�C�t�ł��B
328 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/14(��) 08:54:30.31 ID:qOYXOEI2
�F�������琄�������ǁA�K���u���[�Ƃ�����荕���߂ɋ߂�����
���Y���Ƃ����̃��[�J�[������Ă܂���
http://www.tobika.co.jp/index.htm
�����̓u���b�L�[���g���Ă��܂����A
�E���J�ɂ��A�����Ȃ����܂�܂�
���Y���Ƃ����̃��[�J�[������Ă܂���
http://www.tobika.co.jp/index.htm
�����̓u���b�L�[���g���Ă��܂����A
�E���J�ɂ��A�����Ȃ����܂�܂�
329 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/14(��) 14:10:53.40 ID:nxFT3E8i
�N���������`�F���\�[�����
330 �F2�_�u ��eqzxfGuHRU �F2012/05/14(��) 15:54:56.34 ID:nM01B8Ik
331 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/14(��) 16:07:44.01 ID:M+UfwM+z
�ޓz�牽�ɂł�V8�������邩��Ȃ�
332 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/14(��) 16:38:32.12 ID:M+Pt2PIF
�O�ɂ����Řb��ɏo�Ă�1.3kg�̃n���}�[
�z���Z���Ŏ����Ă݂����njy���������B�����ƃN�\�d���̑z�����Ă�����B
�b����鎞���āA�n�n��15cm���炢�̃i�C�t�����Ƃ���
�������炢�u�b�@�����H���Ă���Ȃ����������ĂȂ�����
�z���Z���Ŏ����Ă݂����njy���������B�����ƃN�\�d���̑z�����Ă�����B
�b����鎞���āA�n�n��15cm���炢�̃i�C�t�����Ƃ���
�������炢�u�b�@�����H���Ă���Ȃ����������ĂȂ�����
333 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/14(��) 21:26:39.64 ID:d1LFxdez
100�����͊o���Ă��Ȃ��E�E�E
334 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/14(��) 22:15:33.68 ID:E+E4FA2E
������ƑO�Ƀ��X���i�C�t�̘b�肪�o�Ă��̂ŁA�Ƃ�T���Č����350�~27�~7���炢�̑S�g�T�r�T�r�̌Ã��X��������܂����B
���N�Ԃ肩�ɂ��̃��X���ō���Ă݂����Ǝv���܂��B
�ł����������čׂ��̂łǂ����悤�Ȃ��ƁA�b���o������͂���܂����A���܂��肭�o���Ȃ��̂Ŗ����Ă��܂��B
��͂�r���q�ɂ͌����Ȃ��ޗ��ł��傤���H
�F����Ȃ�ǂ�����Ăǂ��������̂����܂����H
���N�Ԃ肩�ɂ��̃��X���ō���Ă݂����Ǝv���܂��B
�ł����������čׂ��̂łǂ����悤�Ȃ��ƁA�b���o������͂���܂����A���܂��肭�o���Ȃ��̂Ŗ����Ă��܂��B
��͂�r���q�ɂ͌����Ȃ��ޗ��ł��傤���H
�F����Ȃ�ǂ�����Ăǂ��������̂����܂����H
335 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/14(��) 22:53:38.71 ID:Dq3Hk1lS
�Ƃ肠�����K���Y��ɗ��Ƃ�����
�������牽�������Ă��邩����
�������牽�������Ă��邩����
336 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/15(��) 07:34:25.45 ID:zn/Yookr
337 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/15(��) 22:24:16.07 ID:M/n70prN
>>309�@>>316
�ł�
�݂Ȃ���̃A�h�o�C�X�ł���Ƃ������������������X������
�X�g�b�N&�����[�o���Ńi�C�t�����������܂����B���X���̖��c�͑S�������ł���
http://i.imgur.com/eT8C8.jpg
�|�ޔ����Ă������y�ł����A����͂���ł������납�����I
�ł�
�݂Ȃ���̃A�h�o�C�X�ł���Ƃ������������������X������
�X�g�b�N&�����[�o���Ńi�C�t�����������܂����B���X���̖��c�͑S�������ł���
http://i.imgur.com/eT8C8.jpg
{kind=link}
�|�ޔ����Ă������y�ł����A����͂���ł������납�����I
338 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2012/05/15(��) 22:56:22.87 ID:EmNxJCQY
339 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/16(��) 08:47:21.14 ID:9Uat9U2g
�S�ؖ_���ĒY�f�|�ł���ˁH
�@���Č�������Ȃ�ɂȂ�܂���ˁH
�@���Č�������Ȃ�ɂȂ�܂���ˁH
340 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/16(��) 09:45:00.07 ID:IptW6Tfl
�S�ؖ_��SD�|��JFE�̃f�[�^�ɂ��ƊT��C��0.3���Ƃ���
����Ȃ�Ƃ����̂��ǂꂭ�炢���͕�����Ȃ����ǁA
�Ă�����͏o���Ȃ����Ȃ����ǁA���S���͂����Ԃ�d���Ƃ���
���x����Ȃ����ȁH
�����ɃX�N���b�v���g���̂ō����蕨�������A���������肵�ĂȂ�����
�܂������Ă�������Ȃ����Ƃ����邩����
����Ȃ�Ƃ����̂��ǂꂭ�炢���͕�����Ȃ����ǁA
�Ă�����͏o���Ȃ����Ȃ����ǁA���S���͂����Ԃ�d���Ƃ���
���x����Ȃ����ȁH
�����ɃX�N���b�v���g���̂ō����蕨�������A���������肵�ĂȂ�����
�܂������Ă�������Ȃ����Ƃ����邩����
341 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/16(��) 22:14:39.48 ID:hld+duYD
�܂��A����Ă݂���Ď����I
��p��낵��
��p��낵��
342 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/17(��) 19:26:15.96 ID:Fgg/zPog
343 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/17(��) 20:12:00.43 ID:Q63JfYs8
>>342
�������邮�炢�Ȃ�Y�g�������������̂ł́H
�Η͂����肷�邵���傫���Ȃ�Ȃ�������S����B
�f�ʂ��p�ێl�p�`�ŁA
�^�Ɋۂ������Ă��������₷�������Ȃ��̂ŃI�X�X��
�������邮�炢�Ȃ�Y�g�������������̂ł́H
�Η͂����肷�邵���傫���Ȃ�Ȃ�������S����B
�f�ʂ��p�ێl�p�`�ŁA
�^�Ɋۂ������Ă��������₷�������Ȃ��̂ŃI�X�X��
344 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/17(��) 20:39:24.45 ID:Fgg/zPog
345 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/18(��) 00:19:34.96 ID:XLmEOljM
�����Ă��炳��
�����炯�̃i�C�t�̑��ʂ������[�^�[�Ō������悤���ƍl���Ă���ǁA
�Ă��Ȃ܂�����肷��H
��]���Ƃ����Ă鎞�ԂƂ��ǂ�Ȋ����ł�����炢���̂ł��傤���H
�������Ă��킩��܂���ł���
�����炯�̃i�C�t�̑��ʂ������[�^�[�Ō������悤���ƍl���Ă���ǁA
�Ă��Ȃ܂�����肷��H
��]���Ƃ����Ă鎞�ԂƂ��ǂ�Ȋ����ł�����炢���̂ł��傤���H
�������Ă��킩��܂���ł���
346 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/18(��) 00:22:02.74 ID:XLmEOljM
�܂��A�����[�^�[�͂��ꂩ�甃���̂ł����A
5000�`12000��]�̖��i�ϑ��@�\�t���̈��ڂ̂�ő��v�ł��傤���H
5000�`12000��]�̖��i�ϑ��@�\�t���̈��ڂ̂�ő��v�ł��傤���H
347 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/18(��) 00:46:10.03 ID:gnMMAh91
���������Ȃ�܂��y�[�p�[
�����[�^�[�͈����̂��ƃg���N�s���Ŗ��ɗ����Ȃ���B
�����[�^�[�͈����̂��ƃg���N�s���Ŗ��ɗ����Ȃ���B
348 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/18(��) 02:09:09.66 ID:l97fKVAq
�����[�^�[�͂���Ȃ�̃e�N���Ȃ���
���������ɂȂ����Ⴄ�̂ł����߂ł��Ȃ�
�_�C���V�[�g���Ă̂��z���Z���łV�O�O�~���炢�Ŕ����Ă�
������w�̕��T�C�Y�ɐ��ăS�V�S�V���ΊȈՃw�A���C���ɂȂ��
���������ɂȂ����Ⴄ�̂ł����߂ł��Ȃ�
�_�C���V�[�g���Ă̂��z���Z���łV�O�O�~���炢�Ŕ����Ă�
������w�̕��T�C�Y�ɐ��ăS�V�S�V���ΊȈՃw�A���C���ɂȂ��
349 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/18(��) 06:49:35.35 ID:8exWEs8M
�����S���g���Ƃ��₷��
�y�[�p�[��n�ɉ����t����̂ɁA�w�̑���ɏ����S�����g��
�w�ł����ϓ��ɍL�͈͂�����B�d���X�|���W�ł�����
�y�[�p�[��n�ɉ����t����̂ɁA�w�̑���ɏ����S�����g��
�w�ł����ϓ��ɍL�͈͂�����B�d���X�|���W�ł�����
350 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/18(��) 13:46:00.80 ID:XVWRut3Q
���X���ꂽ�l���肪�Ƃ��B
�ƂĂ��Q�l�ɂȂ�܂��I
�ƂĂ��Q�l�ɂȂ�܂��I
352 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/18(��) 21:39:02.58 ID:Xi9/kyp8
���{�����A��ꂽ3�l�d�����E�l�����e�^�Œj�ߕ߁\�Ȗ،��x
�����ʐM 5��18��(��)19��1���z�M
�@18���ߌ�3��5������A�F�s�{�s�������̕s���Y��Ёu�勞�z�[���v�̎��������ŁA�u�j���n���������Ė\��Ă���v�Ə����]�ƈ�����110�Ԃ��������B
�Ȗ،��x�F�s�{�쏐�ɂ��ƁA�n�n���70�Z���`�̓��{���̂悤�Ȃ��̂ŁA�j���В��i65�j�����r��ؒf����A�j�������i51�j�ƒj���]�ƈ��i42�j�������ꂽ�B
��������d�������A���ɕʏ��͂Ȃ��Ƃ����B
http://headlines.yahoo.co.jp/hl?a=20120518-00000151-jij-soci
�@�����͎E�l�����e�^�ŁA�Ԃœ����������̌��z�ƌK�c���O�e�^�ҁi63�j�������s�{���s�ᏼ������ߕ߁B
�����ɂ��ƁA�u��������Ƃ͊ԈႢ�Ȃ��v�Ƌ��q���Ă���Ƃ����B
�@�����ɂ��ƁA�K�c�e�^�҂͋q�Ƃ��ė��Ђ��A1�K���������̉��ڎ��ɒʂ��ꂽ�B
�����͌K�c�e�^�҂Ɖ�Ђ̊ԂɃg���u�����������Ƃ݂āA�������ڂ������ׂĂ���B�@
�����ʐM 5��18��(��)19��1���z�M
�@18���ߌ�3��5������A�F�s�{�s�������̕s���Y��Ёu�勞�z�[���v�̎��������ŁA�u�j���n���������Ė\��Ă���v�Ə����]�ƈ�����110�Ԃ��������B
�Ȗ،��x�F�s�{�쏐�ɂ��ƁA�n�n���70�Z���`�̓��{���̂悤�Ȃ��̂ŁA�j���В��i65�j�����r��ؒf����A�j�������i51�j�ƒj���]�ƈ��i42�j�������ꂽ�B
��������d�������A���ɕʏ��͂Ȃ��Ƃ����B
http://headlines.yahoo.co.jp/hl?a=20120518-00000151-jij-soci
�@�����͎E�l�����e�^�ŁA�Ԃœ����������̌��z�ƌK�c���O�e�^�ҁi63�j�������s�{���s�ᏼ������ߕ߁B
�����ɂ��ƁA�u��������Ƃ͊ԈႢ�Ȃ��v�Ƌ��q���Ă���Ƃ����B
�@�����ɂ��ƁA�K�c�e�^�҂͋q�Ƃ��ė��Ђ��A1�K���������̉��ڎ��ɒʂ��ꂽ�B
�����͌K�c�e�^�҂Ɖ�Ђ̊ԂɃg���u�����������Ƃ݂āA�������ڂ������ׂĂ���B�@
353 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/18(��) 22:27:46.97 ID:XVWRut3Q
�Q�����̐n�����v�h�j�h�Ƃ������Ƃ��댩�����A�����]�ڂ��Ă邾���Ȃ̂�
�������Ȃ��Ə����Ă���ȁB
�x����e���Ɗ��Ⴂ���Ă����肾�Ƃ��B
�Ɛ��j���邩��J�j��N�������̈Ⴂ������e�����ǂ����̖��ł͂Ȃ�����E�E�E
�������Ȃ��Ə����Ă���ȁB
�x����e���Ɗ��Ⴂ���Ă����肾�Ƃ��B
�Ɛ��j���邩��J�j��N�������̈Ⴂ������e�����ǂ����̖��ł͂Ȃ�����E�E�E
354 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/18(��) 23:09:24.34 ID:tNqbVVo9
�����������D�~���܂Ƃ߂ăy�[�W�ɂ����Ⴆ��������Ȃ�
�W�ꂽ���Ƃ����̂͌��Ă��ĕ��ɂȂ邩��
���Ѝڂ��Ăق����B
�W�ꂽ���Ƃ����̂͌��Ă��ĕ��ɂȂ邩��
���Ѝڂ��Ăق����B
355 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/20(��) 11:09:05.00 ID:3DkhAWc8
�|�ނ�猤�����b�����R�A�Șb�ɂȂ��
�A���R���٘_�����������y�����o����
��Ԃ���������ɓ�����̂��Ȃ��̂�
�N�����Ȃ�
�A���R���٘_�����������y�����o����
��Ԃ���������ɓ�����̂��Ȃ��̂�
�N�����Ȃ�
�|�ޑI�т́A�g���ړI���D���낗
357 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/21(��) 09:31:42.18 ID:KXgjMz72
������Ȃ��˂�{�P�������H
358 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/21(��) 16:00:54.87 ID:i3WSvw1A
>>357
�g���`���J���ȃ��X���ĂĂ��X���[����̂���l�̑Ή���
�Ƃ��ɂ����͉ߋ��ɉ��x���Εa���āA�r�ꂳ�������Ƃ��邩��
���S�X���[�����I
�g���`���J���ȃ��X���ĂĂ��X���[����̂���l�̑Ή���
�Ƃ��ɂ����͉ߋ��ɉ��x���Εa���āA�r�ꂳ�������Ƃ��邩��
���S�X���[�����I
��������̃J�X��
360 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/22(��) 13:59:29.42 ID:gD0KOsGJ
���ȏЉ
361 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/22(��) 21:02:11.67 ID:N3JrFMoe
362 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/22(��) 21:24:48.26 ID:/52UujPI
���߂Đ܂肽���݂̃i�C�t������Ă܂�
���݂�2mm�ł�
�܂��������Ă���Ƃ���Ȃ�ł���
�ʐ^�ŕ�������x�̎w�E�⒍�ӓ_��������肢���܂�
http://i.imgur.com/G6zBL.jpg
���݂�2mm�ł�
�܂��������Ă���Ƃ���Ȃ�ł���
�ʐ^�ŕ�������x�̎w�E�⒍�ӓ_��������肢���܂�
http://i.imgur.com/G6zBL.jpg
{kind=link}
363 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/22(��) 22:35:21.90 ID:CAz1lYmZ
364 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/22(��) 22:42:57.68 ID:Azr3KLR1
���@��������PC�Ō���Ȃ��́iFireFox)
365 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/22(��) 22:57:55.20 ID:/tp4Yqty
http://beebee2see.appspot.com/i/azuY_Zi8Bgw.jpg
����݂���i�C�t�摜��p�g���Ȃ����ۂ���Łc�c
{kind=link}
����݂���i�C�t�摜��p�g���Ȃ����ۂ���Łc�c
366 �F2�_�u ��eqzxfGuHRU �F2012/05/23(��) 08:22:44.36 ID:44P76S8D
�o����Ε��ᎆ�ɏ������������߂��邯�ǁA�Ƃ肠��������Ă݂�̂�
��Ԃ̋ߓ����ȂƎv���B�o�b�N���b�N�̃L�b�g�Ƃ��g������H
��Ԃ̋ߓ����ȂƎv���B�o�b�N���b�N�̃L�b�g�Ƃ��g������H
367 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/23(��) 21:14:32.01 ID:W/qNwo3x
���n�߂Ă̐���ł�
�L�b�g���o���Ȃ��ł�
��g���Ȃ��璲�����悤�Ƃ�����
�v�~�X�ŊJ���r�����S���e���V�����������ĂȂ����ƂɋC�t���܂���orz
�v���ł͂Ƃ܂��ł��̍ۑË�����
����͂�������v���܂�
�L�b�g���o���Ȃ��ł�
��g���Ȃ��璲�����悤�Ƃ�����
�v�~�X�ŊJ���r�����S���e���V�����������ĂȂ����ƂɋC�t���܂���orz
�v���ł͂Ƃ܂��ł��̍ۑË�����
����͂�������v���܂�
�X�v�����O�́A������x�Ȃ�A�w�ŋȂ���
�J���Ă���Ă�����ɏo���Ă��C�P�邪�Ȃ�
�ȑO�̉摜
http://bbs.avi.jp/photo.php?wid=29813229&kid=79024&mode=&br=pc&s=
�J���Ă���Ă�����ɏo���Ă��C�P�邪�Ȃ�
�ȑO�̉摜
http://bbs.avi.jp/photo.php?wid=29813229&kid=79024&mode=&br=pc&s=
369 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/23(��) 22:42:11.59 ID:DjJef3vY
�u���[�h�̃s�{�b�g������̃t���[���ɓ��镔����
�����������ȁB
���̎����Ă��h�C�c�̐܂肽���݃i�C�t�ł��������J�����̂��������ȁB
�����������ȁB
���̎����Ă��h�C�c�̐܂肽���݃i�C�t�ł��������J�����̂��������ȁB
370 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/24(��) 23:41:14.30 ID:clke/lPI
Al Stohlman - The Art of Hand Sewing Leather
http://depositfiles.com/files/wuqr8uvl0
http://depositfiles.com/files/wuqr8uvl0
371 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/25(��) 11:37:17.14 ID:TujBoojn
����Ɏ��|����O�ɕ��ᎆ�ƌ����Ń��b�N�A�b�v�����
�v��̕s��ɋC�Â��₷����
�v��̕s��ɋC�Â��₷����
372 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/28(��) 22:15:50.21 ID:75OEFIZv
�����̓_�C�\�[�Ŕ����Ă���B
����̓K�`�B
����̓K�`�B
373 �F �E�@���yLv=25,xxxPT�z �F2012/05/29(��) 10:17:14.40 ID:PCnMxBgO
�����n���V�܂Ł@5��35��300��V��3�w�|��������A�_�}�X�J�X������
3�w�|�~���������̂�
���炭������V���S�[���h�̃_�}�X�J�X
��������1���~������Ƃ���|�ނ����ǁA5000�~�ł��ނ肪����
�ł�3�w�|���~���������̂�
�܂�3�{�قǒu���Ă�������
3�w�|�~���������̂�
���炭������V���S�[���h�̃_�}�X�J�X
��������1���~������Ƃ���|�ނ����ǁA5000�~�ł��ނ肪����
�ł�3�w�|���~���������̂�
�܂�3�{�قǒu���Ă�������
374 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/29(��) 22:12:23.93 ID:E4BY5tQy
�Ȃɂ��ꗠ�R
375 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/30(��) 20:15:23.48 ID:pmJnB15S
http://beebee2see.appspot.com/i/azuYuJTJBgw.jpg
���g�ł��܂���
�Ƃ���Ń{���X�^�[���ċ�E�ȊO���Ⴞ�߂ł����H
�茳�ɂȂ���ŗn�ڂ��ڒ��܂ł����Ȃ�
����ł��܂�������ł���
{kind=link}
���g�ł��܂���
�Ƃ���Ń{���X�^�[���ċ�E�ȊO���Ⴞ�߂ł����H
�茳�ɂȂ���ŗn�ڂ��ڒ��܂ł����Ȃ�
����ł��܂�������ł���
376 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/30(��) 20:53:43.79 ID:hXMQbXIn
�|�ނɂ���邪�A�ނ����E�͂�߂��ق�������
�M�Řc��Ă���������
�J�V�������ڒ��܂ŏ\��
�d�����ŃT�r��h�������Ȃ�A
�{���X�^�[�Ƀn���_�ĂȂ���ቷ�n���_�Őڒ�����
ttp://shopping.hobidas.com/shop/rail-hobidas/item/EKM-0895.html
�M�Řc��Ă���������
�J�V�������ڒ��܂ŏ\��
�d�����ŃT�r��h�������Ȃ�A
�{���X�^�[�Ƀn���_�ĂȂ���ቷ�n���_�Őڒ�����
ttp://shopping.hobidas.com/shop/rail-hobidas/item/EKM-0895.html
377 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/30(��) 21:56:17.26 ID:22LmW4JO
378 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/31(��) 00:31:20.49 ID:1qKEO/TN
����ł����n�߂Ẵi�C�t�ő�܂��Ȍ`����邽�߂Ƀf�B�X�N�O���C���_�[���g�������Ǝv���Ă��܂�
�����łł����o�̑����͂ǂ����������̂�����܂����H
��Ɍ��Ǝq����������Ƃ�����̂ŃX�e�����X�̐o�����h����悤�Ȃ瑼�̎�i���l���܂�
�����łł����o�̑����͂ǂ����������̂�����܂����H
��Ɍ��Ǝq����������Ƃ�����̂ŃX�e�����X�̐o�����h����悤�Ȃ瑼�̎�i���l���܂�
379 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/31(��) 06:38:03.11 ID:00B294KY
380 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/31(��) 11:45:56.33 ID:v4pcdxLK
���Z���_�K�[�i�C�t����őߕ�
http://headlines.yahoo.co.jp/hl?a=20120531-00000224-yom-soci
http://headlines.yahoo.co.jp/hl?a=20120531-00000224-yom-soci
381 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/31(��) 12:26:00.29 ID:L3qgY0BS
>>380
�������Ȃ痧�h�ȍH�앺�ɂȂꂽ������
�������Ȃ痧�h�ȍH�앺�ɂȂꂽ������
382 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/31(��) 15:14:30.97 ID:1qKEO/TN
383 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/31(��) 18:30:33.83 ID:W78O0M1a
>>378
��ł��Ȃ�A�N�Y��艹���C�ɂ��������B
������O�Ɏ�������u�����܂����̓��̂��̎��Ԃɂ���v��
�����������������������B
���`���̓o�C�X��N�����v���g���Ă�������Œ肵�Ȃ��ƃr�r�����������ă}�g���ɍ��Ȃ��ǂ��납
�|�ނ������Ńt�b���Ō��ɓ˂��h���邩���B���ƁA���C�M�ɂ��ώ��ɋC�����āB
��ł��Ȃ�A�N�Y��艹���C�ɂ��������B
������O�Ɏ�������u�����܂����̓��̂��̎��Ԃɂ���v��
�����������������������B
���`���̓o�C�X��N�����v���g���Ă�������Œ肵�Ȃ��ƃr�r�����������ă}�g���ɍ��Ȃ��ǂ��납
�|�ނ������Ńt�b���Ō��ɓ˂��h���邩���B���ƁA���C�M�ɂ��ώ��ɋC�����āB
384 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/31(��) 19:27:10.43 ID:1qKEO/TN
>>383
�����ł��ˁA���̂ق��ɂ��C���������Ǝv���܂�
�����͎̂��������Ŏ��X�������x�Ȃ̂ő��v���Ǝv���܂������ӂɂ��C�����܂�
���肪�Ƃ��������܂���
�����ł��ˁA���̂ق��ɂ��C���������Ǝv���܂�
�����͎̂��������Ŏ��X�������x�Ȃ̂ő��v���Ǝv���܂������ӂɂ��C�����܂�
���肪�Ƃ��������܂���
385 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/31(��) 20:47:26.89 ID:d8W7TZRt
�u�̎�ނ�Ԏ�ɂ���Ă͎h����₷���ؕ��ɂȂ邱�Ƃ������ˁH
�Ƃ낯��S�H�����Ė���ɂ���Ȃ��Ƃ��ڂ��Ă��悤�ȋC������B
�Ƃ낯��S�H�����Ė���ɂ���Ȃ��Ƃ��ڂ��Ă��悤�ȋC������B
386 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/31(��) 21:00:55.80 ID:00B294KY
�Ƃ�S�̂͂܂��Ⴄ��B
��S��36�ԂƂ��ŃS���S���r��肷��Ƃ��܂�
�h����^�C�v�̍�肩�����ł�B
��S��36�ԂƂ��ŃS���S���r��肷��Ƃ��܂�
�h����^�C�v�̍�肩�����ł�B
387 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/31(��) 22:02:38.33 ID:roKQXbEY
����I�ɏo�鎿�₾���ǖ���f�B�X�N�ƃx���`�ƍ�������Ă���
388 �F���O�ȃJ�b�^�[(�m�́M)�F2012/05/31(��) 22:37:35.76 ID:W78O0M1a
�́H�ǂ̂ւH
389 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/01(��) 09:02:09.29 ID:qBi245i6
�f�B�X�N�O���C���_�[�A�ʏ�(�T���_�[)(�O���C���_�[)�ƁA
�x���`�O���C���_�[�̈Ⴂ���ȁB
�x���`�O���C���_�[�̈Ⴂ���ȁB
390 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/01(��) 10:12:49.78 ID:zc39MQyL
�b�̗��ꂩ�炵�ĒN���������ĂȂ��悤�����ǁH
391 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/09(�y) 10:25:26.57 ID:JQD6I6MQ
{kind=link}
392 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/12(��) 17:41:26.57 ID:k48t7+0G
>>391
�����H�������H
�����H�������H
393 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/12(��) 19:11:44.35 ID:5nx7TfbQ
�y�[�p�[�i�C�t���Đ悪�ׂ��Ȃ��ĂȂ��Ǝg���Â炭��
�f�U�C���͗D��������
�f�U�C���͗D��������
394 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/12(��) 20:43:39.38 ID:cfKMmP0S
������www
�y�[�p�[�i�C�t���x�Ƃ��Ă��d��������ŏo���邾���p���Ȃ��悤�ɂ��܂���
�ł����݂����Ƃ�����Ȃ���������{���ɂނ���
�y�[�p�[�i�C�t�Ƃ����̂́u����n���v�Ƃ��Ă̌��O�ł�
�y�[�p�[�i�C�t���x�Ƃ��Ă��d��������ŏo���邾���p���Ȃ��悤�ɂ��܂���
�ł����݂����Ƃ�����Ȃ���������{���ɂނ���
�y�[�p�[�i�C�t�Ƃ����̂́u����n���v�Ƃ��Ă̌��O�ł�
395 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/12(��) 22:40:44.12 ID:UvBuX+bT
���₵���Ǝv����
396 �F�W�g�� ��NAiBHuyoBI �F2012/06/12(��) 22:56:34.92 ID:5mvOgWJJ
>>391
403�ɂȂ��Ă݂�Ȃ��������ǃA�h���X�R�s�y�����猩��܂����B
�u�b�N�}�[�J�[�Ƃ��Ă͐����Ȍ`��ł���ˁA�M�ԂŒ@���ĐK��������
�����āA�V���v���ł���������Ă���悤�Ɏv���܂��ˁB
�����ł����A���E�ł��܂����B
����ƃl�b�g���������A�J�L�R�~�ł���悤�ɂȂ����̂Ō�B
�x���Ԃ��Ă���̂ő�������͑ނ��A�H�Ǝ�����̂ق��ŏ��i�J����؍H�A�C���A��
�ʓ|�������d�����ł���Ă܂��B
403�ɂȂ��Ă݂�Ȃ��������ǃA�h���X�R�s�y�����猩��܂����B
�u�b�N�}�[�J�[�Ƃ��Ă͐����Ȍ`��ł���ˁA�M�ԂŒ@���ĐK��������
�����āA�V���v���ł���������Ă���悤�Ɏv���܂��ˁB
�����ł����A���E�ł��܂����B
����ƃl�b�g���������A�J�L�R�~�ł���悤�ɂȂ����̂Ō�B
�x���Ԃ��Ă���̂ő�������͑ނ��A�H�Ǝ�����̂ق��ŏ��i�J����؍H�A�C���A��
�ʓ|�������d�����ł���Ă܂��B
397 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/13(��) 15:26:27.18 ID:6zI+s/8e
>>396
G10�؍�Ƃ��n�ڂł���炳��Ă��́H
G10�؍�Ƃ��n�ڂł���炳��Ă��́H
398 �F�W�g�� ��NAiBHuyoBI �F2012/06/13(��) 18:01:15.78 ID:XQ4i5tHP
>>397
�����A���ʂɐn�������H�Ƃ���13�N�A�ƁA6�N�O�o�x�����ɂЂ�������
�v���������Ƃ���Ă����̂���u�A�ŋߔx�Ɉ�a���������Ă��Đ���������
����u�x�C��v�Ɛf�f�B�@�i�i�����͖����B�j
���ǂ͑̎��ł�����ˁA1�����Őo�x�ɂȂ����������}�X�N�Ȃ��ʼn��\�N
�����ĂȂ�Ƃ������l�����܂�����E�E
�܂��d���̖������Ƃ��Ƃ������܂��B
�F������C�����Ă������ˁB
�h�o�}�X�N�͂������葕������悤�ɂ��Ă��������B
�����A���ʂɐn�������H�Ƃ���13�N�A�ƁA6�N�O�o�x�����ɂЂ�������
�v���������Ƃ���Ă����̂���u�A�ŋߔx�Ɉ�a���������Ă��Đ���������
����u�x�C��v�Ɛf�f�B�@�i�i�����͖����B�j
���ǂ͑̎��ł�����ˁA1�����Őo�x�ɂȂ����������}�X�N�Ȃ��ʼn��\�N
�����ĂȂ�Ƃ������l�����܂�����E�E
�܂��d���̖������Ƃ��Ƃ������܂��B
�F������C�����Ă������ˁB
�h�o�}�X�N�͂������葕������悤�ɂ��Ă��������B
399 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/18(��) 19:26:18.76 ID:V4C/QNy5
http://i.imgur.com/IDXva.jpg
http://i.imgur.com/IW6mM.jpg
http://i.imgur.com/cUwyi.jpg
�ϑw�̃n�M���ʼnʕ��i�C�t���܂���
�l�I�Ȏ�����ǁA�͗l�̍r��Ă�n������
�אg�⏬���߂̕�����i�ōD����
{kind=link}
http://i.imgur.com/IW6mM.jpg
{kind=link}
http://i.imgur.com/cUwyi.jpg
{kind=link}
�ϑw�̃n�M���ʼnʕ��i�C�t���܂���
�l�I�Ȏ�����ǁA�͗l�̍r��Ă�n������
�אg�⏬���߂̕�����i�ōD����
400 �F�W�g�� ��NAiBHuyoBI �F2012/06/18(��) 21:49:54.64 ID:JFybq0b9
>>399
���Ǝ҂���A����X���ւ悤�����B
�y�e�B�[�i�C�t��菬���A�s�[�����O�i�C�t�Ƃ����W�������ł���ˁB
�e�[�u���i�C�t�Ƃ��Ďg����i�C�t�ŁA���̂����Ƃ��D���ȕ�̃T�C�Y�ł��B
�q���g�A�s���Ȃǂő������Ď������������Ɗy�����ł���B
���Ǝ҂���A����X���ւ悤�����B
�y�e�B�[�i�C�t��菬���A�s�[�����O�i�C�t�Ƃ����W�������ł���ˁB
�e�[�u���i�C�t�Ƃ��Ďg����i�C�t�ŁA���̂����Ƃ��D���ȕ�̃T�C�Y�ł��B
�q���g�A�s���Ȃǂő������Ď������������Ɗy�����ł���B
401 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/18(��) 22:02:28.91 ID:V4C/QNy5
>>400
�v���͌��Ȃ��ł��������c�c
���ƂƂ͂����A�m����Ō�܂Ŏd�グ���̂͏��߂ĂȂ��炢�̋삯�o������
�F�X������������������ł���
����ȗ]�T�������A�����������łǃV���v���ȑ���ł�
�v���͌��Ȃ��ł��������c�c
���ƂƂ͂����A�m����Ō�܂Ŏd�グ���̂͏��߂ĂȂ��炢�̋삯�o������
�F�X������������������ł���
����ȗ]�T�������A�����������łǃV���v���ȑ���ł�
402 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/19(��) 02:53:13.17 ID:K6dg9lIh
>>399
���J�b�\���邢��plunge line���n���h���Ƃ̋��ɂ���̂�
�V���[�g�O���b�v����ɂ��������ۂ̏�Q�����Ȃ�
������Č�������Ȏ����ɂ͂ƂĂ����肪�����d�l
���ƃn���h���O���̑��ʂ�����ł��Đe�w�̂������Ɍ����邪
�摜���Б������Ȃ��ړI�𐄑��ł��Ȃ��A�Ƃ������ړI������
��悾���摜�T���N�X
���J�b�\���邢��plunge line���n���h���Ƃ̋��ɂ���̂�
�V���[�g�O���b�v����ɂ��������ۂ̏�Q�����Ȃ�
������Č�������Ȏ����ɂ͂ƂĂ����肪�����d�l
���ƃn���h���O���̑��ʂ�����ł��Đe�w�̂������Ɍ����邪
�摜���Б������Ȃ��ړI�𐄑��ł��Ȃ��A�Ƃ������ړI������
��悾���摜�T���N�X
403 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/19(��) 18:37:50.55 ID:3zSW76x7
>>402
�����ł���
�`�͕�Ȃ�Ō����͊y���Ǝv���܂�
�n���h���̉��݂͗��ʂɂ��Ă��܂�
�ړI�̓n���h�����̂Ɍ��݂���������̌��݂𗎂Ƃ��ׂ�
�����̎����A�����ł�
�ȂɂԂ�n���Z���̂Ńn���h���������Ɣ甍���̎��ȂǂŎז��ł���
���Ƃ����ĕ����Z���̂ł��܂�ɒ[�ɂ͗����ƈ���ɂ�������
�Ƃ������Ƃł����������܂��Ă݂܂���
���g�p�Ȃ̂Ō��ʂ͂܂�������܂���
�����ł���
�`�͕�Ȃ�Ō����͊y���Ǝv���܂�
�n���h���̉��݂͗��ʂɂ��Ă��܂�
�ړI�̓n���h�����̂Ɍ��݂���������̌��݂𗎂Ƃ��ׂ�
�����̎����A�����ł�
�ȂɂԂ�n���Z���̂Ńn���h���������Ɣ甍���̎��ȂǂŎז��ł���
���Ƃ����ĕ����Z���̂ł��܂�ɒ[�ɂ͗����ƈ���ɂ�������
�Ƃ������Ƃł����������܂��Ă݂܂���
���g�p�Ȃ̂Ō��ʂ͂܂�������܂���
404 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/20(��) 23:36:48.43 ID:Bz/lkkMn
>>399
����I�Y�킾�@����I
����I�Y�킾�@����I
405 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/21(��) 22:06:57.39 ID:7r9byDUn
406 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/21(��) 22:12:22.07 ID:jKW/XmWG
407 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/21(��) 22:22:22.30 ID:7r9byDUn
{kind=link}
408 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/22(��) 17:07:08.48 ID:0E6rxXcS
Wheeler's Steel * Stuck in the metal with you
http://www.bladeforums.com/forums/showthread.php/808140
http://www.bladeforums.com/forums/showthread.php/808140
409 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/22(��) 22:04:32.97 ID:8OKWDILG
>>407
�T���N�X�B����σO���b�v��10cm�O��͂����Ȃ��E�E�E��r�I�I�[�\�h�b�N�X�Ȉ���肾�ƁB
�f�U�C���̎Q�l�ɂȂ�܂����B���肪�Ƃ��B
�������@������A���O�i�K�ŕ��ʏo���̂��Ăǂ���������B
�T���N�X�B����σO���b�v��10cm�O��͂����Ȃ��E�E�E��r�I�I�[�\�h�b�N�X�Ȉ���肾�ƁB
�f�U�C���̎Q�l�ɂȂ�܂����B���肪�Ƃ��B
�������@������A���O�i�K�ŕ��ʏo���̂��Ăǂ���������B
410 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/22(��) 23:10:00.43 ID:8V107l6s
>>409
�܂����ʂɈ��낤�Ǝv����9cm�͂�����
���ʂɒ@�������Ǝv��
���S�ȕ��ʂ��ĂȂ�Ɠ�����ǁc�c
���ƌ����ĉ��ʂ��Ȃ��Ȃ����Ⴕ�Ӗ��Ȃ���
�v�͉��ʕt���č��Ό�����
�^�K�l�ŋ���Ă�������Ă̂����肶��ˁH
����Ȃ畽�ʂ��o���₷������
�O�ɂ���ŔC�ӂ̖͗l�o�����Ă����̂������Ƃ�����
�܂����ʂɈ��낤�Ǝv����9cm�͂�����
���ʂɒ@�������Ǝv��
���S�ȕ��ʂ��ĂȂ�Ɠ�����ǁc�c
���ƌ����ĉ��ʂ��Ȃ��Ȃ����Ⴕ�Ӗ��Ȃ���
�v�͉��ʕt���č��Ό�����
�^�K�l�ŋ���Ă�������Ă̂����肶��ˁH
����Ȃ畽�ʂ��o���₷������
�O�ɂ���ŔC�ӂ̖͗l�o�����Ă����̂������Ƃ�����
411 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/23(�y) 00:08:48.12 ID:yf7FY4t1
412 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/23(�y) 14:51:11.38 ID:F5cFvOPH
���R�W���J���^���̃��X���i�C�t��������
�Ȃ����L���b�V���ł��������Ȃ��̂Ńe�L�X�g��Y���ăR�s�y
�C���h�l�V�A��͉p��ɂł������|�Ă���
http://www.kaskus.us/showthread.php?p=637532458
��
Specs:
- style: clip point, flat grind-distal taper (slightly convex at the edge)
- Bahan: Limbah kikir Nicholson
- OAL: 21.5 cm
- BL:10.5 cm (tip to bolster)
- Thickness: 4 mm at ricasso
- Handle: Brass-Al spacer-Oak wood (dikasih tau yg ngasih)
- HT method: Partially hardened-oil quench-un tempered
http://i1105.photobucket.com/albums/h355/wibowois/piso.jpg
Temper line di blade muncul karena coba2 bikin patina. tapi bagian yg teroksidasi cm di spine (NB: unhardened). trus digosok pake metal polisher semacem autosol. Apakah temper line spt ini bs disebut Hamon?
http://i1105.photobucket.com/albums/h355/wibowois/blade.jpg
saya pake hena. yg biasa dipake buat bikin gambar di tangan permpuan di arab. bentuknya semacam bubuk (bubuk daun mungkin).
dilarutkan di air panas sampe seperti pasta. dioleskan ke bilah. gak sampe 2 menit, pasta yg tadinya berwarna coklat kehijauan jadi berubah hitam.
http://i1105.photobucket.com/albums/h355/wibowois/hena.jpg
setelah sktr setengah jam, bersihin bilah dg air hangat.
http://i1105.photobucket.com/albums/h355/wibowois/oxidized.jpg
�Ȃ����L���b�V���ł��������Ȃ��̂Ńe�L�X�g��Y���ăR�s�y
�C���h�l�V�A��͉p��ɂł������|�Ă���
http://www.kaskus.us/showthread.php?p=637532458
��
Specs:
- style: clip point, flat grind-distal taper (slightly convex at the edge)
- Bahan: Limbah kikir Nicholson
- OAL: 21.5 cm
- BL:10.5 cm (tip to bolster)
- Thickness: 4 mm at ricasso
- Handle: Brass-Al spacer-Oak wood (dikasih tau yg ngasih)
- HT method: Partially hardened-oil quench-un tempered
http://i1105.photobucket.com/albums/h355/wibowois/piso.jpg
{kind=link}
Temper line di blade muncul karena coba2 bikin patina. tapi bagian yg teroksidasi cm di spine (NB: unhardened). trus digosok pake metal polisher semacem autosol. Apakah temper line spt ini bs disebut Hamon?
http://i1105.photobucket.com/albums/h355/wibowois/blade.jpg
{kind=link}
saya pake hena. yg biasa dipake buat bikin gambar di tangan permpuan di arab. bentuknya semacam bubuk (bubuk daun mungkin).
dilarutkan di air panas sampe seperti pasta. dioleskan ke bilah. gak sampe 2 menit, pasta yg tadinya berwarna coklat kehijauan jadi berubah hitam.
http://i1105.photobucket.com/albums/h355/wibowois/hena.jpg
{kind=link}
setelah sktr setengah jam, bersihin bilah dg air hangat.
http://i1105.photobucket.com/albums/h355/wibowois/oxidized.jpg
{kind=link}
413 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/23(�y) 15:40:58.92 ID:OhGmAd45
�����˂����������̍D����
�Ȃ�ƂȂ�������̃ΎI���ɂ����͋C���Ă�
http://2ch-dc.mine.nu/v3/src/1337500512344.jpg
�Ȃ�ƂȂ�������̃ΎI���ɂ����͋C���Ă�
http://2ch-dc.mine.nu/v3/src/1337500512344.jpg
{kind=link}
414 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/24(��) 02:26:02.74 ID:VDdgQ3DE
>>413
�Ȃ�ƂȂ��o���Ă��̂ŃR�s�y�������Ƃ������
���ʂƑ����̎��������ɂ͗���s�\�c�y�������Ȃ�
�����l�̃f�U�C���ƕʕ��̊����i�A"Made only with handtools"
http://i1105.photobucket.com/albums/h355/wibowois/workplan.jpg
http://i1105.photobucket.com/albums/h355/wibowois/puuko.jpg
�|�����̖؏�A�i�C�����J�o�[�A�׃��g���[�v�A�����~��
http://blogs.yahoo.co.jp/blueshortness/8983189.html
http://blogs.yahoo.co.jp/blueshortness/8938356.html
�Ȃ�ƂȂ��o���Ă��̂ŃR�s�y�������Ƃ������
���ʂƑ����̎��������ɂ͗���s�\�c�y�������Ȃ�
�����l�̃f�U�C���ƕʕ��̊����i�A"Made only with handtools"
http://i1105.photobucket.com/albums/h355/wibowois/workplan.jpg
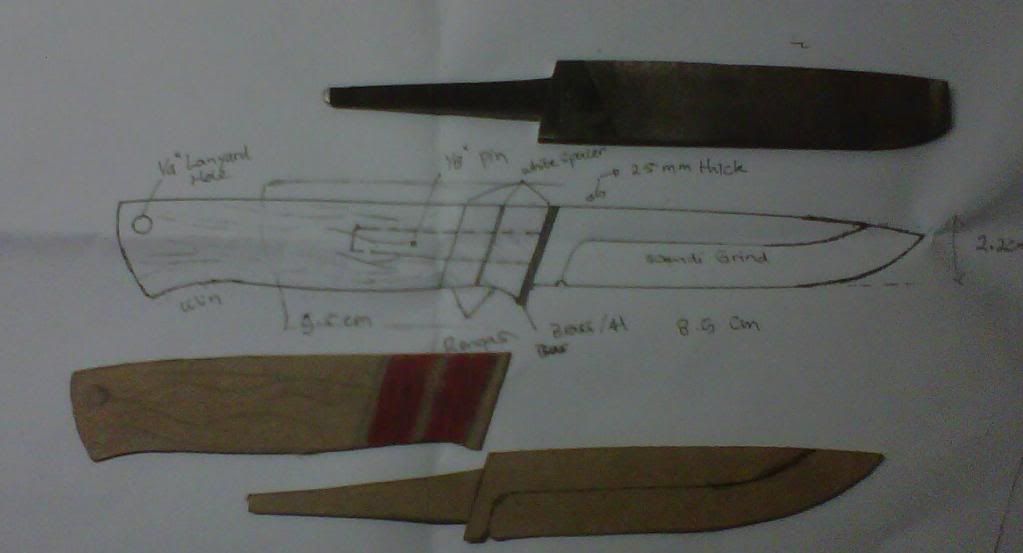{kind=link}
http://i1105.photobucket.com/albums/h355/wibowois/puuko.jpg
{kind=link}
�|�����̖؏�A�i�C�����J�o�[�A�׃��g���[�v�A�����~��
http://blogs.yahoo.co.jp/blueshortness/8983189.html
http://blogs.yahoo.co.jp/blueshortness/8938356.html
415 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/27(��) 13:36:28.93 ID:jmhiykbG
�O����v���Ă����i�C�t�̃��J�b�\���ĉ��̂��߂ɍ݂�H
��݂����Ɋ{������Ȃ炢�����A��������Ȃ��Ȃ�u�����������ז�����ˁH
��݂����Ɋ{������Ȃ炢�����A��������Ȃ��Ȃ�u�����������ז�����ˁH
416 �F�W�g�� ��NAiBHuyoBI �F2012/06/27(��) 18:36:11.31 ID:ymseuMy5
>>415
���J�b�\�A�x�x���̗����オ����ǂꂾ���n���h���ɋ߂Â��邩�͍��l�́u�i�C�t�v�z�v
���ł܂���ˁB
����A�J�X�^�����Ƃ����������R���������玩���̗��z�I�ȃf�U�C����`���Ă݂��
�ʔ����ł��B
�����A�ʎY�i�̏ꍇ�͎���J�b�\�������ƍ��������A�n���h���t���Ɏ�Ԃ�
�v������A�f�U�C���I�]�T��������A�܂��͍|�ޖ��̂�[�J�[�̍����ł�
�ꏊ��������ƐF�X�ȗ��R���������肵�܂��B
�v���Ԃ�Ɏ���
http://bbs.avi.jp/photo/79024/29823566
���b�N�@�\�̖����ȑf�ȁu�D�荞�݃i�C�t�v
���~�Ղ��g�������ȒP�Ȃ��d���ł��B
��̐l���u���[�h���A����ɍ��킹�ĕ����f�U�C�����������̊��������G
���J�b�\�A�x�x���̗����オ����ǂꂾ���n���h���ɋ߂Â��邩�͍��l�́u�i�C�t�v�z�v
���ł܂���ˁB
����A�J�X�^�����Ƃ����������R���������玩���̗��z�I�ȃf�U�C����`���Ă݂��
�ʔ����ł��B
�����A�ʎY�i�̏ꍇ�͎���J�b�\�������ƍ��������A�n���h���t���Ɏ�Ԃ�
�v������A�f�U�C���I�]�T��������A�܂��͍|�ޖ��̂�[�J�[�̍����ł�
�ꏊ��������ƐF�X�ȗ��R���������肵�܂��B
�v���Ԃ�Ɏ���
http://bbs.avi.jp/photo/79024/29823566
���b�N�@�\�̖����ȑf�ȁu�D�荞�݃i�C�t�v
���~�Ղ��g�������ȒP�Ȃ��d���ł��B
��̐l���u���[�h���A����ɍ��킹�ĕ����f�U�C�����������̊��������G
417 �F�W�g�� ��NAiBHuyoBI �F2012/06/27(��) 18:40:12.21 ID:ymseuMy5
����
�~�@�D�荞��
���@�܂荞��
�~�@�D�荞��
���@�܂荞��
418 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/27(��) 20:48:03.07 ID:2k1d5m7l
�t�Ƀ��J�b�\�����ƃq���g��n���h�����u�ɓ������Č�����Ȃ����H
419 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/27(��) 20:55:54.37 ID:PR0Yb7Tu
�������тɒ��q�����ĂƂ�����ʓ|������
�t���^���O�Ƃ����Ƃ��ꂷ�疳������
�t���^���O�Ƃ����Ƃ��ꂷ�疳������
420 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/28(��) 02:50:01.90 ID:+TJFvR3I
>>416
�X�g���[�g����Ȃ��V�[�v�t�b�g�A�傴���ςŗZ�ʂ̂����O���[�u�A
�N�\�������Ȃ��u���[�h�Ƃނ�����y�����ȃn���h���c
�ƂĂ������|�P�b�g�i�C�t�Ǝ����͎v���܂�
�ȉ��D�݂Ń��f�B�t�@�C����Ƃ�����
�E�n���h���͏�����������(�O���b�v�Ɋۂ݂��A���x�ʂ��S�z)
�E�������[�h�z�[���s�v�i���邢�͌a���������j
�E�O���[�u��O�ցA�O�����������[���i�n���w���牓���j
�E�`���C���͏������邩����3mm�g��
�E�u���[�h��2-3mm����(���邢�̓`���C����P��)
�E�n����2mm����(���₷���A�O���[�u�ړ��ƑΉ�)
�E�O���������������אg�Ɂi�����ۂ��X�����j
��
�Ȃ��������Ȏ��Ԃɂ��@
https://lh3.googleusercontent.com/-_xPq8UezAQY/T-s9ufcectI/AAAAAAAAM3A/HhRELs7xYHs/s800/Screenshot.png
>>415
�����Ƀ��[�J�[����{�l���x�x���X�g�b�v����藎�Ƃ������̂������Ă�
���J�b�\��1�C���`�A�G�b�W�̗����オ��̓n���h���O�[����3mm����オ���Ă���
���₩�ȃJ�[�u����قƂ�ǐ��x�̒i���ŃG�b�W���X�^�[�g����
�x�x���̓n���h���O�[����6mm�̂Ƃ��납�炾������70�x�ŊJ�n
�����ɂ͌����₷���D��
�X�g���[�g����Ȃ��V�[�v�t�b�g�A�傴���ςŗZ�ʂ̂����O���[�u�A
�N�\�������Ȃ��u���[�h�Ƃނ�����y�����ȃn���h���c
�ƂĂ������|�P�b�g�i�C�t�Ǝ����͎v���܂�
�ȉ��D�݂Ń��f�B�t�@�C����Ƃ�����
�E�n���h���͏�����������(�O���b�v�Ɋۂ݂��A���x�ʂ��S�z)
�E�������[�h�z�[���s�v�i���邢�͌a���������j
�E�O���[�u��O�ցA�O�����������[���i�n���w���牓���j
�E�`���C���͏������邩����3mm�g��
�E�u���[�h��2-3mm����(���邢�̓`���C����P��)
�E�n����2mm����(���₷���A�O���[�u�ړ��ƑΉ�)
�E�O���������������אg�Ɂi�����ۂ��X�����j
��
�Ȃ��������Ȏ��Ԃɂ��@
https://lh3.googleusercontent.com/-_xPq8UezAQY/T-s9ufcectI/AAAAAAAAM3A/HhRELs7xYHs/s800/Screenshot.png
{kind=link}
>>415
�����Ƀ��[�J�[����{�l���x�x���X�g�b�v����藎�Ƃ������̂������Ă�
���J�b�\��1�C���`�A�G�b�W�̗����オ��̓n���h���O�[����3mm����オ���Ă���
���₩�ȃJ�[�u����قƂ�ǐ��x�̒i���ŃG�b�W���X�^�[�g����
�x�x���̓n���h���O�[����6mm�̂Ƃ��납�炾������70�x�ŊJ�n
�����ɂ͌����₷���D��
421 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/28(��) 04:05:39.18 ID:+TJFvR3I
�����������Ȃ�Ȃ̂ōŋߕ`���Ă݂��
https://lh6.googleusercontent.com/-Uc5sNVrDTyQ/T-mVnwTVWOI/AAAAAAAAM1s/SZd0UMPToIk/s800/2012-06-26%252008.05.39.jpg
�E�����̎�ɂ̓n���h����5mm�Z��?
�E�n���h���̌��������܂�l���Ă��Ȃ�
�E�|�C���g�s�����A�����������h���b�v���Ȃ���
�E�G�b�W���̃n���h���G���h���������A�����ƍ�����ق����悳����
�E�ł��A�C�X�s�b�N�������c�@etc
�����z���肢���܂�
https://lh6.googleusercontent.com/-Uc5sNVrDTyQ/T-mVnwTVWOI/AAAAAAAAM1s/SZd0UMPToIk/s800/2012-06-26%252008.05.39.jpg
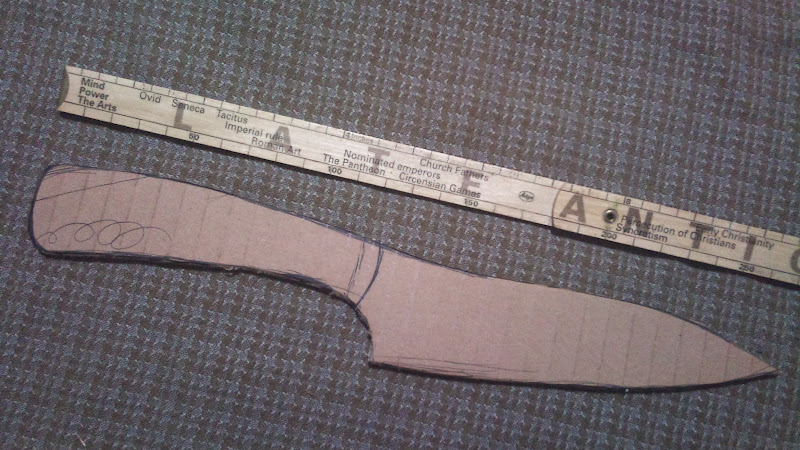{kind=link}
�E�����̎�ɂ̓n���h����5mm�Z��?
�E�n���h���̌��������܂�l���Ă��Ȃ�
�E�|�C���g�s�����A�����������h���b�v���Ȃ���
�E�G�b�W���̃n���h���G���h���������A�����ƍ�����ق����悳����
�E�ł��A�C�X�s�b�N�������c�@etc
�����z���肢���܂�
422 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/28(��) 13:51:05.25 ID:B7JReVbd
�y�e�B�i�C�t�ɂ��Ă͐g���������Ȃ��H
�n���h���̌`������������ĎO���I�ɍ��݂Ƃ��Ɏg����y�e�B���~�����́H
���ꂾ�Ɛg���S�O�����̐n�n��P�R�O�������炢�ł���B���݂ɂ͂�����������Ȃ����Ǐ����͂����Ȃ���B
���ݏd���̌`�����炢�������^���n�݂����Ȍ`�ɂ��Ă�������Ȃ��H
�Q�l�܂łɌ����Ɖ��̃y�e�B�͐g������̂R�O�������炢�ŒՂ̕����̍������@�͂P�T�������炢�����B
�n���h���̌`������������ĎO���I�ɍ��݂Ƃ��Ɏg����y�e�B���~�����́H
���ꂾ�Ɛg���S�O�����̐n�n��P�R�O�������炢�ł���B���݂ɂ͂�����������Ȃ����Ǐ����͂����Ȃ���B
���ݏd���̌`�����炢�������^���n�݂����Ȍ`�ɂ��Ă�������Ȃ��H
�Q�l�܂łɌ����Ɖ��̃y�e�B�͐g������̂R�O�������炢�ŒՂ̕����̍������@�͂P�T�������炢�����B
423 �F�W�g�� ��NAiBHuyoBI �F2012/06/28(��) 23:01:46.58 ID:Ow6OCpau
>>421
�ł́A���́E�E�E
�����Ƃ��Ẵf�U�C���A�����W���Ă݂܂��B
http://bbs.avi.jp/photo/79024/29823593
�������ƌ����A����ʂ���������₷���悤�Ƀ|�C���g���O���b�v�̐c�̉�������ɔz�u�B
�p�x��p�ɂɕς��Ďg���y�e�B�̃O���b�v�́A��w�̒u���ʒu�ɔz�������������܂��B
�n�n��͋ƊE�W���̐����Ƃ���152mm�i5���j�Ƃ��A�A�o�̏ꍇ�O���b�v��10mm�������f�U�C���������B
�f�U�C�������Ȃ玆�ƃy���Ŏn�߂��܂��B
���ۂɕ`�����Ƃŗ��z���`�Ƃ���ƁA�����̍D�݂��ǂ��킩���Ă��Ċy�����ł���B
�����X�^�C���̃A�����W���Ă݂Ă��������A
�ł́A���́E�E�E
�����Ƃ��Ẵf�U�C���A�����W���Ă݂܂��B
http://bbs.avi.jp/photo/79024/29823593
�������ƌ����A����ʂ���������₷���悤�Ƀ|�C���g���O���b�v�̐c�̉�������ɔz�u�B
�p�x��p�ɂɕς��Ďg���y�e�B�̃O���b�v�́A��w�̒u���ʒu�ɔz�������������܂��B
�n�n��͋ƊE�W���̐����Ƃ���152mm�i5���j�Ƃ��A�A�o�̏ꍇ�O���b�v��10mm�������f�U�C���������B
�f�U�C�������Ȃ玆�ƃy���Ŏn�߂��܂��B
���ۂɕ`�����Ƃŗ��z���`�Ƃ���ƁA�����̍D�݂��ǂ��킩���Ă��Ċy�����ł���B
�����X�^�C���̃A�����W���Ă݂Ă��������A
424 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/29(��) 07:29:00.46 ID:KXSaW7+R
>>423
���������ڕ��ʂŐ�o��
�w���ό`���Ă���Ɛl�ɔ�ׂĂ�������Ƃ���
�u�����Ⴄ���킩��Ȃ����������Ɏ����₷���v
�u���蔲���͕��i���Ȃ����������̕������₷���v
�u�O���[�u���A�o�E�g�ŕ֗��A�����͂��������������v
�Ɠ������Ԃ��Ă��܂���
�������Ɛl�Ƃقړ��ӌ��ł���
�O���[�u�̎R�ɒ��w���������Ă��܂��X��������܂�
�V���[�g�O���b�v�A��ɐe�w���悹��ꍇ�͂҂����藈��̂ł���
��������w�������߂Ɏ��ʒu���ʏ�|�W�V�����炵��
�����Ȃ�Ə��̎��܂肪���������ɂȂ��̂��ƒ��w�ɓ������āc
�ΈĂ��Ȃ��̂ł����͕ۗ��ɂ��Ă�������ł�
���肪�Ƃ��������܂���
>>422
��p��4�C���`�Ȃ̂Őn�n��140mm�͂قڎO���̊��o
�M�s�ƍؐ����邪���ʂ̃n���h������ɍ���Ȃ��Ȃ��Ă�
�Ƃ��ɏo�n�Ȃlj�����������Ȃ̂Œ��炭�g�킸�ɂ���
���������ڕ��ʂŐ�o��
�w���ό`���Ă���Ɛl�ɔ�ׂĂ�������Ƃ���
�u�����Ⴄ���킩��Ȃ����������Ɏ����₷���v
�u���蔲���͕��i���Ȃ����������̕������₷���v
�u�O���[�u���A�o�E�g�ŕ֗��A�����͂��������������v
�Ɠ������Ԃ��Ă��܂���
�������Ɛl�Ƃقړ��ӌ��ł���
�O���[�u�̎R�ɒ��w���������Ă��܂��X��������܂�
�V���[�g�O���b�v�A��ɐe�w���悹��ꍇ�͂҂����藈��̂ł���
��������w�������߂Ɏ��ʒu���ʏ�|�W�V�����炵��
�����Ȃ�Ə��̎��܂肪���������ɂȂ��̂��ƒ��w�ɓ������āc
�ΈĂ��Ȃ��̂ł����͕ۗ��ɂ��Ă�������ł�
���肪�Ƃ��������܂���
>>422
��p��4�C���`�Ȃ̂Őn�n��140mm�͂قڎO���̊��o
�M�s�ƍؐ����邪���ʂ̃n���h������ɍ���Ȃ��Ȃ��Ă�
�Ƃ��ɏo�n�Ȃlj�����������Ȃ̂Œ��炭�g�킸�ɂ���
425 �F�W�g�� ��NAiBHuyoBI �F2012/06/29(��) 18:35:55.07 ID:a8oJgu4D
>>424
���ۂ́A��o�����i�K�ł����ƃ}�C���h�ȃ��C���ɂȂ邩�ƁE�E�B
�O���b�v�`��Ȃǎg���S�n�ɒ������镔���͌���������Ă���̕ύX�ɂȂ��Ă��܂��B
�u�ۂ߂鏊���ۂ߁A�����n���o���Ƃ̓L�b�`���o���B�v
���t�ł́A�v�_��`���₷���悤�ɐS�����Ă܂��B
���̃f�U�C���ł͊��炩��S����`���w�̃��C���ƁA�L�߂̌��g���ł����ˁB
��̏ꍇ�A�u���[�h�`��Ɛn�n��ŕ����̃f�U�C�����ɂ����Ȃ��܂��̂�
�o���G�[�V�����𑝂₵�Ă������R���Z�v�g�̃f�U�C�����ƈ�ڂł킩��l�ɂ��Ă܂��B
����͐��i�Ƃ��ėʎY���邱�Ƃ�O��Ƃ�����ӌ��ł��B
���܂�ł܂����l���Ńf�U�C������Ƒ��l�����Ȃ��Ȃ�y�����Ȃ��ł�����l
���ۂ́A��o�����i�K�ł����ƃ}�C���h�ȃ��C���ɂȂ邩�ƁE�E�B
�O���b�v�`��Ȃǎg���S�n�ɒ������镔���͌���������Ă���̕ύX�ɂȂ��Ă��܂��B
�u�ۂ߂鏊���ۂ߁A�����n���o���Ƃ̓L�b�`���o���B�v
���t�ł́A�v�_��`���₷���悤�ɐS�����Ă܂��B
���̃f�U�C���ł͊��炩��S����`���w�̃��C���ƁA�L�߂̌��g���ł����ˁB
��̏ꍇ�A�u���[�h�`��Ɛn�n��ŕ����̃f�U�C�����ɂ����Ȃ��܂��̂�
�o���G�[�V�����𑝂₵�Ă������R���Z�v�g�̃f�U�C�����ƈ�ڂł킩��l�ɂ��Ă܂��B
����͐��i�Ƃ��ėʎY���邱�Ƃ�O��Ƃ�����ӌ��ł��B
���܂�ł܂����l���Ńf�U�C������Ƒ��l�����Ȃ��Ȃ�y�����Ȃ��ł�����l
426 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/29(��) 23:15:45.35 ID:i1dDY7di
���d�ŏĂ��̓������|���č��܂����H�H
427 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/29(��) 23:16:50.98 ID:i1dDY7di
�⑫
���d�r�b�g�ŗ��X�L�݂����̂���낤���Ǝv���Ă��܂��B
���t���炸�ł��݂܂���B
���d�r�b�g�ŗ��X�L�݂����̂���낤���Ǝv���Ă��܂��B
���t���炸�ł��݂܂���B
428 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/30(�y) 00:11:36.28 ID:RTbgeqrA
>>426
�茳�̐��p���d�`�b�v�ŃJ�b�^�[�i�C�t�̐n�̑��ʂ�������Ƃ�������Ă݂��B
���Ȃ����Ƃ͖������ǃ��[�N�\�ʂ�Y���ό`������(�؍킷��)���߂̗͂�
���[�N�̍d�x�������قǕK�v�ɂȂ邩��l�̗͂ŗL���Ɏg����̂��͕������B
�_�C�������h���X���Œ��d����������͊p�����邱�Ƃ�
���͂��������(�荞�݂��傫�����)��ۂ��Ă�����B
�茳�̐��p���d�`�b�v�ŃJ�b�^�[�i�C�t�̐n�̑��ʂ�������Ƃ�������Ă݂��B
���Ȃ����Ƃ͖������ǃ��[�N�\�ʂ�Y���ό`������(�؍킷��)���߂̗͂�
���[�N�̍d�x�������قǕK�v�ɂȂ邩��l�̗͂ŗL���Ɏg����̂��͕������B
�_�C�������h���X���Œ��d����������͊p�����邱�Ƃ�
���͂��������(�荞�݂��傫�����)��ۂ��Ă�����B
429 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/30(�y) 00:26:08.19 ID:VAfCP6LZ
�Ȃ�Ő؍�Ȃ̂ɑY���ό`�ȂH
430 �F���O�ȃJ�b�^�[(�m�́M)�F2012/06/30(�y) 01:43:24.75 ID:RTbgeqrA
431 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/01(��) 08:34:34.83 ID:JUdKOEnJ
547:�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts
12/06/29(��) 23:54:12
ttp://bbs.avi.jp/photo/482722/143205
����X���ɓ\�낤���Ǝv�������ǖ����ɃA�N�ցE�E�E�E�B
���Ǒ啔�����S�ł���܂��B
12/06/29(��) 23:54:12
ttp://bbs.avi.jp/photo/482722/143205
����X���ɓ\�낤���Ǝv�������ǖ����ɃA�N�ցE�E�E�E�B
���Ǒ啔�����S�ł���܂��B
432 �F�W�g�� ��NAiBHuyoBI �F2012/07/01(��) 11:41:32.99 ID:n/0UBxJR
>>431
3���@�ł��Ȃ�g�������ɂȂ��Ă��܂����ˁA�S�̂ق������芴���肻���ŃC�C
�ł����̃X���I�ɂ͔p�ޗ��p�ꍆ�̂ق����Q�l�ɂȂ邩���B
�u���ʏo���ꂽ�V�B�ł���Ύ����ł��Ȃ�Ƃ��Ȃ�v
����͒N�ɂł������v�킹�Ă���܂��B
3���@�ł��Ȃ�g�������ɂȂ��Ă��܂����ˁA�S�̂ق������芴���肻���ŃC�C
�ł����̃X���I�ɂ͔p�ޗ��p�ꍆ�̂ق����Q�l�ɂȂ邩���B
�u���ʏo���ꂽ�V�B�ł���Ύ����ł��Ȃ�Ƃ��Ȃ�v
����͒N�ɂł������v�킹�Ă���܂��B
433 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/01(��) 17:37:32.47 ID:XUxlhFeG
>>432
���͑嗝�ɁA��蕽�ʂ̏o�Ă锖�K���X�\��t���Č��悤���Ǝv���Ă�B
���͑嗝�ɁA��蕽�ʂ̏o�Ă锖�K���X�\��t���Č��悤���Ǝv���Ă�B
434 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/01(��) 18:22:12.29 ID:xPajHiz6
>>431-433
�����̓��˂ȗ���H
�����̓��˂ȗ���H
435 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/01(��) 18:28:06.21 ID:JUdKOEnJ
����Ƃ͂������˂Ȃ��̂���W
436 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/02(��) 09:49:51.52 ID:f9WZgl+1
�܂������ō�������̂�p�����炻����ɗ��ꂪ�ς���ē�����O�ł���
���ɂ��̃X���ł�
���ɂ��̃X���ł�
437 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/02(��) 19:52:49.95 ID:2S8rroSX
>>428
�ꉞ�A�Ώە����o�C�X�ŌŒ肵�āA
�@��h�����݂����Ȍ`�������d�r�b�g��B&D�̃����[�^�[�ɂ���
�ᑬ�ł�낤�Ǝv���Ă܂��B
��������d���_�C���r�b�g�̕��������Ior����j���O�R�X�g�ō���Ȃ�
������ɂ��悤���Ǝv�����₵������ł��B
�ꉞ�A�Ώە����o�C�X�ŌŒ肵�āA
�@��h�����݂����Ȍ`�������d�r�b�g��B&D�̃����[�^�[�ɂ���
�ᑬ�ł�낤�Ǝv���Ă܂��B
��������d���_�C���r�b�g�̕��������Ior����j���O�R�X�g�ō���Ȃ�
������ɂ��悤���Ǝv�����₵������ł��B
438 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/03(��) 08:13:24.82 ID:8BIfgbjt
>>435
���܂���g�TK����
���܂���g�TK����
439 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/04(��) 10:57:47.81 ID:e0HHyrSa
���������Ă�����܂��́H
440 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/05(��) 05:00:17.82 ID:QXexmOc5
���삷��Ȃ�
��肾���ƒb���Ƃǂ����������́H
��肾���ƒb���Ƃǂ����������́H
441 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/05(��) 08:28:42.66 ID:AX8Mjnrm
�S���̑f�l�Ŏw�����Ă����l�����Ȃ��̂Ȃ��肾������
�b������ɂ͐ݔ��A����A�e�N�̃n�[�h���������Ǝv��
�b������ɂ͐ݔ��A����A�e�N�̃n�[�h���������Ǝv��
442 �F�W�g�� ��NAiBHuyoBI �F2012/07/05(��) 19:51:01.11 ID:hl4cvp+t
>>440
S&R�i�X�g�b�N�������[�o���j�Ƃ������肾�����@�����Ȃ�����Ŏn�߂��܂��B
�E���m�R
�E�h����
�E���X��
�E�o�C�X�A�N�����v�ƍ�Ƒ�Ȃǃ��[�N�i���H�Ώہj���Œ�ł���ݔ��B
��{�A���ꂾ������Ύn�߂��܂����A�H��̃m�E�n�E���l�b�g�Ō������������ł�
�o�Ă��܂��B
�b�����̌����Ă����Ɛn���̌������L�܂�܂��B
�@�����A�߂��ŏo����Ƃ����T���Ă݂邱�Ƃ��I�X�X�����܂���B
S&R�i�X�g�b�N�������[�o���j�Ƃ������肾�����@�����Ȃ�����Ŏn�߂��܂��B
�E���m�R
�E�h����
�E���X��
�E�o�C�X�A�N�����v�ƍ�Ƒ�Ȃǃ��[�N�i���H�Ώہj���Œ�ł���ݔ��B
��{�A���ꂾ������Ύn�߂��܂����A�H��̃m�E�n�E���l�b�g�Ō������������ł�
�o�Ă��܂��B
�b�����̌����Ă����Ɛn���̌������L�܂�܂��B
�@�����A�߂��ŏo����Ƃ����T���Ă݂邱�Ƃ��I�X�X�����܂���B
443 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/05(��) 21:10:20.59 ID:QXexmOc5
444 �F�W�g�� ��NAiBHuyoBI �F2012/07/05(��) 22:00:26.45 ID:hl4cvp+t
>>443
�撣���Ă��������B
���ׂĂ��킩��Ȃ���������A�܂��A�h�o�C�X�������܂���B
���Ȃ݂ɒb���̏ꍇ�A��L�̓���v���X �����ƃn���}�[�A�����ĔM���B
���ƁA�F�����J���Ă�̂���Əꏊ�̊m�ۂł��ˁB
�撣���Ă��������B
���ׂĂ��킩��Ȃ���������A�܂��A�h�o�C�X�������܂���B
���Ȃ݂ɒb���̏ꍇ�A��L�̓���v���X �����ƃn���}�[�A�����ĔM���B
���ƁA�F�����J���Ă�̂���Əꏊ�̊m�ۂł��ˁB
445 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/05(��) 23:23:04.21 ID:icOda6DA
�b���ō�����ꍇ���āA���R���[�N�̕\�ʂ͕��炶��Ȃ��āA
���H�����ł����ꍇ�i�����Ƃ��j���Ƃ���������Ɣ����Ă����肷�邩������Ȃ������B
���������̂͂ǂ�����ďC�����Ă�H�Ă��݂���̗�Ԓb���H
���H�����ł����ꍇ�i�����Ƃ��j���Ƃ���������Ɣ����Ă����肷�邩������Ȃ������B
���������̂͂ǂ�����ďC�����Ă�H�Ă��݂���̗�Ԓb���H
446 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/06(��) 00:02:32.48 ID:auPQjixD
��{�I�ɏē݂��ė�Ԓb���ő�܂��ɋς�
���̌㐮�`���ďĂ�����O�ɑ�܂��Ȍ�ɍׂ����ȂŒ@���C��
�����ł���ɔ������茩���Ƃ�������Ƃ��̓s�x�@��
�d�グ�����ƂŔ���ɋC�Â�����
�e�R�_���ŋȂ���悤�ɂ��ďC��
�S�|�͒@���Ɗ����̂Ń^�K�l��ł��ďC��
���̌㐮�`���ďĂ�����O�ɑ�܂��Ȍ�ɍׂ����ȂŒ@���C��
�����ł���ɔ������茩���Ƃ�������Ƃ��̓s�x�@��
�d�グ�����ƂŔ���ɋC�Â�����
�e�R�_���ŋȂ���悤�ɂ��ďC��
�S�|�͒@���Ɗ����̂Ń^�K�l��ł��ďC��
447 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/06(��) 00:07:43.36 ID:goF6FWcb
>>445
���������Ɗe�H���ŕK���c�݂��o�܂�
���̓x�ɗ₽���܂ܒȂŒ@������A���ߖŔP�����肵�Ęc�ݎ������܂�
�b�艮�ɂ���čH���Ɏ�̈Ⴂ�͂���Ǝv���܂����A�����̏ꍇ��
�Α��聨�Ă��݂����c�ݎ�聨�Ă����ꁨ�Ă��߂����c�ݎ�聨�n�t���E����
����Ȋ����ł�
���������Ɗe�H���ŕK���c�݂��o�܂�
���̓x�ɗ₽���܂ܒȂŒ@������A���ߖŔP�����肵�Ęc�ݎ������܂�
�b�艮�ɂ���čH���Ɏ�̈Ⴂ�͂���Ǝv���܂����A�����̏ꍇ��
�Α��聨�Ă��݂����c�ݎ�聨�Ă����ꁨ�Ă��߂����c�ݎ�聨�n�t���E����
����Ȋ����ł�
448 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/06(��) 00:31:27.14 ID:GH2NX/pd
�^�K�l��ł��ďC�����Ă����͖̂{�Ă��̐����Ƃ��ł������ǂ��A
�悤�͂�邱�Ƃ͗�Ԓb���ł���H
���Ƃł������ďC������̂Ƃ̈Ⴂ���킩���̂ł��܂����������C���[�W�ł��E�E�E
�悤�͂�邱�Ƃ͗�Ԓb���ł���H
���Ƃł������ďC������̂Ƃ̈Ⴂ���킩���̂ł��܂����������C���[�W�ł��E�E�E
449 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/06(��) 11:55:43.07 ID:goF6FWcb
>>448
���͓��̓n���}�[�������ĂȂ��̂ƁA���p�I�łȂ��Ƃ������R��
�S�|�̔����͍�������Ƃ�����܂���
����ă^�K�l�ɂ��C����������Ȃ��̂ł����A
http://www.innovations-i.com/column/fbi/9.html
�������������A�E�l����ł��`���ƌo���ł���Ă�悤��
�����͂悭�������ĂȂ��悤�ł���
���͓��̓n���}�[�������ĂȂ��̂ƁA���p�I�łȂ��Ƃ������R��
�S�|�̔����͍�������Ƃ�����܂���
����ă^�K�l�ɂ��C����������Ȃ��̂ł����A
http://www.innovations-i.com/column/fbi/9.html
�������������A�E�l����ł��`���ƌo���ł���Ă�悤��
�����͂悭�������ĂȂ��悤�ł���
450 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/06(��) 18:32:48.75 ID:GH2NX/pd
���肪�Ƃ��A�������łȂ�ƂȂ��C���[�W�ł���
�ȑO��ł����̖{������[���ǂ��Ƃ����邪�A�����̉��ʂ�
�����Ƃ��ʁi�������͉��j�ȕ�����@���Ȃ��Ă������̓ʉ���
��邱�Ƃ͂ł���B
�^�K�l�̓s���|�C���g�ŗ͂�`���邽�߂̃c�[���ɂ������A
�^�K�l�g��Ȃ��ꍇ�͂܂ǂ�����������Ƃ��Ȃ��ōł��ʉ��ȕ�����
���ɒ@���Ă�Ǝv��
�ȑO��ł����̖{������[���ǂ��Ƃ����邪�A�����̉��ʂ�
�����Ƃ��ʁi�������͉��j�ȕ�����@���Ȃ��Ă������̓ʉ���
��邱�Ƃ͂ł���B
�^�K�l�̓s���|�C���g�ŗ͂�`���邽�߂̃c�[���ɂ������A
�^�K�l�g��Ȃ��ꍇ�͂܂ǂ�����������Ƃ��Ȃ��ōł��ʉ��ȕ�����
���ɒ@���Ă�Ǝv��
451 �F�W�g�� ��NAiBHuyoBI �F2012/07/06(��) 23:22:50.57 ID:vgA7E4OT
�c�ݔ����͎��Ԃ������Čo���Ŋo����d���ŁA�ǂ��łĂǂ��Ȃ��邩�����o�I�Ɏ��
�o�������Ă�̂ō�ƒ��͓��̒��J���������肵�܂��B�@�@�����ł́A�A�A
�E�E�݂������Ȃǂ̏_�炩�����̏�ŁA���ڒ@���Ȃ�����@�B
����͂��̂܂܁A�c�����@���ւ��ނ����̗����B
�E�����̏�őł��L���A�c�����������Ƃ̂肠�����Ƃ点����@�B
�Ă��̓����������͖c������@���@�c�������������k�߂�͕̂s�\�A�Ȃ��
���̕�����ł��������ƂŃo�����X���Ƃ�B
�Ƃ����悤�ȗ����ŁA����������b�ŋ������Ƃ�����A�Аn��������ł��L���č|���ɋȂ�����A
���������M�n��@���Ĕ���������肷��̂����̗����ł��B
�n�ƁE�^�K�l�͈��Ղɂ��\�ʂɂ������͂�������Ƃ��A�܂������ɗ��܂��Ă���
���͂�\�ʐ�J�����ƂŕЖʂ��������I�ɓ������ċȂ���Ƃ������Ă��܂��B
�o�������Ă�̂ō�ƒ��͓��̒��J���������肵�܂��B�@�@�����ł́A�A�A
�E�E�݂������Ȃǂ̏_�炩�����̏�ŁA���ڒ@���Ȃ�����@�B
����͂��̂܂܁A�c�����@���ւ��ނ����̗����B
�E�����̏�őł��L���A�c�����������Ƃ̂肠�����Ƃ点����@�B
�Ă��̓����������͖c������@���@�c�������������k�߂�͕̂s�\�A�Ȃ��
���̕�����ł��������ƂŃo�����X���Ƃ�B
�Ƃ����悤�ȗ����ŁA����������b�ŋ������Ƃ�����A�Аn��������ł��L���č|���ɋȂ�����A
���������M�n��@���Ĕ���������肷��̂����̗����ł��B
�n�ƁE�^�K�l�͈��Ղɂ��\�ʂɂ������͂�������Ƃ��A�܂������ɗ��܂��Ă���
���͂�\�ʐ�J�����ƂŕЖʂ��������I�ɓ������ċȂ���Ƃ������Ă��܂��B
452 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/07(�y) 17:47:14.97 ID:1on+R4KL
�N���t�H���_�[�̊e��s���̏��ȃJ�V�����������āB���x���o�����߂�
�X�e�����X���̃s�����g������@���Ă����܂��c��܂Ȃ��B�u���X�Ȃ�
�Ȃ�Ƃ��Ȃ����ǁc�B���������P����
�X�e�����X���̃s�����g������@���Ă����܂��c��܂Ȃ��B�u���X�Ȃ�
�Ȃ�Ƃ��Ȃ����ǁc�B���������P����
453 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/07(�y) 22:00:49.78 ID:Laj/80ia
http://i.imgur.com/kyDFE.jpg
http://i.imgur.com/LusU4.jpg
�����̃y�e�B����
�f��:�����荞��
�n�n:15.5cm(�}�`����)
�y�������ɂƎv���܂��������X������������
�d�S�̈ʒu�͂܂��������Ȃ���
�̂���ڂ��Ȃ����������������������A�ȂԔ����Ȉ�ۂ��c�c
���̂Ă̕�̓i�J�S���畅��̂ŋC�����Ȃ���ˁ`
{kind=link}
http://i.imgur.com/LusU4.jpg
{kind=link}
�����̃y�e�B����
�f��:�����荞��
�n�n:15.5cm(�}�`����)
�y�������ɂƎv���܂��������X������������
�d�S�̈ʒu�͂܂��������Ȃ���
�̂���ڂ��Ȃ����������������������A�ȂԔ����Ȉ�ۂ��c�c
���̂Ă̕�̓i�J�S���畅��̂ŋC�����Ȃ���ˁ`
454 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/08(��) 01:06:31.94 ID:c9jpV3gY
>>452
����ł���ˁA���̂����ł�
�s���̓��̐������L�b�`���o���ăJ�b�g���Z���^�[��@�����~�߁�
�p���ۂ߂�悤�ɒ@���A�����L���遨�ēx�Z���^�[��@�����߂�B
�^�J��m���ɂ���גi�Ⴂ�ɓ����ł���ˁA�X�e���̏ꍇ�E�E�E
��͊�{�A���x�b�g�ƃ{���g�Ȃ̂Ŏ������܂�ڂ����͂���܂���B
>>453
�y�e�B�͎p�i�X�K�^�j�A�A�E�g���C�����̕�B
�S���ɑ��Đg�����������߁A�����̎��s�̂킸���ȃA�[���̕ω��ň�ۂ��ς��
���s���킩���Ă��܂����ߓ���n���ł��B
�����ɂ����ẮA����������Ïk�����悤�ȕ�̂��߁A���̎����ł͔��N��
�d���𑁂��o���邱�Ƃ̂ł����肪���̂���i�ł�����܂��B
��Ȃ��Ƃ́B
�E�A�S�Ɛ���̓��u���ɒ��ӂ��Č����B
�E���������������6�{�P�ʂŕ��ׂĎp�̕��ꂪ�������K���`�F�b�N����B
�p�ɒ��܂肪�����ő�̗��R�́A�A�S�̏��n���Ă̎��s�ɂ�闎�����݁B
�����Đ���̃��C���̃A�[�����ɂ₩�Ȃ��������Ă���̂ɑ��Č��g�̃A�[����
�L�c���삦�Č����邱�Ƃ��ƁB
�O��̕�ł������ł������A�܂����Ђ̕�̊O�`�C���[�W��A���g�̗��z�Ƃ��郉�C������܂���
�Ȃ����炾�Ǝv���܂��B
����͐����Ȃ����ƂŎ��R�Ɗo���Ă��܂����A���������˂Ďp�����Ԃ����Ƃ͐�ɖY��Ȃ��悤�ɂ��Ă��������B
�����̂���E�l�ɁA�����̖������͐ςݏd�˂��m�E�n�E���c�����Ƃ��炢�����o���܂���B
�����瓯�Ǝ҂ɂ͏����L�r�V�C�ł��悗
����ł���ˁA���̂����ł�
�s���̓��̐������L�b�`���o���ăJ�b�g���Z���^�[��@�����~�߁�
�p���ۂ߂�悤�ɒ@���A�����L���遨�ēx�Z���^�[��@�����߂�B
�^�J��m���ɂ���גi�Ⴂ�ɓ����ł���ˁA�X�e���̏ꍇ�E�E�E
��͊�{�A���x�b�g�ƃ{���g�Ȃ̂Ŏ������܂�ڂ����͂���܂���B
>>453
�y�e�B�͎p�i�X�K�^�j�A�A�E�g���C�����̕�B
�S���ɑ��Đg�����������߁A�����̎��s�̂킸���ȃA�[���̕ω��ň�ۂ��ς��
���s���킩���Ă��܂����ߓ���n���ł��B
�����ɂ����ẮA����������Ïk�����悤�ȕ�̂��߁A���̎����ł͔��N��
�d���𑁂��o���邱�Ƃ̂ł����肪���̂���i�ł�����܂��B
��Ȃ��Ƃ́B
�E�A�S�Ɛ���̓��u���ɒ��ӂ��Č����B
�E���������������6�{�P�ʂŕ��ׂĎp�̕��ꂪ�������K���`�F�b�N����B
�p�ɒ��܂肪�����ő�̗��R�́A�A�S�̏��n���Ă̎��s�ɂ�闎�����݁B
�����Đ���̃��C���̃A�[�����ɂ₩�Ȃ��������Ă���̂ɑ��Č��g�̃A�[����
�L�c���삦�Č����邱�Ƃ��ƁB
�O��̕�ł������ł������A�܂����Ђ̕�̊O�`�C���[�W��A���g�̗��z�Ƃ��郉�C������܂���
�Ȃ����炾�Ǝv���܂��B
����͐����Ȃ����ƂŎ��R�Ɗo���Ă��܂����A���������˂Ďp�����Ԃ����Ƃ͐�ɖY��Ȃ��悤�ɂ��Ă��������B
�����̂���E�l�ɁA�����̖������͐ςݏd�˂��m�E�n�E���c�����Ƃ��炢�����o���܂���B
�����瓯�Ǝ҂ɂ͏����L�r�V�C�ł��悗
455 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/08(��) 01:35:55.76 ID:dQnM3R1S
����������������!!!!
�~�X�������S�����orz
�h���]���͔��ɂ��肪�����ł��c�c
���͂����Ɛg�����L��������ł����|�̌������ԈႦ�Č������낵�܂����B
�����͂����Ɠ˂��l�߂Ă����܂�
���C�`�E�꒚�I����!!
����̒����
�E�b������d�グ�܂őS����l��
�E�M�����̓R�[�N�X�ŁA���x�͐F�Ŕ��f
�Ă��������Â��̂ł�����ۑ�ł���c�c
���Ȃ݂�>>421�͕ʂ̕��ł���
�~�X�������S�����orz
�h���]���͔��ɂ��肪�����ł��c�c
���͂����Ɛg�����L��������ł����|�̌������ԈႦ�Č������낵�܂����B
�����͂����Ɠ˂��l�߂Ă����܂�
���C�`�E�꒚�I����!!
����̒����
�E�b������d�グ�܂őS����l��
�E�M�����̓R�[�N�X�ŁA���x�͐F�Ŕ��f
�Ă��������Â��̂ł�����ۑ�ł���c�c
���Ȃ݂�>>421�͕ʂ̕��ł���
456 �F�W�g�� ��NAiBHuyoBI �F2012/07/08(��) 03:26:56.81 ID:c9jpV3gY
�Đݒ�Ńn���h�����ł��E�E�E
>>421 ����͎����̕Ȃ��قȂ�܂����́A�@�킩��܂��B
���_���Ⴂ�܂����ˁB
�����d�������Ă���Ζ≮�������Ă��ꂽ���܂łƈႢ�A���ꂩ��̐E�l�ɂ�
���l���A����ɑΉ��ł���K���\�͂Ƒ����̃m�E�n�E���v������Ă����܂��B
�w�Ԃ��Ƃ͑�R����܂��A�撣���Ă��������B
>>421 ����͎����̕Ȃ��قȂ�܂����́A�@�킩��܂��B
���_���Ⴂ�܂����ˁB
�����d�������Ă���Ζ≮�������Ă��ꂽ���܂łƈႢ�A���ꂩ��̐E�l�ɂ�
���l���A����ɑΉ��ł���K���\�͂Ƒ����̃m�E�n�E���v������Ă����܂��B
�w�Ԃ��Ƃ͑�R����܂��A�撣���Ă��������B
457 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/08(��) 06:45:38.90 ID:m/D0yF3R
>>453
�摜�����Ă��炭���Ă���
���̂����c�n������̃y�e�B���������Ƃ��v���o����
https://lh4.googleusercontent.com/-BrcVJhkZ3xI/T_gmKL-bz7I/AAAAAAAAM6k/0GyRyenx7Vg/s800/2012-07-07%252015.56.55.jpg
�����ǂ��������낤�Ɣ�r���Ȃ���v����
�n���h�����̐n���������ɂ͂�⋷���A���J�b�\���͔����ł����A
���̎g�������i�C�t�C���ɂȂ肻���A���n�̃~�j�`���A�݂����A
6�C���`�����̔ėp�ƌ��Ȃ��Ɣ��߂̐n���C�ɂȂ�c
�f�l�ۏo����������ȂƂ��낾�낤��
�ւ��ۂ���421�Ȃ̂ł܂����������������A���Ă����Ƃ��ꂵ��
https://lh6.googleusercontent.com/-6tMHTmfVpcI/T-w3KwUS4II/AAAAAAAAM3U/A8eT6QZjBfE/s800/2012-06-28%252019.41.14.jpg
https://lh6.googleusercontent.com/-rCopx-foHEU/T_IpEzu4jvI/AAAAAAAAM4k/5Qj7RniRIhI/s800/2012-07-03%252007.57.59.jpg
https://lh6.googleusercontent.com/-rCopx-foHEU/T_IpEzu4jvI/AAAAAAAAM4k/5Qj7RniRIhI/s800/2012-07-03%252007.57.59.jpg
�摜up�T���N�X
�摜�����Ă��炭���Ă���
���̂����c�n������̃y�e�B���������Ƃ��v���o����
https://lh4.googleusercontent.com/-BrcVJhkZ3xI/T_gmKL-bz7I/AAAAAAAAM6k/0GyRyenx7Vg/s800/2012-07-07%252015.56.55.jpg
{kind=link}
�����ǂ��������낤�Ɣ�r���Ȃ���v����
�n���h�����̐n���������ɂ͂�⋷���A���J�b�\���͔����ł����A
���̎g�������i�C�t�C���ɂȂ肻���A���n�̃~�j�`���A�݂����A
6�C���`�����̔ėp�ƌ��Ȃ��Ɣ��߂̐n���C�ɂȂ�c
�f�l�ۏo����������ȂƂ��낾�낤��
�ւ��ۂ���421�Ȃ̂ł܂����������������A���Ă����Ƃ��ꂵ��
https://lh6.googleusercontent.com/-6tMHTmfVpcI/T-w3KwUS4II/AAAAAAAAM3U/A8eT6QZjBfE/s800/2012-06-28%252019.41.14.jpg
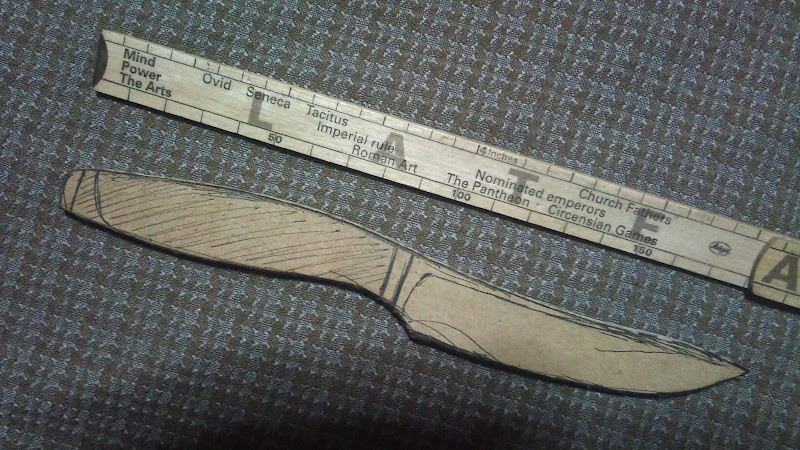{kind=link}
https://lh6.googleusercontent.com/-rCopx-foHEU/T_IpEzu4jvI/AAAAAAAAM4k/5Qj7RniRIhI/s800/2012-07-03%252007.57.59.jpg
{kind=link}
https://lh6.googleusercontent.com/-rCopx-foHEU/T_IpEzu4jvI/AAAAAAAAM4k/5Qj7RniRIhI/s800/2012-07-03%252007.57.59.jpg
�摜up�T���N�X
���܂�ɍL����ɂ������Ƃɓ��ɂ��ė͔C���Ɉ����@�����������
�Ȃ������C������E�E�Eorz
���������̊ԈႢ�͉������ăX�e�����X�s���̐ؒf��Ԑ��J�b�^�[��
��������Ƃ��ȁB�[���낪�����܂ܒ@���͂��߂Ă�B���̂����ŋ�����
�n���}�[�̑Ō��ʂ������炯�ɂȂ���
�Ȃ������C������E�E�Eorz
���������̊ԈႢ�͉������ăX�e�����X�s���̐ؒf��Ԑ��J�b�^�[��
��������Ƃ��ȁB�[���낪�����܂ܒ@���͂��߂Ă�B���̂����ŋ�����
�n���}�[�̑Ō��ʂ������炯�ɂȂ���
459 �F�W�g�� ��NAiBHuyoBI �F2012/07/08(��) 14:32:01.87 ID:c9jpV3gY
>>457
�ꖇ�ڂ͂Ȃ��Ȃ����i�������肻���ȃi�C�t���Ǝv���܂��B
�����ł̓L�����v�i�C�t�Ƃ��āB
�C�O�ł̓u���[�h�𔖂��A�n���h����10mm�������ă��[���b�p�̃S�n����
���������Ȃ����X�Ƀe�[�u���i�C�t�Ƃ��Ĕ���Ƃ����Ǝv���܂��B
>>458
�x���g�T���_�[�Ȃǂ̓��̓O���C���_�[��������炩���ߖʂ��Y��ɂ��Ă�����
������ł����ǂˁB
�����ꍇ�́A�Ƃ肠�����p�̃o�������X���łƂ��Ă����ă��[�N�ɒʂ��A���X����
�ʂ������ɂȂ�悤���łĂ����Ƃ����ł��B
�X�e���͉����������ɐ����ĂȂ�������A�s���̓��̖ʂ������ɂȂ��ĂȂ��ƌX����ł���ˁB
�ꖇ�ڂ͂Ȃ��Ȃ����i�������肻���ȃi�C�t���Ǝv���܂��B
�����ł̓L�����v�i�C�t�Ƃ��āB
�C�O�ł̓u���[�h�𔖂��A�n���h����10mm�������ă��[���b�p�̃S�n����
���������Ȃ����X�Ƀe�[�u���i�C�t�Ƃ��Ĕ���Ƃ����Ǝv���܂��B
>>458
�x���g�T���_�[�Ȃǂ̓��̓O���C���_�[��������炩���ߖʂ��Y��ɂ��Ă�����
������ł����ǂˁB
�����ꍇ�́A�Ƃ肠�����p�̃o�������X���łƂ��Ă����ă��[�N�ɒʂ��A���X����
�ʂ������ɂȂ�悤���łĂ����Ƃ����ł��B
�X�e���͉����������ɐ����ĂȂ�������A�s���̓��̖ʂ������ɂȂ��ĂȂ��ƌX����ł���ˁB
460 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/08(��) 21:51:53.72 ID:ztY07xVx
>>457 �f�U�C�������܂��B
461 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/09(��) 00:33:35.13 ID:3iAvYOU7
�������ȕ��̐�o������������ƌ��Ă��܂������A
���|�̊������݂͌F���̕����ǂ������A������Ǝ��M��t���܂����B
�����̔]�݂����Ă݂�����
���|�̊������݂͌F���̕����ǂ������A������Ǝ��M��t���܂����B
�����̔]�݂����Ă݂�����
462 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/09(��) 09:48:27.38 ID:gNtjUcrv
�d������A���ł�1���lj�
https://lh6.googleusercontent.com/-hrBk06-ESYw/T-scNbw50kI/AAAAAAAAM2s/SY_ThUalsaY/s800/2012-06-27%252023.06.30.jpg
https://lh5.googleusercontent.com/-V41zG6z0jhY/T-ULEEwrSxI/AAAAAAAAMyY/uTz-Dd7UoJA/s800/2012-06-23%252009.13.36.jpg
>>459
1���ڂ͎��s��A���܂������Ă����^�[�I�[�v�i�[�ł�
7mm��1cm�����킩��܂��Ƃɂ����n���h�����Z���A
�e�w�������͂������ǂ��܂��܍��ȏ�̂��Ƃ͂ł���
���Ɋg�債�Ă��n���h���㕔�̖c��݂������炭�s�K��
�����������ۂ̃|�C���g�̗������s���A�V���[�g�O���b�v���s��
�n���h���㕔������܂����������ď��Ɏ��܂�Ȃ�����
���߂Ɏ��Ăΐl�����w�͏����̗̂͂�������Ȃ����c
�g���E�g���o�[�h�Ƃ��Ă������ȉ����낤�ƍl���Ă��܂���
�e�[�u���i�C�t�c�N���b�v�X���C�X�ɂȂ邤���A�S���댯�����ł�
�n���Z������A���ɂ��̂܂܂ł��J�[�u�������Ɏv��
�C�O�z��ł͂Ȃ��̂��ƒ��r���[�ɂȂ�̂ł͂Ȃ�����
�����L�����v�c�����獑���ł����Ă��L�����v�͂��肦�܂���
�n�[�h�J�o�[��̂܂ȔŃg�}�g���̂�����t�ł��傤
�n���h�����ׂ����ď����Ɏg���邩�������ȂƂ���Ȃ̂�
�����p�̃l�b�N�i�C�t�ɂ��������Ȃ��̂ł͂Ȃ�����
https://lh6.googleusercontent.com/-hrBk06-ESYw/T-scNbw50kI/AAAAAAAAM2s/SY_ThUalsaY/s800/2012-06-27%252023.06.30.jpg
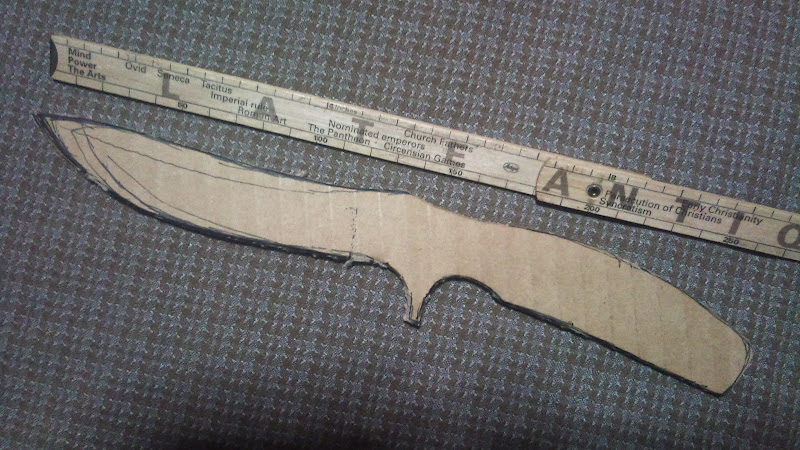{kind=link}
https://lh5.googleusercontent.com/-V41zG6z0jhY/T-ULEEwrSxI/AAAAAAAAMyY/uTz-Dd7UoJA/s800/2012-06-23%252009.13.36.jpg
{kind=link}
>>459
1���ڂ͎��s��A���܂������Ă����^�[�I�[�v�i�[�ł�
7mm��1cm�����킩��܂��Ƃɂ����n���h�����Z���A
�e�w�������͂������ǂ��܂��܍��ȏ�̂��Ƃ͂ł���
���Ɋg�債�Ă��n���h���㕔�̖c��݂������炭�s�K��
�����������ۂ̃|�C���g�̗������s���A�V���[�g�O���b�v���s��
�n���h���㕔������܂����������ď��Ɏ��܂�Ȃ�����
���߂Ɏ��Ăΐl�����w�͏����̗̂͂�������Ȃ����c
�g���E�g���o�[�h�Ƃ��Ă������ȉ����낤�ƍl���Ă��܂���
�e�[�u���i�C�t�c�N���b�v�X���C�X�ɂȂ邤���A�S���댯�����ł�
�n���Z������A���ɂ��̂܂܂ł��J�[�u�������Ɏv��
�C�O�z��ł͂Ȃ��̂��ƒ��r���[�ɂȂ�̂ł͂Ȃ�����
�����L�����v�c�����獑���ł����Ă��L�����v�͂��肦�܂���
�n�[�h�J�o�[��̂܂ȔŃg�}�g���̂�����t�ł��傤
�n���h�����ׂ����ď����Ɏg���邩�������ȂƂ���Ȃ̂�
�����p�̃l�b�N�i�C�t�ɂ��������Ȃ��̂ł͂Ȃ�����
463 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/09(��) 20:48:48.12 ID:XQtvf+vO
�����Ⴒ���ጾ�킸���J�X���B
464 �F�W�g�� ��NAiBHuyoBI �F2012/07/09(��) 22:31:23.62 ID:kSAPSEnF
[������ƃX�p���^���[�h]
�ŏ�����l�������ł���`
��ɐv�v�z�A�ו��ɍS��̂͌ォ��ł����ł��B
�܂�����Ă݂Ďg���Ă݂Ă���A�f�U�C���m�E�n�E�͐ςݏd�˂Ă��������Ǝv���܂��B
�l�K�e�B�u�v�f�E���ȓ_�͌���S�ɏ��ł��Ȃ���A�����𐧖Â��邱�ƂɂȂ�܂��B
�Ƃ��킯�ő������^�[�I�[�v�i�[
http://bbs.avi.jp/photo/79024/29823801
�y�[�p�[�i�C�t�E���^�[�I�[�v�i�[�͕s���S�Ȑn���̗��Ƃ��ǂ���Ƃ��Ă���
���̂��g����ꍇ�����X����܂����A���ۂɂ͗p�r�����肳����哹��Ǝv���܂��B
�f�ނ͍d���ނɌ���Ȃ����߁A�A���~�ł��A�N�����ł��؍ނł����ł����܂����A
�n�n���O���b�v�`���łȂ��A������������ɂȂ�̂Ŏ�̊p�x��Ŏg���S�n
���ς���Ă���[���n���ł��B
��̂ǂ̕����ŕێ����A���ꂼ��̕��ʂ̂ǂ̕����ɗ͂������̂��B
�F����q�}������l���Ă݂Ă��������B
�ŏ�����l�������ł���`
��ɐv�v�z�A�ו��ɍS��̂͌ォ��ł����ł��B
�܂�����Ă݂Ďg���Ă݂Ă���A�f�U�C���m�E�n�E�͐ςݏd�˂Ă��������Ǝv���܂��B
�l�K�e�B�u�v�f�E���ȓ_�͌���S�ɏ��ł��Ȃ���A�����𐧖Â��邱�ƂɂȂ�܂��B
�Ƃ��킯�ő������^�[�I�[�v�i�[
http://bbs.avi.jp/photo/79024/29823801
�y�[�p�[�i�C�t�E���^�[�I�[�v�i�[�͕s���S�Ȑn���̗��Ƃ��ǂ���Ƃ��Ă���
���̂��g����ꍇ�����X����܂����A���ۂɂ͗p�r�����肳����哹��Ǝv���܂��B
�f�ނ͍d���ނɌ���Ȃ����߁A�A���~�ł��A�N�����ł��؍ނł����ł����܂����A
�n�n���O���b�v�`���łȂ��A������������ɂȂ�̂Ŏ�̊p�x��Ŏg���S�n
���ς���Ă���[���n���ł��B
��̂ǂ̕����ŕێ����A���ꂼ��̕��ʂ̂ǂ̕����ɗ͂������̂��B
�F����q�}������l���Ă݂Ă��������B
465 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/09(��) 23:32:07.15 ID:Xjc5DOwt
5cm�܂Ńo�b�N�ɂ�(�X?)�G�b�W�������Ă�Ƃ��낪�����Ȃ�
��܂Ńo�b�N�G�b�W����ĂȂ��̂͐���ۂ̐ꖡ�Ƌ��x�m�ہH
��܂Ńo�b�N�G�b�W����ĂȂ��̂͐���ۂ̐ꖡ�Ƌ��x�m�ہH
466 �F�W�g�� ��NAiBHuyoBI �F2012/07/09(��) 23:40:16.85 ID:kSAPSEnF
>>465
�悭��������ŁB
�����Ȃ�ł��A�����̋������Ԃ���n�����ꂽ������|�C���g���琔�Z���`��
�����������B
�����A���^�[�I�[�v�i�[���Ă̂͑�T�y�����ĂȂǂɕ��荞�܂�郂�m�Ȃ�ł���ˁB
������|�C���g���x�͊m�ۂ�����
�E�E�Ƃ����v�f������܂��B
�O��������^�[�I�[�v�i�[
http://bbs.avi.jp/photo/79024/29801811
����A�S���e�i�Ƃ��Ĕz���Ă��܂����̂ł����A���̎g�����l����̃��r���[��
�t�B�[�h�o�b�N����Ă܂��B
�悭��������ŁB
�����Ȃ�ł��A�����̋������Ԃ���n�����ꂽ������|�C���g���琔�Z���`��
�����������B
�����A���^�[�I�[�v�i�[���Ă̂͑�T�y�����ĂȂǂɕ��荞�܂�郂�m�Ȃ�ł���ˁB
������|�C���g���x�͊m�ۂ�����
�E�E�Ƃ����v�f������܂��B
�O��������^�[�I�[�v�i�[
http://bbs.avi.jp/photo/79024/29801811
����A�S���e�i�Ƃ��Ĕz���Ă��܂����̂ł����A���̎g�����l����̃��r���[��
�t�B�[�h�o�b�N����Ă܂��B
467 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/09(��) 23:54:17.76 ID:9YSG0XOc
Oh,NINJA....
468 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/10(��) 01:51:56.03 ID:MZ4KaG83
>>466
�`�F�b�J�����O�̓`�F�b�J�����O���X���g���ē�����Ă���̂ŁH
�`�F�b�J�����O�̓`�F�b�J�����O���X���g���ē�����Ă���̂ŁH
469 �F�W�g�� ��NAiBHuyoBI �F2012/07/10(��) 07:19:56.53 ID:EAU9yfrL
>>468
�`�F�b�J�����O���X���g���Ă܂��B
���A����͌��\�ǂ��l�i���܂��̂ŁA�ڗ��ă��X����
�l�W�R�C�����X���p�������@�����[�Y�i�u���ŃI�X�X���ł��B
http://ihc.monotaro.com/item/C07328221/
�n�̊p�x���s�p�ň����|���芴�������A�������K���K�v�ł��B
���S�Ȃǂ�p�ނŃR�c������ł��������B
��F������s�b�`3.00�@2.00�@1.00
http://bbs.avi.jp/photo/79024/29823817
�`�F�b�J�����O���X���g���Ă܂��B
���A����͌��\�ǂ��l�i���܂��̂ŁA�ڗ��ă��X����
�l�W�R�C�����X���p�������@�����[�Y�i�u���ŃI�X�X���ł��B
http://ihc.monotaro.com/item/C07328221/
�n�̊p�x���s�p�ň����|���芴�������A�������K���K�v�ł��B
���S�Ȃǂ�p�ނŃR�c������ł��������B
��F������s�b�`3.00�@2.00�@1.00
http://bbs.avi.jp/photo/79024/29823817
470 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/10(��) 10:11:05.12 ID:MZ4KaG83
>>469
�l�W�R�C�����X�����ƃs�b�`���ς����Ă����ł��ˁB
����ɂ��Ă������I�`�F�b�J�����O���X������Ȃ��ėǂ������I
�ڗ��ă��X���́A�ē����Ƀ`�F�b�J�����O���ꂽ���Ȃ���
�d���_�C���̂��̂��g������A
�̂�10cm�����܂Ȃ������Ƀ��X���̒[�̃_�C������������
�g�����ɂȂ�Ȃ��Ȃ����v���o���E�E�E��
�ϓ��ɂ�����Ȃ��������E�E�Eorz
�l�W�R�C�����X�����ƃs�b�`���ς����Ă����ł��ˁB
����ɂ��Ă������I�`�F�b�J�����O���X������Ȃ��ėǂ������I
�ڗ��ă��X���́A�ē����Ƀ`�F�b�J�����O���ꂽ���Ȃ���
�d���_�C���̂��̂��g������A
�̂�10cm�����܂Ȃ������Ƀ��X���̒[�̃_�C������������
�g�����ɂȂ�Ȃ��Ȃ����v���o���E�E�E��
�ϓ��ɂ�����Ȃ��������E�E�Eorz
471 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/10(��) 12:41:54.33 ID:k22LRAxa
���̃X���ׂɂȂ肷���ł��B
ROM���Ă���ł����A���肪�Ƃ��������܂��B
�����A�H��ɍs���ăl�W�R�C������܂����B
ROM���Ă���ł����A���肪�Ƃ��������܂��B
�����A�H��ɍs���ăl�W�R�C������܂����B
472 �F�W�g�� ��NAiBHuyoBI �F2012/07/11(��) 01:33:57.09 ID:Yi+1Y+t8
����Ȃ��Ƃł��A�����ɂ��Ă�Ή����ł��B
���������n�ӍH�v���ō��o���A���̃m�E�n�E�����L���������̃X���̎�|��
�l�b�g�̒��A�Ƃ��ɂ���ȓ����f���ł͋H�L�ȑ��݂��Ƃ������̂ł���ˁB
>>462 �����@>>453 ����̂悤�Ȑl�ɂ́A�ł�����̃X���́u�P�Ӂv�̕�����
�p���ł����Ăق����Ƃ������Ă���܂��B
���������n�ӍH�v���ō��o���A���̃m�E�n�E�����L���������̃X���̎�|��
�l�b�g�̒��A�Ƃ��ɂ���ȓ����f���ł͋H�L�ȑ��݂��Ƃ������̂ł���ˁB
>>462 �����@>>453 ����̂悤�Ȑl�ɂ́A�ł�����̃X���́u�P�Ӂv�̕�����
�p���ł����Ăق����Ƃ������Ă���܂��B
473 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/13(��) 19:31:16.55 ID:QB3jlFy7
http://i.imgur.com/sJwjE.jpg
http://i.imgur.com/jOZSs.jpg
����
����
�|���뎸�s��̑ł�����
�T�C�Y�ɐ������������̂ōׂ����߂̎����
�Ƃ肠�������͉��ɕt���Ă邾���Ȃ�ł������蒼���܂�
����̉ۑ�
�E�M�����̉��x�͐F�Ŕ��f
�E�p�ނ̗L�����p
����
�E�Ă��͂�������������悤�ň���S
�E�b���ł̏����������b���Z�p�̖��n��
�E�����̍H���Ō��݂����������c��肪�s���S
���i��������Ȃ�ŏ��肪�킩������ł��Ȃ�
{kind=link}
http://i.imgur.com/jOZSs.jpg
{kind=link}
����
����
�|���뎸�s��̑ł�����
�T�C�Y�ɐ������������̂ōׂ����߂̎����
�Ƃ肠�������͉��ɕt���Ă邾���Ȃ�ł������蒼���܂�
����̉ۑ�
�E�M�����̉��x�͐F�Ŕ��f
�E�p�ނ̗L�����p
����
�E�Ă��͂�������������悤�ň���S
�E�b���ł̏����������b���Z�p�̖��n��
�E�����̍H���Ō��݂����������c��肪�s���S
���i��������Ȃ�ŏ��肪�킩������ł��Ȃ�
474 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/13(��) 19:46:31.61 ID:QB3jlFy7
>>457
�قڍؐ肭�炢�ɂ����g���Ȃ��ł����
�F�X�ۑ肾�炯����
�܂��܂����n�Ȃ��
�m�E�n�E���ւ���������Ȃ��ł���
������͒m����ł���悤�ɂȂ肽������
�قڍؐ肭�炢�ɂ����g���Ȃ��ł����
�F�X�ۑ肾�炯����
�܂��܂����n�Ȃ��
�m�E�n�E���ւ���������Ȃ��ł���
������͒m����ł���悤�ɂȂ肽������
475 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/13(��) 20:30:59.11 ID:aiQB/j3W
>>473
�����͒��̎����Ă��ł����A����̓g�h���Ɏg���̂ł��ꂾ�Ɣ����Ȃ��Ȃ����Ⴂ�܂��c
�u���[�h�I�肩�畿�܂ł̕Ԃ��Ƃ������ׂ��Ȃ��Ă镔���͂Ȃ��ق��������ł��ˁB
����ȑO�ɖ��������a�������Ƃ��������Ȃ��Ȃ����Ⴂ�܂�
�����͒��̎����Ă��ł����A����̓g�h���Ɏg���̂ł��ꂾ�Ɣ����Ȃ��Ȃ����Ⴂ�܂��c
�u���[�h�I�肩�畿�܂ł̕Ԃ��Ƃ������ׂ��Ȃ��Ă镔���͂Ȃ��ق��������ł��ˁB
����ȑO�ɖ��������a�������Ƃ��������Ȃ��Ȃ����Ⴂ�܂�
476 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/13(��) 20:41:15.70 ID:QB3jlFy7
>>475
�Ȃ�قǁA�������̍a�͎��O���Ă܂���
������������������Ȃ��c�c
���̓A�S�͋l�߂č��Ȃ��Ⴂ���܂����
�M�d�Ȍ�ӌ����肪�Ƃ��������܂�
�Ȃ�قǁA�������̍a�͎��O���Ă܂���
������������������Ȃ��c�c
���̓A�S�͋l�߂č��Ȃ��Ⴂ���܂����
�M�d�Ȍ�ӌ����肪�Ƃ��������܂�
477 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/13(��) 22:07:00.60 ID:aiQB/j3W
478 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/13(��) 23:36:09.56 ID:QB3jlFy7
>>477
�ǂ������ł����\��J���Ė�������ł��ꂩ��C���@��Ƃ����قł���www
��������!!�g����Y��ɏo�Ă��ꂽ��ł���
�C�}�C�`����Ȃ�������ŁA������ۑ����
�ǂ������ł����\��J���Ė�������ł��ꂩ��C���@��Ƃ����قł���www
��������!!�g����Y��ɏo�Ă��ꂽ��ł���
�C�}�C�`����Ȃ�������ŁA������ۑ����
479 �F�W�g�� ��NAiBHuyoBI �F2012/07/14(�y) 00:02:36.12 ID:HfGqBLMl
>>473
�����d�オ��ł��ˁB
����A�n���܂߂��d�オ����݂��Ă��������B
�p�ނ̍ė��p�Ƃ����̂�
�u����̂Ȃ��ł����ɗǂ��d�������邩�v
������E�l�̖{���ɂȂ��邱�ƂŁA�{���ɐF�X�ƕ��ɂȂ�܂��B
�܂��A�S�C��������E�ނ�l����E�����l����@���@
���ۂɎg���l�Ƃ̂��Ƃ�E�R�l�N�V�����́A�����̋Z�p�̗ƂƂȂ�܂��̂�
���������ނ��A�˂ɂ����������ʂɂ��A���e�i���Ă����Ƃ悢�ł���B
>>475
���Ԃ�A���������`��ɂȂ��ł��傤�ˁB
http://bbs.avi.jp/photo/79024/29823881
�E�����@�ɂ��킹���E��Ώی`��A50mm���x�̃X�E�F�b�W�ō��ɓ��ĂĂ���Ȃ��|�C���g�p
�E���a�i�������̔�j�ƁA���������Ă����x�������Ȃ��d�ˁi���݁j
�E�n��i�}�`�E�`���C���j�̂Ȃ������I�ȃu���[�h�`��
�E�傫�ȃq���g�A������Œ肷��ۂɃG�|�L�V�����g���Ō�������̂�h���B
�E�n�n��͎g�p�҂������钷���A�n���h���̓O���[�u���������Ƃ�O��̃T�C�Y�Ńf�U�C���B
�|���`�ł���ˁG
��p�̂Ƃǂߎh���i�C�t��m�荇���̕�������Ă܂������A�v����i�ł����B
���̕����킭�A�ǂ�Ȑn���ł���x�͓˂��邪�A��x�ړ˂����Ƃ�O��ɂ��Ă��邩��
����ƕ���Ƃ̈�̋��Ƃ��E�E
�E
�����d�オ��ł��ˁB
����A�n���܂߂��d�オ����݂��Ă��������B
�p�ނ̍ė��p�Ƃ����̂�
�u����̂Ȃ��ł����ɗǂ��d�������邩�v
������E�l�̖{���ɂȂ��邱�ƂŁA�{���ɐF�X�ƕ��ɂȂ�܂��B
�܂��A�S�C��������E�ނ�l����E�����l����@���@
���ۂɎg���l�Ƃ̂��Ƃ�E�R�l�N�V�����́A�����̋Z�p�̗ƂƂȂ�܂��̂�
���������ނ��A�˂ɂ����������ʂɂ��A���e�i���Ă����Ƃ悢�ł���B
>>475
���Ԃ�A���������`��ɂȂ��ł��傤�ˁB
http://bbs.avi.jp/photo/79024/29823881
�E�����@�ɂ��킹���E��Ώی`��A50mm���x�̃X�E�F�b�W�ō��ɓ��ĂĂ���Ȃ��|�C���g�p
�E���a�i�������̔�j�ƁA���������Ă����x�������Ȃ��d�ˁi���݁j
�E�n��i�}�`�E�`���C���j�̂Ȃ������I�ȃu���[�h�`��
�E�傫�ȃq���g�A������Œ肷��ۂɃG�|�L�V�����g���Ō�������̂�h���B
�E�n�n��͎g�p�҂������钷���A�n���h���̓O���[�u���������Ƃ�O��̃T�C�Y�Ńf�U�C���B
�|���`�ł���ˁG
��p�̂Ƃǂߎh���i�C�t��m�荇���̕�������Ă܂������A�v����i�ł����B
���̕����킭�A�ǂ�Ȑn���ł���x�͓˂��邪�A��x�ړ˂����Ƃ�O��ɂ��Ă��邩��
����ƕ���Ƃ̈�̋��Ƃ��E�E
�E
480 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/14(�y) 00:26:03.55 ID:H+8h0Yt5
����@��ꍇ�̓}�[�J�[�Ő���������
�_�C���r�b�g���u�������[�^�[�ɃZ�b�g���č������̂��ȁB
�܂������@�邱�Ƃ��ł������ɂȂ����ǁA�N���A�h�o�C�X���������Ȃ����낤��
�_�C���r�b�g���u�������[�^�[�ɃZ�b�g���č������̂��ȁB
�܂������@�邱�Ƃ��ł������ɂȂ����ǁA�N���A�h�o�C�X���������Ȃ����낤��
481 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/14(�y) 00:29:45.18 ID:H+8h0Yt5
>>779
�X�L�j���O���Ȃ��Ȃ�J�[�u�́u�ӂ���v���͂ꂳ���āA����ł��ăJ�[�u�����߂Ɏ���
�h�ː��\���サ�đ����i�D�ǂ��Ȃ邩��
�����h�����ǁB
�ׂ��Ȃ��Ă����₷���Ȃ邩�ȁH
�X�L�j���O���Ȃ��Ȃ�J�[�u�́u�ӂ���v���͂ꂳ���āA����ł��ăJ�[�u�����߂Ɏ���
�h�ː��\���サ�đ����i�D�ǂ��Ȃ邩��
�����h�����ǁB
�ׂ��Ȃ��Ă����₷���Ȃ邩�ȁH
482 �F�W�g�� ��NAiBHuyoBI �F2012/07/14(�y) 00:46:23.31 ID:HfGqBLMl
>>480
���ꂾ���̑傫���̔���r�b�g��{�[���G���h�~���Œ���̂͑�d���ł��B
�L�˂��i����Â��j�ł��ˁB
>>481
�ӂ���삦�Ă�̂́A5mm�������邱�Ƃ�O��Ƀf�U�C�����Ă���܂��B
�����炭�Q�`�R�x�͌�����ł��傤����A�����ƌ���ł��傤�ˁB
�e���������h�[���X�^�C���Ɋg�債�āA���@�I�ɗ��Ƃ��ǂ��������̂�
���̓���p�r�i�C�t�̃R���Z�v�g�f�U�C���ɂȂ邩�Ǝv���܂��B
��������Â����`��ɕω������邱�Ƃ��ł��܂����A��{�A���{�̗t�̐l������
�u����v���ق������Ă܂�����A�R�X�g�̑���Ɍq���邱�Ƃ͔����������ł���ˁB
���ꂾ���̑傫���̔���r�b�g��{�[���G���h�~���Œ���̂͑�d���ł��B
�L�˂��i����Â��j�ł��ˁB
>>481
�ӂ���삦�Ă�̂́A5mm�������邱�Ƃ�O��Ƀf�U�C�����Ă���܂��B
�����炭�Q�`�R�x�͌�����ł��傤����A�����ƌ���ł��傤�ˁB
�e���������h�[���X�^�C���Ɋg�債�āA���@�I�ɗ��Ƃ��ǂ��������̂�
���̓���p�r�i�C�t�̃R���Z�v�g�f�U�C���ɂȂ邩�Ǝv���܂��B
��������Â����`��ɕω������邱�Ƃ��ł��܂����A��{�A���{�̗t�̐l������
�u����v���ق������Ă܂�����A�R�X�g�̑���Ɍq���邱�Ƃ͔����������ł���ˁB
483 �F�W�g�� ��NAiBHuyoBI �F2012/07/14(�y) 01:59:29.71 ID:HfGqBLMl
484 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/14(�y) 09:38:47.63 ID:1wfI0VAn
485 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/14(�y) 22:50:07.32 ID:l18D+THI
>>479
����������
�p�ޒ��߂Ȃ���u������������Ȃ��ȁ`�������Ȃ����ȁ`�v
���čl���Ă鎞�Ԃ͐����y�����ł�
�n�R���Ƃ͌���Ȃ���www
http://i.imgur.com/moScl.jpg
���P���Ă����ɓ��g��M�炸�Ɋ{���l�߂邩�l���܂���
���̓n�[�t�^���O�Ńi�C�t�̃n���h��
�E����̌����Ɋ{�ɂ悤�悤�ȃc�o��n��
�g�������ϋv���͍���������܂���
�����e�i���X���l�������̕��ł���
���������Ă��������������Ȃ�ǂ��ɂ��Ȃ�܂���
�����{����܂ŋl�߂ĕ��̌��݂Ŏh����̂��~�߂�Ƃ����̂�����Ȃ̂��ȁH
����������
�p�ޒ��߂Ȃ���u������������Ȃ��ȁ`�������Ȃ����ȁ`�v
���čl���Ă鎞�Ԃ͐����y�����ł�
�n�R���Ƃ͌���Ȃ���www
http://i.imgur.com/moScl.jpg
{kind=link}
���P���Ă����ɓ��g��M�炸�Ɋ{���l�߂邩�l���܂���
���̓n�[�t�^���O�Ńi�C�t�̃n���h��
�E����̌����Ɋ{�ɂ悤�悤�ȃc�o��n��
�g�������ϋv���͍���������܂���
�����e�i���X���l�������̕��ł���
���������Ă��������������Ȃ�ǂ��ɂ��Ȃ�܂���
�����{����܂ŋl�߂ĕ��̌��݂Ŏh����̂��~�߂�Ƃ����̂�����Ȃ̂��ȁH
486 �F�W�g�� ��NAiBHuyoBI �F2012/07/14(�y) 23:17:41.23 ID:bLAzqZI/
>>484
�����L�������͈͂��L���ł�����͑���������̂����������ł��傤�ˁB
�o�t���[�X��8�������炢�̓u�����A�h���b�T�[�Ō`���ƂƂ̂��āA�u�̉��̕�����
���B
�������Ⴂ�֎q�ɍ���A����̖X�q�ƃS�[�O���ŏォ��~���Ă��镲�o��h���Ȃ����
�Ȃ�܂��ǂˁB
���ꂩ��n���Ƀ}�[�L���O����ꍇ�A�t�G�L�̌��z�p�}�[�J�[�������߂ł��B
http://www.fueki.co.jp/kentiku/k_seihin_kienaimaka_04.html
�C���Ă������ɂ������Ǘn�܂����Ό��\�ȒP�ɗ�����B
�����h���ă}�X�L���O����ɂ��闠�Z������܂��B
>>485
�����l����悭�����̂�
�u���Ŋ����Ĕ��n�������Ă��܂��̂��|���A�傫�ȃc�o���B�v
�݂��ɕK���Ȃ̂ŁA�����������Ă��邩���킩��Ȃ��Ȃ�Ƃ��E�E�E
�����L�������͈͂��L���ł�����͑���������̂����������ł��傤�ˁB
�o�t���[�X��8�������炢�̓u�����A�h���b�T�[�Ō`���ƂƂ̂��āA�u�̉��̕�����
���B
�������Ⴂ�֎q�ɍ���A����̖X�q�ƃS�[�O���ŏォ��~���Ă��镲�o��h���Ȃ����
�Ȃ�܂��ǂˁB
���ꂩ��n���Ƀ}�[�L���O����ꍇ�A�t�G�L�̌��z�p�}�[�J�[�������߂ł��B
http://www.fueki.co.jp/kentiku/k_seihin_kienaimaka_04.html
�C���Ă������ɂ������Ǘn�܂����Ό��\�ȒP�ɗ�����B
�����h���ă}�X�L���O����ɂ��闠�Z������܂��B
>>485
�����l����悭�����̂�
�u���Ŋ����Ĕ��n�������Ă��܂��̂��|���A�傫�ȃc�o���B�v
�݂��ɕK���Ȃ̂ŁA�����������Ă��邩���킩��Ȃ��Ȃ�Ƃ��E�E�E
487 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/14(�y) 23:23:37.13 ID:l18D+THI
488 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/18(��) 16:30:44.82 ID:ZjIVWHlm
489 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/20(��) 10:28:28.15 ID:o4opzGzB
�O���b�v�p�̖؍ނ��Q�Ɋ��肽���̂ł����A
�܂���������@�͂Ȃ��ł��傤���H
�t���[�n���h�ł̂�����Ő�ƁA�܂�������Ȃ��̂ŁE�E�E�B
�Ǝ҂ɗ��ނ��ۋ���Ă��邵���Ȃ��̂��ȁB
�ނ̕���3cm�O��Ȃ̂Ŋۋ����|���B
�܂���������@�͂Ȃ��ł��傤���H
�t���[�n���h�ł̂�����Ő�ƁA�܂�������Ȃ��̂ŁE�E�E�B
�Ǝ҂ɗ��ނ��ۋ���Ă��邵���Ȃ��̂��ȁB
�ނ̕���3cm�O��Ȃ̂Ŋۋ����|���B
490 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/20(��) 11:37:54.09 ID:6J9Q7IM9
�i���[�^���O�Ȃ犄�炸�Ɉ�{�Œr
491 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/20(��) 11:52:38.43 ID:o4opzGzB
�t���^���O�ɂ������̂Ŋ��肽����ł���
492 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/20(��) 11:58:05.13 ID:bSDnh0Pw
���Ԃ������Ă��ǂ��Ȃ�J�b�^�[�i�C�t�̔w��
�tR��̌E�݂����������ƒ�K�ʼn��x�����x������Ă�����
�Ō�ɃT���h�y�[�p�[�Ŗ����Ηǂ����ƁB
�tR��̌E�݂����������ƒ�K�ʼn��x�����x������Ă�����
�Ō�ɃT���h�y�[�p�[�Ŗ����Ηǂ����ƁB
493 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/20(��) 12:20:17.21 ID:Bhd5Nnes
���ۂɂ���Ă݂��킯�ł͂Ȃ���
������x���ʏo�Ă�Ղ̏�ɖڕW��������ߖT�̌��݂̃x�j�����Ȃ��X�y�[�T�Ƃ��ċ��Œ�
������ɂ���ނ�Ղɉ����t���Ȃ��狘�ɂ��Ă�
������x���ʏo�Ă�Ղ̏�ɖڕW��������ߖT�̌��݂̃x�j�����Ȃ��X�y�[�T�Ƃ��ċ��Œ�
������ɂ���ނ�Ղɉ����t���Ȃ��狘�ɂ��Ă�
494 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/20(��) 16:27:35.46 ID:o4opzGzB
495 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/20(��) 16:37:55.87 ID:o4opzGzB
>>493
�n�m�R�̑n�����O���Ă���Ă݂��炤�܂��s�������ł��ˁB
�n�m�R�̑n�����O���Ă���Ă݂��炤�܂��s�������ł��ˁB
496 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/20(��) 23:05:05.12 ID:bSDnh0Pw
497 �F���O�ȃJ�b�^�[(�m�́M) �F2012/07/21(�y) 06:39:57.18 ID:bQaeQ8cr
�z���Z���ŃT���_�[�ƃ��[�^�[�������肵�Ă���ŁA�v�킸�w��������������A
������g���āA���o���Őn�����Ƃ��Ă��A
�|�ނ͉����g���̂������H
����ρA�p�ԉ��Ōy�g���̔o�l�����ė���̂��������ȁH
�ē��ꂾ�̂̎����Z�p�͎����ĂȂ��̂�O��ŋ����Ă��炦��Ƃ��肪�����B
������g���āA���o���Őn�����Ƃ��Ă��A
�|�ނ͉����g���̂������H
����ρA�p�ԉ��Ōy�g���̔o�l�����ė���̂��������ȁH
�ē��ꂾ�̂̎����Z�p�͎����ĂȂ��̂�O��ŋ����Ă��炦��Ƃ��肪�����B
498 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/21(�y) 10:33:19.15 ID:w2HGxC4Y
�ŏ��͕��ʂɍ|�ޔ���������Ȃ����H�킴�킴�o�l���������Ȃ�܂������������ق��������̍���Ǝv�����ǁB
�F��ȍ|�ނ��邵
�F��ȍ|�ނ��邵
499 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/21(�y) 14:17:57.40 ID:bQaeQ8cr
>>498
�ߏ��ɔ����Ă�|�ނ��ƁA�ďē���K�{�Ȃ�ł���B
�^��ē������Ă�����ł����A����������`��̐��������邵�A
�l�i�������ł��B
������肽���͎̂�p����Ȃ�ŁA�����̐����Ɉ������������Ⴄ��ł���B
�ߏ��ɔ����Ă�|�ނ��ƁA�ďē���K�{�Ȃ�ł���B
�^��ē������Ă�����ł����A����������`��̐��������邵�A
�l�i�������ł��B
������肽���͎̂�p����Ȃ�ŁA�����̐����Ɉ������������Ⴄ��ł���B
500 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/21(�y) 16:08:56.46 ID:PevNiBCq
�o�l�͒Y�f�|
�d���o�l�Ă�����ς݂̒��ڂ̍|���A
�������Ɛ��o�P�c�p�ӂ��āA�Ă����߂�Ȃ��悤�ɉ��x�R���g���[�����Ȃ���
���܂��܍��Ȃ�ĂƂĂ����ԃR�X�g�Ɍ�����Ȃ��B
�����A�o���オ�������̂��n��ɐ����ɘA��ďĂ����߂��Ă��邾�낤�B
���ƃo�l�ē���͍����Ė߂��Ȃ��
���ʂ̍|�قǂ̍d���͂Ȃ���B
����ł��܂���肽���Ȃ�~�߂Ȃ����ǁA
���}���K���X�Ƃ������H���Ŕؓ������Ă鏊��
�R���R�����������`�̂��̂�����ė~������ł���
���ēd�b�Ȃ�FAX�����ق��������B
�������ĉ��Z���`�̍�肽���́H
�d���o�l�Ă�����ς݂̒��ڂ̍|���A
�������Ɛ��o�P�c�p�ӂ��āA�Ă����߂�Ȃ��悤�ɉ��x�R���g���[�����Ȃ���
���܂��܍��Ȃ�ĂƂĂ����ԃR�X�g�Ɍ�����Ȃ��B
�����A�o���オ�������̂��n��ɐ����ɘA��ďĂ����߂��Ă��邾�낤�B
���ƃo�l�ē���͍����Ė߂��Ȃ��
���ʂ̍|�قǂ̍d���͂Ȃ���B
����ł��܂���肽���Ȃ�~�߂Ȃ����ǁA
���}���K���X�Ƃ������H���Ŕؓ������Ă鏊��
�R���R�����������`�̂��̂�����ė~������ł���
���ēd�b�Ȃ�FAX�����ق��������B
�������ĉ��Z���`�̍�肽���́H
501 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/21(�y) 16:11:51.95 ID:PevNiBCq
�A���X����
����X���I�ɂ͑ω����K�ƃh���C���[(�ł���R���v���b�T�[)������
�ē����p�̘F�����̂�������Ȃ����ȁB
�b���܂ł���Ɖ����o�邵�B
����X���I�ɂ͑ω����K�ƃh���C���[(�ł���R���v���b�T�[)������
�ē����p�̘F�����̂�������Ȃ����ȁB
�b���܂ł���Ɖ����o�邵�B
502 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/21(�y) 16:27:45.65 ID:bQaeQ8cr
>>500
�����́A��������h���āA�S���ɓ͂��V���͗~�����ł��ˁB
�o����A�}�`�F�b�g�I�Ȏg�������ł���P�ڂ������ł��B
�P�U�����̃i�C�t���ᑦ�������鎖���o���Ȃ��ċ�J���܂�����ŁE�E�E�E
���ǁA��q���z�������a���ĎE���܂������E�E�E
�܁A��N�ڂŒ�q�����鎖���Ԃ������Șb�ł�����
�����́A��������h���āA�S���ɓ͂��V���͗~�����ł��ˁB
�o����A�}�`�F�b�g�I�Ȏg�������ł���P�ڂ������ł��B
�P�U�����̃i�C�t���ᑦ�������鎖���o���Ȃ��ċ�J���܂�����ŁE�E�E�E
���ǁA��q���z�������a���ĎE���܂������E�E�E
�܁A��N�ڂŒ�q�����鎖���Ԃ������Șb�ł�����
503 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/21(�y) 16:57:45.74 ID:PevNiBCq
>>502
�ڂƂ����Ă��ꂪ�܂��v��������
�܂��������d�����낤����}�V�F�b�g�I�Ȏg�����Ȃ�Ăł��Ȃ����낤���ǁB
���b�h�I���J(�H�F�`�F) �Ɍ����� �u��(�ǂ�)�v��ڃ��f��
ttp://www.ikariya.com/index2.cgi?5001
45cm�܂ŔM�������Ă������Ă�
http://www.matrix-aida.com/heattreatment.html
�ڂƂ����Ă��ꂪ�܂��v��������
�܂��������d�����낤����}�V�F�b�g�I�Ȏg�����Ȃ�Ăł��Ȃ����낤���ǁB
���b�h�I���J(�H�F�`�F) �Ɍ����� �u��(�ǂ�)�v��ڃ��f��
ttp://www.ikariya.com/index2.cgi?5001
45cm�܂ŔM�������Ă������Ă�
http://www.matrix-aida.com/heattreatment.html
504 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/21(�y) 16:59:39.80 ID:WOdCFqS4
��q�Ǝq���̈Ӗ��������Ė��������
505 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/21(�y) 17:21:01.70 ID:bQaeQ8cr
>>503
�����A�܂��ɉ�����肽���Ǝv���Ă������ł��B
����ɒՂ�t����Ή��̗��z�̕��ɂȂ�܂��B
���̃f�U�C���̂܂܂��ƁA�e���p�����Ƃ��Ɏ����̎肪���܂݂�ɂȂ�܂��ˁB
>>504
����A�킫�܂��Ă��B
�l�����l�鎖�͑S�ĉ����������B
���Ղ̌�������A�ǐՂ̕��@�A㩂̍����ȂǂˁB
��q������ɂ͔[�����Ă���B
�����A��q���ُ�ɐn���̈��������܂������B
�������m�R�M�����g���Ă炷�����ł��A�����̓J�~�\���Ńo�������Ⴄ��B
�����A�܂��ɉ�����肽���Ǝv���Ă������ł��B
����ɒՂ�t����Ή��̗��z�̕��ɂȂ�܂��B
���̃f�U�C���̂܂܂��ƁA�e���p�����Ƃ��Ɏ����̎肪���܂݂�ɂȂ�܂��ˁB
>>504
����A�킫�܂��Ă��B
�l�����l�鎖�͑S�ĉ����������B
���Ղ̌�������A�ǐՂ̕��@�A㩂̍����ȂǂˁB
��q������ɂ͔[�����Ă���B
�����A��q���ُ�ɐn���̈��������܂������B
�������m�R�M�����g���Ă炷�����ł��A�����̓J�~�\���Ńo�������Ⴄ��B
506 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/21(�y) 22:49:53.80 ID:w2HGxC4Y
�}�g���b�N�X�A�C�_�Ȃ�45cm���ď�ɂ����邵�A�����������Ǝv���B
�����Ȃ�o�l����Ȃ�Ă��낢��ƃ��X�L�[���Ǝv���B�����Ƃ������̍�肽���Ȃ炿���Ƃ����|�ޔ����ĔM�������Ă��炤�̂���ԁB���S�҂̖l�������̂��Ȃ�ł����ˁB
�����Ȃ�o�l����Ȃ�Ă��낢��ƃ��X�L�[���Ǝv���B�����Ƃ������̍�肽���Ȃ炿���Ƃ����|�ޔ����ĔM�������Ă��炤�̂���ԁB���S�҂̖l�������̂��Ȃ�ł����ˁB
507 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/21(�y) 23:09:01.38 ID:Z2sEh95t
�����ɔo�l�ō���Ă݂����
��G�c�ɃT���_�[�ō���āA�n��̓��X���Ŏd�グ��
�~�ߎh���Ȃ瑽���Ȃ܂���ł������ł���
�ȈՌ�����Ɖ�̗p�̏������������Ă�
�g���Ă݂�Ό`���ꖡ�Ƃ��D�݂������邾�낤
��G�c�ɃT���_�[�ō���āA�n��̓��X���Ŏd�グ��
�~�ߎh���Ȃ瑽���Ȃ܂���ł������ł���
�ȈՌ�����Ɖ�̗p�̏������������Ă�
�g���Ă݂�Ό`���ꖡ�Ƃ��D�݂������邾�낤
508 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/21(�y) 23:53:01.86 ID:bQaeQ8cr
509 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/24(��) 16:47:32.51 ID:XIK/Efuk
�o�l���g��Ȃ���яo���i�C�t���v���t���Ă��܂������������
������Ɛn�����v���ō���Ă݂悤
������Ɛn�����v���ō���Ă݂悤
510 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/27(��) 00:33:42.56 ID:D11fCInw
>>509
�ǂ��������@�œ��삵�悤���A��яo�����Ď��_�ŕs������ˁB
�܂��A�v���ō��Ζ��͂Ȃ����ǂˁB
�ł��A�����͂ł�Ȃ��B
�ς��Ǝv�����̂́A�d�́A���S�́A��C���A�S�������肾���A
�ǂ�ȕ��ɓ��삷��̂��A�l���邾���Ŗʔ����ȁB
�ǂ��������@�œ��삵�悤���A��яo�����Ď��_�ŕs������ˁB
�܂��A�v���ō��Ζ��͂Ȃ����ǂˁB
�ł��A�����͂ł�Ȃ��B
�ς��Ǝv�����̂́A�d�́A���S�́A��C���A�S�������肾���A
�ǂ�ȕ��ɓ��삷��̂��A�l���邾���Ŗʔ����ȁB
511 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/27(��) 02:29:09.77 ID:sHszkqh3
�d����
512 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/27(��) 11:40:19.92 ID:yupM7CIH
���d���i�C�t
513 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/27(��) 17:21:11.72 ID:2JTxsyYy
>>510
�S���Ƌ�C���̓_���������C������
�S���Ƌ�C���̓_���������C������
514 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/27(��) 17:50:57.23 ID:YLdnmFiO
���͂ň��肱�ނƔ�яo���Ƃ��A���[�^�[�������
515 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/28(�y) 01:12:50.62 ID:bLydeMbf
�n�����������ăl�I�W�����Ύd����Ŕ����g���Ƃ��H
516 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/28(�y) 01:43:22.16 ID:XweCy4l9
��яo�����[���炢�Ȃ���
�n���h�����b���Ăǁ[��Ɣ��˂�������삵�悤��
�n���h�����b���Ăǁ[��Ɣ��˂�������삵�悤��
517 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/29(��) 12:45:01.20 ID:pnp6Ap+K
�������A�|�C���g�݂��܂ē��ꂾ�����܂����E�E�E�N����7������C���ł����ȁE�E�E
518 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/29(��) 13:20:57.37 ID:qWvVx1cu
�g���b�J�[�i�C�t��肽����
519 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/29(��) 13:40:19.87 ID:vnZE04kQ
������肽��
520 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/29(��) 20:39:10.14 ID:RMujl2un
��ŃM�^�[���삵�Ă��ł����ǁA��o������Ă݂����Ȃ��āA�Ƃ肠�����ω����K�w�����ĉΔ���痘��ނ��w�����Ă݂܂����B
��{�͐Ԃ߂Ē@���ďĂ����ꂷ�邾�Ǝv���̂ł����A����ނ͉��x���ɓ��ꂽ��E�Y����̂ł��傤���H�������ӓ_����܂�����A�h�o�C�X���肢�������܂��B(�Q�lURL�ł����}�ł�)
�����ו�����̂łƂ肠�����`�������W���Ă݂����ł��B
�ߏ��ɔp�Ƃ����b�艮������̂ł����e�����A�����œ��@���Ă�炵���A�A�|��ꂽ�炢�낢������Ă��炤����B
��{�͐Ԃ߂Ē@���ďĂ����ꂷ�邾�Ǝv���̂ł����A����ނ͉��x���ɓ��ꂽ��E�Y����̂ł��傤���H�������ӓ_����܂�����A�h�o�C�X���肢�������܂��B(�Q�lURL�ł����}�ł�)
�����ו�����̂łƂ肠�����`�������W���Ă݂����ł��B
�ߏ��ɔp�Ƃ����b�艮������̂ł����e�����A�����œ��@���Ă�炵���A�A�|��ꂽ�炢�낢������Ă��炤����B
521 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/29(��) 21:26:15.64 ID:4OX/gtsv
>>520
���̂������̃i�C�t�����Ă���
���̂������̃i�C�t�����Ă���
522 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/29(��) 21:54:58.76 ID:xlS0pb46
>>520
�������ނ��E�Y���܂����A�ΉԂ��p�`�p�`�o�邭�炢��
���x���グ�Ȃ���ŏ��̂����͋C�ɂ��Ȃ��Ă������Ǝv��
���ӓ_�͏�������Ȃ����炢�ɂ��邯��ǂ��A
�|�����Ȃ����ƁA�ē��ꉷ�x�����Ő��m�ɑ��邱��
�`�͍ŏ�����C�ɓ�����̂��o���Ȃ��Ǝv������
���ꂾ�����Œ���Ő��n���͍��邩��
�ꉞ�Q�l�ɂȂ肻����URL�����Ƃ��܂�
http://www.geocities.jp/isikosokajiya/newpagekogatananoseizoukoutei.htm
http://330mate.co.jp/PDF/Shirataka/%E8%A3%BD%E9%80%A0%E8%A8%98%E9%8C%B2%E5%88%87%E5%87%BA%E3%81%97%E4%B8%80%E8%88%AC.pdf
�ǂ����ő̌��������b�艮�̌��w���o����������ǁA
�܂���1�{����Ă݂�����Ǝv���܂���
�������������
�������ނ��E�Y���܂����A�ΉԂ��p�`�p�`�o�邭�炢��
���x���グ�Ȃ���ŏ��̂����͋C�ɂ��Ȃ��Ă������Ǝv��
���ӓ_�͏�������Ȃ����炢�ɂ��邯��ǂ��A
�|�����Ȃ����ƁA�ē��ꉷ�x�����Ő��m�ɑ��邱��
�`�͍ŏ�����C�ɓ�����̂��o���Ȃ��Ǝv������
���ꂾ�����Œ���Ő��n���͍��邩��
�ꉞ�Q�l�ɂȂ肻����URL�����Ƃ��܂�
http://www.geocities.jp/isikosokajiya/newpagekogatananoseizoukoutei.htm
http://330mate.co.jp/PDF/Shirataka/%E8%A3%BD%E9%80%A0%E8%A8%98%E9%8C%B2%E5%88%87%E5%87%BA%E3%81%97%E4%B8%80%E8%88%AC.pdf
�ǂ����ő̌��������b�艮�̌��w���o����������ǁA
�܂���1�{����Ă݂�����Ǝv���܂���
�������������
523 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/29(��) 22:07:22.07 ID:RMujl2un
>>522���肪�Ƃ��������܂��A�ƂĂ��Q�l�ɂȂ�܂��B
�܂�������������܂��A���肪�Ƃ��������܂���
�܂�������������܂��A���肪�Ƃ��������܂���
524 �F�W�g�� ��NAiBHuyoBI �F2012/07/29(��) 22:37:02.51 ID:h1gNUeS0
>>520
��Œ@���Ȃ�A���x���ɓ����̂͂������̂Ȃ����ƁB
�E�Y���I�[�o�[�q�[�g�ɋC�����܂��傤�B
����ނ̒b�����x�Ȃ�900�`1000��
�ڈ��Ƃ��ăI�����W�F�ł��A���F�܂ŏオ������v���ӁB
���ƁA�ڂ̕ی�̂��߂ɖh�o���K�l�����܂��傤�B
�Y��R�[�N�X�������Ĕ��ł��܂����A�������Ă͎̂��O�����قƂ��
�ʂ��Ȃ��̂ŁA�������Ȃ����͖ڂɗD�����ł��B
�u���[�h�ɒ[�����o���̂ŃL�b�g�ɂ��܂����B
��:�{�șz
�u���[�h�F��2���i�`���H�|�m �b�j
http://bbs.avi.jp/photo/79024/29824131
http://bbs.avi.jp/photo/79024/29824133
��Œ@���Ȃ�A���x���ɓ����̂͂������̂Ȃ����ƁB
�E�Y���I�[�o�[�q�[�g�ɋC�����܂��傤�B
����ނ̒b�����x�Ȃ�900�`1000��
�ڈ��Ƃ��ăI�����W�F�ł��A���F�܂ŏオ������v���ӁB
���ƁA�ڂ̕ی�̂��߂ɖh�o���K�l�����܂��傤�B
�Y��R�[�N�X�������Ĕ��ł��܂����A�������Ă͎̂��O�����قƂ��
�ʂ��Ȃ��̂ŁA�������Ȃ����͖ڂɗD�����ł��B
�u���[�h�ɒ[�����o���̂ŃL�b�g�ɂ��܂����B
��:�{�șz
�u���[�h�F��2���i�`���H�|�m �b�j
http://bbs.avi.jp/photo/79024/29824131
http://bbs.avi.jp/photo/79024/29824133
525 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 02:02:12.50 ID:0nHfE8Om
>>520
�Ă�����̎��Ɋ��S�ɗ�₷�ƍ|�����ꂽ��
�n���Ɣ������鎖������܂��̂ł����ӂ�
�����炠�������ɕ\�ʂ̐��C��������芣�����x�Ő����炠����̂���������
�Ă�����̎��Ɋ��S�ɗ�₷�ƍ|�����ꂽ��
�n���Ɣ������鎖������܂��̂ł����ӂ�
�����炠�������ɕ\�ʂ̐��C��������芣�����x�Ő����炠����̂���������
526 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 02:57:00.62 ID:7odLREjm
�����߂Ă̒b������l�ɂ��̃A�h�o�C�X�͂������
527 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 03:15:32.32 ID:0nHfE8Om
�܂��m���Ɂc�c
���Ă����ӓ_�͂�������L��������
��芸�����͉Ύ��Ɖ���ɒ��ӂ��ׂ��B����
���Ă����ӓ_�͂�������L��������
��芸�����͉Ύ��Ɖ���ɒ��ӂ��ׂ��B����
528 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 03:21:45.18 ID:o/V7amAX
�b���̗��p���@�����܂��ĂȂ��Ȃ�A
�b��ꂲ�Ǝ�グ�ċ����Ă�������ق���������Ȃ����H
�b��ꂲ�Ǝ�グ�ċ����Ă�������ق���������Ȃ����H
529 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 08:36:27.98 ID:8/Q2Hx9I
>>528�b�艮����͎���ɂW�炢�̃v���n�u���Ăċ���ȁu�b�艮�v���ĊŔf���Ă�̂ł����A��������Ă������͕s���ł��B
�����炭�_��ƊW���Ǝv��...�������e�����A�����œ��@���Ă邽�ߖʉ�ł��Ȃ��̂�����ł��āB�����̉Ƃ��ǂ�Ȃɑ����ł����C�ȏꏊ�ł�����b���Ƃ��Ă͖�薳���ł��B�F����̃A�h�o�C�X���肪�Ƃ��������܂�
�����炭�_��ƊW���Ǝv��...�������e�����A�����œ��@���Ă邽�ߖʉ�ł��Ȃ��̂�����ł��āB�����̉Ƃ��ǂ�Ȃɑ����ł����C�ȏꏊ�ł�����b���Ƃ��Ă͖�薳���ł��B�F����̃A�h�o�C�X���肪�Ƃ��������܂�
530 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 08:42:43.98 ID:7odLREjm
�������݂͂�Ȃ�529
����̐V�b���ɉ��������̌��u������Ƃ���
����̐V�b���ɉ��������̌��u������Ƃ���
531 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 09:47:35.29 ID:8/Q2Hx9I
>>530������A�V�тɗ��Ă��������B
��肭�����Δ[���������Ė{�i�I�Ȃ̍���Ă��������ˁB
�䂪�Ƃ͔��Ό���`����T�O�L�����ȁB
�ו������Ȃ��Ȃ��B�҂�������
��肭�����Δ[���������Ė{�i�I�Ȃ̍���Ă��������ˁB
�䂪�Ƃ͔��Ό���`����T�O�L�����ȁB
�ו������Ȃ��Ȃ��B�҂�������
532 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 18:21:51.12 ID:8/Q2Hx9I
�����܂���A�����Ȃ�ܖڂł��B
����ޓ���������ł����A�ǂ�����ǂ��܂ł��|�Ȃ̂����ʕs�\�Ȃ�ł��B
���������Ήԃe�X�g�������Ȃ�ł��傤���H
�������X�ɕ����������m���ł����(^-^;
�����̓A�h�o�C�X���Ď����w�����ău���A�����\�肪�����̂ŃT�[�L�����[�^�[�t�@�����w���B
�Ȃ�����������܂��ˁB
�g�ݗ��Ă��ȈՉΏ��łƂ肠�����{���Ă��Ĉ�t����Ă܂�(^-^;
����ޓ���������ł����A�ǂ�����ǂ��܂ł��|�Ȃ̂����ʕs�\�Ȃ�ł��B
���������Ήԃe�X�g�������Ȃ�ł��傤���H
�������X�ɕ����������m���ł����(^-^;
�����̓A�h�o�C�X���Ď����w�����ău���A�����\�肪�����̂ŃT�[�L�����[�^�[�t�@�����w���B
�Ȃ�����������܂��ˁB
�g�ݗ��Ă��ȈՉΏ��łƂ肠�����{���Ă��Ĉ�t����Ă܂�(^-^;
533 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 19:22:49.59 ID:PU0CJsII
>>532
����ނ��ăi�j�������̂�H
�f�ʃ��X�����Y��ɂ��Ă���y���������`�⊾�ӂ��h��A�K�т̕t�������Y��ɕ�����Ǝv�������ǁc�B
�������S�ɒЂ����݂�ꔭ�ŕ����邯�ǂ˂�
����ނ��ăi�j�������̂�H
�f�ʃ��X�����Y��ɂ��Ă���y���������`�⊾�ӂ��h��A�K�т̕t�������Y��ɕ�����Ǝv�������ǁc�B
�������S�ɒЂ����݂�ꔭ�ŕ����邯�ǂ˂�
534 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 19:40:59.77 ID:8/Q2Hx9I
>>533�����Ŕ���2���̕��n�Ɗ��荞�݂ł��B
�R�����荇�킹�����������̂Ŋ��荞�݂ɂ��܂����������J�b�^�[�Őؒf���Ă���̂��f�ʂ��ǂ��킩��܂���B
�A�������y�C���g���Е��ɂ���܂��A���ꂪ�|����
�R�����荇�킹�����������̂Ŋ��荞�݂ɂ��܂����������J�b�^�[�Őؒf���Ă���̂��f�ʂ��ǂ��킩��܂���B
�A�������y�C���g���Е��ɂ���܂��A���ꂪ�|����
535 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 20:14:41.83 ID:PU0CJsII
���荞�݂́A
�����
�甒����
�����
�Аn���ƁA
�����
��������
�Ƃ肠�����A�ڂׂ̍������X���Œf�ʂ�ɂɂ��Ă݂悤�B
�����
�甒����
�����
�Аn���ƁA
�����
��������
�Ƃ肠�����A�ڂׂ̍������X���Œf�ʂ�ɂɂ��Ă݂悤�B
536 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 20:15:28.25 ID:PU0CJsII
���A�g��h�͔�S�A�g���h�͔����B
537 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 20:25:07.39 ID:7odLREjm
���y�C���g�Ń}�[�N���Ă���̂Ȃ�
�����ŕ����Ă݂�̂���ԑ����Ǝv��
�������ꂪ�_���Ȃ�A�O���C���_�ʼnΉԃe�X�g�ł���
�����ŕ����Ă݂�̂���ԑ����Ǝv��
�������ꂪ�_���Ȃ�A�O���C���_�ʼnΉԃe�X�g�ł���
538 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 20:31:07.34 ID:8/Q2Hx9I
>>535�Ȃ�ډ����f�l�ł�����͂킩��܂���
�Аn�Ȃ�
����������
��������������
���荞�݂Ȃ�
����������
���������������
����������
�Ƃ����悤�Ȃ甽�͔炾���Ȃ킯�ł��B
���荞�݂Ȃ牡���瓧�������
����������
���������������
����������
�X�ɏ�w�ɔ�
�Ȗ�ł�����㉺�t���Ɣ炾���ɂȂ�܂��B
����͂��Ȃ�d��ȃ|�C���g�ł��l�ɂ�
�Аn�Ȃ�
����������
��������������
���荞�݂Ȃ�
����������
���������������
����������
�Ƃ����悤�Ȃ甽�͔炾���Ȃ킯�ł��B
���荞�݂Ȃ牡���瓧�������
����������
���������������
����������
�X�ɏ�w�ɔ�
�Ȗ�ł�����㉺�t���Ɣ炾���ɂȂ�܂��B
����͂��Ȃ�d��ȃ|�C���g�ł��l�ɂ�
539 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 20:44:15.79 ID:8/Q2Hx9I
�����Ƀ��[�����܂����B
�ꉞ���������܂���
http://mblg.tv/shyoboy/entry/3/?PHPSESSID=104be5126d1c071225fa9c5d8c2eb8ad&guid=on
http://mblg.tv/shyoboy/entry/2/?PHPSESSID=104be5126d1c071225fa9c5d8c2eb8ad&guid=on
�������������ł��B
�u���O�͎ʃ��A�b�v��p�Ő�`�ړI����Ȃ��ł��B
�L���̓T�[�o�[�̂ł��B
�ȈՉΏ����A�b�v���܂������ȈՉ߂��ď�Ȃ��ł�
�ꉞ���������܂���
http://mblg.tv/shyoboy/entry/3/?PHPSESSID=104be5126d1c071225fa9c5d8c2eb8ad&guid=on
http://mblg.tv/shyoboy/entry/2/?PHPSESSID=104be5126d1c071225fa9c5d8c2eb8ad&guid=on
�������������ł��B
�u���O�͎ʃ��A�b�v��p�Ő�`�ړI����Ȃ��ł��B
�L���̓T�[�o�[�̂ł��B
�ȈՉΏ����A�b�v���܂������ȈՉ߂��ď�Ȃ��ł�
540 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 21:09:31.58 ID:PU0CJsII
>>534�ŏ����Ă锃�����|�ނ��Ă̂́A�g�Аn�̍|�ނƊ��荞�݂̍|�ނ� 2 �� �h �� �� �� �� �� �A �g���荞�݂̍|�� �P �� �h���Ă��ƁH
���Ă��A�����̃T�C�g�����A�����܂ōl����悤�Ȗ�肶��Ȃ����B
�Аn
�@ttp://www.kintaka.com/002tanzou/ktahasiro2.html
���荞��
�@ttp://www.kintaka.com/002tanzou/warikomisiro2.html
���Ă��A�����̃T�C�g�����A�����܂ōl����悤�Ȗ�肶��Ȃ����B
�Аn
�@ttp://www.kintaka.com/002tanzou/ktahasiro2.html
���荞��
�@ttp://www.kintaka.com/002tanzou/warikomisiro2.html
541 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 21:18:26.83 ID:8/Q2Hx9I
>>540���肪�Ƃ��������܂��I�y�V�Ŕ������̂Ńz�[���y�[�W���ĂȂ������ł��B
�悭�킩��܂����B
�Аn�Ɗ��荞�݂̓w��������ł��B
�悭�킩��܂����B
�Аn�Ɗ��荞�݂̓w��������ł��B
542 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 22:13:56.69 ID:7odLREjm
������HP�ɏ����Ă������˂�
�Ƃ���ł��̉Ώ��͂ǂ������C�𑗂荞�ނ́H
�Y�ɑ��Đ^�����x�X�g�A�Œ�ł��������C�𑗂�Ȃ���
���܂������Ȃ��Ǝv���܂���
�֓��ߌ��Ȃ�q�}�Ȏ��ɍs���̂������ȂƎv��������
���Ό���`�O�O������A���������E�E�E��
�Ƃ���ł��̉Ώ��͂ǂ������C�𑗂荞�ނ́H
�Y�ɑ��Đ^�����x�X�g�A�Œ�ł��������C�𑗂�Ȃ���
���܂������Ȃ��Ǝv���܂���
�֓��ߌ��Ȃ�q�}�Ȏ��ɍs���̂������ȂƎv��������
���Ό���`�O�O������A���������E�E�E��
543 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 22:33:24.10 ID:7agVcjRQ
�����猩�āA���ݕ����ł��傿����ƍ���Ď_���疌������
�������g���ŕ��H�������炢��
�������S�Ƃ��y�V�Ŕ����邵����ł�OK
�������g���ŕ��H�������炢��
�������S�Ƃ��y�V�Ŕ����邵����ł�OK
544 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/30(��) 23:32:20.41 ID:8/Q2Hx9I
>>542����������瑗��������肾�����̂ł����}�Y�C�ł����ˁH
�Y�Ă��̌o����A�����ƔM��n�ʂɎ���Ȃ��������̂ł́H�ƍl���܂����B
��肭�����Ȃ���Ή�̂��ăp�C�v�Ȃ��邩�Ȃ��Ă���Ă݂܂��B
�Y�Ă��̌o����A�����ƔM��n�ʂɎ���Ȃ��������̂ł́H�ƍl���܂����B
��肭�����Ȃ���Ή�̂��ăp�C�v�Ȃ��邩�Ȃ��Ă���Ă݂܂��B
545 �F542�F2012/07/31(��) 00:59:25.78 ID:MYtfl92D
�ȈF������Ƃ肠�����g���C���G���[�ł���������
546 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/31(��) 01:24:19.76 ID:62jEJ0Nh
�������艷�x�����߂���d�C�F��30x30cm�ȏ�̗q���ĂȂ��ł����ˁH
���t�I�N�Ƃ��ł����Ă��ł����A
�ǂ������|�p�̗q�͉��x�Ǘ����A�o�E�g�Ȃ̂ŁA
�\�Z��15�����炢�ŁA�����ɍ������̂�������肢���܂��B
100v200v�Ȃǃ{���g���͖₢�܂���B
���t�I�N�Ƃ��ł����Ă��ł����A
�ǂ������|�p�̗q�͉��x�Ǘ����A�o�E�g�Ȃ̂ŁA
�\�Z��15�����炢�ŁA�����ɍ������̂�������肢���܂��B
100v200v�Ȃǃ{���g���͖₢�܂���B
547 �F�W�g�� ��NAiBHuyoBI �F2012/07/31(��) 16:43:27.09 ID:Ux5nERR5
548 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/31(��) 21:14:41.81 ID:N1b/Yioh
�����܂���A�܂��A�h�o�C�X���肢���Ă悢�ł����H�ꉞ�A�{���A�b���Ƀ`�������W���܂���http://mblg.tv/shyoboy/image/entry/4.jpg?t=210808&PHPSESSID=104be5126d1c071225fa9c5d8c2eb8ad&guid=on���̂悤�Ȍ`�ɂȂ�܂����B
��n��ɂ����Ĕ����Ȃ�悤�ɒb�����āA������܂����B
�����������ׂ����āA���x���c�݂��Ȃ����܂����B
���āA�n����o�����蕿�������ۂ߂���A�k�ł�낤�Ƃ����̂ł����A�����̓O���C���_�ŃO���O���r�M�����Ȃ������Ă����v�ł����H
����ނ̏ꍇ�A�����Ȃ�O���C���_�Ő��`����̂ƒb������̂ł͉����Ⴂ������܂����H
{kind=link}
��n��ɂ����Ĕ����Ȃ�悤�ɒb�����āA������܂����B
�����������ׂ����āA���x���c�݂��Ȃ����܂����B
���āA�n����o�����蕿�������ۂ߂���A�k�ł�낤�Ƃ����̂ł����A�����̓O���C���_�ŃO���O���r�M�����Ȃ������Ă����v�ł����H
����ނ̏ꍇ�A�����Ȃ�O���C���_�Ő��`����̂ƒb������̂ł͉����Ⴂ������܂����H
549 �F�W�g�� ��NAiBHuyoBI �F2012/07/31(��) 21:41:44.63 ID:Ux5nERR5
>>548
�Ԃ��Ȃ�Ȃ����x�Ȃ�M�����Ă����v�ł��B
�O���C���_�[��8�����`
����1����肽���Ƃ������߂āA���X���Œ��J�Ɏd�グ��Ɩ����̂����d�オ���
�Ȃ�܂��B
�b���Ő��`���Ă̂́A�ŏ��͈ӎ����Ȃ��ق��������ł��B
�i�C�t�}�K�W���ȂǂɌf�ڂ���Ă���A�����J�̌l���[�J�[�Ȃǂ�
�S�|���m��7������b���ő����Ă��܂����@���ӎ�����ƁA�c�����������
�������݂��R���g���[���ł��Ȃ�������E�E�@
�Ƃ��Ƀ|�C���g�荞�ނ̂͂�߂��ق��������ł��B
�܂��͋ψ�ȒƖڂŃx�^�@���B
���̌�A���m�R�ƃO���C���_�[�Ő��`�A�ł����ł���B
�Ԃ��Ȃ�Ȃ����x�Ȃ�M�����Ă����v�ł��B
�O���C���_�[��8�����`
����1����肽���Ƃ������߂āA���X���Œ��J�Ɏd�グ��Ɩ����̂����d�オ���
�Ȃ�܂��B
�b���Ő��`���Ă̂́A�ŏ��͈ӎ����Ȃ��ق��������ł��B
�i�C�t�}�K�W���ȂǂɌf�ڂ���Ă���A�����J�̌l���[�J�[�Ȃǂ�
�S�|���m��7������b���ő����Ă��܂����@���ӎ�����ƁA�c�����������
�������݂��R���g���[���ł��Ȃ�������E�E�@
�Ƃ��Ƀ|�C���g�荞�ނ̂͂�߂��ق��������ł��B
�܂��͋ψ�ȒƖڂŃx�^�@���B
���̌�A���m�R�ƃO���C���_�[�Ő��`�A�ł����ł���B
550 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/31(��) 21:53:24.72 ID:N1b/Yioh
>>549���肪�Ƃ��������܂��I�����`�������W���܂�
551 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/31(��) 22:19:42.76 ID:MYtfl92D
�Ă��Ȃ܂��͂��܂������H
�Ă����ꉷ�x�܂ŏグ�Ă���A�����D�Ȃǂ̒��ł�������܂��܂�
��������Ȃ��ƁA�O���C���_�[���`�͂����Ă����X���Ő��`����̂�
�|�ނ��d�����Ă�������J���܂�
���ƏĂ�����O�ɐn�𔖂�����̂͂�߂��ق��������ł�
�����|�ނ͉��x���オ��₷���A�����Ƃ����Ԃɏē��ꉷ�x����댯������܂�
�ʓ|�ł����߂ɂ��Ă����ďē�����s���A���̌�u�Ŕ��������グ�܂��傤
�Ă����ꉷ�x�܂ŏグ�Ă���A�����D�Ȃǂ̒��ł�������܂��܂�
��������Ȃ��ƁA�O���C���_�[���`�͂����Ă����X���Ő��`����̂�
�|�ނ��d�����Ă�������J���܂�
���ƏĂ�����O�ɐn�𔖂�����̂͂�߂��ق��������ł�
�����|�ނ͉��x���オ��₷���A�����Ƃ����Ԃɏē��ꉷ�x����댯������܂�
�ʓ|�ł����߂ɂ��Ă����ďē�����s���A���̌�u�Ŕ��������グ�܂��傤
552 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/31(��) 22:30:43.60 ID:N1b/Yioh
>>551�Ă��Ȃ܂��͂��ĂȂ��ł����A���荞�݂��ƌł������͐n�悾���ɂȂ�̂ł���قNj�J���Ȃ��悤�Ɏv���̂ł����ǂ��ł����H�B
�����āA�ӂƎv�����̂ł������荞�݂̏ꍇ�Ă�����͂ǂ��Ȃ�̂ł��傤�H�|�������Ă���̂͂Q�~�����炢�ł���ˁH
����ς肱�̕����Ɏ��ĂĊm�F����̂ł��傤���H
���ɂ��̕������K�ȉ��x�Ȃ�Β��g�͒Ⴂ�C�����܂��B
���̂Ƃ���A�܂��|�����܂ō��ĂȂ���ł���B
�|�͏o�����ɏĂ����ꂵ�������悢�̂��ȁH
�����āA�ӂƎv�����̂ł������荞�݂̏ꍇ�Ă�����͂ǂ��Ȃ�̂ł��傤�H�|�������Ă���̂͂Q�~�����炢�ł���ˁH
����ς肱�̕����Ɏ��ĂĊm�F����̂ł��傤���H
���ɂ��̕������K�ȉ��x�Ȃ�Β��g�͒Ⴂ�C�����܂��B
���̂Ƃ���A�܂��|�����܂ō��ĂȂ���ł���B
�|�͏o�����ɏĂ����ꂵ�������悢�̂��ȁH
553 �F���O�ȃJ�b�^�[(�m�́M)�F2012/07/31(��) 22:57:58.65 ID:N1b/Yioh
>>551�����̌����ł͏Ă��Ȃ܂��Ƃ����͈̂�x�Ă����ꂵ�Ă����k�Ȃǂ���n�������ꍇ�ɍs�����Ƃ��Ǝv���̂ł����Ⴄ�̂ł��傤���H
�ꉞ����ޗ��͏Ă�����͂܂����Ă��Ȃ���Ȃ����ȁH���̏ꍇ�d�x�͂ǂ��Ȃ�낤�H
�ꉞ����ޗ��͏Ă�����͂܂����Ă��Ȃ���Ȃ����ȁH���̏ꍇ�d�x�͂ǂ��Ȃ�낤�H
554 �F�W�g�� ��NAiBHuyoBI �F2012/07/31(��) 23:36:59.40 ID:Ux5nERR5
>>553
���������ł����班���Â���i�₫��j�m�������Ă����܂��傤�B
�Ă�����Ȃ��Ă��A�����͉��H����ƍd�����܂��B
�܂��A�Ă����ꐫ�̂����ނ̏ꍇ�┖���A�n����[�Ȃlj��x�ω����傫������
���ŕ����I�ɏĂ��������Ă���ƌ������Ƃ����肦�܂��B
�ē݂��́A�d�������ނ����H���₷���d�x�܂ŗ��Ƃ��H���ł��B
��x�A�ɓ��ꂽ�ނ͍d�x���͂��߁A���̐����͐����ω����Ă������Ɗo���Ă��������B
�d���܂܂ł̓��X����m�R�̐n�ɂ������ł����A�S�|�h�����Ȃǂ��ꍇ�ɂ���Ă͒ʂ�܂���B
4L�I�C���ʂ��炢�̓��ꕨ�ɊD��ς߂����̂�p�ӂ��Ă����A���[�N��Ԃ߂Ă���
��[����h���ď��₵�܂��傤�B
���������ł����班���Â���i�₫��j�m�������Ă����܂��傤�B
�Ă�����Ȃ��Ă��A�����͉��H����ƍd�����܂��B
�܂��A�Ă����ꐫ�̂����ނ̏ꍇ�┖���A�n����[�Ȃlj��x�ω����傫������
���ŕ����I�ɏĂ��������Ă���ƌ������Ƃ����肦�܂��B
�ē݂��́A�d�������ނ����H���₷���d�x�܂ŗ��Ƃ��H���ł��B
��x�A�ɓ��ꂽ�ނ͍d�x���͂��߁A���̐����͐����ω����Ă������Ɗo���Ă��������B
�d���܂܂ł̓��X����m�R�̐n�ɂ������ł����A�S�|�h�����Ȃǂ��ꍇ�ɂ���Ă͒ʂ�܂���B
4L�I�C���ʂ��炢�̓��ꕨ�ɊD��ς߂����̂�p�ӂ��Ă����A���[�N��Ԃ߂Ă���
��[����h���ď��₵�܂��傤�B
555 �F551�F2012/08/01(��) 01:05:53.03 ID:JQxXdMk7
�قƂ��554�������Ă��ꂽ��
�ē��ꉷ�x�ł����A�|���n�������ՂȂ��ψ�ȉ��x�ɂ��܂��傤
�ޗ��̐F�ɕ肪�Ȃ��悤�ɁA�Ώ��̒��ł��܂߂ɓ������Ȃ���
���X�ɉ��M���Ă����āA�����t���Ȃ��Ȃ��������ڈ��ł�
���Ă�͕̂���ȕ����A���ӏ��ɂ��₭���Ă��OK�ł�
�ނ�Ȃ����M�ł��Ă���A�\�ʂ̒n�������荞�܂ꂽ�|���������x�̂͂��ł�
�����̏ꍇ�͂�قǂ̌����ȊO�͍|����肾�����ɏē��ꂵ�āA
�̂��Ɍ��������܂�
���̕����ނ�Ȃ����M�ł���i���Ɣ��������̉��x���オ��₷���j
�̂ł������Ă܂�
�ē��ꉷ�x�ł����A�|���n�������ՂȂ��ψ�ȉ��x�ɂ��܂��傤
�ޗ��̐F�ɕ肪�Ȃ��悤�ɁA�Ώ��̒��ł��܂߂ɓ������Ȃ���
���X�ɉ��M���Ă����āA�����t���Ȃ��Ȃ��������ڈ��ł�
���Ă�͕̂���ȕ����A���ӏ��ɂ��₭���Ă��OK�ł�
�ނ�Ȃ����M�ł��Ă���A�\�ʂ̒n�������荞�܂ꂽ�|���������x�̂͂��ł�
�����̏ꍇ�͂�قǂ̌����ȊO�͍|����肾�����ɏē��ꂵ�āA
�̂��Ɍ��������܂�
���̕����ނ�Ȃ����M�ł���i���Ɣ��������̉��x���オ��₷���j
�̂ł������Ă܂�
556 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/01(��) 16:31:54.69 ID:mJmFR8tX
�ł��Ă��ɂ����悤�ł���ΏĂ��Ȃ܂������悤�Ǝv���A�ӂƂ��邱�ƂɋC�t���܂����B
���߂Ă�����ł�����킩��Ȃ������I
�Ƃ肠�����r���`�ł����̂ō�����Ă����ꂵ�܂�
http://mblg.tv/shyoboy/image/entry/5.jpg?t=162805&PHPSESSID=104be5126d1c071225fa9c5d8c2eb8ad&guid=on
���߂Ă�����ł�����킩��Ȃ������I
�Ƃ肠�����r���`�ł����̂ō�����Ă����ꂵ�܂�
http://mblg.tv/shyoboy/image/entry/5.jpg?t=162805&PHPSESSID=104be5126d1c071225fa9c5d8c2eb8ad&guid=on
{kind=link}
557 �F�W�g�� ��NAiBHuyoBI �F2012/08/01(��) 22:36:57.80 ID:2vhlIPWh
>>556
�Ă�����A�܂��͊撣���Ă݂Ă��������B
�����͂��Ƃ���w�ׂ܂��B
�̌������p�̊ȈF�̎ʐ^�ł��B
���ɘF��g�ގ��̎Q�l�ɂȂ�E�E�E
http://bbs.avi.jp/photo/79024/29824173
���łɒ�̎ʐ^
http://bbs.avi.jp/photo/79024/29778893
�Ă�����A�܂��͊撣���Ă݂Ă��������B
�����͂��Ƃ���w�ׂ܂��B
�̌������p�̊ȈF�̎ʐ^�ł��B
���ɘF��g�ގ��̎Q�l�ɂȂ�E�E�E
http://bbs.avi.jp/photo/79024/29824173
���łɒ�̎ʐ^
http://bbs.avi.jp/photo/79024/29778893
558 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/02(��) 00:50:29.28 ID:OzG/2HLu
http://mblg.tv/shyoboy/image/entry/6.jpg?t=004214&PHPSESSID=104be5126d1c071225fa9c5d8c2eb8ad&guid=on�Ă���������Č��悤���܂˂ŏĂ��߂������Č����Ŋ������܂����B
��������ԓ�������B
���i���M�ʂ̊������Ă���n���������������Ƃ��Ȃ��̂��M�ʂ������ē���ł��B
�r�����Ń����K������������^��������Ė����������Ȃ�A�Η͒����Ɏ�Ԏ��A�ꕔ�Ă����ꂪ����߂��������B
�����ă}���O���[�u�Y�Ń`�������W���܂������A�R�c��͂߂ΏĂ����ꉷ�x�܂ł͊y�ɏオ��܂��ˁB
�ӊO�ɊȒP�ɂł����̂͊F����̃A�h�o�C�X�O��ł��B
�I�m�ȃA�h�o�C�X�����肪�Ƃ��������܂����B
��������͕Аn�A�����Ď��ƒb�ڂɃ`�������W�������Ǝv���܂��B
�{���ɂ��肪�Ƃ��������܂���
{kind=link}
��������ԓ�������B
���i���M�ʂ̊������Ă���n���������������Ƃ��Ȃ��̂��M�ʂ������ē���ł��B
�r�����Ń����K������������^��������Ė����������Ȃ�A�Η͒����Ɏ�Ԏ��A�ꕔ�Ă����ꂪ����߂��������B
�����ă}���O���[�u�Y�Ń`�������W���܂������A�R�c��͂߂ΏĂ����ꉷ�x�܂ł͊y�ɏオ��܂��ˁB
�ӊO�ɊȒP�ɂł����̂͊F����̃A�h�o�C�X�O��ł��B
�I�m�ȃA�h�o�C�X�����肪�Ƃ��������܂����B
��������͕Аn�A�����Ď��ƒb�ڂɃ`�������W�������Ǝv���܂��B
�{���ɂ��肪�Ƃ��������܂���
559 �F2�_�u ��eqzxfGuHRU �F2012/08/02(��) 01:22:01.78 ID:5de3W+1t
>>558
GJ!�@�b�ڂł�����܂������ĂˁB
�a�̎R�ɋ��N�܂œ��b�肪�g���Ă���Əꂪ�c���ĂāA���͕������炩��
�Ȃ����̓n���}�[�܂ߎg����Ƃ̎��Ȃ̂����A���b�����h�Ƃ���������
�}�W�ŗ���l����H
GJ!�@�b�ڂł�����܂������ĂˁB
�a�̎R�ɋ��N�܂œ��b�肪�g���Ă���Əꂪ�c���ĂāA���͕������炩��
�Ȃ����̓n���}�[�܂ߎg����Ƃ̎��Ȃ̂����A���b�����h�Ƃ���������
�}�W�ŗ���l����H
560 �F551�F2012/08/02(��) 09:30:08.71 ID:pIcRboQ2
�����I�@��{�ڂ��炱�̃N�I���e�B�Ŏd�オ�������Ƃɋ��Q�I
�C�ɂȂ�_���P�_�E�E
�ʐ^�Ō���ƃA�S����������������ǁA���̉����ł��傤���H
�C�ɂȂ�_���P�_�E�E
�ʐ^�Ō���ƃA�S����������������ǁA���̉����ł��傤���H
561 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/02(��) 13:55:43.06 ID:OzG/2HLu
>>560�s���I���ꂩ�猤�������Ă����̂ł��������������|���|�������č����Ă��܂����B
���������ăr�b�N���I
�������A������x�������Ă����Ȃ��B
���Ǔu�̖ʂ������Ă����Ƃ�����Ȃ��~�X�ł����B
���������オ��܂��āA�Ȃ��Ȃ��̐ꖡ�ɋ����Ă��܂��B
���掩�^�����܂���
���������ăr�b�N���I
�������A������x�������Ă����Ȃ��B
���Ǔu�̖ʂ������Ă����Ƃ�����Ȃ��~�X�ł����B
���������オ��܂��āA�Ȃ��Ȃ��̐ꖡ�ɋ����Ă��܂��B
���掩�^�����܂���
562 �F551�F2012/08/02(��) 16:53:37.72 ID:pIcRboQ2
������̂�400���O��ŔM�����������ꍇ�ɋN����܂�
�Ă����ꉷ�x�ɖ����Ȃ������Ƃ����̂͂قƂ�ǂȂ��i�Ƃ��ɔ����j
�Ă��߂��̂Ƃ��ɉ��x���グ�����ĐĂ��ɂȂ邱�Ƃ��قƂ�ǂł�
���𗎂Ƃ��ĉ��x��������@�������ł����A
�m���Ȃ̂͂Ă�Ղ�p���x�v+���ʼn��M����Ɖ��x�Ǘ����y�ɏo���܂�
�Ƃ�����A�ꖡ�ɖ����ł�����̂��ŏ�����o����Ȃ�đf�G�ł�
�ǂ��Ղ�b�蓹�y�ɂ͂܂��Ă���������
�Ă����ꉷ�x�ɖ����Ȃ������Ƃ����̂͂قƂ�ǂȂ��i�Ƃ��ɔ����j
�Ă��߂��̂Ƃ��ɉ��x���グ�����ĐĂ��ɂȂ邱�Ƃ��قƂ�ǂł�
���𗎂Ƃ��ĉ��x��������@�������ł����A
�m���Ȃ̂͂Ă�Ղ�p���x�v+���ʼn��M����Ɖ��x�Ǘ����y�ɏo���܂�
�Ƃ�����A�ꖡ�ɖ����ł�����̂��ŏ�����o����Ȃ�đf�G�ł�
�ǂ��Ղ�b�蓹�y�ɂ͂܂��Ă���������
563 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/02(��) 17:22:17.54 ID:OzG/2HLu
�b�����Ċ������̂ł����A�悪�l�p���`��b���Ō���`�ɂ���̂͂Ȃ��Ȃ������܂��A���A�����̃e�N�j�b�N�Ǝ�ł��ł͓���Ɗ����܂����B
�ŁA�^�K�l���Ă��Č��悤���܂˂Ŗ�(�|)�̐�ɑ��������̍���Ă݂���ł��B
�����Ő���܂��ɗ��Ƃ����Ȃ�ł����A�O����x��ڂ����ĐԂ߂Ē@�����̂ł�����肭�ؒf�ł��܂���ł����B
�����Ō����̂ł����A�^�K�l�Ő�ڂ����ĉ��������ĐԂ߂�(�Ԃ߂ĉ���������H)���߷��Y��ɐ܂��Ə����Ă���܂����B
����͖{���ł��傤���H
���������肢���܂�
�ŁA�^�K�l���Ă��Č��悤���܂˂Ŗ�(�|)�̐�ɑ��������̍���Ă݂���ł��B
�����Ő���܂��ɗ��Ƃ����Ȃ�ł����A�O����x��ڂ����ĐԂ߂Ē@�����̂ł�����肭�ؒf�ł��܂���ł����B
�����Ō����̂ł����A�^�K�l�Ő�ڂ����ĉ��������ĐԂ߂�(�Ԃ߂ĉ���������H)���߷��Y��ɐ܂��Ə����Ă���܂����B
����͖{���ł��傤���H
���������肢���܂�
564 �F551�F2012/08/02(��) 18:20:09.12 ID:pIcRboQ2
�Ԃ߂ă^�K�l�Ő�ڂ�����
��ڂ𗘗p���Ă��˂��ː܂�Ȃ��遨�܂��
�܂�Ȃ���A�܂�����ԂŐ�ڕ����𐅂ɏ������ė�₷
�₦�Ă��ԂŌy���������ƃp�L���Ɛ�ڂ��犄���
������������͒m��܂��A�����́��̕��@�ł���Ă܂�
��U��₵�ăf�B�X�N�O���C���_�[�Ő�Ƃ�������E�E�E��
��ڂ𗘗p���Ă��˂��ː܂�Ȃ��遨�܂��
�܂�Ȃ���A�܂�����ԂŐ�ڕ����𐅂ɏ������ė�₷
�₦�Ă��ԂŌy���������ƃp�L���Ɛ�ڂ��犄���
������������͒m��܂��A�����́��̕��@�ł���Ă܂�
��U��₵�ăf�B�X�N�O���C���_�[�Ő�Ƃ�������E�E�E��
565 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/05(��) 03:13:54.09 ID:TVZNkghC
�i���[�^���O�ɂ���Ƃ���
�q���g�̊p�����Ă݂Ȃ���ǂ�����ĉ��H����Ă��܂����H
�܂��͐n���ɍ������h�����Ō����J����Ǝv���܂����E�E�E
�{�[���ՂɃG���h�~�����āA
�l���������X���Ŏd�グ���ق��������̂��ȁB
�q���g�̊p�����Ă݂Ȃ���ǂ�����ĉ��H����Ă��܂����H
�܂��͐n���ɍ������h�����Ō����J����Ǝv���܂����E�E�E
�{�[���ՂɃG���h�~�����āA
�l���������X���Ŏd�グ���ق��������̂��ȁB
566 �F�W�g�� ��NAiBHuyoBI �F2012/08/05(��) 08:58:26.25 ID:qSsFIxOk
>>565
�܂��͊�{�̂����ň�x����Ă݂Ă��������B
��������Z���^�[�ɃP�K�L�����A�|���`�𐳊m�ɑłB
���𐂒��ɂ����ă��X���łȂ��B
�����Ȃ����Ă���̍��ł̓n���h�����ɂ�������L�����Ă���悤��
���e�[�p�[�C���ɍ���Ă����A���ꂩ��u���[�h��������������킹��B
�u���X��j�b�P���V���o�[�Ȃ�1���Ԃ������炸�ł���Ǝv���܂��B
>>487 ������Řb��ɂ��Ă���^�q���g
�\�N�ȏ�O�ɍ�������@���Ă��܂����B
http://bbs.avi.jp/photo/79024/29824230
�܂��͊�{�̂����ň�x����Ă݂Ă��������B
��������Z���^�[�ɃP�K�L�����A�|���`�𐳊m�ɑłB
���𐂒��ɂ����ă��X���łȂ��B
�����Ȃ����Ă���̍��ł̓n���h�����ɂ�������L�����Ă���悤��
���e�[�p�[�C���ɍ���Ă����A���ꂩ��u���[�h��������������킹��B
�u���X��j�b�P���V���o�[�Ȃ�1���Ԃ������炸�ł���Ǝv���܂��B
>>487 ������Řb��ɂ��Ă���^�q���g
�\�N�ȏ�O�ɍ�������@���Ă��܂����B
http://bbs.avi.jp/photo/79024/29824230
567 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/06(��) 18:44:05.68 ID:G6xNh65f
�b�ڍނɎg���S���͂ǂ̂悤�ɓ��肷��̂ł����H
�J�C���̒��g�ł͂܂�����ł��傤���H
�J�C���̒��g�ł͂܂�����ł��傤���H
568 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/06(��) 19:02:46.95 ID:AAblW09v
�����C�ɂȂ�B
�n���Y�Ƃ��ʔ̂Ŕ����Ă�S�����ė����Ƃ������Ƃ������Ă�������
�h����������B
�P���Y�f�|�̓S�����Ăǂ�����Ď�ɓ����낤�H
�n���Y�Ƃ��ʔ̂Ŕ����Ă�S�����ė����Ƃ������Ƃ������Ă�������
�h����������B
�P���Y�f�|�̓S�����Ăǂ�����Ď�ɓ����낤�H
569 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/06(��) 19:08:33.60 ID:CCbF+vn5
���X���ƍ|�ނŏ\������ˁH
570 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/06(��) 20:29:13.40 ID:wIS93K1+
���삷��Ƃ���
�Α��莞�ɏo���_���疌�Ɛ��`���̐ؕ��ō���Ă܂�
�ł��A���̂��ʓ|�Ȃ̂Ŏs�̂̉ΉԈ��C���ł�
�Α��莞�ɏo���_���疌�Ɛ��`���̐ؕ��ō���Ă܂�
�ł��A���̂��ʓ|�Ȃ̂Ŏs�̂̉ΉԈ��C���ł�
571 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/06(��) 20:57:47.97 ID:G6xNh65f
>>570�ǂ��ōw������̂ł��傤���H�O�O���Ă�������Ȃ��ł�
572 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/06(��) 21:13:25.44 ID:CCbF+vn5
�l�b�g�Ŕ�����̂͋������炢���낤���ǁA�z�E���ƓS���{��������ŃS���S�����������D���B
573 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/06(��) 21:42:35.47 ID:G6xNh65f
�������č|�Ƃ���S��������b�ڍ܂��������̂��Ȃ��Ȃ��B
574 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/06(��) 21:49:46.41 ID:G6xNh65f
�A�ł����܂���B
�퍻�Ȃ�S���Ȃ��ő��v�Ȃ�ł����ˁH
���[(-_-;)�Ȃ�ł������Ă����̓_���ł��ˁB
�Ƃ肠�����ߏ��ɔp�ƒb�肪�Q���A���_�b��H��Ƃ����̂�����܂���Ōy����q���肵�Ă������B
�퍻�Ȃ�S���Ȃ��ő��v�Ȃ�ł����ˁH
���[(-_-;)�Ȃ�ł������Ă����̓_���ł��ˁB
�Ƃ肠�����ߏ��ɔp�ƒb�肪�Q���A���_�b��H��Ƃ����̂�����܂���Ōy����q���肵�Ă������B
575 �F570�F2012/08/06(��) 22:06:28.98 ID:wIS93K1+
>>571
�����͉����|�ނŔ����Ă܂�
>>574
�n��+�n���Ȃ��퍻�����ł��ς��Ȃ��ł��܂�
�n��+�|�̏ꍇ�͒b�ڕs�ǂ��ł₷���̂œS���������ق�������ł�
���R�͕�����܂������������A�����ł������܂�����
���̌��ʂɂȂ�܂���
�퍻�������Ɨ���₷�����炩�ȁH�Ǝv���Ă��܂�
�����͉����|�ނŔ����Ă܂�
>>574
�n��+�n���Ȃ��퍻�����ł��ς��Ȃ��ł��܂�
�n��+�|�̏ꍇ�͒b�ڕs�ǂ��ł₷���̂œS���������ق�������ł�
���R�͕�����܂������������A�����ł������܂�����
���̌��ʂɂȂ�܂���
�퍻�������Ɨ���₷�����炩�ȁH�Ǝv���Ă��܂�
576 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/07(��) 21:08:30.18 ID:eD+0iuDM
>>575�����̃��j���[�ɂȂ��݂���������₢���킹�Ă݂܂��B
���肪�Ƃ��������܂�
���肪�Ƃ��������܂�
577 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/10(��) 22:09:06.90 ID:+K8Ari30
>>571
�킪���̂h�s�̓��[�U�Ɏg�p�@���\���������鎞�Ԃ�����܂���B
���̂��߁A���S�҂��x�e�����ɋ^��ɂ��Ă����˂���i��ڂɂ��邱�Ƃ�����܂��B
�������{���͎��́i���R�����Ȃǁj�����������ꍇ�̐ӔC�́A
�ڑ��ƎҁA�T�[�o�^�c�ҁA�V�X�e�����J�������G���W�j�A�ɂ���܂��B
���[�J���邢�͍w���X�ɂ����˂�ׂ��ł��B
���p�҂̎d���͎����i�f���̒�������邱�Ɓj�ł��B�������s���Ă͂Ȃ�܂���B
�f�l�����Z�p�Ɍ��y����̂́u�e�v�ł͂���܂���B�u���ӔC�v�ł��B
�C�O�̃v���t�F�b�V���i���́A�u���̎d���ł͂Ȃ��v�Ɠ�����͂��ł��B
�킪���̂h�s�̓��[�U�Ɏg�p�@���\���������鎞�Ԃ�����܂���B
���̂��߁A���S�҂��x�e�����ɋ^��ɂ��Ă����˂���i��ڂɂ��邱�Ƃ�����܂��B
�������{���͎��́i���R�����Ȃǁj�����������ꍇ�̐ӔC�́A
�ڑ��ƎҁA�T�[�o�^�c�ҁA�V�X�e�����J�������G���W�j�A�ɂ���܂��B
���[�J���邢�͍w���X�ɂ����˂�ׂ��ł��B
���p�҂̎d���͎����i�f���̒�������邱�Ɓj�ł��B�������s���Ă͂Ȃ�܂���B
�f�l�����Z�p�Ɍ��y����̂́u�e�v�ł͂���܂���B�u���ӔC�v�ł��B
�C�O�̃v���t�F�b�V���i���́A�u���̎d���ł͂Ȃ��v�Ɠ�����͂��ł��B
578 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/11(�y) 14:14:31.56 ID:0Aj5D322
>>577�����͍����Ȃ̂ł��B
�C�O�ł͂���܂���B
���{�Ǝ��̏����������_���D���ł��B
���ɐ��������ł͂Ȃ��Ă��S�Ă��Ђ�����߂Đ��i���Ă����Ηǂ��Ǝv���܂��B
�Ⴆ�����ł�
�C�O�ł͂���܂���B
���{�Ǝ��̏����������_���D���ł��B
���ɐ��������ł͂Ȃ��Ă��S�Ă��Ђ�����߂Đ��i���Ă����Ηǂ��Ǝv���܂��B
�Ⴆ�����ł�
579 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/11(�y) 16:29:47.98 ID:GLw8CyS7
������̂̓n���h�����������ǁ@Svord peasant knife mod
http://2ch-dc.mine.nu/v3/src/1344669535864.jpg
http://2ch-dc.mine.nu/v3/src/1344669593646.jpg
http://2ch-dc.mine.nu/v3/src/1344669646285.jpg
�A�N�����ϑw�łł����C�A���C�ɓ���Ȃ���1���蒼��
�ǂ����Ă��C�A�͓���̂Ŗ͗l�Ɍ�����悤�ɂ����ɂ��܂������ɕ��S����
http://2ch-dc.mine.nu/v3/src/1344669535864.jpg
{kind=link}
http://2ch-dc.mine.nu/v3/src/1344669593646.jpg
{kind=link}
http://2ch-dc.mine.nu/v3/src/1344669646285.jpg
{kind=link}
�A�N�����ϑw�łł����C�A���C�ɓ���Ȃ���1���蒼��
�ǂ����Ă��C�A�͓���̂Ŗ͗l�Ɍ�����悤�ɂ����ɂ��܂������ɕ��S����
580 �F�W�g�� ��NAiBHuyoBI �F2012/08/11(�y) 21:28:22.64 ID:rTm1vPni
>>579
�L���C�ł��ˁB
�����̖ʓ��m�̐ڍ��ł́A�v���X�`�b�N�n���}�[�ŋC�A��ǂ��o���悤�ɒ@����
�ڗ����Ȃ��Ȃ�ƁA�����Ō����o��������܂��B
�L���C�ł��ˁB
�����̖ʓ��m�̐ڍ��ł́A�v���X�`�b�N�n���}�[�ŋC�A��ǂ��o���悤�ɒ@����
�ڗ����Ȃ��Ȃ�ƁA�����Ō����o��������܂��B
581 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/12(��) 12:46:52.55 ID:a2BaXG+B
�����͔p�ƒb�艮��K�˂Ă��܂����B
�ꌏ�͖S���Ȃ��Ă��܂��Ēb������Еt������Ă��܂����A�����ꌏ�͏C����傾�����炵���|�Ȃǂ͂Ȃ��A�ƌ����Ă��܂��܂����B
�ŁA�}���O���[�u�Y�͂�͂�C�}�C�`�ł����ʔ̂ŃR�[�N�X�Ȃǂɗ���Ȃ��Ă��ނ悤�n�Y�n����ڎw���ĒY�q�T���̗������Ă��܂������A��������قƂ�ǔp�Ƃ��Ă��܂����B
�ꌏ�V���o�[�N���u�̗q������܂��������j���ŋx�݁B
�܂��s���Ă��܂��B
�ꌏ�͖S���Ȃ��Ă��܂��Ēb������Еt������Ă��܂����A�����ꌏ�͏C����傾�����炵���|�Ȃǂ͂Ȃ��A�ƌ����Ă��܂��܂����B
�ŁA�}���O���[�u�Y�͂�͂�C�}�C�`�ł����ʔ̂ŃR�[�N�X�Ȃǂɗ���Ȃ��Ă��ނ悤�n�Y�n����ڎw���ĒY�q�T���̗������Ă��܂������A��������قƂ�ǔp�Ƃ��Ă��܂����B
�ꌏ�V���o�[�N���u�̗q������܂��������j���ŋx�݁B
�܂��s���Ă��܂��B
582 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/22(��) 19:25:09.35 ID:k9/KfAd0
�Аn�̏����̗��A�����̂悤�ɂ���̂��Đ�������Ăł��܂���ł����B
�����R�c����܂����H
�~�̑傫�ȃO���C���_�ł��Ɨǂ��̂ł��傤���H
�����R�c����܂����H
�~�̑傫�ȃO���C���_�ł��Ɨǂ��̂ł��傤���H
583 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/22(��) 20:23:44.16 ID:3lOEHzBy
>>579
�C�A�͏��A�܂Ƃ��p���X�g�Ƃ��g���Ƃ�����
�C�A�͏��A�܂Ƃ��p���X�g�Ƃ��g���Ƃ�����
584 �F�W�g�� ��NAiBHuyoBI �F2012/08/22(��) 20:25:43.57 ID:Ck8ZDfOQ
>>582
�����A���͓u�ŗ��X�L���܂Ƃ��ɏo����悤�ɂȂ�ɂ͂��Ȃ�̌o������v���܂��B
���̏�������g���ł��A�܂Ƃ��ɗ������܂���E�l��1/5���炢�ł��傤���E�E
�Z���������I�X�X�����܂��B
�����A���͓u�ŗ��X�L���܂Ƃ��ɏo����悤�ɂȂ�ɂ͂��Ȃ�̌o������v���܂��B
���̏�������g���ł��A�܂Ƃ��ɗ������܂���E�l��1/5���炢�ł��傤���E�E
�Z���������I�X�X�����܂��B
585 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/22(��) 21:01:46.22 ID:k9/KfAd0
>>584�Z���|���Ƃ́A�m�~�݂����Ȍ`�������Z���ŝP��̂ł��傤���H
�Z���A�L�Ō�������Ɖ������̑L���o�Ă��܂��B
�����̓��o�[�g�\�[�r�[�̃h���[�i�C�t�����Ă܂������ǂ�����傫������B
�B�ꍶ�v�삳��̃y�[�W�ł���炵���摜�����܂����B
��͂�A�m�~�̕������������悤�Ȍ`��15�~�����炢���ɂ����삷��̂ł��傤���H�S�|�ōd���Ă��č��̂��ȁH
�����A���̂ւ�ڂ���URL����܂����炨�肢�������܂��B
�Z���A�L�Ō�������Ɖ������̑L���o�Ă��܂��B
�����̓��o�[�g�\�[�r�[�̃h���[�i�C�t�����Ă܂������ǂ�����傫������B
�B�ꍶ�v�삳��̃y�[�W�ł���炵���摜�����܂����B
��͂�A�m�~�̕������������悤�Ȍ`��15�~�����炢���ɂ����삷��̂ł��傤���H�S�|�ōd���Ă��č��̂��ȁH
�����A���̂ւ�ڂ���URL����܂����炨�肢�������܂��B
586 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/22(��) 21:23:19.24 ID:k9/KfAd0
���Ȃ݂ɍ���͕Аn�̋Ȃ��菬�������܂����B
�ꖡ�͑��v���Ǝv���܂��������s���D�ł��B
http://mblg.tv/shyoboy/image/entry/10.jpg?t=211922&PHPSESSID=104be5126d1c071225fa9c5d8c2eb8ad&guid=on
�f�B�X�N�O���C���_�ƃn�C�X�̃i�C�t�ȂǂŸ�ظ����đȉ~�`�Ɏd�グ�����肪�Ă��Č������炦�炢���ƂɂȂ��Ă��܂��܂����B
�ꖡ�͑��v���Ǝv���܂��������s���D�ł��B
http://mblg.tv/shyoboy/image/entry/10.jpg?t=211922&PHPSESSID=104be5126d1c071225fa9c5d8c2eb8ad&guid=on
{kind=link}
�f�B�X�N�O���C���_�ƃn�C�X�̃i�C�t�ȂǂŸ�ظ����đȉ~�`�Ɏd�グ�����肪�Ă��Č������炦�炢���ƂɂȂ��Ă��܂��܂����B
587 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/27(��) 14:46:04.36 ID:sJtorx+h
�A�}�`���A�ŗ������������Ȃ�Ė����ł���B
���[�^�[�Ƀ_�C�������h�r�b�g�������u�r�b�g����
�E��Ɍ����č��ǂ��H
���[�^�[�Ƀ_�C�������h�r�b�g�������u�r�b�g����
�E��Ɍ����č��ǂ��H
588 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/27(��) 18:22:27.70 ID:oDaHnF/Z
>>587���肪�Ƃ��������܂��B
���̐n���͊��ɏĂ����ꂵ�܂����̂ł��̂܂܂ɂ��Ă����܂��B
�Ƃ肠������������Ȃ�ΐ��Ǝv���̂�(�ԈႢ���ȁH)
����͂܂��Z�����쐬���܂��B
���悤���܂˂ł����A�W�m�~�̂悤�Ȍ`�ō�肽���Ǝv���܂��B
�b�ڂ������Ă݂܂��B
���̐n���͊��ɏĂ����ꂵ�܂����̂ł��̂܂܂ɂ��Ă����܂��B
�Ƃ肠������������Ȃ�ΐ��Ǝv���̂�(�ԈႢ���ȁH)
����͂܂��Z�����쐬���܂��B
���悤���܂˂ł����A�W�m�~�̂悤�Ȍ`�ō�肽���Ǝv���܂��B
�b�ڂ������Ă݂܂��B
589 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/28(��) 19:39:19.13 ID:/TSyfRgI
�����O�{�E��������ǁA�ǂ��ɂ�����������킩���̂�
�����ɉ摜�������Ă����H
�����ɉ摜�������Ă����H
590 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/28(��) 20:54:35.73 ID:sHuhGQ4u
591 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/29(��) 19:26:54.14 ID:U2xMU+Cc
�{���Y����Ƃ�������Ă�����t���̃V�[�X�͂ǂ�����ċ���������
���H���Ă�낤���H�@���H�����H
�i�C�t�}�K�W���Ƃ��ɂ͓����̖ؐ����������ڂ��ĂȂ������̂�
�N�������ė~�����ł��B
���H���Ă�낤���H�@���H�����H
�i�C�t�}�K�W���Ƃ��ɂ͓����̖ؐ����������ڂ��ĂȂ������̂�
�N�������ė~�����ł��B
592 �F2�_�u ��eqzxfGuHRU �F2012/08/29(��) 19:55:44.02 ID:WCI9zgqA
�����^���V�[�X�Ƃ�������̖̂w�ǂ͔��n�̋Z�p���ˁB
�Ȃ��A�ł��o���A���E�t���Ƃ��B�������̃s�b�J�s�J�ŋψ�ȕ\�ʎd�オ���
�ǂ�����Ēǂ�����ł�̂��͒m��Ȃ��B�S�����l�B
�]�k�����ǃi�C�t���C�J�[�Ő^�ʖڂɒ�������Ă�l����
���R���炢�Ȃ�łȂ����ȁB
�ł������ł͂������������Ėʐς̍L�����͋ɒ[�ɓ����B
�Ȃ��A�ł��o���A���E�t���Ƃ��B�������̃s�b�J�s�J�ŋψ�ȕ\�ʎd�オ���
�ǂ�����Ēǂ�����ł�̂��͒m��Ȃ��B�S�����l�B
�]�k�����ǃi�C�t���C�J�[�Ő^�ʖڂɒ�������Ă�l����
���R���炢�Ȃ�łȂ����ȁB
�ł������ł͂������������Ėʐς̍L�����͋ɒ[�ɓ����B
593 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/29(��) 20:05:10.56 ID:U2xMU+Cc
594 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/30(��) 19:31:25.13 ID:bGuTj1kE
�u���[�h���炾�Ƃ͂��߂Ă̎���
���苘�̑ւ��n���Ȃ܂��Ă�����Ɖ��H���ĔM�������Ȃ��������������ǂˁB
http://2ch-dc.mine.nu/v3/src/1346321362081.jpg
http://2ch-dc.mine.nu/v3/src/1346321780551.jpg
http://2ch-dc.mine.nu/v3/src/1346322057442.jpg
����ɂ͋����Ȃ����A�y�U���g�����Ă���͂��̎�̔���^�C�v�ɂ������łĂ�����B
���苘�̑ւ��n���Ȃ܂��Ă�����Ɖ��H���ĔM�������Ȃ��������������ǂˁB
http://2ch-dc.mine.nu/v3/src/1346321362081.jpg
{kind=link}
http://2ch-dc.mine.nu/v3/src/1346321780551.jpg
{kind=link}
http://2ch-dc.mine.nu/v3/src/1346322057442.jpg
{kind=link}
����ɂ͋����Ȃ����A�y�U���g�����Ă���͂��̎�̔���^�C�v�ɂ������łĂ�����B
>>594�@�����˂�
�@�@�@�@�@�u���[�n���h�����������ōō���
�@�@�@�@�@�u���[�n���h�����������ōō���
596 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/30(��) 23:15:24.16 ID:bGuTj1kE
597 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/31(��) 00:00:51.23 ID:LIh/U1F3
�A�N�����ϑw���Ă��Ƃ͉������d�˂ē\��t������ł���ˁH
��F���f���炵�����A
�ƃX���[�N�u���E���Ƃ��̑g�ݍ��킹���ʔ��������B
��F���f���炵�����A
�ƃX���[�N�u���E���Ƃ��̑g�ݍ��킹���ʔ��������B
598 �F���O�ȃJ�b�^�[(�m�́M)�F2012/08/31(��) 10:58:16.16 ID:eP/MpfkI
�ƃX���[�N�u���E�����ƈÂ����ɂȂ�̂��낤��
�ŏ�����Ȃ��Ču�������l���Ă���
�ł����F�g���悭�ăz���Z���X���ŐƏd�˂�������Č������ǂς��Ƃ��Ȃ�������
���ʂƒ��p�o����Ȃ烂�U�C�N��ɒ��荇�킹��̂���������
�ŏ�����Ȃ��Ču�������l���Ă���
�ł����F�g���悭�ăz���Z���X���ŐƏd�˂�������Č������ǂς��Ƃ��Ȃ�������
���ʂƒ��p�o����Ȃ烂�U�C�N��ɒ��荇�킹��̂���������
599 �F�W�g�� ��NAiBHuyoBI �F2012/08/31(��) 19:44:48.20 ID:dxzw2ITK
>>594
�X�e�L�ł��B
�`���C�g���̃i�C�t�Ȃ炱�̎�̃i�C�t�ŏ\���g���܂���ˁB
�܍��݃i�C�t�̓��b�N�@�\���ȗ����邱�ƂŁA��C�ɕ~����������܂���
�[�ނȂǏ��Ȃ��ޗ��ł����܂��̂ŐF�X�y���߂܂��ˁB
�F�X�ȃA�����W�̃O���b�v�A�܂��o������UP���Ă��������B
�X�e�L�ł��B
�`���C�g���̃i�C�t�Ȃ炱�̎�̃i�C�t�ŏ\���g���܂���ˁB
�܍��݃i�C�t�̓��b�N�@�\���ȗ����邱�ƂŁA��C�ɕ~����������܂���
�[�ނȂǏ��Ȃ��ޗ��ł����܂��̂ŐF�X�y���߂܂��ˁB
�F�X�ȃA�����W�̃O���b�v�A�܂��o������UP���Ă��������B
600 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/01(�y) 09:46:49.09 ID:N2GM4h/l
�A���t�@����̍�鋛�I�u�W�F�݂����ȃf�U�C���Ő܂肽���݃i�C�t�����
���̓A�N�����ɂ������ǂ���ϖ�����č�����ق���������
http://2ch-dc.mine.nu/v3/src/1346321362081.jpg
http://2ch-dc.mine.nu/v3/src/1346321780551.jpg
http://2ch-dc.mine.nu/v3/src/1346322057442.jpg
��ꂽ�����������낻��V���������Ȃ�
���̓A�N�����ɂ������ǂ���ϖ�����č�����ق���������
http://2ch-dc.mine.nu/v3/src/1346321362081.jpg
http://2ch-dc.mine.nu/v3/src/1346321780551.jpg
http://2ch-dc.mine.nu/v3/src/1346322057442.jpg
��ꂽ�����������낻��V���������Ȃ�
601 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/01(�y) 10:01:56.26 ID:N2GM4h/l
�딚���܂�������܂���
602 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/04(��) 00:50:49.33 ID:w1dwauxG
�z���C�g���l���}�C�J���^�����H����ꍇ�A�S���Ƃ������荞�ނƍ����Ȃ�Ǝv���̂ł����A
�ǂ̂悤�ɍH�v��������Ȃ�Ȃ��ł��傤���H
���̂��̂����Ȃ���p�̃y�[�p�[�ƁA���_�d�グ�ł����̂��ȁE�E�E
�ǂ̂悤�ɍH�v��������Ȃ�Ȃ��ł��傤���H
���̂��̂����Ȃ���p�̃y�[�p�[�ƁA���_�d�グ�ł����̂��ȁE�E�E
603 �F�� ��I54gjsTd9A �F2012/09/04(��) 02:48:17.36 ID:+yCRATjR
604 �F�W�g�� ��NAiBHuyoBI �F2012/09/04(��) 18:22:20.32 ID:gVqApEzw
605 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/04(��) 19:44:56.08 ID:w1dwauxG
606 �F�W�g�� ��NAiBHuyoBI �F2012/09/04(��) 21:35:25.49 ID:gVqApEzw
>>605
�o�t�Ȃǂŗ͔C���ɖ����Ɖ����Ȃ�܂�����A��ŕ\�ʂ��i�C�����s�@�����z
�Ȃǂ��g���A���ƂŃL���C�ɂ��邵���Ȃ��Ǝv���܂��B
�o�t�Ȃǂŗ͔C���ɖ����Ɖ����Ȃ�܂�����A��ŕ\�ʂ��i�C�����s�@�����z
�Ȃǂ��g���A���ƂŃL���C�ɂ��邵���Ȃ��Ǝv���܂��B
607 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/07(��) 18:14:22.84 ID:PZ8y94uL
���ꂩ�玩�삵�����l�Ȃ�ł����A
�u���[�h�̔w���ɃZ���[�V������t���Ă݂悤�Ǝv���Ă܂��B
�|�C���g���琔�Z���`���ꂽ�ʒu����u���[�h�̍����ӂ�܂ŁA
�Ⴆ��Ȃ�A���}�[�̃E�H�[���A�t�@�C�^�[�̗l�ȕt�������������̂ł����A
����Ȃ�e���@�ɂ͈����|����Ȃ���ł��傤���H
�|�C���g����t����̂����̓_���ŁA�P�����ł�����Ă���OK�Ȃ�ł��傤���H
�ڂ����l�����ĉ������B��낵�����肢���܂��B
�u���[�h�̔w���ɃZ���[�V������t���Ă݂悤�Ǝv���Ă܂��B
�|�C���g���琔�Z���`���ꂽ�ʒu����u���[�h�̍����ӂ�܂ŁA
�Ⴆ��Ȃ�A���}�[�̃E�H�[���A�t�@�C�^�[�̗l�ȕt�������������̂ł����A
����Ȃ�e���@�ɂ͈����|����Ȃ���ł��傤���H
�|�C���g����t����̂����̓_���ŁA�P�����ł�����Ă���OK�Ȃ�ł��傤���H
�ڂ����l�����ĉ������B��낵�����肢���܂��B
608 �F�W�g�� ��NAiBHuyoBI �F2012/09/07(��) 19:25:22.01 ID:EZ5scCZp
>>607
���ꂾ�����ƃO���[�Ƃ��������悤������܂���B
�K�@�ł��邱�Ƃm�ɐ����ł��Ȃ���A������������\���͔ے�ł��܂���E�E
�܂��A�u���[�h�̎p�E�A�E�g���C�����d�v�ł��B
�_�K�[�K���ł́A�u���E�ϐ��̌`��v���������̂��u���v�Ƃ��ċK�����ꂽ�̂ł�����
���n�����_���Ƃ����킯�ł͂���܂��A�O���[���Ǝv�����̂����Ȃ炵�����蒲�ׂ�
�����ł���悤�ɂ��Ă����Ă��������B
���Ȃ݂Ɍx�@�ɖ₢���킹�Ă��A�Ƃ肠�����u�_���v�ƌ����܂��B
�����W�҂��ӔC���Ȃ��̂ł��n�t���͏o���܂���B
���ꂾ�����ƃO���[�Ƃ��������悤������܂���B
�K�@�ł��邱�Ƃm�ɐ����ł��Ȃ���A������������\���͔ے�ł��܂���E�E
�܂��A�u���[�h�̎p�E�A�E�g���C�����d�v�ł��B
�_�K�[�K���ł́A�u���E�ϐ��̌`��v���������̂��u���v�Ƃ��ċK�����ꂽ�̂ł�����
���n�����_���Ƃ����킯�ł͂���܂��A�O���[���Ǝv�����̂����Ȃ炵�����蒲�ׂ�
�����ł���悤�ɂ��Ă����Ă��������B
���Ȃ݂Ɍx�@�ɖ₢���킹�Ă��A�Ƃ肠�����u�_���v�ƌ����܂��B
�����W�҂��ӔC���Ȃ��̂ł��n�t���͏o���܂���B
609 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/07(��) 21:02:59.10 ID:YQ29RBFj
>>608
���ӌ����肪�Ƃ��������܂��B��͂�O���[�ł����B
�_�K�[�K���������Ă���o�b�N�ɃZ���t���̃��f����]�茩�Ȃ��Ȃ����̂�
������������Ȃ�ł��傤���ˁB
�u���[�h�̌`��I�ɂ̓N���b�v�|�C���g�ɂ������̂ŁA���E�ϐ��ł͖����Ƃ͎v���̂ł����B
�Ƃ肠��������̔����Ă�Z���t�����f�����Q�l�ɍ���Ă݂悤���ƁB
���ӌ����肪�Ƃ��������܂��B��͂�O���[�ł����B
�_�K�[�K���������Ă���o�b�N�ɃZ���t���̃��f����]�茩�Ȃ��Ȃ����̂�
������������Ȃ�ł��傤���ˁB
�u���[�h�̌`��I�ɂ̓N���b�v�|�C���g�ɂ������̂ŁA���E�ϐ��ł͖����Ƃ͎v���̂ł����B
�Ƃ肠��������̔����Ă�Z���t�����f�����Q�l�ɍ���Ă݂悤���ƁB
610 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/08(�y) 10:36:21.34 ID:/xTdtDM7
����̋K���ɂ��ڂ�z���Ă�����B
611 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/08(�y) 13:36:00.33 ID:3O8dVjyp
����̋K���������d��ȃi�C�t�g�p�������N���Ȃ���
���������K���Ȃ�ĕς��Ȃ��ł��傤�B
�����ȈӖ��Ń_�K�[�̓�̕��͂��߂�ł��B
���������K���Ȃ�ĕς��Ȃ��ł��傤�B
�����ȈӖ��Ń_�K�[�̓�̕��͂��߂�ł��B
612 �FTABKOM ��POJzp6elOONY �F2012/09/09(��) 09:46:50.57 ID:1IeEpABt
�������}�[�N���[�N�X�̃i�C�t��A���g�p����ہA�摜�����x�ɑ��蔻�f�����܂����B
�b�͌��x����x�����܂ł������̂ł����A����܂ň�@�i�Ƃ��ĉ������ꂽ���т��Ȃ��Ƃ�����
�Ō��_�͉�������郊�X�N�͂��邯�ǁA��@�Ƃ͌����Ȃ��Ƃ������Ƃ��ς���Ȃ����̂ł����B
���̃_�K�[�K���ň�ԋ^�₾�����̂͋K���̐����ƊE�������狓���������Ƃł����B
���g�̋����n���ƊE�����q�ׂ̈ɍs�����ƕ����܂������A�{���ɂ����Ȃ�ł��傤���H
���[�U�[�Ƃ��Ă͐����w�����猂���ꂽ��ۂł��B
���{�����HP�ɂ͂��̂�����̐S�������Ă��܂����A�_�K�[�����ʎE���\�͂�
�����킯�ł͂Ȃ��̂ɍ����������������̋K���ɑ��A���[�U�[�A���肩��\�������R�c��
�����������Ȃ��͖̂{���ɕs�v�c�łȂ�܂���B
�K������O�ɍH�Ɨ����̓��{�Ń��[�U�[�E���肩���̃W�������̐n�������グ�鎖�̈Ӗ����c�_���ꂽ��
�͂������ł��傤���H
�b�͌��x����x�����܂ł������̂ł����A����܂ň�@�i�Ƃ��ĉ������ꂽ���т��Ȃ��Ƃ�����
�Ō��_�͉�������郊�X�N�͂��邯�ǁA��@�Ƃ͌����Ȃ��Ƃ������Ƃ��ς���Ȃ����̂ł����B
���̃_�K�[�K���ň�ԋ^�₾�����̂͋K���̐����ƊE�������狓���������Ƃł����B
���g�̋����n���ƊE�����q�ׂ̈ɍs�����ƕ����܂������A�{���ɂ����Ȃ�ł��傤���H
���[�U�[�Ƃ��Ă͐����w�����猂���ꂽ��ۂł��B
���{�����HP�ɂ͂��̂�����̐S�������Ă��܂����A�_�K�[�����ʎE���\�͂�
�����킯�ł͂Ȃ��̂ɍ����������������̋K���ɑ��A���[�U�[�A���肩��\�������R�c��
�����������Ȃ��͖̂{���ɕs�v�c�łȂ�܂���B
�K������O�ɍH�Ɨ����̓��{�Ń��[�U�[�E���肩���̃W�������̐n�������グ�鎖�̈Ӗ����c�_���ꂽ��
�͂������ł��傤���H
613 �F2�_�u ��eqzxfGuHRU �F2012/09/10(��) 02:50:36.19 ID:wf7m1CWZ
>>612
�ƊE�̈ӌ����Ă������ˁA�ƒf�Őg������������c�������B
�s���Ɨ��@�͂Ƃɂ����l����K�v�Ƃ��Ă�����A�����炦�����̃_�K�[��
�K���ΏۂɂȂ�̂ɋc�_�ǂ��납���̐����グ��Ԃ��Ȃ�������B
���̒m��������̐l�B�̓v���A�}��킸�ق�100%�����Ă�����B
�ł����ɉ�������Ă��܂����@�ɗ����������悤�ȃp���[�́A
�l���ׂɋ߂��n�����[�J�[�ɂ͖��������B
�[�����̕ӂ͎U�X�����ė��������Ǝv�����ǁA�Ȃ�ō��H
�ƊE�̈ӌ����Ă������ˁA�ƒf�Őg������������c�������B
�s���Ɨ��@�͂Ƃɂ����l����K�v�Ƃ��Ă�����A�����炦�����̃_�K�[��
�K���ΏۂɂȂ�̂ɋc�_�ǂ��납���̐����グ��Ԃ��Ȃ�������B
���̒m��������̐l�B�̓v���A�}��킸�ق�100%�����Ă�����B
�ł����ɉ�������Ă��܂����@�ɗ����������悤�ȃp���[�́A
�l���ׂɋ߂��n�����[�J�[�ɂ͖��������B
�[�����̕ӂ͎U�X�����ė��������Ǝv�����ǁA�Ȃ�ō��H
614 �FTABKOM ��POJzp6elOONY �F2012/09/10(��) 06:57:29.90 ID:FuAXD1FK
>>613
���X�A���肪�Ƃ��������܂��B
���̃��X������̕��₻�̑����[�U�[�̕���s���ɂ����Ă��܂��\�������m
�ŏ������܂��Ă��炢�܂����B�X�C�}�Z��w
�܂��A���s���Ȗʂ����X���邩�Ǝv���܂��B�����Ă��l�т��܂��B
���̏�ł��̂悤�ȃJ�L�R�������Ē������̂́A����Ȃ������[�U�[�̕�����
�_�K�[�K���Ɋւ��A�[���͂��ĂȂ����nj��܂������͎̂d���Ȃ��Ƃ����j���A���X
�̐����Ă�������ł��B�_�K�[�K���ւ̔ᔻ���͂����̃J�L�R��u���O�Ȃǂ�
�ڂɂ��Ă��܂������A�����ȍ~������ӌ������o����Ȃ�̕\�ʉ������������Ȃ�
�ƊE�S�̂Ƃ��Ď���Ă���̂��Ƃ���]���Ă���܂����B
����20�N�́u�e�K�����̋K���Ɋւ���ӌ����v�ɏq�ׂ��Ă���
�u���Ȃ��Ƃ��_�K�[�i�C�t�ɑ�\�����悤�ȗ��n�̐n���ɂ��ẮA
�{���I�ɓ˂��h�����߂̂��̂ł����ĎE���ɓK���Ă��Ċ댯������������A
����Ƃ��Ă̗L�p�����ł��邱�Ƃ���A�����ƍ߂Ɏg�p����邱�Ƃ�
���R�ɖh�����߂ɂ��A�������֎~���ׂ��ł���B�v
�ƌ����{�|�̂��܂����x�ɓY����ꂽ���s�̕��͂Ń_�K�[�̏����ւ̉\��
��D��ꂽ�܂܂Ȃ̂��Ȃ��ƁB
����������Y���̖�肩����������炯�̉����ł������A�ނ��������̒�R����
�������Ȃ�������Ԃ̋^��ł����B
�l����Ƃɂ͂��̃p���[���Ȃ������Ƃ̂��Ƃł����A�ӌ������o����ׂ�
����N�ɂ��炻�̃p���[�����C�������Ȃ��������ƁB�B�B
�ȏ�A������ώ��炵�܂���w
���X�A���肪�Ƃ��������܂��B
���̃��X������̕��₻�̑����[�U�[�̕���s���ɂ����Ă��܂��\�������m
�ŏ������܂��Ă��炢�܂����B�X�C�}�Z��w
�܂��A���s���Ȗʂ����X���邩�Ǝv���܂��B�����Ă��l�т��܂��B
���̏�ł��̂悤�ȃJ�L�R�������Ē������̂́A����Ȃ������[�U�[�̕�����
�_�K�[�K���Ɋւ��A�[���͂��ĂȂ����nj��܂������͎̂d���Ȃ��Ƃ����j���A���X
�̐����Ă�������ł��B�_�K�[�K���ւ̔ᔻ���͂����̃J�L�R��u���O�Ȃǂ�
�ڂɂ��Ă��܂������A�����ȍ~������ӌ������o����Ȃ�̕\�ʉ������������Ȃ�
�ƊE�S�̂Ƃ��Ď���Ă���̂��Ƃ���]���Ă���܂����B
����20�N�́u�e�K�����̋K���Ɋւ���ӌ����v�ɏq�ׂ��Ă���
�u���Ȃ��Ƃ��_�K�[�i�C�t�ɑ�\�����悤�ȗ��n�̐n���ɂ��ẮA
�{���I�ɓ˂��h�����߂̂��̂ł����ĎE���ɓK���Ă��Ċ댯������������A
����Ƃ��Ă̗L�p�����ł��邱�Ƃ���A�����ƍ߂Ɏg�p����邱�Ƃ�
���R�ɖh�����߂ɂ��A�������֎~���ׂ��ł���B�v
�ƌ����{�|�̂��܂����x�ɓY����ꂽ���s�̕��͂Ń_�K�[�̏����ւ̉\��
��D��ꂽ�܂܂Ȃ̂��Ȃ��ƁB
����������Y���̖�肩����������炯�̉����ł������A�ނ��������̒�R����
�������Ȃ�������Ԃ̋^��ł����B
�l����Ƃɂ͂��̃p���[���Ȃ������Ƃ̂��Ƃł����A�ӌ������o����ׂ�
����N�ɂ��炻�̃p���[�����C�������Ȃ��������ƁB�B�B
�ȏ�A������ώ��炵�܂���w
615 �F ��o/w2A05lLN0e �F2012/09/10(��) 09:34:04.89 ID:uJE0tnWx
>>614
���͂ˁA���̔̏Z�l�܂߂ă��[�U�[���A�N�V�����N�����Ȃ��������Ȃ̂�B
���[�J�[��V���b�v�́A�K���̓��������������_�Ŕ��Έӌ��o���Ă��������������ǁA�K�������܂���������炻��ɏ]�������Ȃ�����Ȃ��B
���[�U�[���Ȃ�A�K���̓������o�����_�ł��K�������܂����ȍ~�ł��A���Ή^���⏐�������͏o�����ł���H���Ă��Ȃ�Ęb�͕��������������ǁB
���̔ɂ��A�������Ƃ��b�o������x�̐g���̐l�͋����Ǝv�����ǁA�N�����������H
�n���̖^���}�x���ɘb���ɍs���������A�N�������ɗ��ĂȂ����A�{��c�ɋ�����Ȃ����e������K�������͓̂�����Č���ꂽ���ǁA����Șb��������ł͋�����Ȃ��������B
���͂ˁA���̔̏Z�l�܂߂ă��[�U�[���A�N�V�����N�����Ȃ��������Ȃ̂�B
���[�J�[��V���b�v�́A�K���̓��������������_�Ŕ��Έӌ��o���Ă��������������ǁA�K�������܂���������炻��ɏ]�������Ȃ�����Ȃ��B
���[�U�[���Ȃ�A�K���̓������o�����_�ł��K�������܂����ȍ~�ł��A���Ή^���⏐�������͏o�����ł���H���Ă��Ȃ�Ęb�͕��������������ǁB
���̔ɂ��A�������Ƃ��b�o������x�̐g���̐l�͋����Ǝv�����ǁA�N�����������H
�n���̖^���}�x���ɘb���ɍs���������A�N�������ɗ��ĂȂ����A�{��c�ɋ�����Ȃ����e������K�������͓̂�����Č���ꂽ���ǁA����Șb��������ł͋�����Ȃ��������B
616 �FTABKOM ��POJzp6elOONY �F2012/09/10(��) 10:33:50.42 ID:FuAXD1FK
>>615
���X�A���肪�Ƃ��������܂��I
��������鎖�͐��������̒ʂ肾�Ǝv���܂��B
���ɂ��Ă������i�C�t���̂ɂ����ĊS�������A�x�@��ŊւƝ��߂鎖�ł�⎞�ԍ�
�������Ă��̖��̉e������������悤�ɂȂ�܂����B
���[�U�[�E����E�V���b�v���A���̖����N����N�_�ɋ敪���͕K�v�Ȃ��悤�ɂ�
�v���܂����A�V���b�v�����ɂ̓��[�U�[�Ƃ͕ʂ̏��������̂ł��傤���H
�����g�͕ʌ��ňꎞ���������i�����̃S�^�S�^�Ŏ��߂܂������j���������Ƃ�����܂����A
���̖��̏ꍇ���Ƃǂ��납�Љ����Ȃ̂ōs�����N�����̂��ړI�Ȃ炢���m�炸�A
�U���I�Ɋ������Ă����߂錋�ʂ͓����Ȃ��Ǝv���܂��B
�����A��̑O�Ȃ爵���l�Ԏ��̖̂��ŕ@�ŏ���悤�Șb���@���Ƃ��Č��܂��Ă��܂�
�悤�ȏ�Ԃł����\�Ȃ炱�̃X�����N�_�ɍĂэs�����N�����Ȃ����Ǝv��������ł���܂��B
�N�������s�����X���ŕ��邻��ȂƂ��납��ł����̂��錋�ʂɂȂ��Ă����E�E�E������܂�
�O�i���Ǝv���܂��B�܂����̊��͂��ƊE�S�̂ɂ��v���X�ɓ����̂ł́E�E�ƁB
���͂ł����A�����g���s�����N�����A�܂������ł������Ă������������Ǝv���܂��B
���n�ȕ��́A��ώ��炵�܂����B
���X�A���肪�Ƃ��������܂��I
��������鎖�͐��������̒ʂ肾�Ǝv���܂��B
���ɂ��Ă������i�C�t���̂ɂ����ĊS�������A�x�@��ŊւƝ��߂鎖�ł�⎞�ԍ�
�������Ă��̖��̉e������������悤�ɂȂ�܂����B
���[�U�[�E����E�V���b�v���A���̖����N����N�_�ɋ敪���͕K�v�Ȃ��悤�ɂ�
�v���܂����A�V���b�v�����ɂ̓��[�U�[�Ƃ͕ʂ̏��������̂ł��傤���H
�����g�͕ʌ��ňꎞ���������i�����̃S�^�S�^�Ŏ��߂܂������j���������Ƃ�����܂����A
���̖��̏ꍇ���Ƃǂ��납�Љ����Ȃ̂ōs�����N�����̂��ړI�Ȃ炢���m�炸�A
�U���I�Ɋ������Ă����߂錋�ʂ͓����Ȃ��Ǝv���܂��B
�����A��̑O�Ȃ爵���l�Ԏ��̖̂��ŕ@�ŏ���悤�Șb���@���Ƃ��Č��܂��Ă��܂�
�悤�ȏ�Ԃł����\�Ȃ炱�̃X�����N�_�ɍĂэs�����N�����Ȃ����Ǝv��������ł���܂��B
�N�������s�����X���ŕ��邻��ȂƂ��납��ł����̂��錋�ʂɂȂ��Ă����E�E�E������܂�
�O�i���Ǝv���܂��B�܂����̊��͂��ƊE�S�̂ɂ��v���X�ɓ����̂ł́E�E�ƁB
���͂ł����A�����g���s�����N�����A�܂������ł������Ă������������Ǝv���܂��B
���n�ȕ��́A��ώ��炵�܂����B
617 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/10(��) 12:53:29.80 ID:T/x9DIRo
�����ł����e�H
������w�Ƃ��t���Ă邵�E�E
��s���ڂ����Ƃ���ōs�����N�����Ȃ������Ȃ瓯������������B
���������N���Ď��Ȏ咣�H
������w�Ƃ��t���Ă邵�E�E
��s���ڂ����Ƃ���ōs�����N�����Ȃ������Ȃ瓯������������B
���������N���Ď��Ȏ咣�H
618 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/10(��) 14:56:17.53 ID:9IIDpjAI
���́A�ƊE������K���������o�������Ƃ��B
�J�X�^���i�C�t���[�J�[�����K���Ɏ^����������B
���[�J�[����V���b�v�A�]�_�Ƃɂ�����܂ŋƊE����݂ŋK���x���A
���Ă������ƊE�哱�ŋK�����i�̂ɁA�X�̃��[�U�[�ɉ����ł���H
�p�u�R�������Ă��z���������njy����������Ă����ȁB
����ɁA��������ă��[�U�[�ɐӔC�������t���悤�Ƃ���B
�{���Ɋւ͕����Ă�B
�J�X�^���i�C�t���[�J�[�����K���Ɏ^����������B
���[�J�[����V���b�v�A�]�_�Ƃɂ�����܂ŋƊE����݂ŋK���x���A
���Ă������ƊE�哱�ŋK�����i�̂ɁA�X�̃��[�U�[�ɉ����ł���H
�p�u�R�������Ă��z���������njy����������Ă����ȁB
����ɁA��������ă��[�U�[�ɐӔC�������t���悤�Ƃ���B
�{���Ɋւ͕����Ă�B
619 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/10(��) 19:04:03.62 ID:J8Fwc4E8
�͂��͂��B���̘b�I���I
�����ǂ��ɂ��Ȃ�Ȃ��������A�r��邾���ł��傤�B
�����Ď���Ȃ��ǂ`�s�r�|�R�S����艖�����S�n�t��
�����߂��Ėh�K�i�֖��Ƃ��N���j������̂܂܂̏�Ԃ�ۂ��Ă����H
����Ƃ��K�т�H
�����ǂ��ɂ��Ȃ�Ȃ��������A�r��邾���ł��傤�B
�����Ď���Ȃ��ǂ`�s�r�|�R�S����艖�����S�n�t��
�����߂��Ėh�K�i�֖��Ƃ��N���j������̂܂܂̏�Ԃ�ۂ��Ă����H
����Ƃ��K�т�H
620 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/10(��) 20:39:31.33 ID:Ms0gHCoh
�l�I�ɂ́A���f���K���p�̃K���u���[�t�I�X�X���B
�[�߂ɐ��߂āA�ȕz�Ŗ�������̎������D����
�Ђ����݂̎��ԈȊO�͐������̒ʂ�ɂ���A���X�K�т邱�Ƃ͂Ȃ���B
�[�߂ɐ��߂āA�ȕz�Ŗ�������̎������D����
�Ђ����݂̎��ԈȊO�͐������̒ʂ�ɂ���A���X�K�т邱�Ƃ͂Ȃ���B
621 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/10(��) 23:00:09.66 ID:J8Fwc4E8
>>620
���肪�Ƃ��������܂��B�����ɔ����Ă݂܂��B
���肪�Ƃ��������܂��B�����ɔ����Ă݂܂��B
622 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/11(��) 20:46:35.85 ID:vOdSrnCg
�i�C�t����肽���I�Ǝv�������ē�����W�߂Ă����̂ł����A��͂艹�������ł����ˁB
�s���Z�݂Ȃ̂ʼn���ꏊ�ɍ����Ă��܂����̂ł����A�F����͏ꏊ�≹�̓s���͂ǂ����Ă܂����H
�s���Z�݂Ȃ̂ʼn���ꏊ�ɍ����Ă��܂����̂ł����A�F����͏ꏊ�≹�̓s���͂ǂ����Ă܂����H
623 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/12(��) 10:42:39.54 ID:TWGptryI
���X���ō���Đ��`���i�C�t���ɏē���ɏo�����@�Ȃ�A
�o�C�X �� �Œ肷�鎞�ɑ�Ƃ̊ԂɃS������A�o�C�X �� �Œ肷�鎞�ɍ|�ނƂ̊ԂɃS������A
�����߂̃i�C�t�̍쐻�ŃK�}������Ȃ�A����Ȃɑ傫�ȉ��͂��Ȃ��B
�o�C�X �� �Œ肷�鎞�ɑ�Ƃ̊ԂɃS������A�o�C�X �� �Œ肷�鎞�ɍ|�ނƂ̊ԂɃS������A
�����߂̃i�C�t�̍쐻�ŃK�}������Ȃ�A����Ȃɑ傫�ȉ��͂��Ȃ��B
624 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/12(��) 17:47:54.28 ID:JvSAMfzy
�b�ڂɃ`�������W���Ă܂�������ł��B
��@���h���C���[�����ǃn���f�B�u�����[�w���B
���Ȃ�̉��ʂł���ˁB
�b���͎s�X����A���Ȃ��ق��������Ǝv���܂��B
�h���Ȃ�Ƃ������A�K���[�W���Ƃ����Ȃ艹�ʂ���Ǝv���܂��B
��@���h���C���[�����ǃn���f�B�u�����[�w���B
���Ȃ�̉��ʂł���ˁB
�b���͎s�X����A���Ȃ��ق��������Ǝv���܂��B
�h���Ȃ�Ƃ������A�K���[�W���Ƃ����Ȃ艹�ʂ���Ǝv���܂��B
625 �F�W�g�� ��NAiBHuyoBI �F2012/09/12(��) 21:11:57.99 ID:PO4nJiNB
>>622
�X�g�b�N�������[�o���i���o���j�ł��m�R��X���ŃM�R�M�R������
�s���@���ăJ�V������ŋ����܂��������ł���ˁB
��Ə���m�ۂł���A���ꂪ��ԂȂ̂ł���
����Ƃ��̓S���ȂǂŖh���E���U�������B
���Ƃ͍�Ǝ��Ԃ��l���邱�Ƃł��傤���B
�X�g�b�N�������[�o���i���o���j�ł��m�R��X���ŃM�R�M�R������
�s���@���ăJ�V������ŋ����܂��������ł���ˁB
��Ə���m�ۂł���A���ꂪ��ԂȂ̂ł���
����Ƃ��̓S���ȂǂŖh���E���U�������B
���Ƃ͍�Ǝ��Ԃ��l���邱�Ƃł��傤���B
626 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/13(��) 17:51:00.07 ID:XZVworGy
�{�����b�ڂɎ��s���܂����B
���ڎ��s���ē��ڂɃ`�������W���悤�Ƃ����牷�x���オ�炸�A�H�Ǝv������Ώ�������B
�����Ȃ����C���܂��āA�����܂��`�������W���܂��B��ނ�Ԃ߂Ēb�ڍ܂��悹�č|���悹�ĐԂ߂Ē@���B�@���Ɛڍ������ɍ|�����������Ă��܂��܂��B
�����R�c�Ȃǂ���܂����炲�������肢���܂��B
�����Ȃ�h�J���ƒ@���̂��_���Ȃ�ł��傤���B
���ڎ��s���ē��ڂɃ`�������W���悤�Ƃ����牷�x���オ�炸�A�H�Ǝv������Ώ�������B
�����Ȃ����C���܂��āA�����܂��`�������W���܂��B��ނ�Ԃ߂Ēb�ڍ܂��悹�č|���悹�ĐԂ߂Ē@���B�@���Ɛڍ������ɍ|�����������Ă��܂��܂��B
�����R�c�Ȃǂ���܂����炲�������肢���܂��B
�����Ȃ�h�J���ƒ@���̂��_���Ȃ�ł��傤���B
627 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/13(��) 21:04:23.95 ID:G7ZdbGdp
���s���������͂��낢�날���ʼn��Ƃ������Ȃ��ł����E�E�E
�E�n�������M����i�z�E����������Ɨn���邭�炢�܂Łj
�E�n���̎_���S���������āA�b�ڍ܂�U��|����
�E�|���悹�A����Ȃ��悤�ɉΏ��ɓ����
�E�Y�������Ƃ��Ԃ��đ������M����
�@�i�ŏ��̂����͉ΉԂ��U�钼�O�܂ʼn��M�����ق�������j
�E�|������Ȃ��悤�ɐ^��Ɉ����グ�A�ǐ^��ȂŌy���ꔭ�@��
�E����ʼn��t���ł��Ă���͂��Ȃ̂ŁA������x�_���S�������b�ڍ܂̍H��
�E�ΉԂ��o���O�Ŏ��o���A���ՂȂ��@��
�Ō�̒@�����͒b�艮�ɂ���ď������Ⴂ�܂�
���͐^�A�L��A�ؐ�̏��Œ@���܂����A�L��A�^�A�ؐ�ƒ@���l�����܂�
���x��@�������A�A�����Ȃǂ͌o������݂̂Ȃ̂ŁA�ǂ�ǂ����Ă݂��
�����Ǝv���܂�
���K����̂Ȃ�|�͂��������Ȃ��̂ŁASS400��2�{�p�ӂ��Ēb�ڂ���Ƃ����ł���
�������������
�E�n�������M����i�z�E����������Ɨn���邭�炢�܂Łj
�E�n���̎_���S���������āA�b�ڍ܂�U��|����
�E�|���悹�A����Ȃ��悤�ɉΏ��ɓ����
�E�Y�������Ƃ��Ԃ��đ������M����
�@�i�ŏ��̂����͉ΉԂ��U�钼�O�܂ʼn��M�����ق�������j
�E�|������Ȃ��悤�ɐ^��Ɉ����グ�A�ǐ^��ȂŌy���ꔭ�@��
�E����ʼn��t���ł��Ă���͂��Ȃ̂ŁA������x�_���S�������b�ڍ܂̍H��
�E�ΉԂ��o���O�Ŏ��o���A���ՂȂ��@��
�Ō�̒@�����͒b�艮�ɂ���ď������Ⴂ�܂�
���͐^�A�L��A�ؐ�̏��Œ@���܂����A�L��A�^�A�ؐ�ƒ@���l�����܂�
���x��@�������A�A�����Ȃǂ͌o������݂̂Ȃ̂ŁA�ǂ�ǂ����Ă݂��
�����Ǝv���܂�
���K����̂Ȃ�|�͂��������Ȃ��̂ŁASS400��2�{�p�ӂ��Ēb�ڂ���Ƃ����ł���
�������������
628 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/13(��) 21:07:33.75 ID:yMu57F+w
>>626
�|��������Ď��́A�@���͂��������{�|�����܂��ĂȂ��B
����������ƍ|�����߂Ă���A�|������ނ悤�Ƀn���}�[�ʼn��������Ă݂ẮH
�|��������Ď��́A�@���͂��������{�|�����܂��ĂȂ��B
����������ƍ|�����߂Ă���A�|������ނ悤�Ƀn���}�[�ʼn��������Ă݂ẮH
629 �F�W�g�� ��NAiBHuyoBI �F2012/09/13(��) 22:38:29.53 ID:PTjYco3E
>>626
�������̎����Α���̎��Z�ɂ��Č��邱�Ƃ͂��������ł����E�E
��������ĂċC�t�������Ƃ�����B
����Œb�ڂ𑽂����b��E�l���K���́A�������Z���ԂŖڂ��Ă��Ă��܂��܂��B
�F��ɂȂ�̂ł��傤���E�E�|�̐F�̍����r���킩��Ȃ��Ȃ�悤�ł��B
��Ǝ��ɂ̓|���J�[�{�l�C�g�A�ł���ΕΌ��̕ی�S�[�O���𒅗p���������B
�ӊO�ƒm���Ă��܂��A�v���X�`�b�N�͎��O����啝�ɃJ�b�g���Ă���܂��B
�������̎����Α���̎��Z�ɂ��Č��邱�Ƃ͂��������ł����E�E
��������ĂċC�t�������Ƃ�����B
����Œb�ڂ𑽂����b��E�l���K���́A�������Z���ԂŖڂ��Ă��Ă��܂��܂��B
�F��ɂȂ�̂ł��傤���E�E�|�̐F�̍����r���킩��Ȃ��Ȃ�悤�ł��B
��Ǝ��ɂ̓|���J�[�{�l�C�g�A�ł���ΕΌ��̕ی�S�[�O���𒅗p���������B
�ӊO�ƒm���Ă��܂��A�v���X�`�b�N�͎��O����啝�ɃJ�b�g���Ă���܂��B
630 �F2�_�u ��eqzxfGuHRU �F2012/09/14(��) 01:35:51.21 ID:cZWzhgAy
>>626
�z�[���Z���^�[�ɔ����Ă�6x30x1000mm���炢�̃t���b�g�o�[�����K�p�ɗǂ���B
���琄������ɑ������x�s���ŊԈႢ�Ȃ��Ǝv�����ǁA
���^�ő����ʂ̑����F���ƁA�\�ʂ͍����Ɍ����Ă����������܂��ĂȂ�����
�L�蓾���ˁB�t�˔M�͗��p�o����v�H
�c�܂ł�������g�߂�̂��ӎ����āA�ŏ��͂�����ƏĂ�������Ă��ǂ����炢��
����ł���Ă݂���ǂ����ȁB
���Ǝ_���疌�̏����͐_�o���Ȉʂ���ėǂ��Ǝv���B
�����Ɛ��ł����o����A���̒���ɒb�ڍ܂ł܂��ԈႢ�Ȃ�����
�s���Ȃ�傫�߂̃��C���[�u���V���d���B
�@�����͊L�悩���������ĉ���������悤�ɉ������������ƁA
�����悤�Ɏ茳���������Ē@���̂���Ԃ����߂��ȁB
�e����߂铮��ɂȂ�̂ŁA��r�I�u���ɂ������B
��Ŗڂ̕ی�B�ȈՓI�ȕ��ł������}�V�ɂȂ邯�ǁA�K���X�H�|�p��
�Ռ����K�l�����ɗǂ���B�L�Q�Ȕg���̃J�b�g���\�ɓ������Ă�̂�
���`���N�`���y�`���B
�z�[���Z���^�[�ɔ����Ă�6x30x1000mm���炢�̃t���b�g�o�[�����K�p�ɗǂ���B
���琄������ɑ������x�s���ŊԈႢ�Ȃ��Ǝv�����ǁA
���^�ő����ʂ̑����F���ƁA�\�ʂ͍����Ɍ����Ă����������܂��ĂȂ�����
�L�蓾���ˁB�t�˔M�͗��p�o����v�H
�c�܂ł�������g�߂�̂��ӎ����āA�ŏ��͂�����ƏĂ�������Ă��ǂ����炢��
����ł���Ă݂���ǂ����ȁB
���Ǝ_���疌�̏����͐_�o���Ȉʂ���ėǂ��Ǝv���B
�����Ɛ��ł����o����A���̒���ɒb�ڍ܂ł܂��ԈႢ�Ȃ�����
�s���Ȃ�傫�߂̃��C���[�u���V���d���B
�@�����͊L�悩���������ĉ���������悤�ɉ������������ƁA
�����悤�Ɏ茳���������Ē@���̂���Ԃ����߂��ȁB
�e����߂铮��ɂȂ�̂ŁA��r�I�u���ɂ������B
��Ŗڂ̕ی�B�ȈՓI�ȕ��ł������}�V�ɂȂ邯�ǁA�K���X�H�|�p��
�Ռ����K�l�����ɗǂ���B�L�Q�Ȕg���̃J�b�g���\�ɓ������Ă�̂�
���`���N�`���y�`���B
631 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/14(��) 12:40:21.89 ID:MH9A45ra
�F����A�h�o�C�X���肪�Ƃ��������܂��������Q�l�ɂȂ�܂��B
�t���b�g�o�[�ŗ��K���Ă݂܂��B
�ڂ���������̂͗n�ڂ������Ɩڂ��R���R������悤�Ȃ̂Ɠ����Ȃ�ł��傤���A�C�����܂��B
�Ώ��ł����A�ŏ��͑ω����K���d�˂��������ڒn��ωZ�����g�Ŗ��߂Đڍ�����������������ωZ�����g�Ōł߂��������瑗���\�Ȃ悤�ɉ����B
�����ɂ�3�~���̓S�Ɍ����J���ĕ~���Ă܂��B
��O�͐��|�̗����Ə����傫���������Ȃ邩������Ȃ��̂őω����K��u�������ɂ��Ă��܂��B
�����̓X�e�����X�̔ň͂��Ă܂����A��͂��O���ǂ��������ǂ��ł���ˁH
http://mblg.tv/kogatana/image/entry/1.jpg?t=122820
�t���b�g�o�[�ŗ��K���Ă݂܂��B
�ڂ���������̂͗n�ڂ������Ɩڂ��R���R������悤�Ȃ̂Ɠ����Ȃ�ł��傤���A�C�����܂��B
�Ώ��ł����A�ŏ��͑ω����K���d�˂��������ڒn��ωZ�����g�Ŗ��߂Đڍ�����������������ωZ�����g�Ōł߂��������瑗���\�Ȃ悤�ɉ����B
�����ɂ�3�~���̓S�Ɍ����J���ĕ~���Ă܂��B
��O�͐��|�̗����Ə����傫���������Ȃ邩������Ȃ��̂őω����K��u�������ɂ��Ă��܂��B
�����̓X�e�����X�̔ň͂��Ă܂����A��͂��O���ǂ��������ǂ��ł���ˁH
http://mblg.tv/kogatana/image/entry/1.jpg?t=122820
{kind=link}
632 �F2�_�u ��eqzxfGuHRU �F2012/09/14(��) 15:59:44.25 ID:1KylzH1U
>>631
�Ȃ�قǁB�F�̑傫���i�R���j�ɑ��ĕ��ʂ��傫�߂����
�t�ɗ₦���Ⴄ�\��������̂ŁB�z���Z���u���A���Ɠ��ɁB
���������Ƀ����K����lj����āA�R�[�N�X�����ʂ��t�˔M���グ���
�����ԗǂ��Ȃ��Ȃ����ȁB������t����ƍX�ɗǂ������B
�F�̕ۉ������オ��ƒb�ڃX�Q�[�y����B
�o����Β����������v���X�����K����~�������ȁB
���ƁA�R�[�N�X�͏o����������菬�����̂��x�^�[���Ǝv���B
�p�������Ă��������̉�肪�������A�Η͂������Ĉ��肷���B
���Ƃ̓g���C�A���h�G���[��w
�Ȃ�قǁB�F�̑傫���i�R���j�ɑ��ĕ��ʂ��傫�߂����
�t�ɗ₦���Ⴄ�\��������̂ŁB�z���Z���u���A���Ɠ��ɁB
���������Ƀ����K����lj����āA�R�[�N�X�����ʂ��t�˔M���グ���
�����ԗǂ��Ȃ��Ȃ����ȁB������t����ƍX�ɗǂ������B
�F�̕ۉ������オ��ƒb�ڃX�Q�[�y����B
�o����Β����������v���X�����K����~�������ȁB
���ƁA�R�[�N�X�͏o����������菬�����̂��x�^�[���Ǝv���B
�p�������Ă��������̉�肪�������A�Η͂������Ĉ��肷���B
���Ƃ̓g���C�A���h�G���[��w
633 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/14(��) 17:16:50.65 ID:vMNdxxsQ
627�ł�
�Ƃ肠�����A�R�̎��Ƀ����K��ς�ō������҂�����
�㕔��3������ɂȂ�ׂăs�U���݂����Ȍ`��ɂ����
���Ȃ�M�����������肻���ł���
��̐l�������Ă���悤�ɁA�������������̃R�[�N�X���x�^�[�ł���
�ŋ߂͑I��Ŕ�����悤�ȏł��Ȃ��̂ŁA����ł���
�}���O���[�u�Y�i���Y������ł���ō��ł����E�E�j��������ɂ���
������ΔR���̌��Ԃ��Ȃ��Ȃ��ĕ��������Ă������Ƃ����Ȃ��Ȃ��Ă��������H
�Ƃ肠�����A�R�̎��Ƀ����K��ς�ō������҂�����
�㕔��3������ɂȂ�ׂăs�U���݂����Ȍ`��ɂ����
���Ȃ�M�����������肻���ł���
��̐l�������Ă���悤�ɁA�������������̃R�[�N�X���x�^�[�ł���
�ŋ߂͑I��Ŕ�����悤�ȏł��Ȃ��̂ŁA����ł���
�}���O���[�u�Y�i���Y������ł���ō��ł����E�E�j��������ɂ���
������ΔR���̌��Ԃ��Ȃ��Ȃ��ĕ��������Ă������Ƃ����Ȃ��Ȃ��Ă��������H
634 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/14(��) 19:37:44.56 ID:MH9A45ra
���肪�Ƃ��������܂��B
�R�[�N�X�͖��m�ł킴�킴���ʂ�I��ł��܂��܂����B
��Ɉ�i�ω����K��u���ꍇ�͂���ς����͌ł߂������ǂ���ł��傤�˂��B
�ڒn�ɑωZ�����g�ŏ�肭�q����Ƃ�����ł������x���c�B
���ʂȂ̊W����������A�g���C�A���h�G���[�Ń`�������W�����܂��B
�����͏��J�ƁA�Z�����g�������Ė��������̂ő�����̂P���ł����B
�R�[�N�X�͖��m�ł킴�킴���ʂ�I��ł��܂��܂����B
��Ɉ�i�ω����K��u���ꍇ�͂���ς����͌ł߂������ǂ���ł��傤�˂��B
�ڒn�ɑωZ�����g�ŏ�肭�q����Ƃ�����ł������x���c�B
���ʂȂ̊W����������A�g���C�A���h�G���[�Ń`�������W�����܂��B
�����͏��J�ƁA�Z�����g�������Ė��������̂ő�����̂P���ł����B
635 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/14(��) 21:09:28.88 ID:Nm9LQDxS
�܂��`�����܂����킯�ł͂Ȃ��̂ŁA���u���ł����ł�
�ωZ�����g�͉��Ƃ��ɃS�~�ɂȂ�̂ŁA
�����͍r�ؓc�Ōł߂Ă��܂�
���ꂾ�Ɖ���ŁA����������ƍĂюg���ĕ֗��ł�
�ωZ�����g�͉��Ƃ��ɃS�~�ɂȂ�̂ŁA
�����͍r�ؓc�Ōł߂Ă��܂�
���ꂾ�Ɖ���ŁA����������ƍĂюg���ĕ֗��ł�
636 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/14(��) 23:12:13.28 ID:MH9A45ra
>>635�������I�S�y���̓y�ł��\�Ȃ킯�ł��ˁH
������Ƌ��g�������܂�����ł��̏��͂��肪�����ł��B
����̗��R�ɓo��Ɛ̂̒Y�q���������܂����A�ƔS�y�Ō����ɖ������Ă܂��B�̂̐l�̒m�b�����K���̂��ǂ��ł���ˁA���肪�Ƃ��������܂��B
������Ƌ��g�������܂�����ł��̏��͂��肪�����ł��B
����̗��R�ɓo��Ɛ̂̒Y�q���������܂����A�ƔS�y�Ō����ɖ������Ă܂��B�̂̐l�̒m�b�����K���̂��ǂ��ł���ˁA���肪�Ƃ��������܂��B
637 �F2�_�u ��eqzxfGuHRU �F2012/09/15(�y) 02:44:22.69 ID:HXnD4wBI
���͂��ł߂�K�v�����Ă���܂芴�������ƂȂ����ǂȁH
�����y���x������x�ŁA�����i�ڒ��j������K�v�͖����Ǝv���B
�����K�͏��Օi�����畔�ʖ��ɒ��������������Ȃ邵�B
���ς݂Ȃ����鎖�͖w�ǖ����Ǝv����B
�R�X�g�}�������Ȃ�c�ς݂ŊO�����������ԗ����Ƃ��B������ƃT�C�Y�Ⴄ���ǁB
�b������������Ɨǂ��ȁI
�����y���x������x�ŁA�����i�ڒ��j������K�v�͖����Ǝv���B
�����K�͏��Օi�����畔�ʖ��ɒ��������������Ȃ邵�B
���ς݂Ȃ����鎖�͖w�ǖ����Ǝv����B
�R�X�g�}�������Ȃ�c�ς݂ŊO�����������ԗ����Ƃ��B������ƃT�C�Y�Ⴄ���ǁB
�b������������Ɨǂ��ȁI
638 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/16(��) 02:59:40.31 ID:hHippMRc
>>637�����̓����K���d�˂������ł���Ă݂܂����B
�����Ɖ��s���𑝂₵�ď�ɊW���āA�����ɉ��x���オ��܂����B
�������b�ڂ͎��s�B
�܂����x������Ȃ��̂��A�ΉԂ��`���`���o��܂ł��܂������_���ł����B
�悵�A������x�I���ĂƂ���łǂ���~��ɂċ����I���B
�b�ڍ܂�t������ʼnΏ��ɂ��ǂ����犮�S�ɐ����ɂ��Ȃ��Ɨn���ė���Ă��܂���ł��傤���H
�܂��`�������W���܂��B
�I�[�N�V�����ň����I�K�Y�����������玎���Ɏg�����Y��ł܂��B
���ƁA�m�荇������L�t���̎��Ɛ��Y��ނŕ����Ă��炦�����Ȃ�Ŏ����Ă݂悤���ƁB
�R�[�N�X�͊y�V�ōw�����܂������������s�ւł��ˁB
�����Ɖ��s���𑝂₵�ď�ɊW���āA�����ɉ��x���オ��܂����B
�������b�ڂ͎��s�B
�܂����x������Ȃ��̂��A�ΉԂ��`���`���o��܂ł��܂������_���ł����B
�悵�A������x�I���ĂƂ���łǂ���~��ɂċ����I���B
�b�ڍ܂�t������ʼnΏ��ɂ��ǂ����犮�S�ɐ����ɂ��Ȃ��Ɨn���ė���Ă��܂���ł��傤���H
�܂��`�������W���܂��B
�I�[�N�V�����ň����I�K�Y�����������玎���Ɏg�����Y��ł܂��B
���ƁA�m�荇������L�t���̎��Ɛ��Y��ނŕ����Ă��炦�����Ȃ�Ŏ����Ă݂悤���ƁB
�R�[�N�X�͊y�V�ōw�����܂������������s�ւł��ˁB
639 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/16(��) 10:15:11.72 ID:JvDAbNED
������Ă܂��ˁ[�O�O
�`���`���܂ŏグ�Ēb�ڂł��Ȃ��̂ł���A
�_���S���Ώ����Œb�ڍ܂�����Ă��܂������E�E�E
�Ώ��ɖ߂��Ƃ��́A���S�ɐ����ɂ��|������Ȃ��悤��
�����Ώ��H���ʼn������ĒY�̏�ɂ�����
���̌セ���ƒY�����Ԃ��܂�
���s���̓��悪����A���������C�̗������A�h�o�C�X���ł����ł����E�E�E�O�O�G
�I�K�Y�͔��Y�ɐ��������Ă���̂ŁA���܂�����ĂȂ��Ǝv���܂�
�����������ăR�[�N�X�̕⏕�I�Ɏg�����ɂ͑��v���ȁH
��������L�t���̒Y���Ăɂ͂���̂ł���A������̂ق��������Ǝv���܂���
3�Z���`�p���炢�Ɋ����Ďg���Ƃ����ł�
�b�艮�Ɍ������Y�́A���������đ����R���s���A�����ē�炩�����̂��ŏ�ł�
���Y���g���b�艮�������ł����A�n���ɂ���Ă̓i����I���g���Ƃ��������܂�
���m�荇���̒Y���g���₷���āA�g���������ʂ���Ă��炦��̂ł����
�R�����͉����ł���
�`���`���܂ŏグ�Ēb�ڂł��Ȃ��̂ł���A
�_���S���Ώ����Œb�ڍ܂�����Ă��܂������E�E�E
�Ώ��ɖ߂��Ƃ��́A���S�ɐ����ɂ��|������Ȃ��悤��
�����Ώ��H���ʼn������ĒY�̏�ɂ�����
���̌セ���ƒY�����Ԃ��܂�
���s���̓��悪����A���������C�̗������A�h�o�C�X���ł����ł����E�E�E�O�O�G
�I�K�Y�͔��Y�ɐ��������Ă���̂ŁA���܂�����ĂȂ��Ǝv���܂�
�����������ăR�[�N�X�̕⏕�I�Ɏg�����ɂ͑��v���ȁH
��������L�t���̒Y���Ăɂ͂���̂ł���A������̂ق��������Ǝv���܂���
3�Z���`�p���炢�Ɋ����Ďg���Ƃ����ł�
�b�艮�Ɍ������Y�́A���������đ����R���s���A�����ē�炩�����̂��ŏ�ł�
���Y���g���b�艮�������ł����A�n���ɂ���Ă̓i����I���g���Ƃ��������܂�
���m�荇���̒Y���g���₷���āA�g���������ʂ���Ă��炦��̂ł����
�R�����͉����ł���
640 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/16(��) 13:44:43.44 ID:hHippMRc
>>639���炩�ɂ����ł��I�Ώ��ɖ߂����ɑS�R�C�����Ă܂���ł����B
�b�ڍ܂��p���p�������琅���݂����S�肪����̂Ő����ɂ��Ȃ��Ă��S������������̂��Ǝv���Ă܂����B�����ɋC�����čă`�������W���܂��B
�����͉J�łł����ł�
�b�ڍ܂��p���p�������琅���݂����S�肪����̂Ő����ɂ��Ȃ��Ă��S������������̂��Ǝv���Ă܂����B�����ɋC�����čă`�������W���܂��B
�����͉J�łł����ł�
641 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/20(��) 01:39:12.19 ID:9dvPBKYe
�����̓��b��X���H
�F�����[��
�F�����[��
642 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/20(��) 23:08:58.25 ID:geRbOqbO
�̃i�C�t�}�K�W���ɒb��ɒ����悪�A�ڂ���Ă����ȁB
643 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/22(�y) 01:26:03.73 ID:/DRSqv9N
�n�n��1000�������炢�̎R�،@��̎�����l���Ă����ǁA
�t���b�g�o�[��p�Ȃ�������A�p�C�v�̘p�Ȃ𗘗p���悤
(߄t�)(�_�)��!!
�t���b�g�o�[��p�Ȃ�������A�p�C�v�̘p�Ȃ𗘗p���悤
(߄t�)(�_�)��!!
644 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/22(�y) 08:23:43.76 ID:ycPKKJOq
�����Ԃ̔o�l��������
�Ă������邵�A�X�N���b�v���Ń^�_���R�Ŕ�����
�Ă������邵�A�X�N���b�v���Ń^�_���R�Ŕ�����
645 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/22(�y) 20:59:49.10 ID:yQn9RPTz
�@�o�[���̂悤�ȕ�(���e�R)
�@ttp://www.homemaking.jp/product_info.php?cPath=1105_701_1018&products_id=12899
�@ttp://www.homemaking.jp/product_info.php?cPath=1105_701_1018&products_id=12899
646 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/25(��) 20:34:54.24 ID:EXOWxtWx
>>619
�I����ATS34�̉������S�n�t���g���������߂�8���ɂ���Ă܂��B
�菇
�u���X�g��������ATS34�����̂܂܉������S�n�t�ɓ����B
1�������Ȃ������ɍ����ۂ��Ȃ�̂ŁA�����グ�ĐΊD���ɓ����B
���̌�A�o�P�c���ߐ�&�����œO����cWD40�Ƃ����h�K�����ނ�h�z�B
����
�F�����͍��Ƃ��������_�[�N�O���[���Ċ����ł��B
�������u���X�g�d�グ�Ȃ̂ʼn������B
���ӓ_
�S���肩�|����͕K�����܂��傤�B
�������S�n�t�̓L�`���Ǝg���܂��傤�B
�������S�n�t�ւ̒Ђ����ݎ��Ԃ���������ƁA����̉��ꂪ�o�܂��B
�I����ATS34�̉������S�n�t���g���������߂�8���ɂ���Ă܂��B
�菇
�u���X�g��������ATS34�����̂܂܉������S�n�t�ɓ����B
1�������Ȃ������ɍ����ۂ��Ȃ�̂ŁA�����グ�ĐΊD���ɓ����B
���̌�A�o�P�c���ߐ�&�����œO����cWD40�Ƃ����h�K�����ނ�h�z�B
����
�F�����͍��Ƃ��������_�[�N�O���[���Ċ����ł��B
�������u���X�g�d�グ�Ȃ̂ʼn������B
���ӓ_
�S���肩�|����͕K�����܂��傤�B
�������S�n�t�̓L�`���Ǝg���܂��傤�B
�������S�n�t�ւ̒Ђ����ݎ��Ԃ���������ƁA����̉��ꂪ�o�܂��B
647 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/27(��) 22:28:36.34 ID:aeDNarsa
http://sheffield.rgr.jp/saji/mikaduki_270.html
����̖؏₪�g���ɂ����č����Ă��܂��B
���������i�C�t�̏ꍇ�A�J�C�f�b�N�X�ŃV�[�X�����̂ł����
2���荇�킹��悤�ɂ��邩�A�ꖇ�ŕ�ݍ��ނ悤�ɂ��邩
�ǂ��炪�ǂ��ł��傤���H
�܂��A���̌`�ƈ��������镔���������̂ŃX�g�b�p�[�ɂȂ镔�������Ȃ����Ǝv���܂���
���̏ꍇ�́A���߂ɍ���Ė��C�ŌŒ肷�邵�������ł��傤���H
����̖؏₪�g���ɂ����č����Ă��܂��B
���������i�C�t�̏ꍇ�A�J�C�f�b�N�X�ŃV�[�X�����̂ł����
2���荇�킹��悤�ɂ��邩�A�ꖇ�ŕ�ݍ��ނ悤�ɂ��邩
�ǂ��炪�ǂ��ł��傤���H
�܂��A���̌`�ƈ��������镔���������̂ŃX�g�b�p�[�ɂȂ镔�������Ȃ����Ǝv���܂���
���̏ꍇ�́A���߂ɍ���Ė��C�ŌŒ肷�邵�������ł��傤���H
648 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/27(��) 23:10:04.21 ID:5B5bb25+
�����̃J�C�f�b�N�X�V�[�X��2���������Ǝv��
Blind Horse Machette�̃V�[�X�ɂ̓e���V�����̒��ߋ@�\������
http://www.tactical-life.com/online/tactical-knives/homestead-sling-blade/
�X�g�b�p�[�͌���̃R�[�f�����i�C�����������͊v�̃x���g���[�v�𗯂�
����Ƀx���N���Ȃǂ����ăn���h�����Œ肷�����
http://www.youtube.com/watch?v=ea2xP5nm53M#t=16m39s
�p��Ń`���[�g���A���i�������j
http://youtu.be/2pR3mu9_8xU
�������͎s�̃V�[�X�@Spec-OPS�Ȃǂ��낢��ȃ��[�J�[���o���Ă�
�ł�10�C���`�z�����Ǝ����ɂ͐S�����肪�Ȃ�
http://www.youtube.com/watch?v=yYEiLe7E2QA
�؏�̕R�̊�����
https://lh6.googleusercontent.com/-CfLh_rZ6nCA/UFbQEoBpMZI/AAAAAAAANJg/wCOQR7SlXrQ/s800/sanadahimo1.jpg
���Ԃ���[���̃n���h���̌Œ���@
http://www.toyokuni.net/kei/himo.htm
�ق��̓g���N�j�Ŗ؏�ɑ�������x���g���[�v�̃A�^�b�`�����g��P�i���肵�Ă���
�]�k�������̔ŃI���^���I�}�V�F�b�g�̃V�[�X�����r�Ŏ��삵���l�������͂�
Blind Horse Machette�̃V�[�X�ɂ̓e���V�����̒��ߋ@�\������
http://www.tactical-life.com/online/tactical-knives/homestead-sling-blade/
�X�g�b�p�[�͌���̃R�[�f�����i�C�����������͊v�̃x���g���[�v�𗯂�
����Ƀx���N���Ȃǂ����ăn���h�����Œ肷�����
http://www.youtube.com/watch?v=ea2xP5nm53M#t=16m39s
�p��Ń`���[�g���A���i�������j
http://youtu.be/2pR3mu9_8xU
�������͎s�̃V�[�X�@Spec-OPS�Ȃǂ��낢��ȃ��[�J�[���o���Ă�
�ł�10�C���`�z�����Ǝ����ɂ͐S�����肪�Ȃ�
http://www.youtube.com/watch?v=yYEiLe7E2QA
�؏�̕R�̊�����
https://lh6.googleusercontent.com/-CfLh_rZ6nCA/UFbQEoBpMZI/AAAAAAAANJg/wCOQR7SlXrQ/s800/sanadahimo1.jpg
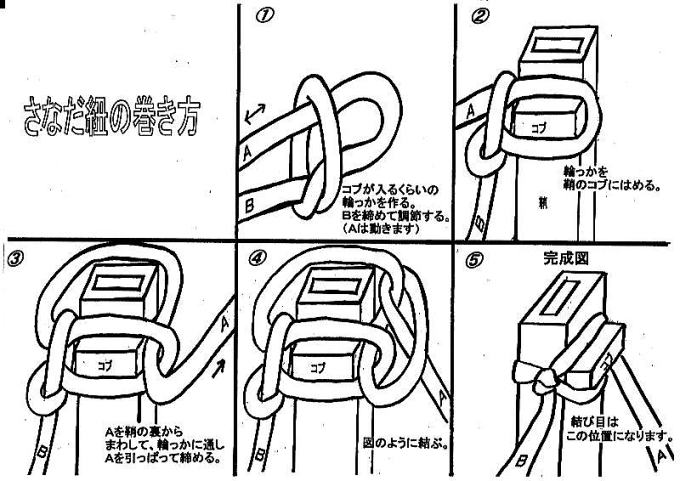{kind=link}
���Ԃ���[���̃n���h���̌Œ���@
http://www.toyokuni.net/kei/himo.htm
�ق��̓g���N�j�Ŗ؏�ɑ�������x���g���[�v�̃A�^�b�`�����g��P�i���肵�Ă���
�]�k�������̔ŃI���^���I�}�V�F�b�g�̃V�[�X�����r�Ŏ��삵���l�������͂�
649 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/27(��) 23:14:29.68 ID:39vmOKTq
���~�ɉ���ł�Ƃ����
�^���炢�̕����܂ŃJ�C�f�b�N�X�ŕ������������
�����Ƃ���ς���������
�^���炢�̕����܂ŃJ�C�f�b�N�X�ŕ������������
�����Ƃ���ς���������
650 �F���O�ȃJ�b�^�[(�m�́M)�F2012/09/27(��) 23:32:08.54 ID:aeDNarsa
>>648
�P���̎���Ȃ̂ɒ��J�Ƀ��X�����������肪�Ƃ��������܂��B
�J�C�f�b�N�X2���Ƀi�C�����̃X�g�b�p�[�ō���Ă݂܂��B
>>649
�����Ȃ�ł���ˁB
���ꂷ��Ɣ����Ƃ��Ƀe���V�����������葱���邩��
������ƍl�������ȂƁB
�P���̎���Ȃ̂ɒ��J�Ƀ��X�����������肪�Ƃ��������܂��B
�J�C�f�b�N�X2���Ƀi�C�����̃X�g�b�p�[�ō���Ă݂܂��B
>>649
�����Ȃ�ł���ˁB
���ꂷ��Ɣ����Ƃ��Ƀe���V�����������葱���邩��
������ƍl�������ȂƁB
651 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/02(��) 22:10:16.03 ID:/mho3+oz
�n���h������̗��K�p�ɂȂ肻���Ȉ����ȃn���h���ނ��ĂȂɂ�����܂����H
�z�[���Z���^�[�œK���ɖ؍ނ��č���Ă݂Ă����ꂽ����납�����肷��̂ŁE�E�E
�z�[���Z���^�[�œK���ɖ؍ނ��č���Ă݂Ă����ꂽ����납�����肷��̂ŁE�E�E
652 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/03(��) 11:54:03.21 ID:gFIvtZXA
>>651
�z�[���Z���^�[�ł������̎ȍ��h�Ƃ������Ă邩�炻�ꔃ����
�����̂ł́H�@�t���^���O�p�ɂQ�������Ă��T�O�O�~���x�ł��B
>>���ꂽ����납������
���Ő��삵���̂�H
�z�[���Z���^�[�ł������̎ȍ��h�Ƃ������Ă邩�炻�ꔃ����
�����̂ł́H�@�t���^���O�p�ɂQ�������Ă��T�O�O�~���x�ł��B
>>���ꂽ����납������
���Ő��삵���̂�H
653 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/03(��) 15:44:33.84 ID:DbYt7EWH
���Ƃ��p�C���ނ��H
654 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/04(��) 00:18:08.32 ID:+0Ue6d2P
>>652
>>653
�`�[�N�ނƐ��ł���
�K���Ɍł����Ȃ��̑I��ł��܂����̂�
���肪�Ƃ��������܂�
���Ƀz�[���Z���^�[�ɗ���������Ƃ��Ɏȍ��h��T���Ă݂܂���
>>653
�`�[�N�ނƐ��ł���
�K���Ɍł����Ȃ��̑I��ł��܂����̂�
���肪�Ƃ��������܂�
���Ƀz�[���Z���^�[�ɗ���������Ƃ��Ɏȍ��h��T���Ă݂܂���
655 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/04(��) 00:30:38.06 ID:l4Yk6waV
15�N�ʑO�ɁA����Ń��X�����O���C���_�[�ō���ė��n�̃i�C�t������B
������ƌ����o������A���̂������ǂ��ꂽ�B�d���ł��ꎞ�g���Ă���
���ǁA��y�Ɍ������āu�K���H��ł͂Ȃ��v�Ƃ������{���Ď̂Ă�ꂽ�B
����𗣂�Ă��̗ނ̎��삪�ł��Ȃ��Ȃ����Ȃ��B�������ɁA���X���ŏ���
�猤���o����Ԃ͂��������Ȃ��B���X�������̂����ւ�Ȃ�ˁB
������ƌ����o������A���̂������ǂ��ꂽ�B�d���ł��ꎞ�g���Ă���
���ǁA��y�Ɍ������āu�K���H��ł͂Ȃ��v�Ƃ������{���Ď̂Ă�ꂽ�B
����𗣂�Ă��̗ނ̎��삪�ł��Ȃ��Ȃ����Ȃ��B�������ɁA���X���ŏ���
�猤���o����Ԃ͂��������Ȃ��B���X�������̂����ւ�Ȃ�ˁB
656 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/04(��) 10:07:13.97 ID:ZQGB/Y1r
���n�̖ڗ��ă��X���ł����������
����܂蒷����������Ɩ�������
����܂蒷����������Ɩ�������
657 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/04(��) 13:16:18.29 ID:5TYbfW4M
658 �F�W�g�� ��NAiBHuyoBI �F2012/10/07(��) 13:09:11.19 ID:uR+5VOuj
>>651 ���̓P���L�Ȃ��D���ł��ˁB
�h�ނ����\�ȒP�ɓ���ł��܂��B
���Ɖԗ������H���悭�āA�Ƃ��ɃI�C���t�B�j�b�V������Ƃ����d�オ��ɐ���܂��B
>>655
����n���Ƃ��Ă̗p�r�ɓ��������i�C�t�Ƃ����W������������܂��B
http://bbs.avi.jp/photo/79024/
http://bbs.avi.jp/photo/79024/
����A�@�����f�U�C���E����ɒ��킵�Ă݂Ă��������ȁB
�h�ނ����\�ȒP�ɓ���ł��܂��B
���Ɖԗ������H���悭�āA�Ƃ��ɃI�C���t�B�j�b�V������Ƃ����d�オ��ɐ���܂��B
>>655
����n���Ƃ��Ă̗p�r�ɓ��������i�C�t�Ƃ����W������������܂��B
http://bbs.avi.jp/photo/79024/
http://bbs.avi.jp/photo/79024/
����A�@�����f�U�C���E����ɒ��킵�Ă݂Ă��������ȁB
659 �F�W�g�� ��NAiBHuyoBI �F2012/10/07(��) 14:14:28.18 ID:uR+5VOuj
����@�����N�\��ԈႢ
http://bbs.avi.jp/photo/79024/29824688
http://bbs.avi.jp/photo/79024/29824689
�ǂ����摜�f���̒��q�������ł��ˁE�E
http://bbs.avi.jp/photo/79024/29824688
http://bbs.avi.jp/photo/79024/29824689
�ǂ����摜�f���̒��q�������ł��ˁE�E
660 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/11(��) 00:53:19.57 ID:lvvkQfIt
>>658
������ӂ̃z�[���Z���^�[���������Ă݂��̂ł����؍ނ����Ȃ��i���������܂�Ȃ��݂����Ȃ̂�
�ʔ̂ŒT���Ă݂܂�
���肪�Ƃ��������܂���
������ӂ̃z�[���Z���^�[���������Ă݂��̂ł����؍ނ����Ȃ��i���������܂�Ȃ��݂����Ȃ̂�
�ʔ̂ŒT���Ă݂܂�
���肪�Ƃ��������܂���
661 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/19(��) 18:46:30.28 ID:Zm3AuPHA
���R�̎����Ɏg�����ƁA���̔̒m�������ɍ���Ă݂��B
�N�N���܂����ˁ@http://bbs.avi.jp/photo/79024/29824720
�]�����|�ނł��łɂ���Ă݂��B
����T�o�C�o�[�X�y�V����
��http://bbs.avi.jp/photo/79024/29824721
���X�������������Ď肪���ɂ����B
���߂Ă�����D�������Ă�
�N�N���܂����ˁ@http://bbs.avi.jp/photo/79024/29824720
�]�����|�ނł��łɂ���Ă݂��B
����T�o�C�o�[�X�y�V����
��http://bbs.avi.jp/photo/79024/29824721
���X�������������Ď肪���ɂ����B
���߂Ă�����D�������Ă�
662 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/19(��) 19:02:11.38 ID:gAFpRJhI
SUGEEEEEEEE�I�I
663 �F�W�g�� ��NAiBHuyoBI �F2012/10/19(��) 19:03:51.45 ID:3TczFuK4
>>661
����͑啨���B
�撣��܂����ˁA�M���ɂ͂悳�����ȃf�U�C���ł��炵���ł��B
���ۂɎg���Ă݂ĉ��Ǔ_���o�Ă�����܂�����Ă݂Ă��������B
�Q�l�܂łɁB
�������i�C�t�̎B�e�͓V�C�̈������ɒ��ԏ�ȂǂœܓV�̋��
�f�����ނ悤�ɎB����Y��ɂƂ�܂��B
�܊p��J�č�����i�C�t�A�Y��ɎB���Ďc���Ă����Ă��������ȁB
�I�[�g�ŎB��Ɛ݂��������ʐ^�ɂȂ�܂�����A�f�W�J���̐ݒ�
WB�i�z���C�g�o�����X�j��ܓV�ɂ��邩�A�㏈���Ńu���[�h���j���[�g����
�O���[�ɂȂ�悤��������Ƃ悢�ł��B
����͑啨���B
�撣��܂����ˁA�M���ɂ͂悳�����ȃf�U�C���ł��炵���ł��B
���ۂɎg���Ă݂ĉ��Ǔ_���o�Ă�����܂�����Ă݂Ă��������B
�Q�l�܂łɁB
�������i�C�t�̎B�e�͓V�C�̈������ɒ��ԏ�ȂǂœܓV�̋��
�f�����ނ悤�ɎB����Y��ɂƂ�܂��B
�܊p��J�č�����i�C�t�A�Y��ɎB���Ďc���Ă����Ă��������ȁB
�I�[�g�ŎB��Ɛ݂��������ʐ^�ɂȂ�܂�����A�f�W�J���̐ݒ�
WB�i�z���C�g�o�����X�j��ܓV�ɂ��邩�A�㏈���Ńu���[�h���j���[�g����
�O���[�ɂȂ�悤��������Ƃ悢�ł��B
664 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/19(��) 19:27:52.96 ID:DguLGnI9
>>661
�N�N���̕��́A���̐n�n��ł��̕��̑傫���ƌ`�ƁA���̂��������͂��K�v�ɂȂ�Ǝv���B
�{��̃N�N����a���̍��������킩�邪�A�d���n���قǐK�肪�����Ȃ��Ă����肵�āA
�����ǂ��U���Ă��肩��X�b�|�����Ȃ��悤�ɂȂ��Ă���B
���p���̖ʂ��猾���Ƃ�����ƃL�r�V����������Ȃ��B
��ڂ̕��́A��r���郂�m���Ȃ��̂ő傫�����悭�킩��Ȃ����A
�n�n�肪180mm�O��ŁA�n����4mm�ȏ゠��Ȃ�A
����Ƃ��ď[�����p�ɑς���Ǝv���B�K��̌`����C�C�������B
��ɐ���Ă镔�������邪�A���ۊp����g���Ă��āA
�}��c����������̂ɁA�����|����ӏ����ق����Ǝv�����Ƃ�����B
�������p�̕Аn�ƍl����A�����J���̂ɂ��g�������B
�N�N���̕��́A���̐n�n��ł��̕��̑傫���ƌ`�ƁA���̂��������͂��K�v�ɂȂ�Ǝv���B
�{��̃N�N����a���̍��������킩�邪�A�d���n���قǐK�肪�����Ȃ��Ă����肵�āA
�����ǂ��U���Ă��肩��X�b�|�����Ȃ��悤�ɂȂ��Ă���B
���p���̖ʂ��猾���Ƃ�����ƃL�r�V����������Ȃ��B
��ڂ̕��́A��r���郂�m���Ȃ��̂ő傫�����悭�킩��Ȃ����A
�n�n�肪180mm�O��ŁA�n����4mm�ȏ゠��Ȃ�A
����Ƃ��ď[�����p�ɑς���Ǝv���B�K��̌`����C�C�������B
��ɐ���Ă镔�������邪�A���ۊp����g���Ă��āA
�}��c����������̂ɁA�����|����ӏ����ق����Ǝv�����Ƃ�����B
�������p�̕Аn�ƍl����A�����J���̂ɂ��g�������B
665 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/19(��) 20:09:12.48 ID:Zm3AuPHA
>>662-664
���X���肪�Ƃ��������܂��B
�������������Ĉꉞ�̊����Ȃ̂ŁA���ꂩ��j�������Ƃ��܂��B
>>663
�B�e�̃R�c�܂�!?�@���肪�Ƃ��������܂��I
�łɐ~��a�Ɨ��₩�ɂԂ₩�ꂽ���X������܂��B
�����i�̃n���h�������点���犴�S�ɕς��܂����B
�N�N���܂����i���j���킵�Ă݂܂��B
>>664
���͂̓i�`�������ɍ��E90kg�I�[�o�[�ł��̂ŁA�撣��܂��i�k�j
�r�̗͂��g�킸�X�i�b�v�݂̂Ń`���b�v���₷���悤�A
�n���h�������������Ȑ��A�K�ɏ������݂��������Ă��܂��B
�����R�蒅�p���̃O���b�v���ɍ��킹�č��܂����B
�ʏ����̗l�ȕ��ɂ��邩�Y�̂ł����A���������ł��̂Œ��킵�܂����B
�����A���������Ƀe�X�g���Ă��Ȃ��̂Ō�����̌`��̃n���h���ɖ߂邩���ł������
����T�o�C�o�[�X�y�V�����̐n�n���16cm�A����3mm�B
�p�r�̓L�����vor�A�[�X���[�N�p�ł��B
��̓ˋN�͌ӓ��Ƃ��̌��������ӂ���l�ɂƕt���܂����B
�e�R�̌����ōӂ��C���p�N�g�����߂邽�߂ɐ�[�ɋ߂��ʒu�ցB
���̂Ƃ��떳���ȉ��M����Ԃł���B
���X���肪�Ƃ��������܂��B
�������������Ĉꉞ�̊����Ȃ̂ŁA���ꂩ��j�������Ƃ��܂��B
>>663
�B�e�̃R�c�܂�!?�@���肪�Ƃ��������܂��I
�łɐ~��a�Ɨ��₩�ɂԂ₩�ꂽ���X������܂��B
�����i�̃n���h�������点���犴�S�ɕς��܂����B
�N�N���܂����i���j���킵�Ă݂܂��B
>>664
���͂̓i�`�������ɍ��E90kg�I�[�o�[�ł��̂ŁA�撣��܂��i�k�j
�r�̗͂��g�킸�X�i�b�v�݂̂Ń`���b�v���₷���悤�A
�n���h�������������Ȑ��A�K�ɏ������݂��������Ă��܂��B
�����R�蒅�p���̃O���b�v���ɍ��킹�č��܂����B
�ʏ����̗l�ȕ��ɂ��邩�Y�̂ł����A���������ł��̂Œ��킵�܂����B
�����A���������Ƀe�X�g���Ă��Ȃ��̂Ō�����̌`��̃n���h���ɖ߂邩���ł������
����T�o�C�o�[�X�y�V�����̐n�n���16cm�A����3mm�B
�p�r�̓L�����vor�A�[�X���[�N�p�ł��B
��̓ˋN�͌ӓ��Ƃ��̌��������ӂ���l�ɂƕt���܂����B
�e�R�̌����ōӂ��C���p�N�g�����߂邽�߂ɐ�[�ɋ߂��ʒu�ցB
���̂Ƃ��떳���ȉ��M����Ԃł���B
666 �F2�_�u ��eqzxfGuHRU �F2012/10/21(��) 09:35:43.10 ID:ez7x2KFg
���E90kg�I�[�o�[���Ăǂ�ȃS��r�i�k�����j
�Ȃ����F�X�Ƒf���炵�߂��܂��B
�ق�̂�~��L�͒j�̎q�A�C�e���̕K�{�X�p�C�X���Ɗm�M���Ă���܂��B
���}�����Ȃ���ʔ����Ȃ���ˁB
�Ȃ����F�X�Ƒf���炵�߂��܂��B
�ق�̂�~��L�͒j�̎q�A�C�e���̕K�{�X�p�C�X���Ɗm�M���Ă���܂��B
���}�����Ȃ���ʔ����Ȃ���ˁB
667 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/21(��) 10:21:17.80 ID:3YS7OSOe
�����S������ƌĂԂ����Ȃ�W
�S�c!?�@�ߏ��ł́w�悭���A������D�N�x�Œʂ��Ă܂���B
���Ȃ݂ɃN�N������O�Ɋw�K�p�ɍ�����v���g�^�C�v������܂��̂ŁA
����������q�����ďグ�Ă݂܂��B
�W�g�����̂��w�E�ʂ�ɎB�e�������̂ł����A
�߂����قǂɐ���オ���Ă��܂��c
����p����悱���܌N
http://bbs.avi.jp/photo/79024/29824728
�{�������Ȑn�����炪��{�炵���ł����A
�|�ނ̐����Ŋo���悤�Ƃ����Ȃ�n�n��50cm�ɒ��킵�Ă݂܂����B
����������̂ł͂Ȃ��A�Ă��݂��E�ē���E�Ė߂���m�肽�������̂ƁA
�Y�f�|�̋C������m�肽�������́B�������Ɛ��������ɂ����Ǝv���āc
��ŁA�ǂ�Ȑꖡ�����ā[�ƁA����Ȃ�ł��B
http://bbs.avi.jp/photo/79024/29824729
���̂������������������B�͔C���ɓ��Ă����̂̐n���ڂꂪ������B
���̎�����N�N���܂����Ɣ���T�o�C�o�[�X�y�V��������ɓ��ݐ�܂����B
�w�K�p�Ƃ͌����A����̓K�`�Ŏ��p�s�����ł��B
���܁w�S�������Ă�낤��c�x�ƍ��������������܂����A
�g�p���������͑S�g���ɂœ����܂���B���������ł��B
���Ȃ͂��Ă��܂�������͂��Ă��܂���B
�@�����O�s�o�̂��킢�����Ȗ������c
���Ȃ݂ɃN�N������O�Ɋw�K�p�ɍ�����v���g�^�C�v������܂��̂ŁA
����������q�����ďグ�Ă݂܂��B
�W�g�����̂��w�E�ʂ�ɎB�e�������̂ł����A
�߂����قǂɐ���オ���Ă��܂��c
����p����悱���܌N
http://bbs.avi.jp/photo/79024/29824728
�{�������Ȑn�����炪��{�炵���ł����A
�|�ނ̐����Ŋo���悤�Ƃ����Ȃ�n�n��50cm�ɒ��킵�Ă݂܂����B
����������̂ł͂Ȃ��A�Ă��݂��E�ē���E�Ė߂���m�肽�������̂ƁA
�Y�f�|�̋C������m�肽�������́B�������Ɛ��������ɂ����Ǝv���āc
��ŁA�ǂ�Ȑꖡ�����ā[�ƁA����Ȃ�ł��B
http://bbs.avi.jp/photo/79024/29824729
���̂������������������B�͔C���ɓ��Ă����̂̐n���ڂꂪ������B
���̎�����N�N���܂����Ɣ���T�o�C�o�[�X�y�V��������ɓ��ݐ�܂����B
�w�K�p�Ƃ͌����A����̓K�`�Ŏ��p�s�����ł��B
���܁w�S�������Ă�낤��c�x�ƍ��������������܂����A
�g�p���������͑S�g���ɂœ����܂���B���������ł��B
���Ȃ͂��Ă��܂�������͂��Ă��܂���B
�@�����O�s�o�̂��킢�����Ȗ������c
669 �F�W�g�� ��NAiBHuyoBI �F2012/10/22(��) 20:39:19.48 ID:wQ77/E9d
>>661�S������
�t�H�[���_�[�̃J�X�^�����[�J�[�@���䂳��
�u�j�͊�Ȃ����ɋ��������������̂��̂��B�v
�Ƃ���������Ă܂����ˁ`
����v�f�͂������ɂ����X�p�C�X�ɂȂ�̂�������܂���B
���ƁE�E�����̑����Ȃ��悤�ɂ����ӂ��������B
�t�H�[���_�[�̃J�X�^�����[�J�[�@���䂳��
�u�j�͊�Ȃ����ɋ��������������̂��̂��B�v
�Ƃ���������Ă܂����ˁ`
����v�f�͂������ɂ����X�p�C�X�ɂȂ�̂�������܂���B
���ƁE�E�����̑����Ȃ��悤�ɂ����ӂ��������B
670 �F�W�g�� ��NAiBHuyoBI �F2012/10/22(��) 22:07:40.02 ID:wQ77/E9d
�{���Y��Ă܂����B
�O�A������Ə�������ł���Ă��b�茩�K���ȕ���
�����A�����p�ʐ^�̎B�蒼������Ă��̂őL�i�Z���j�̎ʐ^�����ł�
�B�点�Ă�����Ă��܂����B
http://bbs.avi.jp/photo/79024/29824737
�x���Ȃ��Đ\����Ȃ��ł��B
�O�A������Ə�������ł���Ă��b�茩�K���ȕ���
�����A�����p�ʐ^�̎B�蒼������Ă��̂őL�i�Z���j�̎ʐ^�����ł�
�B�点�Ă�����Ă��܂����B
http://bbs.avi.jp/photo/79024/29824737
�x���Ȃ��Đ\����Ȃ��ł��B
�����ߍx�Ŏ������Ă�l���āA���̃X���ɂǂꂮ�炢���邩�ȁH
off��邯�ǂǂ����납�B
ttp://shigetsune.blog.fc2.com/blog-entry-1078.html
�Ȃ��Ȃ������̍��������l�Ɍ��Ă��炤���Ă��Ȃ��Ǝv������
���������̂͂����@��ł͂Ȃ����납�B
off��邯�ǂǂ����납�B
ttp://shigetsune.blog.fc2.com/blog-entry-1078.html
�Ȃ��Ȃ������̍��������l�Ɍ��Ă��炤���Ă��Ȃ��Ǝv������
���������̂͂����@��ł͂Ȃ����납�B
672 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/27(�y) 19:22:00.52 ID:sLMW1BGQ
���@���͎��삵�Ă��Ȃ����A�Q���҂͗L���ȃv���������~�������������B
���������l�Ɍ��Ă�����Ĕ�]���Ă����Ȃ���
���܂Ōo���Ă���B���Ȃ���B
�̂̓i�C�t�V���[�ɍ�������������Ă�����
�i�C�t���[�J�[�Ɍ��Ă��炤�Ȃ�Ď����ł����炵������
���͂���Ȏ��ł��Ȃ�����ȁB
�~���Ȃ�Ă���Ȃ���Ȃ�����
������������ōl����A�v���̃i�C�t���[�J�[��
����i�C�t�̃A�}�`���A���A�債�����Ȃ���Ⴙ�B
���܂Ōo���Ă���B���Ȃ���B
�̂̓i�C�t�V���[�ɍ�������������Ă�����
�i�C�t���[�J�[�Ɍ��Ă��炤�Ȃ�Ď����ł����炵������
���͂���Ȏ��ł��Ȃ�����ȁB
�~���Ȃ�Ă���Ȃ���Ȃ�����
������������ōl����A�v���̃i�C�t���[�J�[��
����i�C�t�̃A�}�`���A���A�債�����Ȃ���Ⴙ�B
674 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/28(��) 23:17:47.68 ID:8x5fZ439
>>673
>>�債�����Ȃ���Ⴙ�B
�n�C�A�}�`���A�ƃv���̍��͂����܂Ŗ������������B
�ł����S�҂ƃv���̍��͗�R����ˁH
�t�H�[���f�B���O�i�C�t�ł��Ȃ����萡�@���������ɂȂ邱�Ƃ͖������낤���A
�e��ʑe���╽�ʓx�A�ˍ���������C�����C�̐��m���Ƃ��F�X���������B
�d���ŋZ�\�m�Ƃ��Z�\�P�������l�ԂƂ��Ȃ�Ƃ������B
>>�債�����Ȃ���Ⴙ�B
�n�C�A�}�`���A�ƃv���̍��͂����܂Ŗ������������B
�ł����S�҂ƃv���̍��͗�R����ˁH
�t�H�[���f�B���O�i�C�t�ł��Ȃ����萡�@���������ɂȂ邱�Ƃ͖������낤���A
�e��ʑe���╽�ʓx�A�ˍ���������C�����C�̐��m���Ƃ��F�X���������B
�d���ŋZ�\�m�Ƃ��Z�\�P�������l�ԂƂ��Ȃ�Ƃ������B
�N�����čŏ��͏��S�҂Ȃ��B
�ŏ����炤�܂������ȂA�����͂��Ȃ��悗
��B�������Ǝv��Ȃ���A�������͍̂��Ȃ��B
�ŏ����炤�܂������ȂA�����͂��Ȃ��悗
��B�������Ǝv��Ȃ���A�������͍̂��Ȃ��B
676 �F���O�ȃJ�b�^�[(�m�́M)�F2012/10/28(��) 23:56:28.19 ID:8x5fZ439
����Ⴛ�̒ʂ肾���A�~���̍������떂�����闝�R�ɂ͂Ȃ�ȁA�����B
��ʓI�ɉ����ɂ��ăg�b�v���x���̐l���ăZ���u�����邶���B
�Ⴆ�Ήؓ��A�����Ƃ���������g�b�v���x���̐l���W�܂�ꏊ��
������Ƃ������Ă݂ăj�R���Łu����Ă݂��v���x���̓�����������Ă����s���̂��ȁH
�i�C�}�K�Ƃ��ǂ�ł�Ɨ]�v�ɐg�\�����Ⴄ�C������B
�܂����S�ғ��m�ŏW�܂����ɂ��Ă��Z�\���������炳�܂ɂȂ����Ⴄ�낤���ǂˁB
�ǂ̐��E�ɂ������邱�ƂȂ낤���ǁA���S�҂���肭�U���������͂����ˁB
�����͂��邯�ǁA�ǂ̃��x���̏W�܂肪�����ɂƂ��Ĉ�ԗǂ��̂��A���ĂȁB
��ʓI�ɉ����ɂ��ăg�b�v���x���̐l���ăZ���u�����邶���B
�Ⴆ�Ήؓ��A�����Ƃ���������g�b�v���x���̐l���W�܂�ꏊ��
������Ƃ������Ă݂ăj�R���Łu����Ă݂��v���x���̓�����������Ă����s���̂��ȁH
�i�C�}�K�Ƃ��ǂ�ł�Ɨ]�v�ɐg�\�����Ⴄ�C������B
�܂����S�ғ��m�ŏW�܂����ɂ��Ă��Z�\���������炳�܂ɂȂ����Ⴄ�낤���ǂˁB
�ǂ̐��E�ɂ������邱�ƂȂ낤���ǁA���S�҂���肭�U���������͂����ˁB
�����͂��邯�ǁA�ǂ̃��x���̏W�܂肪�����ɂƂ��Ĉ�ԗǂ��̂��A���ĂȁB
677 �F���P����Free Tibet ��yl213OWCWU �F2012/10/29(��) 01:27:26.53 ID:WxPwP6AU BE:343980487-2BP(3200)
����Ȏ���~���Ǝv�����ȁE�E�E
������͉��4000�~���Ă̂��A����ۂǕ~���Ɏv�������ǂȂ�
������͉��4000�~���Ă̂��A����ۂǕ~���Ɏv�������ǂȂ�
679 �F�� ��I54gjsTd9A �F2012/10/29(��) 22:19:47.74 ID:lLDoisqC
���₢��A��ʔ�̕����E�E�E�E�E
�����o���
�����o���
680 �F2�_�u ��eqzxfGuHRU �F2012/10/30(��) 17:33:21.30 ID:deLv2R3w
�ꉞ�̊����i�Ƃ���3�A4�{������
���̐�ǂ�����Ώ�肭�Ȃ�̂��H�I�ȃe�[�}�͒N�ł��o�Ă���W���}�C�J�B
���[��[���ɁA������������Ȃ茵��������
�]���邩������Ȃ��A���Ă̂����m�������
����ł���肭�Ȃ肽���Ƃ��A�D���҂̂Ȃ��肪
�~�����Ǝv���邩�ǂ�������ˁB
�ʂɂ���Ȃ�C�����Ǝv���ΓƂ�ŃR�c�R�c������Ηǂ����B
�g�b�v���x���̐l�͉]�X�c�Ă̂͂�����Ɣڋ��߂��ˁH�Ƃ��v�����ǁA
���̏W�܂�Ɍ����ĉ]���A�ނ���g�b�v�ł���Ȃ������
�I�[�v���Ȋ����̐e���݈Ղ����X�Ȗ�ŁA
�ނ��땁�i�~���̍�����������l�قǍs������ǂ��Ǝv����B
�I���͍s���Ȃ�����w
���̐�ǂ�����Ώ�肭�Ȃ�̂��H�I�ȃe�[�}�͒N�ł��o�Ă���W���}�C�J�B
���[��[���ɁA������������Ȃ茵��������
�]���邩������Ȃ��A���Ă̂����m�������
����ł���肭�Ȃ肽���Ƃ��A�D���҂̂Ȃ��肪
�~�����Ǝv���邩�ǂ�������ˁB
�ʂɂ���Ȃ�C�����Ǝv���ΓƂ�ŃR�c�R�c������Ηǂ����B
�g�b�v���x���̐l�͉]�X�c�Ă̂͂�����Ɣڋ��߂��ˁH�Ƃ��v�����ǁA
���̏W�܂�Ɍ����ĉ]���A�ނ���g�b�v�ł���Ȃ������
�I�[�v���Ȋ����̐e���݈Ղ����X�Ȗ�ŁA
�ނ��땁�i�~���̍�����������l�قǍs������ǂ��Ǝv����B
�I���͍s���Ȃ�����w
681 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/03(�y) 13:18:13.58 ID:uiFEdGfH
����Ƃ͂�����ƈႤ��ł����A
�Â��K�̕������i�C�t�����X�g�A���悤�Ǝv���Ă܂��B
#400�̃y�[�p�[�ł��Ȃ薁���Ă��S�R�K�|�b�`�������܂���B
�����ƒႢ�Ԏ�̃y�[�p�[�Ŗ����Ȃ��ƑʖڂȂ�ł����ˁH
�Â��K�̕������i�C�t�����X�g�A���悤�Ǝv���Ă܂��B
#400�̃y�[�p�[�ł��Ȃ薁���Ă��S�R�K�|�b�`�������܂���B
�����ƒႢ�Ԏ�̃y�[�p�[�Ŗ����Ȃ��ƑʖڂȂ�ł����ˁH
682 �F�W�g�� ��NAiBHuyoBI �F2012/11/03(�y) 19:06:15.68 ID:AoTxBk9s
>>681
�T���h�u���X�g����Ă����悤�ȁA�������H�W�̂��m�荇���͂��܂��H
����S�́A�T�r�������ɐH������ł����X�������������ł��B
���S���Y��ɂȂ�܂ō��Ƃ��Ȃ葉���Ă��܂��܂�����A�ǂ��܂łŎ~�߂邩����ł���ˁB
�������Ҍ��܂ȂǂŃ|���z�[���̖h�K���������A���̂܂g���̂������Ǝv���܂��B
���ȊO�̎�́E�E
�T���h�u���X�g���\�ʏ���
�_���a���\�ʏ���
�Ȃǂł����ˁB
�T���h�u���X�g����Ă����悤�ȁA�������H�W�̂��m�荇���͂��܂��H
����S�́A�T�r�������ɐH������ł����X�������������ł��B
���S���Y��ɂȂ�܂ō��Ƃ��Ȃ葉���Ă��܂��܂�����A�ǂ��܂łŎ~�߂邩����ł���ˁB
�������Ҍ��܂ȂǂŃ|���z�[���̖h�K���������A���̂܂g���̂������Ǝv���܂��B
���ȊO�̎�́E�E
�T���h�u���X�g���\�ʏ���
�_���a���\�ʏ���
�Ȃǂł����ˁB
683 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/04(��) 05:34:00.18 ID:eT2sBy0u
>>682
�u���X�g������͒m�荇���ɂ͋��܂���ˁB
�Ƃ肠����#120�̃y�[�p�[�z�C�[����d�h���ɕt���Ė����Ă݂���ł����A
���������ʂ�K���[���H������ł�炵���Ȃ��Ȃ������܂���B
������������Ă݂āA�_���Ȃ�ǂ��őË����邩�l���܂��B
�A�h�o�C�X���肪�Ƃ��������܂����B
�u���X�g������͒m�荇���ɂ͋��܂���ˁB
�Ƃ肠����#120�̃y�[�p�[�z�C�[����d�h���ɕt���Ė����Ă݂���ł����A
���������ʂ�K���[���H������ł�炵���Ȃ��Ȃ������܂���B
������������Ă݂āA�_���Ȃ�ǂ��őË����邩�l���܂��B
�A�h�o�C�X���肪�Ƃ��������܂����B
684 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/04(��) 08:29:19.01 ID:zsXtdb8P
�����I�ɍ��ēʉ��ɂȂ邼
685 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/12(��) 21:37:23.82 ID:8x627OzC
�Â����͂������ǁA�n���h���߂��ɂ��鋋�����ɂ͂ǂ�Ȗ��𒍂������ł����H�O���X�H�~�V�����H
686 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/13(��) 02:20:24.57 ID:PUo1Pjy2
687 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/13(��) 09:06:23.14 ID:thSNsZ5M
�j�b�v������Ȃ��āA�W�����������ȃJ�b�v�݂����ȓz�H
�́A�e���̍H��Ō����Â��@�B�͂��������^�C�v����������
���������^�C�v���Ƃ����炾���ǁA�e���������Ă������́A
������~�V�������S�����������A�O���X�قǂł͂Ȃ��������
�Q�l�܂ł�
�́A�e���̍H��Ō����Â��@�B�͂��������^�C�v����������
���������^�C�v���Ƃ����炾���ǁA�e���������Ă������́A
������~�V�������S�����������A�O���X�قǂł͂Ȃ��������
�Q�l�܂ł�
�{�[���y���������ɓS���������Ă܂����B�����Ƃ�����Ɖ�����܂��B���ꂪ�j�b�v���ł��傤���H
�A������ʐ^�������Ă݂܂�
�A������ʐ^�������Ă݂܂�
689 �F�W�g�� ��NAiBHuyoBI �F2012/11/13(��) 19:22:36.99 ID:xqYQe9ZL
>>685
�I�C���J�b�v�ł��ˁB
http://www.haikanbuhin.com/shopping/detail/1094/
���x�̕K�v�Ȃ��@�B�ɂ̓v���X�I�C���̎g���Â������Ă܂��B
�S�x�̍����I�C���ł���Ȃ�ł������ł���B
�~�V����������Ȃ炻��ŏ\���B
�����W�̐l�Ȃ�I�C���Ȃ�Ċ��ł��g�߂ɂ���܂����A���i��������
��Ƃ�����Ȃ����̕��Ȃ�A�I�[�g�o�b�N�X�ȂǂŎ����Ԃ̃I�C�������������A�ʂɎc�����̂�
������Ă��Ă����ƐF�X�g���܂��B
���Ƃ��X�e�����X�|�Ɍ��������鎞�A100�ς̃n�P�Ńh�����̐�[�Ƀ`�����ƔS�x��
�����I�C���h�邾���őS�R�������Ⴂ�܂��B
�I�C���J�b�v�ł��ˁB
http://www.haikanbuhin.com/shopping/detail/1094/
���x�̕K�v�Ȃ��@�B�ɂ̓v���X�I�C���̎g���Â������Ă܂��B
�S�x�̍����I�C���ł���Ȃ�ł������ł���B
�~�V����������Ȃ炻��ŏ\���B
�����W�̐l�Ȃ�I�C���Ȃ�Ċ��ł��g�߂ɂ���܂����A���i��������
��Ƃ�����Ȃ����̕��Ȃ�A�I�[�g�o�b�N�X�ȂǂŎ����Ԃ̃I�C�������������A�ʂɎc�����̂�
������Ă��Ă����ƐF�X�g���܂��B
���Ƃ��X�e�����X�|�Ɍ��������鎞�A100�ς̃n�P�Ńh�����̐�[�Ƀ`�����ƔS�x��
�����I�C���h�邾���őS�R�������Ⴂ�܂��B
690 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/13(��) 20:12:06.61 ID:fVWiYjKZ
�S�������Ă��Ȃ�O���X�j�b�v����
�O���X�K���̐�[�������ĂĒ����`
�O���X�K���̐�[�������ĂĒ����`
691 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/13(��) 20:45:49.54 ID:I8ztEXR2
���肪�Ƃ��������܂�
�O���X�͐E��ɂ͂���܂����A���h�����ɂ��s���Ȃ��̂�
�Ƃ肠�����A�N���̃`�F�[�����u���S�������̂œ���Ă����܂���
���]�Ԃɂ͐�p�i�������̂Ŏg�����̂Ȃ����ł����A���́A�؍�Ɏg���Ă��������Ǝv���܂�
���Ȃ݂ɂ���Ȃ̒����܂���
http://imepic.jp/20121112/788970
�j�b�v���ɂ̓s���g����Ȃ������c
�O���X�͐E��ɂ͂���܂����A���h�����ɂ��s���Ȃ��̂�
�Ƃ肠�����A�N���̃`�F�[�����u���S�������̂œ���Ă����܂���
���]�Ԃɂ͐�p�i�������̂Ŏg�����̂Ȃ����ł����A���́A�؍�Ɏg���Ă��������Ǝv���܂�
���Ȃ݂ɂ���Ȃ̒����܂���
http://imepic.jp/20121112/788970
�j�b�v���ɂ̓s���g����Ȃ������c
692 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/13(��) 20:51:31.06 ID:XRQGXlYw
�S���̓����Ă�j�b�v���ł��I�C���w��̂��邯�ǂȁE�E�E�E�B
�Ƃ������d���Ŏg���킯�ł���������j�b�v���ɃO���X�����Ȃ��Ă������Ǝv���B
�j�b�v����������Ȃ�O���[�X�K���Ƃ��K�v�����A�O���X�̑啔���͎g��Ȃ��܂܂����Ƃ��Ȃ��Ⴞ���B
�j�b�v���͖��ꂵ�Ȃ��ׂɃO���X�Ƃ��I�C�������߂邱�Ƃ�
�ێ�_���̎�Ԃ��Ȃ����̂�����
���j��H���x�Ɏg���Ȃ�ғ����Ƃ���������556�������������炢�ł悢�Ǝv���B
�Ƃ������d���Ŏg���킯�ł���������j�b�v���ɃO���X�����Ȃ��Ă������Ǝv���B
�j�b�v����������Ȃ�O���[�X�K���Ƃ��K�v�����A�O���X�̑啔���͎g��Ȃ��܂܂����Ƃ��Ȃ��Ⴞ���B
�j�b�v���͖��ꂵ�Ȃ��ׂɃO���X�Ƃ��I�C�������߂邱�Ƃ�
�ێ�_���̎�Ԃ��Ȃ����̂�����
���j��H���x�Ɏg���Ȃ�ғ����Ƃ���������556�������������炢�ł悢�Ǝv���B
�ۓ��̖��͂��ˁB����͂��������B
694 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/18(��) 11:48:00.72 ID:FLSaqjr1
ttp://8408.teacup.com/kumakoh/bbs
�ȂH���̏ォ��ڐ��E�E�E
����������ɃP���J�����Ă��Ă邵
�����̗g������肪�A���2ch���ۂ����Ȃ�
�܂��O�������Z�̃Z���R�[�Ȃ�ď��F����Ȃ�������
�ȂH���̏ォ��ڐ��E�E�E
����������ɃP���J�����Ă��Ă邵
�����̗g������肪�A���2ch���ۂ����Ȃ�
�܂��O�������Z�̃Z���R�[�Ȃ�ď��F����Ȃ�������
695 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/18(��) 21:07:40.49 ID:9hkW5N3V
����H
���ĂȂ�����
���ĂȂ�����
696 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/19(��) 22:46:26.73 ID:ehgW408g
�f�B�X�N�O���C���_�[�ō|�ޑ�܂��ɃJ�b�g���Ă��Ă�����ɂȂ�Ȃ���ˁH
697 �F�W�g�� ��NAiBHuyoBI �F2012/11/19(��) 23:02:35.15 ID:cO+KLDJF
>>696
�Ԃ��Ȃ�Ȃ��悤�ɂ���Α��v�A�|�C���g�ȂǍׂ������͐T�d�ɁB
�Ԃ��Ȃ�Ȃ��悤�ɂ���Α��v�A�|�C���g�ȂǍׂ������͐T�d�ɁB
698 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/19(��) 23:04:59.15 ID:ehgW408g
699 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/19(��) 23:09:42.57 ID:WfNY9Tl6
�|�ނ����͂���O��ē����i�C�t�̂悤�ɔ�Ԃ��Ƃ�����炵�����炵������Œ肵�Ă�
700 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/19(��) 23:48:51.95 ID:e8e3AFk8
��������u���X�X�^�C���̃i�C�t��3�{���x�̏��S�҂ł����A
�n���h������肷���Ă��܂��č�蒼�����Ǝv���Ă��܂��B
��܂��ɍ�藎�Ƃ��Ă���c�����G�|�L�V�̓q�[�g�K����
�M���Ȃ���X�N���[�p�[�Ȃō킲���Ǝv���Ă��܂��B
���̂����Ŕ�������ł��傤���H
���Ƃ̓q���g�̌�������������ł����E�E�E
�n���h������肷���Ă��܂��č�蒼�����Ǝv���Ă��܂��B
��܂��ɍ�藎�Ƃ��Ă���c�����G�|�L�V�̓q�[�g�K����
�M���Ȃ���X�N���[�p�[�Ȃō킲���Ǝv���Ă��܂��B
���̂����Ŕ�������ł��傤���H
���Ƃ̓q���g�̌�������������ł����E�E�E
701 �F�W�g�� ��NAiBHuyoBI �F2012/11/20(��) 00:30:13.97 ID:RjU7Hewo
>>698
�܂��͊撣���Ă���Ă݂Ă��������A�S�[�O����}�X�N�ȂǕی������Y��Ȃ��B
�{�[���Ղ́A�i�C�t�Ɍ��炸������邤���Ŏ����Ă���ƕ֗��Ȃ��̂ł�����A
���������������B
>>700
�n���h���ނ��Ȃ�Ƃ����t�@�X�j���O�{���g�����m�R�Őؒf���n����X���ޑ�������
�ڒ��܂̏����E�E�@�ƂȂ�Ǝv���܂��B
�G�|�L�V�͂������ł����獪�C�̗v���Ƃł����A�܊p�M�����܂ŏI������i
�n���h���t�������Ċ����܂ł����Ă����Ă��������B
��̏C���Ȃǂ̏ꍇ�A�t���^���O�Ȃ��^�̃o�C�X�Ńn���h���ނ��ނ���Ƃ�悤��
�A�{���g�E�s���ނ̓R���^�[�}�V���Őؒf�A���Ƃ͐ڒ��܂��ƃx���g�T���_�[�⓮�͌���
�Ȃǂō��܂��B
�܂��͊撣���Ă���Ă݂Ă��������A�S�[�O����}�X�N�ȂǕی������Y��Ȃ��B
�{�[���Ղ́A�i�C�t�Ɍ��炸������邤���Ŏ����Ă���ƕ֗��Ȃ��̂ł�����A
���������������B
>>700
�n���h���ނ��Ȃ�Ƃ����t�@�X�j���O�{���g�����m�R�Őؒf���n����X���ޑ�������
�ڒ��܂̏����E�E�@�ƂȂ�Ǝv���܂��B
�G�|�L�V�͂������ł����獪�C�̗v���Ƃł����A�܊p�M�����܂ŏI������i
�n���h���t�������Ċ����܂ł����Ă����Ă��������B
��̏C���Ȃǂ̏ꍇ�A�t���^���O�Ȃ��^�̃o�C�X�Ńn���h���ނ��ނ���Ƃ�悤��
�A�{���g�E�s���ނ̓R���^�[�}�V���Őؒf�A���Ƃ͐ڒ��܂��ƃx���g�T���_�[�⓮�͌���
�Ȃǂō��܂��B
702 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/21(��) 21:09:50.95 ID:T8mOUB+O
�֏�Ŏ��≽�����ǁA�{�[���Ղ̓z�[���Z���^�[�Ŕ����Ă���P����`�Q�����x�̂ł��\���H
��ԗ~�����̂͐ݒu����ꏊ�����ǂ�
��ԗ~�����̂͐ݒu����ꏊ�����ǂ�
703 �F2�_�u ��eqzxfGuHRU �F2012/11/22(��) 12:33:45.21 ID:HebRXxSp
704 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/22(��) 14:07:29.73 ID:XVpoSXUc
���ÂȂ�KIRA�V�i�Ȃ牓�B���I�X�X��
705 �F�W�g�� ��NAiBHuyoBI �F2012/11/22(��) 19:27:20.14 ID:A3pO9Yr3
>>702
���ꂭ�炢�̉��i�тŒu����ɂ��]�T�������Ȃ�
http://kakaku.com/item/K0000095567/
�Ȃǂ������ł��傤���H
�P��ڂ͏����߂Ŏ������y�g���͈̔͂ŊԂɍ������̂��B
���傫�ȃ��[�N��A��a�̌�����K�v���łĂ����Ƃ��A�����傫�߂�
�ӂƂ��됡�@�ƃ��[�^�[�̑傫���Q��ڂ��l����̂��悢���Ǝv���܂��B
�Q��̐��ł����Ƃ������y�ł��B
�������ŏ��ɗV�Ԃ��A�ǂ����̂��������B
�x�X���̃X���ŏo�Ă���c�_�ł���ˁA�d���Ŏg�����Ƃ�O��Ƃ������Ȃǂ�
���R�A��҂ɂȂ��Ă���킯�ł����E�E
����Ƃ����̂͗ǂ����͍̂��������̉��l�͂���A�����������ł��K�v�Ȏ���
�������͂�قǂ����A�ƍl���Ă܂��B
�����A���[�N��ɂ߂Ă��܂�������S���ɖ�肪����̂̓_���ł����ˁB
���ꂭ�炢�̉��i�тŒu����ɂ��]�T�������Ȃ�
http://kakaku.com/item/K0000095567/
�Ȃǂ������ł��傤���H
�P��ڂ͏����߂Ŏ������y�g���͈̔͂ŊԂɍ������̂��B
���傫�ȃ��[�N��A��a�̌�����K�v���łĂ����Ƃ��A�����傫�߂�
�ӂƂ��됡�@�ƃ��[�^�[�̑傫���Q��ڂ��l����̂��悢���Ǝv���܂��B
�Q��̐��ł����Ƃ������y�ł��B
�������ŏ��ɗV�Ԃ��A�ǂ����̂��������B
�x�X���̃X���ŏo�Ă���c�_�ł���ˁA�d���Ŏg�����Ƃ�O��Ƃ������Ȃǂ�
���R�A��҂ɂȂ��Ă���킯�ł����E�E
����Ƃ����̂͗ǂ����͍̂��������̉��l�͂���A�����������ł��K�v�Ȏ���
�������͂�قǂ����A�ƍl���Ă܂��B
�����A���[�N��ɂ߂Ă��܂�������S���ɖ�肪����̂̓_���ł����ˁB
706 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/22(��) 20:41:03.42 ID:XVpoSXUc
��Ƒ�ɏ��T�C�Y�̏����ڂ̃x�^�o�C�X������ƕ֗����Ǝv���܂��B
�W�g������A
���肪�Ƃ��������܂��B
�ꉞ�n���h���������Ȃ�Ɋ�����������Ă���̂łǂ����悤���ȂƁB
���^�̑��x���g�T���_�[������̂ŁA�j�b�P���V���o�[�̃q���g��
�}�C�J���^�̃n���h���͊y�ɍ���Ǝv���܂����A��悤�Ɏc����
�G�|�L�V�����������ł��ˁB
�g�l�r�U�V�Ȃ̂ł����A�o�[�i�[�ŏĂ�����͂��Ȃ������ǂ��ł��傤���ˁB
�Ă��߂�Ȃ��l����ƔM�����Ȃ��������ԈႢ�Ȃ��̂ł��傤���ǁA
�x���g��y�[�p�[�ō�蔍�����̂��^���O�̕��ʂ��_�������ȋC�����āE�E�E
��芸�����n���ɂ���Ă݂܂��B
���肪�Ƃ��������܂��B
�ꉞ�n���h���������Ȃ�Ɋ�����������Ă���̂łǂ����悤���ȂƁB
���^�̑��x���g�T���_�[������̂ŁA�j�b�P���V���o�[�̃q���g��
�}�C�J���^�̃n���h���͊y�ɍ���Ǝv���܂����A��悤�Ɏc����
�G�|�L�V�����������ł��ˁB
�g�l�r�U�V�Ȃ̂ł����A�o�[�i�[�ŏĂ�����͂��Ȃ������ǂ��ł��傤���ˁB
�Ă��߂�Ȃ��l����ƔM�����Ȃ��������ԈႢ�Ȃ��̂ł��傤���ǁA
�x���g��y�[�p�[�ō�蔍�����̂��^���O�̕��ʂ��_�������ȋC�����āE�E�E
��芸�����n���ɂ���Ă݂܂��B
708 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/23(��) 15:09:04.92 ID:AkZU2JdM
�|�ނ̐ؒf�v�����ȏ�ɑ��
709 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/24(�y) 20:19:04.67 ID:2Xr+sxxu
�X�e���R�������݂����ȕ⏕�p�̖��g���Ă܂��H
710 �F�W�g�� ��NAiBHuyoBI �F2012/11/26(��) 19:08:28.45 ID:qWD7+ZL3
>>708
��ςł���A�i�C�t�ނ͐��ł����H�������ł�����B
���������ăf�B�X�N�O���C���_�[�̕��H
>>709
��������ꍇ�̓v���X�I�C���̔p���ł����B
���͒b���n�̕���ł�����ˁB
�i�C�t������̂悤�ɔ������Ȃ��̂ŁA���܂�g���Ă܂���B
�����AS&R�̂悤�ɗ֊s�ɉ����Č��A�˂�H�@�ł͐�Ύg�����ق��������ł��B
�p���ł��T���_���ł������ł�����A��H�h�������ɂ��邾���ō�ƌ��������܂��B
��ςł���A�i�C�t�ނ͐��ł����H�������ł�����B
���������ăf�B�X�N�O���C���_�[�̕��H
>>709
��������ꍇ�̓v���X�I�C���̔p���ł����B
���͒b���n�̕���ł�����ˁB
�i�C�t������̂悤�ɔ������Ȃ��̂ŁA���܂�g���Ă܂���B
�����AS&R�̂悤�ɗ֊s�ɉ����Č��A�˂�H�@�ł͐�Ύg�����ق��������ł��B
�p���ł��T���_���ł������ł�����A��H�h�������ɂ��邾���ō�ƌ��������܂��B
711 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/26(��) 19:57:02.66 ID:V8Sm557e
>>710
�����ł��B
��܂��Ȍ`��o���ă��X���Ő�������X�ł��B
�h�����h���C�o�ł���������ꂽ����f�B�X�N�O���C���_�[�Ȃ炳�����Ƃ���Ǝv��������Ȃ�����
�����ł��B
��܂��Ȍ`��o���ă��X���Ő�������X�ł��B
�h�����h���C�o�ł���������ꂽ����f�B�X�N�O���C���_�[�Ȃ炳�����Ƃ���Ǝv��������Ȃ�����
712 �F�W�g�� ��NAiBHuyoBI �F2012/11/26(��) 21:00:01.12 ID:qWD7+ZL3
S&R �Ȃ�ł��傤��
>>711
�ŏ��̈�{���Ă��������}���ł��܂���ł���ˁA�������y���݂ŁB
�}�C�y�[�X�ɁA�����Â��Ԃ����č���Ă����Ƃ����ł���B
�܂���Ƃ��i��V�тɗ��Ă��������ȁB
>>711
�ŏ��̈�{���Ă��������}���ł��܂���ł���ˁA�������y���݂ŁB
�}�C�y�[�X�ɁA�����Â��Ԃ����č���Ă����Ƃ����ł���B
�܂���Ƃ��i��V�тɗ��Ă��������ȁB
713 �F���O�ȃJ�b�^�[(�m�́M)�F2012/11/30(��) 11:51:35.70 ID:hbVAObML
�S�������܂łȂ�A�E�g���C���̐�o���͌��̐�q������
�o�C���^���Ȃǂ̗ǂ������m�R�ł��ق����y�ł��ˁB
��܂��ɐ�o������ł��A���m�R�Ōr�������Ɍ�������
�؍��݂������ς�����Ă����Ɛ��`���y�ł���B
�o�C���^���Ȃǂ̗ǂ������m�R�ł��ق����y�ł��ˁB
��܂��ɐ�o������ł��A���m�R�Ōr�������Ɍ�������
�؍��݂������ς�����Ă����Ɛ��`���y�ł���B
714 �F2�_�u ��eqzxfGuHRU �F2012/12/01(�y) 04:24:13.64 ID:3H0wkbWa
�R���^�[�������̓A�E�g���C���Ɍ����ׂāA���^�K�l�Œ@���Ċ������Ⴄ���ǂˁB
�\�R�\�R�̋��������邯�ǁA�m�R���y����B
�\�R�\�R�̋��������邯�ǁA�m�R���y����B
715 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/03(��) 16:37:54.99 ID:3aorsMni
�|�ނɃP�K�N�̂����ŕ\�Ɨ��Ŏ����Ă��܂��܂�
�������K�ƕ��x��t�̒�K�����Ȃ��ł������ɍ�Ƃ��₷���Ȃ���́A�K�v�Ȃ��̂��Ă��Ă���܂����H
�������K�ƕ��x��t�̒�K�����Ȃ��ł������ɍ�Ƃ��₷���Ȃ���́A�K�v�Ȃ��̂��Ă��Ă���܂����H
716 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/03(��) 16:44:49.53 ID:ugfHfiKL
�K���ɑz���ŏ�����
�|�ނɃ}�[�N��3���炢�J����
�g���y�Ƃ������鎆�̌^���Ƀ}�[�N���ɑΉ����������}�[�N��������
�}�[�N�������}�[�N�����킹�č|�ނ̗��\�ɂ�����
�|�ނɃ}�[�N��3���炢�J����
�g���y�Ƃ������鎆�̌^���Ƀ}�[�N���ɑΉ����������}�[�N��������
�}�[�N�������}�[�N�����킹�č|�ނ̗��\�ɂ�����
717 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/03(��) 18:12:10.19 ID:CPHxkb/e
�|�ނ̕ЖʂɌr��������A�|�ނ��ƃX�L�������ė��Ă�����i���E���]�ˁj���ʂ̌^���o���Ȃ��H
718 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/03(��) 19:05:45.12 ID:OAJt34GF
����p���Ƀf�U�C������2���R�s�[����̂�
�I���W�i�����c���Ċy�ł���
�܂����m�ɓ\��t������A
�O���C���_�[�Ő����ɐ�͓̂���Ƃ͎v�����ǁB
�I���W�i�����c���Ċy�ł���
�܂����m�ɓ\��t������A
�O���C���_�[�Ő����ɐ�͓̂���Ƃ͎v�����ǁB
719 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/03(��) 19:31:44.26 ID:mJzKwVnt
�O�`��o������Ȃ�A
�P�D�����ɓ]�ʂ��ăP�K�L���Ő蕪����A�p�[�c����K����ɂȂ��H
�Q�D�f�U�C�����O�`�ʂ�ɐ蔲���āA���\�Ƀ��C���������Ă���A�J�[�{�������g���č|�ނɓ]�ʂƂ��B
�P�D�����ɓ]�ʂ��ăP�K�L���Ő蕪����A�p�[�c����K����ɂȂ��H
�Q�D�f�U�C�����O�`�ʂ�ɐ蔲���āA���\�Ƀ��C���������Ă���A�J�[�{�������g���č|�ނɓ]�ʂƂ��B
720 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/03(��) 21:07:53.39 ID:qSBl0amM
�݂�ȕ��ʂɑΉ����Ă�Ƃ��������Ɨ��\�P�K���͓̂�����O�Ȃ̂��H�H
���̃����b�g������̂�����s�\����...
���̃����b�g������̂�����s�\����...
721 �F�W�g�� ��NAiBHuyoBI �F2012/12/03(��) 22:39:26.91 ID:RrO3r2O+
�x���`�O���C���_�[�Ȃǂ̓��͌�������ꍇ�Ȃ�A�����r�����g���Ȃ��l��
�����b�g���邩������܂��E�E
�������܂�K�v���������܂���A���\�ŃY�����牽�̈Ӗ����Ȃ��ł��傤���G
�J�b�`�������X�P�[�������A�s������|�C���g����ɃY���Ȃ��悤��
C�N�����v�ȂǂŌŒ肷��Η��ʃP�K����Ƃ͎v���܂��B
�����b�g���邩������܂��E�E
�������܂�K�v���������܂���A���\�ŃY�����牽�̈Ӗ����Ȃ��ł��傤���G
�J�b�`�������X�P�[�������A�s������|�C���g����ɃY���Ȃ��悤��
C�N�����v�ȂǂŌŒ肷��Η��ʃP�K����Ƃ͎v���܂��B
722 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/03(��) 22:39:41.05 ID:3aorsMni
���ɒ��킷��Ƃ��ɏ����Ă������������Ƃ������Ă݂܂�
���肪�Ƃ��������܂���
>>720
�s��p�Ȃ̂ł��ꂽ�肵�Ȃ������s���Ȃ̂ŁE�E�E
���ǃP�K�L�̎��_�ł���Ă��܂�����
���肪�Ƃ��������܂���
>>720
�s��p�Ȃ̂ł��ꂽ�肵�Ȃ������s���Ȃ̂ŁE�E�E
���ǃP�K�L�̎��_�ł���Ă��܂�����
723 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/04(��) 04:10:35.16 ID:XK86a9bB
>>714
�|���`�ł��܂߂Č������͈ӊO�Ǝ��Ԃ�����܂����A
�܂��A�ؕ�����U���Č�n�����ʓ|�Ȃ̂ŁE�E�E
�|���`�v�炸�̃A�E�g���C���K�C�h���g���Ă�
���̃o����肵�Ȃ���łȂ��Ƃ���肪�����ł��̂Łi�O�O�G
�R���^�[�ƃt���C�X���L�����炷��������܂��ˁB
>>722
�O�`����肾���ۂɃP�K�L�̕\������v������ꂽ��
�A�E�g���C���̐������o���₷���ƌ������Ƃł��傤���H
�^�����o���Ƃ��Ƀ|�C���g�ƃo�b�g���Qcm���炢�]����
�c���Ă����܂��i�K�C�h���X�y�[�X�p�j�B
�|�ނɌ^�����N�����v���āA�P�K���镔�����P�K���A
�N�����v�����܂܌^���̎c���������ɍ|�ނ���Ƃ�
����Ȃ��l�ɃK�C�h���𖾂��܂��i��Ɍ������̂ق����ǂ������j�B
�^�����|�ނ���͂����āA�������K�C�h���𗘗p���č|�ނ̗��ʂ�
���̌^�������Ԃ��ČŒ肵�A�������P�K���镔�����P�K���܂��B
�^�����|�ނ���͂����Č^���̎c�������������S�ɐ�o���A
�������P�K�L���Ɍ^�������킹�Ďc��̕��������P�K���A�ƌ����̂͂ǂ��ł��傤�H
�|���`�ł��܂߂Č������͈ӊO�Ǝ��Ԃ�����܂����A
�܂��A�ؕ�����U���Č�n�����ʓ|�Ȃ̂ŁE�E�E
�|���`�v�炸�̃A�E�g���C���K�C�h���g���Ă�
���̃o����肵�Ȃ���łȂ��Ƃ���肪�����ł��̂Łi�O�O�G
�R���^�[�ƃt���C�X���L�����炷��������܂��ˁB
>>722
�O�`����肾���ۂɃP�K�L�̕\������v������ꂽ��
�A�E�g���C���̐������o���₷���ƌ������Ƃł��傤���H
�^�����o���Ƃ��Ƀ|�C���g�ƃo�b�g���Qcm���炢�]����
�c���Ă����܂��i�K�C�h���X�y�[�X�p�j�B
�|�ނɌ^�����N�����v���āA�P�K���镔�����P�K���A
�N�����v�����܂܌^���̎c���������ɍ|�ނ���Ƃ�
����Ȃ��l�ɃK�C�h���𖾂��܂��i��Ɍ������̂ق����ǂ������j�B
�^�����|�ނ���͂����āA�������K�C�h���𗘗p���č|�ނ̗��ʂ�
���̌^�������Ԃ��ČŒ肵�A�������P�K���镔�����P�K���܂��B
�^�����|�ނ���͂����Č^���̎c�������������S�ɐ�o���A
�������P�K�L���Ɍ^�������킹�Ďc��̕��������P�K���A�ƌ����̂͂ǂ��ł��傤�H
���\���m�Ȍr�������K�v�ȂƂ�����
�x�x���X�g�b�v�̃��C���ƃq���g�̕t���ʒu���炢���ȁE�E�E
�x�x���X�g�b�v�̃��C���ƃq���g�̕t���ʒu���炢���ȁE�E�E
725 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/16(��) 01:04:41.30 ID:eUw/c7bi
�{�[���~����
726 �F�W�g�� ��NAiBHuyoBI �F2012/12/17(��) 01:09:50.26 ID:M5eX1W0b
>>725�@
�{�[���ՁA����Ƃ����ł���B
�i�C�t���C�L���O�ȊO�ɂ��ADIY��z�r�[���[�X�S�ʂɎg�����̂��铹��ł��B
�������g������{�[����
http://bbs.avi.jp/photo/79024/29824968
���a27�N���A�������قǒ����g���܂��B
�{�[���ՁA����Ƃ����ł���B
�i�C�t���C�L���O�ȊO�ɂ��ADIY��z�r�[���[�X�S�ʂɎg�����̂��铹��ł��B
�������g������{�[����
http://bbs.avi.jp/photo/79024/29824968
���a27�N���A�������قǒ����g���܂��B
727 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/19(��) 19:24:13.43 ID:v/6RZPaD
�܂��V�i�ł��i�C�t1�{�̒l�i�Ȃ���A
�ꏊ�������Ȃ甃�������Ǝv�����ǁB
�������܂�o�Ȃ��H����B
�ꏊ�������Ȃ甃�������Ǝv�����ǁB
�������܂�o�Ȃ��H����B
728 �F�W�g�� ��NAiBHuyoBI �F2012/12/20(��) 17:30:46.87 ID:hjKqS92+
�ŋ߁AS&R�ɋ�������������ق痈����悤�ł����A��{�ɕԂ���
����H�Ő蔲��������Ă݂܂��B
����͐싛���������߂̏����ȃo�[�h&�g���E�g������Ă݂܂��B
�����x�݂̊Ԃɋ}���ł�����̂ŎG�ł����A�Q�l�ɂȂ�E�E
http://bbs.avi.jp/photo/79024/29824983
1�A���Ƀf�U�C�������ă{�[�����ɓ\��A�蔲���Č^�����B
2�A�ޗ��Ɍ^���悹�P�K���B
�@ ����͍ޗ����������̂Ŗ̔p�ނɃr�X�~�߂�����@�ł���Ă݂܂��B
3�A�P�K�������C���̊O����4mm�Ō�����B
4�A��G�c�ł����m�R�ł̐蔲�������A�����͌��������Ă܂��B
�蔲������
http://bbs.avi.jp/photo/79024/29824984
����H�Ő蔲��������Ă݂܂��B
����͐싛���������߂̏����ȃo�[�h&�g���E�g������Ă݂܂��B
�����x�݂̊Ԃɋ}���ł�����̂ŎG�ł����A�Q�l�ɂȂ�E�E
http://bbs.avi.jp/photo/79024/29824983
1�A���Ƀf�U�C�������ă{�[�����ɓ\��A�蔲���Č^�����B
2�A�ޗ��Ɍ^���悹�P�K���B
�@ ����͍ޗ����������̂Ŗ̔p�ނɃr�X�~�߂�����@�ł���Ă݂܂��B
3�A�P�K�������C���̊O����4mm�Ō�����B
4�A��G�c�ł����m�R�ł̐蔲�������A�����͌��������Ă܂��B
�蔲������
http://bbs.avi.jp/photo/79024/29824984
729 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/20(��) 17:53:54.02 ID:+hxGr0aC
�ŏ������h�[���Ɏ��Ă���Ǝv�������ǁA
�i�X�f�o�Ɍ����Ă����B
�������s���|�C���g�ƕ��L�u���[�h���ĉ���_���Ă�́H
�i�X�f�o�Ɍ����Ă����B
�������s���|�C���g�ƕ��L�u���[�h���ĉ���_���Ă�́H
730 �F�W�g�� ��NAiBHuyoBI �F2012/12/20(��) 18:27:08.92 ID:hjKqS92+
����ł�����˂��B
���̏ꍇ�A���̎�̃i�C�t�͂ǂ����Ă��������邱�Ƃ�O��ɂ����
�A�W��̏k���łɂȂ��Ă���X��������܂��B�B
���Ȃ݂ɕ���20mm����܂���A���Ƃ��Ɛn�n��50��T2.0�̂��т��i�C�t�Ȃ�ł��B
amp;�@���Ă͂���͕̂��������̗ނł��傤���ˁO�O�G
���̏ꍇ�A���̎�̃i�C�t�͂ǂ����Ă��������邱�Ƃ�O��ɂ����
�A�W��̏k���łɂȂ��Ă���X��������܂��B�B
���Ȃ݂ɕ���20mm����܂���A���Ƃ��Ɛn�n��50��T2.0�̂��т��i�C�t�Ȃ�ł��B
amp;�@���Ă͂���͕̂��������̗ނł��傤���ˁO�O�G
731 �F�W�g�� ��NAiBHuyoBI �F2012/12/20(��) 18:50:57.52 ID:hjKqS92+
�����2.0mm����V��10�� 75�w�j�b�P���ϑw�ނ̒[�ނ��g���܂����B
�m�R�̓o�C���^�����g�킸�t���̓S�H�p�B
�����Ȃ猊�������̂܂ܐ�����ǂꂭ�炢�̃y�[�X�Ő�邩�A���ꂩ��
�ǂꂭ�炢�̃A�[���ŋȐ����邩�������Ă݂܂����B
��i�ޑ��x�͖���25mm���炢�@����͋ɔ��̃N���b�h�ނł����炠�܂�Q�l�ɂȂ�Ȃ������B
���ɂǂꂭ�炢�̃A�[���Ő�邩�́A12mm���̐n�ł��Ƃ����ނ�R200���炢�ł��傤���B
�iR180�@���a200mm�̉~���������֊s�̋Ȑ��������j
�m�R�̓o�C���^�����g�킸�t���̓S�H�p�B
�����Ȃ猊�������̂܂ܐ�����ǂꂭ�炢�̃y�[�X�Ő�邩�A���ꂩ��
�ǂꂭ�炢�̃A�[���ŋȐ����邩�������Ă݂܂����B
��i�ޑ��x�͖���25mm���炢�@����͋ɔ��̃N���b�h�ނł����炠�܂�Q�l�ɂȂ�Ȃ������B
���ɂǂꂭ�炢�̃A�[���Ő�邩�́A12mm���̐n�ł��Ƃ����ނ�R200���炢�ł��傤���B
�iR180�@���a200mm�̉~���������֊s�̋Ȑ��������j
732 �F�W�g�� ��NAiBHuyoBI �F2012/12/20(��) 18:57:24.76 ID:hjKqS92+
�����@�@�~�iR180�@���a200mm�̉~���������֊s�̋Ȑ��������j
�@�@�@�@���iR200�@���a200mm�̉~���������֊s�̋Ȑ��������j
������A�v�����킯�ł͂���܂��A�n���҂Ȃ�����Ə������A�[���Ő�o����
�̂�������܂���B
���A��{�I�Ƀm�R�̕��͍L���Ȃ�قǒ��i���萫�悭�^��������i�݁A
���������Ȃ�قNjȐ��I�ɐ��悤�ɂȂ�܂��B
�@�@�@�@���iR200�@���a200mm�̉~���������֊s�̋Ȑ��������j
������A�v�����킯�ł͂���܂��A�n���҂Ȃ�����Ə������A�[���Ő�o����
�̂�������܂���B
���A��{�I�Ƀm�R�̕��͍L���Ȃ�قǒ��i���萫�悭�^��������i�݁A
���������Ȃ�قNjȐ��I�ɐ��悤�ɂȂ�܂��B
733 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/20(��) 20:29:39.17 ID:+hxGr0aC
���ł��B
�Z���e�X�g���Ȃ��E�E�E
�f�ʂ�4mm���炢���Ǝv��������Ԉ�������ɖϑz���Ă��܂�����
����ώ��p���l����ƕ�`�b�N�ɂȂ�܂���ˁB
���Ȃ݂ɁA���L�̃g���E�g���o�[�h�͐n��14mm�ł����B
��w�̂��߂ɕ���������ł����ǁA
�W�g������͐��N��(5�N�H)�����H���Ă��Ƃ������Ƃł����A
���������������炢�Ȃ�ł����H
�Z���e�X�g���Ȃ��E�E�E
�f�ʂ�4mm���炢���Ǝv��������Ԉ�������ɖϑz���Ă��܂�����
����ώ��p���l����ƕ�`�b�N�ɂȂ�܂���ˁB
���Ȃ݂ɁA���L�̃g���E�g���o�[�h�͐n��14mm�ł����B
��w�̂��߂ɕ���������ł����ǁA
�W�g������͐��N��(5�N�H)�����H���Ă��Ƃ������Ƃł����A
���������������炢�Ȃ�ł����H
734 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/20(��) 21:26:27.52 ID:pAH7RZx1
�����H�ł���⁉
�H�z���͋����̕\�ʍ��Ȃ������������Ă�Ƃ͂悭���������̂ł����A
���ۂ̂Ƃ���ǂ��Ȃ�ł��傤���H
�H�z���͋����̕\�ʍ��Ȃ������������Ă�Ƃ͂悭���������̂ł����A
���ۂ̂Ƃ���ǂ��Ȃ�ł��傤���H
735 �F�W�g�� ��NAiBHuyoBI �F2012/12/20(��) 21:31:24.05 ID:hjKqS92+
�e�X�g�Ƃ������A���ꂩ��i�C�t���C�L���O������Ă݂����Ǝv����������
�Q�l�ɂ��Ă���������悤�ɂ��Ă�������ł��B
�̂͂��̃X���̖ʓ|�݂Ă��Ă��ꂽ�쉮��������A�ʂ̖ʔ������Ƃ��������������ŁB
���͍ŋߎ��ԓI�]�T������ق��Ȃ̂ŁA�b����E�m�E�n�E�̖ʂōv���ł��邱�Ƃ�����E�E�ƁB
���ƒ[�ނ̂悤�Ȃ��̂�����Ƃ���ƁA�ǂ����Ă��|�ރT�C�Y�ڈ�t�Ƀf�U�C��
�������Ȃ�̂��}�X�v���̃P�`�Ȑ����Ƃ������E�E�@
�ŁA�����L���Ȃ��Ă��܂����̂�����܂��B
�E����14�N�ł��B
�����A�̉Ė{�i�I�Ɍ����ł��Ȃ����߁A���̓n���h���t�����S�ɖ؍H�B
���܂ɊJ���Ǝ���A�����ĎG�p���Ă܂��B
�N��́E�E�E�@���Ă��������O�O�G
�Q�l�ɂ��Ă���������悤�ɂ��Ă�������ł��B
�̂͂��̃X���̖ʓ|�݂Ă��Ă��ꂽ�쉮��������A�ʂ̖ʔ������Ƃ��������������ŁB
���͍ŋߎ��ԓI�]�T������ق��Ȃ̂ŁA�b����E�m�E�n�E�̖ʂōv���ł��邱�Ƃ�����E�E�ƁB
���ƒ[�ނ̂悤�Ȃ��̂�����Ƃ���ƁA�ǂ����Ă��|�ރT�C�Y�ڈ�t�Ƀf�U�C��
�������Ȃ�̂��}�X�v���̃P�`�Ȑ����Ƃ������E�E�@
�ŁA�����L���Ȃ��Ă��܂����̂�����܂��B
�E����14�N�ł��B
�����A�̉Ė{�i�I�Ɍ����ł��Ȃ����߁A���̓n���h���t�����S�ɖ؍H�B
���܂ɊJ���Ǝ���A�����ĎG�p���Ă܂��B
�N��́E�E�E�@���Ă��������O�O�G
736 �F�W�g�� ��NAiBHuyoBI �F2012/12/20(��) 21:42:30.24 ID:hjKqS92+
>>734�@
�������͉^�A�Ƃ������̎��ł��ˁB
�}�X�N�����Ő��U���N�Ȍ����H��n�ڍH�����܂�����B
100�߂��܂Ő����Ă��āu���N�̔錍�̓^�o�R�v�Ƃ������Ɠ����悤�Ȃ��̂ł��B
���̓n�Y���A1�N�O�Ɏ�N���x�C��̐f�f�łĂ܂����琔�l�����ł�����
4�N��̎��̐�������42���B
���̍���҂��n�Y���A�����E��̎������ŕ��o�\�I�̗ʂ͏��Ȃ������͂��Ȃ̂�
�Ԏ����x���Ŏ���
�����A�������郊�X�N�͔�����ׂ��ł��̂Ń}�X�N�Ɋւ��邨�b���߂�������
���悤�ƍl���Ă܂��B
�������͉^�A�Ƃ������̎��ł��ˁB
�}�X�N�����Ő��U���N�Ȍ����H��n�ڍH�����܂�����B
100�߂��܂Ő����Ă��āu���N�̔錍�̓^�o�R�v�Ƃ������Ɠ����悤�Ȃ��̂ł��B
���̓n�Y���A1�N�O�Ɏ�N���x�C��̐f�f�łĂ܂����琔�l�����ł�����
4�N��̎��̐�������42���B
���̍���҂��n�Y���A�����E��̎������ŕ��o�\�I�̗ʂ͏��Ȃ������͂��Ȃ̂�
�Ԏ����x���Ŏ���
�����A�������郊�X�N�͔�����ׂ��ł��̂Ń}�X�N�Ɋւ��邨�b���߂�������
���悤�ƍl���Ă܂��B
737 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/20(��) 23:27:15.84 ID:xVKx8oZP
�c�����n�ڍH�ł�������͂�C�ǂ������������������ł��B
�������b�L�̕��ނ��}�X�N�Ȃ��Ńo���o���n�ڂ��Ă�������ł����B
�������b�L�̕��ނ��}�X�N�Ȃ��Ńo���o���n�ڂ��Ă�������ł����B
738 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/21(��) 13:05:36.10 ID:TFnrFlJY
>>736
���厖�ɂł��B
���̉�Ђ��n�ڏ�i��Ƀ��[�t�����ǁj����܂����ǁA�܂������������R�ő̂��������l�Ԃ͂��܂���ˁB
���r���Ђ̌������H��5�N�قǂŔx�C��ɂȂ����ƌ����Ă��܂����B
�ނ͕@�������A���ċz�݂̂������̂��ǂ��Ȃ������Ƃ̂��Ƃł����B
�悻�̒����H��Ƃ������ƁA�قƂ�ǂ̐l���S�c�C���o�}�X�N���Ă���Ȃ�
�X�N���b�v��F�ɕ��荞��ł��������ƕ��o���܂��Ă�Ȃ����킦�^�o�R���Ă�l�Ƃ����ĐS�z�ɂȂ�܂��B
���厖�ɂł��B
���̉�Ђ��n�ڏ�i��Ƀ��[�t�����ǁj����܂����ǁA�܂������������R�ő̂��������l�Ԃ͂��܂���ˁB
���r���Ђ̌������H��5�N�قǂŔx�C��ɂȂ����ƌ����Ă��܂����B
�ނ͕@�������A���ċz�݂̂������̂��ǂ��Ȃ������Ƃ̂��Ƃł����B
�悻�̒����H��Ƃ������ƁA�قƂ�ǂ̐l���S�c�C���o�}�X�N���Ă���Ȃ�
�X�N���b�v��F�ɕ��荞��ł��������ƕ��o���܂��Ă�Ȃ����킦�^�o�R���Ă�l�Ƃ����ĐS�z�ɂȂ�܂��B
739 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/21(��) 13:24:32.14 ID:4H4vNUN+
�g���E�g���o�[�h�����ǁA�s�p�ȃu���[�h�ɓ݊p�ȏ��n������j���ȁH���̐}����
�����x�x�����L���Ȃ�n�}�O���n�ɂ��ď��n�ƃO���C���h�̐n�p�Ȃ����炢��������
���Ȃ炨���炭����ɊL�݂����Ȍ`��ɂ��邗
���ƁA�J�����̂��ƍl����Ɗ{���ۂ��Ƃ���̂q�͂������傢�傫���ق���������������Ȃ���
���̂ق������w�����Ďg���₷�������
�����x�x�����L���Ȃ�n�}�O���n�ɂ��ď��n�ƃO���C���h�̐n�p�Ȃ����炢��������
���Ȃ炨���炭����ɊL�݂����Ȍ`��ɂ��邗
���ƁA�J�����̂��ƍl����Ɗ{���ۂ��Ƃ���̂q�͂������傢�傫���ق���������������Ȃ���
���̂ق������w�����Ďg���₷�������
740 �F�W�g�� ��NAiBHuyoBI �F2012/12/21(��) 17:12:32.56 ID:skJrPbUM
>>739
�L���x�x���̓t���b�g�ɋ߂��n�}�O���Ŕ��������A����̌����Ŏd�グ�邱��
�O��ɂ������̂ł��B
�܂��A�w���̑����ϑw�ނ̖͗l�������₷������ړI�A�����đ����̃i�C�t���[�U�[
�͐n��E�G�b�W�݂̂������Ō��炵�Ă����܂�����A�H�����ݐ��ɉe�����o�ɂ����悤
���Ƃ��Ɣ������Ă����̂�����܂��B
����2�������ė��z�`���Ă̂��������̍l�����ł��傤���B
�A�S�͂ł��ˁA�O���b�v���Ďז��Ȃ����ăo�����X�����邭�炢�ɍl���Ă܂��B
�܂��A����́u����v�̍l�����Ńf�U�C��������ł��B
�R���Z�v�g��A�[�L�e�N�g�͍�闧��Ɛݔ��E�g���l�E����l�ɂ���Ė��ʁB
�g�p�ړI�����m�ȃo�[�h&�g���E�g�Ȃǂ͌��\�A�i�C�t�v�z�̍����o�܂��B
�����|�ނłǂ�ȕ����ł��邩�A�F����f�U�C�������ł������Ă݂Ă��������ȁB
http://bbs.avi.jp/photo/79024/29824990
�H�|�J��������ɓW�����Ă���S&R�@���������{�B
http://bbs.avi.jp/photo/79024/29824991
�����܂Ńe�L�X�g�ʂ�ɊJ����̂��ǂ����Ǝv���܂����A�^�ɂ͂܂�Ƃ������Ƃ�
��Ȃ��Ƃł�����܂��B
�Q�l�ɂȂ�B
���ƁA�~����������m�E�n�E����Ό����Ă��������ȁB
�i�C�t������Ȃ�����債�����Ƃ͋������܂��ˁG
�������o�������Ă��āA���X�Ԃ��Ȃ���������܂���
�F�l��낵�������k���������B
�L���x�x���̓t���b�g�ɋ߂��n�}�O���Ŕ��������A����̌����Ŏd�グ�邱��
�O��ɂ������̂ł��B
�܂��A�w���̑����ϑw�ނ̖͗l�������₷������ړI�A�����đ����̃i�C�t���[�U�[
�͐n��E�G�b�W�݂̂������Ō��炵�Ă����܂�����A�H�����ݐ��ɉe�����o�ɂ����悤
���Ƃ��Ɣ������Ă����̂�����܂��B
����2�������ė��z�`���Ă̂��������̍l�����ł��傤���B
�A�S�͂ł��ˁA�O���b�v���Ďז��Ȃ����ăo�����X�����邭�炢�ɍl���Ă܂��B
�܂��A����́u����v�̍l�����Ńf�U�C��������ł��B
�R���Z�v�g��A�[�L�e�N�g�͍�闧��Ɛݔ��E�g���l�E����l�ɂ���Ė��ʁB
�g�p�ړI�����m�ȃo�[�h&�g���E�g�Ȃǂ͌��\�A�i�C�t�v�z�̍����o�܂��B
�����|�ނłǂ�ȕ����ł��邩�A�F����f�U�C�������ł������Ă݂Ă��������ȁB
http://bbs.avi.jp/photo/79024/29824990
�H�|�J��������ɓW�����Ă���S&R�@���������{�B
http://bbs.avi.jp/photo/79024/29824991
�����܂Ńe�L�X�g�ʂ�ɊJ����̂��ǂ����Ǝv���܂����A�^�ɂ͂܂�Ƃ������Ƃ�
��Ȃ��Ƃł�����܂��B
�Q�l�ɂȂ�B
���ƁA�~����������m�E�n�E����Ό����Ă��������ȁB
�i�C�t������Ȃ�����債�����Ƃ͋������܂��ˁG
�������o�������Ă��āA���X�Ԃ��Ȃ���������܂���
�F�l��낵�������k���������B
741 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/21(��) 23:03:58.07 ID:YSjDtKVN
Svord �� peasant �i�C�t�����ǁA�u���[�h��7mm���x�藎�Ƃ��ĒZ�k�o�[�W��������Ă݂��B
http://2ch-dc.mime.nu/v4/src/1356096739389.jpg
http://2ch-dc.mine.nu/v4/src/1356096778033.jpg
�u���[�h�̂ق��Ƀ`�L���Ƃ������^���O���k�߂Đn����79mm�A����̒�����150mm�A�Ȃ�ƂȂ������ē��ꂾ�Ǝv���Ă������A�^���O�ɂ��Ă��������Ă��ĕR���J����̂����ւ����B
http://2ch-dc.mime.nu/v4/src/1356096739389.jpg
{kind=link}
http://2ch-dc.mine.nu/v4/src/1356096778033.jpg
{kind=link}
�u���[�h�̂ق��Ƀ`�L���Ƃ������^���O���k�߂Đn����79mm�A����̒�����150mm�A�Ȃ�ƂȂ������ē��ꂾ�Ǝv���Ă������A�^���O�ɂ��Ă��������Ă��ĕR���J����̂����ւ����B
742 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/21(��) 23:11:27.61 ID:YSjDtKVN
{kind=link}
743 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/23(��) 02:21:58.94 ID:yXFX7Wfw
�O�E�̓S�H���̈ٓ��Ńo�����⌤���x���g�ŏ������̋Ɩ��ɏA���Ă���
���������Ċ�]�ސE�̕�W������A���̐E������߂Ă��܂����̂ł����A
�����x���g�ł̍�Ǝ��ɃA���~�̕��o�Ȃ����������o�Ă��̂��v����
���߂Ă悩�������ȁB10�N���炢�O�̘b�ł����E�E�E
���ꂩ��i�C�t���Ƃ����}�X�N�����悤�Ǝv���܂��B
�Ƃ��Ƀn���h���i�}�C�J���^�j���`���͕K�{�ł��ˁB
���������Ċ�]�ސE�̕�W������A���̐E������߂Ă��܂����̂ł����A
�����x���g�ł̍�Ǝ��ɃA���~�̕��o�Ȃ����������o�Ă��̂��v����
���߂Ă悩�������ȁB10�N���炢�O�̘b�ł����E�E�E
���ꂩ��i�C�t���Ƃ����}�X�N�����悤�Ǝv���܂��B
�Ƃ��Ƀn���h���i�}�C�J���^�j���`���͕K�{�ł��ˁB
744 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/23(��) 02:53:52.81 ID:SsKaXTkE
�}�C�J���^�̎��͕K�{���Ǝv���B���͟T�������ă}�X�N�O���Ă����A���̕��o�͑̂Ɉ����B
745 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/24(��) 00:25:08.93 ID:waKNIEPz
���c����̃r�f�I�ł́A�}�C�J���^�����Ƃ���
�����g���Ȃ��Ƃ����Ă܂����������͉��Ȃ�ł��傤�H
���u���X���W�F���h�ł͕��ʂɐ��ɂ��Ă܂������E�E�E
�����g���Ȃ��Ƃ����Ă܂����������͉��Ȃ�ł��傤�H
���u���X���W�F���h�ł͕��ʂɐ��ɂ��Ă܂������E�E�E
746 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/24(��) 05:41:18.14 ID:rjoLyxQY
>>745
���̕z�����z��������Ėc���E���k����
�@�ۂƎ����̊E�ʔ������N�����ˁH
�ϐ����ɓ����A���Č����Ă�悤�Ȃ����ǂȂ�
���̕z�����z��������Ėc���E���k����
�@�ۂƎ����̊E�ʔ������N�����ˁH
�ϐ����ɓ����A���Č����Ă�悤�Ȃ����ǂȂ�
747 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/24(��) 05:51:09.34 ID:fysn1g/z
�����Ƃ�����Ȃ�������Z�����Ă邩�琅�����錄�ԂȂ����͂�����
748 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/24(��) 08:24:10.85 ID:rjoLyxQY
>>747
�@�ۂ̌��ԂɐZ������̂Ƒ@�ێ��̂ɐZ������͈̂Ⴄ����A
�����Ƒ@�ێ��̂Ɏ������Z�����Ă�Ȃ���v���Ǝv���B
�����łȂ��Ȃ�}�Y�C㩁B
���N�M�W�̃u���O�ł͋z���E�z����������A
�Ƃ�������Ă邱�Ƃ�����݂������ˁB
�@�ۂ̌��ԂɐZ������̂Ƒ@�ێ��̂ɐZ������͈̂Ⴄ����A
�����Ƒ@�ێ��̂Ɏ������Z�����Ă�Ȃ���v���Ǝv���B
�����łȂ��Ȃ�}�Y�C㩁B
���N�M�W�̃u���O�ł͋z���E�z����������A
�Ƃ�������Ă邱�Ƃ�����݂������ˁB
749 �F�W�g�� ��NAiBHuyoBI �F2012/12/24(��) 11:22:29.55 ID:70Uk8hXl
>>742
�O�̃u���[�̃P�[�X�̂U���g�i�C�t�̕��ł����H
�R���p�N�g�ł����₷�����Ȍ`�ɂȂ��Ă��܂��ˁB
���|�P�b�g�ɓ���āA�T�b�ƕЎ�ŏo�����ꂵ�Ďg�������i�C�t�ł��B
���̌^���R�s�[�A�A�����W�Ɣ��W�Ƃ����`�ŐV������Ă͂������ł��傤���B
�Z�b�g�l�W�̓}�E���e���o�C�N�̃p�[�c�Ƃ��ł���ƕ����܂��B
>>743 >>744
�����ŋ߁A�L�����o�X�}�C�J���^�̑啨��f�ق��Ă܂��B
���i�̕��o�������L�c�C�̂ł����A�{�[���Ղ���ՁA���~�łł̋@�B���H�Ŕ�������P������
�敪1�i��Ő������܂��B�j�̖h��}�X�N��ʂ��Ă��܂��B
����ׂ��獇�������x�Ƃ����o�x������悤�ŁA����͗v���ӂł��B
>>745
����̕��t���ł����������͊�{���܂���B
�����܂܂������A���͖c�����Ă��܂��A�d�オ������Ńc�o�ȂNj��������Ƃ�
��ɂ����ł��Ă��܂���ł���ˁB
�Ƃ��ɕ�Ɏg���Ă��鍕�F���͑e���ł�����E�E
�O�̃u���[�̃P�[�X�̂U���g�i�C�t�̕��ł����H
�R���p�N�g�ł����₷�����Ȍ`�ɂȂ��Ă��܂��ˁB
���|�P�b�g�ɓ���āA�T�b�ƕЎ�ŏo�����ꂵ�Ďg�������i�C�t�ł��B
���̌^���R�s�[�A�A�����W�Ɣ��W�Ƃ����`�ŐV������Ă͂������ł��傤���B
�Z�b�g�l�W�̓}�E���e���o�C�N�̃p�[�c�Ƃ��ł���ƕ����܂��B
>>743 >>744
�����ŋ߁A�L�����o�X�}�C�J���^�̑啨��f�ق��Ă܂��B
���i�̕��o�������L�c�C�̂ł����A�{�[���Ղ���ՁA���~�łł̋@�B���H�Ŕ�������P������
�敪1�i��Ő������܂��B�j�̖h��}�X�N��ʂ��Ă��܂��B
����ׂ��獇�������x�Ƃ����o�x������悤�ŁA����͗v���ӂł��B
>>745
����̕��t���ł����������͊�{���܂���B
�����܂܂������A���͖c�����Ă��܂��A�d�オ������Ńc�o�ȂNj��������Ƃ�
��ɂ����ł��Ă��܂���ł���ˁB
�Ƃ��ɕ�Ɏg���Ă��鍕�F���͑e���ł�����E�E
750 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/24(��) 11:50:30.77 ID:rjoLyxQY
>>749
������N95(DS2����)�ł��������낤�ˁB
�������H���_���Ȃ���H�t�p�z�[�X��
�|���@�Ɍq���ċt�ɊO�ɋz���o���Ηǂ����������B
������N95(DS2����)�ł��������낤�ˁB
�������H���_���Ȃ���H�t�p�z�[�X��
�|���@�Ɍq���ċt�ɊO�ɋz���o���Ηǂ����������B
751 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/24(��) 13:32:32.29 ID:CfxclDav
�q���g���̑�ς�����
�o�������̔����悩����
�o�������̔����悩����
>>749 �����Ȃ�ł��s�|�b�g�����Ȃ�ł��B
���̌`�����t���N�V�����t�H���_�[������Ƃ��̓z���Z���ɂ��������߃l�W�g���܂����B
���������S�ɃN�������b�L�Ƃ̂��Ƃł������A�N���A�����X���傫�߂łȂ߈Ղ������ł��B
���]�ԕ��i�Ŏg������̗ǂ������狳���ĉ������B
�����Ŏv�����̂̓N�����N�A�[���ɃM���Œ肷��l�W�ł����A
�莝���̂��̑����Ă݂���a����10�A���̒��a����12���炢�ł����B
�W�������~�����ŔM�������ꂽ���̂Ȃ�g�������ł͂���܂��B
���̌`�����t���N�V�����t�H���_�[������Ƃ��̓z���Z���ɂ��������߃l�W�g���܂����B
���������S�ɃN�������b�L�Ƃ̂��Ƃł������A�N���A�����X���傫�߂łȂ߈Ղ������ł��B
���]�ԕ��i�Ŏg������̗ǂ������狳���ĉ������B
�����Ŏv�����̂̓N�����N�A�[���ɃM���Œ肷��l�W�ł����A
�莝���̂��̑����Ă݂���a����10�A���̒��a����12���炢�ł����B
�W�������~�����ŔM�������ꂽ���̂Ȃ�g�������ł͂���܂��B
753 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/26(��) 15:38:36.35 ID:oSKRtOYf
���C�i�[���b�N���t���[�����b�N�̃i�C�t����肽����ł���
�o�l�Ƃ��ẴN�Z��t������@�͂ǂ̂悤�ɂ���Ηǂ��̂ł��傤���B
�܂��f�B�e���g�{�[���H�Ƃ����N���[�Y���̃��b�N�~�߂̋����{�[����
�F�������悤���Ă����܂����H
�o�l�Ƃ��ẴN�Z��t������@�͂ǂ̂悤�ɂ���Ηǂ��̂ł��傤���B
�܂��f�B�e���g�{�[���H�Ƃ����N���[�Y���̃��b�N�~�߂̋����{�[����
�F�������悤���Ă����܂����H
754 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/27(��) 20:24:53.73 ID:9liTba4x
���݃o�C�X�ŃO�O����������̂��������ĂȂ��ȁB�N�\�R�e�̃u���O�����q�b�g���˂��c
755 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/28(��) 02:53:40.87 ID:aIVpHN83
�A�}�]����2��~���x�ł����
756 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/28(��) 08:00:17.45 ID:cOjQDlae
���������Ă�̂̓��g�E�I�Ȏ��݃o�C�X�Ȃ�łȁB��������łȖV��B
757 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/28(��) 09:45:32.23 ID:uocTao4o
���g�[�̂�荂������
�g���X�R�ł����Ɛ����Ȃ̈����Ă��
�g���X�R�ł����Ɛ����Ȃ̈����Ă��
758 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/28(��) 10:59:07.08 ID:1vdil9Rb
U�^ �o�C�X ��]�� �@
�Ń��t�I�N�ŏo�Ă�z��
���܂�1�~�X�^�[�g�ŊJ�n���邩��A�������Ă݂Ă悳�����Ȃ�
�I�[�N�V�����A���[�g�ɓo�^����Ƃ�����
�Ń��t�I�N�ŏo�Ă�z��
���܂�1�~�X�^�[�g�ŊJ�n���邩��A�������Ă݂Ă悳�����Ȃ�
�I�[�N�V�����A���[�g�ɓo�^����Ƃ�����
759 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/28(��) 18:23:18.38 ID:aIVpHN83
�����̂Ȃ����ȁi�ׯ
�������������Ƃ͂����肢���Ă������̂�
�������������Ƃ͂����肢���Ă������̂�
760 �F�W�g�� ��NAiBHuyoBI �F2012/12/28(��) 22:21:26.84 ID:JmPEoxHY
>>750
�r�C���l���Ȃ��ƃL�c�C�ł��G
�W�o���u�͂���̂ŏ�肭�z�����ނ悤�ɃZ�b�e�B���O���Ȃ��ƁE�E
>>751
����H�͑�ςł����A����Z�p���グ���Ă���܂���B
>>752
�����ł��A�M�A�N�����N�̕����ɂ����Ă�Z�b�g�l�W�B
�A���}�C�g�������Y��ł��̂ŁA���Ɏg���Ȃ����ȂƎv���Ă����Ƃ��ł��B
���͂���Ȃ̎g���Ă܂��B
http://bbs.avi.jp/photo/79024/29825041
>>753
�m�荇���̃i�C�t������́A���ɌŒ肵�Ē����A�[���ʼn�������ŃN�Z����
��p�H�������Ă܂��Ă܂����ˁB
���̃{�[���̕����́A�l�W�I�ȕ��̐�[���˂����ݗ]����藎�Ƃ��ē˂��o��
��[���ۂ����H����Ƃ����Ƃ����������Ƃ�����܂����E�E
���߂�Ȃ����������O�Ȃ̂ŁA�܂��m�荇���ɕ����Ă����܂��B
�r�C���l���Ȃ��ƃL�c�C�ł��G
�W�o���u�͂���̂ŏ�肭�z�����ނ悤�ɃZ�b�e�B���O���Ȃ��ƁE�E
>>751
����H�͑�ςł����A����Z�p���グ���Ă���܂���B
>>752
�����ł��A�M�A�N�����N�̕����ɂ����Ă�Z�b�g�l�W�B
�A���}�C�g�������Y��ł��̂ŁA���Ɏg���Ȃ����ȂƎv���Ă����Ƃ��ł��B
���͂���Ȃ̎g���Ă܂��B
http://bbs.avi.jp/photo/79024/29825041
>>753
�m�荇���̃i�C�t������́A���ɌŒ肵�Ē����A�[���ʼn�������ŃN�Z����
��p�H�������Ă܂��Ă܂����ˁB
���̃{�[���̕����́A�l�W�I�ȕ��̐�[���˂����ݗ]����藎�Ƃ��ē˂��o��
��[���ۂ����H����Ƃ����Ƃ����������Ƃ�����܂����E�E
���߂�Ȃ����������O�Ȃ̂ŁA�܂��m�荇���ɕ����Ă����܂��B
761 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/28(��) 23:52:12.18 ID:nB24w8Ag
����Ϙ^���ł��Ζ؋����������낻������
762 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/29(�y) 02:35:18.15 ID:yFLoFErm
>>753
�i�C�t���C�L���O�ǖ{�ɂ̓X�`�[���{�[���g���A
���ď����Ă���������x�A�����O���Ƃ��g���Ηǂ����ƁB
���x�ǂ��T�C�Y��������{�[���y���̐悩��O���Ƃ��B
>>760
�r�C�͔r���g���b�v�g���Đ����t�B���^�[�ɂ���Ηǂ���ˁH
�������r�C��͌����O�ɂ���͓̂��R�Ƃ��āB
�i�C�t���C�L���O�ǖ{�ɂ̓X�`�[���{�[���g���A
���ď����Ă���������x�A�����O���Ƃ��g���Ηǂ����ƁB
���x�ǂ��T�C�Y��������{�[���y���̐悩��O���Ƃ��B
>>760
�r�C�͔r���g���b�v�g���Đ����t�B���^�[�ɂ���Ηǂ���ˁH
�������r�C��͌����O�ɂ���͓̂��R�Ƃ��āB
763 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/30(��) 15:53:36.69 ID:tGybUkWf
>>760 >>762
�����J�ɂ��Ԏ����肪�Ƃ��������܂��B
���������f�B�e���g�{�[���̛Ƃߍ��݂͂ǂ�����̂��A
�`�^�����C�i�[�ł��o�l�̃N�Z�͂��̂��A
���C�i�[�Ȃǃn���h���ނ͏ē��ꂷ��̂��A
�t�H���_�[�͋^�����Ȃ̂ł����Ŏf������ɉ������{�ɖڂ�ʂ����ق���
�ǂ��̂�������܂���ˁB���C�L���O�{�ł����߂������܂����H
�����J�ɂ��Ԏ����肪�Ƃ��������܂��B
���������f�B�e���g�{�[���̛Ƃߍ��݂͂ǂ�����̂��A
�`�^�����C�i�[�ł��o�l�̃N�Z�͂��̂��A
���C�i�[�Ȃǃn���h���ނ͏ē��ꂷ��̂��A
�t�H���_�[�͋^�����Ȃ̂ł����Ŏf������ɉ������{�ɖڂ�ʂ����ق���
�ǂ��̂�������܂���ˁB���C�L���O�{�ł����߂������܂����H
764 �F���O�ȃJ�b�^�[(�m�́M)�F2012/12/30(��) 17:13:35.08 ID:Z8iyN4v1
>>763
���{��̃t�H�[���f�B���O�i�C�t�̃��C�L���O�{�͖�����
�uHow To Make Folding Knives�v�ɂ̓��C�i�[���b�N�̍����͍ڂ��ĂȂ�����
�������������ǂ����낤�ˁB
http://www.herbst.co.za/index.php?option=com_content&view=article&id=116:how-to-design-a-liner-lock-folder&catid=49:tutorials&Itemid=86
http://custombladeworks.com/tutorials/tutorial/
���{��̃t�H�[���f�B���O�i�C�t�̃��C�L���O�{�͖�����
�uHow To Make Folding Knives�v�ɂ̓��C�i�[���b�N�̍����͍ڂ��ĂȂ�����
�������������ǂ����낤�ˁB
http://www.herbst.co.za/index.php?option=com_content&view=article&id=116:how-to-design-a-liner-lock-folder&catid=49:tutorials&Itemid=86
http://custombladeworks.com/tutorials/tutorial/
R2�͎g���������͂ǂȂ��H
�����ˁB
�D�G�ȍ|�ނ�ˁB
�\���g�o�X�ŗg�������̂́A�����n�߂�
���������邯�ǁA�u�����Ȃꂽ��ǂ��n�����B
��1000���|���Đ_�Ōy���Ȃł�B
�g�����肪�ǂ��悗
�D�G�ȍ|�ނ�ˁB
�\���g�o�X�ŗg�������̂́A�����n�߂�
���������邯�ǁA�u�����Ȃꂽ��ǂ��n�����B
��1000���|���Đ_�Ōy���Ȃł�B
�g�����肪�ǂ��悗
�\���g�o�X���ƁA�����͂��߂������Ղ��̂��B
�Ȃ�قǁB
�����ƍ���Ƃ��Ă���������悳�������ȁB
�ł��ʓ|������A�^��F�ł�������
�Ȃ�قǁB
�����ƍ���Ƃ��Ă���������悳�������ȁB
�ł��ʓ|������A�^��F�ł�������
�ʓ|�Ȃ̂́A�ē��ꉮ�̖��ŁA�|�ނɍœK��
�Ă����ꂪ��������A���ł��G�G���A�������
���G�G�v
�Ă����ꂪ��������A���ł��G�G���A�������
���G�G�v
770 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/06(��) 17:57:55.45 ID:9S3F6+nR
������Ă���܂���B
�Ă����肵���|�ނ��܂������ɂ����ԃ��X�N�̏��Ȃ����@��m��܂��H
�������`���Ă܂������ɍ��A�n���}�[�Œ@���ȊO�ł�낵�����肢�v���܂��B
���ݎ����P�Q���̃v���X�@���w�����ăv���X�ł܂������ɂ��Ă݂悤���Ǝv���Ă܂��B
�Ă����肵���|�ނ��܂������ɂ����ԃ��X�N�̏��Ȃ����@��m��܂��H
�������`���Ă܂������ɍ��A�n���}�[�Œ@���ȊO�ł�낵�����肢�v���܂��B
���ݎ����P�Q���̃v���X�@���w�����ăv���X�ł܂������ɂ��Ă݂悤���Ǝv���Ă܂��B
771 �F�W�g�� ��NAiBHuyoBI �F2013/01/06(��) 21:17:16.94 ID:GGGflifM
>>770
�v���X���g�������@�̓n�T�~�������q�����킹��̂Ɏg���Ă܂��ˁB
���ƁA��ʐ��Y�̔�����������̓��׃��[�Ƃ����@�B�ŏC�����܂��B
�ڍׂ��肢���܂��A���ꂾ���ł͔��f�����˂܂��̂ŁE�E
�S�|�ł����H�����ށi�N���b�h�ށj�ł����H
�Ă�����Ƃ����̂́A���悪�̐ύ��ŏc�����ɔ���オ�錻�ۂ̂ق��ł�낵���ł����H
�������̘c�݂̕��ł���?
�v���X���g�������@�̓n�T�~�������q�����킹��̂Ɏg���Ă܂��ˁB
���ƁA��ʐ��Y�̔�����������̓��׃��[�Ƃ����@�B�ŏC�����܂��B
�ڍׂ��肢���܂��A���ꂾ���ł͔��f�����˂܂��̂ŁE�E
�S�|�ł����H�����ށi�N���b�h�ށj�ł����H
�Ă�����Ƃ����̂́A���悪�̐ύ��ŏc�����ɔ���オ�錻�ۂ̂ق��ł�낵���ł����H
�������̘c�݂̕��ł���?
772 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/06(��) 21:45:23.02 ID:9S3F6+nR
���X���肪�Ƃ��������܂��B
��������́i��������Ԃō��E�j���ł�
�f�ނ͑S�|�ŁA�D��Ŏg���̂͂`�s�r�34�A�c�Q�_�C�X�A�y�c�o189�Ȃǂł��B
��ɕ������Ă܂��̂Ō��݂��P.5�`2.5mm�Ɣ����^��Ă�����Ȃ�ł����悭�Ȃ����ċA���ė��܂��B
��������́i��������Ԃō��E�j���ł�
�f�ނ͑S�|�ŁA�D��Ŏg���̂͂`�s�r�34�A�c�Q�_�C�X�A�y�c�o189�Ȃǂł��B
��ɕ������Ă܂��̂Ō��݂��P.5�`2.5mm�Ɣ����^��Ă�����Ȃ�ł����悭�Ȃ����ċA���ė��܂��B
773 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/06(��) 21:51:48.55 ID:9S3F6+nR
����
�ȑO���e�ɒ��ؕ����������ɂ`�s�r��1.5mm���g�����̂ł����Ă����肵�Ă��܂��n���}�[�ŃR�c�R�c�@���Ă�����N���b�N�������Ă��܂��A�Ȃɂ��ǂ����@���Ȃ����ƒT���Ă܂��B
�ȑO���e�ɒ��ؕ����������ɂ`�s�r��1.5mm���g�����̂ł����Ă����肵�Ă��܂��n���}�[�ŃR�c�R�c�@���Ă�����N���b�N�������Ă��܂��A�Ȃɂ��ǂ����@���Ȃ����ƒT���Ă܂��B
774 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/06(��) 22:20:43.71 ID:uWdIVo2k
�v���X���ǂ�Ȃ��̂��킩���̂�����
�M���`�����̖����v���X���ƏĂ����ꂵ���|�ނ͐܂��B
�M���`�����̖����v���X���ƏĂ����ꂵ���|�ނ͐܂��B
775 �F�W�g�� ��NAiBHuyoBI �F2013/01/06(��) 22:36:06.48 ID:GGGflifM
>>772
�����������c�݂₷���ł�����ˁB
�}�X�v�����[�J�[�͊�{�A�̏�ԂŔM�������Ă���x�x������������@��
��藎�Ƃ��܂�����ڂɌ������c�݂͏��Ȃ��ł����A����ł��e���[�J�[
�c�Ȃ���ɂ͋�J���Ă���悤�ł��B
�@�����Ƀv���X�ŐÓI�Ɉ��͂����Ă��A��͂�N���b�N�̃��X�N�͔������Ȃ�
�ł��傤�ˁB
���́A��������ł������ޗ������g��Ȃ��̂ŏڂ����Ȃ��ł����A��͂�
�x�x���̓������������ɐn�Ƃ������ÓT�H�@�������������܂���B
VG10�ϑw��R2�Ȃǂ͂��̓_�y�ł���B
�����������c�݂₷���ł�����ˁB
�}�X�v�����[�J�[�͊�{�A�̏�ԂŔM�������Ă���x�x������������@��
��藎�Ƃ��܂�����ڂɌ������c�݂͏��Ȃ��ł����A����ł��e���[�J�[
�c�Ȃ���ɂ͋�J���Ă���悤�ł��B
�@�����Ƀv���X�ŐÓI�Ɉ��͂����Ă��A��͂�N���b�N�̃��X�N�͔������Ȃ�
�ł��傤�ˁB
���́A��������ł������ޗ������g��Ȃ��̂ŏڂ����Ȃ��ł����A��͂�
�x�x���̓������������ɐn�Ƃ������ÓT�H�@�������������܂���B
VG10�ϑw��R2�Ȃǂ͂��̓_�y�ł���B
776 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/06(��) 22:48:39.96 ID:9S3F6+nR
774����
�v���X�@�͑��Ɍ����V���b�v�v���X���Ă�ł��B�x���g�O���C���_�̃x�A�����O��ł��ς���\��Ȃ̂Ō��p���悤���Ǝv���Ă܂��B
������g���������ƋȂ��߂��邩�ƁA�A
�v���X�@�͑��Ɍ����V���b�v�v���X���Ă�ł��B�x���g�O���C���_�̃x�A�����O��ł��ς���\��Ȃ̂Ō��p���悤���Ǝv���Ă܂��B
������g���������ƋȂ��߂��邩�ƁA�A
777 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/06(��) 22:55:04.82 ID:9S3F6+nR
775����
�����������X���肪�Ƃ��������܂��B
��͂�ÓI�ɉ����Ă��ʖڂł����A���܂ł͖��Ƃ��O���ʂ̍������Ⴂ��̎��̓o�C�X�ɋ���Řc�ݕ����Ƌt�ɋȂ��ďC���o���܂������A���ؕ�͂��Ȃ�ł������ł����B
���ؕ�͎���x���ł̂r���q�ŏo����͈͂͒����Ă܂��ˁB
�q�Q�͕����n�C�X�̍|�ނł���ˁH
��ڂ̖�������Ă݂����ł����ǂ��ōw���o���܂����H
�����������X���肪�Ƃ��������܂��B
��͂�ÓI�ɉ����Ă��ʖڂł����A���܂ł͖��Ƃ��O���ʂ̍������Ⴂ��̎��̓o�C�X�ɋ���Řc�ݕ����Ƌt�ɋȂ��ďC���o���܂������A���ؕ�͂��Ȃ�ł������ł����B
���ؕ�͎���x���ł̂r���q�ŏo����͈͂͒����Ă܂��ˁB
�q�Q�͕����n�C�X�̍|�ނł���ˁH
��ڂ̖�������Ă݂����ł����ǂ��ōw���o���܂����H
778 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/06(��) 23:35:45.58 ID:sk+RCav5
���ۖ��ǂ̎��_�ʼn��������ŋȂ���낤�ˁB
�|�ނ������������_�Ő�����g�D�Ƃ��c�����͂������Ȃ�ǂ����悤���Ȃ��B
����������ɃA�j�[�����O���K�v�ɂȂ�ȁH
�؍펞�̉��͂������Ȃ�200mm�זڃ��X�����x��
�Ȃ�ׂ�����������Ă����Ηǂ��̂�������Ȃ��B
�ē���̗�p���̗h�炵��(�A����)�������Ȃ�
�����g�U�����g���Ƃ��c�����ɗh�炷�Ƃ��ǂ���B
�|�ނ������������_�Ő�����g�D�Ƃ��c�����͂������Ȃ�ǂ����悤���Ȃ��B
����������ɃA�j�[�����O���K�v�ɂȂ�ȁH
�؍펞�̉��͂������Ȃ�200mm�זڃ��X�����x��
�Ȃ�ׂ�����������Ă����Ηǂ��̂�������Ȃ��B
�ē���̗�p���̗h�炵��(�A����)�������Ȃ�
�����g�U�����g���Ƃ��c�����ɗh�炷�Ƃ��ǂ���B
779 �F�W�g�� ��NAiBHuyoBI �F2013/01/06(��) 23:44:29.85 ID:GGGflifM
R2���Ă͕̂�������|�ނ̃X�[�p�[�S�[���h�Q��c���Ƃ����j�b�P��
�ϑw�|�̖��̂ł����A���o����Ă���̂́A�ɓ����A�������A��䎁
�������ōޗ����ɂP�d�����������̂̂悤�ł��B
3�l�Ƃ����n���ł�����ˁA�O�ʕАn��R2�́E�E�@���Ȃ��ƂȂ���Ȃ��ł����ˁH
���n�ł悯��ΐ��ۏ�����ɗ��߂���Ǝv���܂���B
�������ލہA�@E-mail���Ɂ@sage�@���Ă���Ă��炦�Ȃ��ł��傤���H
�X���b�h���オ�葱���Ă��܂��܂��G
�ϑw�|�̖��̂ł����A���o����Ă���̂́A�ɓ����A�������A��䎁
�������ōޗ����ɂP�d�����������̂̂悤�ł��B
3�l�Ƃ����n���ł�����ˁA�O�ʕАn��R2�́E�E�@���Ȃ��ƂȂ���Ȃ��ł����ˁH
���n�ł悯��ΐ��ۏ�����ɗ��߂���Ǝv���܂���B
�������ލہA�@E-mail���Ɂ@sage�@���Ă���Ă��炦�Ȃ��ł��傤���H
�X���b�h���オ�葱���Ă��܂��܂��G
780 �F�W�g�� ��NAiBHuyoBI �F2013/01/06(��) 23:51:23.07 ID:GGGflifM
>>778
�������̉��͂́A�m���}���C�W���O�ŏ������Ă���͂��Ȃ̂ł����A
�Ō�ɃV���[�����O�Œf�ق������͂��̂����Ă���悤�ł��ˁB
�c�݂́A�ē���̗�p�̍ۂɋ����g�D���g�ݕς��ۂɔ������Ă���悤�ł��B
�������̉��͂́A�m���}���C�W���O�ŏ������Ă���͂��Ȃ̂ł����A
�Ō�ɃV���[�����O�Œf�ق������͂��̂����Ă���悤�ł��ˁB
�c�݂́A�ē���̗�p�̍ۂɋ����g�D���g�ݕς��ۂɔ������Ă���悤�ł��B
781 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/07(��) 01:12:39.60 ID:pq4e0yut
�i�C�t�̏d�S�Ƃ������A�d�ʃo�����X���Ĉ�ʓI�ɂ͂ǂ�Ȃ̂������́H
�i�C�t�͑S��18�Z���`���炢�ŗp�r�͐싛�J�����肷��\��
�i�C�t�͑S��18�Z���`���炢�ŗp�r�͐싛�J�����肷��\��
782 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/07(��) 02:31:23.37 ID:y+osRza4
>>780
�Ȃ�قǁB
�V���[�����O���ꂽ�����͂Ȃ�ׂ��g��Ȃ��悤��
���Ă��Ώ����̓}�V�ɂȂ�̂��ȁB
�g�D�ϑԂɂ��ό`���Đn�ƕ������̔���Ȃ番���邯��
�����ʕ����̋Ȃ����c�݂ɂȂ�̂��Ȃ��B
���ʂŗ�p���x��\�ʐ�(�̐�)���Ⴄ�̂���������Ȃ��̂��ȁH
�Ȃ�قǁB
�V���[�����O���ꂽ�����͂Ȃ�ׂ��g��Ȃ��悤��
���Ă��Ώ����̓}�V�ɂȂ�̂��ȁB
�g�D�ϑԂɂ��ό`���Đn�ƕ������̔���Ȃ番���邯��
�����ʕ����̋Ȃ����c�݂ɂȂ�̂��Ȃ��B
���ʂŗ�p���x��\�ʐ�(�̐�)���Ⴄ�̂���������Ȃ��̂��ȁH
783 �F�W�g�� ��NAiBHuyoBI �F2013/01/07(��) 06:42:53.99 ID:n+U0av86
>>781
�p�r�ɂ����܂����A���ꂭ�炢�̑S���Ő싛�����p�r�Ȃ�
�l�����w�̕t����������ɏd�S������̂��D���ł��B
���A�����܂Ōl�̍D�݁B
�����Ńf�U�C�����A���A�g���A���z�̃o�����X���������Ă݂Ă��������B
>>782
�^��ē���̓K�X��p�ł�����A�F�̂ǂ̈ʒu�ɒ݂邵�Ă��邩�ɂ����
�₦�����ς��炵���ł����A�}���e���T�C�g�ϑԂ͖c�����������̂ł�����
�c�݂��o�ē��R�̂��̂ƍl���Ă܂��B
�p�r�ɂ����܂����A���ꂭ�炢�̑S���Ő싛�����p�r�Ȃ�
�l�����w�̕t����������ɏd�S������̂��D���ł��B
���A�����܂Ōl�̍D�݁B
�����Ńf�U�C�����A���A�g���A���z�̃o�����X���������Ă݂Ă��������B
>>782
�^��ē���̓K�X��p�ł�����A�F�̂ǂ̈ʒu�ɒ݂邵�Ă��邩�ɂ����
�₦�����ς��炵���ł����A�}���e���T�C�g�ϑԂ͖c�����������̂ł�����
�c�݂��o�ē��R�̂��̂ƍl���Ă܂��B
784 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/07(��) 21:29:18.69 ID:M3JuqYhc
�W�g������q�Q�̉�����肪�Ƃ��������܂��B�Аn�͂Ȃ���ł��ˎc�O�ł��I�I
�������W�g�����o�x�ɂȂ�ꂽ�ƌ����ߋ����X�����܂������A�����݂����ȃA�}�`���A�ł��\���͂����ł��ˁB���Ȃ�r�r���Ă܂��A�A�ꉞ�L�@�n�ܗp�̖ڂׂ̍����}�X�N���g���Ă͂����ł������܂Ɏg��Ȃ������肵�Ă��ŐS�z�ɂȂ�܂����B
���܂ŕ8�{�ƃo�C�N�̃��X�g�A�S��ŃT���h�u���X�g�ƃx���g�O���C���_���K���K���ɂ����Ă܂��āA�A��Ɗ��̓J�[�|�[�g�ŋ�C�̗���͂����ł������o���ł����
�������W�g�����o�x�ɂȂ�ꂽ�ƌ����ߋ����X�����܂������A�����݂����ȃA�}�`���A�ł��\���͂����ł��ˁB���Ȃ�r�r���Ă܂��A�A�ꉞ�L�@�n�ܗp�̖ڂׂ̍����}�X�N���g���Ă͂����ł������܂Ɏg��Ȃ������肵�Ă��ŐS�z�ɂȂ�܂����B
���܂ŕ8�{�ƃo�C�N�̃��X�g�A�S��ŃT���h�u���X�g�ƃx���g�O���C���_���K���K���ɂ����Ă܂��āA�A��Ɗ��̓J�[�|�[�g�ŋ�C�̗���͂����ł������o���ł����
785 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/07(��) 21:31:01.71 ID:M3JuqYhc
���݂܂���グ�Ă��܂��܂���
786 �F�W�g�� ��NAiBHuyoBI �F2013/01/08(��) 23:15:53.44 ID:/BvPurtr
�h�o�}�X�N�敪�̊ȒP�Ȃ��b�A�}�X�N�I�т̍ۂɎQ�l�ɂ��Ă��������B
http://bbs.avi.jp/photo/79024/29825062
���̎g�p���Ă���T�J�L1010A�h�o�}�X�N�ɓ\���Ă���V�[���ł��B
��s�ڂɁ@�u���@���v�@�@���ƌ��荇�i�i�ł���Ƃ������Ă��܂��B
3�s�ڂɁ@�uRL1�v�@�g���̂ĂȂ�DS1��DS2�ȂLj�����Ă���͂��ł��B
�ꕶ���ڂ�"R"��Re�A�t�B���^�[�������@"D"��Dis�@�g���̂āB�@
2�����ڂ�L�̓��L�b�h�A�t�̎������q�@�I�C���~�X�g�ɋ����炵���ł��B
S�̓\���b�h�@�ő̎������q�ɂ�鎎�����@�B
�܂�����͊o���Ȃ��Ă����ł��B
�Ō�ɕt�������A���ꂪ�P�Ƃ�����̂́u�敪�P�v�Ƃ�сA�z����80%�`�@
���o�����O���C���_�[��Ƃ�T���h�u���X�g�ȂǕ��o�ɑ��Ďg�p�B
�Q�Ƃ��̂��u�敪�Q�v�@�z����95���`�ŗn�ڂ̃q���[���i�������C�j�ȂǁA�������q
�܂��͍����x�ȕ��o�����������Ƃ�����ۑ������Ȃ��Ă͂Ȃ�Ȃ��}�X�N�ł��B
���\����ȕ��������}�X�N�̂��l�i�������Ȃ�܂��B
�z����99%�ȏ�̋敪�R�Ƃ����}�X�N������܂����A�g���̂ă^�C�v�ł��ꖇ��2,000
���炢����̂ŁA�ƂĂ������܂���B
�_�C�I�L�V�����܂ޔR�ăK�X�Ȃǂɑ��Ďg���Ƃ��E�E
�A�����J�̋K�i�ŁuN95�v�Ə����ꂽ�}�X�N���ŋ߂悭�����Ă܂����A�����
N�i�I�C���~�X�g��Ή��j95�i�z����95%�j�̗��������ł����A����̓}�X�N�ł͂Ȃ�
�g�p����Ă���"�f��"�̂̋K�i�ł��̂ŁA���̃`���`�Ȃ��̂ł��ƕ@�̉��ɃX�L�}��
�o�����肷����̂�����܂��B
3M�Ȃǂ̑���̗ǂ����̂Ȃ�\���g���܂��B
http://bbs.avi.jp/photo/79024/29825062
���̎g�p���Ă���T�J�L1010A�h�o�}�X�N�ɓ\���Ă���V�[���ł��B
��s�ڂɁ@�u���@���v�@�@���ƌ��荇�i�i�ł���Ƃ������Ă��܂��B
3�s�ڂɁ@�uRL1�v�@�g���̂ĂȂ�DS1��DS2�ȂLj�����Ă���͂��ł��B
�ꕶ���ڂ�"R"��Re�A�t�B���^�[�������@"D"��Dis�@�g���̂āB�@
2�����ڂ�L�̓��L�b�h�A�t�̎������q�@�I�C���~�X�g�ɋ����炵���ł��B
S�̓\���b�h�@�ő̎������q�ɂ�鎎�����@�B
�܂�����͊o���Ȃ��Ă����ł��B
�Ō�ɕt�������A���ꂪ�P�Ƃ�����̂́u�敪�P�v�Ƃ�сA�z����80%�`�@
���o�����O���C���_�[��Ƃ�T���h�u���X�g�ȂǕ��o�ɑ��Ďg�p�B
�Q�Ƃ��̂��u�敪�Q�v�@�z����95���`�ŗn�ڂ̃q���[���i�������C�j�ȂǁA�������q
�܂��͍����x�ȕ��o�����������Ƃ�����ۑ������Ȃ��Ă͂Ȃ�Ȃ��}�X�N�ł��B
���\����ȕ��������}�X�N�̂��l�i�������Ȃ�܂��B
�z����99%�ȏ�̋敪�R�Ƃ����}�X�N������܂����A�g���̂ă^�C�v�ł��ꖇ��2,000
���炢����̂ŁA�ƂĂ������܂���B
�_�C�I�L�V�����܂ޔR�ăK�X�Ȃǂɑ��Ďg���Ƃ��E�E
�A�����J�̋K�i�ŁuN95�v�Ə����ꂽ�}�X�N���ŋ߂悭�����Ă܂����A�����
N�i�I�C���~�X�g��Ή��j95�i�z����95%�j�̗��������ł����A����̓}�X�N�ł͂Ȃ�
�g�p����Ă���"�f��"�̂̋K�i�ł��̂ŁA���̃`���`�Ȃ��̂ł��ƕ@�̉��ɃX�L�}��
�o�����肷����̂�����܂��B
3M�Ȃǂ̑���̗ǂ����̂Ȃ�\���g���܂��B
787 �F�W�g�� ��NAiBHuyoBI �F2013/01/08(��) 23:33:59.40 ID:/BvPurtr
>>783
�X�e�����X�O�ʓ�w�̓V���b�v�Ȃǂɂ͏o���Ȃ���������܂���ˁB
�������⎆3���O�ʓ�w�������Ă���悤�ł�����A���x�X�g�b�N�����邩
�����Ă����܂��B
�o�x�́A���͒����Ԃ̏A�J�ɂ�镲�o���I�B
�x�ւٕ̈��̒~�ςɂ��A���˂���̂���̂̃p�^�[���Ȃ̂ł����A�@���ʂ̋z����
�g���K�[�ƂȂ��ĒZ���ԂŔx�������N�����Ă��A�����ċ}���Ɋ�Ăȏ�Ԃ܂Ői�s����
���܂����Ⴊ����̂ł���ˁB
����y�f���̓��ɐ�V�I�ɑ��݂����A�ɒ[�ɊO����̎h���Ɏア�̎��̐l������悤�ł��B
�O���C���_�[�̕��o�͒m��Ă܂����A�T���h�u���X�g�͎g��������Ɠu���ƃ_�X�g���ǂ�ǂ�
������ď������Ȃ��Ă����A�댯�ȃ��x���̔����q���o�����Ă��܂��̂������ŁA�ȊO��
�o�x���X�N�̍������̂������ł��B
�X�e�����X�O�ʓ�w�̓V���b�v�Ȃǂɂ͏o���Ȃ���������܂���ˁB
�������⎆3���O�ʓ�w�������Ă���悤�ł�����A���x�X�g�b�N�����邩
�����Ă����܂��B
�o�x�́A���͒����Ԃ̏A�J�ɂ�镲�o���I�B
�x�ւٕ̈��̒~�ςɂ��A���˂���̂���̂̃p�^�[���Ȃ̂ł����A�@���ʂ̋z����
�g���K�[�ƂȂ��ĒZ���ԂŔx�������N�����Ă��A�����ċ}���Ɋ�Ăȏ�Ԃ܂Ői�s����
���܂����Ⴊ����̂ł���ˁB
����y�f���̓��ɐ�V�I�ɑ��݂����A�ɒ[�ɊO����̎h���Ɏア�̎��̐l������悤�ł��B
�O���C���_�[�̕��o�͒m��Ă܂����A�T���h�u���X�g�͎g��������Ɠu���ƃ_�X�g���ǂ�ǂ�
������ď������Ȃ��Ă����A�댯�ȃ��x���̔����q���o�����Ă��܂��̂������ŁA�ȊO��
�o�x���X�N�̍������̂������ł��B
788 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/09(��) 13:32:45.29 ID:tdOzrYXQ
������ŕ����ċ����Ă��炦�邩�ǂ����A�Ȃ�ł����A
0.45�s�b�`�̂߂˂���0.5�s�b�`�̂��˂����ē���܂����H
0.45�s�b�`�߂˂���M3�p0.5�s�b�`�Ń^�b�v���������悤�ɂȂ�܂����ˁH
0.45�s�b�`�̂߂˂���0.5�s�b�`�̂��˂����ē���܂����H
0.45�s�b�`�߂˂���M3�p0.5�s�b�`�Ń^�b�v���������悤�ɂȂ�܂����ˁH
789 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/09(��) 13:52:29.50 ID:AjB8tcrE
��������
790 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/09(��) 16:26:11.74 ID:R6HlPqP7
���ނ̌��݂Ƒf�ނɂ��B
�����s�b�`�̍��������������炩�Ȃ����Ǝv���B
�����s�b�`�̍��������������炩�Ȃ����Ǝv���B
791 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/09(��) 16:40:56.02 ID:tdOzrYXQ
�����ł���ˁE�E�E���肪�Ƃ��������܂���
792 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/25(��) 05:53:05.05 ID:DtObr7IT
�o�[�L���O�ȊO�Ńv���e���O�����肵��
�x���g�̂���݂Ō�����H�ł���s�̂̃x���g�O���C���_����܂��ˁE�E�E
�o�[�L���O���������ǂ����悤�������Ă܂��B
�x���g�̂���݂Ō�����H�ł���s�̂̃x���g�O���C���_����܂��ˁE�E�E
�o�[�L���O���������ǂ����悤�������Ă܂��B
793 �F�W�g�� ��NAiBHuyoBI �F2013/01/25(��) 19:16:04.98 ID:LX+Ac+8S
�x���g�T�C�Y�@100�~915�@�i�ʏ́F�L���[�C�`�S�j
�̃G���h���X�x���g�������T���_�[�Ȃ�A�A�[���𗠕Ԃ����Ƃł������
�ł��܂���B
���̎g���Ă���x���g�O���C���_�[�i�z�O�Őn���ł́u�G���h���X�v�Ƃ����܂��B�j
http://bbs.avi.jp/photo/79024/29825073
915�̃x���g�O���C���_�[�͐V�i��10�����炢�Ŕ����܂����A���Â���R����܂��B
�܂��x���g�̎�ނ��L�x�ł��̂ŃI�X�X���ł��B
�l�I�ɂ͓������g���₷���čD���B
���R�x����H�͈͂͐�p����̃o�[�L���O�ɂ͂��Ȃ��܂��A�����͌o���Ƙr�ŃJ�o�[�B
�o�[�L���O�������ł����A�ł��܂��E�E�a���̎�Ȃ�����o�C�N��䕪���x�ƍl�����
����قǂ̋��z�ł�����܂��A���U�i�C�t���C�L���O�𑱂�����Ȃ�A�܂��A�v���Ƃ���
�g����Ȃ炻�̉��i���̓����͏\�����Ă����Ǝv���܂��B
�̃G���h���X�x���g�������T���_�[�Ȃ�A�A�[���𗠕Ԃ����Ƃł������
�ł��܂���B
���̎g���Ă���x���g�O���C���_�[�i�z�O�Őn���ł́u�G���h���X�v�Ƃ����܂��B�j
http://bbs.avi.jp/photo/79024/29825073
915�̃x���g�O���C���_�[�͐V�i��10�����炢�Ŕ����܂����A���Â���R����܂��B
�܂��x���g�̎�ނ��L�x�ł��̂ŃI�X�X���ł��B
�l�I�ɂ͓������g���₷���čD���B
���R�x����H�͈͂͐�p����̃o�[�L���O�ɂ͂��Ȃ��܂��A�����͌o���Ƙr�ŃJ�o�[�B
�o�[�L���O�������ł����A�ł��܂��E�E�a���̎�Ȃ�����o�C�N��䕪���x�ƍl�����
����قǂ̋��z�ł�����܂��A���U�i�C�t���C�L���O�𑱂�����Ȃ�A�܂��A�v���Ƃ���
�g����Ȃ炻�̉��i���̓����͏\�����Ă����Ǝv���܂��B
794 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/25(��) 20:58:02.08 ID:DtObr7IT
�W�g���������J�ȉ�����肪�Ƃ��������܂��I
�A�[���̗����͂������ł����ł���
�l�b�g�����ł͂ǂ��ɂ��ڍׂ��킩��Ȃ��̂ŋ�J���Ă܂����B
�����̂͂T�`�P�O���̂������Ă܂����Ɍ��ɋ���������ł���
�a�f�l�|�T�O�Ƃ��ǂ��ł��傤���B
�l�i�������ł����Ǐꏊ�ɂ�����������E�E�E�B
�v���ł��Ȃ��ł�����
�n���h���ȂǃA�[�����H�ׂ͍������T���h�y�[�p�[�ŋ|�̂悤�ɍ���Ă܂�����
�����ʓ|�Ȃ̂�
�A�[���̗����͂������ł����ł���
�l�b�g�����ł͂ǂ��ɂ��ڍׂ��킩��Ȃ��̂ŋ�J���Ă܂����B
�����̂͂T�`�P�O���̂������Ă܂����Ɍ��ɋ���������ł���
�a�f�l�|�T�O�Ƃ��ǂ��ł��傤���B
�l�i�������ł����Ǐꏊ�ɂ�����������E�E�E�B
�v���ł��Ȃ��ł�����
�n���h���ȂǃA�[�����H�ׂ͍������T���h�y�[�p�[�ŋ|�̂悤�ɍ���Ă܂�����
�����ʓ|�Ȃ̂�
795 �F�W�g�� ��NAiBHuyoBI �F2013/01/25(��) 22:45:25.87 ID:LX+Ac+8S
>>794
BGM-50�@�x���g�O���C���_�[�P�̂Ȃ�BG-100�������߂ł����A�i�C�t���C�L���O�ł�
�ėp����4���~���x�Ŕ����邨��y���͗ǂ��Ƃ������܂��B
������ƃJ�o�[�ނ������߂��Ă��Ďז������ł����A��]���������Ƃ�
�t���L�V�u���`���[�u�Ȃ���6mm�V�����N�a�̎��t���u�Ηނ��g���邱�Ƃ�
���|�C���g�B
���ƁA�o�C�X�Œ�ł����Ƒ�ƃ{�[���Ղ���Έ�ʂ�̂��Ƃ��ł������ł��ˁB
BGM-50�@�x���g�O���C���_�[�P�̂Ȃ�BG-100�������߂ł����A�i�C�t���C�L���O�ł�
�ėp����4���~���x�Ŕ����邨��y���͗ǂ��Ƃ������܂��B
������ƃJ�o�[�ނ������߂��Ă��Ďז������ł����A��]���������Ƃ�
�t���L�V�u���`���[�u�Ȃ���6mm�V�����N�a�̎��t���u�Ηނ��g���邱�Ƃ�
���|�C���g�B
���ƁA�o�C�X�Œ�ł����Ƒ�ƃ{�[���Ղ���Έ�ʂ�̂��Ƃ��ł������ł��ˁB
796 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2013/01/28(��) 19:10:59.57 ID:cCA2/Pj3
tet
797 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2013/01/28(��) 19:20:25.02 ID:cCA2/Pj3
�V���[�[�[�[�b�b�b�b�bt��t�P�I�I�I�A�N�֗n�����b�P�I�I�I
���Ƀl�^�͖����ł��B
���Ƀl�^�͖����ł��B
798 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/29(��) 14:09:02.64 ID:88/QhdNZ
�h���_�C����A�y�h���ďĂ�����A
�ł܂��������^���͂ǂ�����Ă͂����Ă܂����H
�_�C�����X���Ƃ��ł����H
�ł܂��������^���͂ǂ�����Ă͂����Ă܂����H
�_�C�����X���Ƃ��ł����H
799 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/29(��) 19:45:16.19 ID:ki38KMT2
�Ɩ̃R���r�n���h������肽���̂ł����A�ʐ^�̗l�ȃn���h���͐ڒ��܂Ŏd�グ�đ��v�ł����Hhttp://i.imgur.com/hfx56Qg.jpg
{kind=link}
800 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2013/01/29(��) 21:29:26.97 ID:cUtS0tg2
>>798 �����^�������̂͐�o���ŃK���K������Ă܂��B
�������͂����Ȃ�x���g�����u�ō���Ă��܂��܂��B
�������͂����Ȃ�x���g�����u�ō���Ă��܂��܂��B
801 �F�W�g�� ��NAiBHuyoBI �F2013/01/30(��) 20:01:49.96 ID:YakHPxVA
>>799
�ł���ΉB���s�����߂Ă��������B
�ł���ΉB���s�����߂Ă��������B
>>801
�����Ȃ�ł��ˁB
���肪�Ƃ��������܂�!
���Ȃ݂ɂ�����_�����Ă��������B
http://i.imgur.com/iaft7Nd.jpg
�ʐ^�̂悤�ȃi�C�t�͂ǂ�����Ă��邩������܂���?
�E�u���[�h�����̎d�グ
�E�q���g�A�n���h���̑f��
��낵�����肢���܂��B
�����Ȃ�ł��ˁB
���肪�Ƃ��������܂�!
���Ȃ݂ɂ�����_�����Ă��������B
http://i.imgur.com/iaft7Nd.jpg
{kind=link}
�ʐ^�̂悤�ȃi�C�t�͂ǂ�����Ă��邩������܂���?
�E�u���[�h�����̎d�グ
�E�q���g�A�n���h���̑f��
��낵�����肢���܂��B
803 �F���O�ȃJ�b�^�[(�m�́M)�F2013/01/31(��) 21:50:45.04 ID:c3GSf6W7
>>803
���肪�Ƃ��������܂�!
�L�ł����I
���̂܂܂ƒ��F��2�p�^�[���H
�����Ă��̃u���[�h�A�A�A������������ŁB�B�B
�P�Ƀ}�X�L���O~�h�����Ė�Ȃ��ł���ˁH
���肪�Ƃ��������܂�!
�L�ł����I
���̂܂܂ƒ��F��2�p�^�[���H
�����Ă��̃u���[�h�A�A�A������������ŁB�B�B
�P�Ƀ}�X�L���O~�h�����Ė�Ȃ��ł���ˁH
805 �F�W�g�� ��NAiBHuyoBI �F2013/02/01(��) 00:27:49.57 ID:Il1LxfCy
�K���̕��ɂ����Ă�̂̓}�U�[�I�u�p�[���̗�
���Ԃɂ����Ă���̂��A�o�����i���L�V�R����сj
�u���[�h�ƃq���g�̓`�^���ނɓd�𒅐F�A�͗l���}�X�L���O�̗ނ�
�_�}�X�J�X�̗ނ��͂킩�肩�˂܂��B
�E�E�Ȃ�Ƃ��s�v�c�Ȗ͗l�B
���g�݂��Ďd�グ�A��x�炵�ēd�𒅐F���đg�ݒ����č���Ă܂��ˁB
�Z�p���t���l�W�Ŋe�p�[�c���Ƃ߂��Ă܂��B
���Ԃɂ����Ă���̂��A�o�����i���L�V�R����сj
�u���[�h�ƃq���g�̓`�^���ނɓd�𒅐F�A�͗l���}�X�L���O�̗ނ�
�_�}�X�J�X�̗ނ��͂킩�肩�˂܂��B
�E�E�Ȃ�Ƃ��s�v�c�Ȗ͗l�B
���g�݂��Ďd�グ�A��x�炵�ēd�𒅐F���đg�ݒ����č���Ă܂��ˁB
�Z�p���t���l�W�Ŋe�p�[�c���Ƃ߂��Ă܂��B
806 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/01(��) 00:41:41.33 ID:hpI+/vX1
�����Z���̏����q���g�ł������I
���Ƃ��肵���Ⴂ�܂���������
���Ƃ��肵���Ⴂ�܂���������
807 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/02(�y) 11:40:34.77 ID:KIDjThKU
����U���a��ł����A���t�Ȃ�̕�������Ă݂܂����B
�n�͔h��ɋȂ����Ď��͑������݂܂����B
�Аn�͏��߂Ăł������A�����Ƃ�����������o���܂���B
http://bbs.avi.jp/photo.php?wid=29825088&kid=79024&mode=&br=pc&s=
�n�͔h��ɋȂ����Ď��͑������݂܂����B
�Аn�͏��߂Ăł������A�����Ƃ�����������o���܂���B
http://bbs.avi.jp/photo.php?wid=29825088&kid=79024&mode=&br=pc&s=
808 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/02(�y) 16:40:46.01 ID:adocCq1N
�F�X�ƕ��ɂȂ�܂����B
���肪�Ƃ��������܂����I
���肪�Ƃ��������܂����I
810 �F�W�g�� ��NAiBHuyoBI �F2013/02/04(��) 00:28:50.00 ID:CqlN0CkT
>>807
�Ȃ����ł���ˁ`
�ł����A�ƂĂ��Y��ȑ���A�A�E�g���C���ƕ��̃f�U�C���B
���͐����ނōĒ��킵�Ă݂Ă��������B
�L�݂����ȏ����߂̕����Ɣėp�������Ă����ł���B
�ł͂���ɁE�E
http://bbs.avi.jp/photo/79024/29825093
��ԍ��̃A�C�A���E�b�h�̕��̃��f������ڕ��ł��B
�h�����ݎ��̘a����ŏ����I�V�����ɁA�n�̓��b�N���ɐ��삵
�b�艮����ɓn���Đn���Ă��炢�܂��B
�}�ʂ�茻���̂ق����C���[�W���₷���ł�����ˁB
�Ȃ����ł���ˁ`
�ł����A�ƂĂ��Y��ȑ���A�A�E�g���C���ƕ��̃f�U�C���B
���͐����ނōĒ��킵�Ă݂Ă��������B
�L�݂����ȏ����߂̕����Ɣėp�������Ă����ł���B
�ł͂���ɁE�E
http://bbs.avi.jp/photo/79024/29825093
��ԍ��̃A�C�A���E�b�h�̕��̃��f������ڕ��ł��B
�h�����ݎ��̘a����ŏ����I�V�����ɁA�n�̓��b�N���ɐ��삵
�b�艮����ɓn���Đn���Ă��炢�܂��B
�}�ʂ�茻���̂ق����C���[�W���₷���ł�����ˁB
811 �F�h���_�C�ł�(�L�E�ցE�M) ��eQMz0gerts �F2013/02/04(��) 19:44:03.65 ID:PJ/vHhon
>>808 �Ė߂��̓q�[�^�[�ʼn��M�������ł���Ă܂��B
����͑f�G�A
���͍�������ȉ~�����p�̃O���f�[�V�����ɂȂ��Ă���̂ł��ˁB
�ʐ^�ł͌��Â炢�ł��������Z�p�����p�̃O���f�ɂ������ƂĂ��g���Â炢����
�C�t���A���p�n���h���̓A�C�f�B�A�|�ꂩ�Ɨ��_���Ă������������̂ŏ�����]
��Ղ��܂����B
����32�����̖��t�Ő���ɃR�P�܂����̂ŁA����͂��w���̒ʂ菬���߂́A
������m��ɒ��킵�悤���Ǝv���܂��B�@���肪�Ƃ��������܂����B
���͍�������ȉ~�����p�̃O���f�[�V�����ɂȂ��Ă���̂ł��ˁB
�ʐ^�ł͌��Â炢�ł��������Z�p�����p�̃O���f�ɂ������ƂĂ��g���Â炢����
�C�t���A���p�n���h���̓A�C�f�B�A�|�ꂩ�Ɨ��_���Ă������������̂ŏ�����]
��Ղ��܂����B
����32�����̖��t�Ő���ɃR�P�܂����̂ŁA����͂��w���̒ʂ菬���߂́A
������m��ɒ��킵�悤���Ǝv���܂��B�@���肪�Ƃ��������܂����B
813 �F�W�g�� ��NAiBHuyoBI �F2013/02/04(��) 20:04:18.24 ID:WE2mOwlU
�u�ܓV�B�e�@�v
�N�ł��ȒP�ɁA�Œ���̐ݔ������Ŏ��s�Ȃ��i�C�t���B�e������@���Љ�܂��B
http://bbs.avi.jp/photo/79024/29825092
�ܓV�̋���u���[�h�ɉf�����݁A�S�̂��ψ�ɔ����ʂ����@�ł��B
�܂��̓��ɁA�܂��͎���̕����ʂ肱�܂Ȃ����ԏ�̂悤�ȏꏊ��I�т܂��B
�i�C�t��u���A�O�r�𗧂āA�����ʒu�ɃJ�������Z�b�e�B���O�B
�]�����ɃY�[�����\�}�����߂܂��B
��Ԃ��h�����߁A�^�C�}�[���[�h�������ăV���b�^�[������B
�u���[�h���j���[�g�����O���[�ɂȂ�悤�ɐF���Ɩ��邳�����Ƃ��璲�߂����
�Ȃ��悢�ł��B
�ܓV�B�e�@�̃����b�g
�E���s�����Ȃ��A��\�Z�B
�f�����b�g
�E�m�b�y�������ʐ^�ɂȂ�B
�i���̖��͂��A�ψ�Ɏp���f���J�^���O�I�Ȏg�����Ɍ������B����ł��B
�N�ł��ȒP�ɁA�Œ���̐ݔ������Ŏ��s�Ȃ��i�C�t���B�e������@���Љ�܂��B
http://bbs.avi.jp/photo/79024/29825092
�ܓV�̋���u���[�h�ɉf�����݁A�S�̂��ψ�ɔ����ʂ����@�ł��B
�܂��̓��ɁA�܂��͎���̕����ʂ肱�܂Ȃ����ԏ�̂悤�ȏꏊ��I�т܂��B
�i�C�t��u���A�O�r�𗧂āA�����ʒu�ɃJ�������Z�b�e�B���O�B
�]�����ɃY�[�����\�}�����߂܂��B
��Ԃ��h�����߁A�^�C�}�[���[�h�������ăV���b�^�[������B
�u���[�h���j���[�g�����O���[�ɂȂ�悤�ɐF���Ɩ��邳�����Ƃ��璲�߂����
�Ȃ��悢�ł��B
�ܓV�B�e�@�̃����b�g
�E���s�����Ȃ��A��\�Z�B
�f�����b�g
�E�m�b�y�������ʐ^�ɂȂ�B
�i���̖��͂��A�ψ�Ɏp���f���J�^���O�I�Ȏg�����Ɍ������B����ł��B
814 �F�W�g�� ��NAiBHuyoBI �F2013/02/04(��) 22:30:22.35 ID:WE2mOwlU
815 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/05(��) 01:15:32.54 ID:HOu6Y50f
>>811
�q�[�^�[�ł����B���x�w��ł���q�[�^�[���Ă���̂��ȁE�E�E
�q�[�^�[�ł����B���x�w��ł���q�[�^�[���Ă���̂��ȁE�E�E
816 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/05(��) 18:04:42.55 ID:g2a90YmZ
817 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/06(��) 12:44:08.16 ID:C8mGlcWm
818 �F�W�g�� ��NAiBHuyoBI �F2013/02/06(��) 19:38:28.63 ID:UbAKiwN6
>>815
�o��ŏĂ��߂�����Ƃ���
����ɂ����ꓔ�ʂɖ������ĉɂ����u�g�����p���x�v�v������
����ł����̐e���͉��x�Ǘ����Ă܂�����B
�J�Z�b�g�R�����̂悤�Ȋȑf�ȔM���ł�180�����ێ��ł��Ă����̂�
�����܂����B
����邨�d���Ȃ牷���d�C�F�����Ă��܂��̂��y�ł��傤�B
�����Ɩ�����n������ςł�����ˁB
�o��ŏĂ��߂�����Ƃ���
����ɂ����ꓔ�ʂɖ������ĉɂ����u�g�����p���x�v�v������
����ł����̐e���͉��x�Ǘ����Ă܂�����B
�J�Z�b�g�R�����̂悤�Ȋȑf�ȔM���ł�180�����ێ��ł��Ă����̂�
�����܂����B
����邨�d���Ȃ牷���d�C�F�����Ă��܂��̂��y�ł��傤�B
�����Ɩ�����n������ςł�����ˁB
819 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/06(��) 20:48:00.31 ID:FervWyJ5
�O��200�u�x���g�O���C���_���C���o�[�^��]����Ŏg���Ă݂�����30hz�ʂʼnƍ��܂ł̒P��100�u�̃t����]�ɔ�ׂĔn���炵���ʂɃO���C���h���Ղ��ă����^�v
�F���X���肪�Ƃ��������܂��B
����50cm���炢�̃��C�h�z�b�g�v���[�g�ł������āA
�Ƃ肠�����́A����ŏĖ߂����܂��B
�z�b�g�v���[�g�����Ă��߂�߂��Ȃ��悤�ɁA
�����ɁA�������~���������Ȃ��Ƃ����Ȃ����ǁc
�g�����p�̖���ɂ��������Ԃł������ȁB
�����x�v��100�ςňꉞ�����Ă���܂����B
����50cm���炢�̃��C�h�z�b�g�v���[�g�ł������āA
�Ƃ肠�����́A����ŏĖ߂����܂��B
�z�b�g�v���[�g�����Ă��߂�߂��Ȃ��悤�ɁA
�����ɁA�������~���������Ȃ��Ƃ����Ȃ����ǁc
�g�����p�̖���ɂ��������Ԃł������ȁB
�����x�v��100�ςňꉞ�����Ă���܂����B
821 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/08(��) 20:36:29.70 ID:WMWDiiLz
�킨�`
822 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/09(�y) 19:20:01.11 ID:VpoZJZCC
�C�O�̃��[�J�[����͎���œd�C�F�H�݂����Ȃ̎g���Ă�l���܂���
�A���~�z�C���Ńu���[�h����
������{�Ŕ����Ă�̂��ȁH����Ă��Ƃ���Ă����߂̓d�C�F�ŏē���͖����H
�A���~�z�C���Ńu���[�h����
������{�Ŕ����Ă�̂��ȁH����Ă��Ƃ���Ă����߂̓d�C�F�ŏē���͖����H
823 �F�W�g�� ��NAiBHuyoBI �F2013/02/09(�y) 19:58:05.60 ID:f3BBSJIm
>>819
�O�w200V�̃��[�^�[�͑傫�����������Ă������ɗǂ��ł���ˁB
��822
�g���܂��A�Ƃ������g���Ă܂���B
http://www.koito-ind.co.jp/product/index_04_02.html
�݂邵�ē���āA�S��180mm���x�܂ŁB
�^��Ȃ��̂ŕ\�ʂ��_���A�����ėe�͂Ȃ��Ȃ���܂��B
�O�w��ϑw�Ȃǂ̕����|�ނł����Ă��������B
�O�w200V�̃��[�^�[�͑傫�����������Ă������ɗǂ��ł���ˁB
��822
�g���܂��A�Ƃ������g���Ă܂���B
http://www.koito-ind.co.jp/product/index_04_02.html
�݂邵�ē���āA�S��180mm���x�܂ŁB
�^��Ȃ��̂ŕ\�ʂ��_���A�����ėe�͂Ȃ��Ȃ���܂��B
�O�w��ϑw�Ȃǂ̕����|�ނł����Ă��������B
824 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/09(�y) 20:37:08.16 ID:VpoZJZCC
�W�g�� ��NAiBHuyoBI�����������Ă��������Ă܂�
�P��|�ނ��ƋȂ����ł����E�E�E
�����|�ނƂ����ƃ_�}�X�J�X��N���b�h�|�ł����H
����ŏē���܂łł���̂͊y�����ł��ˁI
�����|�ނ��č��܂Ŏg�������ƂȂ��ł����ǂ���œ���ł��܂����H
��������U�߂Ő\����Ȃ��ł�����������������
�P��|�ނ��ƋȂ����ł����E�E�E
�����|�ނƂ����ƃ_�}�X�J�X��N���b�h�|�ł����H
����ŏē���܂łł���̂͊y�����ł��ˁI
�����|�ނ��č��܂Ŏg�������ƂȂ��ł����ǂ���œ���ł��܂����H
��������U�߂Ő\����Ȃ��ł�����������������
3���N���b�h��ϑw�|��
�Ȃ����Ă��@���Ē����邩��A�Ȃ�Ƃ��g������Ă����b�ł���B
�`�^�����q���g�ȂǂɎg�������̂ł����A
�������Ă���̂�����Ă��̘F�̉��x�I�[�_�[����10�x�P�ʂƂ����ł��傤���H
�����m�ł����狳���ĉ������B
�ł����肪���܂����Ă��Ƃ̓q�[�^�[�����M���Ȃ���Ă��Ƃ�����
�ψ�ɂ͍s���Ȃ����낤�ȁE�E�E�B
http://homepage1.nifty.com/k_tsuda/ti22/tikaisetsu.html
�Ȃ����Ă��@���Ē����邩��A�Ȃ�Ƃ��g������Ă����b�ł���B
�`�^�����q���g�ȂǂɎg�������̂ł����A
�������Ă���̂�����Ă��̘F�̉��x�I�[�_�[����10�x�P�ʂƂ����ł��傤���H
�����m�ł����狳���ĉ������B
�ł����肪���܂����Ă��Ƃ̓q�[�^�[�����M���Ȃ���Ă��Ƃ�����
�ψ�ɂ͍s���Ȃ����낤�ȁE�E�E�B
http://homepage1.nifty.com/k_tsuda/ti22/tikaisetsu.html
826 �F�W�g�� ��NAiBHuyoBI �F2013/02/09(�y) 21:26:49.61 ID:f3BBSJIm
>>824
����A�N���b�h�ނł��Ȃ����ł����@��������ł��B
��{�A�X�e�����X�N���b�h�̍|�������Ă���͕̂�������|�ށB
�c����VG�n��J�E���A���ꂩ��X�[�p�[�S�[���h�U�Ȃǂ�����ł���ޗ��ł��ˁB
���̓V���b�v�ł͍|�ޔ������Ƃ͂Ȃ��̂ŏڂ����Ȃ��ł����E�E�܂��A��ʃ��[�g
�ł��Ɓu�_�}�X�J�X�v�Ƃ���Ă���ޗ��ɂȂ�܂����ˁB
R2�ȂǂȂ�i�C�t�V���E�ȂǂŐ��ۏ����甃�����Ƃ��o���܂���B
����A�N���b�h�ނł��Ȃ����ł����@��������ł��B
��{�A�X�e�����X�N���b�h�̍|�������Ă���͕̂�������|�ށB
�c����VG�n��J�E���A���ꂩ��X�[�p�[�S�[���h�U�Ȃǂ�����ł���ޗ��ł��ˁB
���̓V���b�v�ł͍|�ޔ������Ƃ͂Ȃ��̂ŏڂ����Ȃ��ł����E�E�܂��A��ʃ��[�g
�ł��Ɓu�_�}�X�J�X�v�Ƃ���Ă���ޗ��ɂȂ�܂����ˁB
R2�ȂǂȂ�i�C�t�V���E�ȂǂŐ��ۏ����甃�����Ƃ��o���܂���B
827 �F�W�g�� ��NAiBHuyoBI �F2013/02/09(�y) 21:40:49.55 ID:f3BBSJIm
���|�p�d�C�F��10�x�P�ʂ������Ǝv���܂��B
�m�荇���́A�Ԃɂ̂��Ē��Ă����Ă܂�����B
�������܂��悵�݂����Ȓ��q�ł������B
�d�C�ɋ����l��A�ʎY����ꍇ�̓X���C�_�b�N�����ėz�Ɏ_���������ق���
�y�݂����ł����ǂˁB
http://sec-suzuki.com/newpage172.htm
�m�荇���́A�Ԃɂ̂��Ē��Ă����Ă܂�����B
�������܂��悵�݂����Ȓ��q�ł������B
�d�C�ɋ����l��A�ʎY����ꍇ�̓X���C�_�b�N�����ėz�Ɏ_���������ق���
�y�݂����ł����ǂˁB
http://sec-suzuki.com/newpage172.htm
828 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/09(�y) 22:01:07.37 ID:0uUtifqW
Seto�J�g�����[
http://www.setocut.co.jp/SHOP/716880/t01/list.html
�����n��
http://www.kintaka.com/002tanzou/warikomiao2.html
�A�C�_(V��10���ϑw�|)
http://www.matrix-aida.com/sub1.1.html
�����|��
http://www.okayasu-kk.com/knife/making/#01_11
VG10�_�}�X�J�X����舵���Ă�e�G(�J�^���O����Ƃ���)
http://www.hamono-net.or.jp/anata/ginzakikuhide/index.html
�ς��Ǝv�������Ԃ̂͂��ꂭ�炢���ȁB
�ł��Y�f�|�Ȃ玩���Ŋ��荞�ݍ��̂����肾�Ǝv���ȁB
�ꌬ�Ƃ��i�C�t�N���u�ŁB
�̂̓t�H���N�X���Ă����n���T�C�g������������
�T�C�g�������エ�S���Ȃ�ɂȂ��Ă��܂��Ĕ��Ɏc�O�B
�����Ƃ��悭�����Ă��̂Ɂc�B
>>824
���[�A�d�C�̂��Ƃ͂����ς肾�����̂ŏ�����܂��B
���������|����ɂ��ĐF�X���ׂĂ݂܂��B���肪�Ƃ��B
http://www.setocut.co.jp/SHOP/716880/t01/list.html
�����n��
http://www.kintaka.com/002tanzou/warikomiao2.html
�A�C�_(V��10���ϑw�|)
http://www.matrix-aida.com/sub1.1.html
�����|��
http://www.okayasu-kk.com/knife/making/#01_11
VG10�_�}�X�J�X����舵���Ă�e�G(�J�^���O����Ƃ���)
http://www.hamono-net.or.jp/anata/ginzakikuhide/index.html
�ς��Ǝv�������Ԃ̂͂��ꂭ�炢���ȁB
�ł��Y�f�|�Ȃ玩���Ŋ��荞�ݍ��̂����肾�Ǝv���ȁB
�ꌬ�Ƃ��i�C�t�N���u�ŁB
�̂̓t�H���N�X���Ă����n���T�C�g������������
�T�C�g�������エ�S���Ȃ�ɂȂ��Ă��܂��Ĕ��Ɏc�O�B
�����Ƃ��悭�����Ă��̂Ɂc�B
>>824
���[�A�d�C�̂��Ƃ͂����ς肾�����̂ŏ�����܂��B
���������|����ɂ��ĐF�X���ׂĂ݂܂��B���肪�Ƃ��B
829 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/09(�y) 22:10:27.71 ID:0uUtifqW
830 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/09(�y) 23:15:50.07 ID:VpoZJZCC
�����͖{���ɕ��ɂȂ�Ȃ��I���肪�Ƃ��������܂�
�X�g�b�N���`�ō�����i�C�t���@���Ē����đ��v���낤��
�Y�Ɠd�C�F�ŔY�ނȁ`
���ւ���ATS�Ȃ͏ē��ꉷ�x�ɂƂǂ��Ȃ��ƌ�����
VG10���Ɛ�x�ȉ��ł������邩��
�Ă��܂Ŏ����ŏo���čd���𑀂ꂽ��ō��Ɋy�������낤
�X�g�b�N���`�ō�����i�C�t���@���Ē����đ��v���낤��
�Y�Ɠd�C�F�ŔY�ނȁ`
���ւ���ATS�Ȃ͏ē��ꉷ�x�ɂƂǂ��Ȃ��ƌ�����
VG10���Ɛ�x�ȉ��ł������邩��
�Ă��܂Ŏ����ŏo���čd���𑀂ꂽ��ō��Ɋy�������낤
831 �F�W�g�� ��NAiBHuyoBI �F2013/02/09(�y) 23:43:47.04 ID:f3BBSJIm
>>830
�X�e�����X�|�̎��Əē��ꂪ����̂́A���x���グ����A��莞�Ԃ��̉��x��
�ێ����đg�D���ψ�ɕϑԂ�����ێ����Ԃ��������߂ł��B
�����ďĂ��͊Â��d���̑O�Ɂu����v�u����Ȃ��v�̓���B
VG10�ł��w�艷�x�܂ŃL�b�`���グ�ĕێ����Ȃ���Ȃ�܂����B
�i���̑����p�͊ȒP�A���ʼn������Ȃ��Ă�����܂��B�j
�Ă�����ŗV�ԂȂ�A�X�e�����X�ł͂Ȃ��o�l�|�ȂǒY�f�|�n�ł����������|
�̂ق������s�����Ȃ��y���߂܂��B
�Y�f�|�Œb��n������Ă݂Ă͂������ł��傤���H
�|�͓Y�����̏��Ȃ������̂悤�ȏ����ȍ|�قǒႢ���x�ƒZ���ێ��A�}���ȉ��x�~����
�Ă�������A�����|�A�Z�~�X�e���A�X�e�����X�|�ƓY�����̑����Ȃ�قǍ����A�����ԕێ�
�����ė�p�͖���A���Ɖ��₩�ɂȂ��Ă����܂��B
����i���L���j���������Â��̋��ɂ���Ă����ƁA���ꂩ��̃i�C�t���C�L���O�����Ɗy�����Ȃ��
�v���܂���B
�X�e�����X�|�̎��Əē��ꂪ����̂́A���x���グ����A��莞�Ԃ��̉��x��
�ێ����đg�D���ψ�ɕϑԂ�����ێ����Ԃ��������߂ł��B
�����ďĂ��͊Â��d���̑O�Ɂu����v�u����Ȃ��v�̓���B
VG10�ł��w�艷�x�܂ŃL�b�`���グ�ĕێ����Ȃ���Ȃ�܂����B
�i���̑����p�͊ȒP�A���ʼn������Ȃ��Ă�����܂��B�j
�Ă�����ŗV�ԂȂ�A�X�e�����X�ł͂Ȃ��o�l�|�ȂǒY�f�|�n�ł����������|
�̂ق������s�����Ȃ��y���߂܂��B
�Y�f�|�Œb��n������Ă݂Ă͂������ł��傤���H
�|�͓Y�����̏��Ȃ������̂悤�ȏ����ȍ|�قǒႢ���x�ƒZ���ێ��A�}���ȉ��x�~����
�Ă�������A�����|�A�Z�~�X�e���A�X�e�����X�|�ƓY�����̑����Ȃ�قǍ����A�����ԕێ�
�����ė�p�͖���A���Ɖ��₩�ɂȂ��Ă����܂��B
����i���L���j���������Â��̋��ɂ���Ă����ƁA���ꂩ��̃i�C�t���C�L���O�����Ɗy�����Ȃ��
�v���܂���B
832 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/10(��) 00:16:25.17 ID:X8sTGacp
���Ⴀ�X�e���ō���Ď��ȏē���̏ꍇ�͓d�C�F�̂ق��������킯�ł����H
����ő�̉��x�ʼn����`�����ԏĂ���ł��傤���B
�����Ă���ł������Ă��܂��ƁE�E�E
����ő�̉��x�ʼn����`�����ԏĂ���ł��傤���B
�����Ă���ł������Ă��܂��ƁE�E�E
833 �F�W�g�� ��NAiBHuyoBI �F2013/02/10(��) 00:38:29.25 ID:eh0WxSiP
�Y��R�[�N�X�F�ŃI�[�o�[�q�[�g�������Ɉ�莞�ԁA���x���ψ�ɕێ�����͍̂���ł��B
�퉷�̏�Ԃ���d�C�F�ɓ��ꉷ�x���グ�n�߁A�w�艷�x1030���`1060���܂�
�F�����x���オ������10���ێ�
���̌�A�F����o���ċ��B
�Ă��߂��B
���������@�Ă��������������Ȃ�������A�Â�������d��������A�������芄�ꂽ��B
�����������Ƃ��N����Ȃ����߂̓Y�����ł���A�d�q����ʼn��x�Ǘ��̂ł���^��F��
�������肷��킯�ł��B
�s�m��v�f�͓��y�Ŋy���ޕ��ɂ͂������낢���ł����A�H�Ɛ��i�Ƃ��Đn�������ꍇ
�ψ�ɕi�����o���Ȃ��͖̂��ł�����B
�X�e�����X�̎��ȏē���ɂ͓��R�A�����̃��X�N���Ƃ��Ȃ��܂��B
�Ă����y���ނȂ�����ƒႢ���x�łł���o�l�|�Ȃǂ̂ق��Ŋ�������ق���
�����Ǝv���܂��B
�퉷�̏�Ԃ���d�C�F�ɓ��ꉷ�x���グ�n�߁A�w�艷�x1030���`1060���܂�
�F�����x���オ������10���ێ�
���̌�A�F����o���ċ��B
�Ă��߂��B
���������@�Ă��������������Ȃ�������A�Â�������d��������A�������芄�ꂽ��B
�����������Ƃ��N����Ȃ����߂̓Y�����ł���A�d�q����ʼn��x�Ǘ��̂ł���^��F��
�������肷��킯�ł��B
�s�m��v�f�͓��y�Ŋy���ޕ��ɂ͂������낢���ł����A�H�Ɛ��i�Ƃ��Đn�������ꍇ
�ψ�ɕi�����o���Ȃ��͖̂��ł�����B
�X�e�����X�̎��ȏē���ɂ͓��R�A�����̃��X�N���Ƃ��Ȃ��܂��B
�Ă����y���ނȂ�����ƒႢ���x�łł���o�l�|�Ȃǂ̂ق��Ŋ�������ق���
�����Ǝv���܂��B
834 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/10(��) 21:28:03.05 ID:MDNa2S2b
�F�̘b���o�Ă邩�炨�����������̂ł����A
�n������܂Ƃ߂̃T�C�g�̑����p�C�v�A
�u�����[�̔��Α��͂ǂ��������Ă���̂ł��傤�H
��������W�ł���킯�ł��Ȃ����낤���A
�]���������^���ł��l�߂Ă�̂��ȁH
�n������܂Ƃ߂̃T�C�g�̑����p�C�v�A
�u�����[�̔��Α��͂ǂ��������Ă���̂ł��傤�H
��������W�ł���킯�ł��Ȃ����낤���A
�]���������^���ł��l�߂Ă�̂��ȁH
835 �F�W�g�� ��NAiBHuyoBI �F2013/02/10(��) 22:36:01.67 ID:Gq+ZU5EZ
>>834
�Ǘ��l�̊쉮�������Ɋy��������o���������ŁA�����Ƃ܂Ƃ߃T�C�g��
�X�V���~�܂��Ă��āA�������̘F�̏ڍׂ͂킩��܂��E�E
�����^�����p�b�L�������ɏ��ʂ��ă����K�̖ʂɉ������ĂĂ��邾�����Ƃ������܂���H
�������̓R�[�N�X���D���܂�A����I�ɒ��̃S�~���o���Ă��Ȃ��ƉΗ͂������܂��B
�����e�i���X��e�Ղɂ��邽�߁A�Ȃɂ����ĂȂ��̂ł͂Ȃ��ł��傤���ˁB
�Ǘ��l�̊쉮�������Ɋy��������o���������ŁA�����Ƃ܂Ƃ߃T�C�g��
�X�V���~�܂��Ă��āA�������̘F�̏ڍׂ͂킩��܂��E�E
�����^�����p�b�L�������ɏ��ʂ��ă����K�̖ʂɉ������ĂĂ��邾�����Ƃ������܂���H
�������̓R�[�N�X���D���܂�A����I�ɒ��̃S�~���o���Ă��Ȃ��ƉΗ͂������܂��B
�����e�i���X��e�Ղɂ��邽�߁A�Ȃɂ����ĂȂ��̂ł͂Ȃ��ł��傤���ˁB
836 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/10(��) 23:38:02.63 ID:MDNa2S2b
���[�Ȃ�قǁA�l�߂�K�v�͂Ȃ��̂��B
���g�������^�����Ƃ��Ȃ邾�낤����
�p�b�L������Ɏg�����Ă̂͂悳�����ł��ˁB���肪�Ƃ��B
���g�������^�����Ƃ��Ȃ邾�낤����
�p�b�L������Ɏg�����Ă̂͂悳�����ł��ˁB���肪�Ƃ��B
837 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/11(��) 16:57:35.86 ID:bOiLLKeF
V���ނ��ăi�C�t���쏉���킵������
����߂�����d���ł���w
�A�}�]���Ŕ������c�{�T���j�R���\������_���Ȃ̂��ȁH
����Ƃ����X���Ő���ł��؍�����g����ł��傤��
�������߂̃��X���A�ۃ��X���Ƃ��̑g�݃��X���������ĉ������I
����߂�����d���ł���w
�A�}�]���Ŕ������c�{�T���j�R���\������_���Ȃ̂��ȁH
����Ƃ����X���Ő���ł��؍�����g����ł��傤��
�������߂̃��X���A�ۃ��X���Ƃ��̑g�݃��X���������ĉ������I
838 �F�W�g�� ��NAiBHuyoBI �F2013/02/11(��) 18:45:11.84 ID:1lBXDxIp
839 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/11(��) 18:50:07.94 ID:bOiLLKeF
�����A�K�������Ƃ���܂���
�ڂ̑e���̖�肩�Ȃ�
�i�C�t���C�L���O�̖{������܂���
�t�����܂���
�S���l�b�g�ɗ����Ă���𗊂�Ɏn�߂悤�Ǝv���܂���
�����Ă����ɂ��ǂ蒅���܂���
�����|�ނ��Œ肵�č��o�������������ƁE�E�E
�ڂ̑e���̖�肩�Ȃ�
�i�C�t���C�L���O�̖{������܂���
�t�����܂���
�S���l�b�g�ɗ����Ă���𗊂�Ɏn�߂悤�Ǝv���܂���
�����Ă����ɂ��ǂ蒅���܂���
�����|�ނ��Œ肵�č��o�������������ƁE�E�E
840 �F�W�g�� ��NAiBHuyoBI �F2013/02/11(��) 19:23:49.35 ID:1lBXDxIp
����H�E��d�グ�͂Ȃ��Ȃ��}�j���A�����ł�����̂ł͂���܂���B
�������Ƀl�b�g�L���Ƃ����ǑS�Ă����߂鎑���͓]�����Ă��Ȃ��Ǝv���܂��B
�����A��Ƃ̃R�c�Ƃ����̂͑�R����܂��B
���ꂩ��̐l�̂��߁A�������Â`���Đ��������Ǝv���܂����A��������ɂ�
�������Ԃ��|����܂��B
�������܂����������B
�������Ƀl�b�g�L���Ƃ����ǑS�Ă����߂鎑���͓]�����Ă��Ȃ��Ǝv���܂��B
�����A��Ƃ̃R�c�Ƃ����̂͑�R����܂��B
���ꂩ��̐l�̂��߁A�������Â`���Đ��������Ǝv���܂����A��������ɂ�
�������Ԃ��|����܂��B
�������܂����������B
841 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/11(��) 20:48:29.68 ID:dKB6s135
�n���h���ނ��N���X���[�u�̃O���[���x���[�݂���
�O��^���O��I�o���đ����������̂�����ǁA
2���̃n���h���ނ����E�Ώ̂ɐ邢�����@���ĂȂ��ł����ˁE�E�E
C�^�N�����v�ɋ���ŁA(�d��)���̂����炢�����v�����Ȃ��B
�O��^���O��I�o���đ����������̂�����ǁA
2���̃n���h���ނ����E�Ώ̂ɐ邢�����@���ĂȂ��ł����ˁE�E�E
C�^�N�����v�ɋ���ŁA(�d��)���̂����炢�����v�����Ȃ��B
842 �F�W�g�� ��NAiBHuyoBI �F2013/02/11(��) 21:36:22.84 ID:1lBXDxIp
>>841
���t���̌����J���Ă����A���̌��𗘗p���č��E���{���g�ʼn�����
�J�b�g�Ɛ��`�B
�i�C�t�{�̂Ǝ��X���g�݂��ėl�q���݂Ȃ������āA�S�̂̃o�����X�𐮂��Ă����܂��B
���t���̌����J���Ă����A���̌��𗘗p���č��E���{���g�ʼn�����
�J�b�g�Ɛ��`�B
�i�C�t�{�̂Ǝ��X���g�݂��ėl�q���݂Ȃ������āA�S�̂̃o�����X�𐮂��Ă����܂��B
843 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/11(��) 21:51:11.58 ID:bOiLLKeF
844 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/11(��) 22:21:00.82 ID:dKB6s135
845 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/11(��) 23:06:06.91 ID:Pkyc/zfC
>>840
�����p�ɂȂ�܂����H
http://www.youtube.com/watch?v=yuYV_2osGVc
http://www.youtube.com/watch?v=GHfV1f4jIaM
�����p�ɂȂ�܂����H
http://www.youtube.com/watch?v=yuYV_2osGVc
http://www.youtube.com/watch?v=GHfV1f4jIaM
846 �F�W�g�� ��NAiBHuyoBI �F2013/02/11(��) 23:39:06.42 ID:1lBXDxIp
847 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/12(��) 09:58:25.28 ID:+mdyq8xU
>>837
���X������m�R�ŃX�s�[�h�����߂�Ȃ��Ƒ�Ɩ��͂��d�v�B
����炪�y�ʁA�ፄ���A�Œ肪�s����Ƃ����Ɣ��ɍ���B
�Z�\�ܗւ̋@�B�g�ݗ��ĂƂ��̓����
��d�グ�Z�\�m�Ҍ����̃��X�������̃R�c���̎�����
�l�b�g�ɗ����Ă邩�璲�ׂĐ^�����Ă݂Ȃ�B
�Z�\�ܗ֑I�背�x���͖��������ǁA�f�l���������ł�
�����v���C���[�̌������X���ō���Č��̂قڂǂ��ł�
10��m�̃V�b�N�l�X�Q�[�W��͂߂邮�炢�͏o��������B
>>846
http://www.knife-making-supplies.net/custom-pocket-knife-making-tutorial.html
�F��ȃi�C�t�̃��C�L���O�p�`���[�g���A���B
���X������m�R�ŃX�s�[�h�����߂�Ȃ��Ƒ�Ɩ��͂��d�v�B
����炪�y�ʁA�ፄ���A�Œ肪�s����Ƃ����Ɣ��ɍ���B
�Z�\�ܗւ̋@�B�g�ݗ��ĂƂ��̓����
��d�グ�Z�\�m�Ҍ����̃��X�������̃R�c���̎�����
�l�b�g�ɗ����Ă邩�璲�ׂĐ^�����Ă݂Ȃ�B
�Z�\�ܗ֑I�背�x���͖��������ǁA�f�l���������ł�
�����v���C���[�̌������X���ō���Č��̂قڂǂ��ł�
10��m�̃V�b�N�l�X�Q�[�W��͂߂邮�炢�͏o��������B
>>846
http://www.knife-making-supplies.net/custom-pocket-knife-making-tutorial.html
�F��ȃi�C�t�̃��C�L���O�p�`���[�g���A���B
848 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/12(��) 21:44:45.73 ID:zgN0X4mg
849 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/13(��) 13:15:09.09 ID:RSgZpW4Y
���܂Ŏ����قڂȂ��l�b�g�ł�����ƌ�������𗊂�ɂ���Ă܂��������肪����
�T�d�ɂ���Ă܂��������\�K�V�K�V�����Ă�����ł��ˁE�E�E
�T�d�ɂ���Ă܂��������\�K�V�K�V�����Ă�����ł��ˁE�E�E
850 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/13(��) 17:48:38.37 ID:tGCVVdhi
�X�e�����X�ނ̂₷��|���̍�
�X�e���R���������Đ؍�X�v���[���|����Ƃ����炵����
�ꐡ�l�i��������
�X�e���R���������Đ؍�X�v���[���|����Ƃ����炵����
�ꐡ�l�i��������
851 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/13(��) 19:24:18.52 ID:yrLuS7aL
�u�炵���v���C�y�Ɋ��߂�Ȃ�
���l���_�V�ɂ��悤���č��_�~�G�~�G
���l���_�V�ɂ��悤���č��_�~�G�~�G
852 �F�W�g�� ��NAiBHuyoBI �F2013/02/13(��) 19:50:45.67 ID:UDltmvgy
�͂��A�ł͓������R����悤�Ȃ̂ŁA���͉��ڂł͂킩��Â炢�v�_��
��������ł����܂��B
��{
���X���̈�����B
��̌E�݂Ɛl�����w���߂̏�ɕ����悹�A��ݍ��ނ悤�Ɉ���܂��B
�e�w�͎��܂�̗ǂ��ꏊ�ɁB
http://bbs.avi.jp/photo/79024/29825108
���ӓ_�F�l�����w��L���������\��������Ⴂ�܂����A���̐L�����w��
�o�C�X��[�N�ɂԂ��ĉ�������邱�Ƃ������A���{�ł�������ׂ���
����Ă��܂��B
��������ł����܂��B
��{
���X���̈�����B
��̌E�݂Ɛl�����w���߂̏�ɕ����悹�A��ݍ��ނ悤�Ɉ���܂��B
�e�w�͎��܂�̗ǂ��ꏊ�ɁB
http://bbs.avi.jp/photo/79024/29825108
���ӓ_�F�l�����w��L���������\��������Ⴂ�܂����A���̐L�����w��
�o�C�X��[�N�ɂԂ��ĉ�������邱�Ƃ������A���{�ł�������ׂ���
����Ă��܂��B
853 �F�W�g�� ��NAiBHuyoBI �F2013/02/13(��) 19:58:17.42 ID:UDltmvgy
�\����
http://bbs.avi.jp/photo/79024/29825109
�E��e�w�͐^��ɏ悹����Ƃ�⍶���ɏ悹��������܂����A�e�w�ʼn����t���č����
����킯�ł͂Ȃ��̂œ��ɖ��͂���܂���B
�\����ۋC�����邱�Ƃ́A�E�r�̘e���������肵�߂邱�ƁB
�e���Ă���Ƒ̏d�����X���ɏ悹���܂���B
http://bbs.avi.jp/photo/79024/29825109
�E��e�w�͐^��ɏ悹����Ƃ�⍶���ɏ悹��������܂����A�e�w�ʼn����t���č����
����킯�ł͂Ȃ��̂œ��ɖ��͂���܂���B
�\����ۋC�����邱�Ƃ́A�E�r�̘e���������肵�߂邱�ƁB
�e���Ă���Ƒ̏d�����X���ɏ悹���܂���B
854 �F�W�g�� ��NAiBHuyoBI �F2013/02/13(��) 20:16:05.51 ID:UDltmvgy
���̔z�u
http://bbs.avi.jp/photo/79024/29825110
�����́A�ق�̋C���������������܂��B
�O��̑��̊Ԋu�͉��H��̍������Ⴍ�Ȃ�قNJJ���Ă����܂����A
���������g���A�̊i�͐l���ꂼ��Ȃ̂ł������蓥���ꏊ��������
���������������B
���̑��̂���Ń��X�����\���A�����̃q�U�������Ȃ��Ă݂Ă��������B
���̏㔼�g���O���ɂ̂�������d�݂��E�r�ɒʂ��A���X���ɂ̂��A�������̂ł��B
�r�͂����łȂ��E���Œn�ʂ��R��悤�ɓ���A���ƉE�r�ŏ㔼�g�̑̏d���悹��
�O���Ƀ��X���������i�߂�B
�ő�o�͂�悤�ȏ������ł����A�S�g�ɔ�J�U�����Ē����Ԃ̍�Ƃ�
�ł���悤�ɂ�����@�ł�����܂��B
http://bbs.avi.jp/photo/79024/29825110
�����́A�ق�̋C���������������܂��B
�O��̑��̊Ԋu�͉��H��̍������Ⴍ�Ȃ�قNJJ���Ă����܂����A
���������g���A�̊i�͐l���ꂼ��Ȃ̂ł������蓥���ꏊ��������
���������������B
���̑��̂���Ń��X�����\���A�����̃q�U�������Ȃ��Ă݂Ă��������B
���̏㔼�g���O���ɂ̂�������d�݂��E�r�ɒʂ��A���X���ɂ̂��A�������̂ł��B
�r�͂����łȂ��E���Œn�ʂ��R��悤�ɓ���A���ƉE�r�ŏ㔼�g�̑̏d���悹��
�O���Ƀ��X���������i�߂�B
�ő�o�͂�悤�ȏ������ł����A�S�g�ɔ�J�U�����Ē����Ԃ̍�Ƃ�
�ł���悤�ɂ�����@�ł�����܂��B
855 �F�W�g�� ��NAiBHuyoBI �F2013/02/13(��) 20:24:43.52 ID:UDltmvgy
�i�C�t���C�L���O�ł̃��X���|���͂��Ȃ蒷���ԁE�d�J���ł��B
����ƁA�������H���ł��Ȃ��Ȃ�܂��̂ŁA�������������̃y�[�X��
������������B
�܂��A���͂̈ێ��Ǝ��ی삷��ʂ���A�K�b�V���ƍ��ꍇ�̓��[�N�O���[�u
�̎g�p���I�X�X�����܂��B
����ƁA�������H���ł��Ȃ��Ȃ�܂��̂ŁA�������������̃y�[�X��
������������B
�܂��A���͂̈ێ��Ǝ��ی삷��ʂ���A�K�b�V���ƍ��ꍇ�̓��[�N�O���[�u
�̎g�p���I�X�X�����܂��B
>>855
�l�X�ȏ�肪�Ƃ��������܂��I
�l�X�ȏ�肪�Ƃ��������܂��I
857 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/13(��) 23:45:20.90 ID:33Ga4Ov4
�����[���ɂȂ�E�E�E
���X���͉����Ƃ��ɍ����ł���ˁH�H
�܂��̓��X���̃n���h������Ȃ���w
���X���͉����Ƃ��ɍ����ł���ˁH�H
�܂��̓��X���̃n���h������Ȃ���w
858 �F�W�g�� ��NAiBHuyoBI �F2013/02/14(��) 00:01:03.54 ID:SDUcf4h/
>>857
�����A���X���͉��������B
���������ʔ����Ă��郄�X���͉E�藘���p�ŁA����O����E���ɍ��i�߂�
�悤�ɐn�����܂�Ă��܂��B
���́A�ؕ��������ł��傤�B
�n���}�[�ƃ��X���̏ꍇ�A�ؕ��́u�育�����v���͂�����`���Ă���A��Ƃ�
�n���𑁂߂Ă���܂��B
�����ԍ�ƂȂǂ̍ۂ̃O���b�v�m�ۂ̓O���[�u�ł����Ȃ��܂��傤�B
�����A���X���͉��������B
���������ʔ����Ă��郄�X���͉E�藘���p�ŁA����O����E���ɍ��i�߂�
�悤�ɐn�����܂�Ă��܂��B
���́A�ؕ��������ł��傤�B
�n���}�[�ƃ��X���̏ꍇ�A�ؕ��́u�育�����v���͂�����`���Ă���A��Ƃ�
�n���𑁂߂Ă���܂��B
�����ԍ�ƂȂǂ̍ۂ̃O���b�v�m�ۂ̓O���[�u�ł����Ȃ��܂��傤�B
859 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/14(��) 00:45:07.01 ID:232jFng+
�ȑO�����Ă�������˂��R�C�����X���͎�O�ɎO�p�̎Εӂ����Ă܂���
�C�����X�����`�F�b�J�����O���X���Ƃ��Ďg���ꍇ��
�����č���ł����H
�C�����X�����`�F�b�J�����O���X���Ƃ��Ďg���ꍇ��
�����č���ł����H
860 �F�W�g�� ��NAiBHuyoBI �F2013/02/14(��) 00:54:08.43 ID:SDUcf4h/
>>859
���̃x�b�Z�����͉�����ł������A���������ă��[�J�[�ɂ��̂�������܂���B
���̃x�b�Z�����͉�����ł������A���������ă��[�J�[�ɂ��̂�������܂���B
861 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/14(��) 12:50:59.27 ID:232jFng+
�E�`���x�b�Z���ł����B
������Ȃ�ł��ˁB���肪�Ƃ��B
������Ȃ�ł��ˁB���肪�Ƃ��B
��̕��œd�C�F�̘b���o�Ă����A���O�Y��Ăď����Ȃ���������
�v���o�������B
ttp://www.hatadenki.co.jp/item/item_pot.htm
����J�X�^�����[�J�[������̏������Ⴂ���g���Ă��B
�X�e�����X�̓p�b�N�ɓ���Ă�邻�����B
�v���o�������B
ttp://www.hatadenki.co.jp/item/item_pot.htm
����J�X�^�����[�J�[������̏������Ⴂ���g���Ă��B
�X�e�����X�̓p�b�N�ɓ���Ă�邻�����B
863 �F�W�g�� ��NAiBHuyoBI �F2013/02/14(��) 18:38:58.44 ID:jZkLrhXO
864 �F�W�g�� ��NAiBHuyoBI �F2013/02/14(��) 20:28:08.76 ID:jZkLrhXO
�u�`�L���t���܍��݃i�C�t����낤�B�v
http://bbs.avi.jp/photo/79024/29825111
��ԏ�̃e���v���[�g���v�����g�A�E�g���āA�����ɒ����Đ蔲���Ă��������B
�s�{�b�g�s���̈ʒu�ɉ�e���h���A������m�F�B
����Ȃ��������n�T�~�Ő��萮�`�B
�s���̈ʒu�W�̃e���v���[�g������U���g�̂悤�ȃX�^�C���̐܍��݃i�C�t��
���\�ȒP�Ƀf�U�C����������o���܂��B
�g��k��������u���[�h�̃A�[���ς��Ċ�����m���߂���A
�܂������ɒ��x�����`�L���̒������m�F������E�E
�F�X�V��ł݂Ă��������B
http://bbs.avi.jp/photo/79024/29825111
��ԏ�̃e���v���[�g���v�����g�A�E�g���āA�����ɒ����Đ蔲���Ă��������B
�s�{�b�g�s���̈ʒu�ɉ�e���h���A������m�F�B
����Ȃ��������n�T�~�Ő��萮�`�B
�s���̈ʒu�W�̃e���v���[�g������U���g�̂悤�ȃX�^�C���̐܍��݃i�C�t��
���\�ȒP�Ƀf�U�C����������o���܂��B
�g��k��������u���[�h�̃A�[���ς��Ċ�����m���߂���A
�܂������ɒ��x�����`�L���̒������m�F������E�E
�F�X�V��ł݂Ă��������B
865 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/14(��) 22:28:18.67 ID:VzeQUb/v
�Ƃɐ��Ŕ��߂�^�C�v�̃t���C�X�p�̐؍���������ł���
������g���Ȃ��炾�ƃ��X���̎��������т���
�|�ނ����₷���Ȃ����肵�܂��H
�����Ă݂悤���ȁE�E�E�B
���ǐ��Ŕ��߂���K�т邾�낤��
������g���Ȃ��炾�ƃ��X���̎��������т���
�|�ނ����₷���Ȃ����肵�܂��H
�����Ă݂悤���ȁE�E�E�B
���ǐ��Ŕ��߂���K�т邾�낤��
��̎����t���������ł������Đ�Ȃ��Ȃ邩��ˁB
���₷���͂Ȃ�Ȃ����W���}�C�J�B
���X���̎������ĕ��ʂɎg���Ă��i�C�t20�{���炢�͂����邩��
�\���Ȃ�łȂ������B
���₷���͂Ȃ�Ȃ����W���}�C�J�B
���X���̎������ĕ��ʂɎg���Ă��i�C�t20�{���炢�͂����邩��
�\���Ȃ�łȂ������B
867 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/14(��) 23:00:00.87 ID:EWfYkx3l
>>850
���������X�e���R�������̗�(���f�t���[)�����Ă邩��
���x�����Ă݂邩�B
�ł��ؕ��̏������߂�ǂ������Ȃ肻�����Ȃ��B
>>866
���������ΐ̂͐�Ȃ��Ȃ������X���𗰎_��
�ēx�ڗ��Ă��Ă��炵���ˁB
�k�����X���̍r�ڂƂ����ڂ�SUS304�������
�K�V�K�V���ăn�C�p�[�����X��ԂɂȂ����Ȃ��B
���������X�e���R�������̗�(���f�t���[)�����Ă邩��
���x�����Ă݂邩�B
�ł��ؕ��̏������߂�ǂ������Ȃ肻�����Ȃ��B
>>866
���������ΐ̂͐�Ȃ��Ȃ������X���𗰎_��
�ēx�ڗ��Ă��Ă��炵���ˁB
�k�����X���̍r�ڂƂ����ڂ�SUS304�������
�K�V�K�V���ăn�C�p�[�����X��ԂɂȂ����Ȃ��B
868 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/14(��) 23:26:39.74 ID:fHdwLH/I
�N����7�������ŔM��������ꍇ�A���������Ȃ��Ȃ�܂Ńo�[�i�[�ŔM���Đ��ŗ�p�����ok�ł����H
869 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/14(��) 23:44:07.89 ID:232jFng+
�N����7���ĔM�������V�s���J����ĂȂ��Ǝv�����ǁB
������Ă����ꉷ�x���A�ێ����Ԃ��A�߂����x���킩��Ȃ��B
http://www.patentjp.com/06/L/L100060/DA10056.html
�����N����7�̎����ƌ����Ă���́B
�܂����߂ĒY�f�|�ō���āA�����ŔM�������邩
�N����7�ŁA�M�������������ɗ��ނȂ肷������Ǝv����
������Ă����ꉷ�x���A�ێ����Ԃ��A�߂����x���킩��Ȃ��B
http://www.patentjp.com/06/L/L100060/DA10056.html
�����N����7�̎����ƌ����Ă���́B
�܂����߂ĒY�f�|�ō���āA�����ŔM�������邩
�N����7�ŁA�M�������������ɗ��ނȂ肷������Ǝv����
870 �F�W�g�� ��NAiBHuyoBI �F2013/02/15(��) 00:29:47.75 ID:7PwnLCxL
>>868
���Ԃ�d�x45�Ƃ��ɂȂ�܂��G
�i�́A������VG5���o�[�i�[��900�x������܂ʼn��M�����Ă�������d�x47�ł����B�j
���������������|�ށA�p�t�H�[�}���X���L�b�`���o�����Ǝv������Ă���
�M�������ɏĂ��Ă���������������ł���B
�O�ɏ������n���p�X�e�����X�|�́u�ێ����ԁv�̂ƍd�x�̊W������₷��
�O���t������܂����B
http://homepage3.nifty.com/osakaclad/guide4/under5/images/g360.gif
�ێ����Z���ƒP���ɍd�x���o�Ȃ��悤�ŁA�܂�10�`15���͕ێ�������Ă��Ƃł��傤�ˁB
���������O�̏Ă��̃f�[�^�Ȃ����Ă��Ȃ��̂ō��X�Ȃ�����ɂȂ�܂��B
���Ԃ�d�x45�Ƃ��ɂȂ�܂��G
�i�́A������VG5���o�[�i�[��900�x������܂ʼn��M�����Ă�������d�x47�ł����B�j
���������������|�ށA�p�t�H�[�}���X���L�b�`���o�����Ǝv������Ă���
�M�������ɏĂ��Ă���������������ł���B
�O�ɏ������n���p�X�e�����X�|�́u�ێ����ԁv�̂ƍd�x�̊W������₷��
�O���t������܂����B
http://homepage3.nifty.com/osakaclad/guide4/under5/images/g360.gif
{kind=link}
�ێ����Z���ƒP���ɍd�x���o�Ȃ��悤�ŁA�܂�10�`15���͕ێ�������Ă��Ƃł��傤�ˁB
���������O�̏Ă��̃f�[�^�Ȃ����Ă��Ȃ��̂ō��X�Ȃ�����ɂȂ�܂��B
871 �F���P����Free Tibet ��yl213OWCWU �F2013/02/15(��) 01:18:55.73 ID:gW8MwGqI BE:276412695-2BP(3200)
>>865
>���X���̎��������т���
�����͖��ڂŁA�ʂɂ�鏝��h�����߂Ɏd�グ�ɂ͐؍���������܂��B
�f���ȂǔS������ɂ͂������߁B
�Ƃ������A�����g������A���ڂƌ������ɂȂ����ƕ����܂����B
>���X���̎��������т���
�����͖��ڂŁA�ʂɂ�鏝��h�����߂Ɏd�グ�ɂ͐؍���������܂��B
�f���ȂǔS������ɂ͂������߁B
�Ƃ������A�����g������A���ڂƌ������ɂȂ����ƕ����܂����B
872 �F���P����Free Tibet ��yl213OWCWU �F2013/02/15(��) 01:20:21.85 ID:gW8MwGqI BE:276413459-2BP(3200)
�_�}�E�E�E���X���ڂɂ܂������J�X�B
873 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/15(��) 23:13:12.55 ID:uZpXRPWc
�؍���g�p�͉��H�d����������̏ꍇ�ɂ͗L�����ƕ����܂�����
�L�����Ǝv�����Ⴂ����
���ʂ��Ǝv�����Ȃ��Ⴂ����łȂ������B
���ʂ��Ǝv�����Ȃ��Ⴂ����łȂ������B
875 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/16(�y) 20:35:39.68 ID:TXHgckiL
���H�h�̂��̂�������͂₷��|���̎���
�Ȃ؍�������Ă��ł����H
�Ȃ؍�������Ă��ł����H
876 �F�W�g�� ��NAiBHuyoBI �F2013/02/16(�y) 20:49:41.54 ID:XEgodCG9
�e�X�g�����Ă݂܂����E�E
��S�̎d�グ�Ŗ��ڎg�����͖��g�������邯��
���ʂ͎g��Ȃ���ˁB
�l�ɂ���Ă͎g���ꍇ�������ˁH
�l�͐l���������͎����B
�����ɍ������@�������������B
���ʂ͎g��Ȃ���ˁB
�l�ɂ���Ă͎g���ꍇ�������ˁH
�l�͐l���������͎����B
�����ɍ������@�������������B
878 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/16(�y) 22:51:36.79 ID:RHQNb9/c
>>851 �܂����������Ȃ�B�����͌F���̌f�����ᖳ������B
�u���̌��ȊO�������ނȁI�v�Ȃ�Ď���X���ɂ͎�����Ȃ�����
�ǂ���B�E�\�ł��B�E�\��������N�����������Ă���邵�B
�M���Ă���Ď��s���Ă��ʖڂ����Ď�������B
�S�z���Ȃ��Ă����̃X���ɂ͂��o���������������W�Ń`�����郄�c�͋��Ȃ��悗
�u���̌��ȊO�������ނȁI�v�Ȃ�Ď���X���ɂ͎�����Ȃ�����
�ǂ���B�E�\�ł��B�E�\��������N�����������Ă���邵�B
�M���Ă���Ď��s���Ă��ʖڂ����Ď�������B
�S�z���Ȃ��Ă����̃X���ɂ͂��o���������������W�Ń`�����郄�c�͋��Ȃ��悗
879 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/16(�y) 23:56:32.56 ID:gYU3ESpG
>>878
���̒ʂ�
���̒ʂ�
880 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/17(��) 01:52:44.86 ID:yKp9rkjU
�Ղ�
�r�ꂻ������������������Ă݂��B
�����ɗp�����̂̓_�C�\�[�̖ؕ����ڃ��X����
���X���̕���肿����Ƌ��������t=2mm��SUS304�B
�؍�����̓h���C�A�X�e���R��������
���͂���̓˂��o���ʂ͂��ꂼ�ꃄ�X���̌��݂ɍ��킹���B
���ꂼ��20�X�g���[�N������Ƀm�M�X�Ő؍�ʂ𑪒肵�Ĕ�r�������ʁA
�h���C��0.35mm�A�X�e���R��������0.3mm��ꂽ����h���C�̏����B
�X�e���R�������g���������ς�蕲���܂Ƃ�����
�����ă��X�����H�����܂Ȃ��B���̂����d�グ�ʂ͂�������Y�킾�����B
�����ɗp�����̂̓_�C�\�[�̖ؕ����ڃ��X����
���X���̕���肿����Ƌ��������t=2mm��SUS304�B
�؍�����̓h���C�A�X�e���R��������
���͂���̓˂��o���ʂ͂��ꂼ�ꃄ�X���̌��݂ɍ��킹���B
���ꂼ��20�X�g���[�N������Ƀm�M�X�Ő؍�ʂ𑪒肵�Ĕ�r�������ʁA
�h���C��0.35mm�A�X�e���R��������0.3mm��ꂽ����h���C�̏����B
�X�e���R�������g���������ς�蕲���܂Ƃ�����
�����ă��X�����H�����܂Ȃ��B���̂����d�グ�ʂ͂�������Y�킾�����B
882 �F�W�g�� ��NAiBHuyoBI �F2013/02/17(��) 11:42:39.91 ID:t3++5Qpn
>>881
�����l�ł��B
�����l�ł��B
883 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/17(��) 13:15:51.19 ID:EcijCXw/
>>881 ���I
884 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/18(��) 19:23:06.96 ID:S0z2NTHW
�i�C�t��������
��������
��������
885 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/18(��) 20:26:46.53 ID:peP5Ar2B
>>884 ������������I
886 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/18(��) 20:51:03.93 ID:S0z2NTHW
http://bbs.avi.jp/photo/79024/29825125
����ł����̂��ȁH
����ł����̂��ȁH
887 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/18(��) 21:33:34.25 ID:peP5Ar2B
>>886 GJ! �L���C�ȃ��C�����I
888 �F�W�g�� ��NAiBHuyoBI �F2013/02/18(��) 22:44:16.48 ID:QXmwF/WR
�ŋ߁AUP�����Ȃ��������炤�ꂵ���ł��O�O
���Ԃ������Ĉꐶ����������i�C�t�A�厖�Ɏg���Ă��������B
�������Ԃ�u���āA���nj^���C���[�W�A�ł���f�U�C������Ɗy�����ł���B
�l�I�ɁE�E�E
�H��E���H�̊�b�I�ȂƂ���̃Z���X���ǂ��悤�Ɏv���܂��B
���Ԃ������Ĉꐶ����������i�C�t�A�厖�Ɏg���Ă��������B
�������Ԃ�u���āA���nj^���C���[�W�A�ł���f�U�C������Ɗy�����ł���B
�l�I�ɁE�E�E
�H��E���H�̊�b�I�ȂƂ���̃Z���X���ǂ��悤�Ɏv���܂��B
889 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/19(��) 08:59:31.05 ID:owEavgMi
�W�F�X�E�z�[�����ۂ��Ă�����
890 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/20(��) 22:23:07.74 ID:wMbngExW
http://bbs.avi.jp/photo/79024/29825131
����Ȃ��ǁA�i�C�t�̐n�̊p�x���Ĉ�ʓI�ɉ��x���炢�Ȃ́H
�}�ʂł�4mm����30mm�̍|�ގg���āA15mm�̂Ƃ��납���銴���Ȃ��ǁA
13�x���x�ɂȂ�B
�n���̗p�r�ŕς���Ă���Ǝv�����Lj�ʓI�ɂ��̊p�x���ĉ��x���炢���A��l����H
���܂�l���Ȃ��Ă����̂���
����Ȃ��ǁA�i�C�t�̐n�̊p�x���Ĉ�ʓI�ɉ��x���炢�Ȃ́H
�}�ʂł�4mm����30mm�̍|�ގg���āA15mm�̂Ƃ��납���銴���Ȃ��ǁA
13�x���x�ɂȂ�B
�n���̗p�r�ŕς���Ă���Ǝv�����Lj�ʓI�ɂ��̊p�x���ĉ��x���炢���A��l����H
���܂�l���Ȃ��Ă����̂���
891 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/20(��) 23:11:48.21 ID:UyjkCGLo
http://www.rivertop.ne.jp/rivertopsabu/nif/lnski.html
���n�̊p�x�Ȃ炱��炶��ˁH
���Ȃ݂ɏ��n�̊p�x�̋��ߕ��͎O�����̒藝�ŃS�j���S�j��
���n�̊p�x�Ȃ炱��炶��ˁH
���Ȃ݂ɏ��n�̊p�x�̋��ߕ��͎O�����̒藝�ŃS�j���S�j��
���ʁH�Ɏg���i�C�t���ƃt���b�g�ɍ��Ȃ�
�u���C�h�x�x����10���O�オ�����Ǝ����͎v���Ă��B
�ǂ̒��x���x���������������Ō��܂��Ă����ˁB
���x�Ƃ̌��ˍ����ŁA�\�Ȍ��蔖���i�s�p�Ɂj��������������Ǝv���Ă�B
���Ƃ͏��n�̌����Ɗp�x���ւ���Ă��邩��B
�u���C�h�x�x����10���O�オ�����Ǝ����͎v���Ă��B
�ǂ̒��x���x���������������Ō��܂��Ă����ˁB
���x�Ƃ̌��ˍ����ŁA�\�Ȍ��蔖���i�s�p�Ɂj��������������Ǝv���Ă�B
���Ƃ͏��n�̌����Ɗp�x���ւ���Ă��邩��B
893 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/21(��) 17:50:29.57 ID:UPRLtbM4
>>886
GGGGJJJJ!!!�@�C�C�l�I�I
GGGGJJJJ!!!�@�C�C�l�I�I
894 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 01:34:41.12 ID:X5tj63f7
�݂�Ȃǂ��̃h�����ō|�ތ��������Ă܂����H
�A�}�]���̂ł̓|�L�|�L�܂�č����Ă܂�
�A�}�]���̂ł̓|�L�|�L�܂�č����Ă܂�
895 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 08:59:49.83 ID:ZofuyjzS
�ߒq���
�^�b�s���O�y�[�X�g�t���Ȃ���J����Ɛ�~�݂ɂ������A�܂�ɂ����Ȃ��B
�܂�Ă������Ȃ����Ύg���邵�B
�^�b�s���O�y�[�X�g�t���Ȃ���J����Ɛ�~�݂ɂ������A�܂�ɂ����Ȃ��B
�܂�Ă������Ȃ����Ύg���邵�B
896 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 12:22:50.58 ID:X5tj63f7
�������肪�Ƃ��������܂��I
�O�O�����烂�m�^���E���ĂƂ���Ŕ̔����Ă�
nachi�X�e�����X�p�p�b�N�h�����Ƃ����̂��o�Ă�����ł���
����ł��傤���H����Ƃ��X�g���[�g�V�����N�h�����H
ttp://www.monotaro.com/g/00009648/
�O�O�����烂�m�^���E���ĂƂ���Ŕ̔����Ă�
nachi�X�e�����X�p�p�b�N�h�����Ƃ����̂��o�Ă�����ł���
����ł��傤���H����Ƃ��X�g���[�g�V�����N�h�����H
ttp://www.monotaro.com/g/00009648/
897 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 12:22:56.90 ID:BY5Ln01B
�܂��͎̂g�����̖�肶��Ȃ����H
898 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 12:40:36.26 ID:X5tj63f7
���[��ǂ��ł��傤��
�؍�����Ďg�������������ł����S����i�܂�
�M�X�ɂȂ��ĉ����o�Ă܂���
��[�������ۖV��ɂȂ��Ă���ō|�ޗp�ł͂Ȃ������̂��Ȃ�
�ꉞ�S�H�p���Ă̂�����ł��������ł�����
�؍�����Ďg�������������ł����S����i�܂�
�M�X�ɂȂ��ĉ����o�Ă܂���
��[�������ۖV��ɂȂ��Ă���ō|�ޗp�ł͂Ȃ������̂��Ȃ�
�ꉞ�S�H�p���Ă̂�����ł��������ł�����
899 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 13:40:43.80 ID:RzSAQQd6
�{�[���Վg���Ă�H
900 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 13:55:30.77 ID:X5tj63f7
�������Ƃɂ������t���C�X�ՁH�Ƀh�����`���b�N�����Ďg���Ă܂�
�܂��������ł��傤��
�܂��������ł��傤��
901 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 14:38:09.80 ID:LCyKAIAO
http://soudan1.biglobe.ne.jp/qa470752.html
������Ƃ������Ȃ����NjC������ĉ����t��������
���o�邩������S�O���Ă�Ԃɉ��H�d�����Ă�Ƃ�
���Ȃ݂Ƀh������NACHi�̃X�e���p�h�����g���Ă�
������Ƃ������Ȃ����NjC������ĉ����t��������
���o�邩������S�O���Ă�Ԃɉ��H�d�����Ă�Ƃ�
���Ȃ݂Ƀh������NACHi�̃X�e���p�h�����g���Ă�
902 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 14:47:39.10 ID:X5tj63f7
�F���肪�Ƃ��������܂�
�܂��ɍ|�ނ�sus304���J���悤�Ƃ��Ď��s���Ă܂���
�����������ăh�����`���b�N�S�̂��M���Ȃ��Ă��̂�
���ʂ̃{�[���Ղ������ǂ��������Ă܂�
�Ƃ����̂��t���C�X�Ղ͉�]���𗎂Ƃ��Ă����Ȃ�̍�����]�̂悤��
�܂��ɍ|�ނ�sus304���J���悤�Ƃ��Ď��s���Ă܂���
�����������ăh�����`���b�N�S�̂��M���Ȃ��Ă��̂�
���ʂ̃{�[���Ղ������ǂ��������Ă܂�
�Ƃ����̂��t���C�X�Ղ͉�]���𗎂Ƃ��Ă����Ȃ�̍�����]�̂悤��
903 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 18:00:44.58 ID:LCyKAIAO
SUS304�͑匙���B�^�b�v��������
904 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 20:09:59.60 ID:tRAiBzCv
��]���������Ă��펯�I�Ȕ͈͂���H
1000��]�ʂ܂łȂ痎�Ƃ��Ȃ����H
�i�C�t�|�ނɂ���Asus�ɂ��搔���x�Ȃ�R�o���g����Ȃ��ĕ��ʂ̍��h�����ł����Ȃ��������B
�����͐n�̌����Ȃ悤�ȋC�����邪�E�E�E
�t���C�X�ō����̍����@�B�Ȃ疾����ۂ̃g���N���݂͂Â炢�����ˁB
1000��]�ʂ܂łȂ痎�Ƃ��Ȃ����H
�i�C�t�|�ނɂ���Asus�ɂ��搔���x�Ȃ�R�o���g����Ȃ��ĕ��ʂ̍��h�����ł����Ȃ��������B
�����͐n�̌����Ȃ悤�ȋC�����邪�E�E�E
�t���C�X�ō����̍����@�B�Ȃ疾����ۂ̃g���N���݂͂Â炢�����ˁB
905 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/23(�y) 23:52:17.05 ID:9nMgXDeI
�����Ǝ����x�v�Z���ĉ�]�����킹�Ȃ��Ɛn���n�����
906 �F�W�g�� ��NAiBHuyoBI �F2013/02/24(��) 01:44:03.34 ID:8V90soRn
�������A����ł���ˁB
�h���������čH�앨���Z�b�g���A�d�������ꃌ�o�[�������邾���̃V���v����
����Ȃ̂ɁA�����������[����Ƃł�����܂��B
14�N�̎����o�������Ă��Ă��A�����ɋ^��Ɏv�����Ƃ�A�����ȃR�c��͂�
���邱�Ƃ��p�ɂɂ���܂��B
��{�́A�H�앨�i���[�N�j�̉��H�ʂ��h�����ɑ������ł��邱��
�h�����̌����A��]���A���肪�K�ł��邱�ƂȂ̂ł����A���͐܂��O��
�h�������ߖ��������ł���ˁB
�M�B�B�B�B�`�@�Ƃ����ȉ��������ł����A�{�[���ՂȂ畁���S�O���ă��o�[��
������͂��Ă��܂��Ƃ���A�t���C�X�Ȃǂ��ƁA���E�A�܂��\���Ȃ�
�J�V�b���Ɛ܂�Ă��܂��悤�ł��B
sus304�ł��A���������ׂēK�Ȃ�����قǃX�}�[�g�Ɍ����܂��B
�܂�ɂ����A�����₷��4.0mm�����̌o���㈵���₷���a�B
����ŏ������K���R�c��͂߂Ώ��A�a�ł���a�ł������Ȃ�
�J������悤�ɂȂ�Ǝv���܂��B
�h���������čH�앨���Z�b�g���A�d�������ꃌ�o�[�������邾���̃V���v����
����Ȃ̂ɁA�����������[����Ƃł�����܂��B
14�N�̎����o�������Ă��Ă��A�����ɋ^��Ɏv�����Ƃ�A�����ȃR�c��͂�
���邱�Ƃ��p�ɂɂ���܂��B
��{�́A�H�앨�i���[�N�j�̉��H�ʂ��h�����ɑ������ł��邱��
�h�����̌����A��]���A���肪�K�ł��邱�ƂȂ̂ł����A���͐܂��O��
�h�������ߖ��������ł���ˁB
�M�B�B�B�B�`�@�Ƃ����ȉ��������ł����A�{�[���ՂȂ畁���S�O���ă��o�[��
������͂��Ă��܂��Ƃ���A�t���C�X�Ȃǂ��ƁA���E�A�܂��\���Ȃ�
�J�V�b���Ɛ܂�Ă��܂��悤�ł��B
sus304�ł��A���������ׂēK�Ȃ�����قǃX�}�[�g�Ɍ����܂��B
�܂�ɂ����A�����₷��4.0mm�����̌o���㈵���₷���a�B
����ŏ������K���R�c��͂߂Ώ��A�a�ł���a�ł������Ȃ�
�J������悤�ɂȂ�Ǝv���܂��B
907 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/24(��) 11:12:18.67 ID:Mn2wKhLV
�n���̕��ɂ͂����ʂ��ł���
�t���C�X�ՂŃh�������g���Ƒ債�Ĕh��ȉ��������ɐ܂�܂���
�{���ɑO�����Ȃ��ł���
�{�[���Ղ̕������o���݈͂Ղ��ł�����
�t���C�X�ՂŃh�������g���Ƒ債�Ĕh��ȉ��������ɐ܂�܂���
�{���ɑO�����Ȃ��ł���
�{�[���Ղ̕������o���݈͂Ղ��ł�����
908 �F�W�g�� ��NAiBHuyoBI �F2013/02/24(��) 17:27:08.56 ID:5terHuwY
���₢��@40�N���炢���Ȃ��Ən���Ƃ͂����Ȃ��ł��G
�{�[���Ղ̂ق����A�ŏ��͐_�o���̗͂��g����������܂��A���̕�
�L�������������o��߂ɓ����Ă�����a���A�������O�̕|����A�a���Ƃ�
���E�Ȃǂ��̊��ł��߂�Ǝv���܂��B
�������t���C�X�ŋ��郁���b�g������܂���B
�{�[���Ղ̂ق����A�ŏ��͐_�o���̗͂��g����������܂��A���̕�
�L�������������o��߂ɓ����Ă�����a���A�������O�̕|����A�a���Ƃ�
���E�Ȃǂ��̊��ł��߂�Ǝv���܂��B
�������t���C�X�ŋ��郁���b�g������܂���B
909 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/26(��) 21:19:56.66 ID:EBbY7chK
�u�Ō������ɃA�z�݂����ɐ[���[���r�����錻�ۂɖ��O���悤����
���ƁA�^���O���n���h���ނ��Ⴍ�Ȃ��Ēi�����o���錻�ہB
�q�r���������i�C�t���薳���ƌ����Ĕ��鎖�́u���Q��v�ł����H
���ƁA�^���O���n���h���ނ��Ⴍ�Ȃ��Ēi�����o���錻�ہB
�q�r���������i�C�t���薳���ƌ����Ĕ��鎖�́u���Q��v�ł����H
910 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/26(��) 22:59:49.57 ID:aZ2SkoFO
���₳���Ă��������B
1���~�O��ł������߂̃{�[���Ղ͂���܂��B
�N���X�o�C�X�Ńt���C�X�I�Ȃ��Ƃ��������̂�
��̍��������݂ɑւ�����z�������ł��B
�ꉞ����GTTB�]13SP���ȂƎv���Ă܂��B
�w�L�т��ă}�L�^����[�r�ɂ����ق����A
�t���C�X�I�Ȃ��Ƃ��������̉�����̗͂ɑ��Ċ拭�ł��傤���H
1���~�O��ł������߂̃{�[���Ղ͂���܂��B
�N���X�o�C�X�Ńt���C�X�I�Ȃ��Ƃ��������̂�
��̍��������݂ɑւ�����z�������ł��B
�ꉞ����GTTB�]13SP���ȂƎv���Ă܂��B
�w�L�т��ă}�L�^����[�r�ɂ����ق����A
�t���C�X�I�Ȃ��Ƃ��������̉�����̗͂ɑ��Ċ拭�ł��傤���H
911 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/26(��) 23:05:45.37 ID:EBbY7chK
�t���C�X�I�Ȏ����������̂Ȃ�~�߂Ƃ��B
���̎�̈����͎厲�̐��x�������B���Âŗǂ��̂ł܂Ƃ��ȃ{�[���Ղ��ׂ��B
���̎�̈����͎厲�̐��x�������B���Âŗǂ��̂ł܂Ƃ��ȃ{�[���Ղ��ׂ��B
912 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/26(��) 23:08:04.64 ID:aZ2SkoFO
�lj��ŁE�E�E�{�[���ՂŃh���������������A
�o�l�Ŗ߂炸�h�����̈ʒu���Œ�ł���̂����z�ł��B
�i�b�g���߂������ł������̂ŁB
0.5�`1mm�I�[�_�[�̍������߂��o����ō��Ȃ�ł����B
����ς����������邵���Ȃ��ł��傤���B
�o�l�Ŗ߂炸�h�����̈ʒu���Œ�ł���̂����z�ł��B
�i�b�g���߂������ł������̂ŁB
0.5�`1mm�I�[�_�[�̍������߂��o����ō��Ȃ�ł����B
����ς����������邵���Ȃ��ł��傤���B
913 �F�W�g�� ��NAiBHuyoBI �F2013/02/27(��) 00:30:16.57 ID:Wv31rmxU
�܂��E�E
�N���X�o�C�X�����Ă܂����A�{�[���Ղł͖؍މ��H������Ƃł���B
���͕���Ȃ̂ŃR���V�[���h�^���O��n�[�t�^���O�̕��̐���Ɏg���Ă܂���
�����ɂ����E�߂��˂܂��B
�N���X�o�C�X�����Ă܂����A�{�[���Ղł͖؍މ��H������Ƃł���B
���͕���Ȃ̂ŃR���V�[���h�^���O��n�[�t�^���O�̕��̐���Ɏg���Ă܂���
�����ɂ����E�߂��˂܂��B
914 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/27(��) 01:50:14.49 ID:O6NT4LF8
�͂��A��ɍ|�ނւ̌������ƁA
�n���h���ނւ̃R���V�[���h�^���O�̍a�@��Ɏg�����Ǝv���Ă܂��B
���d�Ȃ�g���}�[�ł������܂����E�E�E�B
�n���h���ނւ̃R���V�[���h�^���O�̍a�@��Ɏg�����Ǝv���Ă܂��B
���d�Ȃ�g���}�[�ł������܂����E�E�E�B
915 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/27(��) 04:31:18.39 ID:948pXHt7
916 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/27(��) 07:33:13.91 ID:f/k2EStF
>>910 ���ƈ����͐��x�̈������痈�鑛���������B
917 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/27(��) 15:27:04.15 ID:6Xnn1b9V
����x�x���X�g�b�p�[���Ăǂ��Ȃ�ł��傤���H
����ƕ֗������ł������������삷��p�x�̊��ɂ͒ʔ̂Ō���������̂͂�����ƒl�i�����߂Ȃ̂ŁE�E�E
����ƕ֗������ł������������삷��p�x�̊��ɂ͒ʔ̂Ō���������̂͂�����ƒl�i�����߂Ȃ̂ŁE�E�E
918 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/27(��) 18:00:39.19 ID:rxuW6YiC
����Ȃ���͉��肭���̎g�����B
919 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/27(��) 18:06:07.28 ID:v8PY1Itv
�ق��̋����Ƃ��킹�ăo�C�X�Œ�ŏ\���ȋC�����邯�ǁE�E�E
920 �F�W�g�� ��NAiBHuyoBI �F2013/02/27(��) 19:07:35.11 ID:glk3a2Kz
921 �F910,912,914�F2013/02/27(��) 19:14:39.58 ID:O6NT4LF8
�F���X���肪�Ƃ��������܂��B
�I�X�X���̃{�[����(�̃��[�J�[)�͉��ł��傤���H
���Âł��������肵�����̂̂ق��������Ƃ������Ƃł����A
�ł����2���~�ȉ����Ɗ������̂ł����E�E�E�B
���ƃR���V�[���h�^���O�̍a��̂�
�{�[���Ձ{�N���X�o�C�X�����g���}�[�g�����ق��������ł��傤���B
�I�X�X���̃{�[����(�̃��[�J�[)�͉��ł��傤���H
���Âł��������肵�����̂̂ق��������Ƃ������Ƃł����A
�ł����2���~�ȉ����Ɗ������̂ł����E�E�E�B
���ƃR���V�[���h�^���O�̍a��̂�
�{�[���Ձ{�N���X�o�C�X�����g���}�[�g�����ق��������ł��傤���B
922 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/27(��) 19:58:09.24 ID:UX0XWFs2
�{�[���ՂȂ�KIRA��ENSHU��ȁB
���C���V���t�g���u���ĂȂ������璆�Âł����i�������炸���Ǝg����ŁB
���C���V���t�g���u���ĂȂ������璆�Âł����i�������炸���Ǝg����ŁB
923 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/27(��) 20:01:46.73 ID:6Xnn1b9V
924 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/27(��) 21:27:08.23 ID:rxuW6YiC
�����Ⴒ���ᕷ���O�Ɏ肥��������J�X���B
925 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/27(��) 23:06:35.69 ID:6YHwhMtU
>>924
���ȏЉ
���ȏЉ
926 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/27(��) 23:20:56.10 ID:rxuW6YiC
>>925 ���O�����₾�����Č��lj������Ȃ���H
927 �F�W�g�� ��NAiBHuyoBI �F2013/02/28(��) 01:10:24.28 ID:1ngSVRYT
>>923
���s���Ȃ��A�ŏ����烁���n���̂��闧���オ��̃x�x�������܂�����
���߂ĂȂ�g���Ă݂�Ƃ�����������܂���B
�����N�����v�Ŏ~�߂���x�ŊԂɍ����i�����Ǝv���܂��B
��ƂɊ����ΕK�v�Ȃ��Ȃ�܂��B
�{�[����
�d������Ă�Ƃ��l�ł̍w�����l���F�X���ĉ�������Ƃ���܂����B
�V�i�Ȃ烊���[�r��TB-1131K�A�ꏊ�ɗ]�T������Ȃ�TB-2131
��Ŏg���Ȃ�\���ȍ��Ǝv���܂��B
�܂��A�{�[���Ղ͒��Â���Əo�Ă��܂��B
���t�I�N�Łu�{�[���Ձ@���Áv�@�Œ��ׂĂ݂Ă��������B
�܂��ʐ^�݂�Ζ살�炵�ɂł����ꂽ���̂悤�ɐԎK���������i�A�@�Â�������
�Y��ɍ����Ȃ��Ă�������̂��ꂽ�i�A�����n�̐F�̎c�鎎�p���Ԃ̏��Ȃ����ȕi�B
��Ƒ�̏�ԁA�Y��ɖ�������Ă����A�����炯�̑�B
����ꂽ��Ԃ͊T�ςɂ݂ĂƂ�܂��B
�L����G���R�[�X������Ȃǂ̗L�����[�J�[�̍ŏ�����Ɩ��p�Ƃ���
�������[�J�[�Ő������ꂽ���̂Ȃ炻�������n�Y���͖����Ǝv���܂��B
�i�t�ɌÂ������ɐ������ꂽ���́A�ŋ߂̗ʔ̕���葢�肪���S�j
���ƃ��[�^�[���P�w100V���O�w200V���͊m�F���Y��Ȃ��B
���s���Ȃ��A�ŏ����烁���n���̂��闧���オ��̃x�x�������܂�����
���߂ĂȂ�g���Ă݂�Ƃ�����������܂���B
�����N�����v�Ŏ~�߂���x�ŊԂɍ����i�����Ǝv���܂��B
��ƂɊ����ΕK�v�Ȃ��Ȃ�܂��B
�{�[����
�d������Ă�Ƃ��l�ł̍w�����l���F�X���ĉ�������Ƃ���܂����B
�V�i�Ȃ烊���[�r��TB-1131K�A�ꏊ�ɗ]�T������Ȃ�TB-2131
��Ŏg���Ȃ�\���ȍ��Ǝv���܂��B
�܂��A�{�[���Ղ͒��Â���Əo�Ă��܂��B
���t�I�N�Łu�{�[���Ձ@���Áv�@�Œ��ׂĂ݂Ă��������B
�܂��ʐ^�݂�Ζ살�炵�ɂł����ꂽ���̂悤�ɐԎK���������i�A�@�Â�������
�Y��ɍ����Ȃ��Ă�������̂��ꂽ�i�A�����n�̐F�̎c�鎎�p���Ԃ̏��Ȃ����ȕi�B
��Ƒ�̏�ԁA�Y��ɖ�������Ă����A�����炯�̑�B
����ꂽ��Ԃ͊T�ςɂ݂ĂƂ�܂��B
�L����G���R�[�X������Ȃǂ̗L�����[�J�[�̍ŏ�����Ɩ��p�Ƃ���
�������[�J�[�Ő������ꂽ���̂Ȃ炻�������n�Y���͖����Ǝv���܂��B
�i�t�ɌÂ������ɐ������ꂽ���́A�ŋ߂̗ʔ̕���葢�肪���S�j
���ƃ��[�^�[���P�w100V���O�w200V���͊m�F���Y��Ȃ��B
928 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/28(��) 05:28:08.29 ID:C3MCeKmR
�x�x���X�g�b�p�[�́A�����̃X���݂����Ȏ��R�Ȏ�i�C�t�Ȃ�
����Ȃ����ǁA�J�X�^���i�C�t�I�ȕ����ڎw���Ȃ�K�v����Ȃ��H
���\�A���\�����B�@�����n���������Ȃ�����w
>>918
���肭���Ƃ������A���S�Ҍ������Č����Ȃ�B���t�������ȁB
����Ȃ����ǁA�J�X�^���i�C�t�I�ȕ����ڎw���Ȃ�K�v����Ȃ��H
���\�A���\�����B�@�����n���������Ȃ�����w
>>918
���肭���Ƃ������A���S�Ҍ������Č����Ȃ�B���t�������ȁB
929 �F���O�ȃJ�b�^�[(�m�́M)�F2013/02/28(��) 12:17:31.58 ID:5WpR5Y3/
>>927
���肪�Ƃ��������܂�
���Ƃ߂Ă��炭��Ƃ��Ă݂܂�
>>928
���肪�Ƃ��������܂�
�܂�����Ȃɍ���Ă�ق��ł͂Ȃ��̂ł��炭�͕����ޕ��@�ō�Ƃ��Ă݂܂�
��r��Ă��܂��Đ\����Ȃ�
���肪�Ƃ��������܂�
���Ƃ߂Ă��炭��Ƃ��Ă݂܂�
>>928
���肪�Ƃ��������܂�
�܂�����Ȃɍ���Ă�ق��ł͂Ȃ��̂ł��炭�͕����ޕ��@�ō�Ƃ��Ă݂܂�
��r��Ă��܂��Đ\����Ȃ�
930 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/01(��) 00:08:33.52 ID:B3akZ+fN
>>929 ��薳���B���풃�ю����B
931 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/02(�y) 23:19:20.15 ID:Z+PuEJb/
�x�x���X�g�b�p�[�̓P�K�L�̂Ƃ��ɂ��֗��ł����A
�q���g�쐻�̍ۂɗ��\�̕��s���o���₷���ł��B
�i�C�t�H�[�₷�Ȃ�����̂��̂Ȃ�W�����q���g�p��
�K�C�h�������Ă���̂ł����߂ł��B
�q���g�쐻�̍ۂɗ��\�̕��s���o���₷���ł��B
�i�C�t�H�[�₷�Ȃ�����̂��̂Ȃ�W�����q���g�p��
�K�C�h�������Ă���̂ł����߂ł��B
932 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/04(��) 15:16:38.69 ID:y2GuNyEb
�X�e�����X��������a�肵���肷��m�~��^�K�l�H��
�ǂ��ōw���ł���ł��傤���B
�v���N�\���̃��[�^�[�łǂ��ɂ��Ȃ邩�Ǝv���Ĕ�������ł���
�r�b�g���u���܂��������������܂���ł����B
�ǂ��ōw���ł���ł��傤���B
�v���N�\���̃��[�^�[�łǂ��ɂ��Ȃ邩�Ǝv���Ĕ�������ł���
�r�b�g���u���܂��������������܂���ł����B
933 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/04(��) 17:05:54.35 ID:T4A6Nvw3
�`�����d���H�@
934 �F�W�g�� ��NAiBHuyoBI �F2013/03/04(��) 17:38:43.07 ID:QTHZe9bh
>>932
�E�l�����͎����ō���Ă��ł���A�^���K���C�Ȃǂ̃`�b�v�����E�t�����āB
�E�l�����͎����ō���Ă��ł���A�^���K���C�Ȃǂ̃`�b�v�����E�t�����āB
935 �F2�_�u ��eqzxfGuHRU �F2013/03/04(��) 17:40:32.69 ID:0mwkZUcp
>>932
�^�K�l�Ȃ璤���H��X�ɔ����Ă��B
���d�ł��|�ł��n�C�X�ł����`���Č�������Ԃ̂�����Ǝv���B
�������������͌��\��ρB���d�Ȃ珮�X��ρB
���Ƃ̓I�^�t�N�Ȃł������āA�Ƃ肠��������Ă݂���B
�^�K�l�Ȃ璤���H��X�ɔ����Ă��B
���d�ł��|�ł��n�C�X�ł����`���Č�������Ԃ̂�����Ǝv���B
�������������͌��\��ρB���d�Ȃ珮�X��ρB
���Ƃ̓I�^�t�N�Ȃł������āA�Ƃ肠��������Ă݂���B
936 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/04(��) 18:24:54.88 ID:/324r8oS
����y���d�^�K�l�@�@http://www.amazon.co.jp/%E5%8D%83%E5%90%89-%E3%83%81%E3%83%83%E3%83%97%E4%BB%98%E3%82%BF%E3%82%A4%E3%83%AB%E3%82%BF%E3%82%AC%E3%83%8D-9MM/dp/B002NAUHK8
937 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/05(��) 22:39:01.04 ID:MewTB7ck
SUS440C,D-2�ɂ���
����Ńo�[�i�[�A�ؒY���ł�
�ē���m�E�n�E�������ĉ�����(�P^�P)�U
����Ńo�[�i�[�A�ؒY���ł�
�ē���m�E�n�E�������ĉ�����(�P^�P)�U
938 �F�W�g�� ��NAiBHuyoBI �F2013/03/06(��) 00:18:48.18 ID:7VZnvjOT
>>937
1050���܂ŏグ�A���̉��x��10���ێ����Ă�����B
�ێ����Ȃ���d�x���o�܂���B
�o�[�i�[��Y�ł̎��ƏĂ�����͐�������ł��B
1050���܂ŏグ�A���̉��x��10���ێ����Ă�����B
�ێ����Ȃ���d�x���o�܂���B
�o�[�i�[��Y�ł̎��ƏĂ�����͐�������ł��B
939 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/06(��) 22:30:57.97 ID:fTKmOjqS
�v�ɐ^�����������J���܂���I�J�����Ƃ��Ă��D���ڂ�����܂��I
�j���܂�܂���܂��I�v�������ɉ���܂��B
�v����g���ɂ����Ă��傤������܂���B�Аn�Ƃ��Ӗ�����Ȃ��I
(;�L�D�M)ʧʧ/l�/l�/�R�/�R��@� �_��@� �_��@/�@�_�@��@/�@�_�@�
�j���܂�܂���܂��I�v�������ɉ���܂��B
�v����g���ɂ����Ă��傤������܂���B�Аn�Ƃ��Ӗ�����Ȃ��I
(;�L�D�M)ʧʧ/l�/l�/�R�/�R��@� �_��@� �_��@/�@�_�@��@/�@�_�@�
940 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/06(��) 22:42:54.58 ID:lZcucr5y
�������{�[���Ղɂł��H�ڑł���͂܂��ē˂��h���Ɛ����ɊJ���炵��
�v�ق��͍�����Ⴆ�HSK�̕��ł������Ă��B
�v�ق��͍�����Ⴆ�HSK�̕��ł������Ă��B
941 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/06(��) 22:43:45.34 ID:ZwjoEB3d
>>939
�{�[���Ղɐj�t���Ă��Ɛ^�������J����B
�{�[���Ղɐj�t���Ă��Ɛ^�������J����B
942 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/10(��) 20:16:52.50 ID:pt9tkZD2
�D���ڂ������͎̂���ʂ������������Ă��Ȃ����A
�������߂�͉������܂��܂��Ȃ̂����B
�j���܂��̂͌��̏��ł��傤���H
����Ȃ�^�[�{���C�^�[�ŐԂ��Ȃ�܂�
�t���ē݂��Ɛ܂�Ȃ��Ȃ�܂���B
�������߂�͉������܂��܂��Ȃ̂����B
�j���܂��̂͌��̏��ł��傤���H
����Ȃ�^�[�{���C�^�[�ŐԂ��Ȃ�܂�
�t���ē݂��Ɛ܂�Ȃ��Ȃ�܂���B
943 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/12(��) 14:04:43.43 ID:UZY/w+WW
100V�Ńx���g�O���C���_�ł������߂̋@��͂���܂����H
�����̂�͑��ꂪ�������Ȃ̂ő��̃��[�J�[�̑_���Ă܂�
�B�I�N�Ƀ����[�r�̂����������ł����ǎg���Ă���l�͂��܂��H�g�p���������ė~�����ł��B
http://auction.mobile.yahoo.co.jp/p/auction/page/view?aID=r100169372
�����̂�͑��ꂪ�������Ȃ̂ő��̃��[�J�[�̑_���Ă܂�
�B�I�N�Ƀ����[�r�̂����������ł����ǎg���Ă���l�͂��܂��H�g�p���������ė~�����ł��B
http://auction.mobile.yahoo.co.jp/p/auction/page/view?aID=r100169372
944 �F�W�g�� ��NAiBHuyoBI �F2013/03/12(��) 19:05:55.26 ID:xGxErQ80
>>939
�����v�V�[�X����̉���ł��B
�j�����A�ł��ꍇ�v���C���[�Ő����ɔ����Ɛ܂�ɂ����ł���B
>>943
100�~915�̃x���g�T���_�[���Ƒ�̂��ꂭ�炢������̂悤�ł��B
���̃��f���A���ۂɂ��������Ƃ���܂����ǃi�C�t���C�L���O�̏ꍇ
�������̐l�ɗL���Ȏd�l�ƂȂ�܂��B
�i�X�C�b�`�𐳖ʂɌ����Ƃ��z�C�[���ƃA�[�������ɂ���B�j
�O�w200V�̃��[�^�[�Ȃ��]��z������ւ��邱�Ƃŋt�]�ł��܂����A
�P�w100V�d�l���ƁE�E�ǂ��ł��傤���H
���ƁA�V��̂Ō������ł����A���\�ʉ��ɂȂ��Ă���悤�Ɍ����܂��B
http://page5.auctions.yahoo.co.jp/jp/auction/e132203487
������̂ق��������₷���Ǝv���܂��B
�O�w�̃��[�^�[��P�w�ł����@�͌������Ă��������B
�����v�V�[�X����̉���ł��B
�j�����A�ł��ꍇ�v���C���[�Ő����ɔ����Ɛ܂�ɂ����ł���B
>>943
100�~915�̃x���g�T���_�[���Ƒ�̂��ꂭ�炢������̂悤�ł��B
���̃��f���A���ۂɂ��������Ƃ���܂����ǃi�C�t���C�L���O�̏ꍇ
�������̐l�ɗL���Ȏd�l�ƂȂ�܂��B
�i�X�C�b�`�𐳖ʂɌ����Ƃ��z�C�[���ƃA�[�������ɂ���B�j
�O�w200V�̃��[�^�[�Ȃ��]��z������ւ��邱�Ƃŋt�]�ł��܂����A
�P�w100V�d�l���ƁE�E�ǂ��ł��傤���H
���ƁA�V��̂Ō������ł����A���\�ʉ��ɂȂ��Ă���悤�Ɍ����܂��B
http://page5.auctions.yahoo.co.jp/jp/auction/e132203487
������̂ق��������₷���Ǝv���܂��B
�O�w�̃��[�^�[��P�w�ł����@�͌������Ă��������B
945 �F�W�g�� ��NAiBHuyoBI �F2013/03/12(��) 20:10:58.06 ID:xGxErQ80
�O�ɘb��ɏo���A���X���ɖ������邩�̘b��B
���ۂ�250���ڂ̃��X����SS400������Ă݂����z�A�����炩�Ɋ���A���Ȃ��B
���X�����H�����育�������Ȃ��y�[�X���x�������ł��B
�����A����������C�ɂȂ��Ă������Ƃ��������̂Ŏ��s���Ă݂܂����B
����́u���m�R�Ő鎞�A���������Ƃ悭���v�̌���
�������āA�@�B�ɂ������Ȃ�18-8��3mm�����d�����������̂ł���
����͊y�A�����|���芴���Ȃ��T�N�T�N�ƃm�R�������܂��B
���ʂ���̒�R�����炵�Ă����̂�����̂ł��傤�A����̓A�����Ɗ����܂����B
���ۂ�250���ڂ̃��X����SS400������Ă݂����z�A�����炩�Ɋ���A���Ȃ��B
���X�����H�����育�������Ȃ��y�[�X���x�������ł��B
�����A����������C�ɂȂ��Ă������Ƃ��������̂Ŏ��s���Ă݂܂����B
����́u���m�R�Ő鎞�A���������Ƃ悭���v�̌���
�������āA�@�B�ɂ������Ȃ�18-8��3mm�����d�����������̂ł���
����͊y�A�����|���芴���Ȃ��T�N�T�N�ƃm�R�������܂��B
���ʂ���̒�R�����炵�Ă����̂�����̂ł��傤�A����̓A�����Ɗ����܂����B
946 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/12(��) 21:59:56.56 ID:YqmYgxJe
�����̂a�f�l�T�O�ɂQ�������̏Ă�����̃v���e����
���[�N�e�[�u�����A���O���ޓ��ō���Ďg�p���Ă��܂����A
�x���g�����߂��čr���̍�Ƃɂ����g���܂���B
�}�C�J���^��͐������Ȃ��ƈ�u�ŏĂ��܂��E�E�E
���[�N�e�[�u�����A���O���ޓ��ō���Ďg�p���Ă��܂����A
�x���g�����߂��čr���̍�Ƃɂ����g���܂���B
�}�C�J���^��͐������Ȃ��ƈ�u�ŏĂ��܂��E�E�E
947 �F�W�g�� ��NAiBHuyoBI �F2013/03/12(��) 22:21:25.11 ID:xGxErQ80
>>946
�Ă��������悭�Y��ɍ��A�����ăG���h���X�x���g���Y��Ɏg���Ԃ��B
����͌����H���������Ԃ������ďK������Z�p�ł��B
�����Z�ʂ�����Α��x���������Ƃ̓f�����b�g�ł͂Ȃ��A���ɃC���o�[�^�[��
��]���Ƃ��Ă����ǏĂ��Ă��܂��Ǝv���܂��G
��_�������t���������A�y�[�p�[�����肷���Ă��邩�A�����ĔԎ�͓K�����B
���d���ł���Ă���Ȃ�Ƃ������A����Ȃ瓮�͌���͍r��肾���ŁA
�d�グ�͎���H�Œ��J�Ɏd�グ�������ǂ������ł��܂���B
���Ԃɒǂ���}�X�v�����炷��ƁA�[�������܂Ŏ��Ԃ���������̂̓A�}�`���A�̋��݂ł��B
�Ă��������悭�Y��ɍ��A�����ăG���h���X�x���g���Y��Ɏg���Ԃ��B
����͌����H���������Ԃ������ďK������Z�p�ł��B
�����Z�ʂ�����Α��x���������Ƃ̓f�����b�g�ł͂Ȃ��A���ɃC���o�[�^�[��
��]���Ƃ��Ă����ǏĂ��Ă��܂��Ǝv���܂��G
��_�������t���������A�y�[�p�[�����肷���Ă��邩�A�����ĔԎ�͓K�����B
���d���ł���Ă���Ȃ�Ƃ������A����Ȃ瓮�͌���͍r��肾���ŁA
�d�グ�͎���H�Œ��J�Ɏd�グ�������ǂ������ł��܂���B
���Ԃɒǂ���}�X�v�����炷��ƁA�[�������܂Ŏ��Ԃ���������̂̓A�}�`���A�̋��݂ł��B
948 �F�W�g�� ��NAiBHuyoBI �F2013/03/12(��) 22:26:04.16 ID:xGxErQ80
�����āE�E�A�h�o�C�X����Ȃ�B
�u����͏Ă���v�Ǝv�����H������Ƃ����S�O�Ȃ��V�i�̃y�[�p�[�Ɋ�����
�ł��B
�u����͏Ă���v�Ǝv�����H������Ƃ����S�O�Ȃ��V�i�̃y�[�p�[�Ɋ�����
�ł��B
949 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/12(��) 22:37:57.36 ID:YMXEnOdW
�y���X��g���|���t����ƋC�x�߂��炢�͏Ă��ɂ����Ȃ邺�B
950 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/13(��) 01:57:41.95 ID:Ypnw/rwP
>>945
���m�R�̏ꍇ�̓��X���ƈ���Đؕ��̔r�o������ɍs�����A
���X���Ɣ�ׂĐڐG�ʐς����������߂ɐ؍�_�̉��͂��傫����
�؍�M����������؍����p���������ǂ��A���Ă��Ƃ��낤�ˁB
�K�тȂ����͂�TiN�R�[�e�B���O���ꂽ���n�������
���ł�������낤���ǂȂ��E�E�E�B
���m�R�̏ꍇ�̓��X���ƈ���Đؕ��̔r�o������ɍs�����A
���X���Ɣ�ׂĐڐG�ʐς����������߂ɐ؍�_�̉��͂��傫����
�؍�M����������؍����p���������ǂ��A���Ă��Ƃ��낤�ˁB
�K�тȂ����͂�TiN�R�[�e�B���O���ꂽ���n�������
���ł�������낤���ǂȂ��E�E�E�B
951 �F�W�g�� ��NAiBHuyoBI �F2013/03/13(��) 07:15:52.13 ID:c+3/KT+W
>>494
�g���|�����Ă��~�߂ɂ����Ȃ�Ă��Ƃ���̂́A�܂������}�X�v���e�N�j�b�N�ł���B
>>950
�����Ȃ�ł���ˁA�������ċ������̂��n�悩�牌�������邱�ƁB
�����������鉷�x�ł�����A�����n�C�X�n�Ȃ�Ƃ������@SK3�̐n�Ȃǂ���
������ƕ|�����x�ł��B
����͎茳�ɂ��������q�������܂������A���n���̐؍�N�[�����g�Ȃǂł�
�����̂�������܂���B
�g���|�����Ă��~�߂ɂ����Ȃ�Ă��Ƃ���̂́A�܂������}�X�v���e�N�j�b�N�ł���B
>>950
�����Ȃ�ł���ˁA�������ċ������̂��n�悩�牌�������邱�ƁB
�����������鉷�x�ł�����A�����n�C�X�n�Ȃ�Ƃ������@SK3�̐n�Ȃǂ���
������ƕ|�����x�ł��B
����͎茳�ɂ��������q�������܂������A���n���̐؍�N�[�����g�Ȃǂł�
�����̂�������܂���B
952 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/13(��) 14:33:11.54 ID:Ypnw/rwP
>>951
���m�R�̏ꍇ�A�ؕ��Ń��P�h�������ɂȂ邵
�n��G�����畁�ʂɃ��P�h�������Ȃ���
�Y�����Ƃ̖��C���H��Ղ��x�z����SKD�Ƃ�����
�؍퉷�x�ɋC�����Ȃ���SK3�̐n��
�g���̂Ăɂ���̂��ǂ��낤���ǂˁB
�G�炵���e�B�b�V����E�G�X��ؒf�ӏ��̋߂��ɒu����
��p���Ȃ����̂��A���B
����Ȃ炠��܂�؍�t����юU��Ȃ��B
���������͂̎��͂��O���[�u�{�b�N�X������̂��ǂ������ˁB
���m�R�̏ꍇ�A�ؕ��Ń��P�h�������ɂȂ邵
�n��G�����畁�ʂɃ��P�h�������Ȃ���
�Y�����Ƃ̖��C���H��Ղ��x�z����SKD�Ƃ�����
�؍퉷�x�ɋC�����Ȃ���SK3�̐n��
�g���̂Ăɂ���̂��ǂ��낤���ǂˁB
�G�炵���e�B�b�V����E�G�X��ؒf�ӏ��̋߂��ɒu����
��p���Ȃ����̂��A���B
����Ȃ炠��܂�؍�t����юU��Ȃ��B
���������͂̎��͂��O���[�u�{�b�N�X������̂��ǂ������ˁB
953 �F�W�g�� ��NAiBHuyoBI �F2013/03/13(��) 23:07:14.53 ID:YLwbb3k+
�@�`�@���ꂩ��̐l�̂��߂̊�b�m���@�u���m�R�v�@�`
�͂��A�ł͑��ς�炸��������l�^�������̂ŁA���ꂩ��̓���҂���̂��߂̊�b�B
�����ǂ���m���Ă�l�͓ǂݗ����Ă��������ˁB
���m�R�@�@�|�m�R�@�n�N�\�[�@�n�b�N�\�[
�C�}�C�`�Ăѕ����o���o���ł���JIS�ł́u�n�N�\�[�v
���X����̃X�g���[�g�̖ؕ��̂����Œ莮�ƁA�K���O���b�v���̗m��������܂��B
����JIS�Ō���0.65mm�@��13mm
�����Ē����A����͌Œ茊���猊�ւ̓n�萡�@�E�Ăѐ��@�Ƃ����܂���
�����ŗ��ʂ��Ă��镨��250mm
���Ăł�300mm�A����50mm�̍��͒P���ɑ̊i�ň��������X�g���[�N���������ł�
�݂�Ȃ̓���X�i�b�v�I���ȂNJC�O���i��ʔ̂Ŕ����ƁA�n�̒��B������
��ςɂȂ邩������܂���B
�n�̍ގ���
�E��ʉ��H�p�@�Y�f�H��|�iSK3�j�@
�E��d���ޗp�@�����H��H�iSKH�j
�E�d���ޗp�@�@�n�C�X�|�iHSS�j
�i�C�t���o���̂͂��̃n�C�X�̐n�A�u�X�e�����X�p�v�u�o�C���^���v����
�p�b�P�[�W�ɏ����Ă���n�ł��B
�o�C���^���Ƃ����̂͐����̈Ⴄ�ޗ���ڍ����č��ꂽ�����̂��Ƃ�
�m�R�n���ƁA�o�l���̍����ޗ��Ƀn�C�X�̌ł��n��ڍ����č��ꂽ���ł��B
�܂��A�n��24T�Ƃ�32T�Ƃ������Ă���܂����A����͐n��
�uTeeth�v���̕����`
TPI�i�e�B�[�X �p�[ �C���`�j�ł��A�����|���芴�̏��Ȃ�32T�������߂ł��B
�͂��A�ł͑��ς�炸��������l�^�������̂ŁA���ꂩ��̓���҂���̂��߂̊�b�B
�����ǂ���m���Ă�l�͓ǂݗ����Ă��������ˁB
���m�R�@�@�|�m�R�@�n�N�\�[�@�n�b�N�\�[
�C�}�C�`�Ăѕ����o���o���ł���JIS�ł́u�n�N�\�[�v
���X����̃X�g���[�g�̖ؕ��̂����Œ莮�ƁA�K���O���b�v���̗m��������܂��B
����JIS�Ō���0.65mm�@��13mm
�����Ē����A����͌Œ茊���猊�ւ̓n�萡�@�E�Ăѐ��@�Ƃ����܂���
�����ŗ��ʂ��Ă��镨��250mm
���Ăł�300mm�A����50mm�̍��͒P���ɑ̊i�ň��������X�g���[�N���������ł�
�݂�Ȃ̓���X�i�b�v�I���ȂNJC�O���i��ʔ̂Ŕ����ƁA�n�̒��B������
��ςɂȂ邩������܂���B
�n�̍ގ���
�E��ʉ��H�p�@�Y�f�H��|�iSK3�j�@
�E��d���ޗp�@�����H��H�iSKH�j
�E�d���ޗp�@�@�n�C�X�|�iHSS�j
�i�C�t���o���̂͂��̃n�C�X�̐n�A�u�X�e�����X�p�v�u�o�C���^���v����
�p�b�P�[�W�ɏ����Ă���n�ł��B
�o�C���^���Ƃ����̂͐����̈Ⴄ�ޗ���ڍ����č��ꂽ�����̂��Ƃ�
�m�R�n���ƁA�o�l���̍����ޗ��Ƀn�C�X�̌ł��n��ڍ����č��ꂽ���ł��B
�܂��A�n��24T�Ƃ�32T�Ƃ������Ă���܂����A����͐n��
�uTeeth�v���̕����`
TPI�i�e�B�[�X �p�[ �C���`�j�ł��A�����|���芴�̏��Ȃ�32T�������߂ł��B
954 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/13(��) 23:10:44.28 ID:L/egDYAk
���̊Ԃɂ�SK5��SK85���Ė��O�ɂȂ��Ă���
955 �F�W�g�� ��NAiBHuyoBI �F2013/03/13(��) 23:18:32.44 ID:YLwbb3k+
�n�N�\�[�t���[���I��
���̏������݂�����ɂ�����A�����z�[���Z���^�[�ōŋ߂̕������Ă��܂�����
�g�������ɂȂ����������G�@�Ƃ�����298�~�Ƃ��ł܂Ƃ��ȕ������͖̂����ł��B
�n�N�\�[�t���[���I�тŏd�v�Ȃ̂́u�����v
�|��A�n�Ƀe���V�����������č�����������Ȃ����A�S�̂��l�W���Ȃ����m�F����
���������B
�����A�ǂ��������Ȃ��̂ŃI�X�X�������Ă��܂��܂���
�u�}���`�A���O���n�N�\�[�v
http://store.shopping.yahoo.co.jp/onlineplus/517322.html
�z�[���Z���^�[�Q�`�R���܂��A����̔����̌�������Ǝv���܂��B
���̏������݂�����ɂ�����A�����z�[���Z���^�[�ōŋ߂̕������Ă��܂�����
�g�������ɂȂ����������G�@�Ƃ�����298�~�Ƃ��ł܂Ƃ��ȕ������͖̂����ł��B
�n�N�\�[�t���[���I�тŏd�v�Ȃ̂́u�����v
�|��A�n�Ƀe���V�����������č�����������Ȃ����A�S�̂��l�W���Ȃ����m�F����
���������B
�����A�ǂ��������Ȃ��̂ŃI�X�X�������Ă��܂��܂���
�u�}���`�A���O���n�N�\�[�v
http://store.shopping.yahoo.co.jp/onlineplus/517322.html
�z�[���Z���^�[�Q�`�R���܂��A����̔����̌�������Ǝv���܂��B
956 �F�W�g�� ��NAiBHuyoBI �F2013/03/13(��) 23:30:37.86 ID:YLwbb3k+
���m�R�̎g����
������̕����Ŏ����Z�b�g���A��������Ƌ|���Đn�Ƀe���V������
�����܂��B
���́u����v���Ȃ��Ɨ͂��ʂ�܂��A�܂�̌����ɂȂ�܂��B
�u���{�l�Ȃ狘�͈����肾�B�v
�Ƃ����Đn��O�㒣�肩����l�����܂����A���m�R�̓m�R�M���Ƃ������
���̂������������X���Ɠ����ւ��Ă��������B
���������Ċ�{�p���̓��X���Ɠ����ł��A����ŕێ���������B
�����A�̏d�������Ĉ����|����Ƌؓ��ɋ����X�g���X�������Ă��܂��܂��B
���ƃX�g���[�N�Ő銴���ŗ݂͂����Ȃ��悤�ɂ��Ă��������B
�����A�n�߂Ďg���l�͉�����Ɠ�����̓������ł����A�܂��Ă��܂��Ǝv���܂��B
�ŏ���SK3�̈����n�������ăR�c������ł��������B
���łɃn�C�X�n�̗L����킩��܂��B
�A������
�ł́A�悢���색�C�t���B
������̕����Ŏ����Z�b�g���A��������Ƌ|���Đn�Ƀe���V������
�����܂��B
���́u����v���Ȃ��Ɨ͂��ʂ�܂��A�܂�̌����ɂȂ�܂��B
�u���{�l�Ȃ狘�͈����肾�B�v
�Ƃ����Đn��O�㒣�肩����l�����܂����A���m�R�̓m�R�M���Ƃ������
���̂������������X���Ɠ����ւ��Ă��������B
���������Ċ�{�p���̓��X���Ɠ����ł��A����ŕێ���������B
�����A�̏d�������Ĉ����|����Ƌؓ��ɋ����X�g���X�������Ă��܂��܂��B
���ƃX�g���[�N�Ő銴���ŗ݂͂����Ȃ��悤�ɂ��Ă��������B
�����A�n�߂Ďg���l�͉�����Ɠ�����̓������ł����A�܂��Ă��܂��Ǝv���܂��B
�ŏ���SK3�̈����n�������ăR�c������ł��������B
���łɃn�C�X�n�̗L����킩��܂��B
�A������
�ł́A�悢���색�C�t���B
957 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/14(��) 02:31:29.04 ID:4hA3Ghm8
�o���[�ׂ̎������ǂ��ƕ����܂������g���Ă����������Ⴂ�܂����H
959 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/14(��) 03:24:37.91 ID:HYk8wGmw
>>956
�̂̓S�H���̒��ɂ͋��m�R��Ɨp�ɏ�����߂ɖ��͂�ݒu����
�̏d�������₷���悤�ɂ��Ă�Ƃ�����������炵���B
���͂Ƀ��[�N��Ў�������Ԃł��킦�Đؒf����ꍇ��
�̏d������Ɛؒf�����Ȃ���₷����ˁB
�������̂������肵���t���[�����Ǝ��d��
����Ȃ�ɐ荞��ł���邩��y�B
>>957
�ŋߓ��{�����̃��b�g���蔲���M��������Ă�H��ɕς�����炵��
�i�����ቺ���Đ܂�₷���Ȃ����A�Ƃ������b���ǂ����Ō����B�^�U�͕s�������ǂˁB
�̂̓S�H���̒��ɂ͋��m�R��Ɨp�ɏ�����߂ɖ��͂�ݒu����
�̏d�������₷���悤�ɂ��Ă�Ƃ�����������炵���B
���͂Ƀ��[�N��Ў�������Ԃł��킦�Đؒf����ꍇ��
�̏d������Ɛؒf�����Ȃ���₷����ˁB
�������̂������肵���t���[�����Ǝ��d��
����Ȃ�ɐ荞��ł���邩��y�B
>>957
�ŋߓ��{�����̃��b�g���蔲���M��������Ă�H��ɕς�����炵��
�i�����ቺ���Đ܂�₷���Ȃ����A�Ƃ������b���ǂ����Ō����B�^�U�͕s�������ǂˁB
960 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/14(��) 14:41:47.62 ID:4hA3Ghm8
�w���N���X�Ƃ������[�J�[�͏����ł��B
�x���W�����H�Ƃ������[�J�[�̂��̂����肪�ǂ��ƕ����܂�����
�����̌��������Ȏ����̕����|�ނʂɂ��Ȃ����ȂƎv���܂��āB
���ƃ`�^�����H�i���`�^���Q��j�ɂ��Ă������������̂ł����A
���������o���̓�Փx�͂ǂꂭ�炢�Ȃ�ł��傤���B
SUS304���͗e�ՁH
�x���W�����H�Ƃ������[�J�[�̂��̂����肪�ǂ��ƕ����܂�����
�����̌��������Ȏ����̕����|�ނʂɂ��Ȃ����ȂƎv���܂��āB
���ƃ`�^�����H�i���`�^���Q��j�ɂ��Ă������������̂ł����A
���������o���̓�Փx�͂ǂꂭ�炢�Ȃ�ł��傤���B
SUS304���͗e�ՁH
961 �F�W�g�� ��NAiBHuyoBI �F2013/03/14(��) 19:09:52.67 ID:bZDykZt3
�`�^���̌������́A�A���~��X�e���̌��������o����l�Ȃ�e�Ղł���B
�����A���Ƃ������ڋl�܂肵�܂��B
�x���`�O���C���_�[������A�x���g�T���_�[������E�E
��������͎̂���H���A�[�b�g���z�C�[����f�B�X�N�O���C���_�[�Ȃǂ�
�����Ő�����̂���Ԃł��B
�����A���Ƃ������ڋl�܂肵�܂��B
�x���`�O���C���_�[������A�x���g�T���_�[������E�E
��������͎̂���H���A�[�b�g���z�C�[����f�B�X�N�O���C���_�[�Ȃǂ�
�����Ő�����̂���Ԃł��B
962 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/14(��) 19:21:57.79 ID:fT90Pr8I
���`�^���Ȃ�A���~���݂ɏ_�炩��
�����蕲���R����̂Œ���
�����蕲���R����̂Œ���
963 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/14(��) 19:40:38.66 ID:4hA3Ghm8
�������Ԏ����肪�Ƃ��������܂��B
�A���~���݂ɏ_�炩���Ƃ������Ƃ͑����_�炩���ł��ˁB
�����������蕲�����M���ĔR���邾�Ƃ��͑��̐l����������܂����B
�M�`���������̂ōH��������_���ɂ����A
�O���C���_�[��G���h�~���ɂ��т���Ă��܂��H�炵���A
���߂Ĉ����l�Ԃ����S�ɂ��Ȃ��邩�A�����s���ł����̂Ŏf���܂����B
�h�����Ȃ�Βᑬ�ŁA���n���̔����؍�����g���Α��v�ł��傤���ˁB
�t���C�X�Œi�������H�Ȃǂ����������̂ł����A�댯���ȁE�E�E
�A���~���݂ɏ_�炩���Ƃ������Ƃ͑����_�炩���ł��ˁB
�����������蕲�����M���ĔR���邾�Ƃ��͑��̐l����������܂����B
�M�`���������̂ōH��������_���ɂ����A
�O���C���_�[��G���h�~���ɂ��т���Ă��܂��H�炵���A
���߂Ĉ����l�Ԃ����S�ɂ��Ȃ��邩�A�����s���ł����̂Ŏf���܂����B
�h�����Ȃ�Βᑬ�ŁA���n���̔����؍�����g���Α��v�ł��傤���ˁB
�t���C�X�Œi�������H�Ȃǂ����������̂ł����A�댯���ȁE�E�E
964 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/14(��) 19:53:04.36 ID:xU/rgzD9
�`�^���č��Ƌ����ῂ������
965 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/14(��) 20:18:40.03 ID:NVfqDHLT
�`�^�����V���[�����O���Y��ɐؒf���悤�Ƃ���
�u���[�h�M���b�v������Ȃ����Ȃ������犚�ݍ���ŃR�}�c�̃����e�i���X�Ăԃn���ɂȂ����ł�����B
�W��������
http://brow2ing.doorblog.jp/lite/archives/1754486.html
����i�C�t���܂Ƃ߃T�C�g�ɏo�Ă܂�����B
�����ʂ�u���[�h�����������I
�u���[�h�M���b�v������Ȃ����Ȃ������犚�ݍ���ŃR�}�c�̃����e�i���X�Ăԃn���ɂȂ����ł�����B
�W��������
http://brow2ing.doorblog.jp/lite/archives/1754486.html
����i�C�t���܂Ƃ߃T�C�g�ɏo�Ă܂�����B
�����ʂ�u���[�h�����������I
966 �F�W�g�� ��NAiBHuyoBI �F2013/03/14(��) 20:42:04.76 ID:bZDykZt3
>>965
���������G
�`�^�����V���[�łȂ�ΐ��C�����Ȃ��A�|���|���B
�V�R�i�C�t�A�����Z���X�ł��ˁ`
�ł��u���[�͐j�X�̃C���[�W�������瑼�̐F�������ȁB
���������G
�`�^�����V���[�łȂ�ΐ��C�����Ȃ��A�|���|���B
�V�R�i�C�t�A�����Z���X�ł��ˁ`
�ł��u���[�͐j�X�̃C���[�W�������瑼�̐F�������ȁB
967 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/14(��) 21:44:57.35 ID:UBB7qtPL
>>965
�c�O�Ȃ���A����̓v���H�̐H���i�C�t���[�J�[�̐l�̍�i����
���N�̊ւ̃A�E�g�h�A�i�C�t�V���[�ɂ��o�Ă��l���ʁB
�c�O�Ȃ���A����̓v���H�̐H���i�C�t���[�J�[�̐l�̍�i����
���N�̊ւ̃A�E�g�h�A�i�C�t�V���[�ɂ��o�Ă��l���ʁB
968 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/16(�y) 01:31:19.86 ID:fZ1NMItM
�`�^�������̔��K�����͂���炵���E�E�E
������O�����ǃ}�X�N���Ăėǂ�����
������O�����ǃ}�X�N���Ăėǂ�����
969 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/16(�y) 02:16:45.00 ID:YdmNH9vc
>>947
�x���g�̑N�x�������Ƃ��ɐ��`���x��������ƏĂ��₷���ł��B
�x���g�̑f�ނ��x���g�̑����ƍ��|�ނɍ����ĂȂ��̂ł́H��
����̂����ɂ��Ă��܂������ɂȂ�܂�(�j
�������Ȃ��炩�Ȃ��Ƃ͂͂��ǂ�悤�ɂȂ�܂����B
�x�x���X�g�b�v�ȊO�́A�y�[�p�[��O�̒i�K���炢�܂ł�
�Ȃ�Ƃ����`�o����悤�ɂȂ�܂����B
�x�x���X�g�b�v�͂킴�ƍ��ɂ����Â��x���g��
�x���Đ��`����̂��R�c�炵���ł��ˁB
�x���g�̑N�x�������Ƃ��ɐ��`���x��������ƏĂ��₷���ł��B
�x���g�̑f�ނ��x���g�̑����ƍ��|�ނɍ����ĂȂ��̂ł́H��
����̂����ɂ��Ă��܂������ɂȂ�܂�(�j
�������Ȃ��炩�Ȃ��Ƃ͂͂��ǂ�悤�ɂȂ�܂����B
�x�x���X�g�b�v�ȊO�́A�y�[�p�[��O�̒i�K���炢�܂ł�
�Ȃ�Ƃ����`�o����悤�ɂȂ�܂����B
�x�x���X�g�b�v�͂킴�ƍ��ɂ����Â��x���g��
�x���Đ��`����̂��R�c�炵���ł��ˁB
970 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/16(�y) 03:14:18.08 ID:BhlQzFSI
971 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/16(�y) 08:58:15.34 ID:fZ1NMItM
>>970
�}�W�}�W
�ǂ����̑�w���������Ă�
�l�Y�~���R���b�Ƃ�����
�_�C�I�L�V�����ł͖����ɂ���n���ɂł��Ȃ����̂炵��
�`�^���������ĕ��o���������邵���ӂ��Ȃ��Ƃ�
�}�W�}�W
�ǂ����̑�w���������Ă�
�l�Y�~���R���b�Ƃ�����
�_�C�I�L�V�����ł͖����ɂ���n���ɂł��Ȃ����̂炵��
�`�^���������ĕ��o���������邵���ӂ��Ȃ��Ƃ�
972 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/16(�y) 12:27:19.89 ID:CgGRMGMe
�\�[�X����H
973 �F�W�g�� ��NAiBHuyoBI �F2013/03/16(�y) 15:14:45.49 ID:bTN9VmY3
IARC�i���ۂ����@�ցj2010
�����F2B�i�q�g�ɑ��Ĕ������^����j
��IARC Monographs 93(2010)�ł́A���������Ŕ���������Ƃ����\���ȍ���������Ƃ��āA�]����3�i�q�g�ɑ��锭����
���ĕ��ނł��Ȃ��j����2B�ɍĕ��ނ��Ă���B
�����ƂȂ������������͈ȉ��̂Ƃ���
�E���b�g��p�����z�������i�Q�N�ԁj�ŁA���Z�x�i250 mg/m3�j�̃O���[�v�ɂ����āA���Y�̌̂ɂ�����x��ᇂ̑������݂�ꂽ�B
�E�����b�g��p�����i�m�T�C�Y�_���`�^���ɋz�������i�Q�N�ԁj�ŁA�x��ᇂ̑������݂�ꂽ�B
�E�����b�g��p�����C�Ǔ����^�����i30�����j�ŁA�i�m�T�C�Y���܂ނQ�̃^�C�v�̎_���`�^���ɂ����āA�ǐ��ƈ��������̔x��ᇂ�
�������݂�ꂽ�B
����ł����ˁB
�����F2B�i�q�g�ɑ��Ĕ������^����j
��IARC Monographs 93(2010)�ł́A���������Ŕ���������Ƃ����\���ȍ���������Ƃ��āA�]����3�i�q�g�ɑ��锭����
���ĕ��ނł��Ȃ��j����2B�ɍĕ��ނ��Ă���B
�����ƂȂ������������͈ȉ��̂Ƃ���
�E���b�g��p�����z�������i�Q�N�ԁj�ŁA���Z�x�i250 mg/m3�j�̃O���[�v�ɂ����āA���Y�̌̂ɂ�����x��ᇂ̑������݂�ꂽ�B
�E�����b�g��p�����i�m�T�C�Y�_���`�^���ɋz�������i�Q�N�ԁj�ŁA�x��ᇂ̑������݂�ꂽ�B
�E�����b�g��p�����C�Ǔ����^�����i30�����j�ŁA�i�m�T�C�Y���܂ނQ�̃^�C�v�̎_���`�^���ɂ����āA�ǐ��ƈ��������̔x��ᇂ�
�������݂�ꂽ�B
����ł����ˁB
974 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/16(�y) 15:39:54.33 ID:Y7JJ57jL
�ɁX�����Ȕ�������ɂȂ������̂��z������ƃ}�Y�C��ł��傤�ˁB���Q�Ɠ������B
975 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/16(�y) 18:33:39.24 ID:xOy4w2CD
�`�^�����̂��̂͐l�H���ɂ��g���邵
�n�ڂ̎��ɏo�鉌�݂����Ȃ����[�ׂ������q����Ȃ���
����܂�C�ɂ��Ȃ��ł�����Ȃ����H
�n�ڂ̎��ɏo�鉌�݂����Ȃ����[�ׂ������q����Ȃ���
����܂�C�ɂ��Ȃ��ł�����Ȃ����H
976 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/16(�y) 19:58:23.57 ID:BhlQzFSI
���X���̋G�߂ł����ˁE�E�E�E
�P���ȋ^��Ƃ��āA
���`�^���A�Ȃ����U�S�`�^���Ǝ_���`�^���͓������́H
�Ƃ����ꂱ��ȗǃX�������݂���Ƃ͂��Ċ�����
��ϕ��ɂȂ�A�������낵�����肢���܂��B
�P���ȋ^��Ƃ��āA
���`�^���A�Ȃ����U�S�`�^���Ǝ_���`�^���͓������́H
�Ƃ����ꂱ��ȗǃX�������݂���Ƃ͂��Ċ�����
��ϕ��ɂȂ�A�������낵�����肢���܂��B
977 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/19(��) 16:36:46.73 ID:ouwOJQxC
http://junko717.exblog.jp/
�����@���炩���Ă���I
�u����A����o�Ԃ��A���O�̂��@�ł����˂邩�H�v
�n粔����̕@�i�t�����[�j���^�~�̉�� �T���B
�n粔����̈����u����� �@���w���v�~�[�̒j�����b���Ă����B
�u�����A�h�@�A�t���Ă�@�A�����̕@�v�b���Ă��B
�����@���炩���Ă���I
�u����A����o�Ԃ��A���O�̂��@�ł����˂邩�H�v
�n粔����̕@�i�t�����[�j���^�~�̉�� �T���B
�n粔����̈����u����� �@���w���v�~�[�̒j�����b���Ă����B
�u�����A�h�@�A�t���Ă�@�A�����̕@�v�b���Ă��B
�_���`�^���͓u�����P�ړI�ŁA���܂Ɏg���Ȃ�
��������̂ɁA�H�i�≻�ϕi�Ɏg���Ă�̂͂Ȃ�ł��낤�˂�
��������̂ɁA�H�i�≻�ϕi�Ɏg���Ă�̂͂Ȃ�ł��낤�˂�
979 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/19(��) 20:56:12.68 ID:2+FTYG5X
>>978
���t�͈����̂ł����A���w�I�Ő��ƕ����I�Ő�(���̏ꍇ�͍זE�Ő�)�͕ʂł���B
�A�X�x�X�g���z������Δx�K���⒆����U�����܂����A�������Ɋ܂܂�Ă�����̂��o���ێ悵�Ă��ʏ�͖��Q�ł��B
���t�͈����̂ł����A���w�I�Ő��ƕ����I�Ő�(���̏ꍇ�͍זE�Ő�)�͕ʂł���B
�A�X�x�X�g���z������Δx�K���⒆����U�����܂����A�������Ɋ܂܂�Ă�����̂��o���ێ悵�Ă��ʏ�͖��Q�ł��B
980 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/20(��) 14:06:55.10 ID:ljrwEBYi
3��ڏo���܂���(*�L�ցM*)
http://i.imgur.com/xmbVq0u.jpg
http://i.imgur.com/xmbVq0u.jpg
{kind=link}
981 �F�W�g�� ��NAiBHuyoBI �F2013/03/20(��) 14:54:37.80 ID:E8dap5HR
>>980
�R���p�N�g�Ŏ��̂��₷�����ȃR���b�Ƃ������I�ȃX�^�C���A�ʔ����ł��I
�ʎY���ł͌����Ȃ��悤�Ȍ��I�ŁA���������y�����i�C�t�������邩��
����X���͊y�����B
�R���p�N�g�Ŏ��̂��₷�����ȃR���b�Ƃ������I�ȃX�^�C���A�ʔ����ł��I
�ʎY���ł͌����Ȃ��悤�Ȍ��I�ŁA���������y�����i�C�t�������邩��
����X���͊y�����B
982 �F�W�g�� ��NAiBHuyoBI �F2013/03/20(��) 14:59:36.87 ID:E8dap5HR
>>982
�R�����g���肪�Ƃ��������܂��B
�[�ނŃK�X�g�[�`�ł̏ē���̎��������˂ď��Ԃ�ȃf�X�N�i�C�t���Ǝv���č��܂����B
�|�ނ�D2�ő����Ă������Ă܂���w
�t�B�b�e�B���O�͐^�J�A�n���h���͎��h�ł��B
http://www.youtube.com/watch?v=nlE2TGYuHi8
�O�l�͌��\�ē��ꎩ���ł��Ă�̂�
����ȕ��Ɏ��͒Y�ł���Ă݂܂��B
http://i.imgur.com/kc9rWxE.jpg
�R�����g���肪�Ƃ��������܂��B
�[�ނŃK�X�g�[�`�ł̏ē���̎��������˂ď��Ԃ�ȃf�X�N�i�C�t���Ǝv���č��܂����B
�|�ނ�D2�ő����Ă������Ă܂���w
�t�B�b�e�B���O�͐^�J�A�n���h���͎��h�ł��B
http://www.youtube.com/watch?v=nlE2TGYuHi8
�O�l�͌��\�ē��ꎩ���ł��Ă�̂�
����ȕ��Ɏ��͒Y�ł���Ă݂܂��B
http://i.imgur.com/kc9rWxE.jpg
{kind=link}
984 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/20(��) 21:10:31.65 ID:1S1e14dO
D2�Ȃ炱���ɕێ����ԂƂ������Ă��邩��
�Q�l�ɂǂ����B
�N���[���Ƃ��ł݂�Ə���ɖ|�Ă���邩��I�X�X���B
http://usaknifemaker.com/metals-c-93/stainless-steels-all-types-c-93-35/heat-treat-information-data-faq.html
�Q�l�ɂǂ����B
�N���[���Ƃ��ł݂�Ə���ɖ|�Ă���邩��I�X�X���B
http://usaknifemaker.com/metals-c-93/stainless-steels-all-types-c-93-35/heat-treat-information-data-faq.html
985 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/20(��) 22:32:24.74 ID:DAoHQ76E
����
986 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/20(��) 23:39:18.16 ID:ljrwEBYi
987 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/20(��) 23:44:01.19 ID:ljrwEBYi
988 �F�W�g�� ��NAiBHuyoBI �F2013/03/21(��) 19:00:50.05 ID:PIIWJQw7
>>987
�N���b�N���|���ł��ˁ`�@������������Ă݂܂��B
�N���b�N���|���ł��ˁ`�@������������Ă݂܂��B
989 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/22(��) 17:47:15.52 ID:4SxHbgXL
����
990 �F�}�n���F2013/03/22(��) 18:18:49.52 ID:K/0rmpGq
http://bbs0.meiwasuisan.com/bbs/bin/read/toriaezu/1363865728/l50
http://www.meiwasuisan.com/frame/
���ȊO�������Ȃǂ������܂����A�O�k�ɂłĂ���ȋǂ��B
http://www.meiwasuisan.com/frame/
���ȊO�������Ȃǂ������܂����A�O�k�ɂłĂ���ȋǂ��B
991 �F�W�g�� ��NAiBHuyoBI �F2013/03/22(��) 19:24:39.84 ID:y6qANkfG
����
992 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/22(��) 19:31:59.18 ID:4SxHbgXL
�~
993 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/22(��) 19:32:29.47 ID:Pk0lRYTf
�|
994 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/22(��) 20:04:10.24 ID:Pk0lRYTf
��
995 �F�W�g�� ��NAiBHuyoBI �F2013/03/22(��) 20:10:13.79 ID:y6qANkfG
����
996 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/22(��) 20:12:11.17 ID:Pk0lRYTf
���܂�
997 �F�W�g�� ��NAiBHuyoBI �F2013/03/22(��) 21:48:37.76 ID:y6qANkfG
����
998 �F�W�g�� ��NAiBHuyoBI �F2013/03/22(��) 21:49:51.19 ID:y6qANkfG
���߂Ė��߂�
����X���͕��a���Ȃ�
1000 �F���O�ȃJ�b�^�[(�m�́M)�F2013/03/22(��) 22:05:58.40 ID:R7u5JfVc
���܂����H
1001 �F�P�O�O�P�F
���̃X���b�h�͂P�O�O�O���܂����B
���������Ȃ��̂ŁA�V�����X���b�h�𗧂ĂĂ��������ł��B�B�B
���������Ȃ��̂ŁA�V�����X���b�h�𗧂ĂĂ��������ł��B�B�B