�n�ڂ��Ċy�����H
1 �F���������P���N�F
�o���������Ƃ���������킩��Ȃ����ǁA
�y�����H
�y�����H
|
|
|
2 �F���������P���N�F02/07/07 15:08 ID:m4v3ZULw
���̂�����B�@�{�E����Ȃ���E�E�E
�ł����ꂩ��̋G�߃L�r�V�C
�ł����ꂩ��̋G�߃L�r�V�C
3 �F���������P���N�F02/07/07 16:32 ID:Rw8/LlFf
>>2
�������H
���E�Ȃ�ō������āA�Z�p���w�ׂ�Ƃ����T���Ă���ǁB
�s�u�Ŏ��]�Ԃ̃t���[����n�ڂ��Ă�Ƃ������������A
�ꔭ����Ă݂悤���ȁH
�Ƃ��v���Ă���ǁD�D�D
�������H
���E�Ȃ�ō������āA�Z�p���w�ׂ�Ƃ����T���Ă���ǁB
�s�u�Ŏ��]�Ԃ̃t���[����n�ڂ��Ă�Ƃ������������A
�ꔭ����Ă݂悤���ȁH
�Ƃ��v���Ă���ǁD�D�D
4 �F���������P���N�F02/07/07 17:43 ID:DhIeIbLI
���̂��������I�I
5 �F���������P���N�F02/07/07 17:52 ID:81vR96OH
�n�ڍH�͌��\��������Ȃ��̂��H
�������A�M�����B
�n�ڍH��萻�ʍH�̂��y�����Ǝv�����ǂȁB
�������A�M�����B
�n�ڍH��萻�ʍH�̂��y�����Ǝv�����ǂȁB
6 �F���������P���N�F02/07/07 20:43 ID:M9dFce0V
>>5
���̂�����́H
���̂�����́H
>>6
�����H
�����H
8 �F6�F02/07/07 21:15 ID:M9dFce0V
���ʍH�̕����y�����킯
�킯�H
���͎��ۂ���ĂĊy�����Ǝv��
�����B
�܂��y�����Ȃ�Đl���ꂼ�ꂾ�Ǝv�����ǁH
���͎��ۂ���ĂĊy�����Ǝv��
�����B
�܂��y�����Ȃ�Đl���ꂼ�ꂾ�Ǝv�����ǁH
10 �F6�F02/07/07 21:26 ID:M9dFce0V
���ʂ��ăv���X�H
�n�ڂ�����́H
�n�ڂ�����́H
http://images.google.co.jp/images?hl
=ja&ie=UTF-8&oe=UTF-8&q=%E8%A3%BD%E7%BC%B6&sa=N&tab=wi&lr=
���̍����������ȕ�������肵�Ă�B
�ʍ�邾�������ʂƂ����킯����Ȃ��Ǝv���ȁ`�H
�����悭����ǁB
=ja&ie=UTF-8&oe=UTF-8&q=%E8%A3%BD%E7%BC%B6&sa=N&tab=wi&lr=
���̍����������ȕ�������肵�Ă�B
�ʍ�邾�������ʂƂ����킯����Ȃ��Ǝv���ȁ`�H
�����悭����ǁB
12 �F2�F02/07/07 21:56 ID:SA/hyERm
>>3
���������Ƃ䂤���A�M���ɓ݊��ɂȂ�B
�ē����ĂĖ������ł��Ă����C�A�d�q�����W�ʼn��߂������M���A���ʂ̐l��蒷�������Ă�����B
�ẮA�����M���̃_�u���U���Ƀ��������ɂȂ�B
������n�ڂ��Ă�l�͑�ς��Ȃ��E�E�E
���������Ƃ䂤���A�M���ɓ݊��ɂȂ�B
�ē����ĂĖ������ł��Ă����C�A�d�q�����W�ʼn��߂������M���A���ʂ̐l��蒷�������Ă�����B
�ẮA�����M���̃_�u���U���Ƀ��������ɂȂ�B
������n�ڂ��Ă�l�͑�ς��Ȃ��E�E�E
11�̓R�s�y���Ăˁ�
14 �F���������P���N�F02/07/07 22:22 ID:OSDKPxen
���ʍH���E�E�E���t��
�o�ڍH���E�E�E�{�t��
�d��E�E�E
�����������ɋ敪����Ƃ�����������ȁB
�ď�͉���ɐ�@�g���Ȃ�����ˁB
�o�ڍH���E�E�E�{�t��
�d��E�E�E
�����������ɋ敪����Ƃ�����������ȁB
�ď�͉���ɐ�@�g���Ȃ�����ˁB
>>14
�����A����Ȋ����B
���̒��ŁA���͐��ʍH������Ԋy�����Ƃ������Ƃł��B
�ǂ�ǂ�`���ł��Ă����̂͊y������B
����@
�K�X��Ⴄ����ˁB
�����A����Ȋ����B
���̒��ŁA���͐��ʍH������Ԋy�����Ƃ������Ƃł��B
�ǂ�ǂ�`���ł��Ă����̂͊y������B
����@
�K�X��Ⴄ����ˁB
16 �F���������P���N�F02/07/08 06:08 ID:rEN2TYal
���̐E�킾���ǁA�m���ɗo�ڂ���̂͊y�����B
���m�����Ƃ����y���݂�����B
�A�[�N�����g���ĂȂ����ǁA�m����������Ƃ����Y��ȃE�G�[�r���O��
����̂��y�����B
�{�E�̕��݂����ɂs�h�f�g�����Y��ȃE�G�[�r���O�o�������Ǝv�����肵�Ă��܂��B
�A�Z�g���ēP������̂��A�����Ȃ��Ă����̂Ŋy�����B
��i�͑�R���邪�A�����ɑ����y�ɓP���ł��邩�l����̂��y�����B
�{�E�̎d���́E�E�E�T
���m�����Ƃ����y���݂�����B
�A�[�N�����g���ĂȂ����ǁA�m����������Ƃ����Y��ȃE�G�[�r���O��
����̂��y�����B
�{�E�̕��݂����ɂs�h�f�g�����Y��ȃE�G�[�r���O�o�������Ǝv�����肵�Ă��܂��B
�A�Z�g���ēP������̂��A�����Ȃ��Ă����̂Ŋy�����B
��i�͑�R���邪�A�����ɑ����y�ɓP���ł��邩�l����̂��y�����B
�{�E�̎d���́E�E�E�T
17 �F���������P���N�F02/07/08 18:47 ID:c8EU1diX
���z�W�̗n�ڂ͑��
������Ƃ��Ȃ��Ɗ�Ȃ����A�n�ڂ̋��x�ɂ͋C���g���Ă�
��肪���͂��邪�D�D�D
������Ƃ��Ȃ��Ɗ�Ȃ����A�n�ڂ̋��x�ɂ͋C���g���Ă�
��肪���͂��邪�D�D�D
18 �F���������P���N�F02/07/08 19:39 ID:G0gU9fl/
�u�E����������n�ڂł��v�Ȃ�Ăӂ��������@��
���������B
���������B
19 �F���������P���N�F02/07/08 19:48 ID:f0iQo3JE
2p�̎��������Ă��炳��
20 �F�k�a�T�Q�`�F02/07/08 20:03 ID:hfykuW7p
�n�ڂ��y�����Ƃ��ʔ����ƌ����Ă���́A�܂��܂��n�ڂɊւ��Ă͑f�l�ł���B
�n�ڍ�Ƃ���ɂɂȂ�ƃv���̒��ԂɂȂ�Ƃ����鎖���o�����Ǝv���B
�����Ď����̂�����n�ڃr�[�h�𑼐l���ςāu�������{�E�ł��ˁv�Ǝv��������
�n�ډ��̊�тƎv���܂��B
���̊�т̂��߂ɓ��鐸�i����̂ł��B
�ʔ������Ɋ�тƎ����͔�Ⴕ�܂��B
�n�ڍ�Ƃ���ɂɂȂ�ƃv���̒��ԂɂȂ�Ƃ����鎖���o�����Ǝv���B
�����Ď����̂�����n�ڃr�[�h�𑼐l���ςāu�������{�E�ł��ˁv�Ǝv��������
�n�ډ��̊�тƎv���܂��B
���̊�т̂��߂ɓ��鐸�i����̂ł��B
�ʔ������Ɋ�тƎ����͔�Ⴕ�܂��B
21 �F���������P���N�F02/07/08 21:07 ID:ODDxbFGU
�u�Z�p���v���Ă��������ȁA�n��
����Ă݂悤���ȂƎv���Ă���ǂǂ�ȗn�ڂ���n�߂��炢�����ȁH
���ʂƂ����z�W�A�����ԁA���Ȃ����邯��
����Ă݂悤���ȂƎv���Ă���ǂǂ�ȗn�ڂ���n�߂��炢�����ȁH
���ʂƂ����z�W�A�����ԁA���Ȃ����邯��
22 �F���������P���N�F02/07/08 21:12 ID:KJ/WQjsY
���܂ɁA�����畬�����o��I
���������b�@�o�^�@�S�i���ށ��j�V�S�i���ށ��j�V�o�^
���������b�@�o�^�@�S�i���ށ��j�V�S�i���ށ��j�V�o�^
23 �F���������P���N�F02/07/08 22:57 ID:e57vHkxm
��20
��ɂȂ玫�߂��܂���n�Q�`���r���B
��ɂȂ玫�߂��܂���n�Q�`���r���B
24 �F�k�a�T�Q�`�F02/07/09 00:36 ID:ngSMbC7x
>>23
���̂����������A�@�P�O�N������B
���̂����������A�@�P�O�N������B
25 �F�w���F02/07/09 01:24 ID:VSrrf3ei
���K�ł�����Ƃ��̓A���S���K�X�n�ڂ͊y�����������̂��B
26 �F���������P���N�F02/07/09 06:59 ID:EtLfrM0u
�݂Ȃ���24�̗l�ɂЂ�������r�����̐����͗����܂��傤
27 �F���������P���N�F02/07/09 19:24 ID:4WtCCqOf
��24
���肽�����ˁ[��n�Q�`���r���B
���肽�����ˁ[��n�Q�`���r���B
28 �F���������P���N�F02/07/09 19:31 ID:L/uvzSmD
�Ȍ�n�Q�`���r���X���ƂȂ�܂����B
29 �F���������P���N�F02/07/09 19:45 ID:GX8ed6WV
>>24
���˂�n�Q�`���r���B
���˂�n�Q�`���r���B
30 �F���������P���N�F02/07/09 21:36 ID:wc8g+ez1
�A���~�n�ڂ��Ăǂ�Ȃ��Ƃ���́H
���l���������炿����Ƌ����L��
���l���������炿����Ƌ����L��
31 �F���������P���N�F02/07/09 21:50 ID:dhe7ROjF
�s�h�f�n��
32 �F���������P���N�F02/07/09 22:02 ID:cUDrqf38
33 �F���������P���N�F02/07/09 22:06 ID:RpPKk88j
�ŁA�n�Q�`���r���͉��n�ڂ��Ă�̂�H
34 �F���������P���N�F02/07/09 22:11 ID:dhe7ROjF
NAK HPM-3 HPM-7 SKD-11 SKD-61 SCM MAS-1 ������|
35 �F���������P���N�F02/07/09 22:17 ID:L/uvzSmD
����|�̗n�ڂ��Ăǂ������Ƃ��낪����́H
�O�ɂ��e���r�ŋ��^�n�ڂ��鵻�݂��^�o�R�z���Ȃ���z�C�z�C����Ă����ǂ��A
�Ȃɂ��ł���l�����Ȃ��Đ��E�����絻�݂̂Ƃ���ɗ���炵�����ǁB
��ɂ���đ�c�悾������B
�w�^����Ɗ������Ď��H
�O�ɂ��e���r�ŋ��^�n�ڂ��鵻�݂��^�o�R�z���Ȃ���z�C�z�C����Ă����ǂ��A
�Ȃɂ��ł���l�����Ȃ��Đ��E�����絻�݂̂Ƃ���ɗ���炵�����ǁB
��ɂ���đ�c�悾������B
�w�^����Ɗ������Ď��H
36 �F���������P���N�F02/07/09 22:23 ID:dhe7ROjF
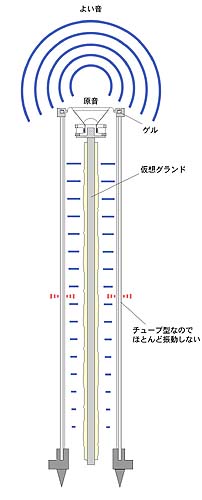
���^�̗n�ڂ̊�{�@�]�M�@�n�ځ@��M�@����@�V�Ŏl�Y�˂ł����v
37 �F���������P���N�F02/07/09 22:34 ID:lseZciOC
��35
���ꑽ�������B�A���_�[�J�b�g�ɂȂ�Ȃ��̂��_�Ƃ��Č����ĂȂ����������H
���ꑽ�������B�A���_�[�J�b�g�ɂȂ�Ȃ��̂��_�Ƃ��Č����ĂȂ����������H
38 �F���������P���N�F02/07/09 22:38 ID:dhe7ROjF
�K���d����������ł���α��ް��Ă͏o���Ȃ���_�Ƃł��Ȃ�ł��Ȃ���
���E���J���͗��ĂȂ��Ǝv����l�ɂ��e�n���痈�Ă����
���E���J���͗��ĂȂ��Ǝv����l�ɂ��e�n���痈�Ă����
39 �F���������P���N�F02/07/09 22:51 ID:lseZciOC
��38
����ˁB���ł��ł��������Ďv��������i��
�Ƃ���ň���ү��̔z�ǂ��A�[�N�_�ŗn�ڂ���ꍇ�ǂ�ȗn�_�����Ă܂����H����Ƃ��͐_�ː��|�̂a�|14�g���Ă邯�ǂ�����Ăǂ��ł����H
����ˁB���ł��ł��������Ďv��������i��
�Ƃ���ň���ү��̔z�ǂ��A�[�N�_�ŗn�ڂ���ꍇ�ǂ�ȗn�_�����Ă܂����H����Ƃ��͐_�ː��|�̂a�|14�g���Ă邯�ǂ�����Ăǂ��ł����H
40 �F���������P���N�F02/07/09 22:58 ID:/HTkijL4
�܂��B-14����`��B
41 �F���������P���N�F02/07/09 23:59 ID:Pue4kwXA
�Ƃ̖�A�����ō���Ă݂����D�D�D
42 �F���������P���N�F02/07/10 00:18 ID:4SHT2s1A
43 �F���������P���N�F02/07/10 04:46 ID:st/hK6ec
�h�u�Ђ��́A�n�����݂��[���_�̕����ǂ��Ƃ������Ƃł��傤���B
44 �F���������P���N�F02/07/10 16:16 ID:IK5PIwcM
�Ƃ���H��ɉ����ɂ�������a�|33���Ă̎g���Ă��B���炢�r�[�h�������Ȃ������B�i�z�Ǔ���ˁj
45 �F���������P���N�F02/07/10 17:51 ID:7Y715Z98
�n�ڂ��Ă��낢���ނ��邯�ǁA
�ǂ��Ⴄ�́H
���x�H
�ǂ��Ⴄ�́H
���x�H
46 �F�k�a�T�Q�`�F02/07/10 18:00 ID:9Onkwt8q
>>33
���ŁA�n�Q�`���r���͉��n�ڂ��Ă�̂�H
��|���ł��B�������������@���݂͂P,�W�`�Q�Q�����܂ŁA�_�͂a�|�P�V
���X�T�O�b�Ƃ��r�t�r�Ƃ��n�C�e���A�r�o�f�̃t�����W�n�ځi�z�ǂ̗����͋���
�g���ĕt���鎞������
������H�̕�C�Ȃǂ̓I�C�����������܂܁i���͔����āj�k�a�_�ł���Ă��܂��B
�ȏ�ň�ԓ���̂͗��g�t���������n�ڂł��ˁB�i���܂�����������j
���ŁA�n�Q�`���r���͉��n�ڂ��Ă�̂�H
��|���ł��B�������������@���݂͂P,�W�`�Q�Q�����܂ŁA�_�͂a�|�P�V
���X�T�O�b�Ƃ��r�t�r�Ƃ��n�C�e���A�r�o�f�̃t�����W�n�ځi�z�ǂ̗����͋���
�g���ĕt���鎞������
������H�̕�C�Ȃǂ̓I�C�����������܂܁i���͔����āj�k�a�_�ł���Ă��܂��B
�ȏ�ň�ԓ���̂͗��g�t���������n�ڂł��ˁB�i���܂�����������j
47 �F���������P���N�F02/07/10 18:01 ID:ILMrQs77
���ꂼ��꒷��Z
48 �F���������P���N�F02/07/10 18:02 ID:ILMrQs77
�r�f�o�ł���
49 �F���������P���N�F02/07/10 18:18 ID:gcClFjUT
�Ƃ̖�A�����ō���Ă݂���
50 �F�k�a�T�Q�`�F02/07/10 18:20 ID:9Onkwt8q
>>48���r�f�o�ł���
���܂܂�A�q�o�f�ƃ_�u���Ă��܂����B
���܂܂�A�q�o�f�ƃ_�u���Ă��܂����B
51 �F48�F02/07/10 18:25 ID:ILMrQs77
>>50
�g������肷�܂�B
�Ƃ���ł��̑O�A�����z�ǍH������Ă��i50A��65�ۂ�����j�A���S���łR�w���������ǂ���ς�k�a�_��苭�x�I�ɂ�킢�̂��Ȃ��B���q����́u�����[�Y��ȗn�ڂ��Ȃ��E�E�v���Ċ������Ă����ǁB
>>49
�z�[���Z���^�[�œ���낦�Ă���Ă݂���ǂ��ł����H
�g������肷�܂�B
�Ƃ���ł��̑O�A�����z�ǍH������Ă��i50A��65�ۂ�����j�A���S���łR�w���������ǂ���ς�k�a�_��苭�x�I�ɂ�킢�̂��Ȃ��B���q����́u�����[�Y��ȗn�ڂ��Ȃ��E�E�v���Ċ������Ă����ǁB
>>49
�z�[���Z���^�[�œ���낦�Ă���Ă݂���ǂ��ł����H
52 �F���������P���N�F02/07/10 18:43 ID:7Y715Z98
>>51
�z�[���Z���^�[�œ���낦����́H
�z�[���Z���^�[�œ���낦����́H
53 �F�v�����g�H�����F02/07/10 18:48 ID:uxFvKVBw
����46
�����ł͎����܃[���[�h44��3.2�~���_�Ŗ����z�ǂ����܂��B�����́u���
�ア��Ȃ��v�Ǝv���Ă������ǁA�^�����z�[�X���[�J�[�i�x�j���u�ĊO
���v�ł��B�����|�������Ƃ��Ɋ�炩�L�т邩��A�������ėǂ������m��܂���v
���Ă��w�������܂����B
���Ȃ݂ɁA600�g���v���X�̖����z�ǂŁA�T�C�Y��3/4��1�C���`����ł����B
�{�H��4�N�ł������̂Ƃ��뎖�͓̕����Ă��Ă��܂���B�ł����Ȃ�S�z�E�E
�����ł͎����܃[���[�h44��3.2�~���_�Ŗ����z�ǂ����܂��B�����́u���
�ア��Ȃ��v�Ǝv���Ă������ǁA�^�����z�[�X���[�J�[�i�x�j���u�ĊO
���v�ł��B�����|�������Ƃ��Ɋ�炩�L�т邩��A�������ėǂ������m��܂���v
���Ă��w�������܂����B
���Ȃ݂ɁA600�g���v���X�̖����z�ǂŁA�T�C�Y��3/4��1�C���`����ł����B
�{�H��4�N�ł������̂Ƃ��뎖�͓̕����Ă��Ă��܂���B�ł����Ȃ�S�z�E�E
54 �F���������P���N�F02/07/10 19:00 ID:Fqjbp0Ji
�P�O�O�u�̗n�ڋ@�ق������B
55 �F���������P���N�F02/07/10 20:00 ID:F9ymQWTx
56 �F�k�a�T�Q�`�F02/07/10 20:02 ID:9Onkwt8q
>>51
���A���S���ŎO�w�������i�T�O�`�U�T�j
�A���S���ł��낤�Ƃk�a�ł��낤�Ɨn�ڂ͌��\�����Ǝv���܂���B
�����A�S�z�Ȏ��͌J��Ԃ��d�Ƃ��U���ɑ��ėn�ڕ����͎キ�T����܂��B
�����k�a�_���g���͕̂�ނɍ��E����ɂ�������ł��B
>>53
���̏ꍇ�̓[���[�h�S�S�͋��x�̂����镔���ɂ͎g��Ȃ��悤�ɂ��Ă��܂�
��ނ������ɓ�|�̏ꍇ�͂a�|�P�V�I�����[�ł��A�[���[�h�͉��t�Ɏg���ƃ|�b�L��
�s����������̂ŃC���[�W�������B
�U�O�O�g���v���X�ƌ����Ă��z�ǂɂ�
���������P�T�O����/cm2�Ȃ̂ł������n�ڕs�ǂȂ�Ύ��^�]�̂Ƃ��Ă�Ǝv���܂���B
���ɂS�N���o�߂��Ă�Ȃ炲���S���B
>>49�̂悤�ɉƂ̖�Ȃǂ̓[���[�h�S�S���ō��ł��傤�B�m��������ǂ���
���ꂩ�牴�Ɏ��˂ƌ�����>>29���̌㌾��������������Ό����Ă����
�������I�ȂP�s�J�L�R�łȂ��B
���A���S���ŎO�w�������i�T�O�`�U�T�j
�A���S���ł��낤�Ƃk�a�ł��낤�Ɨn�ڂ͌��\�����Ǝv���܂���B
�����A�S�z�Ȏ��͌J��Ԃ��d�Ƃ��U���ɑ��ėn�ڕ����͎キ�T����܂��B
�����k�a�_���g���͕̂�ނɍ��E����ɂ�������ł��B
>>53
���̏ꍇ�̓[���[�h�S�S�͋��x�̂����镔���ɂ͎g��Ȃ��悤�ɂ��Ă��܂�
��ނ������ɓ�|�̏ꍇ�͂a�|�P�V�I�����[�ł��A�[���[�h�͉��t�Ɏg���ƃ|�b�L��
�s����������̂ŃC���[�W�������B
�U�O�O�g���v���X�ƌ����Ă��z�ǂɂ�
���������P�T�O����/cm2�Ȃ̂ł������n�ڕs�ǂȂ�Ύ��^�]�̂Ƃ��Ă�Ǝv���܂���B
���ɂS�N���o�߂��Ă�Ȃ炲���S���B
>>49�̂悤�ɉƂ̖�Ȃǂ̓[���[�h�S�S���ō��ł��傤�B�m��������ǂ���
���ꂩ�牴�Ɏ��˂ƌ�����>>29���̌㌾��������������Ό����Ă����
�������I�ȂP�s�J�L�R�łȂ��B
57 �F���������P���N�F02/07/10 20:44 ID:9jNdfUYi
�n�Q�`���r���̔����J�n���I�H
58 �F�k�a�T�Q�`�F02/07/10 20:55 ID:9Onkwt8q
>>57
����ς��̒��x���B
����ς��̒��x���B
59 �F���������P���N�F02/07/10 21:17 ID:Ta0c8UPL
�ق���
>>49
���͎Ԃ̉����Ƀz�[���Z���^�[�̓z�g���ĂĂ����T�`�U�N�ɂȂ�B
�������d���n�ڋ@�ƌ����z�����A���݂P�����̔ł������J�����ɕt������B
����₷�������ΎԂ̉����}�t���[�Ȃ�[�����邭�炢�ˁB
���m�R�b�N�̕⋭�ɃA�e��n�ڂ���̂ɂ��d�Ă���B
�����s�����������Ă��邪�����Ɏ�y�����炩�g���Ă��܂��̂��B
�@
�����ŗn�ږ_�Ȃ��X�Y�L�b�h�̒�d���p�������߁B
�P�A�U��������Ԉ����B
�[���[�h�Ƃ����͍������Ǐ��S�҂ł����ꂢ�ɗn�ڂ��₷����B
�������������A���������̃z�[���Z���^�[�ɒu���Ă��邩���ɓ���₷���ȁB
�@
�P�O�O�u�S�O�`�̃u���[�J�[�Ȃ痎�Ƃ����ɃA�[�N�������邩�����Ă݂��炢����B
�Q�����傢�Ŕ����Ă邵�d���̒��߂��\���B
�����̓K�X�ǂ̃G���{�[�g���ă^�R����������Ƃ�����B
��������Ȃ瓮�����g����B
���Ȃ݂ɍ��͎d���ł���Ă�̂ł����ŏ��̓h�f�l�ł�����B
���͎Ԃ̉����Ƀz�[���Z���^�[�̓z�g���ĂĂ����T�`�U�N�ɂȂ�B
�������d���n�ڋ@�ƌ����z�����A���݂P�����̔ł������J�����ɕt������B
����₷�������ΎԂ̉����}�t���[�Ȃ�[�����邭�炢�ˁB
���m�R�b�N�̕⋭�ɃA�e��n�ڂ���̂ɂ��d�Ă���B
�����s�����������Ă��邪�����Ɏ�y�����炩�g���Ă��܂��̂��B
�@
�����ŗn�ږ_�Ȃ��X�Y�L�b�h�̒�d���p�������߁B
�P�A�U��������Ԉ����B
�[���[�h�Ƃ����͍������Ǐ��S�҂ł����ꂢ�ɗn�ڂ��₷����B
�������������A���������̃z�[���Z���^�[�ɒu���Ă��邩���ɓ���₷���ȁB
�@
�P�O�O�u�S�O�`�̃u���[�J�[�Ȃ痎�Ƃ����ɃA�[�N�������邩�����Ă݂��炢����B
�Q�����傢�Ŕ����Ă邵�d���̒��߂��\���B
�����̓K�X�ǂ̃G���{�[�g���ă^�R����������Ƃ�����B
��������Ȃ瓮�����g����B
���Ȃ݂ɍ��͎d���ł���Ă�̂ł����ŏ��̓h�f�l�ł�����B
61 �F���������P���N�F02/07/11 00:53 ID:pYs8R+1q
>>60
�ւ��[�Ԃ̉����ɁI
�������ȁ[
�n�ڈ�x����Ă݂悤���Ǝv���č����o���ł��������ВT���Ă�r���B
���E��N�o�����������Ń|���e�N�ɂ��ʂ��Ȃ��B
�n�ڂɃ����N���Ă����ł����H
�A���~�̗n�ڂ̋��l�����������ǁD�D�D
�ւ��[�Ԃ̉����ɁI
�������ȁ[
�n�ڈ�x����Ă݂悤���Ǝv���č����o���ł��������ВT���Ă�r���B
���E��N�o�����������Ń|���e�N�ɂ��ʂ��Ȃ��B
�n�ڂɃ����N���Ă����ł����H
�A���~�̗n�ڂ̋��l�����������ǁD�D�D
62 �F���������P���N�F02/07/11 06:20 ID:pRg/+6w0
>>56
��낵����a�|�P�S�ɂ��Ă̌�������������������
��낵����a�|�P�S�ɂ��Ă̌�������������������
63 �F���������P���N �F02/07/11 08:58 ID:efeRjQ2g
�@�f�l�ł����A����̃o�b�e���[�n�ڊ�g���Ă܂��B
�@�y�����ԗp�̂P��\1,980�Ŕ����Ă�o�b�e���[���R����ɂ��āA�u�[�X�^�[�P�[�u����n�_�z���_����̃v���C���[�ɂȂ��Ŏg���Ă܂��B
�@���t�̃t���[�������H����̂Ɏg���Ă܂����ǁA���q�ǂ��ł���B
�@�ƒ�p100V�n�ڊ�͎g�������Ƃ���܂��A�������قǃ}�V���Ǝv���܂��B
�@�ǂ��ł��g���܂����i���Ȃ�d���ł����ǁj�B
�@�y�����ԗp�̂P��\1,980�Ŕ����Ă�o�b�e���[���R����ɂ��āA�u�[�X�^�[�P�[�u����n�_�z���_����̃v���C���[�ɂȂ��Ŏg���Ă܂��B
�@���t�̃t���[�������H����̂Ɏg���Ă܂����ǁA���q�ǂ��ł���B
�@�ƒ�p100V�n�ڊ�͎g�������Ƃ���܂��A�������قǃ}�V���Ǝv���܂��B
�@�ǂ��ł��g���܂����i���Ȃ�d���ł����ǁj�B
64 �F���������P���N�F02/07/11 21:25 ID:86a9Gh2Y
65 �F���������P���N�F02/07/11 21:50 ID:r0gQiGI5
>>63
��Ȃˁ[�ȁ[
��Ȃˁ[�ȁ[
66 �F���������P���N�F02/07/11 22:28 ID:stVEebci
67 �F���������P���N�F02/07/12 23:45 ID:ouOHDX1E
68 �F���������P���N�F02/07/12 23:55 ID:oQaXmqOK
�A���~�͈���������Ƃ��邯��
SS��SUS�ɔ�ׂ�ƃm����������肸�炢�̂͊m���B
�������n�ڂȂ�āA����Ă�ΒN�ł���肭�Ȃ�邾�낤�B
SS��SUS�ɔ�ׂ�ƃm����������肸�炢�̂͊m���B
�������n�ڂȂ�āA����Ă�ΒN�ł���肭�Ȃ�邾�낤�B
69 �F�C�s���F02/07/13 00:04 ID:9StoSkrp
������x�͂ˁB
�����Ƃ��r�[�h�̔������Ƃ��A�����ȐE�l���Ă�Ƃ������ɂȂ�܂��B
�����Ƃ��r�[�h�̔������Ƃ��A�����ȐE�l���Ă�Ƃ������ɂȂ�܂��B
�A���~�͓���˂��B
�����ł��Ȃƌ��J�����Ⴄ���E�E�E
�����ł��Ȃƌ��J�����Ⴄ���E�E�E
71 �F���������P���N�F02/07/14 00:36 ID:Q1C4+0Wr
����Ȃɓ���́H
�A���~����
�A���~����
72 �F���������P���N�F02/07/14 02:13 ID:hWdARuVE
�z���_�m�r�w�������̂���������YO!!
73 �F���������P���N�F02/07/14 23:48 ID:Tyx9Eh+Q
age
74 �F���������P���N�F02/07/15 01:21 ID:M1Ien4mb
>>72
NSX����鎞�ɗn�ڋ@�������ɊJ�����������ł��B
NSX����鎞�ɗn�ڋ@�������ɊJ�����������ł��B
75 �F���������P���N�F02/07/15 16:07 ID:I6FDzGlD
���̂������i�����āA�ڂ�����āA��̔甍���邯�ǁj
76 �F���������P���N�F02/07/15 17:24 ID:AFo/L77Z
�S�̗n�ڂ͊y�`����
77 �F���������P���N�F02/07/15 21:42 ID:KjifyJKY
�����˂�I�I
78 �F���������P���N�F02/07/15 21:55 ID:xzr+QNoJ
��̂Ƃ��낾�������[���Ă����Ēɂ��x�n�I
79 �F���������P���N�F02/07/15 22:20 ID:P9xYZnwH
�n�ڂɕK�v�Ȃ��̂́H
80 �F���������P���N�F02/07/15 22:28 ID:BO2qXB52
>>79
��H�@�l�^�H
��H�@�l�^�H
81 �F���������P���N�F02/07/15 22:34 ID:UPNEDDId
>>79
���̐��_
���̐��_
82 �F���������P���N�F02/07/15 22:37 ID:xzr+QNoJ
>>79
�k���Ȃ���
�k���Ȃ���
>>79
�|�J���Ɖ�
�|�J���Ɖ�
84 �F���������P���N�F02/07/15 23:15 ID:pI0mTCNJ
�h�u�Ђ��̂����Ƃ��́A�_�[�X�x�[�_�[�}�X�N
85 �F���������P���N�F02/07/16 21:56 ID:JHUxpCZP
�A���S���͖ڂ��ɂ�
86 �F���������P���N�F02/07/16 22:04 ID:Mm9Lg16C
�n�ږʂł��A���i�͕��ʂɌ����邯��
�X�p�[�N����ƈÂ��Ȃ����邶���H
�A���g����l����H
�X�p�[�N����ƈÂ��Ȃ����邶���H
�A���g����l����H
87 �F���������P���N�F02/07/16 22:05 ID:Tc++vizk
���܂���Ռ��K���X�͉��Ԏg���Ă܂����H�R��̓A���S�����X�ԁA���[�����P�O�Ԃ��x
88 �F���������P���N�F02/07/16 22:11 ID:Tc++vizk
89 �F���������P���N�F02/07/16 22:18 ID:kss4gbLS
�n�ڂ̎d�����������A�u�]���@�ǂ����悤�D�D�D
91 �F���������P���N�F02/07/16 22:30 ID:Tc++vizk
>>89
�u�]���@�Ȃ�Ă���́H�u�g���Ă��������I�v���Ⴞ�߁H��
>>90
�X�p�[�N���I�����u�ԂɎՌ����r��邩������ɖڂ��Ă�����Ă͕̂�����C�����܂���
�^���ԂɂȂ�����ނ������Ⴄ����Ă����Ⴄ������
�u�]���@�Ȃ�Ă���́H�u�g���Ă��������I�v���Ⴞ�߁H��
>>90
�X�p�[�N���I�����u�ԂɎՌ����r��邩������ɖڂ��Ă�����Ă͕̂�����C�����܂���
�^���ԂɂȂ�����ނ������Ⴄ����Ă����Ⴄ������
92 �F���������P���N�F02/07/16 22:32 ID:gDmzDIfv
>>86
�A���S���n�߂�������g���Ă�YO�I�I�@�@���\�֗�
�ł��A�Â��Ȃ����܂ܖ߂�Ȃ��Ȃ鎞������
�A�[�N�_��MIG��鎞�͎莝���ʎg���Ă�
����ɉ��������ĂȂ��ƋC���������āE�E�E
�A���S���n�߂�������g���Ă�YO�I�I�@�@���\�֗�
�ł��A�Â��Ȃ����܂ܖ߂�Ȃ��Ȃ鎞������
�A�[�N�_��MIG��鎞�͎莝���ʎg���Ă�
����ɉ��������ĂȂ��ƋC���������āE�E�E
93 �F���������P���N�F02/07/16 22:57 ID:d/bUX4Jr
�n�ڂ���Ă�l���āA��������Ă�́H
94 �F�t�H�t�H�t�H�F02/07/17 00:43 ID:gVhTYrIh
�n�ڂ˂��E�E�E
���w�Z�ł���Ă܂��B
�H�ƍ��Z�ł̓A�Z�`�����ƒY�_�K�X�Ƃs�h�f�n�ڂ���Ă܂��B
����ϒY�_�K�X�Ƃs�h�f�͊y���Ȃ�
���Ȃ݂ɂT�~�T�~�T�̐�������K�ō��܂����B
���w�Z�ł���Ă܂��B
�H�ƍ��Z�ł̓A�Z�`�����ƒY�_�K�X�Ƃs�h�f�n�ڂ���Ă܂��B
����ϒY�_�K�X�Ƃs�h�f�͊y���Ȃ�
���Ȃ݂ɂT�~�T�~�T�̐�������K�ō��܂����B
��91,92
���X�T���N�X�R�B
�E�꒷�ɂ˂����Ă݂��B
�����Ă�������ȁ`�H
���X�T���N�X�R�B
�E�꒷�ɂ˂����Ă݂��B
�����Ă�������ȁ`�H
96 �F���������P���N�F02/07/17 23:18 ID:aq9V1cL8
�Ў�ŁA
�͂Ȃ��āA
�s��p�ŁA
���z���C�g�J���[�o�g�ł��n�ڂ̎d���ł��܂����H
�͂Ȃ��āA
�s��p�ŁA
���z���C�g�J���[�o�g�ł��n�ڂ̎d���ł��܂����H
97 �F���������P���N�F02/07/17 23:23 ID:p7LmeC0s
�s��p�Ȃ̂͌��������
>96
�C��������ł���B
�C��������ł���B
99 �F���������P���N�F02/07/18 00:19 ID:h9n7zkug
>>93
BBQ�̓S����B
�H�[�̂Ƃ���炳�ꂽ�B
�����������Ď����グ�����ꂽ�B
�������Ȃ������B
�l���̗n�ډӏ����s���S�ŁA�g�����Ƃ��ɕ~���������R�ꂽ�B
�u�]���Ȗ��𗎂Ƃ��d�|���ł��v�ƌ����������邵���Ȃ������B
�y�������?
BBQ�̓S����B
�H�[�̂Ƃ���炳�ꂽ�B
�����������Ď����グ�����ꂽ�B
�������Ȃ������B
�l���̗n�ډӏ����s���S�ŁA�g�����Ƃ��ɕ~���������R�ꂽ�B
�u�]���Ȗ��𗎂Ƃ��d�|���ł��v�ƌ����������邵���Ȃ������B
�y�������?
100 �F���������P���N�F02/07/18 00:42 ID:Ninlqz0z
101 �F�ڎw���I�n�ځh�Ǘ��h�Z�p���F02/07/18 08:12 ID:lE8XRLf+
102 �F���������P���N�F02/07/18 21:38 ID:gCNmkCei
>101
�T�������ƈ������c�����B
���\�͒l�i�ɔ�Ⴗ�邯�ǁc
�T�������ƈ������c�����B
���\�͒l�i�ɔ�Ⴗ�邯�ǁc
���炢�̂��ĂȂ����������H
���̂������E�G���f�B���O�V���[�i�H�j
�s���Ă��������̂��炢�������悤�ȁE�E�H
���̂������E�G���f�B���O�V���[�i�H�j
�s���Ă��������̂��炢�������悤�ȁE�E�H
104 �F�ڎw���I�n�ځh�Ǘ��h�Z�p���F02/07/18 22:25 ID:lE8XRLf+
>>103
�s������E�F���f�B���O�V���[�E�E�E�B
����2���ʂŔ����Ă�͈̂�ԃx�[�V�b�N�Ȃ�ŁA
�������x��A���邳���������ł��Ȃ�����Ǝv����B
�ł��A2���������牺�肷���K���X�������������E�E�E�B
�s������E�F���f�B���O�V���[�E�E�E�B
����2���ʂŔ����Ă�͈̂�ԃx�[�V�b�N�Ȃ�ŁA
�������x��A���邳���������ł��Ȃ�����Ǝv����B
�ł��A2���������牺�肷���K���X�������������E�E�E�B
105 �F���������P���N�F02/07/18 22:44 ID:Nf5i3fTB
�h�C�c���̖ʁH
106 �F���������P���N�F02/07/18 22:48 ID:Nf5i3fTB
�ʂ͊���Ȃ��ƌ����Ȃ����
����͍H�앨�ƕ~�����ԈႦ�Ă�������
�N���[���Œ݂�グ�悤�Ǝv������
�������ꏏ�Ɏ������������Ȃ�Ď������
����͏ł��
����͍H�앨�ƕ~�����ԈႦ�Ă�������
�N���[���Œ݂�グ�悤�Ǝv������
�������ꏏ�Ɏ������������Ȃ�Ď������
����͏ł��
��104
�����ł��Ȃ��̂͐h�������ˁB
����ϗǂ����͂����ƍ����̂ˁE�E�B
���Ă��������邳�����߂ł���̂��ˁI�H
����႟�C�C�Ȃ��B
��106
����Ӗ��C�����[�W�������ȁB
�����̏��̏��n�ڂ��Ă����Ƃ������
�����ł��Ȃ��̂͐h�������ˁB
����ϗǂ����͂����ƍ����̂ˁE�E�B
���Ă��������邳�����߂ł���̂��ˁI�H
����႟�C�C�Ȃ��B
��106
����Ӗ��C�����[�W�������ȁB
�����̏��̏��n�ڂ��Ă����Ƃ������
108 �F���������P���N�F02/07/20 19:31 ID:zWvuszFM
��肪������
�H
�H
109 �F ��H08HlyPs �F02/07/20 20:13 ID:pGHuvnK6
>108
�����̋Z�p���ǂ̒��x�Ɏ����Ă������H�ڕW�������Ƃ���B
�d���ɗ�����Ȃ��悤�ɁB
20�N����Ă������ł����d���͏��Ȃ��B
�������肪���H
�����̋Z�p���ǂ̒��x�Ɏ����Ă������H�ڕW�������Ƃ���B
�d���ɗ�����Ȃ��悤�ɁB
20�N����Ă������ł����d���͏��Ȃ��B
�������肪���H
110 �F���������P���N�F02/07/20 20:50 ID:n7ogOD7W
>>108
�@�ƊE�ŁA�����̖��O�������m��킽��A���̎d�������Ă��Ă悩������
�v���܂����H�@�w��Ŗ��O���m���Ă��Ă��A�ƊE�ł͑S�R���̕��̖��O��
�m���Ă��Ȃ����Ƃ��悭���邱�Ƃł��B�܂��A���̋t������܂��B
�@�Ȃ�ł������ł��傤���A�d�����ꐶ�������Ă���ƁA�m��Ȃ�������
���̐��E�ŏ������O���m����ƌ������Ƃł͂Ȃ����Ǝv���܂��B
�@�������A���̐��E�����Ȃ�ł��B������d���̂Ȃ����Ƃ��Ǝv���܂��B
�@
�@�ƊE�ŁA�����̖��O�������m��킽��A���̎d�������Ă��Ă悩������
�v���܂����H�@�w��Ŗ��O���m���Ă��Ă��A�ƊE�ł͑S�R���̕��̖��O��
�m���Ă��Ȃ����Ƃ��悭���邱�Ƃł��B�܂��A���̋t������܂��B
�@�Ȃ�ł������ł��傤���A�d�����ꐶ�������Ă���ƁA�m��Ȃ�������
���̐��E�ŏ������O���m����ƌ������Ƃł͂Ȃ����Ǝv���܂��B
�@�������A���̐��E�����Ȃ�ł��B������d���̂Ȃ����Ƃ��Ǝv���܂��B
�@
111 �F�����D���F02/07/20 23:16 ID:pLdkC3y0
http://return.to/hadakaa
�_����̎������̂ł��B�T���v�������ł��ō��ł����B
�悩������g���Ă��������B�i�l�^�Ɂj
�@�@�@�@�@�@�@�@���^�I����Ŗ�̃l�^�ɍ���Ȃ���I���肪�Ƃ��}�}���I
�@�@�@�@�@�@�@�P�P�P�P�P�ɁP�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P
�@�@�@�@�@�@ �@�@ /�_ �^�_�@�@�^�_�_/../
�@�@�@�@ �@�@ �@ /�@�^�_�@ �_�i�L�́M�@�j./
�@�@�@�@�@�@ �@�i�j)�m__�@�����/../
�@�@�@�@�@�@ �^ �^||(��j) �i�Q�Q_/../�@�{l
�@�@�@�� �� �^|�V||�c�u�~/�܁Q�m���ml0
�@�@�@l|�@(��).|l�@|((||�i(�K )/��/||�O�O�O�E�j ||�@�@(�L��(�L
�Q�Q �T_�Q�m�@ �@�@�P�i_�Q_�j�P�@�@�T�Q_�m�߁߁�(�L��;;;�߁߁�
�@�@�@�@�@�@�@�P�P�P�P�P�P�P�P�P�P�P(�L��(�L��;;
�_����̎������̂ł��B�T���v�������ł��ō��ł����B
�悩������g���Ă��������B�i�l�^�Ɂj
�@�@�@�@�@�@�@�@���^�I����Ŗ�̃l�^�ɍ���Ȃ���I���肪�Ƃ��}�}���I
�@�@�@�@�@�@�@�P�P�P�P�P�ɁP�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P
�@�@�@�@�@�@ �@�@ /�_ �^�_�@�@�^�_�_/../
�@�@�@�@ �@�@ �@ /�@�^�_�@ �_�i�L�́M�@�j./
�@�@�@�@�@�@ �@�i�j)�m__�@�����/../
�@�@�@�@�@�@ �^ �^||(��j) �i�Q�Q_/../�@�{l
�@�@�@�� �� �^|�V||�c�u�~/�܁Q�m���ml0
�@�@�@l|�@(��).|l�@|((||�i(�K )/��/||�O�O�O�E�j ||�@�@(�L��(�L
�Q�Q �T_�Q�m�@ �@�@�P�i_�Q_�j�P�@�@�T�Q_�m�߁߁�(�L��;;;�߁߁�
�@�@�@�@�@�@�@�P�P�P�P�P�P�P�P�P�P�P(�L��(�L��;;
112 �F�͔̂z�ǍH ��mK9bhvME �F02/07/21 22:04 ID:Fs1reIYY
�@�l�͂P�N�O�܂Ŕz�ǍH�����Ă܂����I�S�̔z�ǂ̓A�[�N��SUS304��TIG�Ŋ����Ă܂����I
�X�e���̗n�ڂ͊m����I�v�e�B�J���̌��Z���T�[�t���̎Ռ��ʣ���g�p���Ă܂����B
�{�͍̂����v���X�e�B�N���ŁA�̂������̏�Ɍ��Z���T�[����������E���ƈÂ��Ȃ�܂��B
���Ȃ�֗��ň��p���Ă܂����B���i�͂S�T�O�O�O�~���炢�ƋL���ɂ���܂��B
�X�e���̗n�ڂ͊m����I�v�e�B�J���̌��Z���T�[�t���̎Ռ��ʣ���g�p���Ă܂����B
�{�͍̂����v���X�e�B�N���ŁA�̂������̏�Ɍ��Z���T�[����������E���ƈÂ��Ȃ�܂��B
���Ȃ�֗��ň��p���Ă܂����B���i�͂S�T�O�O�O�~���炢�ƋL���ɂ���܂��B
113 �F�Ђ悱�����������F02/07/21 23:02 ID:0et7LdZR
���N�A�����ՃV�[�Y���ɂ���Ă����ǁA
���̂������I
�{�E�͑�ς��������ǁB
���̂������I
�{�E�͑�ς��������ǁB
114 �F���������P���N�F02/07/22 19:13 ID:cdTi6NMX
�n�ڂ̎d�����Ăǂꂮ�炢�̋Ǝ킪����́H
��������肵�Ă�́H
�m���Ă�̂́A
�E��
�E����
�E�A���~�̂͂���
�E�Ԃ̃}�t���[
�E���̃T�b�V
�E���C�_�N�g
�Ƃ������m��Ȃ��B
���ɉ�������H
��������肵�Ă�́H
�m���Ă�̂́A
�E��
�E����
�E�A���~�̂͂���
�E�Ԃ̃}�t���[
�E���̃T�b�V
�E���C�_�N�g
�Ƃ������m��Ȃ��B
���ɉ�������H
�ǂ��Ώ����������
116 �F���������P���N�F02/07/22 20:45 ID:PwVU8RmH
������ł�����x�n�I���D�E���z�E�q��@�E�E�E�E�E�E�E�E�E�E
117 �F���������P���N�F02/07/22 22:04 ID:cMUW2svr
118 �F���������P���N�F02/07/22 23:02 ID:wg9/FlCb
�����̓A���~�̂͂����ł��n�ڂ��邩�B
�A�[�N�ŁB
�A�[�N�ŁB
119 �F���������P���N�F02/07/23 01:37 ID:T5f4GMcA
�װ�n�ڎm�i�E�́E�j����
�ł����̂ɂ������肵����u�n�ڎm�v����Ȃ��āu�n�ڍH�v���ď������낤�ȁB�T�B
�ł����̂ɂ������肵����u�n�ڎm�v����Ȃ��āu�n�ڍH�v���ď������낤�ȁB�T�B
120 �F���������P���N�F02/07/23 05:34 ID:hJsdtsp4
���Ⴀ���̓��[���[�̃^���N��n�ڂ��悤���ȁA
�s�����ŁB
�s�����ŁB
121 �F���������P���N�F02/07/23 21:03 ID:GOxEYfg/
�G���r�n�ڂ���Ă�l���Ȃ��H
�R�c���������B
�R�c���������B
����`�����͂��̃N�\�����Ȃ��A���ł��A���S����
�n�ڂ��Ă���B
�n�ڂ��Ă���B
123 �F���������P���N�F02/07/23 22:16 ID:xfJEYqEj
>>121
��ׂ̍��h���C���[�݂����ȃ��c�ŁA�_���������郄�c�̎��H
���ƓK���ł���������B
�������d�グ��̂́A�o�������Ȃ��ł��傤�B
��ׂ̍��h���C���[�݂����ȃ��c�ŁA�_���������郄�c�̎��H
���ƓK���ł���������B
�������d�グ��̂́A�o�������Ȃ��ł��傤�B
124 �F���������P���N�F02/07/24 17:10 ID:SlQDRJ7K
>>114
�E��
�E����
�E�A���~�̂͂���
�E�Ԃ̃}�t���[
�E���̃T�b�V
�E���C�_�N�g
���Ɖ����m���Ă�̂́i�c��������Ă�̂��܂߁j
�E�f�B�X�v���C�p�i�i�������i�j
�E���ʁi��l�ʂƂ��j
�E��
�E�Ƌ�
�E������
�Ƃ�������B
114�͗n�ڋƊE�ɓ��肽���̂��H
114�������n�ڎ��̂ɋ���������Ȃ�A�Ȃ�ł�����Ă݂�ׂ��B
�����n�ڂō�肽�����̂�����Ȃ炻��������������Ă��ВT���ǂ����낤�H
���o���҂͂��Ȃ�h���Ǝv�����ǁi���l���̂��o���Ҋ�]�̂Ƃ��낪�قƂ�ǁj
�d�����̂����\�h�����ˁB
�E��
�E����
�E�A���~�̂͂���
�E�Ԃ̃}�t���[
�E���̃T�b�V
�E���C�_�N�g
���Ɖ����m���Ă�̂́i�c��������Ă�̂��܂߁j
�E�f�B�X�v���C�p�i�i�������i�j
�E���ʁi��l�ʂƂ��j
�E��
�E�Ƌ�
�E������
�Ƃ�������B
114�͗n�ڋƊE�ɓ��肽���̂��H
114�������n�ڎ��̂ɋ���������Ȃ�A�Ȃ�ł�����Ă݂�ׂ��B
�����n�ڂō�肽�����̂�����Ȃ炻��������������Ă��ВT���ǂ����낤�H
���o���҂͂��Ȃ�h���Ǝv�����ǁi���l���̂��o���Ҋ�]�̂Ƃ��낪�قƂ�ǁj
�d�����̂����\�h�����ˁB
125 �F���������P���N�F02/07/24 20:02 ID:+LqHAh2G
���ǂɂa�|�P�S���Ăǂ���
126 �F���낻�딼�l�O���ȁH�F02/07/24 20:23 ID:+LqHAh2G
���A���H�Z���^�[�̏��C�z�ǂ���Ă���ǁA�a�|�P�V�Z������a�|�P�S�g���Ă���ǂ܂����ł����H
127 �F���������P���N�F02/07/24 23:10 ID:Q7rI9rxf
���̂Ƃ���SS�ނ͂قƂ��B-14���ˁB
���C�z�ǂ�B-14���B
�݂肩��Ƃ�����Ƃ���LB�����B
���C�z�ǂ�B-14���B
�݂肩��Ƃ�����Ƃ���LB�����B
128 �F���������P���N�F02/07/25 12:15 ID:psPeGjg2
���`�`��
�ߑO�������łQℓ������
�����^�v�^�v�A�ł��̂ǃJ���J��
�ߑO�������łQℓ������
�����^�v�^�v�A�ł��̂ǃJ���J��
129 �F���������P���N�F02/07/25 21:23 ID:QKInVhfr
TIG�n�ڂ̎����̎�R�c���Ă���H
130 �F���������P���N�F02/07/26 00:57 ID:wIj6ZDeo
�n�ڂ̎d�����������ǖ��o���Ōق��Ă����Ƃ��낪����
131 �F���������P���N�F02/07/26 19:49 ID:edQ0gZ4U
>>130
�n���ɒT����
�n���ɒT����
132 �F���������P���N�F02/07/26 21:15 ID:5cVONKEt
�m���d���ɂr�t�r�R�P�U�̔z�njp����̗n�ڂ�����B�s���������ǁA���f�łm�����ɋT��
����B�X�ɓ����ɖ��_�f���̓���q�������Ă��Ăm���Ƃ̐ڍ�����n�ڂ���̂������ꂪ����A
���Ƃm������Z�_���Ⴄ���A���č������B
����B�X�ɓ����ɖ��_�f���̓���q�������Ă��Ăm���Ƃ̐ڍ�����n�ڂ���̂������ꂪ����A
���Ƃm������Z�_���Ⴄ���A���č������B
�]�M������H���߁H
134 �F���������P���N�F02/07/27 00:47 ID:70oKAogg
135 �F���������P���N�F02/07/27 02:27 ID:PNgVzqqf
136 �F���������P���N�F02/07/28 18:33 ID:Cy2Ak1IN
��
137 �F���������P���N�F02/07/28 20:11 ID:ROSSV3ZH
�[���n�ڂ̎d��������Ȃɍׂ���������������A
���肪�ˁ\����Ă��Ƃ��ȁB
���肪�ˁ\����Ă��Ƃ��ȁB
138 �F���������P���N�F02/07/28 23:42 ID:xSfgUvc7
����
139 �F���������P���N�F02/07/29 23:23 ID:ZRL/vstu
�N�B�I
�n�ڂ̎��i�͉������Ă܂����H
���̓A�[�N�̍u�K��C�����i�������H�j�����B
�A���S���͉̂��������ĂȂ��B
���������������H
�n�ڂ̎��i�͉������Ă܂����H
���̓A�[�N�̍u�K��C�����i�������H�j�����B
�A���S���͉̂��������ĂȂ��B
���������������H
140 �F���������P���N�F02/07/30 00:58 ID:AnEGcKwa
���ʋƂ���l�ʂ��đ�������Ƃ��݂����ȁE�E
�����̓^���N�W������Ă܂��B
����Șb���b����Ƃ����������Ă悩�����B
�����ō�����M���������͕��H������N�����Ă��܂��܂����B
���͊C�����牖����邽�߂̂��̂ł��B
�ŏ��͌������킩�炸�A����̕������ēx�n�ڂŖ��߂悤�Ƃ�����
����ł����ꂪ�L�������ƕ�����A�p�b�`�����Č��܂������A
�������Ńp�b�`�̊O�Ɋ��ꂪ�o���B
���������Ǝv���������ŕ��͂��Ă��炤�Ɖ��͕��H����ł����B
���[�U�[������́A�V�������̂ɕς�����͂Ȃ�����A�Ȃ�Ƃ��T�N
�������Ă���ƌ����A���H�̋N���Ă�M���͊W�����A�O�̊���̓p�b�`
�����A�S�̂ɃT���h�u���X�g�������A�Ō�ɕs���̉������i���������ł悩���������H�j
�����܂������A��͂萔�������������܂���ł����B
�Ȃ�Ƃ��T�N������������@�͂���܂��H
�ގ���SUS�R�P�UL�ł��B
���ɂ�SUS�͂��낢�ł��ˁB
�ł���`�^�����A�X�e���C�ł���Ȃ炻��ɉz�������Ƃ͂Ȃ��̂ł����A
��͂�ޗ���E�E�E
����̊���SUS�S�O�R������ł�����ł����A���̕ӂ����ӌ��������ł��B
�����̓^���N�W������Ă܂��B
����Șb���b����Ƃ����������Ă悩�����B
�����ō�����M���������͕��H������N�����Ă��܂��܂����B
���͊C�����牖����邽�߂̂��̂ł��B
�ŏ��͌������킩�炸�A����̕������ēx�n�ڂŖ��߂悤�Ƃ�����
����ł����ꂪ�L�������ƕ�����A�p�b�`�����Č��܂������A
�������Ńp�b�`�̊O�Ɋ��ꂪ�o���B
���������Ǝv���������ŕ��͂��Ă��炤�Ɖ��͕��H����ł����B
���[�U�[������́A�V�������̂ɕς�����͂Ȃ�����A�Ȃ�Ƃ��T�N
�������Ă���ƌ����A���H�̋N���Ă�M���͊W�����A�O�̊���̓p�b�`
�����A�S�̂ɃT���h�u���X�g�������A�Ō�ɕs���̉������i���������ł悩���������H�j
�����܂������A��͂萔�������������܂���ł����B
�Ȃ�Ƃ��T�N������������@�͂���܂��H
�ގ���SUS�R�P�UL�ł��B
���ɂ�SUS�͂��낢�ł��ˁB
�ł���`�^�����A�X�e���C�ł���Ȃ炻��ɉz�������Ƃ͂Ȃ��̂ł����A
��͂�ޗ���E�E�E
����̊���SUS�S�O�R������ł�����ł����A���̕ӂ����ӌ��������ł��B
141 �F�s�h�f�l�h�f�l�`�f�x�`�f�F02/07/30 12:11 ID:EqieL7Mr
���l���Ȃǂ���B
�j�b�P�������������������H
�m���C���ɂ͋�����Ȃ����������B
���A�n�ڂނ����������ȁH
�j�b�P�������������������H
�m���C���ɂ͋�����Ȃ����������B
���A�n�ڂނ����������ȁH
142 �F���������P���N�F02/07/30 12:25 ID:aa5VM8LM
>>140
���ڽ�̕��H�ɂ��āi�ޗ������j
ttp://science.2ch.net/test/read.cgi/material/980935533/l50
�����ŕ����Ă݂���H
�}���`�ɂȂ�Ȃ��悤�ɒf������ŁB
���ڽ�̕��H�ɂ��āi�ޗ������j
ttp://science.2ch.net/test/read.cgi/material/980935533/l50
�����ŕ����Ă݂���H
�}���`�ɂȂ�Ȃ��悤�ɒf������ŁB
143 �F���������P���N�F02/07/30 12:52 ID:rMJXtCK2
144 �F�F02/07/30 16:07 ID:hD9OTlmW
SUS329J1�ł̓C�J���̂��H
145 �F�s�h�f�l�h�f�l�`�f�x�`�f�F02/07/30 19:51 ID:EqieL7Mr
146 �F���������P���N�F02/07/30 20:36 ID:P0FXXOxo
�R�c���`�`��
���z�c����Ԏ����Ă����Ă���`�`�`�`
���z�c����Ԏ����Ă����Ă���`�`�`�`
147 �F140�F02/07/30 20:49 ID:/YtXDNwL
���X�������肪�Ƃ��������܂��B
�����P�S�P
���l���Ƃ����ގ��͏��߂ĕ����܂����B
�������A�����Ă��Ƃ͗n�ڂ͋�낤�ł��傤���H
TIG�ł��ł��Ȃ��͂Ȃ������ł����A��͂葊��������ł��ˁB
�����P�S�Q
���땅�H�ɂ��ď�����Ă܂��ˁB
�Q�l�ɂ��Ă݂܂��B
�����P�S�R
���̊��͍����S�O�O�O�~�R�O�O�O�����ł��B
���ЂŒT�����͈͂ł͐����{�ŃA���}�C�g���H����Ă�Ƃ���͂Q�Ђ����Ȃ�
���̃T�C�Y�̕���Ђ���邩�ǂ������������E�E
����ȑO�ɐH��������ׂ̊��Ȃ̂ŁA�A���~�̐͏o�Ƃ��̕����S�z�ł��B
�����P�S�S
SUS�R�Q�XJ1
����ϊC���ł��ˁB���s���ł����B
���߂��ɃT���v���������Ă��炤�悤�ɂ��܂��B
�����P�S�P
���l���Ƃ����ގ��͏��߂ĕ����܂����B
�������A�����Ă��Ƃ͗n�ڂ͋�낤�ł��傤���H
TIG�ł��ł��Ȃ��͂Ȃ������ł����A��͂葊��������ł��ˁB
�����P�S�Q
���땅�H�ɂ��ď�����Ă܂��ˁB
�Q�l�ɂ��Ă݂܂��B
�����P�S�R
���̊��͍����S�O�O�O�~�R�O�O�O�����ł��B
���ЂŒT�����͈͂ł͐����{�ŃA���}�C�g���H����Ă�Ƃ���͂Q�Ђ����Ȃ�
���̃T�C�Y�̕���Ђ���邩�ǂ������������E�E
����ȑO�ɐH��������ׂ̊��Ȃ̂ŁA�A���~�̐͏o�Ƃ��̕����S�z�ł��B
�����P�S�S
SUS�R�Q�XJ1
����ϊC���ł��ˁB���s���ł����B
���߂��ɃT���v���������Ă��炤�悤�ɂ��܂��B
148 �FYOK�F02/07/31 09:51 ID:rKS2emqC
>147
���̃T�C�Y���@�ӂR�O�O�O�w�S�O�O�O������
�ǂ�����ĉ^�Ԃ̂ł����H
���̏����A�^���N�����̂ł����A��ЂŃӂR�O�O�O�ʂȃ^���N������
����܂ʼn^�Ԃ̂���肠�肻���ȁH�H
��������ƁA�l�i���A�b�v�ɂȂ�܂���
���̃T�C�Y���A�h�u���b�L����Ƃ��Ă�
�n�ڕ������ォ�烁�b�L����K�v������݂���������
����Ńh�u���b�L���ďo����̂ł����H�H
��������������������������
���������ɒm�肽��
�N��������
���̃T�C�Y���@�ӂR�O�O�O�w�S�O�O�O������
�ǂ�����ĉ^�Ԃ̂ł����H
���̏����A�^���N�����̂ł����A��ЂŃӂR�O�O�O�ʂȃ^���N������
����܂ʼn^�Ԃ̂���肠�肻���ȁH�H
��������ƁA�l�i���A�b�v�ɂȂ�܂���
���̃T�C�Y���A�h�u���b�L����Ƃ��Ă�
�n�ڕ������ォ�烁�b�L����K�v������݂���������
����Ńh�u���b�L���ďo����̂ł����H�H
��������������������������
���������ɒm�肽��
�N��������
149 �F143�F02/07/31 18:15 ID:f3d1KPnB
>>SUS329
���ׂĂ݂����ǃf�[�^��������B
150���������SCC���E���������ł��傤���H
>>148
����łǂԂ߂����͂������ɏo���Ȃ�������B���Ȃ�n�˂��ƁB
�i�H�i�̊��Ɏg���ƍ����ꂻ���ł����B�j
���ׂĂ݂����ǃf�[�^��������B
150���������SCC���E���������ł��傤���H
>>148
����łǂԂ߂����͂������ɏo���Ȃ�������B���Ȃ�n�˂��ƁB
�i�H�i�̊��Ɏg���ƍ����ꂻ���ł����B�j
150 �F144�F02/07/31 19:43 ID:9I3gnnlw
>>149
���܂�A���������̉��H���Ȃ��̂ŁA����Ȃɗn�ڂɏڂ����Ȃ��B
�r�b�b���E�����āA���߂ĕ������B���w�����A�@�B�I�����I�����̑�\�l
���炢����������Ȃ��ł��B
���܂�A���������̉��H���Ȃ��̂ŁA����Ȃɗn�ڂɏڂ����Ȃ��B
�r�b�b���E�����āA���߂ĕ������B���w�����A�@�B�I�����I�����̑�\�l
���炢����������Ȃ��ł��B
151 �F140�F02/07/31 21:21 ID:RTMJudGP
>>148
�^���͒S�����ĂȂ��̂łȂ�Ƃ������܂��A���肬�肢���������ł��B
�^���N�����ɂ��ĉ^�т܂����B�i���Ȃ肢���ȏꏊ�łԂ������ɂȂ��������ł��G�j
�S�O�O�O���Ƃ����Ă��A��̊W�͊J���̃h�[���ɂȂ��Ă��Ă���͕ʂɉ^��
���n�őg�݂܂��B
�r�̍������܂܂�Ă܂��B
>>149
�n�˂Ƃ����͎̂������߂ĕ����܂����B
�����I�Ƀ��b�L����ɂ��Ă��A�S�̂����x�܂ŏグ��K�v������悤��
�^���͒S�����ĂȂ��̂łȂ�Ƃ������܂��A���肬�肢���������ł��B
�^���N�����ɂ��ĉ^�т܂����B�i���Ȃ肢���ȏꏊ�łԂ������ɂȂ��������ł��G�j
�S�O�O�O���Ƃ����Ă��A��̊W�͊J���̃h�[���ɂȂ��Ă��Ă���͕ʂɉ^��
���n�őg�݂܂��B
�r�̍������܂܂�Ă܂��B
>>149
�n�˂Ƃ����͎̂������߂ĕ����܂����B
�����I�Ƀ��b�L����ɂ��Ă��A�S�̂����x�܂ŏグ��K�v������悤��
152 �F���������P���N�F02/07/31 22:07 ID:p6isOuo0
�_�C�w�����烏�C���[�A�[�N�n�ˋ@����������邻���ł���B
�����������������Y��܂������A���Q�ɋ����炵���ł��B
���������Ȃ�ቷ�Ƃ����b�ł��B
�O�ǂȂǂւ̗p�r����炵���̂ŁA�H�i�Ɍ������ǂ����͂킩��܂��E�E�E
�����������������Y��܂������A���Q�ɋ����炵���ł��B
���������Ȃ�ቷ�Ƃ����b�ł��B
�O�ǂȂǂւ̗p�r����炵���̂ŁA�H�i�Ɍ������ǂ����͂킩��܂��E�E�E
153 �F���������P���N�F02/08/03 02:47 ID:9B/5cd2E
�����ɂ���l��
�n�ڐ��Ȃ�ł����H�H
�}�ʌ��ā@���g�Ƃ��͂��Ȃ���ł����H
�����ł��Ȃ���_���ł���ˁH
�n�ڐ��Ȃ�ł����H�H
�}�ʌ��ā@���g�Ƃ��͂��Ȃ���ł����H
�����ł��Ȃ���_���ł���ˁH
154 �F���������P���N�F02/08/03 04:58 ID:cphhJB5R
155 �FYOK�F02/08/03 18:03 ID:kbFm+o5r
���P�T�R ������
�v�����g�z�ǍH�����Ȃ�
�z�ǂ̗n�ڂ����@�P������Ă�l��������Ǝv����
�S���������ŁA���g�ݎ����@���g�݂���
�n�ڍH�́@�n�ڐ�傾��
�O�Ɍق����@�O���̗n�ڍH�́A�n���}�[�U���
�n�ڂ���Ƃ��茳���ӂ邤�@�Ƃ������ā@�n�ڐ�傾������
���̐l�́A�G�����[�Ȃ��ƌ����Ă邯�ǁA���̐l�͐}�ʂ݂�Ȃ��Ǝv��
���P�T�S�������Ă�@���C���H���Ď����g���ă��C�����̃R���x���̃��R��
�n�ڂ���l�ł����H
���̃X���̎n�߂̕��Řb�肪����������
���ʍH�@�@�@�E�E�E���t���i�}�ʂ��ǂ߂�j
�o�ڍH�@�@�@�E�E�E�{�t�� �i�}�ʂ͏����ǂ߂�j
���C���H�@�@�E�E�E�n�ڂ̂� �i�}�ʂ͓ǂ߂Ȃ��j
����ŗǂ��̂ł��傤���H
�v�����g�z�ǍH�����Ȃ�
�z�ǂ̗n�ڂ����@�P������Ă�l��������Ǝv����
�S���������ŁA���g�ݎ����@���g�݂���
�n�ڍH�́@�n�ڐ�傾��
�O�Ɍق����@�O���̗n�ڍH�́A�n���}�[�U���
�n�ڂ���Ƃ��茳���ӂ邤�@�Ƃ������ā@�n�ڐ�傾������
���̐l�́A�G�����[�Ȃ��ƌ����Ă邯�ǁA���̐l�͐}�ʂ݂�Ȃ��Ǝv��
���P�T�S�������Ă�@���C���H���Ď����g���ă��C�����̃R���x���̃��R��
�n�ڂ���l�ł����H
���̃X���̎n�߂̕��Řb�肪����������
���ʍH�@�@�@�E�E�E���t���i�}�ʂ��ǂ߂�j
�o�ڍH�@�@�@�E�E�E�{�t�� �i�}�ʂ͏����ǂ߂�j
���C���H�@�@�E�E�E�n�ڂ̂� �i�}�ʂ͓ǂ߂Ȃ��j
����ŗǂ��̂ł��傤���H
156 �F�͂�����т��F02/08/03 20:54 ID:TNvEXscG
>>153
�́A�n�ڂ̐��E��m������ȁB
���ʍH�̒��ɂ��}�ʂ��ǂ߂Ȃ��������B�i���{���Q�l�ɂ���
�n�ڍH�̒��ɂ̊����ɓǂ߂�z�S���ǂ߂Ȃ��z�F�X�A�i�h�r�Ƌ������Ă�
�z�͊����ɓǂ߂�B�i�������Ȃ��ƖƋ����Ȃ�
���C���H�̒��ɂ�����S�̂���z�͐}�ʂ�����Ă���B
�����͎������S�Ō��ߕt���Ȃ��悤�ɂ��܂��傤�B
�����
������ŗǂ��̂ł��傤���H���ԈႢ
�́A�n�ڂ̐��E��m������ȁB
���ʍH�̒��ɂ��}�ʂ��ǂ߂Ȃ��������B�i���{���Q�l�ɂ���
�n�ڍH�̒��ɂ̊����ɓǂ߂�z�S���ǂ߂Ȃ��z�F�X�A�i�h�r�Ƌ������Ă�
�z�͊����ɓǂ߂�B�i�������Ȃ��ƖƋ����Ȃ�
���C���H�̒��ɂ�����S�̂���z�͐}�ʂ�����Ă���B
�����͎������S�Ō��ߕt���Ȃ��悤�ɂ��܂��傤�B
�����
������ŗǂ��̂ł��傤���H���ԈႢ
157 �F���������P���N�F02/08/03 21:59 ID:krzhHAfb
�P�S�O����
����̐���́A�����ɑϐH���ޗ����o�^�����O���Ďg�p���ẮH
���͋@��ł̓C���R�l���U�O�O���{�H�������̂��������L�����B
�����A�j�b�P������Ȃ̂Œl������܂����E�E�E
�������͂P�S�S����̏����ꂽ�R�Q�X���o�^�����O���邩�B
�܂��́A�\�ʂɑϐH���ޗ����ڂ����N���b�h�|���g�p����ẮH
����̐���́A�����ɑϐH���ޗ����o�^�����O���Ďg�p���ẮH
���͋@��ł̓C���R�l���U�O�O���{�H�������̂��������L�����B
�����A�j�b�P������Ȃ̂Œl������܂����E�E�E
�������͂P�S�S����̏����ꂽ�R�Q�X���o�^�����O���邩�B
�܂��́A�\�ʂɑϐH���ޗ����ڂ����N���b�h�|���g�p����ẮH
158 �F���������P���N�F02/08/04 14:59 ID:lN3u2MB3
����������
���ĉ�����Ă��Ђ��킩��܂��H
���ĉ�����Ă��Ђ��킩��܂��H
159 �F���������P���N�F02/08/04 15:17 ID:srA8z+rI
160 �F���������P���N�F02/08/04 15:50 ID:rUYyh5w+
������
161 �F���������P���N�F02/08/04 19:00 ID:MeYYecU2
��158
����������Ȃ����ȁH
����������Ȃ����ȁH
162 �F���������P���N�F02/08/04 20:06 ID:7p+prYGX
���������낤�Ȃ������
163 �F���������P���N�F02/08/04 20:58 ID:b9y4eAjz
�������̉\�������Ȃ荂��
164 �F���������P���N�F02/08/04 21:04 ID:Zz5ur77A
����������������
165 �F���������P���N�F02/08/04 22:17 ID:eyJQ9efD
�ĊO�A�����������ˁB
166 �F�D���q��D���F02/08/05 12:15 ID:cikjtIrk
�ȂC����316L�g�������Ęb���o�Ă邯�ǁA����ᑢ��O����
����Ă�����Ă����Ă�悤�Ȃ���B�B
�ǂ��l���Ă��v�����l��������B�B
���匾���Ă݂��̂��ȁB�B
����Ă�����Ă����Ă�悤�Ȃ���B�B
�ǂ��l���Ă��v�����l��������B�B
���匾���Ă݂��̂��ȁB�B
167 �F���������P���N�F02/08/15 20:01 ID:m2KC5uub
�����ėn�ڂȂ���Ă��Ȃ��I������
168 �F���E���F02/08/15 21:54 ID:8NgsCEDu
�K�e���n���낢�뒲�ׂ����ǁA����ψ�Ԉ��肵�Ă����i�����A���l��etc�j
�Ȃ̂͗n�ڍH���Ǝv���B
�Ƃ����킯�łP�O�����甼�N�ԁA�|���e�N�ɒʂ����ƂɂȂ肻���Ȃ���
������ĈӖ�����̂��ȁH
�K�X�ƃA�[�N�̏C�������炦��݂����i������i����̘b�j�Ȃ���
���l�ɏo�Ă�̂��āA�قƂ�ǂ��u�o���ҁv�Ȃ�ˁB�B
�������h�f�l���̓}�V�Ȃ낤���ǁA�u�|���e�N�������o���v�ɂ�
�Ȃ�Ȃ��ł���B
���Ƃ�����A�|���e�N����Ȃ��čŏ����猩�K������̂��Ă�����Ђ�
�T�����ق��������̂��ȁH
�Ȃ̂͗n�ڍH���Ǝv���B
�Ƃ����킯�łP�O�����甼�N�ԁA�|���e�N�ɒʂ����ƂɂȂ肻���Ȃ���
������ĈӖ�����̂��ȁH
�K�X�ƃA�[�N�̏C�������炦��݂����i������i����̘b�j�Ȃ���
���l�ɏo�Ă�̂��āA�قƂ�ǂ��u�o���ҁv�Ȃ�ˁB�B
�������h�f�l���̓}�V�Ȃ낤���ǁA�u�|���e�N�������o���v�ɂ�
�Ȃ�Ȃ��ł���B
���Ƃ�����A�|���e�N����Ȃ��čŏ����猩�K������̂��Ă�����Ђ�
�T�����ق��������̂��ȁH
169 �F���������P���N�F02/08/15 22:08 ID:uZ/QwfIb
���K�X�ƃA�[�N�̏C�������炦��݂���
���̖��ɂ�������B���͍H�ƍ��Z�݊w���Ɏ���������i��100���������B
�����悤�����������B�������̓}�V�A�������̎��i���ɏ������ގ���
�������邾���B�C�����ŗn�ڂ���킯�ł͂Ȃ��B�u�u�K�͎܂����v
�Ƃ����u�I�����v�Ǝv���B
���̖��ɂ�������B���͍H�ƍ��Z�݊w���Ɏ���������i��100���������B
�����悤�����������B�������̓}�V�A�������̎��i���ɏ������ގ���
�������邾���B�C�����ŗn�ڂ���킯�ł͂Ȃ��B�u�u�K�͎܂����v
�Ƃ����u�I�����v�Ǝv���B
�����B
������u�h�f�l���̓}�V�Ȃ낤���ǁv���ď������́B�B
���Ⴀ���_�I�Ɍ����āA�|���e�N�Ŗ��ʂȂU�����߂������
���K����W���Ă�g�R�T�����ق����ǂ��������ˁB
������u�h�f�l���̓}�V�Ȃ낤���ǁv���ď������́B�B
���Ⴀ���_�I�Ɍ����āA�|���e�N�Ŗ��ʂȂU�����߂������
���K����W���Ă�g�R�T�����ق����ǂ��������ˁB
171 �F���������P���N�F02/08/16 15:52 ID:u72VxSr0
�|���e�N���ĉ��Ȃ̂��H
172 �F���������P���N�F02/08/16 18:16 ID:NFHNULi7
>172
�������B
�������B
174 �F���������P���N�F02/08/19 01:20 ID:g9JbYshv
�Ȃl�C�Ȃ��ˁA���̃X���B
�n�ڂ��Ă��������҂�����ăC���[�W�Ȃ��ǂȁB
�n�ڂ��Ă��������҂�����ăC���[�W�Ȃ��ǂȁB
175 �FDJ�T�F02/08/19 20:35 ID:Vmtx4tdg
�n�ږ_�ɂ͎�ނ�����悤�ł����A�S��n�ڂ���̂ɃX�e�����X�p�ł��ł��܂���?
176 �F���������P���N�F02/08/19 21:21 ID:87Rgs5ZJ
>>175
�Ƃ肠�����͂��������ǁB�B�B
�Ƃ肠�����͂��������ǁB�B�B
177 �FDJ�T�F02/08/19 21:32 ID:Vmtx4tdg
����������?
���x������?
�S��n�ڂ���ɂ͉����K�ł���?
���x������?
�S��n�ڂ���ɂ͉����K�ł���?
178 �F���������P���N�F02/08/19 21:53 ID:87Rgs5ZJ
>>177
��������ڂ������Ƃ͒m��ǁA���x�������̂͊m�����Ǝv���܂���B�T����Ƃ�.
���S��n�ڂ���ɂ͉����K�ł���?
�n�ڕ��@�́H�A�[�N�n�ڂ�������a�|�P�V�Ƃ��k�a�Ƃ����ǂ���Ȃ��H
��������ڂ������Ƃ͒m��ǁA���x�������̂͊m�����Ǝv���܂���B�T����Ƃ�.
���S��n�ڂ���ɂ͉����K�ł���?
�n�ڕ��@�́H�A�[�N�n�ڂ�������a�|�P�V�Ƃ��k�a�Ƃ����ǂ���Ȃ��H
179 �FDJ�T�F02/08/19 22:46 ID:Vmtx4tdg
�͂��B�A�[�N�n�ڂł��B
180 �F���������P���N�F02/08/19 23:02 ID:jdssOYYG
�����I�I
��{����}�^�[���Ɛ������H
��{����}�^�[���Ɛ������H
181 �FDJ�T�F02/08/19 23:32 ID:Vmtx4tdg
http://members.tripod.co.jp/tqfogq/sp/1.JPG �����
http://members.tripod.co.jp/tqfogq/sp/2.JPG�@����Ȃӂ��ɂ����������̂ł��B
{kind=link}
http://members.tripod.co.jp/tqfogq/sp/2.JPG�@����Ȃӂ��ɂ����������̂ł��B
{kind=link}
182 �F���������P���N�F02/08/19 23:40 ID:WrC6CrQc
183 �F182�F02/08/19 23:40 ID:WrC6CrQc
�グ���܂����X�}�\
184 �F���������P���N�F02/08/20 20:16 ID:DDue+7TO
�n�ڍH�ʼnƌ��Ă����Đl����́H
185 �F176������܂�M�p���Ȃ��������������F02/08/20 22:18 ID:7Ztzqz9S
>>180
��{��ł���ˁB��
>>181
�܂����g�i�X�s�[�J�[���ȁH�j���ǂ��Ȃ��Ă���̂��B�z����牽�������Ă���̂Ȃ番�����Ă���n�ڂ������������ł��傤�B
�A�[�N�n�ڂ����A���S���n�ځi���ɗǂ����@�����邩���j�̕����ǂ��Ǝv���܂��B��ނ����b�L���H���Ă���悤�Ȃ̂ŁA���b�L���������Ă���n�ڂ����ق����d�オ����Y��ɂȂ�Ǝv���܂���B
���������܂�Ȃ������Ȃ̂ŔM�������߂��Ȃ��悤�ɒ��ӂ��邱�ƁB
��{��ł���ˁB��
>>181
�܂����g�i�X�s�[�J�[���ȁH�j���ǂ��Ȃ��Ă���̂��B�z����牽�������Ă���̂Ȃ番�����Ă���n�ڂ������������ł��傤�B
�A�[�N�n�ڂ����A���S���n�ځi���ɗǂ����@�����邩���j�̕����ǂ��Ǝv���܂��B��ނ����b�L���H���Ă���悤�Ȃ̂ŁA���b�L���������Ă���n�ڂ����ق����d�オ����Y��ɂȂ�Ǝv���܂���B
���������܂�Ȃ������Ȃ̂ŔM�������߂��Ȃ��悤�ɒ��ӂ��邱�ƁB
186 �F���������P���N�F02/08/20 23:04 ID:Fy76/Vqw
187 �FDJ�T�F02/08/20 23:32 ID:Z/ID77mI
>>185
�͂��B�X�s�[�J�[�ł��B��H�͓����Ă܂����������S�ň͂܂�Ă���̂ŁA
�����̔M�͑��v���Ǝv���܂��B
http://www.timedomain.co.jp/tech/theory/image/tds_fig7.jpg�@�������肽���̂ŁB
�͂��B�X�s�[�J�[�ł��B��H�͓����Ă܂����������S�ň͂܂�Ă���̂ŁA
�����̔M�͑��v���Ǝv���܂��B
http://www.timedomain.co.jp/tech/theory/image/tds_fig7.jpg�@�������肽���̂ŁB
{kind=link}
188 �F���������P���N�F02/08/21 00:26 ID:rNo0JlrO
�~�Տ�̓S�ƃ}�O�l�b�g�͐ڒ��܂ł����t���Ă��܂��̂ŔM�ɂ��e����
�S�z�ł��B�i�ڒ��ނ��M�ŗn����B�j
����Ƃ��̓S�ɐڂ���̂͂Q�O�������炢�̓S�݂����ł���
�n�ڎ��ɂ̓A�[�N�����̓S�̕��ɋߕt���Ă��̗]�M�œS��
�n�����������ǂ��ł���B�������Ȃ��ƓS�ɔ�דS�������̂ŗZ����
���������܂��B
�S�z�ł��B�i�ڒ��ނ��M�ŗn����B�j
����Ƃ��̓S�ɐڂ���̂͂Q�O�������炢�̓S�݂����ł���
�n�ڎ��ɂ̓A�[�N�����̓S�̕��ɋߕt���Ă��̗]�M�œS��
�n�����������ǂ��ł���B�������Ȃ��ƓS�ɔ�דS�������̂ŗZ����
���������܂��B
189 �F���������P���N�F02/08/21 20:59 ID:6H1LqyNg
190 �F���������P���N�F02/08/21 22:03 ID:bOwsweM1
191 �F���������P���N�F02/08/23 19:24 ID:jdhjJVMo
���@�����Ƃ���
192 �F���������P���N�F02/08/24 00:37 ID:OeTWdJAm
���������̂S�O�N���[�����炢���H��
193 �F���������P���N�F02/08/25 17:40 ID:/GIHJTZW
�n�ڂ��ă��{�b�g������Ȃ��́H
194 �F���������P���N�F02/08/25 19:56 ID:H3liF6DR
>>193
���̃��{�b�g�����̂͒N�H
���̃��{�b�g�����̂͒N�H
195 �F���������P���N�F02/08/25 23:16 ID:OYSzG9z4
>>193
���m����
���m����
196 �F���������P���N�F02/08/27 17:26 ID:fyXtn1gt
�@�@�@ /�P�P�P�R�@�@�@�^�P�j
�@�@�@/�@�L )���i�M �_�^�@ ��
�@�@�i�Q�@�@�@�@�@ �Q�j�@�@/ �@�����[��
�@�@�i �_�Q�Q�Q�^ �@�@ /
�@�@ |�@���@�@ �@�@�@�@�_�
�@�@ |�@�� �@�@�@�@�@�@�@�@�_
�@�@ | /�@ �@�@�@�@�@�@�@�@�j
�@ �@ �i�_�Q�Q�Q_�~�Q�^�j
�@�@ �@ �_�Q�Q�Q�Q�Q_�^
�@�@�@�@ �@|:::::::::|�@�@|::::::::|
�@�@�@�@ �@|:::::::::|�@�@|::::::::|
�@�@ �@�@ �i�Q___�j �@�i�Q__�j
197 �F���������P���N�F02/08/27 17:30 ID:fyXtn1gt
���`���`����
198 �F���������P���N�F02/08/27 17:30 ID:fyXtn1gt
�i�E�́E�j������!!
199 �F���������P���N�F02/08/28 04:54 ID:BwylsusO
�i�E�́E�j����ۺ�ށ|!
�n�ڂɂ��F�X��ނ����邯�ǁA���ꂩ��L�т�Ƃ�����
�������̂�����͉̂��ł����H
���ƁA�u����͐�Ό��ɕt���Ă����������������`�v���Ă̂���������Ă��������B
�������̂�����͉̂��ł����H
���ƁA�u����͐�Ό��ɕt���Ă����������������`�v���Ă̂���������Ă��������B
201 �F���������P���N�F02/08/28 21:52 ID:KI5QhMP+
>>200
�܂Ƃ��Ȏ���Ȃ�age��YO�I�I
�܂Ƃ��Ȏ���Ȃ�age��YO�I�I
202 �F���������P���N�F02/08/28 22:38 ID:MARIMaPh
���̊ԉ�ЂōH�[���ȗ��̗n�ڂ������S�R�_���ł����B
�A�[�N���������Ǖ�ނɗn�ږ_���������Ă����ŁE�E
�R�c���ĉ��������������H
�A�[�N���������Ǖ�ނɗn�ږ_���������Ă����ŁE�E
�R�c���ĉ��������������H
203 �F���������P���N�F02/08/28 23:17 ID:iRW1uTCs
204 �F���������P���N�F02/08/29 00:29 ID:FjEVq5wp
�܂��E�E
���Ă䂤���A�n�ڍH���Ă���Ȃ�����H
���Ă䂤���A�n�ڍH���Ă���Ȃ�����H
205 �F���������P���N�F02/08/29 05:20 ID:Eikugk8f
����A��������B
���̂����t�����ƌ����Ζ��f���Ă邩��B
�����t���Ȃ��l�ɖ��f���Ȃ���Ηǂ��B
������>>202
�u���f����ȁv
���̂����t�����ƌ����Ζ��f���Ă邩��B
�����t���Ȃ��l�ɖ��f���Ȃ���Ηǂ��B
������>>202
�u���f����ȁv
206 �F���������P���N�F02/08/29 07:32 ID:dCV3cICc
>>204
�n�ڍH�Ȃ߂�Ȃ�
�n�ڍH�Ȃ߂�Ȃ�
207 �F���������P���N�F02/08/29 12:18 ID:5zBrx13L
��ވȊO�̂Ƃ���ŃA�[�N�����Ȃ��̂��H
208 �F���������P���N�F02/08/29 16:33 ID:0mwBFTwM
>>206
���������`�q���Ȃ߂����Ԃ̌���
���������`�q���Ȃ߂����Ԃ̌���
209 �F���������P���N�F02/08/29 23:09 ID:7Hmmo0Um
202�͕s��p
210 �F���������P���N�F02/08/30 22:42 ID:owXX4dQB
�A�[�N�����Z������
211 �F�ݓ��M�l ��YjtUz8MU �F02/08/31 02:47 ID:KHnt2pFE
>>202
�̂ċ��i�S�̐���ς��������j�ŃA�[�N���o���āA�n�ږ_�̐悪�Ԃ������ɕi���̏�Ɏ����čs�����܂��s���܂����B
���ꂩ��A�d�����シ����Ƌz������܂����班�����߂ɂ��������ǂ����Ǝv���܂��B�{���͓d���v�ő���̂���Ԃ�����ł����ǂˁB
�̂ċ��i�S�̐���ς��������j�ŃA�[�N���o���āA�n�ږ_�̐悪�Ԃ������ɕi���̏�Ɏ����čs�����܂��s���܂����B
���ꂩ��A�d�����シ����Ƌz������܂����班�����߂ɂ��������ǂ����Ǝv���܂��B�{���͓d���v�ő���̂���Ԃ�����ł����ǂˁB
212 �F ��BURIwVw. �F02/08/31 03:27 ID:00RP9yZ1
�Ó�
213 �F���������P���N�F02/08/31 11:20 ID:p7/LY4cY
214 �F�l�w�Q�O�O�y�F02/08/31 17:07 ID:amJUKGwA
�������`�B�n�ڃX���Ȃ�Ă������B
���͗n�ڗ�P�T�N�B�P�W�ō��Z�o�Ă��炸���Ƃ���Ă�B
�H��@�B�̖{�̗̂n�ڂ����C�����B
�s�h�f�����܂Ɏg�����ǁA�ǂ��炩�Ƃ����b���Q�����ӁB
�r���R�O�����Ƃ��������Ԃ��Ƃ��n�ڂ����C���B
���͗n�ڗ�P�T�N�B�P�W�ō��Z�o�Ă��炸���Ƃ���Ă�B
�H��@�B�̖{�̗̂n�ڂ����C�����B
�s�h�f�����܂Ɏg�����ǁA�ǂ��炩�Ƃ����b���Q�����ӁB
�r���R�O�����Ƃ��������Ԃ��Ƃ��n�ڂ����C���B
215 �F�A�[�N���S�~���܂��F02/08/31 23:01 ID:l0y1J5Xr
>>214�@�����܂���ł��B
�r���R�O�����Ƃ����Ή��w����ł����H
�J��[���͂R�O�����ȏ�ł����ˁH
�R�O�O�����̗n�ڂł��Ǝ��Ԃ͉���������܂����H
���C���[�͂P�D�Q�����ł����H
�r���R�O�����Ƃ����Ή��w����ł����H
�J��[���͂R�O�����ȏ�ł����ˁH
�R�O�O�����̗n�ڂł��Ǝ��Ԃ͉���������܂����H
���C���[�͂P�D�Q�����ł����H
216 �F�l�w�Q�O�O�y�F02/08/31 23:14 ID:amJUKGwA
>>215
���r���R�O�����Ƃ����Ή��w����ł����H
�P��̑����ɂ�邯�ǁA���ꂢ�ɂ�肽��������U�V�ˁB
�n�ڂ���p�x�ɂ����B�S�T�x�ɌX�����Ƃ��ƂX�O�x�̂܂܂���̂́A
��������ς���Ă���B
���J��[���͂R�O�����ȏ�ł����ˁH
�J��͕i���ɂ���Ă�����̂�����A������������B
�J��͂T�O�����ŁA�r���͂P�O�����ȂǂƂ����w������܂ɂ���B
���������ꍇ�͂T�O�����̊J���ɂ��Ă���A
�P�O��������グ��悤�ɂ��Ă���B
���R�O�O�����̗n�ڂł��Ǝ��Ԃ͉���������܂����H
���Ԃ́A�ǂ̂��炢�̒��������邩�ňႤ�ł���B
�����A���Ȃ肩����̂͊m���B
�����C���[�͂P�D�Q�����ł����H
�R�O�������炢�̋r�����ƂP�D�Q�`�P�D�U���炢�̃��C���[�g���Ă�B
�܂��A���C���[�̑����Ő�����A�����鎞�Ԃ��ς���Ă����B
�ł��A���ꂢ�ɂ�낤�Ƃ���������P�D�S���炢��������������Ȃ��B
���r���R�O�����Ƃ����Ή��w����ł����H
�P��̑����ɂ�邯�ǁA���ꂢ�ɂ�肽��������U�V�ˁB
�n�ڂ���p�x�ɂ����B�S�T�x�ɌX�����Ƃ��ƂX�O�x�̂܂܂���̂́A
��������ς���Ă���B
���J��[���͂R�O�����ȏ�ł����ˁH
�J��͕i���ɂ���Ă�����̂�����A������������B
�J��͂T�O�����ŁA�r���͂P�O�����ȂǂƂ����w������܂ɂ���B
���������ꍇ�͂T�O�����̊J���ɂ��Ă���A
�P�O��������グ��悤�ɂ��Ă���B
���R�O�O�����̗n�ڂł��Ǝ��Ԃ͉���������܂����H
���Ԃ́A�ǂ̂��炢�̒��������邩�ňႤ�ł���B
�����A���Ȃ肩����̂͊m���B
�����C���[�͂P�D�Q�����ł����H
�R�O�������炢�̋r�����ƂP�D�Q�`�P�D�U���炢�̃��C���[�g���Ă�B
�܂��A���C���[�̑����Ő�����A�����鎞�Ԃ��ς���Ă����B
�ł��A���ꂢ�ɂ�낤�Ƃ���������P�D�S���炢��������������Ȃ��B
�������̔��������C���[�g�����犄�ꂪ������ł���B
���܂ł͐_�ː_�|�̂�g���Ă���ł����ǁA����ϓ��{����������ł����ˁH
���Ȃ݂Ɍo��ߌ��̂��ߒ������ɂ��������ȁB
���܂ł͐_�ː_�|�̂�g���Ă���ł����ǁA����ϓ��{����������ł����ˁH
���Ȃ݂Ɍo��ߌ��̂��ߒ������ɂ��������ȁB
218 �F���������P���N�F02/09/01 22:16 ID:c0ErMZax
���ꂪ�����Ƃ������ʂ��o�Ă��Ȃ�����������ɋ^��������Ȃ��́H
���낵���E�E�E
���낵���E�E�E
219 �F�l�w�Q�O�O�y�F02/09/02 11:05 ID:Oz76SO4a
�������̃��C���[�͂����B
���̓p�i�\�j�b�N�Ɛ_�ˈȊO�͎g��Ȃ��B
���̓p�i�\�j�b�N�Ɛ_�ˈȊO�͎g��Ȃ��B
220 �F���������P���N�F02/09/02 12:05 ID:CjfpjIff
���Ղ̂ق����y����
221 �F���������P���N�F02/09/02 12:23 ID:VZB8utDr
�R��͐��Ղ��{�E�����A�n�ڂ̕����y�����B
222 �F���̓v���ł��F02/09/02 12:38 ID:b7qIEJlb
���͗n�ڂ��{�E�����A���Ղ̕����y�����B
223 �F���������P���N�F02/09/02 12:49 ID:RiqBIlkl
�Ђ�䂫�E����ߕ߂���邩��
http://news3.2ch.net/test/read.cgi/news/1030821199/
�Ђ�䂫����͎Ӎ߂����B�ɂ���I
http://qb.2ch.net/test/read.cgi/accuse/1030852236/
���܂ō���̑����ɂ��Ė₢�l�߂�X�� ���̂Q
http://qb.2ch.net/test/read.cgi/accuse/1030828430/
�E�l�����Ə̂���Ύ��炪�Ӑ}�I�ɉ{���҂Ɍ��N��Q��^���������
http://news3.2ch.net/test/read.cgi/news/1030822367/
�E�l����������Q�҂����̃X��
http://qb.2ch.net/test/read.cgi/accuse/1030814673/
�E�l���������ɂ��Ă͉��L���ڂ����B
http://dempa.2ch.net/prj/page/heisa/pika.html
http://news3.2ch.net/test/read.cgi/news/1030821199/
�Ђ�䂫����͎Ӎ߂����B�ɂ���I
http://qb.2ch.net/test/read.cgi/accuse/1030852236/
���܂ō���̑����ɂ��Ė₢�l�߂�X�� ���̂Q
http://qb.2ch.net/test/read.cgi/accuse/1030828430/
�E�l�����Ə̂���Ύ��炪�Ӑ}�I�ɉ{���҂Ɍ��N��Q��^���������
http://news3.2ch.net/test/read.cgi/news/1030822367/
�E�l����������Q�҂����̃X��
http://qb.2ch.net/test/read.cgi/accuse/1030814673/
�E�l���������ɂ��Ă͉��L���ڂ����B
http://dempa.2ch.net/prj/page/heisa/pika.html
224 �F���������P���N�F02/09/02 21:48 ID:hMBrQXK3
�������g���Ă��ł����ǃ`�b�v�ɃX�p�b�^����ʂɕt�����Ă��܂��܂�
�Ȃ������@�Ȃ��ł����H
�Ȃ������@�Ȃ��ł����H
225 �F���������P���N�F02/09/02 22:05 ID:3PG1dqk+
�K�X�n�ڂ̖Ƌ��Ȃ������܂�����E�E�E�E�E�E�E
�Ĕ��s�ɕ�Z�ɍs���Ȃ���E�E�E�E�E�E
�ł��p���������E�E�E�E�E
�Ĕ��s�ɕ�Z�ɍs���Ȃ���E�E�E�E�E�E
�ł��p���������E�E�E�E�E
226 �F���𗧂��T�C�g�ł��B�F02/09/02 23:30 ID:W0UcodBx
227 �F���������P���N�F02/09/03 00:27 ID:1SHtDJ3Y
�ŋߗn�މ����؍����̃��C���[�E�߂Ă�����A�ǂ���H
�ŋ߂̓R�X�g�I�ɍ���Ȃ��d������������A�i���̍�������Ȃɑ傫���Ȃ���Ό����Ȃ��Ƃ��p�ɂ������Ƃ��v�����B
�ŋ߂̓R�X�g�I�ɍ���Ȃ��d������������A�i���̍�������Ȃɑ傫���Ȃ���Ό����Ȃ��Ƃ��p�ɂ������Ƃ��v�����B
228 �F�l�w�Q�O�O�y�F02/09/03 12:31 ID:VRVNg7A+
>>224
�`�b�v�O���[�Ȃǂ̃I�C���ɐZ���Ƃ�����B
�����A���܂��������Ɛ���āA�n�ڂɃu���[���o��Ƃ�������B
���Ƀt���b�N�X����̃��C���[�́A��������Ƃ���B
�`�b�v�O���[�Ȃǂ̃I�C���ɐZ���Ƃ�����B
�����A���܂��������Ɛ���āA�n�ڂɃu���[���o��Ƃ�������B
���Ƀt���b�N�X����̃��C���[�́A��������Ƃ���B
229 �F���������P���N�F02/09/03 16:41 ID:qnr0VFp9
�Ƃ���ŁA���O�����̐��i�͔�j���̑ΏۂƂȂ�悤�ȗn�ڂł����H
�����A��j�����B
���Ȃ�Ƃ��p�������Ȃ������܂��B
�����A��j�����B
���Ȃ�Ƃ��p�������Ȃ������܂��B
230 �F���̓v���ł��F02/09/03 17:20 ID:j4rQWl9C
>>229
�n�ڂ̔�j���̑ΏۂȂǎ����̒Ⴂ�n�ڂ͂���Ă���܂���B
����������S�����Ă��鎖�͌J��Ԃ��d�ɑ���ϋv���ł��B
�n�ڍs���ɂ�������M�Ɨ�p�̌J��Ԃ��ɂ���ނƗn�������̋@�B�I
�����̗ł���܂��B
�n�ڕ����̌J��Ԃ��d�ɑ���@�B�I������n�ڍ�ƌ�ɔ��f�ł���
�������@�͉��������ł����ˁH�ܘ_���Ȃ��̌������j���ł��肢���܂��B
�����ꉞ�i�h�r�Ƌ��B
�n�ڂ̔�j���̑ΏۂȂǎ����̒Ⴂ�n�ڂ͂���Ă���܂���B
����������S�����Ă��鎖�͌J��Ԃ��d�ɑ���ϋv���ł��B
�n�ڍs���ɂ�������M�Ɨ�p�̌J��Ԃ��ɂ���ނƗn�������̋@�B�I
�����̗ł���܂��B
�n�ڕ����̌J��Ԃ��d�ɑ���@�B�I������n�ڍ�ƌ�ɔ��f�ł���
�������@�͉��������ł����ˁH�ܘ_���Ȃ��̌������j���ł��肢���܂��B
�����ꉞ�i�h�r�Ƌ��B
231 �F�����A���������E�F02/09/03 17:37 ID:MDVrZ2pf
�����@�o��T�C�g�J�ƃV�X�e�������^���@����
�ׂ���o��n�r�W�l�X
�����P�O�O���~�I�[�o�[!!
HP�쐬�ł��Ȃ����S�҂ł����S���ĉ^�c
�o��T�C�g�V�X�e�����T�[�o�[���ƃ����^�����܂�
�^�c�җl�ɂ͖����Ő�`�\�t�g�����t�����܂�
�P.�g�у��[�����������ꊇ���M�\�t�g
�Q.�����\���[���A�h���X���W�\�t�g
�R.�T�[�`�G���W���E�f���ꊇ�����\�t�g
http://senden.minidns.net/open/
�ׂ���o��n�r�W�l�X
�����P�O�O���~�I�[�o�[!!
HP�쐬�ł��Ȃ����S�҂ł����S���ĉ^�c
�o��T�C�g�V�X�e�����T�[�o�[���ƃ����^�����܂�
�^�c�җl�ɂ͖����Ő�`�\�t�g�����t�����܂�
�P.�g�у��[�����������ꊇ���M�\�t�g
�Q.�����\���[���A�h���X���W�\�t�g
�R.�T�[�`�G���W���E�f���ꊇ�����\�t�g
http://senden.minidns.net/open/
232 �F�l�w�Q�O�O�y�F02/09/05 22:21 ID:j49y9cBm
>>230
���ǂ�������������ȁB�n�ڂƂ����̂͏Ռ���U���Ɏア���߁A
�H��@�B�̖{�̂ȂǁA�����Ԃ̐U���ɑ��Ă̑ϋv����m����@�͂Ȃ����̂��H
���ǂ�������������ȁB�n�ڂƂ����̂͏Ռ���U���Ɏア���߁A
�H��@�B�̖{�̂ȂǁA�����Ԃ̐U���ɑ��Ă̑ϋv����m����@�͂Ȃ����̂��H
233 �F�ʂ肷�����F02/09/06 11:19 ID:m3owvYbW
������ƕ�����������
�Y�_�K�X�n�ڂ�CO2�n�ڂ��ē����Ӗ��ł����H
�Y�_�K�X�n�ڂ�CO2�n�ڂ��ē����Ӗ��ł����H
234 �F���������P���N�F02/09/06 12:11 ID:ZVNAcMsr
����
235 �F���������P���N�F02/09/06 12:16 ID:9CLoSP+o
���w�Z����o�����ė���
236 �F���������P���N�F02/09/06 18:30 ID:VULlmPf3
�Y�_�K�X�n�ڂ�CO2�����ɃR�c�iCO2�j������
���[���R�c���`��I
���z�c�����Ă��ā`
239 �F10������E�P�F02/09/10 19:06 ID:0K4avuC4
���̂܂��E�P�̗n�ډ��H�R�[�X�̎��ƕ��i�����w�����Ă����������
�ȂN�[���[�̌����������ŊF����A�a�C���������Ɨn�ڂ���Ă܂����E�E�B
�����̉ߋ����X��ǂނƁA���ۂ̌���ł̓N�[���[�͂������A��@��
���ցi���R�͖Y�ꂽ�j���ăJ�L�R���������Ǝv�����ǁA�A�A
����͌P�������Ȃ��Ƃ߂Ă����ׂ́A�|���e�N���̋���̍�Ȃ�ł��傤���H
����Ƃ��A���ۂ̗n�ڌ���ł��N�[���[�̌��������K�ȐE���������Ă��ƂȂ�ł��傤���H
�R�R�݂̂Ȃ���̐E��͂������ł����H
�ȂN�[���[�̌����������ŊF����A�a�C���������Ɨn�ڂ���Ă܂����E�E�B
�����̉ߋ����X��ǂނƁA���ۂ̌���ł̓N�[���[�͂������A��@��
���ցi���R�͖Y�ꂽ�j���ăJ�L�R���������Ǝv�����ǁA�A�A
����͌P�������Ȃ��Ƃ߂Ă����ׂ́A�|���e�N���̋���̍�Ȃ�ł��傤���H
����Ƃ��A���ۂ̗n�ڌ���ł��N�[���[�̌��������K�ȐE���������Ă��ƂȂ�ł��傤���H
�R�R�݂̂Ȃ���̐E��͂������ł����H
240 �F���������P���N�F02/09/10 19:30 ID:gpXX7SgJ
�A���S���n�ڂł�CO2�n�ڂł��n�ڂ��Ă��镔���ɕ���������Ȃ����
�ł����@�ł��Ȃ�ڙy���������ł���Ă��n�ڂ��Ă�Ə����Ȃ��
�ł����@�ł��Ȃ�ڙy���������ł���Ă��n�ڂ��Ă�Ə����Ȃ��
241 �F10������E�P�F02/09/10 20:00 ID:0K4avuC4
>>240
�����Ȃ�ł����B�B
����������Ђ������ł��ˁ[�B
�n�ڂ̌���Ƃ����Η�O�����T�E�i�̂悤�ȐE�ꂾ�Ǝv���Ă܂����B�B
�E�P�̋����ɂ́A�����ꂲ�ƂɃt�F���X�����Ă��Ă܂�����
���Ⴀ����͂����ƃN�[���[�����Ղ邽�߂ɒu����Ă���ł��傤�ˁB
�����Ȃ�ł����B�B
����������Ђ������ł��ˁ[�B
�n�ڂ̌���Ƃ����Η�O�����T�E�i�̂悤�ȐE�ꂾ�Ǝv���Ă܂����B�B
�E�P�̋����ɂ́A�����ꂲ�ƂɃt�F���X�����Ă��Ă܂�����
���Ⴀ����͂����ƃN�[���[�����Ղ邽�߂ɒu����Ă���ł��傤�ˁB
�E�`�ł��A���S���┼���������͈̂ړ����̃X�|�b�g�N�[���[
�ŗ₵�Ă��邼�ȁB
�ŗ₵�Ă��邼�ȁB
243 �F���������P���N�F02/09/11 06:42 ID:vi7MeKCk
�X�|�b�g�N�[���[�ŕ��̒��ɗ╗������
��₵�Ă���A�������炢�ł��B
���炢���Ȃ���
����Ă��Ȃ���B
��₵�Ă���A�������炢�ł��B
���炢���Ȃ���
����Ă��Ȃ���B
244 �F���������P���N�F02/09/11 20:42 ID:Ys/Q1csP
�������H������ł͓��R�N�[���[�Ȃ�������ĂȂ��ʂق�
������
������
245 �F�l�w�Q�O�O�y�F02/09/11 21:06 ID:/7yOLFWp
>239
��������́u�h���C���[�W�v��^�������Ȃ��Ƃ����Ӑ}������悤�Ɏv����ȁB
�N�[���[�������Ă����������͂Ȃ����ǁA�����m���Ă���H��ł́A
�N�[���[�������Ă��u�����Ă���v���Ă����������͂Ȃ��ȁB
���ƁA�n�ڂł킫���������H�H�@���܂�E�E�S���z���ł��Ȃ���B
��������́u�h���C���[�W�v��^�������Ȃ��Ƃ����Ӑ}������悤�Ɏv����ȁB
�N�[���[�������Ă����������͂Ȃ����ǁA�����m���Ă���H��ł́A
�N�[���[�������Ă��u�����Ă���v���Ă����������͂Ȃ��ȁB
���ƁA�n�ڂł킫���������H�H�@���܂�E�E�S���z���ł��Ȃ���B
246 �F�o�C�g�u�]�F02/09/12 21:08 ID:f9kMMZci
�����A�o�C�g�̋��l���Ă���
�u�����ԕ��i�̃X�|�b�g�n�ځi�f�l�j�v���čڂ��Ă�����
������ĖƋ��⎑�i�������Ă�������ł����H
�n�ڍH���Ă����ƁA�K�X�Ƃ��A�[�N�̖Ƌ����Ȃ��Ə]�����Ă͂����Ȃ���
�v���Ă܂������E�E
���ėD���A���������X�|�b�g�n�ڂ��Ăǂ�Ȋ����̎d���Ȃ�ł��傤�H
�u�����ԕ��i�̃X�|�b�g�n�ځi�f�l�j�v���čڂ��Ă�����
������ĖƋ��⎑�i�������Ă�������ł����H
�n�ڍH���Ă����ƁA�K�X�Ƃ��A�[�N�̖Ƌ����Ȃ��Ə]�����Ă͂����Ȃ���
�v���Ă܂������E�E
���ėD���A���������X�|�b�g�n�ڂ��Ăǂ�Ȋ����̎d���Ȃ�ł��傤�H
247 �F���������P���N�F02/09/12 21:16 ID:BX22rKse
�ȒP�Ɍ����Ɓ@�_�n�ڂ̂���
��������~���s�b�`���ł��邾��
�ƂĂ��ȒP�@
��������~���s�b�`���ł��邾��
�ƂĂ��ȒP�@
248 �F�o�C�g�u�]�F02/09/12 21:23 ID:UnHGLZEl
249 �F���������P���N�F02/09/12 21:34 ID:BX22rKse
���g�����Ăقǂ���Ȃ���
�p�`���ĉΉԂ�1��1��U�邮�炢
�p�`���ĉΉԂ�1��1��U�邮�炢
250 �F�o�C�g�u�]�F02/09/12 21:43 ID:UnHGLZEl
>>249
�����Ȃ�ł����B
���Ⴀ�A���́u���ʁv�݂����Ȃ̔��Ȃ��Ă�������ł����ˁH
���ėD���A�{���ɖƋ������ł���Ă����́H
�K�X�Ƌ��K�v�@���@�Y�_�K�X�n�ځA�������n�ځA�A���S���n��
�A�[�N�Ƌ��K�v�@���@�A�[�N�n��
�Ƌ��s�v�@�@�@���@�X�|�b�g�n��
����Ȋ����ł����H
�����Ȃ�ł����B
���Ⴀ�A���́u���ʁv�݂����Ȃ̔��Ȃ��Ă�������ł����ˁH
���ėD���A�{���ɖƋ������ł���Ă����́H
�K�X�Ƌ��K�v�@���@�Y�_�K�X�n�ځA�������n�ځA�A���S���n��
�A�[�N�Ƌ��K�v�@���@�A�[�N�n��
�Ƌ��s�v�@�@�@���@�X�|�b�g�n��
����Ȋ����ł����H
251 �F�o�C�g�u�]�F02/09/12 21:58 ID:UnHGLZEl
�����Œ��ׂĂ݂܂�����
http://fm011.fmec.waka.kindai.ac.jp/rikou/welding/
�ǂ����傫�����Ⴂ���Ă��݂����ł��ˁB
�����A�������n�ڂ͖Ƌ��s�v�A
�X�|�b�g�n�ځ��d�C�n�ځA
�K�X�Ƌ����K�v�Ȃ̂̓K�X�n�ڋ@�����A
����Ȋ����ł��ˁA���Ԃ�
http://fm011.fmec.waka.kindai.ac.jp/rikou/welding/
�ǂ����傫�����Ⴂ���Ă��݂����ł��ˁB
�����A�������n�ڂ͖Ƌ��s�v�A
�X�|�b�g�n�ځ��d�C�n�ځA
�K�X�Ƌ����K�v�Ȃ̂̓K�X�n�ڋ@�����A
����Ȋ����ł��ˁA���Ԃ�
252 �F���������P���N�F02/09/12 23:15 ID:kPqbDg7p
253 �F���������P���N�F02/09/13 09:13 ID:3xAfQLf1
�o�C�g�u�]�́@�������ő傫�Ȋ��Ⴂ�����Ă���悤��
�n�ڂ��ĕt���ꍇ�@�A�[�N�Ƌ��͂����Ȃ����H
�K�X�n�ڂ̏ꍇ�A�A�[�N���������Ȃ��̃A�[�N�̖Ƌ��͕K�v�Ȃ��Ǝv������
�����A�Y�_�K�X��A�A���S���n�ڂ̏ꍇ�A�K�X�̖Ƌ����K�v���ǂ�����
�悭�o���ĂȂ��A�i���Ԃ�A�����̃K�X���g�p����̂ŕK�v���Ǝv���j
�K�X�n�ڂŗn�ڂ���Ă�Ƃ���͂قƂ�ǖ����̂ŁA
�K�X�n�ڂ̖Ƌ��́A�K�X�ؒf�Ƌ��ɕύX���������킩��₷���Ǝv��
�n�ڂ��ĕt���ꍇ�@�A�[�N�Ƌ��͂����Ȃ����H
�K�X�n�ڂ̏ꍇ�A�A�[�N���������Ȃ��̃A�[�N�̖Ƌ��͕K�v�Ȃ��Ǝv������
�����A�Y�_�K�X��A�A���S���n�ڂ̏ꍇ�A�K�X�̖Ƌ����K�v���ǂ�����
�悭�o���ĂȂ��A�i���Ԃ�A�����̃K�X���g�p����̂ŕK�v���Ǝv���j
�K�X�n�ڂŗn�ڂ���Ă�Ƃ���͂قƂ�ǖ����̂ŁA
�K�X�n�ڂ̖Ƌ��́A�K�X�ؒf�Ƌ��ɕύX���������킩��₷���Ǝv��
254 �F���������P���N�F02/09/13 09:43 ID:Br4JQhxl
�݂Ȃ���_�ː��|�̎g���Ă��ł���
��S�̂͂��߁H
���ϕi�̎��������n�ږ_�̐_�ː��|�@�@�@�@�ł��傤���H
��S�̂͂��߁H
���ϕi�̎��������n�ږ_�̐_�ː��|�@�@�@�@�ł��傤���H
�n�ڂ͑傫��������
�d�C�n�ڂƃK�X�n�ڂ�����܂��B
�d�C�n�ڂ͖Ƌ��͕K�v����܂���B
�K�X�n�ڂ͍����_�f��A�Z�`�������g�p����̂�
�K�X�̎�舵���Ƌ����K�v�ł��B
�d�C�n�ڂƃK�X�n�ڂ�����܂��B
�d�C�n�ڂ͖Ƌ��͕K�v����܂���B
�K�X�n�ڂ͍����_�f��A�Z�`�������g�p����̂�
�K�X�̎�舵���Ƌ����K�v�ł��B
�d�C�n�ڂƂ͕����ǂ���d�C���g�����n�ڂł��B
�d�C�n�ڂɂ̓A�[�N�n�ڂƓd�C��R�n�ځi�X�|�b�g�n�ځj������܂��B
�A�[�N�n�ڂɂ́A�핢�_�E�������E�A���S���E�v���Y�}�E���[�U�[�Ȃǂ�����܂��B
�A�[�N�n�ڂ́A�A�[�N�ɂ���ޖ��͗n�ږ_��n�����n�ڂ��܂��B
�n�ڂP�œd�C�n�ڂɖƋ��͖����Ə����܂�����
�n�ڂ��镨��[�J�[�i�������j�ɂ��Z�\���i��v������邱�Ƃ�����܂��B
�d�C��R�n�ځi�X�|�b�g�n�ځj�́A�����˂���ނɓd��������
�d�C��R�ɂ��Z�������܂��B
�d�C�n�ڂ͊댯����������̂ō�Ǝ҂ɍu�K��P�����s�Ȃ�
�H������肻����w���ĖƋ��ƌ����ꍇ������܂��B
�d�C�n�ڂɂ̓A�[�N�n�ڂƓd�C��R�n�ځi�X�|�b�g�n�ځj������܂��B
�A�[�N�n�ڂɂ́A�핢�_�E�������E�A���S���E�v���Y�}�E���[�U�[�Ȃǂ�����܂��B
�A�[�N�n�ڂ́A�A�[�N�ɂ���ޖ��͗n�ږ_��n�����n�ڂ��܂��B
�n�ڂP�œd�C�n�ڂɖƋ��͖����Ə����܂�����
�n�ڂ��镨��[�J�[�i�������j�ɂ��Z�\���i��v������邱�Ƃ�����܂��B
�d�C��R�n�ځi�X�|�b�g�n�ځj�́A�����˂���ނɓd��������
�d�C��R�ɂ��Z�������܂��B
�d�C�n�ڂ͊댯����������̂ō�Ǝ҂ɍu�K��P�����s�Ȃ�
�H������肻����w���ĖƋ��ƌ����ꍇ������܂��B
257 �F���������P���N�F02/09/13 11:31 ID:EmyaOaV4
�n�ڍH�͂��ꂩ�珫������]�̂��Ă�E��ł���B
�꒩��[�Őg�ɂ��Z�p�łȂ�����
�Ⴂ����̎u�]�҂����Ȃ�����
�}�j�s�����[�^�[���g���������n�ڂ͏��F�l�Ԃɂ͂��Ȃ�Ȃ�����
�n�ڂɕς��ڍ��Z�p�̎��p���̂߂ǂ��قƂ�ǂ����ĂȂ�����
����
���ƋZ�p�����Ƃ��Ȃ��Ηn�ڋ@���œƗ����\�ł��B
�꒩��[�Őg�ɂ��Z�p�łȂ�����
�Ⴂ����̎u�]�҂����Ȃ�����
�}�j�s�����[�^�[���g���������n�ڂ͏��F�l�Ԃɂ͂��Ȃ�Ȃ�����
�n�ڂɕς��ڍ��Z�p�̎��p���̂߂ǂ��قƂ�ǂ����ĂȂ�����
����
���ƋZ�p�����Ƃ��Ȃ��Ηn�ڋ@���œƗ����\�ł��B
258 �F�o�C�g�u�]�F02/09/13 18:47 ID:ULwJl05G
�݂Ȃ���A�ڂ����������肪�Ƃ��������܁`���I�I
����Ɗ��Ⴂ���Ă��_���������Ă��܂����B�B
�g�߂ɗn�ڍH�̕������Ȃ��̂ŁA�R�R�͔��ɖ𗧂��܂��B
�Ƃ肠�����X�|�b�g�n�ڂ̃o�C�g�i������900�~�j�ɐ�����
�n�ڂ̌�������ۂɑ̌����邩�A���邢��
�K�X�n�ڂ̍u�K���ĖƋ�������������ʼn��߂Đ��Ј��ŒT�����A
���ܖ����Ă܂��B
����σo�C�g����A�����I�ɕs�������E�E
�����Ƃ̃X�|�b�g�n�ڂ���r�オ��Ȃ����낤���E�E
����Ɗ��Ⴂ���Ă��_���������Ă��܂����B�B
�g�߂ɗn�ڍH�̕������Ȃ��̂ŁA�R�R�͔��ɖ𗧂��܂��B
�Ƃ肠�����X�|�b�g�n�ڂ̃o�C�g�i������900�~�j�ɐ�����
�n�ڂ̌�������ۂɑ̌����邩�A���邢��
�K�X�n�ڂ̍u�K���ĖƋ�������������ʼn��߂Đ��Ј��ŒT�����A
���ܖ����Ă܂��B
����σo�C�g����A�����I�ɕs�������E�E
�����Ƃ̃X�|�b�g�n�ڂ���r�オ��Ȃ����낤���E�E
259 �F�o�C�g�u�]�F02/09/13 18:56 ID:ULwJl05G
>>257
�Ȃ��A���������ӌ�����
�܂��܂����C���o�Ă��܂��ˁB
�Ƃ����}�C�i�X�ʂ���N���[�Y�A�b�v�����E��ł�����
�Ⴂ�l�͔����Ēʂ�܂�����ˁB�B
�������t�Ƀ`�����X�Ȃ�ł���ˁB
�Ȃ��A���������ӌ�����
�܂��܂����C���o�Ă��܂��ˁB
�Ƃ����}�C�i�X�ʂ���N���[�Y�A�b�v�����E��ł�����
�Ⴂ�l�͔����Ēʂ�܂�����ˁB�B
�������t�Ƀ`�����X�Ȃ�ł���ˁB
260 �F���������P���N�F02/09/13 19:01 ID:hH1/Qepu
>>258
�������Ƃ̃X�|�b�g�n�ڂ���r�オ��Ȃ����낤���E
�X�|�b�g�Ɍ��炸����̗n�ڂ̓o�J�`�����ł��B�Ȃ��Ȃ�A��Ƒ��x��P�Ȃ̂ŗn�ڂ�
���Ղ��悤�ɍޗ��͉��H�ς݂ɂȂ��Ă���܂��B�o�J�̂P�o���B
���H��̗n�ډ�����͌����̔����A���ꕨ�Ȃ�ł������ꂴ�B
�������Ƃ̃X�|�b�g�n�ڂ���r�オ��Ȃ����낤���E
�X�|�b�g�Ɍ��炸����̗n�ڂ̓o�J�`�����ł��B�Ȃ��Ȃ�A��Ƒ��x��P�Ȃ̂ŗn�ڂ�
���Ղ��悤�ɍޗ��͉��H�ς݂ɂȂ��Ă���܂��B�o�J�̂P�o���B
���H��̗n�ډ�����͌����̔����A���ꕨ�Ȃ�ł������ꂴ�B
261 �F���������P���N�F02/09/13 20:30 ID:0j+amZQj
���������@�n�ځ@���ɃA���S���n�ڂ���Ă�Ⴂ�z���Ȃ���
���Ă��@����肤�܂���݂����ƂȂ��@���܂��̂́@�I�b�T������
�g�ɕt����Ɠ����������E�E�E
���Ă��@����肤�܂���݂����ƂȂ��@���܂��̂́@�I�b�T������
�g�ɕt����Ɠ����������E�E�E
>>259
�X�|�b�g�n�ڂ͋Z�p�͂���Ȃ�����
�o�C�g����Ȃ�K�X�n�ڂ��A���S�����������I
�r�����Ȃ琔�����P�i���Ă鏊����B
�����@�n�ڂR�@�K�X�n�ڕ҂������\��i��
>>261
�A���S���̓K�X�n�ڂɋ߂�����
�I���W�A���͌��\��肢��B
�X�|�b�g�n�ڂ͋Z�p�͂���Ȃ�����
�o�C�g����Ȃ�K�X�n�ڂ��A���S�����������I
�r�����Ȃ琔�����P�i���Ă鏊����B
�����@�n�ڂR�@�K�X�n�ڕ҂������\��i��
>>261
�A���S���̓K�X�n�ڂɋ߂�����
�I���W�A���͌��\��肢��B
263 �F���������P���N�F02/09/14 10:46 ID:nt95CM/M
>>�Q�T�R�@�ł��B
>>255 �ŗn�ڂP���@�Ƌ����K�v�Ȃ����ā@�����Ă邪�@�܂������Ă�@�K�v���I
�܁[�@�Ƌ�����Ȃ����ā@���̏ꍇ�@���i�H�@or�@�u�K�������Ǝv����
�Q�����炢�@�u�K�����Ȃ���@�n�ڋ@��������_���~���ĂȂ��Ă����I
���̐l�������Ă邪�@�X�|�b�g�n�ڂ���@�Z�p�͐g�ɕt���Ȃ��Ǝv��
����́A�Z�p�I�ȗn�ڂƂȂ�ƁA���E�ڂ��@�����Ȃ����Ǝv����
�ǂ����낤�A�Â����炠��ڍ����@�����A�ȒP�ɕt�����ɉ����[���Ǝv������
�A���S�����@����ρ@��ʎ��邩��
>>255 �ŗn�ڂP���@�Ƌ����K�v�Ȃ����ā@�����Ă邪�@�܂������Ă�@�K�v���I
�܁[�@�Ƌ�����Ȃ����ā@���̏ꍇ�@���i�H�@or�@�u�K�������Ǝv����
�Q�����炢�@�u�K�����Ȃ���@�n�ڋ@��������_���~���ĂȂ��Ă����I
���̐l�������Ă邪�@�X�|�b�g�n�ڂ���@�Z�p�͐g�ɕt���Ȃ��Ǝv��
����́A�Z�p�I�ȗn�ڂƂȂ�ƁA���E�ڂ��@�����Ȃ����Ǝv����
�ǂ����낤�A�Â����炠��ڍ����@�����A�ȒP�ɕt�����ɉ����[���Ǝv������
�A���S�����@����ρ@��ʎ��邩��
265 �F�o�C�g�u�]�F02/09/14 21:36 ID:VSUcIZBy
>�o�C�g����Ȃ�K�X�n�ڂ��A���S�����������I
����`����͉������Ă��ł����A�Ȃ��Ȃ��o�C�g�ŃK�X��W���Ă�g�R�Ȃ��
�Ȃ��ł��悧�B���Ј��ŕ�W���ĂĂ��A�قڑS�āu�o���҂̂݁v�ł�����˂��E�E
�o�C�g�œ����̂͂���σX�|�b�g�n�ڂ��炢�����B
����͂����ƁA�����A���{�I�ȊԈႢ�ɋC�Â�����ł����A�A
���l�̗v���i���ɏ����Ă���u�K�X�n�ږƋ��v���āu�K�X�n�ڍ�Ǝ�C�ҁv�̂��ƂȂ�ł��ˁB
�l�͂Ă�����Q���Ԃł��炦��u�K�X�n�ڋZ�\�u�K�̏C���v�̂��Ƃ��Ǝv���Ă܂����i��
�悭���ׂ���A���̋Z�\�u�K�I����A�R�N�ԗn�ڂɏ]�����ď��߂āu��Ǝ�C�ҁv��
���i����������ď����Ă��邶�Ⴀ��܂��i����
�����Ȃ�ƏA�E�ւ̓��͑����������Ȃ肻���ł��ˁ`�B�B
�u�K�X�n�ڂ̋Z�\�u�K�Ȃ�܂����I�v���ĖʐڂŌ�������
�y���@�ŏ�ꂻ���E�E
����`����͉������Ă��ł����A�Ȃ��Ȃ��o�C�g�ŃK�X��W���Ă�g�R�Ȃ��
�Ȃ��ł��悧�B���Ј��ŕ�W���ĂĂ��A�قڑS�āu�o���҂̂݁v�ł�����˂��E�E
�o�C�g�œ����̂͂���σX�|�b�g�n�ڂ��炢�����B
����͂����ƁA�����A���{�I�ȊԈႢ�ɋC�Â�����ł����A�A
���l�̗v���i���ɏ����Ă���u�K�X�n�ږƋ��v���āu�K�X�n�ڍ�Ǝ�C�ҁv�̂��ƂȂ�ł��ˁB
�l�͂Ă�����Q���Ԃł��炦��u�K�X�n�ڋZ�\�u�K�̏C���v�̂��Ƃ��Ǝv���Ă܂����i��
�悭���ׂ���A���̋Z�\�u�K�I����A�R�N�ԗn�ڂɏ]�����ď��߂āu��Ǝ�C�ҁv��
���i����������ď����Ă��邶�Ⴀ��܂��i����
�����Ȃ�ƏA�E�ւ̓��͑����������Ȃ肻���ł��ˁ`�B�B
�u�K�X�n�ڂ̋Z�\�u�K�Ȃ�܂����I�v���ĖʐڂŌ�������
�y���@�ŏ�ꂻ���E�E
�]�v�Ȃ����b�������ȁB
�X�}���Y�����B
�X�}���Y�����B
�n�ڂ͎����������H
���F�H����͒����̂����������A
���̒�x���̒��ł͂悢��������
�n�ڍH�ō��������҂��Ă����߂���B
���F�H����͒����̂����������A
���̒�x���̒��ł͂悢��������
�n�ڍH�ō��������҂��Ă����߂���B
269 �F���������P���N�F02/09/18 23:29 ID:GEgC0Kqq
�`�^���̗n�ڎ��͂ǂ����Ă�H����́A�`�^���n�ڗp�̃`�����o�[���[��
�i���̋C�̂̓A���S���j���H��ɍ���Ăق����Ǝv���Ă�i��
���ꂪ�z����C�͊O����r�j�[���p�C�v�œ����B�����Ȃ�Ɨn�ڍH���Ȃ�
�J�R���N�ˁ[�H
�i���̋C�̂̓A���S���j���H��ɍ���Ăق����Ǝv���Ă�i��
���ꂪ�z����C�͊O����r�j�[���p�C�v�œ����B�����Ȃ�Ɨn�ڍH���Ȃ�
�J�R���N�ˁ[�H
270 �F�J���F02/09/19 05:55 ID:A9KYZ8XB
>>268
���q�͊W�̗n�ڂ��Č��\���������炵�����B
�d������������Ԃ��ƁB
�����Ƃ��A���ː����x���������Ƃ���̌��n�n�ڂ�����
�����̖���蔄�肵�ċ�������Ă���悤�Ȃ��̂��Ǝv�����ǁE�E�E�B
�r���������������������Ȃ��̂ł́H
���q�͊W�̗n�ڂ��Č��\���������炵�����B
�d������������Ԃ��ƁB
�����Ƃ��A���ː����x���������Ƃ���̌��n�n�ڂ�����
�����̖���蔄�肵�ċ�������Ă���悤�Ȃ��̂��Ǝv�����ǁE�E�E�B
�r���������������������Ȃ��̂ł́H
>>270
�m���ɂ����炵�����A
�X�L���̈ێ��A�����A�����Ȃǂő�ς����A
���̒������Ɨǂ��d��������ł�����Ǝv�����B
��]�Ŗ��m�ȓz�ɓz��̂悤�Ɏg���āA
��ɂȂ��Ă�����A
�������Ռ������낵�Ď����Ƙb�������B
��s�ŃX�}���B
�m���ɂ����炵�����A
�X�L���̈ێ��A�����A�����Ȃǂő�ς����A
���̒������Ɨǂ��d��������ł�����Ǝv�����B
��]�Ŗ��m�ȓz�ɓz��̂悤�Ɏg���āA
��ɂȂ��Ă�����A
�������Ռ������낵�Ď����Ƙb�������B
��s�ŃX�}���B
272 �F���������P���N�F02/09/19 07:42 ID:UjdOTFMZ
���H�������ēz�ꂶ���H
�������A
�m��Ȃ������B
�m��Ȃ������B
���̕s���A���̓z���苋���Ⴂ�����āE�E�E
275 �F���������P���N�F02/09/21 21:58 ID:8oOWZvBg
�����c�܂������炯�ɂ��Ă��܂����i��
�A���S���n�ڂ̗��K�́A�ǂ�Ȏ�����͂��߂�Ηǂ��̂ł��傤���c�B
�A���S���n�ڂ̗��K�́A�ǂ�Ȏ�����͂��߂�Ηǂ��̂ł��傤���c�B
277 �F���������P���N�F02/09/24 22:05 ID:cwlwaN2K
>>276
�A�[�N�n��
�A�[�N�n��
278 �F���������P���N�F02/09/24 23:08 ID:brKcLt2s
279 �F���������P���N�F02/09/24 23:44 ID:VSbLsRRW
>>276
�Ƃ肠�������߂̔���n�߂Ă݂悤�B
����n�ڂ��鎞�A�����Ɍ��߂̔𖧒������ėn�ڂ����
�M�̈ꕔ�������Č����J����Ȃ��B
�ŏ��͓�����A���X�Ɋ���Ă�����B
�K���o���B
�Ƃ肠�������߂̔���n�߂Ă݂悤�B
����n�ڂ��鎞�A�����Ɍ��߂̔𖧒������ėn�ڂ����
�M�̈ꕔ�������Č����J����Ȃ��B
�ŏ��͓�����A���X�Ɋ���Ă�����B
�K���o���B
280 �F���������P���N�F02/09/25 05:55 ID:owzt1Qx6
>>276
�܂��ŏ��͓d���Ɋ���邱�Ƃł́H
�܂��ŏ��͓d���Ɋ���邱�Ƃł́H
�����J�����炢���������Ƃ����ݑ����ėǂ���B
�����J���O�Ɉړ��������͉���_������A
�|�����Ďキ����ƑS�R�t���Ă��Ȃ����������B
�����J���O�Ɉړ��������͉���_������A
�|�����Ďキ����ƑS�R�t���Ă��Ȃ����������B
282 �F���������P���N�F02/09/25 12:07 ID:owzt1Qx6
��{�I�Ȃ��ƂŽ��
�ٺ�ݗn�ځ��s�h�f�n�ڂȂ́H
���邢�͂��̑��̗n�ڕ��@�܂Ŋ܂߂Ă�́H
�ٺ�ݗn�ځ��s�h�f�n�ڂȂ́H
���邢�͂��̑��̗n�ڕ��@�܂Ŋ܂߂Ă�́H
283 �F���������P���N�F02/09/25 14:19 ID:1LIx8Qe0
>>282
��ʓI�ɁA�A���S���i�n�ځj��TIG�i�n�ځj�Ɖ��߂��Ă���
��ʓI�ɁA�A���S���i�n�ځj��TIG�i�n�ځj�Ɖ��߂��Ă���
284 �F���������P���N�F02/09/25 15:11 ID:RoVxOn24
�~�j�~�j�E�G���_�[�Ƃ��������p���^�n�ڋ@�������ł��B
10���~���炢�Ŕ�����Ƃ��B
http://www.usutani.co.jp/welder.htm
10���~���炢�Ŕ�����Ƃ��B
http://www.usutani.co.jp/welder.htm
���肪�Ƃ��������܂����B
�������p�ނ��E���Ă��ė��K���܂��B
�{���ɉ���������ł��B
>>280
�܂�100V�ł��A�E�`�I�Ƃ̂�����w�^���ł����c�c
�F����͂ǂ�قǂ̓d�������o�����H
�������p�ނ��E���Ă��ė��K���܂��B
�{���ɉ���������ł��B
>>280
�܂�100V�ł��A�E�`�I�Ƃ̂�����w�^���ł����c�c
�F����͂ǂ�قǂ̓d�������o�����H
286 �F���������P���N�F02/09/25 21:35 ID:ZLMO/N3/
MAG����Ă�Լ�͂��Ȃ��́H
�̂�MAG����ɂ���Ă���
�̂�MAG����ɂ���Ă���
287 �F���������P���N�F02/09/25 23:12 ID:qV09mjE+
�e�B������ˁ[�ȁ`�Ǝv���Ă���A
���f�{���x�������B
���f�{���x�������B
288 �F���������P���N�F02/09/26 07:33 ID:9rRB3cgV
>>285
�d���l�b�g���[�N�@age
>>287
���f����ނ���Ȃ��ėǂ������ˁB
���������A
��Зn�ڂ���펯���낤�����سт̼���ނ��Č��\�����݂�����YO�B
�������ǂˁB
�d���l�b�g���[�N�@age
>>287
���f����ނ���Ȃ��ėǂ������ˁB
���������A
��Зn�ڂ���펯���낤�����سт̼���ނ��Č��\�����݂�����YO�B
�������ǂˁB
289 �F���������P���N�F02/09/26 09:42 ID:nCdY0IOb
>>276
�Ȃɂ�t���Ă�́H�S�H�r�`�r�H�A���~�H
���ɑ���d���ݒ�͂ǂ���B
�p���X���L��n�m�ɏ`
�n�ڋ�����������Ύ�t���͂�������ƂˁB
�Ȃɂ�t���Ă�́H�S�H�r�`�r�H�A���~�H
���ɑ���d���ݒ�͂ǂ���B
�p���X���L��n�m�ɏ`
�n�ڋ�����������Ύ�t���͂�������ƂˁB
���ځ[��
291 �F���������P���N�F02/09/26 11:03 ID:9rRB3cgV
>>285
��芸�����A�d�C�A���}�ɑς��܂��傤�B
��芸�����A�d�C�A���}�ɑς��܂��傤�B
292 �F���������P���N�F02/09/28 22:06 ID:gaNae0Nn
��Ђ��R�O���ɂQ�x�ڂ̕s�n�ł��ł����H
�������炦�Ȃ����A�A���S���̗n�ڋ@�����ċA�낤���ȁB
�d���ɂ͑ς����邯�ǁA
����͑ς����Ȃ���B
�������炦�Ȃ����A�A���S���̗n�ڋ@�����ċA�낤���ȁB
�d���ɂ͑ς����邯�ǁA
����͑ς����Ȃ���B
293 �F���������P���N�F02/09/29 10:12 ID:N6g28jyC
>292
�Ɨ��̃`�����X�����I
�����ɓn���t����ׂ��B
�Ɨ��̃`�����X�����I
�����ɓn���t����ׂ��B
294 �F�ߥ(�D`)�ߥ�F02/10/03 09:40 ID:4Fxdop9n
�A���~�̗n�ڂ��Ăǂ����́H
296 �F���������P���N�F02/10/03 22:53 ID:Cz3EpaJQ
�e�B�O�ŗn�ږ_�����ĕt�����B
297 �F���������P���N�F02/10/03 23:50 ID:7o7g4frG
�_�Ń��N�ł���n�ڂ��A�����n�ڂ��Ă��Ƃ��B
�r�[�h�Ȃ�āA�_�����܂����˂�����N�ł���������B
�Ђ��݂�ǂ�ŕt����Z�p����邱�Ƃ��ł���A�܂���l�O���B
��������A�������̃^�i�Ƃ���鎞�قǁA�^���ɂȂ�ˁB
�u�������낻�����ȁv����n�܂������āA���܂�Ȃ��Ǝv���B
�r�[�h�Ȃ�āA�_�����܂����˂�����N�ł���������B
�Ђ��݂�ǂ�ŕt����Z�p����邱�Ƃ��ł���A�܂���l�O���B
��������A�������̃^�i�Ƃ���鎞�قǁA�^���ɂȂ�ˁB
�u�������낻�����ȁv����n�܂������āA���܂�Ȃ��Ǝv���B
298 �F���������P���N�F02/10/04 07:22 ID:sjff3snw
>>295
�𗬂s�h�f�ŁA�^���O�X�e���͏��^�����g���́B
�n�ږ_�͕�ނɍ����������g�p����B
�A���~�͘c�݂��傫���̂ōS���́A���߂ɂ��邪
�S������������ƔM��H���č�Ɛ��������Ȃ��B
�t���n�߂̗n�ڑ��x�ƕ�ނ��M�������Ă���̑��x�̈Ⴂ��
���ӂ��K�v�B
>>297
����
�E�l�ł����H
���Ђ��݂�ǂ�ŕt����Z�p����邱�Ƃ��ł���A�܂���l�O���B
➑̑g�ނƏ��ȐE�l�͕t���ςȂ��ł��K�^�łȂ���ˁB
�ł��A����ȐE�l�ɂ������Đl�ɋ������Ȃ��B
�c�ݎ����n�ڋZ�p��������ł��傤���ˁB
�𗬂s�h�f�ŁA�^���O�X�e���͏��^�����g���́B
�n�ږ_�͕�ނɍ����������g�p����B
�A���~�͘c�݂��傫���̂ōS���́A���߂ɂ��邪
�S������������ƔM��H���č�Ɛ��������Ȃ��B
�t���n�߂̗n�ڑ��x�ƕ�ނ��M�������Ă���̑��x�̈Ⴂ��
���ӂ��K�v�B
>>297
����
�E�l�ł����H
���Ђ��݂�ǂ�ŕt����Z�p����邱�Ƃ��ł���A�܂���l�O���B
➑̑g�ނƏ��ȐE�l�͕t���ςȂ��ł��K�^�łȂ���ˁB
�ł��A����ȐE�l�ɂ������Đl�ɋ������Ȃ��B
�c�ݎ����n�ڋZ�p��������ł��傤���ˁB
���肪�Ƃ��A
�ǂ��ɂ��������A
�����̋������ŗn�ڋ@�����������
�H��͂Ȃ����A�Ɨ����܂����B
�P�O���ɂ̓p���N����Ǝv���A
�d���̓��Ă�����̂�
�ׁX�Ƃ���Ă����܂��B
�ǂ��ɂ��������A
�����̋������ŗn�ڋ@�����������
�H��͂Ȃ����A�Ɨ����܂����B
�P�O���ɂ̓p���N����Ǝv���A
�d���̓��Ă�����̂�
�ׁX�Ƃ���Ă����܂��B
>300
���߂łƂ��I
�d����͎���H�n�ڋ@�œd�������邩��ˁB
���ꂩ�炪���O��ł���A��荇���Ã��C���P�ЃT�u�R�Јʂ�
���T�O�}�\��ڕW�Ɋ撣���Ă��������B
�n�ڋ@�͂b�n2������350�E160�E�s�h�f350�`500�E�A�Z��
�傫�ڂ̍�ƒ�Ղ��ق����ˁB
�K�X���Ɍ����Ē��Âŏ\���ł���B
���߂łƂ��I
�d����͎���H�n�ڋ@�œd�������邩��ˁB
���ꂩ�炪���O��ł���A��荇���Ã��C���P�ЃT�u�R�Јʂ�
���T�O�}�\��ڕW�Ɋ撣���Ă��������B
�n�ڋ@�͂b�n2������350�E160�E�s�h�f350�`500�E�A�Z��
�傫�ڂ̍�ƒ�Ղ��ق����ˁB
�K�X���Ɍ����Ē��Âŏ\���ł���B
302 �F���������P���N�F02/10/04 20:13 ID:iJg/jkOE
�s�h�f�t�ɐ����Ďg���܂��H
303 �F���������P���N�F02/10/04 21:09 ID:7JWmMa2G
>>297
�c�݂�ǂނƌ����Ă��₦����k���x�̗\�����ڈ�t�ł��B
��ʐ��Y�݂����ɓ������̌J��Ԃ��Ȃ��ލ��킹�p�x���͊w�K�o���邯��
�P�i�n�ڂ͗n�ڌ�̘c���ʂ�������Ȃ��u��肭�\���ł��Ȃ����v�B�@
���̎{�H���ŒP�i�n�ڂ̘c�ݑ�ƌ����Θc�ݖh�~�̃c�b�p�������܂��̂�
����t�Ǝv���܂����ǂ��ł��傤�n�ڏ���������܂���
�A���O���ŒI����鎞�͗n�ژc�݂Ƃ��͖��ɂȂ�܂���
�A���O���̍��g�ɂS�~�W�~�R�D�Q�������O���猩�ėn�ڃ�������ڗđR�Ŋm�F�ł��܂�
������X����������g�ł��Č����܂��B
�ł��ŋ߂̑��D�͂�����������Ȃ��̂͗n�ڋZ�p���i�������̂ł��傤���H
>>301
�����ɂ͒��ӂ��܂��傤�B���������u�U�����v�łb�n2���Q�x������܂���
�C����v�Q�O�}��������Ƃ��Ăb�n2�̃X�C�b�`�̓e���p�[���ł͂Ȃ��i�C�t���������߂��܂�
�c�݂�ǂނƌ����Ă��₦����k���x�̗\�����ڈ�t�ł��B
��ʐ��Y�݂����ɓ������̌J��Ԃ��Ȃ��ލ��킹�p�x���͊w�K�o���邯��
�P�i�n�ڂ͗n�ڌ�̘c���ʂ�������Ȃ��u��肭�\���ł��Ȃ����v�B�@
���̎{�H���ŒP�i�n�ڂ̘c�ݑ�ƌ����Θc�ݖh�~�̃c�b�p�������܂��̂�
����t�Ǝv���܂����ǂ��ł��傤�n�ڏ���������܂���
�A���O���ŒI����鎞�͗n�ژc�݂Ƃ��͖��ɂȂ�܂���
�A���O���̍��g�ɂS�~�W�~�R�D�Q�������O���猩�ėn�ڃ�������ڗđR�Ŋm�F�ł��܂�
������X����������g�ł��Č����܂��B
�ł��ŋ߂̑��D�͂�����������Ȃ��̂͗n�ڋZ�p���i�������̂ł��傤���H
>>301
�����ɂ͒��ӂ��܂��傤�B���������u�U�����v�łb�n2���Q�x������܂���
�C����v�Q�O�}��������Ƃ��Ăb�n2�̃X�C�b�`�̓e���p�[���ł͂Ȃ��i�C�t���������߂��܂�
>296
�ł́A�x�`�f���[�U�ł���Ȃ�ǂ��������ǂ��̂ł����H
�ł́A�x�`�f���[�U�ł���Ȃ�ǂ��������ǂ��̂ł����H
305 �F�{�C���[�n�ڎm�F02/10/07 03:39 ID:ALE+IAWm
�Ƃ̉�Ђɗ�������Ă������I�@�֓������ǁE�E�E
306 �F[`�D�L]�F02/10/07 23:50 ID:7pAKCsC9
�y���ɍs���Ă����ł����H
307 �F���E�l�F02/10/09 18:32 ID:789H8VXh
�����A�E���Łu�x���_�[�H�v�̕�W����������
�x���_�[�H���ėn�ڍH�̂��ƁH
�d�����e�́u�����̋Ȃ����H�v�Ƃ��������Ă��������ǁE�E
�������m�b�Ƃ��g���x���_�[�H�������ˁH
�x���_�[�H���ėn�ڍH�̂��ƁH
�d�����e�́u�����̋Ȃ����H�v�Ƃ��������Ă��������ǁE�E
�������m�b�Ƃ��g���x���_�[�H�������ˁH
308 �F���������P���N�F02/10/09 18:44 ID:TgHrPUpG
�x���h���Ȃ���
�m�b�u���[�L�ŋȂ����H��S������E�l�̂��Ƃł���
����Ȃ�ɋZ�p�͂���܂��B
�n�ڂƂ͊W�Ȃ��ł��ˁB
�m�b�u���[�L�ŋȂ����H��S������E�l�̂��Ƃł���
����Ȃ�ɋZ�p�͂���܂��B
�n�ڂƂ͊W�Ȃ��ł��ˁB
�x���_�[���́A
�n�ډ��Ɠ������炢�e�N�j�b�N���K�v���Ǝv����B
�x���_�[�����~���Ɨn�ډ�����J���܂��B
�n�ډ��Ɠ������炢�e�N�j�b�N���K�v���Ǝv����B
�x���_�[�����~���Ɨn�ډ�����J���܂��B
311 �F���������P���N�F02/10/10 22:02 ID:xvbje7YS
>>310
�n�ڂ̕�����������[���@�s����Ƃ�������Ȃ�E�E�E
�n�ڂ̕�����������[���@�s����Ƃ�������Ȃ�E�E�E
312 �F���������P���N�F02/10/10 23:17 ID:Z9DXrOyR
313 �F���������P���N�F02/10/11 02:49 ID:9ArUaCxY
�ǂ�������I
�ł��x���_�[�H���ċ��l���Ȃ�����
�ׂ������Ȃ������ˁ�
�ł��x���_�[�H���ċ��l���Ȃ�����
�ׂ������Ȃ������ˁ�
314 �F���������P���N�F02/10/11 10:46 ID:qpAFVFdp
�x���_�[���A�����[�Ƃ��͂����[��ȁB
�p�x�̃L�c���p�ۃz�b�p���L���C�ɐ܂��Ă���݂̂�ƁA�v�킸���Ȃ�ˁB
�p�x�̃L�c���p�ۃz�b�p���L���C�ɐ܂��Ă���݂̂�ƁA�v�킸���Ȃ�ˁB
���Ѓ��x���̏��E���ƂɂƂ��ẮA
�x���_�[�Ƒg�ݗ��i�n�ځj�̂ł���E�l�͋M�d�ł��B
�}�ʂ����ċȂ��H������ڂʼn�����Έ�l�O�ł��B
�}�ʕ����܂ŏo����������痈�Ă���������Ԃ��Ǝv�ӁB
�x���_�[�Ƒg�ݗ��i�n�ځj�̂ł���E�l�͋M�d�ł��B
�}�ʂ����ċȂ��H������ڂʼn�����Έ�l�O�ł��B
�}�ʕ����܂ŏo����������痈�Ă���������Ԃ��Ǝv�ӁB
316 �F���������P���N�F02/10/11 21:57 ID:R2EXOglZ
>>315
�킽����́A���e�}�ʂ���}�ɓW�J���������ċȂ��đg�ݗ��ā��n�ڂ܂ŏo���鐻�ʗn�ڍH�ł����B���͑S���Ⴄ�Ǝ�Ń��V�H���Ă܂����A���ł��r�͐����Ă�
�Ȃ��Ǝv���܂��B�d���͂����ł��傤���H
�ꐡ��͈łł�����ˁA���̂������B���̐E��A���N�r�`�����p�ɂȂ邩�킩��
�Ȃ��B
�킽����́A���e�}�ʂ���}�ɓW�J���������ċȂ��đg�ݗ��ā��n�ڂ܂ŏo���鐻�ʗn�ڍH�ł����B���͑S���Ⴄ�Ǝ�Ń��V�H���Ă܂����A���ł��r�͐����Ă�
�Ȃ��Ǝv���܂��B�d���͂����ł��傤���H
�ꐡ��͈łł�����ˁA���̂������B���̐E��A���N�r�`�����p�ɂȂ邩�킩��
�Ȃ��B
317 �FGIO�F02/10/14 22:56 ID:rOQXr14h
�n�ڂœ��������ꂽ���A���܂��H
318 �F���H���F02/10/15 22:43 ID:a7W+idYQ
319 �F�f�l�����H�F02/10/16 23:24 ID:Vt7UOWii
�u���v���ĉ��H
320 �F���H���F02/10/17 11:35 ID:9uj9v3UL
�����E�����⌎���ł͖���
���̎d���𐿂��������ɂ���ċ��^�����炤�d�g��
�Ⴆ��
���̗n�ڂň�P�O�O�O�~���T�O���T�O�O�O�O�~�����^�ɂȂ�B
�ٗp�`�Ԃ͉�Ђɂ��F�X�ł��B
�o�C�g���o�Ŏd�����ł���B
���̎d���𐿂��������ɂ���ċ��^�����炤�d�g��
�Ⴆ��
���̗n�ڂň�P�O�O�O�~���T�O���T�O�O�O�O�~�����^�ɂȂ�B
�ٗp�`�Ԃ͉�Ђɂ��F�X�ł��B
�o�C�g���o�Ŏd�����ł���B
321 �F�f�l�����H�F02/10/17 19:07 ID:jo4L+Fpo
���肪�Ƃ��B���S�o�������Ȃ킯�ˁB
322 �F���������P���N�F02/10/23 10:22 ID:fH6Hqy68
�e���~�b�g�n�ڂɂ��ċ����ĉ������B
�e���~�b�g�̃p�E�_�[�͉����Ŕ�����̂ł����H
�n�ڂɓ��ɐݔ��͕K�v�Ȃ��悤�ł����{���ł����H
��낵�����肢���܂��B
�e���~�b�g�̃p�E�_�[�͉����Ŕ�����̂ł����H
�n�ڂɓ��ɐݔ��͕K�v�Ȃ��悤�ł����{���ł����H
��낵�����肢���܂��B
323 �F���������P���N�F02/10/23 22:27 ID:/P26gRuN
�A�[�N�n�ڂ�CO2�������n�ڂ��ׂ�ƁACO2�������n�ڂ̂ق����c���傫���C������B
�C�̂����H�@�N���������[�āB
�C�̂����H�@�N���������[�āB
324 �F���������P���N�F02/10/29 22:59 ID:+XY75T2i
TIG���A���S���H
MIG���ĂȂɁH
CO2���ăK�X�n�ڂ̈��H
MIG���ĂȂɁH
CO2���ăK�X�n�ڂ̈��H
325 �F���������P���N�F02/10/29 23:01 ID:PHSzPxhr
�E�F���_�[�ŗn�ڂ��Ă܂���
326 �F���������P���N�F02/10/29 23:10 ID:OUK1gVYQ
>>325
�����牽�H
�����牽�H
327 �F���������P���N�F02/10/30 16:42 ID:my+5CN7C
328 �F���������P���N�F02/10/30 17:16 ID:EWnreMHW
�d�q�r�[���n�ڂ̎d���A����Ă�l���܂��H
329 �F���������P���N�F02/10/30 20:07 ID:YQ1/fHns
�f�l�ł����B
100V�A�[�N�n�ڋ@�����������Ă��܂����B
12�N�O�����ƁA�Â����ǐV�i�ł��B���z�Ŕ����Ă��܂����B��24��
80A��20�����Ă܂��܂��Ȃ�ł��傤���H
10�~���̓S�̊ۖ_��3�~�������x�̃A���O�����̗n�ڂɎg���\��ł����B
5�N�O�ݔ������������A
�A���O���ŐE��Ŏg���X�`�[�����b�J�[�g�����肵�ėV��ł܂����B
������y���݂ł��B
�؍ނƍ��킹�Ĉ֎q��x���`������ł��B
100V�A�[�N�n�ڋ@�����������Ă��܂����B
12�N�O�����ƁA�Â����ǐV�i�ł��B���z�Ŕ����Ă��܂����B��24��
80A��20�����Ă܂��܂��Ȃ�ł��傤���H
10�~���̓S�̊ۖ_��3�~�������x�̃A���O�����̗n�ڂɎg���\��ł����B
5�N�O�ݔ������������A
�A���O���ŐE��Ŏg���X�`�[�����b�J�[�g�����肵�ėV��ł܂����B
������y���݂ł��B
�؍ނƍ��킹�Ĉ֎q��x���`������ł��B
330 �F���������P���N�F02/10/30 23:15 ID:i+I7SRQ8
>324
TIG�@�^���O�X�e���@�C�i�[�g�@�K�X
MIG�@���^���@�C�i�[�g�@�K�X
CO2�@�Y�_�K�X
�������l�ȋC������E�E�E
TIG�@�^���O�X�e���@�C�i�[�g�@�K�X
MIG�@���^���@�C�i�[�g�@�K�X
CO2�@�Y�_�K�X
�������l�ȋC������E�E�E
331 �F���������P���N�F02/10/30 23:15 ID:QV6QoHOg
332 �F���������P���N�F02/10/31 19:01 ID:fL20VnLx
�o�b�e���n�ڂŏ\���ȋC�����邩�D�D�D
333 �F���������P���N�F02/11/04 20:11 ID:WG7ELFBi
��ʓI�ɂǂ�ȃr�[�h���Y��ȗn�ڂȂ̂ł����H
Tig�n�ځi�������j�Ő^�����ɏł��Ă���n�ڂ͋��x�͎ア�̂ł����H
Tig�n�ځi�������j�Ő^�����ɏł��Ă���n�ڂ͋��x�͎ア�̂ł����H
334 �F���������P���N�F02/11/04 20:33 ID:84Y6HAmf
>>333
����L�c�l�F�����z���Ǝv���
����L�c�l�F�����z���Ǝv���
335 �F���������P���N�F02/11/04 21:50 ID:o3ghcCrr
��̉����ŃG���W���E�F���_�[���Ă��܂����B
��ꂽ�e�[�u���̑���f�X�N�`�F�A�[�Ƃ�����荇�����C������
���K���ł��B
�͂₭�u�ق��`���߂����v�ƌ���ꂽ���ȁI
��ꂽ�e�[�u���̑���f�X�N�`�F�A�[�Ƃ�����荇�����C������
���K���ł��B
�͂₭�u�ق��`���߂����v�ƌ���ꂽ���ȁI
336 �F���������P���N�F02/11/05 23:12 ID:fizClGZw
��ӁI
337 �F���������P���N�F02/11/05 23:14 ID:+v1Av4HS
>>335
�ق��`���߂�����
�ق��`���߂�����
338 �F���������P���N�F02/11/06 10:41 ID:luge++0N
�������K���K�I�r�r�r�r�r�r�I
339 �F���������P���N�F02/11/07 16:37 ID:LAHWORFh
�̏�ɂ��R�N���炢���K����A�ق��`���߂�����
340 �F���������P���N�F02/11/07 18:22 ID:3KUCzFg4
>>333
�x���X�����ǁA�^�����ɏł�����Ď��̓K�X�̗��ʂ����Ȃ���
�Ȃ��H�@�����Ȃ��^���O�X�e�����o�������Ă�Ƃ��A���ɃK�X��
�����Ă���Ƃ��B
�x���X�����ǁA�^�����ɏł�����Ď��̓K�X�̗��ʂ����Ȃ���
�Ȃ��H�@�����Ȃ��^���O�X�e�����o�������Ă�Ƃ��A���ɃK�X��
�����Ă���Ƃ��B
341 �F���������P���N�F02/11/07 20:35 ID:wuFloPeu
342 �F333����Ȃ����ǁB�F02/11/07 23:17 ID:vVG53iyr
Tig�n�ځi�������j�Ő^�����ɏł��Ă���n�ڂ͋��x�͎ア�̂ł����H
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@������������������
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@������������������
343 �F���������P���N�F02/11/08 07:19 ID:S3/shcXu
�e���~�b�g�n�ڂ킩��܂����B
�n�ڗ��\���N�A�������̂ŃX�^�B
�n�ڗ��\���N�A�������̂ŃX�^�B
345 �F���������P���N�F02/11/08 19:20 ID:wVGsIgks
�ǂ��ȂB���x�͎�̂��H
346 �F���������P���N�F02/11/08 23:33 ID:M/+VT2Xc
��Tig�n�ځi�������j�Ő^�����ɏł��Ă���n�ڂ͋��x�͎ア�̂ł����H
���@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@������������������
���ǒN������Ȃ��̂��H
���@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@������������������
���ǒN������Ȃ��̂��H
347 �F���������P���N�F02/11/10 18:32 ID:LYjx5PDY
�j���ł������H
348 �F�b�艮�F02/11/10 19:04 ID:MorYE81Q
>>346
�r�[�h�\�ʁi�n�ڂ����ꏊ�A�g�ږ͗l�j�Ƀu���[�z�[���i���������A
�A���o���Ă���j�������ċK���I�Ȕg�ږ͗l���o���Ă�����ł��낤��
�ł��낤�Ə����F�ł��낤�Ɨn�ڂ̓}�Y���i
����ł������ȁH
�r�[�h�\�ʁi�n�ڂ����ꏊ�A�g�ږ͗l�j�Ƀu���[�z�[���i���������A
�A���o���Ă���j�������ċK���I�Ȕg�ږ͗l���o���Ă�����ł��낤��
�ł��낤�Ə����F�ł��낤�Ɨn�ڂ̓}�Y���i
����ł������ȁH
349 �F���������P���N�F02/11/10 22:18 ID:DaQ9O11S
���t���p�̗n�_�Ȃ�Ă����
350 �F���������P���N�F02/11/10 22:39 ID:R+RAjwmb
���t���͂k�a-�T�Q�s���ˡ
��x�k�a-�T�Q�t���g���Ă݂����
��x�k�a-�T�Q�t���g���Ă݂����
351 �F���������P���N�F02/11/10 22:42 ID:DaQ9O11S
>>350
�k�a-�T�Q�t���ė��g�p����Ȃ������H
�k�a-�T�Q�t���ė��g�p����Ȃ������H
353 �F���@���F02/11/11 07:54 ID:9OqLDFkL
354 �F���������P���N�F02/11/11 19:48 ID:sG1oEkQi
355 �F���������P���N�F02/11/11 22:57 ID:1rsvOvJw
LB�Ńr�[�h���{�R�{�R���ď�肭�����Ȃ��B
���͔s�k�҂��ȁB
���͔s�k�҂��ȁB
357 �F���������P���N�F02/11/13 07:27 ID:vaZYAYT4
SCM440�p�C�v�̓�����S45C�۔����ĖʁX�ŗn�ڂ�������ł����ǁA�n�ږ_�͉����g������ǂ����A
�܂��n�ڂ̍ۂɋC�����邱�Ƃ������Ă��������B
���Ȃ������܂��B
�܂��n�ڂ̍ۂɋC�����邱�Ƃ������Ă��������B
���Ȃ������܂��B
358 �F���������P���N�F02/11/15 20:56 ID:jTwYOZYG
�X���^�C�ɖ߂�悤�����ǁA
�n�ڂ̊y�������ĉ����H
�n�ڂ̊y�������ĉ����H
359 �F���������P���N�F02/11/15 22:09 ID:wXTMiAV1
���������́H
��̓I�ɂǂ̂��炢������Ă�H
��̓I�ɂǂ̂��炢������Ă�H
360 �F���������P���N�F02/11/15 22:31 ID:UFrJ1nCt
�P�������O�ɁA�͂��߂Ăs�h�f��G��܂����
�A�[�N�����c�c(;�L�D`)ʧʧ �ł��āA�V����������
�ڊo�߂Ă��܂��܂����
�A�[�N�����c�c(;�L�D`)ʧʧ �ł��āA�V����������
�ڊo�߂Ă��܂��܂����
361 �F���������P���N�F02/11/16 00:36 ID:AXMUxecT
tig�@���āA�X�S�C�́H�C�C�́H
�D���ʧʧ������
�D���ʧʧ������
362 �F���������P���N�F02/11/16 22:19 ID:tVB2avS6
�������������x���Ⴂ�܂��
�n�ڒ��ɗn�Z������]�����āc�c(;�L�D`)ʧʧ
�����āA�ł����E�G�[�r���O�����āc�c(;�L�D`)ʧʧ
�����P���Ԃقǂ����g���Ȃ��������ǁA�l�łs�h�f�������Ǝv�����炢���Ƃ������
�g�[�`�Ɏ����_��ł�����āA����Ŏ�R�l���K���ėv���s���������悤���Ǝv�����炢�ł��
�n�ڒ��ɗn�Z������]�����āc�c(;�L�D`)ʧʧ
�����āA�ł����E�G�[�r���O�����āc�c(;�L�D`)ʧʧ
�����P���Ԃقǂ����g���Ȃ��������ǁA�l�łs�h�f�������Ǝv�����炢���Ƃ������
�g�[�`�Ɏ����_��ł�����āA����Ŏ�R�l���K���ėv���s���������悤���Ǝv�����炢�ł��
363 �F���������P���N�F02/11/17 00:24 ID:D5HOw1cI
�R�l�R�l�������c
���������A�Ƃ�[��Ƃ��������Ə���
�s�h�f�g�[�`�X�C�b�`�����āA
���܂��������A�t�E�[
����Ӗ��O�݂͂����ȕ����Z�p���Ǝv���B
�s�h�f�g�[�`�X�C�b�`�����āA
���܂��������A�t�E�[
����Ӗ��O�݂͂����ȕ����Z�p���Ǝv���B
365 �F���������P���N�F02/11/17 21:44 ID:Ly+ZLPgA
��������������Ƃ�
���₵�[�[�[�[
���₵�[�[�[�[
366 �F���������P���N�F02/11/17 21:50 ID:D5HOw1cI
�I���́A�r�����Ă邾����ʧʧ���܂�
�X���ƃJ���P�[�Ȃ�����
ID��TIG�Ƃ�MAG�Ƃ��o���z�͐_�ˁB
�X���ƃJ���P�[�Ȃ�����
ID��TIG�Ƃ�MAG�Ƃ��o���z�͐_�ˁB
367 �F���������P���N�F02/11/17 21:58 ID:zJXJ0CJz
����ς�{�E�̕���ʧʧ���Ȃ������Ă���̂ˡ
������ĐE�l�Z�ł���A�������d�オ��͂����Ƃ肷�����ˡ
�܂��R�l�R�l����d�����Ȃ����ȁE�E�E
������ĐE�l�Z�ł���A�������d�オ��͂����Ƃ肷�����ˡ
�܂��R�l�R�l����d�����Ȃ����ȁE�E�E
368 �F���������P���N�F02/11/17 22:11 ID:EQQyx3k9
�c�ƂŎ�̂Ђ�R�l�R�l
369 �F���������P���N�F02/11/17 22:26 ID:zJXJ0CJz
>>368
����͌����肾���炾�߂�
��S�s���Ƀg�[�`�̐�����Ȃ���فX�ƃR�l�R�l
���������R�l�R�l���āA�g�[�`�̐���R�l�R�l���閲�ł�
���҂��Ă˂��
����͌����肾���炾�߂�
��S�s���Ƀg�[�`�̐�����Ȃ���فX�ƃR�l�R�l
���������R�l�R�l���āA�g�[�`�̐���R�l�R�l���閲�ł�
���҂��Ă˂��
370 �F���������P���N�F02/11/18 21:48 ID:HQqJ6ELS
���o��29�ł����ǁA������n�ڍH�ɂȂ�܂����H
���͊�p�ł��B
���͊�p�ł��B
371 �F���������P���N�F02/11/19 13:01 ID:7QeJWWTM
����Ă݂�̂����
�Ă����萶�ނ����X�V
�������낢���B
�Ă����萶�ނ����X�V
�������낢���B
372 �F���������P���N�F02/11/19 19:47 ID:x3Z+7+J6
373 �F370�F02/11/19 20:02 ID:dZG/OqEC
���X�ǂ���
��荇�����n�����s���Ă݂܂�
���̎d�����Ăǂ��䂤�l�������Ă��ł����H
����ς�DQN�Ȑl������������ł����H
��荇�����n�����s���Ă݂܂�
���̎d�����Ăǂ��䂤�l�������Ă��ł����H
����ς�DQN�Ȑl������������ł����H
374 �F���������P���N�F02/11/19 20:27 ID:2AAvzvlQ
���c�p�m�Ȑl������������ł����H
���w�Z�R�N���̎Z�����Z���Z�|�Z���Z���o�������čs���܂��B
���̗ǂ��v�m���������}�ʂ̒ʂ�ɂ����i�ł��B
���w�Z�R�N���̎Z�����Z���Z�|�Z���Z���o�������čs���܂��B
���̗ǂ��v�m���������}�ʂ̒ʂ�ɂ����i�ł��B
375 �F372�F02/11/19 20:58 ID:x3Z+7+J6
�ڂ�dqn�ł�
376 �F���������P���N�F02/11/20 17:58 ID:Ioc/uqET
dqn
377 �F���������P���N�F02/11/21 23:23 ID:LuybP+mh
�~�[�ł��Bϼ�
378 �F���������P���N�F02/11/24 13:54 ID:XpxjmW2X
�݂Ȃ���A�q���[����̖h�o�}�X�N�́A�Ȃɂ��g���Ă܂����H
�R��́A������1005R
�t�B���^�[��A���������Ȃ̂şT
�R��́A������1005R
�t�B���^�[��A���������Ȃ̂şT
���A�R�l�̂X�R�Q�Q���Ďg���̂Ă��g�p�B
��Ў��������NJ�Ƀt�B�b�g���Ȃ��̂��T�B
��Ў��������NJ�Ƀt�B�b�g���Ȃ��̂��T�B
380 �F357�F02/11/28 21:09 ID:0jGejDxq
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�ȁ@�@�@�@�@ �@�@�ȁ@�@���������`�@�@�@�@�@���������`
�@���������` �@�@�@�@�@�@./�@ �R�@�@�@�@�@ ./�@ �R�@�@�@�@�@ ���������`
�@�@�@�@�@�@�@�@�@�@�@�@�@�@ /�@�@�@�R�\�\�\/�@�@�@�R �@�@���������`�@�@���������`
�@�@�@���������`�@ �^�@�@�@�@�@�@�@l�Q�Q�Ql�@�@�@�_ �@�@�@�@�@�@�@���������`
�@�@�@�@�@�@�@�@�@�@�@�@|�@�@�@�@�@ �� �@|�@�@�@ |�@�@���@ |�@�@�^�P�P�P�P�P�P�P�P�P�P�P�P
�@�@�@�@�@�@�@�ց@�@�@ |�@�@ �ց@�@�@�@�@�R�@ ./�@�@�@�@�@|�@���@�˂��A�Ԏ��܂����[�H
�@�@�@�@�@�@�@ �_�_�@�@�_�@ �_�_�@�@�@�@�R/�@�@�@�@ �^ �@�@�_�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�`���@�@�@�@�@�@ �_�_�@�@.���@�_�_�@�@�@�@�@�@�@�@�@�@�R
�@�@�@�`���@�@�@�@�@�_�_/�@�@�@�@�_�_ �@�@�Q�@�@�@�@�@ | �@���������`
�@�@�@�@�@�@�_�P�P�P�P�P�P�P�^�@ /�P�@�@ �R�@�@�@�@/�@�@ �Q
�@�@�@�@�@�@�@ �_������^�P�P�R�@�@�@�@�@�@�@�@/�P�P �^| �@�@�@���������`
�@�@�@�@�@�@�@�@�@�_�Q�Q�Q�^�@�@�@�@�@ �R�Q�Q�Q�Q�^�@�@�^�@ .| �@�@�@�@�@�@�@�@���������`
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �^�@�@ �@| �@���������`
�@�@�@�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�^�@�@�@�@ .|
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@|�@�@�@�@�@�@|�@�@�@�@�@���������`
381 �F���������P���N�F02/11/28 21:24 ID:2SPDHucF
>>357=380
>�܂��n�ڂ̍ۂɋC�����邱�Ƃ������Ă�������
���d�ɋC������B�Ώ��ɋC������B
����ȑO�ɃA���S�����H���������H�A�[�N���H
>�܂��n�ڂ̍ۂɋC�����邱�Ƃ������Ă�������
���d�ɋC������B�Ώ��ɋC������B
����ȑO�ɃA���S�����H���������H�A�[�N���H
382 �F380�F02/11/28 22:19 ID:0jGejDxq
>>381
( �L�t)˿(�L�t`)˿(�t` ) �@�@����ȑO�ɃA���S�����H���������H�A�[�N���H �@�����Ă�
˿˿˿
�@ ��__�ȁȁQ�ȁȁQ�ȁ@�@˿˿˿
�@�i�@�L�́i�@�@�@�@�j�́M�@�j
�@�i �@�i�@�@�@�@�@���@�j
�i �Q�j�i�܁j�i�܁j�_�i�Q�j�
�ޗ����ޗ������ɓ��M���C�ɂ��Ă���ǂˁB
Tig�ECO�Q�EMig�EMag�̂ǂꂩ�ł��K�������̂�����̂Ȃ狳���Ă��炢�����ˁB
>���d�ɋC������B�Ώ��ɋC������B
( �@�,_�T�)��ެȰ�
( �L�t)˿(�L�t`)˿(�t` ) �@�@����ȑO�ɃA���S�����H���������H�A�[�N���H �@�����Ă�
˿˿˿
�@ ��__�ȁȁQ�ȁȁQ�ȁ@�@˿˿˿
�@�i�@�L�́i�@�@�@�@�j�́M�@�j
�@�i �@�i�@�@�@�@�@���@�j
�i �Q�j�i�܁j�i�܁j�_�i�Q�j�
�ޗ����ޗ������ɓ��M���C�ɂ��Ă���ǂˁB
Tig�ECO�Q�EMig�EMag�̂ǂꂩ�ł��K�������̂�����̂Ȃ狳���Ă��炢�����ˁB
>���d�ɋC������B�Ώ��ɋC������B
( �@�,_�T�)��ެȰ�
383 �F���������P���N�F02/11/29 06:56 ID:bEeALE22
���܃K�X�n�ڂ�����Ă�̂ł����A
�_�f�E�A�Z�`�����K�X�̓����i���_�A���_�j
�����������������B
���肢���܂��B
�_�f�E�A�Z�`�����K�X�̓����i���_�A���_�j
�����������������B
���肢���܂��B
384 �F���������P���N�F02/11/29 18:19 ID:Cpsnl0+X
>>379
�����̕@�сB
�����̕@�сB
385 �F���������P���N�F02/11/30 00:36 ID:Pdbxk5d+
>>383
�R�ăK�X���̂��̂��V�[���h�ɂȂ��ėn�ڕ����_�����ɂ����i�Y�_�K�X�Ƃ��A���S���Ɨǂ��������ʁj
�R�ăK�X���̂��̂��V�[���h�ɂȂ��ėn�ڕ����_�����ɂ����i�Y�_�K�X�Ƃ��A���S���Ɨǂ��������ʁj
386 �F���������P���N�F02/12/02 20:37 ID:HAzK9AhJ
�F����Ԃŗn�ڂ���Ǝ_�����Ȃ��E�E�E
�s�������Ƃǂ��Ȃ�ȁH
�F�𗎂Ƃ����l�ȋ�F�Ȃ̂��H
�N���s�����lڽ�����
�s�������Ƃǂ��Ȃ�ȁH
�F�𗎂Ƃ����l�ȋ�F�Ȃ̂��H
�N���s�����lڽ�����
387 �F���������P���N�F02/12/06 16:53 ID:XvJVAKvC
��
�}�W�Ŏ��₵�Ă���̂��H
�}�W�Ŏ��₵�Ă���̂��H
388 �F�J���F02/12/06 18:45 ID:BBreKYtw
>>382
���̔̓��x�����Ⴂ�i���S�ҁj�̂ł��Ȃ��̎���ɂ������ēK��
�͖����ł��B
�n�ڂ̏n���ҏW���i�s�h�f�A�l�`�f�A�A�[�N�A�K�X��킸�j
�̐V�ȃX���b�h�𗧂Ă鎖��������
���̎��͉������Ԃɓ���ĂˁB
���̔̓��x�����Ⴂ�i���S�ҁj�̂ł��Ȃ��̎���ɂ������ēK��
�͖����ł��B
�n�ڂ̏n���ҏW���i�s�h�f�A�l�`�f�A�A�[�N�A�K�X��킸�j
�̐V�ȃX���b�h�𗧂Ă鎖��������
���̎��͉������Ԃɓ���ĂˁB
389 �F���������P���N�F02/12/07 18:42 ID:wkRVKY5J
>>389
�d�q�r�[���n�ڂƂ䂤�Z�p�͒m��܂���ł����B�������ׂ܂������A���Z�_�ޗ��ł��S�R���Ȃ��悤�ł��ˁB
�����A�R�X�g�ʂŌ��������Ȃ��ƂƁA�����̐��i�ł͉ߏ�i���ɂȂ肻���Ȃ��ƂŁA�����I�ł͂���܂���B
���̂Ƃ���A�[�N�_�̑I����ς݁A�q�悩��̕Ԏ��҂��ł��B�i���͂܂����ϒi�K�j
�Ƃɂ����}�W���X���肪�Ƃ��A���ɂȂ�܂����B
�d�q�r�[���n�ڂƂ䂤�Z�p�͒m��܂���ł����B�������ׂ܂������A���Z�_�ޗ��ł��S�R���Ȃ��悤�ł��ˁB
�����A�R�X�g�ʂŌ��������Ȃ��ƂƁA�����̐��i�ł͉ߏ�i���ɂȂ肻���Ȃ��ƂŁA�����I�ł͂���܂���B
���̂Ƃ���A�[�N�_�̑I����ς݁A�q�悩��̕Ԏ��҂��ł��B�i���͂܂����ϒi�K�j
�Ƃɂ����}�W���X���肪�Ƃ��A���ɂȂ�܂����B
391 �F�J���F02/12/08 08:21 ID:ZMww0X9s
���́[�����ăA�[�NOR�A���S���ŗn�ڂł���́H
393 �F���������P���N�F02/12/08 20:23 ID:dRu3TdD3
���̓A���S���ł����ʂ̃A�[�N�ł��o�����B�A���~���͓�Փx�͒Ⴂ�i��
395 �F���������P���N�F02/12/08 23:22 ID:KedM+jEq
>370
�]�T�łȂ��Ǝv���܂��B
��悪��p�Ȃ�Ȃ�������v�ł��B
�撣���Ă��������B
�]�T�łȂ��Ǝv���܂��B
��悪��p�Ȃ�Ȃ�������v�ł��B
�撣���Ă��������B
396 �F���������P���N�F02/12/09 10:20 ID:069H13gZ
>>392
���ʂ͓��̗n�ڂ͂��Ȃ��B���ʂ͋�E�t������
�n�ڂł��Ȃ��͖������A�R�X�g���|����߂��邩��ˁB
����1�`2�~���Ȃ�ǂ����ǒ����ȏゾ�Ɨ]�M���\����
500�ʂ̂s�h�f�ɐ���g�[�`�͕K�v�ł��B
�t����ƌ������n�������o��
�X������Ղ����璍�ӂ��ĂˁB
>>393
�����������ˁ`
���̓A���~�̕����y������
���ʂ͓��̗n�ڂ͂��Ȃ��B���ʂ͋�E�t������
�n�ڂł��Ȃ��͖������A�R�X�g���|����߂��邩��ˁB
����1�`2�~���Ȃ�ǂ����ǒ����ȏゾ�Ɨ]�M���\����
500�ʂ̂s�h�f�ɐ���g�[�`�͕K�v�ł��B
�t����ƌ������n�������o��
�X������Ղ����璍�ӂ��ĂˁB
>>393
�����������ˁ`
���̓A���~�̕����y������
397 �F�E�E�E�F02/12/09 11:27 ID:4jJszS9r
���i1.2mm��)�̃A���~��tig�n�ڂ̃R�c�������Ă���
���ɁA�˂����킹�̌��Ԃ��s�ϓ��Œi�������X����
���ꂢ�ȃr�[�h���o�������̂����E�E�E�E
���ɁA�˂����킹�̌��Ԃ��s�ϓ��Œi�������X����
���ꂢ�ȃr�[�h���o�������̂����E�E�E�E
398 �F���������P���N�F02/12/09 19:33 ID:jOvtcIvj
�p���X���g���܂��傤
399 �F���������P���N�F02/12/09 21:39 ID:xT5D3Eiw
�ڂ��Ă���`�B
�o�l�w�ɂȂ�`�B
�����悭�J���`�B
�������ꂽ���E�E�E�B
�o�l�w�ɂȂ�`�B
�����悭�J���`�B
�������ꂽ���E�E�E�B
400 �F���������P���N�F02/12/10 10:29 ID:YT/P+ASf
>>396
�܁[�A�m���ɓ��͗n�ڂ�胍�[�t���̕����y����ȁi��
�������A�A���~�̃A���S���n�ڂ����͉��x����Ă�����Ȃ��E�E�E
�܁[�A�m���ɓ��͗n�ڂ�胍�[�t���̕����y����ȁi��
�������A�A���~�̃A���S���n�ڂ����͉��x����Ă�����Ȃ��E�E�E
402 �F���������P���N�F02/12/12 23:56 ID:inLSPE7B
�n�ڃh�f�l�Ȃ�ł���
�y�Ђ��݁z����
�ǂ����ďo��̂������Ă��������B
�y�Ђ��݁z����
�ǂ����ďo��̂������Ă��������B
403 �F������@�݂ł��F02/12/13 19:13 ID:IWHQwRmd
�@���������I�n�ڃX�����I�I
���ʃ{�C���[�n�ڎm�A�n�Z�Q���A�e��JIS��{�������̌����ʍH�Ȃ�ł�낵���B
>>392
��~���قǂ̔��œ��̗n�ڂ������Ƃ���YO�I
�A�Z�`�������t���ă\�R�\�R�]�M���Č�TIG�ŗn�ڂ������ƁA���u�b������
��p�������ǂȁI
�@>>397
TIG�ŋɍׂ��n�ږ_�g���ăp���X�Ɓu���K�X�v�łȂ�Ƃ��Ȃ�ׁH
���K�X���Ă̂͗n�ڃK�X�Ƃ͕ʂɁA��ނ̗�������A���S���K�X�Ă�
��邱�ƂȂ��ȁB���ʂ͑�ʂȂ�ǂ����Ă���ł��Ȃ���
�z���b�ƃA�[�N�𗠑������ނ悤�ȋC�����C���[�W���Č��߂�B
�@>>399
�n�ږʂƂ͕ʂɂP�O�O�O�~�T���O���X�����Ƃ��Ɩڂɂ₳�������B
�ڋʏĂ��͎��O��������������ˁB
�@>>402
�u�Ђ��݁v�͂˂��E�E�E�M�����������₦�ďk�ނƌ��̑̐ς��
�������Ȃ��Ă��܂�������N����E�E�E�ł����̂��ȁB
�@�n�ڌ�̂Ђ��݂͂�������҂����ǁA�t�ɂЂ��݂𗘗p����u����ߔM�v
�ŋ�����ό`�����鎖���������B
�@�\�R�\�R�̌����̔�n�ڂ��遨�Ȃ��遨�n�ڌ��̗������o�[�i�[�ŃT�b���t��
�������ċ}�₷�遨�قڐ^�������ɖ߂�B
�@�Ȃ�āA�Ђ��݂łЂ��݂������悤�Ȏ����悭������ȁA�Ή������t�����
�͌o�����Ȃ��Ɛg�ɕt����ˁA����ρB
���ʃ{�C���[�n�ڎm�A�n�Z�Q���A�e��JIS��{�������̌����ʍH�Ȃ�ł�낵���B
>>392
��~���قǂ̔��œ��̗n�ڂ������Ƃ���YO�I
�A�Z�`�������t���ă\�R�\�R�]�M���Č�TIG�ŗn�ڂ������ƁA���u�b������
��p�������ǂȁI
�@>>397
TIG�ŋɍׂ��n�ږ_�g���ăp���X�Ɓu���K�X�v�łȂ�Ƃ��Ȃ�ׁH
���K�X���Ă̂͗n�ڃK�X�Ƃ͕ʂɁA��ނ̗�������A���S���K�X�Ă�
��邱�ƂȂ��ȁB���ʂ͑�ʂȂ�ǂ����Ă���ł��Ȃ���
�z���b�ƃA�[�N�𗠑������ނ悤�ȋC�����C���[�W���Č��߂�B
�@>>399
�n�ږʂƂ͕ʂɂP�O�O�O�~�T���O���X�����Ƃ��Ɩڂɂ₳�������B
�ڋʏĂ��͎��O��������������ˁB
�@>>402
�u�Ђ��݁v�͂˂��E�E�E�M�����������₦�ďk�ނƌ��̑̐ς��
�������Ȃ��Ă��܂�������N����E�E�E�ł����̂��ȁB
�@�n�ڌ�̂Ђ��݂͂�������҂����ǁA�t�ɂЂ��݂𗘗p����u����ߔM�v
�ŋ�����ό`�����鎖���������B
�@�\�R�\�R�̌����̔�n�ڂ��遨�Ȃ��遨�n�ڌ��̗������o�[�i�[�ŃT�b���t��
�������ċ}�₷�遨�قڐ^�������ɖ߂�B
�@�Ȃ�āA�Ђ��݂łЂ��݂������悤�Ȏ����悭������ȁA�Ή������t�����
�͌o�����Ȃ��Ɛg�ɕt����ˁA����ρB
404 �F������@�݂ł��F02/12/13 19:24 ID:IWHQwRmd
>>357
�@���[�݂�A�p�C�v����SUS��SGP�ǂ�����������ƂȂ��̂��B
�����ėL��p�C�v�n�ڂȂ̂͂킩����ǁE�E�E�B
�@�n�ڍޗ��E�M�Ǘ��ɂ��Ă͗n�ږ_�����Ă�Ǝ҂��A�_�|�ɓd�b�����
�����Ă��ꂻ���B
�@������́A�J����L���C�ɂ��鎖�Ɨ����ċ��̍���͎���Ƃ�
��w�ڂ͖_��C���Ŏ��M�Ȃ����TIG�ł��ăg�R���˂��B
�@���[�݂�A�p�C�v����SUS��SGP�ǂ�����������ƂȂ��̂��B
�����ėL��p�C�v�n�ڂȂ̂͂킩����ǁE�E�E�B
�@�n�ڍޗ��E�M�Ǘ��ɂ��Ă͗n�ږ_�����Ă�Ǝ҂��A�_�|�ɓd�b�����
�����Ă��ꂻ���B
�@������́A�J����L���C�ɂ��鎖�Ɨ����ċ��̍���͎���Ƃ�
��w�ڂ͖_��C���Ŏ��M�Ȃ����TIG�ł��ăg�R���˂��B
405 �F���������P���N�F02/12/13 19:33 ID:DGDU8HrB
������@�݂ł肳��
���Ȃ��̂悤�Ȑl�̓o���҂��Ă���܂����B
�����i�l���S�j�̗n�ڂɕt���ċ����Ă��������B
�f�ʂ��Q�O�����~�T�O�������炢�̒������i���܂�Ă��܂��܂���
���̕��i�̗n�ڏC���̃m�E�n�E����`�����������B
���Ȃ��̂悤�Ȑl�̓o���҂��Ă���܂����B
�����i�l���S�j�̗n�ڂɕt���ċ����Ă��������B
�f�ʂ��Q�O�����~�T�O�������炢�̒������i���܂�Ă��܂��܂���
���̕��i�̗n�ڏC���̃m�E�n�E����`�����������B
406 �F�S�O�T�F02/12/13 19:38 ID:DGDU8HrB
�������i�̌`��͒��a�R�O�O�����̃h�[�i�c��̕��ł��B
�j�������͂Q�ӏ��@
�j�������͂Q�ӏ��@
407 �F������@�݂ł��F02/12/13 19:43 ID:IWHQwRmd
�����́E�E�E���߂����I
�@�����A�n�ڂ̃e�L�X�g�����ł��u�����n�ڂ̃v���ƌĂ��
�Z�\�҂ł�����������邱�Ƃ�����v�Ƃ�������Ă��邮�炢
�����˂��B
�@�핞�A�[�N�n�ږ_�Łu�����n�ږ_�v�͂��邯�ǁE�E�E�E�`�͉�]
������n���h���̕�C�����E�t���ł���Ă��ȁB
�@��Ń|���|���Ƃꂿ����Ă��̂ǒ����Ă����ǁB
�@�n�ڂ̏ꍇ�A�]�M�Ɨ�p�ɋC������i������A�F�ŏ�������
��₷�j���Ă��ƂƁA���E�t���̕�����蒼�����Ղ��i���s���Ă�
���E���T���_�[�Ŏ���Ă���j���ăg�R���˂��B
�@���E�t����n�ږ_�̎��͋Ǝ҂���ɕ����ĂˁB
�@���ATIG�ł�낤�Ƃ��Ⴟ�Ⴞ�߂���I�u�N�u�N�A��������
�����Ⴕ�˂����A�����Ă����U����邩��ˁB
�@�����A�n�ڂ̃e�L�X�g�����ł��u�����n�ڂ̃v���ƌĂ��
�Z�\�҂ł�����������邱�Ƃ�����v�Ƃ�������Ă��邮�炢
�����˂��B
�@�핞�A�[�N�n�ږ_�Łu�����n�ږ_�v�͂��邯�ǁE�E�E�E�`�͉�]
������n���h���̕�C�����E�t���ł���Ă��ȁB
�@��Ń|���|���Ƃꂿ����Ă��̂ǒ����Ă����ǁB
�@�n�ڂ̏ꍇ�A�]�M�Ɨ�p�ɋC������i������A�F�ŏ�������
��₷�j���Ă��ƂƁA���E�t���̕�����蒼�����Ղ��i���s���Ă�
���E���T���_�[�Ŏ���Ă���j���ăg�R���˂��B
�@���E�t����n�ږ_�̎��͋Ǝ҂���ɕ����ĂˁB
�@���ATIG�ł�낤�Ƃ��Ⴟ�Ⴞ�߂���I�u�N�u�N�A��������
�����Ⴕ�˂����A�����Ă����U����邩��ˁB
408 �F������@�݂ł��F02/12/13 19:46 ID:IWHQwRmd
�d������̕�C�Ȃ�Ƃ������A�d���Ŏ�����킯����Ȃ���ˁH
�d���Ȃ瑬�U�L�����Z���������Đ��E�Ɋۓ������I�X�X������B
�d���Ȃ瑬�U�L�����Z���������Đ��E�Ɋۓ������I�X�X������B
409 �F������@�݂ł��F02/12/13 19:48 ID:IWHQwRmd
�@�ǂ�����C�Œ����_�g���Ď������ǁA����ς芄��Ă܂��n��
���J��Ԃ��E�E�E�炵���B
���J��Ԃ��E�E�E�炵���B
410 �F�S�O�T�F02/12/13 20:09 ID:DGDU8HrB
������@�݂ł肳��
����ς蒒���n�ڂ͖����Ȃ�ł����B
���̏��ɂ������̃v�[���\�����ꂽ�Ƃ��n���h�����������Ƃ�
�S�Ɠ������o�ŗn�ڂ̈˗����悭�����ł��B���̎��킽���������͗n�ڂ������܂���
�ƕԎ������Ă��܂����������ꉞ�v���Ȃ̂Œf�鎞�c�O�ȋC�����ł����ς��ł��B
�R�`�S�N�O�A�m�g�j�̔ԑg�ŗn�ڐE�l��Ƃ���グ�Ă��܂�����������ꂽ�Ǝv���܂���
���q�S�T���炢�ŏ�������g�A�[�N���I�@�e����V�O�Όa�P���ʂ̒��������O�M�A
�̊�����K�X�n�ځH�ŏC�����Ă��܂����i�f�ʂ͂T�O�~�T�O���炢�j
�Ό��͂��Ȃ�傫�ȕ����g�p���Ă����悤�ł��B�܂��n�ڃ����Ƃ͊W�Ȃ�����
���M���Ă��܂����B
����ς蒒���n�ڂ͖����Ȃ�ł����B
���̏��ɂ������̃v�[���\�����ꂽ�Ƃ��n���h�����������Ƃ�
�S�Ɠ������o�ŗn�ڂ̈˗����悭�����ł��B���̎��킽���������͗n�ڂ������܂���
�ƕԎ������Ă��܂����������ꉞ�v���Ȃ̂Œf�鎞�c�O�ȋC�����ł����ς��ł��B
�R�`�S�N�O�A�m�g�j�̔ԑg�ŗn�ڐE�l��Ƃ���グ�Ă��܂�����������ꂽ�Ǝv���܂���
���q�S�T���炢�ŏ�������g�A�[�N���I�@�e����V�O�Όa�P���ʂ̒��������O�M�A
�̊�����K�X�n�ځH�ŏC�����Ă��܂����i�f�ʂ͂T�O�~�T�O���炢�j
�Ό��͂��Ȃ�傫�ȕ����g�p���Ă����悤�ł��B�܂��n�ڃ����Ƃ͊W�Ȃ�����
���M���Ă��܂����B
411 �F������@�݂ł��F02/12/13 20:25 ID:IWHQwRmd
�\�����ĂȂ���E�E�E������������I
�@��������g���[�̂��������ˁB
���̓R���e�X�g�����ɉ������c�����X�~�����g�A�������g����������
��������E�E�ELB�T�Q�G���`�B
�@�����̘b�ɖ߂�ƃK�X�n�ڂ́A���Ȃ�}�C���h�Ȓ��������Ǝv����B
���ꂪ�K������̂��ȁH
�@�W�����g�R�t��̂́A�Ǖ��I�ȋ}���M��h���Ǐ��I�Ȏc�����͂��c��
�̂�h���ׁE�E�E�ƒm���������@���Ă݂�ł���B
�@
�@��������g���[�̂��������ˁB
���̓R���e�X�g�����ɉ������c�����X�~�����g�A�������g����������
��������E�E�ELB�T�Q�G���`�B
�@�����̘b�ɖ߂�ƃK�X�n�ڂ́A���Ȃ�}�C���h�Ȓ��������Ǝv����B
���ꂪ�K������̂��ȁH
�@�W�����g�R�t��̂́A�Ǖ��I�ȋ}���M��h���Ǐ��I�Ȏc�����͂��c��
�̂�h���ׁE�E�E�ƒm���������@���Ă݂�ł���B
�@
412 �F������@�݂ł��F02/12/13 20:45 ID:IWHQwRmd
�������Č����Ύv���o�����B
�z���_�R���N�V�����z�[���t���̃��X�g�A���[�������̘b�B
�u�͕̂��������ĂˁE�E�E�����ŏo�����V�����_�[�u���b�N���������
�u���b�N�ɘm�ŏo�����ĕU���J���Ĕ킹�ĉ�t���ĂˁA������������
�����ɊD����u���b�N�@��o���ėn�ڂ��ĂˁA�D�ɕ��ł��炭�u����
��������E�E�E�B�v
�@����ȕ��@�ŗ]�M�Ə��������Ȃ��A�Ɗ��S��������������܂��B
�@
�z���_�R���N�V�����z�[���t���̃��X�g�A���[�������̘b�B
�u�͕̂��������ĂˁE�E�E�����ŏo�����V�����_�[�u���b�N���������
�u���b�N�ɘm�ŏo�����ĕU���J���Ĕ킹�ĉ�t���ĂˁA������������
�����ɊD����u���b�N�@��o���ėn�ڂ��ĂˁA�D�ɕ��ł��炭�u����
��������E�E�E�B�v
�@����ȕ��@�ŗ]�M�Ə��������Ȃ��A�Ɗ��S��������������܂��B
�@
413 �F���������P���N�F02/12/13 23:33 ID:ULyrc1/1
���́A�����̃n���h�����܂ꂽ��A�{�X�����ꂽ�肵���Ƃ��́A�v�d�k309�ł����B
�����p�̃A�[�N�_�����Y��ɂ��B
�����܂ł��A���Г��̏C���ł������Ȃ����ǂˁB
�����p�̃A�[�N�_�����Y��ɂ��B
�����܂ł��A���Г��̏C���ł������Ȃ����ǂˁB
�݂ł肳��B�ݸ��I
304�̔�����Ă��ł����A
�ׂ��ڂ��ɂȂ��Ă��܂ӁB
304�̔�����Ă��ł����A
�ׂ��ڂ��ɂȂ��Ă��܂ӁB
415 �F���������P���N�F02/12/14 00:53 ID:BPdo6Apx
���Ă̌������F����N���A�����M�����ō���l�C�̃_�C�G�b�g�T�v���u�Ȕ��v��
�ǂ����������������ł����Ă��܂��B
�P���킸���P�J�v�Z���ŃX�����A�b�v�ł�����S�y�X�_�C�G�b�g�I
�����͊����o�C�A�O���u�КF���v�A�u�a�͐_�v���ǂ��������������ł��I
�ً}��D��i�A�t�^�[�s���j���p�ʃs���u�}�[�x�����v�A�R�T�܃v���U�b�N���������I
���̖тŔY�ދM���ɂ͂��̂P�O�P�̍ŐV�łP�O�P�f�A�_�[�o�I�ł�����߂Ă��������t�T�t�T�I
http://mailiam.net/ultimateshop/
http://ultimateshop.jpn.ch/
http://urlto.net/ultimateshop/
�i��L�R�̓��q����Ղ����̂��炢�炵�Ă��������j
416 �F�S�O�T�F02/12/14 08:20 ID:JULVoYGn
>>413
�v�d�k�R�O�X�̓X�e�����X�n�̃A�[�N�_�ł��傤���H
�����_�͍����Ȃ̂ŃX�e���_�Œ�����t���Ă���܂��i�ʖڂ��Ƃ�
��肭�t���Ă�l�ł����Ԃ��o�ƋT�������n���}�[�Œ@���Ƃ��̕���
����|�b�L������Ă��܂��܂��@
�����̓G���W���̃s�X�g�������O�̔p����_�̑��Ɏg�p���K�X�n�ڂ��܂�
����͂莞�Ԃ��o�Ɗ��ꂪ���Ďg�����ɂȂ�܂���B
�n���h���Ƃ����o�[�͢�݂ł裂���̌�����悤�ɐ^�J���E�łȂ�Ƃ��K��
������Ă��܂��B
�g�o����������ƒ����n�ڂ��Ŕɋ��������Ə��⒒���̗n�ڂȂ炱�̐l��
���߁A�Ȃǂ̃y�[�W������܂����̐S�̃m�E�n�E�ɕt���Ă̋L���͑S����������܂���
�v�d�k�R�O�X�̓X�e�����X�n�̃A�[�N�_�ł��傤���H
�����_�͍����Ȃ̂ŃX�e���_�Œ�����t���Ă���܂��i�ʖڂ��Ƃ�
��肭�t���Ă�l�ł����Ԃ��o�ƋT�������n���}�[�Œ@���Ƃ��̕���
����|�b�L������Ă��܂��܂��@
�����̓G���W���̃s�X�g�������O�̔p����_�̑��Ɏg�p���K�X�n�ڂ��܂�
����͂莞�Ԃ��o�Ɗ��ꂪ���Ďg�����ɂȂ�܂���B
�n���h���Ƃ����o�[�͢�݂ł裂���̌�����悤�ɐ^�J���E�łȂ�Ƃ��K��
������Ă��܂��B
�g�o����������ƒ����n�ڂ��Ŕɋ��������Ə��⒒���̗n�ڂȂ炱�̐l��
���߁A�Ȃǂ̃y�[�W������܂����̐S�̃m�E�n�E�ɕt���Ă̋L���͑S����������܂���
417 �F���������P���N�F02/12/14 17:20 ID:uIHuJmfp
418 �F������@�݂ł��F02/12/14 18:33 ID:aqwsIyR9
�@>>413
309���ēS��SUS��n�ڂ��鎞�Ɏg���n�ڍޗ��Ɏg����X�e�����X���ˁB
�n�ڕ����̃X�e�����X���S���ċ��x���҂��ł����̂�
���̏ꂵ�̂��ɂ͂Ȃ��Ă�����˂��A�������̎v���o�����B
�@����鏊��>>417�݂����ɃT���b�ƌ����̂Ő��Ԃ̍L����������ł���B
�@>>417 �����x�R�{�R�ɂȂ炸�n�ڂ���͓̂���X�ˁB
�u�Ȃ����Ă������v���x�̋��x�ł悯������T�[�b��TIG�ŗn���_
����ꂸ���r�߂��Ⴆ�������ǁE�E�E�B
�c�̑召�͗n�ړ��M�̑召�������ł��闦���������A�u�X�e���͓S��3�{�Ђ��ށv
�Ƃ�������ꂽ�Ȃ��B
�@�������r�߂�R�c�̓g�[�`���|���C���ŁA�n�Z�r�悩�����������
�d�ɂ𑖂点����ăC���[�W�ł���Ă��܂�����B
�@�悭�Ԃ�o�C�N�̍����ȃh���X�A�b�v�p�[�c��}�t���[�Ȃ��n�ڌ������
�u�r�߂Ă邾������I�v
�Ƃ����_�ňނ����肵�܂��H
���̊W��������ǁA�Ȃ˂��B
309���ēS��SUS��n�ڂ��鎞�Ɏg���n�ڍޗ��Ɏg����X�e�����X���ˁB
�n�ڕ����̃X�e�����X���S���ċ��x���҂��ł����̂�
���̏ꂵ�̂��ɂ͂Ȃ��Ă�����˂��A�������̎v���o�����B
�@����鏊��>>417�݂����ɃT���b�ƌ����̂Ő��Ԃ̍L����������ł���B
�@>>417 �����x�R�{�R�ɂȂ炸�n�ڂ���͓̂���X�ˁB
�u�Ȃ����Ă������v���x�̋��x�ł悯������T�[�b��TIG�ŗn���_
����ꂸ���r�߂��Ⴆ�������ǁE�E�E�B
�c�̑召�͗n�ړ��M�̑召�������ł��闦���������A�u�X�e���͓S��3�{�Ђ��ށv
�Ƃ�������ꂽ�Ȃ��B
�@�������r�߂�R�c�̓g�[�`���|���C���ŁA�n�Z�r�悩�����������
�d�ɂ𑖂点����ăC���[�W�ł���Ă��܂�����B
�@�悭�Ԃ�o�C�N�̍����ȃh���X�A�b�v�p�[�c��}�t���[�Ȃ��n�ڌ������
�u�r�߂Ă邾������I�v
�Ƃ����_�ňނ����肵�܂��H
���̊W��������ǁA�Ȃ˂��B
419 �F������@�݂ł��F02/12/14 18:36 ID:aqwsIyR9
�@�����X�}���X�A���̌���>>414�ɂł����B
420 �F����x�n�F02/12/14 23:34 ID:Ug2ERBSy
�u�r�߂Ă邾������I�v
���邠�邗
���邠�邗
421 �F���������P���N�F02/12/14 23:49 ID:lVE5kGAb
��F�̃��b�L�p�[�c�̐ڍ��������Ă����F�ɂȂ���
�u�����ɂ��v���ăJ���W������A�f�l����ɂ͉���Ȃ��Ƃ���㩁B
���s���̐U���ɂ����ς����������A����ł��ǂ��̂�������ǁi��
�u�����ɂ��v���ăJ���W������A�f�l����ɂ͉���Ȃ��Ƃ���㩁B
���s���̐U���ɂ����ς����������A����ł��ǂ��̂�������ǁi��
422 �F���������P���N�F02/12/15 00:00 ID:V4OPRImr
�o�C�N���ɕ���������
���̐F�͂킴�Ɨ��Ƃ��Ȃ��炵������
�o�t�Ŏd�グ�����Փ��ɋ����
���̐F�͂킴�Ɨ��Ƃ��Ȃ��炵������
�o�t�Ŏd�グ�����Փ��ɋ����
423 �F���������P���N�F02/12/15 00:15 ID:/9qqVpOh
�����Ԃ̃G���W�����[���Ȃ݂�ƁA���[�J�[���Ƃɗn�ڂ̈Ⴂ�������Ėʔ����A
�ނ����̊O�ԂȂA�������r�[�h�Ղ��B
�ނ����̊O�ԂȂA�������r�[�h�Ղ��B
>>391
���A�[�N�_�͉��ɂ���܂������H�ǂ�������Ă��������B�i�k�a�n�H
590N/�o�u���@�ᐅ�f�n�ł���B
�����A�_�˂���LB�ł��ˁB
���Ȃ݂ɁA���̎d�����ł����͗l�B
�M�������Ȃ��Ă�HRC50����Ɗ��Ⴂ���Ă�q�炵����ŁA
���܂��ł悩�����Ƃ������Ă܂ӁB
����ɂ��Ă��A�����ԓ��₩�ɂȂ����ˁB
�ǃX���ł��Ȃ��B
���A�[�N�_�͉��ɂ���܂������H�ǂ�������Ă��������B�i�k�a�n�H
590N/�o�u���@�ᐅ�f�n�ł���B
�����A�_�˂���LB�ł��ˁB
���Ȃ݂ɁA���̎d�����ł����͗l�B
�M�������Ȃ��Ă�HRC50����Ɗ��Ⴂ���Ă�q�炵����ŁA
���܂��ł悩�����Ƃ������Ă܂ӁB
����ɂ��Ă��A�����ԓ��₩�ɂȂ����ˁB
�ǃX���ł��Ȃ��B
425 �F������@�݂ł��F02/12/15 17:13 ID:HELYVV23
>>420-422
�@�u�r�߂�v�Ƃ����\�����@�͑S���I�ɵ����Ȃ��ˁi��
���F�̗n�ڐՂŁu�A���S���n�ڂ��܂����I�v���ăA�s�[�����������̂���
���ꎞ�ԁi��
�@>>423
�O�l���Ĕ������n�ڂ��z�b�g�{���h���Ȃ��Ǝv���Ă��Ȃ�����
����i��
>>424
�n�ڂ��̐��ʂ�DQN�Ă�肳��Ȃ��y���i��
�@�Ƃ���ʼn����o�C�N����Ă��ł����A�t���[���ȂŎg����
�u�N�������|�v�̗n�ڂ��Ă͓̂K�����n�ڍޗ��g���Γ��ʁA�O��̏���
�͗v��Ȃ���ł����˂��H
�@
�@�u�r�߂�v�Ƃ����\�����@�͑S���I�ɵ����Ȃ��ˁi��
���F�̗n�ڐՂŁu�A���S���n�ڂ��܂����I�v���ăA�s�[�����������̂���
���ꎞ�ԁi��
�@>>423
�O�l���Ĕ������n�ڂ��z�b�g�{���h���Ȃ��Ǝv���Ă��Ȃ�����
����i��
>>424
�n�ڂ��̐��ʂ�DQN�Ă�肳��Ȃ��y���i��
�@�Ƃ���ʼn����o�C�N����Ă��ł����A�t���[���ȂŎg����
�u�N�������|�v�̗n�ڂ��Ă͓̂K�����n�ڍޗ��g���Γ��ʁA�O��̏���
�͗v��Ȃ���ł����˂��H
�@
426 �F���������P���N�F02/12/15 17:37 ID:/9qqVpOh
427 �F424�F02/12/15 18:04 ID:o34rjvKW
>>425
�A�����̖_�Ō㏈���̗v��Ȃ����̂�����炵���ł���B
�ޗ����N���������낤���������낤���ً������낤��OK�������ł��B
����1����������P���~�͉���Ȃ��悤�ŁA�����A�z���ƁE�E�E
���M�����Ȃ菭�Ȃ��炵���A�����ȕ�������Ă�Ƃ��͎g���Ă���Ƃ̎��B
�������b����ŃX�}�\�B
�A�����̖_�Ō㏈���̗v��Ȃ����̂�����炵���ł���B
�ޗ����N���������낤���������낤���ً������낤��OK�������ł��B
����1����������P���~�͉���Ȃ��悤�ŁA�����A�z���ƁE�E�E
���M�����Ȃ菭�Ȃ��炵���A�����ȕ�������Ă�Ƃ��͎g���Ă���Ƃ̎��B
�������b����ŃX�}�\�B
428 �F�S�O�T�F02/12/15 18:33 ID:2B94ZaMW
���X�A����/1���~�łȂ�ł������H
�ƌ������Ƃ͂R�D�Q�����_1�{�łT�O�O�~���ĂƂ����B
���Y�̏��j�b�P�������_�i�]����ɗ����Ȃ����j���P�O�O�O�~������
���̂T�O�O�~�̖_�g���Č������B
�T�O�O�~�{�Z�p���S�O�O�O�~�Œ����n�ڂT�O�O�O�~�Ȃ�������B
�ƌ������Ƃ͂R�D�Q�����_1�{�łT�O�O�~���ĂƂ����B
���Y�̏��j�b�P�������_�i�]����ɗ����Ȃ����j���P�O�O�O�~������
���̂T�O�O�~�̖_�g���Č������B
�T�O�O�~�{�Z�p���S�O�O�O�~�Œ����n�ڂT�O�O�O�~�Ȃ�������B
429 �F������@�݂ł��F02/12/16 23:41 ID:vWnbJIWU
�Ȃ������ȁB
�P�Ԃ̕��i������ȂŃ��E�t���̎����̔����Ă�̂�A���̍ޗ��B
�u��������t���܂��v�u���ƃA���~������ł��I�v�u�s�����ł��g���܂��B�v
�����n�߂�ƍ��R�̐l������A�Œ��O�̂��ꂩ���l�i�����ƌ��\�Ȓl�i�Ȃ��
�T�[�b�Ɛl�������Ƃ����i��
�@�I�[�X�g�����A�����I�[�X�g���A����̗A�����Ƃ��A����o���̌����L�[��
�T���Ă邯�ǂ܂��q�b�g�����A�l����Ŕ����ɂ̓}�W�ō��������̂�����
�������良���Ă���ǂˁi����
�P�Ԃ̕��i������ȂŃ��E�t���̎����̔����Ă�̂�A���̍ޗ��B
�u��������t���܂��v�u���ƃA���~������ł��I�v�u�s�����ł��g���܂��B�v
�����n�߂�ƍ��R�̐l������A�Œ��O�̂��ꂩ���l�i�����ƌ��\�Ȓl�i�Ȃ��
�T�[�b�Ɛl�������Ƃ����i��
�@�I�[�X�g�����A�����I�[�X�g���A����̗A�����Ƃ��A����o���̌����L�[��
�T���Ă邯�ǂ܂��q�b�g�����A�l����Ŕ����ɂ̓}�W�ō��������̂�����
�������良���Ă���ǂˁi����
430 �F������@�݂ł��F02/12/16 23:43 ID:vWnbJIWU
�u�l�n�s�nmaintenance�v���ł��O�ɏЉ��Ă��悤�ȁE�E�E�C������B
431 �F���������P���N�F02/12/17 21:34 ID:vkGmbsq/
�v���W�F�N�gX�ɗn�ڍH���o�Ă�
432 �F���������P���N�F02/12/17 22:02 ID:gXm+zHGD
tvν�
433 �F�T�[�r�X���F02/12/18 09:35 ID:8GyLwV7K
�킽���͖^���[�J�[�̃T�[�r�X�}���ł���
�K�X�n�ڂ̓��̂낤�t���i��낤�@���܂ɋ�낤�j���Ă̂�����Ă܂�
�n�ڋZ�t�̕��X�ɂ͊ȒP���Ďv��ꂪ���ł�������������ς������肵�܂�
�낤�t�����镔�i�͂��������P�S�O���œ������Ă��쓮�s�ǂɂȂ�܂���
�ꏊ���I�ׂȂ��@�Ό�����̕��ɂނ��Ă��͓̂��풃�ю������@
����ł��āA�܂�������̎��̃G�A�R���̒��������Ƃ̂��q����̗������������̂͂����킹�ł��B
�K�X�n�ڂ̓��̂낤�t���i��낤�@���܂ɋ�낤�j���Ă̂�����Ă܂�
�n�ڋZ�t�̕��X�ɂ͊ȒP���Ďv��ꂪ���ł�������������ς������肵�܂�
�낤�t�����镔�i�͂��������P�S�O���œ������Ă��쓮�s�ǂɂȂ�܂���
�ꏊ���I�ׂȂ��@�Ό�����̕��ɂނ��Ă��͓̂��풃�ю������@
����ł��āA�܂�������̎��̃G�A�R���̒��������Ƃ̂��q����̗������������̂͂����킹�ł��B
434 �F���^�n�ڍH�F02/12/19 16:28 ID:xZ4DNxdC
�}�O�i�R�O�R�s�@���ꂪ�I�[���}�C�e�[��TIG�n�ږ_�ƃ��[�J�[�������Ă���B
�������M�p�ł��Ȃ��B�Ȃ��Ȃ�ANAK��SKD�������_��OK�Ȃ킫��Ȃ��B
���^�n�ڗp�̖_�́A�P�s�W�O�O�O�~�`�P�Q�O�O�O�~�ʂ͂��܂���B
�������M�p�ł��Ȃ��B�Ȃ��Ȃ�ANAK��SKD�������_��OK�Ȃ킫��Ȃ��B
���^�n�ڗp�̖_�́A�P�s�W�O�O�O�~�`�P�Q�O�O�O�~�ʂ͂��܂���B
435 �F������݂ł��F02/12/19 18:31 ID:vAIzCnh8
�@>>433
����A���E�t���̕�������ł���B
�Ȃ��Ȃ��_���L���C�ɗn���Ȃ����A�_�}�ɂȂ��čL����Ȃ��B
���ǂȂǂ�R��Ȃ��t����X�L���̓X�S�C�Ǝv���܂���B
�@>>434
�}�O�i�R�O�R�Ō��������Ă����M�t�H�[�������o�Ă��܂���
�����L�����Ă��_�Ƃ͈Ⴄ�����ۂ�����B
�@�������������n�j�H�Ȃ��ˁA�u�|�v�Ƃ��Ă���_�Œ����ɂ�
�Խ��ł����B
�@���^�n�ځE�E�E���I�ɂ͐_�X�L���ł��B
�m�`�j�A�r�j�c�͉��̗��ł����H�A���~�L���h�|�Ƃ��̎��Ȃ�ł����ˁH
����A���E�t���̕�������ł���B
�Ȃ��Ȃ��_���L���C�ɗn���Ȃ����A�_�}�ɂȂ��čL����Ȃ��B
���ǂȂǂ�R��Ȃ��t����X�L���̓X�S�C�Ǝv���܂���B
�@>>434
�}�O�i�R�O�R�Ō��������Ă����M�t�H�[�������o�Ă��܂���
�����L�����Ă��_�Ƃ͈Ⴄ�����ۂ�����B
�@�������������n�j�H�Ȃ��ˁA�u�|�v�Ƃ��Ă���_�Œ����ɂ�
�Խ��ł����B
�@���^�n�ځE�E�E���I�ɂ͐_�X�L���ł��B
�m�`�j�A�r�j�c�͉��̗��ł����H�A���~�L���h�|�Ƃ��̎��Ȃ�ł����ˁH
436 �F�S�O�T�F02/12/19 19:35 ID:LJ4RE0bC
>>433
���������Ƌ�E�̎g�������͔@������Ă��܂����H
�����A���������͕\�ʂ̕������������ۑ��������Ȃ��i�Ԃňړ����j�̂�
��E���g���Ă��܂��B
���x�I�ɂ���E���������ł��B
�V�z����̃G�A�R���z�Ǘn�ځi���E�t���j�𗊂܂ꂽ���������ĉk��̎�����
�o���Ȃ��Ă��̂܂ܓ��������V����Ă��܂����B
�ł��A���̌�͉��������Ă��Ȃ��̂ʼnk��͖��������̂ł��傤�i�S�N�O�̘b���B
>>435
�r�j�c���H��_�C�X�|�Ǝv���܂�
�m�`�j���H�X�}��
���������Ƌ�E�̎g�������͔@������Ă��܂����H
�����A���������͕\�ʂ̕������������ۑ��������Ȃ��i�Ԃňړ����j�̂�
��E���g���Ă��܂��B
���x�I�ɂ���E���������ł��B
�V�z����̃G�A�R���z�Ǘn�ځi���E�t���j�𗊂܂ꂽ���������ĉk��̎�����
�o���Ȃ��Ă��̂܂ܓ��������V����Ă��܂����B
�ł��A���̌�͉��������Ă��Ȃ��̂ʼnk��͖��������̂ł��傤�i�S�N�O�̘b���B
>>435
�r�j�c���H��_�C�X�|�Ǝv���܂�
�m�`�j���H�X�}��
437 �F���������P���N�F02/12/19 21:20 ID:3qno0MLa
�������ƁANAK��SKD�͂����炭���ꂾ
http://www.daido.co.jp/products/tool/dhp11.html
NAK�̓v���X�`�b�N�^�p�|
SKD�͗�ԃ_�C�X�|
http://www.daido.co.jp/products/tool/dhp11.html
NAK�̓v���X�`�b�N�^�p�|
SKD�͗�ԃ_�C�X�|
438 �F���������P���N�F02/12/19 21:21 ID:3qno0MLa
���������ASKD�͗�Ԃ�������Ȃ�����
439 �F�T�[�r�X���F02/12/19 21:56 ID:fPh3Xg7W
�����S�R�U
������Ă̂͂ǂ�Ȃ�H�H�H�����낤�͊w�Z�Ŏg�������Ƃ�����悤��
�Ȃ��悤�ȁE�E�E
�\�ʂ̕��H�H�H�킩�肢�܂���@�@�Ȃ�H�H�H
���܁A�}�C�J�[�����Ă����玄�̂����g���Ă���̂�
��͂�u��낤�v
���܂����͂킩��܂���
���@�Ɓ@�����听���ł��̊����Ŏg���₷���ƒl�i���Ⴄ
�����Ƃ���́A�t���b�N�X���K�v�Ȃ����Ƃƃ\�b�R�E�ŗ�₵�Ă����Ƃ���ł�
�u��낤�v�́A���Ɛ^�J�i��������Ă��炷��܂���j��
�������鎞�ɂ����܂��B�t���b�N�X���K�v�ňႤ��ނ����x�ɂ��Ȃ���
�����Ȃ��i����������������j���}���ɗ�₵�Ă͂����Ȃ����E�E�E������Ƃ߂�ǂ��ł��B
���Ȃ݂Ɂu��낤�v�͓��Ɠ��̂Ƃ��ɂ����܂�
�u��낤�v�͓��Ɠ�����������̂ɂ��g���܂���
�t�͂��܂���
���Ɠ��̎��͈����Ďg���₷���u�������낤�v���g���܂�
���x���u��낤�v�̕��������悤�ȁE�E�E�i�������ł͂���܂���j
������Ă̂͂ǂ�Ȃ�H�H�H�����낤�͊w�Z�Ŏg�������Ƃ�����悤��
�Ȃ��悤�ȁE�E�E
�\�ʂ̕��H�H�H�킩�肢�܂���@�@�Ȃ�H�H�H
���܁A�}�C�J�[�����Ă����玄�̂����g���Ă���̂�
��͂�u��낤�v
���܂����͂킩��܂���
���@�Ɓ@�����听���ł��̊����Ŏg���₷���ƒl�i���Ⴄ
�����Ƃ���́A�t���b�N�X���K�v�Ȃ����Ƃƃ\�b�R�E�ŗ�₵�Ă����Ƃ���ł�
�u��낤�v�́A���Ɛ^�J�i��������Ă��炷��܂���j��
�������鎞�ɂ����܂��B�t���b�N�X���K�v�ňႤ��ނ����x�ɂ��Ȃ���
�����Ȃ��i����������������j���}���ɗ�₵�Ă͂����Ȃ����E�E�E������Ƃ߂�ǂ��ł��B
���Ȃ݂Ɂu��낤�v�͓��Ɠ��̂Ƃ��ɂ����܂�
�u��낤�v�͓��Ɠ�����������̂ɂ��g���܂���
�t�͂��܂���
���Ɠ��̎��͈����Ďg���₷���u�������낤�v���g���܂�
���x���u��낤�v�̕��������悤�ȁE�E�E�i�������ł͂���܂���j
440 �F���������P���N�F02/12/19 22:32 ID:1lCL0P+/
�������͗ǂ��������ǂ˂��E�E�E
441 �F�T�|�r�X���F02/12/19 22:51 ID:fPh3Xg7W
���߂ĕ����܂�����
�Ȃ�ł��H����H�H
�Ȃ�ł��H����H�H
442 �F�S�O�T�F02/12/20 08:22 ID:Tsztcrqx
>>439
�������Ⴂ
���������_���^�J�_�������i�_�̕\�ʂɔ��������t���Ă���_�j
��E�͎��t���b�N�X�Ȃ��œ��Ɠ��̃��E�t������Ă��܂��i�G�A�R���A�R���p�C�v�Ȃ�
�g���b�N�̔R���^���N�Ȃǂ̉����̓S�ƓS�͐^�J�_���S�_�ł���Ă��܂��B
��E�Ƀt���b�N�X���K�v�Ȃ�ď����ł���
�������Ⴂ
���������_���^�J�_�������i�_�̕\�ʂɔ��������t���Ă���_�j
��E�͎��t���b�N�X�Ȃ��œ��Ɠ��̃��E�t������Ă��܂��i�G�A�R���A�R���p�C�v�Ȃ�
�g���b�N�̔R���^���N�Ȃǂ̉����̓S�ƓS�͐^�J�_���S�_�ł���Ă��܂��B
��E�Ƀt���b�N�X���K�v�Ȃ�ď����ł���
443 �F�T�|�r�X���F02/12/20 09:48 ID:LWONA6Kd
>>442
����ł����ǂ̂悤�ȐE�Ƃ̕��ł����H�H
�킽���́A�ƒ�p����r���E�H��Ȃǂ������^�G�A�R�����[�J�[�̃T�[�r�X���ł��B
�t���b�N�X�h�炸�ɂƂ́E�E�E�������ŁH�H
���̂��Ȃ��E�E�E
����ł����ǂ̂悤�ȐE�Ƃ̕��ł����H�H
�킽���́A�ƒ�p����r���E�H��Ȃǂ������^�G�A�R�����[�J�[�̃T�[�r�X���ł��B
�t���b�N�X�h�炸�ɂƂ́E�E�E�������ŁH�H
���̂��Ȃ��E�E�E
�E�E�E����σ��E�t���̕�����₱���������ȁB
445 �F�S�O�T�F02/12/20 12:43 ID:Tsztcrqx
>>443
�E�Ƃ͋@�B�C���u���@�B�A�g���b�N�A�ыƋ@�B�v�Ɨn�ځi�K�X�A�A�[�N
�b�n�Q�j�̊Ŕ����������c�Ƃł��B�s�h�f�͖���
��قǂ��������i�̋�E�n�ڂ����܂����B�����Ɍ��炸��ނ��[�����M���U�O�O��
���炢�i�Ԃ��Ȃ�܂Łj�����ɋ�E�_�Ă�ƃX���X���Ɖ�������ōs���܂�
�ł����܂œS�A�����A�������o���͂���܂���i�r�t�r�͂��߂ł����B�j
�_�̐F�͐^�J�����F������܂���ǂ��炩�ƌ����Ɖ��F�𔖂����Ă�����
�F�ł��_�̕\�ʂɂ͉����h���Ă���܂���B�w�����鎞��E�Ƃ��čw�������̂ŊԈႢ�Ȃ��Ƃ������܂��B
�@
>>436
�̃G�A�R���̔z�Ǘn�ځi���ǂƂk�̓��p�C�v���q���j���d�C�H��������
�˗����ꂽ���̂ł��@���p�C�v�����X���Ŗ����_�f�A�Z�̃K�X�n�ڂł���
��E�̒����̓t���b�N�X�s�p�ŕ�ނ����܂�I�Ȃ����Ǝv���܂����@���ł��傤
�E�Ƃ͋@�B�C���u���@�B�A�g���b�N�A�ыƋ@�B�v�Ɨn�ځi�K�X�A�A�[�N
�b�n�Q�j�̊Ŕ����������c�Ƃł��B�s�h�f�͖���
��قǂ��������i�̋�E�n�ڂ����܂����B�����Ɍ��炸��ނ��[�����M���U�O�O��
���炢�i�Ԃ��Ȃ�܂Łj�����ɋ�E�_�Ă�ƃX���X���Ɖ�������ōs���܂�
�ł����܂œS�A�����A�������o���͂���܂���i�r�t�r�͂��߂ł����B�j
�_�̐F�͐^�J�����F������܂���ǂ��炩�ƌ����Ɖ��F�𔖂����Ă�����
�F�ł��_�̕\�ʂɂ͉����h���Ă���܂���B�w�����鎞��E�Ƃ��čw�������̂ŊԈႢ�Ȃ��Ƃ������܂��B
�@
>>436
�̃G�A�R���̔z�Ǘn�ځi���ǂƂk�̓��p�C�v���q���j���d�C�H��������
�˗����ꂽ���̂ł��@���p�C�v�����X���Ŗ����_�f�A�Z�̃K�X�n�ڂł���
��E�̒����̓t���b�N�X�s�p�ŕ�ނ����܂�I�Ȃ����Ǝv���܂����@���ł��傤
446 �F�T�|�r�X���F02/12/20 14:05 ID:pFWyqaxD
�����I�I
���Ɠ����Ȃ��Ƃ�
��낤�̓t���b�N�X�Ȃ��Ɖ������܂Ȃ�������B
�ł�������������t���b�N�X�̓����l���Ă݂��
���X���Ŗ������Ƃɂ��_�����E���ꂪ�Ƃ�ĉ������ނ̂����E�E�E
���Ȃ݂Ɏ��͂��܂܂łǂ̃��E�t���i�Q��ނ������Ȃ����ǁj�ł����X���Ŗ��������Ƃ͂���܂���B
����Ɏd���͂��߂������A���Ɛ^�J�̋�낤�t���Ńt���b�N�X�̑��݂�Y��ĂĂQ����
�u�Ȃ�ʼn������܂Ȃ��������I�I�v���ĔY�ݑ������L��������܂��B
���Ɠ����Ȃ��Ƃ�
��낤�̓t���b�N�X�Ȃ��Ɖ������܂Ȃ�������B
�ł�������������t���b�N�X�̓����l���Ă݂��
���X���Ŗ������Ƃɂ��_�����E���ꂪ�Ƃ�ĉ������ނ̂����E�E�E
���Ȃ݂Ɏ��͂��܂܂łǂ̃��E�t���i�Q��ނ������Ȃ����ǁj�ł����X���Ŗ��������Ƃ͂���܂���B
����Ɏd���͂��߂������A���Ɛ^�J�̋�낤�t���Ńt���b�N�X�̑��݂�Y��ĂĂQ����
�u�Ȃ�ʼn������܂Ȃ��������I�I�v���ĔY�ݑ������L��������܂��B
447 �F���������P���N�F02/12/20 14:10 ID:pP16RRVy
>445
���F����E�́A�J�h�~���肾��B�i���Ԃ�
�H�i�֘A�ւ̎g�p�͋֎~����Ă���̂Œ��ӂ��K�v����B
��{�I�ɋ�E�t���́A�t���b�N�X�K�v�ł��B�i�i�C�X���C�C��
�J�h�~�������Ă���ƁA����͗ǂ����ǂˁB
���S�ɂ̓u�����Y�̕������x��������B�J��Ƃ��Đ���t���銴���ŕt���܂��B
�T�X�́A��E�t���ł��܂���B
�����p�t���b�N�X���g���܂��B�Ă������i���x�̏グ�߂��j�ɒ��ӂ��K�v�I
�����ϐF�����炠����߂Ď_���Ă��������B
���F����E�́A�J�h�~���肾��B�i���Ԃ�
�H�i�֘A�ւ̎g�p�͋֎~����Ă���̂Œ��ӂ��K�v����B
��{�I�ɋ�E�t���́A�t���b�N�X�K�v�ł��B�i�i�C�X���C�C��
�J�h�~�������Ă���ƁA����͗ǂ����ǂˁB
���S�ɂ̓u�����Y�̕������x��������B�J��Ƃ��Đ���t���銴���ŕt���܂��B
�T�X�́A��E�t���ł��܂���B
�����p�t���b�N�X���g���܂��B�Ă������i���x�̏グ�߂��j�ɒ��ӂ��K�v�I
�����ϐF�����炠����߂Ď_���Ă��������B
448 �F�S�O�T�F02/12/20 15:19 ID:Tsztcrqx
>>447
���T�X�͋�E�ŕt���܂�
��������ĕt���Ȃ��̂̓t���b�N�X���g�p���Ȃ�����ł��傤���B
���ɂȂ��Ă��������Ă��G��Ă���܂���
�����S�ɂ̓u�����Y�̕������x������
�u�����Y���ĂȂ�ł����H
���T�X�͋�E�ŕt���܂�
��������ĕt���Ȃ��̂̓t���b�N�X���g�p���Ȃ�����ł��傤���B
���ɂȂ��Ă��������Ă��G��Ă���܂���
�����S�ɂ̓u�����Y�̕������x������
�u�����Y���ĂȂ�ł����H
449 �F���������P���N�F02/12/20 16:18 ID:CxJQbhJE
>>448
����ɋ�E�A�����E�ƌ����Ă���R��ނ������ēK�ޓK�������߂���
���̂�������Q�l�ɂ��Ă݂�
ttp://www2.odn.ne.jp/~cbl61670/seihin.htm
����ɋ�E�A�����E�ƌ����Ă���R��ނ������ēK�ޓK�������߂���
���̂�������Q�l�ɂ��Ă݂�
ttp://www2.odn.ne.jp/~cbl61670/seihin.htm
450 �F*�F02/12/20 16:31 ID:qyzBYq/u
age
451 �F�����������F02/12/20 16:36 ID:qyzBYq/u
��p�Ԃ̃}�t���[(���Ƀg���^)�̕�C(�������A����)���@��������
452 �F���R�M�����F02/12/20 17:14 ID:ls25w7YP
453 �F������݂ł��F02/12/20 17:20 ID:aJa0Q6It
���ɂ���邪�B>>451
�@�r�����Ȃ灨�@�@�@�@�@�@�@�@�@�@�@�@�@�@�A���S���n�ڂŗn�ځB
�@
�@�n�ږ��o���A�������`�������W���_�������@�z�[���Z���^�[�ŃK�X�o�[�i�[�ƃ��E�t���_���Ă��ă��E�t��
�@�������������͎��M�Ȃ��ł��@�@�@�@�@�@�z���c�̃}�t���[�p�e�ŕ�C
�@���C���[���g���n�ڂ�A�[�N�n�ځi�N���b�v�ɗn�ږ_������ł�郄�c�j�̓}�t���[
�Ɏg���悤�Ȕ����ƌ����L���邾���Ȃ�ŁA�ŏ�����\���Ŏ������Ƃ��Ȃ��悤�ɁB
�@�p�e�ȊO�ł̕�C�Ղ͍�����̑ϔM�h����h���ăT�r���������Ȃ��悤�ɂ��Ƃ��܂��傤�B�@
�@�r�����Ȃ灨�@�@�@�@�@�@�@�@�@�@�@�@�@�@�A���S���n�ڂŗn�ځB
�@
�@�n�ږ��o���A�������`�������W���_�������@�z�[���Z���^�[�ŃK�X�o�[�i�[�ƃ��E�t���_���Ă��ă��E�t��
�@�������������͎��M�Ȃ��ł��@�@�@�@�@�@�z���c�̃}�t���[�p�e�ŕ�C
�@���C���[���g���n�ڂ�A�[�N�n�ځi�N���b�v�ɗn�ږ_������ł�郄�c�j�̓}�t���[
�Ɏg���悤�Ȕ����ƌ����L���邾���Ȃ�ŁA�ŏ�����\���Ŏ������Ƃ��Ȃ��悤�ɁB
�@�p�e�ȊO�ł̕�C�Ղ͍�����̑ϔM�h����h���ăT�r���������Ȃ��悤�ɂ��Ƃ��܂��傤�B�@
454 �F541�F02/12/20 17:42 ID:qyzBYq/u
���X�̃��X���肪�Ƃ�
�K�X�Ńg�r�m���g���Ă��ʂɂȂ��ē]����
�S�H�}�t���[�ɃA���S���͖��̌��AAl,Sus�̔��̌o����
�ǂ�ȗn�ڕ��@�ō���Ă���̂��낤�H
�K�X�Ńg�r�m���g���Ă��ʂɂȂ��ē]����
�S�H�}�t���[�ɃA���S���͖��̌��AAl,Sus�̔��̌o����
�ǂ�ȗn�ڕ��@�ō���Ă���̂��낤�H
455 �F�S�O�T�F02/12/20 18:17 ID:Tsztcrqx
>>454
���ۂ̓J�V���ł���B�O����~�`�̓S�̃J�V��
�p�C�v�̎�t�͂����b�n�Q���ꂩ��V���o�[�̑ϔM�h��
�p�C�v��t�����͓���������̂łb�n�Q�ł����v�ł��B
�������������n���}�[�Œ@���Č��ēS���y���y���̎��̂悤�ɂȂ��Ă�����
�C���͕s�ł��B
�ʂɂȂ��ē]����i�Ђ���Ƃ��ăX�e�����X�H���Ŏ�������j
���_�A�Ռ��Ŕj�������̂Ȃ�C���\�A���H�ɂ��j�������}�t���[�͏C���s��
����ł������ȁH
���ۂ̓J�V���ł���B�O����~�`�̓S�̃J�V��
�p�C�v�̎�t�͂����b�n�Q���ꂩ��V���o�[�̑ϔM�h��
�p�C�v��t�����͓���������̂łb�n�Q�ł����v�ł��B
�������������n���}�[�Œ@���Č��ēS���y���y���̎��̂悤�ɂȂ��Ă�����
�C���͕s�ł��B
�ʂɂȂ��ē]����i�Ђ���Ƃ��ăX�e�����X�H���Ŏ�������j
���_�A�Ռ��Ŕj�������̂Ȃ�C���\�A���H�ɂ��j�������}�t���[�͏C���s��
����ł������ȁH
456 �F���������P���N�F02/12/20 18:41 ID:JxQx/1Cu
�u�����Y�������C��
457 �F������݂ł��F02/12/20 19:33 ID:aJa0Q6It
���E�t���ɂ̓t���b�N�X���K�v�Ȃ̖Y��Ă��B>>451
�A���S���n�ڂ̓A���~�ASUS�ɔ�ׂēS�̂ق����͂邩�ɂ��Ղ��̂�
�S�z�͂Ȃ��Ǝv���B
�@���Ă��A�����������ꍇ�̓}�t���[�p�e��������ȒP�Ȃ�ł����B
�A���S���n�ڂ̓A���~�ASUS�ɔ�ׂēS�̂ق����͂邩�ɂ��Ղ��̂�
�S�z�͂Ȃ��Ǝv���B
�@���Ă��A�����������ꍇ�̓}�t���[�p�e��������ȒP�Ȃ�ł����B
458 �F�S�O�T�F02/12/20 22:19 ID:Tsztcrqx
459 �F���������P���N�F02/12/20 23:24 ID:CxJQbhJE
>>458
���i�u�����Y�j�͓��Ǝ��̍����ł�
���̒��œ�90����10�����炢�̍������C���ƌĂ�Ă��܂�
�^�J�͓��ƈ����̍����i�u���X�j�������ł�
�p���ƌ��悭���Ă邯�ǁA�^�J���C���̕����d���č����ł�
���i�u�����Y�j�͓��Ǝ��̍����ł�
���̒��œ�90����10�����炢�̍������C���ƌĂ�Ă��܂�
�^�J�͓��ƈ����̍����i�u���X�j�������ł�
�p���ƌ��悭���Ă邯�ǁA�^�J���C���̕����d���č����ł�
460 �F451�F02/12/21 11:08 ID:Pc24adFq
�r�K�X�K���̖����A��邩�������̃}�t���[�̃p�C�v���̊���Ȃǂ̓K�X��
�ȒP�ɕ�C�ł����B�@�@���X�̌��͂��̋���V�~�[�Ńp�b�`���Ă����
���������������B�@�@�������A�r�K�X�K���̑�ɂ��ގ���ς����ׂ�
�v���邪�����O�̊���j��(�ϗp���Ԃ��Z����)�������Ȃ�A�n�ڂ𗊂܂�Ă�
�}�t���[���̂��n�����ꂸ�A�ʂɂȂ��ē]����B�����t��SUS������A�g�r�m
�͑Ή��ł���B�@
�ȒP�ɕ�C�ł����B�@�@���X�̌��͂��̋���V�~�[�Ńp�b�`���Ă����
���������������B�@�@�������A�r�K�X�K���̑�ɂ��ގ���ς����ׂ�
�v���邪�����O�̊���j��(�ϗp���Ԃ��Z����)�������Ȃ�A�n�ڂ𗊂܂�Ă�
�}�t���[���̂��n�����ꂸ�A�ʂɂȂ��ē]����B�����t��SUS������A�g�r�m
�͑Ή��ł���B�@
461 �F447�F02/12/21 17:47 ID:wD3XgBDx
>>448
�r�t�r�Ƃr�t�r�E�r�t�r�ƓS�̏ꍇ�́A���ʃ��E�t�����Ȃ���B
�v�������Εt���邯�ǂˁB
�r�t�r�Ɠ��i�^�J�j�͔�r�I�����ł��B
�r�t�r�̃��E�t�����ȒP�ɂł�����A���͌�܂�ܐH�ׂ��܂���B
��r�I������ނɓ���܂��B
>>453
���Ȃ�
�@
�r�����������@�@�@�@�@�@�z���c�̃}�t���[�p�e�ŕ�C
�ł��ˁB
�r�t�r�Ƃr�t�r�E�r�t�r�ƓS�̏ꍇ�́A���ʃ��E�t�����Ȃ���B
�v�������Εt���邯�ǂˁB
�r�t�r�Ɠ��i�^�J�j�͔�r�I�����ł��B
�r�t�r�̃��E�t�����ȒP�ɂł�����A���͌�܂�ܐH�ׂ��܂���B
��r�I������ނɓ���܂��B
>>453
���Ȃ�
�@
�r�����������@�@�@�@�@�@�z���c�̃}�t���[�p�e�ŕ�C
�ł��ˁB
462 �F���������P���N�F02/12/22 06:59 ID:XPjzDqQq
�i����������ȁH
�I�����g�R��30�l���炢��7��
�X���Ⴂ�Ͽ
�I�����g�R��30�l���炢��7��
�X���Ⴂ�Ͽ
463 �F���������P���N�F02/12/22 16:11 ID:9aXsZHXt
464 �F�S�O�T�F02/12/22 21:44 ID:7latAYlA
>>463
���Ɉ������b�L�͍ō��̖��ł��B
���Ɉ������b�L�͍ō��̖��ł��B
465 �F���������P���N�F02/12/22 23:10 ID:bBlXdt2E
466 �F���������P���N�F02/12/23 08:28 ID:gnxFO5/Q
�T�j�����T�j��
467 �F���������P���N�F02/12/26 12:23 ID:IN/n13Cu
��Ԃ���ꂽ�̂ŋv�X�ɗn�ڂ�����
���J�o�[�Y��ăX�p�b�^���C�̒��ɓ������������
�w�Ǝw�̊Ԃ��Ώ����}�X�^�B
�����ɉ��Ƃ�����Ηǂ��̂�
�����̗n�ڏI��܂ŃK�}�������Ⴄ����ȁB
���J�o�[�Y��ăX�p�b�^���C�̒��ɓ������������
�w�Ǝw�̊Ԃ��Ώ����}�X�^�B
�����ɉ��Ƃ�����Ηǂ��̂�
�����̗n�ڏI��܂ŃK�}�������Ⴄ����ȁB
468 �F������@�݂ł��F02/12/26 12:45 ID:rLPL4iF0
�@�����i���ҁB
�^�ĂɃJ�b�p���Ď_�̌オ��ԃE�}�C�ȁB
�@>>467
�@�Ȃ�����ˁA�W���͂��Ă�ł����ˁH
�傫�߂̃X�p�b�^�����Ă��K�}���ł����Ⴄ�̂Ƃ��A����Ŏ茳�u����������
�������[���E�E�E�i��
�^�ĂɃJ�b�p���Ď_�̌オ��ԃE�}�C�ȁB
�@>>467
�@�Ȃ�����ˁA�W���͂��Ă�ł����ˁH
�傫�߂̃X�p�b�^�����Ă��K�}���ł����Ⴄ�̂Ƃ��A����Ŏ茳�u����������
�������[���E�E�E�i��
469 �F�����������F02/12/26 13:40 ID:ka+89+10
�K�X�n�ڂ����Ă����A�p���I�ƃX�p�b�^�����ł���
�ڂ��Ԃ������A��܂Ԃ��Ɖ��܂Ԃ��ŋ���ł����B
��u�Ă��t���Ėڂ��J�����A�㉺�̂܂Ԃ����Ă�����
�ڂ̋ʂ͑��v�ł����@�߂��˂�q���悤�B
�ڂ��Ԃ������A��܂Ԃ��Ɖ��܂Ԃ��ŋ���ł����B
��u�Ă��t���Ėڂ��J�����A�㉺�̂܂Ԃ����Ă�����
�ڂ̋ʂ͑��v�ł����@�߂��˂�q���悤�B
470 �F���F02/12/26 20:15 ID:4WYS7Mzw
�n�ڂ̓Z���X�B
�ǂꂾ�����K�����Ă��g���Ȃ��z�͎g���Ȃ��B
�r�[�h��{�n�ڂ�����̏o���f��������ڂ��ł킩��₵�B
�ǂꂾ�����K�����Ă��g���Ȃ��z�͎g���Ȃ��B
�r�[�h��{�n�ڂ�����̏o���f��������ڂ��ł킩��₵�B
471 �F������@�݂ł��F02/12/27 02:25 ID:jpzxQD1O
>>469
�܂Ԃ��L���b�`�͂��܁[�ɂ���ˁB
�ዅ�����͒e�����X���O�iSUS�j����ȁB
�@>>470
�ǂ����b�܂��̂Ȃ�A����������Ɖ₩�ȃZ���X�Ɍb�܂ꂽ�����ˁB
�܂Ԃ��L���b�`�͂��܁[�ɂ���ˁB
�ዅ�����͒e�����X���O�iSUS�j����ȁB
�@>>470
�ǂ����b�܂��̂Ȃ�A����������Ɖ₩�ȃZ���X�Ɍb�܂ꂽ�����ˁB
472 �F�k�a�T�Q�`�F02/12/27 17:37 ID:FoKC7cuV
�ǂ����b�܂��̂Ȃ�C�`���[�݂����ɖ싅�Z���X�Ƃ��ł����H�i��
473 �F���������P���N�F02/12/27 20:25 ID:Gzwvxr97
���i�C�y�d�q�n�c�d�S�S�̂R�D�Q�����ƌ𗬃A�[�N�o�ڋ@�̑g�ݍ��킹�ŗo��
���Ă��������Y��ȃr�[�h���o�����Ƃ��ł���̂ł����C
�o�ڋ@�̌g�ѐ��̗ǂ��������̈����̒����A�[�N�o�ڋ@�Ŏg�p����ƁC
�_���肪��s���ėn�����ėn�Z�r���傫���Ȃ�̂ƁC�����������邽�ߐ��肪�����C
��ނ��n�������Ɉ�o�ڂƂȂ�h����ɂȂ��Ă��܂��܂��D
�o�ڐ�ƂłȂ����ߘr�������̂͊m���ł����C����ȊO�ɖ_���a�P�S�������
�ς���Ƃ��̌��ۂ��y���ł���ł��傤���H
���Ă��������Y��ȃr�[�h���o�����Ƃ��ł���̂ł����C
�o�ڋ@�̌g�ѐ��̗ǂ��������̈����̒����A�[�N�o�ڋ@�Ŏg�p����ƁC
�_���肪��s���ėn�����ėn�Z�r���傫���Ȃ�̂ƁC�����������邽�ߐ��肪�����C
��ނ��n�������Ɉ�o�ڂƂȂ�h����ɂȂ��Ă��܂��܂��D
�o�ڐ�ƂłȂ����ߘr�������̂͊m���ł����C����ȊO�ɖ_���a�P�S�������
�ς���Ƃ��̌��ۂ��y���ł���ł��傤���H
474 �F���������P���N�F02/12/28 01:07 ID:DazHc5H0
-------------------------------------
�y�V�N�����ĂȂ��̂ɃJ�E���g�_�E���I�z
http://life2.2ch.net/test/read.cgi/offreg/1040893779/
���\�L�̑�S���I�����҂͂��Ȃ��ł��I�I
-------------------------------------
�y�V�N�����ĂȂ��̂ɃJ�E���g�_�E���I�z
http://life2.2ch.net/test/read.cgi/offreg/1040893779/
���\�L�̑�S���I�����҂͂��Ȃ��ł��I�I
-------------------------------------
475 �F������@�݂ł��F02/12/28 03:06 ID:PxLfAy83
>>472
���������A������v������ł���قǂ̂ˁB
�b�܂��̂Ȃ珗�̎q�Ƀ��e�n�Z���X��]�A�Z���X�͕ʂƂ��āu�n�ڏo���܂��v����I���W�A��
�Ƀ��e�邾��������ȁB
�@>>473
�_�n�ڂ̓Z���X�E�E�E����ł͂Ȃ���ꂪ�ǂ����Ă��K�v�ȃ����ł���
�܂���L�̃��X��ǂނɃA�[�X�N���b�v�ƃz���_�����ꂼ��q���Ă���[�q
�����ւ��q���Ȃ����Ă�����x������Ă͂������ł��傤���H
�@�_�̑I��ɂ��Ă͖����ɂ��܂�ڂ��������̂ł����i�ǂȂ����⑫�肢�܂��j
���x������قǂ���Ȃ����Ȃ牻�ϖ_����Ԃ��₷���ł��B
�@�������C�����Ă���u�r�[�h�𑵂���R�c�v�͗n�Z�r�̉~�`�𐮂����܂�
�n�Z�r�������̃r�[�h�������Ɍ��ߖ_�����E�ɐU��Ȃ�Ȃ�i���̉^����
�E�C�[�r���O�Ƃ����܂��j���Đi�s������Ƃ����������ł��B
���������A������v������ł���قǂ̂ˁB
�b�܂��̂Ȃ珗�̎q�Ƀ��e�n�Z���X��]�A�Z���X�͕ʂƂ��āu�n�ڏo���܂��v����I���W�A��
�Ƀ��e�邾��������ȁB
�@>>473
�_�n�ڂ̓Z���X�E�E�E����ł͂Ȃ���ꂪ�ǂ����Ă��K�v�ȃ����ł���
�܂���L�̃��X��ǂނɃA�[�X�N���b�v�ƃz���_�����ꂼ��q���Ă���[�q
�����ւ��q���Ȃ����Ă�����x������Ă͂������ł��傤���H
�@�_�̑I��ɂ��Ă͖����ɂ��܂�ڂ��������̂ł����i�ǂȂ����⑫�肢�܂��j
���x������قǂ���Ȃ����Ȃ牻�ϖ_����Ԃ��₷���ł��B
�@�������C�����Ă���u�r�[�h�𑵂���R�c�v�͗n�Z�r�̉~�`�𐮂����܂�
�n�Z�r�������̃r�[�h�������Ɍ��ߖ_�����E�ɐU��Ȃ�Ȃ�i���̉^����
�E�C�[�r���O�Ƃ����܂��j���Đi�s������Ƃ����������ł��B
476 �F������@�݂ł��F02/12/28 03:10 ID:PxLfAy83
�@��n�ڂ�h�~����E�C�[�r���O�̃R�c�͍��E�ɐU��E�C�[�r���O��
�[�ƒ[���K���Ō������́u�~�߁v�^��f�����ʉ߂����A�n�Z�r
����̋Ìł������Ă�r�[�h�����ĎR�̍������ӎ�����Ƃ�����������
������Ă͂ǂ��ł��傤�E�E�E���Ċ����ƃw�^�N�\�����ł̓�����
����܂��˂��i�p
�[�ƒ[���K���Ō������́u�~�߁v�^��f�����ʉ߂����A�n�Z�r
����̋Ìł������Ă�r�[�h�����ĎR�̍������ӎ�����Ƃ�����������
������Ă͂ǂ��ł��傤�E�E�E���Ċ����ƃw�^�N�\�����ł̓�����
����܂��˂��i�p
477 �F��̓T�b�J�[�F02/12/28 07:56 ID:axSwoCea
�ǂȂ��������Ă��������B�����͂Q�V��TIG�n�ڌo����5�N���炢�ł��B
SUS�p�C�v��TIG�n�ڂȂ�ł����A�����Œ�ǂŐ炸�ɗn�ڂ��Â��邱�Ƃ��ł��܂���B
���ꂢ�ɂł��܂���B
�ڂ���TIG�n�ڂ̏ꍇ�́A�I������p�C�v�ɏ悹����Ԃ���Ȃ��ƈ��肵�܂���B
�ł����ꂾ�ƃp�C�v�n�ڂ���ꍇ�A�n�ڂ�炸�Ɉ������ɂ͌������ł��B
��̎g������R�c�݂����Ȃ��Ƃ������Ă��������B
���Ɨ��g���o�������̂ł����A�ǂ̒��ɃA���S���𗬂��āA��w�ڂ���������
�n�����܂��ė��g�������āA��w�ڂŊO�ς����ꂢ�Ɏd�グ��݂����Ȃ���
�ł����̂ł��傤���H���t���̓��[�g�Ԋu���P�`�Qmm�������ق��������ł���ˁH
���t�������Ƃ��̗n�ڂ�����Ă����w�ڂ�n�ڂ��Ȃ��Ƃ����Ȃ��̂ł����H
���⑽���Ă��݂܂���B
SUS�p�C�v��TIG�n�ڂȂ�ł����A�����Œ�ǂŐ炸�ɗn�ڂ��Â��邱�Ƃ��ł��܂���B
���ꂢ�ɂł��܂���B
�ڂ���TIG�n�ڂ̏ꍇ�́A�I������p�C�v�ɏ悹����Ԃ���Ȃ��ƈ��肵�܂���B
�ł����ꂾ�ƃp�C�v�n�ڂ���ꍇ�A�n�ڂ�炸�Ɉ������ɂ͌������ł��B
��̎g������R�c�݂����Ȃ��Ƃ������Ă��������B
���Ɨ��g���o�������̂ł����A�ǂ̒��ɃA���S���𗬂��āA��w�ڂ���������
�n�����܂��ė��g�������āA��w�ڂŊO�ς����ꂢ�Ɏd�グ��݂����Ȃ���
�ł����̂ł��傤���H���t���̓��[�g�Ԋu���P�`�Qmm�������ق��������ł���ˁH
���t�������Ƃ��̗n�ڂ�����Ă����w�ڂ�n�ڂ��Ȃ��Ƃ����Ȃ��̂ł����H
���⑽���Ă��݂܂���B
478 �F������@�݂ł��F02/12/28 15:28 ID:PxLfAy83
�����̃X���œ�������́u�}���`�|�X�g�v�Ƃ��������s�ׂȂ�ł�߂悤�ˁB>>477
���[�A�A�b�`�̃X��������Ǝv�����B
���t���͂��̎��_���痠�K�X�𗬂��Ă�邩�A�m�Y������o��K�X�����t�����ɂ�
������悤�u�������v����A�[�N�Ăĕt���Ă��Ƃ悢�Ǝv���ł���B
�@��w�ڂ̗��g�����t���ƌq����Ȃ��A���g�o�������s�����̂Ȃ炻�̏��
�h���߂̓d�����r�߂Ă��Έ�w�ڂ��n���ė����q����Ƃ����t�H���[�̕��@
������܂��B
�@�Ȃ��A��w�ڈȍ~�͂��I�������w�ڂ̉��x�����������̂��m�F�����C��
�u���V�ł悭�����Ȃ��Ƃ��܂��������܂����B
�@�u�A���S���E�E�E�X���v�œǂނɋ��x�悩�n���Čq�����Ă��鎖���D�悳�ꂻ��
�Ȃ�ŁA���[�g�Ԋu�L�߂Ɏ���ă`���R�`���R�A�[�N���o����������肵�Ȃ����
���[�g�ʗn�����[�̊m���ɗ����čs�����@����w�ڂ̐T�d�Ǝv���܂��B
���[�A�A�b�`�̃X��������Ǝv�����B
���t���͂��̎��_���痠�K�X�𗬂��Ă�邩�A�m�Y������o��K�X�����t�����ɂ�
������悤�u�������v����A�[�N�Ăĕt���Ă��Ƃ悢�Ǝv���ł���B
�@��w�ڂ̗��g�����t���ƌq����Ȃ��A���g�o�������s�����̂Ȃ炻�̏��
�h���߂̓d�����r�߂Ă��Έ�w�ڂ��n���ė����q����Ƃ����t�H���[�̕��@
������܂��B
�@�Ȃ��A��w�ڈȍ~�͂��I�������w�ڂ̉��x�����������̂��m�F�����C��
�u���V�ł悭�����Ȃ��Ƃ��܂��������܂����B
�@�u�A���S���E�E�E�X���v�œǂނɋ��x�悩�n���Čq�����Ă��鎖���D�悳�ꂻ��
�Ȃ�ŁA���[�g�Ԋu�L�߂Ɏ���ă`���R�`���R�A�[�N���o����������肵�Ȃ����
���[�g�ʗn�����[�̊m���ɗ����čs�����@����w�ڂ̐T�d�Ǝv���܂��B
479 �F������@�݂ł��F02/12/28 15:32 ID:PxLfAy83
�@�d�ɐ�����肳����ɂ͊J��ɃR���b�g�̊p���y���G�ꂳ����
�E�C�[�r�B���O�A�g�[�`�̈���̓g�[�`�������Ă��̏��w�⏶��
���ʂ��ނɌy���G�ꂳ���Đi�s������ƈ��肷��n�Y���ƁB
�@��������邽�߂̃t�H�[�����̊�{�͂���ρu�n�ߋꂵ����X�y�Ɂv
��O���ɍ��Ɨǂ��Ǝv���ł��B
�E�C�[�r�B���O�A�g�[�`�̈���̓g�[�`�������Ă��̏��w�⏶��
���ʂ��ނɌy���G�ꂳ���Đi�s������ƈ��肷��n�Y���ƁB
�@��������邽�߂̃t�H�[�����̊�{�͂���ρu�n�ߋꂵ����X�y�Ɂv
��O���ɍ��Ɨǂ��Ǝv���ł��B
480 �F������@�݂ł��F02/12/28 15:44 ID:PxLfAy83
�@�p�C�v�N�����v�H�Ƃ����悤�ȍH��͕K�{�̂悤�ł��ˁA��̍H��J�^���O
�ŒT���Ă݂��炢�������H
�i�O�_�Ńp�C�v��߂܂���A���j
�ŒT���Ă݂��炢�������H
�i�O�_�Ńp�C�v��߂܂���A���j
481 �F��̓T�b�J�[�F02/12/28 17:07 ID:yWPVth6c
�����肳��A�z���g���J�ɂ��肪�Ƃ��������܂����B
�߂����Ⴄ�ꂵ���ł��B�A�h�o�C�X���Ă���������Ƃ�����Ă݂܂��B
�A���S���X���ł͕Ԏ��������ɋA���Ă������ȕ��͋C�ł͂Ȃ������̂ŁE�E�E�B
���݂܂���B�C�����܂��B
�߂����Ⴄ�ꂵ���ł��B�A�h�o�C�X���Ă���������Ƃ�����Ă݂܂��B
�A���S���X���ł͕Ԏ��������ɋA���Ă������ȕ��͋C�ł͂Ȃ������̂ŁE�E�E�B
���݂܂���B�C�����܂��B
482 �F���������P���N�F02/12/28 18:18 ID:9XzELhz+
������@�݂ł� �a
���f�G��
���f�G��
483 �F473�F02/12/28 20:21 ID:A/TuzrFp
>>475
�ڂ��������Ă��������C���肪�Ƃ��������܂��D
�ɐ��Ɋւ��Ăł����C�ȑO���������Ƃ�����̂ł����C
�_�|�Ŏg�p�����ق���������Ɖ��P����܂����D
�Ìł������Ă���̂�����Ƃ����͕̂��ɂȂ�܂����D
���������܂Ŗڂ��s���Ƃǂ��Ȃ����̂ł��āD
����ƁA�R�R�ɃJ�L�R���Ă���v�����̂ł����A�����ŗo�ڂ����
�A�[�N���s���Ȃ��A�g�U���Ă���悤�ȋC�����܂��D
�i�𗬂̏ꍇ�ŕ�ނ���_�𗣂��C���ɂ����悤�Ȋ����j
�ڂ��������Ă��������C���肪�Ƃ��������܂��D
�ɐ��Ɋւ��Ăł����C�ȑO���������Ƃ�����̂ł����C
�_�|�Ŏg�p�����ق���������Ɖ��P����܂����D
�Ìł������Ă���̂�����Ƃ����͕̂��ɂȂ�܂����D
���������܂Ŗڂ��s���Ƃǂ��Ȃ����̂ł��āD
����ƁA�R�R�ɃJ�L�R���Ă���v�����̂ł����A�����ŗo�ڂ����
�A�[�N���s���Ȃ��A�g�U���Ă���悤�ȋC�����܂��D
�i�𗬂̏ꍇ�ŕ�ނ���_�𗣂��C���ɂ����悤�Ȋ����j
484 �F�����܌N�F02/12/30 11:20 ID:No0dGlGe
�Q�O�O�Q�N�̍Ō�ɁA�n�ڂ̐_�l�݂����Ȑl���A����܂����B���[�ƁA���ĂĂāA�����M�҂ɂȂ肻���ł��B
������@�݂ł肳��A�r���B���A�فi�����j���B�A�܂��ɁA�n�ڂ̓S�l�ł��ˁB
���N�́A�n�ڂɌg���l�ɂƂ��āA�ǂ��ŁA����܂��悤�ɁB
�݂ł肳��A���N���A��X�ׂ̈ɁA��낵�����肢���܂��B
������@�݂ł肳��A�r���B���A�فi�����j���B�A�܂��ɁA�n�ڂ̓S�l�ł��ˁB
���N�́A�n�ڂɌg���l�ɂƂ��āA�ǂ��ŁA����܂��悤�ɁB
�݂ł肳��A���N���A��X�ׂ̈ɁA��낵�����肢���܂��B
485 �F������@�݂ł��F02/12/30 12:59 ID:CLTf7X5Q
486 �F������@�݂ł��F02/12/30 13:45 ID:CLTf7X5Q
>>483
���͖_�n�ڂɊւ��Ă͌𗬂ł����o�����Ȃ��̂Œ������[�h�ɂ��Ă�
�܂������R�����g�ł��܂��ʁB
�@��n�ڂ̕⑫�Ƃ��āu�����d���̕����L���C�Ɏd�オ��v�Ƃ������{��
�������Y��Ƃ�܂����B
�@����ɂ͔�������������n�ڎp���ɂ��i�s�X�s�[�h���ǂ����Ă��������˂�
�Ȃ��̂ő��߂̌o���l���K�v�ł��B
�@
�@���ƁA�u�K�ȂǂŖ�����e�L�X�g��
http://www.ts-gas.com/ts-arc.htm
�����Ē��ׂ����ʁA�u�Y�킳�v�݂̂�D�悳����Ȃ烉�C���`�^�j�A�n��
���_���`�^���n�iD4313�j��_�}�C�i�X�Ŏg���Ă݂Ă͂ǂ��ł��傤�H
�@�������A�����_�̎�ނ���́iLB�j���F�̃��c�i���ϖ_�j�Ȃ��
�Ăѕ����Ă邾�����������當�͉�����Ƃ���J������E�E�E�B
���͖_�n�ڂɊւ��Ă͌𗬂ł����o�����Ȃ��̂Œ������[�h�ɂ��Ă�
�܂������R�����g�ł��܂��ʁB
�@��n�ڂ̕⑫�Ƃ��āu�����d���̕����L���C�Ɏd�オ��v�Ƃ������{��
�������Y��Ƃ�܂����B
�@����ɂ͔�������������n�ڎp���ɂ��i�s�X�s�[�h���ǂ����Ă��������˂�
�Ȃ��̂ő��߂̌o���l���K�v�ł��B
�@
�@���ƁA�u�K�ȂǂŖ�����e�L�X�g��
http://www.ts-gas.com/ts-arc.htm
�����Ē��ׂ����ʁA�u�Y�킳�v�݂̂�D�悳����Ȃ烉�C���`�^�j�A�n��
���_���`�^���n�iD4313�j��_�}�C�i�X�Ŏg���Ă݂Ă͂ǂ��ł��傤�H
�@�������A�����_�̎�ނ���́iLB�j���F�̃��c�i���ϖ_�j�Ȃ��
�Ăѕ����Ă邾�����������當�͉�����Ƃ���J������E�E�E�B
487 �F������@�݂ł��F02/12/30 14:00 ID:CLTf7X5Q
�@�e�L�X�g�ǂ�ł��璼���A�[�N�ɂ��Ă̐��������������
�ێʂ����Ē�o���Ƃ��܂��B
�u�E�E�E�����A�[�N�n�ڂł͗n�ڒ��ɃA�[�N���{���������ׂ���������
�قȂ�����ɐ���������邱�Ƃ�����B����́A�n�ړd�������������������
����n�ږ_���ނ̉��ɐ����鎥�͐��ɂ�鎥�C��p�ɂ���ăA�[�N�������
�ɐU���錻�ۂł���B���̌��ۂ����C�����i�A�[�N�u���[�j�ƌĂуA�[�N��
�s����ɂȂ������ނ��Зn�����ėn�����ݕs�ǂ�X���O�������݂Ȃǂ�
���ׂ�������̂Œ��ӂ��K�v�ł���B
�@���C������h����Ƃ��ĕ�ޑ��P�[�u���̐ڑ��ʒu��ς�����i�A�[�X
�̈ʒu���ȁj�^�b�N�n�ڂ̃r�[�h��傫��������i���t���傫�߂œ��ʂ�ǂ�
����ƌ��������ˁj��ޖ@�ŗn�ڂ��邱�ƂȂǂ���������i���v
�ێʂ����Ē�o���Ƃ��܂��B
�u�E�E�E�����A�[�N�n�ڂł͗n�ڒ��ɃA�[�N���{���������ׂ���������
�قȂ�����ɐ���������邱�Ƃ�����B����́A�n�ړd�������������������
����n�ږ_���ނ̉��ɐ����鎥�͐��ɂ�鎥�C��p�ɂ���ăA�[�N�������
�ɐU���錻�ۂł���B���̌��ۂ����C�����i�A�[�N�u���[�j�ƌĂуA�[�N��
�s����ɂȂ������ނ��Зn�����ėn�����ݕs�ǂ�X���O�������݂Ȃǂ�
���ׂ�������̂Œ��ӂ��K�v�ł���B
�@���C������h����Ƃ��ĕ�ޑ��P�[�u���̐ڑ��ʒu��ς�����i�A�[�X
�̈ʒu���ȁj�^�b�N�n�ڂ̃r�[�h��傫��������i���t���傫�߂œ��ʂ�ǂ�
����ƌ��������ˁj��ޖ@�ŗn�ڂ��邱�ƂȂǂ���������i���v
�܂��܂�������肪�Ƃ��������܂��D
�����A�[�N�ɂ��Ăł����C���C�����Ƃ������ۂ�����̂ł��ˁD
����Ɣ[���������܂����D
�ǂ����A�[�N���s����łǂ����Ă��Ǝv���Ă����̂ł����C���ꂪ
�����������悤�ł��D
�����A�[�N�ɂ��Ăł����C���C�����Ƃ������ۂ�����̂ł��ˁD
����Ɣ[���������܂����D
�ǂ����A�[�N���s����łǂ����Ă��Ǝv���Ă����̂ł����C���ꂪ
�����������悤�ł��D
489 �F������@�݂ł��F02/12/30 23:38 ID:CLTf7X5Q
���肷���ŃX�p�b�^�̑��������ŃX�}���X>>488
490 �F���������P���N�F03/01/02 16:39 ID:uNcQd+6a
�o�C�N�̃L�����X���ŏ����肳��Ɖ�����̂ɂ͋������B
491 �F���������P���N�F03/01/03 09:48 ID:JDf1dO4+
��̑O�D�̌����Ȃǂ͓����̍��g�Ɨn�ڂ��邽�߂ɂ��獜���o���悤�ȁi�₹�n���ہH�j
�O�ςł������ŋ߂̑D�͑O�����܂Ńf�R�{�R���Ȃ���ς��ꂢ�ɗn�ڂ��Ă���܂�
����͗n�ڋZ�p�̐i���Ƃ������܂����̂ɔ�ׂǂ̂悤�ȉ��P�����ꂽ�̂ł��傤���H
�O�ςł������ŋ߂̑D�͑O�����܂Ńf�R�{�R���Ȃ���ς��ꂢ�ɗn�ڂ��Ă���܂�
����͗n�ڋZ�p�̐i���Ƃ������܂����̂ɔ�ׂǂ̂悤�ȉ��P�����ꂽ�̂ł��傤���H
492 �F������@�݂ł��F03/01/07 18:15 ID:CuBII9Dp
���D���œ������o���͖����ł������D������ނ����u�Ђ�ǂ����{�v��
��ƌo�����烌�X���܂��ƁA�n�ڋZ�p���̂ɂ͂��������i���͖������̗̂n�ڂ���
���ɂ͍��g�݂������o�Ȃ��悤�ɍH�v���ꂽ�S���W�O���A�n�ڂ�����ɑO�L�ɂ���
�u�c�ݎ��v���s���Ă��Ȃ��ł��傤���B
�@�܂��A�����ڈȊO�ɂ����ɐG��镔�����{�R�{�R���Ă�ƒ�R�ɂȂ邩���
�������Ŕz�������悤�ɂȂ����Ƃ�����ȏ��Ȃ��ˁH
��ƌo�����烌�X���܂��ƁA�n�ڋZ�p���̂ɂ͂��������i���͖������̗̂n�ڂ���
���ɂ͍��g�݂������o�Ȃ��悤�ɍH�v���ꂽ�S���W�O���A�n�ڂ�����ɑO�L�ɂ���
�u�c�ݎ��v���s���Ă��Ȃ��ł��傤���B
�@�܂��A�����ڈȊO�ɂ����ɐG��镔�����{�R�{�R���Ă�ƒ�R�ɂȂ邩���
�������Ŕz�������悤�ɂȂ����Ƃ�����ȏ��Ȃ��ˁH
493 �F������@�݂ł��F03/01/07 18:39 ID:CuBII9Dp
>>490
�@�������̔ł���낷����
�@�������̔ł���낷����
494 �F490�@TDR�C���F03/01/07 21:16 ID:fFFx39go
�����肳��A�����炱���X�����ł��B
��ŁA�v���W�F�N�g�wage�B���D�W�ł��B
��ŁA�v���W�F�N�g�wage�B���D�W�ł��B
495 �F���������P���N�F03/01/07 21:38 ID:fFFx39go
�������E�E�E�E�P���g���v���X�E�E�E�E
�n�C�e���V�����|�������A�o���ہB
�n�ځA������B
�n�C�e���V�����|�������A�o���ہB
�n�ځA������B
496 �F������@�݂ł��F03/01/07 21:41 ID:CuBII9Dp
�@�������I�n�C�e���|�łQ�O���g���^���J�[����낤�̊������I�I
���i�C�X�^�C�~���O�B
�n�C�e���|�̗n�ڂ̓t���b�N�X���ǂŃN���A������M�ʑ啝�A�b�v��
�h���Ȃ�̂����B
�@
���i�C�X�^�C�~���O�B
�n�C�e���|�̗n�ڂ̓t���b�N�X���ǂŃN���A������M�ʑ啝�A�b�v��
�h���Ȃ�̂����B
�@
497 �F���������P���N�F03/01/07 21:42 ID:CuBII9Dp
���\���\�ƒb������ꖜ�g���v���Xʧʧ�E�E�E�B
498 �F���������P���N�F03/01/07 21:51 ID:/UEmJH/L
���
499 �F������@�݂ł��F03/01/07 22:04 ID:CuBII9Dp
500 �F490�@TDR�C���F03/01/07 22:11 ID:vBLZxJMg
�Ō�́u���O����Ȃ���Ώo���Ȃ���v
�E�E�E����ꂽ����B���[��Ɨ����B
���͋������H�����邯�ǁA����������������悤�Ɋ撣�낤�B
�ł��^���J�[�P�ǂ���������̂�1000�Ђ��������グ�ČW�����
���Ă����̂��A���������Ă���B
�E�E�E����ꂽ����B���[��Ɨ����B
���͋������H�����邯�ǁA����������������悤�Ɋ撣�낤�B
�ł��^���J�[�P�ǂ���������̂�1000�Ђ��������グ�ČW�����
���Ă����̂��A���������Ă���B
501 �F���������P���N�F03/01/07 22:11 ID:co8QuNyy
@
@
@
]
]
�ȈՌ^�̃G���Y�����L���g�i�I���N�C�b�N�j�m���Ă�H���t�̒��ɂ��E�C���X�͂����B
�L�X���Ă������̉\���̓[������Ȃ���B���v�H
http://www.labora.jp/hiv/index_pc.html�@�@http://members.goo.ne.jp/home/oraquick
@
@
]
]
�ȈՌ^�̃G���Y�����L���g�i�I���N�C�b�N�j�m���Ă�H���t�̒��ɂ��E�C���X�͂����B
�L�X���Ă������̉\���̓[������Ȃ���B���v�H
http://www.labora.jp/hiv/index_pc.html�@�@http://members.goo.ne.jp/home/oraquick
502 �F���������P���N�F03/01/07 22:34 ID:TEyA2rk7
�v���W�F�N�g�w�ɏd�͎��n�ڂ��o�ꂵ�Ă��܂����i�[
������Ă��ݓ��I�����[�ł���H�H�v����Ε����o������������
�������E�C���O�r�[�g�ɂ��r���͕K�v�Ȃ��̂ł��傤���H
�A���_�[�J�b�g�A�I�[�o�[���b�v�ɑ����͂ł��Ă�̂ł��傤���H
�ԑg�Ō����Ă��̂́u����l���Ȃ������ǂ��v�H�i�v
�n�C�e���̗n�ڂ͔M�ʃA�b�v���Č����Ă����ǎ��̏ꍇ�n�C�e���Ƃ�
���Y�f�|�͒ᐅ�f�n�ŗn�ڂ��܂��ᐅ�f�n�͓�|�_�ɔ�דd�C��������
����Ă���܂����ԈႢ�ł���
�v���y���V���t�g�̌a���V�O�Q�������������ǁA�V�O�O�������Ɠs������邢�̂ł����H
�v���y���V���t�g�̃Z���^�[���o���̂ɋ�J���Ă����Ǒ��z���ɂ��c���c�݂�
�ŏ��ɋC�t����{�Ǝv���܂����A�u�����փr���S���g�����������ۂ��N�����v
������Ă��ݓ��I�����[�ł���H�H�v����Ε����o������������
�������E�C���O�r�[�g�ɂ��r���͕K�v�Ȃ��̂ł��傤���H
�A���_�[�J�b�g�A�I�[�o�[���b�v�ɑ����͂ł��Ă�̂ł��傤���H
�ԑg�Ō����Ă��̂́u����l���Ȃ������ǂ��v�H�i�v
�n�C�e���̗n�ڂ͔M�ʃA�b�v���Č����Ă����ǎ��̏ꍇ�n�C�e���Ƃ�
���Y�f�|�͒ᐅ�f�n�ŗn�ڂ��܂��ᐅ�f�n�͓�|�_�ɔ�דd�C��������
����Ă���܂����ԈႢ�ł���
�v���y���V���t�g�̌a���V�O�Q�������������ǁA�V�O�O�������Ɠs������邢�̂ł����H
�v���y���V���t�g�̃Z���^�[���o���̂ɋ�J���Ă����Ǒ��z���ɂ��c���c�݂�
�ŏ��ɋC�t����{�Ǝv���܂����A�u�����փr���S���g�����������ۂ��N�����v
503 �F���������P���N�F03/01/07 22:51 ID:HynzjAvQ
504 �F������@�݂ł��F03/01/08 19:22 ID:eqC/2qAP
>>502�A���͓d���ƌX�Ίp�ő������̕t������R���g���[�������łȂ������ˁB
���u���V���v���ȕ������n�ڍH�Ƃ��Ă̋Z�ʂ�����郂�m�ƌ��܂������ǂ��ł��傤�H
�@�O���́u�Ђ�ǂ��v�Ō���̖��l�̓A���g���ē����ɂT�U�n�ڂ�������ł��B
�����n�C�e���|��LB�ł�����A�������牴�ł��C�P�����ȋC�����Ă����B
�@�ԑg�ɂ��Ă͑��鑤�͕��n�A����̓t�c�[�̐l�Ȃ��>>503�̌����Ƃ���ł���
���炾���Ĕ��Ⴂ�̃e�[�}�̎��ɂ̓t���t�������Č��Ă����Ȃ����B
�@>>500
�@���ꂩ�瑼�l�ɑ���E������Ƃ��Ďg���܂��傤��A�\���i��
���u���V���v���ȕ������n�ڍH�Ƃ��Ă̋Z�ʂ�����郂�m�ƌ��܂������ǂ��ł��傤�H
�@�O���́u�Ђ�ǂ��v�Ō���̖��l�̓A���g���ē����ɂT�U�n�ڂ�������ł��B
�����n�C�e���|��LB�ł�����A�������牴�ł��C�P�����ȋC�����Ă����B
�@�ԑg�ɂ��Ă͑��鑤�͕��n�A����̓t�c�[�̐l�Ȃ��>>503�̌����Ƃ���ł���
���炾���Ĕ��Ⴂ�̃e�[�}�̎��ɂ̓t���t�������Č��Ă����Ȃ����B
�@>>500
�@���ꂩ�瑼�l�ɑ���E������Ƃ��Ďg���܂��傤��A�\���i��
505 �F���������P���N�F03/01/08 23:50 ID:8VWmsAco
FSW������Ă�l���ċ���H
���ۂǁ[�Ȃ�H�A���B
���ۂǁ[�Ȃ�H�A���B
506 �F������@�݂ł��F03/01/08 23:56 ID:eqC/2qAP
���H�\���B>>505
507 �F���������P���N�F03/01/09 00:49 ID:e1mZ0qFd
508 �F������@�݂ł��F03/01/09 18:04 ID:hHkOZNGp
�������ȁA�R���B
����Ȑڍ����@���߂Ēm��܂�����A�����������C�M�ŗn�������Ă����Ƃ́B
�����ł����ׂĂ݂悤�B
����Ȑڍ����@���߂Ēm��܂�����A�����������C�M�ŗn�������Ă����Ƃ́B
�����ł����ׂĂ݂悤�B
509 �F505,507�F03/01/09 21:50 ID:k0vu8hL+
�Ȃ�Ƃȁ`���ANC�t���C�X�ł��o�������ȋC�����Ȃ��H
510 �F������@�݂ł��F03/01/09 21:59 ID:hHkOZNGp
�_�Ȃ̂����C���Ȃ̂��킩��ǁA�n�ڍޗ��ƃw�b�h�̐�͂ǂ��Ȃ̂��ˁH
511 �F505,507,509�F03/01/09 23:49 ID:k0vu8hL+
http://www.krcom.co.jp/mtsprogress/news_02_05/advanced_news_01.html
���悪�݂�܂����B�@����σt���C�X�Ղ����B
���ꂶ��ˍ����ʂ����o���������Ȃ����ȁB�Z�_�̈Ⴄ�َ������A�����Ⴆ�A���܂��n�Z�ł��Ȃ���Ȃ����ȁB
�܂��܂��u���ꂩ��v�̍H�@���ˁB�@���͂܂��A���~�������肩�ȁB
���悪�݂�܂����B�@����σt���C�X�Ղ����B
���ꂶ��ˍ����ʂ����o���������Ȃ����ȁB�Z�_�̈Ⴄ�َ������A�����Ⴆ�A���܂��n�Z�ł��Ȃ���Ȃ����ȁB
�܂��܂��u���ꂩ��v�̍H�@���ˁB�@���͂܂��A���~�������肩�ȁB
512 �F��̓T�b�J�[�F03/01/10 10:32 ID:DlQR3gIx
�f��SUS310�̃^���N�̃q�r����R��C���Ȃ�ł����A�n����Y310��TIG�n�ڂ��Ă����ł����A
�x�X�g�ȕ��@���Ă킩��܂����H�����͂܂��A�n�ړ����O���C���_�[�ō���āA���̏�������
������Ċ����Ȃ�ł����ǁA���N���炢�ł܂������݂����ŏC�����Ăƌ����܂��B
�܂��d�������邩�炢�����Ƃ��v�����ǁA���ꂶ�Ⴂ����ȂƁE�E�E�B
513 �F������@�݂ł��F03/01/10 18:11 ID:6NvVwiON
>>511
�̉��ʼn���Ă�z�͂Ȃ�Ȃ낤�H
�@>>512
sus310���ĔM�ɋ����X�e�����X����˂��B
�g�������������ނȂ�ł킩��Ȃ����ǂ��̕��@�������ɂ��l�����Ȃ��Ȃ��B
�^���N�̎g�����ƕ��ނ������Ă��邩�ǂ��������������E�E�E���͕��H���ꂾ��
�n�ڕ�C�͌��ʖ����Ƃ������邵�ˁB
�@�܁A�������ɂ��Ă����ߑ��߂ɂ͂��Ė��߂��Ȃ��B
�̉��ʼn���Ă�z�͂Ȃ�Ȃ낤�H
�@>>512
sus310���ĔM�ɋ����X�e�����X����˂��B
�g�������������ނȂ�ł킩��Ȃ����ǂ��̕��@�������ɂ��l�����Ȃ��Ȃ��B
�^���N�̎g�����ƕ��ނ������Ă��邩�ǂ��������������E�E�E���͕��H���ꂾ��
�n�ڕ�C�͌��ʖ����Ƃ������邵�ˁB
�@�܁A�������ɂ��Ă����ߑ��߂ɂ͂��Ė��߂��Ȃ��B
514 �F������@�݂ł��F03/01/10 18:15 ID:6NvVwiON
�@�V�r�A�ɂ��Ȃ�
�͂��ĊJ���遨�y�[�p�[�̃T���_�[�J������Z���T������
�t���g���Ĕ��ׂȃq�r�������q�r�⊄�ꂪ����悤�Ȃ���������͂�
�@�Ƃ������@�����Ɨǂ��Ȃ�E�E�E���ȁH
�͂��ĊJ���遨�y�[�p�[�̃T���_�[�J������Z���T������
�t���g���Ĕ��ׂȃq�r�������q�r�⊄�ꂪ����悤�Ȃ���������͂�
�@�Ƃ������@�����Ɨǂ��Ȃ�E�E�E���ȁH
515 �F���������P���N�F03/01/10 19:27 ID:uzjjhegS
>>512
�T���������J�����Ĉꉞ�n�ڂ��ăO���C���_�[�Ŗʈ�ɍ�肻�̏�ɕ��
�����������Ĕi���R�r�t�r�ˁj�Ă����璹�n��
����ޗn�ڕ����Ɠ��Ĕ̗n�ڕ������������Ȃ����B
�T���������J�����Ĉꉞ�n�ڂ��ăO���C���_�[�Ŗʈ�ɍ�肻�̏�ɕ��
�����������Ĕi���R�r�t�r�ˁj�Ă����璹�n��
����ޗn�ڕ����Ɠ��Ĕ̗n�ڕ������������Ȃ����B
516 �F���������P���N�F03/01/10 20:07 ID:7M3fEmqL
>>508
�u�����������C�M�v������B�n�ڂ���Ȃ����ǂ���ȍ����������C���p���i��������B
http://www.daidokogyo-kk.co.jp/contents/products/you/you_08.html
���̂�������ł݂������ǁA�Ƃ�d���������c
�u�����������C�M�v������B�n�ڂ���Ȃ����ǂ���ȍ����������C���p���i��������B
http://www.daidokogyo-kk.co.jp/contents/products/you/you_08.html
���̂�������ł݂������ǁA�Ƃ�d���������c
517 �F��̓T�b�J�[�F03/01/11 08:01 ID:RENrRSWZ
�A�h�o�C�X���肪�Ƃ��������܂��B
���Ȃ������J���Ă���݂����ł��B
�Ƃ肠�����A�͂��ē����肵�Ĕ[�߂܂����B
����̗n�ړ������S�ɂ͂����ق��������̂��ȁH
���ꂾ�Ɨ]��������傫���̂ł͂肪��ς��E�E�E�������d���B�������Ȃ��ł����ǁB
�q�r�̂Ƃ�����a������悤�ɂ͂��ėn�ڂ������ǁA�n�����݁i�Ȃ��݁H�Ƃ������j����������������܂����B
���Ȃ������J���Ă���݂����ł��B
�Ƃ肠�����A�͂��ē����肵�Ĕ[�߂܂����B
����̗n�ړ������S�ɂ͂����ق��������̂��ȁH
���ꂾ�Ɨ]��������傫���̂ł͂肪��ς��E�E�E�������d���B�������Ȃ��ł����ǁB
�q�r�̂Ƃ�����a������悤�ɂ͂��ėn�ڂ������ǁA�n�����݁i�Ȃ��݁H�Ƃ������j����������������܂����B
�i�O�O�j
519 �F�����܌N�F03/01/11 08:54 ID:224RQ8Sn
����516
����A�p�p�C�v�ɁA�o�[�����O����H��ł���B�ł��A��{4���~���炢���Ȃ��H
����A�p�p�C�v�ɁA�o�[�����O����H��ł���B�ł��A��{4���~���炢���Ȃ��H
520 �F�����Ȃ��z�ǍH�F03/01/12 23:48 ID:jcx9VOWb
�m�|�Q�e���擾����2�N�����̂ł����A�m�|�Q�o����肽���Ǝv���Ă��܂��B���K�������̂ł��������ł͂ǂ̂悤�ȍޗ����g���Ăǂ�Ȃ��Ƃ�����̂�������܂���B�N���m���Ă�������܂����烌�X��낵�����肢���܂��B
521 �F���������P���N�F03/01/13 08:52 ID:JFXRpWjl
>>520
�����X�`�P�P�����O�a�P�T�O�`�P�V�O�����̃p�C�v�����킹�A�[�N�n��
�p�C�v�������ɌŒ肳��Ă���̂őS�p���̗n�ڂ��K�v�ł��B
�����Ёi���R�Q�����j�𐔃��������Ƃ�Ȃ��������s�Ȃ�
���v�̕����ՂŌ����A1���A�R���A�T���A�V���A�X���A�P�P������
�n�ڏ����@�P�j�U���̈ʒu����P�O���܂Ł@�Q�j�U���̈ʒu����Q���܂�
�R�j�c��̂P�O������Q���܂ł͂ǂ�����n�߂Ă����܂�Ȃ��B
�g�p�_�͕ʂɎw�肳��Ȃ��B
�U���̖_�p����������B�i���ɂ͐�Ζ����v�A
�����X�`�P�P�����O�a�P�T�O�`�P�V�O�����̃p�C�v�����킹�A�[�N�n��
�p�C�v�������ɌŒ肳��Ă���̂őS�p���̗n�ڂ��K�v�ł��B
�����Ёi���R�Q�����j�𐔃��������Ƃ�Ȃ��������s�Ȃ�
���v�̕����ՂŌ����A1���A�R���A�T���A�V���A�X���A�P�P������
�n�ڏ����@�P�j�U���̈ʒu����P�O���܂Ł@�Q�j�U���̈ʒu����Q���܂�
�R�j�c��̂P�O������Q���܂ł͂ǂ�����n�߂Ă����܂�Ȃ��B
�g�p�_�͕ʂɎw�肳��Ȃ��B
�U���̖_�p����������B�i���ɂ͐�Ζ����v�A
522 �F������@�݂ł��F03/01/13 09:37 ID:5Sb/J3KH
>>515
�q�r��\�h����ׂ̕⋭���E�E�E���q�Ɂu�Ȃ������̂��v��
�������Ĕ[�����Ă�����Ď����Ƃ��������B
>>516
���C�M�L���Ȃ�čH�����̂����߂Ēm�����B
>>521
����A���͈�w��Tig�ł���C-2P�������ˁB
���̐�y��͗��g�����܂�������őS�ł��Ă���A���ɔԂ������
����O�ɉ�Ђ��uN-2P�̎����ɗ���������v�Ƃ����]�����L����̂�
����Ă�߂Ă��܂��₪�����i�n�ڋ���͒n���̗n�ږ��m���^�c���Ă��Łj�B
�@���̖Ƌ����~�����d���͑��������Ă���Ă�炵���i��
�i�C�X�Ȑ������莝���e�L�X�g�����ɕ⑫�����Ă��炤��
�ǂ̊O�a�͂P�T�O�`�P�V�Omm�i��A���͖Y�ꂽ�j�͏�L�̂Ƃ���
�����͐É����̏ꍇ�X�����������ȁB
�@�Ŋ�̗n�ڋ�������Ɏd�l���ނ�₢���킹��Ƌ����Ă��ꂻ���B
�@11���`�P���Ԃ����������Œ�̉������n�ځB
�菇����w�ڂ��������S�~���_�ŏ㉺�Q�p�X�i�P�T�O�ȏ㋭�߂̓d���Łj
�œ�w�ځA�O�w�ڂ͎O�~���_�łS�`�T�p�X����Ďd�グ��B
�@�U���̖_���͏�����n�ڂȂ�ŏW���I�ɗ��K���K�v���ȁB
�U���̖_�����Ŏ��s����ƃ{�\�{�\�����̂�����オ���Ă��܂��B
�����������ꍇ�͎������̖ڂ𓐂�Ŕ����Z�u�A�[�N�͂�v�ł���
�ʂ��邵���Ȃ��A�����Ȃ��ȂȂ��z�ǍH���͂����Ă��ꂥ�I
�q�r��\�h����ׂ̕⋭���E�E�E���q�Ɂu�Ȃ������̂��v��
�������Ĕ[�����Ă�����Ď����Ƃ��������B
>>516
���C�M�L���Ȃ�čH�����̂����߂Ēm�����B
>>521
����A���͈�w��Tig�ł���C-2P�������ˁB
���̐�y��͗��g�����܂�������őS�ł��Ă���A���ɔԂ������
����O�ɉ�Ђ��uN-2P�̎����ɗ���������v�Ƃ����]�����L����̂�
����Ă�߂Ă��܂��₪�����i�n�ڋ���͒n���̗n�ږ��m���^�c���Ă��Łj�B
�@���̖Ƌ����~�����d���͑��������Ă���Ă�炵���i��
�i�C�X�Ȑ������莝���e�L�X�g�����ɕ⑫�����Ă��炤��
�ǂ̊O�a�͂P�T�O�`�P�V�Omm�i��A���͖Y�ꂽ�j�͏�L�̂Ƃ���
�����͐É����̏ꍇ�X�����������ȁB
�@�Ŋ�̗n�ڋ�������Ɏd�l���ނ�₢���킹��Ƌ����Ă��ꂻ���B
�@11���`�P���Ԃ����������Œ�̉������n�ځB
�菇����w�ڂ��������S�~���_�ŏ㉺�Q�p�X�i�P�T�O�ȏ㋭�߂̓d���Łj
�œ�w�ځA�O�w�ڂ͎O�~���_�łS�`�T�p�X����Ďd�グ��B
�@�U���̖_���͏�����n�ڂȂ�ŏW���I�ɗ��K���K�v���ȁB
�U���̖_�����Ŏ��s����ƃ{�\�{�\�����̂�����オ���Ă��܂��B
�����������ꍇ�͎������̖ڂ𓐂�Ŕ����Z�u�A�[�N�͂�v�ł���
�ʂ��邵���Ȃ��A�����Ȃ��ȂȂ��z�ǍH���͂����Ă��ꂥ�I
523 �F�q�y�F03/01/14 04:06 ID:C3tIvIN5
�o�C�N�̃t���[���ɍ����t�o�ׂ̈Ƀp�C�v��n�ڂ��悤�Ǝv���̂ł���
�o�b�e���[�A�z���ނ͑S���͂����Ȃ��Ƃ����Ȃ��̂ł��傤���H
�ł������N���b�v�Ńt���[�������݂܂���˃A�[�X�����ׂɁE�E�E�H
�ꔭ�œd�C�n����ꂻ���Ȃ̂ŁE�E�E�B�B�B
�A�[�N�n�ڂł��B
�o�b�e���[�A�z���ނ͑S���͂����Ȃ��Ƃ����Ȃ��̂ł��傤���H
�ł������N���b�v�Ńt���[�������݂܂���˃A�[�X�����ׂɁE�E�E�H
�ꔭ�œd�C�n����ꂻ���Ȃ̂ŁE�E�E�B�B�B
�A�[�N�n�ڂł��B
524 �F���������P���N�F03/01/14 19:04 ID:lpGwzmpu
>>523
�o�b�e���[�͕K����O���ΉԂ���Ȃ������ɒu���Ƃ��܂��傤�B�i�����̊댯������̂Łj
�d�C�z�����ΉԂ��t������Ɛ≏�������n����̂ł���Ȃ�̕ی삪�K�v�ł��B
�d�q����ȂǃR���s���[�^�[�𓋍ڂ��Ă�@��̓R���s���[�^�[����O��������
���S�ł��B
�����A�b�v�������_�E���ɂȂ�Ȃ��悤�Ɋ撣���ĉ������B�i�v
�o�b�e���[�͕K����O���ΉԂ���Ȃ������ɒu���Ƃ��܂��傤�B�i�����̊댯������̂Łj
�d�C�z�����ΉԂ��t������Ɛ≏�������n����̂ł���Ȃ�̕ی삪�K�v�ł��B
�d�q����ȂǃR���s���[�^�[�𓋍ڂ��Ă�@��̓R���s���[�^�[����O��������
���S�ł��B
�����A�b�v�������_�E���ɂȂ�Ȃ��悤�Ɋ撣���ĉ������B�i�v
�p�C�v��Օt�����āA�t���[�����̂ɘc�݂��o�Ȃ����S�z�B
��Ђł�������イ�o�C�N���������Ă��邹�����A���܂�
�n�ڂ𗊂܂�邯�ǘc�ނƈ�������f���Ă�B�L�����A���炢
�Ȃ�OK�����ǁB
��Ђł�������イ�o�C�N���������Ă��邹�����A���܂�
�n�ڂ𗊂܂�邯�ǘc�ނƈ�������f���Ă�B�L�����A���炢
�Ȃ�OK�����ǁB
526 �F���������P���N�F03/01/14 23:13 ID:WxND9lqD
�d�C�n�����V���[�g����̂��낤���H
���Ȃ��Ǝv�����ǁB�B�B�o�b�e���[�O���̂�
�ΉԂ�������Ȃ��悤�ɂ���ׁH
���Ȃ��Ǝv�����ǁB�B�B�o�b�e���[�O���̂�
�ΉԂ�������Ȃ��悤�ɂ���ׁH
527 �F���������P���N�F03/01/15 20:29 ID:x/UHIt6J
>>523
�o�C�N�̃A�[�X���͊O���Ă����������ǂ��悤�ȁE�E�E
�m�����肷��ƃA�[�X�����ς����Ȃ��ĔR���長�������Ƃ�����B
�Ƃ��Ƀo�C�N�̓A�[�X���ׂ�����A�[�X�����́A�O���Ă����������ǂ��Ǝv���B
�o�C�N�̃A�[�X���͊O���Ă����������ǂ��悤�ȁE�E�E
�m�����肷��ƃA�[�X�����ς����Ȃ��ĔR���長�������Ƃ�����B
�Ƃ��Ƀo�C�N�̓A�[�X���ׂ�����A�[�X�����́A�O���Ă����������ǂ��Ǝv���B
528 �F������@�݂ł��F03/01/15 21:14 ID:D43QO7M7
>>523
����������n�ڂ̓t���[���݂̂ɂ��Ă��܂��B
�@�lj����i��n�ڂ�������A�b�v�������ł����A�u���Ȃ�v��
�t���[���̎d���ł��鎖���l���Č������Ă݂Ă��������B
����������n�ڂ̓t���[���݂̂ɂ��Ă��܂��B
�@�lj����i��n�ڂ�������A�b�v�������ł����A�u���Ȃ�v��
�t���[���̎d���ł��鎖���l���Č������Ă݂Ă��������B
529 �F���������P���N�F03/01/17 23:43 ID:eVTec+T+
>>523
�n�ڍ�Ǝ��̂̓t���[���݂̂���ԗǂ����ǁA�ň��o�b�e���[�����O���Ă��I�b�P�����B
�ł��A�[�N�n�ڂŕ⋭������Ȃ�O���Ȃ��Ɩ������Ǝv�����ǁE�E�E
�t�����P�́{TIG�n�ڂ��ł��K���Ă�Ǝv���B
�n�ڍ�Ǝ��̂̓t���[���݂̂���ԗǂ����ǁA�ň��o�b�e���[�����O���Ă��I�b�P�����B
�ł��A�[�N�n�ڂŕ⋭������Ȃ�O���Ȃ��Ɩ������Ǝv�����ǁE�E�E
�t�����P�́{TIG�n�ڂ��ł��K���Ă�Ǝv���B
530 �F���������P���N�F03/01/17 23:58 ID:+nT6WXU7
�Ԃ̃^���[�o�[�̎��t�������l����ƁA�n�ڂłȂ��Ă������悤�ȋC�����邪�E�E�E
�i�O�O�j
532 �F���������P���N�F03/01/19 17:07 ID:guMgSQbV
�t���[���̕⋭�́A���Ă��i�p�C�v�j�����S�ɗn�ڂŖ��߂Ȃ��ƌ��ʂȂ���B
�\�����A�ゾ���Ƃ��ŗn�ڂ���ƁA�n�ڂ��ĂȂ��������犄��Ă��܂����B
����ăt���[���P�̂ɂ��Ȃ��Ƃ��т����
��L�̂悤�ȗn�ڂŊ���Ă��Ȃ��l�͕⋭������܂Ŏg���ĂȂ������̘b�B
�\�����A�ゾ���Ƃ��ŗn�ڂ���ƁA�n�ڂ��ĂȂ��������犄��Ă��܂����B
����ăt���[���P�̂ɂ��Ȃ��Ƃ��т����
��L�̂悤�ȗn�ڂŊ���Ă��Ȃ��l�͕⋭������܂Ŏg���ĂȂ������̘b�B
533 �F���������R���N�F03/01/25 18:45 ID:hDqXemQw
age
534 �F���������R���N�F03/01/25 19:41 ID:qmzsHvqx
�����Ă��܂��B
�����p�C�v��n�ڂ��鎞�n�ڎn�߂Ɨn�ڏI���ɏ������C�A���o���܂��@
�n�߂̓u�c�u�c�̋C�A�@�I���͍Ō�ɐ���オ���ăv�N���ƌ����������ł���
�n�ږ_�͒ᐅ�f�n�ł��B
��ނ̓h���Ƃ����ꍕ��͔����ł���܂��B
�����p�C�v��n�ڂ��鎞�n�ڎn�߂Ɨn�ڏI���ɏ������C�A���o���܂��@
�n�߂̓u�c�u�c�̋C�A�@�I���͍Ō�ɐ���オ���ăv�N���ƌ����������ł���
�n�ږ_�͒ᐅ�f�n�ł��B
��ނ̓h���Ƃ����ꍕ��͔����ł���܂��B
535 �F���������R���N�F03/01/25 19:57 ID:mcUvntzf
>534����
�p�C�v���ɖ�������̂���...�r�m�ł̓_���H
�p�C�v���ɖ�������̂���...�r�m�ł̓_���H
536 �F535�F03/01/25 20:03 ID:mcUvntzf
�g�r�m�̊ԈႢ�ł��B�悭�ǂ�łȂ��Ă��݂܂���A
�����z�[�X?...
�����z�[�X?...
537 �F�T�R�S�F03/01/26 19:33 ID:re7uNOe2
>>536
�������z�[�X�ł͂Ȃ��p�C�v�ł��i�S���j
���������������Ă��n�ڂ̏I���ɓ�������オ��ΎR�̕��Ό��݂����Ɍ����܂�
�g�r�m���ĂȂ�ł����H
�������z�[�X�ł͂Ȃ��p�C�v�ł��i�S���j
���������������Ă��n�ڂ̏I���ɓ�������オ��ΎR�̕��Ό��݂����Ɍ����܂�
�g�r�m���ĂȂ�ł����H
538 �F���������R���N�F03/01/26 19:44 ID:EIPBE4gi
���N����Ԃŗn�ځA���ĂȂ���ˁH
539 �F���������R���N�F03/01/26 22:05 ID:/chUWcbd
�A�[�N�n�ڂł����H
�����̃X���O����Ȃ��́H
���Ό��̉����Y��ɂȂ��Ă�Ƃ��B
�����̃X���O����Ȃ��́H
���Ό��̉����Y��ɂȂ��Ă�Ƃ��B
540 �F�����F03/01/26 22:06 ID:GSoSurqk
541 �F���������R���N�F03/01/27 08:28 ID:J7w9oOUQ
�g�r�m���ĂȂ��H
�\�ʂɔ����t���b�N�X���A�R�[�e�B���O����Ă���A���E�t���p�̐^�J���E�ł��B
���A�q���̍��́A�V���r�[�Ƃ������A���܁A���ŗn���āA���E�t���ʂɓh���Ă����B
���A�q���̍��́A�V���r�[�Ƃ������A���܁A���ŗn���āA���E�t���ʂɓh���Ă����B
543 �F������@�݂ł� ��Tj/weni8es �F03/01/27 09:42 ID:hpa6sES3
>>534
�ᐅ�f�n�̏h���Ƃ��ďI�n�[�̃u���[�z�[���Ƃ����̂�����܂���
����������邽�߂̎菇�́E�E�E
�n�߂ɊJ��̘e�ŃA�[�N���o���āA���肳������ɊJ��܂ŃA�[�N���ڂ��n�ځB
�@�I���ɂ̓N���[�^�[�����Ƃ��āA�n�ڌ�A�[�N���p�b�Ɛ遨�n�ڏI�[�����邢
�I�����W����Â��I�����W�Ɂi�Ռ��ዾ�z���ɂ́A�����X�[�b�Ə��������ɂȂ�����j
�Ȃ�����ꌂ�A�[�N�����킷���D�݂̏I�[�ɂȂ�܂ŌJ��Ԃ��B
�@����Ȋ����ł����́B���͏I�[�ň�x�ɐ��肷���A�M���������Ƒz���ł��܂��B
�������Đ����Ă�銴���ɐ�ւ��Ă݂܂��傤�B
�@>>538 �̌����̂́A���e���n�ڂŖ������Ă̓_��������Ď��Ȃ�ł��傤�ˁB
�e����̋�C���A�M�Ŗc�����ċÌőO�̗n�ڋ�����˂��j���ĊO�ɏo�Ă��܂�����Ȃ��
���ˁB
�ᐅ�f�n�̏h���Ƃ��ďI�n�[�̃u���[�z�[���Ƃ����̂�����܂���
����������邽�߂̎菇�́E�E�E
�n�߂ɊJ��̘e�ŃA�[�N���o���āA���肳������ɊJ��܂ŃA�[�N���ڂ��n�ځB
�@�I���ɂ̓N���[�^�[�����Ƃ��āA�n�ڌ�A�[�N���p�b�Ɛ遨�n�ڏI�[�����邢
�I�����W����Â��I�����W�Ɂi�Ռ��ዾ�z���ɂ́A�����X�[�b�Ə��������ɂȂ�����j
�Ȃ�����ꌂ�A�[�N�����킷���D�݂̏I�[�ɂȂ�܂ŌJ��Ԃ��B
�@����Ȋ����ł����́B���͏I�[�ň�x�ɐ��肷���A�M���������Ƒz���ł��܂��B
�������Đ����Ă�銴���ɐ�ւ��Ă݂܂��傤�B
�@>>538 �̌����̂́A���e���n�ڂŖ������Ă̓_��������Ď��Ȃ�ł��傤�ˁB
�e����̋�C���A�M�Ŗc�����ċÌőO�̗n�ڋ�����˂��j���ĊO�ɏo�Ă��܂�����Ȃ��
���ˁB
544 �F���������R���N�F03/01/27 19:45 ID:0/k+koQf
�݂ł肳�i�E�́E�j��!
545 �F���������R���N�F03/02/01 09:21 ID:3YAm1SU6
�^�C���`�F�[�������Ղ����̂Ŗ��Օ�����n�ځi�A�[�N�j�œ������܂����B
�g�p�_�͍d�������_�ł����n�ڈȑO�̍ގ�������炩���Ȃ����̂ł���
�d�������_�ł��n�ڌ�}�₪�K�v�Ȃ̂ł��傤���H
�����O�̃`�F�[���̓��X���̎��������܂���
������̓��X���ō�鎖���\�ɂȂ�܂����B
�g�p�_�͍d�������_�ł����n�ڈȑO�̍ގ�������炩���Ȃ����̂ł���
�d�������_�ł��n�ڌ�}�₪�K�v�Ȃ̂ł��傤���H
�����O�̃`�F�[���̓��X���̎��������܂���
������̓��X���ō�鎖���\�ɂȂ�܂����B
546 �F���������R���N�F03/02/02 08:40 ID:NiPllgfG
�ƒ�p�A�[�N�n�ڂȂ�ł����n�ڂ���R�c�������Ă��������B
����������Ă�͉̂~��`���Ȃ����x�Ɍ��\�����Ă���Ă܂��B
����Ƃ������Â����Ă���������������ق������̂ł��傤���H
����������Ă�͉̂~��`���Ȃ����x�Ɍ��\�����Ă���Ă܂��B
����Ƃ������Â����Ă���������������ق������̂ł��傤���H
547 �F���������R���N�F03/02/03 12:22 ID:pe5iEfDy
��������
548 �F���������R���N�F03/02/03 18:47 ID:pe5iEfDy
��������
549 �F���������R���N�F03/02/03 19:37 ID:pe5iEfDy
�o�C�N���܂n�e�e�I���荞�݃J�����}���ɂ��摜����
http://hobby2.2ch.net/test/read.cgi/bike/1043578455/l50
�d���l�u�r�S��
�摜�F���n������2�l�����؋��ʐ^
http://bike2ch.cool.ne.jp/cgi-bin/img-box/img20030203075816.jpg
http://bike2ch.cool.ne.jp/cgi-bin/img-box/img20030203143846.jpg
http://hobby2.2ch.net/test/read.cgi/bike/1043578455/l50
�d���l�u�r�S��
�摜�F���n������2�l�����؋��ʐ^
http://bike2ch.cool.ne.jp/cgi-bin/img-box/img20030203075816.jpg
{kind=link}
http://bike2ch.cool.ne.jp/cgi-bin/img-box/img20030203143846.jpg
{kind=link}
550 �F���������R���N�F03/02/05 18:38 ID:jhXXCiOp
�ƒ�p�A�[�N�n�ڂȂ�ł����n�ڂ���R�c�������Ă��������B
����������Ă�͉̂~��`���Ȃ����x�Ɍ��\�����Ă���Ă܂��B
����Ƃ������Â����Ă���������������ق������̂ł��傤���H
����������Ă�͉̂~��`���Ȃ����x�Ɍ��\�����Ă���Ă܂��B
����Ƃ������Â����Ă���������������ق������̂ł��傤���H
551 �F���������R���N�F03/02/05 18:54 ID:fizujlsY
>>550
�����̓�����n�ځH
�~�@���ĊԊu���炷��ƃ{���g�̓����Ȃɂ��ł����H
�����ǂ�ȗn�ڂ��Ă���̂����͂�����`���Ȃ��̂ŁA���͂����C���[�W���ƁA
�~�̊O�����璆�S�Ɍ������ĉ~��`���Ȃ���n�ځ@���J��Ԃ��̂�������Ȃ����ȁH
��x�ɍs�����A��w���Ƃɗ�܂��̂��͕�ނ̍ގ��Ɨn�ږ_�̎�ނƂ��ɂ��Ǝv���B
�����̓�����n�ځH
�~�@���ĊԊu���炷��ƃ{���g�̓����Ȃɂ��ł����H
�����ǂ�ȗn�ڂ��Ă���̂����͂�����`���Ȃ��̂ŁA���͂����C���[�W���ƁA
�~�̊O�����璆�S�Ɍ������ĉ~��`���Ȃ���n�ځ@���J��Ԃ��̂�������Ȃ����ȁH
��x�ɍs�����A��w���Ƃɗ�܂��̂��͕�ނ̍ގ��Ɨn�ږ_�̎�ނƂ��ɂ��Ǝv���B
552 �F551�F03/02/05 18:55 ID:fizujlsY
��
>>�~�@���ĊԊu���炷��ƃ{���g�̓����Ȃɂ��ł����H
�͂��A���o�ł��ˁ@����܂���
>>�~�@���ĊԊu���炷��ƃ{���g�̓����Ȃɂ��ł����H
�͂��A���o�ł��ˁ@����܂���
553 �F���������R���N�F03/02/05 20:07 ID:ZfMURKiF
�ƒ�p�ł���ʃA�[�N�ł���{�͈ꏏ�ł��B
�~�i�f�́f�̎��j�������A�˂�悤�ɐi�s�����ɐi�߂čs���Ă��������B
�����A�ƒ�p�͂�͂�d�����Ⴂ�̂ŁA�n�����݂��ǂ����Ă�����Ă��܂������B
�~�i�f�́f�̎��j�������A�˂�悤�ɐi�s�����ɐi�߂čs���Ă��������B
�����A�ƒ�p�͂�͂�d�����Ⴂ�̂ŁA�n�����݂��ǂ����Ă�����Ă��܂������B
554 �F���������R���N�F03/02/06 21:43 ID:sFi0RIwy
�n�����݂Ƃ����̂̓r�[�h�����܂萷�肠�����Ă��Ȃ���Ԃł����̂ł��傤���H
������萷�肠�����Ă�Ɨn������łȂ��Ǝv���̂ł����E�E�E
�C�}�C�`�ǂ�������܂���E�E�E
������萷�肠�����Ă�Ɨn������łȂ��Ǝv���̂ł����E�E�E
�C�}�C�`�ǂ�������܂���E�E�E
555 �F���������R���N�F03/02/07 07:50 ID:/34FBbI/
-�Q���̓S���d�˂����͍��킹���������ɕK�����Ԃ��o���܂�
�n�ڎ��ɗn�����������̓S��n�����Ȃ��炻�̌��Ԃɓ����čs��
�����Ă������ʂ����n�ڕ\�ʂ��Ⴍ�Ȃ�̂ł��̕��n�ږ_�ŕ���Ă��
�d�������Ȃ��ƕ\�ʂ����n���Ȃ��̂ŗn�ږ_�̗ʂ����̂܂ܕ\�ʂɐ���オ��
������A�C���������A�@�������ȂǂƏ̂��Ė��n�҂ɑ�������B
�n�ڎ��ɗn�����������̓S��n�����Ȃ��炻�̌��Ԃɓ����čs��
�����Ă������ʂ����n�ڕ\�ʂ��Ⴍ�Ȃ�̂ł��̕��n�ږ_�ŕ���Ă��
�d�������Ȃ��ƕ\�ʂ����n���Ȃ��̂ŗn�ږ_�̗ʂ����̂܂ܕ\�ʂɐ���オ��
������A�C���������A�@�������ȂǂƏ̂��Ė��n�҂ɑ�������B
556 �F���F03/02/07 10:44 ID:2NTGy57y
�܂��́u�Ƃ肭���v�Ƃ���
557 �F���������R���N�F03/02/07 11:35 ID:sbLtSoRa
558 �F���������R���N�F03/02/07 19:48 ID:/34FBbI/
���ǂ�����Ċm�F����̂ł��傤
�_�̏��ՂƗn�ڕ����̐���オ���ő�̂킩��܂��B
���ۂ̊��o�Ƃ��Ă͖_�̏��Ղɑ��Đ���オ�肪���Ȃ��A�_�̏��Ղ�
�n�ڕ����̒����͖_�̏��Ղ̂Q/�R����̖̂ڈ��ł��B
����͂P�w����̏ꍇ�ł����Đ[���a�߂�ꍇ�͂Q�w����A�R�w����E�E�E
���s�Ȃ���B�@�Q�w����R�w����̏ꍇ���_�̏��Ղ̂R/�Q�̗n�ڒ�����{��
���鎖�@
�@�����̂�����n�ڃ����𔖂��u�̐ؒf�p�O���C���_�[�Ő��Ēf�ʂ������
�n��������ǂ�����B
�d�ˍ����A�˂������ɂ��Ă��n�����S�̌��ݕ��L�邩�ۂ����m�F���܂��傤�B
����ʼn��������ȁH
�_�̏��ՂƗn�ڕ����̐���オ���ő�̂킩��܂��B
���ۂ̊��o�Ƃ��Ă͖_�̏��Ղɑ��Đ���オ�肪���Ȃ��A�_�̏��Ղ�
�n�ڕ����̒����͖_�̏��Ղ̂Q/�R����̖̂ڈ��ł��B
����͂P�w����̏ꍇ�ł����Đ[���a�߂�ꍇ�͂Q�w����A�R�w����E�E�E
���s�Ȃ���B�@�Q�w����R�w����̏ꍇ���_�̏��Ղ̂R/�Q�̗n�ڒ�����{��
���鎖�@
�@�����̂�����n�ڃ����𔖂��u�̐ؒf�p�O���C���_�[�Ő��Ēf�ʂ������
�n��������ǂ�����B
�d�ˍ����A�˂������ɂ��Ă��n�����S�̌��ݕ��L�邩�ۂ����m�F���܂��傤�B
����ʼn��������ȁH
559 �F���������R���N�F03/02/07 19:50 ID:Xqsr33VU
�@�@ �@ �ȁQ�ȁ��@�^�P�P�P�P�P�P�P�P�P�P�P
�@�@�@ �i�@�L�́M�j/���搶�I����Ȃ̂�����܂����I
�@�Q / /�@�@ /�@�@�@�_�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�_���m�P�P�P�P�_
�@||�_�@�@�@�@�@�@�@�@�_
�@||�_||�P�P�P�P�P||
�@||�@ ||�P�P�P�P�P||
http://saitama.gasuki.com/hiroyuki/
�@�@�@ �i�@�L�́M�j/���搶�I����Ȃ̂�����܂����I
�@�Q / /�@�@ /�@�@�@�_�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�_���m�P�P�P�P�_
�@||�_�@�@�@�@�@�@�@�@�_
�@||�_||�P�P�P�P�P||
�@||�@ ||�P�P�P�P�P||
http://saitama.gasuki.com/hiroyuki/
560 �F���������R���N�F03/02/08 12:06 ID:KldeIDB3
561 �F���������R���N�F03/02/08 13:37 ID:IhM1X5AO
������ʧʧ
562 �F���������R���N�F03/02/09 22:02 ID:MY0c86T8
���x�ʎY�Ȃ̃e�X�g����ǁA�ǂ�Ȃ��Ƃ���́H
563 �F���������R���N�F03/02/10 18:21 ID:JUR9Rjh3
�ʎY�Ƃ�́H�@�����Ȃ�
�����������b�i���N�O�ATIG�n�ځj���ƁA�ǂ��琔�Z���`�~���Z���`
�̈ʒu�ɃZ�b�g�����p�C�v��n�ڂ���炵���łB
���āA��G�c������ȁi��
����o���Ȃ�ł܂������Ă����ł��B
�����������b�i���N�O�ATIG�n�ځj���ƁA�ǂ��琔�Z���`�~���Z���`
�̈ʒu�ɃZ�b�g�����p�C�v��n�ڂ���炵���łB
���āA��G�c������ȁi��
����o���Ȃ�ł܂������Ă����ł��B
564 �F���������R���N�F03/02/11 01:08 ID:uX0GhP2V
565 �F���������R���N�F03/02/11 16:52 ID:3tInNTs7
�A�Q�A�V�g���~�b�g���i�C�B
566 �F���������R���N�F03/02/11 18:07 ID:YVO6Azu1
>>565
����g��������Ȃ�����B
���m�ɂ́u��v�B
�������̂Ŏg�����́u��v�ł��u��v�ł��ǂ����ł������B
���������O�͗g�������̗g����������ȁi��
����g��������Ȃ�����B
���m�ɂ́u��v�B
�������̂Ŏg�����́u��v�ł��u��v�ł��ǂ����ł������B
���������O�͗g�������̗g����������ȁi��
567 �F���������R���N�F03/02/12 23:41 ID:pr+vxRRT
�s���s��
568 �F�Ȃ����F03/02/13 14:13 ID:UudffUPI
�������̘b��͂Ȃ��́H
��_���肪�n�ڂ���Ȃ���
��_���肪�n�ڂ���Ȃ���
569 �F���������R���N�F03/02/13 15:21 ID:Bxa9Veb5
570 �F���������R���N�F03/02/13 20:05 ID:ZRDi8xmi
�f�l�������������Ƃ��Ă����Ƃ���σA�[�N�ɕ��Ȃ��H
���������z�[���Z���^�[�Ŏ育��ɔ�����悤�ɂȂ�Ȃ��Ɓi��
���ƌ����ĐE�l���m���ƃP���J�ɂȂ��
���������z�[���Z���^�[�Ŏ育��ɔ�����悤�ɂȂ�Ȃ��Ɓi��
���ƌ����ĐE�l���m���ƃP���J�ɂȂ��
571 �F���������R���N�F03/02/14 17:18 ID:wvsQSC+c
��E������������Ƃ��떳���H
572 �F���������R���N�F03/02/14 17:31 ID:B6/Una0r
>571
10�`�P�ʂŔ����Έ����Ȃ邪�E�E�E
10�`�P�ʂŔ����Έ����Ȃ邪�E�E�E
573 �F���������R���N�F03/02/14 22:10 ID:HU69rl7i
�����H
�����ł��n�ڂ̑f���炵�����E�ɓ����ׂ�
���S�ғ���̃A�[�N�b���ł�������Ȃ��H
��������������̂̓A�[�N�ŃZ�~�I�[�Ƃ͍����B
�����ƃo�b�e���[�n�ڋ@�̘b����킷�ꂿ�Ⴂ����q���V�A�g�I���B
�����ł��n�ڂ̑f���炵�����E�ɓ����ׂ�
���S�ғ���̃A�[�N�b���ł�������Ȃ��H
��������������̂̓A�[�N�ŃZ�~�I�[�Ƃ͍����B
�����ƃo�b�e���[�n�ڋ@�̘b����킷�ꂿ�Ⴂ����q���V�A�g�I���B
574 �F���������R���N�F03/02/15 17:51 ID:sGUkKmCR
>>571
�ߏ��ɐ��ՂƂ��u���Ă�@�B���H������Ȃ��H
���߂����Ǝv����B
�����o���ɂ��Ă��z�[���Z���^�[�Ȃ�肸���ƈ��������Ă����Ǝv���ł���
�ߏ��ɐ��ՂƂ��u���Ă�@�B���H������Ȃ��H
���߂����Ǝv����B
�����o���ɂ��Ă��z�[���Z���^�[�Ȃ�肸���ƈ��������Ă����Ǝv���ł���
575 �F���������R���N�F03/02/15 19:45 ID:CkJ0bD7x
�@�B���H���ł����B
�^�E���y�[�W�Œ��ׂĂ݂悤���ȁA���i�K�ł͕���������������ł���
�����������炠�邩������܂���ˁB
�@�B���H�̍H��Ȃ炽�����肻���ł����ǁB
�L�v�ȏ��L��������܂����B
�^�E���y�[�W�Œ��ׂĂ݂悤���ȁA���i�K�ł͕���������������ł���
�����������炠�邩������܂���ˁB
�@�B���H�̍H��Ȃ炽�����肻���ł����ǁB
�L�v�ȏ��L��������܂����B
576 �F���������R���N�F03/02/15 19:53 ID:CkJ0bD7x
�@�B���H�����ēX�ł͂Ȃ���
�l���Ώۂɂ����@�B���H�Ƃ����Ă����h��������Ёh�݂����Ȃ��̂ł����
�l���Ώۂɂ����@�B���H�Ƃ����Ă����h��������Ёh�݂����Ȃ��̂ł����
577 �F���������R���N�F03/02/15 19:55 ID:CkJ0bD7x
������ƒ���
��������Ё����H��
��������Ё����H��
578 �F571�F03/02/16 11:51 ID:7rCHtDIc
>>575-577
���߂�A�^�E���y�[�W�Œ��ׂ�Ȃ�u�@�B���H���v����o�Ă��Ȃ���
�I�C���̃g�R�̃^�E���y�[�W���ƁA�u�S�|�H�Ɓv�ɑ����o�Ă܂�����
�S�H���Ƃ͌����Ă��A�ƂƂ��H��Ƃ��̓S��������Ă�悤�ȑ傫��������Ȃ��A
���Ղ�t���C�X�ՂȂ𑵂��Ă鏬�����H���
��̑O�܂ł͐��ՂɃ��E�t���͂�������������A���ʂ͎����Ă�Ǝv���B
�A���A�S�ď����ς݂�㩂����肦�܂��̂ł������B
���߂�A�^�E���y�[�W�Œ��ׂ�Ȃ�u�@�B���H���v����o�Ă��Ȃ���
�I�C���̃g�R�̃^�E���y�[�W���ƁA�u�S�|�H�Ɓv�ɑ����o�Ă܂�����
�S�H���Ƃ͌����Ă��A�ƂƂ��H��Ƃ��̓S��������Ă�悤�ȑ傫��������Ȃ��A
���Ղ�t���C�X�ՂȂ𑵂��Ă鏬�����H���
��̑O�܂ł͐��ՂɃ��E�t���͂�������������A���ʂ͎����Ă�Ǝv���B
�A���A�S�ď����ς݂�㩂����肦�܂��̂ł������B
579 �F���������R���N�F03/02/16 12:08 ID:q73ELlV2
MIG��MAG���Ăǂ��Ⴄ�́H
580 �F85�F03/02/16 12:21 ID:2Owd8Xfo
������肫��w������
�R�M��������n���܂�
�f�G�ȏo�
�Q�C�A���Y�r�A���ȂǃR���e���c�L�x
http://www.geocities.jp/kgy919/deai.html
�R�M��������n���܂�
�f�G�ȏo�
�Q�C�A���Y�r�A���ȂǃR���e���c�L�x
http://www.geocities.jp/kgy919/deai.html
581 �F���������R���N�F03/02/16 21:30 ID:BI7KpaeZ
>>578
���肪�Ƃ��������܂��B
������Ɨ��ݓ���ǁA�d�b���Ă݂܂��B
�ł��A�^�E���y�[�W�����Œ��ׂ�ƁA�傫�����������������ł��ˁB
�������ĂȂ������F�낤�B
���Ȃ݂ɍ��̓��E�t���͂��ĂȂ��낤���H
���肪�Ƃ��������܂��B
������Ɨ��ݓ���ǁA�d�b���Ă݂܂��B
�ł��A�^�E���y�[�W�����Œ��ׂ�ƁA�傫�����������������ł��ˁB
�������ĂȂ������F�낤�B
���Ȃ݂ɍ��̓��E�t���͂��ĂȂ��낤���H
582 �F���������R���N�F03/02/17 21:34 ID:mY0RUtqy
>>581
�R��̉�Ђ́A�܂��ɐ��ՁE�t���C�X�g���Ă钬�H�ꂾ���ǁA���͎����Ń��E�t�����邱�Ƃ˂�������B
�����̃o�C�g�ł��A�����ł�鎞�ԍl����ƁA�܂Ƃ܂����{���o���ĊO���ɗ����������ςނ��ˁB
�G�A�R���̔z�ǂ���Ă�Ƃ���T���̂������Ǝv����B
�u���~��M�v�@�ƂȂ��Ă��ЂƂ��ˁB�l��������B
�R��̉�Ђ́A�܂��ɐ��ՁE�t���C�X�g���Ă钬�H�ꂾ���ǁA���͎����Ń��E�t�����邱�Ƃ˂�������B
�����̃o�C�g�ł��A�����ł�鎞�ԍl����ƁA�܂Ƃ܂����{���o���ĊO���ɗ����������ςނ��ˁB
�G�A�R���̔z�ǂ���Ă�Ƃ���T���̂������Ǝv����B
�u���~��M�v�@�ƂȂ��Ă��ЂƂ��ˁB�l��������B
>>581
�̂͐��Ղ́u�o�C�g�v��ɂ͌������Ȃ����m���������ǁA
���̓��E�t������i�ȏ�ɍ��i���ȃo�C�g���o����Ă邩��A
>>582�̌����ʂ�A���E�t������悤�ȍH��͖����Ǝv���ł��B
>>582
�̂��Ă����̋�E�c���Ă�������Ă�����H(��
���Ȃ݂ɃI�C���̉�Ђɂ����������ł��B
2,3�N�O�̑�|���̎��Ɏ̂Ă��炷���ł��A���߂��
�̂͐��Ղ́u�o�C�g�v��ɂ͌������Ȃ����m���������ǁA
���̓��E�t������i�ȏ�ɍ��i���ȃo�C�g���o����Ă邩��A
>>582�̌����ʂ�A���E�t������悤�ȍH��͖����Ǝv���ł��B
>>582
�̂��Ă����̋�E�c���Ă�������Ă�����H(��
���Ȃ݂ɃI�C���̉�Ђɂ����������ł��B
2,3�N�O�̑�|���̎��Ɏ̂Ă��炷���ł��A���߂��
���͂قƂ�ǎg���ĂȂ���ł��ˁB
����ɂ��Ă��̂Ă�Ƃܑ͖̖����O�O�F
���͗���A�ς�����ł��˂��B
�ߏ�ŗn�ڂ����Ă鏊����������ŁA������Ƙb���|���Č��܂��B
�d�����̂��������̂Ƃ��֗��ނ̂��i�������ǁA�������čӂ���C������
��肱��ł��܂ӁB
�|�����Ȑl����Ȃ����Ƃ����ҁB
����ɂ��Ă��̂Ă�Ƃܑ͖̖����O�O�F
���͗���A�ς�����ł��˂��B
�ߏ�ŗn�ڂ����Ă鏊����������ŁA������Ƙb���|���Č��܂��B
�d�����̂��������̂Ƃ��֗��ނ̂��i�������ǁA�������čӂ���C������
��肱��ł��܂ӁB
�|�����Ȑl����Ȃ����Ƃ����ҁB
585 �F���j�I�������g�F03/02/18 08:05 ID:uZWZQgYP
��荞�ނȂ�A���x�݂����߂��A�O�ł̂�т肵�Ă��ƈ��ɂ����������ǂ������B
�ŋ߂͍�ƒ��ɍs���ƃs���s�����Ă鏊��������B
�ŋ߂͍�ƒ��ɍs���ƃs���s�����Ă鏊��������B
>>571
�X�}�\�I
�`���R�b�g�������������A
�����֗������Č����������ǂ�����������ȁB
�ŋ߂̓��E�t��鏊�͏��Ȃ�����ȁE�E�E
�n�ڂ̊Ŕグ�Ă��Ђɓ����邵���Ȃ����H
�P�`�Q�{�Ȃ�f���Ƀh�C�g�Ƃ��Ŕ������ق����ǂ��Ǝv����B
��Ԃ���Ė�ɂ������B
�X�}�\�I
�`���R�b�g�������������A
�����֗������Č����������ǂ�����������ȁB
�ŋ߂̓��E�t��鏊�͏��Ȃ�����ȁE�E�E
�n�ڂ̊Ŕグ�Ă��Ђɓ����邵���Ȃ����H
�P�`�Q�{�Ȃ�f���Ƀh�C�g�Ƃ��Ŕ������ق����ǂ��Ǝv����B
��Ԃ���Ė�ɂ������B
587 �F���������R�O���N�F03/02/22 11:32 ID:Ee6ovxZ9
588 �F���������R�O���N�F03/02/25 20:39 ID:E8OjJPoj
�����ăo�J���ȁ[�B�l�h�f�Ƃl�`�f���ǂ��Ⴄ�Ƃ�������Ă�̂�
�s�h�f���Љ�Ă邵�B�ŁA�l�`�f�͂�����
http://science.2ch.net/test/read.cgi/kikai/1003328559/15
�l�h�f�͂������ڂ���������Ă�
http://ime.nu/www.jpo.go.jp/ryutu/map/kikai03/1/1-3-3.htm
�s�h�f���Љ�Ă邵�B�ŁA�l�`�f�͂�����
http://science.2ch.net/test/read.cgi/kikai/1003328559/15
�l�h�f�͂������ڂ���������Ă�
http://ime.nu/www.jpo.go.jp/ryutu/map/kikai03/1/1-3-3.htm
589 �F�����F03/03/04 12:52 ID:3lUsMIo2
�ቷ�n�ڂł���A�\�ł��B����ӂƂ��Ă����Ђ�����܂��B
590 �FYOK�F03/03/11 22:25 ID:CnEfStB+
�݂Ȃ���̈ӌ��������̂ł����H
�}�ʂɗn�ڂ̋r���̎w�����Ȃ��ꍇ�͂ǂ����Ă܂����H
�X�~���n�ڂ̏ꍇ�A�U���@�Ɓ@�U���@�̏ꍇ�@�r���͔��Ɠ����U������
���ꂪ�A�P�Q���@�Ɓ@�U���@�̏ꍇ�@�������́@�Umm�@�ɂ���
���̂悤�ɍl���ėǂ��̂ł��傤���H
�{���A�q��Ƌ��c���Č��肷��ׂ����ƂȂ̂ł��傤���A
�����̋K�i�ł��̂悤�Ȃ��Ƃ������Ă���̂ł��傤���A�ƊE�̒ʗ�Ȃǂ�����܂�����
�����Ă������������̂ł����@
���ɂ��A
�P�|�J����H�́H�Hmm�ȏ�̔̏ꍇ�s��
�Q�|�f���n�ڂ̏ꍇ�́@�n�ڒ����ƃs�b�`
�R�|���̑��@
�}�ʂɗn�ڂ̋r���̎w�����Ȃ��ꍇ�͂ǂ����Ă܂����H
�X�~���n�ڂ̏ꍇ�A�U���@�Ɓ@�U���@�̏ꍇ�@�r���͔��Ɠ����U������
���ꂪ�A�P�Q���@�Ɓ@�U���@�̏ꍇ�@�������́@�Umm�@�ɂ���
���̂悤�ɍl���ėǂ��̂ł��傤���H
�{���A�q��Ƌ��c���Č��肷��ׂ����ƂȂ̂ł��傤���A
�����̋K�i�ł��̂悤�Ȃ��Ƃ������Ă���̂ł��傤���A�ƊE�̒ʗ�Ȃǂ�����܂�����
�����Ă������������̂ł����@
���ɂ��A
�P�|�J����H�́H�Hmm�ȏ�̔̏ꍇ�s��
�Q�|�f���n�ڂ̏ꍇ�́@�n�ڒ����ƃs�b�`
�R�|���̑��@
591 �F������݂ł� ��SyANsUicrQ �F03/03/12 17:39 ID:X6xQS6jA
�@>>590 �r���̌��ߕ��͂���ŃI�b�P�[�ł��I
�@�@�@�@�@���x���c�݂����Ȃ����������͋r�������Ȃ����鎖�͂����Ă�
�@�@�@�@�@�O�L�̋r����葾�����鎖�͂���܂���ł����i���x�I�ɂ��Ӗ��������j
�@�@�@�@�@�����̌o����A�Q�~���ȏ�̔͊J����H���Ă܂����B
�@�@�@�@�@�i�����ɂ��J��̎��ʂ������ł����j
�@�@�@�@�@���n�ڔ���������ŁA�n�ڌ�ɔ��Α��̖ʂ��T���_�[��
�@�@�@�@�@�@���Ă�����x�n�ڂ��Ă܂����ˁB
�@�@�@�@�@
�@�@�@�@�@�����ƃs�b�`�́E�E�E���ɂ��ł��ȁB
�@�@�@�@�@�����͂悭�A�P�O�O�`�P�T�O�����u���ĂT�O�����O��̒����ŗn��
�@�@�@�@�@���Ă܂����B
�@�@�@�@�@���x���c�݂����Ȃ����������͋r�������Ȃ����鎖�͂����Ă�
�@�@�@�@�@�O�L�̋r����葾�����鎖�͂���܂���ł����i���x�I�ɂ��Ӗ��������j
�@�@�@�@�@�����̌o����A�Q�~���ȏ�̔͊J����H���Ă܂����B
�@�@�@�@�@�i�����ɂ��J��̎��ʂ������ł����j
�@�@�@�@�@���n�ڔ���������ŁA�n�ڌ�ɔ��Α��̖ʂ��T���_�[��
�@�@�@�@�@�@���Ă�����x�n�ڂ��Ă܂����ˁB
�@�@�@�@�@
�@�@�@�@�@�����ƃs�b�`�́E�E�E���ɂ��ł��ȁB
�@�@�@�@�@�����͂悭�A�P�O�O�`�P�T�O�����u���ĂT�O�����O��̒����ŗn��
�@�@�@�@�@���Ă܂����B
592 �FYOK�F03/03/13 10:10 ID:IpVtdBCF
�Qmm�ȏ�́@�J����܂����E�E�E
���I�ɂ́A�˂������̏ꍇ�@�X�`�P�Qmm�@�ʂ��炩�Ǝv���Ă܂����B
�X�~���̏ꍇ�́@�P�Qmm���炢�܂łȂ�@�J�斳���ł���Ă܂����ǁ@�シ���܂����H
���I�ɂ́A�˂������̏ꍇ�@�X�`�P�Qmm�@�ʂ��炩�Ǝv���Ă܂����B
�X�~���̏ꍇ�́@�P�Qmm���炢�܂łȂ�@�J�斳���ł���Ă܂����ǁ@�シ���܂����H
593 �F�n�ڋZ�p�F03/03/13 13:04 ID:W6bW95So
�T�X�O����
�Q�l�ɂȂ邩�킩��܂��A�A�A
���͌��z�S���̍H���������d���Ƃ��Ă����҂ł��B
�r���̗�Ƃ��ẮA�ȉ��̂悤�Ȋ�ł����B
�@�U���@�@�@�T
�@�X���@�@�@�V
�P�Q���@�@�@�X
�P�U���@�@�@�P�Q
�P�X���ȏ�́A�K���J����H���{���A�����n�����݁A�܂��͊��S�n�����ݗn�ڂƂ��A���������̂P/�R
����P/�S���x�Ƃ��Ă��܂����B
�U������P�U���Ɋւ��ẮA���~�O�D�V�i�J��グ�j�Ƃ����Z�莮�Ɋ�Â����肵�Ă��܂����B
�H�w�I�ɉ��̂��́A�c�O�Ȃ��玩���ɂ͂킩��܂���B���߂�Ȃ����B�I
�܂��A
�P�̊J����H�́A�U������ł��܂��B�U����蔖�����m�ɂ́A�������ă}�C�i�X��
�@���ʂ̂ق����傫���Ƃ̂��Ƃʼn��H���܂���ł����B�i���x�d���̂��߁j
�Q�f���n�ڂ́A�T�X�P����̂����Ƃ���A���m�ɂ�肯��Ǝv���܂��B
�@�c�ݓ����l�����ăs�b�`�����߂��ق�����낵�����Ǝv���܂��B�ŏ��r��������
�@���Ă͂T�O�~������ʓI�ł����B�������A�Œ�T�O�~�����m�ۂ���K�v�̂��߁A
�@���ۂɂ͂U�O�~���ł����B
�R���Ȃ݂ɁA�J����H�̓K�X�ؒf�A�������̓v���Y�}�ؒf����ʓI�ƕ����܂��B
�@�������A�ŋ߂ł͐؍�ɂ����@�����������܂��B
�@�l�I�ɂ́A�G�A�[�K�E�W���O�����p���Ă��܂����B
�@����ȂƂ���ŁA�A�A
�@�����́A�Q�l�ɂȂ�܂����ł��傤���B�I�H�@�@
�ǐL
�����T�X�Q
�@�����n�ڂ͂ǂ����Ă��n�ڌ��ׂł邯�ǂˁA�A�A�@
�Q�l�ɂȂ邩�킩��܂��A�A�A
���͌��z�S���̍H���������d���Ƃ��Ă����҂ł��B
�r���̗�Ƃ��ẮA�ȉ��̂悤�Ȋ�ł����B
�@�U���@�@�@�T
�@�X���@�@�@�V
�P�Q���@�@�@�X
�P�U���@�@�@�P�Q
�P�X���ȏ�́A�K���J����H���{���A�����n�����݁A�܂��͊��S�n�����ݗn�ڂƂ��A���������̂P/�R
����P/�S���x�Ƃ��Ă��܂����B
�U������P�U���Ɋւ��ẮA���~�O�D�V�i�J��グ�j�Ƃ����Z�莮�Ɋ�Â����肵�Ă��܂����B
�H�w�I�ɉ��̂��́A�c�O�Ȃ��玩���ɂ͂킩��܂���B���߂�Ȃ����B�I
�܂��A
�P�̊J����H�́A�U������ł��܂��B�U����蔖�����m�ɂ́A�������ă}�C�i�X��
�@���ʂ̂ق����傫���Ƃ̂��Ƃʼn��H���܂���ł����B�i���x�d���̂��߁j
�Q�f���n�ڂ́A�T�X�P����̂����Ƃ���A���m�ɂ�肯��Ǝv���܂��B
�@�c�ݓ����l�����ăs�b�`�����߂��ق�����낵�����Ǝv���܂��B�ŏ��r��������
�@���Ă͂T�O�~������ʓI�ł����B�������A�Œ�T�O�~�����m�ۂ���K�v�̂��߁A
�@���ۂɂ͂U�O�~���ł����B
�R���Ȃ݂ɁA�J����H�̓K�X�ؒf�A�������̓v���Y�}�ؒf����ʓI�ƕ����܂��B
�@�������A�ŋ߂ł͐؍�ɂ����@�����������܂��B
�@�l�I�ɂ́A�G�A�[�K�E�W���O�����p���Ă��܂����B
�@����ȂƂ���ŁA�A�A
�@�����́A�Q�l�ɂȂ�܂����ł��傤���B�I�H�@�@
�ǐL
�����T�X�Q
�@�����n�ڂ͂ǂ����Ă��n�ڌ��ׂł邯�ǂˁA�A�A�@
594 �F������݂ł� ��SyANsUicrQ �F03/03/13 21:57 ID:4bSXiuqD
�J��͓ˍ����̂݁A���ʂ͗��ʌy���ʎ����x�`����3/2�A���Ζ�3/1
�^��~�����x�c�����ăP�[�X�����������悤�ȁB
�@��铹��̓T���_�[���p���H�@��ǂ������܂����B
�v���Y�}��K�X�Ŏ��ƃT���_�[�ŃL���C�ɕ\�ʂ��C��Ȃ��Ƃ����Ȃ��̂�
�ʓ|�������Ȃ��B
�@�_���ȂǍގ��ω������g�R�c���ėn�ڂ���ƌ��������肷��ˁB
�^��~�����x�c�����ăP�[�X�����������悤�ȁB
�@��铹��̓T���_�[���p���H�@��ǂ������܂����B
�v���Y�}��K�X�Ŏ��ƃT���_�[�ŃL���C�ɕ\�ʂ��C��Ȃ��Ƃ����Ȃ��̂�
�ʓ|�������Ȃ��B
�@�_���ȂǍގ��ω������g�R�c���ėn�ڂ���ƌ��������肷��ˁB
595 �FYOK�F03/03/15 01:39 ID:ABIyYQHS
������݂ł� ����@ �n�ڋZ�p[]�@����
�Q�l�ɂȂ�܂����B
���ɂ������������Ƃ͂���̂ł����A�`���b�g�����ɂ���܂���
�n�ڂ̉Ήԁ@��@�K�X�ؒf��Ǝ��̃m���@�Ɏg�p����
�X�p�b�^�V�[�g�Ł@�������߂̕�����������Ă��������B
�ȑO�́@�����@�R���U�ڃT�C�Y�Ł@�P�����炢�̔���̕��@���g�p���Ă����̂ł���
���������@�g�p�ł��Ȃ��Ȃ�̂Ł@���T�C�Y�Ł@�Q�����炢�́@����̕����g�p���Ă��܂���
�m���Ȃǂ���Ɓ@�����Ȍ����@���̂����@�L�����Ă����@�傫�Ȍ��ւƂȂ��Ă��܂��܂��B
�H���Ǝ��́A�ΉԂȂC�ɂ����@�n�ڂł���̂ł����A�����Ƃ�i�̏�ł̗n�ڂ�
�C�������܂��B
�Q�l�ɂȂ�܂����B
���ɂ������������Ƃ͂���̂ł����A�`���b�g�����ɂ���܂���
�n�ڂ̉Ήԁ@��@�K�X�ؒf��Ǝ��̃m���@�Ɏg�p����
�X�p�b�^�V�[�g�Ł@�������߂̕�����������Ă��������B
�ȑO�́@�����@�R���U�ڃT�C�Y�Ł@�P�����炢�̔���̕��@���g�p���Ă����̂ł���
���������@�g�p�ł��Ȃ��Ȃ�̂Ł@���T�C�Y�Ł@�Q�����炢�́@����̕����g�p���Ă��܂���
�m���Ȃǂ���Ɓ@�����Ȍ����@���̂����@�L�����Ă����@�傫�Ȍ��ւƂȂ��Ă��܂��܂��B
�H���Ǝ��́A�ΉԂȂC�ɂ����@�n�ڂł���̂ł����A�����Ƃ�i�̏�ł̗n�ڂ�
�C�������܂��B
596 �F������݂ł� ��SyANsUicrQ �F03/03/15 18:07 ID:+0ShIsKx
�@�V�[�g�͉��~�߂��猊�����ˁB
�W���I�ɓ����鏊�͔����S�ɃX�p�m���h���Ďg�����A���������g�����ˁB
�p�ނł�������g���Ă݂āB
�W���I�ɓ����鏊�͔����S�ɃX�p�m���h���Ďg�����A���������g�����ˁB
�p�ނł�������g���Ă݂āB
597 �F���������R���N�F03/03/15 19:14 ID:dgIEFt3m
�}�X�N�𒅗p���ėn�ڂ��Ă���ƁA�����̕@���ŃK���X���܂�܂���H
598 �F���������R���N�F03/03/16 20:55 ID:1Bir3aCo
�݂ł肳��̂��������Ƃ���A�����̃X�p�b�^�V�[�g�́A���̌��ʂ��^��
�悤�Ȃ��̂��U������܂��B
�����Ƃ��ẮA�����̊v�G�v������ڒ��܂Ȃǂœ\�荇�킹�����̂��g�p
���Ă��܂����B
�݂ł肳��̂����Ƃ���A�m���X�p�⓺�����ʓI�Ǝv���܂��B
�����T�X�V
�m���ɁB�I�I��Ɗዾ���܂�܂��ˁB�I�H�܂�~�߃X�v���[�悭�g���Ă܂����B
�悤�Ȃ��̂��U������܂��B
�����Ƃ��ẮA�����̊v�G�v������ڒ��܂Ȃǂœ\�荇�킹�����̂��g�p
���Ă��܂����B
�݂ł肳��̂����Ƃ���A�m���X�p�⓺�����ʓI�Ǝv���܂��B
�����T�X�V
�m���ɁB�I�I��Ɗዾ���܂�܂��ˁB�I�H�܂�~�߃X�v���[�悭�g���Ă܂����B
599 �FYOK�F03/03/16 22:51 ID:rwM48B9O
��G�v�����ł����@�ǂ������ł��ˁB
��Ȃ�@���������Ă��@��������L�����Ă����ɂ����悤�ł��ˁI
�l�i�͂ǂ̂��炢�ɂȂ�̂ł��傤��
��Ȃ�@���������Ă��@��������L�����Ă����ɂ����悤�ł��ˁI
�l�i�͂ǂ̂��炢�ɂȂ�̂ł��傤��
600 �F���������R���N�F03/03/17 00:12 ID:Px6iylcN
�������A������\�ł͂���܂���B�g�p���Ă��������Ɍ����J���܂��B
�����Ӊ������B�I�I
��G�v�����́A�ꖇ�������~���Ȃ������悤�ȋC�����܂��B���[�N�}��
�Ƃ��ɔ����Ă܂��B
�����Ӊ������B�I�I
��G�v�����́A�ꖇ�������~���Ȃ������悤�ȋC�����܂��B���[�N�}��
�Ƃ��ɔ����Ă܂��B
601 �F������݂ł� ��SyANsUicrQ �F03/03/17 12:22 ID:TdnNRPwA
�X�p�b�^�V�[�g�̋@�\���āA���ڃX�p�b�^��������̂�h�����Ɩh��������
���������̂͂��傤���Ȃ����Ă��B
�@�琻�V�[�g�Ȃ��悳���������B
�@
�@>>597�܂�~�߂ɂ͑䏊�p��܂𔖂������ăJ���@�����Ƃ��Ό��ʂ����B
�@�@�@�@����̓o�C�N�̃w�����b�g�V�[���h��܂点�Ȃ��悤�ɂ���m�b�Ȃ�ł����B
���������̂͂��傤���Ȃ����Ă��B
�@�琻�V�[�g�Ȃ��悳���������B
�@
�@>>597�܂�~�߂ɂ͑䏊�p��܂𔖂������ăJ���@�����Ƃ��Ό��ʂ����B
�@�@�@�@����̓o�C�N�̃w�����b�g�V�[���h��܂点�Ȃ��悤�ɂ���m�b�Ȃ�ł����B
602 �F�n�ڋZ�p�F03/03/18 12:55 ID:eKioHTc7
�I�I�[
����͏����ł��B��������Ă݂܂��B�I�I
���肪�Ƃ��������܂��B
����͏����ł��B��������Ă݂܂��B�I�I
���肪�Ƃ��������܂��B
603 �FYOK�F03/03/19 16:16 ID:wf6XofIR
��G�v���������ǁ@���T�O�O�@�́@�����̂���@���X�W�O
��c���^�C�v�@�T�O�O���X�O�O�Ŏ�J�b�g�ŗ��^�@�����P�P�O�O
�X�p�b�^�V�[�g�������@�������ǁ@�~�V���ŖD��Ȃ���Ȃ�Ȃ�����
�ǂ������悢�̂��H�H�H
��G�v�����́@��́@����i�Ƃ�����j���܂Ɠ����炵������
�R���̃V�[�g�Ŕ����Ă�Ƃ��Ȃ��ł��傤���H�R���Ȃ�@�͂��݂ŕK�v�ʐ�悢�̂�
�g�����肪�悢�Ǝv���܂��B
��c���^�C�v�@�T�O�O���X�O�O�Ŏ�J�b�g�ŗ��^�@�����P�P�O�O
�X�p�b�^�V�[�g�������@�������ǁ@�~�V���ŖD��Ȃ���Ȃ�Ȃ�����
�ǂ������悢�̂��H�H�H
��G�v�����́@��́@����i�Ƃ�����j���܂Ɠ����炵������
�R���̃V�[�g�Ŕ����Ă�Ƃ��Ȃ��ł��傤���H�R���Ȃ�@�͂��݂ŕK�v�ʐ�悢�̂�
�g�����肪�悢�Ǝv���܂��B
604 �F�`�T�O�W�R�F03/03/19 22:27 ID:ih1d1ZXv
�iIS�@�y�R�W�P�P�@�s�m�|�P�o���Q�^�Q�P�ɂ����܂����B�ꉞ���g�͏o�������Ǖ\�r�[�h�������������痎���������H�@
605 �F�`�T�O�W�R�F03/03/19 22:32 ID:ih1d1ZXv
�Ȃɂ��������K���@�������炨�����Ă��������B�P�p�X�ł������̂��ȁH
606 �F������݂ł� ��SyANsUicrQ �F03/03/20 09:15 ID:ny15x+Q4
�������ƃp�C�v�n���Ǝv���܂����ǂ�ȏ����̎����ł������˂��H
607 �F���������R���N�F03/03/20 14:42 ID:ZQWTym01
�@�@�@�܂���̂��߂���
�@�@�@�����������鎎���ł�
608 �F���������R���N�F03/03/20 14:43 ID:ZQWTym01
�@�@�@�@�܂��������
�@�@�@�N���N�����鎎���ł�
609 �F���������R���N�F03/03/20 14:44 ID:ZQWTym01
�܂���A�k�X�`�`�`�`�`�`�`�`�`�`�`
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�`�`�`�`�`�`�`�`�`�`�`�`�`���I
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�`�`�`�`�`�`�`�`�`�`�`�`�`���I
610 �F���������R���N�F03/03/20 14:47 ID:5kcO2dzS
���j�̓R�R������ׂ������Ƌ��ƃT���v�����[�r�[��
����������������������������������������
http://www.pink-angel.jp/betu/linkvp2/linkvp.html
����������������������������������������
http://www.pink-angel.jp/betu/linkvp2/linkvp.html
611 �F�`�T�O�W�R�F03/03/20 22:21 ID:XgZQpACQ
���肪�Ƃ��������܂��B�A���~�̂S�o�̂P�T�OA�p�C�v�̗n�ڂŁA�����Ɖ����̗n�ڎ����ł��B�����̎��r�[�h���n���������݂ɂȂ����Ⴂ�܂���
612 �F�`�T�O�W�R�F03/03/20 22:36 ID:XgZQpACQ
�͂��߂܂��ėn�ڍH�݂̂Ȃ���ڂ��́A�d���ł��܂ɗn�ڂ��Ă�����̂ł��s�h�f�̃r�[�x�ɍ��ꍞ��Ń_�C�w���̃C���o�[�^�G���R���R�O�O�o�������Ⴂ�܂����I��[���n�ڂ��܂��Ȃ邼�[�I�������Ƃ���������������A�@�݂����Ă��������܂��A�A�A
613 �F������݂ł� ��SyANsUicrQ �F03/03/21 10:01 ID:UrUtT/Ne
���܂Ȃ��A�A���~�͐��O���E�E�E�܂��Ă�p�C�v�ȂǁB
�{���ɃS�����B
�{���ɃS�����B
614 �F�`�T�O�W�R�F03/03/22 00:03 ID:DtmOtSdT
�݂ł肳��A�ǂ����B���s���낢�낢�뎎���Ă݂܂��B���[�n�ڂ��ē���������I
615 �F���������R���N�F03/03/22 22:37 ID:vGeo0xSD
�A���~���Y��ȃr�[�g�����������������ĉ���
�@
�@���Ďv��Ȃ��H
�@
�@���Ďv��Ȃ��H
616 �F�`�T�O�W�R�F03/03/23 00:25 ID:pzAttyoK
�����������̂��낱�݂����ɂȂ��Ă�Ƃ��C�����[�����ˁ[�I�Ă����o�Ȃ����_���������ăr�[�h���o���Ă����̂������B�Ȃ�Ă������������߂�݂����ȁH
�|�|�|�|�|���j�j�j�j�j�j�j�j�j�j
�|�|�|�|�|���j�j�j�j�j�j�j�j�j�j
617 �F�`�T�O�W�R�F03/03/23 00:28 ID:pzAttyoK
�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j�j���Ċ����ł����ˁ[
618 �F�k�a�F03/03/23 07:23 ID:jX1kHCyT
���낱�̌��������ł���i��
�i�i�i�i�i�i�i�i�i�i�i�i���j�@�Ō�͌�߂�
�i�i�i�i�i�i�i�i�i�i�i�i���j�@�Ō�͌�߂�
619 �F�`�T�O�W�R�F03/03/23 11:59 ID:pzAttyoK
���������ˁ@�k�a����ǂ�ȗn�ڂ��ĂH
620 �F���������R���N�F03/03/23 20:55 ID:E0kW6seh
����Ȃ̂ł����A
�z�[���Z���^�[�Ŕ����Ă���A�[�N�n�ڋ@���������ł�
�A�[�N�n�ڂ̓��ʋ�����Ă��Ȃ���_���Ȃ̂ł��傤���H
�z�[���Z���^�[�Ŕ����Ă���A�[�N�n�ڋ@���������ł�
�A�[�N�n�ڂ̓��ʋ�����Ă��Ȃ���_���Ȃ̂ł��傤���H
621 �F���������R���N�F03/03/23 22:22 ID:500P4vnQ
>>620
�n�ڋ@�������̂Ɏ��i�A����͂���Ȃ��łB
���̗n�ڋ@���g���ėn�ڂ���ەK�v�ɂȂ�ł��ˁB
�܂����ȐӔC�ł��ȏ�Ȃɂ�����Ȃ��ł��傤����
�n�ڋ@�������̂Ɏ��i�A����͂���Ȃ��łB
���̗n�ڋ@���g���ėn�ڂ���ەK�v�ɂȂ�ł��ˁB
�܂����ȐӔC�ł��ȏ�Ȃɂ�����Ȃ��ł��傤����
622 �F���������R���N�F03/03/23 22:49 ID:BHDqlKWh
621����̌����u�����v�Ƃ͂ǂ̂悤�Ȏ��������̂ł����H
623 �F���������R���N�F03/03/23 22:59 ID:lEGHZesc
624 �F���������R���N�F03/03/23 23:04 ID:Byal3uEw
�@�@ �@ �ȁQ�ȁ��@�^�P�P�P�P�P�P�P�P�P�P�P
�@�@�@ �i�@�L�́M�j/���搶�I����Ȃ̂�����܂����I
�@�Q / /�@�@ /�@�@�@�_�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�_���m�P�P�P�P�_
�@||�_�@�@�@�@�@�@�@�@�_
�@||�_||�P�P�P�P�P||
�@||�@ ||�P�P�P�P�P||
http://saitama.gasuki.com/saitama/
�@�@�@ �i�@�L�́M�j/���搶�I����Ȃ̂�����܂����I
�@�Q / /�@�@ /�@�@�@�_�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�_���m�P�P�P�P�_
�@||�_�@�@�@�@�@�@�@�@�_
�@||�_||�P�P�P�P�P||
�@||�@ ||�P�P�P�P�P||
http://saitama.gasuki.com/saitama/
625 �F���������R���N�F03/03/24 19:18 ID:rkpHkeZN
�n�ڍ�ƈȊO�ꎮ�@���ăg�R�ł���
�n�ڂɂ��Ă��A�L���i�҂��s���i�������߂��Ȃ����肢��Ȃ���łȂ��H
�n�ڂɂ��Ă��A�L���i�҂��s���i�������߂��Ȃ����肢��Ȃ���łȂ��H
626 �F���������R���N�F03/03/24 20:56 ID:hvtWdy5J
�I�C�����A�n�ڍH�����B
�g�[�^���ŁA�W�N����Ă܂����A
�����ɁAMig,Tig�n�ڂ��A����������Ȃ��E�E�E�B
�������A�A�[�N�n�ڂ́A�l���݂ɏo���邯�ǁA
���ꂩ��A�����ɂ��A���킵�����E�E�E�B
�ł��A���l���Ȃ��E�E�E�E�B
�������A�n�ڊ撣��܂��B
�g�[�^���ŁA�W�N����Ă܂����A
�����ɁAMig,Tig�n�ڂ��A����������Ȃ��E�E�E�B
�������A�A�[�N�n�ڂ́A�l���݂ɏo���邯�ǁA
���ꂩ��A�����ɂ��A���킵�����E�E�E�B
�ł��A���l���Ȃ��E�E�E�E�B
�������A�n�ڊ撣��܂��B
627 �F���������R���N�F03/03/27 19:16 ID:LEKMKfu6
deca���Č����n�ڋ@���[�J�[�m���Ă܂����H
������MIG���C�ɂȂ�܂��B�A���i�Ȃ�Ō̏Ⴕ�����Ƃ��C�ɂȂ邯��
�g�p���������̂ő����B
http://www.straight.co.jp/netshop/artno/default.html?artno=17-890
���t�I�N�Ŕ����Ă����B���Y�����ǎg�p�����Ⴂ�̂��C�ɂȂ�B
http://page3.auctions.yahoo.co.jp/jp/auction/c33533912
�悭����̂Ŕ���Ă��遁�M������ԁH
��ɃX�e�����X�ƃA���~�̔����P�����`�S�����ł��B
�A�h�o�C�X�X�������肢���܂��B
������MIG���C�ɂȂ�܂��B�A���i�Ȃ�Ō̏Ⴕ�����Ƃ��C�ɂȂ邯��
�g�p���������̂ő����B
http://www.straight.co.jp/netshop/artno/default.html?artno=17-890
���t�I�N�Ŕ����Ă����B���Y�����ǎg�p�����Ⴂ�̂��C�ɂȂ�B
http://page3.auctions.yahoo.co.jp/jp/auction/c33533912
�悭����̂Ŕ���Ă��遁�M������ԁH
��ɃX�e�����X�ƃA���~�̔����P�����`�S�����ł��B
�A�h�o�C�X�X�������肢���܂��B
628 �F�`�T�O�W�R�F03/03/28 20:28 ID:s81CDQU3
�_�C�w���̃C���o�[�^
629 �F�`�T�O�W�R�F03/03/28 20:30 ID:s81CDQU3
�����܂���B�_�C�w���̃C���o�[�^�s�h�f�@�l�h�m�h�Ƃ��́H
630 �F���������R���N�F03/03/29 07:16 ID:u735yRap
631 �F���������R���N�F03/03/29 11:02 ID:edGWLYkH
�d�q�r�[���ɂ��n�ڂ��Ăǂ��Ȃ́H
�����낢�́H
�����낢�́H
���l������o�b�r�W�l�X�̒��ŁA�m���ɋ}�������Ă��錘���r�W�l�X�ł��B
�����g�A�l�X�ȃl�b�g�r�W�l�X�������Ă��܂������A
���߂Ď��M�������Ă��Љ�ł��܂��B
�����͌�ɂ���ɂ���������1000�~�̂݁I
�Q�l�܂łɑ��ł́A1���~�`�Q���~������ł��B
����͂���܂����A���ϓ���8000�~�ʂɂȂ��Ă��܂��B
���݁A�y���������������������ł��B���������ԁA�撣���Čf����
�������ނ����ŁA�����ɖ������������悤�ɂȂ�܂��B
�����ɏ��������{�ɂ�����@�A�؋��𑽐�����
���@�I�ɓ��X�Ɠ��ݓ|�����@�A��x�ɕ�����H�ȏ���
�l������肷����@�A�ړ��Ă̏��̖{����m����@
�ȂǂQ�O�O�ȏ�̗���������ł��܂��B
�����̂�����A�q�}�ȕ��͖��O�����ɂ���s�b�g���N���b�N����
�����ɏ���]����͂����M���Ă��������B
[email protected]�ɏ���]�Ɠ��͂�
���M�����������B
���̎��_�ł͂܂����������͂�����܂���B
���Ѓq�}�Ԃ��̂���Ń��[�����������B
�����g�A�l�X�ȃl�b�g�r�W�l�X�������Ă��܂������A
���߂Ď��M�������Ă��Љ�ł��܂��B
�����͌�ɂ���ɂ���������1000�~�̂݁I
�Q�l�܂łɑ��ł́A1���~�`�Q���~������ł��B
����͂���܂����A���ϓ���8000�~�ʂɂȂ��Ă��܂��B
���݁A�y���������������������ł��B���������ԁA�撣���Čf����
�������ނ����ŁA�����ɖ������������悤�ɂȂ�܂��B
�����ɏ��������{�ɂ�����@�A�؋��𑽐�����
���@�I�ɓ��X�Ɠ��ݓ|�����@�A��x�ɕ�����H�ȏ���
�l������肷����@�A�ړ��Ă̏��̖{����m����@
�ȂǂQ�O�O�ȏ�̗���������ł��܂��B
�����̂�����A�q�}�ȕ��͖��O�����ɂ���s�b�g���N���b�N����
�����ɏ���]����͂����M���Ă��������B
[email protected]�ɏ���]�Ɠ��͂�
���M�����������B
���̎��_�ł͂܂����������͂�����܂���B
���Ѓq�}�Ԃ��̂���Ń��[�����������B
633 �F�`�T�O�W�R�F03/03/29 17:05 ID:m0NBdFZK
�d�q�r�[���n�ڂ��Ă������n�����݂��[����ł���H��������ƂȂ����ǁB
634 �F���������R���N�F03/03/29 17:09 ID:MF+EWnZi
���͐l�ނ��v���ǂ��ō\������Ă���Ƃ͓���v�������o���܂���B
���l������o�b�r�W�l�X�̒��ŁA�m���ɋ}�������Ă��錘���r�W�l�X�ł��B
�����g�A�l�X�ȃl�b�g�r�W�l�X�������Ă��܂������A
���߂Ď��M�������Ă��Љ�ł��܂��B
�����͌�ɂ���ɂ���������1000�~�̂݁I
�Q�l�܂łɑ��ł́A1���~�`�Q���~������ł��B
����͂���܂����A���ϓ���8000�~�ʂɂȂ��Ă��܂��B
���݁A�y���������������������ł��B���������ԁA�撣���Čf����
�������ނ����ŁA�����ɖ������������悤�ɂȂ�܂��B
�����ɏ��������{�ɂ�����@�A�؋��𑽐�����
���@�I�ɓ��X�Ɠ��ݓ|�����@�A��x�ɕ�����H�ȏ���
�l������肷����@�A�ړ��Ă̏��̖{����m����@
�ȂǂQ�O�O�ȏ�̗���������ł��܂��B
�����̂�����A�q�}�ȕ��͖��O�����ɂ���s�b�g���N���b�N����
�����ɏ���]����͂����M���Ă��������B
�܂��́A[email protected]�ɏ���]�Ɠ��͂�
���M�����������B
���̎��_�ł͂܂����������͂�����܂���B
���Ѓq�}�Ԃ��̂���Ń��[�����������B
�����������������[���@�P�P�@�ʂł��B
�����g�A�l�X�ȃl�b�g�r�W�l�X�������Ă��܂������A
���߂Ď��M�������Ă��Љ�ł��܂��B
�����͌�ɂ���ɂ���������1000�~�̂݁I
�Q�l�܂łɑ��ł́A1���~�`�Q���~������ł��B
����͂���܂����A���ϓ���8000�~�ʂɂȂ��Ă��܂��B
���݁A�y���������������������ł��B���������ԁA�撣���Čf����
�������ނ����ŁA�����ɖ������������悤�ɂȂ�܂��B
�����ɏ��������{�ɂ�����@�A�؋��𑽐�����
���@�I�ɓ��X�Ɠ��ݓ|�����@�A��x�ɕ�����H�ȏ���
�l������肷����@�A�ړ��Ă̏��̖{����m����@
�ȂǂQ�O�O�ȏ�̗���������ł��܂��B
�����̂�����A�q�}�ȕ��͖��O�����ɂ���s�b�g���N���b�N����
�����ɏ���]����͂����M���Ă��������B
�܂��́A[email protected]�ɏ���]�Ɠ��͂�
���M�����������B
���̎��_�ł͂܂����������͂�����܂���B
���Ѓq�}�Ԃ��̂���Ń��[�����������B
�����������������[���@�P�P�@�ʂł��B
636 �F���������R���N�F03/03/29 18:18 ID:4ao8kykN
>>633
�����o�������ł����A�A���~���݂����Ȕ������m����50mm���炢�܂�
�ł��邻���ł��B
>>635
�P�P�l���x���ꂽ��ł���
�����o�������ł����A�A���~���݂����Ȕ������m����50mm���炢�܂�
�ł��邻���ł��B
>>635
�P�P�l���x���ꂽ��ł���
637 �F�n�ڃI�y�F03/03/29 22:48 ID:2j/2D5mA
>631
�ǂ����ŕ�W���Ă�̂��ȁH
����܂�ʔ����͂Ȃ��ȁ`�B�����u�������Ă�v���ăJ���W�B
���ꂷ���Ă��A���̉�Ђ��ڂ�������牴�A�H�㐶�������B
���q�͔��d���Ƃ����P�b�g�̎��̂����邽�т�(((�i ;߄D�))))�������ق��Ă܂��B
�܁A�d�q�r�[���n�ڂ��������������Ƃ͖�����ł����ǂˁB
�ǂ����ŕ�W���Ă�̂��ȁH
����܂�ʔ����͂Ȃ��ȁ`�B�����u�������Ă�v���ăJ���W�B
���ꂷ���Ă��A���̉�Ђ��ڂ�������牴�A�H�㐶�������B
���q�͔��d���Ƃ����P�b�g�̎��̂����邽�т�(((�i ;߄D�))))�������ق��Ă܂��B
�܁A�d�q�r�[���n�ڂ��������������Ƃ͖�����ł����ǂˁB
638 �F���U�N�F03/03/29 23:22 ID:FfEarE5p
���U�R�U
�A���~������ł����`�_�Ƃł��ˁ`
�A���~������ł����`�_�Ƃł��ˁ`
639 �F�킫���̗n�ڍH�F03/03/30 10:12 ID:zXmz6vAd
�ŋ߂߂�����g�����Ȃ��ė��܂�����
���ꂩ��̋G�߁A�킫���̗n�ڍH�͂���ł����H
���ꂩ��̋G�߁A�킫���̗n�ڍH�͂���ł����H
640 �F631�F03/03/30 13:09 ID:9DWgORbV
>>633 636 637 638 ����
���X���肪�Ƃ��������܂����B
��͂肽���̃I�y���[�^������������܂�Ȃ���������܂���ˁB
�@�B�������x���������ȕ��B
���p������@���l���������ʔ��������ƋC�Â����Ă��������܂����B
�h���B
���X���肪�Ƃ��������܂����B
��͂肽���̃I�y���[�^������������܂�Ȃ���������܂���ˁB
�@�B�������x���������ȕ��B
���p������@���l���������ʔ��������ƋC�Â����Ă��������܂����B
�h���B
���i
�A���~�@TN-1F
�S�@�@�@N-2F
T-1F
SN-2F
��ɃA���~�n�ڂ���Ă܂��B
30�䔼�A����17���ł��B
���H
�A���~�@TN-1F
�S�@�@�@N-2F
T-1F
SN-2F
��ɃA���~�n�ڂ���Ă܂��B
30�䔼�A����17���ł��B
���H
642 �F���������R���N�F03/03/30 22:20 ID:+UlWo83/
���S�҂ł��B
Tig�����ɂȂ邽�߂̗��K���Ă���܂����H
Tig�����ɂȂ邽�߂̗��K���Ă���܂����H
643 �F������݂ł� ��SyANsUicrQ �F03/03/31 19:43 ID:7HBbYCt+
�@�R�O�㔼�̐E�l������P�V�E�E�E�}�W�ŁH
��643
���ю����ĂȂ�����A��������
�l�����ق����������ȁH
��642
��{�́A�������肨�����������ǂ��ł���B
�ςȕȂ����Ⴄ�ƌ�ŏC������̑�ς�����B
���ю����ĂȂ�����A��������
�l�����ق����������ȁH
��642
��{�́A�������肨�����������ǂ��ł���B
�ςȕȂ����Ⴄ�ƌ�ŏC������̑�ς�����B
645 �F���������R���N�F03/04/02 07:23 ID:1YbbO4mx
�݂�ȍH������ł͂��炢�Ă�̂��H
646 �F������݂ł� ��SyANsUicrQ �F03/04/02 10:10 ID:lrzon7yA
�d���ʂɂ����܂����ǂˁ�����
���ԂX�e���̈��͗e�����Ă����i�Q�Q�`�Q�U�j
�͏��蓖�܂ߎ��蕽�ςQ�O���A�_�֎q�U�O�`�P�O�O���i���ɂ��j�ł���
�����͎В��̓d�g�Ԃ肪�K�����č��������ł��B
�@�܁A�����i�C��ɒx��Ă���Ă����s���Ŏ����_�E���Ɠd�g�В��̈�����
�E���Ƃ�����ЂɂȂ�܂��āE�E�E���͏��Y����č��Ɏ���܂��B
�@�n�ڎ��߂Ď����Ԃ̃~�b�V�������i��ЂɏA�E�A��ΗL��A�Q�W�A����Q�Q�`�Q�R
�_�֎q�T�O������ҁB���Ȃ݂ɓƐg�ł��B
���ԂX�e���̈��͗e�����Ă����i�Q�Q�`�Q�U�j
�͏��蓖�܂ߎ��蕽�ςQ�O���A�_�֎q�U�O�`�P�O�O���i���ɂ��j�ł���
�����͎В��̓d�g�Ԃ肪�K�����č��������ł��B
�@�܁A�����i�C��ɒx��Ă���Ă����s���Ŏ����_�E���Ɠd�g�В��̈�����
�E���Ƃ�����ЂɂȂ�܂��āE�E�E���͏��Y����č��Ɏ���܂��B
�@�n�ڎ��߂Ď����Ԃ̃~�b�V�������i��ЂɏA�E�A��ΗL��A�Q�W�A����Q�Q�`�Q�R
�_�֎q�T�O������ҁB���Ȃ݂ɓƐg�ł��B
647 �F������݂ł� ��SyANsUicrQ �F03/04/02 10:16 ID:lrzon7yA
�@���ǁA���̉�ЂŐⒸ���ɂQ�O��Ō������ĉƂ����Ă��A���͊F�A���_�I
�Ƀm�C���[�[��Ԃ̂悤�ł��B
�@�Z�\�E�͌����Ǝv����X���ɂ���܂����A�������I�ȑ��ʂ�
����킯�ŁE�E�E�B
�Ƀm�C���[�[��Ԃ̂悤�ł��B
�@�Z�\�E�͌����Ǝv����X���ɂ���܂����A�������I�ȑ��ʂ�
����킯�ŁE�E�E�B
���������Z�p�����Ă�A�Ԃ��������Ǝv���Ă���ǁA
�Â����ȁH�N������Ⴄ�ƋZ�p�����ĂĂ����������ȁH
�����Ƃ����ю����Ȃ�����C�����͖������ǂˁB
�Â����ȁH�N������Ⴄ�ƋZ�p�����ĂĂ����������ȁH
�����Ƃ����ю����Ȃ�����C�����͖������ǂˁB
649 �F������݂ł� ��SyANsUicrQ �F03/04/02 19:35 ID:fBoSleD6
���悭���l������Ƃ悢�̂ł������n��
�E���ʂ��̌o�����猾���ƁA�Ⴂ�������玩���̋Z�\�Ɍ����ĐE�T��
����ƁA���������d�������߂����Ă��܂��Ƃ����������肦�܂��B
�@�n�ڂ̃X�L���͍H��n�ł͐ݔ���C���o����Ƃ������ł��Ȃ�v���X�ɕ]��
���Ă͂��炦�܂����B
�E���ʂ��̌o�����猾���ƁA�Ⴂ�������玩���̋Z�\�Ɍ����ĐE�T��
����ƁA���������d�������߂����Ă��܂��Ƃ����������肦�܂��B
�@�n�ڂ̃X�L���͍H��n�ł͐ݔ���C���o����Ƃ������ł��Ȃ�v���X�ɕ]��
���Ă͂��炦�܂����B
�A���~����7�N�A�Ɩ����̔��n�ڂ�7�N�ڂɓ˓������N��500����32�ł��B
��TSUS��JIS����Ă�������JIS�ȊO��TIG�̎��i�����L�邩�Ȃ��`
�N�������ā`�`�`�`
��TSUS��JIS����Ă�������JIS�ȊO��TIG�̎��i�����L�邩�Ȃ��`
�N�������ā`�`�`�`
�����X���肪�Ƃ��A�����n���ɂ���Ă�����ōs����B
����ɂ��Ă��A�R�N���̍X�V�������ق��Ăق�����B
����ɂ��Ă��A�R�N���̍X�V�������ق��Ăق�����B
652 �F���������R���N�F03/04/06 15:14 ID:JIpMjmdo
�n�C�e���|�̗n�ڂɂ��ē���ȂǏڂ��������Ă��������B
�f�l�ł��̂ŁB
�f�l�ł��̂ŁB
653 �F���������R���N�F03/04/06 21:10 ID:NN+aFHei
�n�C�e���|���āH
�n�C�e���V�����|�H�@�N�������H
�I�C���킩��Ȃ��E�E�E�E
����Ȏ��I�C����LB�g���ł��B�@26���炢���D���ł�
�A�h�o�C�X�ɂ���Ȃ��ĂȂ��ȁi��
�n�C�e���V�����|�H�@�N�������H
�I�C���킩��Ȃ��E�E�E�E
����Ȏ��I�C����LB�g���ł��B�@26���炢���D���ł�
�A�h�o�C�X�ɂ���Ȃ��ĂȂ��ȁi��
654 �F316L�F03/04/07 20:19 ID:KxQ8sXNw
�����A���ʃ{�C���[�n�ڎm�̎��Z�����ɍs���Ă����B
�����グ�͂Ƃ����������������܂����B�@�A���_�[�J�b�g�ɂȂ��Ă�ˁ[�́I
�@���`�����P�w����Ƃ��悩�����B�@���͔n�����B
�{�C���[�����l�`
�A���_�[�J�b�g�͏����ł���������}�W�ʖڂȂ̂����H
�@�n���ȉ��ɋ����Ă����B
�����グ�͂Ƃ����������������܂����B�@�A���_�[�J�b�g�ɂȂ��Ă�ˁ[�́I
�@���`�����P�w����Ƃ��悩�����B�@���͔n�����B
�{�C���[�����l�`
�A���_�[�J�b�g�͏����ł���������}�W�ʖڂȂ̂����H
�@�n���ȉ��ɋ����Ă����B
655 �F������݂ł� ��SyANsUicrQ �F03/04/09 09:27 ID:/0klAYpK
���čX�V��Ď��������Ă��B���{�C�������B
�@�ʂɃA���_�[�J�b�g�͋K����i����ł����~���j��������A�܂�Ȃ�����
�ɂ����g�R�ł��Ȃ���I�b�P�[���Ǝv�����˂��B
�@���̎��̓A���_�[�J�b�g���o���Ă��ꖄ�߂邽�߂ɂS�~���_��
�����ւ̂悤�ȃr�[�h��`���Ă��܂��������B
�@�{�C�������͍w��������W�Ǝ������̌X�����S�R�Ⴄ�̂ŁA�w�Ȏ�����
�Ɏ��������ҍR�c���܂���Ƃ����E���Ƃ������̂ł������A���炪����
���N��肻���ł��Ȃ��Ȃ����炵���B
�����DQN�ȗn�ڍH�͂܂����i�o���Ȃ��g�R���C���ǂ������̂ɁE�E�E����I
�@�ʂɃA���_�[�J�b�g�͋K����i����ł����~���j��������A�܂�Ȃ�����
�ɂ����g�R�ł��Ȃ���I�b�P�[���Ǝv�����˂��B
�@���̎��̓A���_�[�J�b�g���o���Ă��ꖄ�߂邽�߂ɂS�~���_��
�����ւ̂悤�ȃr�[�h��`���Ă��܂��������B
�@�{�C�������͍w��������W�Ǝ������̌X�����S�R�Ⴄ�̂ŁA�w�Ȏ�����
�Ɏ��������ҍR�c���܂���Ƃ����E���Ƃ������̂ł������A���炪����
���N��肻���ł��Ȃ��Ȃ����炵���B
�����DQN�ȗn�ڍH�͂܂����i�o���Ȃ��g�R���C���ǂ������̂ɁE�E�E����I
656 �F316�k�F03/04/09 13:41 ID:yF5TPjO+
���肪�Ƃ��[
�C�������y�ɂȂ�����I
���iTIG�������Ă邩��A�[�N�̓C�}�C�`�Ȃ̂�B
�X�e���̈��͗e����̂Ƀ{�C���[�n�ڂ̎��i���Ȃ��Ƒʖڂ��Ĕ[�������Ȃ����X��B
�C�������y�ɂȂ�����I
���iTIG�������Ă邩��A�[�N�̓C�}�C�`�Ȃ̂�B
�X�e���̈��͗e����̂Ƀ{�C���[�n�ڂ̎��i���Ȃ��Ƒʖڂ��Ĕ[�������Ȃ����X��B
657 �F���������R���N�F03/04/09 13:51 ID:jl7kw8FZ
���ځ[��
659 �F���������R���N�F03/04/09 13:58 ID:ECOSAXIH
660 �F�o�NO1�F03/04/09 14:02 ID:iU7i3C2L
�o���T�C�gNO1
�@�@�@�����ɑ�l�C�����̕����K�₵�ĂˁI�I
http://asamade.net/cgi-bin/pc_i_j_ez-index.cgi
�@�@�@�@�@�@�@�@�㗝�X��W��
�@�@�@�@�@�@�M������100���~�҂���I
�@�@�@�@�@�@http://asamade.net/web/
�@�@�@�@�@�@�@��Ԃ�ԃ����L���O�@�@�@
�@ http://asamade.net/asaasa/fff26.html
�@�@�@�@�@�@�@�@�@�����}�K��������
�@�@�@�@�@http://asamade.net/asaasa/fff16.html
�@�@�@�����ɑ�l�C�����̕����K�₵�ĂˁI�I
http://asamade.net/cgi-bin/pc_i_j_ez-index.cgi
�@�@�@�@�@�@�@�@�㗝�X��W��
�@�@�@�@�@�@�M������100���~�҂���I
�@�@�@�@�@�@http://asamade.net/web/
�@�@�@�@�@�@�@��Ԃ�ԃ����L���O�@�@�@
�@ http://asamade.net/asaasa/fff26.html
�@�@�@�@�@�@�@�@�@�����}�K��������
�@�@�@�@�@http://asamade.net/asaasa/fff16.html
http://www.saitama.gasuki.com/kaorin/
�@�@�`o�m�m�n�Ro�`
�@ �@�@ �i�@�O���O�j�^�܁_�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ , �|-
�@�@ �@ �i�i�[��=�i�@�@����Ȃ̂��������܁|�|�����߁߂���@ �j)
�@�@ �^�ȁ�:||�@ �_�Q�^�@ �@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@`�[�]�]'
�@ �@�@ ��/___/
�@�@�`o�m�m�n�Ro�`
�@ �@�@ �i�@�O���O�j�^�܁_�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ , �|-
�@�@ �@ �i�i�[��=�i�@�@����Ȃ̂��������܁|�|�����߁߂���@ �j)
�@�@ �^�ȁ�:||�@ �_�Q�^�@ �@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@`�[�]�]'
�@ �@�@ ��/___/
662 �F������݂ł� ��SyANsUicrQ �F03/04/10 02:02 ID:hVDh40Jc
>>656
���̌�������Ђ͔������ETig���p�Ń^���N����Ă���B
Tig�݂̂Ń^���N�����ЂȂ�A�܂����ȁB
�@�A�[�N�_�n�ڂ͑��Ă̗n�ڋZ�\�̊�{�Ǝv���Ă�߂�����̂�
�R���e�X�g�⎎���Ȗڂ͓����A�[�N�_�̂܂܂��ƁB
���̌�������Ђ͔������ETig���p�Ń^���N����Ă���B
Tig�݂̂Ń^���N�����ЂȂ�A�܂����ȁB
�@�A�[�N�_�n�ڂ͑��Ă̗n�ڋZ�\�̊�{�Ǝv���Ă�߂�����̂�
�R���e�X�g�⎎���Ȗڂ͓����A�[�N�_�̂܂܂��ƁB
663 �F�~�[�F03/04/11 21:13 ID:7gR1Xp1r
�n�ڋL�����Ă̂��ǂ����ݍ��߂܂���
��̗Ⴊ�����f�ڂ���Ă鋳�{�Ƃ�����܂�����
������������
��̗Ⴊ�����f�ڂ���Ă鋳�{�Ƃ�����܂�����
������������
664 �F������݂ł� ��SyANsUicrQ �F03/04/12 02:07 ID:OcuOqY+W
>>663
���Ŏw���ꂽ���Α����w�����Ă�A���ȁB
��ЂŎg���ĂȂ�������ŁA���Ǔ���݂��Ȃ��������E�E�E�茳�̎�����
�u�K�ł̖Ⴂ�����肾���B
�@�u�Y��o�ŎЁv�ŃO�O���Ă݁B
���Ŏw���ꂽ���Α����w�����Ă�A���ȁB
��ЂŎg���ĂȂ�������ŁA���Ǔ���݂��Ȃ��������E�E�E�茳�̎�����
�u�K�ł̖Ⴂ�����肾���B
�@�u�Y��o�ŎЁv�ŃO�O���Ă݁B
665 �F�~�[�F03/04/12 06:09 ID:2JYi9Hyh
���肪�Ƃ��������܂�
666 �F���������R���N�F03/04/12 06:25 ID:eCmeGMV2
���ɔn�����~�[
667 �F���������R���N�F03/04/12 08:23 ID:8SahPHju
�։������������Ŏ茳�Ƀ��C�^�[�������Ȃ�
�K�X�̓_�ō����Ă܂��B
�d�n�̃A�[�N�œ_����̉������H�i�A�[�X�N�����v�^�����j
�K�X�̓_�ō����Ă܂��B
�d�n�̃A�[�N�œ_����̉������H�i�A�[�X�N�����v�^�����j
669 �F��̓T�b�J�[�F03/04/15 16:46 ID:FTgqDKgS
�Ђ����Ԃ��SUS�p�C�v��TIG�n�ڂ���Ă邯�ǁA����ςނ��������E�E�E�B
��w�ڂ���e���V�����������Ă���E�E�E�B
�K�X�Ǔ���3mm�A���[�g�Ԋu1mm�ŁA�܂���w�ڂȂ�ł����A�n���_�g���Đ^������^��Ɍ������ėn�ڂ���Ƃ��A
�A�[�N��炸�Ɉꔭ�ň��r�[�g���ł����܂����H���̂Ƃ��E�B�[�r���O���Ȃ���ł���ˁH�d�C������ƍ������ȁE�E�E�B
�[���A�E�B�[�r���O�����˂�@�Ȃ́H
�n���_�̃T�C�Y�A�d�C�̑傫���������Ă��������B
��w�ڂ���e���V�����������Ă���E�E�E�B
�K�X�Ǔ���3mm�A���[�g�Ԋu1mm�ŁA�܂���w�ڂȂ�ł����A�n���_�g���Đ^������^��Ɍ������ėn�ڂ���Ƃ��A
�A�[�N��炸�Ɉꔭ�ň��r�[�g���ł����܂����H���̂Ƃ��E�B�[�r���O���Ȃ���ł���ˁH�d�C������ƍ������ȁE�E�E�B
�[���A�E�B�[�r���O�����˂�@�Ȃ́H
�n���_�̃T�C�Y�A�d�C�̑傫���������Ă��������B
670 �F��̓T�b�J�[�F03/04/15 16:53 ID:FTgqDKgS
>>668
�����̔z�ǂ͐�Η��g�����ꂢ�ɂłĂ��Ȃ��ƃp�X���Ȃ��炵���B
�������܂��Ȃ��ƁA���o�C���ƁB�ӔC���B
�v�����g�z�Ǘn�ڂ���Ă�l�Ȃ炤�܂����炢����ł��傤�B
�����̔z�ǂ͐�Η��g�����ꂢ�ɂłĂ��Ȃ��ƃp�X���Ȃ��炵���B
�������܂��Ȃ��ƁA���o�C���ƁB�ӔC���B
�v�����g�z�Ǘn�ڂ���Ă�l�Ȃ炤�܂����炢����ł��傤�B
671 �F��̓T�b�J�[�F03/04/15 17:04 ID:FTgqDKgS
>>646
�����肳��A�l�����N�ł��B���Ȃ��͂������`�B
�M���E�l���A�L�x�Ȍo���A�m���A�Z�p�A���i�������Ă��đ��h���܂��B
�����肳��A�l�����N�ł��B���Ȃ��͂������`�B
�M���E�l���A�L�x�Ȍo���A�m���A�Z�p�A���i�������Ă��đ��h���܂��B
672 �F���������R���N�F03/04/15 18:24 ID:Y0ZYXc2c
�r�t�r�̂s�h�f�Ǝ�_�A�[�N�͂ǂ��炪���Y�C�ł��傤���H
���s�h�f�������Ă��Ȃ��̂łs�h�f�͖��o���Ȃ̂łr�t�r�͎�_�I�����[�ł��B
�ᐅ�f�n�̖_�������ƃ��Y�N���������Ŏ�_�ł�1�ԃ��Y�C�Ƃ������܂��B
���j�b�P���̒����_�����\���Y�C���ǂˁB
���s�h�f�������Ă��Ȃ��̂łs�h�f�͖��o���Ȃ̂łr�t�r�͎�_�I�����[�ł��B
�ᐅ�f�n�̖_�������ƃ��Y�N���������Ŏ�_�ł�1�ԃ��Y�C�Ƃ������܂��B
���j�b�P���̒����_�����\���Y�C���ǂˁB
673 �F������݂ł� ��SyANsUicrQ �F03/04/15 19:56 ID:zrm1Lfbg
�P�b�I�d�g�В��̂��@������ꂸ�Ƀg�[�`�u���n���ɂȂ����w�{����I�I>>671
�m���ɂˁA�����{�\�{�\������˔\�܂����������ŗ����͕̂|����ˁB
��w�ڂ͒Ⴂ�d���A�ׂ��_�Ře���ɂ����荞�ނ悤�ɑ���ׂ�����ׂ��I
�@�܂��A���[�g�Ԋu�𑗂荞�_�Ő��薄�߂Ă������̂悤�ɐi�߂Ă�
�C���[�W���ȁH�M�W�����~�����Ȃ�X�g���[�g�A���������ꍇ�̓E�C�[�r
���O�ŕ��U���g���������g�����ꂸ���ނȂ�_���肪����Ȃ��؋��B
�@�ƁA�r�[������Œ��X�ƍu�߂��^��Ă݂�B
�@>>672 ��_��SUS����������ƂȂ�����A���X�ǂނɂ��Ȃ��͂��Ȃ��Ő���
�@�@�@�@�X�L���݂��Ǝv���B
�@�@�@�@�_����Ɋ�����TIG�̂ق����Ƃ����ȒP�����A�V��Ɍ��肪�����B
�m���ɂˁA�����{�\�{�\������˔\�܂����������ŗ����͕̂|����ˁB
��w�ڂ͒Ⴂ�d���A�ׂ��_�Ře���ɂ����荞�ނ悤�ɑ���ׂ�����ׂ��I
�@�܂��A���[�g�Ԋu�𑗂荞�_�Ő��薄�߂Ă������̂悤�ɐi�߂Ă�
�C���[�W���ȁH�M�W�����~�����Ȃ�X�g���[�g�A���������ꍇ�̓E�C�[�r
���O�ŕ��U���g���������g�����ꂸ���ނȂ�_���肪����Ȃ��؋��B
�@�ƁA�r�[������Œ��X�ƍu�߂��^��Ă݂�B
�@>>672 ��_��SUS����������ƂȂ�����A���X�ǂނɂ��Ȃ��͂��Ȃ��Ő���
�@�@�@�@�X�L���݂��Ǝv���B
�@�@�@�@�_����Ɋ�����TIG�̂ق����Ƃ����ȒP�����A�V��Ɍ��肪�����B
674 �F������݂ł� ��SyANsUicrQ �F03/04/15 20:05 ID:zrm1Lfbg
���l�I�Ɉ�w�ڂ͂P�O�O�ȉ��W�O�ȏ�ŏ��߂Ă݂悤�A���g���ق�̃`���b�g��������
���_���ۂĂ�u�n�߃L�c������y�Ɂv�t�H�[����O���ɂˁB
���_���ۂĂ�u�n�߃L�c������y�Ɂv�t�H�[����O���ɂˁB
675 �F���������R���N�F03/04/15 20:16 ID:iSynymQz
�d�v�Ȃ��m�点
http://www.kana-p.net/warikiri-rank/ranking1/tout.cgi?id=diclub&url=http%3a%2f%2fwww%2epink7%2enet%2fdic%2f
http://www.kana-p.net/warikiri-rank/ranking1/tout.cgi?id=diclub&url=http%3a%2f%2fwww%2epink7%2enet%2fdic%2f
676 �F�U�V�Q�F03/04/15 21:20 ID:Y0ZYXc2c
�䂪�Ƃ̋ߏ��łr�t�r�̌���s�h�f�n�ڂ�������������܂��B
�Q�~�����̂r�t�r�̐����P�O���~�P�O���~�P�O���̑傫���i�ܘ_�����̓��u�t���j
���̐������Œ肷��׃R���N���[�y�䂩��̂����Ă���P�T�O�����~�P�T�O�����s���U
�̃A���J�[�v���[�g���T�O�O�����s�b�`�łs�h�f�n�ڂ��Ă��܂����B
�s�h�f�E�G���_�[�ƃA���S�����Q�ŁB
�s�h�f�̌��������̂͏��߂ĂȂ̂ł������茩�w���܂����B
���z�@�ؖ͗l���Y��ŃK�X�n�ڂɎ������������_�̂悤�ɍ����ϐF���Ȃ�
�@�@�@�n�ڃX�s�[�h�͎�_�A�[�N�̕����R�{���炢�����v�����B
�@�܂����̂悤�ȕn�R���c�Ƃɂ͎�_�A�[�N�Ƃb�n�Q�ʼn䖝 �X�B
�Q�~�����̂r�t�r�̐����P�O���~�P�O���~�P�O���̑傫���i�ܘ_�����̓��u�t���j
���̐������Œ肷��׃R���N���[�y�䂩��̂����Ă���P�T�O�����~�P�T�O�����s���U
�̃A���J�[�v���[�g���T�O�O�����s�b�`�łs�h�f�n�ڂ��Ă��܂����B
�s�h�f�E�G���_�[�ƃA���S�����Q�ŁB
�s�h�f�̌��������̂͏��߂ĂȂ̂ł������茩�w���܂����B
���z�@�ؖ͗l���Y��ŃK�X�n�ڂɎ������������_�̂悤�ɍ����ϐF���Ȃ�
�@�@�@�n�ڃX�s�[�h�͎�_�A�[�N�̕����R�{���炢�����v�����B
�@�܂����̂悤�ȕn�R���c�Ƃɂ͎�_�A�[�N�Ƃb�n�Q�ʼn䖝 �X�B
677 �F�U�V�Q�F03/04/15 21:41 ID:Y0ZYXc2c
���ҁ@�s�h�f�̓X�p�b�^�[����Ȃ�����C�C�~�^�C�B
�@�@�@��_�r�t�r�̃X�p�b�^�[�̓^�K�l�ł͂�Ȃ��Ǝ��Ȃ��͉̂��́H
�@�@�@�n�ڃ��C���ȊO�ɃO���X�𔖂��h���đΏ����Ă��܂��B
�@�@�@��_�r�t�r�̃X�p�b�^�[�̓^�K�l�ł͂�Ȃ��Ǝ��Ȃ��͉̂��́H
�@�@�@�n�ڃ��C���ȊO�ɃO���X�𔖂��h���đΏ����Ă��܂��B
678 �F���������R���N�F03/04/15 21:49 ID:IVJqQ8z4
�I�C���̃g�R�͌��d��SUS�z�ǂ悭���ł���B
���i��JIS�̃p�C�v�����B
>>669
�I�C���͐^������^��܂łȂ�ꔭ�ŏオ��܂��B
������ӂ܂ł���Ă�Ǝ��̓��͋ؓ��ɂł����i��
�I�C���̎���̎��i�����݂͂�Ȃ����Ȃ��ǁA�p�C�v�n�ڎ��̃E�F�[�r���O�͕�ނɃm�Y�������������Ԃł��B
���������ԂŎ��ƂЂ����g���āu�R�l�R�l�v�Ɛi�ފ�������
�r�[�g���̓Z���~�b�N�m�Y���̔Ԏ�Œ��߂��܂��ł���B
���g�̃R�c�́A���[�g�Ԋu�����g���n�ږ_����ׂ����鎖����
�d�C��6,70���炢�ŁA�J�敔�����h�����Ɨn�����Ȃ��悤�ɑf�����@�ł����ˁB
���i��JIS�̃p�C�v�����B
>>669
�I�C���͐^������^��܂łȂ�ꔭ�ŏオ��܂��B
������ӂ܂ł���Ă�Ǝ��̓��͋ؓ��ɂł����i��
�I�C���̎���̎��i�����݂͂�Ȃ����Ȃ��ǁA�p�C�v�n�ڎ��̃E�F�[�r���O�͕�ނɃm�Y�������������Ԃł��B
���������ԂŎ��ƂЂ����g���āu�R�l�R�l�v�Ɛi�ފ�������
�r�[�g���̓Z���~�b�N�m�Y���̔Ԏ�Œ��߂��܂��ł���B
���g�̃R�c�́A���[�g�Ԋu�����g���n�ږ_����ׂ����鎖����
�d�C��6,70���炢�ŁA�J�敔�����h�����Ɨn�����Ȃ��悤�ɑf�����@�ł����ˁB
679 �F���������R���N�F03/04/15 21:59 ID:IVJqQ8z4
>>676
�I�C������_���g���錻��Ȃ��_�ł��܂��B�S�R�������y�����i��
�ł��ŋ�TIG�ȊO�s���ăv�����g�����Ă��������ˁ@�I�C���̎��肾�����ȁH
������2�~���̌��݂�10���p���āE�E�E�@�Ȃ|�������˂�
�R���N�����Ȃɂ��ɖ��܂��Ă���Ď����ȁH
�I�C������_���g���錻��Ȃ��_�ł��܂��B�S�R�������y�����i��
�ł��ŋ�TIG�ȊO�s���ăv�����g�����Ă��������ˁ@�I�C���̎��肾�����ȁH
������2�~���̌��݂�10���p���āE�E�E�@�Ȃ|�������˂�
�R���N�����Ȃɂ��ɖ��܂��Ă���Ď����ȁH
680 �F��̓T�b�J�[�F03/04/16 19:08 ID:BRse3sPv
>>673
>>678
���肪�Ƃ��������܂��B������܂��B
�������A�����͂Ȃɂ��Ƃ�邱�Ƃ������āATIG�̗��K�͂ł��Ȃ������̂ŁA
�������܂���B
�l�̎g���Ă���n�ڋ@�̓_�C�w���̃C���o�[�^�[�G���R��300P�Ȃ�ł����A
�g�[�`���z�[�X���d���Ĉ����Â炢�E�E�E�B
>>678
���肪�Ƃ��������܂��B������܂��B
�������A�����͂Ȃɂ��Ƃ�邱�Ƃ������āATIG�̗��K�͂ł��Ȃ������̂ŁA
�������܂���B
�l�̎g���Ă���n�ڋ@�̓_�C�w���̃C���o�[�^�[�G���R��300P�Ȃ�ł����A
�g�[�`���z�[�X���d���Ĉ����Â炢�E�E�E�B
681 �F���������R���N�F03/04/16 19:09 ID:TwvbQjgj
�����̉�Ђ�100A�̃p�C�v�܂ł̓��[�g�Ԋu�J�����ɗ��g�o���Ă܂��B150A��
�p�C�v���ƃ��[�g�Ԋu���J���Ȃ��ƃp�C�v�̉��̕��ւ��ނ̂ŊJ���Ă܂��B����
��Ђǂ��Ȃ̂��ȁHTIG�̃p�C�v�̎����͕��ʁA���[�g�Ԋu�Ȃ��̐l�����ł���ˁB
�p�C�v���ƃ��[�g�Ԋu���J���Ȃ��ƃp�C�v�̉��̕��ւ��ނ̂ŊJ���Ă܂��B����
��Ђǂ��Ȃ̂��ȁHTIG�̃p�C�v�̎����͕��ʁA���[�g�Ԋu�Ȃ��̐l�����ł���ˁB
682 �F���������R���N�F03/04/16 22:45 ID:ECtegfbU
�������̃��C�������ɓ˂��h�����Ă��܂����B
�����~�܂�Ȃ��Ă�����҂�ł�����B
�����~�܂�Ȃ��Ă�����҂�ł�����B
�n�ڂ̉摜�\�肽����ȁI
���̓f�W�J�������ĂȂ����疳���Ȃ��ǂˁB
�`�^����n�X�e���C�Ȃ炩�Ȃ莩�g������ǁB
�@
�@���Ȃ݂Ɍ����̔z�ǂ��Ă��[�A9�~�����炢�̃X�[�T�[�u���b�N�����
���g�o�����肷��ꍇ�����ˁB
�@����ł����Ăw�������Ȃ�Đl�ԋZ����ˁ[���X��B
�₽���̘r�������B
���̓f�W�J�������ĂȂ����疳���Ȃ��ǂˁB
�`�^����n�X�e���C�Ȃ炩�Ȃ莩�g������ǁB
�@
�@���Ȃ݂Ɍ����̔z�ǂ��Ă��[�A9�~�����炢�̃X�[�T�[�u���b�N�����
���g�o�����肷��ꍇ�����ˁB
�@����ł����Ăw�������Ȃ�Đl�ԋZ����ˁ[���X��B
�₽���̘r�������B
�i�O�O�j
686 �FTGX316L�F03/04/17 23:01 ID:FRNGlnxR
�����͐��Nj��Ȃǂ��H��ŗn�ڂ��Ă���ǁA���̑O�A����n��
�ɂ��������̎��B
�T���_�[�g�����Ƃ�����A�d�C������A�T���_�[�g��Ȃ��ł���H����
�z�ǍH�̐l�Ɍ����A�d���������Ƃ��Ƃ�����A�n�ڏo���Ȃ��Ȃ邩��
��������Č����Ă��܂����B
����n�ڂ�X������Ă�l���Ă����Ȃ�ł����H
�����܂����[�B
�����̉�Ђ��l���ė~������B
�@
�ɂ��������̎��B
�T���_�[�g�����Ƃ�����A�d�C������A�T���_�[�g��Ȃ��ł���H����
�z�ǍH�̐l�Ɍ����A�d���������Ƃ��Ƃ�����A�n�ڏo���Ȃ��Ȃ邩��
��������Č����Ă��܂����B
����n�ڂ�X������Ă�l���Ă����Ȃ�ł����H
�����܂����[�B
�����̉�Ђ��l���ė~������B
�@
�@�@�@�@�@�Q�Q�Q�Q_�Q
�@�@�@ �^�Q�@�@�@�@�@�@|
�@ �@ /.�@�_�P�P�P�P|
�@�@/�@�@�^�@ �\�@�\ |
�@�@|�@ /�@�@ �@-�@�@- |
�@ ||| (5�@�@�@�@�@�@>�@|
�@| | |�@�@�@�@ ������|�@�@ �^�P�P�P�P�P�P�P�P�P�P
| | | | �@�@�@�@������|�@ ���@����ȃT�C�g��������
|| | | | �@�_�@���@ ��/�@ �@ �_�@�@�����A�X�}���J�b�^
| || |�@|�@�@�@�P�@�@�@�@�@�@�@�@�@�_�Q�Q�Q�Q�Q�Q�Q�Q�Q
http://freeweb2.kakiko.com/tama/
�@�@�@ �^�Q�@�@�@�@�@�@|
�@ �@ /.�@�_�P�P�P�P|
�@�@/�@�@�^�@ �\�@�\ |
�@�@|�@ /�@�@ �@-�@�@- |
�@ ||| (5�@�@�@�@�@�@>�@|
�@| | |�@�@�@�@ ������|�@�@ �^�P�P�P�P�P�P�P�P�P�P
| | | | �@�@�@�@������|�@ ���@����ȃT�C�g��������
|| | | | �@�_�@���@ ��/�@ �@ �_�@�@�����A�X�}���J�b�^
| || |�@|�@�@�@�P�@�@�@�@�@�@�@�@�@�_�Q�Q�Q�Q�Q�Q�Q�Q�Q
http://freeweb2.kakiko.com/tama/
688 �FTGX316L�F03/04/19 00:04 ID:DIOiv0RM
TIG�Ńp�C�v����Ă�l�Ɏ���ł��B
SUS�̃p�C�v�ŃA���S���K�X�l�߂�ꍇ�ƁA�t���b�N�X�_�����ꍇ��
���g���������āA�_�̎g�����Ⴂ�܂����H
���Ȃ݂ɖl�͓S�̏ꍇ�A�_���p�C�v�ɒʂ����g�ɂȂ����ςȂ��ɂ��邵
TGX�̖_���g���ꍇ���E�ɎR��ς�ł䂭�����ł��B
������Г����Ƃ݂�ȓ��������ɂȂ��Ⴄ�B
���̑O�A�Z�������Ŏd����������Ƃ�����Ă����A���������
�d���ꏏ�ɂȂ������ǖ_�̎g�����Ⴄ�B
�ׂɁAX���ʂ�������ǁA�������C�ɂȂ�����B
�A���S���K�X�l�߂鎞�A�_�𗠔g�ɂ����܂܂ɂ���̂��H
���g�ɂ�����h���̂��H
���̉�Ђ̐l�̈ӌ������ė~���������B
SUS�̃p�C�v�ŃA���S���K�X�l�߂�ꍇ�ƁA�t���b�N�X�_�����ꍇ��
���g���������āA�_�̎g�����Ⴂ�܂����H
���Ȃ݂ɖl�͓S�̏ꍇ�A�_���p�C�v�ɒʂ����g�ɂȂ����ςȂ��ɂ��邵
TGX�̖_���g���ꍇ���E�ɎR��ς�ł䂭�����ł��B
������Г����Ƃ݂�ȓ��������ɂȂ��Ⴄ�B
���̑O�A�Z�������Ŏd����������Ƃ�����Ă����A���������
�d���ꏏ�ɂȂ������ǖ_�̎g�����Ⴄ�B
�ׂɁAX���ʂ�������ǁA�������C�ɂȂ�����B
�A���S���K�X�l�߂鎞�A�_�𗠔g�ɂ����܂܂ɂ���̂��H
���g�ɂ�����h���̂��H
���̉�Ђ̐l�̈ӌ������ė~���������B
689 �F���������R���N�F03/04/19 00:35 ID:oTSrO/Ox
�n�ڂ��ăK�X���������ĂȂ���ł����ł��܂����H
���ƁA�̗͂����܂�Ȃ���ł������v�ł��傤���H
���ƁA�̗͂����܂�Ȃ���ł������v�ł��傤���H
690 �F�}�L�V�}�X�@�_���F03/04/19 00:47 ID:qt/vqiGW
����m�F�ɂ܂����B�A�h���X�ύX�A���萔���|�����܂����B�i�y�R���j
�l�̃T�C�g���A�ʎq���l�Ɍf���̃��X�|���X�����T�C�g�X�V���D��ł����ȁE�E�E�B
����ł��A���X�|���X�͂���������܂���B
��������l�̃T�C�g�A�挎�W���̃v�`�E���j���[�A���̍ہA�g�b�v�y�[�W�ɏ��߂ăt���b�V���摜�����t���܂������A���t����A�ǂݍ��݂Ɏ��Ԃ������������߁A���ǃt���b�V���摜�͊O������ł���B
�Ȃ��A�g�z�z�Ȏ��݂ł����i�j
�l�̃T�C�g���A�ʎq���l�Ɍf���̃��X�|���X�����T�C�g�X�V���D��ł����ȁE�E�E�B
����ł��A���X�|���X�͂���������܂���B
��������l�̃T�C�g�A�挎�W���̃v�`�E���j���[�A���̍ہA�g�b�v�y�[�W�ɏ��߂ăt���b�V���摜�����t���܂������A���t����A�ǂݍ��݂Ɏ��Ԃ������������߁A���ǃt���b�V���摜�͊O������ł���B
�Ȃ��A�g�z�z�Ȏ��݂ł����i�j
691 �F���������R���N�F03/04/19 09:54 ID:RXz9H6tZ
692 �F���������R���N�F03/04/19 11:24 ID:vA1K714Y
>>691
�y�ȉ�Ђł����E�E�E
�\�����܂���肾�Ɖ��t���g�ݗ��Ă�
�ʍH�����ĂƂ����L��܂����B
������ׂ̗n�ډ��̗͑͏����̖ʂ�����܂����B
�y�ȉ�Ђł����E�E�E
�\�����܂���肾�Ɖ��t���g�ݗ��Ă�
�ʍH�����ĂƂ����L��܂����B
������ׂ̗n�ډ��̗͑͏����̖ʂ�����܂����B
693 �F��̓T�b�J�[�F03/04/19 17:27 ID:JfpVFK7u
�p�C�v��TIG�n�ڂł܂���킵�Ă��܂��E�E�E�B
�p�C�v�ɉ����ăE�B�[�r���O���Ă������삪�X���[�Y�ɂ����Ȃ��E�E�E�B
�[���A�X�g���[�g�ł��������݂����Ɉ��肵���r�[�g�ɂȂ�Ȃ��B
�������i��{���I�j��������A���g���������łł��ł����ǁE�E�E�B
�p�C�v�ɉ����ăE�B�[�r���O���Ă������삪�X���[�Y�ɂ����Ȃ��E�E�E�B
�[���A�X�g���[�g�ł��������݂����Ɉ��肵���r�[�g�ɂȂ�Ȃ��B
�������i��{���I�j��������A���g���������łł��ł����ǁE�E�E�B
694 �F��̓T�b�J�[�F03/04/19 17:40 ID:glnL9YoC
�[���A�_�̑��肪����ȂȁE�E�E�B
695 �F���撼�����F03/04/19 17:42 ID:OIyLQw+H
696 �FTGX316L�F03/04/19 20:27 ID:I/IwFPcQ
�����U�X�S
�_�𑗂�ɂ̓^�C�~���O�������B
���E�Ƀg�[�`�U�������ɁA�_�𑗂��Ă����B
����ƁA�_�͕�ނ��炿��҂蕂�����C���[�W��
�E�l�̐��E�͂��Ƃ�������Ђł����Ă��Ȃ��Ȃ��l�ɋ����Ȃ�����ˁB
�l���A����ł����ԋ�J������B
SUS��304,304L,316,316L�̃p�C�v�̗n�ڂȂ烌���g�Q���n�ڂ���Ă邩��
�l�ł悯������Ă������B
�����A�䗬�͂��邯�ǂˁB
�_�𑗂�ɂ̓^�C�~���O�������B
���E�Ƀg�[�`�U�������ɁA�_�𑗂��Ă����B
����ƁA�_�͕�ނ��炿��҂蕂�����C���[�W��
�E�l�̐��E�͂��Ƃ�������Ђł����Ă��Ȃ��Ȃ��l�ɋ����Ȃ�����ˁB
�l���A����ł����ԋ�J������B
SUS��304,304L,316,316L�̃p�C�v�̗n�ڂȂ烌���g�Q���n�ڂ���Ă邩��
�l�ł悯������Ă������B
�����A�䗬�͂��邯�ǂˁB
�@�@ �ȁQ��
�@�@�i�@�@�O�O �j�� �ʂ�ہi�O�O�j
�@�@�i�@�@�O�O �j�� �ʂ�ہi�O�O�j
698 �F���������R���N�F03/04/21 00:43 ID:cV1NH+2e
�H�Ƒ�w�o�g�ł����n�ڂł��܂����H
�i�@�L�́M�j/�� �搶�I�I����Ȃ̂������܂����B
http://web2001.kakiko.com/koma/hankaku/hankaku07.html
http://www.web2001.kakiko.com/koma/hankaku/hankaku08.html
http://web2001.kakiko.com/koma/hankaku/hankaku10.html
http://www.web2001.kakiko.com/koma/hankaku/hankaku09.html
http://web2001.kakiko.com/koma/hankaku/hankaku06.html
http://www.web2001.kakiko.com/koma/hankaku/hankaku05.html
http://web2001.kakiko.com/koma/hankaku/hankaku01.html
http://www.web2001.kakiko.com/koma/hankaku/hankaku02.html
http://web2001.kakiko.com/koma/hankaku/hankaku03.html
http://www.web2001.kakiko.com/koma/hankaku/hankaku04.html
http://web2001.kakiko.com/koma/hankaku/hankaku07.html
http://www.web2001.kakiko.com/koma/hankaku/hankaku08.html
http://web2001.kakiko.com/koma/hankaku/hankaku10.html
http://www.web2001.kakiko.com/koma/hankaku/hankaku09.html
http://web2001.kakiko.com/koma/hankaku/hankaku06.html
http://www.web2001.kakiko.com/koma/hankaku/hankaku05.html
http://web2001.kakiko.com/koma/hankaku/hankaku01.html
http://www.web2001.kakiko.com/koma/hankaku/hankaku02.html
http://web2001.kakiko.com/koma/hankaku/hankaku03.html
http://www.web2001.kakiko.com/koma/hankaku/hankaku04.html
700 �F���������R���N�F03/04/21 20:29 ID:4K99gOpZ
�n�ڍH�̋��l�i���o���j����������Ŗʐڂɍs���Ă��܂��B
���������Ύ����Ă������������̂ł����E�E�E
���������Ύ����Ă������������̂ł����E�E�E
701 �F���������R���N�F03/04/21 20:50 ID:fu2h0M8e
�I������������
702 �F���������R���N�F03/04/23 18:24 ID:YJ6EzyK6
703 �F���������R���N�F03/04/24 16:31 ID:fK4UM6mi
704 �F���������R���N�F03/04/28 00:25 ID:qgIU9HCJ
����I
�������͗n�ޏ��ł����A�j�b�e�c�̍ޗ������Ă܂��B
�����������ɂłĂ�������͂قƂ�ǐ_�|�ł��B
���ۃj�b�e�c�͂���܂�����Ȃ��Ǝv���B
�Ȃ�Ő_�|�͂�����ł����˂��H�H�H
�������͗n�ޏ��ł����A�j�b�e�c�̍ޗ������Ă܂��B
�����������ɂłĂ�������͂قƂ�ǐ_�|�ł��B
���ۃj�b�e�c�͂���܂�����Ȃ��Ǝv���B
�Ȃ�Ő_�|�͂�����ł����˂��H�H�H
705 �F���������R���N�F03/04/28 18:17 ID:OIeB8tbU
�-�`�[�[�[�`�A
�@Ɂ@�@ ��_�_�T,/,�
�@�j �@ �e�@�Q_�@__| |
�m�@.�6| �@ �� �q �]|,�T�^�P�P�P�P�P�P�P�P
�T��@�@,�T�@�@�@�@�Tl���@http://www.dvd01.hamstar.jp
�@�q.i,| �_�@�u �]��|�@�@�_�Q�Q�Q�Q�Q�Q�Q�Q
, -/�_ �@�_�Q__|
�@ �_�@�_�@�@|�_
�@Ɂ@�@ ��_�_�T,/,�
�@�j �@ �e�@�Q_�@__| |
�m�@.�6| �@ �� �q �]|,�T�^�P�P�P�P�P�P�P�P
�T��@�@,�T�@�@�@�@�Tl���@http://www.dvd01.hamstar.jp
�@�q.i,| �_�@�u �]��|�@�@�_�Q�Q�Q�Q�Q�Q�Q�Q
, -/�_ �@�_�Q__|
�@ �_�@�_�@�@|�_
706 �FAr G�F03/04/28 19:09 ID:39G8Hhij
�������Ɂw�j�b�e�c�x�͂��܂茻��Ō��Ȃ��ł��ˁB
�w�_�|�x�̕��Ŏg������Ă邹�����ȁH
���[�U�[�Ƃ��đI�ԂƂ������҂��ȁB
�w�_�|�x�̕��Ŏg������Ă邹�����ȁH
���[�U�[�Ƃ��đI�ԂƂ������҂��ȁB
707 �F���������R���N�F03/04/28 20:43 ID:YVF9cP+X
�A�[�N�A�������ATIG�̗n�ډ������ǁA�m���ɂقƂ�ǂ̗n�ږ_�͐_�|����
�ł��A�[�N�Ɋւ��ẮuA200�v���\�g���Ă���
����͒l�i�ɑ��Ă����d�����Ă����Ǝv�ӁB
�ł��A�[�N�Ɋւ��ẮuA200�v���\�g���Ă���
����͒l�i�ɑ��Ă����d�����Ă����Ǝv�ӁB
708 �F���������R���N�F03/04/28 21:11 ID:s7Q1bWxm
����Ƃ��ɗ���n�މ��B
���T���鎞�ɃT���_�[�̓u�������Ă��Ă���ƌ����Ă��K���Y���B
�a�|�P�V�̂S�����𒍕�����Ɩʓx�L����a�X�Y�ꂽ���Ɏ����Ă���B
���̂������̂��q����i�h�r�̎���������̂ła�|�P�V���T�����~����
�ƌ�����Ǝ����̏��͂Q�O�j������Ȃ̂ʼn��̂Ƃ��납��T�j���̖_��݂��Ă����
�����Ď����čs���B
�����ĉ����܂Ōo���Ă���čs�����_��Ԃ��Ă���Ȃ��̂ōÑ������
�u�����Y��Ă��܂����B�v
����ǂ�I���V���i���ƂB
�n�މ��̖��O���L���K�X�����́��̉c�Ƃł͂Ȃ��P�Ȃ�z�B��
�_�f�r�̋�������ċA�炸���g�p�̕r�������ċA�������їL��B
���T���鎞�ɃT���_�[�̓u�������Ă��Ă���ƌ����Ă��K���Y���B
�a�|�P�V�̂S�����𒍕�����Ɩʓx�L����a�X�Y�ꂽ���Ɏ����Ă���B
���̂������̂��q����i�h�r�̎���������̂ła�|�P�V���T�����~����
�ƌ�����Ǝ����̏��͂Q�O�j������Ȃ̂ʼn��̂Ƃ��납��T�j���̖_��݂��Ă����
�����Ď����čs���B
�����ĉ����܂Ōo���Ă���čs�����_��Ԃ��Ă���Ȃ��̂ōÑ������
�u�����Y��Ă��܂����B�v
����ǂ�I���V���i���ƂB
�n�މ��̖��O���L���K�X�����́��̉c�Ƃł͂Ȃ��P�Ȃ�z�B��
�_�f�r�̋�������ċA�炸���g�p�̕r�������ċA�������їL��B
709 �F���撼�����F03/04/28 21:13 ID:qqgmIvU2
710 �F���������R���N�F03/04/30 19:05 ID:Fu8S3s0N
��������ĕ��͑��E�����̂ł����H
>>710
��k�ł���������i�E�́E�j��ҁI
���߂ďA�E������Ђ���ォ�����Ă鐻�ʉ��ŁA�H�꒷(��N�ԋ�)��
�u��_�̗n�ڋ@�����Ȃ���������͓d�C��(�n�ډ�)����ϰ�U������炠���������B�肪Ⴢ�Č��o�邩��ȁB�v
�ƌ����Ă܂���YO�B
���͔�������Tig������A
���ް����ϰ���Ԃ�Ԃ�U��Ă邯�ǁB
��k�ł���������i�E�́E�j��ҁI
���߂ďA�E������Ђ���ォ�����Ă鐻�ʉ��ŁA�H�꒷(��N�ԋ�)��
�u��_�̗n�ڋ@�����Ȃ���������͓d�C��(�n�ډ�)����ϰ�U������炠���������B�肪Ⴢ�Č��o�邩��ȁB�v
�ƌ����Ă܂���YO�B
���͔�������Tig������A
���ް����ϰ���Ԃ�Ԃ�U��Ă邯�ǁB
712 �F���������R���N�F03/05/03 14:07 ID:AdH2XnId
�n�ډ��̋����̕��ς��Ăǂ̂��炢���ˁB
�����Ƃ��͍������ǁA���ʂ̉�Ђł��B
���͎���1450�~�����猎����30�����傢
���ʂ��H
�����Ƃ��͍������ǁA���ʂ̉�Ђł��B
���͎���1450�~�����猎����30�����傢
���ʂ��H
713 �F���������R���N�F03/05/03 14:09 ID:AdH2XnId
age�Ƃ��܂��B
714 �F���撼�����F03/05/03 14:25 ID:j1Jiiqsu
715 �F���������R���N�F03/05/03 23:14 ID:S+z9xi/O
�I�C���͎���2000�`3500���炢�i���c�j
������n�ڂ̕i���Ƃ��ŐF�X����
������n�ڂ̕i���Ƃ��ŐF�X����
716 �F�܂����F03/05/03 23:54 ID:BN8qBOjT
�r�o�d�C������I�I
�R�����̃R�[�i�[�����ĂȂ��Ȃ�����ł���ˁI�H�i���g�Ƃ���Ȃ��A�A�A�j
�����������@�������狳���ĉ������I
�R�����̃R�[�i�[�����ĂȂ��Ȃ�����ł���ˁI�H�i���g�Ƃ���Ȃ��A�A�A�j
�����������@�������狳���ĉ������I
�R�������ǂ�Ȍ`������Ȃ����ǁA
�����T����װ����Ƃ��ʂ̕��@�ł͋�����Ȃ��ł����H
�g�ݏグ�̒i���Ƃ��c
���̏��A�l�͐����ł���Ă�̂Œl�i�͂܂��܂��ł��B
�����i���͒��J�ɁA�����i���͂���Ȃ�ɁA����łQ���~�͉����Ȃ��l�ɂ���Ă܂��B
�����T����װ����Ƃ��ʂ̕��@�ł͋�����Ȃ��ł����H
�g�ݏグ�̒i���Ƃ��c
���̏��A�l�͐����ł���Ă�̂Œl�i�͂܂��܂��ł��B
�����i���͒��J�ɁA�����i���͂���Ȃ�ɁA����łQ���~�͉����Ȃ��l�ɂ���Ă܂��B
718 �F���������R���N�F03/05/05 11:23 ID:19acj3Sl
�I�C����UT�Ƃ�RT�Ƃ��̎��ْ͋�����Ȃ�
�ʂ�Ȃ�������z���g����ׂꂽ�肵�܂������
�R�c�͌������ƒ��ǂ�����E�E�E�@���߂��i��
�������͐�傶��Ȃ���ŋZ�p�I�ȃA�h�o�C�X�ł���ł@����
�ʂ�Ȃ�������z���g����ׂꂽ�肵�܂������
�R�c�͌������ƒ��ǂ�����E�E�E�@���߂��i��
�������͐�傶��Ȃ���ŋZ�p�I�ȃA�h�o�C�X�ł���ł@����
719 �F���������R���N�F03/05/05 13:04 ID:pQSFCVL+
�����̂ق����{���͎₵�����E�E�E
��l�̏o��������@�s���A�ȏo�����܂ŁE�E�E�B
�f�G�ȁ@�j��������M����҂��Ă��܂��I
�������@�����͊��S�����ł��I
http://www.sweet.st
��l�̏o��������@�s���A�ȏo�����܂ŁE�E�E�B
�f�G�ȁ@�j��������M����҂��Ă��܂��I
�������@�����͊��S�����ł��I
http://www.sweet.st
720 �F���������R���N�F03/05/05 17:32 ID:yrud5pSz
����܂���B���S�҂Ő\����Ȃ��̂ł���
SUS���m�̗n�ڂ��ăA�[�N�n�ڋ@�łł��܂����H
�n�ږ_��SUS��p�݂����Ȃ̂�����̂ł��傤���H
SUS���m�̗n�ڂ��ăA�[�N�n�ڋ@�łł��܂����H
�n�ږ_��SUS��p�݂����Ȃ̂�����̂ł��傤���H
721 �F���������R���N�F03/05/05 18:23 ID:ONRR4ZMq
>>720
�A�[�N�ł��\�ł��恃SUS304vsSUS304
�n�ږ_��SUS��p�ŁA�I�C���̏ꍇ�́uNC38�v�g���Ă܂�
SUSvsSS400�i�S�ˁj�Ƃ��ASUS316���m���Ƃ������ς��Ηn�ږ_���ς��ł����ǂ�
�A�[�N�ł��\�ł��恃SUS304vsSUS304
�n�ږ_��SUS��p�ŁA�I�C���̏ꍇ�́uNC38�v�g���Ă܂�
SUSvsSS400�i�S�ˁj�Ƃ��ASUS316���m���Ƃ������ς��Ηn�ږ_���ς��ł����ǂ�
722 �F���撼�����F03/05/05 18:25 ID:1obQkOLt
�@�@ ,.�L / V�R�R
�@�@�@ ! i i��j) �r
�@�@�@ i l l.�L���M�@���搶�I����Ȃ̂�����܂����I
�@�@�@ l ��/_���R �@�@�@
http://www.japan.pinkserver.com/kaorin/moe/jaz03.html
http://japan.pinkserver.com/kaorin/mona/index.html
http://www.japan.pinkserver.com/kaorin/moe/jaz02.html
http://japan.pinkserver.com/kaorin/moe/jaz08.html
http://www.japan.pinkserver.com/kaorin/moe/jaz09.html
http://japan.pinkserver.com/kaorin/moe/jaz05.html
http://www.japan.pinkserver.com/kaorin/moe/jaz06.html
http://japan.pinkserver.com/kaorin/moe/jaz01.html
http://www.japan.pinkserver.com/kaorin/moe/jaz10.html
http://japan.pinkserver.com/kaorin/moe/jaz07.html
http://www.japan.pinkserver.com/kaorin/moe/jaz04.html
�@�@�@ ! i i��j) �r
�@�@�@ i l l.�L���M�@���搶�I����Ȃ̂�����܂����I
�@�@�@ l ��/_���R �@�@�@
http://www.japan.pinkserver.com/kaorin/moe/jaz03.html
http://japan.pinkserver.com/kaorin/mona/index.html
http://www.japan.pinkserver.com/kaorin/moe/jaz02.html
http://japan.pinkserver.com/kaorin/moe/jaz08.html
http://www.japan.pinkserver.com/kaorin/moe/jaz09.html
http://japan.pinkserver.com/kaorin/moe/jaz05.html
http://www.japan.pinkserver.com/kaorin/moe/jaz06.html
http://japan.pinkserver.com/kaorin/moe/jaz01.html
http://www.japan.pinkserver.com/kaorin/moe/jaz10.html
http://japan.pinkserver.com/kaorin/moe/jaz07.html
http://www.japan.pinkserver.com/kaorin/moe/jaz04.html
724 �F���������R���N�F03/05/06 07:50 ID:f5y9SRqE
>721
���肪�Ƃ��������܂��B�uNC38�v���Ă�����ł��ˁB
����ς肿����ƍ������ȁH���x�`�������W���Ă݂܂��B
SUS�̎�ނ��ς��Ɨn�ږ_�̎�ޕς���͖̂ʓ|�������ȁB
���肪�Ƃ��������܂��B�uNC38�v���Ă�����ł��ˁB
����ς肿����ƍ������ȁH���x�`�������W���Ă݂܂��B
SUS�̎�ނ��ς��Ɨn�ږ_�̎�ޕς���͖̂ʓ|�������ȁB
725 �F������݂ł� ��SyANsUicrQ �F03/05/08 10:01 ID:YTk27Y8B
���������B
�A�x�O��̓����O�c�[�����O���V�т܂���łQ�����͂��낻���ɂȂ��Ă܂��B
�n�ږ_�͐_�|�ȊO�g�������Ȃ���B
���͗n�މ��ɋɐ��t�Ɍ������ꂽ�n�ڋ@��u���Ă����ꂽ��������܂��B
�݂�ȎO���Ԃ��炢�u���ꂥ�H�ȂρB�v�Ƃ������Ďg���Ă₪��́B
�A�x�O��̓����O�c�[�����O���V�т܂���łQ�����͂��낻���ɂȂ��Ă܂��B
�n�ږ_�͐_�|�ȊO�g�������Ȃ���B
���͗n�މ��ɋɐ��t�Ɍ������ꂽ�n�ڋ@��u���Ă����ꂽ��������܂��B
�݂�ȎO���Ԃ��炢�u���ꂥ�H�ȂρB�v�Ƃ������Ďg���Ă₪��́B
726 �F��̓T�b�J�[�F03/05/09 19:06 ID:UgTd2W5M
�S���A������z��TIG�n�ڂł悤�₭�p�C�v�̗n�ڂ�����Ȃ�ɂ��ꂢ��
�ł���悤�ɂȂ�܂����B���Ȃ��ꂽ���ǁB
���˂��˂�A�R���b�g���������Ȃ���Ƃ��A���܂����킩��Ȃ��������Ƃ�
����Ƃ킩���Ă����B���̂ق����y�ł��ꂢ�ł��ˁB
�������Ă������������X�A�ǂ������肪�Ƃ��������܂����B�����Ƙr�����邺�B�I
�ł��Ƃ����܃R���b�g�������āA�{�[�b�ƂȂ�Ƃ�������E�E�E�B
�ł���悤�ɂȂ�܂����B���Ȃ��ꂽ���ǁB
���˂��˂�A�R���b�g���������Ȃ���Ƃ��A���܂����킩��Ȃ��������Ƃ�
����Ƃ킩���Ă����B���̂ق����y�ł��ꂢ�ł��ˁB
�������Ă������������X�A�ǂ������肪�Ƃ��������܂����B�����Ƙr�����邺�B�I
�ł��Ƃ����܃R���b�g�������āA�{�[�b�ƂȂ�Ƃ�������E�E�E�B
727 �F���������R���N�F03/05/09 23:06 ID:sqpwH8sy
�R���b�g���āA�m�Y���̎�����ȁH
�m�Y�������������̏u�ԗn�ږ_�����Ă��̎w�Ƀ^���O�X�e�����߽����ƁE�E�E
�R�����܂��ɂ��Ȃ��E�E�@�ē��̓������邵�i��
�m�Y�������������̏u�ԗn�ږ_�����Ă��̎w�Ƀ^���O�X�e�����߽����ƁE�E�E
�R�����܂��ɂ��Ȃ��E�E�@�ē��̓������邵�i��
728 �F���������R���N�F03/05/09 23:12 ID:ZhShYbnC
�o�C�N�̓]�|���̂Ń��W�G�[�^�Ɍ��������Ă��܂��ADIY�V���b�v�ŃA���~�ƃA���~�p���c�ŕ�C���悤��
�ȈՃK�X�o�[�i�[�ł��Ԃ����猊���L�������i��j
�ȈՃK�X�o�[�i�[�ł��Ԃ����猊���L�������i��j
�@ ��8�m�m�n.�� �@�@http://yoshiwara.susukino.com/zenkaku
�@�@ ��o�E-�E�j�m�@���搶�I����Ȃ̂�����܂����I
http://www.yoshiwara.susukino.com/hankaku/hankaku07.html
http://yoshiwara.susukino.com/hankaku/hankaku08.html
http://www.yoshiwara.susukino.com/hankaku/hankaku10.html
http://yoshiwara.susukino.com/hankaku/hankaku07.html
http://www.yoshiwara.susukino.com/hankaku/hankaku03.html
http://yoshiwara.susukino.com/hankaku/hankaku05.html
http://www.yoshiwara.susukino.com/hankaku/hankaku01.html
http://yoshiwara.susukino.com/hankaku/hankaku06.html
http://www.yoshiwara.susukino.com/hankaku/hankaku04.html
http://www.yamazaki.90.kg/hankaku/hankaku09.html
�@�@ ��o�E-�E�j�m�@���搶�I����Ȃ̂�����܂����I
http://www.yoshiwara.susukino.com/hankaku/hankaku07.html
http://yoshiwara.susukino.com/hankaku/hankaku08.html
http://www.yoshiwara.susukino.com/hankaku/hankaku10.html
http://yoshiwara.susukino.com/hankaku/hankaku07.html
http://www.yoshiwara.susukino.com/hankaku/hankaku03.html
http://yoshiwara.susukino.com/hankaku/hankaku05.html
http://www.yoshiwara.susukino.com/hankaku/hankaku01.html
http://yoshiwara.susukino.com/hankaku/hankaku06.html
http://www.yoshiwara.susukino.com/hankaku/hankaku04.html
http://www.yamazaki.90.kg/hankaku/hankaku09.html
�@ ��8�m�m�n.�� �@�@http://yoshiwara.susukino.com/zenkaku
�@�@ ��o�E-�E�j�m�@���搶�I����Ȃ̂�����܂����I
http://www.yoshiwara.susukino.com/hankaku/hankaku07.html
http://yoshiwara.susukino.com/hankaku/hankaku08.html
http://www.yoshiwara.susukino.com/hankaku/hankaku10.html
http://yoshiwara.susukino.com/hankaku/hankaku07.html
http://www.yoshiwara.susukino.com/hankaku/hankaku03.html
http://yoshiwara.susukino.com/hankaku/hankaku05.html
http://www.yoshiwara.susukino.com/hankaku/hankaku01.html
http://yoshiwara.susukino.com/hankaku/hankaku06.html
http://www.yoshiwara.susukino.com/hankaku/hankaku04.html
http://www.yamazaki.90.kg/hankaku/hankaku09.html
�@�@ ��o�E-�E�j�m�@���搶�I����Ȃ̂�����܂����I
http://www.yoshiwara.susukino.com/hankaku/hankaku07.html
http://yoshiwara.susukino.com/hankaku/hankaku08.html
http://www.yoshiwara.susukino.com/hankaku/hankaku10.html
http://yoshiwara.susukino.com/hankaku/hankaku07.html
http://www.yoshiwara.susukino.com/hankaku/hankaku03.html
http://yoshiwara.susukino.com/hankaku/hankaku05.html
http://www.yoshiwara.susukino.com/hankaku/hankaku01.html
http://yoshiwara.susukino.com/hankaku/hankaku06.html
http://www.yoshiwara.susukino.com/hankaku/hankaku04.html
http://www.yamazaki.90.kg/hankaku/hankaku09.html
731 �F�A�[�N��������֕��i�n���F03/05/10 01:24 ID:ZTA+UU2G
�n�ڍH�Ƀo�C�N��葽����
�@ ��8�m�m�n.�� �@�@http://yoshiwara.susukino.com/zenkaku
�@�@ ��o�E-�E�j�m�@���搶�I����Ȃ̂�����܂����I
http://www.yoshiwara.susukino.com/hankaku/hankaku07.html
http://yoshiwara.susukino.com/hankaku/hankaku08.html
http://www.yoshiwara.susukino.com/hankaku/hankaku10.html
http://yoshiwara.susukino.com/hankaku/hankaku07.html
http://www.yoshiwara.susukino.com/hankaku/hankaku03.html
http://yoshiwara.susukino.com/hankaku/hankaku05.html
http://www.yoshiwara.susukino.com/hankaku/hankaku01.html
http://yoshiwara.susukino.com/hankaku/hankaku06.html
http://www.yoshiwara.susukino.com/hankaku/hankaku04.html
http://www.yamazaki.90.kg/hankaku/hankaku09.html
�@�@ ��o�E-�E�j�m�@���搶�I����Ȃ̂�����܂����I
http://www.yoshiwara.susukino.com/hankaku/hankaku07.html
http://yoshiwara.susukino.com/hankaku/hankaku08.html
http://www.yoshiwara.susukino.com/hankaku/hankaku10.html
http://yoshiwara.susukino.com/hankaku/hankaku07.html
http://www.yoshiwara.susukino.com/hankaku/hankaku03.html
http://yoshiwara.susukino.com/hankaku/hankaku05.html
http://www.yoshiwara.susukino.com/hankaku/hankaku01.html
http://yoshiwara.susukino.com/hankaku/hankaku06.html
http://www.yoshiwara.susukino.com/hankaku/hankaku04.html
http://www.yamazaki.90.kg/hankaku/hankaku09.html
733 �F���������R���N�F03/05/10 03:02 ID:CW3rtFNh
���v�Ȃ����Đ����Ȃ����E�E�E
�v�X�Ɋ��������E�E�E�E�i;�L�D���j�ʔ���������B
http://plaza16.mbn.or.jp/~satchel/omoshiroi/
�v�X�Ɋ��������E�E�E�E�i;�L�D���j�ʔ���������B
http://plaza16.mbn.or.jp/~satchel/omoshiroi/
�@ ��8�m�m�n.�� �@�@http://yoshiwara.susukino.com/zenkaku
�@�@ ��o�E-�E�j�m�@���搶�I����Ȃ̂�����܂����I
http://www.yoshiwara.susukino.com/hankaku/hankaku07.html
http://yoshiwara.susukino.com/hankaku/hankaku08.html
http://www.yoshiwara.susukino.com/hankaku/hankaku10.html
http://yoshiwara.susukino.com/hankaku/hankaku07.html
http://www.yoshiwara.susukino.com/hankaku/hankaku03.html
http://yoshiwara.susukino.com/hankaku/hankaku05.html
http://www.yoshiwara.susukino.com/hankaku/hankaku01.html
http://yoshiwara.susukino.com/hankaku/hankaku06.html
http://www.yoshiwara.susukino.com/hankaku/hankaku04.html
http://www.yamazaki.90.kg/hankaku/hankaku09.html
�@�@ ��o�E-�E�j�m�@���搶�I����Ȃ̂�����܂����I
http://www.yoshiwara.susukino.com/hankaku/hankaku07.html
http://yoshiwara.susukino.com/hankaku/hankaku08.html
http://www.yoshiwara.susukino.com/hankaku/hankaku10.html
http://yoshiwara.susukino.com/hankaku/hankaku07.html
http://www.yoshiwara.susukino.com/hankaku/hankaku03.html
http://yoshiwara.susukino.com/hankaku/hankaku05.html
http://www.yoshiwara.susukino.com/hankaku/hankaku01.html
http://yoshiwara.susukino.com/hankaku/hankaku06.html
http://www.yoshiwara.susukino.com/hankaku/hankaku04.html
http://www.yamazaki.90.kg/hankaku/hankaku09.html
�@ ��8�m�m�n.�� �@�@http://yoshiwara.susukino.com/zenkaku
�@�@ ��o�E-�E�j�m�@���搶�I����Ȃ̂�����܂����I
http://www.yoshiwara.susukino.com/hankaku/hankaku07.html
http://yoshiwara.susukino.com/hankaku/hankaku08.html
http://www.yoshiwara.susukino.com/hankaku/hankaku10.html
http://yoshiwara.susukino.com/hankaku/hankaku07.html
http://www.yoshiwara.susukino.com/hankaku/hankaku03.html
http://yoshiwara.susukino.com/hankaku/hankaku05.html
http://www.yoshiwara.susukino.com/hankaku/hankaku01.html
http://yoshiwara.susukino.com/hankaku/hankaku06.html
http://www.yoshiwara.susukino.com/hankaku/hankaku04.html
http://www.yamazaki.90.kg/hankaku/hankaku09.html
�@�@ ��o�E-�E�j�m�@���搶�I����Ȃ̂�����܂����I
http://www.yoshiwara.susukino.com/hankaku/hankaku07.html
http://yoshiwara.susukino.com/hankaku/hankaku08.html
http://www.yoshiwara.susukino.com/hankaku/hankaku10.html
http://yoshiwara.susukino.com/hankaku/hankaku07.html
http://www.yoshiwara.susukino.com/hankaku/hankaku03.html
http://yoshiwara.susukino.com/hankaku/hankaku05.html
http://www.yoshiwara.susukino.com/hankaku/hankaku01.html
http://yoshiwara.susukino.com/hankaku/hankaku06.html
http://www.yoshiwara.susukino.com/hankaku/hankaku04.html
http://www.yamazaki.90.kg/hankaku/hankaku09.html
736 �F���������R���N�F03/05/10 17:32 ID:exbBydqm
�z�ǂ��ĉ��ŃR�l�R�l���낤�@���܂����r�[�h���Y��Ȃ̂͂킩�����
�n�����݈����������B
���Ɓ@SUS316L���ĊC���Ɏア���ă}�W�H
�ƁA�N���ɂ����˂�B
�n�����݈����������B
���Ɓ@SUS316L���ĊC���Ɏア���ă}�W�H
�ƁA�N���ɂ����˂�B
737 �F���������R���N�F03/05/10 23:59 ID:qyzDxOnX
�R�l�R�l�o�����番�����B
�y�����A�n�����݂��i�������ɖ��Ȃ��B
�i�j�Ɣ�ׂĊC���Ɏア�́H�@304�H
���Ƃ����珉�߂ĕ������B
�Ƃ͂����C�����x�Ȃ�킴�킴316L�͎g��Ȃ���Ȃ����ȁA�\�Z�I�ɁB
�ƁA�����ɂȂ��ĂȂ����������Ă݂�B
�y�����A�n�����݂��i�������ɖ��Ȃ��B
�i�j�Ɣ�ׂĊC���Ɏア�́H�@304�H
���Ƃ����珉�߂ĕ������B
�Ƃ͂����C�����x�Ȃ�킴�킴316L�͎g��Ȃ���Ȃ����ȁA�\�Z�I�ɁB
�ƁA�����ɂȂ��ĂȂ����������Ă݂�B
316��304�ɔ�ׂđΎ_����������Ȃ����������H
�ŁA�C���ɋ����̂�329�i1�������悤�ȋL�����B
�ŁA�C���ɋ����̂�329�i1�������悤�ȋL�����B
SUS��MIG�n�ڂŃV�[���h�K�X�Ɏ_�f�ƃA���S���̍����K�X��
�g���Ǝv�����ǁA�_�f�����Ă�����V�[���h����Ӗ�������Ȃ�����
�v�����ǁA�ǂȂ�������܂��H
�j�@SUS�@TN-F���i
���ς�炸�o�b�N�V�[���h���Ȃ��ŗn�ڂ���l�������ȁ[
�g���Ǝv�����ǁA�_�f�����Ă�����V�[���h����Ӗ�������Ȃ�����
�v�����ǁA�ǂȂ�������܂��H
�j�@SUS�@TN-F���i
���ς�炸�o�b�N�V�[���h���Ȃ��ŗn�ڂ���l�������ȁ[
740 �F737�F03/05/11 22:27 ID:y7FBQqv8
������ЂŎ��i�����̋��{���Ă������ǁA316L��304�����C���A�_�ɑ��đϐH������Ə����Ă���܂����B
�����ċA���Ă���̖Y�ꂽ����ڂ�������������܂�����B
>>739
JIS���߂Ƃ�O�O
�o�b�N�V�[���͂��Y�ꂿ�Ⴄ�ȁA�R����i��
�g�[�`�X�C�b�`�ƘA������悤�ɍ�蒼���܂���
����͂����ƁA�_�f�ƃA���S���̍����K�X?�@
�u�Y�_�v�ƃA���S���̍����K�X�Ƃ͕ʂł����H
�����ċA���Ă���̖Y�ꂽ����ڂ�������������܂�����B
>>739
JIS���߂Ƃ�O�O
�o�b�N�V�[���͂��Y�ꂿ�Ⴄ�ȁA�R����i��
�g�[�`�X�C�b�`�ƘA������悤�ɍ�蒼���܂���
����͂����ƁA�_�f�ƃA���S���̍����K�X?�@
�u�Y�_�v�ƃA���S���̍����K�X�Ƃ͕ʂł����H
741 �F���������R���N�F03/05/11 23:20 ID:bsk/VaAR
tig���ƁA���f����A���S�����������Ƃ�����܂��B
742 �F���������R���N�F03/05/12 18:56 ID:LyBt+J6N
�I�C���̉�ЁE�E�E
�����b������邯�ǁE�E�E�E
���̉�ЁA�s�i�C�̂������ő����Ɉړ]�ƂȂ����̂ˁB
�ŁA�I�C���́A�펯�̒����Ă�ʋƂȂ�̂ŁA
���J�ɂ��f�肵���̂ˁB
��������A���[����Ȃ��d���ʍU���B
����̉ʂĂɁu�莞�Ŏd�グ�Ăˁv�̒g���������t�E�E�E
��́A���b�ɂȂ�������A�u�ړ]�̃M���M���܂ŗn�ڂ��Ă�邩���v
�Ǝv���������A�A�z�������̂��Ǝv���ƁA�₵�����߂������E�E�E
�Ƃ��ƂƁA�E���ɐ����܂����B
���炵�܂����B
�����b������邯�ǁE�E�E�E
���̉�ЁA�s�i�C�̂������ő����Ɉړ]�ƂȂ����̂ˁB
�ŁA�I�C���́A�펯�̒����Ă�ʋƂȂ�̂ŁA
���J�ɂ��f�肵���̂ˁB
��������A���[����Ȃ��d���ʍU���B
����̉ʂĂɁu�莞�Ŏd�グ�Ăˁv�̒g���������t�E�E�E
��́A���b�ɂȂ�������A�u�ړ]�̃M���M���܂ŗn�ڂ��Ă�邩���v
�Ǝv���������A�A�z�������̂��Ǝv���ƁA�₵�����߂������E�E�E
�Ƃ��ƂƁA�E���ɐ����܂����B
���炵�܂����B
743 �F�V�g�F03/05/12 21:44 ID:rzcg5K4C
744 �F�V�R�U�F03/05/13 02:26 ID:7ygMfRty
�@�@�i���L�[�M���j/�@���搶�I����Ȃ̂�����܂����I
http://www.yoshiwara.susukino.com/moe/jaz08.html
http://yoshiwara.susukino.com/moe/jaz10.html
http://www.yoshiwara.susukino.com/moe/jaz03.html
http://yoshiwara.susukino.com/moe/jaz09.html
http://www.yoshiwara.susukino.com/moe/jaz06.html
http://yoshiwara.susukino.com/moe/jaz05.html
http://www.yoshiwara.susukino.com/moe/jaz01.html
http://yoshiwara.susukino.com/moe/jaz02.html
http://www.yoshiwara.susukino.com/moe/jaz07.html
http://yoshiwara.susukino.com/moe/jaz04.html
http://www.yoshiwara.susukino.com/moe/jaz08.html
http://yoshiwara.susukino.com/moe/jaz10.html
http://www.yoshiwara.susukino.com/moe/jaz03.html
http://yoshiwara.susukino.com/moe/jaz09.html
http://www.yoshiwara.susukino.com/moe/jaz06.html
http://yoshiwara.susukino.com/moe/jaz05.html
http://www.yoshiwara.susukino.com/moe/jaz01.html
http://yoshiwara.susukino.com/moe/jaz02.html
http://www.yoshiwara.susukino.com/moe/jaz07.html
http://yoshiwara.susukino.com/moe/jaz04.html
746 �F737�F03/05/13 18:52 ID:Z6MfO6mn
�����n�ځE�E�E�@�I�C�����������͂���C�����邯�ǁA���ۂǂ��Ȃ�@�C�ɂȂ�ł���
�I�C���̓A�[�N�A�������ATIG�̊��Ŏd�����Ă邯�ǁA�����ł͂ǂ�������������ȁi��
�I�C���̓A�[�N�A�������ATIG�̊��Ŏd�����Ă邯�ǁA�����ł͂ǂ�������������ȁi��
747 �F���������R���N�F03/05/13 19:00 ID:lqedHJKT
748 �F���������R���N�F03/05/13 22:03 ID:nEWG9RfA
>>739�@�E�`�͂P�O�O�p�[�Z���g�Y�_�K�X�ł���Ă���ǁA����A�ǂ���ˁB
�ł��ˁA���������P�p�[�Z���g���x�̎_�f�����������炢�Œl�i�����ɍ�������
�����Ă���Ȃ���ł���B
�S�̕\�ʂɖڂɌ����Ȃ��A�����ȃS�~�݂����Ȃ̂��t���Ă��肵�Ă�̂�
�Y�_�K�X�ɍ������A�͂��Ȏ_�f�ŐϋɓI�ɔR�₵�Ă��܂����I�Ȃ�āA����
������l�����Ȃ��ł����ǂ��B��������A�����H
�Ȃ�ƂȂ��A�E�f�����������悤�Ɍ�����K�X���g���������I����]
�ł��ˁA���������P�p�[�Z���g���x�̎_�f�����������炢�Œl�i�����ɍ�������
�����Ă���Ȃ���ł���B
�S�̕\�ʂɖڂɌ����Ȃ��A�����ȃS�~�݂����Ȃ̂��t���Ă��肵�Ă�̂�
�Y�_�K�X�ɍ������A�͂��Ȏ_�f�ŐϋɓI�ɔR�₵�Ă��܂����I�Ȃ�āA����
������l�����Ȃ��ł����ǂ��B��������A�����H
�Ȃ�ƂȂ��A�E�f�����������悤�Ɍ�����K�X���g���������I����]
749 �FCopper�F03/05/14 01:08 ID:Vy90iBWg
����₵�Ă��ǂ��ł����H
�ŋߏ������g���Ă��邨�q�œ��Ɠ��̗n�ڌ�����
���R�ꂪ�������Ă��܂��B���Ɠ��͉��n�ڂł����H
�܂�����SUS�̗n�ڂ͋�E�n�ڂ����d���͖����̂ł��傤���H
�Q�ɂȂ��Ă��܂����B�B�B
�ŋߏ������g���Ă��邨�q�œ��Ɠ��̗n�ڌ�����
���R�ꂪ�������Ă��܂��B���Ɠ��͉��n�ڂł����H
�܂�����SUS�̗n�ڂ͋�E�n�ڂ����d���͖����̂ł��傤���H
�Q�ɂȂ��Ă��܂����B�B�B
750 �FCopper�F03/05/14 01:09 ID:Vy90iBWg
���I�I�����Y��܂����B
�����䂤�o���F����L��܂����H�H
�����䂤�o���F����L��܂����H�H
751 �F���������R���N�F03/05/15 23:25 ID:RpY0OGJo
>>749
���Ɠ��͊�{�I�ɋ�E�t�ō�Ƃ��܂��B
�A���S���ł��t���܂����M�ʂ����Ȃ�K�v�ł��B
�����傫����Ηǂ��ł����R�X�g���l����ƃ��E�t�ɏ��镨������
�Ƃ������܂��B
���ƃX�e������E�t�ȊO���������͂���܂���B
�F�X�����Ă͌��Ă܂����A���E�t�ɏ��镨�͂Ȃ��Ȃ�������܂���B
��E�͎�ނ�����̂ŗp�r����������I�ԕK�p������̂����H����܂���ˁB
���Ɠ��͊�{�I�ɋ�E�t�ō�Ƃ��܂��B
�A���S���ł��t���܂����M�ʂ����Ȃ�K�v�ł��B
�����傫����Ηǂ��ł����R�X�g���l����ƃ��E�t�ɏ��镨������
�Ƃ������܂��B
���ƃX�e������E�t�ȊO���������͂���܂���B
�F�X�����Ă͌��Ă܂����A���E�t�ɏ��镨�͂Ȃ��Ȃ�������܂���B
��E�͎�ނ�����̂ŗp�r����������I�ԕK�p������̂����H����܂���ˁB
752 �FBlue�@Meteor�F03/05/15 23:57 ID:Ln8WBvA6
>751
���肪�Ƃ��������܂��B
��E�t�����ē�����̂Ȃ̂ł����H
�C�O���痈����̂���E�t���̕����Ő��R�ꑽ��
���̃u���b�N�ɔz�ǂ�n�ڂ�����������Ă��܂��B
��E�t�����ėn���čs���C���[�W�ł������Ԃɂ͓����Ă����Ȃ��̂��Ȃ��`
���肪�Ƃ��������܂��B
��E�t�����ē�����̂Ȃ̂ł����H
�C�O���痈����̂���E�t���̕����Ő��R�ꑽ��
���̃u���b�N�ɔz�ǂ�n�ڂ�����������Ă��܂��B
��E�t�����ėn���čs���C���[�W�ł������Ԃɂ͓����Ă����Ȃ��̂��Ȃ��`
753 �F���������R���N�F03/05/16 14:04 ID:a2tOnF5f
>���̃u���b�N�ɔz�ǂ�n�ڂ�����������Ă��܂��B
�ǂł��Ɨ��ꂽ���E���������ӂ����̂�|������
����̗ǂ��Ȃ����E���g�p���Ă邩������܂���B
��މ��x������Ȃ����ĂĂ����܂���B
�t���b�N�X���ǂ��Ȃ����A�Ă���������Ԃł����E�͉���Ă���܂���B
��E�t�́A��މ��x�Ƌ�E�E�t���b�N�X�̃o�����X�̏�ɐ��藧���Ă��܂��B
���ɂ߂��l�ɂ͊ȒP�ȍ�Ƃł����A�ʖڂȐl�͉i���ɕt���Ȃ��ł��傤�B
�ǂł��Ɨ��ꂽ���E���������ӂ����̂�|������
����̗ǂ��Ȃ����E���g�p���Ă邩������܂���B
��މ��x������Ȃ����ĂĂ����܂���B
�t���b�N�X���ǂ��Ȃ����A�Ă���������Ԃł����E�͉���Ă���܂���B
��E�t�́A��މ��x�Ƌ�E�E�t���b�N�X�̃o�����X�̏�ɐ��藧���Ă��܂��B
���ɂ߂��l�ɂ͊ȒP�ȍ�Ƃł����A�ʖڂȐl�͉i���ɕt���Ȃ��ł��傤�B
754 �F�D���n�ڎm�F03/05/25 21:30 ID:Uv8jY8Qb
�@�N���A���̃T�C�g�ŏ������݂��Ă܂��H�H
755 �F�D���n�ڎm�F03/05/25 21:46 ID:EK3HFupC
�@�ǂ����Ă��A���ʃ{�C���[�n�ڎm������āA���ʃ{�C���[�n�ڎm�̖Ƌ����ق����̂ł�
�B�@���Ȃ݂ɁA�O�ɁA���ʂ̕����܂������A�w�Ȃ͍��i�ł�����
���Z�͕s���i�ł����B�Q��Ƃ��E�E�E�@�ǂ����Ă��A���i�������̂ł��A
�����������������B
�B�@���Ȃ݂ɁA�O�ɁA���ʂ̕����܂������A�w�Ȃ͍��i�ł�����
���Z�͕s���i�ł����B�Q��Ƃ��E�E�E�@�ǂ����Ă��A���i�������̂ł��A
�����������������B
756 �F���������R���N�F03/05/26 09:04 ID:vjn/yC7d
�Ǝ킪�Ⴄ�̂ʼn���܂���i�����
�ł��A���Z�͂Ђ�������K�����Ȃ������E�E�E
�ł��A���Z�͂Ђ�������K�����Ȃ������E�E�E
757 �F������݂ł� ��SyANsUicrQ �F03/05/26 11:22 ID:YYBvK46E
���A�����Ă邯�Ǘ��K���Ă����ȂɎ��Z�i���A�e�L��̉������Əc�ނ��j
�͓���Ȃ������͂�����B
�A�h�o�C�X�ƌ����Ă������Ă�����ƃX���O�Ԃ����݂��₷����������Ȃ��̂ŁA���߂̓d����
�悭�n�����A�e�p�X�Ԃ̐��|���L�b�`����邮�炢���ˁB
�@�_�͈�w�ڂ�LB�T�Q�A���ꂩ����LB47�g���Ă������B
�͓���Ȃ������͂�����B
�A�h�o�C�X�ƌ����Ă������Ă�����ƃX���O�Ԃ����݂��₷����������Ȃ��̂ŁA���߂̓d����
�悭�n�����A�e�p�X�Ԃ̐��|���L�b�`����邮�炢���ˁB
�@�_�͈�w�ڂ�LB�T�Q�A���ꂩ����LB47�g���Ă������B
759 �F���������R���N�F03/05/27 23:17 ID:AuzjxKPq
760 �F�D���n�ڎm�F03/05/28 00:17 ID:XXxYxlWv
�@�������ɁO�|�O�@�Q�l�ɂ��܂��B
����Ȃ�ł����A�{�C���[�n�ڎm�̖Ƌ���v��d�����āA�ǂ�Ȃ����ł����H�H
����ς�A���͗e��Ƃ��A�^���N�W�ł����ˁH�@�l�̐E�W�i�D���j�́A�v��Ȃ��ł���`
����Ȃ�ł����A�{�C���[�n�ڎm�̖Ƌ���v��d�����āA�ǂ�Ȃ����ł����H�H
����ς�A���͗e��Ƃ��A�^���N�W�ł����ˁH�@�l�̐E�W�i�D���j�́A�v��Ȃ��ł���`
761 �F������݂ł� ��SyANsUicrQ �F03/05/28 02:23 ID:xkuXtRE4
�@�J����ǂ�����������߂�Ƃ���̑���A��툳�͗e��̐����
���̎��i���v��B
�@���ʃ{�C���[�n�ڎm�͈ꈳ����̑�\�Җ��Ɣ��Q�T�����ȏ�̈��͗e��
����Ŏ��i���~�������ĉ����Ƃ��B
�@>>759
����A�����������B
LB47�őS���ʂ��Ă���������ȁH�@��t���ɉ��ϖ_�g�����Ƃ��Ď����ǂ�
�~�߂�ꂽ�����͂��邯�ǁB�B�B
�@�Ȃ�ɂ���c�b�R�~���肪�ƁB
���̎��i���v��B
�@���ʃ{�C���[�n�ڎm�͈ꈳ����̑�\�Җ��Ɣ��Q�T�����ȏ�̈��͗e��
����Ŏ��i���~�������ĉ����Ƃ��B
�@>>759
����A�����������B
LB47�őS���ʂ��Ă���������ȁH�@��t���ɉ��ϖ_�g�����Ƃ��Ď����ǂ�
�~�߂�ꂽ�����͂��邯�ǁB�B�B
�@�Ȃ�ɂ���c�b�R�~���肪�ƁB
762 �F������݂ł� ��SyANsUicrQ �F03/05/28 02:24 ID:xkuXtRE4
�@�ŁA�D������͂Ȃ�Ŏg��Ȃ����{�C���[���~�����킯�H
763 �F���撼�����F03/05/28 02:25 ID:+lLtAI30
�@�@�@ �@�ȁQ��
�߭.��@(�@�@�O�O �j �����ꂩ����l���������ĉ������ˁi�O�O�j�B
�@�@���k~���P�P�l
�@�@�� ���\�\�� �@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�R���
�߭.��@(�@�@�O�O �j �����ꂩ����l���������ĉ������ˁi�O�O�j�B
�@�@���k~���P�P�l
�@�@�� ���\�\�� �@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�R���
765 �F�D���n�ڎm�F03/05/28 18:02 ID:DbQoMVim
�@�E�ƌP���Z�̎w�����ɁA�Ȃ邽�߂ł��B
�N���A�Ȃ����l�m���Ă܂��H
�܂��A�l�̖��Ȃ�ł��A���������ɂ���ɂ́A�܂�
���{�C���[�����Ȃ��ƁE�E�E�@���̉�Ђł́A�Ƌ������Ȃ��Ȃ���
�N���A�����ĂȂ��āE�E�E
�N���A�Ȃ����l�m���Ă܂��H
�܂��A�l�̖��Ȃ�ł��A���������ɂ���ɂ́A�܂�
���{�C���[�����Ȃ��ƁE�E�E�@���̉�Ђł́A�Ƌ������Ȃ��Ȃ���
�N���A�����ĂȂ��āE�E�E
766 �F���������R���N�F03/05/29 18:19 ID:jj0U1E2H
�撣��A�E�l���I�I
767 �F���撼�����F03/05/29 18:25 ID:sqv80mmU
768 �F������݂ł� ��SyANsUicrQ �F03/05/30 03:03 ID:ngpJ8W0E
���I�D�̗n�ڂ��ĖƋ�����Ȃ��́H�I
�@����Ɛ搶�I�E�E�E�����i�����ځj
�@����Ɛ搶�I�E�E�E�����i�����ځj
769 �F�������F03/05/30 04:25 ID:4kjyudlL
770 �F���������R���N�F03/05/30 04:31 ID:s8irdbXx
���r�ǂėn�ڏo�����
���ۂ͌��ĂȂ���
���ۂ͌��ĂȂ���
772 �F�D���n�ڎm�F03/05/30 16:09 ID:v9e7l3AV
�@�v��Ȃ��̂ł���E�E�E
�����ڂƂ́A�P�������Ɍ����܂��ƁA������Ď��ł����H�H
�����ڂƂ́A�P�������Ɍ����܂��ƁA������Ď��ł����H�H
773 �F���������R���N�F03/05/30 17:14 ID:gDcfRNBP
�݂ł肳��͌��݁A�n�ڂ̎d�����痣��Ă܂���ˁB
�@�ɂ�������炸�M������Ă�������B
�@���A�����邩�ȁ`�H�B
���ƁA�N���Ɏ���ł��B
�U�~�����炢�̋��Ɍ��������ĂPS�̃T�j�^���[�ǂ�ʂ��āA�A���S���ʼn��_�n��
���ĂȂ��Ȃ���ςȂ��ǂ��@�@���ɂłȂ��悤�n�ڂ���ɂ������@�͂Ȃ����ˁ[�B
���͗��K�X���Ă�LOW�p���X�łȂ�Ƃ�����Ă܂��B
�@�ɂ�������炸�M������Ă�������B
�@���A�����邩�ȁ`�H�B
���ƁA�N���Ɏ���ł��B
�U�~�����炢�̋��Ɍ��������ĂPS�̃T�j�^���[�ǂ�ʂ��āA�A���S���ʼn��_�n��
���ĂȂ��Ȃ���ςȂ��ǂ��@�@���ɂłȂ��悤�n�ڂ���ɂ������@�͂Ȃ����ˁ[�B
���͗��K�X���Ă�LOW�p���X�łȂ�Ƃ�����Ă܂��B
774 �F���m�F03/05/30 21:36 ID:NVCZmkmZ
6�~����n�����M�͕K�v���ˁB���႟�ǂ̕��̔M�ʂ������鎖����
775 �F������݂ł� ��SyANsUicrQ �F03/05/31 02:59 ID:Q/LuvBpr
>>772
�v��Ȃ��͈̂ӊO�I
�����ڂ����Ă�̂͗n�ڋɂ߂ċ��E�ɏA���Ȃ�āE�E�E���}���������邩�炳�iʧāB
�@>>773
���A�́E�E�E���̂Ƃ��떳���ȁB
�Z�p�͍��̐E��Őݔ���C����P�A���E�ɐ��������B
�E���ł�����n�ڎd����T�������ǖʔ������ŋߏ�̐E��Ɍb�܂�Ȃ������B
�@����ł����̋Z�\�������Ă邨�����Łu�܂��A���\�ł͖����������ȁv�Ɠc�ɂł�
�傫�߂̉�Ђō̗p���Ă��炦�������ʼn��̎����B
�@>>773
>>774 �ł������Ă��邪�A��ߍ��߂͍D�݂Ƃ��ăA�[�N�̓��ċ��
���W�F�T�j�^���[�Q�������͂X�F�P�@�̊����ł��C���[�W�ŗ��K�X�L���
�i�߂Ă݁B
�@�R�l�R�l�@�ŋ��ŗn�����đ��U�T�j�^���[���ɍ~����R�l�R�l�ƌJ��Ԃ�
�n�����߂���������Α��A�[�N����K�X�Ă��x�ቺ��҂����ŁE�E�E�B
�@�C���[�W�ɂ��悤�Ƃ���ƃN�h���Ȃ�ˁB
�v��Ȃ��͈̂ӊO�I
�����ڂ����Ă�̂͗n�ڋɂ߂ċ��E�ɏA���Ȃ�āE�E�E���}���������邩�炳�iʧāB
�@>>773
���A�́E�E�E���̂Ƃ��떳���ȁB
�Z�p�͍��̐E��Őݔ���C����P�A���E�ɐ��������B
�E���ł�����n�ڎd����T�������ǖʔ������ŋߏ�̐E��Ɍb�܂�Ȃ������B
�@����ł����̋Z�\�������Ă邨�����Łu�܂��A���\�ł͖����������ȁv�Ɠc�ɂł�
�傫�߂̉�Ђō̗p���Ă��炦�������ʼn��̎����B
�@>>773
>>774 �ł������Ă��邪�A��ߍ��߂͍D�݂Ƃ��ăA�[�N�̓��ċ��
���W�F�T�j�^���[�Q�������͂X�F�P�@�̊����ł��C���[�W�ŗ��K�X�L���
�i�߂Ă݁B
�@�R�l�R�l�@�ŋ��ŗn�����đ��U�T�j�^���[���ɍ~����R�l�R�l�ƌJ��Ԃ�
�n�����߂���������Α��A�[�N����K�X�Ă��x�ቺ��҂����ŁE�E�E�B
�@�C���[�W�ɂ��悤�Ƃ���ƃN�h���Ȃ�ˁB
776 �F773�F03/05/31 09:11 ID:1r3CLGSD
���m����A�݂ł肳��}�W���X���肪�ƁB
�@����ς���@�I�ɂ͂���Ȋ�������ˁB
�r�������邵���Ȃ���ˁ[�B
�@�����킷�ꂽ���ǁA���_�������̓r�[�h�J�b�g���ăo�t�����ł��B
�h���̂�B
�@����ς���@�I�ɂ͂���Ȋ�������ˁB
�r�������邵���Ȃ���ˁ[�B
�@�����킷�ꂽ���ǁA���_�������̓r�[�h�J�b�g���ăo�t�����ł��B
�h���̂�B
777 �F������݂ł� ��SyANsUicrQ �F03/05/31 11:11 ID:llxWcwuj
���������~�����炢��������P�������炢�ׂ̍��_�g���ĂP���P���A�[�N
���o���n�����ē_�t�����d�˂Ă����E���R�n�ڂ̂ق������S���ȁA���K�X��
�ꉞ����Ă����ĂˁB
����͐���J��Ԃ������K�X���Ăė�₵�i�߂�ƃL���C�ɏo�����B
��Ƒ��x�͒x�����ǁA�T�j�^�����̃r�[�h�J�b�g�ɔY�ނ悤�ȏȂ玎����
�݂Ă�������B
���o���n�����ē_�t�����d�˂Ă����E���R�n�ڂ̂ق������S���ȁA���K�X��
�ꉞ����Ă����ĂˁB
����͐���J��Ԃ������K�X���Ăė�₵�i�߂�ƃL���C�ɏo�����B
��Ƒ��x�͒x�����ǁA�T�j�^�����̃r�[�h�J�b�g�ɔY�ނ悤�ȏȂ玎����
�݂Ă�������B
778 �F������݂ł� ��SyANsUicrQ �F03/05/31 11:15 ID:llxWcwuj
�@���_�����g�R�̓o�t���Ƃ̎��ł����A�n�ڂ��ė�߂���
�r�[�h�̂ݎ_���ďĂ��F�𗎂Ƃ��Ă����Ǝd�グ�����N�炵��
�ł��B
�r�[�h�̂ݎ_���ďĂ��F�𗎂Ƃ��Ă����Ǝd�グ�����N�炵��
�ł��B
779 �F���������R���N�F03/05/31 11:28 ID:1r3CLGSD
�݂ł肳��@���������ȁB
�@�����Ă݂��B���č��͓S�̘g����Ă�̂ō��x����Ă݂�ˁB
�@�����Ă݂��B���č��͓S�̘g����Ă�̂ō��x����Ă݂�ˁB
780 �F���������R���N�F03/05/31 13:04 ID:ystdUzQZ
�F�������������B
��_�A�[�N�Ŗ_�𗣂������n�ڕ�������A���ԉ݂����ɉΉԂ��ł�
�n�ڂ���肭�o���܂���B
�܂��A����ȂƂ��͉�����������肠����̐S�ȗn�ڂ̒��S��
�������܂�܂ł��B
�n�ڂ����������Č����������̌��߂鎞�ɋN����܂��B
�n�ږ_�̓[���[�h�S�S�̂Q�C�R�����ł��B
��_�A�[�N�Ŗ_�𗣂������n�ڕ�������A���ԉ݂����ɉΉԂ��ł�
�n�ڂ���肭�o���܂���B
�܂��A����ȂƂ��͉�����������肠����̐S�ȗn�ڂ̒��S��
�������܂�܂ł��B
�n�ڂ����������Č����������̌��߂鎞�ɋN����܂��B
�n�ږ_�̓[���[�h�S�S�̂Q�C�R�����ł��B
781 �FP��H�F03/05/31 19:37 ID:poBoEflY
�i�h�r�̎��i�����Ă�����̂ł��B���肭���ł����ǁB
�ǂ��A�[�N�X�^�[�g���ł��Ȃ��̂ł����H�o�_�̓d���́A�K���ł����H
�]���肪�A�����B�o�_�̓������x�A�܂��́A�^���A���悭�Ȃ��̂ł́H
���́A�����u���[�z�[�����ƁA�v���܂��B��ނƗo�_�̌��Ԃ��L������ƁA
���̌X���Ɂ@����܂��B�o�_�̔핢���A�[�N�̔M�ŔR���āA�K�X������
���܂��B���̃K�X����Ȗ������Ă��܂��B���̃K�X���A�V�[���h�K�X�ŁA
�s���Ȃ��̂�j�~�H���Ă��܂��B�܂�́A�L������ƁA�V�[���h���Ȃ��A
��C���̕s�s���ȋC�̂��Z���A�����ɂȂ��������ω��A���ʂƂ��āA�u���[�z�[��
�ł��B�A�[�N�X�^�[�g���āA�ŏ��̊Ԋu�͍L���ėǂ����A���肵����A�K����
�Ԋu�ɂ���B���ꂪ������ȁB�_�|�̗o�_�ł����H�[���[�h�Ƃ��a�|�P�V�Ȃ́A
�����ł��B���Ȃ݂ɖl�́A�k�a�_���D���ł��B
�ǂ��A�[�N�X�^�[�g���ł��Ȃ��̂ł����H�o�_�̓d���́A�K���ł����H
�]���肪�A�����B�o�_�̓������x�A�܂��́A�^���A���悭�Ȃ��̂ł́H
���́A�����u���[�z�[�����ƁA�v���܂��B��ނƗo�_�̌��Ԃ��L������ƁA
���̌X���Ɂ@����܂��B�o�_�̔핢���A�[�N�̔M�ŔR���āA�K�X������
���܂��B���̃K�X����Ȗ������Ă��܂��B���̃K�X���A�V�[���h�K�X�ŁA
�s���Ȃ��̂�j�~�H���Ă��܂��B�܂�́A�L������ƁA�V�[���h���Ȃ��A
��C���̕s�s���ȋC�̂��Z���A�����ɂȂ��������ω��A���ʂƂ��āA�u���[�z�[��
�ł��B�A�[�N�X�^�[�g���āA�ŏ��̊Ԋu�͍L���ėǂ����A���肵����A�K����
�Ԋu�ɂ���B���ꂪ������ȁB�_�|�̗o�_�ł����H�[���[�h�Ƃ��a�|�P�V�Ȃ́A
�����ł��B���Ȃ݂ɖl�́A�k�a�_���D���ł��B
782 �F������݂ł� ��SyANsUicrQ �F03/06/01 02:08 ID:Z9DVp5Ig
>>780
�d���h�~�@���t���Ă�Ɨ]�v�ɁE�E�E����ˁA�����ԉΏ�ԂȂ�t���Ă���
��ł��傤�B
�A���͌����Ƃ��Ă͐V�i�̖_�̐�[�ɂ��鍕��������������ƒ������
�Ȃ�₷�B
�@�����A���Ύ��s���č�����[�������Ȃ������[�̃t���b�N�X���[�ŝ����
�����_������I�o�������������B
�@���Ύ��s�̌����Ɂu��U��v������܂����A����́u�Ў�ʂ����ʂɂ��ė���Ńz���_
�����Ă�悤�ɂ���v�ʼn����ł��܂�
�@���ɃX�^�[�g�̏ꍇ�Ў�Ńz���_���Ă����Ŗ_�̒��Ԃ������A����������
��[���ނɐG�ꂳ������A�d���h�~�@����o��u�J�`�b�v�Ƃ����ڐG����
�҂C���[�W�ŃX�^�[�g���Ă݂Ă��������B
�@
�d���h�~�@���t���Ă�Ɨ]�v�ɁE�E�E����ˁA�����ԉΏ�ԂȂ�t���Ă���
��ł��傤�B
�A���͌����Ƃ��Ă͐V�i�̖_�̐�[�ɂ��鍕��������������ƒ������
�Ȃ�₷�B
�@�����A���Ύ��s���č�����[�������Ȃ������[�̃t���b�N�X���[�ŝ����
�����_������I�o�������������B
�@���Ύ��s�̌����Ɂu��U��v������܂����A����́u�Ў�ʂ����ʂɂ��ė���Ńz���_
�����Ă�悤�ɂ���v�ʼn����ł��܂�
�@���ɃX�^�[�g�̏ꍇ�Ў�Ńz���_���Ă����Ŗ_�̒��Ԃ������A����������
��[���ނɐG�ꂳ������A�d���h�~�@����o��u�J�`�b�v�Ƃ����ڐG����
�҂C���[�W�ŃX�^�[�g���Ă݂Ă��������B
�@
783 �F������݂ł� ��SyANsUicrQ �F03/06/01 02:13 ID:Z9DVp5Ig
�@�d���h�~�@�͈��S�u�K�ŏK�����Ǝv���܂����A���ʂ����m����܂�
���d��Q�h�~�ׂ̈ɓd������㉻�����Ƃ����S���u�ł��B
�����ɂ����߂�ǂ������Ƃ������Ŗ��E�H�삳��Ă鎖�Ə���
�����悤�ł��B
�@>>81
�[���[�h��B-17����Ă��LB���g���Ȃ��Ƃ�����ˁB
���̓R���e�X�g���K�Ŗ_�n�ڏK�����N�`�Ȃ��LB�h�ł����E�E�E�B
�[���[�h��LB�͒���LB�ɔ�ׂĂ��Ղ���ŁA����t����ׂ���������
���m��t���鎞�ɂȂ�Ďg���킯�Ă܂���B
���d��Q�h�~�ׂ̈ɓd������㉻�����Ƃ����S���u�ł��B
�����ɂ����߂�ǂ������Ƃ������Ŗ��E�H�삳��Ă鎖�Ə���
�����悤�ł��B
�@>>81
�[���[�h��B-17����Ă��LB���g���Ȃ��Ƃ�����ˁB
���̓R���e�X�g���K�Ŗ_�n�ڏK�����N�`�Ȃ��LB�h�ł����E�E�E�B
�[���[�h��LB�͒���LB�ɔ�ׂĂ��Ղ���ŁA����t����ׂ���������
���m��t���鎞�ɂȂ�Ďg���킯�Ă܂���B
784 �F������݂ł� ��SyANsUicrQ �F03/06/01 02:15 ID:Z9DVp5Ig
>>782
�u�t���b�N�X��[����ŝ���ŕ����āv�ɑւ��ēǂ�łˁB
�u�t���b�N�X��[����ŝ���ŕ����āv�ɑւ��ēǂ�łˁB
785 �F���撼�����F03/06/01 02:25 ID:3mY2X/ed
786 �F�V�W�O�F03/06/01 22:57 ID:ulZUPgiF
���V�W�P�`�V�W�S
���w���F�X�Ƃ��肪�Ƃ��������܂��B�ł��C�}�C�`����܂���B
���̕��͗͂�����Ȃ��߂ɂǁ[���ς݂܂���B
�ł́A������x�n�߂���B
�Q�C�U��������R�C�Q�����܂ł̔�����
��ܓ��m�̊Ԋu���L�����i��̓I�ɂ͂T�����ȏ�j��C�ɗn�ڂ͖����Ȃ̂�
���T�C�h�������グ�銴���ŗn�ڂ��܂��B
���̎���܂͉��M�Ɨ�p���J�Ԃ����ׂɃA�[�N��������Z��������������
�ΉԂ�����������i�e�̉Ԃł͂Ȃ��j���̏�ԂɂȂ�Ɩ_�̗n�H���������������̐V�N��
��ނɂ����������荂���Ȃ�B�܂�Ńh�[�i�c�݂����ɁB
�����b�����n�������̑��x�ňړ�����Ζ�肠��܂���
�����ǂ��ꍇ�Ȃǂ��̕����ɂƂǂ܂�K�v���łĂ���B���̎���
�����ԕ�ނ����M��Ԓu�����B���̂����F����������Ă��܂����H
�I�}�P
�t���b�N�X����ŝ��ނƔM���̂ʼn��̏ꍇ�ʂ̓����i�K���X�̉��j�ɖ_�̐��
���肮�艟���t���Ă��B�i��
���w���F�X�Ƃ��肪�Ƃ��������܂��B�ł��C�}�C�`����܂���B
���̕��͗͂�����Ȃ��߂ɂǁ[���ς݂܂���B
�ł́A������x�n�߂���B
�Q�C�U��������R�C�Q�����܂ł̔�����
��ܓ��m�̊Ԋu���L�����i��̓I�ɂ͂T�����ȏ�j��C�ɗn�ڂ͖����Ȃ̂�
���T�C�h�������グ�銴���ŗn�ڂ��܂��B
���̎���܂͉��M�Ɨ�p���J�Ԃ����ׂɃA�[�N��������Z��������������
�ΉԂ�����������i�e�̉Ԃł͂Ȃ��j���̏�ԂɂȂ�Ɩ_�̗n�H���������������̐V�N��
��ނɂ����������荂���Ȃ�B�܂�Ńh�[�i�c�݂����ɁB
�����b�����n�������̑��x�ňړ�����Ζ�肠��܂���
�����ǂ��ꍇ�Ȃǂ��̕����ɂƂǂ܂�K�v���łĂ���B���̎���
�����ԕ�ނ����M��Ԓu�����B���̂����F����������Ă��܂����H
�I�}�P
�t���b�N�X����ŝ��ނƔM���̂ʼn��̏ꍇ�ʂ̓����i�K���X�̉��j�ɖ_�̐��
���肮�艟���t���Ă��B�i��
787 �F������݂ł� ��SyANsUicrQ �F03/06/02 19:09 ID:j2pq2aOv
�@����ς���͑傫���L�����Ă�n�Z�r���}�Ƀt���b�N�X����o��K�X���͋C
����J������ċ�C�ƐG�ꍇ���Ă��܂��ƋN���錻�ۂ̂悤�ł��B
�@�Ƃ������r�A�܂��͉��M����ă������Ȃ��Ă�ʐς����ߗn�ړ��M�����炷
�H�v���~�������ˁB
�@���n�H���������������̐V�N�ȕ�ނɂ����������荂���Ȃ�B
�̂͐V�N�ȕ�ނƌĂ�ł�ӏ��̕��������łȂ��ӏ����d�C��R���Ⴂ�̂ł��傤�B
��߂���Ńt���b�N�X�����Ȃ�T���_�[�|������Ȃ肵�ēd�C��ʂ�Ղ�
���Ă݂Ă͂������ł��傤���H
�@�T���_�[�͂߂�ǂ������̂Ȃ�A�ׂ��_�ō��d���ɂē����t����_�p�x�ɂ��ăA�[�N�ŋ����𐁂����
�u�A�[�N�͂�v�Ƃ�������o���Ƃ��Ƌg�����B
�T�j�^���n�ڂł��G��܂������A�A�[�N�_�ł��X�L�}���߂⏬�a�p�C�v
��t����ꍇ�ɗL���Ȃ̂��E���R�n�ڂł��B
�@�A���I�ɗn������̂ł͂Ȃ��f���I�ɂ��̂ł��A�����g�Q�����������̂悤��
�V�b�J�������i�����~�������ɂ͂������߂��܂��ˁB
�@
�@�s�b�Ɠ_�t���āA�ʉz���ɃX�[�b�ƐF���Â��Ȃ邮�炢�̎��ɓ_�̔������d�˂�
�悤�ɓ_�t���E�E�E���J��Ԃ��Ώ��X�L�߂̃X�L�Ԃ�ǂ�Ȏp���ł��n�ڂł��܂��B
�@�z�ǍH�オ��̏��V�̐l�ƎГ��z�ǂ��Ă鎞�Ɂu�z�ǂ̌���̗n�ڂ͂���Ȃ��v
�Ƌ����Ă��炢�܂����B
����J������ċ�C�ƐG�ꍇ���Ă��܂��ƋN���錻�ۂ̂悤�ł��B
�@�Ƃ������r�A�܂��͉��M����ă������Ȃ��Ă�ʐς����ߗn�ړ��M�����炷
�H�v���~�������ˁB
�@���n�H���������������̐V�N�ȕ�ނɂ����������荂���Ȃ�B
�̂͐V�N�ȕ�ނƌĂ�ł�ӏ��̕��������łȂ��ӏ����d�C��R���Ⴂ�̂ł��傤�B
��߂���Ńt���b�N�X�����Ȃ�T���_�[�|������Ȃ肵�ēd�C��ʂ�Ղ�
���Ă݂Ă͂������ł��傤���H
�@�T���_�[�͂߂�ǂ������̂Ȃ�A�ׂ��_�ō��d���ɂē����t����_�p�x�ɂ��ăA�[�N�ŋ����𐁂����
�u�A�[�N�͂�v�Ƃ�������o���Ƃ��Ƌg�����B
�T�j�^���n�ڂł��G��܂������A�A�[�N�_�ł��X�L�}���߂⏬�a�p�C�v
��t����ꍇ�ɗL���Ȃ̂��E���R�n�ڂł��B
�@�A���I�ɗn������̂ł͂Ȃ��f���I�ɂ��̂ł��A�����g�Q�����������̂悤��
�V�b�J�������i�����~�������ɂ͂������߂��܂��ˁB
�@
�@�s�b�Ɠ_�t���āA�ʉz���ɃX�[�b�ƐF���Â��Ȃ邮�炢�̎��ɓ_�̔������d�˂�
�悤�ɓ_�t���E�E�E���J��Ԃ��Ώ��X�L�߂̃X�L�Ԃ�ǂ�Ȏp���ł��n�ڂł��܂��B
�@�z�ǍH�オ��̏��V�̐l�ƎГ��z�ǂ��Ă鎞�Ɂu�z�ǂ̌���̗n�ڂ͂���Ȃ��v
�Ƌ����Ă��炢�܂����B
788 �F���������R���N�F03/06/02 21:30 ID:CqV+/A9d
789 �F���������R���N�F03/06/03 19:03 ID:CdQOQ1VT
��T�̓y���ɃK�X�n�ڋZ�\�u�K���ďC�������炢�܂����B
���Z�Ɋ��҂��Ă����ǁA���ۂɂ�����̂͂P�O�~�����̓S��������� (;�K���K)�m �}�W?
�����킩���E�E�E�E
�ǂȂ����K�X�n�ڂ̃C���n�Ƃ��B�l���Љ�Ă���g�o����������Ă��������B
���ՍH�ł�
���Z�Ɋ��҂��Ă����ǁA���ۂɂ�����̂͂P�O�~�����̓S��������� (;�K���K)�m �}�W?
�����킩���E�E�E�E
�ǂȂ����K�X�n�ڂ̃C���n�Ƃ��B�l���Љ�Ă���g�o����������Ă��������B
���ՍH�ł�
790 �F���������R���N�F03/06/03 19:11 ID:kPBf8cOp
http://www.domo2.net/bbs/image/1054423019.jpg
http://ruffnex.oc.to/ipusiron/upload/10361.jpg
http://www15.big.or.jp/~kaini/image/img-box/img20030601232032.jpg
{kind=link}
http://ruffnex.oc.to/ipusiron/upload/10361.jpg
{kind=link}
http://www15.big.or.jp/~kaini/image/img-box/img20030601232032.jpg
{kind=link}
791 �F�V�W�O�F03/06/03 20:50 ID:ZSmO44/1
>>789
�P�O�������̓S�H������ĂX�����ł́i����Ă���ς݂܂���j
>>787
�݂ł肳��B
������ς���͑傫���L�����Ă�n�Z�r���}�Ƀt���b�N�X����o��K�X���͋C
����J������ċ�C�ƐG�ꍇ���Ă��܂��ƋN���錻�ۂ̂悤�ł��B
�@���Ƃ������r�A�܂��͉��M����ă������Ȃ��Ă�ʐς����ߗn�ړ��M�����炷
�H�v���~�������ˁB
�ƌ��������̊��o�ł͕�ނ��������߂ɗn�����ꂽ��A�M�����ɋz�����ꂸ��
�n�ڕ����ɗ��܂邽�߂ɂ��̕������ɒ[�ɍ����ɂȂ�i�Ȃ��ăA�[�N���x�͂U�O�O�O���ł�����j
������������Ǝv���܂��B���̏؋��Ɍ����̏ꍇ�̓r�[�h�����L������Ă�
�ΉԂ̐���������͋N���܂���B
��x���������S�͕�ނƂ͐������S���قȂ�F�X�Ȗ�肪������̂ł́H
�P�O�������̓S�H������ĂX�����ł́i����Ă���ς݂܂���j
>>787
�݂ł肳��B
������ς���͑傫���L�����Ă�n�Z�r���}�Ƀt���b�N�X����o��K�X���͋C
����J������ċ�C�ƐG�ꍇ���Ă��܂��ƋN���錻�ۂ̂悤�ł��B
�@���Ƃ������r�A�܂��͉��M����ă������Ȃ��Ă�ʐς����ߗn�ړ��M�����炷
�H�v���~�������ˁB
�ƌ��������̊��o�ł͕�ނ��������߂ɗn�����ꂽ��A�M�����ɋz�����ꂸ��
�n�ڕ����ɗ��܂邽�߂ɂ��̕������ɒ[�ɍ����ɂȂ�i�Ȃ��ăA�[�N���x�͂U�O�O�O���ł�����j
������������Ǝv���܂��B���̏؋��Ɍ����̏ꍇ�̓r�[�h�����L������Ă�
�ΉԂ̐���������͋N���܂���B
��x���������S�͕�ނƂ͐������S���قȂ�F�X�Ȗ�肪������̂ł́H
792 �F������݂ł� ��SyANsUicrQ �F03/06/03 21:18 ID:rQUb6rCR
�@>>789
�K�X�͐ؒf�Ɏg������ŗn�ڂ��������͂Ȃ��łB
�������`���R���Ƃ��鎞�ɕ֗��炵���ł��B
�@>>791
���[�����_�ł͔����S�������ł������͂Ȃ���ł���˂��B
�������̕�����Ɛ������ł�����˂��A����ρB
�@�Ƃ������A�J�L�R�̓��e�ɑ��Ắu��߂ŗ�₵�`���R�`���R����Ă݂���v
�Ƃ��������Ȃ��ł���B
����x���������S�͕�ނƂ͐������S���قȂ�F�X�Ȗ�肪������̂ł�
�@���̃t���b�N�X�ƌĂ��u�J�X�v�ŕ�ގ��ɂ��n�ڕ��̐����ω���_��
��������x�h���ł����ł���B
�@�Ƃ��������I�ɂ́u���ƍ�Ɛ��ɍ������d���Ɩ_�a�v��͍����Ă�������
�Ƃ����������܂���ȁB
�K�X�͐ؒf�Ɏg������ŗn�ڂ��������͂Ȃ��łB
�������`���R���Ƃ��鎞�ɕ֗��炵���ł��B
�@>>791
���[�����_�ł͔����S�������ł������͂Ȃ���ł���˂��B
�������̕�����Ɛ������ł�����˂��A����ρB
�@�Ƃ������A�J�L�R�̓��e�ɑ��Ắu��߂ŗ�₵�`���R�`���R����Ă݂���v
�Ƃ��������Ȃ��ł���B
����x���������S�͕�ނƂ͐������S���قȂ�F�X�Ȗ�肪������̂ł�
�@���̃t���b�N�X�ƌĂ��u�J�X�v�ŕ�ގ��ɂ��n�ڕ��̐����ω���_��
��������x�h���ł����ł���B
�@�Ƃ��������I�ɂ́u���ƍ�Ɛ��ɍ������d���Ɩ_�a�v��͍����Ă�������
�Ƃ����������܂���ȁB
793 �F������݂ł� ��SyANsUicrQ �F03/06/03 21:19 ID:rQUb6rCR
�@�u�Ƃ������v���N�h�C�ȁB
����Č�����Α������͉�����Ƃ����̂͑�ς��B
����Č�����Α������͉�����Ƃ����̂͑�ς��B
794 �F���̏Z�l�F03/06/04 10:33 ID:34eMraNy
���q�˂��܂��B
���̔ŗn�ڂɊւ��鎿��������̂ł����A�Q�T�ԋ߂���Ⴆ�Ă��܂���B
�ӌ����܂߂Đq�˂��̂ł����A�ǂ����ʖڂ݂����ł��B�����œ������������
�̂̓��[���ᔽ�ł��傤���B���Ȃ݂Ɏ��͌��z�̐v���ł��B
���̔ŗn�ڂɊւ��鎿��������̂ł����A�Q�T�ԋ߂���Ⴆ�Ă��܂���B
�ӌ����܂߂Đq�˂��̂ł����A�ǂ����ʖڂ݂����ł��B�����œ������������
�̂̓��[���ᔽ�ł��傤���B���Ȃ݂Ɏ��͌��z�̐v���ł��B
�R�R�́A�搶����A�B�l�@�����ς����邵�A���炵����Z�܂ŁA�`�����Ă�����B
796 �F ���̏Z�l �ł��F03/06/04 12:45 ID:34eMraNy
>>795
�L��������܂��B�ł͂����t�ɊÂ��܂��B�⑫�������K�v�Ȃ猾���ĉ������B
�ǂ�Ȉӌ��ł����\�ł��B���̔ł̎�����ċْ����܂��ˁB
>���O�F �i���́j�������@�V�z�H�� [sage] ���e���F 03/05/22 12:02 ID:???
>�͂��߂܂��āA���z�̐v������Ă���҂ł��B��Ⴂ�Ȏ��₩������܂��A
>�����Ē�����Ǝv���܂��B
>�|�ǍY�̕E�S�̂悤�Ɉٌ^�S���t���A�n�ڂ���ꍇ�ɁA�S�̃��u�Ō��Ԃ�
>���Ȃ�傫���o�����ł����A�n�ڋ��x���m�ۂ����Ŗ��͂���ł��傤���B
>�������A���u����藎�Ƃ��̂��ŗǂł͂���ł��傤����ǁA�J�l�E��ԂȂ�
>�ł����܂ł͏o���Ȃ��̂����Ǝv���܂��B
>�������x�ȊO�ɂ����_������Ύw�E���Ă������������B�X�������肢���܂��B
�L��������܂��B�ł͂����t�ɊÂ��܂��B�⑫�������K�v�Ȃ猾���ĉ������B
�ǂ�Ȉӌ��ł����\�ł��B���̔ł̎�����ċْ����܂��ˁB
>���O�F �i���́j�������@�V�z�H�� [sage] ���e���F 03/05/22 12:02 ID:???
>�͂��߂܂��āA���z�̐v������Ă���҂ł��B��Ⴂ�Ȏ��₩������܂��A
>�����Ē�����Ǝv���܂��B
>�|�ǍY�̕E�S�̂悤�Ɉٌ^�S���t���A�n�ڂ���ꍇ�ɁA�S�̃��u�Ō��Ԃ�
>���Ȃ�傫���o�����ł����A�n�ڋ��x���m�ۂ����Ŗ��͂���ł��傤���B
>�������A���u����藎�Ƃ��̂��ŗǂł͂���ł��傤����ǁA�J�l�E��ԂȂ�
>�ł����܂ł͏o���Ȃ��̂����Ǝv���܂��B
>�������x�ȊO�ɂ����_������Ύw�E���Ă������������B�X�������肢���܂��B
797 �F������݂ł� ��SyANsUicrQ �F03/06/04 18:02 ID:Bqgy1wS3
���͌��z���o�g�łȂ��̂ł����A�������Ă���ׂĂ݂��
�u�t���A�n�ځv���Ă͖̂_���d�˂��ďo����J�ɗ����Ƃ��������߂��
����������Ȋ����ɗn�ڂ���H�@�̂��Ƃł���ˁB
�@�i����͌��z�ǂ��̊W�Ȃ��Ȃ��A��������Ȃ����B�j
�f�ʐ}�i�p�C�v�ł̗�j
http://www.nsswelding.co.jp/forum/18pic6.jpg
�@�ŁA���̓S�̃{�R�{�R�����������̂܂c���ĕt���Ă����v���H
�Ƃ������ł��ȁB
�@���_���猾���ƎC�������������ł��B�_��ɂ����܂����n�ڋ������ĕ�ނł���
�����ނɔ�ׂāu�˂�v�����������ȋC�����܂�����˂��B
�@
�@���ہA���z�n�ډ����Ă���́u�S�ؓ��m�Ƃ����鎞�Ƀ{�R�{�R���ĎC��H�v���ǂ���
>>796�Ƀ��X���Ă����ĉ������B
�@����ۂǂ̗��R��������Ή��́A�C��Ȃ��Ǝv���B
�u�t���A�n�ځv���Ă͖̂_���d�˂��ďo����J�ɗ����Ƃ��������߂��
����������Ȋ����ɗn�ڂ���H�@�̂��Ƃł���ˁB
�@�i����͌��z�ǂ��̊W�Ȃ��Ȃ��A��������Ȃ����B�j
�f�ʐ}�i�p�C�v�ł̗�j
http://www.nsswelding.co.jp/forum/18pic6.jpg
{kind=link}
�@�ŁA���̓S�̃{�R�{�R�����������̂܂c���ĕt���Ă����v���H
�Ƃ������ł��ȁB
�@���_���猾���ƎC�������������ł��B�_��ɂ����܂����n�ڋ������ĕ�ނł���
�����ނɔ�ׂāu�˂�v�����������ȋC�����܂�����˂��B
�@
�@���ہA���z�n�ډ����Ă���́u�S�ؓ��m�Ƃ����鎞�Ƀ{�R�{�R���ĎC��H�v���ǂ���
>>796�Ƀ��X���Ă����ĉ������B
�@����ۂǂ̗��R��������Ή��́A�C��Ȃ��Ǝv���B
798 �F���撼�����F03/06/04 18:25 ID:H9EKVtFy
799 �F���̏Z�l �ł� �F03/06/04 18:37 ID:34eMraNy
>>797
���X�L��������܂��B�ގ�Ɍ��y����̂�Y��Ă܂����ˁB
�_�|��SD345
�|�ǂ�SS400
�|�ǂ̌a��600�|700�O��
���z�ł͋Ɉ�ʓI�ȍޗ��ł��B
���X�L��������܂��B�ގ�Ɍ��y����̂�Y��Ă܂����ˁB
�_�|��SD345
�|�ǂ�SS400
�|�ǂ̌a��600�|700�O��
���z�ł͋Ɉ�ʓI�ȍޗ��ł��B
800 �F������݂ł� ��SyANsUicrQ �F03/06/04 20:51 ID:eVs+BlM4
���A�u�{�H�҂Ƃ��ēS�̃{�R�{�R���C�邩�ۂ��v�ł͂Ȃ��u�v�Ƃ��ẮA���x�ɍ����L�邩�ǂ����B
����ŎC��w�����o�����ǂ����v���|�C���g�ł��ȁB
�@���z�n�n�ڋZ�p�W�Ȃǂ̌o���҂̃��X�҂��łȂ��B
�@
�@������̐l�ԂƂ��Ă͌����Ȍ����ł��Ȃ�����A��������ł��傤���E�E�E�B
�@
����ŎC��w�����o�����ǂ����v���|�C���g�ł��ȁB
�@���z�n�n�ڋZ�p�W�Ȃǂ̌o���҂̃��X�҂��łȂ��B
�@
�@������̐l�ԂƂ��Ă͌����Ȍ����ł��Ȃ�����A��������ł��傤���E�E�E�B
�@
801 �F���̏Z�l �ł� �F03/06/04 21:59 ID:34eMraNy
>>800�u������݂ł�v�����������ƂȂ�ł��B
>>797�̎ʐ^�ł�������܂����A�p�C�v�Ԃɂ͌��Ԃ������ł��B�������ٌ^�_�|��
�ꍇ�A���[�J�[�ɂ���ă{�R�{�R�̍����͈قȂ�܂���5�|7�~�����炢����܂��B
���|�{�ٌ^�_�|�ł��̌��Ԃł�����A�ٌ^�_�|�{�ٌ^�_�|�ɂȂ�����{�R�{�R�{����B
�{�R�{�R���Q�{�R�{�R�ŁE�E�E�B
���ǁA�̂ėn��(����Ȍ��t�͖����ł��傤��)�Ō��Ԃ߂�ȊO�ɖ����̂��ƁB
��������ƁA�ƂĂ��Ȃ��T�C�Y�ɂȂ�܂��ˁB���������A������t���A�n�ڂƌ�
��ŗǂ��̂��ȂǁB�ƂĂ����S�ȗn�ڂƎv���Ȃ��̂ł��B
�̂���C�ɂ͂Ȃ��Ă��̂ł����A���̖��͊����Ă��̐��ɖ����������ɂ��Ă���
�����B���z�̎d�l����y�̎������ł��S��n�ڂ���A�Ƃ����œ��Ƀ{�R�{�R��
���Ƃ��A���̑����̖��ɂ͈�ؐG��Ă��܂���B�s�v�c�ł��B
���Ɍ��z�n�ډ�����łȂ��Ƃ����܂�Ȃ��ł��B�������āA���ƊE�̗n�ډ������
�ӌ������������ł��B���R�{�u���I���̃o�J�^�����v�ł����\�ł��B
>>797�̎ʐ^�ł�������܂����A�p�C�v�Ԃɂ͌��Ԃ������ł��B�������ٌ^�_�|��
�ꍇ�A���[�J�[�ɂ���ă{�R�{�R�̍����͈قȂ�܂���5�|7�~�����炢����܂��B
���|�{�ٌ^�_�|�ł��̌��Ԃł�����A�ٌ^�_�|�{�ٌ^�_�|�ɂȂ�����{�R�{�R�{����B
�{�R�{�R���Q�{�R�{�R�ŁE�E�E�B
���ǁA�̂ėn��(����Ȍ��t�͖����ł��傤��)�Ō��Ԃ߂�ȊO�ɖ����̂��ƁB
��������ƁA�ƂĂ��Ȃ��T�C�Y�ɂȂ�܂��ˁB���������A������t���A�n�ڂƌ�
��ŗǂ��̂��ȂǁB�ƂĂ����S�ȗn�ڂƎv���Ȃ��̂ł��B
�̂���C�ɂ͂Ȃ��Ă��̂ł����A���̖��͊����Ă��̐��ɖ����������ɂ��Ă���
�����B���z�̎d�l����y�̎������ł��S��n�ڂ���A�Ƃ����œ��Ƀ{�R�{�R��
���Ƃ��A���̑����̖��ɂ͈�ؐG��Ă��܂���B�s�v�c�ł��B
���Ɍ��z�n�ډ�����łȂ��Ƃ����܂�Ȃ��ł��B�������āA���ƊE�̗n�ډ������
�ӌ������������ł��B���R�{�u���I���̃o�J�^�����v�ł����\�ł��B
802 �F�V�W�O�F03/06/05 09:26 ID:32V85LNF
�ٌa�S�͂ЂƂ܂��u���Ƃ��āA
�n�ڎ{�H�ɂ̓��[�g�Ԋu�ƃr�[�h��������܂�
���[�g�Ԋu�Ƃ͂`�Ƃa��n�ڂ��鎞�A�n�ڑO�̂`�Ƃa�̊Ԋu�ł��B
���̃��[�g�Ԋu�͎g�p����n�ږ_�̌a�ɂ���Č��肵�܂��i�t�̏ꍇ���L��܂����j
�n�ږ_�̌a���S�����Ȃ烋�[�g�Ԋu�͂S�����A�t�Ƀ��[�g�Ԋu���S�����Ȃ�_���S����
���g�p����B
�r�[�h���͗n�ږ_�a�̂R�{�܂ł����x�ł��B
�{�R�{�R���m���t���������ꍇ�̓��[�g�Ԋu�͂P�O�����ȏ�ɂȂ肻���ł��ˁB
�����łP�O�����̖_���g����ɂ͍s���Ȃ��̂Ń{�R�{�R���m���t������Ȃ��l�ɂ��点��
��[�ƊԊu�͔����ɂȂ�T�����̖_���g�������ł��B
�莝���̖_���R�C�Q�Ƃ��S���������������͂�{�R�{�R�����K�v������܂��B
����Ȑ����͂ǂ����ȁH
�n�ڎ{�H�ɂ̓��[�g�Ԋu�ƃr�[�h��������܂�
���[�g�Ԋu�Ƃ͂`�Ƃa��n�ڂ��鎞�A�n�ڑO�̂`�Ƃa�̊Ԋu�ł��B
���̃��[�g�Ԋu�͎g�p����n�ږ_�̌a�ɂ���Č��肵�܂��i�t�̏ꍇ���L��܂����j
�n�ږ_�̌a���S�����Ȃ烋�[�g�Ԋu�͂S�����A�t�Ƀ��[�g�Ԋu���S�����Ȃ�_���S����
���g�p����B
�r�[�h���͗n�ږ_�a�̂R�{�܂ł����x�ł��B
�{�R�{�R���m���t���������ꍇ�̓��[�g�Ԋu�͂P�O�����ȏ�ɂȂ肻���ł��ˁB
�����łP�O�����̖_���g����ɂ͍s���Ȃ��̂Ń{�R�{�R���m���t������Ȃ��l�ɂ��点��
��[�ƊԊu�͔����ɂȂ�T�����̖_���g�������ł��B
�莝���̖_���R�C�Q�Ƃ��S���������������͂�{�R�{�R�����K�v������܂��B
����Ȑ����͂ǂ����ȁH
803 �FYOK�F03/06/05 09:43 ID:BzoFDts8
>801�@�ٌ`�S�́@�t���A�n�ڂ̌��ł���
�茳�̍ޗ��\���@���Ă݂��
JIG3112�|�S�R���N���[�g�p�_�|
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�ŏ��@�@�@�@�@�@�@�@�@�@�@�ő�
�ӂ��̍����@�Ăі��c�P�X�ȏ�@���̒��a�̂T�D�O���@�`�@�ŏ��l�̂Q�{
�ڂ��ڂ��̍������@�T�`�Vmm�Ƃ���̂ł����A�t�Z�����
7mm�̏ꍇ�@�V�^�Q���R�D�T
�R�D�T�^�O�D�O�T���@�V�O�@���@�ŏ�
�V�^�O�D�O�T���P�S�O�@���@�ő�
�ӂV�O�`�P�S�O�@�̓S�H�H�H�H�@�茳�̎����ł́@�c�T�P�܂ł�������ĂȂ���
���̃T�C�Y�̓S���@�t���A�n�ڂŁ@�n�j�Ƃ��Ă������ł����H�@���Ȃ�@�_�����Ǝv������
���̊��o���炷��Ɓ@�S�̃t���A�n�ڂ̂n�j�͈͂́@�ӂQ�O�ʂ܂ł���Ȃ���
�ӂR�O�z����悤�Ȃ�@�ʂ̎�t�����@���@�l���������悢�Ǝv������
�茳�̍ޗ��\���@���Ă݂��
JIG3112�|�S�R���N���[�g�p�_�|
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�ŏ��@�@�@�@�@�@�@�@�@�@�@�ő�
�ӂ��̍����@�Ăі��c�P�X�ȏ�@���̒��a�̂T�D�O���@�`�@�ŏ��l�̂Q�{
�ڂ��ڂ��̍������@�T�`�Vmm�Ƃ���̂ł����A�t�Z�����
7mm�̏ꍇ�@�V�^�Q���R�D�T
�R�D�T�^�O�D�O�T���@�V�O�@���@�ŏ�
�V�^�O�D�O�T���P�S�O�@���@�ő�
�ӂV�O�`�P�S�O�@�̓S�H�H�H�H�@�茳�̎����ł́@�c�T�P�܂ł�������ĂȂ���
���̃T�C�Y�̓S���@�t���A�n�ڂŁ@�n�j�Ƃ��Ă������ł����H�@���Ȃ�@�_�����Ǝv������
���̊��o���炷��Ɓ@�S�̃t���A�n�ڂ̂n�j�͈͂́@�ӂQ�O�ʂ܂ł���Ȃ���
�ӂR�O�z����悤�Ȃ�@�ʂ̎�t�����@���@�l���������悢�Ǝv������
804 �F���撼�����F03/06/05 10:25 ID:n3/IObqa
805 �F�z�ǂ��F03/06/05 11:14 ID:UOf6eBjJ
�s���ߍx�Ńv�����g�z�Ǘn�ڍH��W���Ă�Ƃ�����������.�n�ڌo���������ǁA�z��(�˂����݁j
��5�N�ʂ���Ă܂����B�o����A�Ј����ڂ�B
�N���Љ�Ă���`�B
��5�N�ʂ���Ă܂����B�o����A�Ј����ڂ�B
�N���Љ�Ă���`�B
806 �F���̏Z�l �ł� �F03/06/05 14:00 ID:WeW6A17p
>>802�A>>803
���[�I�I���[�I�I���߂�Ȃ����A���߂�Ȃ����B
�߂ƃ��u�������ĕʕ��ł��ˁB���u�͒��a�����ɂQ�ӏ������Ȃ�����A�n�ڂ̍ۂ�
���������邱�Ƃ͊ȒP�ɏo���܂��ˁB���ۂɏ�Q�ɂȂ�̂͐߂̕��ł��B���ꂼ
��̍����́A�ŏ��a�{�Q�|�R�~���A�ߌa�{�O�|�Q�~���ĂƂ���ł����B�T�|�V�~
���Ƃ����͖̂��炩�ɕs���m���傫�����ł��ˁB���߂�Ȃ����B���������[�J�[
�ɂ���ẮA�߂ƃ��u�����Ȃ��ɂ��Ă��镨���L�邩���₱�����ł��B
�����ɂ��ƁA�Ė��ƍŊO�a�̊W�̂ݖ��L����Ă��܂��B�ŏ��a�̒�`�͖�����
�ł����A�ŊO�a�^�Ė��̋t�䂮�炢�ł͂Ȃ����Ǝv���܂��B
�Ė�(�����̒��a)�A�ŊO�a(�cmm) �ŏ��a(�cmm�H)
D10�@�@�@�@�@�@�@�@11�@�@�@�@�@�@�@ 9.1
D13�@�@�@�@�@�@�@�@14�@�@�@�@�@�@�@ 12.1
D16�@�@�@�@�@�@�@�@18�@�@�@�@�@�@�@ 14.2
D19�@�@�@�@�@�@�@�@21�@�@�@�@�@�@�@ 17.2
D22�@�@�@�@�@�@�@�@25�@�@�@�@�@�@�@ 19.4
D25�@�@�@�@�@�@�@�@28�@�@�@�@�@�@�@ 22.3
D29�@�@�@�@�@�@�@�@33�@�@�@�@�@�@�@ 25.5
D32�@�@�@�@�@�@�@�@36�@�@�@�@�@�@�@ 28.4
D36�@�@�@�@�@�@�@�@40�@�@�@�@�@�@�@ 32.4
D38�@�@�@�@�@�@�@�@43�@�@�@�@�@�@�@ 33.6
D25��n�ڂ���Ƃ���A�ߍ���(28-22.3)/2=2.85mm��3mm�]���āA
�c�������|�{�R���Ɩ�3mm�A�{�R�|�{�R���Ɩ�6mm�ł����B�������͂Ȃ��ł��ˁB
����ɂ��Ă��A���₷��̂ɂ��������Ȑ����������Đ\����܂���ł����B
���[�I�I���[�I�I���߂�Ȃ����A���߂�Ȃ����B
�߂ƃ��u�������ĕʕ��ł��ˁB���u�͒��a�����ɂQ�ӏ������Ȃ�����A�n�ڂ̍ۂ�
���������邱�Ƃ͊ȒP�ɏo���܂��ˁB���ۂɏ�Q�ɂȂ�̂͐߂̕��ł��B���ꂼ
��̍����́A�ŏ��a�{�Q�|�R�~���A�ߌa�{�O�|�Q�~���ĂƂ���ł����B�T�|�V�~
���Ƃ����͖̂��炩�ɕs���m���傫�����ł��ˁB���߂�Ȃ����B���������[�J�[
�ɂ���ẮA�߂ƃ��u�����Ȃ��ɂ��Ă��镨���L�邩���₱�����ł��B
�����ɂ��ƁA�Ė��ƍŊO�a�̊W�̂ݖ��L����Ă��܂��B�ŏ��a�̒�`�͖�����
�ł����A�ŊO�a�^�Ė��̋t�䂮�炢�ł͂Ȃ����Ǝv���܂��B
�Ė�(�����̒��a)�A�ŊO�a(�cmm) �ŏ��a(�cmm�H)
D10�@�@�@�@�@�@�@�@11�@�@�@�@�@�@�@ 9.1
D13�@�@�@�@�@�@�@�@14�@�@�@�@�@�@�@ 12.1
D16�@�@�@�@�@�@�@�@18�@�@�@�@�@�@�@ 14.2
D19�@�@�@�@�@�@�@�@21�@�@�@�@�@�@�@ 17.2
D22�@�@�@�@�@�@�@�@25�@�@�@�@�@�@�@ 19.4
D25�@�@�@�@�@�@�@�@28�@�@�@�@�@�@�@ 22.3
D29�@�@�@�@�@�@�@�@33�@�@�@�@�@�@�@ 25.5
D32�@�@�@�@�@�@�@�@36�@�@�@�@�@�@�@ 28.4
D36�@�@�@�@�@�@�@�@40�@�@�@�@�@�@�@ 32.4
D38�@�@�@�@�@�@�@�@43�@�@�@�@�@�@�@ 33.6
D25��n�ڂ���Ƃ���A�ߍ���(28-22.3)/2=2.85mm��3mm�]���āA
�c�������|�{�R���Ɩ�3mm�A�{�R�|�{�R���Ɩ�6mm�ł����B�������͂Ȃ��ł��ˁB
����ɂ��Ă��A���₷��̂ɂ��������Ȑ����������Đ\����܂���ł����B
807 �F���������R���N�F03/06/05 14:46 ID:8sd+eFiJ
���Ȃ��B�͓��{���x���鉏�̉��̗͎����B ���ꂩ����撣���ĉ�����
808 �F���������R���N�F03/06/05 14:51 ID:esRBbqL4
�\��܂����Ă���[�ƌ��S�O���~�҂����܂����������B
�Q���͖����Ȃ̂ŎQ�����Ă݂邾���Q�����Ă��������B
�����Ń����N��\����Љ�҂��W�߂������������ǂ��悤�ł��B
�Љ�҂̂P�O���������̗��v�ɂȂ�܂��B
http://www.adultshoping.com/addclickport.cgi?pid=1052229999
809 �F�����܌N�F03/06/05 18:25 ID:QPk0g3SO
�����V�X�U�@�J�l�E��ԂȂǂł����܂ł͏o���Ȃ���
�{�ƁG�@�B�̃J�o�[�@�^�[�~�i��BOX�ȂA���H���Ă����
�@�@�@�����Ƃ����A�ޗ��@�y���B�y���ŁA�����@���ǁA���x�łȂ��āA
�@�@�@�⋭���āA�d���@�Ⴆ��T1.6+�⋭�@���
�@�@�@T2.3+�܂�Ȃ����x+�O�ϗ�+�R�X�g��
���Ⴂ�G�A�b�v�E�T�C�Y�̍ޗ��ł́A�R�X�g�́H�@
�{�ƁG�@�B�̃J�o�[�@�^�[�~�i��BOX�ȂA���H���Ă����
�@�@�@�����Ƃ����A�ޗ��@�y���B�y���ŁA�����@���ǁA���x�łȂ��āA
�@�@�@�⋭���āA�d���@�Ⴆ��T1.6+�⋭�@���
�@�@�@T2.3+�܂�Ȃ����x+�O�ϗ�+�R�X�g��
���Ⴂ�G�A�b�v�E�T�C�Y�̍ޗ��ł́A�R�X�g�́H�@
810 �F���撼�����F03/06/05 18:25 ID:n3/IObqa
811 �F������݂ł� ��SyANsUicrQ �F03/06/05 18:54 ID:YIli3+aQ
�Ȃ����̌����Ă鎖�����������Ǝv������A�u�n�ڂɂ͓K�x�ȃ��[�g�Ԋu��
�K�v�v�Ƃ����������v�����Ȃ�A�V�W�O�͐_�B
�@�悭�g���_�T�C�Y���炢�̃X�L�ԂȂ炩�����čK�����邩���ˁE�E�E��
�v�����߂Α��Z�l�̐S�����a�ɂȂ邩�H
�K�v�v�Ƃ����������v�����Ȃ�A�V�W�O�͐_�B
�@�悭�g���_�T�C�Y���炢�̃X�L�ԂȂ炩�����čK�����邩���ˁE�E�E��
�v�����߂Α��Z�l�̐S�����a�ɂȂ邩�H
���ځ[��
813 �F���̏Z�l �ł� �F03/06/05 19:38 ID:WeW6A17p
>>809
�E�S��(�|�ǍY�̓����\�����̊�b�Œ肳�����)�ɗp����S�́AD22-D32���x�ƌ���
���A�\�����{�̂ɑ����g���Ă���a��I�����܂��B�S�S�ؗʂ��炷��ƁA�E�S�̊�����
���X������̂ł�����A����Ȍa�͎g���ɂ����ł��B
>>811
�t���A�n�ڂ͋����n�ڂƓ����J�e�S���[�ɑ�����̂ŁA���[�g�Ԋu�͖����ق����Ǝv����
����̂ł����A�ԈႢ�ł��傤���B(�I���n���Ȃ��Ɛu���Ă�̂��ȁs�⊾�^�����t)
�E�S��(�|�ǍY�̓����\�����̊�b�Œ肳�����)�ɗp����S�́AD22-D32���x�ƌ���
���A�\�����{�̂ɑ����g���Ă���a��I�����܂��B�S�S�ؗʂ��炷��ƁA�E�S�̊�����
���X������̂ł�����A����Ȍa�͎g���ɂ����ł��B
>>811
�t���A�n�ڂ͋����n�ڂƓ����J�e�S���[�ɑ�����̂ŁA���[�g�Ԋu�͖����ق����Ǝv����
����̂ł����A�ԈႢ�ł��傤���B(�I���n���Ȃ��Ɛu���Ă�̂��ȁs�⊾�^�����t)
>>801
�����ǁA�̂ėn��(����Ȍ��t�͖����ł��傤��)�Ō��Ԃ߂�ȊO�ɖ����̂��ƁB
�o�C�N�̃t���[���̌������ɏW���������͂����ƂȂ��ăt���[���Ƀq�r�i�N���b�N�ƌ����j������ƁA
���x�𑝂��̂ł͂Ȃ��A�̂ăr�[�h�ƌ����ėn�ڕ������ƁA�n�ژc�݂����đϋv������������
���܂��B�ق�ƂɗL���ł���B
�����ǁA�̂ėn��(����Ȍ��t�͖����ł��傤��)�Ō��Ԃ߂�ȊO�ɖ����̂��ƁB
�o�C�N�̃t���[���̌������ɏW���������͂����ƂȂ��ăt���[���Ƀq�r�i�N���b�N�ƌ����j������ƁA
���x�𑝂��̂ł͂Ȃ��A�̂ăr�[�h�ƌ����ėn�ڕ������ƁA�n�ژc�݂����đϋv������������
���܂��B�ق�ƂɗL���ł���B
815 �F���������R���N�F03/06/06 10:10 ID:lBlTWlfe
�A�[�N�n��>�M�L�z�y�M�L<
���{�b�g�n��op(-_-)q�@
��(^��^) ���I�I�O�R�O�E�E�E���ڕ�������
���{�b�g�n��op(-_-)q�@
��(^��^) ���I�I�O�R�O�E�E�E���ڕ�������
816 �F�h�Ǘ��h�l�F03/06/06 10:19 ID:HwJWjDOF
�������l�b�g�L���f�ڂŕ������I������
http://look3.info/kurikuri/
PC�ł��g�уT�C�g�ł�OK�ł��I���܂��������ō쐬�ł��܂��B
�悭���邠�́u�������L���v��\��t���Ă���������
�m�炸�m�炸�Ɏ����ɂȂ�܂��B
PC�̕��͉�ʕ\���ɂ����Ă��i�݂��������B�L���̐������������܂��B
�ˈ�ԏ�̍L�����N���b�N���ďo��L���i��ł��������I
�o��L�������̂܂܃N���b�N����L�������̉�ʂɈړ����܂��B
http://look2.info/kurikuri/
�������o���T�C�g�g�ѓ��e��p�������y���݂�������������
http://look3.info/kurikuri/
PC�ł��g�уT�C�g�ł�OK�ł��I���܂��������ō쐬�ł��܂��B
�悭���邠�́u�������L���v��\��t���Ă���������
�m�炸�m�炸�Ɏ����ɂȂ�܂��B
PC�̕��͉�ʕ\���ɂ����Ă��i�݂��������B�L���̐������������܂��B
�ˈ�ԏ�̍L�����N���b�N���ďo��L���i��ł��������I
�o��L�������̂܂܃N���b�N����L�������̉�ʂɈړ����܂��B
http://look2.info/kurikuri/
�������o���T�C�g�g�ѓ��e��p�������y���݂�������������
817 �F������݂ł� ��SyANsUicrQ �F03/06/06 18:55 ID:egiYvbCC
>>813
�ˍ����ƌ����Γˍ����̂悤�ł��邵�A�����ƌ���������̂悤�ł�����E�E�E�B
���͋����Ƃ͎v���Ȃ����ǂȂ��A�t���A�ł��r���Ƃ��ݒ肳��Ă�̂��˂��B
�@�ԓ��ɂȂ��ĂȂ��̂�sage
�ˍ����ƌ����Γˍ����̂悤�ł��邵�A�����ƌ���������̂悤�ł�����E�E�E�B
���͋����Ƃ͎v���Ȃ����ǂȂ��A�t���A�ł��r���Ƃ��ݒ肳��Ă�̂��˂��B
�@�ԓ��ɂȂ��ĂȂ��̂�sage
818 �F������݂ł� ��SyANsUicrQ �F03/06/08 14:13 ID:VSnvB0bW
�@�n�ڂƂ͊W�Ȃ��ł��AQC�����ł̌����ɔY�܂��ꂻ���ł��B
819 �F�_�C�w���F03/06/09 02:02 ID:eAD9MGN9
�\�Z�R���~�ȉ��ʂŒP���Q�O�O�u�łQ���o�͂P�T�O�`���炢��
�A�[�N�n�ڋ@�ǂ�������܂��H
�g�p�ړI�͌��U�����ʂ̃A���O���������t���܂��B
�A�[�N�n�ڋ@�ǂ�������܂��H
�g�p�ړI�͌��U�����ʂ̃A���O���������t���܂��B
820 �F�������撼�����F03/06/09 02:25 ID:N1M5JdtI
821 �F���������R���N�F03/06/09 10:31 ID:6iSlwqrK
>>819
�I�[�N�V�����ɂ���܂���
���T�T�O�O�H
http://list5.auctions.yahoo.co.jp/jp/2084042049-category-leaf.html?f=&alocale=0jp&mode=1
�I�[�N�V�����ɂ���܂���
���T�T�O�O�H
http://list5.auctions.yahoo.co.jp/jp/2084042049-category-leaf.html?f=&alocale=0jp&mode=1
822 �F�����܌N>>813�F03/06/09 17:51 ID:+KhrpBek
����́A�����܂��B�킵����A�������A�˂��@M4��M6�@�o�����
M5�@���ނŁA�g�ݗ��Ă���悤�ɂ��āB
M5�@���ނŁA�g�ݗ��Ă���悤�ɂ��āB
823 �F���������R���N�F03/06/09 18:08 ID:MbeNr20T
824 �F���������R���N�F03/06/09 19:08 ID:Ynm2N9Fs
���X���������ėL��������܂��B
>>814
���Ԃ̕������r���ɂӂ��߂Ă��A���Ȃ����ԈႢ�ł͂Ȃ��Ƃ������Ƃł����ˁB
>>817
�����Ă݂�ƁA�r����}�ʂɋL�������������ł��B�ǂ����r���ɂȂ�̂��A���[�g�Ԋu��
������茄�Ԃ̕����r���Ɋ܂߂Ă����̂��A�ǂ�����܂���B�t���A�n�ڂƂ����̂͗n�ڂ�
���ł����S���q�Ȃ�ł��傤���B
>>822
����ȃT�C�Y���w�肷��ƁA�����������ꂩ��u�e���[�A�S�H���[�v�Ƃ������������܂��ˁB
>>814
���Ԃ̕������r���ɂӂ��߂Ă��A���Ȃ����ԈႢ�ł͂Ȃ��Ƃ������Ƃł����ˁB
>>817
�����Ă݂�ƁA�r����}�ʂɋL�������������ł��B�ǂ����r���ɂȂ�̂��A���[�g�Ԋu��
������茄�Ԃ̕����r���Ɋ܂߂Ă����̂��A�ǂ�����܂���B�t���A�n�ڂƂ����̂͗n�ڂ�
���ł����S���q�Ȃ�ł��傤���B
>>822
����ȃT�C�Y���w�肷��ƁA�����������ꂩ��u�e���[�A�S�H���[�v�Ƃ������������܂��ˁB
825 �F�D���n�ڎm�F03/06/11 01:02 ID:A5evdlkZ
�@��y�̗n�ڂ����ӏ��������ŁA�D����ӂŒ��݂܂����E�E�E
����ς�A�n�ڂ��ĉӏ��ɂ���āA���ȏɂȂ�܂��ˁB
�����āA���͖��������j���ł��B
����ς�A�n�ڂ��ĉӏ��ɂ���āA���ȏɂȂ�܂��ˁB
�����āA���͖��������j���ł��B
827 �F�����d�F03/06/11 21:12 ID:GCekbC2v
�ڱ�n�ڂ̖��O�����ڱ���Ă��ڱ�Ɠ����Ӗ����ȁB
�܂�����͂����Ƃ��āB
�H������Ɨn�ڂɍ�����錄�Ԃ͒[�ނȂ����݂܂���
�ǂꂮ�炢�ō�����邩�͍�Ƃ���l�Ɉ��肯��ł��B
�J��\�ʂ����͎̂_���疌�̏����ɂ��Ȃ�̂�
�ׂ����n�ڂɂ͌������Ȃ����ǁA�����Ƃł͑�ς����B
�傫�Ȗ��Ƃ��ẮA�n�Z�͈͂��L����Ƽ���ނ̌��ʂ�����邵
���ӂ̔M�e�������L�����čގ�����͈͂��L����A�ƁB
���̂ւȁH
�M�e�����͎K�шՂ��Ȃ����肵�܂�YO�I
�܂�����͂����Ƃ��āB
�H������Ɨn�ڂɍ�����錄�Ԃ͒[�ނȂ����݂܂���
�ǂꂮ�炢�ō�����邩�͍�Ƃ���l�Ɉ��肯��ł��B
�J��\�ʂ����͎̂_���疌�̏����ɂ��Ȃ�̂�
�ׂ����n�ڂɂ͌������Ȃ����ǁA�����Ƃł͑�ς����B
�傫�Ȗ��Ƃ��ẮA�n�Z�͈͂��L����Ƽ���ނ̌��ʂ�����邵
���ӂ̔M�e�������L�����čގ�����͈͂��L����A�ƁB
���̂ւȁH
�M�e�����͎K�шՂ��Ȃ����肵�܂�YO�I
828 �F���������R���N�F03/06/13 08:24 ID:slq9fLfr
tig�n�ڂ͂���B
����������āA�m�C�Y�A
�m�@�E�@�C�@�E�@�Y����B
����̋@�B���G���[�Ŏ~�܂��Ă��܂��B
�l�Ԃ̑̂ɂ��A�悭�Ȃ��낤�ȁB
����������āA�m�C�Y�A
�m�@�E�@�C�@�E�@�Y����B
����̋@�B���G���[�Ŏ~�܂��Ă��܂��B
�l�Ԃ̑̂ɂ��A�悭�Ȃ��낤�ȁB
829 �F�����܌N>�F03/06/13 14:33 ID:Y7kzDTUr
828
�G���[�Ŏ~�܂�Ȃ�A�܂������A�������́A�v�����^�[���A�\�����邵�A
���W�I�́A�W�[�E�W�[�E�K�\�E�K�\�@
�Ȃ��A���W�I���m�C�Y�E���o
�l�̂ɂ��H�@�畆�́A�ł��邵�@���ƁH
�G���[�Ŏ~�܂�Ȃ�A�܂������A�������́A�v�����^�[���A�\�����邵�A
���W�I�́A�W�[�E�W�[�E�K�\�E�K�\�@
�Ȃ��A���W�I���m�C�Y�E���o
�l�̂ɂ��H�@�畆�́A�ł��邵�@���ƁH
���ځ[��
832 �F���������R���N�F03/06/14 23:06 ID:4EqGQ3pR
�o����ł��邳���Ȃ��Ă����̂ŁA�u�A�[�N�n�ړ��̋Ɩ��ɌW����ʋ���v�Ȃ���̂��܂����B
���̐l�������l�ȓ��@�̐l�����������悤�ł��B
���ƁA�t�H�[�N�Ƌʊ|���Ƃ�˂E�E�E�E
���̐l�������l�ȓ��@�̐l�����������悤�ł��B
���ƁA�t�H�[�N�Ƌʊ|���Ƃ�˂E�E�E�E
833 �F���̏Z�l �ł� �F03/06/19 00:34 ID:ttCBQtq0
�t���A�n�ڂɊւ��āA���낢�닳���Ă��������ėL��������܂����B�n�ڂ̕���
���Ȃ���Ə�X�v���Ă��܂������A�Ȃ��Ȃ����Ԃ������āB�ł��A��͂菭������
�ł��p�����Ă���Ă������Ǝv���܂��B
���ꂩ������X�`���ɗ��悤�Ǝv���܂��B�F����ǂ����L��B
���Ȃ���Ə�X�v���Ă��܂������A�Ȃ��Ȃ����Ԃ������āB�ł��A��͂菭������
�ł��p�����Ă���Ă������Ǝv���܂��B
���ꂩ������X�`���ɗ��悤�Ǝv���܂��B�F����ǂ����L��B
834 �F���������R���N�F03/06/25 19:50 ID:c2mARgKh
TIG�n�ڋ@�̃m�C�Y���x���_�[��NC�ɏ���āAV�^2�܂����B
���Ȃ��ĂĂ��܂ɓˑR�p�x�L�c���Ȃ�ȁ[�Ȃ�Ďv���Ă���A����̂����[�̂������炵���B
�����͂߂�܂ł̓x���_�[�̘V�������Ǝv���Ă���B(w
���Ȃ��ĂĂ��܂ɓˑR�p�x�L�c���Ȃ�ȁ[�Ȃ�Ďv���Ă���A����̂����[�̂������炵���B
�����͂߂�܂ł̓x���_�[�̘V�������Ǝv���Ă���B(w
835 �F������݂ł� ��SyANsUicrQ �F03/06/25 22:03 ID:zAzFtsW7
Tig�̍����g���Ă������j��͂��ȁB
�A�[�X�q�����n�ڂ��悤�Ƃ��āu���I�v�Ƃ������ƂȂ��ł����H
�A�[�X�q�����n�ڂ��悤�Ƃ��āu���I�v�Ƃ������ƂȂ��ł����H
836 �F��̓T�b�J�[�F03/06/28 10:21 ID:EFvR2bQH
TIG�̃m�C�Y�ŋ@�B���G���[���āE�E�E�A�����̉�Ђɂ͂����������ۂȂ��ȁ`�B
�r�N�b�I�͂���܂��ˁB�т����肵�܂���ˁB
�Ƃ���ŁASUS�̃t�����W��TIG�n�ڂ���Ƃ����u���˂��ˁv���Ă���Ă܂����H
�r�N�b�I�͂���܂��ˁB�т����肵�܂���ˁB
�Ƃ���ŁASUS�̃t�����W��TIG�n�ڂ���Ƃ����u���˂��ˁv���Ă���Ă܂����H
837 �F������݂ł� ��SyANsUicrQ �F03/06/28 13:41 ID:auxuhGgr
�@�t�����W�̔w���X�~���͕K���R�l��ˁA���t���̓X�g���[�g���Ȃ��B
839 �F���������R���N�F03/06/29 19:25 ID:dPBT4vAj
�n�ږ_SUS309�ŁA�ގ�304���m�ɗn�ڂ��Ė�肠��܂����B
�����ĉ������B
�����ĉ������B
840 �F���������R���N�F03/06/29 19:29 ID:EPmyO7gr
���Ȃ������B
���傢�ƍ������ǁB
���傢�ƍ������ǁB
841 �F���������R���N�F03/06/29 21:03 ID:dPBT4vAj
���肪�Ƃ��������܂��B
842 �F�o���P�R�N�F03/06/30 01:06 ID:wl3pTJM4
�`�^���Ńo�b�N�V�[���h�����s���������A�Ă��̐F���ł�Ƃ܂����̂��ȁB
�X�e���̊��o���Ɩ�薳�������Ȃ̂ɂȁ[�B
����σA���͎_�����Ď��ŁA���낭�Ȃ�̂��Ȃ��H
�X�e���̊��o���Ɩ�薳�������Ȃ̂ɂȁ[�B
����σA���͎_�����Ď��ŁA���낭�Ȃ�̂��Ȃ��H
843 �F��̓T�b�J�[�F03/06/30 17:40 ID:SKhtxL0F
>837
���ݓ��́u���˂��ˁv���Đi�݂݂����Ȃ��ł����H
���ݓ��́u���˂��ˁv���Đi�݂݂����Ȃ��ł����H
844 �F���������R���N�F03/06/30 21:29 ID:yEuxNq0o
���ݓ��̕������₷�����ǂȁ@����
845 �F�D���n�ڎm�F03/06/30 23:17 ID:KA9XTnGc
842
�_���͐܂łi�h�r�K��łn�j�ł�
��Ԃ̓V���o�[�ł��ˁO�|�O
�_���̓z�h�z�h�ɁO�|�O
�_���͐܂łi�h�r�K��łn�j�ł�
��Ԃ̓V���o�[�ł��ˁO�|�O
�_���̓z�h�z�h�ɁO�|�O
846 �F�o���P�R�N�F03/07/01 22:33 ID:bHS2AiZl
>>845
�T���L���@����Ŋy���I
�T���L���@����Ŋy���I
847 �F���������R���N�F03/07/02 01:09 ID:c1h6pn83
�Â��T�C���X�^����TIG�n�ڋ@�ł̃A�[�N�X�^�[�g���s����Ȃ̂́A���������Ƃ��čl�����܂����H
�\���I�Ȍ��_�Ȃ�ł��傤���H���N���̃C���o�[�^�n�ڋ@�͉��̖���������ł����ǁE�E�E
�\���I�Ȍ��_�Ȃ�ł��傤���H���N���̃C���o�[�^�n�ڋ@�͉��̖���������ł����ǁE�E�E
848 �F�����܌N>�F03/07/02 09:43 ID:tP/ZkX9V
�����W�S�V�@N�А��@�Q�O�N���̂�Tig�@�g���Ă܂��B
�A�[�N�X�^�[�g�́A�������ɂ��A�ǂ��Ƃ͌����܂���B
����̃A�[�N�X�^�[�g�{�����E���@��ɂ���ƁA����
�ǂ��Ȃ�܂����A���̎��@�X�^�[�g���A�@�n���܂��B
���݂́A�N���[�^���䖳���ŁA�@�g�[�`�X�b�`�@�J�`�b�i�����@�����j
�A�@��ނɓd�ɓ��Ă�ƁB�p�`�b�Ƃ����Ă���
�B�g�[�`�E�X�C�b�`ON�ŁA�n�ڎn�߂Ă܂��B
�����AD�ς̃C���o�[�^�@�~�����ł��B
�A�[�N�X�^�[�g�́A�������ɂ��A�ǂ��Ƃ͌����܂���B
����̃A�[�N�X�^�[�g�{�����E���@��ɂ���ƁA����
�ǂ��Ȃ�܂����A���̎��@�X�^�[�g���A�@�n���܂��B
���݂́A�N���[�^���䖳���ŁA�@�g�[�`�X�b�`�@�J�`�b�i�����@�����j
�A�@��ނɓd�ɓ��Ă�ƁB�p�`�b�Ƃ����Ă���
�B�g�[�`�E�X�C�b�`ON�ŁA�n�ڎn�߂Ă܂��B
�����AD�ς̃C���o�[�^�@�~�����ł��B
849 �F���������R���N�F03/07/02 11:11 ID:6Bj9UNXv
�y�N���W�b�g�J�[�h�̃V���b�s���O�g���������I�z
�N���W�b�g�J�[�h�Ŕ�����������ƁA���i����̂W�O�`�X�O���̃L���b�V���o�b�N�I�I
�P�O���~�̔�����������W�`�X���~�̌��������茳�ɁI�I
���������J�[�h����
http://www2.pekori.to/~ryu/asahi/
�N���W�b�g�J�[�h�Ŕ�����������ƁA���i����̂W�O�`�X�O���̃L���b�V���o�b�N�I�I
�P�O���~�̔�����������W�`�X���~�̌��������茳�ɁI�I
���������J�[�h����
http://www2.pekori.to/~ryu/asahi/
>>848
���X�L��������܂��B
�E�`�̃{���n�ڋ@��N�А���WS200�Ƃ����@��ł��B
���Ȃ݂ɔN����1990�N���ł��B
�g���^����j�̂悤�ɓu���ŁA��ł́A�������邩�E�E�E��ƃX�^�[�g�X�C�b�`��������
��o�o�o�@�[��Ƃ������Ƌ��ɁA�g���^���̉�������̕�����A�[�N���������āA�g���^���͐^�����ɂȂ��Ă��܂��B
>>���݂́A�N���[�^���䖳���ŁA�@�g�[�`�X�b�`�@�J�`�b�i�����@�����j
>>�A�@��ނɓd�ɓ��Ă�ƁB�p�`�b�Ƃ����Ă���
>>�B�g�[�`�E�X�C�b�`ON�ŁA�n�ڎn�߂Ă܂��B
�Q�l�ɂȂ�܂��B���t���̂Ƃ��̃C���C������炩�ł���������Ό�̎��ł��B
>>�����AD�ς̃C���o�[�^�@�~�����ł��B
���̂Ƃ���́i��ג��H��j�͍H�@�t�F�`�̒m�l�ɖ����D�А��̃C���o�[�^�[�A���S300P�i1989�N�j���G�[�X�ł��i��
���X�L��������܂��B
�E�`�̃{���n�ڋ@��N�А���WS200�Ƃ����@��ł��B
���Ȃ݂ɔN����1990�N���ł��B
�g���^����j�̂悤�ɓu���ŁA��ł́A�������邩�E�E�E��ƃX�^�[�g�X�C�b�`��������
��o�o�o�@�[��Ƃ������Ƌ��ɁA�g���^���̉�������̕�����A�[�N���������āA�g���^���͐^�����ɂȂ��Ă��܂��B
>>���݂́A�N���[�^���䖳���ŁA�@�g�[�`�X�b�`�@�J�`�b�i�����@�����j
>>�A�@��ނɓd�ɓ��Ă�ƁB�p�`�b�Ƃ����Ă���
>>�B�g�[�`�E�X�C�b�`ON�ŁA�n�ڎn�߂Ă܂��B
�Q�l�ɂȂ�܂��B���t���̂Ƃ��̃C���C������炩�ł���������Ό�̎��ł��B
>>�����AD�ς̃C���o�[�^�@�~�����ł��B
���̂Ƃ���́i��ג��H��j�͍H�@�t�F�`�̒m�l�ɖ����D�А��̃C���o�[�^�[�A���S300P�i1989�N�j���G�[�X�ł��i��
851 �F�����܌N>�F03/07/03 08:36 ID:rFuhtA0+
>>�W�T�O
�g���^����j�̂悤�ɓu���ŁA��ł́A�������邩�E�E�E��ƃX�^�[�g�X�C�b�`��������
��o�o�o�@�[��Ƃ������Ƌ��ɁA�g���^���̉�������̕�����A�[�N���������āA�g���^���͐^�����ɂȂ��Ă��܂��B
�n�ڋ@�́A�����Ă���B���Ȃ݂ɁA�g�[�`�ƃP�[�u���́A���N���́H
�����A�g�[�`�E�R���b�g�̃��[�N�A�p���[�E�P�[�u���̃��[�N���A�l�����܂��B
�������́A�I���{���n�ڋ@�@W200�@�P�X�V8�N���ŁA���@�I�[�o�[�z�[��(�|���̂݁j�A
�g�[�`�ƃP�[�u���i��̂Łj�@����Ă܂��B
�g���^����j�̂悤�ɓu���ŁA��ł́A�������邩�E�E�E��ƃX�^�[�g�X�C�b�`��������
��o�o�o�@�[��Ƃ������Ƌ��ɁA�g���^���̉�������̕�����A�[�N���������āA�g���^���͐^�����ɂȂ��Ă��܂��B
�n�ڋ@�́A�����Ă���B���Ȃ݂ɁA�g�[�`�ƃP�[�u���́A���N���́H
�����A�g�[�`�E�R���b�g�̃��[�N�A�p���[�E�P�[�u���̃��[�N���A�l�����܂��B
�������́A�I���{���n�ڋ@�@W200�@�P�X�V8�N���ŁA���@�I�[�o�[�z�[��(�|���̂݁j�A
�g�[�`�ƃP�[�u���i��̂Łj�@����Ă܂��B
852 �F������݂ł� ��SyANsUicrQ �F03/07/03 10:30 ID:QT0WxJWJ
>>843
������[���J��ȊO�͂��ɂ�����A�R�l�B
�@>>839
304�Ƃ��N���������������ǁA���x�I�ɐS�z�Ȃ�ˁB
�S�ƃX�e�������鎞�Ɏg���n�ڍޗ������ȁB
�@>>847
�����g�ő_���Ȃ��A���̎����E�E�E�s�ւȂ̂Ŏg����������܂���ł����B
�o�o�o�@�[�͋ɊԂ̒�R���傫��������A�g�[�`�����A�d�ɂ��͂ޓ��̕�����d��
���̂̉������������Ă鎖������ł���B
�@�ڐG��ǂ�����w�͂��������߂��܂��A�u�P�[�u���ނ͏��Օi�v�ɂ͓Ó��ł�
������[���J��ȊO�͂��ɂ�����A�R�l�B
�@>>839
304�Ƃ��N���������������ǁA���x�I�ɐS�z�Ȃ�ˁB
�S�ƃX�e�������鎞�Ɏg���n�ڍޗ������ȁB
�@>>847
�����g�ő_���Ȃ��A���̎����E�E�E�s�ւȂ̂Ŏg����������܂���ł����B
�o�o�o�@�[�͋ɊԂ̒�R���傫��������A�g�[�`�����A�d�ɂ��͂ޓ��̕�����d��
���̂̉������������Ă鎖������ł���B
�@�ڐG��ǂ�����w�͂��������߂��܂��A�u�P�[�u���ނ͏��Օi�v�ɂ͓Ó��ł�
853 �F�Ƃ��F03/07/03 10:52 ID:qSITdYe2
�n�ڋ@�̔N�����Ⴂ���Ă܂����B
WS200�i1988�N�j
300P�i1987�N�j�ł����B
>>851-852
�g�[�`�ƃX�C�b�`��300P�p�ɔ��N�O�ɐV���������̂�t���Ă���܂��B
����ł�15�N�g���Â���WS200�W�������̃g�[�`�������Ƃ̈Ⴂ��
�w�ǂ���܂���B�A�[�X�P�[�u���͖������ł��B
�I�[�o�[�z�[���͂���Ă��܂���B���x�����[�o�[�̊Ԃ���u���[�������x�ł��B
�I�[�o�[�z�[�������Ģ���q�悭�Ȃ����Ȃ���Ƒ̊��ł���قǂ̈Ⴂ�͂�����̂Ȃ̂ł��傤���H
WS200�i1988�N�j
300P�i1987�N�j�ł����B
>>851-852
�g�[�`�ƃX�C�b�`��300P�p�ɔ��N�O�ɐV���������̂�t���Ă���܂��B
����ł�15�N�g���Â���WS200�W�������̃g�[�`�������Ƃ̈Ⴂ��
�w�ǂ���܂���B�A�[�X�P�[�u���͖������ł��B
�I�[�o�[�z�[���͂���Ă��܂���B���x�����[�o�[�̊Ԃ���u���[�������x�ł��B
�I�[�o�[�z�[�������Ģ���q�悭�Ȃ����Ȃ���Ƒ̊��ł���قǂ̈Ⴂ�͂�����̂Ȃ̂ł��傤���H
855 �F�����܌N>�F03/07/03 13:33 ID:rFuhtA0+
>>854
�����I�[�o�[�z�[�������Ģ���q�悭�Ȃ����Ȃ���Ƒ̊��ł���قǂ̈Ⴂ�͂�����̂Ȃ̂ł��傤���H
���A�v���ƁA�n�މ��̔т̎�ɉ߂��Ȃ�������������Ȃ��B
�l�́A�ς��Ȃ����Ď��ł��B
�����I�[�o�[�z�[�������Ģ���q�悭�Ȃ����Ȃ���Ƒ̊��ł���قǂ̈Ⴂ�͂�����̂Ȃ̂ł��傤���H
���A�v���ƁA�n�މ��̔т̎�ɉ߂��Ȃ�������������Ȃ��B
�l�́A�ς��Ȃ����Ď��ł��B
>>847
�ȑO��ؽ��g���Ă܂����B
�d�ɂ������Ȃ�x�ɔ��œE��ʼn������籰����Ă��Ղ��Ȃ邩���B
���ł��͔���ǁc
���ƁA���Ă̎��ɋ@�B���������������d���Ă�d�ɂ̊Ԋu���Ȃ�Ƃ�
�c����Ұ���̐l�Ɍ���ꂽ���Ǘ��ꂷ���Ă��߂����Ă��ʖڂ��ۂ��B
�R��͏�肭��������(�L��֥�M)
�ȑO��ؽ��g���Ă܂����B
�d�ɂ������Ȃ�x�ɔ��œE��ʼn������籰����Ă��Ղ��Ȃ邩���B
���ł��͔���ǁc
���ƁA���Ă̎��ɋ@�B���������������d���Ă�d�ɂ̊Ԋu���Ȃ�Ƃ�
�c����Ұ���̐l�Ɍ���ꂽ���Ǘ��ꂷ���Ă��߂����Ă��ʖڂ��ۂ��B
�R��͏�肭��������(�L��֥�M)
857 �F�����҃o�o�����F03/07/09 09:27 ID:2RBOG6LN
>>850
�g���^����j�̂悤�ɓu���ŁA��ł́A�������邩�E�E�E��ƃX�^�[�g�X�C�b�`��������
��o�o�o�@�[��Ƃ������Ƌ��ɁA�g���^���̉�������̕�����A�[�N���������āA�g���^���͐^�����ɂȂ��Ă��܂��B
�g���^�����Z���^���̂ق��������Ȃ�ɂ����B���d���ł̃X�^�[�g���ǂ��B��d���ł̓g���^���̂ق����������ǂ��B
���t����A�A�[�N���������т���ƃ��o���悤�Ȕ����̓Z���^���g���Ƃ�����B
�g���^����j�̂悤�ɓu���ŁA��ł́A�������邩�E�E�E��ƃX�^�[�g�X�C�b�`��������
��o�o�o�@�[��Ƃ������Ƌ��ɁA�g���^���̉�������̕�����A�[�N���������āA�g���^���͐^�����ɂȂ��Ă��܂��B
�g���^�����Z���^���̂ق��������Ȃ�ɂ����B���d���ł̃X�^�[�g���ǂ��B��d���ł̓g���^���̂ق����������ǂ��B
���t����A�A�[�N���������т���ƃ��o���悤�Ȕ����̓Z���^���g���Ƃ�����B
���ɂ��e�O�^���A�R���^�������g���Ă݂�̂��ǂ��B
859 �F���������R���N�F03/07/12 18:37 ID:uZCGjnwA
�i�����V���x���o�P�b�g�j��HF800�̓����n�ږ_�œ��������̂ł���
�d�x���o�܂���A������LB�|26�ł�
�ǂ���l���A�m�E�n�E�����˂������܂�
�����͂R�p�X�œ����n�ږ_�łQ�p�X�ł�
�\�M����
�d�x���o�܂���A������LB�|26�ł�
�ǂ���l���A�m�E�n�E�����˂������܂�
�����͂R�p�X�œ����n�ږ_�łQ�p�X�ł�
�\�M����
860 �F���������R���N�F03/07/12 18:53 ID:KUkGW7CP
�����C���摜���������������Q���Ԗ����ł���
��http://yahooo.s2.x-beat.com/linkvp/linkvp.html��
��http://yahooo.s2.x-beat.com/linkvp/linkvp.html��
861 �F���������R���N�F03/07/12 20:11 ID:F8QVfQK6
>>859
��������Ȍo������܂��B
���̍l���ł���������p���x���W���Ă���Ǝv���܂��B
��ނ��������ꍇ�A�����ꍇ����ނ������Ă����w����̏ꍇ�͋}�₪���
���ʓI�ɏ���ɂȂ�ׂƎv���܂��B
�����g�e�n�Ń^�C���`�F���̓�������s�Ȃ��܂������d�x�͓�S���ɗ����܂����B
��������Ȍo������܂��B
���̍l���ł���������p���x���W���Ă���Ǝv���܂��B
��ނ��������ꍇ�A�����ꍇ����ނ������Ă����w����̏ꍇ�͋}�₪���
���ʓI�ɏ���ɂȂ�ׂƎv���܂��B
�����g�e�n�Ń^�C���`�F���̓�������s�Ȃ��܂������d�x�͓�S���ɗ����܂����B
862 �Fsage�F03/07/12 21:05 ID:GpVpJN+1
�ēx�Ă�����Ƃ�����҂Ȃ�H
KB�ACRH�AMMA�����g�������Ȃ���ł���܂�A�h�o�C�X�ɂȂ�ǁA
�n�ڒ��A1�߽���ɐ�or���Ȃŗ�₵����͂ǂ��ł��傩�H
��x�e�X�g�s�[�X�Ŏ������Ă݂ẮH
KB�ACRH�AMMA�����g�������Ȃ���ł���܂�A�h�o�C�X�ɂȂ�ǁA
�n�ڒ��A1�߽���ɐ�or���Ȃŗ�₵����͂ǂ��ł��傩�H
��x�e�X�g�s�[�X�Ŏ������Ă݂ẮH
863 �F���������R���N�F03/07/13 04:39 ID:MERoI4YQ
864 �F���������R���N�F03/07/14 00:00 ID:FbS1Jaop
�n�ڍH�@��
3�j�̑�\�Ȏd�������
���i���c�ނ�
3�j�̑�\�Ȏd�������
���i���c�ނ�
865 �F���������R���N�F03/07/14 21:00 ID:tZ/br0Be
�����W�U�Q
1�߽���ɐ��ŗ�₵�܂����B
���ʊ���i�N���b�N��j�܂���
1�߽���ɐ��ŗ�₵�܂����B
���ʊ���i�N���b�N��j�܂���
866 �F���������R���N�F03/07/14 22:01 ID:1OlfGYpA
867 �F���������R���N�F03/07/15 02:00 ID:7xbHbU9j
3P(;�L�D�M)ʧʧ
http://www.docomo-mcs.net/apuchiclub.cgi?120
http://www.docomo-mcs.net/aloveboard.cgi?120
http://www.docomo-mcs.net/aeasyweb.cgi?120
http://www.docomo-mcs.net/apuchiclub.cgi?120
http://www.docomo-mcs.net/aloveboard.cgi?120
http://www.docomo-mcs.net/aeasyweb.cgi?120
�@__�ȁQ��_
�@|�i�@�@�O�O �j|�@���Q��ہi�O�O�j
�@|�_�܁܁܁_
�@�_ |�܁܁�~|�@�@�@�@�@�@�@�@�@�R���
�@�@ ~�P�P�P�P
869 �F���������R���N�F03/07/16 00:11 ID:54Nc/Twp
�ؐ��H���Ēm���Ă܂��H�z�[���y�[�W�݂Ăт�����B�ɔ��A�ɏ����̂�����
�݂��������ǁA�ǂ������n�ڋ@�g���Ă�낤�H�ݔ��ɂ̓m���K�X�n�ڋ@
���ď����Ă���B�V�[���h�K�X�Ȃ��ŗn�ڂ͉\�Ȃ̂��낤���H�����āA�A���~
�ƓS���������Ă������B��ł��B��ށB
http://www1.ocn.ne.jp/~aoki/
�݂��������ǁA�ǂ������n�ڋ@�g���Ă�낤�H�ݔ��ɂ̓m���K�X�n�ڋ@
���ď����Ă���B�V�[���h�K�X�Ȃ��ŗn�ڂ͉\�Ȃ̂��낤���H�����āA�A���~
�ƓS���������Ă������B��ł��B��ށB
http://www1.ocn.ne.jp/~aoki/
���ځ[��
871 �F���������R���N�F03/07/16 12:28 ID:xyZKjplZ
>>864
�n�ڍH�ɃC�W����ꂽ������Ă���ȂƂ��ɏ����Ȃ�B
�n�ڍH�ɃC�W����ꂽ������Ă���ȂƂ��ɏ����Ȃ�B
872 �F���������R���N�F03/07/16 21:19 ID:jM59IoGl
�n�ڍH�Ɏq���̂ł��Ȃ��l�������
����ϓd���g�̉e���Ȃ̂�
����ϓd���g�̉e���Ȃ̂�
874 �F���������R���N�F03/07/25 19:13 ID:/7Fe1xc3
�R�l�R�l���ĂȂ�Ȃ�ł����H
876 �Fkaze�F03/07/26 23:22 ID:DNSwrhjo
>>874
�E�F�[�r���O�ł�
�E�F�[�r���O�ł�
877 �F���������R���N�F03/07/28 12:29 ID:HtFQ5ZgL
878 �F�ڂ邶�傠 ��yBEncckFOU �F03/08/02 03:03 ID:HFJDKDXV
�@�@�@ �@�ȁQ�ȁ@ �ȁQ��
�߭.��@�i�@ �E�R�E�j (�@�@�O�O �j �����ꂩ����l�������������ĉ������ˁi�O�O�j�B
�@�@���k~���P�P�P���P�P�l
�@�@�� ���\�\�\�\�\�\�� �@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�R���&�ڂ邶�傠
�߭.��@�i�@ �E�R�E�j (�@�@�O�O �j �����ꂩ����l�������������ĉ������ˁi�O�O�j�B
�@�@���k~���P�P�P���P�P�l
�@�@�� ���\�\�\�\�\�\�� �@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�R���&�ڂ邶�傠
879 �F���������R���N�F03/08/02 21:09 ID:TrjUvUd0
�r�t�r304�̔�2�~�����s�h�f�ŗn�ڂ��鎞�A
���߂̓d���ő����i�߂�̂ƁA
��߂̓d���ł������i�߂�̂Ƃł�
�ǂ��炪�c�݂��������ł����H
�Ă䂤���A�c��ł��C�����邵�A���o�Ă��\��Ȃ����ǁB
��Ђ���������ǁA�ǂ��炪�����̂��Ƃ��Ă܂��B
�O�̉�Ђł́A���߂ő���
���̉�Ђł́A��߂Ń��N�[���B
���߂ł���Ă�ƁA��y������ɓd�������Ă���܂��B
���N�[������Ă�ƃC���C��������ǁB
���߂̓d���ő����i�߂�̂ƁA
��߂̓d���ł������i�߂�̂Ƃł�
�ǂ��炪�c�݂��������ł����H
�Ă䂤���A�c��ł��C�����邵�A���o�Ă��\��Ȃ����ǁB
��Ђ���������ǁA�ǂ��炪�����̂��Ƃ��Ă܂��B
�O�̉�Ђł́A���߂ő���
���̉�Ђł́A��߂Ń��N�[���B
���߂ł���Ă�ƁA��y������ɓd�������Ă���܂��B
���N�[������Ă�ƃC���C��������ǁB
880 �F���������R���N�F03/08/02 22:33 ID:30w1sp9x
�������߂���`��
http://angely.h.fc2.com/page008.html
�����T�C�g�ł��C�ɓ����T������
http://angely.h.fc2.com/index.html
http://angely.h.fc2.com/page008.html
�����T�C�g�ł��C�ɓ����T������
http://angely.h.fc2.com/index.html
881 �F���������R���N�F03/08/03 07:48 ID:WMs3pMVj
������i�h�r����ɍs���Ă��܂��B
882 �F���������R���N�F03/08/03 14:14 ID:dvZemIRj
�K���i�E�́E�j�K��
�ǂ��������H
�ǂ��������H
883 �Fsage�F03/08/03 16:36 ID:PiuDGBT2
���ʕL�{��
�ȂɎɍs���Ă�̂��ȁH
�ȂɎɍs���Ă�̂��ȁH
884 �F881�F03/08/03 19:50 ID:WMs3pMVj
�r�m�|�P�e���܂����B
�P�������Ȃ̂ł߂��Ⴍ����ْ����܂����B
�O�ώ����͑��v���Ǝv���܂��B
���Ƃ͋Ȃ������̌��ʂ��ǂ��o�邩�E�E�E
�P�������Ȃ̂ł߂��Ⴍ����ْ����܂����B
�O�ώ����͑��v���Ǝv���܂��B
���Ƃ͋Ȃ������̌��ʂ��ǂ��o�邩�E�E�E
885 �F���������R���N�F03/08/03 23:06 ID:lKVQQHby
����ϗn�ڂ̌��Ō���Ɩڂ�����܂���?
886 �F���������R���N�F03/08/03 23:47 ID:T+J/G4Pq
887 �F���������R���N�F03/08/04 12:32 ID:kIZVGWSz
888 �F���������R���N�F03/08/04 13:16 ID:AXYCgcjI
���Ȃ����^�}�t���[���[�J�[�ɓ�������������
��Əꂪ���܂�ɂ������Ȃ��A�f�������������
������錻����Ă���Ȃ���H
���̂��������������Ȃ��������ȁH
�e�q�o�Ƃ��m�b�v���O���~���O����炵�Ă������Ă����Ă����ǁE�E�E
�R��͓h���Z�p�����Ȃ��E�E�E
��Əꂪ���܂�ɂ������Ȃ��A�f�������������
������錻����Ă���Ȃ���H
���̂��������������Ȃ��������ȁH
�e�q�o�Ƃ��m�b�v���O���~���O����炵�Ă������Ă����Ă����ǁE�E�E
�R��͓h���Z�p�����Ȃ��E�E�E
889 �F���������R���N�F03/08/04 18:40 ID:G6WdyqVU
�̌����܂������H�w���ߌ������킢���C�G���[�L���u�̃��C���`���b�g�o��x
�����C�����A���Ȃ��̖��߂ŎႢ���������k���k�����[�h���C�N�C�N���[�h�@
���R���U�C�N�͂���܂���E�E�E�A�����J���C�ݔ��E�E�E�E�E��
�P�O���Ԗ����ő̌��ł���ق��V���ԉ����E
http://www.gals-cafe.com
�����C�����A���Ȃ��̖��߂ŎႢ���������k���k�����[�h���C�N�C�N���[�h�@
���R���U�C�N�͂���܂���E�E�E�A�����J���C�ݔ��E�E�E�E�E��
�P�O���Ԗ����ő̌��ł���ق��V���ԉ����E
http://www.gals-cafe.com
890 �F���������R���N�F03/08/04 21:21 ID:mdo8VlNb
>888
���������H��͐������ڂ��o���Ăđ|�������ꂢ�ɏo���Ă��
�v���܂���
���������H��͐������ڂ��o���Ăđ|�������ꂢ�ɏo���Ă��
�v���܂���
892 �F885�F03/08/04 23:39 ID:mmk4Oy7a
����̐��t�ɂ��Ă�����
���ł����Ă��܂����
�Ȃڂ��ۺۂ��Ă�
���ł����Ă��܂����
�Ȃڂ��ۺۂ��Ă�
893 �F���������R���N�F03/08/05 12:41 ID:D4LkbIIG
�����́A��������c
������Ԃł�TIG�n�ځA���ɂ������c
������Ԃł�TIG�n�ځA���ɂ������c
894 �F���������R���N�F03/08/05 19:34 ID:z+KavpgW
������Ԃł̂s�h�f�n�ڂ���A�K�X������āE�E�E
895 �F���������R���N�F03/08/05 19:47 ID:fiStfGmU
�[���A�s�h�f������������@���g���Ɨn�ڕs�ǂɂȂ�E�E�E
896 �F���������R���N�F03/08/05 20:00 ID:3cI0ZB6m
�搶�����ď��Ȃ́E�E�E���ʂɗ����������H�ȋC���ɂ��Ȃ��B
����ȃG�����t�̃����A�j���I
��������͂�����
http://www.pinkfriend.com/
����ȃG�����t�̃����A�j���I
��������͂�����
http://www.pinkfriend.com/
897 �F���������R���N�F03/08/06 21:06 ID:zIm/ZAK2
���̗n�ڕ��@���Ă��ă��E�t������������ł����H
�R�D�Q��FB�ǂ����������ɂ�����������ł����B
�R�D�Q��FB�ǂ����������ɂ�����������ł����B
898 �F���������R���N�F03/08/07 00:35 ID:BZwOkjQB
>897
YAG���[�U�[�Ȃ��Y��ɕt������
YAG���[�U�[�Ȃ��Y��ɕt������
899 �F�����܌N�F03/08/07 08:51 ID:RDjrMRE6
���ځ[��
901 �F���������R���N�F03/08/07 09:39 ID:/wuC3VTL
>>897
>>899���������Ƃ���ł��B
�������A�X���o�₷���̂ƔM�����Ȃ�K�v�ł��B
���ɕt���Ȃ��Ƌ��x�̓��E�t���ɂ����܂��B
�X�e�����S���������������A���~��������������������������������
�ĂȊ����ł����B
�ǂ���ɂ���A���M���傫���̂œ�i�݂��Ă��܂��j�͔������Ȃ��B
�d�q�r�[���Ȃ�L���C�ɕt���܂����A�R�X�g���E�E�E
���E�t�����o����̂ł����烍�E�t�����g���ƁB
>>898
�����ł���B
>>899���������Ƃ���ł��B
�������A�X���o�₷���̂ƔM�����Ȃ�K�v�ł��B
���ɕt���Ȃ��Ƌ��x�̓��E�t���ɂ����܂��B
�X�e�����S���������������A���~��������������������������������
�ĂȊ����ł����B
�ǂ���ɂ���A���M���傫���̂œ�i�݂��Ă��܂��j�͔������Ȃ��B
�d�q�r�[���Ȃ�L���C�ɕt���܂����A�R�X�g���E�E�E
���E�t�����o����̂ł����烍�E�t�����g���ƁB
>>898
�����ł���B
902 �F���������R���N�F03/08/07 17:44 ID:7w3Kw76X
903 �F���������R���N�F03/08/07 23:22 ID:+jYdshsN
904 �F���������R���N�F03/08/08 21:20 ID:/KUkkhjb
�A�[�N�n�ڂ̌��Ŏ������邩�ȁ[�H�@�ʂ��������Ėڂ��^���ԂɂȂ�̂��o���
��ł�����i�ڋʏĂ��ƌ���ꂽ�j���A���ł������邼�B
>>903�̌��������ԂƂ͂ǂꂮ�炢�Ȃ낤�H
�W�Ȃ������m��Ȃ����A�S�̂l�`�f���̓A���~�̂l�h�f�̕�����������������
����������r�[���n�ڂ̌��������Ɍ����Ƃ��̕����h������(W
��ł�����i�ڋʏĂ��ƌ���ꂽ�j���A���ł������邼�B
>>903�̌��������ԂƂ͂ǂꂮ�炢�Ȃ낤�H
�W�Ȃ������m��Ȃ����A�S�̂l�`�f���̓A���~�̂l�h�f�̕�����������������
����������r�[���n�ڂ̌��������Ɍ����Ƃ��̕����h������(W
905 �F�W�X�V�F03/08/08 22:02 ID:1wPP/ux8
>898
>899
>901
���X�T���N�X�B
��xTIG�ʼn��t�����悤�Ƃ������ǑS�R�t���Ȃ��āi�����jTIG����
�t���Ȃ��Ǝv���Ă܂����B�ł��\�M�Ƃ��̎�Ԃ��l�����烍�E�t���̕����ǂ��̂��ȁH
��901����
�E�E�ETIG�͓��̏ꍇ���������āA�𗬂ŕt�����ł����H
>899
>901
���X�T���N�X�B
��xTIG�ʼn��t�����悤�Ƃ������ǑS�R�t���Ȃ��āi�����jTIG����
�t���Ȃ��Ǝv���Ă܂����B�ł��\�M�Ƃ��̎�Ԃ��l�����烍�E�t���̕����ǂ��̂��ȁH
��901����
�E�E�ETIG�͓��̏ꍇ���������āA�𗬂ŕt�����ł����H
906 �F���������R���N�F03/08/09 19:29 ID:sPAamOJR
�S���̑g�ݕt������Ă鉡�Ŗ{�n�ڂ��ꂽ�Ђɂ��͖ڃ��j���炯
�ɂ��Ēɂ��Ė���₵�Ȃ�
���̂Ƃ��͋����H��ł�������������Ă���
�ɂ��Ēɂ��Ė���₵�Ȃ�
���̂Ƃ��͋����H��ł�������������Ă���
���ځ[��
908 �F���������R���N�F03/08/09 20:57 ID:rKfSaSMa
�n�ڌ��Ŗڂ����ꂽ���̓�����������܂��B
�������P�H�ڂɐ��炷�ƒ����Ɏ���܂��B
�������P�H�ڂɐ��炷�ƒ����Ɏ���܂��B
909 �F�@�n�ځ@�r�M�i�[�F03/08/09 21:05 ID:3+mtjXkJ
tig�́A���Â���ɓ��ꂽ����ǁA�`���b�Ɠd���ƍ�Əꂪ�����B
�@�d���P�[�u���i�P�����P�[�u���j�������āA��Ə�ɖ{�̒u���̂�
�n�ڃP�[�u���i�Q�����j���������ā@�{�͓̂d���̋߂��ɒu���̂ł�
�ǂ��炪�����H�@
�@��Ɛ��ł́@�P���P�[�u���������ȁH�Ƃ��v������ǁ@�d���P�[�u������܂�
�����Ɖ����f�����b�g������悤�Ȃ��Ƃ��������̂ť��
�@�d���P�[�u���i�P�����P�[�u���j�������āA��Ə�ɖ{�̒u���̂�
�n�ڃP�[�u���i�Q�����j���������ā@�{�͓̂d���̋߂��ɒu���̂ł�
�ǂ��炪�����H�@
�@��Ɛ��ł́@�P���P�[�u���������ȁH�Ƃ��v������ǁ@�d���P�[�u������܂�
�����Ɖ����f�����b�g������悤�Ȃ��Ƃ��������̂ť��
910 �F���������R���N�F03/08/09 21:22 ID:CN0ve/zW
911 �F���������R���N�F03/08/09 21:59 ID:sPAamOJR
�ڈ�҂Ŏ��ÂɎg���_��̖�������Ԍ���YO!
��ʂɂ͔����Ă���Ȃ���
��ʂɂ͔����Ă���Ȃ���
912 �F���������R���N�F03/08/12 19:11 ID:/erKXA2F
>>905
��ڽ�Ͽ�I
�����ł��B
�E�`�̏ꍇ��
�}�ʂɃ��E�t���s�Ŗ�������A���E�t���ŏ������܂��B
���m���傫���ꍇ�A�n�ڂ��ƂR�{�ȏ�̎�Ԃ������܂��B
��́A�^���p���̂��ݑ��������x�i�P�`�Q�~�������̎��j
���Ȃ�n�ڂ��y�����ǁA�c�݂͐�����B
��ڽ�Ͽ�I
�����ł��B
�E�`�̏ꍇ��
�}�ʂɃ��E�t���s�Ŗ�������A���E�t���ŏ������܂��B
���m���傫���ꍇ�A�n�ڂ��ƂR�{�ȏ�̎�Ԃ������܂��B
��́A�^���p���̂��ݑ��������x�i�P�`�Q�~�������̎��j
���Ȃ�n�ڂ��y�����ǁA�c�݂͐�����B
913 �F���������R���N�F03/08/12 19:23 ID:HQk3s1qI
���~����[�I
��������������������������������������������������������������
�A�_���gDVD�������i1���@500�~���`
�@http://www.dvd-exp.com�@
�ŒZ�ł������������������������I������http://www.dvd-exp.com�@
�Z���r�f�I�X�̐l�C���i��24���Ԃ����������o���܂��B
�@�@�@�@�@�@�@�@�@�@http://www.dvd-exp.com����GO�I
��������������������������������������������������������������
�A�_���gDVD�������i1���@500�~���`
�@http://www.dvd-exp.com�@
�ŒZ�ł������������������������I������http://www.dvd-exp.com�@
�Z���r�f�I�X�̐l�C���i��24���Ԃ����������o���܂��B
�@�@�@�@�@�@�@�@�@�@http://www.dvd-exp.com����GO�I
914 �F���������R���N�F03/08/15 00:01 ID:MfITswyL
���[�����R���^�N�g�i�\�t�g�j�t�����܂�
�A�[�N������Ǝ����̊댯������Ăق�ƁH
�^�ꕔ����Ђ��炆�����܂���Ă�������
�A�[�N������Ǝ����̊댯������Ăق�ƁH
�^�ꕔ����Ђ��炆�����܂���Ă�������
915 �F���������R���N�F03/08/29 20:30 ID:Ez30WPYB
>908
>914
���������������邯�ǁA�{�����ȁH
>914
���������������邯�ǁA�{�����ȁH
916 �F���������R���N�F03/09/02 23:22 ID:P/bRJdZc
�������������I
�p�C�v�̔핢�A�[�N�n�ڂł��B�Ⴆ�P�^�S�Ȃ�P�^�Q�Ȃ�n�ڂ��Ĉ���߂āi�_����������Ƃ��A�p����ς���Ƃ��j
�ēx������n�ڂ���Ƃ��ɁA�ǂ����Ă��p���ڂ��_���S�Ƃ��������������r�[�g�������Ȃ��Ă��܂���ł��B
���̂悤�ɂȂ�Ȃ����߂ɂ͂ǂ̂悤�ȕ��@�������ł��傤���H
�ŋ߁A�핢�A�[�N�����悤�ɂȂ����̂ł����s�h�f�Ƃ̈Ⴂ�ɐF�X�Ƃ܂ǂ��Ă܂��B
�p�C�v�̔핢�A�[�N�n�ڂł��B�Ⴆ�P�^�S�Ȃ�P�^�Q�Ȃ�n�ڂ��Ĉ���߂āi�_����������Ƃ��A�p����ς���Ƃ��j
�ēx������n�ڂ���Ƃ��ɁA�ǂ����Ă��p���ڂ��_���S�Ƃ��������������r�[�g�������Ȃ��Ă��܂���ł��B
���̂悤�ɂȂ�Ȃ����߂ɂ͂ǂ̂悤�ȕ��@�������ł��傤���H
�ŋ߁A�핢�A�[�N�����悤�ɂȂ����̂ł����s�h�f�Ƃ̈Ⴂ�ɐF�X�Ƃ܂ǂ��Ă܂��B
917 �F���������R���N�F03/09/03 16:40 ID:bLTo3ofz
�_�̑����Ɣ��ŗn�ډ\�������킩�邩��
�t������Ȃ��Ǝv�����瑁�߂Ɍ�������̂��x�X�g�Ǝv���B
�p�C�v�̓^�[���e�[�u�����g�p�ł���Ύp���͕ς�����
��C�ɗn�ڂ��邱�ƁB�i�d�オ�肪�Y��ő����j
�_��傫�Ȃq�ɋȂ��p���͕ς����Ɏ������{�b�g�̗l��
��������C�ɕt����B�i�R��ɂ͏o���Ȃ��j
�����p�C�v�Ŗ_��{�ŗn�ڕs�\�Ȏ��́A�p���ڂ��T���_�[����
�d�グ�Ă���ėn�ځB
�t������Ȃ��Ǝv�����瑁�߂Ɍ�������̂��x�X�g�Ǝv���B
�p�C�v�̓^�[���e�[�u�����g�p�ł���Ύp���͕ς�����
��C�ɗn�ڂ��邱�ƁB�i�d�オ�肪�Y��ő����j
�_��傫�Ȃq�ɋȂ��p���͕ς����Ɏ������{�b�g�̗l��
��������C�ɕt����B�i�R��ɂ͏o���Ȃ��j
�����p�C�v�Ŗ_��{�ŗn�ڕs�\�Ȏ��́A�p���ڂ��T���_�[����
�d�グ�Ă���ėn�ځB
918 �F���������R���N�F03/09/04 00:31 ID:srFQc9Dw
>>916
�����͌�����Ŕz�ǂ̗n�ځi���K�X�j�����Ă܂����A�����̂����́A
�܂��Ȃ��ڂ�n�ږ_�Œg�߂Ȃ�����𗎂Ƃ��܂��A�Ƃ낯���������A���������Ƃ�
�����ł����A�������邱�Ƃɂ����M���x���オ��c�q���ł��Ȃ��Ȃ�܂��B
>>917�T���̂悤�Ȃ�������{�ł��傤�A����t���Ő������Ȃ����߂ɂ͎��̂悤��
�������o���Ă������ق����Ǝv���܂��B�S�C���`60�����O�Ƃ������܂���B
�����͌�����Ŕz�ǂ̗n�ځi���K�X�j�����Ă܂����A�����̂����́A
�܂��Ȃ��ڂ�n�ږ_�Œg�߂Ȃ�����𗎂Ƃ��܂��A�Ƃ낯���������A���������Ƃ�
�����ł����A�������邱�Ƃɂ����M���x���オ��c�q���ł��Ȃ��Ȃ�܂��B
>>917�T���̂悤�Ȃ�������{�ł��傤�A����t���Ő������Ȃ����߂ɂ͎��̂悤��
�������o���Ă������ق����Ǝv���܂��B�S�C���`60�����O�Ƃ������܂���B
�R��Ȃ���Βc�q�ł����Ȃ��B�@�Ƃ������Ă݂�B
TIG�ƃr�[�g���Y�킳�Ŕ�r���Ă̂͂�����Ɩ�������Ȃ����H
TIG�ƃr�[�g���Y�킳�Ŕ�r���Ă̂͂�����Ɩ�������Ȃ����H
920 �F���������R���N�F03/09/04 12:32 ID:t6+6xpNd
���Ȑl���A�핢�_�ŗn�ڂ����
TIG�Ƃ͈Ⴄ�������������B
����͂����A�������́B
TIG�Ƃ͈Ⴄ�������������B
����͂����A�������́B
921 �F���������R���N�F03/09/04 20:59 ID:Z+2j89uX
922 �F916 �F03/09/05 00:58 ID:OBSsJExH
���X���肪�Ƃ��������܂�<(_ _)>
�����A�[�N�͌���Ŏg�����Ƃ������̂�917�T���̂���{�Ƃ��Č���ł�918�T����
�������}�X�^�[����A���ȁH
�ŁA�g�߂��������������Ƃ��Ƃ̂��Ƃł����A�ƂȂ�Ƃ���Ȃ�ɍ����d���ł���ˁH
�p�C�v���̂�������悤�Ȋ����ł��傤���H
�����A�[�N�͌���Ŏg�����Ƃ������̂�917�T���̂���{�Ƃ��Č���ł�918�T����
�������}�X�^�[����A���ȁH
�ŁA�g�߂��������������Ƃ��Ƃ̂��Ƃł����A�ƂȂ�Ƃ���Ȃ�ɍ����d���ł���ˁH
�p�C�v���̂�������悤�Ȋ����ł��傤���H
923 �F916�F03/09/05 01:01 ID:OBSsJExH
919�T���A920�T��
�@
�@�������ɂ������Ɣ�r�����Y�킳���]�X�Ƃ��͂Ȃ��ł�(^^;)
�@�A�[�N�Ȃ�̔��������������n�ڂ��ł���Ȃ����Ċ����ł��B
�@
�@
�@
�@�������ɂ������Ɣ�r�����Y�킳���]�X�Ƃ��͂Ȃ��ł�(^^;)
�@�A�[�N�Ȃ�̔��������������n�ڂ��ł���Ȃ����Ċ����ł��B
�@
�@
924 �F���������R���N�F03/09/09 23:00 ID:Qh6p1xxq
>>922
�����d���ł���Ă܂���B���������d���ς��Ă��ˁ[������
�����d���ł���Ă܂���B���������d���ς��Ă��ˁ[������
925 �F���������R���N�F03/09/11 17:46 ID:A2dmQHCv
�S�̔z�ǃp�C�v�i�Q�T�`�j�������n�ڂł����A�P�w�d�グ���ƕs�\���ł����H
�P�w�ŏ\���Ǝv���܂����A���ׂĂ̗n�ډӏ��Ƀ����g�Q������������̂�
�Q�w�ɂ��Ȃ��Ƃ����܂��H
�P�w�ŏ\���Ǝv���܂����A���ׂĂ̗n�ډӏ��Ƀ����g�Q������������̂�
�Q�w�ɂ��Ȃ��Ƃ����܂��H
926 �F���������R���N�F03/09/11 20:16 ID:NmwqTvN+
�n�ڂ̂�肩���ɂ����
927 �F925�F03/09/11 20:31 ID:qUuiqA88
���������̂ŁA�|�W�b�V���i�[�ʼnėn�ڂ��悤�Ǝv���܂����B
������͂��āA�s�h�f�ʼn��t���A���ꂩ��n�ڂł��B
������͂��āA�s�h�f�ʼn��t���A���ꂩ��n�ڂł��B
928 �F���������R���N�F03/09/11 21:18 ID:NmwqTvN+
�P�w�ł�����Ȃ��ł���
�������Ŕz�Ǘn�ڂ͂��܂肨�����߂��Ȃ����ǁB
�������Ŕz�Ǘn�ڂ͂��܂肨�����߂��Ȃ����ǁB
�����I����n�ږO�����A�ǂ����悤�A1����������N�������ā[�B
930 �F���������R���N�F03/09/11 23:27 ID:fEKr/rtM
���������āA�A�[�N���ׂ��i�W������j����A��قNjC��t���Ȃ��Ƃ�������H�́A�K�X�z�ǂ�������A���Ȃ�h�������v���o�L��܂��B
931 �F925�F03/09/12 07:45 ID:ecqYtJ+Q
>928
���X���肪�Ƃ��������܂��B
���������s�h�f�̂ق��������ł����H
���X���肪�Ƃ��������܂��B
���������s�h�f�̂ق��������ł����H
932 �F���������R���N�F03/09/12 10:31 ID:NJ/FKP3Y
�K�X�n�ڂ��Ăǂ��Ȃ�ł����H�H
�p�r������܂��H�H�@�@
�p�r������܂��H�H�@�@
933 �F���������R���N�F03/09/12 10:59 ID:aKeYCYoT
�ŋ߂݂ł肳��Ȃ��ȁ`�B
934 �F������@�݂ł��F03/09/12 14:54 ID:VJuS/R9Z
�@>>925
�������ˁ[�A���Ȃ�25A�Ń����g�Q���Ȃ�Tig��w�ł�肽�������˂��B
�@�t�����W�t���鎞�ȊO�͔������Ŋǂ͕t���܂���ł����˂��B
�@>>929
���܂ɂ��Ίy�������ǖ������Ƃ�����ƖO����i��
>>932
�A�[�N���ƒe���Ă��܂��悤�Ȕ�����n�ڂł���Ƃ��B
�@>>933
����PC�ɕ��C���Ă܂����B
�������ˁ[�A���Ȃ�25A�Ń����g�Q���Ȃ�Tig��w�ł�肽�������˂��B
�@�t�����W�t���鎞�ȊO�͔������Ŋǂ͕t���܂���ł����˂��B
�@>>929
���܂ɂ��Ίy�������ǖ������Ƃ�����ƖO����i��
>>932
�A�[�N���ƒe���Ă��܂��悤�Ȕ�����n�ڂł���Ƃ��B
�@>>933
����PC�ɕ��C���Ă܂����B
935 �F���������R���N�F03/09/16 00:45 ID:IHP4AjlD
>>932
�K�X�͓����肵�����Ȃ����͎g����B
�����オ�肪���Ȃ��J�o�[�Ƃ��A�����͈̂��|�I�Ɏd����������B
�s�h�f�Ƃ��ƈႢ�I���E�I�t���v��Ȃ����Ή����͋����Œ���
�ł���B
���ŗ]�M�E�߂Â��ėn�ނ����āE�X�[�Ɨ����Ƃ��ˁB
�K�X�͗n�ڂ̊�{������o���Ă����Z�p��d���ɍL���肪�o��Ǝv���B
�s�h�f����ʉ�����O�̓A���~���K�X�ł�������ˁB
�K�X�͓����肵�����Ȃ����͎g����B
�����オ�肪���Ȃ��J�o�[�Ƃ��A�����͈̂��|�I�Ɏd����������B
�s�h�f�Ƃ��ƈႢ�I���E�I�t���v��Ȃ����Ή����͋����Œ���
�ł���B
���ŗ]�M�E�߂Â��ėn�ނ����āE�X�[�Ɨ����Ƃ��ˁB
�K�X�͗n�ڂ̊�{������o���Ă����Z�p��d���ɍL���肪�o��Ǝv���B
�s�h�f����ʉ�����O�̓A���~���K�X�ł�������ˁB
936 �F918�F03/09/18 22:01 ID:JWbqEpR1
>>916�@�@922�̃��X�ɂ���
�d���̒����ɂ��Ăł����A�H��ƈႢ���z����̉��ݓd�C�͔��ɕs����Ȃ��߁A
�n�ڋ@�̖ڐ���̐����͓��ĂɂȂ�Ȃ����Ƃ������ł��B���Ȃ݂Ɏ����̏ꍇ����
���p�C�v�̉�������A���n�ڂł���d���ō��킹�܂��B�悭�_�n�ڂ̌J��Ԃ���
�p�C�v�������Ă�l�����܂����A�����͘A���ł��܂��B
�����グ�A���������S���A���Ő�����l�ɗ��K�����2�o�Ƃ�܂���B
�X�^�[�g�̎��̂�����́A���̂܂܂̓d���ł��܂��A���͔핞���܂߂��_�̒��a����ڈ��ɂ������܂��B
���ɐ[���ɂ��Ăł����A����͕�ނ̌��݂�A���t���i�ւ������̕t�������~�߂�A�J����Ǝ���ĂȂ��Ȃǁj
�ɂ��ς��܂��B����ςȂ��̃h���t���̓p�C�v�̌��ݕ��n�����܂��B
�Ō�̏d�˂́i�N���[�^�[�̏����j���厖�ł���A�����犪���Ă����n�ږʂɏd�˂�Ƃ��Ƀs���z�[�����o���鎞������܂��B
�Q�`�R��͓_�t������l�ɂ��č��������낦����Y��Ɏd�オ��܂��B
�n�ڂ̓e�X�g�̎��ɘR�ꂽ�肷��ƒp���������ł��A���Ȃ݂Ɏ��̓X�^�[�g�ƃS�[����
�������l�ɂ��Ă����x���R�炵�Ă܂���B����Ȋ����ł���10�N�ʂ���Ă܂��B
�ǂɉB�ꂽ�����Ȃ����̊��������Ƃ��F�X���Z�����Ă܂��B
�x���X����
�d���̒����ɂ��Ăł����A�H��ƈႢ���z����̉��ݓd�C�͔��ɕs����Ȃ��߁A
�n�ڋ@�̖ڐ���̐����͓��ĂɂȂ�Ȃ����Ƃ������ł��B���Ȃ݂Ɏ����̏ꍇ����
���p�C�v�̉�������A���n�ڂł���d���ō��킹�܂��B�悭�_�n�ڂ̌J��Ԃ���
�p�C�v�������Ă�l�����܂����A�����͘A���ł��܂��B
�����グ�A���������S���A���Ő�����l�ɗ��K�����2�o�Ƃ�܂���B
�X�^�[�g�̎��̂�����́A���̂܂܂̓d���ł��܂��A���͔핞���܂߂��_�̒��a����ڈ��ɂ������܂��B
���ɐ[���ɂ��Ăł����A����͕�ނ̌��݂�A���t���i�ւ������̕t�������~�߂�A�J����Ǝ���ĂȂ��Ȃǁj
�ɂ��ς��܂��B����ςȂ��̃h���t���̓p�C�v�̌��ݕ��n�����܂��B
�Ō�̏d�˂́i�N���[�^�[�̏����j���厖�ł���A�����犪���Ă����n�ږʂɏd�˂�Ƃ��Ƀs���z�[�����o���鎞������܂��B
�Q�`�R��͓_�t������l�ɂ��č��������낦����Y��Ɏd�オ��܂��B
�n�ڂ̓e�X�g�̎��ɘR�ꂽ�肷��ƒp���������ł��A���Ȃ݂Ɏ��̓X�^�[�g�ƃS�[����
�������l�ɂ��Ă����x���R�炵�Ă܂���B����Ȋ����ł���10�N�ʂ���Ă܂��B
�ǂɉB�ꂽ�����Ȃ����̊��������Ƃ��F�X���Z�����Ă܂��B
�x���X����
937 �F���������R���N�F03/10/01 18:22 ID:98QvTCes
�q���̂���́A�������Ȃɂ��ő��z���邽�߂́A
�Ȃ��~���݂����Ȃ��̂ŗn�ڂ̌�������}�Y�����ȁH
���܁`�ɁA�A���O���g�ނ��炢�����ǁA
����Ȃ���H���₷���āA�y���ʂ����邩�Ǝv���āB
�Ȃ��~���݂����Ȃ��̂ŗn�ڂ̌�������}�Y�����ȁH
���܁`�ɁA�A���O���g�ނ��炢�����ǁA
����Ȃ���H���₷���āA�y���ʂ����邩�Ǝv���āB
938 �F���������R���N�F03/10/01 20:20 ID:yrkYzSS+
����ρA�����Ƃ����ʎg�����ق����ǂ���B�n�ڂ��Ă�Ƃ����A�������茩��Ȃ��l�ł́A�ǂ��d���́A�o���Ȃ��Ƃ������܂��B
939 �F���������R���N�F03/10/01 22:46 ID:98QvTCes
�ǂ����A���肪�Ƃ��B
���z����邭�炢�Ȃ���v���ȁA���Ďv���Ă����ǁA
����ϓ���ɂ͋C���g��Ȃ��ƃ_���ł��ˁB
���z����邭�炢�Ȃ���v���ȁA���Ďv���Ă����ǁA
����ϓ���ɂ͋C���g��Ȃ��ƃ_���ł��ˁB
940 �F�������F03/10/02 10:55 ID:i7l7vLCp
�n�ڂ���Ƃ��肪�����݂Ɂi2�A3�j�k������ǂȂǂ����@�Ȃ��ł����H��ނɂ�������Α��v���ł����ǁE�E�E�B
941 �F���������R���N�F03/10/02 19:02 ID:/sHSnXaz
>>940
�I��̂ɂ���
�I��̂ɂ���
942 �F918�F03/10/03 13:17 ID:gqoO6vyE
>>940
������̔��̎���g���Ă�������B����͂�l�����w�����Y�����肵�āB
���ɔq�݉��Ȃ�ČĂ�Ă邪�A�Y��Ȏd������Ηǂ����玎���Ă݂āB
���܂������ł��Ȃ����ǁA������g�����Ă��ƁB
������̔��̎���g���Ă�������B����͂�l�����w�����Y�����肵�āB
���ɔq�݉��Ȃ�ČĂ�Ă邪�A�Y��Ȏd������Ηǂ����玎���Ă݂āB
���܂������ł��Ȃ����ǁA������g�����Ă��ƁB
943 �F918�F03/10/03 13:22 ID:gqoO6vyE
944 �F���������R���N�F03/10/03 14:09 ID:tlKOypwJ
>>940
�����炭�A���������オ���Ă�Ǝv���E�E�E�B
2,3�~���k����ƃA�[�N���̒��������ɂ����ł���B
���ɔ��B�n�������̉\�����łĂ���B
�����v��������_���[���Ƃ��낵�āA�A�[�N��0.5mm�Ƃ�1mm�����ɋl�߂����Ƃ��͎�����낷�ƃN�b�Ƒ傫����������A�w�����͂��ɓ������A�̂��Ɠ������Ɨǂ���A������������A�ǂꂭ�炢�����Ă邩���o�����邵�B
�A�[�N���Z���������茈�܂�A���Ƃ͕�ނɈ������āA���̊��o��ۂĂA�����ƌ��܂��Ă����Ǝv���B
�Ă��A��������͔̂핢�̂Ƃ��̘b�ŁATIG�͂Ȃ��Ǝv���B
�����炭�A���������オ���Ă�Ǝv���E�E�E�B
2,3�~���k����ƃA�[�N���̒��������ɂ����ł���B
���ɔ��B�n�������̉\�����łĂ���B
�����v��������_���[���Ƃ��낵�āA�A�[�N��0.5mm�Ƃ�1mm�����ɋl�߂����Ƃ��͎�����낷�ƃN�b�Ƒ傫����������A�w�����͂��ɓ������A�̂��Ɠ������Ɨǂ���A������������A�ǂꂭ�炢�����Ă邩���o�����邵�B
�A�[�N���Z���������茈�܂�A���Ƃ͕�ނɈ������āA���̊��o��ۂĂA�����ƌ��܂��Ă����Ǝv���B
�Ă��A��������͔̂핢�̂Ƃ��̘b�ŁATIG�͂Ȃ��Ǝv���B
945 �F�������F03/10/03 18:31 ID:Sl0KKeBy
����`�A�F���肪�Ƃ�������܂��B������̏ꍇ�z�lj��Ȃ���ŐF��Ȏp���ŗn�ڂ����ł���B
����ȃ����Ŏp���ɂ���Ă܂��͂ǂ���������n�ڂ��邩�ɂ���Đk������k���Ȃ������肷���ł���ˁB
���ɏ�����Ƃ��ň��ł��B�݂Ȃ���̃A�h�o�C�X���Q�l�ɐ��i���܂��B
����ȃ����Ŏp���ɂ���Ă܂��͂ǂ���������n�ڂ��邩�ɂ���Đk������k���Ȃ������肷���ł���ˁB
���ɏ�����Ƃ��ň��ł��B�݂Ȃ���̃A�h�o�C�X���Q�l�ɐ��i���܂��B
946 �F���������R���N�F03/10/03 18:41 ID:FIgB8EOr
�������܁`�ɃA���O���ŃJ�[�g��^�i��邮�炢�Ȃ��
����I���Ȃ�Ȃ��E�E�E�ƂقفE�E�E
���ʂ��Ԃ�Ƃ���Ⴄ�Ƃ���Ńo�`�������Ă邵w
����I���Ȃ�Ȃ��E�E�E�ƂقفE�E�E
���ʂ��Ԃ�Ƃ���Ⴄ�Ƃ���Ńo�`�������Ă邵w
947 �F���������R���N�F03/10/03 19:02 ID:tlKOypwJ
>>946
�����Ă���ƁA�r�����邮�����Ă�̂�A���肪�オ���Ă邩�A����Ă�̂������邵�B
�_�Ȃ�A�r�ւ̐G����������(�A�[�N��)���A�n�ڃX�s�[�h�͍ŏ��Ō��܂�Ǝv���B(�n�ڒ��A�_�͒r�ɒǏ]���邩��A�ŏ��A��ނ��₦�Ă��邤���ɐi�߂邩�A�Ƃǂ߂邩�ŗn�ڃX�s�[�h���ς��Ǝv���B)
�����Ă���ƁA�r�����邮�����Ă�̂�A���肪�オ���Ă邩�A����Ă�̂������邵�B
�_�Ȃ�A�r�ւ̐G����������(�A�[�N��)���A�n�ڃX�s�[�h�͍ŏ��Ō��܂�Ǝv���B(�n�ڒ��A�_�͒r�ɒǏ]���邩��A�ŏ��A��ނ��₦�Ă��邤���ɐi�߂邩�A�Ƃǂ߂邩�ŗn�ڃX�s�[�h���ς��Ǝv���B)
948 �F���������R���N�F03/10/03 21:22 ID:w3ABHvfI
�J�[�g�E�A���O���E�E�E
949 �F���������R���N�F03/10/04 01:05 ID:W6O/xdZF
�������̃t���b�N�X���߂Ďg�����B
���܂Ń\���b�h�������̂œd�C�����܂����킩���E�E�E
���܂Ń\���b�h�������̂œd�C�����܂����킩���E�E�E
950 �F������@�݂ł� ��SyANsUicrQ �F03/10/05 20:35 ID:qZuSiGy6
>>949
�d�����߂Łu����v�����u�n���v�D��ł��������Y��Ɏd�オ��܂���
�\���b�h���t���b�N�X����͗n�����ݐȂ肪���Ȃ�ł���B
�d�����߂Łu����v�����u�n���v�D��ł��������Y��Ɏd�オ��܂���
�\���b�h���t���b�N�X����͗n�����ݐȂ肪���Ȃ�ł���B
951 �F���������R���N�F03/10/07 13:53 ID:VvwmHSxY
���Ȃ����A���������̌���̉��ʂ�����A���ݍH����
�ʂ����A������̕����݂Ȃ���n�ڂ���Ƃ����E�E�E
�o���オ���������ɓ���̂�
((�G߄D�)��������
�ʂ����A������̕����݂Ȃ���n�ڂ���Ƃ����E�E�E
�o���オ���������ɓ���̂�
((�G߄D�)��������
952 �F���������R���N�F03/10/07 14:08 ID:2byf/96M
>>951
�S�����m���낤����
�{���g�Ō�������āA�X�ɕ⋭�̋����n�ڂ��낤����
�l�ɂ��A���ɂȂ��Ă鹰������邪�B
�ڂ��ׂ߂�A�r��������������B�ڂ�����Ȃ��B
�S�����m���낤����
�{���g�Ō�������āA�X�ɕ⋭�̋����n�ڂ��낤����
�l�ɂ��A���ɂȂ��Ă鹰������邪�B
�ڂ��ׂ߂�A�r��������������B�ڂ�����Ȃ��B
953 �F���������R���N�F03/10/07 18:20 ID:nZnSVUqC
�Ȃ��Ό��Ȃ��Ă��ł���ł���B
954 �F���������R���N�F03/10/07 18:25 ID:2byf/96M
�ʁG������Ƃ����r�[�h�Ђ��Ȃ礂���͐_�łȂ����ء
���Ȃ��ł��ł��邯�ǁA���Ԃ�{�R�{�R�B
���Ȃ��ł��ł��邯�ǁA���Ԃ�{�R�{�R�B
955 �F���������R���N�F03/10/07 20:11 ID:euHzHGul
956 �F���������R���N�F03/10/07 22:05 ID:VvwmHSxY
�핞�A�[�N��n�ڂŋ������Ȃ��ނɌy���G�����x�ŁA��葬�x�ʼn��ɑ����Ă���ł��ƂȂ����E�E�E
�O,�v��X�ł���Ƃ������{�ۂł��O���r�e�B�Ď����n�ڑ��u�����Ƃ������炢�₵
�O,�v��X�ł���Ƃ������{�ۂł��O���r�e�B�Ď����n�ڑ��u�����Ƃ������炢�₵
957 �F���������R���N�F03/10/07 22:11 ID:2byf/96M
>>956
�ݡ�ł��A�A�[�N���͈��ɕۂĂĂ��A�����r���ɊO�ꂽ�肷�邾�낤����A
�X���O�̓N���[�^���炯�ł̖A���炯���Ǝv���B���R�r�[�h�������͗l�݂��������ɂȂ��Ȃ��B
�ݡ�ł��A�A�[�N���͈��ɕۂĂĂ��A�����r���ɊO�ꂽ�肷�邾�낤����A
�X���O�̓N���[�^���炯�ł̖A���炯���Ǝv���B���R�r�[�h�������͗l�݂��������ɂȂ��Ȃ��B
958 �F������@�݂ł� ��SyANsUicrQ �F03/10/08 06:01 ID:/CYh9JiP
���ꂽ�l�Ȃ��O���r�f�B�n�ڂ��o����̂�������܂���˂��B
�_�̓R���N�[�����K���炢�̉��͂�������Ɩ����ł���
�_�̓R���N�[�����K���炢�̉��͂�������Ɩ����ł���
959 �F���������R���N�F03/10/08 20:05 ID:X1S7bXlu
�������肵���n�ڂ���낤�Ǝv���m���ƒr����Ɨn�ږ_�̐�[�̓������ꂪ
�d�v�ɂȂ��ė���B
�A���O�����̒I�Ƃ��y�ʓS���̑q�ɂȂǂ͌��Ȃ��r�[�h���ǂ�����
�n�ڂ͂���ȂɊȒP�ȕ��ł͂Ȃ��B
�Ⴆ�Δ����̕�ނǂ����̊Ԋu�̍L�����Ƃ������̊J�敝�ƕ�ނ̗n�����ݐ��@
�Ȃǂ͎����̖ڂŊm�F���K�v�B
>>955
�͔n���`�����n�ڂ����o���������̂Ȃ��A�z�Ǝv���B�iW
�d�v�ɂȂ��ė���B
�A���O�����̒I�Ƃ��y�ʓS���̑q�ɂȂǂ͌��Ȃ��r�[�h���ǂ�����
�n�ڂ͂���ȂɊȒP�ȕ��ł͂Ȃ��B
�Ⴆ�Δ����̕�ނǂ����̊Ԋu�̍L�����Ƃ������̊J�敝�ƕ�ނ̗n�����ݐ��@
�Ȃǂ͎����̖ڂŊm�F���K�v�B
>>955
�͔n���`�����n�ڂ����o���������̂Ȃ��A�z�Ǝv���B�iW
960 �F���������R���N�F03/10/08 20:23 ID:9u09Ov+r
�Ȃ�ł���������ዾ���������
���ڂł݂Ă��ڂ͂₯�Ȃ���
�ߊ�œ��������Ƃ̂ЂƂł���
���ڂł݂Ă��ڂ͂₯�Ȃ���
�ߊ�œ��������Ƃ̂ЂƂł���
961 �F���@�H�G���W�j�A�����O�F03/10/08 20:41 ID:3lakiXgv
����ρA�����̖ڂł������茩�Ȃ���A�ʖڂ��Ǝv���܂��B���ƁA�X���O������āA�m�F���Ȃ���Αʖڂ��Ǝv���܂��B���ꂪ�A�����̎��_�����A��B�̔錍���Ǝv���܂��B
962 �F���������R���N�F03/10/08 21:19 ID:b8kEkMOq
>>960
��͐Ԃ��Ȃ��ĂЂ�Ђ肵�܂��H
��͐Ԃ��Ȃ��ĂЂ�Ђ肵�܂��H
963 �F���������R���N�F03/10/08 21:50 ID:x/ejLthR
>�iW
�߹��
�߹��
964 �F���������R���N�F03/10/09 02:34 ID:FckpQA1G
���S�҂ł����܂���B
�������̃X�p�b�^���ƂĂ��M���̂ł��B
�v�킸�A�`�[�Ƌ��т����Ȃ�܂��B
������̓I�ȍ������@�͂Ȃ��ł����H
�����ƋȂ����������̂ł����A���X�g���Ől�������Ȃ��Ȃ�������
�������d�Ȃ�A�f�l�����o���ꍢ���Ă��܂��B
�������̃X�p�b�^���ƂĂ��M���̂ł��B
�v�킸�A�`�[�Ƌ��т����Ȃ�܂��B
������̓I�ȍ������@�͂Ȃ��ł����H
�����ƋȂ����������̂ł����A���X�g���Ől�������Ȃ��Ȃ�������
�������d�Ȃ�A�f�l�����o���ꍢ���Ă��܂��B
965 �F������@�݂ł� ��SyANsUicrQ �F03/10/09 03:02 ID:BTOz5uoq
>>904
������x�̃K�}���͕K�v�ł����E�E�E
�n�ڍޗ����ɑ����i�ɂ��ĕ����Ă݂��낵�B
���A��b�A�r��r�J�o�[�A���ЁE�E�E�ĂȂn�����B
�@�X�p�b�^�����Ȃ��Ȃ�悤�ȓd���d����g�[�`�p�x�ȂǏ����o��
�ɂ��Â��Ă݂�Ƃ������ƁB
�@�ӊO�ƂˁA�X�p�b�^�̔M���͗n�ڎ��̏W���͂ŃK�}���ł��Ă��܂��̂ł���
�Ȃg�����悤�Ŕ߂����B
������x�̃K�}���͕K�v�ł����E�E�E
�n�ڍޗ����ɑ����i�ɂ��ĕ����Ă݂��낵�B
���A��b�A�r��r�J�o�[�A���ЁE�E�E�ĂȂn�����B
�@�X�p�b�^�����Ȃ��Ȃ�悤�ȓd���d����g�[�`�p�x�ȂǏ����o��
�ɂ��Â��Ă݂�Ƃ������ƁB
�@�ӊO�ƂˁA�X�p�b�^�̔M���͗n�ڎ��̏W���͂ŃK�}���ł��Ă��܂��̂ł���
�Ȃg�����悤�Ŕ߂����B
�����̃��X�L��������܂����B
�E�҂݂����ȓ��Ђ��w�����܂����B
�����A�d���̔������I
�����A�P���₻����ł͂ǂ��ɂ��Ȃ�Ȃ��ł��ˁB
�E�E�E�Ƃ����܂����A�x�e��������i��������j�����X�g������
���݂����ȃn���p�E�l���c���Ă��A���Y������������
��ЂƂ��Ă͂������Ȃ��̂��A�ƁB
���̗n�ڂŐ��i�𐢂ɏo���Ă����̂��A�ƁB
�i�����āA�����ł킩�����A���A�n������łȂ��ȁA�Ɓj
��s���Ă��߂�Ȃ����B
�܂������Ă��������B
�E�҂݂����ȓ��Ђ��w�����܂����B
�����A�d���̔������I
�����A�P���₻����ł͂ǂ��ɂ��Ȃ�Ȃ��ł��ˁB
�E�E�E�Ƃ����܂����A�x�e��������i��������j�����X�g������
���݂����ȃn���p�E�l���c���Ă��A���Y������������
��ЂƂ��Ă͂������Ȃ��̂��A�ƁB
���̗n�ڂŐ��i�𐢂ɏo���Ă����̂��A�ƁB
�i�����āA�����ł킩�����A���A�n������łȂ��ȁA�Ɓj
��s���Ă��߂�Ȃ����B
�܂������Ă��������B
967 �F���@�H�G���W�j�A�����O�F03/10/10 06:10 ID:cx2B8YIu
�����ŁA�����v���Ȃ���A�w�͂��čs�����Ƃ��Ă���B�ǂ�����n�낤���Ă����C�����厖���Ǝv���܂��B�撣���ĉ������B
968 �F���������R���N�F03/10/10 07:44 ID:R81N44+v
>>962
����͐Ԃ��Ȃ��ĂЂ�Ђ肵�܂��H
���̏ꍇ���Ă��~�߃N���[������z�܂ł����Ղ�h���Ă��܂��B
���肪�K�v�ȏꍇ�Ƃ������Ėʂ���Ȃ��ꏊ�ȂǂȂǁB
����͐Ԃ��Ȃ��ĂЂ�Ђ肵�܂��H
���̏ꍇ���Ă��~�߃N���[������z�܂ł����Ղ�h���Ă��܂��B
���肪�K�v�ȏꍇ�Ƃ������Ėʂ���Ȃ��ꏊ�ȂǂȂǁB
969 �F���������R���N�F03/10/10 11:35 ID:NuLFMSiV
>�����A�d���̔������I
>�����āA�����ł킩�����A���A�n������łȂ��ȁA��
������(CO2�ł���H�j�Ȃ�
���@�ƂȂ��Ă��鐷�̐�[�����C����1mm���x������A
���C�����������o����(��0.5mm�������̐�[�Ƀ��C���̒[���|����j��
���C���̒[���[�Ɋ|����悤�ɒǂ����i��L����0.5mm���B�n�������������ȂƂ��j�Œ����ł���d���ɂ���B
>�����āA�����ł킩�����A���A�n������łȂ��ȁA��
������(CO2�ł���H�j�Ȃ�
���@�ƂȂ��Ă��鐷�̐�[�����C����1mm���x������A
���C�����������o����(��0.5mm�������̐�[�Ƀ��C���̒[���|����j��
���C���̒[���[�Ɋ|����悤�ɒǂ����i��L����0.5mm���B�n�������������ȂƂ��j�Œ����ł���d���ɂ���B
�d���_�C���������邩��A������_�l�B
�}�V���ɂ���āA�z���g�A�����Ⴄ��ˁB
�}�V���ɂ���āA�z���g�A�����Ⴄ��ˁB
971 �F���U�N ��2rF12kIwFg �F03/10/11 00:03 ID:l69c0vIw
�v���Ԃ�ɂ���ɂ��́B
�s�h�f�̎��ɔ��t���̖ʂ�T���Ă�̂ł��������߂Ƃ�����܂����H
�s�h�f�̎��ɔ��t���̖ʂ�T���Ă�̂ł��������߂Ƃ�����܂����H
972 �F�f�l�F03/10/11 11:58 ID:Mlv/Ocpo
973 �F���������R���N�F03/10/11 17:25 ID:0QZwcO6U
>>939
���z�����邽�߂ɍ��ꂽ�Ռ����i�Ȃ�n�ڂ̌�����薳����B
���Ă������A���z�����邽�߂̎Ռ��͗n�ڂ̐F�K���X�̉��H���i
�������肷����ǂˁi��
���Ȃ݂ɁA���z�����邽�߂ɍ��ꂽ��Ȃ��F���̃v���Ƃ��́A
�����ňÂ������Ă��ԊO���⎇�O���h�o�h�o�������肷��̂�
����ŗn�ڂ⑾�z�����Ă͂��߂ł��B
���z�����邽�߂ɍ��ꂽ�Ռ����i�Ȃ�n�ڂ̌�����薳����B
���Ă������A���z�����邽�߂̎Ռ��͗n�ڂ̐F�K���X�̉��H���i
�������肷����ǂˁi��
���Ȃ݂ɁA���z�����邽�߂ɍ��ꂽ��Ȃ��F���̃v���Ƃ��́A
�����ňÂ������Ă��ԊO���⎇�O���h�o�h�o�������肷��̂�
����ŗn�ڂ⑾�z�����Ă͂��߂ł��B
974 �F964�F
>>969>>970
���X���肪�Ƃ��������܂��B�i���̂��v���o�C�_-���A�N�Z�X�K���ŏ����܂���ł����j
�����͖{�Ƃ̋Ȃ��ł����B�n�ڂ͌��j���ɂ��܂��B
���₷�݂Ȃ����B
���X���肪�Ƃ��������܂��B�i���̂��v���o�C�_-���A�N�Z�X�K���ŏ����܂���ł����j
�����͖{�Ƃ̋Ȃ��ł����B�n�ڂ͌��j���ɂ��܂��B
���₷�݂Ȃ����B