�y�����z�͂��Ăɂ��Č��X���y�K�X�z No6
1 �F774���b�g���d�������F
�n���_���Ăƃn���_���Ċ֘A�ɂ��Č��X���ł��B
���S�҂ɂ������ȉ������Ă肽���Ǝ҂ƁA
�L���n���_���g����1000�~�̂��Ăŏ[��
�Ƃ������c�t���̃x�e�����̃o�g���̏�ł�����܂��B
Metcal�ƃf���I���Ƃ����̂͋֎~�p��ł��B
HAKKO ����������� ttp://www.hakko.com/japan/products/soldering_iron/station_type/
goot ���m�d�@�Y�Ɗ������ ttp://www.goot.co.jp/category.html?c=50
HOZAN �z�[�U��������� ttp://www.hozan.co.jp/catalog/Soldering_Tools/Soldering_Station.htm
ENGINEER ������ЃG���W�j�A ttp://www.engineer.jp/products/solder
Weller Electronics ttp://www.cooperhandtools.com/weller/index.cfm
���O�X���E�ߋ��X��
�y�����z�͂��Ăɂ��Č��X���y�K�X�z No5
http://uni.2ch.net/test/read.cgi/denki/1350714475/
�y�����z�͂��Ăɂ��Č��X���y�K�X�z No4
http://uni.2ch.net/test/read.cgi/denki/1327645624/
�y�����z�͂��Ăɂ��Č��X���y�K�X�z No3
http://uni.2ch.net/test/read.cgi/denki/1318910041/
�y�����z�͂��Ăɂ��Č��X���y�K�X�z No2
�@http://kamome.2ch.net/test/read.cgi/denki/1284445159/
�@ttp://logsoku.com/thread/kamome.2ch.net/denki/1284445159/
�y�����z�͂��Ăɂ��Č��X���y�K�X�z
�@http://kamome.2ch.net/test/read.cgi/denki/1257519540/
�@ttp://logsoku.com/thread/kamome.2ch.net/denki/1257519540/
���S�҂ɂ������ȉ������Ă肽���Ǝ҂ƁA
�L���n���_���g����1000�~�̂��Ăŏ[��
�Ƃ������c�t���̃x�e�����̃o�g���̏�ł�����܂��B
Metcal�ƃf���I���Ƃ����̂͋֎~�p��ł��B
HAKKO ����������� ttp://www.hakko.com/japan/products/soldering_iron/station_type/
goot ���m�d�@�Y�Ɗ������ ttp://www.goot.co.jp/category.html?c=50
HOZAN �z�[�U��������� ttp://www.hozan.co.jp/catalog/Soldering_Tools/Soldering_Station.htm
ENGINEER ������ЃG���W�j�A ttp://www.engineer.jp/products/solder
Weller Electronics ttp://www.cooperhandtools.com/weller/index.cfm
���O�X���E�ߋ��X��
�y�����z�͂��Ăɂ��Č��X���y�K�X�z No5
http://uni.2ch.net/test/read.cgi/denki/1350714475/
�y�����z�͂��Ăɂ��Č��X���y�K�X�z No4
http://uni.2ch.net/test/read.cgi/denki/1327645624/
�y�����z�͂��Ăɂ��Č��X���y�K�X�z No3
http://uni.2ch.net/test/read.cgi/denki/1318910041/
�y�����z�͂��Ăɂ��Č��X���y�K�X�z No2
�@http://kamome.2ch.net/test/read.cgi/denki/1284445159/
�@ttp://logsoku.com/thread/kamome.2ch.net/denki/1284445159/
�y�����z�͂��Ăɂ��Č��X���y�K�X�z
�@http://kamome.2ch.net/test/read.cgi/denki/1257519540/
�@ttp://logsoku.com/thread/kamome.2ch.net/denki/1257519540/
|
|
|
2 �F774���b�g���d�������F2013/10/13(��) 13:29:39.98 ID:cJy6eM4D
���S�҂̔��c�t����n���_�R�e�̎���͂����ǂ�ł���
�n���_�t���Ƃ����Ɓu������v�u�댯�v�u�����ȓ���v��v
�Ǝv���S�O����Ă���l���������Ǝv���܂�
�������A�d�C�d�q���i�̃n���_�t���Ȃ�Ղ����ł�
���߂Ăł������o���܂�
�n���_�t�����Ă���Ƃ��ɂ̓n���_�R�e�̑��݂�Y�ꂸ�ɁA
�g�p���I������炷���ɓd�����ƌ���
�����������Ί댯�Ȃ��Ƃ�����܂���
�����ޗ���2000�~�ňꎮ���낢�܂�
�H��͍����������߂܂����A��Ԉ������ŏ[���ł�
�d�q�H��n���_�t��������@
�R�e�̑I�����n���_�̑I���̕����厖
�����~�̃R�e�Ŗ����n���_�i���t���[�j���g�����A100�σR�e�ŗL���n���_���g�������n���_�t�����₷��
������n���_�̃X�Y63���Ƃ�60���Ə����Ă��镨���g���A�����n���_�A�d�q�H��p�Ə����Ă��鎖������
���j����Ƃ��t���b�N�X����Ə����Ă��钼�a0.8�`1.2mm�̎��n���_���K��
�t���b�N�X�������Ă��Ȃ��ƃn���_�t�����ł��Ȃ�
�Ȃ��A�n���_�R�e�Z�b�g���ɕt���Ă���y�[�X�g�̓n���_�t�������Ƃ��낪��N���H���鎖���L��̂Ŏg���Ă͂����Ȃ��A����͔��p
�i�������������t���b�N�X�����[�o�[�Ȃǂŏ����j
�R�e�̑I���ł��R�e�{�̂��R�e��̑I���̕����d�v�������肷��
100�σR�e�ł��_���ł͖������A�����H�t�ɂ�����̂Ȃ�1000�~�ʂ�30W�̃R�e���A
�R�e���C�^�i�ۖ_���߂ɐ藎�Ƃ����`�A�|���^�j��D�^�i�}�C�i�X�h���C�o�[�`�j�̃R�e��i30�v�̏ꍇ���a4mm�j���Ď��ւ���
���̂��W���i�͑�ώg����~���^�R�e�悪�t���Ă���
�R�e��̓��[�J�[������Ă�1000�~�R�e��(�����_�C�\�[�̂�)�R�e��`�b�v�͉��܂ŒP�Ȃ�_����A���a����������(20W�`40W�͒��a�Smm)���ւ��邱�Ƃ��o����
����1000�~�ȏ�̃R�e���Ƃ��� C�^��D�^�̃R�e��ɕς����邩�ǂ����m�F���Ă��甃��
�R�e��L���b�v�t���̃R�e���Ă����ƍH�삪�I����Ă����Ɏ��[���邱�Ƃ��o���ĕ֗�
�R�e�̌`��͖_��̕���I��
�s�X�g���^�̃R�e�������Ă��邪�A���̂��N�ɕ����Ă��g�������~�߂Ƃ��Ƃ����s�v�c�ȏ��i
�����R�e��~�����l�͔����Ă��ǂ����A���̗]�T���L��̂Ȃ�C�^��D�^�̗����̃R�e��������A�����̍�ƂɌ������R�e���T���Ă݂�
�R�e��̓��萫�͖{�̂�肸���ƈ�������A�K���{�̂Ɠ����ɔ���
�R�e��͂���ƕ֗����������Ȃ̂ʼn����ő�p����
��ɂʂꂼ�������u���Ă����n���_�R�e�������т�
�R�e����ʂ����āA���ꂢ(�n���_�����ꂢ�ȋ�F�Ɍ����Ă�����)�ɂ��Ă���g��
���ꂪ��ԏd�v
���c�R�e���ߔM���₷���̂ŁA��₷�Ӗ�������
������Ɗ����ǂ̂��炢�̉��x���Ǝg���₷�������ʂꂼ������ɃR�e�Ă��Ƃ��̉��Ŕ���悤�ɂȂ�
����
�n���_�t���Ƃ����Ɓu������v�u�댯�v�u�����ȓ���v��v
�Ǝv���S�O����Ă���l���������Ǝv���܂�
�������A�d�C�d�q���i�̃n���_�t���Ȃ�Ղ����ł�
���߂Ăł������o���܂�
�n���_�t�����Ă���Ƃ��ɂ̓n���_�R�e�̑��݂�Y�ꂸ�ɁA
�g�p���I������炷���ɓd�����ƌ���
�����������Ί댯�Ȃ��Ƃ�����܂���
�����ޗ���2000�~�ňꎮ���낢�܂�
�H��͍����������߂܂����A��Ԉ������ŏ[���ł�
�d�q�H��n���_�t��������@
�R�e�̑I�����n���_�̑I���̕����厖
�����~�̃R�e�Ŗ����n���_�i���t���[�j���g�����A100�σR�e�ŗL���n���_���g�������n���_�t�����₷��
������n���_�̃X�Y63���Ƃ�60���Ə����Ă��镨���g���A�����n���_�A�d�q�H��p�Ə����Ă��鎖������
���j����Ƃ��t���b�N�X����Ə����Ă��钼�a0.8�`1.2mm�̎��n���_���K��
�t���b�N�X�������Ă��Ȃ��ƃn���_�t�����ł��Ȃ�
�Ȃ��A�n���_�R�e�Z�b�g���ɕt���Ă���y�[�X�g�̓n���_�t�������Ƃ��낪��N���H���鎖���L��̂Ŏg���Ă͂����Ȃ��A����͔��p
�i�������������t���b�N�X�����[�o�[�Ȃǂŏ����j
�R�e�̑I���ł��R�e�{�̂��R�e��̑I���̕����d�v�������肷��
100�σR�e�ł��_���ł͖������A�����H�t�ɂ�����̂Ȃ�1000�~�ʂ�30W�̃R�e���A
�R�e���C�^�i�ۖ_���߂ɐ藎�Ƃ����`�A�|���^�j��D�^�i�}�C�i�X�h���C�o�[�`�j�̃R�e��i30�v�̏ꍇ���a4mm�j���Ď��ւ���
���̂��W���i�͑�ώg����~���^�R�e�悪�t���Ă���
�R�e��̓��[�J�[������Ă�1000�~�R�e��(�����_�C�\�[�̂�)�R�e��`�b�v�͉��܂ŒP�Ȃ�_����A���a����������(20W�`40W�͒��a�Smm)���ւ��邱�Ƃ��o����
����1000�~�ȏ�̃R�e���Ƃ��� C�^��D�^�̃R�e��ɕς����邩�ǂ����m�F���Ă��甃��
�R�e��L���b�v�t���̃R�e���Ă����ƍH�삪�I����Ă����Ɏ��[���邱�Ƃ��o���ĕ֗�
�R�e�̌`��͖_��̕���I��
�s�X�g���^�̃R�e�������Ă��邪�A���̂��N�ɕ����Ă��g�������~�߂Ƃ��Ƃ����s�v�c�ȏ��i
�����R�e��~�����l�͔����Ă��ǂ����A���̗]�T���L��̂Ȃ�C�^��D�^�̗����̃R�e��������A�����̍�ƂɌ������R�e���T���Ă݂�
�R�e��̓��萫�͖{�̂�肸���ƈ�������A�K���{�̂Ɠ����ɔ���
�R�e��͂���ƕ֗����������Ȃ̂ʼn����ő�p����
��ɂʂꂼ�������u���Ă����n���_�R�e�������т�
�R�e����ʂ����āA���ꂢ(�n���_�����ꂢ�ȋ�F�Ɍ����Ă�����)�ɂ��Ă���g��
���ꂪ��ԏd�v
���c�R�e���ߔM���₷���̂ŁA��₷�Ӗ�������
������Ɗ����ǂ̂��炢�̉��x���Ǝg���₷�������ʂꂼ������ɃR�e�Ă��Ƃ��̉��Ŕ���悤�ɂȂ�
����
3 �F774���b�g���d�������F2013/10/13(��) 13:30:15.09 ID:cJy6eM4D
����
�n���_�t���̓n���_���R�e�ŗn�����̂ł͖���
�n���_�t�����鏈���R�e�ʼn��M���Ă����Ńn���_��n����
���̎��t���b�N�X����юU���ċ����\�ʂ�����������̂Ńn���_����� (�����)
���̂��Ƃ����Y��Ȃ���Α��v
����Ńn���_�����Ȃ��Ƃ��͋����\�ʂ��_�����Ă��邱�Ƃ�����
�r�j�[���핢�d���Ȃǂ̌Â����Ńn���_�����ɂ����Ƃ��͏������ċ�C�ɎN����Ă��Ȃ����������g���ƃn���_����邱�Ƃ�����
�Â��ޗ��Ȃǂŋ����\�ʂ������ۂ��Ȃ��Ă���Ƃ��̓t���b�N�X�̗͂����ł͎_�����������ł��Ȃ��̂ŁA�T���h�y�[�p�[��i�C�t�ŋ����\�ʂ�����ċ�������ʂ��o��
����ł��_���ȂƂ��͂��������n���_�t�����o���Ȃ�����(�A���~��X�e�����X)�łȂ������^��
���Ɣ����Ă����Ƃ���A�n���_��t���������Ƃ��ɋz�����z���������L��
�����n���_��t�������č��邪��菜���Ƃ��͋z�������i�ԁj���g��
�����R�e���傫���Ȃ���(60W�R�e��C��)�g������z����肽���Ƃ���ɓ��Ăċz�������ƃn���_���ɒg�߂�
���ʂ̓d�q�H��Ńt���b�N�X���K�v�ɂȂ邱�Ƃ͖����̂Ńt���b�N�X�͔����Ă����K�v������
�n���_�ɓ����r��Ă���t���b�N�X�ŏ\��
�����{�i�I�ɓd�q�H�������悤�ɂȂ�����A
�����R�e�Ȃǂ̍����i�̕����ǂ����Ƃ����邪�A��ʍH��p�r��d�q�H�쏉���҂ɂ͂���ŏ[��
�Ȃ��A���̕��͂͏����ȓd�q�d�C���i���n���_�t������ׂ̂���
�啨�i���ɓd����t������A�����d����t������A�����q������j��������(�A���~��X�e�����X)�ɂ͑S���K�p�o���Ȃ��̂ŁA���̎��͕ʂɎ��₷��
�n���_�t���̓n���_���R�e�ŗn�����̂ł͖���
�n���_�t�����鏈���R�e�ʼn��M���Ă����Ńn���_��n����
���̎��t���b�N�X����юU���ċ����\�ʂ�����������̂Ńn���_����� (�����)
���̂��Ƃ����Y��Ȃ���Α��v
����Ńn���_�����Ȃ��Ƃ��͋����\�ʂ��_�����Ă��邱�Ƃ�����
�r�j�[���핢�d���Ȃǂ̌Â����Ńn���_�����ɂ����Ƃ��͏������ċ�C�ɎN����Ă��Ȃ����������g���ƃn���_����邱�Ƃ�����
�Â��ޗ��Ȃǂŋ����\�ʂ������ۂ��Ȃ��Ă���Ƃ��̓t���b�N�X�̗͂����ł͎_�����������ł��Ȃ��̂ŁA�T���h�y�[�p�[��i�C�t�ŋ����\�ʂ�����ċ�������ʂ��o��
����ł��_���ȂƂ��͂��������n���_�t�����o���Ȃ�����(�A���~��X�e�����X)�łȂ������^��
���Ɣ����Ă����Ƃ���A�n���_��t���������Ƃ��ɋz�����z���������L��
�����n���_��t�������č��邪��菜���Ƃ��͋z�������i�ԁj���g��
�����R�e���傫���Ȃ���(60W�R�e��C��)�g������z����肽���Ƃ���ɓ��Ăċz�������ƃn���_���ɒg�߂�
���ʂ̓d�q�H��Ńt���b�N�X���K�v�ɂȂ邱�Ƃ͖����̂Ńt���b�N�X�͔����Ă����K�v������
�n���_�ɓ����r��Ă���t���b�N�X�ŏ\��
�����{�i�I�ɓd�q�H�������悤�ɂȂ�����A
�����R�e�Ȃǂ̍����i�̕����ǂ����Ƃ����邪�A��ʍH��p�r��d�q�H�쏉���҂ɂ͂���ŏ[��
�Ȃ��A���̕��͂͏����ȓd�q�d�C���i���n���_�t������ׂ̂���
�啨�i���ɓd����t������A�����d����t������A�����q������j��������(�A���~��X�e�����X)�ɂ͑S���K�p�o���Ȃ��̂ŁA���̎��͕ʂɎ��₷��
4 �F774���b�g���d�������F2013/10/13(��) 22:25:17.95 ID:xAeZUyv9
�R�e��HAKKO�A�R�e���K�^���D�����ȁB
�W�Ȃ����ǃh���}�̃K�����I�œ��삪�͂t�����Ă�V�[�����������ǁA
���i�Ƀ`�����`�����`�������ăR�e�擖�ĂāA���ꂶ�ᕔ�i���p�^�[�������܂�Ȃ�������Ďv�����B
�W�Ȃ����ǃh���}�̃K�����I�œ��삪�͂t�����Ă�V�[�����������ǁA
���i�Ƀ`�����`�����`�������ăR�e�擖�ĂāA���ꂶ�ᕔ�i���p�^�[�������܂�Ȃ�������Ďv�����B
5 �F774���b�g���d�������F2013/10/14(��) 07:36:01.50 ID:1ZeFF0oP
���߂Č���X�������A���낵������N�\�œǂ݂Â炢�e���v�����ȁB�����Ɛ��Ȃ����B
6 �F774���b�g���d�������F2013/10/14(��) 11:24:42.15 ID:/Zu0W+se
>>5
�V�����e���v���l��������
�V�����e���v���l��������
7 �F774���b�g���d�������F2013/10/14(��) 22:52:31.43 ID:2txCSXlM
�V�n���n���_�c
8 �F774���b�g���d�������F2013/10/17(��) 13:14:57.39 ID:Gub9tKJn
�X���������߂łƂ��������܂��B
���̃X���ŋC�ɂȂ��āA�j�^�����܂����I�i�܂������ĂȂ����ǁj
���̃X���ŋC�ɂȂ��āA�j�^�����܂����I�i�܂������ĂȂ����ǁj
9 �F774���b�g���d�������F2013/10/17(��) 22:47:23.56 ID:DS+ZNU8z
>>8
��[�ōׂ����Ƃ���A�n�̂悤�ȂƂ���ōL�ʐς����ĂĔM��`������֗����Ǝv���B
�ł��A�ŏ��ɕt���Ă����~���^�����g�������ƂȂ��l(�E�`�̊J������Ƃ�)�͌������낦�Ďg���ɂ����I���Č����E�E�E
�S�̓I�ɍׂ��ƔM�e�ʏ������̂ŁA���i���������Ă��R�e��͑傫���Ƃ���������K�^���ō��Ƃ͌����܂���̂Ŏ��s���낵�Ă��������B
HAKKO�̃R�e��I���K�C�h���Q�l�ɂ���̂��悢�ł��傤
ttp://www.hakko.com/japan/tip_selection/
��[�ōׂ����Ƃ���A�n�̂悤�ȂƂ���ōL�ʐς����ĂĔM��`������֗����Ǝv���B
�ł��A�ŏ��ɕt���Ă����~���^�����g�������ƂȂ��l(�E�`�̊J������Ƃ�)�͌������낦�Ďg���ɂ����I���Č����E�E�E
�S�̓I�ɍׂ��ƔM�e�ʏ������̂ŁA���i���������Ă��R�e��͑傫���Ƃ���������K�^���ō��Ƃ͌����܂���̂Ŏ��s���낵�Ă��������B
HAKKO�̃R�e��I���K�C�h���Q�l�ɂ���̂��悢�ł��傤
ttp://www.hakko.com/japan/tip_selection/
10 �F774���b�g���d�������F2013/10/18(��) 22:20:28.54 ID:iHUqvigf
�_�������n���_���育�킢(20�N�ȏ�H�j�`BONKOTE��65W�̂UC�ŗn�������Ƃ��Ă��n���Ȃ���B
�t���b�N�X�h�肽�����Ă��n���_���e�����B�n���Ȃ��̂Œ����ԓ��ĂĂ邯�Ǖ��i�����ꂻ���B
�ݒ��360�x�B���n���_�g�p���B
�t���b�N�X�h�肽�����Ă��n���_���e�����B�n���Ȃ��̂Œ����ԓ��ĂĂ邯�Ǖ��i�����ꂻ���B
�ݒ��360�x�B���n���_�g�p���B
11 �F774���b�g���d�������F2013/10/19(�y) 00:41:38.25 ID:qKzqB6zH
>>10
�\�ʂ̎_��������藎�Ƃ�
�\�ʂ̎_��������藎�Ƃ�
>>11
�������\�ʂ𗎂Ƃ������̂����A�����Ă݂܂��B���肪�Ƃ��B
�������\�ʂ𗎂Ƃ������̂����A�����Ă݂܂��B���肪�Ƃ��B
13 �F774���b�g���d�������F2013/10/19(�y) 11:37:22.51 ID:RapaFqVR
0.5~0.8���x�̃��[�h�s�b�`��QFP�̃n���_�Â��C�����������B
�A�L�o�X���ł݂������Ȃ��ōł�����ۂׂ̍��̂��@Goot��CXR-31�Ƃ����^�ԁB
����ł��܂��������銴�B�́A�O�������������O���b�v�܂ōׂ��̂��d����
�g���Ă����A���͓X���ɂ͒u���ĂȂ��i���[�J�Ȃǎ��O�j�B
�����߂ɂ͂ǂ�Ȃ��̂�����H�@�����ā@�G�����l�@��낵���B
�A�L�o�X���ł݂������Ȃ��ōł�����ۂׂ̍��̂��@Goot��CXR-31�Ƃ����^�ԁB
����ł��܂��������銴�B�́A�O�������������O���b�v�܂ōׂ��̂��d����
�g���Ă����A���͓X���ɂ͒u���ĂȂ��i���[�J�Ȃǎ��O�j�B
�����߂ɂ͂ǂ�Ȃ��̂�����H�@�����ā@�G�����l�@��낵���B
14 �F774���b�g���d�������F2013/10/19(�y) 11:48:39.07 ID:Lx+FdUH6
�i�C�t�G�b�W
15 �F774���b�g���d�������F2013/10/19(�y) 13:27:06.52 ID:c9BpwmM5
16 �F774���b�g���d�������F2013/10/19(�y) 20:36:42.47 ID:oWKlr9NG
�Ȃ�Ō����R�e����������Ȃ��H
17 �F774���b�g���d�������F2013/10/20(��) 07:52:53.58 ID:ipR6csbe
HOZAN�@H-130�@�������B
�ׂ����̂�������̂ɂ������ȂƎv���āB
�ł��M���Ă���ȂɒZ�����ĂȂ���ł����ǁB
���Ǝw�̑������炢�͍��������痣���Ȃ��ƁB
http://www.hozan.co.jp/catalog/Soldering_Tools/main/H130.jpg
���ڂ̃I�[�\�h�b�N�X�ȃ��V�̂ق����f�M���ɗD��ĂĒZ�����Ă邩���B
�ׂ����̂�������̂ɂ������ȂƎv���āB
�ł��M���Ă���ȂɒZ�����ĂȂ���ł����ǁB
���Ǝw�̑������炢�͍��������痣���Ȃ��ƁB
http://www.hozan.co.jp/catalog/Soldering_Tools/main/H130.jpg
{kind=link}
���ڂ̃I�[�\�h�b�N�X�ȃ��V�̂ق����f�M���ɗD��ĂĒZ�����Ă邩���B
18 �F774���b�g���d�������F2013/10/20(��) 15:58:44.91 ID:FyRz79Yk
���l�i���炵�Ă��@���̂悤�ȁE�E�E
�Z�����������Ȃ�
HAKKO FX-951/FX-950
goot RX-802AS
�����肶��Ȃ��H
FX-951��FX-950(���L)�͎g�p�o����
���邯�ljď�̒����Ԏg�p�̓O���b�v��
���\�M���Ȃ�B����̕z����܂����������ǂ�
�O���HAKKO 942���̓}�V�ɂȂ�������
�Z�����������Ȃ�
HAKKO FX-951/FX-950
goot RX-802AS
�����肶��Ȃ��H
FX-951��FX-950(���L)�͎g�p�o����
���邯�ljď�̒����Ԏg�p�̓O���b�v��
���\�M���Ȃ�B����̕z����܂����������ǂ�
�O���HAKKO 942���̓}�V�ɂȂ�������
19 �F774���b�g���d�������F2013/10/20(��) 18:46:56.18 ID:ipR6csbe
�ǂ����͉��������B
����HS-11�����C���Ŏg���Ă�����
�ŋ߂͒������č����SOP�Ƃ����ăp�^�[���������Ȃ���
���O����߂������Ɗi������悤�ȏ�ʂ��������̂�
���������������{�̂��ׂ߂̃��V���������ȂƎv����
�����Ă݂��̂�B
�܂��A�ǂ�����15W�����ǂˁB
HOZAN�@H-130�@���ăA�b�Z���u���[���C���Ƃ��Ŗ{���Ɏg���Ă�낤���H
���ꂱ���������ۂ��C�����邵�B
����HS-11�����C���Ŏg���Ă�����
�ŋ߂͒������č����SOP�Ƃ����ăp�^�[���������Ȃ���
���O����߂������Ɗi������悤�ȏ�ʂ��������̂�
���������������{�̂��ׂ߂̃��V���������ȂƎv����
�����Ă݂��̂�B
�܂��A�ǂ�����15W�����ǂˁB
HOZAN�@H-130�@���ăA�b�Z���u���[���C���Ƃ��Ŗ{���Ɏg���Ă�낤���H
���ꂱ���������ۂ��C�����邵�B
20 �F774���b�g���d�������F2013/10/20(��) 20:36:55.50 ID:FyRz79Yk
�������������Ƃ����郉�C����HAKKO 942��HAKKO FX-951���g���Ă���
�ƌ������^�����ȕi���Ǘ�������Ȃ牷�����Ă��K�{�ł�
�ƌ������^�����ȕi���Ǘ�������Ȃ牷�����Ă��K�{�ł�
21 �F774���b�g���d�������F2013/10/21(��) 20:05:04.41 ID:MeBrhGRX
�ǁ[�Ȃ�[�ˁB�Ђ���Ƃ��Ďg��������Ńz�[�U���ł������H
�Ƃ����^�O�͂�����̂́A�������C���̊Ǘ��҂�������A�����~�̏o���
�ɂ���ŕs�Ǖi���o���̃��P�ɂ͂����Ȃ����A�����������猾������
�l�����ȁB�݂�Ȃ������Ǝv����B
�Ƃ����^�O�͂�����̂́A�������C���̊Ǘ��҂�������A�����~�̏o���
�ɂ���ŕs�Ǖi���o���̃��P�ɂ͂����Ȃ����A�����������猾������
�l�����ȁB�݂�Ȃ������Ǝv����B
22 �F774���b�g���d�������F2013/10/22(��) 02:09:17.06 ID:zlRhEDk6
�Q�W�Q�W�݂�����IC�̊������������̂ł���
����Ȋ����́�
ttp://upload.wikimedia.org/wikipedia/commons/8/81/Ic-photo-Hitachi--HD6473238F10--%28H8-323-MCU%29.JPG
����ł������肵�Ȃ��悤�ɔ����������̂ƁA����Ȃɍׂ�����Ƃ̏o����A�}�`���A�����̔��c���Ă��Ă����ł��傤���H
����Ȋ����́�
ttp://upload.wikimedia.org/wikipedia/commons/8/81/Ic-photo-Hitachi--HD6473238F10--%28H8-323-MCU%29.JPG
{kind=link}
����ł������肵�Ȃ��悤�ɔ����������̂ƁA����Ȃɍׂ�����Ƃ̏o����A�}�`���A�����̔��c���Ă��Ă����ł��傤���H
23 �F774���b�g���d�������F2013/10/22(��) 07:26:46.16 ID:e3ec1kIw
24 �F774���b�g���d�������F2013/10/22(��) 07:37:13.94 ID:HgiSwC0L
�z�b�g�G�A(�q�[�g�K��)�g���̂���Ԋy������
�R�e�����Ȃ��Ȃ�T���n���g�̕\�ʎ������O���L�b�g���ȁH
�R�e�����Ȃ��Ȃ�T���n���g�̕\�ʎ������O���L�b�g���ȁH
25 �F774���b�g���d�������F2013/10/22(��) 09:54:25.74 ID:brRwOiaB
>>22
�ł�������Ă����c���Ē��x����ň��ł��p�^�[������������x��
�ł���̂̓t���b�N�X�Ȃ�Łi�摜�݂����ȃG�|�L�V�͔R�₹�Ȃ��j�A
��ƌ�ɃA���R�[���Ƃ��g���G���Ő��|������ꂢ�ɂȂ邨�B
�ʎ������O���L�b�g�́A�L���p�Ɩ����p�����邯�ǁA���[�Y�Ή���
��łȂ��Ȃ�A�L���p�̕�����Փx�͒Ⴂ�Ƃ������A�A�}�`���A�����Ȃ�
�L���p���I�k�k�����Ƃ��B�R�e��͑����Ă������A���������̏ꍇ�A�t�̃t���b�N�X�K�{�Ƃ������B
�ł�������Ă����c���Ē��x����ň��ł��p�^�[������������x��
�ł���̂̓t���b�N�X�Ȃ�Łi�摜�݂����ȃG�|�L�V�͔R�₹�Ȃ��j�A
��ƌ�ɃA���R�[���Ƃ��g���G���Ő��|������ꂢ�ɂȂ邨�B
�ʎ������O���L�b�g�́A�L���p�Ɩ����p�����邯�ǁA���[�Y�Ή���
��łȂ��Ȃ�A�L���p�̕�����Փx�͒Ⴂ�Ƃ������A�A�}�`���A�����Ȃ�
�L���p���I�k�k�����Ƃ��B�R�e��͑����Ă������A���������̏ꍇ�A�t�̃t���b�N�X�K�{�Ƃ������B
26 �F774���b�g���d�������F2013/10/22(��) 10:15:55.23 ID:brRwOiaB
����
���@���[�Y�Ή��̊�łȂ��Ȃ�A
���@RoHS�Ή��i�Ƃ��Ĕ[�߂��łȂ��Ȃ�A
���@���[�Y�Ή��̊�łȂ��Ȃ�A
���@RoHS�Ή��i�Ƃ��Ĕ[�߂��łȂ��Ȃ�A
27 �F774���b�g���d�������F2013/10/22(��) 11:41:18.72 ID:0RQZWzEg
>>22
�������`�b�v�{�̂���߂���i�ė��p�����A�ʂ̌̂�V�K�ɕt�������j�Ȃ�A
�j�b�p�ő�������Ⴆ�ΊȒP�ɊO����B
���O���L�b�g�̒l�i�Ɣ�ׂčD���ȕ���I�ׂ�����w
�������`�b�v�{�̂���߂���i�ė��p�����A�ʂ̌̂�V�K�ɕt�������j�Ȃ�A
�j�b�p�ő�������Ⴆ�ΊȒP�ɊO����B
���O���L�b�g�̒l�i�Ɣ�ׂčD���ȕ���I�ׂ�����w
28 �F774���b�g���d�������F2013/10/22(��) 12:29:31.71 ID:X1ikYvfT
29 �F774���b�g���d�������F2013/10/22(��) 12:40:57.26 ID:brRwOiaB
>>27�@DIP�Ȃ瑫��̂������I�Ȏ�i���Ǝv������QFP�i������?�j�͂�����Ɛ�̂��`��I�ɓ���Ȃ����E�E�E�i�O�O�G�j
30 �F774���b�g���d�������F2013/10/22(��) 12:46:18.05 ID:qoHC8K9K
�悭���J�b�^�[�ŊȒP�ɋC�����ǂ�����
31 �F774���b�g���d�������F2013/10/22(��) 12:56:49.50 ID:brRwOiaB
�������H�@����IC�̑����C�����悭���i�l�H���r�[�̐n���
�ł��������U���J�b�^�[�Ƃ����H�j�͂ǂ��Ŕ����Ă��I��
�u���[��̃J�b�^�[�ł��߂��Ă݂���A��ɏ����������I
or�@�n�悪�����Ďw�܂Őꂽ�I�@>>30�ɎӍ߂Ɣ�����
�悤���イ����I�v�@�ĂȃI�`�ɂȂ鈫���E�E�E
�l�^�łȂ��Ȃ��R�c�������₪���Ă�������m(_ _ )m
�ł��������U���J�b�^�[�Ƃ����H�j�͂ǂ��Ŕ����Ă��I��
�u���[��̃J�b�^�[�ł��߂��Ă݂���A��ɏ����������I
or�@�n�悪�����Ďw�܂Őꂽ�I�@>>30�ɎӍ߂Ɣ�����
�悤���イ����I�v�@�ĂȃI�`�ɂȂ鈫���E�E�E
�l�^�łȂ��Ȃ��R�c�������₪���Ă�������m(_ _ )m
32 �F774���b�g���d�������F2013/10/22(��) 13:59:35.09 ID:C8aUrb+6
�e�L�g�[�ȃj�b�p�[�Ő�ƁA�p�^�[���ɃX�g���X���|�����Ĕ����ꂽ�肷����
33 �F774���b�g���d�������F2013/10/22(��) 14:13:04.18 ID:fYDGn3g5
���[�^�̐ؒf�u�Ȃ�`�b�v������藎�Ƃ��邩�ȁH
�肪�����Ċ��瑼�̕��i�Ƀ_���[�W�^����\����������I�X�X���ł��Ȃ�����
�肪�����Ċ��瑼�̕��i�Ƀ_���[�W�^����\����������I�X�X���ł��Ȃ�����
34 �F774���b�g���d�������F2013/10/22(��) 14:54:14.03 ID:9PCZkdwP
�`�b�v�l�ӂ̃s����Ƀn���_�������ς������āu��ӂ��ƂɈ��v�ɂ��āA
�s���̐����ە��������L�̏�����
���@����1
�`�b�v���̐����ە������J�b�^�[�Ő��Ă���
�͂ނƐn���܂�ĉ��䂵����A����̃p�^�[��������肷��
���@����2
�f�B�X�N�O���C���_�Ȋېn���������[�^�Ń`�b�v���̐����ە����������B
����Ń`�b�v���̎l�ӂ�����������A���炽�߂Ċ���Ɏc�����s��������������k�B
�ׂ��������̍��J�X����U����̂Ŕr�������ƍ�ƑΏۂ̕����ȊO�̃}�X�N�������K�v�ɂȂ�
�s���̐����ە��������L�̏�����
���@����1
�`�b�v���̐����ە������J�b�^�[�Ő��Ă���
�͂ނƐn���܂�ĉ��䂵����A����̃p�^�[��������肷��
���@����2
�f�B�X�N�O���C���_�Ȋېn���������[�^�Ń`�b�v���̐����ە����������B
����Ń`�b�v���̎l�ӂ�����������A���炽�߂Ċ���Ɏc�����s��������������k�B
�ׂ��������̍��J�X����U����̂Ŕr�������ƍ�ƑΏۂ̕����ȊO�̃}�X�N�������K�v�ɂȂ�
35 �F774���b�g���d�������F2013/10/22(��) 15:02:51.70 ID:BzmG0w09
�J�b�^�[�i�C�t�ŏ\���B
�i�C�t�ł��܂��o���Ȃ��z�͐T�d���Ƃ����J���Ƃ�����ΓI�ɑ���Ă��Ȃ��̂ŁA
�O���C���_�[�Ȃǎ����o������X�Ȃ��S���ɔ��W����͕̂K���B
�i�C�t�ł��܂��o���Ȃ��z�͐T�d���Ƃ����J���Ƃ�����ΓI�ɑ���Ă��Ȃ��̂ŁA
�O���C���_�[�Ȃǎ����o������X�Ȃ��S���ɔ��W����͕̂K���B
36 �F774���b�g���d�������F2013/10/22(��) 15:18:52.51 ID:brRwOiaB
�u���b�W���ė{�����đ���{���T�d�ɐ��Đ肭���������Ă��āA����ȑ�H�������邭�炢�Ȃ�
�f���ɒ�Z�_���c�i�́A>>24�̂����u���O���L�b�g�v�j�g���������͂邩�Ɋy�Ȃ�ˁH�O�O�G
�f���ɒ�Z�_���c�i�́A>>24�̂����u���O���L�b�g�v�j�g���������͂邩�Ɋy�Ȃ�ˁH�O�O�G
�݂Ȃ��肪�Ƃ��������܂�
��ώQ�l�ɂȂ�܂����A��ʂ莎���Ă݂邱�Ƃɂ��܂�
��ώQ�l�ɂȂ�܂����A��ʂ莎���Ă݂邱�Ƃɂ��܂�
38 �F774���b�g���d�������F2013/10/22(��) 17:31:16.27 ID:0RQZWzEg
>>29
������A�u�����j�b�p�[�v�Ƃ��Ĕ����Ă�����̂��g����B
��)
http://www.engineer.jp/products/nipper/np01/item_02/nz-13
http://www.engineer.jp/product/nz10_13/p/nz_c.jpg
����́�2,400���邩��A���O���L�b�g�ƒl�i�ŔY�߂郌�x�������m��Ȃ���...
�ʂ̗�)
�z�[�U�� HS-603�@�z�b�g�G�ASMD�����@
http://www.hozan.co.jp/catalog/Desoldering_Tools/HS603.htm
http://www.hozan.co.jp/catalog/Desoldering_Tools/main/HS603.jpg
���Y�I���炵����8���~���傢�������悤��.
������A�u�����j�b�p�[�v�Ƃ��Ĕ����Ă�����̂��g����B
��)
http://www.engineer.jp/products/nipper/np01/item_02/nz-13
http://www.engineer.jp/product/nz10_13/p/nz_c.jpg
{kind=link}
����́�2,400���邩��A���O���L�b�g�ƒl�i�ŔY�߂郌�x�������m��Ȃ���...
�ʂ̗�)
�z�[�U�� HS-603�@�z�b�g�G�ASMD�����@
http://www.hozan.co.jp/catalog/Desoldering_Tools/HS603.htm
http://www.hozan.co.jp/catalog/Desoldering_Tools/main/HS603.jpg
{kind=link}
���Y�I���炵����8���~���傢�������悤��.
39 �F774���b�g���d�������F2013/10/24(��) 06:55:14.95 ID:NGLFXcrI
�j�b�p�[��QFP�̋r���ƁA�e�R�̌����Ńp�^�[����������Ȃ����H
40 �F774���b�g���d�������F2013/10/24(��) 12:31:08.16 ID:LyXMhP72
>>39
�Ă��̌����Ƃ������N�T�r��ł����ފ���
�Ă��̌����Ƃ������N�T�r��ł����ފ���
41 �F774���b�g���d�������F2013/10/24(��) 12:45:28.33 ID:UT3dt3HT
����̐���������>>39�̌��O�������邪�A
�����オ���Ă��鐂�������Ί�ɉ����t��������̃X�g���X�����烂�E�}���^�C�A�Ƃ������Ƃł����E�E�E
�����オ���Ă��鐂�������Ί�ɉ����t��������̃X�g���X�����烂�E�}���^�C�A�Ƃ������Ƃł����E�E�E
42 �F774���b�g���d�������F2013/10/26(�y) 10:34:55.71 ID:hKihSSQu
�ϑz�m�������~���ăE�U���Ȃ�
�}�W�ŕ��ʂɃJ�b�^�[�ŃT�N�T�N���̂ɁB
�}�W�ŕ��ʂɃJ�b�^�[�ŃT�N�T�N���̂ɁB
43 �F774���b�g���d�������F2013/10/28(��) 09:27:16.00 ID:i3sblIK6
>>42�悭�킩��Ȃ��̂�����ǁA���ʐ}�ŕ\�������
������
�������@
�������������S�@�@�@�@���ʐ}
�������@�@�@ �A!!
�������@�@�@�@�@!! �B
�������@�@�@�@�@�S�������R
�P�P�P�P�P�P�P�P�P�P�P��P�P
�@���ォ��L���́H�@�߂ɐ�́H�@����Ƃ��A�������A��������ɐ�́H
����Ƃ��B����ɐ����ɐ�́H����Ƃ��߂ɐ�́H
������
�������@
�������������S�@�@�@�@���ʐ}
�������@�@�@ �A!!
�������@�@�@�@�@!! �B
�������@�@�@�@�@�S�������R
�P�P�P�P�P�P�P�P�P�P�P��P�P
�@���ォ��L���́H�@�߂ɐ�́H�@����Ƃ��A�������A��������ɐ�́H
����Ƃ��B����ɐ����ɐ�́H����Ƃ��߂ɐ�́H
44 �F774���b�g���d�������F2013/10/28(��) 10:21:51.46 ID:ZjIRNg7z
�@���
45 �F774���b�g���d�������F2013/10/28(��) 10:40:48.69 ID:GWEtrTsb
�ق�ƁA�v��Ȃ���Ŏ��ۂɂ���Ă݂�����Ɏ����ł����B
46 �F774���b�g���d�������F2013/10/28(��) 10:59:38.72 ID:i3sblIK6
�@�ł����E�E�E
�����������ɐ�Ɖ��䂵���������A
�ォ�牟����ƒ����̃v�����g�z�������Ⴂ�����ŕ|������
���x����Ȃ�����o���玎���Ă݂܂��A�������ǂ����ł��E�E�E
�����������ɐ�Ɖ��䂵���������A
�ォ�牟����ƒ����̃v�����g�z�������Ⴂ�����ŕ|������
���x����Ȃ�����o���玎���Ă݂܂��A�������ǂ����ł��E�E�E
47 �F774���b�g���d�������F2013/10/28(��) 11:49:28.61 ID:/Axbh/Ez
�悭��鎕�ł��C�����悭���
��C�ɐ�ƌ������
���J�ɂ�������悤�ɂ��ׂ�
��C�ɐ�ƌ������
���J�ɂ�������悤�ɂ��ׂ�
48 �F774���b�g���d�������F2013/10/28(��) 12:11:16.55 ID:GVuDqem9
�����A�T�d���ƒ��J�����L�����ȁB
��x�Ő낤�Ƃ������x���P�K���悤�Ȋ����ŁA���R�ɐ��܂ŁB
�͂ʼn�����ƃp�^�[�������������̂͗\�z�����ʂ肾�B
IC�̑��ʂ���K�̑���ɂȂ邩�炱�̏ꏊ����Ԃ��₷���B
��x�Ő낤�Ƃ������x���P�K���悤�Ȋ����ŁA���R�ɐ��܂ŁB
�͂ʼn�����ƃp�^�[�������������̂͗\�z�����ʂ肾�B
IC�̑��ʂ���K�̑���ɂȂ邩�炱�̏ꏊ����Ԃ��₷���B
49 �F774���b�g���d�������F2013/10/28(��) 12:57:01.84 ID:RJJEH6Us
�\�ʎ������O���L�b�g�̒�Z�_���c����������A�͌^�p�H�̒�Z�_���c��
��p�������ău���O�����������ǁA���m�͓����H
��p�������ău���O�����������ǁA���m�͓����H
50 �F774���b�g���d�������F2013/10/28(��) 13:48:53.73 ID:0BeNuThx
���������܂܂�邯�ǃO�����P�����ʒi�����킯����Ȃ����A�C���S�b�g������g���₷�����Ȃ���B
����ɂ��������Ȃ�͌^�E�Ŏg���z���C�g���^����240�����炢�̗Z�_�����ʂ�����
180���ȏ�ł���Z�_�ɓ����ŁASMD���O���p�Ɏg���邩�ǂ����͂悭�m���߂�K�v����B
����ɂ��������Ȃ�͌^�E�Ŏg���z���C�g���^����240�����炢�̗Z�_�����ʂ�����
180���ȏ�ł���Z�_�ɓ����ŁASMD���O���p�Ɏg���邩�ǂ����͂悭�m���߂�K�v����B
51 �F774���b�g���d�������F2013/10/28(��) 17:15:29.57 ID:RJJEH6Us
���
�ǂ��q�͐^�����Ȃ���������
�ǂ��q�͐^�����Ȃ���������
52 �F ��HIKaRi/Dzs �F2013/10/30(��) 22:03:05.79 ID:OY97Rjjl
�ꖡ�̂悢�J�b�^�[���Ă̂͒��d�v�����
���Ƃ́A���Ă�r���ŁA�n���߂ɂ����肵�Ȃ��悤�ɂ��邱�ƂƂ�
��ʓ|�����ǁA5�s�����炢������A�R�e�Ő����������������Ă�
�܂���̌J��Ԃ��ł��ƁA��I������s���ɐn�����������肵��
�p�^�[�����͂����Ă��܂����ꂪ���邩��
���Ƃ́A���Ă�r���ŁA�n���߂ɂ����肵�Ȃ��悤�ɂ��邱�ƂƂ�
��ʓ|�����ǁA5�s�����炢������A�R�e�Ő����������������Ă�
�܂���̌J��Ԃ��ł��ƁA��I������s���ɐn�����������肵��
�p�^�[�����͂����Ă��܂����ꂪ���邩��
53 �F ��HIKaRi/Dzs �F2013/10/30(��) 22:08:10.66 ID:OY97Rjjl
���Ƃ́A�J�b�^�[�Ő�Ƃ��A�s��������IC���ւ������Ă�p�^�[����������Ȃ�
�悤�ɂ���Ƃ�����
��i�߂�Ƃ킩�邯�ǁA�ӊO�ɐ�I������s�����A���̌�̃s������Ƃ�
�ז����Ɋ|����
�Ȃ̂ŁA��I������s�������������Ɗm��
�����A��ӈ�C�ɂ���Ă����v�ł���
�悤�ɂ���Ƃ�����
��i�߂�Ƃ킩�邯�ǁA�ӊO�ɐ�I������s�����A���̌�̃s������Ƃ�
�ז����Ɋ|����
�Ȃ̂ŁA��I������s�������������Ɗm��
�����A��ӈ�C�ɂ���Ă����v�ł���
54 �F774���b�g���d�������F2013/10/30(��) 22:14:08.77 ID:gk803x1Q
�W�����b�g���̃f�o�C�X����������J�b�^�[�ł͖�����������
���ʂɗZ�����Ă͂ˏグ�Ă��ʂɋꂶ��Ȃ������悤��
���ʂɗZ�����Ă͂ˏグ�Ă��ʂɋꂶ��Ȃ������悤��
55 �F774���b�g���d�������F2013/11/01(��) 15:31:44.15 ID:G6+mRV3S
�Ȃ�قǁA(�ǂ����h�b�����Ă�Ȃ�)���̎肪���������I�@�ڂ��炤�낱��������V�A�͗Z�����Ē��ˏグ��
56 �F774���b�g���d�������F2013/11/01(��) 20:16:16.17 ID:W9Hj4Ao3
�ŋߗ��s��3D�v�����^�Ƀz�b�g�v���[�g�Ƌz�����s���Z�b�g�����������
BGA�}�E���g�͏o����낤���c
BGA�}�E���g�͏o����낤���c
57 �F774���b�g���d�������F2013/11/05(��) 09:19:03.97 ID:+b5fk0m2
�@�B�Ő��䂷��Ȃ�A�R�e�Ƃ����c�w����Ȃ���
���[�U�[�r�[�����M�ɂ��悤��
���[�U�[�r�[�����M�ɂ��悤��
58 �F774���b�g���d�������F2013/11/05(��) 17:25:51.10 ID:6CZl5pkn
�d�C�`���̂̐ڒ��܂ł����甼�c����Ȃ���
59 �F774���b�g���d�������F2013/11/05(��) 19:51:12.15 ID:vN8mEDlw
60 �F774���b�g���d�������F2013/11/06(��) 08:18:04.70 ID:/2k4AurS
>>58
���邯�ǁA�o�N�ω��Ƃ��ǂ��Ȃ邩�킩���
���邯�ǁA�o�N�ω��Ƃ��ǂ��Ȃ邩�킩���
61 �F774���b�g���d�������F2013/11/09(�y) 22:33:33.28 ID:mpBNs753
62 �F774���b�g���d�������F2013/11/09(�y) 22:43:59.21 ID:mpBNs753
>>49
>>50
�͌^�z���C�g���^���p�̒ቷ�͂ő�p�\�B
�l�i�������ƈ����B
ttp://k-ichi.blogspot.jp/2007/09/blog-post_26.html
ttp://moritashop.cart.fc2.com/ca17/92/p-r17-s/
>>50
�͌^�z���C�g���^���p�̒ቷ�͂ő�p�\�B
�l�i�������ƈ����B
ttp://k-ichi.blogspot.jp/2007/09/blog-post_26.html
ttp://moritashop.cart.fc2.com/ca17/92/p-r17-s/
63 �F774���b�g���d�������F2013/11/20(��) 22:13:03.81 ID:BIJlE+jc
�J�b�^�[����@��
�r������IC���s����ɂȂ�̂�?
�r������IC���s����ɂȂ�̂�?
64 �F774���b�g���d�������F2013/11/20(��) 23:24:41.10 ID:P9J8Fjrz
>>61
�ǂ�Ȃ������ׂ��疳���ꒃ�������`�`�I
�V����f�ނ炵���{���o�Ă���悤��
�����I�ɂ̓R�e�ł���������x���
�Ȃ�̂��낤��
�ǂ�Ȃ������ׂ��疳���ꒃ�������`�`�I
�V����f�ނ炵���{���o�Ă���悤��
�����I�ɂ̓R�e�ł���������x���
�Ȃ�̂��낤��
65 �F774���b�g���d�������F2013/11/20(��) 23:42:52.75 ID:TQwVV4BO
�Ȃ���
�M�Ɏア�t�B�����Ȃǂɉ�H���쐬����̂Ɏg���̂���
�M�Ɏア�t�B�����Ȃǂɉ�H���쐬����̂Ɏg���̂���
66 �F774���b�g���d�������F2013/11/24(��) 03:10:26.22 ID:tB+Z5lqH
���߂Ă̂͂��ĂȂ̂�FX600�����Ă��܂����B
�L�ɏ���
�ɐ^��
�L�ɏ���
�ɐ^��
67 �F774���b�g���d�������F2013/11/24(��) 07:08:11.70 ID:/kAbFErp
50W�������@�����I���Ƃ͌�����ȁ@���i������
�ŏ��̓v���X�g��������@�����g���ė�������
�ŏ��̓v���X�g��������@�����g���ė�������
68 �F774���b�g���d�������F2013/11/24(��) 07:29:06.63 ID:E5p1s0nP
921ZJ�A���������̂̈�x���g��Ȃ��܂܁B
�v���X�g�Ŏ����ςނ�Ȃ�
�v���X�g�Ŏ����ςނ�Ȃ�
69 �F774���b�g���d�������F2013/11/24(��) 07:48:51.00 ID:r5aIxv/P
Presto�͓d�q�H��ɂ͋���������
�����Ă�����350�x�����Ă邵�A�������������ɍׂ����̂�������
���W�R���Ƃ��I�[�f�B�I�Ƃ��A���������̂ɂ͌����Ă邾�낤����
�����Ă�����350�x�����Ă邵�A�������������ɍׂ����̂�������
���W�R���Ƃ��I�[�f�B�I�Ƃ��A���������̂ɂ͌����Ă邾�낤����
70 �F774���b�g���d�������F2013/11/24(��) 07:52:44.54 ID:OQIXFGP6 BE:5044572689-2BP(3)
Presto�͖�����w
����[�ߔM�Ƃ���؋C�ɂ��Ȃ��l���������
�܂Ƃ��Ȕ��c�t���������Ȃ�FX600�̕����}�V
����[�ߔM�Ƃ���؋C�ɂ��Ȃ��l���������
�܂Ƃ��Ȕ��c�t���������Ȃ�FX600�̕����}�V
71 �F774���b�g�����������F2013/11/24(��) 15:51:30.56 ID:Bvo17MUX
�v���X�g���ĉ������Ă���Ȃ������ˁB
�Ȃ�>>66�̑I���͊Ԉ���Ă��Ȃ������B���x�����\��FX600
4,220�~ �ō��E�������ł���B
http://item.rakuten.co.jp/tatsumax/409-6355
�Ȃ�>>66�̑I���͊Ԉ���Ă��Ȃ������B���x�����\��FX600
4,220�~ �ō��E�������ł���B
http://item.rakuten.co.jp/tatsumax/409-6355
72 �F774���b�g���d�������F2013/11/24(��) 16:02:08.94 ID:Xj7Ad1eT
�����A�X�e�[�V�����^�̃R�e���g���Ă��p�^�[�����L����
�炢���̂�����(�펞ON�̍ő�ғ��ł����M���ǂ����Ȃ����Ƃ�����)����
���ǂ͗p�r���������Ȃ�����@��d���O��ɂ����Ԃ��Ƃ��p�^�[���Ƃ���
�Ȃ��Ȃ牷���ŕs�s����(����)�v�����Ȃ�����
�炢���̂�����(�펞ON�̍ő�ғ��ł����M���ǂ����Ȃ����Ƃ�����)����
���ǂ͗p�r���������Ȃ�����@��d���O��ɂ����Ԃ��Ƃ��p�^�[���Ƃ���
�Ȃ��Ȃ牷���ŕs�s����(����)�v�����Ȃ�����
73 �F774���b�g���d�������F2013/11/24(��) 16:32:32.54 ID:/kAbFErp
�v���X�g��D��BC���I�ׂ邩�瑼�Ђ̑��M�Ƃ͈Ⴄ
�I���͎̂d���ł̂͂͑��ISP���݂̂����Ŏw������
���{�ꂶ��Ȃ��ĎГ���Ȃ����ǂ�
�I���͎̂d���ł̂͂͑��ISP���݂̂����Ŏw������
���{�ꂶ��Ȃ��ĎГ���Ȃ����ǂ�
74 �F774���b�g���d�������F2013/11/24(��) 17:00:42.09 ID:I88RUgeQ
75 �F774���b�g���d�������F2013/11/24(��) 17:43:51.51 ID:NBGUZ2ax
�A�}�]���ɂ͕�����ȁB
�A�}�]�����ăv���C������Ƃ̍��ʉ��̂��߂ɁA�ʏ������ƌ̈ӂ�1��
�x�点�Ĕ������Ă�C������̂����������Ȃ����ǁB
�A�}�]�����ăv���C������Ƃ̍��ʉ��̂��߂ɁA�ʏ������ƌ̈ӂ�1��
�x�点�Ĕ������Ă�C������̂����������Ȃ����ǁB
76 �F774���b�g���d�������F2013/11/24(��) 21:19:57.65 ID:E5p1s0nP
�v���X�g���g���Ȃ��ቷ�����܂Ƃ��Ɏg���Ȃ���Ȃ�
77 �F774���b�g���d�������F2013/11/24(��) 21:54:33.48 ID:zcURdkxM
78 �F774���b�g���d�������F2013/11/24(��) 22:08:46.47 ID:jXhdABhQ
����ȁ@������������ł���Ă����̂�����
79 �F774���b�g���d�������F2013/11/25(��) 08:10:27.81 ID:xfosegoq
>>77
�Œ艷�x��x���g�������������������������Ȃ��č��߂ɐݒ�
�@��
��Ԏ���Ă�Ǝ����ŗZ���Ȃ��Ȃ�
�@��
�X�ɉ��x�グ��
�@��
�W��E�p�^�[�����ڂ�
�@��
�����瓊���̂Ă�
�Ȃ�ĉ\����w
�Œ艷�x��x���g�������������������������Ȃ��č��߂ɐݒ�
�@��
��Ԏ���Ă�Ǝ����ŗZ���Ȃ��Ȃ�
�@��
�X�ɉ��x�グ��
�@��
�W��E�p�^�[�����ڂ�
�@��
�����瓊���̂Ă�
�Ȃ�ĉ\����w
80 �F774���b�g���d�������F2013/11/25(��) 08:12:51.54 ID:x52n8z/T
>>79
�O�ڂ���
�O�ڂ���
81 �F774���b�g���d�������F2013/11/25(��) 22:34:12.76 ID:BBGHu82l
������goot�͂ǂ����������̂�?
�����ł����ǁB
�����ł����ǁB
82 �F774���b�g���d�������F2013/11/25(��) 23:09:06.38 ID:dpoVGW1X
�ǂ���������܂�ς���B
���������̕������[�U�t�����h���[�ȍ�肵�Ă�Ǝv���B
����goot�g�������ǁB
���������̕������[�U�t�����h���[�ȍ�肵�Ă�Ǝv���B
����goot�g�������ǁB
83 �F774���b�g���d�������F2013/11/25(��) 23:25:48.34 ID:CHSZrjxk
�I���͔�����888
����ȏ�̂͗v���
����ȏ�̂͗v���
84 �F774���b�g���d�������F2013/11/26(��) 18:25:56.24 ID:tTNCdRBx
���܂��HAKKO��������������E�E���Ă킯����Ȃ�����goot�I��
85 �F774���b�g���d�������F2013/11/26(��) 20:09:22.74 ID:n4A41V/H
���͔����̂ǂ����z�F���_���ŁAgoot�ɂ�����
86 �F774���b�g���d�������F2013/11/26(��) 21:02:05.32 ID:0I6UUvgf
�����̉����͍�����
87 �F774���b�g���d�������F2013/11/27(��) 01:04:57.38 ID:2kXNS1tC
�e���v���͈����̊��߂Ă�̂ɂȂ�ł݂�Ȃ���ȍ����̂�����g���Ă��
88 �F774���b�g���d�������F2013/11/27(��) 02:11:54.10 ID:FIkUEztJ
�N��������ɓ\���Ă邾��
���łɃJ���^�����Ă�̂��^���ł��Ȃ�
>>85
�����������i�����ʂł��Ȃ��̂ɂ����Ɣ�������
����ɍ��x��N2�܂œ���邻����
���łɃJ���^�����Ă�̂��^���ł��Ȃ�
>>85
�����������i�����ʂł��Ȃ��̂ɂ����Ɣ�������
����ɍ��x��N2�܂œ���邻����
89 �F774���b�g���d�������F2013/11/27(��) 06:36:15.97 ID:NXBUVYbD
90 �F774���b�g���d�������F2013/11/27(��) 13:23:20.28 ID:YeGZ9hRB
��Ǔ_�����������̂Ő����͂���܂���
91 �F774���b�g���d�������F2013/11/27(��) 17:44:36.58 ID:TyYlsChb
��_�͊܂܂�ĂȂ��悤����
92 �F774���b�g���d�������F2013/11/27(��) 18:03:13.64 ID:j7qROzPL
�e���v���͂����ΗN���Ă���
�u���c�t����������ł����lj������Ηǂ��ł����H�v
�ƌ�������悯�ɗL��̂���
��������ƌ��������L�邪�A
�ꉞ�Z�܂��Ă�̂ŊȒP�ɂ͎��t�����Ȃ�
�Ƃ������A�N������Ă��o���Ă��Ȃ�
�u���c�t����������ł����lj������Ηǂ��ł����H�v
�ƌ�������悯�ɗL��̂���
��������ƌ��������L�邪�A
�ꉞ�Z�܂��Ă�̂ŊȒP�ɂ͎��t�����Ȃ�
�Ƃ������A�N������Ă��o���Ă��Ȃ�
93 �F774���b�g���d�������F2013/11/27(��) 18:45:19.03 ID:iWe/1Eh8 BE:630572033-2BP(3)
HAKKO FM-203 (FX-951�̃f���A���ɑ���) ��goot RX-802AS�������Ă邪�C
�v��\���C�̗p����Ă��镔�i����S���ȂǁC���Ƃ��Ă�FM-203�������炩�ɗǂ��o���Ă���D
�M�̑�����RX-802AS�ɕ�������D�j�N�����q�[�^�[�Ƃ͌���������������Ƀf�����b�g�͖����D
�W��̌�����RX-802AS�̕����y�ł͂��邪FM-203�̕������W�b�h�D�܂�FM-203���X���[���������Δς킵���͖����D
�W��Ɋւ��ẮCRX-802AS�t����BM�W��͂Ȃ��Ȃ��g���Ղ����C����ȊO���W��̔G�����HAKKO�̕������ǂ��D
���l���͂Ȃǂ̑��쐫��FM-203�̕����ǂ����CRX-802AS�̕����Ⴂ���x�܂Őݒ�o����D�X���[�v����̉͂ǂ�����ǍD�D
RX-802AS���W����X�|���W�Ő@�������x�ω����g���K�[�Ƃ��Ă��邪�C��q�̋��͂ȔM�Ń��[�N�ɓ��Ă鎞�ɂ͐ݒ艷�x�ɒB���Ă���D
FM-203���W��ɃX�C�b�`���t���Ă��邽�߂ɗ����オ�肪�����e���|�����C����������[�N�ɓ��Ă鎞�ɂ͐ݒ艷�x�ɒB���Ă���D
�t���W��͋��ɉ��Ȃ��s���Ȃ��D�����Č����CHAKKO�̃X���[�v�A���W��̓J�`���J�`�����邳���̂ŁC�X�y�[�T�[�����܂������炢�D
(RX-802AS�t���W���ST-20�Ńz�[���h�p�x�Œ�Ȃ̂�����ł��������C���s��21�ƂȂ�C��/�N���[�j���O���C���t���ɂȂ����D)
�ȈՓI�ȉ����ł́CHAKKO FX-600��goot PX-251As/501AS/601AS�������C�����HAKKO�ɌR�z���オ��D
����goot�͊T���ĉ��x�̃��������S�����ĂɂȂ炸�C�w�����_�ł̃Y�����R�鎖���C�������̐U��������������D
�Ⴆ��300���ŃL�����u���[�g������Ń{���E����350���ɍ��킹��ƁCFX-600�Ȃ�355���Ƃ�360�����x�Ȃ̂ɁC
goot�̂͂ǂ��380���Ƃ��ɂȂ�L��l�ŁC�ł�蓖�Ăɂ͏o���Ȃ��Ƃ͌������܂�ɂ����e���D
>>92
����>>2��
> �����~�̃R�e�Ŗ����n���_�i���t���[�j���g�����A100�σR�e�ŗL���n���_���g�������n���_�t�����₷��
�͖������w�c
�v��\���C�̗p����Ă��镔�i����S���ȂǁC���Ƃ��Ă�FM-203�������炩�ɗǂ��o���Ă���D
�M�̑�����RX-802AS�ɕ�������D�j�N�����q�[�^�[�Ƃ͌���������������Ƀf�����b�g�͖����D
�W��̌�����RX-802AS�̕����y�ł͂��邪FM-203�̕������W�b�h�D�܂�FM-203���X���[���������Δς킵���͖����D
�W��Ɋւ��ẮCRX-802AS�t����BM�W��͂Ȃ��Ȃ��g���Ղ����C����ȊO���W��̔G�����HAKKO�̕������ǂ��D
���l���͂Ȃǂ̑��쐫��FM-203�̕����ǂ����CRX-802AS�̕����Ⴂ���x�܂Őݒ�o����D�X���[�v����̉͂ǂ�����ǍD�D
RX-802AS���W����X�|���W�Ő@�������x�ω����g���K�[�Ƃ��Ă��邪�C��q�̋��͂ȔM�Ń��[�N�ɓ��Ă鎞�ɂ͐ݒ艷�x�ɒB���Ă���D
FM-203���W��ɃX�C�b�`���t���Ă��邽�߂ɗ����オ�肪�����e���|�����C����������[�N�ɓ��Ă鎞�ɂ͐ݒ艷�x�ɒB���Ă���D
�t���W��͋��ɉ��Ȃ��s���Ȃ��D�����Č����CHAKKO�̃X���[�v�A���W��̓J�`���J�`�����邳���̂ŁC�X�y�[�T�[�����܂������炢�D
(RX-802AS�t���W���ST-20�Ńz�[���h�p�x�Œ�Ȃ̂�����ł��������C���s��21�ƂȂ�C��/�N���[�j���O���C���t���ɂȂ����D)
�ȈՓI�ȉ����ł́CHAKKO FX-600��goot PX-251As/501AS/601AS�������C�����HAKKO�ɌR�z���オ��D
����goot�͊T���ĉ��x�̃��������S�����ĂɂȂ炸�C�w�����_�ł̃Y�����R�鎖���C�������̐U��������������D
�Ⴆ��300���ŃL�����u���[�g������Ń{���E����350���ɍ��킹��ƁCFX-600�Ȃ�355���Ƃ�360�����x�Ȃ̂ɁC
goot�̂͂ǂ��380���Ƃ��ɂȂ�L��l�ŁC�ł�蓖�Ăɂ͏o���Ȃ��Ƃ͌������܂�ɂ����e���D
>>92
����>>2��
> �����~�̃R�e�Ŗ����n���_�i���t���[�j���g�����A100�σR�e�ŗL���n���_���g�������n���_�t�����₷��
�͖������w�c
94 �F774���b�g���d�������F2013/11/27(��) 18:56:54.04 ID:2kXNS1tC
>>89
�Ȃ�ق�
�������Ƀx�e����������ȋC������
30w��60w�̈������������Ė������S�҂����炱�Đ悾���ւ��Ă��炭����ł���Ă݂��
�������i���W�߂�̂ɂ���ނ����ς������Ă���ɗ\�����̂���ςŃn���_���Ăɗ\�Z�����Ȃ�
���������̗~�����Ȃ�
�Ȃ�ق�
�������Ƀx�e����������ȋC������
30w��60w�̈������������Ė������S�҂����炱�Đ悾���ւ��Ă��炭����ł���Ă݂��
�������i���W�߂�̂ɂ���ނ����ς������Ă���ɗ\�����̂���ςŃn���_���Ăɗ\�Z�����Ȃ�
���������̗~�����Ȃ�
95 �F774���b�g���d�������F2013/11/27(��) 19:13:12.83 ID:FIkUEztJ
HAKKO�̓s�b�Ă��������T��������
96 �F774���b�g���d�������F2013/11/27(��) 20:53:43.11 ID:XS7kwmrj
97 �F774���b�g���d�������F2013/11/27(��) 21:07:48.32 ID:5ne4q4QG
>>92
������>>2��
��> �����~�̃R�e�Ŗ����n���_�i���t���[�j���g�����A100�σR�e�ŗL���n���_���g�������n���_�t�����₷��
���͖������
������������ɁA����͂Ђǂ��Ǝv�����B����e���v���i���N�ゾ�낤�j�ł͏C���X�ׂ�
������>>2��
��> �����~�̃R�e�Ŗ����n���_�i���t���[�j���g�����A100�σR�e�ŗL���n���_���g�������n���_�t�����₷��
���͖������
������������ɁA����͂Ђǂ��Ǝv�����B����e���v���i���N�ゾ�낤�j�ł͏C���X�ׂ�
98 �F774���b�g���d�������F2013/11/27(��) 21:33:01.14 ID:xQ1Z3qEM
100�ςł̓R�e�͔����Ă��Ȃ��Ǝv�����ǁE�E�E
(�_�C�\�[�̃R�e��420�~���炢����Ȃ����������H)
(�_�C�\�[�̔��c�̎��͒m��Ȃ�����)
�ӂ[�̗L���̔��c�Ȃ�R�e�͈����̂ł����Ȃ��Ƃ�������
�x�e�����Ȃ�Ƃ������A���S�҂����^���^�Ɖ��M�Ɨ�p���J��Ԃ��Ȃ���
�����Ă�Ɩ������c���ፂ���R�e�ł��Ђǂ��L�l���Ǝv�����lj����s���Ȃ�H
(�_�C�\�[�̃R�e��420�~���炢����Ȃ����������H)
(�_�C�\�[�̔��c�̎��͒m��Ȃ�����)
�ӂ[�̗L���̔��c�Ȃ�R�e�͈����̂ł����Ȃ��Ƃ�������
�x�e�����Ȃ�Ƃ������A���S�҂����^���^�Ɖ��M�Ɨ�p���J��Ԃ��Ȃ���
�����Ă�Ɩ������c���ፂ���R�e�ł��Ђǂ��L�l���Ǝv�����lj����s���Ȃ�H
99 �F774���b�g���d�������F2013/11/27(��) 21:35:51.57 ID:5ne4q4QG
���������Ȃ����
100 �F774���b�g���d�������F2013/11/27(��) 21:43:58.76 ID:0tjTb62w
���Đ�����𐄏����Ă�̂͂悢
101 �F774���b�g���d�������F2013/11/27(��) 23:24:35.92 ID:YvNpNFDK
100�~�R�e�͒m��ǁA
2000�~�R�e+�����c > 5���~�R�e+���t���[
2000�~�R�e+�����c > 5���~�R�e+���t���[
102 �F774���b�g���d�������F2013/11/27(��) 23:57:04.64 ID:ZkIhAJQo
�����m���
100�~�R�e�Ƃ����̂̓L�~�����߂Č���������
100�~�R�e�Ƃ����̂̓L�~�����߂Č���������
103 �F774���b�g���d�������F2013/11/28(��) 00:11:16.60 ID:Vez9yhBK
���A�n�����n���_�Ɏ����������œ]����������Ƃ�����www
104 �F774���b�g���d�������F2013/11/28(��) 00:25:46.41 ID:zcf+SW78
���Ђ�Ђ�Ђ�Ђ�
105 �F774���b�g���d�������F2013/11/28(��) 05:16:00.99 ID:5pLfCCbR
>>103
������J��Ԃ��A�u���̓Ŏ�v�̎g����ɂȂ�邼�I
������J��Ԃ��A�u���̓Ŏ�v�̎g����ɂȂ�邼�I
106 �F774���b�g���d�������F2013/11/28(��) 18:55:17.23 ID:oO5t3IMc
>>103
�V�n�����̃I���W�݂����ɖ���������Ă��犵��邼��
�V�n�����̃I���W�݂����ɖ���������Ă��犵��邼��
107 �F774���b�g���d�������F2013/11/28(��) 21:34:26.27 ID:EG4tOya6
��H�����̃I���W�̓n���_�����������ǁA�������ʼn��x�͂����Ă���
108 �F774���b�g���d�������F2013/11/28(��) 21:54:39.68 ID:pcbcGapk
�Ȃ��ɐ�w
109 �F774���b�g���d�������F2013/11/28(��) 21:57:48.19 ID:6mdg/3LB
�q���̍�������B
���Ԃ�ザ��Ȃ��ăA�S����B�A�S�͉��x�ɕq��������ȁB�����Ɍ����Ή��O�����B
�������A�߂Â��邾�������B���Ă��Ȃ��B
���Ԃ�ザ��Ȃ��ăA�S����B�A�S�͉��x�ɕq��������ȁB�����Ɍ����Ή��O�����B
�������A�߂Â��邾�������B���Ă��Ȃ��B
110 �F774���b�g���d�������F2013/11/28(��) 22:23:54.20 ID:kd3SJE+Z
���Ă̒ʓd���m�F����̂ɂ��Đ��@�̉��ɋ߂Â�����Ă̂͂悭����
���x�ɕq���ȕ��������ڑ�����邱�Ƃ��Ȃ�
���x�ɕq���ȕ��������ڑ�����邱�Ƃ��Ȃ�
111 �F774���b�g���d�������F2013/11/29(��) 09:53:51.98 ID:pU/979rj
>>107
���͓d�������B
���͓d�������B
112 �F774���b�g���d�������F2013/11/29(��) 13:55:36.31 ID:26U5Y1Vm
�@�̉����Ώ������l�Ԃ𐔐l�������Ƃ�����B
113 �F774���b�g���d�������F2013/11/29(��) 15:03:16.05 ID:du6Ask/t
���������I
114 �F774���b�g���d�������F2013/11/29(��) 16:02:06.00 ID:VNB/JDYS
�܂�Ŋm�F������uON�ł���i�͂��Ɓv�ƕԂ��ꂽ
115 �F774���b�g���d�������F2013/11/30(�y) 18:55:49.06 ID:Jm4YAoDb
116 �F774���b�g���d�������F2013/11/30(�y) 19:01:06.17 ID:+Pokg3Lp
���������ݓ��O�l�����Ȃ��l�^��߂��
117 �F774���b�g���d�������F2013/11/30(�y) 19:30:19.29 ID:epvGlhCz
�b�͔�т܂����A�X�̏ꍇ�͎O�d�_���O�����Ă킩�邶��Ȃ��ł����B
�i�M�d��(�̌v��)�͍�������A���̑���ɉ����R�e�̊r����
������悤�ȁj�S�O�O���t�߂̕X�̎O�d�_�݂�����
���x��m��̂Ɏg���镨�����ĉ����Ȃ��������ˁO�O�G
(�n���_���ėZ���J��Ԃ��ăt���b�N�X���ł��Z�_�����Ȃ�ł����ˁc)
�i�M�d��(�̌v��)�͍�������A���̑���ɉ����R�e�̊r����
������悤�ȁj�S�O�O���t�߂̕X�̎O�d�_�݂�����
���x��m��̂Ɏg���镨�����ĉ����Ȃ��������ˁO�O�G
(�n���_���ėZ���J��Ԃ��ăt���b�N�X���ł��Z�_�����Ȃ�ł����ˁc)
118 �F774���b�g���d�������F2013/11/30(�y) 19:47:11.36 ID:U7Rngz/2
>>117
�����̋Ìœ_(��420���j�͕W�������Ƃ��Ďg���Ă邯�ǁA
�e�N�j�b�N���v�邵���萫���ǂ��Ȃ��̂ŁA
���x�v�������������オ�肾�Ǝv��
�����̋Ìœ_(��420���j�͕W�������Ƃ��Ďg���Ă邯�ǁA
�e�N�j�b�N���v�邵���萫���ǂ��Ȃ��̂ŁA
���x�v�������������オ�肾�Ǝv��
119 �F774���b�g���d�������F2013/11/30(�y) 19:57:59.33 ID:epvGlhCz
�������A�����ł����A���������肪�Ƃ��������܂���m(_ _;)m
120 �F774���b�g���d�������F2013/12/01(��) 13:23:58.05 ID:77Vnf+QE
>>111
�c�t���̂���ߏ��̂��ɂ������006P�d�r���o�����
�u�Ȃ߂�ƊÂ��v�ƌ���ꂽ�̂œd�ɂ��r�߂���������B
�����Ă��̌�E�E�E
�c�t���̂���ߏ��̂��ɂ������006P�d�r���o�����
�u�Ȃ߂�ƊÂ��v�ƌ���ꂽ�̂œd�ɂ��r�߂���������B
�����Ă��̌�E�E�E
121 �F774���b�g���d�������F2013/12/01(��) 14:00:25.00 ID:GE/IBldb
�Ȃ߂�O�Ɋ������`����������ɗp����
��̐������ӂ������邢�́E�E�E
��̐������ӂ������邢�́E�E�E
122 �F774���b�g���d�������F2013/12/02(��) 08:37:15.19 ID:dvacSpmK
���܂��炢�������ɂ���
123 �F774���b�g���d�������F2013/12/03(��) 20:35:36.41 ID:vuXXxf8k
�������������O����
124 �F774���b�g���d�������F2013/12/03(��) 22:18:10.69 ID:te/HOwF8
�̐Ԃ����H
125 �F774���b�g���d�������F2013/12/08(��) 22:06:32.32 ID:ZHT5p0bC
�j�N����2�{ 30W + 60W + ����2���
��
����1�{
�ǂ����悤�������Ĕ����ĂȂ���
��
����1�{
�ǂ����悤�������Ĕ����ĂȂ���
126 �F774���b�g���d�������F2013/12/09(��) 00:07:42.80 ID:o22hpUvX
�j�N�����͂Ȃ�����
127 �F774���b�g���d�������F2013/12/09(��) 12:30:12.74 ID:eKL+cii/
�u���L�ʂ̏C���ł������łȂ����
�j�N�����̗e�ʂ͂������
�j�N�����̗e�ʂ͂������
128 �F774���b�g�����������F2013/12/09(��) 12:40:24.13 ID:XE0SSu1b
>>125
�l���Ⴂ�����Ă���悤�����A60W���Ă�菬����30W���Ă͏Ă��߂���h�����߂̂��̂ł͂Ȃ��B
���ǂ̓p���[�R���g���[���[���q�������H�ڂɂȂ�B
�Ȃ̂�60W�܂łŎ������Ȃ�A60W�̉�������1�{���͂邩�ɗǂ��B
�����āA
���Đ悪�ς����邱�Ƃ������x��ς����邱�Ƃ̂ق����܂�������B
�l���Ⴂ�����Ă���悤�����A60W���Ă�菬����30W���Ă͏Ă��߂���h�����߂̂��̂ł͂Ȃ��B
���ǂ̓p���[�R���g���[���[���q�������H�ڂɂȂ�B
�Ȃ̂�60W�܂łŎ������Ȃ�A60W�̉�������1�{���͂邩�ɗǂ��B
�����āA
���Đ悪�ς����邱�Ƃ������x��ς����邱�Ƃ̂ق����܂�������B
129 �F774���b�g���d�������F2013/12/09(��) 14:02:19.81 ID:qoJDKKD1
130 �F774���b�g���d�������F2013/12/09(��) 15:30:47.82 ID:+IQw/nWo
���m�d�@���Ă��Ăō����ő����Č������E��Ō����������Ƃ��Ȃ����
���Ƀz���Z����傫���Ȃ��H��X�ł�goot�����@�������������f������Ă�̂�
>>129�̂ȂA����ł������Ă������@�\�Ԃ肾���NJ�Ƃ̓����͂���̂���
���Ƀz���Z����傫���Ȃ��H��X�ł�goot�����@�������������f������Ă�̂�
>>129�̂ȂA����ł������Ă������@�\�Ԃ肾���NJ�Ƃ̓����͂���̂���
131 �F774���b�g���d�������F2013/12/09(��) 23:31:05.71 ID:VZnuRyO5
goot�̓t�@�~�R���݊��@�Ɏ��Ă�B
���p�エ�悻��薳����������Ƃ����₷���Ƃ͌������f�U�C��������s���Ă�B
���p�エ�悻��薳����������Ƃ����₷���Ƃ͌������f�U�C��������s���Ă�B
132 �F774���b�g���d�������F2013/12/12(��) 01:52:04.13 ID:UKnF2VZ+
�F�X�g���Ėڂ��삦�Ă���ƁA���R�Ɣ�������ɂȂ��Ă���C������B
�z�[���Z���^��good�戵�������̂́A�d����l�������Ƃ�
�c�Ƃ̔��荞�݂���肢�Ƃ��炶��Ȃ��H
�z�[���Z���^�ŁA�͂��i�̑P�������f�ł���S���Ȃ�ĊF�����낤��
�w���w���A����Ȃɂ�����薳���Ǝv�����i�����āA�@�\���\�R�\�R�Ȃ�n�j�̑w�j�B
�܂�N����556����ʂɔ����Ă���̂Ɠ����悤�ȗ��R�B
������ƒm���Ă�l�Ȃ�A556�͐���������
�����Ǝg���Ȃ�WD40�������č\�}�Ɏ��Ă�Ǝv���B
�z�[���Z���^��good�戵�������̂́A�d����l�������Ƃ�
�c�Ƃ̔��荞�݂���肢�Ƃ��炶��Ȃ��H
�z�[���Z���^�ŁA�͂��i�̑P�������f�ł���S���Ȃ�ĊF�����낤��
�w���w���A����Ȃɂ�����薳���Ǝv�����i�����āA�@�\���\�R�\�R�Ȃ�n�j�̑w�j�B
�܂�N����556����ʂɔ����Ă���̂Ɠ����悤�ȗ��R�B
������ƒm���Ă�l�Ȃ�A556�͐���������
�����Ǝg���Ȃ�WD40�������č\�}�Ɏ��Ă�Ǝv���B
133 �F774���b�g���d�������F2013/12/12(��) 02:54:53.47 ID:ImAYq1Yz
�����̋Ζ����Ă���Ђł̓{���R�[�g�̔��c���Ă��g���Ă��ȁB
�����^�����Ď���ł͓�������g���Ă��B�H�t�ɍs���Ă������Ă�
�X�͂��܂�Ȃ������悤�ȋC������B
����goot�̉����łȂ�������肾���ǁB
�����^�����Ď���ł͓�������g���Ă��B�H�t�ɍs���Ă������Ă�
�X�͂��܂�Ȃ������悤�ȋC������B
����goot�̉����łȂ�������肾���ǁB
134 �F774���b�g���d�������F2013/12/12(��) 08:13:46.38 ID:/SgiDilE
>>132
556��WD40�͌\���S�����낗
556��WD40�͌\���S�����낗
135 �F774���b�g���d�������F2013/12/12(��) 10:48:33.51 ID:XSrzkGiG
goot��CX-20�g�����B
136 �F774���b�g���d�������F2013/12/13(��) 05:54:50.56 ID:N+7ph7U2
���܂܂ł����Ɣ�����55W 370���̃R�e�g���Ă����Ǎŋ߃R�l�N�^�֘A���������Ƃ�������goot��TQ-95(15W/90W�^�[�{�t)������
�֗������Ǎŏ��͒������ă^�[�{�X�C�b�`�g���܂����Ă���R�e��S�̂��^���ԂɎܔM���ďł���w
�֗������Ǎŏ��͒������ă^�[�{�X�C�b�`�g���܂����Ă���R�e��S�̂��^���ԂɎܔM���ďł���w
137 �F774���b�g���d�������F2013/12/13(��) 10:21:26.94 ID:EGYAg7gX
�^���ԂɂȂ�܂ʼn��M�o����̂��E�E�E
�O�̌^���܂߂�15�N���炢�g���Ă邯�ǁA��������ƂȂ���B
�O�̌^���܂߂�15�N���炢�g���Ă邯�ǁA��������ƂȂ���B
138 �F774���b�g���d�������F2013/12/13(��) 13:50:39.85 ID:GOgmu5aH
�ǂ����̃V���b�v�u���O���ԔM�Ƃ������Ă���
��l�ɂȂ��ď��߂��W�����ƃo�J�Ȃ��Ƃ���Ƀw�^�N�\������Ȃ�
�f�l���f�l�̂܂�肭�Ȃ�̂�������A��ς����
��l�ɂȂ��ď��߂��W�����ƃo�J�Ȃ��Ƃ���Ƀw�^�N�\������Ȃ�
�f�l���f�l�̂܂�肭�Ȃ�̂�������A��ς����
139 �F774���b�g���d�������F2013/12/13(��) 18:07:06.88 ID:dNYB0uVI
�����q�i���P�j�Ɏg�킹����
�u���̃{�^�������������H�v�ƕ�����āA�R�e������Ԃ������Ă���B
�u���̃{�^�������������H�v�ƕ�����āA�R�e������Ԃ������Ă���B
140 �F774���b�g���d�������F2013/12/13(��) 21:47:30.20 ID:5acrVs3Z
�Ȃ��90W�Ȃ낤��
���������}���Ă��ǂ��Ǝv������
���������}���Ă��ǂ��Ǝv������
141 �F774���b�g���d�������F2013/12/13(��) 22:00:30.54 ID:dNYB0uVI
142 �F774���b�g���d�������F2013/12/13(��) 22:01:58.56 ID:GOgmu5aH
���ق��@���M�̈Ӗ��킩���Ă�́H
PRESTO��20W/130W
TQ��BC��C�̂��Đ悪���邩�炳�����Ƒւ���
PRESTO��20W/130W
TQ��BC��C�̂��Đ悪���邩�炳�����Ƒւ���
143 �F774���b�g���d�������F2013/12/13(��) 22:05:50.13 ID:dNYB0uVI
>>142
�A���J�[�ł��Ȃ��ƁA�I���Ɍ������ĂƂ�ȃ��X���Ă�悤�Ɍ������B
�A���J�[�ł��Ȃ��ƁA�I���Ɍ������ĂƂ�ȃ��X���Ă�悤�Ɍ������B
144 �F774���b�g���d�������F2013/12/13(��) 22:14:52.14 ID:GOgmu5aH
���荞�z�������Ƃ����l����
�悭���邱�Ƃő����ɂ͂Ȃ��
�悭���邱�Ƃő����ɂ͂Ȃ��
145 �F774���b�g���d�������F2013/12/13(��) 22:22:18.21 ID:dNYB0uVI
�������ǂ����͒m��ǁA���Ȓ����Ă��Ƃ͗����ł����B
146 �F774���b�g���d�������F2013/12/14(�y) 03:59:07.04 ID:0o8OhQSI
�v���X�g�͉��M���߂��ăR�e���X���[�u���c��ŌŒ��݂����Șb���悭��������
�͂��߂̈�{�ɑE�߂�l����������ǂ��A���S�Ҍ����ł͖���������
�͂��߂̈�{�ɑE�߂�l����������ǂ��A���S�Ҍ����ł͖���������
147 �F774���b�g���d�������F2013/12/14(�y) 08:53:59.03 ID:SRKGl4i9
�ł��֗�������Ȃ�
goot�̓����悤�Ȃ̂��g���Ă����͎g���ɂ�����A�܂����̃X�C�b�`��
�n���_�s�ǂő��M�������Ȃ��Ȃ�����ǂ��v���o���Ȃ������B
������l����ƃv���X�g�͏\���g����������Ǝv����B
������C������Ȃ����ǂˁB
goot�̓����悤�Ȃ̂��g���Ă����͎g���ɂ�����A�܂����̃X�C�b�`��
�n���_�s�ǂő��M�������Ȃ��Ȃ�����ǂ��v���o���Ȃ������B
������l����ƃv���X�g�͏\���g����������Ǝv����B
������C������Ȃ����ǂˁB
148 �F774���b�g���d�������F2013/12/14(�y) 10:12:25.99 ID:7jY2y8G6
�ƎҌ����̃z�[���Z���^�[������ق炠���
�t���b�N�X����ނ��������蔒�������u���ĂȂ�������r�b�N������
�t���b�N�X����ނ��������蔒�������u���ĂȂ�������r�b�N������
149 �F774���b�g���d�������F2013/12/14(�y) 10:21:29.88 ID:hgkaWXlv
>140
DC����ɂ����180W���I������
DC����ɂ����180W���I������
150 �F774���b�g���d�������F2013/12/14(�y) 12:01:35.64 ID:vgnuMcLG
�I���̓v�������o���C���J�o���ɂ̓v���X�g����Ă�B
�Œ��͂�����Ƃ����F���ŁA���Đ�ƕی�p�C�v�͕����������ꏏ�ɓ���ւ��Ă���B
��������B
�Œ��͂�����Ƃ����F���ŁA���Đ�ƕی�p�C�v�͕����������ꏏ�ɓ���ւ��Ă���B
��������B
151 �F774���b�g���d�������F2013/12/14(�y) 12:26:17.58 ID:MRHQpr7j
�v���p����
152 �F774���b�g���d�������F2013/12/14(�y) 12:28:03.53 ID:vgnuMcLG
����Ȃ�����
�ی�p�C�v���ꏏ�ɔ����Ώ��S�҂ł��������Č������������킯�ŁB
�ی�p�C�v���ꏏ�ɔ����Ώ��S�҂ł��������Č������������킯�ŁB
153 �F774���b�g���d�������F2013/12/14(�y) 14:15:24.56 ID:MRHQpr7j
�ȂƃR�m��Y
154 �F774���b�g���d�������F2013/12/14(�y) 18:20:09.02 ID:xLjvrkDP
�v����������āA�C�C����g���Ă͂t������肭�Ƃ͌���Ȃ��B
��d�@��̏C���ŁA�Ód�C���A�[�X���Ƃ炸�ɖ����Ƀj�N�����q�[�^�[�̂͂��Ďg���Ă���l��A�^���[�J�[�̃T�[�r�X�}���ŁA�����Ɖ��t���[�̊Ǘ��������ꒃ�ŁA�C����e���u����͂�{�[�����ʁA�t���b�N�X�ׂ�����Ő��Ȃ��Ȃ�Ă�����O�̐l���邩��ˁB
���݂ɂ��̃T�[�r�X�}���́A�T�[�r�X�}�����Q�T�N�ƂR�O�N�ł���
��d�@��̏C���ŁA�Ód�C���A�[�X���Ƃ炸�ɖ����Ƀj�N�����q�[�^�[�̂͂��Ďg���Ă���l��A�^���[�J�[�̃T�[�r�X�}���ŁA�����Ɖ��t���[�̊Ǘ��������ꒃ�ŁA�C����e���u����͂�{�[�����ʁA�t���b�N�X�ׂ�����Ő��Ȃ��Ȃ�Ă�����O�̐l���邩��ˁB
���݂ɂ��̃T�[�r�X�}���́A�T�[�r�X�}�����Q�T�N�ƂR�O�N�ł���
155 �F774���b�g���d�������F2013/12/14(�y) 18:50:45.76 ID:MRHQpr7j
���͒��w�̎��ƂœK���ɋ�����ďI���
156 �F774���b�g���d�������F2013/12/14(�y) 18:57:19.05 ID:wjzTh+KW
�͂�{�[��
�у{�[��
�у{�[��
157 �F774���b�g���d�������F2013/12/14(�y) 19:11:38.17 ID:nQUvSdty
�ŋ߂̔��c�͖���c����Ȃ��́H
�X�e�����X�p�̃t���b�N�X�Ƃ��͌㏈�������Ƃ��Ȃ���
���т̌����ɂȂ邯�ǁA�Q�̂Ȃ��t���b�N�X�Ȃ�c���Ƃ����ق���
�ی�疌�ɂȂ��Ă�����ˁH
�X�e�����X�p�̃t���b�N�X�Ƃ��͌㏈�������Ƃ��Ȃ���
���т̌����ɂȂ邯�ǁA�Q�̂Ȃ��t���b�N�X�Ȃ�c���Ƃ����ق���
�ی�疌�ɂȂ��Ă�����ˁH
158 �F774���b�g���d�������F2013/12/15(��) 00:53:55.02 ID:KLQudvzp
�ł�����ς�Q�����^�[�~�i���̗\���͂͂Ȃ������Ă�
�̂Ȃ���̊ʓ���y�[�X�g�g���Ƃ��蓾�Ȃ����炢�ȒP�ɂ��܂��s���ˁA������
�̂Ȃ���̊ʓ���y�[�X�g�g���Ƃ��蓾�Ȃ����炢�ȒP�ɂ��܂��s���ˁA������
159 �F774���b�g���d�������F2013/12/15(��) 00:57:29.22 ID:ca/SO9j3
RMA�^�C�v�̃t���b�N�X�ł���ȏ���K�Ȃ̒m��Ȃ��悤����
160 �F774���b�g���d�������F2013/12/15(��) 10:16:55.00 ID:keOkF8MK
�t���b�N�X�Ƃ����Ɗ��d�r�����������_�ɗn�������z�ł����H
161 �F774���b�g���d�������F2013/12/15(��) 12:16:18.52 ID:aq6jFweJ
��̐ō����g�ƒ���g�����郄�c
162 �F774���b�g���d�������F2013/12/15(��) 13:58:31.48 ID:YBFl30NH
�t���b�N�X��
163 �F774���b�g���d�������F2013/12/15(��) 14:03:25.46 ID:YBFl30NH
�����ƁA�w���x�������Ă��c��
164 �F774���b�g���d�������F2013/12/15(��) 14:20:30.86 ID:5Rtdhwrt
HOYA�̋��ڂ̂Ȃ����ߗ��p�����Y
�c���Ă��܂ł͂��ꂪ������O�ŁAHOYA�����i���ς�������Ă��
�c���Ă��܂ł͂��ꂪ������O�ŁAHOYA�����i���ς�������Ă��
165 �F774���b�g���d�������F2013/12/16(��) 07:45:36.20 ID:IdewEOjc
���d�r��z��o�����ƍH��T�r�T�r�ɂȂ��ˁE�E
166 �F774���b�g���d�������F2013/12/20(��) 20:32:23.63 ID:pDH8Z6mi
�͂Ŋ����O�\����?
167 �F774���b�g���d�������F2013/12/20(��) 21:44:36.61 ID:qkP4PaLU
�X�Y�Ɖ��̍����ő咰�ۂ̎��[�̉���Ɩ{�C�Ŏv���Ă���̂��H
168 �F774���b�g���d�������F2013/12/21(�y) 09:39:11.62 ID:gYaPYp10
���^�������O�\�ŗǂ��̂ł���
169 �F774���b�g���d�������F2013/12/21(�y) 11:47:51.17 ID:zGp3+YRp
���c�H���ĉ�����o���H
170 �F774���b�g���d�������F2013/12/21(�y) 12:13:02.44 ID:YLS6y2bx
�_�C�J�X�g�̌^�������Ȃ�Ƃ��Ȃ��łˁH
171 �F774���b�g���d�������F2013/12/21(�y) 12:21:36.03 ID:O9ZqcbPy
�}�^���L���I
172 �F774���b�g���d�������F2013/12/22(��) 23:26:52.49 ID:YtfeQjUn
�N�\�Q�[������̂�
173 �F774���b�g���d�������F2013/12/23(��) 13:57:12.84 ID:C84RGHDs
�d���ł���Ă��肷�邩�猾��͂܂��킩�����
���̕s��p�ȉ��ɂ͂͂��ď�ǂ��ٗl�ɍ��߂���
���̕s��p�ȉ��ɂ͂͂��ď�ǂ��ٗl�ɍ��߂���
174 �F774���b�g���d�������F2013/12/23(��) 15:21:14.76 ID:MEhztOyH
>>173
�������H�ɒu��������ƃI�����̂���
�������H�ɒu��������ƃI�����̂���
175 �F774���b�g���d�������F2013/12/24(��) 11:24:30.90 ID:/SbOUu0R
�L������
�k�������Ă�ƈ݂�x�����J���J���Ď������o�Ă���
������Đl�̂ɉe���Ȃ��́H
�k�������Ă�ƈ݂�x�����J���J���Ď������o�Ă���
������Đl�̂ɉe���Ȃ��́H
176 �F774���b�g���d�������F2013/12/24(��) 11:35:02.55 ID:aOiIrU/Z
���C����
177 �F774���b�g���d�������F2013/12/24(��) 16:13:21.44 ID:RMVIBpqX
�I�X�X���̃}�X�N�������Ă���
178 �F774���b�g�����������F2013/12/24(��) 17:16:22.23 ID:VGWLheMC
>>175
�댯�L�Q���͂��̓�B�n���Q���t���[���t���[��ɓ���͂̏ꍇ�B
�E�����N��Q
�E�̂ǁA�@�̎h�������͋C���������Ȃ邱�Ƃ�����B
www.nihonsuperior.co.jp/download/pdf/dtb2/MSDS_A2035_SN100C(044).pdf
�댯�L�Q���͂��̓�B�n���Q���t���[���t���[��ɓ���͂̏ꍇ�B
�E�����N��Q
�E�̂ǁA�@�̎h�������͋C���������Ȃ邱�Ƃ�����B
www.nihonsuperior.co.jp/download/pdf/dtb2/MSDS_A2035_SN100C(044).pdf
179 �F774���b�g���d�������F2013/12/24(��) 19:41:37.20 ID:TekMZ7cH
>>177
���̎����ɂȂ��Ă܂��ɒB���l�����ꂽ����^�C�K�[�}�X�N
���̎����ɂȂ��Ă܂��ɒB���l�����ꂽ����^�C�K�[�}�X�N
180 �F774���b�g���d�������F2013/12/24(��) 20:27:54.16 ID:/SbOUu0R
>>178
�����͂�����A���t���[����Ȃ��Ǝv��
�����͂�����A���t���[����Ȃ��Ǝv��
181 �F774���b�g���d�������F2013/12/24(��) 20:43:26.85 ID:GlK6YExH
>>178
�_�C�\�[�̂��Ăǂ��Ȃ́H
�_�C�\�[�̂��Ăǂ��Ȃ́H
182 �F774���b�g���d�������F2013/12/24(��) 22:10:30.37 ID:/Q8TlNyl
�L���p�t���b�N�X�����đ̂ɂ����Ƃ͎v��Ȃ����ǂȁO�O�G
�i���̉������Ĕ��������O����Ă���烄�j�̉������Ď����悤�Ȃ��낗
�i���̉������Ĕ��������O����Ă���烄�j�̉������Ď����悤�Ȃ��낗
183 �F774���b�g���d�������F2013/12/24(��) 22:35:48.16 ID:IXvYsS8w
�L���p�t���b�N�X���̂ɂ����ƒN�����������ȁH
184 �F774���b�g���d�������F2013/12/24(��) 23:20:05.01 ID:/Q8TlNyl
���߂�A�Ȃ猾������
�L���p�t���b�N�X�����Ė��Q���Ƃ͎v��Ȃ����ǂȁO�O�G(�ȉ���
�L���p�t���b�N�X�����Ė��Q���Ƃ͎v��Ȃ����ǂȁO�O�G(�ȉ���
185 �F774���b�g���d�������F2013/12/24(��) 23:24:15.51 ID:g7sWejHt
�C�ɂȂ�l�ׂ̈ɗL���V�[�����K�v����
186 �F774���b�g�����������F2013/12/25(��) 11:17:49.91 ID:zsigDFN8
>>180-181
178�̈��S��������͂�����Ƃ͍l���ɂ����B
�Ȃ̂ł܂��A���[�J�[�s�ځA�^�ԕs�ڂ̂͂͂�������L�Q�Ǝv���ĊԈႢ�Ȃ��B
���C����Ȃ�}�X�N����Ȃ�A���̂͂��g���̂���߂�Ȃ�A���Ă���Ƃ��������悤���Ȃ��B
www.soldering-guide.com/archives/50580454.html
> ���Ђł��@�N�ɂP�x�@���t���������Č������̔Z�x���������Ă��܂����A
> ���܂łɁ@��l�����@���������N�X�����������߂Ɂ@�n���_�t����Ƃ���
> �O��Ă���������Ƃ�����܂��B
178�̈��S��������͂�����Ƃ͍l���ɂ����B
�Ȃ̂ł܂��A���[�J�[�s�ځA�^�ԕs�ڂ̂͂͂�������L�Q�Ǝv���ĊԈႢ�Ȃ��B
���C����Ȃ�}�X�N����Ȃ�A���̂͂��g���̂���߂�Ȃ�A���Ă���Ƃ��������悤���Ȃ��B
www.soldering-guide.com/archives/50580454.html
> ���Ђł��@�N�ɂP�x�@���t���������Č������̔Z�x���������Ă��܂����A
> ���܂łɁ@��l�����@���������N�X�����������߂Ɂ@�n���_�t����Ƃ���
> �O��Ă���������Ƃ�����܂��B
187 �F774���b�g���d�������F2013/12/25(��) 21:55:03.43 ID:G8lyHwgT BE:420381623-2BP(3)
>>184
>>178��
> �댯�L�Q���͂��̓�B�n���Q���t���[���t���[��ɓ���͂̏ꍇ�B
�Ƃ����̂́C
�n���Q���t���[���t���[��ɓ���͂̏ꍇ�̊댯�L�Q���͂��̓�B
���ĈӖ��D(�ȂƎv��)
�v�͏����������������ŁC���R�Ȃ���n���Q���t���[�Ŗ����͂�L���͂����̂Ɉ����Ƃ����_�ł͈�v���Ă�̂ł͂ƁD
>>178��
> �댯�L�Q���͂��̓�B�n���Q���t���[���t���[��ɓ���͂̏ꍇ�B
�Ƃ����̂́C
�n���Q���t���[���t���[��ɓ���͂̏ꍇ�̊댯�L�Q���͂��̓�B
���ĈӖ��D(�ȂƎv��)
�v�͏����������������ŁC���R�Ȃ���n���Q���t���[�Ŗ����͂�L���͂����̂Ɉ����Ƃ����_�ł͈�v���Ă�̂ł͂ƁD
188 �F774���b�g���d�������F2014/01/01(��) 17:34:06.35 ID:GIvdS2Vp
�|���v���s�����̗e�킪�j�����Ă����̂ŁA���N�ڒ��܂�
�_�����Ŏ����Ă݂����A�Ă̒��蔍���ꂽ�B
�����ŁA���ꂽ�j�Ђ����Ă����e�[�v�ʼn��~�߁A
���c���Ăŏ��̕���������ɗn�����n�ڂ��Ă݂���
�ĊO�����ƂƂ������������肭�������B
�͂��ĂɊ��ӁI���肪�Ƃ�!!
�_�����Ŏ����Ă݂����A�Ă̒��蔍���ꂽ�B
�����ŁA���ꂽ�j�Ђ����Ă����e�[�v�ʼn��~�߁A
���c���Ăŏ��̕���������ɗn�����n�ڂ��Ă݂���
�ĊO�����ƂƂ������������肭�������B
�͂��ĂɊ��ӁI���肪�Ƃ�!!
189 �F774���b�g���d�������F2014/01/01(��) 19:37:57.48 ID:ydyfLw4U
�ڒ��܂ɂ���ނ�����킯�ŁE�E�E
190 �F774���b�g���d�������F2014/01/01(��) 20:22:58.15 ID:VwkW5JJf
���j����ł͂Ȃ����S���͌^�ł��g�����E�E�E
191 �F774���b�g���d�������F2014/01/03(��) 20:04:22.05 ID:ywmRN8hr
�^�J�L�b�g����Ă݂����E�E
192 �F774���b�g���d�������F2014/01/03(��) 23:10:58.33 ID:DaEp3PG7
�d������A
���^�R���Ƃ����[�q�ɔz���t�����������ǁA20W�̃R�e�őS���n�������Ȃ��J���܂����B�_�����Ă����炾�Ǝv���̂ł����A
���^�R���Ȃ�40W�Ƃ��̕����ǂ������̂ł��傤���H
�܂��A�Â��n���_�͋z�����@�Ŏ�����
�V�����n���_�𗬂����ނ̂���{�ł����H
���^�R���Ƃ����[�q�ɔz���t�����������ǁA20W�̃R�e�őS���n�������Ȃ��J���܂����B�_�����Ă����炾�Ǝv���̂ł����A
���^�R���Ȃ�40W�Ƃ��̕����ǂ������̂ł��傤���H
�܂��A�Â��n���_�͋z�����@�Ŏ�����
�V�����n���_�𗬂����ނ̂���{�ł����H
193 �F774���b�g���d�������F2014/01/03(��) 23:21:37.12 ID:S4p6q0Un
��i�ɂ���
194 �F774���b�g���d�������F2014/01/04(�y) 00:33:50.76 ID:uTay3nLd
�d���̓z�ȂV���l
�T�|�[�g�Ȃ炻�����ł���Ă��炦
�T�|�[�g�Ȃ炻�����ł���Ă��炦
195 �F774���b�g���d�������F2014/01/04(�y) 00:40:41.22 ID:WMnjJ1r2
�o�������̗��������A�_������ƈ����C�͂��邯��
�Z�_�̈Ⴂ��(�����ւڂȂ��������m���)������Ǝ������������B
�x�^�p�^�[���ƃX���z�[���̃����h�Ƃ̊Ԃ͌D�\������ɍi����
�M��R��傫�����ăn���_���₷�����Ă�����̂�����
���܂Ƀw�{�ȃ��[�J�[���ƃx�^�Ȃ܂܂Ŏ蔼�c���ᖳ���Ȃ��Ƃ�����܂��B
���^�R�����ď����ł��A�Ȃ��H����B
�Z�_�̈Ⴂ��(�����ւڂȂ��������m���)������Ǝ������������B
�x�^�p�^�[���ƃX���z�[���̃����h�Ƃ̊Ԃ͌D�\������ɍi����
�M��R��傫�����ăn���_���₷�����Ă�����̂�����
���܂Ƀw�{�ȃ��[�J�[���ƃx�^�Ȃ܂܂Ŏ蔼�c���ᖳ���Ȃ��Ƃ�����܂��B
���^�R�����ď����ł��A�Ȃ��H����B
196 �F774���b�g���d�������F2014/01/04(�y) 17:56:45.81 ID:K2luqrnD
���^���C�Y�h�|�����Ƃ��t�B�����R���f���T�H
197 �F774���b�g���d�������F2014/01/05(��) 18:49:22.63 ID:mxcJRhOl
�X�}���E�t�B�����E�R���f���T�H
�l�W�����̑��ɃR�l�N�^����^�u�\�B
�l�W�����̑��ɃR�l�N�^����^�u�\�B
198 �F774���b�g���d�������F2014/01/06(��) 01:10:10.15 ID:Xfq9IXyl
���^���I�L�T�C�h�R���f���T
199 �F774���b�g���d�������F2014/01/06(��) 08:54:33.21 ID:9yBzD87a
���^���I�L�T�C�h�X�C�b�`
200 �F774���b�g���d�������F2014/01/06(��) 09:56:40.64 ID:Aeag2fyP
���ꂩ�E�E�E
http://www.electronicparts.jp/ab/abmcn.html
�d���̑����ɂ���邩���B
��������ƁA�Q�O�v���ƌ����������ˁc�@�[�q���̔M�e�ʂ͂���قǂȂ��Ǝv������
http://www.electronicparts.jp/ab/abmcn.html
�d���̑����ɂ���邩���B
��������ƁA�Q�O�v���ƌ����������ˁc�@�[�q���̔M�e�ʂ͂���قǂȂ��Ǝv������
201 �F774���b�g���d�������F2014/01/06(��) 19:28:54.36 ID:VxOYJnkU
Goot RX-852���������ŌÂ��n���_�S�e��S���̂Ă��܂����̂ł����A
�����Ă����Ȃ����̏��Ɉړ����ăn���_�t������͔̂��ɂ�������orz
�̂ĂĂ��܂������ʂ̃Z���~�b�N�R�e�������̂��Ȃ�
FX600�Ƃ����Ǝv�������ǁA�p�`���m�ɂ��Ă݂��B
ttp://www.ebay.com/itm/121040263514
���N�e�J
�����Ă����Ȃ����̏��Ɉړ����ăn���_�t������͔̂��ɂ�������orz
�̂ĂĂ��܂������ʂ̃Z���~�b�N�R�e�������̂��Ȃ�
FX600�Ƃ����Ǝv�������ǁA�p�`���m�ɂ��Ă݂��B
ttp://www.ebay.com/itm/121040263514
���N�e�J
202 �F774���b�g���d�������F2014/01/06(��) 20:25:06.23 ID:n9EOtAoM
�I�����p�`���̑�D�������ǁA
���ꂾ�ƃR�e��ς����Ȃ��ˁB
�g���̂Ă��ȁB
���ꂾ�ƃR�e��ς����Ȃ��ˁB
�g���̂Ă��ȁB
203 �F774���b�g���d�������F2014/01/06(��) 22:54:35.22 ID:VxOYJnkU
����A���������B���͂���Ȃ����甃��Ȃ��������ǁB
http://www.ebay.com/itm/310829799110
http://www.ebay.com/itm/271355554797
�ėp�^������B
http://www.ebay.com/itm/360813670208
http://www.ebay.com/itm/310829799110
http://www.ebay.com/itm/271355554797
�ėp�^������B
http://www.ebay.com/itm/360813670208
204 �F774���b�g���d�������F2014/01/06(��) 23:32:55.18 ID:ygZBleWN
�p�`�����Ă�������900�݊��ɂȂ��Ă����Ȃ��́H
205 �F774���b�g���d�������F2014/01/06(��) 23:47:56.70 ID:VxOYJnkU
����͒m��@�p�`���m�ɂ₽��Ȃ��Ƃ͊��҂ł��Ȃ���
206 �F774���b�g���d�������F2014/01/07(��) 01:35:13.67 ID:CggOQvAj
hakko��900M�V���[�Y�̃R�e��͂ǂ������o�܂��m��Ȃ����A���R�e�̃f�t�@�N�g�X�^���_�[�h�ɂȂ��Ă���Ă�����
900M�����t�@�C�������̂�FX888�Ƃ�FX600��T18�V���[�Y��900M�Ƃ��T�C�Y�I�ɂ̓R���p�`������A
���̃R�e�̃R�e�悪900M�݊��Ȃ�A�܂���FX600�̃p�`���Ƃ��Ďg����������
900M�����t�@�C�������̂�FX888�Ƃ�FX600��T18�V���[�Y��900M�Ƃ��T�C�Y�I�ɂ̓R���p�`������A
���̃R�e�̃R�e�悪900M�݊��Ȃ�A�܂���FX600�̃p�`���Ƃ��Ďg����������
207 �F774���b�g���d�������F2014/01/07(��) 18:19:27.23 ID:ddHbnSWU
>>206
�����Ȃ�ł����B�����ڂ͊m���ɂ�������ł��ȁB
�͂�����T�C�Y���v���Ă݂܂��B
���Ƃ�$10 FreeShipping�Ŕ�����HAKKO FG-100�Ŋm�F�ƍZ�������悤�B
�������ARX-852AS�Ō�����葪��l�͐��������ǁA����������������҂Ȃ��B
�����Ȃ�ł����B�����ڂ͊m���ɂ�������ł��ȁB
�͂�����T�C�Y���v���Ă݂܂��B
���Ƃ�$10 FreeShipping�Ŕ�����HAKKO FG-100�Ŋm�F�ƍZ�������悤�B
�������ARX-852AS�Ō�����葪��l�͐��������ǁA����������������҂Ȃ��B
208 �F774���b�g���d�������F2014/01/07(��) 18:33:15.38 ID:J0nuVVND
907�̃p�`�����̃R�e���͂����B�W�����N���������̃X�e�[�V�����ɂȂ��ŁA����܂��p�`������FG-100�ŃL�����u���[�V��������Ƃ����B�Ƃ肠���������B�\�����낤�B
900M��FX888�ăT�C�Y�I�ɂ͓����Ȃ̂��A�m��Ȃ������B���͂��N�ʂ�888D�Ńf�W�^���Ɉڍs����B
900M��FX888�ăT�C�Y�I�ɂ͓����Ȃ̂��A�m��Ȃ������B���͂��N�ʂ�888D�Ńf�W�^���Ɉڍs����B
209 �F774���b�g���d�������F2014/01/07(��) 18:56:42.05 ID:2smYnOvw
�͂��߂���ǂ��̂����ق����E�E�E
210 �F774���b�g���d�������F2014/01/07(��) 19:14:34.38 ID:/I9vX7Uj
�A�}�`���A�p�r�Ńf�W�^�����̃����b�g�͂قƂ�ǖ����悤�ȥ��
FX-888D���ƃR�e�扷�x�̃v���Z�b�g�@�\���炢�H
������FX-950���g���Ă���B�������������ɉ��x��ݒ肷��
���Ȃ�ĂقƂ�ǖ������A�{���ɂ������荇�킹������R�e���
���x�𑪂�K�v������̂͂ǂ������ꏏ�����B�_�C������������
�ݒ艷�x�����R�ɕς���������֗����Ǝv��
FX-888D���ƃR�e�扷�x�̃v���Z�b�g�@�\���炢�H
������FX-950���g���Ă���B�������������ɉ��x��ݒ肷��
���Ȃ�ĂقƂ�ǖ������A�{���ɂ������荇�킹������R�e���
���x�𑪂�K�v������̂͂ǂ������ꏏ�����B�_�C������������
�ݒ艷�x�����R�ɕς���������֗����Ǝv��
211 �F774���b�g���d�������F2014/01/07(��) 19:47:02.43 ID:vDg98Tm+
���c�t���̃v���́A���čH��̃��C���ɂ������A
�����̉�Ђł̓}���[�V�A�Ɉڂ�E�E�E
100�ς̏��i�̔��c�t���͂����炭�����l���낤���ǁA
�����������c�t���̎d�����v���ȂȁB
�����̉�Ђł̓}���[�V�A�Ɉڂ�E�E�E
100�ς̏��i�̔��c�t���͂����炭�����l���낤���ǁA
�����������c�t���̎d�����v���ȂȁB
212 �F774���b�g���d�������F2014/01/07(��) 20:50:46.36 ID:LWNXN93u
�v�������낢�낾�����
�P�Ɏd���Œ��N����Ă�̂��v��
���������̐l���v��
�O�̉�Ђ�20�N����Ƃ����z�̓I�[�o�[�q�[�g��s���z�[���̗��ŋt�ɂт����肵��
�����ʂ���������QC��������
�����炭���������̉�ЂƎv���Ă��낤��
�P�Ɏd���Œ��N����Ă�̂��v��
���������̐l���v��
�O�̉�Ђ�20�N����Ƃ����z�̓I�[�o�[�q�[�g��s���z�[���̗��ŋt�ɂт����肵��
�����ʂ���������QC��������
�����炭���������̉�ЂƎv���Ă��낤��
213 �F774���b�g���d�������F2014/01/07(��) 23:31:24.97 ID:IMBNQ4ho
�l�H�q���̊������邨���������
���ߑ��Ŗ��ߐs����������
���ߑ��Ŗ��ߐs����������
214 �F774���b�g���d�������F2014/01/07(��) 23:59:43.33 ID:LWNXN93u
�������͊�͂���ĂȂ�������
�n�[�l�X�̑�����R�l�N�^�̃|�b�e�B���O�AMLI�D�����肵�Ă��悤��
�n�[�l�X�̑�����R�l�N�^�̃|�b�e�B���O�AMLI�D�����肵�Ă��悤��
215 �F774���b�g���d�������F2014/01/08(��) 09:04:50.17 ID:x3Ktm1yR
�Г��̔��c�t������݂����Ȃ̂��������B
�I�C�������������B
�I�C�������������B
216 �F774���b�g���d�������F2014/01/08(��) 13:56:27.18 ID:nkhnUkvv
>>215
���玟��u�t�ɂȂ��Ă��B
���玟��u�t�ɂȂ��Ă��B
217 �F774���b�g���d�������F2014/01/08(��) 21:16:46.73 ID:3eB70yV4
���邠�邗
218 �F774���b�g���d�������F2014/01/08(��) 21:19:42.86 ID:nkhnUkvv
���N�Ɉ�x���炢�������ɋ��������
�������V���l�^�Ƃ��g���ăh����������
�������V���l�^�Ƃ��g���ăh����������
219 �F774���b�g���d�������F2014/01/08(��) 21:51:18.25 ID:9eEKqZi9
�搶�͍̂����đ�����ł��ˁ`
�������A����ȂɔM���Ȃ��Ă��`
�������A����ȂɔM���Ȃ��Ă��`
220 �F774���b�g���d�������F2014/01/10(��) 09:42:02.79 ID:g9qY0EsG
���˂�
221 �F774���b�g���d�������F2014/01/10(��) 09:54:02.60 ID:Rr4eYkjc
>220
���v���I218�����������ؓ��݂����Ȃ�����Ɍ����Ă��Ȃ�i�ނ̂��킩�邪�A
�K���s�K�����̎�̃M���O�����܂��Ă����̂͂ǂ����s���x�q�݂����Ȃ�����I���S����I�I
���v���I218�����������ؓ��݂����Ȃ�����Ɍ����Ă��Ȃ�i�ނ̂��킩�邪�A
�K���s�K�����̎�̃M���O�����܂��Ă����̂͂ǂ����s���x�q�݂����Ȃ�����I���S����I�I
222 �F774���b�g���d�������F2014/01/10(��) 12:28:10.56 ID:xwsj37Wa
���́E�E�E�G��₷���݂����B
223 �F774���b�g���d�������F2014/01/11(�y) 06:24:45.62 ID:fZNPLpf3
���˂�
224 �F774���b�g���d�������F2014/01/11(�y) 22:13:47.53 ID:HGybnswo
�͂��Ĕ��������łɁA
�H���s�������A
�Ȃ�ł�������Ȃɍ���ł�́H
�d�q�H��̐��n�Ȗ�H
�H���s�������A
�Ȃ�ł�������Ȃɍ���ł�́H
�d�q�H��̐��n�Ȗ�H
225 �F774���b�g���d�������F2014/01/11(�y) 22:35:21.58 ID:Hr61t3r3
�����܂߂Ė�������ł���
�ނ�����Ă̂ق�������ł�����|��
�ނ�����Ă̂ق�������ł�����|��
226 �F774���b�g���d�������F2014/01/11(�y) 22:42:35.05 ID:t/KgG/qk
�ʎ�ȃ��^�ɂقڐ�̂���Ă��邪
���c���Ĕ����悤�Ȑl�͂��[��[�A���̏W�c�Ö��ɂ�����Ȃ��̂�
�ׁX�Ǝc���Ă���d�q�H��̊X�Ƃ��Ă̎p��������͂�����
���c���Ĕ����悤�Ȑl�͂��[��[�A���̏W�c�Ö��ɂ�����Ȃ��̂�
�ׁX�Ǝc���Ă���d�q�H��̊X�Ƃ��Ă̎p��������͂�����
227 �F774���b�g���d�������F2014/01/11(�y) 22:50:15.76 ID:sVQpWMZX
����A�������ɏH�������R�e���炢�͔����Ă�Ǝv�����ȁE�E�E�i�O�ցO�G�j
�Q�[�}�[�Ƃ��I�^�V���b�v�n�g���C�u�ɂȂ�Ɖ���������ǂ��B
�Q�[�}�[�Ƃ��I�^�V���b�v�n�g���C�u�ɂȂ�Ɖ���������ǂ��B
228 �F774���b�g���d�������F2014/01/12(��) 02:24:18.93 ID:94hpqjmz
�}�C�R���H�삷��Ƃ��̏������ꔭ�őS�����낤����H���͕֗��Ȃ��
229 �F774���b�g���d�������F2014/01/12(��) 19:45:52.83 ID:rAzx8hE0
�H��������`�҂̓u���b�h�{�[�h�ł����z�����Ȃ��H
230 �F774���b�g���d�������F2014/01/12(��) 21:39:38.69 ID:yR2maGlh
�u���b�h�͔�r�I�V�����֗��O�b�Y����
�̂́i���������j�A���j�o�[�T������悭�g��
�̂́i���������j�A���j�o�[�T������悭�g��
231 �F774���b�g���d�������F2014/01/12(��) 22:13:26.44 ID:94hpqjmz
���b�s���O�ɂ��܂��Ƃ邾�낤�B
232 �F774���b�g���d�������F2014/01/12(��) 23:09:20.34 ID:XO1sZ+4G
�H�����u���b�h�{�[�h�������������̂͂���͂ǐ̂���Ȃ����ǁA
�u���b�h�{�[�h���̂͂��Ȃ�O���炠�������B
�����q���̍������Ă��B���Ԃ���Ƃɂ͂܂�����͂��B
�u���b�h�{�[�h���̂͂��Ȃ�O���炠�������B
�����q���̍������Ă��B���Ԃ���Ƃɂ͂܂�����͂��B
233 �F774���b�g���d�������F2014/01/12(��) 23:39:53.21 ID:Ue9EZ1QH
�ӂ��̑O���w�Z�Ŏg���Ă����i�O�ցO �j
234 �F774���b�g���d�������F2014/01/12(��) 23:42:26.48 ID:AEGWuhMx
�ӂ��̂��ĂQ�S�N�H
�H���ɂ͔����ĂȂ������Ǝv����
�����̓T���n���g�ō����̔����Ă�
�H���ɂ͔����ĂȂ������Ǝv����
�����̓T���n���g�ō����̔����Ă�
235 �F774���b�g���d�������F2014/01/12(��) 23:50:55.64 ID:Ue9EZ1QH
�ǂ��Ŕ������̂��m��Ȃ��ł��A�w�Z�̔��i��������
�搶�ɂ͌f���̈Ӗ��Ńu���b�`���{�[�h�����Ǒ��̃u���b�h�{�[�h�����ċ�����������B
�搶�ɂ͌f���̈Ӗ��Ńu���b�`���{�[�h�����Ǒ��̃u���b�h�{�[�h�����ċ�����������B
236 �F774���b�g���d�������F2014/01/13(��) 01:54:48.24 ID:hCBAiSoh
���j�o�[�T���́A�����������ʃX���[�z�[�����A�S�~���̕Жʎ��x�[�N�̂��g���₷��
237 �F774���b�g���d�������F2014/01/13(��) 09:22:37.71 ID:Qwn+zhAY
>>234
30�N�O�ɂ͗A���i�̃u���b�h�{�[�h���L�������N�\��������
30�N�O�ɂ͗A���i�̃u���b�h�{�[�h���L�������N�\��������
238 �F774���b�g���d�������F2014/01/13(��) 16:31:45.22 ID:SZoMr61D
���낻�뗼�ʃu���b�h�{�[�h���o�ꂵ�Ă������Ǝv���B
�E�E�E�Ǝv��������ɂ������B
http://breadboardmaniac.com/?cat=3
�E�E�E�Ǝv��������ɂ������B
http://breadboardmaniac.com/?cat=3
239 �F774���b�g���d�������F2014/01/16(��) 16:59:01.57 ID:MQVur76Y
>>201���͂��܂����B���������ǂ������e�N�m���W�[���Ƒ����������Ă݂���A
�����̈ʑ�����g���C�A�b�N��H�ŃN���[�Y�h���[�v�͖����B������O����
�������������ɒ����܂݂����t�����ۂɔ��Œ��R�̑����������o����ĕ��O��
�d��������O�ɔ��Œ��R���O���đ��������ɖ߂��A
�Ăє�яo���Ȃ��悤�ɁA�~�������Č��Ԃ߂Ď��t�������܂����B
�������\�i�ڐ���Ǝ����x@100V�j��
�Q�O�O�[�Q�T�O�[�R�O�O�[�R�T�O�[�S�O�O�[�S�T�O
�@�@�@�E�Q�S�T�[�Q�W�O�[�R�W�O�[�T�O�O�E�E�E�E�E
����200���܂ʼn��Ȃ����lj��͈͂Ŕ�����300���܂ł͍����Ă�B
�������͋}���ɏオ��BMax��550�����Ăǂ�ǂ�s��Գާ�
http://download4.getuploader.com/g/mcnc/365/IMGP9863-2.jpg
3.9k����200k�����A75k����88k���Ɏ��ւ��āA250���̈ʒu��200���ɂȂ�悤��
�ڐ���V�[�����ē\�蒼������200���`375���܂ł̖ڐ��肪�قڍ������B
���炵�ē\��������Max�ڐ��肪400���܂ł������Ȃ��Ȃ������ǁA���̈ʒu�Ŏ���500���B
Max�t�߂͂���ς�}�ɏオ��BVR���������Ȃ��Ƃ���ȏ�̓J�[�u������Ȃ��B
�����̈ʑ�����g���C�A�b�N��H�ŃN���[�Y�h���[�v�͖����B������O����
�������������ɒ����܂݂����t�����ۂɔ��Œ��R�̑����������o����ĕ��O��
�d��������O�ɔ��Œ��R���O���đ��������ɖ߂��A
�Ăє�яo���Ȃ��悤�ɁA�~�������Č��Ԃ߂Ď��t�������܂����B
�������\�i�ڐ���Ǝ����x@100V�j��
�Q�O�O�[�Q�T�O�[�R�O�O�[�R�T�O�[�S�O�O�[�S�T�O
�@�@�@�E�Q�S�T�[�Q�W�O�[�R�W�O�[�T�O�O�E�E�E�E�E
����200���܂ʼn��Ȃ����lj��͈͂Ŕ�����300���܂ł͍����Ă�B
�������͋}���ɏオ��BMax��550�����Ăǂ�ǂ�s��Գާ�
http://download4.getuploader.com/g/mcnc/365/IMGP9863-2.jpg
{kind=link}
3.9k����200k�����A75k����88k���Ɏ��ւ��āA250���̈ʒu��200���ɂȂ�悤��
�ڐ���V�[�����ē\�蒼������200���`375���܂ł̖ڐ��肪�قڍ������B
���炵�ē\��������Max�ڐ��肪400���܂ł������Ȃ��Ȃ������ǁA���̈ʒu�Ŏ���500���B
Max�t�߂͂���ς�}�ɏオ��BVR���������Ȃ��Ƃ���ȏ�̓J�[�u������Ȃ��B
240 �F774���b�g���d�������F2014/01/16(��) 21:08:33.61 ID:r9nYR1ya
�������U��w
241 �F774���b�g���d�������F2014/01/16(��) 21:17:36.76 ID:kfzGXhYb
>>239
�Ȃ��Ȃ��̋Z�p�͂���
�Ȃ��Ȃ��̋Z�p�͂���
242 �F774���b�g���d�������F2014/01/17(��) 04:48:47.86 ID:1K8rTlSk
���FX600�͂͂ɔM�d�Α���ŃN���b�N���x�\���Ƃ̃Y����5���ȓ���������
���Ă����i�K�����Ȃ���N���b�N���ז��Ɏv�����Ⴄ
���Ă����i�K�����Ȃ���N���b�N���ז��Ɏv�����Ⴄ
243 �F774���b�g���d�������F2014/01/17(��) 05:29:29.63 ID:ewK8Bauv BE:560508724-2BP(3)
>>242
����C�A���͒�R���x�v������c
����C�A���͒�R���x�v������c
244 �F774���b�g���d�������F2014/01/17(��) 10:55:10.73 ID:009tvcj0
�V�i�̃p�`�����͌����ڂ͂������������A����(�����ȈӖ��Ŋ�Ȃ�)����������B
eBay�ʼn��x�������������邪�A�����ă_���B�Ǝ҂Ƒe���i�ŕԋ��ŝ��߂���������B
eBay�ʼn��x�������������邪�A�����ă_���B�Ǝ҂Ƒe���i�ŕԋ��ŝ��߂���������B
245 �F774���b�g���d�������F2014/01/17(��) 17:57:12.32 ID:aaM8+G3k
���Đ���_���Ȃ�?
246 �F774���b�g���d�������F2014/01/18(�y) 02:25:26.10 ID:ZSSTZ7bS
HAKKO PRESTO No.980�ɕt������C4���炢�̃R�e����Ă���܂��H
�ǂ����Ă����M�e�ʂ̕��i��Z���Ԃŕt�������̂ł����莝���̃R�e��
�ł��o�͂��傫���̂�980�Ȃ̂ł���ɍ����M�e�ʂ̑傫���R�e�悪�~�����ł�
�ǂ����Ă����M�e�ʂ̕��i��Z���Ԃŕt�������̂ł����莝���̃R�e��
�ł��o�͂��傫���̂�980�Ȃ̂ł���ɍ����M�e�ʂ̑傫���R�e�悪�~�����ł�
247 �F774���b�g���d�������F2014/01/18(�y) 02:29:23.90 ID:ZSSTZ7bS
���A���݂܂���B�ԈႦ�܂���
�~�FC4
���F4C
�ł�
�~�FC4
���F4C
�ł�
248 �F774���b�g���d�������F2014/01/18(�y) 12:58:28.85 ID:v6bn4qxY
���[�J�[�T�C�g����
249 �F774���b�g���d�������F2014/01/20(��) 00:17:23.49 ID:NLqsnhS0
>>246
�v���X�g����Ȃ����ǁA�������R�e����S���S���₷��ō���Ďg���Ă��
�v���X�g����Ȃ����ǁA�������R�e����S���S���₷��ō���Ďg���Ă��
250 �F774���b�g���d�������F2014/01/23(��) 06:03:09.22 ID:b/aFenop
�W�O�O�ƂW�O�P�̑I�𗝗R��������
251 �F774���b�g���d�������F2014/01/23(��) 13:17:25.27 ID:eenGgm78
���߂Ă��̃X���J�������ǁAHOZAN�̑O�ɔ��������A�e�ɂȂ�����ȁB���x�v�����������Ȋ��������B
HOZAN�ɕ��匾���̂��ʓ|����������A���ǁA�X���C�_�b�N�ň��肵�����������
HOZAN�ɕ��匾���̂��ʓ|����������A���ǁA�X���C�_�b�N�ň��肵�����������
252 �F774���b�g���d�������F2014/01/26(��) 18:06:10.74 ID:sn6PyHBh
HAKKO 808��goot TP100 �ǂ�������������
253 �F774���b�g���d�������F2014/01/26(��) 20:26:38.72 ID:Vpv4zaP6
���̃X���ł͋�Ɏw�肳��Ă�L���̂�OEM�Ō�����engineer DS-520���ȁB
�����̓t�B���^�[�J�[�g���b�W���悭�o���Ă邩��P�{�Ő��N������B
���Ȃ݂ɐE�ƓI�Ɏg���Ă܂��B
�X�e�[�V�����^��HAKKO 484���g���Ă邯�ǁA������DS-520��
�J�[�g���b�W���g���ƍ�ƌ��������ɃO���[�h�A�b�v����i���̂܂ܕt���j�B
�Ă��Ƃ͑��̂ɂ��t����������Ȃ����ǁB
�����̓t�B���^�[�J�[�g���b�W���悭�o���Ă邩��P�{�Ő��N������B
���Ȃ݂ɐE�ƓI�Ɏg���Ă܂��B
�X�e�[�V�����^��HAKKO 484���g���Ă邯�ǁA������DS-520��
�J�[�g���b�W���g���ƍ�ƌ��������ɃO���[�h�A�b�v����i���̂܂ܕt���j�B
�Ă��Ƃ͑��̂ɂ��t����������Ȃ����ǁB
254 �F774���b�g���d�������F2014/01/27(��) 02:50:43.63 ID:q906rdsM
�q�[�^�[���t���ĂȂ��P�̂̋z���ŁA�X�b�|���݂����Ƀ}�j���A������Ȃ��āA
����҂̃A���݂����ɓd�������ŋz�������Ă����悤�Ȃ��̂��ĂȂ��̂��ˁH
�����Ƃ��댩��ƐF�X��肪����ȂƂ͐������邯��ǂ�
����҂̃A���݂����ɓd�������ŋz�������Ă����悤�Ȃ��̂��ĂȂ��̂��ˁH
�����Ƃ��댩��ƐF�X��肪����ȂƂ͐������邯��ǂ�
255 �F774���b�g���d�������F2014/01/27(��) 09:31:12.49 ID:9KlD0/JH
256 �F774���b�g���d�������F2014/01/27(��) 11:23:19.93 ID:cBWTPXJ4
>>254
�h���t�g�`�����o�[�H
�h���t�g�`�����o�[�H
257 �F774���b�g���d�������F2014/01/27(��) 11:34:40.05 ID:LtiqBm61
���S�����@�Ȃ�ĕ��̉��H����悭����t�B���^�[�Ȃ���
�z������ł��������Ă��������̂Ɂ��_�C�\���̉�����e�N�m���W�[
�z������ł��������Ă��������̂Ɂ��_�C�\���̉�����e�N�m���W�[
258 �F774���b�g���d�������F2014/01/27(��) 12:33:20.81 ID:Rc4uKzQ4
>>254
�|���@�Ƀm�Y���t����Ύd�l������������
�|���@�Ƀm�Y���t����Ύd�l������������
259 �F774���b�g���d�������F2014/01/27(��) 12:39:08.22 ID:GIg3kci5
���삵�Ă݂�A�����ʖڂ��ċC�t�����낤�ˁB�Ђ���Ƃ�����I�����Ԉ���Ă邩������B
260 �F774���b�g���d�������F2014/01/27(��) 13:08:43.59 ID:LtiqBm61
�����̔��c�{�[�����֕��z�[�X�̕ǖʂɂ߂荞�ނ��낤���NJO�ς���͉���Ȃ���ˁH
261 �F774���b�g���d�������F2014/01/27(��) 13:38:40.24 ID:0RoMVgjC
���c��n�����Ă����Ĉ�C�ɋz�����܂Ȃ��Ƃ��܂������Ȃ��悤�ȋC������B
�m�Y�����J����������݂����Ȃ��̂��K�v�ł͂Ȃ����ȁB
�G�A�[�u���V���t�ɂ����悤�ȃC���[�W�ŁA���c���r�ɂ��܂�悤�ɂ����
�|���@�Ƀ_���[�W�͂Ȃ��B
�m�Y�����J����������݂����Ȃ��̂��K�v�ł͂Ȃ����ȁB
�G�A�[�u���V���t�ɂ����悤�ȃC���[�W�ŁA���c���r�ɂ��܂�悤�ɂ����
�|���@�Ƀ_���[�W�͂Ȃ��B
262 �F774���b�g���d�������F2014/01/27(��) 13:44:17.83 ID:8PN1vWV7
�ԈႦ�Ă����B
�U�O�O�ƂU�O�P�Ƃ̑I�ѕ�������
�h�b�`�ɂ��Ȃ�悤�ɂ��邱�ƂɈӖ����邩�ȁH
�n�b�R��FX-600�ƂU�O�P��
�U�O�O�ƂU�O�P�Ƃ̑I�ѕ�������
�h�b�`�ɂ��Ȃ�悤�ɂ��邱�ƂɈӖ����邩�ȁH
�n�b�R��FX-600�ƂU�O�P��
263 �F774���b�g���d�������F2014/01/27(��) 13:45:04.97 ID:JLUTxaw9
�����Ƌz����������Ă��Ƃ́A������ς����
��ɕ��Ăė�܂��Ă�����Ă��ƂɂȂ�킯��
��ɕ��Ăė�܂��Ă�����Ă��ƂɂȂ�킯��
264 �F774���b�g���d�������F2014/01/27(��) 13:51:07.62 ID:LtiqBm61
>>261
�Ԏq�̕@���z�����@�B�݂������ȁE�E�E
������ɂ���ނ܂ł̗U���H�����ŋÌł��Ȃ��悤�ɂ��邽�߂ɂ�
����ς�q�[�^�[��������Ȃ���܂�����˂��́H
�Ԏq�̕@���z�����@�B�݂������ȁE�E�E
������ɂ���ނ܂ł̗U���H�����ŋÌł��Ȃ��悤�ɂ��邽�߂ɂ�
����ς�q�[�^�[��������Ȃ���܂�����˂��́H
265 �F774���b�g���d�������F2014/01/27(��) 14:16:02.59 ID:nRk+aW4g
�n���_�V���b���Y�̃q�[�^�����ł��~������B
���Y�̃q�[�^�[��H��Ηǂ����
���Y�̃q�[�^�[��H��Ηǂ����
266 �F774���b�g���d�������F2014/01/27(��) 16:19:06.89 ID:YLe6hjnH
>>262
> �h�b�`�ɂ��Ȃ�悤�ɂ��邱�ƂɈӖ����邩�ȁH
601�ɂ͂��傤��360�x�̏��ɃN���b�N������B���c�t������̂ɍœK�ȉ��x�B����
�d�q�H��Ƃ��ɂ�601�p�R�e��͂���Ƒ����̂�601��600�����Ďg���B���������I
> �h�b�`�ɂ��Ȃ�悤�ɂ��邱�ƂɈӖ����邩�ȁH
601�ɂ͂��傤��360�x�̏��ɃN���b�N������B���c�t������̂ɍœK�ȉ��x�B����
�d�q�H��Ƃ��ɂ�601�p�R�e��͂���Ƒ����̂�601��600�����Ďg���B���������I
267 �F774���b�g���d�������F2014/01/28(��) 00:47:13.63 ID:l7gzuhfa
>>254
���w���̎���8bit�p�\�R���̗��ʊ�����������ĂāA�V���b�|���ł͂炿��������
�Ƃ��ς₵�đ|���@���g������������B
��ɑ|���@���z���t���Ĕ�����R�e�Ă���@�͂��܂������Ȃ��B
�C�����ʂ�Ɨ₦�ăn���_�͌ł܂邩��s���z�[�����o���ďI���ɂȂ�B�ꕔ���������ł��Ȃ��B
������A���ŋz�����@�͂��܂������Ȃ��B�����܂Ńp���X�ň����Ȃ��Ƃ����Ȃ���B
�\����R�e�Ăď[���n�����^�C�~���O�ŗ����Ɉ�C�ɑ|���@�̃m�Y�����ނ���Ԃ�t������B
�^�C�~���O�ƁA�m���ȋz���t���i���̑�������܂Ńm�Y���Ɍ��Ԃ��o����ƈЗ͂���������j�A
����Ǝ�̐��ɖ��͂��������ǁA�����͔��ɋ��͂ȃc�[����������B
���w���̎���8bit�p�\�R���̗��ʊ�����������ĂāA�V���b�|���ł͂炿��������
�Ƃ��ς₵�đ|���@���g������������B
��ɑ|���@���z���t���Ĕ�����R�e�Ă���@�͂��܂������Ȃ��B
�C�����ʂ�Ɨ₦�ăn���_�͌ł܂邩��s���z�[�����o���ďI���ɂȂ�B�ꕔ���������ł��Ȃ��B
������A���ŋz�����@�͂��܂������Ȃ��B�����܂Ńp���X�ň����Ȃ��Ƃ����Ȃ���B
�\����R�e�Ăď[���n�����^�C�~���O�ŗ����Ɉ�C�ɑ|���@�̃m�Y�����ނ���Ԃ�t������B
�^�C�~���O�ƁA�m���ȋz���t���i���̑�������܂Ńm�Y���Ɍ��Ԃ��o����ƈЗ͂���������j�A
����Ǝ�̐��ɖ��͂��������ǁA�����͔��ɋ��͂ȃc�[����������B
268 �F774���b�g���d�������F2014/01/28(��) 01:05:07.57 ID:Z5SPeEen
�R�e�������v���d�l�ɏ�������_�ł������������̂͑|���@����ԗe�Ղȕ��@�Ǝv��
���܂����������Ď��ɂ��Ă�
�����炱���R�e�t���������H
�Ƃ��������Ȃ�
���܂����������Ď��ɂ��Ă�
�����炱���R�e�t���������H
�Ƃ��������Ȃ�
269 �F774���b�g���d�������F2014/01/28(��) 01:27:54.67 ID:oGkI4qfT
>>262
�����͑����P�[�u����A�傫�Ȓ[�q�ɂ��g���̂�
��������FX-601��������
FX-600�����Ȃ��Ă��AFX-601�̃R�e�悾���ł�����ޑI�ׂ邩��
�����̏ꍇ�͌���FX-600���͂����AFX-601�̂܂܁A�p�r�ɍ��킹�ăR�e��ς��Ďg���Ă��B
�g�������R�e�悪FX-600�ɂ��������l�́AFX-600������������B
����>>266����������Ă�ʂ�
��Ԏg������360���̏��ɃN���b�N�����邩��A�ƂĂ��֗��B
�����͏��߂Ĕ��������ǁA�����֗����ˁB
�����P�[�u����[�q���n���_����ꍇ�A80W�Ƃ�100W�Ƃ���
���x���䂪�����R�e���g���ƁA������Ɩ��f����ƃR�e���������
�ɂ߂Ă��܂��̂Ő_�o�g�����ǁA�����́A���������S�z�����Ȃ��̂ŏ�����B
���ƁA��^�[�q�Ƀn���_������A�M�������̂ŁA���������̃n���_���ł���B
�d��OFF�̗₦����Ԃ���̗����オ��������̂ŁA�����֗��ŁA�����߂�Ȃ���
�����͑����P�[�u����A�傫�Ȓ[�q�ɂ��g���̂�
��������FX-601��������
FX-600�����Ȃ��Ă��AFX-601�̃R�e�悾���ł�����ޑI�ׂ邩��
�����̏ꍇ�͌���FX-600���͂����AFX-601�̂܂܁A�p�r�ɍ��킹�ăR�e��ς��Ďg���Ă��B
�g�������R�e�悪FX-600�ɂ��������l�́AFX-600������������B
����>>266����������Ă�ʂ�
��Ԏg������360���̏��ɃN���b�N�����邩��A�ƂĂ��֗��B
�����͏��߂Ĕ��������ǁA�����֗����ˁB
�����P�[�u����[�q���n���_����ꍇ�A80W�Ƃ�100W�Ƃ���
���x���䂪�����R�e���g���ƁA������Ɩ��f����ƃR�e���������
�ɂ߂Ă��܂��̂Ő_�o�g�����ǁA�����́A���������S�z�����Ȃ��̂ŏ�����B
���ƁA��^�[�q�Ƀn���_������A�M�������̂ŁA���������̃n���_���ł���B
�d��OFF�̗₦����Ԃ���̗����オ��������̂ŁA�����֗��ŁA�����߂�Ȃ���
270 �F774���b�g���d�������F2014/01/28(��) 04:06:07.29 ID:l7gzuhfa
22�X�P�̓d���n���_�グ����`�b�v���i�܂łP�{�ŏo����̂�
�͂��߂Ďg�������͂т����肵���ȁB
�͂��߂Ďg�������͂т����肵���ȁB
271 �F774���b�g���d�������F2014/01/28(��) 04:47:15.00 ID:+BTz37eB
�ꉞ��tips�Ƃ��āAFX600(1)�͖��i�K���߂�����A�N���b�N�������Ă������Ȃ�
FX600�ł�320����370���̂قڒ��Ԃɍ��킹�Ă�����345���O��ɂ͂ł���A�l�I�ɂ�320���̕����g���₷���Ǝv������ǂ�
�ł��A�N���b�N�������A�J���J�������悤�Ȃ����ƍׂ����N���b�N��������g������͂Ȃ��ǂ�������
�ł����ꂾ�ƋƖ��p�Ƃ��Ă�ISO�Ȃ���ŔF�߂��Ȃ��Ȃ���������肷��̂���
FX600�ł�320����370���̂قڒ��Ԃɍ��킹�Ă�����345���O��ɂ͂ł���A�l�I�ɂ�320���̕����g���₷���Ǝv������ǂ�
�ł��A�N���b�N�������A�J���J�������悤�Ȃ����ƍׂ����N���b�N��������g������͂Ȃ��ǂ�������
�ł����ꂾ�ƋƖ��p�Ƃ��Ă�ISO�Ȃ���ŔF�߂��Ȃ��Ȃ���������肷��̂���
272 �F774���b�g���d�������F2014/01/28(��) 06:14:08.86 ID:VaeM5jCa
���i���p�e��K�i�ł́A�܂����Đ��ڒn����K�v�����邩��3�Ƀv���O�i����Ȃ��ƃA�E�g����
273 �F774���b�g���d�������F2014/01/28(��) 07:26:10.16 ID:c2ks8L48
>266
���Ă���Ă��肪�Ƃ��B
���[�J�[�ɐu������A���x�����Ⴄ���Ă������Ă��ꂽ�B
540�����K�v�Ȃ�601��I�Ԃ����Ȃ��B
600��601�����ɂ��Ă��iB3720�@525�~���j500���̃}���}�B
���Ă���Ă��肪�Ƃ��B
���[�J�[�ɐu������A���x�����Ⴄ���Ă������Ă��ꂽ�B
540�����K�v�Ȃ�601��I�Ԃ����Ȃ��B
600��601�����ɂ��Ă��iB3720�@525�~���j500���̃}���}�B
274 �F774���b�g���d�������F2014/01/28(��) 08:36:57.69 ID:s/uJkYu8
>22�X�P�̓d���n���_�グ
AWG22����ˁA���Ԃ�c
AWG22����ˁA���Ԃ�c
275 �F774���b�g���d�������F2014/01/28(��) 09:02:21.41 ID:VaeM5jCa
21�X�P��AWG#4
276 �F774���b�g���d�������F2014/01/28(��) 18:30:57.53 ID:/W378cC3
274�̓d�q�H��͏��w�����x���ƃo�����܂����ȁB
277 �F774���b�g���d�������F2014/01/28(��) 20:28:30.51 ID:LYJNAj/V
>>276
�����Ⴂ���Ă�́H
�����Ⴂ���Ă�́H
278 �F774���b�g���d�������F2014/01/28(��) 20:33:41.49 ID:l7gzuhfa
http://www.goot.co.jp/detail.html
���������������l�͐��_�N�������̏��w�����x����
���������������l�͐��_�N�������̏��w�����x����
279 �F774���b�g���d�������F2014/01/28(��) 20:40:20.03 ID:BpYkBxSW
>>278�����N>
>�G���[���b�Z�[�W
>���i���I������Ă��܂���B
���݂����Ȑ��_�N��I�Ƀi�E�ȃ����O�ɂ͉������������̂��킩��܂����G
>�G���[���b�Z�[�W
>���i���I������Ă��܂���B
���݂����Ȑ��_�N��I�Ƀi�E�ȃ����O�ɂ͉������������̂��킩��܂����G
280 �F774���b�g���d�������F2014/01/28(��) 20:43:02.57 ID:LYJNAj/V
>>278
�G���[�y�[�W��\��l�̂��ƁH
�G���[�y�[�W��\��l�̂��ƁH
281 �F774���b�g���d�������F2014/01/28(��) 20:44:20.04 ID:1QqyFa3a
>>278
�G���[��������
�G���[��������
282 �F774���b�g���d�������F2014/01/28(��) 21:46:22.53 ID:s/uJkYu8
>>276
274�����ǁA���A�����Ԉ���Ă�?
274�����ǁA���A�����Ԉ���Ă�?
283 �F774���b�g���d�������F2014/01/28(��) 21:53:20.73 ID:VaeM5jCa
�������w�E����
284 �F774���b�g���d�������F2014/01/28(��) 21:59:24.56 ID:LYJNAj/V
285 �F774���b�g���d�������F2014/01/28(��) 22:01:31.88 ID:BpYkBxSW
286 �F774���b�g���d�������F2014/01/29(��) 08:44:23.64 ID:fWJhxEM2
��������FX601�ł���B���M�e�ʃR�e
287 �F774���b�g���d�������F2014/01/29(��) 14:29:26.89 ID:dJ3ltxnF
awg#4����������0.46inch��w
���̗e�ʂ��K�v�Ȃ爳�ڂ��ă{���g�~�߂Ƃ��l�����ق������S����
���̗e�ʂ��K�v�Ȃ爳�ڂ��ă{���g�~�߂Ƃ��l�����ق������S����
288 �F774���b�g���d�������F2014/01/29(��) 18:25:02.64 ID:xLkb7wBQ
>287
�n�ڋ@�̎�����ߒ����Đv���Ă݁B
���u�����Ŕ��c�t���������Ȃ邩��B
�n�ڋ@�̎�����ߒ����Đv���Ă݁B
���u�����Ŕ��c�t���������Ȃ邩��B
289 �F774���b�g���d�������F2014/01/29(��) 21:13:42.61 ID:XM1VjPyX
>>287
Wikipedia AWG �ɂ��A
0.46inch �� AWG#0000 (�[��4�B����Ȃ̂������)�������ŁB
����ƁA�{���g�~�߂���͈̂����ł͂Ȃ����ƁB
AWG#4�� 21.2sq mm, ���a 5.189mm�B
�ł������c���ĂȂ�Ȃ�Ƃ��Ȃ邩�A���Ċ������ȁB
�ł� FX-601���Ƃ��傢�Ƃ���ǂ����ȋC�����Ȃ��ł��Ȃ��B
>>288
�d���e�ʂ��K�v�ŁA�ɑ��������g���Ă�Ƃ���ɁA
��R�l���傫���ėZ�_���Ⴂ���c�t�����āA���傢�s���B
�d���̂Ƃ�܂킵��Œ肪���ɂł��Ă��Ȃ���A�͂�������܂����B
����ς舳���̕������S�ł��܂����ǁB
Wikipedia AWG �ɂ��A
0.46inch �� AWG#0000 (�[��4�B����Ȃ̂������)�������ŁB
����ƁA�{���g�~�߂���͈̂����ł͂Ȃ����ƁB
AWG#4�� 21.2sq mm, ���a 5.189mm�B
�ł������c���ĂȂ�Ȃ�Ƃ��Ȃ邩�A���Ċ������ȁB
�ł� FX-601���Ƃ��傢�Ƃ���ǂ����ȋC�����Ȃ��ł��Ȃ��B
>>288
�d���e�ʂ��K�v�ŁA�ɑ��������g���Ă�Ƃ���ɁA
��R�l���傫���ėZ�_���Ⴂ���c�t�����āA���傢�s���B
�d���̂Ƃ�܂킵��Œ肪���ɂł��Ă��Ȃ���A�͂�������܂����B
����ς舳���̕������S�ł��܂����ǁB
290 �F774���b�g���d�������F2014/01/29(��) 21:23:46.36 ID:J8vgfg2n
RX-852AS��22sq���n���_�t���o������ăJ�^���O�ɗL���B
����͂������Ǝv���Ĕ��������A���ۂ���܂Ńn���_�|�b�g���g���Ă���Ă�
�ɑ����̃n���_�グ�����Ƃ��ȒP�ɏo���Ă�B
KIV22sq�̓��̊O�a����7mm�ʂ����ǁA�������������Ă�������������B
������������牷�x�ݒ��340���Ƃ��̂܂܂ł����B
���̂܂܍ׂ��r�j�[�����̃n���_�t�������������o����B
����͂������Ǝv���Ĕ��������A���ۂ���܂Ńn���_�|�b�g���g���Ă���Ă�
�ɑ����̃n���_�グ�����Ƃ��ȒP�ɏo���Ă�B
KIV22sq�̓��̊O�a����7mm�ʂ����ǁA�������������Ă�������������B
������������牷�x�ݒ��340���Ƃ��̂܂܂ł����B
���̂܂܍ׂ��r�j�[�����̃n���_�t�������������o����B
291 �F774���b�g���d�������F2014/01/29(��) 22:23:40.45 ID:XM1VjPyX
292 �F774���b�g���d�������F2014/01/29(��) 22:52:48.84 ID:9K68eqTR
>>291
�����ɂ�����
270�������Ă�悤�ȃ`�b�v���i���g��
�Ȃ�ď�������RX-852AS�ł�����
�����̌`��ŁA�������g����Ɩ�����Ă��邯�ǂ�
�����ɂ�����
270�������Ă�悤�ȃ`�b�v���i���g��
�Ȃ�ď�������RX-852AS�ł�����
�����̌`��ŁA�������g����Ɩ�����Ă��邯�ǂ�
293 �F774���b�g���d�������F2014/01/29(��) 23:24:14.60 ID:+8x10p84
294 �F774���b�g���d�������F2014/01/30(��) 03:17:05.66 ID:fDhIB03U
���̈��p��7D�ŁA������2012�Ƃ��Ɏg���͖̂������낤��w
7BC��������22sq�ƃ`�b�v���i���V�[�����X�ɂ�����C������B
���������Ȃ��A���M�Ȃ���P���ɂ������͖̂��Ӗ��Ƃ��v�����ǁB
�����܂��A�S�R�Ⴄ�`��Ƃ��{�i�I�ɃT�C�Y�_�E������RX-802AS�̏����Ɏ��ւ���ꍇ�́A
�ݒ�ύX�Ń{�^���̒��������K�v�Ȃ�ˁB�����p�x���������炱�������͋C�ɓ���Ȃ��Ƃ���B
7BC��������22sq�ƃ`�b�v���i���V�[�����X�ɂ�����C������B
���������Ȃ��A���M�Ȃ���P���ɂ������͖̂��Ӗ��Ƃ��v�����ǁB
�����܂��A�S�R�Ⴄ�`��Ƃ��{�i�I�ɃT�C�Y�_�E������RX-802AS�̏����Ɏ��ւ���ꍇ�́A
�ݒ�ύX�Ń{�^���̒��������K�v�Ȃ�ˁB�����p�x���������炱�������͋C�ɓ���Ȃ��Ƃ���B
295 �F774���b�g���d�������F2014/01/30(��) 04:04:08.42 ID:fTBdbfdu
RX-802AS���ĕ��ׂĎg����������������̂���
296 �F774���b�g���d�������F2014/01/30(��) 08:37:51.87 ID:XAHU89G6
293�̏����Ń`�b�v�͖��������
�R�e���[�J�[�́u�L���͈͂Ŏg���܂��v�̐�`�ɏ悹���A
��{�ŊԂɍ��킹�悤�Ƃ���͎̂g���ɂ������s�o��
�ׂ߂̃R�e(�K�����������Ŗ����Ă��ǂ��j��
100W�N���X��{�L��A�A�}�`���A�I�ɂ͍��邱�Ƃ͖����͂�
�R�e���[�J�[�́u�L���͈͂Ŏg���܂��v�̐�`�ɏ悹���A
��{�ŊԂɍ��킹�悤�Ƃ���͎̂g���ɂ������s�o��
�ׂ߂̃R�e(�K�����������Ŗ����Ă��ǂ��j��
100W�N���X��{�L��A�A�}�`���A�I�ɂ͍��邱�Ƃ͖����͂�
297 �F774���b�g���d�������F2014/01/30(��) 12:31:31.68 ID:9I+t6SxG
�A�}�`���A�I�Ƀn���_�S�e���厖�Ȃ̂̓R�e�䂾�Ǝv��
�v��Ȃ��Ƃ��D�M�ŏ\���Ƃ������l����������ǂ��A�R�e����ɔ����K�v���炠�邾�낤
�����ĂȂ��l�Ԃ��Ă����͈̂��͕K����炩�����o��������낤����
�\���͒P���Ȃ���ǂ��A�Ȃ��Ȃ��A�����s�����̂��������
�ł���R���p�N�g�Ɏ��[�ł��āA���������芴�������ڂ���������
�v��Ȃ��Ƃ��D�M�ŏ\���Ƃ������l����������ǂ��A�R�e����ɔ����K�v���炠�邾�낤
�����ĂȂ��l�Ԃ��Ă����͈̂��͕K����炩�����o��������낤����
�\���͒P���Ȃ���ǂ��A�Ȃ��Ȃ��A�����s�����̂��������
�ł���R���p�N�g�Ɏ��[�ł��āA���������芴�������ڂ���������
298 �F774���b�g���d�������F2014/01/30(��) 12:37:24.40 ID:QeI/W5DL
�V����������
299 �F774���b�g���d�������F2014/01/30(��) 15:48:17.15 ID:fTBdbfdu
���đ�ň�ԏd�v�Ȃ̂́A���Đ悪���������Ɍ����ĐG��Ȃ��\���ł��邱��
�ϐI���Đ�̓��c�͉��x�œ���Ă��邽�߁A�d�����̂ɂԂ���ƕό`����
�C�ɂ����J���J���Ԃ��Ă���ƁA1�T�Ԃ����Ȃ������Ɋۂ��Ȃ�
�C�ɂ��ĐT�d�ɒu�������Ƃ����̂͊ԈႢ
�����悭���荞�߂邩�ǂ����ō�ƌ����͑傫���Ⴄ
�ϐI���Đ�̓��c�͉��x�œ���Ă��邽�߁A�d�����̂ɂԂ���ƕό`����
�C�ɂ����J���J���Ԃ��Ă���ƁA1�T�Ԃ����Ȃ������Ɋۂ��Ȃ�
�C�ɂ��ĐT�d�ɒu�������Ƃ����̂͊ԈႢ
�����悭���荞�߂邩�ǂ����ō�ƌ����͑傫���Ⴄ
300 �F774���b�g���d�������F2014/01/30(��) 15:56:49.05 ID:kEhQgNCC
�����R�e�Ȃ�R�e��C���l�B���Ή��x�ɂȂ��ˁB
301 �F774���b�g���d�������F2014/01/30(��) 16:18:45.00 ID:xg41pSdC
������A���Ή��x�ɂȂ�Ȃ��ƐG���Ă��Ώ����Ȃ����l�n���N����ł����H
302 �F774���b�g���d�������F2014/01/30(��) 17:27:53.54 ID:fTBdbfdu
����No.633-02�͂ǂ������
303 �F774���b�g���d�������F2014/01/30(��) 17:36:48.24 ID:CBTgRMuB
���̃X����A�̃R�e�ɑ��鈤��̓X�Q�[�Ȃ�
304 �F774���b�g���d�������F2014/01/30(��) 17:50:39.99 ID:fTBdbfdu
����ģ�ƕ������ŕ\�L����̂������@��͂��������
�����Ģ�͂��ģ��������
�����Ģ�͂��ģ��������
305 �F774���b�g���d�������F2014/01/30(��) 18:36:29.07 ID:xclsaA4V
�R�e����̉�������������Ȃ�����
306 �F774���b�g���d�������F2014/01/30(��) 18:40:49.00 ID:dit2Ffhj BE:560508342-2BP(3)
(�������]�X�͓e���p�Ƃ��āC�����C��ՁC�疌�C�핞������͂ǂ��ɂ������Ǝv���D)
307 �F774���b�g���d�������F2014/01/31(��) 00:19:49.45 ID:GHPXwqEE
>>305
�t���Ă���Ηǂ����ă��x���̘b�͂��Ă��Ȃ�
�t���Ă���Ηǂ����ă��x���̘b�͂��Ă��Ȃ�
308 �F774���b�g���d�������F2014/01/31(��) 00:49:40.02 ID:EPxGjdA2
FX-600�̂��傤���Ȃ�����@����633-01���o�Ă��邪�x�X�g�}�b�`�Ȋ���
ttp://www.youtube.com/watch?v=5vjdU3QYr1I
599B�͂����_���ɂȂ邵������Ԃ���C���l�@����ϐ��X�|
ttp://www.youtube.com/watch?v=5vjdU3QYr1I
599B�͂����_���ɂȂ邵������Ԃ���C���l�@����ϐ��X�|
309 �F774���b�g���d�������F2014/01/31(��) 01:20:24.65 ID:MZ5VmLZx
�݂�Ȃ���������͂��Ă��g���ĉ�������Ă邩�̂ق����C�ɂȂ�
310 �F774���b�g���d�������F2014/01/31(��) 09:44:58.60 ID:jGAAYV75
>309
�q�^�X���A�R�e�Z�̏C������B
�Q������T�{�d�˂�Ƃ��납��n�߂�B
�q�^�X���A�R�e�Z�̏C������B
�Q������T�{�d�˂�Ƃ��납��n�߂�B
311 �F774���b�g���d�������F2014/01/31(��) 19:06:32.80 ID:JY/ixE3z
���̂��������Ďg���Ƃ�܂��B
�ŁA�q�[�^�[�ƃR�e�撍��������
�Ȃ�Ɨ������g�`�j�j�n�������B
�l�i�̓A�L�o���N�W�����N���Ƃقړ����B
�W�����N������ʔ̂�著���������B
�ŁA�q�[�^�[�ƃR�e�撍��������
�Ȃ�Ɨ������g�`�j�j�n�������B
�l�i�̓A�L�o���N�W�����N���Ƃقړ����B
�W�����N������ʔ̂�著���������B
312 �F774���b�g���d�������F2014/01/31(��) 22:07:58.62 ID:+m/fUBsq
�I�f�R�ɓ��Ăė��̖�͂���낤�Ƃ����N�\�K�L�̂���
���Ȃ��Ă悩����
���Ȃ��Ă悩����
313 �F774���b�g���d�������F2014/02/01(�y) 14:04:34.00 ID:hhH7dqV+
���ꂽ���̂͂��Ă̗p�r��
��ɐv�~�X�̃��g����Ƃ����
100�����炢�����
��ɐv�~�X�̃��g����Ƃ����
100�����炢�����
314 �F774���b�g���d�������F2014/02/01(�y) 15:13:37.66 ID:uSGsyBtA
���g����Ƃ��ă����[�N�̂��ƁH
315 �F774���b�g���d�������F2014/02/02(��) 16:51:48.18 ID:AfvS21pg
�`���C�i�J���҂�
�g�`�j�j�n�����g���Ă�̂�
���܂���͒��S�e�g���Ƃ�ˁH����H
���`�łT��US10���̂s�V���c�����Ă�z���Q���~�ȏシ��u�����h�s�V���c���Ă�̂Ɠ����B
�g�`�j�j�n�����g���Ă�̂�
���܂���͒��S�e�g���Ƃ�ˁH����H
���`�łT��US10���̂s�V���c�����Ă�z���Q���~�ȏシ��u�����h�s�V���c���Ă�̂Ɠ����B
316 �F774���b�g���d�������F2014/02/02(��) 17:01:37.17 ID:TwsP0RyN
��������>>239�̉摜�����A����������ȂŐ≏�̓Z���~�b�N����Ȃ̂��H
����Ⴟ����Ɛڒn���R�[�h�d�l����Ȃ��Ƃ����
����Ⴟ����Ɛڒn���R�[�h�d�l����Ȃ��Ƃ����
317 �F774���b�g���d�������F2014/02/02(��) 19:58:25.38 ID:NN98y0Vh
�R�e����Ȃ����ǁA���t�I�N�Ŕ������������̃n���_�B
���߂��B�G�ꐫ�������āA����Ȃ��B
���߂��B�G�ꐫ�������āA����Ȃ��B
318 �F774���b�g���d�������F2014/02/02(��) 21:03:53.10 ID:21suEhdo
�����̃n���_�O���H
319 �F774���b�g���d�������F2014/02/03(��) 00:23:15.76 ID:TwngRPlB
�n���_��n���_���Ă��炢���Y������w
320 �F774���b�g���d�������F2014/02/03(��) 02:39:47.94 ID:3u1Zp4ef
>>316
���ꂪ���ʂ���Ȃ��̂��ˁB
�́A���Z���̍��Ɉ��p���Ă�goot�̃s�X�g���^������Ȃ�������B
�ʂɋ����≏�Ƃ������ĂȂ��B����悤���Ȃ��悤�ȋC�����邯��
�Z���~�b�N�q�[�^�[�ɃR�e�悪���ɂ��Ԃ��Ă���B
����ɂ��Ă��I�[�v�����[�v���ᑦ�M�ł��Ȃ����A�����ł��Ȃ���Ȃ�
���ꂪ���ʂ���Ȃ��̂��ˁB
�́A���Z���̍��Ɉ��p���Ă�goot�̃s�X�g���^������Ȃ�������B
�ʂɋ����≏�Ƃ������ĂȂ��B����悤���Ȃ��悤�ȋC�����邯��
�Z���~�b�N�q�[�^�[�ɃR�e�悪���ɂ��Ԃ��Ă���B
����ɂ��Ă��I�[�v�����[�v���ᑦ�M�ł��Ȃ����A�����ł��Ȃ���Ȃ�
321 �F774���b�g���d�������F2014/02/03(��) 04:03:37.92 ID:+5rgwygV
>�́A���Z���̍��Ɉ��p���Ă�goot�̃s�X�g���^������Ȃ�������B
�R��A���ł��g���Ă�B���Đ�Ⴂ�łQ�{�g���B050���y���B
�\���������Ă������Ǔ��܂�Ă��܂����B
�R��A���ł��g���Ă�B���Đ�Ⴂ�łQ�{�g���B050���y���B
�\���������Ă������Ǔ��܂�Ă��܂����B
322 �F774���b�g���d�������F2014/02/03(��) 05:47:55.14 ID:Jl3VA7VM
>>320
> �Z���~�b�N�q�[�^�[�ɃR�e�悪���ɂ��Ԃ��Ă���B
>
> ����ɂ��Ă��I�[�v�����[�v���ᑦ�M�ł��Ȃ����A�����ł��Ȃ���Ȃ�
���̍\���Ȃ猋�\���M(��`�͒m��Ȃ����j�Ȃᖳ��
�Z���~�b�N�Ȃ牷�x�����ɂ��t�B�[�h�o�b�N�����ҏo���邵
> �Z���~�b�N�q�[�^�[�ɃR�e�悪���ɂ��Ԃ��Ă���B
>
> ����ɂ��Ă��I�[�v�����[�v���ᑦ�M�ł��Ȃ����A�����ł��Ȃ���Ȃ�
���̍\���Ȃ猋�\���M(��`�͒m��Ȃ����j�Ȃᖳ��
�Z���~�b�N�Ȃ牷�x�����ɂ��t�B�[�h�o�b�N�����ҏo���邵
323 �F774���b�g���d�������F2014/02/03(��) 06:16:05.90 ID:tk/wl6mD
���Z���~�b�N�Ȃ牷�x�����ɂ��t�B�[�h�o�b�N�����ҏo���邵
�C�~�t
�C�~�t
324 �F774���b�g���d�������F2014/02/03(��) 09:38:23.20 ID:g/fDlwJh
>>320
�e��K�i�ł��Đ��AC���[�N�d���Ɛڒn��R����߂Ă���̂ŁA�X�e�[�V�����^�C�v
�ł͓�����O��3�ɐڒn�ɂ�AC�R�[�h�����ĂȂ��Ɛ�������Ɏ������߂Ȃ���
>>323
�����̈���(���x�㏸�Œ�R�l���傫���㏸����)�q�[�^�[���g�����ƂŁA���Đ扷�x��
���t�ɒB���₷���ƌ��������낤���A�K�i���ݒ艷�x�}5�������疳�Ӗ�
�e��K�i�ł��Đ��AC���[�N�d���Ɛڒn��R����߂Ă���̂ŁA�X�e�[�V�����^�C�v
�ł͓�����O��3�ɐڒn�ɂ�AC�R�[�h�����ĂȂ��Ɛ�������Ɏ������߂Ȃ���
>>323
�����̈���(���x�㏸�Œ�R�l���傫���㏸����)�q�[�^�[���g�����ƂŁA���Đ扷�x��
���t�ɒB���₷���ƌ��������낤���A�K�i���ݒ艷�x�}5�������疳�Ӗ�
325 �F774���b�g���d�������F2014/02/03(��) 09:48:10.80 ID:Jl3VA7VM
>>323
�Z���~�b�N�͒�R�l�̉��x�W�����傫�Ȑ��̒l��
�����Ă���f�ނ̃q�[�^�[���̗p����Ă���̂ŁA
�₦�Ă���Ƃ��͒�R�l��������
����ēd���������́A���x�������Ƃ��̐��{�̃q�[�^�[�p���[�ƂȂ�
���x�������Ȃ�ƁA��R�l���オ��p���[��������̂�
���̃t�B�[�h�o�b�N��(��������̓Q�C�����Ⴂ���j�|���邱�ƂɂȂ�
�Z���~�b�N�͒�R�l�̉��x�W�����傫�Ȑ��̒l��
�����Ă���f�ނ̃q�[�^�[���̗p����Ă���̂ŁA
�₦�Ă���Ƃ��͒�R�l��������
����ēd���������́A���x�������Ƃ��̐��{�̃q�[�^�[�p���[�ƂȂ�
���x�������Ȃ�ƁA��R�l���オ��p���[��������̂�
���̃t�B�[�h�o�b�N��(��������̓Q�C�����Ⴂ���j�|���邱�ƂɂȂ�
326 �F774���b�g���d�������F2014/02/03(��) 10:13:52.59 ID:0Fns9kBC
�t�H�[�h�o�b�N�Ƃ����̂́A���͂������ăZ���T�������đ��ǂ����鑕�u�ł̎�������̎��B
�f�ގ��̖̂\���ւ̎��~���t�B�[�h�o�b�N�Ƃ͌���Ȃ��B
�f�ގ��̖̂\���ւ̎��~���t�B�[�h�o�b�N�Ƃ͌���Ȃ��B
327 �F774���b�g���d�������F2014/02/03(��) 10:22:30.23 ID:HF9Yr2DQ
>>326
325���ăt�B�[�h�o�b�N�̗v���������Ă邾��
�t�B�[�h�o�b�N���悭�����������ǂ���
�̂͋ɒ[�ɉ��x�W����傫���Ƃ������������R�e�Ƃ����̂��L������
�m���L�����[�_���g���đ傫�ȉ��x�W���ɂ��Ă��͂�
325���ăt�B�[�h�o�b�N�̗v���������Ă邾��
�t�B�[�h�o�b�N���悭�����������ǂ���
�̂͋ɒ[�ɉ��x�W����傫���Ƃ������������R�e�Ƃ����̂��L������
�m���L�����[�_���g���đ傫�ȉ��x�W���ɂ��Ă��͂�
328 �F774���b�g���d�������F2014/02/03(��) 10:30:23.37 ID:g/fDlwJh
Weller�̃}�O�i�X�^�b�g���ԈႦ�ĉ����Ă邾������ˁ[��
329 �F774���b�g���d�������F2014/02/03(��) 10:44:28.77 ID:HF9Yr2DQ
�Ⴄ�A���ł������c���Ă鏬���ȃn���_�R�e���[�J�[����o�Ă�
�q�[�^�[���̂̃L�����[�_���g���Ă���
�����R�e�Ƃ��Ă͈������������A���܂艷���R�e�̎��v���������ゾ�����̂�
����Ȃ��Ă����P�ނ����͂�
�q�[�^�[���̂̃L�����[�_���g���Ă���
�����R�e�Ƃ��Ă͈������������A���܂艷���R�e�̎��v���������ゾ�����̂�
����Ȃ��Ă����P�ނ����͂�
330 �F774���b�g���d�������F2014/02/03(��) 10:53:40.64 ID:Jl3VA7VM
331 �F774���b�g���d�������F2014/02/03(��) 11:42:13.11 ID:X0FfBLPJ
�L�����[�_�Ƃ�����������ā@�ɂ��ȁB
332 �F774���b�g���d�������F2014/02/03(��) 12:37:17.39 ID:mTC1ia60
���������B
http://www.gesco.co.jp/pdf/weller-1001.pdf
���@Weller�̃����O�Z���[�ł��B
���@�d�q�R���g���[���̃n���_�X�e�[�V��������ʂɍ̗p�����ȑO��
���@Weller���l�Ă�������I�ȃn���_�S�e�ł��B
���@�����̃L���[���[�_�𗘗p���������́A
���@�Z���T�[���̍����䗦�ɂ��i�K�I�ɉ��x�𐧌�A
���@�d�q�A�Z���u���[�̕i���̈��艻�ɍv�����܂����B
���@�F���J���̖u������NASA �̎w��H��ł�����܂����B
���@���ł��������l�C������܂��B
�L�����[�_�ł����Ă��B�Ȃ�Œɂ��́H
http://www.gesco.co.jp/pdf/weller-1001.pdf
���@Weller�̃����O�Z���[�ł��B
���@�d�q�R���g���[���̃n���_�X�e�[�V��������ʂɍ̗p�����ȑO��
���@Weller���l�Ă�������I�ȃn���_�S�e�ł��B
���@�����̃L���[���[�_�𗘗p���������́A
���@�Z���T�[���̍����䗦�ɂ��i�K�I�ɉ��x�𐧌�A
���@�d�q�A�Z���u���[�̕i���̈��艻�ɍv�����܂����B
���@�F���J���̖u������NASA �̎w��H��ł�����܂����B
���@���ł��������l�C������܂��B
�L�����[�_�ł����Ă��B�Ȃ�Œɂ��́H
333 �F774���b�g���d�������F2014/02/03(��) 13:01:07.05 ID:g/fDlwJh
�I�b�P�[�C���^�[�i�V���i���̃A�����R�C���̐c�ނ̕ω������m����
���䂷��̂͂킩�邪�A�q�[�^�[���̂̃L�����[�_�͂ǂ����p�����̂�
�������[�h�̂ق��ɓd�C��R���ω������̂��H
���䂷��̂͂킩�邪�A�q�[�^�[���̂̃L�����[�_�͂ǂ����p�����̂�
�������[�h�̂ق��ɓd�C��R���ω������̂��H
334 �F774���b�g���d�������F2014/02/03(��) 13:18:45.94 ID:mTC1ia60
���̓Z���T���Ⴀ����́H
335 �F774���b�g���d�������F2014/02/03(��) 13:27:29.20 ID:g/fDlwJh
���ɂ����̂����Ȃ��Ȃ鉷�x���L�����[�_
���̓Z���T���g���Ƃ�����Ȃ�
���̓Z���T���g���Ƃ�����Ȃ�
336 �F774���b�g���d�������F2014/02/03(��) 13:40:41.60 ID:mTC1ia60
�����H�@���ɂ������ɂȂ�A�����玥�͐��̃\�[�X������Ύ��ɂȂ�ł��B
�d���@�@�q�[�^�[(�L�����[�_���j�@�z�[���f�q
�݂����Ȕz�u�ŁA�q�[�^�[���̂Ɏ��ꂩ���Ƃ���
�L�����[�_�������玥�����R��Ă킩���łˁH�@���������ǁB
�d���@�@�q�[�^�[(�L�����[�_���j�@�z�[���f�q
�݂����Ȕz�u�ŁA�q�[�^�[���̂Ɏ��ꂩ���Ƃ���
�L�����[�_�������玥�����R��Ă킩���łˁH�@���������ǁB
337 �F774���b�g���d�������F2014/02/03(��) 14:15:37.15 ID:g/fDlwJh
�Z���T���g������d�q��H�Ɠd�������邾�낤
�}�O�i�X�^�b�g�͓����_���ɐړ_����������
�������Ƃ��ł����Ƃ��āA�ǂ��炪�V���v����
�}�O�i�X�^�b�g�͓����_���ɐړ_����������
�������Ƃ��ł����Ƃ��āA�ǂ��炪�V���v����
338 �F774���b�g���d�������F2014/02/03(��) 14:42:56.06 ID:mTC1ia60
�Ȃ�قǃ����[�̔@���A���̎��͂Őړ_��������Ă�����
�L�����[�_�����玥�C�������ړ_���J���A�ł����̂��c�����܂����ȁB
�L�����[�_�����玥�C�������ړ_���J���A�ł����̂��c�����܂����ȁB
339 �F774���b�g���d�������F2014/02/03(��) 14:52:57.75 ID:94LUmMPJ
>>336-337
�o�J�ȉ�������̓o�J�Ȍ��_�����o�Ȃ�
�o�J�ȉ�������̓o�J�Ȍ��_�����o�Ȃ�
340 �F774���b�g���d�������F2014/02/03(��) 18:22:27.52 ID:HF9Yr2DQ
>>337
���܂Ńg���`���J���Ȃ��ƌ����Ă��
�Z���~�b�NPTC[�ҏW]
�`�^���_�o���E���ɓY�������������Z���~�b�N��p�������́B�`�^���_�o���E���̃L�����[���x�t�߂ŋ}���ɓd�C��R�����傷�鐫���𗘗p���Ă���B
�d���𗬂�������Ǝ��Ȕ��M�ɂ���ēd��������ɂ����Ȃ�A���̉��x��ۂ悤�ɂȂ邽�ߔ��c���ē��̃q�[�^�[�Ƃ��Ă��p������B
(Wiki�T�[�~�X�^)
���܂Ńg���`���J���Ȃ��ƌ����Ă��
�Z���~�b�NPTC[�ҏW]
�`�^���_�o���E���ɓY�������������Z���~�b�N��p�������́B�`�^���_�o���E���̃L�����[���x�t�߂ŋ}���ɓd�C��R�����傷�鐫���𗘗p���Ă���B
�d���𗬂�������Ǝ��Ȕ��M�ɂ���ēd��������ɂ����Ȃ�A���̉��x��ۂ悤�ɂȂ邽�ߔ��c���ē��̃q�[�^�[�Ƃ��Ă��p������B
(Wiki�T�[�~�X�^)
341 �F774���b�g���d�������F2014/02/03(��) 19:25:48.95 ID:g/fDlwJh
>>337
����Ȃ���̘b�����Ă���̂ł͂Ȃ��@�������ƂȂ�����
��̓I�ɂ�����Љ�Ă�y�[�W������
�������̃y�[�W������SGX-110S�Ă������M�̂��Đ��D/C/BC��������
�������̕����C�ɂȂ�
����Ȃ���̘b�����Ă���̂ł͂Ȃ��@�������ƂȂ�����
��̓I�ɂ�����Љ�Ă�y�[�W������
�������̃y�[�W������SGX-110S�Ă������M�̂��Đ��D/C/BC��������
�������̕����C�ɂȂ�
342 �F774���b�g���d�������F2014/02/03(��) 20:08:03.97 ID:HF9Yr2DQ
343 �F774���b�g���d�������F2014/02/03(��) 20:11:11.69 ID:kxCuatXE
>>342
�������~���N�ł�����ŗ���������
�������~���N�ł�����ŗ���������
344 �F774���b�g���d�������F2014/02/03(��) 20:29:14.97 ID:g/fDlwJh
345 �F774���b�g���d�������F2014/02/03(��) 23:46:34.44 ID:GccYyDnS
>>241���̃A���J�[��>>337�ł͂Ȃ��āA>>340����ˁB
PTC���g�����R�e���ĉ����������ƂȂ��B
���ۂ̍�Ƃł́A�R�e����ƑΏۂɂ���ĉ��x��ς��������Ƃ�����킯�ŁA
臒l���x�ŋ}�s�ȃQ�C���̉��x���������q�[�^�[���Ǝg���ɂ����悤�ȋC������̂����ǁB
���ʂ̃Z���~�b�N�q�[�^�[�����̔��c�S�e�̓p���[�R���g���[���ʼn��x�����邱�Ƃ��ł��邯��ǁA
���ꂪ��������̂́A�u�}�s�ȃQ�C���̉��x�����v�ł͂Ȃ�����ł���H
PTC���g�����R�e���ĉ����������ƂȂ��B
���ۂ̍�Ƃł́A�R�e����ƑΏۂɂ���ĉ��x��ς��������Ƃ�����킯�ŁA
臒l���x�ŋ}�s�ȃQ�C���̉��x���������q�[�^�[���Ǝg���ɂ����悤�ȋC������̂����ǁB
���ʂ̃Z���~�b�N�q�[�^�[�����̔��c�S�e�̓p���[�R���g���[���ʼn��x�����邱�Ƃ��ł��邯��ǁA
���ꂪ��������̂́A�u�}�s�ȃQ�C���̉��x�����v�ł͂Ȃ�����ł���H
346 �F774���b�g���d�������F2014/02/03(��) 23:48:01.00 ID:fQDDLrbk
347 �F774���b�g���d�������F2014/02/04(��) 00:16:46.87 ID:9EXtKNpJ
Metcal PS-900�ō��I�I
���ق炵��[�ăZ���~�b�N���ĂȂg���Ă���
���ق炵��[�ăZ���~�b�N���ĂȂg���Ă���
348 �F774���b�g���d�������F2014/02/04(��) 00:19:49.94 ID:9EXtKNpJ
�Ȃ��Metcal�Ȃ�H
Metcal���ꗧ���グ�悩��
���̒��ɂ�2��ނ̃R�e������BMetcal�Ƃ���ȊO
���ĈӖ����킩����
Metcal���ꗧ���グ�悩��
���̒��ɂ�2��ނ̃R�e������BMetcal�Ƃ���ȊO
���ĈӖ����킩����
349 �F774���b�g���d�������F2014/02/04(��) 01:10:52.83 ID:Usol4Vcp
���g�J�����L�����[�_���g���Ă邾��B
�R�e��̃��b�L�������ō���ĂāA�����������g���M���čs����
�L�����[�_����ƍ����g���M�ł��Ȃ��Ȃ邩�炻���ʼn��x���ɂȂ�B
�Z���T�[�s�v�ŕ����I�Ɏ������䂳���B
������x�͈�ؕύX�ł��˂���
�v���Z�b�g���ꂽ���x���ƂɃR�e�悪�p�ӂ���Ă��邗
�R�e��̃��b�L�������ō���ĂāA�����������g���M���čs����
�L�����[�_����ƍ����g���M�ł��Ȃ��Ȃ邩�炻���ʼn��x���ɂȂ�B
�Z���T�[�s�v�ŕ����I�Ɏ������䂳���B
������x�͈�ؕύX�ł��˂���
�v���Z�b�g���ꂽ���x���ƂɃR�e�悪�p�ӂ���Ă��邗
350 �F774���b�g���d�������F2014/02/04(��) 01:54:05.02 ID:qAY8Tfbh
���\�Ɍ�����Ȃ����i�ݒ�ŏ������u�����h����
ttp://in.element14.com/images/e14/content/en_IN/promotions/1307_oki/1560738.jpg
ttp://in.element14.com/images/e14/content/en_IN/promotions/1307_oki/1560738.jpg
{kind=link}
351 �F774���b�g���d�������F2014/02/04(��) 06:28:05.11 ID:KBhna1iJ
>>345
�L�����[�_���g�����Z���~�b�N�q�[�^�[(PTC�������j�̃R�e�Ƃ����̂́A
�P�ɉ��x�Œ�̃Z���~�b�N�q�[�^�[�̉����R�e�ł���
�����ăI�[�o�[�V���[�g���Ȃ����Ƃ����_
�L�����[�_���g�����Z���~�b�N�q�[�^�[(PTC�������j�̃R�e�Ƃ����̂́A
�P�ɉ��x�Œ�̃Z���~�b�N�q�[�^�[�̉����R�e�ł���
�����ăI�[�o�[�V���[�g���Ȃ����Ƃ����_
352 �F774���b�g���d�������F2014/02/04(��) 08:22:27.66 ID:cD0X3+eX
>>346
�q�[�^�[��PTC�����ʼn��x���������Ȃ�A�Ȃ��X�e�[�V�����ʼn��x�������ł���悤�ɂȂ��Ă���̂��Ǝv���H
�q�[�^�[��PTC�����ʼn��x���������Ȃ�A�Ȃ��X�e�[�V�����ʼn��x�������ł���悤�ɂȂ��Ă���̂��Ǝv���H
353 �F774���b�g���d�������F2014/02/04(��) 08:27:44.75 ID:cD0X3+eX
>>349
>�L�����[�_����ƍ����g���M�ł��Ȃ��Ȃ邩�炻���ʼn��x���ɂȂ�B
���x�����ɂȂ�̂̓q�[�^�[�ł����āA�피�c�t���Ə����̐ڐG�_�ł͂Ȃ���Ȃ��B
�피�c�t���̔M�e�ʂ��傫����A�킸���Ƃ����ǂ����x���z���ω����ăq�[�^�[�Ə����̉��x�����傫���Ȃ�킯�ŁB
�����̂Ƃ���ǂ��Ȃ�ȁB
>�L�����[�_����ƍ����g���M�ł��Ȃ��Ȃ邩�炻���ʼn��x���ɂȂ�B
���x�����ɂȂ�̂̓q�[�^�[�ł����āA�피�c�t���Ə����̐ڐG�_�ł͂Ȃ���Ȃ��B
�피�c�t���̔M�e�ʂ��傫����A�킸���Ƃ����ǂ����x���z���ω����ăq�[�^�[�Ə����̉��x�����傫���Ȃ�킯�ŁB
�����̂Ƃ���ǂ��Ȃ�ȁB
354 �F774���b�g���d�������F2014/02/04(��) 08:39:29.42 ID:9EXtKNpJ
>>350
�͂��H���������ɏ������ƌ����Ă���
�͂��H���������ɏ������ƌ����Ă���
355 �F774���b�g���d�������F2014/02/04(��) 09:03:32.86 ID:rmahcWsq
356 �F774���b�g���d�������F2014/02/04(��) 09:10:21.67 ID:qAY8Tfbh
OKi�ɐg���肵�܂���
357 �F774���b�g���d�������F2014/02/04(��) 09:10:45.81 ID:9EXtKNpJ
�����炲�܂������ɏ������Ƃ����Ӗ��ƍ������������]
mouser������͒���I�ɐ��\���ׂ��Ċm���ɍɂ������Ă���
�g�������Ƃ��Ȃ����ق����\�Ɍ�����Ȃ����i�ݒ�ď킹���
mouser������͒���I�ɐ��\���ׂ��Ċm���ɍɂ������Ă���
�g�������Ƃ��Ȃ����ق����\�Ɍ�����Ȃ����i�ݒ�ď킹���
358 �F774���b�g���d�������F2014/02/04(��) 09:25:14.22 ID:9EXtKNpJ
>>356
�e�N�g�����g���肵����Ȃ� �Q���Q��
�e�N�g�����g���肵����Ȃ� �Q���Q��
359 �F774���b�g���d�������F2014/02/04(��) 09:25:49.65 ID:6nKCembN
�ق��Ƃ�
360 �F774���b�g���d�������F2014/02/04(��) 09:51:49.29 ID:tHDLo+mm
���R�e��̃��b�L�������ō���ĂāA�����������g���M���čs����
���L�����[�_����ƍ����g���M�ł��Ȃ��Ȃ邩�炻���ʼn��x���ɂȂ�B
���Z���T�[�s�v�ŕ����I�Ɏ������䂳���B
���ꂪ�������Ȃ�A���̃R�e���R�e��̉��x�ቺ����̕��A�̓_���_������B
�[�ɉ��M���Ȃ����Ă����̕��R�e�B
���L�����[�_����ƍ����g���M�ł��Ȃ��Ȃ邩�炻���ʼn��x���ɂȂ�B
���Z���T�[�s�v�ŕ����I�Ɏ������䂳���B
���ꂪ�������Ȃ�A���̃R�e���R�e��̉��x�ቺ����̕��A�̓_���_������B
�[�ɉ��M���Ȃ����Ă����̕��R�e�B
361 �F774���b�g���d�������F2014/02/04(��) 10:11:07.46 ID:qAY8Tfbh
�e�N�g�����t���[�N���P�[�X���[�����ʂɃu�����h�c���Ă�킯������
362 �F774���b�g���d�������F2014/02/04(��) 10:25:59.87 ID:qAY8Tfbh
����������OKi���S�̐��i�ȊO��metcal���S�̂��܂������Ă�悤����
363 �F774���b�g���d�������F2014/02/04(��) 21:18:38.58 ID:cD0X3+eX
>���ꂪ�������Ȃ�A���̃R�e���R�e��̉��x�ቺ����̕��A�̓_���_������B
�Ȃ�ł����Ȃ�(^_^;
���ʒʂ�ɉ��߂���A�L�����[�_��艺�������炷���ɍ����g���M���n�܂�悤�Ɍ����邪�B
�q�X�e���V�X���傫����킩��Ȃ����ǂȁB
�����ǁA
>�R�e��̃��b�L�������ō���ĂāA�����������g���M���čs����
����̓~�X���[�h����悤�Ȍ�������Ȃ�?
�u�R�e��̃��b�L�v�ƕ����A��[�̔��c�ŏ��������̃��b�L���Ǝv�����Ⴄ�B�������H
���g�J���̂��āA��[�Ɣ��̎��Ɍq������ɔ��M�̂��߂̃��b�L���{����Ă���̂���ˁB
�Ȃ�ł����Ȃ�(^_^;
���ʒʂ�ɉ��߂���A�L�����[�_��艺�������炷���ɍ����g���M���n�܂�悤�Ɍ����邪�B
�q�X�e���V�X���傫����킩��Ȃ����ǂȁB
�����ǁA
>�R�e��̃��b�L�������ō���ĂāA�����������g���M���čs����
����̓~�X���[�h����悤�Ȍ�������Ȃ�?
�u�R�e��̃��b�L�v�ƕ����A��[�̔��c�ŏ��������̃��b�L���Ǝv�����Ⴄ�B�������H
���g�J���̂��āA��[�Ɣ��̎��Ɍq������ɔ��M�̂��߂̃��b�L���{����Ă���̂���ˁB
364 �F774���b�g���d�������F2014/02/04(��) 22:27:16.50 ID:Usol4Vcp
>>350
�Ԃ��Ă��R�e�悾�Ȃ���
�Ԃ��Ă��R�e�悾�Ȃ���
365 �F774���b�g���d�������F2014/02/05(��) 09:06:43.45 ID:5eFUoDis
>363
�������360����Ȃ����ނ���u�P�Ɂv�̌뎚���C�ɂȂ�܂���
���_���_��
�Ɋւ��ẮA�n�b�R�̍ŋ߂̉����R�e�́@�R�e����Z���T(�Ԃ���₨����)�q�[�^�̏���
�z�u���Ă������悤�ɋL�����Ă���܂��B�܂�A�L���p�^�[���Ȃǂŕ��M���Ă��܂�
���x���z���ł����ꍇ�ɁA��r�I�R�e��ɋ߂����x�����j�^���Ă���͂��ł�����A
��������������� �������x���z���ɂ̓q�[�^�͂�荂���Ɉێ����邱�Ƃ�
�R�e��t�߂��K�艷�x��ۂƂ��Ƃ���͂��ł��B
����A�q�[�^���x��艷�ɐ��䂵�Ă��܂��ꍇ�͉��x���z���������ɂ�
�M�ʂ�����Ȃ��Ɗ�����̂ł͂Ȃ��ł��傤���H
���M����߉��x���z�̕�������҂��_���_���ƕ\�������̂�������܂���B
�������360����Ȃ����ނ���u�P�Ɂv�̌뎚���C�ɂȂ�܂���
���_���_��
�Ɋւ��ẮA�n�b�R�̍ŋ߂̉����R�e�́@�R�e����Z���T(�Ԃ���₨����)�q�[�^�̏���
�z�u���Ă������悤�ɋL�����Ă���܂��B�܂�A�L���p�^�[���Ȃǂŕ��M���Ă��܂�
���x���z���ł����ꍇ�ɁA��r�I�R�e��ɋ߂����x�����j�^���Ă���͂��ł�����A
��������������� �������x���z���ɂ̓q�[�^�͂�荂���Ɉێ����邱�Ƃ�
�R�e��t�߂��K�艷�x��ۂƂ��Ƃ���͂��ł��B
����A�q�[�^���x��艷�ɐ��䂵�Ă��܂��ꍇ�͉��x���z���������ɂ�
�M�ʂ�����Ȃ��Ɗ�����̂ł͂Ȃ��ł��傤���H
���M����߉��x���z�̕�������҂��_���_���ƕ\�������̂�������܂���B
366 �F774���b�g���d�������F2014/02/05(��) 09:27:28.15 ID:O+Emn6wV
���M���~�߂Ƃ������A���M�ł��Ȃ���ԂɂȂ��Ă���킯�ŁA�������牷�x����������
���M�J�n�ƌ��������ăf�W�^���ł͂Ȃ��̂�����A���M�̐����́A�d���������Ɣ�ׂ���
�w���w���Ɏア�̂ł͂Ȃ��ł��傤���H
���M�J�n�ƌ��������ăf�W�^���ł͂Ȃ��̂�����A���M�̐����́A�d���������Ɣ�ׂ���
�w���w���Ɏア�̂ł͂Ȃ��ł��傤���H
367 �F774���b�g���d�������F2014/02/05(��) 10:21:05.66 ID:t9pFyauS
>>365
�Z���T�[�ƃq�[�^�[�̊Ԃ�����Ă���A
�����x�ꂪ�L�镪�n���`���O���N���₷���Ȃ�܂�
�͂��ĂɎg����悤�Ȕ�ᐧ��ł�
�u�q�[�^�[����荂���Ɉێ�����v���Ƃ�����p�Ȃ��Ƃ͏o���Ȃ��ł��傤
�ϕ��������Ă����c�S�e�̂悤�ȕs�A���ɑ傫�����ׂ��ς��p�r�ł͂��܂����肳�����܂���
�����ɏ������z���グ������т������������Ă��n���`���O�������Ȃ邾���ł�
�q�[�^�[���x�̃n���`���O�����Ȃ�����Ƃ����ϓ_����̓Z���T�[�ƃq�[�^�[���߂����Ƃ����ł�
�R�e�扷�x�̃n���`���O�����Ȃ�����̂��ړI�ł�����A�q�[�^�[�ƃR�e���
�߂�����(�M��R������������j�K�v������܂�
�R�R�����x�����肵�����䂪�o���邩�ǂ����̍ő�̃|�C���g�ł���
���b��ɂȂ��Ă���L�����[�_�Ő��䂷��R�e�Ƃ����͕̂������O��ޗL��悤�ł�
1�@50�N�ȏ�O����L��L�����[�_�Ŏ��͂������Ȃ邱�Ƃ𗘗p���ăX�C�b�`����}�O�i�X�^�b�g
2�@20�N���炢�O�ɐ��i�����ꂽ�L�����[�_�Ńq�[�^�[�̒�R���}�����鎖�œd�͂�ጸ����PTC����
3�@�����g(�U��)���M���g���L�����[�_����Ɣ��M�����������M���Ȃ��Ȃ����
1�͗]��Ɏ���x��ȕ����ł��̂Œu���Ƃ��āA
2��3�̓q�[�^�[�ƃZ���T�[�����p�����̂Ńn���`���O���ɂ����ƌ����ʂ���͔��ɗD�ꂽ�����ł�
������3�̌����̐��i��363���w�E����悤�ɔ��M�����M����|�C���g(���Đ�j�Ɨ���Ă���悤�ł�
���ꂪ�߂����(�M��R����������j�D�ꂽ�R�e�Ȃ̂ł��傤���R�R�ɖ�肪����悤�ɂ݂��܂�
2�̐��i�Ƃ����̂͒m��Ȃ��̂ł����A�q�[�^�[���R�e��ɋ߂����
���ɉ��x���䐫�\�̗ǂ��R�e�ł������̂ł͖������Ǝv���܂�
�Ȃ��A�~�M���̃R�e�ł͊�{�����ł����A��肪�������G�ɂȂ�܂�
�Z���T�[�ƃq�[�^�[�̊Ԃ�����Ă���A
�����x�ꂪ�L�镪�n���`���O���N���₷���Ȃ�܂�
�͂��ĂɎg����悤�Ȕ�ᐧ��ł�
�u�q�[�^�[����荂���Ɉێ�����v���Ƃ�����p�Ȃ��Ƃ͏o���Ȃ��ł��傤
�ϕ��������Ă����c�S�e�̂悤�ȕs�A���ɑ傫�����ׂ��ς��p�r�ł͂��܂����肳�����܂���
�����ɏ������z���グ������т������������Ă��n���`���O�������Ȃ邾���ł�
�q�[�^�[���x�̃n���`���O�����Ȃ�����Ƃ����ϓ_����̓Z���T�[�ƃq�[�^�[���߂����Ƃ����ł�
�R�e�扷�x�̃n���`���O�����Ȃ�����̂��ړI�ł�����A�q�[�^�[�ƃR�e���
�߂�����(�M��R������������j�K�v������܂�
�R�R�����x�����肵�����䂪�o���邩�ǂ����̍ő�̃|�C���g�ł���
���b��ɂȂ��Ă���L�����[�_�Ő��䂷��R�e�Ƃ����͕̂������O��ޗL��悤�ł�
1�@50�N�ȏ�O����L��L�����[�_�Ŏ��͂������Ȃ邱�Ƃ𗘗p���ăX�C�b�`����}�O�i�X�^�b�g
2�@20�N���炢�O�ɐ��i�����ꂽ�L�����[�_�Ńq�[�^�[�̒�R���}�����鎖�œd�͂�ጸ����PTC����
3�@�����g(�U��)���M���g���L�����[�_����Ɣ��M�����������M���Ȃ��Ȃ����
1�͗]��Ɏ���x��ȕ����ł��̂Œu���Ƃ��āA
2��3�̓q�[�^�[�ƃZ���T�[�����p�����̂Ńn���`���O���ɂ����ƌ����ʂ���͔��ɗD�ꂽ�����ł�
������3�̌����̐��i��363���w�E����悤�ɔ��M�����M����|�C���g(���Đ�j�Ɨ���Ă���悤�ł�
���ꂪ�߂����(�M��R����������j�D�ꂽ�R�e�Ȃ̂ł��傤���R�R�ɖ�肪����悤�ɂ݂��܂�
2�̐��i�Ƃ����̂͒m��Ȃ��̂ł����A�q�[�^�[���R�e��ɋ߂����
���ɉ��x���䐫�\�̗ǂ��R�e�ł������̂ł͖������Ǝv���܂�
�Ȃ��A�~�M���̃R�e�ł͊�{�����ł����A��肪�������G�ɂȂ�܂�
368 �F774���b�g���d�������F2014/02/05(��) 10:34:04.96 ID:uunomCoB
WTCP�����܂�Ɏ���x��Ƃ́H�@�܂������̂��Đ�͐�������Ă��Ȃ���
�݊����̂��鏬���Ȃ猻�݂������Ă���@WTCP������x��ƌ����̂Ȃ�
�L�����[�_�𗘗p���邱�đS��������̃j�[�Y�����Ă��Ȃ��K���N�^
�݊����̂��鏬���Ȃ猻�݂������Ă���@WTCP������x��ƌ����̂Ȃ�
�L�����[�_�𗘗p���邱�đS��������̃j�[�Y�����Ă��Ȃ��K���N�^
369 �F774���b�g���d�������F2014/02/05(��) 10:36:43.10 ID:4bD8OYLN
���܂ő����낤�ˁA���̃S�~�̂悤�Șb��́B
370 �F774���b�g���d�������F2014/02/05(��) 10:55:50.29 ID:UPVWdMZ9
�L�����[���x�͕����Ō��܂�킯�ŁA�_�C�����ʼn��x�ݒ�ł��Ȃ��ȏ�A�S�~����B
371 �F774���b�g���d�������F2014/02/05(��) 11:00:58.48 ID:uunomCoB
���Ă�WMRP��JCB������͌������ƂȂ�/�m��Ȃ��z���قƂ�ǂ���
372 �F774���b�g���d�������F2014/02/05(��) 11:02:10.64 ID:uunomCoB
JCB�����@JBC��
373 �F774���b�g���d�������F2014/02/05(��) 16:47:37.07 ID:5eFUoDis
�n���`���O������Ƃǂ������H�H�i�E�ցE�M�j
1bit�I�[�f�B�I�̂c���A���v�̂n�m�^�n�e�e��
�o���o���U��Ă����Ăׂɂ������E�E�E
1bit�I�[�f�B�I�̂c���A���v�̂n�m�^�n�e�e��
�o���o���U��Ă����Ăׂɂ������E�E�E
374 �F774���b�g���d�������F2014/02/05(��) 17:05:16.82 ID:9RIGSIhF
>>373
���ł����x��肾��
���c�S�e�́A�R�e�扷�x�Ȃ�10����20��
�n���`���O���Ă�����Ȃ��Ǝv������
100���A200�����ƍ��邾�낤��
���ł����x��肾��
���c�S�e�́A�R�e�扷�x�Ȃ�10����20��
�n���`���O���Ă�����Ȃ��Ǝv������
100���A200�����ƍ��邾�낤��
375 �F774���b�g���d�������F2014/02/05(��) 17:22:04.32 ID:5eFUoDis
����A�Z���T�[�����������E�q�[�^�[����������
100�|�C���g���낤��500�|�C���g���낤��
�����ɂȂ��Ă��ׂɂ��܂��ł��E�E�E
�i�Z���T���悪�����ɂȂ�Ȃ獢��܂�����j
����ŁA�����ŃI���I�t�J��Ԃ��Đ��䂷����Ă������삪
���̂܂�܂c���A���v�݂����Ȃ��̂Ȃ킯�ŁA�������
�K�Ȕ��M�ʂɋ߂Â���]�܂�������ł����B
100�|�C���g���낤��500�|�C���g���낤��
�����ɂȂ��Ă��ׂɂ��܂��ł��E�E�E
�i�Z���T���悪�����ɂȂ�Ȃ獢��܂�����j
����ŁA�����ŃI���I�t�J��Ԃ��Đ��䂷����Ă������삪
���̂܂�܂c���A���v�݂����Ȃ��̂Ȃ킯�ŁA�������
�K�Ȕ��M�ʂɋ߂Â���]�܂�������ł����B
376 �F774���b�g���d�������F2014/02/05(��) 17:27:19.84 ID:5eFUoDis
���Ód�e�ʂ̑���ɁA�R�e�̔M�e�ʂ�p�����u�M�v�c���A���v�I
377 �F774���b�g���d�������F2014/02/05(��) 17:49:33.70 ID:NyBVEZk2
���̐́A�g���C�A�b�N�̒�����Ƀj�N�������̂͂��Ă�ڂȂ�����A
���Ă��W�[�W�[���Ă����Ƃ����������Ȃ��@�'�ց@`�@�
�����d�͂����炵�ĉߔM��h����悩�����̂ŁA�_�C�I�[�h�ƃZ�����g��R��
�ւ�����������B
���Ă��W�[�W�[���Ă����Ƃ����������Ȃ��@�'�ց@`�@�
�����d�͂����炵�ĉߔM��h����悩�����̂ŁA�_�C�I�[�h�ƃZ�����g��R��
�ւ�����������B
378 �F774���b�g���d�������F2014/02/05(��) 17:55:23.52 ID:4bYcXGbT
>>367
http://www.technitron.co.jp/3c2iron-2/images/ok/metcal-ps800-ps800e.jpg
����Ȕz�u�W�ŁA
>>�����x�̓R�e��̉��x�ł͖����q�[�^�[�̉��x�ł��B�`�b�v�J�[�g���b�W�̌`��ňႢ������܂����A��[���x�̖ڈ���-20�`30�x�ʃh���b�v����ƍl���ĉ������B
�Ƃ̎��B�܂�����͂ǂ̎Ђ����������ǁAM�̓����͑匳�̉��x���ύX�o���Ȃ�����
�R�e��ōZ������Ƃ������͏o���Ȃ��Ƃ��������ȁB
����ȃV�r�A�Ȓ�����K�v�Ƃ���҂͐�����قǂ������Ȃ�����
�����͂��������g�b�v���x���̋Z�p�҂��W���ꂾ����M�̕]�����Ⴂ�̂͂��傤���Ȃ��ȁB
http://www.technitron.co.jp/3c2iron-2/images/ok/metcal-ps800-ps800e.jpg
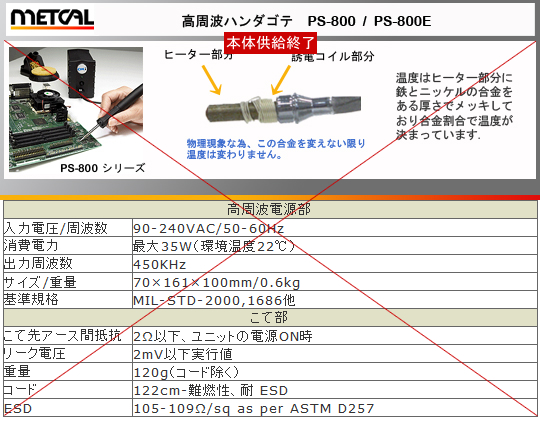{kind=link}
����Ȕz�u�W�ŁA
>>�����x�̓R�e��̉��x�ł͖����q�[�^�[�̉��x�ł��B�`�b�v�J�[�g���b�W�̌`��ňႢ������܂����A��[���x�̖ڈ���-20�`30�x�ʃh���b�v����ƍl���ĉ������B
�Ƃ̎��B�܂�����͂ǂ̎Ђ����������ǁAM�̓����͑匳�̉��x���ύX�o���Ȃ�����
�R�e��ōZ������Ƃ������͏o���Ȃ��Ƃ��������ȁB
����ȃV�r�A�Ȓ�����K�v�Ƃ���҂͐�����قǂ������Ȃ�����
�����͂��������g�b�v���x���̋Z�p�҂��W���ꂾ����M�̕]�����Ⴂ�̂͂��傤���Ȃ��ȁB
379 �F774���b�g���d�������F2014/02/05(��) 20:23:05.51 ID:jbx0IHoQ
�Z�p�I�ɂ͐������ǁA�g�����ɂ̓t�[�����Ȃ�
380 �F774���b�g���d�������F2014/02/05(��) 22:29:36.16 ID:X/ipSt3v
ORYX Model M3 100V 15W�Ə����Ă���R�e�����������ł����A ���Đ悪�n���_�ɐZ�H�����
�����Ƃ����ԂɃ{���{���ɂȂ��Ă��܂��܂����B
���Đ����肵�悤�ƒ��ׂĂ��������i��������Ȃ����߁A�`���Ă���ANTEX�̃R�e����g�����Ƃ������Ă��܂��B
�����Ŏ���Ȃ̂ł����AANTEX�� C��G�Ȃǂ̃q�[�^�[�p�C�v�a�͂ǂ̒��x�̑傫���Ȃ�ł��傤���H
���Ȃ݂�ORYX�̓�3.9mm�A�p�C�v������43mm�ł����B
�����Ƃ����ԂɃ{���{���ɂȂ��Ă��܂��܂����B
���Đ����肵�悤�ƒ��ׂĂ��������i��������Ȃ����߁A�`���Ă���ANTEX�̃R�e����g�����Ƃ������Ă��܂��B
�����Ŏ���Ȃ̂ł����AANTEX�� C��G�Ȃǂ̃q�[�^�[�p�C�v�a�͂ǂ̒��x�̑傫���Ȃ�ł��傤���H
���Ȃ݂�ORYX�̓�3.9mm�A�p�C�v������43mm�ł����B
381 �F774���b�g���d�������F2014/02/07(��) 07:42:09.35 ID:Pwh1bfge
382 �F774���b�g���d�������F2014/02/07(��) 14:32:56.93 ID:4KkdeUlI
�n���_�S�e����ꂽ��Ŕ����������B
HAKKO RED���I
���������Ă邹�����A1�N���炢�ʼn���B
HAKKO RED���I
���������Ă邹�����A1�N���炢�ʼn���B
383 �F774���b�g���d�������F2014/02/07(��) 14:45:31.70 ID:/CtlcOUz
�ǂ̂悤�ȉ����Ȃ̂��낤
384 �F774���b�g���d�������F2014/02/07(��) 15:09:27.24 ID:4KkdeUlI
�n�������ς��Ǝv���Ă�����A���x���\���ɏオ��Ȃ��Ȃ��Ă����B
���̑O�́A�R�[�h�̒��̐c�����Ԃ��Ԃ��ꂽ�B
���̑O�́A�R�[�h�̒��̐c�����Ԃ��Ԃ��ꂽ�B
385 �F774���b�g���d�������F2014/02/07(��) 15:43:35.76 ID:/CtlcOUz
�قف[�@�m���ɋȂ��L���ɋ����R�[�h�ł͂Ȃ�����f���������
���Ă��琶���Ă����̂Ƃ���ʼn��x���f�����������Ƃ�����
�������悤�ɂ�SBR�R�[�h�͓d�����ɂ��Ȃ����g�[�X�^�[�Ƃ��̂��̂�����
�����w�̍��̓R�^�c�p�ܑł��R�[�h�����Ă��ȁ@������RSCB��0.75-1.25sq��
�Z��AC�R�[�h�����ăe�[�u���^�b�v�ɂȂ��Ŏg���̂���������
���Ă��琶���Ă����̂Ƃ���ʼn��x���f�����������Ƃ�����
�������悤�ɂ�SBR�R�[�h�͓d�����ɂ��Ȃ����g�[�X�^�[�Ƃ��̂��̂�����
�����w�̍��̓R�^�c�p�ܑł��R�[�h�����Ă��ȁ@������RSCB��0.75-1.25sq��
�Z��AC�R�[�h�����ăe�[�u���^�b�v�ɂȂ��Ŏg���̂���������
386 �F774���b�g���d�������F2014/02/07(��) 18:43:18.23 ID:PLWWuQNZ
USB���狋�d����Ӗ���������Ȃ�
http://pc.watch.impress.co.jp/docs/news/20140207_634355.html
http://pc.watch.impress.co.jp/docs/news/20140207_634355.html
387 �F774���b�g���d�������F2014/02/07(��) 18:51:29.69 ID:oiv/bvzG
388 �F774���b�g���d�������F2014/02/07(��) 19:17:05.41 ID:N5MP/ORq
�n���_�R�e�Ȃ�ĉ�ꂽ���ƂȂ��B
�j�N���������_��Ɋ������ĉ_��Ő≏��������
���Đ悪�t�����R�e���g���o���āA
�g�����W�X�^�ɂ̓��b�L�R�e��łȂ���_�����Ĕ���������
�k�r�h�̓Z���~�b�N�q�[�^�[�Ŗ����ƃ_�����Ĕ����������̂�
�O�b�g�̃s�X�g���^�B
�j�N���������_��Ɋ������ĉ_��Ő≏��������
���Đ悪�t�����R�e���g���o���āA
�g�����W�X�^�ɂ̓��b�L�R�e��łȂ���_�����Ĕ���������
�k�r�h�̓Z���~�b�N�q�[�^�[�Ŗ����ƃ_�����Ĕ����������̂�
�O�b�g�̃s�X�g���^�B
389 �F774���b�g���d�������F2014/02/07(��) 19:53:54.86 ID:Bu5hPOpE
Soooogoot!
390 �F774���b�g���d�������F2014/02/07(��) 20:15:21.41 ID:QvDZjI4I
���{�ň�l���炢�́A���������l�����Ă������B
391 �F774���b�g���d�������F2014/02/07(��) 23:13:19.51 ID:SLTXpdEk
>>386
8W�H1.6A�������đ��v�Ȃ́H
8W�H1.6A�������đ��v�Ȃ́H
392 �F774���b�g���d�������F2014/02/08(�y) 01:20:03.38 ID:Fs12Xpxn
�_�����낗5V500mA�܂ł���A���Č������K�X�������������K���ɂȂ����
393 �F774���b�g���d�������F2014/02/08(�y) 03:54:00.85 ID:npAiD2M3
>>392
�s�̂̃o�b�e���[��5V2A�g���邩����Ȃ�
�s�̂̃o�b�e���[��5V2A�g���邩����Ȃ�
394 �F774���b�g���d�������F2014/02/08(�y) 09:57:20.30 ID:N1rAsXA6
395 �F774���b�g���d�������F2014/02/08(�y) 10:19:04.37 ID:8EhBOW3v
>>393�݂����ȍl���͂������_���@�u���[�J�[���V���[�g��������
AC�R���Z���g������v45A�����Ă��R���Ȃ��Ⴈ���A�Ă̂Ɠ���
5V8W�Ȃ�USB�R�l�N�^���g��Ȃ��A��������PC�ɂ͑}���ȂƂ������\�������ׂ�
AC�R���Z���g������v45A�����Ă��R���Ȃ��Ⴈ���A�Ă̂Ɠ���
5V8W�Ȃ�USB�R�l�N�^���g��Ȃ��A��������PC�ɂ͑}���ȂƂ������\�������ׂ�
396 �F774���b�g���d�������F2014/02/08(�y) 10:23:30.45 ID:xOjWndg1
PC�́A��i�ȏ�͒�~����d�l�������Ǝv����
397 �F774���b�g���d�������F2014/02/08(�y) 11:34:48.26 ID:y7e1Zf2V
>>395
100mA�ȏ㏟��Ɏg���@��͂��������ׂ�����
100mA�ȏ㏟��Ɏg���@��͂��������ׂ�����
398 �F774���b�g���d�������F2014/02/08(�y) 13:51:54.60 ID:viTEojDN
�܂蒆���x�����Ď���
399 �F774���b�g���d�������F2014/02/08(�y) 14:58:33.80 ID:NJQH1gQT
>>391
�^��������PC�̓d����������B
�ł��ŋ߂�iPad�Ή��̃��o�C���d�����������Α債����肶��Ȃ��B
�K�X�ƈ���Ē�X�N��o�͂Ȃ̂��|�C���g�B
�^��������PC�̓d����������B
�ł��ŋ߂�iPad�Ή��̃��o�C���d�����������Α債����肶��Ȃ��B
�K�X�ƈ���Ē�X�N��o�͂Ȃ̂��|�C���g�B
400 �F774���b�g���d�������F2014/02/08(�y) 15:04:01.40 ID:N1rAsXA6
�T���R�[����
401 �F774���b�g���d�������F2014/02/08(�y) 15:08:52.91 ID:npAiD2M3
�X�}�z��^�u���b�g�̏[�d�ŕ��ʂ�2A�g���Ă邵�ˁB
���x��USB��100W���d���邩������Ȃ����Ęb�܂ŏo�Ă邵
���x��USB��100W���d���邩������Ȃ����Ęb�܂ŏo�Ă邵
402 �F774���b�g���d�������F2014/02/08(�y) 15:18:22.01 ID:sYUridKw
�O�ŃR�e���g���������Ęb�Ȃ炱��ǂ��R�e����
http://www.goot.jp/handakote/mi-6-6v/
�y���Ĕ��Ȃ��̂�12V�i��CVCC�Ɍq���ŕ��i�g���Ɏg���Ă��
http://www.goot.jp/handakote/mi-6-6v/
�y���Ĕ��Ȃ��̂�12V�i��CVCC�Ɍq���ŕ��i�g���Ɏg���Ă��
403 �F774���b�g���d�������F2014/02/08(�y) 15:24:11.26 ID:8EhBOW3v
�����ƃI����MI-6�l�^���������ނƂ�������
�ϐI���Đ悶��Ȃ��Ƃ������_�ł͂��邪�AC�Ȃ̂͏㓙
�ւ��̑ϐI���Đ悪�ꎞ�������āA�����Ă݂�������̂悤�ȕs�H��
���̏�B�������̂ł낭�Ɏg��Ȃ��܂ܕ����A�J�^���O���������������
�ϐI���Đ悶��Ȃ��Ƃ������_�ł͂��邪�AC�Ȃ̂͏㓙
�ւ��̑ϐI���Đ悪�ꎞ�������āA�����Ă݂�������̂悤�ȕs�H��
���̏�B�������̂ł낭�Ɏg��Ȃ��܂ܕ����A�J�^���O���������������
404 �F774���b�g���d�������F2014/02/08(�y) 15:25:40.12 ID:UDjI+hwb
405 �F774���b�g���d�������F2014/02/08(�y) 15:58:22.10 ID:okOD+MBo
USB�ڑ��̔��c���Ă�����
ttp://akiba-pc.watch.impress.co.jp/hotline/20090926/etc_sanko.html
���̂̓u�[�X�^�[�P�[�u����������
ttp://akiba-pc.watch.impress.co.jp/hotline/20090926/etc_sanko.html
���̂̓u�[�X�^�[�P�[�u����������
>381
���X�T���N�X�B
ANTEX�̕��������������悤�ł����A���̂��炢�̑����Ȃ���Ȃ������ł��B
�����H�t���ŃR�e�攃���Ă݂悤�Ǝv���܂��B�������肪�Ƃ��������܂����B
���X�T���N�X�B
ANTEX�̕��������������悤�ł����A���̂��炢�̑����Ȃ���Ȃ������ł��B
�����H�t���ŃR�e�攃���Ă݂悤�Ǝv���܂��B�������肪�Ƃ��������܂����B
407 �F774���b�g���d�������F2014/02/09(��) 22:08:50.44 ID:Unjc1sUe
�������������B
�R�e�ނ����߂đ����Ȃ������Ǝv���܂��B
HAKKO��HOZAN�̂ǂ��炪�I�X�X���ł��傤���H
�g�r�F
1. �͌^����i�z���C�g���^���A�^�J�A�A���~�j
2. �d�q�H��iALDUINO�}�C�R���{�[�h���g���āA�X�e�b�s���O���[�^�[�����������x�ł��j
�\�Z�F
���̍ۃn�C�A�}�p�̋@�ނ𑵂������̂ŁA�R�~�R�~��15�`20���~
�莝���̕i�F
1. DIY�Ŕ�����3000�~���炢�̃R�e�B�R�e��͉~���`
2. HOZAN�̃R�e�扷�x�v�B���N�O�ɔ��������̂ŁA5���~���炢���܂����B100�x�ȉ��̒ቷ���̌v�����A�e�ɂȂ�Ȃ��Ɗ����܂����B
3. �X���C�_�b�N�B���x��������̂ɔ����܂����B
���A���Ђ�HP������ƁA���N�O���֗��Ȃ��̂�����ł���悤�ȋC�����܂��B
�Ƃɂ����ቷ�ň��肵�Ă���Ȃ��ƍ���܂��i����ł�����j�B
�����ŃR�e�悩�牽���炱�̍ۑ����������Ƃɂ��܂����B
���[�J�[�̍D�݁F
1. �ڋq�w���v���̕����������[�J�[�B�ǂ������i�̐F��➑̂�����ƁA�ǂ�����J�W���A���Ȋ��������āA���f���Ă��܂��B
2. �Е��A�����ȂǓ��{���ɗ��r���Ă��郁�[�J�[�B
HAKKO�AHOZAN�ȊO�ł��\���܂���B
���w���̒��A�������肢�������܂��B
�i��O���ɂĎ���Ȃ��Ƃ������Ă����炲�e�͂��������j
�R�e�ނ����߂đ����Ȃ������Ǝv���܂��B
HAKKO��HOZAN�̂ǂ��炪�I�X�X���ł��傤���H
�g�r�F
1. �͌^����i�z���C�g���^���A�^�J�A�A���~�j
2. �d�q�H��iALDUINO�}�C�R���{�[�h���g���āA�X�e�b�s���O���[�^�[�����������x�ł��j
�\�Z�F
���̍ۃn�C�A�}�p�̋@�ނ𑵂������̂ŁA�R�~�R�~��15�`20���~
�莝���̕i�F
1. DIY�Ŕ�����3000�~���炢�̃R�e�B�R�e��͉~���`
2. HOZAN�̃R�e�扷�x�v�B���N�O�ɔ��������̂ŁA5���~���炢���܂����B100�x�ȉ��̒ቷ���̌v�����A�e�ɂȂ�Ȃ��Ɗ����܂����B
3. �X���C�_�b�N�B���x��������̂ɔ����܂����B
���A���Ђ�HP������ƁA���N�O���֗��Ȃ��̂�����ł���悤�ȋC�����܂��B
�Ƃɂ����ቷ�ň��肵�Ă���Ȃ��ƍ���܂��i����ł�����j�B
�����ŃR�e�悩�牽���炱�̍ۑ����������Ƃɂ��܂����B
���[�J�[�̍D�݁F
1. �ڋq�w���v���̕����������[�J�[�B�ǂ������i�̐F��➑̂�����ƁA�ǂ�����J�W���A���Ȋ��������āA���f���Ă��܂��B
2. �Е��A�����ȂǓ��{���ɗ��r���Ă��郁�[�J�[�B
HAKKO�AHOZAN�ȊO�ł��\���܂���B
���w���̒��A�������肢�������܂��B
�i��O���ɂĎ���Ȃ��Ƃ������Ă����炲�e�͂��������j
408 �F774���b�g���d�������F2014/02/09(��) 22:46:44.41 ID:F2bRqr5J
>>407
�͌^�H��n���ď�����������肢���������肷����
http://www.amazon.co.jp/dp/B002MRR6QK/
�Ƃ�
http://www.amazon.co.jp/dp/B0069KGESM/
���Ɖ��H���e�Ղʼn\
��d�q�H��g�����X�ȂǔM�g�����͕̂ʂ���
�͌^�H��Ƃ͑�������̂ł���Ⴄ��
�͌^�H��n���ď�����������肢���������肷����
http://www.amazon.co.jp/dp/B002MRR6QK/
�Ƃ�
http://www.amazon.co.jp/dp/B0069KGESM/
���Ɖ��H���e�Ղʼn\
��d�q�H��g�����X�ȂǔM�g�����͕̂ʂ���
�͌^�H��Ƃ͑�������̂ł���Ⴄ��
409 �F774���b�g���d�������F2014/02/09(��) 23:22:27.79 ID:Unjc1sUe
�L��������܂��B
�X���̏�̕��ɂ��d�q�H��Ɩ͌^����p�͑S���Ⴄ�A�Ə����Ă���܂����B
�������܂��Ȃ���悤�ȃv���b�g�t�H�[���H�i���x��������@��H5�`10���~�H�j�͖������̂ł��傤���H
�������I��������AHOZAN��H-5�q�[�g�R���g���[��������܂����B
�m������ł�100�x�����ɗ����Ȃ������̂��A�Ȃɂ��̗��R�ŃX���C�_�b�N�ɍs�����L��������܂��B�f�W�^���ʼn��x�\�����Ă����Ȃ�֗����ȂƎv���܂��āB
���Љ���������R�e�͂�����Ǝ��ɂ͑傫�����܂��B
�����Ƃ��悩�����̂ł����A�͌^��1/80�A1/150�̓S���͌^�ŁA���Ȃ���ׂȍ�ƂɂȂ�܂��B
HAKKO��HOZAN�ł́A��͂�HAKKO���ǂ��̂ł��傤���H
�������Ő\����܂���
�X���̏�̕��ɂ��d�q�H��Ɩ͌^����p�͑S���Ⴄ�A�Ə����Ă���܂����B
�������܂��Ȃ���悤�ȃv���b�g�t�H�[���H�i���x��������@��H5�`10���~�H�j�͖������̂ł��傤���H
�������I��������AHOZAN��H-5�q�[�g�R���g���[��������܂����B
�m������ł�100�x�����ɗ����Ȃ������̂��A�Ȃɂ��̗��R�ŃX���C�_�b�N�ɍs�����L��������܂��B�f�W�^���ʼn��x�\�����Ă����Ȃ�֗����ȂƎv���܂��āB
���Љ���������R�e�͂�����Ǝ��ɂ͑傫�����܂��B
�����Ƃ��悩�����̂ł����A�͌^��1/80�A1/150�̓S���͌^�ŁA���Ȃ���ׂȍ�ƂɂȂ�܂��B
HAKKO��HOZAN�ł́A��͂�HAKKO���ǂ��̂ł��傤���H
�������Ő\����܂���
410 �F774���b�g���d�������F2014/02/10(��) 00:04:06.14 ID:AbJiUy/2
>>409
���Ə����x���Ŕ����̂͂قƂ�ǔ�������
���x�Ȃ͂t�������Ƃ����ƃW���p�����j�b�N�X�������
goot��G���W�j�A���ŋ߂̂͂悭�����Ă銴��
�͂̐����ł��Đ���g��������ׂ��Ȃ̂ŁA�낤�t���p�͕ʂɔ����ׂ�
��������������Ȃ��{�I�ɃX�e�[�V�����^�C�v�̉�����
�����͈́A���ɉ����͋@�킲�ƂɈႤ��ōŏ��ɒ��ׂ������������������
�����ς܂����Ȃ�PRESTO���
���Ə����x���Ŕ����̂͂قƂ�ǔ�������
���x�Ȃ͂t�������Ƃ����ƃW���p�����j�b�N�X�������
goot��G���W�j�A���ŋ߂̂͂悭�����Ă銴��
�͂̐����ł��Đ���g��������ׂ��Ȃ̂ŁA�낤�t���p�͕ʂɔ����ׂ�
��������������Ȃ��{�I�ɃX�e�[�V�����^�C�v�̉�����
�����͈́A���ɉ����͋@�킲�ƂɈႤ��ōŏ��ɒ��ׂ������������������
�����ς܂����Ȃ�PRESTO���
411 �F774���b�g���d�������F2014/02/10(��) 00:29:23.42 ID:sX/YzcP/
>>410
���肪�Ƃ��������܂��B��ώQ�l�ɂȂ�܂��B
HOZAN�̉��x�v�͂��̂܂g���Ƃ��āA�X�y�b�N���悭���ė]�T�̂���X�e�[�V������T�������Ǝv���܂��B
���肪�Ƃ��������܂��B��ώQ�l�ɂȂ�܂��B
HOZAN�̉��x�v�͂��̂܂g���Ƃ��āA�X�y�b�N���悭���ė]�T�̂���X�e�[�V������T�������Ǝv���܂��B
412 �F774���b�g���d�������F2014/02/10(��) 00:31:20.57 ID:2j8EUkbG
�����ƌ������疳�����낤�ˁA�d�q�H��p�͖͌^���p�قǔM�ʂ��v��Ȃ����낤���A
�͌^���p�͓d�C�H��p�قǍ��x�ȉ��x���䂪�v��Ȃ����낤���A
��ʘ_�Ƃ��āA������Ă����͍̂��x�A�����ɂȂ�قlj����̖ړI�ɓ�������X��������낤����
�d�q�H��p�r�Ɍ����Č����n�C�A�}�����Ȃ���萫������FX-888D�����肪�h��Ԉ���������ǂ�
����ȏ�̋Ɩ��p�R�Ƃ����̔������Ⴄ�ƕ�C���i��R�e��̓��肪���������ʔ̂���Ŗʓ|��������
�͌^���p�͓d�C�H��p�قǍ��x�ȉ��x���䂪�v��Ȃ����낤���A
��ʘ_�Ƃ��āA������Ă����͍̂��x�A�����ɂȂ�قlj����̖ړI�ɓ�������X��������낤����
�d�q�H��p�r�Ɍ����Č����n�C�A�}�����Ȃ���萫������FX-888D�����肪�h��Ԉ���������ǂ�
����ȏ�̋Ɩ��p�R�Ƃ����̔������Ⴄ�ƕ�C���i��R�e��̓��肪���������ʔ̂���Ŗʓ|��������
413 �F774���b�g���d�������F2014/02/10(��) 00:58:35.11 ID:sX/YzcP/
>>412
�������R�A�قȂ闝�R���悭������܂����B
HAKKO�ɂ��܂��B
����������ƁAHAKKO�̕������{�̎�d����Ŋ��Ă���悤�Ɍ����܂��B
HOZAN�́A��薯�����ł��傤���B
�܂�HOZAN�͕i�������Ȃ��ł����A�������~�ɂȂ�̂������C�����܂��iH-5�����łȂ��j�B
�܂����b���f���Ă��āA�R�e�悪�厖�Ȃ��̂ł���A��Ɏ�舵��Ȃ���Ȃ�Ȃ����̂��Ƃ������Ƃ��悭������܂����B
�g���₷�����ȃR�e�悩��n�߂āA����L�������Ǝv���܂��B
�F���肪�Ƃ��������܂����A���������ėǂ������ł��I
�������R�A�قȂ闝�R���悭������܂����B
HAKKO�ɂ��܂��B
����������ƁAHAKKO�̕������{�̎�d����Ŋ��Ă���悤�Ɍ����܂��B
HOZAN�́A��薯�����ł��傤���B
�܂�HOZAN�͕i�������Ȃ��ł����A�������~�ɂȂ�̂������C�����܂��iH-5�����łȂ��j�B
�܂����b���f���Ă��āA�R�e�悪�厖�Ȃ��̂ł���A��Ɏ�舵��Ȃ���Ȃ�Ȃ����̂��Ƃ������Ƃ��悭������܂����B
�g���₷�����ȃR�e�悩��n�߂āA����L�������Ǝv���܂��B
�F���肪�Ƃ��������܂����A���������ėǂ������ł��I
414 �F774���b�g���d�������F2014/02/10(��) 09:49:42.92 ID:nbrX/Dvg
���Ă͂Q�{�g���������ǂ���
�P�{�ł��܂��悤�Ƃ���ƁA�s�o�ς��g���ɂ���
���i�啨�j�p�͂��ꁫ
http://www.goot.jp/handakote/cxr-100/
���̈��菬������ł��悢�����m���A���莟��
���������͔�����goo���̉��x�ς̉������ĂȂ牽�ł���
���Ă��������̎g���₷�����Đ��T���ق����d�v���Ǝv��
��̕��Ŏw�E����Ă����������Ȑ��i�͓���p�r�����Ǝv�����ق����ǂ�
��ʓI�ɂ͎g���ɂ������Ƃ�����
�P�{�ł��܂��悤�Ƃ���ƁA�s�o�ς��g���ɂ���
���i�啨�j�p�͂��ꁫ
http://www.goot.jp/handakote/cxr-100/
���̈��菬������ł��悢�����m���A���莟��
���������͔�����goo���̉��x�ς̉������ĂȂ牽�ł���
���Ă��������̎g���₷�����Đ��T���ق����d�v���Ǝv��
��̕��Ŏw�E����Ă����������Ȑ��i�͓���p�r�����Ǝv�����ق����ǂ�
��ʓI�ɂ͎g���ɂ������Ƃ�����
415 �F774���b�g���d�������F2014/02/10(��) 10:30:23.67 ID:6sHvV8oa
�͌^�H��̏ꍇ�o�[�i�[�ł�����������l������
�������͌^�H��ł悭��锼�c����͕s�\������
�������ʂ̂��̂��Ɩ��Ȃ��Ǝv��
�{�ł͌������͌^�H��̏ꍇ�d�C�Ƃ͈Ⴄ�펯����
�X�e���h�O���X�Ɏ�������������
�������͌^�H��ł悭��锼�c����͕s�\������
�������ʂ̂��̂��Ɩ��Ȃ��Ǝv��
�{�ł͌������͌^�H��̏ꍇ�d�C�Ƃ͈Ⴄ�펯����
�X�e���h�O���X�Ɏ�������������
416 �F774���b�g���d�������F2014/02/10(��) 12:43:17.19 ID:jb9W/v5C
�����͌^�̐l�����͉��������i�X�e�����X�t���b�N�X�j����p���Ă邯�ǁA
�d�q�H��p�̑ϐI���b�L���Ă͂���ɑς�����̂��낤���B
�d�q�H��p�̑ϐI���b�L���Ă͂���ɑς�����̂��낤���B
417 �F774���b�g���d�������F2014/02/10(��) 12:55:31.98 ID:zPu1Wi8D
��R�͕�
�d�C�W�ł̔��c�t���͋������H�ł̔��c�t���Ƃ͕ʕ��B
�H��͎����ԊW�̃��m���ł����y���Ă�u�}�g���ȍH��v
��R�͎�d�������Ƀi���`���b�e�H�����T���Ă�������ƁB
��R�̂˂��͎����Ԃł͎g���Ȃ��B�i�X�O�Ȃ���A�r�߂�j
�d�C�W�ł̔��c�t���͋������H�ł̔��c�t���Ƃ͕ʕ��B
�H��͎����ԊW�̃��m���ł����y���Ă�u�}�g���ȍH��v
��R�͎�d�������Ƀi���`���b�e�H�����T���Ă�������ƁB
��R�̂˂��͎����Ԃł͎g���Ȃ��B�i�X�O�Ȃ���A�r�߂�j
418 �F774���b�g���d�������F2014/02/10(��) 12:58:14.53 ID:+BMK6bb+
��d�Ȃ̂��H�@�l�I�ɂ́A���]�ԍH��̈�ہc�@����R
����Ꭹ�]�ԗp�̂������ԂɎg�����Ⴀ�����낗
����Ꭹ�]�ԗp�̂������ԂɎg�����Ⴀ�����낗
419 �F774���b�g���d�������F2014/02/10(��) 13:08:36.15 ID:hVpYf27k
�z�[�U���āA���X�H�t�̍H��Ђ���
���ł�������
���ł�������
420 �F774���b�g���d�������F2014/02/10(��) 13:39:09.48 ID:AbJiUy/2
�����O�܂�Weller��OEM�������Ă��āA�A�}�����肷��̂ɕ֗�������
�����j�b�p�[����̓s���Z�b�g��p�[�c�P�[�X��L���r������͓S��
�s���Z�b�g�͑ю����₷���̂œ��Ђ̏�������K�g��
�����j�b�p�[����̓s���Z�b�g��p�[�c�P�[�X��L���r������͓S��
�s���Z�b�g�͑ю����₷���̂œ��Ђ̏�������K�g��
421 �F774���b�g���d�������F2014/02/10(��) 16:52:31.60 ID:e7xukwW0
�ю�����s���Z�b�g�Ȃ�Ę_�O���낪�B
�s���Z�b�g�́A�X�e�����X���`�^�����|����B
���āA������@�|�s���Z�b�g�@�g�n�y�`�m���������B
�s���Z�b�g�́A�X�e�����X���`�^�����|����B
���āA������@�|�s���Z�b�g�@�g�n�y�`�m���������B
422 �F774���b�g���d�������F2014/02/10(��) 16:59:04.85 ID:gDcfCSDF
�z�[�U����H-130�g����
����������ɔM�ʂ����Ďg���₷�����爤�p���Ă��
����������ɔM�ʂ����Ďg���₷�����爤�p���Ă��
423 �F774���b�g���d�������F2014/02/10(��) 17:02:39.91 ID:AbJiUy/2
���ۂ̂Ƃ��̓}�O�l�b�g�h���C�o�[�ƈꏏ�ɂ��Ȃ���Ζ��ɂȂ���
P-891���̋����̔��X�e�����X�s���Z�b�g���ĉ�����������
P-891���̋����̔��X�e�����X�s���Z�b�g���ĉ�����������
424 �F774���b�g���d�������F2014/02/10(��) 17:11:14.83 ID:Iodb76Qi
�ю�����z�[�U���̃s���Z�b�g���R�{�g���Ă���B���ɋ��x�������M���ł����B
�������ю����Ȃ��ق����L����A���x�̂ق����厖������B
�G���W�j�A�̔��s���Z�b�g�͓�シ���Ďg����B
�������ю����Ȃ��ق����L����A���x�̂ق����厖������B
�G���W�j�A�̔��s���Z�b�g�͓�シ���Ďg����B
425 �F774���b�g���d�������F2014/02/10(��) 17:13:16.97 ID:hVpYf27k
>>423
���Ŗ��ɂȂ�Ȃ�������A�K�g�������肷���
���Ŗ��ɂȂ�Ȃ�������A�K�g�������肷���
426 �F774���b�g���d�������F2014/02/10(��) 18:14:35.16 ID:AbJiUy/2
�o�J����
427 �F774���b�g���d�������F2014/02/10(��) 19:13:58.08 ID:Af1RE4Hf
�����ł͈�����ɓ��ꂽgoot�̃Z���~�b�N�E�s���Z�b�g�g���Ă�
��[��K���ɋȂ����������肵�ĉ��H�ł��Ȃ���
�����̂͗ǂ����NJ�������ǂ����悤?�Ǝv���Ǝv��������O���O���Ƃ��o���Ȃ�ww
��[��K���ɋȂ����������肵�ĉ��H�ł��Ȃ���
�����̂͗ǂ����NJ�������ǂ����悤?�Ǝv���Ǝv��������O���O���Ƃ��o���Ȃ�ww
428 �F774���b�g���d�������F2014/02/10(��) 20:36:41.97 ID:AbJiUy/2
DUMOXEL No.00���Ă̂����͌^�Ő�[��0.5�̔����ۂ���
429 �F774���b�g���d�������F2014/02/10(��) 23:01:12.44 ID:F0dWkLgs
����҂��\�Z���R�~�R�~��15�`20���~�ƌ����Ă�̂ɂ��O�炪�Љ��̂�
�����̂����肾��
�����̂����肾��
430 �F774���b�g���d�������F2014/02/11(��) 00:42:34.51 ID:+LJnZ4uc
���������Ȃ���ȕ��������i��Metcal�ɂ���������
431 �F774���b�g���d�������F2014/02/11(��) 00:59:49.24 ID:ZWCYcW/R
FX-206�͌��\�֗�
432 �F774���b�g���d�������F2014/02/11(��) 01:00:27.46 ID:ZWCYcW/R
FM-206��������
433 �F774���b�g���d�������F2014/02/11(��) 12:35:04.09 ID:XqZAWpNa
>>429
�n�C�n�C�Aweller�Aweller
�X�e�[�V�����^�C�v���i�ł��v���~�A���i�Ŕ����Ă���
#�͌^�p�Ƃ�2�{�����͓��R�Ƃ���
�ł����X�\�Z�ɍ��킹�ċ��i��WAD101�Ƃ����v���~�A���i�Ŕ������
WD2000�n�Ȃ����10���O�ゾ��(���{�d�l�͂܂��v��Ȃ��Ǝv�����ȁ`)
WX�n�͂܂��v�⍇���̃g�R��������
�n�C�n�C�Aweller�Aweller
�X�e�[�V�����^�C�v���i�ł��v���~�A���i�Ŕ����Ă���
#�͌^�p�Ƃ�2�{�����͓��R�Ƃ���
�ł����X�\�Z�ɍ��킹�ċ��i��WAD101�Ƃ����v���~�A���i�Ŕ������
WD2000�n�Ȃ����10���O�ゾ��(���{�d�l�͂܂��v��Ȃ��Ǝv�����ȁ`)
WX�n�͂܂��v�⍇���̃g�R��������
434 �F774���b�g���d�������F2014/02/11(��) 12:48:39.84 ID:ZWCYcW/R
�}�O�i�X�^�b�g��200W�͂������炵��
435 �F774���b�g���d�������F2014/02/11(��) 12:50:53.45 ID:XqZAWpNa
���A�Y���
weller WX�n�Adigikey�Ŕ��������w
2�{�d�l��WX2021��10�����x��������
weller WX�n�Adigikey�Ŕ��������w
2�{�d�l��WX2021��10�����x��������
436 �F �E�@���yLv=25,xxxPT�z(1+0�F8) �y�k�d 77.0 %�z �F2014/02/11(��) 20:11:58.00 ID:R+SCKzmO
437 �F �E�@���yLv=25,xxxPT�z(2+0�F8) �y�k�d 76.9 %�z �F2014/02/11(��) 20:24:33.06 ID:R+SCKzmO
>>436�����ǔ��c�Â�goot��30w�g���Ă��B
�Ð����������30�N���炢�g���Ă�B
�ŋ߂����ٱ��߂��ς��Ă��ď���������SMD���i���g���Ă��B
�������Ă����݂͂�Ȃ݂����ȗǂ��z�g�������Ǝv���Ă�B
�Ð����������30�N���炢�g���Ă�B
�ŋ߂����ٱ��߂��ς��Ă��ď���������SMD���i���g���Ă��B
�������Ă����݂͂�Ȃ݂����ȗǂ��z�g�������Ǝv���Ă�B
438 �F774���b�g���d�������F2014/02/11(��) 21:04:07.10 ID:U5fQ/j64
�����Ԕ��̋Z�p�҂�������������D�~�{�������ĂˁA�ꗬ�̓�����g����
���������I�݂�����搂�����̖{�Ȃ��ǂ��A�����ǂ�ł݂���A
���c�R�e�͕�R�̃Z���~�b�N�q�[�^�[������������Ă��[�x�n
�E�R�d�̃��X�N�����Ȃ�
�E���M�̏��v���Ԃ��Z��
���̃X���̘b��܂���ƈꗬ����̐�����
������Ƃǂ����Ǝv�����ǂȂ��ɕ�R����O�O�G
���ƂˁA��ѓ���i�֗��c�[���j�Ƃ��Ă��Ԃ�V���b�|���̂��Ƃ�
���y���Ă��������ǁA����̂Ȃ܂��A�\���_�[�v���g���Ă����̂ˁA
���������O�����߂Ēm������i�O�O�G�j
���������I�݂�����搂�����̖{�Ȃ��ǂ��A�����ǂ�ł݂���A
���c�R�e�͕�R�̃Z���~�b�N�q�[�^�[������������Ă��[�x�n
�E�R�d�̃��X�N�����Ȃ�
�E���M�̏��v���Ԃ��Z��
���̃X���̘b��܂���ƈꗬ����̐�����
������Ƃǂ����Ǝv�����ǂȂ��ɕ�R����O�O�G
���ƂˁA��ѓ���i�֗��c�[���j�Ƃ��Ă��Ԃ�V���b�|���̂��Ƃ�
���y���Ă��������ǁA����̂Ȃ܂��A�\���_�[�v���g���Ă����̂ˁA
���������O�����߂Ēm������i�O�O�G�j
439 �F774���b�g���d�������F2014/02/11(��) 21:13:27.14 ID:ug2rh4cc
SOLDARPULLT���Ă�������{�̂ɏ����Ă��邵�A�I���͔�����������m���Ă�i30�N�O�j
������悭���Ȃ��l���ȁH
������悭���Ȃ��l���ȁH
440 �F774���b�g���d�������F2014/02/11(��) 22:08:12.17 ID:+W6SRrh2
���������D��S�����ŁARCA�P�[�u������ɒ���ł邪�A�I�[�f�B�I�I�^�͂����ɑS�͂Ȃ�ȁc
���c����������Ă�̂�����(�L�E�ցE�M)
���c����������Ă�̂�����(�L�E�ցE�M)
441 �F774���b�g���d�������F2014/02/11(��) 22:50:00.37 ID:el8ImkGF
>>440
����Ⴤ�b�p���A������(�R�R����ԏd�v�j���┒������Ŗ�����
����Ⴤ�b�p���A������(�R�R����ԏd�v�j���┒������Ŗ�����
442 �F774���b�g���d�������F2014/02/11(��) 23:07:11.39 ID:U5fQ/j64
����蔼�c�̓��b�L�[�q�̐H���h�~�ł��B
�R�X�p�̊ϓ_����X�s�[�J�[�ɂ������̂������ł����B
�X�s�[�J�[�̈��Ƃ��ăw�b�h�t�H���ɒ��ڂ���̂�������ł���
�����w�b�h�t�H�����Ƃ���Ȃ�̃A���v��p�ӂ��Ȃ��Ƃ����Ȃ��̂�
������Ⴂ�����Ă���ł��Ȃ������ł��E�E�E
�R�X�p�̊ϓ_����X�s�[�J�[�ɂ������̂������ł����B
�X�s�[�J�[�̈��Ƃ��ăw�b�h�t�H���ɒ��ڂ���̂�������ł���
�����w�b�h�t�H�����Ƃ���Ȃ�̃A���v��p�ӂ��Ȃ��Ƃ����Ȃ��̂�
������Ⴂ�����Ă���ł��Ȃ������ł��E�E�E
443 �F774���b�g���d�������F2014/02/12(��) 02:02:17.98 ID:MOKpJrhq
�z�[�U���͔��c���Ă����łȂ��ăh���C�o���i���ǂ��Ȃ��B
444 �F774���b�g���d�������F2014/02/12(��) 02:16:30.60 ID:Y9kQiJsm
�_�C�\�[�ɂ���h���C�o���N���o�i�����邩�炠�܂荷�͂Ȃ��ȁ@�`��Ȃǂ̎g���₷���̍H�v���Ȃ�
�_�C�\�[�Ƃ����A�����h���C�o�Z�b�g�ŃO���b�v+6�{�̐F�������ꂽ�r�b�g����̂��
����͖����ɂƂ�ł��Ȃ��@�Ȃ�ƃT�C�Y��6.35���@���̂܂܃��`�F�b�g�h���C�o��g���N�h���C�o��
�g���Ă��܂����@���N���o�i�̒P�i���Ɛ��S�~�ȏ�@�Ȃ�Ƃ����R�X�p
�ގ����Y�f�|�Ȃ̂Ŗ��Ղ�i���͂Ȃ����A�����ɂ����͒��ӂ��v��
�_�C�\�[�Ƃ����A�����h���C�o�Z�b�g�ŃO���b�v+6�{�̐F�������ꂽ�r�b�g����̂��
����͖����ɂƂ�ł��Ȃ��@�Ȃ�ƃT�C�Y��6.35���@���̂܂܃��`�F�b�g�h���C�o��g���N�h���C�o��
�g���Ă��܂����@���N���o�i�̒P�i���Ɛ��S�~�ȏ�@�Ȃ�Ƃ����R�X�p
�ގ����Y�f�|�Ȃ̂Ŗ��Ղ�i���͂Ȃ����A�����ɂ����͒��ӂ��v��
445 �F774���b�g���d�������F2014/02/13(��) 02:23:09.67 ID:nGEYwCLS
�z�[�U���̃h���C�o�̓r�b�g�̓_�������ǁA
�������ɓ˂����ޗp�Ƃ��Ă͂���Ȃ�ɗD�G����B
�z�[�U�����炢�Ȃ珗�������ĂĂ��N�����Ƃ��v��Ȃ����B
�������ɓ˂����ޗp�Ƃ��Ă͂���Ȃ�ɗD�G����B
�z�[�U�����炢�Ȃ珗�������ĂĂ��N�����Ƃ��v��Ȃ����B
446 �F774���b�g���d�������F2014/02/13(��) 09:19:57.46 ID:RzVr8gm5
>>445
�������z�[�U���H
�������z�[�U���H
447 �F774���b�g���d�������F2014/02/13(��) 12:27:16.87 ID:IsWPaL2b
>438
��R�ň���āA�x�[�^�̂˂����g�������A�u���ꂪ�˂����v����
�v������B��R�̂˂��S���̂Ă��B����������R�̂˂��B�}�C�i�X�͂Ƃ���
�p���X�O������B�v���X�ȃl�W�̓����r�߂�B�O�����l�W���l�W�}���V�ɂ��Ă���Ȃ�Ă��Ƃ͊F���B
���������ƕK�������B
�x�[�^�Ƃ��o�a�Ƃ��̂˂��Ń}�g���ȃl�W���O���ƃs�^���Ƃ������Ă��ˁB
���i�V�ŁB
��R�ň���āA�x�[�^�̂˂����g�������A�u���ꂪ�˂����v����
�v������B��R�̂˂��S���̂Ă��B����������R�̂˂��B�}�C�i�X�͂Ƃ���
�p���X�O������B�v���X�ȃl�W�̓����r�߂�B�O�����l�W���l�W�}���V�ɂ��Ă���Ȃ�Ă��Ƃ͊F���B
���������ƕK�������B
�x�[�^�Ƃ��o�a�Ƃ��̂˂��Ń}�g���ȃl�W���O���ƃs�^���Ƃ������Ă��ˁB
���i�V�ŁB
448 �F774���b�g���d�������F2014/02/13(��) 17:55:54.61 ID:+7Eyogg+
>>446
����R�H
����R�H
449 �F774���b�g���d�������F2014/02/13(��) 22:53:14.42 ID:20YDMpCP
�C�b�`�o�[��
450 �F774���b�g���d�������F2014/02/14(��) 00:09:49.18 ID:szsxCdPj
>>448
���A������������Ȃ�A�������ɃR���f���T��h���C�o�˂�����łȂ���B
���A������������Ȃ�A�������ɃR���f���T��h���C�o�˂�����łȂ���B
451 �F774���b�g���d�������F2014/02/14(��) 00:32:55.84 ID:JHYgn6Cx
452 �F774���b�g���d�������F2014/02/14(��) 09:09:52.39 ID:GTMyH+L4
�H��̎���PB�́A�v���C�x�[�g�u�����h����Ȃ���
http://www.pbswisstools.com/jp.html�@���Ǝv���
http://www.pbswisstools.com/jp.html�@���Ǝv���
453 �F774���b�g���d�������F2014/02/14(��) 09:32:18.88 ID:L3k6XGSy
pb��eev blog�̃f�[�u����������p
�ł����b�L���ア�̂��
�ł����b�L���ア�̂��
454 �F774���b�g���d�������F2014/02/14(��) 09:51:53.71 ID:tjM7rKRa
>452
�Q�X��Y
�Q�X��Y
455 �F774���b�g���d�������F2014/02/14(��) 10:50:29.86 ID:mIiu7saN
PB�m���̂͂������ɒp���������ȁ@�����Ă�v���C�x�[�g�u�����h�Ǝv�������
���l���Ȃ����Ă��܂���������_������@���˂�
���l���Ȃ����Ă��܂���������_������@���˂�
456 �F774���b�g���d�������F2014/02/14(��) 10:56:52.40 ID:JHYgn6Cx
PB SWISS�Ȃ�m���Ă邯�ǁA�N���}�p����
457 �F774���b�g���d�������F2014/02/14(��) 11:54:36.71 ID:AaayFu9G
�Ȃ����h���C�o�[�����H
PB���낻�딃���ւ������ۂ��B20�N���炢�g��������
PB���낻�딃���ւ������ۂ��B20�N���炢�g��������
458 �F774���b�g���d�������F2014/02/14(��) 12:19:21.57 ID:szsxCdPj
�x�b�Z��
����ȂɈ����Ȃ�
����ȂɈ����Ȃ�
459 �F774���b�g���d�������F2014/02/14(��) 12:39:45.37 ID:GTMyH+L4
�h���C�o�[�Ȃ����ς�SWISSTOOL�������Ȃ��������H
�r�b�g��(���{��6.25mm�Z�p�̃��c)�Ȃ�X�V�R�X�g���팸�ł��܂����B
�i�܂��A�ђʃh���C�o�[�̑�ւɂ͂Ȃ肦�܂���j
�r�b�g��(���{��6.25mm�Z�p�̃��c)�Ȃ�X�V�R�X�g���팸�ł��܂����B
�i�܂��A�ђʃh���C�o�[�̑�ւɂ͂Ȃ肦�܂���j
460 �F774���b�g���d�������F2014/02/14(��) 12:40:16.68 ID:ikGyg7JO
>>456
���Ⴀ�Ȃ�ŃJ�^���O�ɔz�d�Ղ��d�̃y�[�W�������E�E�E(�L�E�ցE`)
���Ⴀ�Ȃ�ŃJ�^���O�ɔz�d�Ղ��d�̃y�[�W�������E�E�E(�L�E�ցE`)
461 �F774���b�g���d�������F2014/02/14(��) 12:56:16.34 ID:12C2zZ2Z
�L���Ȃ�PB�ł�����ˁB
462 �F774���b�g���d�������F2014/02/14(��) 13:03:28.21 ID:lL2BO5FU
20�N�g������L���Ȃ����
463 �F774���b�g���d�������F2014/02/14(��) 13:38:46.50 ID:JHYgn6Cx
>>459
�ђʃh���C�o�[�E�E�E�����炻��̓N���}�p����
�ђʃh���C�o�[�E�E�E�����炻��̓N���}�p����
464 �F774���b�g���d�������F2014/02/14(��) 15:24:17.32 ID:qqe5cfra
��R�̐��������������x�c�Z��
465 �F774���b�g���d�������F2014/02/14(��) 22:16:08.50 ID:+zP6L/lJ
�F�X�ȃh���C�o�[���g������ł�������(�����h���C�o�[�����Ă�)
���x���ǂ����萫���ǂ��{�Ȃ�x�b�Z���A���ɃA�l�b�N�X�Ƃ�������Ǝv���B
�p�ɂɎg������r�b�g�͏��Օi�Ȃ̂ŁA�R�X�p����萫���厖���Ȃ����ƁB
HEX��2�o�ȉ��Ȃ�MIP����Ԃ����Ǔ��萫�\�������BHUDY�Ƃ��Ȃ�\�R�\�R���萫���ǂ��B
���Ȃ݂Ɏ����͏��l�W���B
�����ԂƂ��M�̐������Ă�F�l�B�́A�傫�߂̍H���Ȃ̂�
PB�Ƃ��X�i�b�v�I���M�҂������ˁB
�b��Ԃ��ǁAPB�̖������n���}�[���Đ����ˁB�������Ă��������r�b�N�������B
���x���ǂ����萫���ǂ��{�Ȃ�x�b�Z���A���ɃA�l�b�N�X�Ƃ�������Ǝv���B
�p�ɂɎg������r�b�g�͏��Օi�Ȃ̂ŁA�R�X�p����萫���厖���Ȃ����ƁB
HEX��2�o�ȉ��Ȃ�MIP����Ԃ����Ǔ��萫�\�������BHUDY�Ƃ��Ȃ�\�R�\�R���萫���ǂ��B
���Ȃ݂Ɏ����͏��l�W���B
�����ԂƂ��M�̐������Ă�F�l�B�́A�傫�߂̍H���Ȃ̂�
PB�Ƃ��X�i�b�v�I���M�҂������ˁB
�b��Ԃ��ǁAPB�̖������n���}�[���Đ����ˁB�������Ă��������r�b�N�������B
466 �F774���b�g���d�������F2014/02/15(�y) 03:43:06.80 ID:RgMD8R1o
�X�S�C���Ă����A�d���̃C���p�N�g�����`����B
��@���Ԃ��W���b�L�ƃC���p�N�g�����`������A�u���b�N�ɍڂ���
�^�C���S���O���Ȃ�đ���������B
��@���Ԃ��W���b�L�ƃC���p�N�g�����`������A�u���b�N�ɍڂ���
�^�C���S���O���Ȃ�đ���������B
467 �F774���b�g���d�������F2014/02/15(�y) 05:06:24.18 ID:5v3O16VE
�@__[�x]
�@�@(�@ ) ('A`)
�@�@(�@ )�u�m �j
�@�@ | |�@�@| |
�@�@(�@ ) ('A`)
�@�@(�@ )�u�m �j
�@�@ | |�@�@| |
468 �F774���b�g���d�������F2014/02/15(�y) 17:57:16.12 ID:s9AptGKO
>>465
���m�������B
�I�����A�x�b�Z��(���K�h��)�g���B
�ȑO�́A�A�l�b�N�X�g�����������ǁA�d���̓��e(�@��)���ς������ŁA�x�b�Z���ɕς����B
�ϋv���́A�A�l�b�N�X�ɔ�ׂ�ƃx�b�Z���̕���������B
���݂ɁA�d���̓f���{�ł��B
���m�������B
�I�����A�x�b�Z��(���K�h��)�g���B
�ȑO�́A�A�l�b�N�X�g�����������ǁA�d���̓��e(�@��)���ς������ŁA�x�b�Z���ɕς����B
�ϋv���́A�A�l�b�N�X�ɔ�ׂ�ƃx�b�Z���̕���������B
���݂ɁA�d���̓f���{�ł��B
469 �F774���b�g���d�������F2014/02/16(��) 00:34:56.95 ID:p5217TkJ
>>468
�������A���m��I
��������Ƒϋv���܂ōl���Ă���I�A����ˁI
���X�u���~���ō��I�v�Ƃ���^���Ă�l�̌����
�g������Ŗ��Ղ����r�b�g���^���ĂāA�^��Ɏv����������B
���ꂶ��P�Ȃ�u�����h�v�l������ˁB
�v���X�́A���x�����B
�������A���m��I
��������Ƒϋv���܂ōl���Ă���I�A����ˁI
���X�u���~���ō��I�v�Ƃ���^���Ă�l�̌����
�g������Ŗ��Ղ����r�b�g���^���ĂāA�^��Ɏv����������B
���ꂶ��P�Ȃ�u�����h�v�l������ˁB
�v���X�́A���x�����B
470 �F774���b�g���d�������F2014/02/16(��) 08:14:08.96 ID:XESnDWbf
�c���S�H���Ƃ����Ð��쏊�Ȃ����\�����Ǝv�����ǁB�B�B
471 �F774���b�g���d�������F2014/02/16(��) 17:42:36.95 ID:wWOFVcvh
��d�A�d�q�H��p��4mm������Ȃ��ƁA���������˂����߂Ȃ�������
472 �F774���b�g���d�������F2014/02/16(��) 19:04:47.24 ID:NEP+wESs
�Ȃd�d���������݂������ȁB
�u�����h"�v�l"����
�u�����h"�v�l"����
473 �F774���b�g���d�������F2014/02/17(��) 09:36:39.42 ID:ESrh0Dhm
��d���͑���킪������A�H��͂ǂ��ł��ǂ�
474 �F774���b�g���d�������F2014/02/17(��) 23:06:02.10 ID:WfN8mGR6
�͂i����j���A�����ōK���ɂȂꂽ����
�����j�N�������Ƃ��ɖ߂�Ȃ����A�߂肽���Ȃ�
�����j�N�������Ƃ��ɖ߂�Ȃ����A�߂肽���Ȃ�
475 �F774���b�g���d�������F2014/02/18(��) 05:42:28.13 ID:6uF+Mcy6
>>474
�����ȉ����R�e�̓j�N�����q�[�^�[������̂���
���������A�j�N�����q�[�^�[(�z���g�̓J���^��)�ƁA
�Z���~�N�q�[�^�[�ƁA�����R�e�͑S�R�����̈Ⴄ����̌��t
�j�N�����Z���~�b�N�����R�e�Ƃ����̂��L��
�����ȉ����R�e�̓j�N�����q�[�^�[������̂���
���������A�j�N�����q�[�^�[(�z���g�̓J���^��)�ƁA
�Z���~�N�q�[�^�[�ƁA�����R�e�͑S�R�����̈Ⴄ����̌��t
�j�N�����Z���~�b�N�����R�e�Ƃ����̂��L��
476 �F774���b�g���d�������F2014/02/18(��) 08:19:56.43 ID:vDI8s8Qp
802AS�̂��Ƃ��I�H
477 �F774���b�g���d�������F2014/02/18(��) 08:20:20.34 ID:sekEV2jY
>473
����������Ȃ�A��d���̓I�V���X�R�[�v���������������Ȃ��B
�u�I�}�G�A�C�C�I�V�������Ă�Ȃ��`�v�Ƃ�����b�͓��킾��
�u�I�}�G�̓d���C�C�Ȃ��v�͖ő��ɂȂ��u����Ȃ̎g�������ƂȂ���`�v�͒��ю��B
����������Ȃ�A��d���̓I�V���X�R�[�v���������������Ȃ��B
�u�I�}�G�A�C�C�I�V�������Ă�Ȃ��`�v�Ƃ�����b�͓��킾��
�u�I�}�G�̓d���C�C�Ȃ��v�͖ő��ɂȂ��u����Ȃ̎g�������ƂȂ���`�v�͒��ю��B
478 �F774���b�g���d�������F2014/02/18(��) 09:19:43.33 ID:KqhslIMH
�A�L�o�̃K�[�h���d�����łU�O�v�̃R�e����ƌ����ďo�Ă����̂�
�j�N�������q�[�^�[�̂��́B
�u�܂�����Ȃ̂���̂��H�v���Č�������
�����Ă邱�Ƃ��킩��ƁB
�X���������������N����������
�j�N�������q�[�^�[�̂��́B
�u�܂�����Ȃ̂���̂��H�v���Č�������
�����Ă邱�Ƃ��킩��ƁB
�X���������������N����������
479 �F774���b�g���d�������F2014/02/18(��) 09:42:49.21 ID:6uF+Mcy6
480 �F774���b�g���d�������F2014/02/18(��) 12:38:47.60 ID:Jcb2sudU
�I���C�f�ȂŔ����Ȃ�@�������������̓X����@�����`������
481 �F774���b�g���d�������F2014/02/18(��) 14:03:05.75 ID:KpBW4WV8
�H�t�ŃI���C�f���������d����������Ȃ狳���Ă����I
482 �F774���b�g���d�������F2014/02/18(��) 14:05:42.85 ID:JdfjVxRl
�P���Ō���Έ����X�A�㗝�X�A�̎Ђ͐��������邯��
�I���C�f�̂悤�ɓX���ŏ����肵�Ă����Ƃ���͖�����ȁB
�I���C�f�̂悤�ɓX���ŏ����肵�Ă����Ƃ���͖�����ȁB
483 �F774���b�g���d�������F2014/02/18(��) 17:34:49.63 ID:QgmSGyxJ
����ȑO�ɂȂ��d�����ŃR�e���E�E�E
484 �F774���b�g���d�������F2014/02/18(��) 20:25:00.96 ID:QOeV+93Z
�݂͖݉��A�R�e�̓R�e������H�H
�����A�c�h�x�V���b�v�ɂ����ʂɂ���܂���ȁB
http://www.orange-book.com/detail/obwfk53010/index/article_cd:KS60R+++++++++++++++++++++++++2063
���i�M���L�j���U�O�v���ăA��
�����A�c�h�x�V���b�v�ɂ����ʂɂ���܂���ȁB
http://www.orange-book.com/detail/obwfk53010/index/article_cd:KS60R+++++++++++++++++++++++++2063
���i�M���L�j���U�O�v���ăA��
485 �F774���b�g���d�������F2014/02/18(��) 20:45:38.18 ID:N8P1cm8w
�I���C�f�͐��E�I�I�J���g�I�[�f�B�I�V���b�v�ɕϖe���������
���X�ŗZ�ʂł���Ȃ痧�����Ȃ��@�}�W�C��������
���X�ŗZ�ʂł���Ȃ痧�����Ȃ��@�}�W�C��������
486 �F774���b�g���d�������F2014/02/18(��) 21:16:55.32 ID:+QQpIgIh
�I���C�f�c
�܂��H�t�Ɍ��炸�A1.5DS-QFB�Ƃ���GPS�Ƃ�ETC�ш�ʂ���P�[�u���̈����Ƃ��ő��ɖ������ȁc
�����\�Ƃ������Ȃ�A����ǂ��������ш悾�Ǝv������w
�܂��H�t�Ɍ��炸�A1.5DS-QFB�Ƃ���GPS�Ƃ�ETC�ш�ʂ���P�[�u���̈����Ƃ��ő��ɖ������ȁc
�����\�Ƃ������Ȃ�A����ǂ��������ш悾�Ǝv������w
487 �F774���b�g���d�������F2014/02/18(��) 21:57:55.88 ID:lslBanWf
�������C�Â����̂ł����A�n�b�R�[FX-600�ƃz�[�U��HS-26���Ď��Ă܂��ˁBOEM���ȁH
488 �F774���b�g���d�������F2014/02/18(��) 22:02:27.39 ID:xMz1hBd/
�z�[�U�����ďW�߂Ď��Ѓu�����h���Ǝv���Ă�
489 �F774���b�g���d�������F2014/02/18(��) 22:06:05.19 ID:5xLhxtHa BE:3923556487-2BP(3)
>>487
�O���b�v�Ɖ����m�u�͐V���Ɍ^���N�����Ă邯��ǁC��{�I�ɂ͓����i�D
���C���i�b�v�Ƃ��ẮCFX600�ɂ���ڒn�t����HS-26�ɂ͖����C�����230V�d�l������D
�O���b�v�Ɖ����m�u�͐V���Ɍ^���N�����Ă邯��ǁC��{�I�ɂ͓����i�D
���C���i�b�v�Ƃ��ẮCFX600�ɂ���ڒn�t����HS-26�ɂ͖����C�����230V�d�l������D
490 �F774���b�g���d�������F2014/02/18(��) 22:13:59.85 ID:s03e8ovo
�R�e����݊�����̂���
491 �F774���b�g���d�������F2014/02/19(��) 12:30:18.06 ID:YduSOTnu
>>488
�������R�Ȃ��ăx�c�Z���J�߂邪�悭�����(�L�E�ցE`)
�������R�Ȃ��ăx�c�Z���J�߂邪�悭�����(�L�E�ցE`)
492 �F774���b�g���d�������F2014/02/19(��) 12:36:50.83 ID:89Xl0NG9
>485
�V���[�p�������āA���b�v�ƃ}�X�J�����čs������A�I�J�}�������ꂽ�̂ňȌ�s���Ă��Ȃ��B
�V���[�p�������āA���b�v�ƃ}�X�J�����čs������A�I�J�}�������ꂽ�̂ňȌ�s���Ă��Ȃ��B
493 �F774���b�g���d�������F2014/02/19(��) 18:12:39.89 ID:7GkPjSPd
�ŁA�R�e����݊�����̂��ȁH
494 �F774���b�g���d�������F2014/02/19(��) 18:29:17.25 ID:FRXRA7eQ
�I���C�f�Ŕ����q�͏��̋ɂ݂���B
�����ĐM���ł���X�͂�����ł������B
�m��Ȃ��z�̓I���C�f�Ŕ������������B
�����ĐM���ł���X�͂�����ł������B
�m��Ȃ��z�̓I���C�f�Ŕ������������B
495 �F774���b�g���d�������F2014/02/19(��) 18:31:13.19 ID:esZa3KKL
>>494
�ЂƂł��L�����狳���Ă���
�ЂƂł��L�����狳���Ă���
496 �F774���b�g���d�������F2014/02/19(��) 18:33:22.94 ID:7GkPjSPd
���ʂ��ƃI���C�f���������Ȃ�
497 �F774���b�g���d�������F2014/02/19(��) 18:36:13.37 ID:uMV0lXq7
��T�I���C�f�ŃP�[�u�����ē͂���������Ɉꌾ��
498 �F774���b�g���d�������F2014/02/19(��) 18:41:51.55 ID:2OWL5n0f
�������X�܂������
���邢�́A�l�b�g�ʼn����Ԃ������Ĉ����X��T����
100�~200�~�������i��T�����Ƃ�
�ŋ߂͏�ƌ����炵��
���邢�́A�l�b�g�ʼn����Ԃ������Ĉ����X��T����
100�~200�~�������i��T�����Ƃ�
�ŋ߂͏�ƌ����炵��
499 �F774���b�g���d�������F2014/02/19(��) 18:55:10.49 ID:uMV0lXq7
�H�t���܂ł̉�����p�{���������l�b�g�ł̔������{����
������Ȃ��c
������Ȃ��c
500 �F774���b�g���d�������F2014/02/19(��) 19:05:43.39 ID:eD2dezd6
Metcal ���r���[
http://musen8.musen8.com/?eid=1294352
>���c�t���ҋƁ@���\�N�ɂ��ď��߂Ċ�����V�N�ȋ����ł��B
>�]���̃n���_�W���K�т��i�C�t�Ȃ�@����̓J�~�\���ł��B
>�����̐ꖡ�������܂��B
http://musen8.musen8.com/?eid=1294352
>���c�t���ҋƁ@���\�N�ɂ��ď��߂Ċ�����V�N�ȋ����ł��B
>�]���̃n���_�W���K�т��i�C�t�Ȃ�@����̓J�~�\���ł��B
>�����̐ꖡ�������܂��B
501 �F774���b�g���d�������F2014/02/19(��) 19:32:26.80 ID:esZa3KKL
>>500
1��
1��
502 �F774���b�g���d�������F2014/02/19(��) 19:40:37.42 ID:7GkPjSPd
�J�~�\���͖���
503 �F774���b�g���d�������F2014/02/20(��) 03:09:56.55 ID:6uK2RJi9
�I���C�f���H�t���ň�Ԉ����Ƃ����ق�
�I���C�f�ł��������肵�Ă���Ȃ��Ƃ�
�ꐶ�I���C�f�Ŕ����Ă��
�I���C�f�ł��������肵�Ă���Ȃ��Ƃ�
�ꐶ�I���C�f�Ŕ����Ă��
504 �F774���b�g���d�������F2014/02/20(��) 05:25:12.82 ID:o+3ovnlI
������A���������Ȃ�ꌬ�ł��X���������Ă�����B
505 �F774���b�g���d�������F2014/02/20(��) 06:10:00.37 ID:4fKaB8U5
>>504
�X�������Ȃ�����A�n���ȃ��X���J��Ԃ��Ă�
�X�������Ȃ�����A�n���ȃ��X���J��Ԃ��Ă�
506 �F774���b�g���d�������F2014/02/20(��) 07:46:02.03 ID:mh04xKHD
���̓X����������Ȃ�������Ȃ��o�J�h�������̓X�ɍs���ƓX�����f���邩�炾�B
�I���C�f�͑��Ɠ����́A�u�K�v�ȃ��m��K�v�Ȃ����v���ė��p�҂̕X���l�����X�������B
�����Ƃ����Ă��債�����Ȃ���������A�Q���}���W�I�𑲋Ƃ����A�����炪���p���Ă��B
���̃I���C�f�́A�{�b�^����X�ł����Ȃ��B���t�I�N�̓]�����̕����ǐS�I�ȉ��i���B
�I���C�f�͑��Ɠ����́A�u�K�v�ȃ��m��K�v�Ȃ����v���ė��p�҂̕X���l�����X�������B
�����Ƃ����Ă��債�����Ȃ���������A�Q���}���W�I�𑲋Ƃ����A�����炪���p���Ă��B
���̃I���C�f�́A�{�b�^����X�ł����Ȃ��B���t�I�N�̓]�����̕����ǐS�I�ȉ��i���B
507 �F774���b�g���d�������F2014/02/20(��) 07:52:56.78 ID:Li7rr+Ei
�A�L�o�͓��H�[�ɕ����ׂĔ����Ă�X���肶��Ȃ����B
508 �F774���b�g���d�������F2014/02/20(��) 08:18:26.64 ID:PnwcH7gH
>>506
���������}�V�Ȍ�����l�����Ȃ��́H
���������}�V�Ȍ�����l�����Ȃ��́H
509 �F774���b�g���d�������F2014/02/20(��) 08:34:05.92 ID:VGkFFQFG
�{�b�^�N���Ƃ������̓I�J���g�I�[�f�B�I�V���b�v���ăC���[�W����
�C���`�L�����ɗ^����̂͌������痘�p���Ȃ��̂���{
�C���`�L�����ɗ^����̂͌������痘�p���Ȃ��̂���{
510 �F774���b�g���d�������F2014/02/20(��) 09:01:08.31 ID:qdHls9Tg
>�C���`�L�����ɗ^����̂͌�������
�Ղ炸�܂��炷���[�̂���[�ՂƂ�
�Ȃ̂��[�̂ςȂ��ɂ����Ƃ�
���傶�傶�ソ���̂��肷�Ƃ��傤�Ƃ�
���܂Ă炷�̂�����̂Ă�̂����Ƃ��������ȂЂƂł����H
�Ղ炸�܂��炷���[�̂���[�ՂƂ�
�Ȃ̂��[�̂ςȂ��ɂ����Ƃ�
���傶�傶�ソ���̂��肷�Ƃ��傤�Ƃ�
���܂Ă炷�̂�����̂Ă�̂����Ƃ��������ȂЂƂł����H
511 �F774���b�g���d�������F2014/02/21(��) 18:19:10.72 ID:BSthGC7i
�ǂ������܂�D������Ȃ��ȁB
�ǂ���C���`�L�ł͖������ӎU�L���S�J�B
�ǂ���C���`�L�ł͖������ӎU�L���S�J�B
512 �F774���b�g���d�������F2014/02/21(��) 19:24:23.60 ID:OTjPRigz
>>509
�I�J���g�I�[�f�B�I�ɃA�����M�[������Ȃ�H�����Ȃ��_������
�I�J���g�I�[�f�B�I�ɃA�����M�[������Ȃ�H�����Ȃ��_������
513 �F774���b�g���d�������F2014/02/21(��) 20:03:25.89 ID:LWrj4gqn
�I���C�f�Ŕ������l������̂͂��ꂾ����
ttp://oyaide.com/catalog/products/p-1254.html
�]���Ŕ�����Ƃ��낪����Ȃ狳���Ă���
ttp://oyaide.com/catalog/products/p-1254.html
�]���Ŕ�����Ƃ��낪����Ȃ狳���Ă���
514 �F774���b�g���d�������F2014/02/21(��) 20:22:47.01 ID:AA5QhCWy
�I���͐蔄��ŏ��ʂ�������Ȃ����瑼�Ŕ����Ȃ�
515 �F774���b�g���d�������F2014/02/21(��) 20:23:52.30 ID:HSGm2p4M
�H�t�Ńj���[�t�������̏����肵�Ă�Ƃ��낪�����͎̂c�O����
�W�����t�������Ŕz�����Ă���l�Ԃ��A�j���[�t�������g������
�u���܂ł̃I���̔��c�t���͉��������v
�Ǝv�����A�n���_��肪�ǂ�
�W�����t�������Ŕz�����Ă���l�Ԃ��A�j���[�t�������g������
�u���܂ł̃I���̔��c�t���͉��������v
�Ǝv�����A�n���_��肪�ǂ�
516 �F774���b�g���d�������F2014/02/21(��) 20:45:29.61 ID:ZLo8BCWX
���ꂩ�H��
ttp://www.kijima-cable.co.jp/ETFE%20cable.pdf
�Ȃ�ETFETA���������@�������ĂȂ��͓̂����i�����炾��
�핢TA���͂ǂ����悤���Ȃ����疳�m�ȑf�l�����g����
ttp://www.kijima-cable.co.jp/ETFE%20cable.pdf
�Ȃ�ETFETA���������@�������ĂȂ��͓̂����i�����炾��
�핢TA���͂ǂ����悤���Ȃ����疳�m�ȑf�l�����g����
517 �F774���b�g���d�������F2014/02/21(��) 21:44:16.39 ID:S53OZSzj
�̂�PTFE�����g���Ă������Ǎ��͊��S��UEW�Ɉڍs���Ă���
�������Ƀn���_�t���ł��郁���b�g�͑傫���B���ɐ��������ꍇ��
���ɏd�v
�������Ƀn���_�t���ł��郁���b�g�͑傫���B���ɐ��������ꍇ��
���ɏd�v
518 �F774���b�g���d�������F2014/02/21(��) 21:44:41.14 ID:TO3w0GX0
>513
����Ȃ��̂ǂ��ł�������B
�R��͂`�v�f�R�Q���~�����B
����Ȃ��̂ǂ��ł�������B
�R��͂`�v�f�R�Q���~�����B
519 �F774���b�g���d�������F2014/02/21(��) 22:07:24.64 ID:aDX5tLZi
>>516
��x�g�������傷���
��x�g�������傷���
520 �F774���b�g���d�������F2014/02/21(��) 22:09:22.88 ID:AA5QhCWy
���Ȃ����Đ��
521 �F774���b�g���d�������F2014/02/21(��) 22:23:21.00 ID:6OdVzaQy
>>520
�o�J�͒m��Ȃ��ᒼ��Ȃ�
�o�J�͒m��Ȃ��ᒼ��Ȃ�
522 �F774���b�g���d�������F2014/02/21(��) 22:27:45.23 ID:AA5QhCWy
�o�J�͒m��Ȃ��ᒼ��Ȃ�
�o�J�͒m��Ȃ��ᒼ��Ȃ�
�ւ�
�o�J�͒m��Ȃ��ᒼ��Ȃ�
�ւ�
523 �F774���b�g���d�������F2014/02/21(��) 22:30:08.11 ID:S53OZSzj
�n���_�̃m���Ȃ��b�L�����ō��ŗ\���n���_�����ŕt������
�ƕ��������͂���B�g�������͂Ȃ����Nj����͂���
�e�t�����n�핞���̓��C���[�X�g���b�p������Ȃ������̔z����
�������Ȃ�
�ƕ��������͂���B�g�������͂Ȃ����Nj����͂���
�e�t�����n�핞���̓��C���[�X�g���b�p������Ȃ������̔z����
�������Ȃ�
524 �F774���b�g���d�������F2014/02/22(�y) 00:09:17.80 ID:qv/z7vF3
���e�t�����n�핞���̓��C���[�X�g���b�p������Ȃ������̔z����
�������Ȃ�
�w�ł܂߂Ȃ������ɂȂ�����s���Z�b�g�ɔM���k�`���[�u���ēE�ށB
�����ƒZ���Ȃ�����A���̔������핞��S�����������ɉ��߂đ�������B
�핞�̒����P�����ȏ㉽�~���ł��n�j����B
�������Ȃ�
�w�ł܂߂Ȃ������ɂȂ�����s���Z�b�g�ɔM���k�`���[�u���ēE�ށB
�����ƒZ���Ȃ�����A���̔������핞��S�����������ɉ��߂đ�������B
�핞�̒����P�����ȏ㉽�~���ł��n�j����B
525 �F774���b�g���d�������F2014/02/22(�y) 00:34:53.92 ID:ns37CZqk
���b�s���O���C���[���Ăǂ�����Ĕ����́H
������������Ȃ������[���n���_�S�e�ł��Ԃ��ďk�߂Ă邯��
�핢�������Ȃ����Ⴄ���炱��͂���œ�V�����B
������������Ȃ������[���n���_�S�e�ł��Ԃ��ďk�߂Ă邯��
�핢�������Ȃ����Ⴄ���炱��͂���œ�V�����B
526 �F774���b�g���d�������F2014/02/22(�y) 00:41:45.60 ID:iyl5Znwg
527 �F774���b�g���d�������F2014/02/22(�y) 00:42:59.56 ID:+ChBleHI
�������킹�Őؒf���Ă��̂܂܃n���_�t���ł���
UEW�Ɣ�ׂ�ƃe�t�����n�핞���͓�Փx�E��Ɛ�
�z�����x�̑S�Ăŗ��
UEW�Ɣ�ׂ�ƃe�t�����n�핞���͓�Փx�E��Ɛ�
�z�����x�̑S�Ăŗ��
528 �F774���b�g���d�������F2014/02/22(�y) 00:46:22.10 ID:16d+4t0/
>527
�̐S�̔z���̐M�����͔�ׂ��̂ɂȂ�Ȃ��B
�t�d�v�͉����ň����~������ȒP�ɔ핢�Ɍ����B���������Ďg���Ă�����
�n���_�ڑ������O���̏Ⴞ���łȂ��A�����m����ƕʂ̒[�q�Ƃ̒Z�����̂���������B
�̐S�̔z���̐M�����͔�ׂ��̂ɂȂ�Ȃ��B
�t�d�v�͉����ň����~������ȒP�ɔ핢�Ɍ����B���������Ďg���Ă�����
�n���_�ڑ������O���̏Ⴞ���łȂ��A�����m����ƕʂ̒[�q�Ƃ̒Z�����̂���������B
529 �F774���b�g���d�������F2014/02/22(�y) 00:53:23.99 ID:iyl5Znwg
�ŋ�RSCB0.2sq���Ă̂��g���Ă݂āA����͂����Ǝv����
�핢�ނ��̂��X�p�b�Ɛ�Đc���ɏ������Ȃ�����
�Ȃ������͂��Ȃ����ǎ��R�Ȍ`�ɋȂ���
�핢�ނ��̂��X�p�b�Ɛ�Đc���ɏ������Ȃ�����
�Ȃ������͂��Ȃ����ǎ��R�Ȍ`�ɋȂ���
530 �F774���b�g���d�������F2014/02/22(�y) 01:53:10.92 ID:m7py2CtB
SA���ł��\���͂�͂��邪�A�G�ꂪ�S���Ⴄ
�����͈̂����X�g���b�p�ŁA���a�ƔQ�p��P�p���g�������邱��
���肫�遨�킸���Ɋɂ߂遨���������@�Ƃ�������
Hotweezer�������Ȃ��Ȃ����悤�����������ŋߗގ��i�o������ŗv����
UEW�z���̐M�����͎{��ƎҎ���@�����x�̎蒼���ɂ͍œK�@�O�ό������e��
�ᖧ�x�̂Ƃ��͂�͂�PFA/PTFE�@ETFE�͂���Ăď�Ȃ��Ȃ邩�������
RSCB�͓����Ƃ��p���Ȃ�
�����͈̂����X�g���b�p�ŁA���a�ƔQ�p��P�p���g�������邱��
���肫�遨�킸���Ɋɂ߂遨���������@�Ƃ�������
Hotweezer�������Ȃ��Ȃ����悤�����������ŋߗގ��i�o������ŗv����
UEW�z���̐M�����͎{��ƎҎ���@�����x�̎蒼���ɂ͍œK�@�O�ό������e��
�ᖧ�x�̂Ƃ��͂�͂�PFA/PTFE�@ETFE�͂���Ăď�Ȃ��Ȃ邩�������
RSCB�͓����Ƃ��p���Ȃ�
531 �F774���b�g���d�������F2014/02/22(�y) 05:42:29.10 ID:ljxXLNEd
532 �F774���b�g���d�������F2014/02/22(�y) 06:40:28.45 ID:vVPsXMEl
>>530
> �ᖧ�x�̂Ƃ��͂�͂�PFA/PTFE�@ETFE�͂���Ăď�Ȃ��Ȃ邩�������
�R�e�̉��x�������Ȃ��H
�L���ʼn��x��߂Ŏg���A�قƂ�Ǘn���Ȃ�
PTFE�̓X�p�b�Ɛ�Ȃ�����C������
> �ᖧ�x�̂Ƃ��͂�͂�PFA/PTFE�@ETFE�͂���Ăď�Ȃ��Ȃ邩�������
�R�e�̉��x�������Ȃ��H
�L���ʼn��x��߂Ŏg���A�قƂ�Ǘn���Ȃ�
PTFE�̓X�p�b�Ɛ�Ȃ�����C������
533 �F774���b�g���d�������F2014/02/22(�y) 08:53:37.44 ID:m7py2CtB
>>531
�͂�����Ă�킩��\���ł���A�J�ߎE���ɂ����邩��ق��Ă낗
>>532
�������Ȃ��̂Ƃ���̏������Â���@���H�Ђ��F�������ETFE�͂Ȃ���
�����̐����͌������ᖳ�������ȁ@��ЂɃT�[�}���X�g���b�p�����˗�����
�͂�����Ă�킩��\���ł���A�J�ߎE���ɂ����邩��ق��Ă낗
>>532
�������Ȃ��̂Ƃ���̏������Â���@���H�Ђ��F�������ETFE�͂Ȃ���
�����̐����͌������ᖳ�������ȁ@��ЂɃT�[�}���X�g���b�p�����˗�����
534 �F774���b�g���d�������F2014/02/22(�y) 09:13:25.81 ID:ljxXLNEd
>>533
�j���[�t�������g���Ă��猾����
�j���[�t�������ŗ\���n���_���Ă�o�J�݂����Ɩ�����
���Ƃ����Ă̐V�l���\���n���_�s�v�ŋ����Ă�͖̂��N���邩��
�j���[�t�������g���Ă��猾����
�j���[�t�������ŗ\���n���_���Ă�o�J�݂����Ɩ�����
���Ƃ����Ă̐V�l���\���n���_�s�v�ŋ����Ă�͖̂��N���邩��
535 �F774���b�g���d�������F2014/02/22(�y) 12:59:36.04 ID:yhFSS5j6
>>534
�ł͂��̗\���n���_�����őg�ݏグ���Z�b�g�̎ʐ^(���)���������Ă݂悤��
UEW�ɂ�鍂���x�z���ŗL���Ȗ^����A��b�L���̔z������{���ꔭ����������
�^���݂����ȗ͍�����҂��Ă��邼
�ł͂��̗\���n���_�����őg�ݏグ���Z�b�g�̎ʐ^(���)���������Ă݂悤��
UEW�ɂ�鍂���x�z���ŗL���Ȗ^����A��b�L���̔z������{���ꔭ����������
�^���݂����ȗ͍�����҂��Ă��邼
536 �F774���b�g���d�������F2014/02/22(�y) 17:14:57.74 ID:ljxXLNEd
>>535
> >>534
> �ł͂��̗\���n���_�����őg�ݏグ���Z�b�g�̎ʐ^(���)���������Ă݂悤��
����������������
�������m��Ȃ����Ƃ̌����o���Ȃ��Ȃ�Ƃ��ꂵ�������Ȃ��̂��H
������o�J�͒m��Ȃ��ᒼ��Ȃ��ƌ������
�L�~�̏ꍇ�͒m���Ă����肻���ɖ�������A
���ȂȂ��ᒼ��Ȃ������m��Ȃ������
> >>534
> �ł͂��̗\���n���_�����őg�ݏグ���Z�b�g�̎ʐ^(���)���������Ă݂悤��
����������������
�������m��Ȃ����Ƃ̌����o���Ȃ��Ȃ�Ƃ��ꂵ�������Ȃ��̂��H
������o�J�͒m��Ȃ��ᒼ��Ȃ��ƌ������
�L�~�̏ꍇ�͒m���Ă����肻���ɖ�������A
���ȂȂ��ᒼ��Ȃ������m��Ȃ������
>>516
�f�l�����狳���ė~����
>>513 �̃��c��AWG30�ׂ̍��ł��������R�[�g����Ă邩��n���_��肪�ǂ���
�C�ɓ����Ă���ǁA�ǂ����ʖڂȂ́H
������ǂ��̂�OK Industry�̋�b�L�ȊO�m��Ȃ�
TA���Ƃ�ETFE���Ƃ�PTFE���Ƃ������Ă邯�ǁA�Ⴂ�ƃ����b�g�����Ă��炦��Ɗ�����
>>528
����UEW�͋Ɩ��Ŏg�����ł͂Ȃ��Ǝv���Ă�B��Ȃ�D���ɂ���Ηǂ���
ChaN���̃��x���̓���
�f�l�����狳���ė~����
>>513 �̃��c��AWG30�ׂ̍��ł��������R�[�g����Ă邩��n���_��肪�ǂ���
�C�ɓ����Ă���ǁA�ǂ����ʖڂȂ́H
������ǂ��̂�OK Industry�̋�b�L�ȊO�m��Ȃ�
TA���Ƃ�ETFE���Ƃ�PTFE���Ƃ������Ă邯�ǁA�Ⴂ�ƃ����b�g�����Ă��炦��Ɗ�����
>>528
����UEW�͋Ɩ��Ŏg�����ł͂Ȃ��Ǝv���Ă�B��Ȃ�D���ɂ���Ηǂ���
ChaN���̃��x���̓���
538 �F774���b�g���d�������F2014/02/22(�y) 19:39:01.61 ID:+Cf/SPva
ChaN���̋Z�p�ɂ͑S���y�Ȃ����ǁA���́u��ł����^�����v�Ƃ������j�ɂ͐������ӂł���
���p�w���͎���莩���̕���������������Ȃ�
PC���Ӌ@����ꍇ�ɂ���Ă͉����O��Ŕ����������邵�ASMD��ɂ���ꍇ������
���R�����x�Ŕz���ł����@���K�v�ɂȂ�B�����0.2mm��UEW���g���Ă���
���Ȃ݂ɍ��g���Ă��郂�o�C���m�[�gPC�̃X�g���[�W�̓f�X�N�g�b�v�p��SATA-PATA�ϊ����
�������������o�R����SATA��SSD���q�����Ă���BPATA�ASATA�Ƃ��ɏ�L��UEW�ň����Ă���
���߂́A�]���G���[���o����A�U���ł�������A�≏�s�ǂʼn����Ȃ����ƃr�r���Ă�������
�S�R����Ȏ��͂Ȃ����A���������ϊ���ނ��M/B�̕�����Ɏ������s�������B��������
14,700���Ԉȏ�g���Ă�����ۂ��E�E�E
�g�g���������ԈႦ�Ȃ���hUEW�Ŏ��p�ɑς�����M�����͓������ˁH�ƌ����̂������̊��z
���p�w���͎���莩���̕���������������Ȃ�
PC���Ӌ@����ꍇ�ɂ���Ă͉����O��Ŕ����������邵�ASMD��ɂ���ꍇ������
���R�����x�Ŕz���ł����@���K�v�ɂȂ�B�����0.2mm��UEW���g���Ă���
���Ȃ݂ɍ��g���Ă��郂�o�C���m�[�gPC�̃X�g���[�W�̓f�X�N�g�b�v�p��SATA-PATA�ϊ����
�������������o�R����SATA��SSD���q�����Ă���BPATA�ASATA�Ƃ��ɏ�L��UEW�ň����Ă���
���߂́A�]���G���[���o����A�U���ł�������A�≏�s�ǂʼn����Ȃ����ƃr�r���Ă�������
�S�R����Ȏ��͂Ȃ����A���������ϊ���ނ��M/B�̕�����Ɏ������s�������B��������
14,700���Ԉȏ�g���Ă�����ۂ��E�E�E
�g�g���������ԈႦ�Ȃ���hUEW�Ŏ��p�ɑς�����M�����͓������ˁH�ƌ����̂������̊��z
539 �F774���b�g���d�������F2014/02/22(�y) 23:14:00.68 ID:R+wWlqWE
���ݕt�����̂ɃX���[
����߂������
����߂������
540 �F774���b�g���d�������F2014/02/22(�y) 23:59:18.28 ID:ezJjJzQ2
�\�[�X�o���ƌ�����Ƌt�M��������A�͂��炩�����肷��z�͏\������r�炵���Ǝv���Ă���
541 �F774���b�g���d�������F2014/02/23(��) 01:34:24.35 ID:nrtxiq1h
>>537
TA=�X�Y(tin)�R�[�g�ASA=��(silver)�R�[�g�A����
�Ⴂ�͂�͂�G�ꐫ�@�X�Y�͂͂t�����x�ŗn���邪�ATA�͗n�Z���Ȃ���Ԃ�
�����ɏ���Ă���̂ł���������M���Ȃ��ƕs�\���Ȃ͂t���ɂȂ�
�핢�ގ���ETFE�APTFE�APFA����PET�ȂǂƓ��l�������ɂ�闪��
ETFE�F�͂t�����x�ł������k�ށ@���b�p��ɂȂ艘���@�痿�̔��F������
���E��PTFE�F������e�t�����@�����o�����`���ł������������`�@���F����ƓŁX�����قǂɑN�₩
�@�@�@�����ł��������Ɛ��ǍD�@���X�d���@�d�C�I�������ŋ�
PFA�EFEP�FPTFE�ɔ�������ʼn����o�����`��
���ǍD�݂̖��ȊO�͌����ȍ��͂Ȃ������m��Ȃ���
�����Œʔ̂��Ă�Ƃ������邩��e�펎���Ƃ�����
TA=�X�Y(tin)�R�[�g�ASA=��(silver)�R�[�g�A����
�Ⴂ�͂�͂�G�ꐫ�@�X�Y�͂͂t�����x�ŗn���邪�ATA�͗n�Z���Ȃ���Ԃ�
�����ɏ���Ă���̂ł���������M���Ȃ��ƕs�\���Ȃ͂t���ɂȂ�
�핢�ގ���ETFE�APTFE�APFA����PET�ȂǂƓ��l�������ɂ�闪��
ETFE�F�͂t�����x�ł������k�ށ@���b�p��ɂȂ艘���@�痿�̔��F������
���E��PTFE�F������e�t�����@�����o�����`���ł������������`�@���F����ƓŁX�����قǂɑN�₩
�@�@�@�����ł��������Ɛ��ǍD�@���X�d���@�d�C�I�������ŋ�
PFA�EFEP�FPTFE�ɔ�������ʼn����o�����`��
���ǍD�݂̖��ȊO�͌����ȍ��͂Ȃ������m��Ȃ���
�����Œʔ̂��Ă�Ƃ������邩��e�펎���Ƃ�����
542 �F774���b�g���d�������F2014/02/23(��) 01:42:15.58 ID:nrtxiq1h
�W�����t�������ƌ����Ă�l���悭���邪�A�������͏��H�Ђ�ETFE/TA�̃��b�s���O�d������
���H�Ђ͎��Ђ̃t�b�f�������i�S�̂̃u�����h���Ƃ��ăW�����t������p���Ă邩��
�W�����t�������Č������͌������o�J�݂�������
�I����AWG#32�7�{�Q���PTFE�����D���@�P���Ȃ�PFA������
�����łƏ��������A�ׂ��̂͂Ȃ������@�����̎����ċC�ɓ�������{�r���������Ƃ���
���H�Ђ͎��Ђ̃t�b�f�������i�S�̂̃u�����h���Ƃ��ăW�����t������p���Ă邩��
�W�����t�������Č������͌������o�J�݂�������
�I����AWG#32�7�{�Q���PTFE�����D���@�P���Ȃ�PFA������
�����łƏ��������A�ׂ��̂͂Ȃ������@�����̎����ċC�ɓ�������{�r���������Ƃ���
543 �F774���b�g���d�������F2014/02/23(��) 10:44:49.72 ID:mFR4cXpL
���H�Ђ�ETFE/TA�̃��b�s���O�d���̓W�����t����������˂��̂��H
544 �F774���b�g���d�������F2014/02/23(��) 11:40:53.46 ID:zUd6mmo3
>>534
�j���[�t�������͗\���n���_�v��Ȃ��̂͊m�������A
�����n���_����̘b����
�͉̂��ΐF�̃W�����t�����������b�s���O�p�A
���̃j���[�t���������n���_�p�Ƃ����̂�
���암��̈�̓T�^�I�X�^�C���������B
�������\�ʎ������ɔ����ă��b�s���O����ł��A
����ł���N�����̂����ʂɂȂ����̂�
��n���_�Ŏ���ƌ����̂��قږ����Ȃ�A
�����n���_�����ʂɂȂ����������藼���Ƃ��ߋ��̈╨���ȁB
�����p�ƃA�}�`���A����̘b�ɂȂ��ė��Ă��
�j���[�t�������͗\���n���_�v��Ȃ��̂͊m�������A
�����n���_����̘b����
�͉̂��ΐF�̃W�����t�����������b�s���O�p�A
���̃j���[�t���������n���_�p�Ƃ����̂�
���암��̈�̓T�^�I�X�^�C���������B
�������\�ʎ������ɔ����ă��b�s���O����ł��A
����ł���N�����̂����ʂɂȂ����̂�
��n���_�Ŏ���ƌ����̂��قږ����Ȃ�A
�����n���_�����ʂɂȂ����������藼���Ƃ��ߋ��̈╨���ȁB
�����p�ƃA�}�`���A����̘b�ɂȂ��ė��Ă��
545 �F774���b�g���d�������F2014/02/23(��) 15:55:12.20 ID:dfUWPcqv
>>543
�����͐H�ו������A�H�ו��͋����Ɍ���Ȃ���Ȃ�
>>544
���̃W�����t�������̓����i�ł����āA�����b�g��S�����o���Ȃ�
���[�J�[�ɖ��f�����������߂�
�����͐H�ו������A�H�ו��͋����Ɍ���Ȃ���Ȃ�
>>544
���̃W�����t�������̓����i�ł����āA�����b�g��S�����o���Ȃ�
���[�J�[�ɖ��f�����������߂�
546 �F774���b�g���d�������F2014/02/23(��) 16:02:26.01 ID:3xS0N9ck
��`�ɂȂ��Ă��
547 �F774���b�g���d�������F2014/02/23(��) 20:17:49.22 ID:kabkBogH
>537
TC�͎ᏼ�ɂ������Ă�(���ƂɂȂ��Ă���)�B
�܂��X�܂ł� 0.12TC(AWG 28����)�܂ł����������ƂȂ����B
���ƁA���܂ɃT�g�[�ɂ��o��(�o�Ă�)�B
�܂������h���̂͊m���� > TC
TC�͎ᏼ�ɂ������Ă�(���ƂɂȂ��Ă���)�B
�܂��X�܂ł� 0.12TC(AWG 28����)�܂ł����������ƂȂ����B
���ƁA���܂ɃT�g�[�ɂ��o��(�o�Ă�)�B
�܂������h���̂͊m���� > TC
548 �F774���b�g���d�������F2014/02/24(��) 12:09:09.37 ID:F4sqRRYI
>>541,542 ���肪�Ƃ�
TA,SA�͑S�R�V�������������ǁA���R�[�g���Ă���Ȃɗǂ��Ȃ��́H
�I���C�f�� >>513 �͌l�I�Ɉ����Ȃ��Ǝv���Ă邯�ǁA�����Ɨǂ��̂�����H
ETFE,PTFE���Ĕ핞�̎�������A�Ⴂ�͂��������ϔM����
���̕����̃n���_���Ƃ͊W�Ȃ��C��������ǁA�Ⴄ�H
>�I����AWG#32�7�{�Q���PTFE�����D���@�P���Ȃ�PFA������
��������AWG32���Ĕ����Ă�̌�����������
�ǂ����Ŕ�����Ȃ狳���Ă��[����
TA,SA�͑S�R�V�������������ǁA���R�[�g���Ă���Ȃɗǂ��Ȃ��́H
�I���C�f�� >>513 �͌l�I�Ɉ����Ȃ��Ǝv���Ă邯�ǁA�����Ɨǂ��̂�����H
ETFE,PTFE���Ĕ핞�̎�������A�Ⴂ�͂��������ϔM����
���̕����̃n���_���Ƃ͊W�Ȃ��C��������ǁA�Ⴄ�H
>�I����AWG#32�7�{�Q���PTFE�����D���@�P���Ȃ�PFA������
��������AWG32���Ĕ����Ă�̌�����������
�ǂ����Ŕ�����Ȃ狳���Ă��[����
549 �F774���b�g���d�������F2014/02/24(��) 21:55:54.93 ID:7ioaoYY9
AWG#32�Q���͈����̂Ȃ��Ȃǂɂ��������Ǝv��
�t�b�f�n�����m�Ƃ��Ă͂��邯�ǁA�ǂ������������̂�
ttp://www.sugita-ew.co.jp/products/fluorine-wire.htm
�����7xx32������
�t�b�f�n�����m�Ƃ��Ă͂��邯�ǁA�ǂ������������̂�
ttp://www.sugita-ew.co.jp/products/fluorine-wire.htm
�����7xx32������
550 �F774���b�g���d�������F2014/02/24(��) 22:59:31.63 ID:Knq5LkIM
�P���o�Ȃ��ƃ��o���B
�Q������O�D�T�s�b�`�ŕ��ׂĕE�������Ƃ�����ߎS������ˁB
�Q������O�D�T�s�b�`�ŕ��ׂĕE�������Ƃ�����ߎS������ˁB
551 �F774���b�g���d�������F2014/02/24(��) 23:56:27.38 ID:7ioaoYY9
���̂��炢�̃O���[�h�̓d���ŔQ���ƌ����Ύ��ۂɔQ���Ă��邩��
�����������Ƃɂ͂Ȃ��Ǝv����@�̈ӂɂق����ق���邪
�����������Ƃɂ͂Ȃ��Ǝv����@�̈ӂɂق����ق���邪
552 �F774���b�g���d�������F2014/02/25(��) 18:14:03.24 ID:AKFCYaX0
����Ȃ�ł���
���j�o�[�T����Ղʼn�H��鎞���Đ�ɕ��i��S�����c�t�����Ă��炷�����b�L�Ŕz���������������ł����H����Ƃ������i�s�̂ق��������ł����H
���j�o�[�T����Ղʼn�H��鎞���Đ�ɕ��i��S�����c�t�����Ă��炷�����b�L�Ŕz���������������ł����H����Ƃ������i�s�̂ق��������ł����H
553 �F774���b�g���d�������F2014/02/25(��) 20:03:13.48 ID:PeORMv/V
���ʂ͕��i�̃��C�A�E�g���ł߂Ă���z���A�Ƃ�������
�d�����C���͕��i�����Ő�ɂ���
���s���̕��i�͈ʒu���߂ł�������̂Ő��{�ɂƂǂ߂Ă���
�d�����C���͕��i�����Ő�ɂ���
���s���̕��i�͈ʒu���߂ł�������̂Ő��{�ɂƂǂ߂Ă���
554 �F774���b�g���d�������F2014/02/25(��) 22:18:13.59 ID:AKFCYaX0
>>553
���肪�Ƃ��������܂��A�Q�l�ɂ��܂�
���肪�Ƃ��������܂��A�Q�l�ɂ��܂�
555 �F774���b�g���d�������F2014/02/25(��) 22:44:29.27 ID:XX/9sU8u
�u�������܂��v����Ȃ��u�Q�l�ɂ��܂��v���Ă̂����X����
556 �F774���b�g���d�������F2014/02/26(��) 21:56:33.67 ID:JzAtTRBn
557 �F774���b�g���d�������F2014/02/27(��) 22:38:47.76 ID:fScJcIDK
�P��or�u�����h���{�t�����Ȃ�ȍ��Y�̂́B
�Ȃ��������ƋC�̗������l�[�~���O�͂Ȃ������B
�Ȃ��������ƋC�̗������l�[�~���O�͂Ȃ������B
558 �F774���b�g���d�������F2014/02/28(��) 01:58:59.11 ID:SifahJpq
���ˁ@���̂�����ETFE���z�����̌��k�������X���Ȃ�
559 �F774���b�g���d�������F2014/02/28(��) 02:02:54.72 ID:SifahJpq
PTFE�핢AWG#36�SA�Q��
ttp://www.sengoku.co.jp/mod/sgk_cart/search.php?cid=4167
FEP�핢AWG#30�SA�P��
ttp://oyaide.com/catalog/products/p-810.html
FEP�핢AWG#28�SA�Q��
ttp://oyaide.com/catalog/af04b030sa.html
2�Ԗڂ̂̓��b�s���O������p���Ă�l�ɂ͋����̃V�����m���낤�Ȃ�
ttp://www.sengoku.co.jp/mod/sgk_cart/search.php?cid=4167
FEP�핢AWG#30�SA�P��
ttp://oyaide.com/catalog/products/p-810.html
FEP�핢AWG#28�SA�Q��
ttp://oyaide.com/catalog/af04b030sa.html
2�Ԗڂ̂̓��b�s���O������p���Ă�l�ɂ͋����̃V�����m���낤�Ȃ�
560 �F774���b�g���d�������F2014/02/28(��) 13:20:22.15 ID:SflJj2i1
�T���L���[�I
�Ƃ肠�����S�������Ď����Ă݂�
������AWG36���āA�ǂ�����Ĕ�������
�Ƃ肠�����S�������Ď����Ă݂�
������AWG36���āA�ǂ�����Ĕ�������
561 �F774���b�g���d�������F2014/02/28(��) 13:30:09.91 ID:oek0Qrt4
�G���W�j�A��PA-14�ł�AWG34�܂ł��E�E�E
562 �F774���b�g���d�������F2014/02/28(��) 21:32:11.87 ID:rHtCyX5h
CK�̂Ƃ�
563 �F774���b�g���d�������F2014/03/05(��) 02:18:50.54 ID:lnBvXml/
�����̃n���_�R�e�@���h�o�V�ŋ���
���Đ�Ƃ��̃A�N�Z�T���[�͉��̂��i�Ԍ����Ƃ��Ńq�b�g���Ă��Ȃ���
�J�e�S�����ꗗ�Ō���Ƒ�T�̃��m�͏o�ė���B
�X���Ō^�Ԍ����Ď��Ƃ������Ă��A�L�o�Ƃ��n���_�R�e�����ł��u�o���Ȃ��v�ƌ�����B
�ʔ̂œX���ɂ���n�j����B
���Đ�Ƃ��̃A�N�Z�T���[�͉��̂��i�Ԍ����Ƃ��Ńq�b�g���Ă��Ȃ���
�J�e�S�����ꗗ�Ō���Ƒ�T�̃��m�͏o�ė���B
�X���Ō^�Ԍ����Ď��Ƃ������Ă��A�L�o�Ƃ��n���_�R�e�����ł��u�o���Ȃ��v�ƌ�����B
�ʔ̂œX���ɂ���n�j����B
564 �F774���b�g���d�������F2014/03/05(��) 07:55:40.48 ID:boCy3qgD
���܂��_�͎��ł��܂���
565 �F774���b�g���d�������F2014/03/05(��) 14:21:23.12 ID:/ve0/8rT
���̃��[�J�[�̏��i�̎�舵��������z�[���Z���^�[�Ȃ�
�Ƃ�悹�Ă��炦����
�Ƃ�悹�Ă��炦����
566 �F774���b�g���d�������F2014/03/05(��) 14:42:25.30 ID:CCJyVqYK
���i�@�|�C���g�@����
567 �F774���b�g���d�������F2014/03/05(��) 16:12:53.28 ID:dSMQN7Gk
�����̓��C�����Y�Ɨp�������{�͍H��ɍH��[�߂Ă��鏤�Ђ�
�p�[�c�Ȃ������Ă��Ă����B
�l�ōw������ꍇ�͔��������ډ^�c���Ă���WEB�V���b�v���m�����������B
http://ec.hakko.com/
�p�[�c�Ȃ������Ă��Ă����B
�l�ōw������ꍇ�͔��������ډ^�c���Ă���WEB�V���b�v���m�����������B
http://ec.hakko.com/
568 �F774���b�g���d�������F2014/03/05(��) 18:15:25.54 ID:hUG17V62
����
569 �F774���b�g���d�������F2014/03/06(��) 00:28:31.44 ID:SnVMMAlE
�����̏��Օi�́A���{���̃o�[�c�����h������������ł��������Ă���B
�X���ɂ��Ȃ����̂́A���̏�Ŕ����ɓd�b�ōɊm�F���Ă��ꂽ���A�������������B
�c�O�Ȃ���A�|�Y������������ǂˁB
�X���ɂ��Ȃ����̂́A���̏�Ŕ����ɓd�b�ōɊm�F���Ă��ꂽ���A�������������B
�c�O�Ȃ���A�|�Y������������ǂˁB
570 �F774���b�g���d�������F2014/03/06(��) 01:19:00.49 ID:WPZj36EN
571 �F774���b�g���d�������F2014/03/06(��) 01:43:14.90 ID:g75tggTv
�����������Ȃ�
>>560��FT-801���������I�Ƃ͌����Ȃ�
>>560��FT-801���������I�Ƃ͌����Ȃ�
572 �F774���b�g���d�������F2014/03/06(��) 07:33:49.40 ID:MjpxF0oG
>>569
�Ó�
�Ó�
573 �F774���b�g���d�������F2014/03/06(��) 07:52:54.31 ID:l+ctHe+f
>�o�[�c�����h
�^�C�����v���o����
�^�C�����v���o����
574 �F774���b�g���d�������F2014/03/06(��) 22:35:55.49 ID:Bf5PNGs2
FX-600���������ȁB601���������Ȃ��Ė����Ă����nj��߂��B
540���Ƃ��g���\��Ȃ�����601�����I
540���Ƃ��g���\��Ȃ�����601�����I
575 �F774���b�g���d�������F2014/03/07(��) 07:03:23.15 ID:QBh3SglR
����200�x�Ȃ��FX600�����I��
576 �F774���b�g���d�������F2014/03/07(��) 09:50:55.05 ID:jBwlKIYB
����͂������f
200����250���ł͒������i�Ȃǂ̂����t���̋���܂�ňႤ
���C���łȂ��\���Œ����⎎����l�Ȃ�Ⴂ���͈̔͂��L���Ȃ���
200����250���ł͒������i�Ȃǂ̂����t���̋���܂�ňႤ
���C���łȂ��\���Œ����⎎����l�Ȃ�Ⴂ���͈̔͂��L���Ȃ���
577 �F774���b�g���d�������F2014/03/07(��) 13:44:28.57 ID:ZIRhNKzD
�����䂤����������̂��E�E�E�}�U�{�Ƃ��A���v�C���Ɏg�����x
������30���̈�����ł��������ȁ[�E�E�E�B
�ł����\�F�X�g�����肷�邩��FX600�ɂ��邩�������Ⴂ�܂��ˁB
�Ȃɂɉ��x�̂�������Ƃ����킩���ĂȂ��B
������30���̈�����ł��������ȁ[�E�E�E�B
�ł����\�F�X�g�����肷�邩��FX600�ɂ��邩�������Ⴂ�܂��ˁB
�Ȃɂɉ��x�̂�������Ƃ����킩���ĂȂ��B
578 �F774���b�g���d�������F2014/03/07(��) 16:06:54.62 ID:0Pko7TOZ
>>577
20W�ʂ̈�����80W�ʂ̃p���[�̂���R�e��2�{���Ă�������
80W�ʂ̃p���[�̗L��R�e�Ŗ����ƃ}�U�{����R���f���T�[���O���Ȃ�
�����R�e��100W�������Ƃ��Ă��R�e�悪�ׂ��Ƒ啨�͏����o���Ȃ�
20W�ʂ̈�����80W�ʂ̃p���[�̂���R�e��2�{���Ă�������
80W�ʂ̃p���[�̗L��R�e�Ŗ����ƃ}�U�{����R���f���T�[���O���Ȃ�
�����R�e��100W�������Ƃ��Ă��R�e�悪�ׂ��Ƒ啨�͏����o���Ȃ�
579 �F774���b�g���d�������F2014/03/07(��) 20:51:44.82 ID:QBh3SglR
��`���M�S�e�̑��݂�Y��Ă܂��H
580 �F774���b�g���d�������F2014/03/07(��) 21:53:24.01 ID:GwtGOopQ
>>579
��������B�̐S�Ȃ̂̓��b�g���ƃR�e��̔M�e�ʁB
�u�c�ɉ����ăR�e������ւ���Ȃ�b�͕ʂ����ǁA�����Ȃ�
�͂��߂����{�p�ӂ���B
��������B�̐S�Ȃ̂̓��b�g���ƃR�e��̔M�e�ʁB
�u�c�ɉ����ăR�e������ւ���Ȃ�b�͕ʂ����ǁA�����Ȃ�
�͂��߂����{�p�ӂ���B
581 �F774���b�g���d�������F2014/03/07(��) 21:58:51.47 ID:vQxOST7L
�^���[�^�[�̃R���f���T���O�����Ƃ�����FX-950�{D24��400�x�ȏ�K�v������
350�x���炢�ł�GND�����т��Ƃ����Ȃ�
���M�ł��W����B(�g�Q)�^�̃R�e�悾�ƍ��M�e�ʂ̃p�^�[���u�[�X�g���Ă���������(�o���L��)
350�x���炢�ł�GND�����т��Ƃ����Ȃ�
���M�ł��W����B(�g�Q)�^�̃R�e�悾�ƍ��M�e�ʂ̃p�^�[���u�[�X�g���Ă���������(�o���L��)
582 �F774���b�g���d�������F2014/03/07(��) 21:59:34.81 ID:QBh3SglR
���M�͉���������ƐԂ����鉷�x�܂ŏオ��̒m��Ȃ��̂��ȁB
�����߂�C�͂Ȃ��̂ŕʂɂ������ǁB
�����߂�C�͂Ȃ��̂ŕʂɂ������ǁB
583 �F774���b�g���d�������F2014/03/07(��) 22:15:39.27 ID:GwtGOopQ
>>582
�����牷�x�̖�肶��Ȃ����āE�E�E
���������A��荂�����b�g���ł��M�e�ʂ̏������R�e������M���Ă����
���x���オ��͓̂�����O���낤�B���ɐԂ�����܂ł�������Ƃ͂Ȃ����ǁB
�����牷�x�̖�肶��Ȃ����āE�E�E
���������A��荂�����b�g���ł��M�e�ʂ̏������R�e������M���Ă����
���x���オ��͓̂�����O���낤�B���ɐԂ�����܂ł�������Ƃ͂Ȃ����ǁB
584 �F774���b�g���d�������F2014/03/07(��) 22:22:07.37 ID:+W8wxAJY
2�{������Ȃ炻�̋��łP�{�Ƃ��Đ�𑵂����������p���͍����Ǝv���B
�Ƃ������Ȃ�ł��Đ�������S�O���Ă���l�������̂������I
�Ƃ������Ȃ�ł��Đ�������S�O���Ă���l�������̂������I
585 �F774���b�g���d�������F2014/03/07(��) 22:57:27.69 ID:mgoHgodE
�����͌����ڂɂ��Ă͍������炶��ˁH
586 �F774���b�g���d�������F2014/03/07(��) 23:27:41.66 ID:QBh3SglR
�n���_���Z��������͂�����@�u���x�v�Ȃ̂ɂ˂�
587 �F774���b�g���d�������F2014/03/07(��) 23:32:58.91 ID:53/44yO7
�ŁA���̉��x���M���ƑΏە��̔M�e�ʂŌ��܂�A���Ă̂ɋC�t���Ȃ�����t�吙�B
588 �F774���b�g���d�������F2014/03/07(��) 23:44:03.94 ID:GwtGOopQ
>>586
�����Ă܂ʼn�����Ă�����`���͂Ȃ���B
�D���Ȃ����������x�Ŕ��c�t�����Ă��������B
>>584-585
�R�e��̌������ȒP�ȃ��c�́A�����R�e2�{��荂���Ȃ��H
�܂��A�ł��ŏ��̃R�e���i�K����w�r�[���[�Y���\�z�o���Ă�Ȃ�
�����������Ɨǂ��R�e��I��ł����������B
�����Ă܂ʼn�����Ă�����`���͂Ȃ���B
�D���Ȃ����������x�Ŕ��c�t�����Ă��������B
>>584-585
�R�e��̌������ȒP�ȃ��c�́A�����R�e2�{��荂���Ȃ��H
�܂��A�ł��ŏ��̃R�e���i�K����w�r�[���[�Y���\�z�o���Ă�Ȃ�
�����������Ɨǂ��R�e��I��ł����������B
589 �F774���b�g���d�������F2014/03/08(�y) 00:39:29.92 ID:XUmAEZpF
�l���g�����ɂ�FX-600�̓I�o�X�y�Ȃ̂��������߂Ȃ̂��B
�ł���ΐݒ�ł��鉷�x���Ƃ�IC���R���f���T���Ȃ�
���̉��x�������Ƃ�540���̓R���Ɏg���Ƃ������Ă�������
�܂���ł��傤���E�E�E�B
�ł���ΐݒ�ł��鉷�x���Ƃ�IC���R���f���T���Ȃ�
���̉��x�������Ƃ�540���̓R���Ɏg���Ƃ������Ă�������
�܂���ł��傤���E�E�E�B
590 �F774���b�g���d�������F2014/03/08(�y) 01:16:36.63 ID:vLQcrQdd
>>588
���낻��C�Â����ق���
���낻��C�Â����ق���
591 �F774���b�g���d�������F2014/03/08(�y) 01:37:43.59 ID:qUPGFpuP
578�̓o�J�Ƃ������d�C���ł͂Ȃ��B
�n���_�R�e����������ۂ́A��{�͓��ꃂ�f�����B
�n���_�R�e����������ۂ́A��{�͓��ꃂ�f�����B
592 �F774���b�g���d�������F2014/03/08(�y) 02:00:57.31 ID:tYGFfXmz
>>591
���̃R�R���́H
���̃R�R���́H
593 �F774���b�g���d�������F2014/03/08(�y) 02:04:57.91 ID:kmi3AK0Y
>>589
�����������p�r�Ȃ�A��ʓI�ȉ��x��360���O��ł�����Ȃ��H
��^�̃R�l�N�^��[�q�Ȃǂő��肪�傫���A�R�e�悪������(�~�M�ʂ�����Ȃ�)�ꍇ��
�ً}�I�ɉ��x�グ���肷�邩������Ȃ����ǁB
FX-601�֗��Ɏg���Ă��B
�傫�ȕ����珬���ȕ��܂ŁA�R�e���������ΑΉ��o���邵�B
80W�Ƃ��̉�������Ȃ������O�a�^�̂�
���䂪��������R�e�扷�x���オ�肷���Ďg���ɂ������ɂ݂₷����
�����́A�d��ON�Œ����g���邵�A���x�������Ă��A������̂Ő����֗�����B
�����������p�r�Ȃ�A��ʓI�ȉ��x��360���O��ł�����Ȃ��H
��^�̃R�l�N�^��[�q�Ȃǂő��肪�傫���A�R�e�悪������(�~�M�ʂ�����Ȃ�)�ꍇ��
�ً}�I�ɉ��x�グ���肷�邩������Ȃ����ǁB
FX-601�֗��Ɏg���Ă��B
�傫�ȕ����珬���ȕ��܂ŁA�R�e���������ΑΉ��o���邵�B
80W�Ƃ��̉�������Ȃ������O�a�^�̂�
���䂪��������R�e�扷�x���オ�肷���Ďg���ɂ������ɂ݂₷����
�����́A�d��ON�Œ����g���邵�A���x�������Ă��A������̂Ő����֗�����B
594 �F774���b�g���d�������F2014/03/08(�y) 02:40:23.27 ID:wfGiDxsb
�f�l���͉�������(�������Œ�̃{��)�������グ�Ă��肾���A
�͂����茾���Γ���Řr�͏オ��Ȃ��@�������ȁ@�w�}������͂��邩��
�ނ���A�͂t���̕��@���w�Ԃɂ͉����͎ז���������Ȃ�
�I�����E��łȂ���p�Ȃ�PRESTO+D�g�����A�r�M�i�[�ɂ����߂Ă�
�܂��͕֗��ʼn��ł��ł��邱�Ă��ׂ�
�͂����茾���Γ���Řr�͏オ��Ȃ��@�������ȁ@�w�}������͂��邩��
�ނ���A�͂t���̕��@���w�Ԃɂ͉����͎ז���������Ȃ�
�I�����E��łȂ���p�Ȃ�PRESTO+D�g�����A�r�M�i�[�ɂ����߂Ă�
�܂��͕֗��ʼn��ł��ł��邱�Ă��ׂ�
595 �F774���b�g���d�������F2014/03/08(�y) 06:10:24.51 ID:6BwXfB16
>>591
���ł���ȏ��S�Җ������������Ă�́H
���ł���ȏ��S�Җ������������Ă�́H
596 �F774���b�g���d�������F2014/03/08(�y) 09:05:19.51 ID:YSwgHWCN
>595
�I�}�G�݂����ȃo�J�����邩�炾
�I�}�G�݂����ȃo�J�����邩�炾
597 �F774���b�g���d�������F2014/03/08(�y) 09:40:49.30 ID:Ig/w6RO3
���O�狍���̂߂��@���̒��x�ł��炢�炷��Ȃ炫���ƃJ���V�E���s�������H
>578�@�悪�ׂ��ĔM��R���傫���ꍇ�́A
�@�����ɔ��c������ɐ����Ēf�ʐς𑝂₹�ςނ�łˁH
>595�@�v���Ƃ����Ă����낢��ȋƖ������邩��A
�@���c�t������p�r�̕������Ȃ��Ƃ���̃v���l�Ȃ�łˁH
>578�@�悪�ׂ��ĔM��R���傫���ꍇ�́A
�@�����ɔ��c������ɐ����Ēf�ʐς𑝂₹�ςނ�łˁH
>595�@�v���Ƃ����Ă����낢��ȋƖ������邩��A
�@���c�t������p�r�̕������Ȃ��Ƃ���̃v���l�Ȃ�łˁH
598 �F774���b�g���d�������F2014/03/08(�y) 09:42:29.34 ID:5zF77qEb
���͂�������Ă���A��������Ƃ����֗����A�Ƃ������x�̘b�ōςނƂ����
�������Ȃ��z�̓o�J���A���܂������o�J���A���Č����Đ��肠���Ăǂ������ł����B
�z�r�[�̓{�r�[�̗���A�v���ɂ̓v���̗���A���܂��ɕ��i�����Ώە��ɂ͍������邵�A
�������ǂ��m��Ȃ�����̘b��������̂������̗ǂ��Ƃ���Ȃ̂ɁB
�������Ȃ��z�̓o�J���A���܂������o�J���A���Č����Đ��肠���Ăǂ������ł����B
�z�r�[�̓{�r�[�̗���A�v���ɂ̓v���̗���A���܂��ɕ��i�����Ώە��ɂ͍������邵�A
�������ǂ��m��Ȃ�����̘b��������̂������̗ǂ��Ƃ���Ȃ̂ɁB
599 �F774���b�g���d�������F2014/03/08(�y) 10:05:46.00 ID:DmLsdjcb
�C���C���ƃJ���V�E���͂���܂�W�Ȃ�
�i���Ȃ��Ƃ��J���V�E���⋋�ŃC���C���͎��܂�Ȃ��j
�ΐ��ғł��Ă����Ă��̂Ɠ����悤�ȏo���s���̑�������
�i���Ȃ��Ƃ��J���V�E���⋋�ŃC���C���͎��܂�Ȃ��j
�ΐ��ғł��Ă����Ă��̂Ɠ����悤�ȏo���s���̑�������
600 �F774���b�g���d�������F2014/03/08(�y) 11:31:05.96 ID:8iEgtS7r
���z�r�[�̓{�r�[�̗���A�v���ɂ̓v���̗���A���܂��ɕ��i�����Ώە��ɂ͍�������
��H���ǂ����悤�Ƃ��A�}�C�R���Ƃe�o�f�`�̐蕪���Ƃ��ɂ́A����ɂ��Ⴂ�͂���B
�H��ɑ����{�p���́A����ǂ��납���삪����Ă����ʂ��郂�m������B
�i���_�J���_�ōH��̐��������Ă��܂����A�ێ琫���l���Ȃ��ƃo�J�ɂ����B
��H���ǂ����悤�Ƃ��A�}�C�R���Ƃe�o�f�`�̐蕪���Ƃ��ɂ́A����ɂ��Ⴂ�͂���B
�H��ɑ����{�p���́A����ǂ��납���삪����Ă����ʂ��郂�m������B
�i���_�J���_�ōH��̐��������Ă��܂����A�ێ琫���l���Ȃ��ƃo�J�ɂ����B
601 �F774���b�g���d�������F2014/03/08(�y) 11:43:47.75 ID:vLQcrQdd
�o�J�ɂ���邩����Ȃ������Ă���ȂɗD�揇�ʂ̍������ƁH
�����Ŕ��f�ł��Ȃ����瑼�l�̖ڂ��C�ɂȂ��Ȃ��낤��
�����Ŕ��f�ł��Ȃ����瑼�l�̖ڂ��C�ɂȂ��Ȃ��낤��
602 �F774���b�g���d�������F2014/03/08(�y) 12:49:00.29 ID:H5ds/RlE
>>597
> >578�@�悪�ׂ��ĔM��R���傫���ꍇ�́A
> �@�����ɔ��c������ɐ����Ēf�ʐς𑝂₹�ςނ�łˁH
�n���_�Ƃ̐ڐG�����̔M��R�ł͖������Đ掩�̂̔M��R��
���Đ悪���M�e�ʂ�������������A���F�ׂ�����悶��_������
>
> >595�@�v���Ƃ����Ă����낢��ȋƖ������邩��A
> �@���c�t������p�r�̕������Ȃ��Ƃ���̃v���l�Ȃ�łˁH
�Ȃ�قǁA������������c�t���������Ɩ������c��
> >578�@�悪�ׂ��ĔM��R���傫���ꍇ�́A
> �@�����ɔ��c������ɐ����Ēf�ʐς𑝂₹�ςނ�łˁH
�n���_�Ƃ̐ڐG�����̔M��R�ł͖������Đ掩�̂̔M��R��
���Đ悪���M�e�ʂ�������������A���F�ׂ�����悶��_������
>
> >595�@�v���Ƃ����Ă����낢��ȋƖ������邩��A
> �@���c�t������p�r�̕������Ȃ��Ƃ���̃v���l�Ȃ�łˁH
�Ȃ�قǁA������������c�t���������Ɩ������c��
603 �F774���b�g���d�������F2014/03/08(�y) 13:27:46.69 ID:Rhb+WhCQ
>�U�O�P
�N���ƈꏏ�ɍ�Ƃ��邱�ƂɂȂ������ɁA
���肪�P�O�O�~�V���b�v�Ŕ����Ă�H����Ă�����A���O�ꏏ�ɍ�Ƃ��邩�H
�N���ƈꏏ�ɍ�Ƃ��邱�ƂɂȂ������ɁA
���肪�P�O�O�~�V���b�v�Ŕ����Ă�H����Ă�����A���O�ꏏ�ɍ�Ƃ��邩�H
604 �F774���b�g���d�������F2014/03/08(�y) 13:32:19.04 ID:vLQcrQdd
���̏�ʐݒ�ɂ͋��������Ȃ��@����������ƓI���˂��ݒ�ł�낵��
605 �F774���b�g���d�������F2014/03/08(�y) 14:22:48.44 ID:ILJ7xAQQ
100�~����ł������ɂ��������̂ɉ���������
����ꂵ�Ă����炷�����Ǝv�����ǂ�
�t�ɂǂ�Ȃ�������ł�����ꈫ��������
�ڂ�ڂ�ő厖�ɂ��ĂȂ������猙�Ɋ�����
����ꂵ�Ă����炷�����Ǝv�����ǂ�
�t�ɂǂ�Ȃ�������ł�����ꈫ��������
�ڂ�ڂ�ő厖�ɂ��ĂȂ������猙�Ɋ�����
606 �F774���b�g���d�������F2014/03/08(�y) 14:44:08.63 ID:5zF77qEb
607 �F774���b�g���d�������F2014/03/08(�y) 19:12:53.64 ID:lRQaPhQk
>�U�O�T
�P�O�O�~�V���b�v�ň����Ă�H��f�ނ��\���\���H��p�̓S�g���ĂȂ��B
���x�ʂőS���H��Ƃ͌����Ȃ����x���B�q���̍H��Ɏg���̂����X�B
�����m���������ŁA�u�����A�˂��݂��Ă���B�e�����߂����R��̂˂��̓I���`��������
�Ŋ��̓}�g���Ȃ̂�����Ȃ��Ƃˁv�Ƃ�������̂��E�U������
�P�O�O�~�V���b�v�ň����Ă�H��f�ނ��\���\���H��p�̓S�g���ĂȂ��B
���x�ʂőS���H��Ƃ͌����Ȃ����x���B�q���̍H��Ɏg���̂����X�B
�����m���������ŁA�u�����A�˂��݂��Ă���B�e�����߂����R��̂˂��̓I���`��������
�Ŋ��̓}�g���Ȃ̂�����Ȃ��Ƃˁv�Ƃ�������̂��E�U������
608 �F774���b�g���d�������F2014/03/08(�y) 19:16:38.69 ID:Ig/w6RO3
>603
����܂���A���͍H��ւ̎x���H��Ƀ_�C�\�[�̂𑗂�܂������ �����G
����܂���A���͍H��ւ̎x���H��Ƀ_�C�\�[�̂𑗂�܂������ �����G
609 �F774���b�g���d�������F2014/03/08(�y) 19:49:51.54 ID:45I9eo9X
100�ύH��͎g��������
�����O��ɂ���Ȃ玸�s���Ă��_���[�W�͏��Ȃ���
����قǗL�肪���������Ȃ��Ȃ�����
�����͐悪�������s���Z�b�g�ɓ�����̃V���R���S����
�\��t���āA��S�����̃s���Z�b�g�Ƃ��ăe�[�v��Ɨp��
�g���Ă���B�s���Z�b�g���̂��_�炩���Ă��܂�͂������Ȃ�
�̂���_�Ȃ̂�2������낤���ƌ�����
�_�C�������h�����܂̑ϐ��y�[�p�[��100�ςɏo�Ă��Ȃ�
���Ȃ��E�E�E�Ɩϑz���Ă��邯�Ǔ�����ȁE�E�E
�n���|���g���Č��������n����A���ݍ��킹�����镨��
100�ςł͌����������������
�����O��ɂ���Ȃ玸�s���Ă��_���[�W�͏��Ȃ���
����قǗL�肪���������Ȃ��Ȃ�����
�����͐悪�������s���Z�b�g�ɓ�����̃V���R���S����
�\��t���āA��S�����̃s���Z�b�g�Ƃ��ăe�[�v��Ɨp��
�g���Ă���B�s���Z�b�g���̂��_�炩���Ă��܂�͂������Ȃ�
�̂���_�Ȃ̂�2������낤���ƌ�����
�_�C�������h�����܂̑ϐ��y�[�p�[��100�ςɏo�Ă��Ȃ�
���Ȃ��E�E�E�Ɩϑz���Ă��邯�Ǔ�����ȁE�E�E
�n���|���g���Č��������n����A���ݍ��킹�����镨��
100�ςł͌����������������
610 �F774���b�g���d�������F2014/03/08(�y) 19:51:37.24 ID:Ig/w6RO3
>607
���₢��A�ŋ߂̓N���������u�f���|�̂Ƃ������ʂ��Ă܂�������i�B
�l�I�ɂ�(�S�ύH��̒��ł�)��p���ł��邱�Ƃ��d�����đI��ł���܂��B
�@�ЂႭ�������Ƃ����A�R�l�N�^�̔��c�t���ȂǂɎg���A
���ɋz�Ղŋz���Œ肷�鏬�^�̃v���{�f�B�[�̖��́A�����
�S�ςł������Ă��āA���ꂪ���������̂��̖��͂Ƃ��܂�ɃN���\�c�ŁA
���x�Ƃ͈Ⴄ�Ӗ���(���쌠�I�ȈӖ�������)�����Ȃ����H�Ƃ�
�S�z�ł͂���i�O�t�O�G�j
���₢��A�ŋ߂̓N���������u�f���|�̂Ƃ������ʂ��Ă܂�������i�B
�l�I�ɂ�(�S�ύH��̒��ł�)��p���ł��邱�Ƃ��d�����đI��ł���܂��B
�@�ЂႭ�������Ƃ����A�R�l�N�^�̔��c�t���ȂǂɎg���A
���ɋz�Ղŋz���Œ肷�鏬�^�̃v���{�f�B�[�̖��́A�����
�S�ςł������Ă��āA���ꂪ���������̂��̖��͂Ƃ��܂�ɃN���\�c�ŁA
���x�Ƃ͈Ⴄ�Ӗ���(���쌠�I�ȈӖ�������)�����Ȃ����H�Ƃ�
�S�z�ł͂���i�O�t�O�G�j
611 �F774���b�g���d�������F2014/03/08(�y) 22:15:23.36 ID:wfGiDxsb
���[�A�������̂ł͂ɖ��W�ȍH��̘b�͂��̂ւ�ł�߂�
���Ȃ݂ɍH��|�̓N�������ł͂Ȃ��N���o�i
���Ȃ݂ɍH��|�̓N�������ł͂Ȃ��N���o�i
612 �F774���b�g���d�������F2014/03/09(��) 09:35:47.19 ID:gl2NgkYd
���ۂɃN��������搂����Ⴄ�H�������̂�
�Ȃ�ł�
����Łu�ނ��v�l�����邩��
�Ȃ�ł�
����Łu�ނ��v�l�����邩��
613 �F774���b�g���d�������F2014/03/09(��) 09:52:55.19 ID:oI8pHWEF
���߂�A����������A������CHROME VANADIUM���Ă�����Ă��������G
614 �F774���b�g���d�������F2014/03/09(��) 12:58:09.45 ID:Om7dyxjw
�ȍ~�͍H�������ł��肢���܂�
615 �F774���b�g���d�������F2014/03/09(��) 13:53:24.96 ID:oI8pHWEF
�_�C�\�ł����c���Ă������Ă��邲�����Ƃ͂����A
����悪���̉�ŁA�R�����⎵�ւŏĂ��ĉ��M����
�M�e�ʂŔ��c��n�����^�C�v�́A�̂Ȃ���̃R�e��
�v���Ԃ��ƁA�����I�ɂ͑����S�B�ɓ����ł��܂��Ƃ��Ή��}�̃R�e��
����ł��Ȃ�����ł����ˁE�E�E�H�@(�y���`�Ƃ�
�v���C���ł܂�ŗp���āA�K�X��ʼnߔM���ė��p�A�Ɓj
����悪���̉�ŁA�R�����⎵�ւŏĂ��ĉ��M����
�M�e�ʂŔ��c��n�����^�C�v�́A�̂Ȃ���̃R�e��
�v���Ԃ��ƁA�����I�ɂ͑����S�B�ɓ����ł��܂��Ƃ��Ή��}�̃R�e��
����ł��Ȃ�����ł����ˁE�E�E�H�@(�y���`�Ƃ�
�v���C���ł܂�ŗp���āA�K�X��ʼnߔM���ė��p�A�Ɓj
616 �F774���b�g���d�������F2014/03/09(��) 15:03:36.14 ID:GeU/Yaff
�\����˂�
�ł������܂ł���Ȃ�f���ɃR�e����
�ł������܂ł���Ȃ�f���ɃR�e����
617 �F774���b�g���d�������F2014/03/09(��) 15:09:39.64 ID:F3p+SJLE
>>615
�Y�ʼn��M����A�C�����݂����ɂ������p�ӂ��Ă����Ƃ�����
�Y�ʼn��M����A�C�����݂����ɂ������p�ӂ��Ă����Ƃ�����
618 �F774���b�g���d�������F2014/03/11(��) 16:59:55.02 ID:qgGQ72n+
�����̂e�w�|�U�O�O�@�e�w�|�U�O�P�@�����Ⴄ������ƃN���A�ɂȂ����B
�q�[�^�[�͓������x�ݒ肪�e�w�|�U�O�P�̕��������B
�R�e��́A�q�[�^�[�ɔ�镔���̑������e�w�U�O�P�̕��������B
���̎����A�M�e�ʂ��傫���ƌ����Ă�B
�Ȃ̂ŋ@�\�I�ɂ́@601��600���܂�ł���B���Đ�̃o���G�[�V�������s�P�W�̕���������Ƒ��������B
601�ōςސl��600���Ƃ����p
�q�[�^�[�͓������x�ݒ肪�e�w�|�U�O�P�̕��������B
�R�e��́A�q�[�^�[�ɔ�镔���̑������e�w�U�O�P�̕��������B
���̎����A�M�e�ʂ��傫���ƌ����Ă�B
�Ȃ̂ŋ@�\�I�ɂ́@601��600���܂�ł���B���Đ�̃o���G�[�V�������s�P�W�̕���������Ƒ��������B
601�ōςސl��600���Ƃ����p
619 �F774���b�g���d�������F2014/03/11(��) 17:25:22.48 ID:4hEPuAaN
>>618
���ă��[�J�[���ĔM�e�ʂ�M��R���ĉ��̂��Ƃ��悭�����ĂȂ�����
��̕�����Ȃ��\�����悭�����A�u�M�������ǂ��v�Ƃ��I
���ă��[�J�[���ĔM�e�ʂ�M��R���ĉ��̂��Ƃ��悭�����ĂȂ�����
��̕�����Ȃ��\�����悭�����A�u�M�������ǂ��v�Ƃ��I
620 �F774���b�g���d�������F2014/03/11(��) 17:34:22.34 ID:N+PAoy4L
�M�e�ʂ��傫���ō����Ă邯�ǂ�
621 �F774���b�g���d�������F2014/03/11(��) 18:00:39.71 ID:4hEPuAaN
�����I�ȈӖ�������قǑ傫���̂��ǂ�������肾��
622 �F774���b�g���d�������F2014/03/11(��) 18:16:12.03 ID:6+k9co2y
>621
�q�[�^�ɔ�镔���̓����͔{����B
�q�[�^�ɔ�镔���̓����͔{����B
623 �F774���b�g���d�������F2014/03/11(��) 19:26:03.68 ID:31mpQwTx
�e�w�|�U�O�O�̃p�[�c����芷����Ƃe�w�|�U�O�P�ƂȂ�B
�Ȃ�łQ��ޑ��݂��邩����
�{���d�q��H�p�̏]���̖ړI���e�w�|�U�O�O��
�e�w�|�U�O�P�͉��B�Ő̂��炳����ȃX�e���h�O���X����p����ړI�B
���ʓI�Ƃ����������I�ɃV���[�V�ɃA�[�X���Ƃ����Ƃ�
�M�e�ʂ����Ȃ肢���Ƃɂ������Ă��鎖�ɂȂ�B
�X�e���h�O���X����p������d�C�n�ł͎g��Ȃ������ɐݒ�ł���悤�ɂȂ��Ă�����
�X�e���h�O���X���쎞�ɂ��ĂŃp�[�c�������Ĉʒu�̔������������Ă��܂�����������
���Ȃ苭�x�������v�ɂȂ��Ă���B
�Ȃ�łQ��ޑ��݂��邩����
�{���d�q��H�p�̏]���̖ړI���e�w�|�U�O�O��
�e�w�|�U�O�P�͉��B�Ő̂��炳����ȃX�e���h�O���X����p����ړI�B
���ʓI�Ƃ����������I�ɃV���[�V�ɃA�[�X���Ƃ����Ƃ�
�M�e�ʂ����Ȃ肢���Ƃɂ������Ă��鎖�ɂȂ�B
�X�e���h�O���X����p������d�C�n�ł͎g��Ȃ������ɐݒ�ł���悤�ɂȂ��Ă�����
�X�e���h�O���X���쎞�ɂ��ĂŃp�[�c�������Ĉʒu�̔������������Ă��܂�����������
���Ȃ苭�x�������v�ɂȂ��Ă���B
624 �F774���b�g���d�������F2014/03/11(��) 20:28:41.43 ID:4hEPuAaN
>>622
���܂�L���ȓ����ɂ͐����Ă��Ȃ���
���܂�L���ȓ����ɂ͐����Ă��Ȃ���
625 �F774���b�g���d�������F2014/03/11(��) 21:00:44.13 ID:uYpTxejL
�����̏ꍇ�̓R�e��̔M�e�ʂ��������������x���䂪���₷��
���e�ʁ����M�`���̃R�e��ɍ��o�͂̃q�[�^�[���D�܂���
FX-951�Ȃ����̕��j�B�ł����M�e�ʂ̕��肾��
�q�[�^�[�o�͂��s�����邯��
���e�ʁ����M�`���̃R�e��ɍ��o�͂̃q�[�^�[���D�܂���
FX-951�Ȃ����̕��j�B�ł����M�e�ʂ̕��肾��
�q�[�^�[�o�͂��s�����邯��
626 �F774���b�g���d�������F2014/03/11(��) 21:55:56.50 ID:m4WAaECl
627 �F774���b�g���d�������F2014/03/11(��) 22:12:33.21 ID:3eXD7C42
�����ō����g�R�e�ł���B
628 �F774���b�g���d�������F2014/03/11(��) 23:48:55.05 ID:sgcYhI56
�a�n�m�j�s�d�̂k�`�����́H
629 �F774���b�g���d�������F2014/03/12(��) 00:25:30.13 ID:01I4DRrs
FX601���̂͏��
630 �F774���b�g���d�������F2014/03/12(��) 02:44:44.84 ID:Mlv1QbBF
�R�X�g�p�t�H�[�}���X�̓_�ł́A600����601���i�X���[�u�ƃi�b�g���B�j����Ԃł��B
601�ɕt���̃R�e�悪�L�p�Ȃ�601���̂��C�C�ł����ǁB
601�ɕt���̃R�e�悪�L�p�Ȃ�601���̂��C�C�ł����ǁB
631 �F774���b�g���d�������F2014/03/12(��) 07:40:59.99 ID:8iOwXsnQ
�����Ȃ苭�x�������v�ɂȂ��Ă���B
�Ƃ������ǁA�{�͉̂��x�ݒ�͈͂��Ⴄ�ȊO�S�����Ȃ��Ȃ��B
�������f���鎩�А��i�̎���͈͕[���݂�A601�͗B��̃X�e���h�O���X�����Ȃ�����ł��
�����t���Ȃ��ׂ͍̂����ł̔z����Ƃ����B
���̗��R�͐��X�u������������s�ցv�ʂ����v�����Ȃ����\�u��
�Ƃ������ǁA�{�͉̂��x�ݒ�͈͂��Ⴄ�ȊO�S�����Ȃ��Ȃ��B
�������f���鎩�А��i�̎���͈͕[���݂�A601�͗B��̃X�e���h�O���X�����Ȃ�����ł��
�����t���Ȃ��ׂ͍̂����ł̔z����Ƃ����B
���̗��R�͐��X�u������������s�ցv�ʂ����v�����Ȃ����\�u��
632 �F774���b�g���d�������F2014/03/12(��) 10:35:06.44 ID:UqaAcqmr
600 50W 601�@47W�@���炢�����Ⴂ�킩��Ȃ��B
���ɂ���������600��601�ɂ��Ă�500���܂ł����オ��Ȃ��炵��
���������Ȃ���邩�킩��Ȃ�����601��600�ɒ��g����ւ����
������Ȃ����ȁI
>>631
����͈͕\���Ăǂ��ɂ���܂��H
���ɂ���������600��601�ɂ��Ă�500���܂ł����オ��Ȃ��炵��
���������Ȃ���邩�킩��Ȃ�����601��600�ɒ��g����ւ����
������Ȃ����ȁI
>>631
����͈͕\���Ăǂ��ɂ���܂��H
633 �F774���b�g���d�������F2014/03/12(��) 11:27:03.01 ID:wZk0hNgn
���i�p�b�P�[�W�䎆�̓���
634 �F774���b�g���d�������F2014/03/13(��) 17:42:02.86 ID:0PCtvUS7
hakko�̂W�W�W���n�b�N�����z���܂��H
635 �F774���b�g���d�������F2014/03/13(��) 23:33:08.54 ID:GbQtv6F4
�R�e��ɒu���̖Y��ĉ��M���|���G�`���������Ăɗn�������������ǂ��ǂ�����ă|���G�`����
�͂����Ηǂ��ł���?
�͂����Ηǂ��ł���?
636 �F774���b�g���d�������F2014/03/13(��) 23:33:45.91 ID:GbQtv6F4
�R�e��ɒu���̖Y��ĉ��M���|���G�`���������Ăɗn�������������ǂ��ǂ�����ă|���G�`����
�͂����Ηǂ��ł���?
�͂����Ηǂ��ł���?
637 �F774���b�g���d�������F2014/03/13(��) 23:34:41.81 ID:fM0VaWyn
���̂܂ܕ��i�ʂ�g���Ă�ΑS���C�����Ė����Ȃ�Ȃ����H
638 �F774���b�g���d�������F2014/03/13(��) 23:34:46.00 ID:GbQtv6F4
�A�����đ����Ă��܂����A�A���\����Ȃ�
639 �F774���b�g���d�������F2014/03/13(��) 23:55:05.02 ID:gLLqtHsB
PE���������߂�Δ������邾��
640 �F774���b�g���d�������F2014/03/14(��) 00:12:11.86 ID:EHGuDwCV
�n���Ă��鎞�ɁA�G��G��(�y�[�p�[�^�I����e�B�b�V���y�[�p�[��G�炵�Ă�OK)�ŗn�����|���G�`���������邾������āA���Đ�̓N���[�i�[�ƃ��t���b�T�[�ʼn��x���N���[�j���O&���t���b�V����Ƃ���Ε�������B
�q�[�^�[�����͎b���L���̂��䖝���ďĂ�����B
�q�[�^�[�����͎b���L���̂��䖝���ďĂ�����B
641 �F774���b�g���d�������F2014/03/15(�y) 16:02:28.29 ID:HGZaY+Cn
PE�Ȃ�R�₷�Ƃ�������B
�܂��͊�Ȃ����ǁB
�܂��͊�Ȃ����ǁB
642 �F774���b�g���d�������F2014/03/16(��) 04:09:01.26 ID:P2zSe79Z
�^�J�u���V�̏o��
643 �F774���b�g�����������F2014/03/16(��) 09:14:47.44 ID:UGZ1ZmSY
�^�J�u���V��ʓr���킸�Ƃ��A���Đ�N���[�i�[�𑵂��Ă����Ɨǂ��B
�����̃N���[�i�[�͐^�J�^���V�B
�����̃N���[�i�[�͐^�J�^���V�B
644 �F774���b�g���d�������F2014/03/16(��) 13:10:37.17 ID:jZ/BmXdN
�^�J�ł͂Ȃ��Ǝv����@�����͍ň��̕s�����̈������
645 �F774���b�g���d�������F2014/03/16(��) 20:59:40.75 ID:A1BwRj7k
�c�^���J�[�������̃}�X�N���Đ^�J������ˁH
646 �F774���b�g���d�������F2014/03/16(��) 21:07:43.24 ID:IUMrIH12
>>644
�������ň��̕s�������Ă̂͂ǂ��������Ƃ���̓I�ɒm�肽���ȁB
�������ň��̕s�������Ă̂͂ǂ��������Ƃ���̓I�ɒm�肽���ȁB
647 �F774���b�g���d�������F2014/03/16(��) 22:41:34.61 ID:jZ/BmXdN
�����_�����邩�炾��@�O�ϕs�ǂɂȂ�@�펯���x���Ȃ̂Ŏ��������Ƃ͂Ȃ�
648 �F774���b�g���d�������F2014/03/16(��) 22:45:46.35 ID:IUMrIH12
>>647
�ǂ�ȏ펯���m��Ȃ����ǁA�^�J�͐����@�B�ɂ��g����킯�ŁA�ƂĂ��ň��Ȃ�Ďv���Ȃ��ˁB
���Ȃ݂ɔ����̃N���[�i�[�͎c�O�Ȃ���^�J����B
�ǂ�ȏ펯���m��Ȃ����ǁA�^�J�͐����@�B�ɂ��g����킯�ŁA�ƂĂ��ň��Ȃ�Ďv���Ȃ��ˁB
���Ȃ݂ɔ����̃N���[�i�[�͎c�O�Ȃ���^�J����B
649 �F774���b�g���d�������F2014/03/16(��) 22:50:59.62 ID:jZ/BmXdN
���X�|�����g��Ȃ��悗
650 �F774���b�g���d�������F2014/03/16(��) 22:55:36.23 ID:IUMrIH12
��������
651 �F774���b�g���d�������F2014/03/16(��) 23:06:50.95 ID:jZ/BmXdN
> �^�J�͐����@�B�ɂ��g����킯�ŁA�ƂĂ��ň��Ȃ�Ďv���Ȃ��ˁB
�������ז��łȂ����R�ɑS���Ȃ��Ă��Ȃ�
�������ז��łȂ����R�ɑS���Ȃ��Ă��Ȃ�
652 �F774���b�g���d�������F2014/03/16(��) 23:08:17.67 ID:IUMrIH12
653 �F774���b�g���d�������F2014/03/16(��) 23:15:15.24 ID:jZ/BmXdN
�i�j�\�����@�g��Ȃ����f�͐����������A�Ŋ��������ǂ����H
654 �F774���b�g���d�������F2014/03/16(��) 23:24:04.16 ID:IUMrIH12
����
��������
��������
655 �F774���b�g���d�������F2014/03/17(��) 00:49:33.06 ID:Ef6VsdlP
�����̍����ƈ����͕ʂ̕�����Ȃ��̂��H
656 �F774���b�g���d�������F2014/03/17(��) 00:55:58.70 ID:bbVCjWxC
�Ă������A���c�ɂ͍����Ƃ����T�O�͖����A�s���������̂悤���B
657 �F774���b�g���d�������F2014/03/17(��) 01:01:28.88 ID:/p8e3168
���̃o�J�ǂ��͂�
�͂o�X�ɐ^�J�l�W���߂Ă݂��
�͂o�X�ɐ^�J�l�W���߂Ă݂��
658 �F774���b�g���d�������F2014/03/17(��) 01:06:23.58 ID:bbVCjWxC
���߂�ړI���킩��Ȃ���
659 �F774���b�g���d�������F2014/03/17(��) 01:18:42.56 ID:/p8e3168
�ړI�������A�����ĂȂ����남�O��
�Ă������������Ƃ��Ȃ����낗
�Ă������������Ƃ��Ȃ����낗
660 �F774���b�g���d�������F2014/03/17(��) 01:21:57.69 ID:bbVCjWxC
���߂�B�C�^���l���Ƃ͋C�Â��Ȃ������B�X���[���Ă���B
661 �F774���b�g���d�������F2014/03/17(��) 01:22:32.13 ID:EAaPbJ9U
�������n���_���Ɋg�U������Ď��H
�����牽�H
�����牽�H
662 �F774���b�g���d�������F2014/03/17(��) 01:36:31.83 ID:/p8e3168
������
663 �F774���b�g���d�������F2014/03/17(��) 01:41:17.09 ID:bbVCjWxC
>>661
�ނɂ͔ނ̐��E������悤��
�ނɂ͔ނ̐��E������悤��
664 �F774���b�g���d�������F2014/03/17(��) 04:27:48.67 ID:A7puTvXk
�u���L������͉��_�Ɉ������Ԃ�����Ńt���b�N�X�Ƃ��Ďg���Ă���
665 �F774���b�g���d�������F2014/03/28(��) 22:11:57.52 ID:hPut463R
HAKKO����FX-100���o��ˁBMetcal�݂����ɘb��ɂ���̋֎~�ɂȂ����肷��̂��ȁB
666 �F774���b�g���d�������F2014/03/28(��) 22:37:38.81 ID:LBSTwFKS
�ʂ�Metcal�̘b�肪�A�E�g���Ă��Ƃ͂Ȃ��@�ꉞ�D�G�Ȃ��Ă�����
���W���p�����j�b�N�X vs weller �݂����ȋƊE����
�����͕��ʂ̍���Ă�Ώ\������
���W���p�����j�b�N�X vs weller �݂����ȋƊE����
�����͕��ʂ̍���Ă�Ώ\������
667 �F774���b�g���d�������F2014/03/28(��) 23:27:05.94 ID:YyHfoL5o
>>666
Metcal�͈ȑO�L�`�K�C���呛�������̂ŁA
���̃L�`�K�C��ǂ��o���ׂɋ֎~�p��ɂȂ�����
�Ĕ��̊댯������̂ŋ֎~�p��͌p��
Metcal�͈ȑO�L�`�K�C���呛�������̂ŁA
���̃L�`�K�C��ǂ��o���ׂɋ֎~�p��ɂȂ�����
�Ĕ��̊댯������̂ŋ֎~�p��͌p��
668 �F774���b�g���d�������F2014/03/29(�y) 00:32:01.80 ID:6ejLJIHq
�ӂ�ӂ�BFX-100�̘b���OK�������ˁB
�̂����HAKKO�̃t�@���Ȃ̂ŁA���R�Ȃ������̂��ŐV���i�ɂ͂������҂��Ă��܂��B
�c�Ȃ��ǁA���Đ�̌ŗL���x�̃��C���i�b�v��400����450�����Ă����̂́A
�I���������Ȃ���ɁA���傢�ƍ��ߊ��Ȃ�Ȃ��̂��ȁB
�̂����HAKKO�̃t�@���Ȃ̂ŁA���R�Ȃ������̂��ŐV���i�ɂ͂������҂��Ă��܂��B
�c�Ȃ��ǁA���Đ�̌ŗL���x�̃��C���i�b�v��400����450�����Ă����̂́A
�I���������Ȃ���ɁA���傢�ƍ��ߊ��Ȃ�Ȃ��̂��ȁB
669 �F774���b�g���d�������F2014/03/29(�y) 00:59:57.43 ID:HCFdJMDP
FX-100���A�����Ԃ�����ȁB
670 �F774���b�g���d�������F2014/03/30(��) 23:03:54.78 ID:V4lRuBrF
EEVblog #596 - World's Cheapest Soldering Station - Yihua 936
http://www.youtube.com/watch?v=0GdV7XBae74
http://www.youtube.com/watch?v=0GdV7XBae74
671 �F774���b�g���d�������F2014/03/31(��) 01:23:42.18 ID:ytQpsOKb
�V�ؓd�q
672 �F774���b�g���d�������F2014/03/31(��) 07:59:00.56 ID:IF/1t2fK
673 �F774���b�g���d�������F2014/03/31(��) 17:31:28.62 ID:0RccUSYS
���낻��21���I���ۂ����[�U�[�n���_�S�e�Ƃ������g�n���_�S�e�Ƃ��o�Ă��Ȃ�����
�蔼�c�ł�����Ⴂ���Ȃ����x��������ǂ�����
�蔼�c�ł�����Ⴂ���Ȃ����x��������ǂ�����
674 �F774���b�g���d�������F2014/04/01(��) 01:31:24.97 ID:zZf5rbzD
�҂��Ă邾���̐l���Ȃ�āA�܂�Ȃ�����B
675 �F774���b�g���d�������F2014/04/01(��) 01:42:08.94 ID:QhhcolF0
676 �F774���b�g���d�������F2014/04/01(��) 08:29:56.80 ID:dvm235h4
>>670
�n�C�J�C�ɕ�������̂��n�b�R�[�Ȃ�
�n�C�J�C�ɕ�������̂��n�b�R�[�Ȃ�
677 �F774���b�g���d�������F2014/04/01(��) 12:19:35.29 ID:BgIuiRvB
>>674
�N���[�N�搶���ł�
�N���[�N�搶���ł�
678 �F774���b�g���d�������F2014/04/01(��) 18:04:08.21 ID:QhhcolF0
���͂����Ă�
679 �F774���b�g���d�������F2014/04/01(��) 19:42:24.24 ID:M3SOrFcG
�����R�e�Ńv���X�`�b�N�n�ڂ��鎞�ɓK�����ݒ艷�x���ĉ��x���炢�������H
680 �F774���b�g���d�������F2014/04/01(��) 19:51:32.11 ID:UUjnZ8cg
�����Ŏ����H
681 �F774���b�g���d�������F2014/04/01(��) 20:08:28.00 ID:1zY0xRht
�݂�ȗ��h�ȃR�e�����ĂȂɂɎg���Ă�́H
682 �F774���b�g���d�������F2014/04/01(��) 20:19:41.67 ID:zZf5rbzD
�������炢�����Ƃ���̂��H
683 �F774���b�g���d�������F2014/04/01(��) 20:32:04.23 ID:A5zvXA+6
��H �͂t��������
684 �F774���b�g���d�������F2014/04/01(��) 21:04:42.05 ID:M3SOrFcG
>>681
�����i�O���O�j
�����i�O���O�j
685 �F774���b�g���d�������F2014/04/06(��) 03:22:42.27 ID:MxLD6tT2
�s���N���[�^�[�̏C��(�L�E�ցE`)
686 �F774���b�g���d�������F2014/04/06(��) 19:25:23.00 ID:8AEhAyNR
�n���_�R�e���ďH�t�Ŕ��������������́H
�����������ނ������ăz�[���Z���^�[�Ŕ��������������߂��čl���Ă������ȁH
�����������ނ������ăz�[���Z���^�[�Ŕ��������������߂��čl���Ă������ȁH
687 �F774���b�g���d�������F2014/04/06(��) 19:29:41.00 ID:8AEhAyNR
���ƓX���Ŕ����Ƃ��āA���炩���߂��̂����肪�������Ȃ�
���i���r���Č����l�ȃT�C�g��
�������߂���������Ă���������ƍK���ł�
���i���r���Č����l�ȃT�C�g��
�������߂���������Ă���������ƍK���ł�
688 �F774���b�g���d�������F2014/04/06(��) 19:41:08.70 ID:iEN74k05
���S�҂Ȃ�R�R�̃e���v���ǂ�ł����đ��͖�����
689 �F774���b�g���d�������F2014/04/06(��) 19:44:44.26 ID:9LbZcisJ
�����Ă郁�[�J�[�̓z���Z�����H�t����������ꏏ����(�L�E�ցE`)
�H�t���͓������[�J�[�̍����i�тƊC�O���[�J�[������邭�炢��
�H�t���͓������[�J�[�̍����i�тƊC�O���[�J�[������邭�炢��
690 �F774���b�g���d�������F2014/04/06(��) 19:55:08.43 ID:j0yLnNQH
���ꂱ���z���Z���ɂ��
691 �F774���b�g���d�������F2014/04/06(��) 19:56:51.78 ID:QE6OfymM
ID�ς��܂���8AEhAyNR�ł�
���肪�Ƃ��������܂�
�e���v���ƃX���͓ǂ�ł���Œ��ł���
����PRESTO�ɂ��邩�A��̈�ɂ���Ǝv���܂�
10�N���炢�O�Ƀz�[���Z���^�[�ɍs�����Ƃ���
�L���b�v�t�����悭���������L��������̂ł���
�ŋߍs���Ă݂�ƑS���������Ȃ������̂ŁA�ǂ����悤���Ǝv���Ă��̂ł���
�������������݂������ăX����ǂ�ł݂Ă悩�����ł�
���肪�Ƃ��������܂�
�e���v���ƃX���͓ǂ�ł���Œ��ł���
����PRESTO�ɂ��邩�A��̈�ɂ���Ǝv���܂�
10�N���炢�O�Ƀz�[���Z���^�[�ɍs�����Ƃ���
�L���b�v�t�����悭���������L��������̂ł���
�ŋߍs���Ă݂�ƑS���������Ȃ������̂ŁA�ǂ����悤���Ǝv���Ă��̂ł���
�������������݂������ăX����ǂ�ł݂Ă悩�����ł�
692 �F774���b�g���d�������F2014/04/07(��) 20:46:18.10 ID:UNuRLDTX
�������������Ȃ�amazon������������������
���i.com�Ƃ��ő�܂��Ȓl�i�m�F���Ă���z���Z����A�L�o��
�s�����̂�������
���i.com�Ƃ��ő�܂��Ȓl�i�m�F���Ă���z���Z����A�L�o��
�s�����̂�������
693 �F774���b�g���d�������F2014/04/07(��) 23:21:55.21 ID:S3TycuHM
�A�L�o�܂Ń`������10���ゾ���Ǎ�����Đ�Ƃ����h�o�V�E�h�b�g�E�R���ɒ��������B
694 �F774���b�g���d�������F2014/04/07(��) 23:30:03.81 ID:M1yJwVi6
>>693
���Đ�Ƃ���3000�~�ȏ�Z�ߔ����ł���Ȃ�A�ʔ̂̓��m�^���E������
3000�~�ȏ㔃��Ȃ��Ƒ����������Ă��邩�獇�v�ŕs��������
���Đ�Ƃ���3000�~�ȏ�Z�ߔ����ł���Ȃ�A�ʔ̂̓��m�^���E������
3000�~�ȏ㔃��Ȃ��Ƒ����������Ă��邩�獇�v�ŕs��������
695 �F774���b�g���d�������F2014/04/08(��) 00:54:14.64 ID:Lgrj64jl
�C�[�f���L���ň����땁��
696 �F774���b�g���d�������F2014/04/08(��) 01:11:17.38 ID:D4NnuLlm
697 �F774���b�g���d�������F2014/04/09(��) 08:51:36.82 ID:1S2tBzyX
698 �F774���b�g���d�������F2014/04/09(��) 09:58:35.49 ID:o6GBWwoa
�X���`
699 �F774���b�g���d�������F2014/04/10(��) 15:23:02.76 ID:s++VF13k
�O�O���Ă��@��[�킩��Ȃ��̂ł������Ă��[���������G
�ې�����ĂȂ�ł����H
https://ssl.tksc.jaxa.jp/isasse01/kanren/ISAS_SE/HV_guideline_20131020.pdf
P.10>���c�t�����s���ꍇ�ɂ́C�����̂����镔���͊ې���ɂ���D
>�V�[���h�t�������P�[�u���̃V�[���h�[��������K�v�Ƃ���ꍇ�����l�ł���D
�ې�����ĂȂ�ł����H
https://ssl.tksc.jaxa.jp/isasse01/kanren/ISAS_SE/HV_guideline_20131020.pdf
P.10>���c�t�����s���ꍇ�ɂ́C�����̂����镔���͊ې���ɂ���D
>�V�[���h�t�������P�[�u���̃V�[���h�[��������K�v�Ƃ���ꍇ�����l�ł���D
700 �F774���b�g���d�������F2014/04/10(��) 15:41:18.06 ID:ruYrFXC7
���̂܂�܁@����������߂�悤�ɐ����
����Ă���Ɛ≏��(��C��^������R�܂�)�ɋ}�s�ȓd�����z���ł���
�e�Ղɐ≏�j�N�����d�Ɏ���@�R���i���d�Ă����
�܂����S�{���g���炢�ł͋C�ɂ��Ȃ��Ă�������
����Ă���Ɛ≏��(��C��^������R�܂�)�ɋ}�s�ȓd�����z���ł���
�e�Ղɐ≏�j�N�����d�Ɏ���@�R���i���d�Ă����
�܂����S�{���g���炢�ł͋C�ɂ��Ȃ��Ă�������
701 �F774���b�g���d�������F2014/04/10(��) 15:52:03.73 ID:ruYrFXC7
�����@����JAXA������
�I����������Ǔd��������RF������͎��K�ł�炳��Ă��Ǝv������
�m���Ƃ��Ă͑S���K�C
�I����������Ǔd��������RF������͎��K�ł�炳��Ă��Ǝv������
�m���Ƃ��Ă͑S���K�C
702 �F774���b�g���d�������F2014/04/10(��) 15:54:06.57 ID:ruYrFXC7
�𗋐j�āA�킴�Ɛ�����_���Ă��ˁ@���̋t
703 �F774���b�g���d�������F2014/04/10(��) 18:43:35.82 ID:aJSDk8T3
�_���ȃG�b�W�̕������A���Ƃ��t�B�N�V������茻���̕����X�Q�[��(�L�E�ցE`)
704 �F774���b�g���d�������F2014/04/12(�y) 18:21:08.00 ID:Qa1gbbgA
�L���b�v�t���������Ȃ�n�߂���L���b�v�t�������ׂ��H
��t���̔ėp�L���b�v�Ƃ��Ȃ��̂��ȁH
��t���̔ėp�L���b�v�Ƃ��Ȃ��̂��ȁH
705 �F774���b�g���d�������F2014/04/12(�y) 19:14:51.44 ID:Y1ZcS33n
>>29>>30>>31 >>32->>53
���Ȃ�̂̏������݂ւ̕ԐM�����ǁA
������386SX����586DX5�ւ̊����̎��Ɏg�����̂�
�A�[�g�i�C�t�ŁA�s�p�̂Ƃ���ł͂Ȃ��n���I���݊p�̕�����
�����Đ�̂ł͂Ȃ��M���b�M���b�Ə�������������Ő���@�B
�������݂Ȃ�m���ɃX�g���[�N�𐧌�o����̂Ńp�^�[���������邱�Ƃ�����
�c�����s�����ʏ�̋����͂����Ղ萷�����Y��ɊO����B
�J�b�^�[�Ȃ�����Đ�Ȃ����疾�炩�Ɏ��s����m���̕��������B
�g������ƕ��@�͏d�v����B
���Ȃ�̂̏������݂ւ̕ԐM�����ǁA
������386SX����586DX5�ւ̊����̎��Ɏg�����̂�
�A�[�g�i�C�t�ŁA�s�p�̂Ƃ���ł͂Ȃ��n���I���݊p�̕�����
�����Đ�̂ł͂Ȃ��M���b�M���b�Ə�������������Ő���@�B
�������݂Ȃ�m���ɃX�g���[�N�𐧌�o����̂Ńp�^�[���������邱�Ƃ�����
�c�����s�����ʏ�̋����͂����Ղ萷�����Y��ɊO����B
�J�b�^�[�Ȃ�����Đ�Ȃ����疾�炩�Ɏ��s����m���̕��������B
�g������ƕ��@�͏d�v����B
706 �F774���b�g���d�������F2014/04/13(��) 01:47:14.81 ID:okl7pbzy
707 �F774���b�g���d�������F2014/04/13(��) 14:12:01.24 ID:yGonUQEG
>>704
HAKKO���ǂ����Ő̔��z�̗l�ȑf�ނŏo�����R�e�p�L���b�v���������l�ȋC�����邪�A
����>>706���ȁB�t�F���g���ۂ��z�̒��ɋ������̃X�v�����O�������Ă�̂��B
�Ƃ肠����HOZAN�̔����L���b�v�͕��ʂɗn���邩�炨���ߏo���Ȃ��B
goot�Ƃ�HAKKO�͎̂��ۂɎ����ĂȂ�����f���͂ł��Ȃ����A
�����肷�鎿������͔M�d���������Ɍ�����B
goot�̃L���b�v�Ȃ������15/80W�{�^���֑ؑ��M���c���Ďg���Ă邯�ǎg���₷���B
��ꂽ��L���b�v�t���������Ǝv���Ă��邪�Ȃ��Ȃ����Ȃ��B
HAKKO���ǂ����Ő̔��z�̗l�ȑf�ނŏo�����R�e�p�L���b�v���������l�ȋC�����邪�A
����>>706���ȁB�t�F���g���ۂ��z�̒��ɋ������̃X�v�����O�������Ă�̂��B
�Ƃ肠����HOZAN�̔����L���b�v�͕��ʂɗn���邩�炨���ߏo���Ȃ��B
goot�Ƃ�HAKKO�͎̂��ۂɎ����ĂȂ�����f���͂ł��Ȃ����A
�����肷�鎿������͔M�d���������Ɍ�����B
goot�̃L���b�v�Ȃ������15/80W�{�^���֑ؑ��M���c���Ďg���Ă邯�ǎg���₷���B
��ꂽ��L���b�v�t���������Ǝv���Ă��邪�Ȃ��Ȃ����Ȃ��B
708 �F774���b�g���d�������F2014/04/16(��) 04:44:49.84 ID:rinsHkPf
http://awabi.2ch.net/test/read.cgi/psycho/1393514224/5
���@�@���@�@���@�@�@�@���@�@���@�@��
���@�@���@�@���@�@�@�@���@�@���@�@��
709 �F774���b�g���d�������F2014/04/21(��) 08:20:10.68 ID:6Sz5OKTF
>>707
�L���b�v�t���g���Ă邯�Ǖ��u���ăA�c�A�c�̂�
���ڐڐG�Ƃ��łȂ���Ηn���Ȃ��ˁ[
�������������ӂ��ɑϔM�O���[�h�i�C�������ۂ�
�ޗ��\�����Ȃ�����ڂ����͂킩���
�L���b�v�t���g���Ă邯�Ǖ��u���ăA�c�A�c�̂�
���ڐڐG�Ƃ��łȂ���Ηn���Ȃ��ˁ[
�������������ӂ��ɑϔM�O���[�h�i�C�������ۂ�
�ޗ��\�����Ȃ�����ڂ����͂킩���
710 �F774���b�g���d�������F2014/04/21(��) 11:24:07.57 ID:MNjhcyEo
�i�C�������āA�M�d���������������H
711 �F774���b�g���d�������F2014/04/21(��) 11:45:38.26 ID:TcLBAzG8
�O�O���Ă݂��Ƃ���A�i�C�����͔M�Y�����������āB
�M�d���������́APF�i�t�F�m�[�������j�AMF�i�����~���j�AFRP�i�K���X�@�ۋ����v���X�`�b�N�j�����āB
http://aiai-c.com/jyushi.htm
�M�d���������́APF�i�t�F�m�[�������j�AMF�i�����~���j�AFRP�i�K���X�@�ۋ����v���X�`�b�N�j�����āB
http://aiai-c.com/jyushi.htm
712 �F774���b�g���d�������F2014/04/21(��) 13:09:41.50 ID:2B2jwUcx
�n���������
���z�̂悤�ȑf�ނ��M�d�����Ƃ�>>707�͏����ĂȂ�����
�����Ⴆ�e�t�����R�[�g�ɏ������Ȃ��v�����̃^�[�i�[�̓i�C��������
�ϔM200���Ƃ����ʁ@�M�d�����Ƃ����[�ˁ[��
���z�̂悤�ȑf�ނ��M�d�����Ƃ�>>707�͏����ĂȂ�����
�����Ⴆ�e�t�����R�[�g�ɏ������Ȃ��v�����̃^�[�i�[�̓i�C��������
�ϔM200���Ƃ����ʁ@�M�d�����Ƃ����[�ˁ[��
713 �F774���b�g���d�������F2014/04/21(��) 13:33:27.51 ID:MNjhcyEo
�v���X�g�����Ă邩��A�t���L���b�v�ɂ��Đ�đ����Ă݂��B
�܂������Z���Ȃ��B���Ԃ�t�F�m�[���i�M�d�����j���ˁB�i�C�����Ƃ͎v���Ȃ��B
�܂������Z���Ȃ��B���Ԃ�t�F�m�[���i�M�d�����j���ˁB�i�C�����Ƃ͎v���Ȃ��B
714 �F774���b�g���d�������F2014/04/21(��) 14:28:27.22 ID:2B2jwUcx
>>709���ςȂ̂�
�t�F�m�[�������ł͂Ȃ������~�����������낤
�t�F�m�[�������ł͂Ȃ������~�����������낤
715 �F774���b�g���d�������F2014/04/22(��) 07:43:54.89 ID:0FVMSeLn
���N���g�����
�R�e���̂˂����ݕ����̂ق����O�j���O�j���ɕό`�����ȁE�E
�L���b�v�Ȃ�āA�����ǂ��ł��悭�Ȃ邗
�R�e���̂˂����ݕ����̂ق����O�j���O�j���ɕό`�����ȁE�E
�L���b�v�Ȃ�āA�����ǂ��ł��悭�Ȃ邗
716 �F774���b�g�����������F2014/04/22(��) 09:57:25.77 ID:WuWBOz7C
717 �F774���b�g���d�������F2014/04/22(��) 10:09:30.23 ID:UW9DhebF
�{�l�W�~�߂̈����R�e����
718 �F774���b�g���d�������F2014/04/22(��) 10:23:06.88 ID:y1nGRyuI
��������A�ނ����r�[���P�[�X�𗠕Ԃ��ē��ݑ�ɂ���
�y���L��h���Ă����畵�͋C�̗L�@�n�܂Ƒ̏d�̉d�Ƃ�
�r�[���P�[�X������ăO�j�����ƕό`�������Ƃ��������B
������ӂ܂���>>715�A���c��̐��ȂǂɃg���G���Ƃ���߂̗n�g���ĂȂ��H
�y���L��h���Ă����畵�͋C�̗L�@�n�܂Ƒ̏d�̉d�Ƃ�
�r�[���P�[�X������ăO�j�����ƕό`�������Ƃ��������B
������ӂ܂���>>715�A���c��̐��ȂǂɃg���G���Ƃ���߂̗n�g���ĂȂ��H
719 �F774���b�g���d�������F2014/04/22(��) 10:57:25.64 ID:189dVQvJ
�M�d�����������_�炩������n�܂��Ă����������H
720 �F774���b�g���d�������F2014/04/23(��) 06:54:50.27 ID:YxJB2QmD
�n����̂�HAKKO��goot�ł͂Ȃ�HOZAN�̃L���b�v�t���B
������Ǝ肪�����ăL���b�v�ɃR�e���ڐG���������Ńh���h���ɗn�����B
������Ǝ肪�����ăL���b�v�ɃR�e���ڐG���������Ńh���h���ɗn�����B
721 �F774���b�g���d�������F2014/04/23(��) 11:01:03.74 ID:mH0w4wSj
�g���̂ĂƂ����l���������̂ł��炩������n�܂Ȃ��
�l�������ƂȂ�����
�l�������ƂȂ�����
722 �F774���b�g���d�������F2014/04/23(��) 14:17:20.12 ID:o79O1bHN
�R�e��̓S���b�L���Ăc�h�x�ōs�����@�͂����ł��傤���H
�d�C�߂����ł����ł��傤���ˁE�E�E
�d�C�߂����ł����ł��傤���ˁE�E�E
723 �F774���b�g���d�������F2014/04/23(��) 14:32:39.85 ID:tT0Jh6bf
>>722
�N����hp�œ����b�L����Ƃ��ɓd�C�̋ɐ����t�ɂ���Ɠ���
�i�ړI�ނ́j�S�����b�L�����A���Ă̂��������悤�Ȋ�K�X���B
�N����hp�œ����b�L����Ƃ��ɓd�C�̋ɐ����t�ɂ���Ɠ���
�i�ړI�ނ́j�S�����b�L�����A���Ă̂��������悤�Ȋ�K�X���B
724 �F774���b�g���d�������F2014/04/23(��) 14:46:32.69 ID:AGXpSiu4
�v���̍��g�ɑς���悤�ȓS�߂����͖����@�߂����ƌĂԂ悤�Ȍ��݂ł͂Ȃ�
���̂悤�ɃX���X���n���Ȃ��j�b�P���Ȃǂł���Ďg���̂Ăɂ��Ƃ�
���̂悤�ɃX���X���n���Ȃ��j�b�P���Ȃǂł���Ďg���̂Ăɂ��Ƃ�
725 �F774���b�g���d�������F2014/04/23(��) 14:53:57.52 ID:o79O1bHN
�ǂ����ł��A�ނ�ł����E�E�E
�O�O���Ă��c�h�x�œd�����Ă���l��
(�T�����������̂�������܂���)��������Ȃ������ł��E�E�E�����肪�Ƃ��������܂���
�O�O���Ă��c�h�x�œd�����Ă���l��
(�T�����������̂�������܂���)��������Ȃ������ł��E�E�E�����肪�Ƃ��������܂���
726 �F774���b�g���d�������F2014/04/23(��) 15:28:42.53 ID:AGXpSiu4
�����ƁA�⑫�Ƃ�����
> �߂����ƌĂԂ悤�Ȍ��݂ł͂Ȃ�
����͑f�l�̓d�C�߂������������Ă��Ƃł͂Ȃ��A�s�̂̂��Đ�̓S�R�[�g��
�߂����Ȃ�Ă������݂ł͂Ȃ��Ƃ����Ӗ��ŏ�������
Sn���x�����܂�̂Ƃ��Đ�̏��Ղ����܂�͓̂����Ȃ̂ɁA���ނ̊Ǘ��҂͔n��
�����璍�����������玿�������Ȃ�������Ǝv�����ށ@����Ȋ���
> �߂����ƌĂԂ悤�Ȍ��݂ł͂Ȃ�
����͑f�l�̓d�C�߂������������Ă��Ƃł͂Ȃ��A�s�̂̂��Đ�̓S�R�[�g��
�߂����Ȃ�Ă������݂ł͂Ȃ��Ƃ����Ӗ��ŏ�������
Sn���x�����܂�̂Ƃ��Đ�̏��Ղ����܂�͓̂����Ȃ̂ɁA���ނ̊Ǘ��҂͔n��
�����璍�����������玿�������Ȃ�������Ǝv�����ށ@����Ȋ���
727 �F774���b�g���d�������F2014/04/24(��) 00:28:56.60 ID:6+SSYrhH
���{��ł���낵���̂ł��̂�B
728 �F774���b�g���d�������F2014/04/24(��) 14:45:58.64 ID:X0AkTJEr
>>725
���w���������������
http://diydourakutetsu.web.fc2.com/sanpo_mekki.html
����͈Ⴄ���A���}�C�g����
http://homepage2.nifty.com/h-yusa/mini_cnc/alumait.html
�T��������
���w���������������
http://diydourakutetsu.web.fc2.com/sanpo_mekki.html
����͈Ⴄ���A���}�C�g����
http://homepage2.nifty.com/h-yusa/mini_cnc/alumait.html
�T��������
�ǂ����ł��B�����b�L�̂c�h�x�͎����}�l���ėV���Ƃ�����܂���
(�d�����߂ŋ}���ƃX�J�X�J�Œ蒅�����������ł��O�O�G)
�n���_������H�����Ɋւ��Ă͓��t���ł͈Ӗ�������܂��A
�S���ƕႪ��������Ȃ��̂œS���b�L�͓���̂��ȁH�Ȃǂ�
����Ɏv������ł��܂����B723����̂��b������܂������A���ׂĂ݂��
wikipedia/�C�I�����X����
�@�@�S Fe E��= -0.44 V
�@�@�� Cu E��= 0.340 V
�@�@�j�b�P�� Ni�@E��= -0.257 V
�E�E�E�c�h�x�j�b�P�����b�L�̕�͂���̂�
�S�ł��s����̂��Ȃ��E�E�E�ނނށB
http://suiso-waters.com/sankakangenndenni/
�@�@���f�̎_���Ҍ��d�� �|420mV
�@�@�_�f�̎_���Ҍ��d�� �{820mV.
�����̓d�C�����ɕK�v�ȓd�ʁ�-420-820[mV]��1.24V
�������G�l���M�[���i���{�Ȃ̂��͂��ƃ��J���������G
http://hr-inoue.net/zscience/topics/electrolysis/electrolysis.html
���Ă��Ƃ́A�S�̑O�ɐ��f�����ꂿ�Ⴄ�̂����E�E�E�H�H
�_����Ȃ��Đ��ȊO�̉������g�������̂�����E�E�E�悭�킩����G
(�d�����߂ŋ}���ƃX�J�X�J�Œ蒅�����������ł��O�O�G)
�n���_������H�����Ɋւ��Ă͓��t���ł͈Ӗ�������܂��A
�S���ƕႪ��������Ȃ��̂œS���b�L�͓���̂��ȁH�Ȃǂ�
����Ɏv������ł��܂����B723����̂��b������܂������A���ׂĂ݂��
wikipedia/�C�I�����X����
�@�@�S Fe E��= -0.44 V
�@�@�� Cu E��= 0.340 V
�@�@�j�b�P�� Ni�@E��= -0.257 V
�E�E�E�c�h�x�j�b�P�����b�L�̕�͂���̂�
�S�ł��s����̂��Ȃ��E�E�E�ނނށB
http://suiso-waters.com/sankakangenndenni/
�@�@���f�̎_���Ҍ��d�� �|420mV
�@�@�_�f�̎_���Ҍ��d�� �{820mV.
�����̓d�C�����ɕK�v�ȓd�ʁ�-420-820[mV]��1.24V
�������G�l���M�[���i���{�Ȃ̂��͂��ƃ��J���������G
http://hr-inoue.net/zscience/topics/electrolysis/electrolysis.html
���Ă��Ƃ́A�S�̑O�ɐ��f�����ꂿ�Ⴄ�̂����E�E�E�H�H
�_����Ȃ��Đ��ȊO�̉������g�������̂�����E�E�E�悭�킩����G
730 �F774���b�g���d�������F2014/04/24(��) 16:06:36.53 ID:2fcToHkH
�������R�e��Ȃ�Ă����ȒP�Ƀ_���ɂȂ�Ȃ��������̂�
�ǂ����Ă���Ȗʓ|�Ȏ��������́H
�ǂ����Ă���Ȗʓ|�Ȏ��������́H
731 �F774���b�g���d�������F2014/04/24(��) 16:16:43.56 ID:cFTndXUQ
��������čD�݂̌`�ɂ��Ă���S�œt���ł����
�R�e��̃J�X�^�}�C�Y���ł���̂��ȁA���Ƃ����X�P�x�����łi�O�ցO �j
�R�e��̃J�X�^�}�C�Y���ł���̂��ȁA���Ƃ����X�P�x�����łi�O�ցO �j
732 �F774���b�g���d�������F2014/04/25(��) 04:55:07.96 ID:8nxDa0jq
�@�@�@,,���]��-/l�Q�@�@(��)
�@�@_�u�^�P�@�@���@�@ /
�@�@l�x��/_�l_�R)�j
�@�@����i l�@l �jl���@�@�^�P�P�P�P�P�P�P�P�P�P�P�P�P�P
�@��|�j'|l�"(̃m|l�@�@���@�������Ȃ̂͂����Ȃ��Ǝv���܂��I
�@�@,(���<>o<>�'�n�@�@�_�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�@�@|�g�]!�n-��- i'�nl
�@�@�R_ɂ��Q�Ql/ /
.�@ Ɂm//�]���]/_/�
�@�i /E|, �@�@(�tl� �_
�@,-|�@El�Q�Q�Qlց@/
��-�_�M�O�O�O�O�O�O�L�^
�@�@_�u�^�P�@�@���@�@ /
�@�@l�x��/_�l_�R)�j
�@�@����i l�@l �jl���@�@�^�P�P�P�P�P�P�P�P�P�P�P�P�P�P
�@��|�j'|l�"(̃m|l�@�@���@�������Ȃ̂͂����Ȃ��Ǝv���܂��I
�@�@,(���<>o<>�'�n�@�@�_�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�@�@|�g�]!�n-��- i'�nl
�@�@�R_ɂ��Q�Ql/ /
.�@ Ɂm//�]���]/_/�
�@�i /E|, �@�@(�tl� �_
�@,-|�@El�Q�Q�Qlց@/
��-�_�M�O�O�O�O�O�O�L�^
733 �F774���b�g���d�������F2014/04/25(��) 07:36:55.26 ID:PHfTWEmq
����E�����R�e��ɓS�߂�����
�����ϑz�������͂��邯�ǁA�߂����t�̎�舵���Ƃ���
�Y��Ŏ��s�������Ƃ͂Ȃ��E�E�E����Ƃ��������]��
�����������ȃR�e����A���߂����ʼn�ɓS�߂����Ƃ���
�o����ƌ��\������
�����ϑz�������͂��邯�ǁA�߂����t�̎�舵���Ƃ���
�Y��Ŏ��s�������Ƃ͂Ȃ��E�E�E����Ƃ��������]��
�����������ȃR�e����A���߂����ʼn�ɓS�߂����Ƃ���
�o����ƌ��\������
734 �F774���b�g���d�������F2014/04/25(��) 21:14:21.11 ID:HPfr9DC/
���܂���S���b�L�Ƃ��n�R�l���ȁB
���l�͏������b�L�����B
���l�͏������b�L�����B
735 �F774���b�g���d�������F2014/04/25(��) 21:31:15.36 ID:KQTXG91D
������[���I�I�I�I
736 �F774���b�g���d�������F2014/04/25(��) 21:31:28.88 ID:Z5B1WTG0
����̓_�C�A�����h���b�L��
737 �F774���b�g�����������F2014/04/26(�y) 08:19:03.46 ID:PBA1Sjps
���Đ�͉������g���Ɨǂ��炵���B
�K�X���Ẵ|�[�^�\��GP-101S�ɂ��g���Ă���B
�S���b�L�������ꂽ�Ƃ��Ă��g��������ꂻ���ȗǐS�I���B
�K�X���Ẵ|�[�^�\��GP-101S�ɂ��g���Ă���B
�S���b�L�������ꂽ�Ƃ��Ă��g��������ꂻ���ȗǐS�I���B
738 �F774���b�g���d�������F2014/04/26(�y) 08:40:50.30 ID:b+9Yjnqm
�����͈�������������g���Ȃ���
�������܂ނ͕͂s�������͋C(�Ⴆ��N2)�ł����g���Ȃ�
�������܂ނ͕͂s�������͋C(�Ⴆ��N2)�ł����g���Ȃ�
739 �F774���b�g���d�������F2014/04/26(�y) 17:29:40.18 ID:LrQxpuaY
�������ĔM�`����������ˁH
740 �F774���b�g���d�������F2014/04/26(�y) 18:24:44.93 ID:b+9Yjnqm
�S�Ƒ卷�Ȃ��悤������S�߂����̐c�ɂ���Ӗ����Ȃ���
741 �F774���b�g���d�������F2014/04/26(�y) 21:04:14.03 ID:TM69plGE
�K�X���Ă͂Ȃ��B
����������B
�͎̂d���Ȃ��g���Ă����ǁB
�d�r�����Ăǂ��Ȃ낤�B
����������B
�͎̂d���Ȃ��g���Ă����ǁB
�d�r�����Ăǂ��Ȃ낤�B
742 �F774���b�g���d�������F2014/04/26(�y) 21:08:39.68 ID:27E08e05
�K�X���Ă�����Ǝv�������Ƃ������܂܂R����ڂɓ������Ȃ�
743 �F774���b�g���d�������F2014/04/26(�y) 23:08:42.76 ID:ukRT30j8
�����̓d�r����������A�P�{�ڂ�d�r���ɂ�����
����̓v�����f���݂���������
�ł������M���Ȃ��Ďg�����
�����݂����ȃ��C�g���[�U�ɂ�
�P�[�u���̂Ȃ��d�r�����Č��\�����Ǝv��
����̓v�����f���݂���������
�ł������M���Ȃ��Ďg�����
�����݂����ȃ��C�g���[�U�ɂ�
�P�[�u���̂Ȃ��d�r�����Č��\�����Ǝv��
744 �F774���b�g���d�������F2014/04/26(�y) 23:19:43.46 ID:b+9Yjnqm
�d�r���̓G���W�j�A�̂����Đ�̎�ނ��I�ׂĂ悳����
Weller�͎̂g�����ɂȂ����
���`�E���C�I���̃R�[�h�̂���d�r���͂悳��������
Weller�͎̂g�����ɂȂ����
���`�E���C�I���̃R�[�h�̂���d�r���͂悳��������
745 �F774���b�g���d�������F2014/04/27(��) 00:31:08.51 ID:noruZL6/
�ǂ����ŕ��d���Ƃ������ʓd���Ƃ������q�[�^�[�̖����R�[�h���X���Ă��Ă�������ˁB
���Đ悪�ʂ�Ă��Ă��̊ԂɑΏە��A�͂Ăēd���𗬂��Ĕ��M��������ẮB
���Đ悪�ʂ�Ă��Ă��̊ԂɑΏە��A�͂Ăēd���𗬂��Ĕ��M��������ẮB
746 �F774���b�g���d�������F2014/04/27(��) 03:14:30.56 ID:h1oC3I96
���ꂾ��@�I�������������R�[�h���Ȃ�����킯�Ȃ����낗
http://uni.2ch.net/test/read.cgi/denki/1393998226/95
resistance soldering tool
�����ɂ̓c�[������Ă郁�[�J�[�Ȃ�����C�O���甃��������
http://uni.2ch.net/test/read.cgi/denki/1393998226/95
resistance soldering tool
�����ɂ̓c�[������Ă郁�[�J�[�Ȃ�����C�O���甃��������
747 �F774���b�g���d�������F2014/04/27(��) 08:02:11.61 ID:Fkj3g9+X
http://www.coldheat.com
�R�[�h���X����
�R�[�h���X����
748 �F774���b�g���d�������F2014/04/27(��) 10:00:04.16 ID:+5YNZ4az
�R�[�h���X�A�C�����������
�R�[�h���X���c�S�e���炢�ȒP�ɍ��邾��
����A������������B�p�i�\�j�b�N�B
�R�[�h���X���c�S�e���炢�ȒP�ɍ��邾��
����A������������B�p�i�\�j�b�N�B
749 �F774���b�g���d�������F2014/04/27(��) 10:41:50.72 ID:xPrDzDe5
�u���L������͑�̂���R�[�h���X���c���Ă��g���Ă��
�Y���������Ȃ��Ǝg���Ȃ�����
�Y���������Ȃ��Ǝg���Ȃ�����
750 �F774���b�g���d�������F2014/04/27(��) 10:49:07.99 ID:4+4UwDJI
�R�[�h���X�A�C�������ăo�b�e��������Ă���
��ɏ���Ă�Ƃ������M���Ȃ�������
���R��҂͈���
�����ȂƂ���d�����u���V�Ƃ���������
�����p�o�b�e������������d�r�̂ق���������
��ɏ���Ă�Ƃ������M���Ȃ�������
���R��҂͈���
�����ȂƂ���d�����u���V�Ƃ���������
�����p�o�b�e������������d�r�̂ق���������
751 �F774���b�g���d�������F2014/04/27(��) 12:05:18.23 ID:h1oC3I96
>>748
�~�M�ł͂Ȃ��~�d���L���Ȃ̂Ŗ���
�~�M�ł͂Ȃ��~�d���L���Ȃ̂Ŗ���
752 �F774���b�g���d�������F2014/04/27(��) 17:49:16.25 ID:tIg7q/m1
�ȒP�ɒ��߂�l�ɂ͖���
753 �F774���b�g���d�������F2014/04/28(��) 18:55:41.25 ID:e7idb3VE
�R�[�h���X�́A�p�i����Ȃ����ǂłĂ��B
1���Ԃ��炢�����g���Ȃ����ǁA��ɂ͏\������B
http://hosho.ne.jp/kote/microsolder.html
1���Ԃ��炢�����g���Ȃ����ǁA��ɂ͏\������B
http://hosho.ne.jp/kote/microsolder.html
754 �F774���b�g���d�������F2014/04/29(��) 08:06:16.28 ID:s/yjcFgU
���̎q�͏[�d�����ق������Ă�
755 �F774���b�g���d�������F2014/04/29(��) 10:18:56.98 ID:tmF/bhCR
�Ȃ���v�ł��ȁA�j�b�P�����f�P�O���d�r3�{�ł��g������Ė��L����Ă܂��ȁ�
756 �F774���b�g���d�������F2014/04/29(��) 10:25:05.41 ID:yh/kQVm3
�d�r�t���̃X�^�[�^�[�L�b�h
757 �F774���b�g���d�������F2014/04/29(��) 13:06:57.92 ID:T9LM11j2
�f�B�X�N�g�b�v�ɍœG�ł��ˁB
���`���[�h�\�ȃo�b�e�������Y�ߓI�ł����ł��ˁB
���`���[�h�\�ȃo�b�e�������Y�ߓI�ł����ł��ˁB
758 �F774���b�g���d�������F2014/04/29(��) 13:51:11.81 ID:yH0oO5sl
>>753
9W���Ɣ��c�t���ł�����̂��A���Ȃ萧���Ǝv������
9W���Ɣ��c�t���ł�����̂��A���Ȃ萧���Ǝv������
759 �F774���b�g���d�������F2014/04/29(��) 17:24:09.88 ID:hNanubb7
�R�[�h���X�́A�K�X�����Ȃ��H
�R�e���C�U�[�����Ă邯�ǁA���O�Ƃ��֗�����B
�R�e���C�U�[�����Ă邯�ǁA���O�Ƃ��֗�����B
760 �F774���b�g���d�������F2014/04/29(��) 17:43:15.18 ID:9aSuGDH5
�R�e���C�U�[���ĕ��ʂ̓d�q���i��t����ɂ͔M�o�͂��傫�����邯��
���w��{�x�^�p�^�[���{�X���[�z�[���̋����R���{��n�����ɂ�
���̍��M�o�͖͂���
���w��{�x�^�p�^�[���{�X���[�z�[���̋����R���{��n�����ɂ�
���̍��M�o�͖͂���
761 �F774���b�g���d�������F2014/04/29(��) 18:50:37.84 ID:T9LM11j2
������Ƒ҂��Ă���R�e���C�U�[�I
�����K�X���R��Ă���ǂ�����H
�������甚�����邼�I�I�I�I
�����K�X���R��Ă���ǂ�����H
�������甚�����邼�I�I�I�I
762 �F774���b�g���d�������F2014/04/29(��) 18:55:56.18 ID:tmF/bhCR
���ň������H���܂��Ƀ^�o�R�Ƃ������Ă�̃P�H
763 �F774���b�g���d�������F2014/04/29(��) 23:26:37.82 ID:xQJiue1G
���̃{���x����R��Ă�Ȃ甚�����邱�Ƃ͂��邾�낤����
�R�e����R�ꂽ���Ă������m��Ă�
�R�e����R�ꂽ���Ă������m��Ă�
764 �F774���b�g���d�������F2014/04/29(��) 23:36:40.70 ID:/mRxwn5a
�悤�����������B�܂����ꂩ��m�F���悤�B
�݂�Ȃ��ꂼ���T��ŎU����ĂȁA
�K�X���R��ĂȂ����ǂ����A���������ĂĂ݂�B
�݂�Ȃ��ꂼ���T��ŎU����ĂȁA
�K�X���R��ĂȂ����ǂ����A���������ĂĂ݂�B
765 �F774���b�g���d�������F2014/04/29(��) 23:52:27.81 ID:i83UFxvB
766 �F774���b�g���d�������F2014/04/30(��) 08:14:59.14 ID:04ruG4EB
>>760
���W�R������Ă�Ɖ��O�Ŏg�����Ƃ���������
���������Ă��肷��ƁA���ꂮ�炢�p���[���K�v���ˁB
�R�e���̂����������A���ނ����x�����܂���E�E
100V�^�C�v�ł���������Ȃ��ƃC���C�����邗
���W�R������Ă�Ɖ��O�Ŏg�����Ƃ���������
���������Ă��肷��ƁA���ꂮ�炢�p���[���K�v���ˁB
�R�e���̂����������A���ނ����x�����܂���E�E
100V�^�C�v�ł���������Ȃ��ƃC���C�����邗
767 �F774���b�g�����������F2014/04/30(��) 08:45:48.79 ID:1LAfo49L
>>766
���^�̃R�e���C�U�[70�I�[�g�ł���s���������B
���O�̓~�̓����銦���̒��Ŕz���C������X�[�p�[�J�u�ɂƂ��āB
�Η͑S�J�ɂ��Ă��Ȃ��Ȃ��o���Ȃ��B
���^�̃R�e���C�U�[70�I�[�g�ł���s���������B
���O�̓~�̓����銦���̒��Ŕz���C������X�[�p�[�J�u�ɂƂ��āB
�Η͑S�J�ɂ��Ă��Ȃ��Ȃ��o���Ȃ��B
768 �F774���b�g�����������F2014/04/30(��) 09:21:29.89 ID:1LAfo49L
�R�e���C�U�[��70�`90�͒��r���[�Ŏg�����A������������B
�Η͂����߂Ǝv���������������ł͂Ȃ��A
�キ�Ċ������₿����Ƒ������ɂȂ�Ǝキ�ĕs�\���B
���Ƃ����Đ����v�����g��ɂ͏d���đ����Ď����ɂ����Ďז��B
�����Ȃ�R�e���C�U�[150�����̑��̃|�[�^�\��GP-101S�݂����ȃ~�j�B
�Η͂����߂Ǝv���������������ł͂Ȃ��A
�キ�Ċ������₿����Ƒ������ɂȂ�Ǝキ�ĕs�\���B
���Ƃ����Đ����v�����g��ɂ͏d���đ����Ď����ɂ����Ďז��B
�����Ȃ�R�e���C�U�[150�����̑��̃|�[�^�\��GP-101S�݂����ȃ~�j�B
769 �F��������o���y�r�̎q�F2014/04/30(��) 09:53:56.14 ID:W0czL13f
��s���́A���҂̎��́����z���@�ł����B
http://allabout.co.jp/gm/gc/220658/3/
http://allabout.co.jp/gm/gc/220658/3/
770 �F774���b�g���d�������F2014/04/30(��) 10:32:19.52 ID:mRbya3t/
��s���ȃR�e���C�U�[70�I�[�g���g�����Ȃ��Ȃ��������g��
�͕s�����Ԃ���A�s�[�����Ă��w
�͕s�����Ԃ���A�s�[�����Ă��w
771 �F774���b�g���d�������F2014/04/30(��) 10:55:13.87 ID:129X/YR3
772 �F774���b�g���d�������F2014/04/30(��) 11:30:45.69 ID:7Q18FLQF
>>771
�����A�N���I�M�l�I
�����A�N���I�M�l�I
773 �F774���b�g���d�������F2014/04/30(��) 11:31:41.90 ID:W0czL13f
�����̃W���[���A�j�������ꂽ�ۂɁA���̕��؉���
�i����ł�SE�Ƃ��ĕʓr�쐬����̂����A������SE�ł͂Ȃ��j
���D���S�������c��\�Z���������B�@��������Ĉ�������オ
�{�N�T�[�ɂȂ�ƁA�������ۂɃq���b�@�V���b�V���b�I��
���Ō��ʉ�������悤�ɂȂ��Ă��܂����Ƃ����E�E�E
�����炭�V�V�P���l�ɁA��������Ɨ��������̂��낤�E�E�E�߂ȃA�j����ł��B
�i����ł�SE�Ƃ��ĕʓr�쐬����̂����A������SE�ł͂Ȃ��j
���D���S�������c��\�Z���������B�@��������Ĉ�������オ
�{�N�T�[�ɂȂ�ƁA�������ۂɃq���b�@�V���b�V���b�I��
���Ō��ʉ�������悤�ɂȂ��Ă��܂����Ƃ����E�E�E
�����炭�V�V�P���l�ɁA��������Ɨ��������̂��낤�E�E�E�߂ȃA�j����ł��B
774 �F774���b�g�����������F2014/04/30(��) 13:20:29.57 ID:1LAfo49L
>>769
�ǂ��������҂�����ɑ��ė^����ꂽ�����A�`���ɂ����ꍇ���悭����܂��ˁB
�J�u�ɑ��ė^����ꂽ�R�e���C�U�[�̖����s�����Ă��߂Ȃ�ł��B
�����Əd��������������R�e���C�U�[150�ł��g��Ȃ��ƁB
�ǂ��������҂�����ɑ��ė^����ꂽ�����A�`���ɂ����ꍇ���悭����܂��ˁB
�J�u�ɑ��ė^����ꂽ�R�e���C�U�[�̖����s�����Ă��߂Ȃ�ł��B
�����Əd��������������R�e���C�U�[150�ł��g��Ȃ��ƁB
775 �F774���b�g���d�������F2014/04/30(��) 13:37:03.91 ID:mRbya3t/
�͕s�����A�z���Ă��Ƃ͂悭�킩����
776 �F774���b�g���d�������F2014/04/30(��) 14:04:33.88 ID:4WNIasFc
>>774
�J�u�Ƌ������Ă��ďڍׂ��킩��Ȃ����ǁA�ԗ��̔z�����Ƃ����甼�c�t���͂܂�����ˁB
�ʂ̋@��ނ̓����͕ʂƂ��ăn�[�l�X�ނł͈�������{�ł���B
�J�u�Ƌ������Ă��ďڍׂ��킩��Ȃ����ǁA�ԗ��̔z�����Ƃ����甼�c�t���͂܂�����ˁB
�ʂ̋@��ނ̓����͕ʂƂ��ăn�[�l�X�ނł͈�������{�ł���B
777 �F774���b�g�����������F2014/04/30(��) 14:25:28.78 ID:1LAfo49L
>>776
���c�t������Ă��镔��������܂���A�����͔��c�t�����܂��B
�ޓ������ƂɃC�O�j�b�V�����L�[�t�����̔��c�t����������
�z��������������ꂽ�ӏ��̏C���ł��B
���c�t������Ă��镔��������܂���A�����͔��c�t�����܂��B
�ޓ������ƂɃC�O�j�b�V�����L�[�t�����̔��c�t����������
�z��������������ꂽ�ӏ��̏C���ł��B
778 �F774���b�g���d�������F2014/04/30(��) 16:57:41.43 ID:7enh1oj9
�u774���b�g���d������v�ɔ�������774�̃X���ɋt�Q�Ƃ̃����N��������
�����Ƃ�������
�����Ƃ�������
779 �F774���b�g���d�������F2014/05/01(��) 01:20:44.98 ID:lLFoJD+r
>>748
���������A�ŏ��̃A�C�����̓R�[�h���X�B
���������A�ŏ��̃A�C�����̓R�[�h���X�B
780 �F774���b�g���d�������F2014/05/01(��) 01:33:36.17 ID:WqsCgqel
���c���������?
781 �F774���b�g���d�������F2014/05/01(��) 02:14:38.73 ID:m69CeCIc
���Ԃ蔼�c���Ďg�������ȁA�܂�
782 �F774���b�g���d�������F2014/05/01(��) 18:05:36.16 ID:PvWfGT3c
FX-950���Ă��珉�߂�2mm�s�b�` 44pin�̃s���w�b�_���X���[�z�[�����
�n���_�t���������Ɛ��ǂ��������X�� ��PRESTO�ŋ�J���Ă����̂��R�̂悤��
�R�e��̈Ⴂ�����邯�ǃO���b�v����R�e��܂ł̋������Z���̂͐��`��
�n���_�t���������Ɛ��ǂ��������X�� ��PRESTO�ŋ�J���Ă����̂��R�̂悤��
�R�e��̈Ⴂ�����邯�ǃO���b�v����R�e��܂ł̋������Z���̂͐��`��
783 �F774���b�g���d�������F2014/05/01(��) 18:09:49.37 ID:P90AvnpF
>>782
�قƂ�ǂ̃R�e�����������Ƃ͎v��
�قƂ�ǂ̃R�e�����������Ƃ͎v��
784 �F774���b�g���d�������F2014/05/01(��) 18:34:44.75 ID:iJFVFh2Q
������Ď����肪�����Ȃ邩��q�[�^�[�O�ɏo���Ă�ˁH
785 �F774���b�g���d�������F2014/05/01(��) 21:19:47.68 ID:4uZwfVXB
>>782
���̃u���W�������B
�R�e�E�Z���T�E�q�[�^��̌^�͉����ǂ��������ȁB
�ł��A��������ł���H�Ǝv������ւ��q�[�^�͈ӊO�ɗǐS�I�Ȓl�i�B
�{�͍̂����Ĕ����Ȃ����ǁB
������goot��15/80W�̉����{�^���ؑ֎���QFP�ł��]�T������A�܂����Ȃ�����ˁB
���̃u���W�������B
�R�e�E�Z���T�E�q�[�^��̌^�͉����ǂ��������ȁB
�ł��A��������ł���H�Ǝv������ւ��q�[�^�͈ӊO�ɗǐS�I�Ȓl�i�B
�{�͍̂����Ĕ����Ȃ����ǁB
������goot��15/80W�̉����{�^���ؑ֎���QFP�ł��]�T������A�܂����Ȃ�����ˁB
786 �F774���b�g���d�������F2014/05/01(��) 21:38:58.80 ID:/+Vb6gyn
>>785
�R�e�ƃq�[�^�[�ƃZ���T���ʁX����������ɗ����Ȃ���
�R�e�ƃq�[�^�[�ƃZ���T���ʁX����������ɗ����Ȃ���
787 �F774���b�g���d�������F2014/05/01(��) 21:51:40.39 ID:4uZwfVXB
�R�e��ƃq�[�^�[�͕������ĕʁX�Ɍ����ł��鐻�i�̕����������B
�Z���T�����̈�̌^�q�[�^�͑������ǁB
�g�ݏオ���Ă���͈�̂ɂȂ�͓̂��R�̘b�B
���S�Ɉ�̂��ƔM��R�������ă��O�����Ȃ��Ƃ��������b�g������B
�f�����b�g�͏��Օi�̌����P�ʂ��傫���Ȃ邱�ƁB
�Z���T�����̈�̌^�q�[�^�͑������ǁB
�g�ݏオ���Ă���͈�̂ɂȂ�͓̂��R�̘b�B
���S�Ɉ�̂��ƔM��R�������ă��O�����Ȃ��Ƃ��������b�g������B
�f�����b�g�͏��Օi�̌����P�ʂ��傫���Ȃ邱�ƁB
788 �F774���b�g���d�������F2014/05/01(��) 22:28:30.34 ID:Mh/sA+/9
�����R�e�g���Ă�l�B�͉��x�ݒ�ǂ����Ă��?
�Ƃ肠����������250,320,390�Ŏg���Ă�c
��{�I�ɂ�250�x�AUEW�z����390�x�ɂ��Ă�
>>783
HOZAN��HS-11�g���Ă݂����ǁA�Z���̂̓C�C��
HS-11�͂������Ƀp���[���ア����A��{�ʼn��ł����Ȃ����Ė�ɂ͂����Ȃ����ǁc
�Ƃ肠����������250,320,390�Ŏg���Ă�c
��{�I�ɂ�250�x�AUEW�z����390�x�ɂ��Ă�
>>783
HOZAN��HS-11�g���Ă݂����ǁA�Z���̂̓C�C��
HS-11�͂������Ƀp���[���ア����A��{�ʼn��ł����Ȃ����Ė�ɂ͂����Ȃ����ǁc
789 �F774���b�g���d�������F2014/05/02(��) 03:44:34.39 ID:A/XGJD02
mini PCI Express�R�l�N�^���W�����NM/B������O��
�ȑO�ɔ�����858D(��)��500���ɃZ�b�g���ė�����
�u���[�����炠�������ꂽ
�O�����R�l�N�^��FX-950�̉��x��250�����炢�ɂ��ăs����
�N���[�j���O�B���̉��x�Ȃ�R�l�N�^���ł������ɍς�
������ׂ��������ƍ�ƌ����E�i�����S�R�Ⴄ��
>>785
FX-950���O��CXR-30��QFP����������������
�t�����Ȃ��킯����Ȃ����Ǎ�Ɛ����S�R�Ⴄ
>>788
�K�X�������邯�Ǒ�̂���Ȋ�������
250���E�E�E�n���₷�����i�ASMD
320���E�E�E�ʏ�
340���E�E�EUEW�z��
450���E�E�E�x�^�p�^�[���̃X���[�z�[��
���̃R�e���D24�ł���ŕt�����Ȃ��̂̓A���~��
���炢(�A���~���A�A���~�e�[�v�͉�)�B858D(��)��
�v���q�[�g����Εt����ꂻ���ȋC�����邯�ǎ����Ă��Ȃ�
�ȑO�ɔ�����858D(��)��500���ɃZ�b�g���ė�����
�u���[�����炠�������ꂽ
�O�����R�l�N�^��FX-950�̉��x��250�����炢�ɂ��ăs����
�N���[�j���O�B���̉��x�Ȃ�R�l�N�^���ł������ɍς�
������ׂ��������ƍ�ƌ����E�i�����S�R�Ⴄ��
>>785
FX-950���O��CXR-30��QFP����������������
�t�����Ȃ��킯����Ȃ����Ǎ�Ɛ����S�R�Ⴄ
>>788
�K�X�������邯�Ǒ�̂���Ȋ�������
250���E�E�E�n���₷�����i�ASMD
320���E�E�E�ʏ�
340���E�E�EUEW�z��
450���E�E�E�x�^�p�^�[���̃X���[�z�[��
���̃R�e���D24�ł���ŕt�����Ȃ��̂̓A���~��
���炢(�A���~���A�A���~�e�[�v�͉�)�B858D(��)��
�v���q�[�g����Εt����ꂻ���ȋC�����邯�ǎ����Ă��Ȃ�
790 �F774���b�g���d�������F2014/05/02(��) 06:13:49.68 ID:EU8+4TZL
>>788
HS-11�̐��i���e�͂��Ă����A����̃J�^���O
http://www.hozan.co.jp/catalog/Soldering_Tools/HS11.htm
������ƁA�ƂĂ��Z�p��������l�Ԃ��������Ƃ͎v���Ȃ��A�z�炵��
�M�����̗ǂ�
�M�`���ɗD�ꂽ
�q�[�^�[�̔��M�ʂ����_�����r�b�g�ɓ`���܂�
HS-11�̐��i���e�͂��Ă����A����̃J�^���O
http://www.hozan.co.jp/catalog/Soldering_Tools/HS11.htm
������ƁA�ƂĂ��Z�p��������l�Ԃ��������Ƃ͎v���Ȃ��A�z�炵��
�M�����̗ǂ�
�M�`���ɗD�ꂽ
�q�[�^�[�̔��M�ʂ����_�����r�b�g�ɓ`���܂�
791 �F774���b�g���d�������F2014/05/02(��) 09:23:52.36 ID:hfbDT3hu
>790
������邨�I�@���[�Ƃł��ˁA�q�[�^���ߔM��������̏u�Ԃ������
�����킸���̉��x���z���`�������킯�ł����A���̍ۂɁA
�����̓��ƓS�Ƃ̊ԂŔM�N�d�͂̈Ⴂ�Ɖ��x���z�ɋN������
�d�ʍ����K�R�I�ɐ�����킯�ł���B���̐ڍ��ʂ��ݍ��ތ`��
���̓I�ȉ�H�ɂ���ē`�M����鐬���́A����Έ��̔M�@�ւł���
���̍ۂ̔M�����͔M�̓��������������ߍ����������҂����̂ł��E�E�E
�Ƃ������Ă݂�e�X�c(�܂��A�M�N�d�͎��̂͌����̌��ۂ���
������������A���w��̓`�M���C�C�̂����ꂪ�����Ă����Ȃ����ȁE�E�E)
������邨�I�@���[�Ƃł��ˁA�q�[�^���ߔM��������̏u�Ԃ������
�����킸���̉��x���z���`�������킯�ł����A���̍ۂɁA
�����̓��ƓS�Ƃ̊ԂŔM�N�d�͂̈Ⴂ�Ɖ��x���z�ɋN������
�d�ʍ����K�R�I�ɐ�����킯�ł���B���̐ڍ��ʂ��ݍ��ތ`��
���̓I�ȉ�H�ɂ���ē`�M����鐬���́A����Έ��̔M�@�ւł���
���̍ۂ̔M�����͔M�̓��������������ߍ����������҂����̂ł��E�E�E
�Ƃ������Ă݂�e�X�c(�܂��A�M�N�d�͎��̂͌����̌��ۂ���
������������A���w��̓`�M���C�C�̂����ꂪ�����Ă����Ȃ����ȁE�E�E)
792 �F774���b�g���d�������F2014/05/02(��) 10:38:04.10 ID:uZw0CIp2
793 �F774���b�g���d�������F2014/05/03(�y) 03:32:12.30 ID:e3pqpDdE
�d�q���i(SMD�܂�)�̃n���_�Â��悤��
�ESn60Pb40(�����͍����E�E�E)
�E�ׂ�(0.6mm�ȉ�)
�E�����t���b�N�X
�E�育��ȉ��i(�������Ƃ��肪�Ȃ��̂�)
�Ȏ��n���_�ł����߂��Ă���܂��H
�A���~�b�g�Ƃ��Ȃ�ǂ��̂͊m���ł���
���i�g���̂ɂ͍��������܂�
�{����0.3mm���炢�̂��~�����̂ł���
�ɍׂ̃n���_�̓��`���N�`���������
�ESn60Pb40(�����͍����E�E�E)
�E�ׂ�(0.6mm�ȉ�)
�E�����t���b�N�X
�E�育��ȉ��i(�������Ƃ��肪�Ȃ��̂�)
�Ȏ��n���_�ł����߂��Ă���܂��H
�A���~�b�g�Ƃ��Ȃ�ǂ��̂͊m���ł���
���i�g���̂ɂ͍��������܂�
�{����0.3mm���炢�̂��~�����̂ł���
�ɍׂ̃n���_�̓��`���N�`���������
794 �F774���b�g���d�������F2014/05/03(�y) 10:57:06.14 ID:BC1sSGhg
0.3mm���ׂ�
795 �F774���b�g���d�������F2014/05/03(�y) 11:00:34.12 ID:vLmZ5hmn
�̔������W�����N���̂��̂悩������
������Ǝg���������̐V�i���l�Œl�i��
���l�ȉ�
������Ǝg���������̐V�i���l�Œl�i��
���l�ȉ�
796 �F774���b�g���d�������F2014/05/03(�y) 11:41:05.45 ID:oPnNKfER
>>794
0.3mm����100g���������Ȃ����\2,000-�I�[�o�[�E�E�Eorz
�g�p�p�x�͂��Ȃ�Ⴂ����20g���炢�̏����̂��~����
�Ƃ������ASn/Pb�n���_���̂̈����������Ȃ��Ă���PbFree�Ȃ�
����̂�Sn/Pb�������Ƃ��������ˁB��͋ɍׂ̃n���_��
�����Ŕ����Ă��邯��PbFree�����Ȃ�
0.3mm����100g���������Ȃ����\2,000-�I�[�o�[�E�E�Eorz
�g�p�p�x�͂��Ȃ�Ⴂ����20g���炢�̏����̂��~����
�Ƃ������ASn/Pb�n���_���̂̈����������Ȃ��Ă���PbFree�Ȃ�
����̂�Sn/Pb�������Ƃ��������ˁB��͋ɍׂ̃n���_��
�����Ŕ����Ă��邯��PbFree�����Ȃ�
797 �F774���b�g���d�������F2014/05/03(�y) 11:52:24.39 ID:dWqmfPFl
�~�����T�C�Y(����)�Ƃ��������Ȃ���
�l�Ŕ����郋�[�g�͂��܂�Ȃ�����ނ�������
���[�h���i��SMD�œ����a���g����Ǝv���Ă�݂�������
����Ȃ��Ƃ͂���Ă��Ȃ�
�l�Ŕ����郋�[�g�͂��܂�Ȃ�����ނ�������
���[�h���i��SMD�œ����a���g����Ǝv���Ă�݂�������
����Ȃ��Ƃ͂���Ă��Ȃ�
798 �F774���b�g���d�������F2014/05/03(�y) 12:05:35.06 ID:oPnNKfER
0.3mm��SMD��p��0.6mm�����̑��p�ɂ������
���݂�0.6mm�݂̂�SMD��t����Ƃ��Ƀn���_�̗ʂ�
��������̂����
��]��Sn60/Pb40 RMA�t���b�N�X
0.6mm 200g
0.3mm 20g
���炢
�H�t���ŒT���Ă�0.3mm�̏������đS�R��������Ȃ��E�E�E
���݂�0.6mm�݂̂�SMD��t����Ƃ��Ƀn���_�̗ʂ�
��������̂����
��]��Sn60/Pb40 RMA�t���b�N�X
0.6mm 200g
0.3mm 20g
���炢
�H�t���ŒT���Ă�0.3mm�̏������đS�R��������Ȃ��E�E�E
799 �F774���b�g���d�������F2014/05/03(�y) 12:20:45.16 ID:k/tRMGdS
0.3�E�E�E�ǂ�Ȑ����Ō����
800 �F774���b�g���d�������F2014/05/03(�y) 12:20:45.82 ID:neQOGpuC
>>796
0.3�͏����F�X�t����Ɗ��Ŕ�������������B
�����T���Ȃ�I�N����������Ȃ��H
�l�I�ɂ�0.3�Ȃ�PB�t���[�ł����߂ɔ�ׂĈ����ɂ�����ۂ͏��Ȃ����ǂˁB
0.3�͏����F�X�t����Ɗ��Ŕ�������������B
�����T���Ȃ�I�N����������Ȃ��H
�l�I�ɂ�0.3�Ȃ�PB�t���[�ł����߂ɔ�ׂĈ����ɂ�����ۂ͏��Ȃ����ǂˁB
801 �F774���b�g���d�������F2014/05/03(�y) 12:30:15.18 ID:dWqmfPFl
������goot�̍ג��������e�킾��0.3�͈����o���Ƃ��Ɉ����������Đ��
�{�r���ł���r�������ƒ��܂��ė��܂����肷��
>>799
�X���[�z�[����[�q�ނɎg���a�̂͂̕��������悭����
���ʂ̏��Ȃ����C���[�╔�i�̗\���͂A���Đ�̕ی�ł����\�g����
0.3�͋z�������̃{�r���Ɋ������ʂ��炢�����傤�ǂ���
�{�r���ł���r�������ƒ��܂��ė��܂����肷��
>>799
�X���[�z�[����[�q�ނɎg���a�̂͂̕��������悭����
���ʂ̏��Ȃ����C���[�╔�i�̗\���͂A���Đ�̕ی�ł����\�g����
0.3�͋z�������̃{�r���Ɋ������ʂ��炢�����傤�ǂ���
802 �F774���b�g���d�������F2014/05/03(�y) 13:44:00.38 ID:neQOGpuC
>>801
���Đ�ی�̃n���_�͉������\�ʏ���Ă���
������ɓ��ꂽ1mm�̂�����p�Ŏg���Ă�B
����Ɖ���ȃR�e��N���[�i�[���A���~�b�g�̃n���_�Őق����Y��ɂȂ�ȁB
���������ŋ߃R�e�̃P�[�u����0.5sq�̔핢�����߂̃V���R���P�[�u���ɕς�����
�����f���炵���y�ɂȂ����B
0.75�ȏ�Ȃ��Ɩ{���̓R���Z���g�Ɍq������_���݂��������玩�ȐӔC�����ǁB
���Đ�ی�̃n���_�͉������\�ʏ���Ă���
������ɓ��ꂽ1mm�̂�����p�Ŏg���Ă�B
����Ɖ���ȃR�e��N���[�i�[���A���~�b�g�̃n���_�Őق����Y��ɂȂ�ȁB
���������ŋ߃R�e�̃P�[�u����0.5sq�̔핢�����߂̃V���R���P�[�u���ɕς�����
�����f���炵���y�ɂȂ����B
0.75�ȏ�Ȃ��Ɩ{���̓R���Z���g�Ɍq������_���݂��������玩�ȐӔC�����ǁB
803 �F774���b�g���d�������F2014/05/03(�y) 13:45:18.88 ID:JwPyWrPg
0.3�ׂ͍����������肪�������犪���Ŕ��������������悤�ȁB
�ǂꂭ�炢�̂���Ƃ��g���Ă�H
������0.5mm�Ԋu�̑��Ƀ|���E���^��������Ƃ����炢�����ǁA0.8mm�Ԋu�������背�W�X�g����̊�̎���0.6mm�g���Ă�B
�ǂꂭ�炢�̂���Ƃ��g���Ă�H
������0.5mm�Ԋu�̑��Ƀ|���E���^��������Ƃ����炢�����ǁA0.8mm�Ԋu�������背�W�X�g����̊�̎���0.6mm�g���Ă�B
804 �F774���b�g���d�������F2014/05/03(�y) 16:06:25.71 ID:Gbf0MA9p
�A���~�b�g���Č����Ή�Бn�����̓`����
�u�A�����J�ŃA���~�ɔ��c�t���o����n���_������Ĕ��荞�v
���Ă̂��L����
���̂��Ƃ���������l����H
�u�A�����J�ŃA���~�ɔ��c�t���o����n���_������Ĕ��荞�v
���Ă̂��L����
���̂��Ƃ���������l����H
805 �F774���b�g���d�������F2014/05/03(�y) 16:26:30.46 ID:dWqmfPFl
�A���~�b�g�Ƃ�����KR-19����
806 �F774���b�g���d�������F2014/05/03(�y) 16:39:21.26 ID:neQOGpuC
>>804
�t���b�N�X�̗D�G������Ȃ��́H
�t���b�N�X�̗D�G������Ȃ��́H
807 �F774���b�g���d�������F2014/05/04(��) 07:55:36.37 ID:+MwtQNmI
0.3mm���K�v�ȏ�ʂȂ�������B
0.8�ł��ׂ����炢���B
0.8�ł��ׂ����炢���B
808 �F774���b�g���d�������F2014/05/04(��) 08:19:57.23 ID:Tfp7Kh51
0.8��1005�͖����B
0.6+�l�\�ƂŃM���M���B
0.6+�l�\�ƂŃM���M���B
809 �F774���b�g���d�������F2014/05/04(��) 10:54:41.12 ID:NFFT9/q5
810 �F774���b�g���d�������F2014/05/04(��) 11:07:38.89 ID:V7OXKe4s
>>790
>�M�����̗ǂ�
>�M�`���ɗD�ꂽ
>�q�[�^�[�̔��M�ʂ����_�����r�b�g�ɓ`���܂�
����͔�r�̖�肾�Ǝv���܂��B
�̂̓q�[�^�[�̒��ɖ_��̃r�b�g������^�C�v�������āA�M������ɓ�����\���������̂ł��B
���ƂȂ��ẮA�d�q�@��p�̔��c���Ă͂����Ă����r�b�g�Ńq�[�^�[���ލ\���Ȃ̂ŁA����
�J�^���O�̕��傪�Z�[���X�|�C���g�Ƃ͌����Ȃ��Ǝv���܂����B
>�M�����̗ǂ�
>�M�`���ɗD�ꂽ
>�q�[�^�[�̔��M�ʂ����_�����r�b�g�ɓ`���܂�
����͔�r�̖�肾�Ǝv���܂��B
�̂̓q�[�^�[�̒��ɖ_��̃r�b�g������^�C�v�������āA�M������ɓ�����\���������̂ł��B
���ƂȂ��ẮA�d�q�@��p�̔��c���Ă͂����Ă����r�b�g�Ńq�[�^�[���ލ\���Ȃ̂ŁA����
�J�^���O�̕��傪�Z�[���X�|�C���g�Ƃ͌����Ȃ��Ǝv���܂����B
811 �F774���b�g���d�������F2014/05/04(��) 11:12:16.95 ID:0zMsQiCa
����A�C�ɂȂ��Ă��̂́A�M�u�����v����Ȃ��́H
�M�ȊO�Ɋ��p�ł��銄���Ȃ킯�ł�
�M�ȊO�Ɋ��p�ł��銄���Ȃ킯�ł�
812 �F774���b�g���d�������F2014/05/04(��) 11:38:01.50 ID:V7OXKe4s
>>811
���̃J�^���O�ł́u�M�����v�̊T�O��
[�r�b�g�ɓ`���M��]��[�q�[�^�[�ւ̓����G�l���M�[]
�̂��Ƃƍl���ėǂ��Ǝv���̂ł����B
�M�������u�M�ȊO�Ɋ��p�ł��銄���v�Ƒ�����̂̓G���W���┭�d�̏�ʂ���Ȃ��ł��傤���B
�g�[���ł��M�����Ƃ������t���g�����Ǝv���܂����A�g�[�Ɏg����M�ʂ𓊓��G�l���M�[�Ŋ��������̂ɂȂ��ĂȂ��̂���?
���̃J�^���O�ł́u�M�����v�̊T�O��
[�r�b�g�ɓ`���M��]��[�q�[�^�[�ւ̓����G�l���M�[]
�̂��Ƃƍl���ėǂ��Ǝv���̂ł����B
�M�������u�M�ȊO�Ɋ��p�ł��銄���v�Ƒ�����̂̓G���W���┭�d�̏�ʂ���Ȃ��ł��傤���B
�g�[���ł��M�����Ƃ������t���g�����Ǝv���܂����A�g�[�Ɏg����M�ʂ𓊓��G�l���M�[�Ŋ��������̂ɂȂ��ĂȂ��̂���?
813 �F774���b�g���d�������F2014/05/04(��) 11:41:52.58 ID:0zMsQiCa
�M�����������M�͊w�ł̒�`�Ȃ�A�M�@�ւɂ���������ł���A�Ԃ����Ⴏ
���o�����G�l���M�[�@���@���������M�G�l���M�[�@�������Ǝv���O�O�G
���o�����G�l���M�[�@���@���������M�G�l���M�[�@�������Ǝv���O�O�G
814 �F774���b�g���d�������F2014/05/04(��) 11:43:41.82 ID:QoUkdQBM
�n���Ȑl��������ȁB
�����̋�����͍���84�������B
> �M�ȊO�Ɋ��p�o���銄���Ȃ킯��w
���{��ł�k
�����̋�����͍���84�������B
> �M�ȊO�Ɋ��p�o���銄���Ȃ킯��w
���{��ł�k
815 �F774���b�g���d�������F2014/05/04(��) 12:31:18.46 ID:Tfp7Kh51
�s�������ĕ��ʉ��p�[�Z���g���炢�H
816 �F774���b�g���d�������F2014/05/04(��) 13:36:17.70 ID:FC3EJaMg
>>814
�L�~�̓�������84%�ʂ�
�L�~�̓�������84%�ʂ�
817 �F774���b�g���d�������F2014/05/04(��) 13:37:38.13 ID:V7OXKe4s
>>813
�b�����݂���Ȃ��ȁB
0zMsQiCa����́A
�M�@�ւ̂悤�ɁA�M�𓊓����āA�d�C�⓮�͂ɕϊ����Ď��o�����̈ȊO�A
�܂�A
�g�[����͂��Ă̔M�G�l���M�[�̌��������Ƃ��ɁA
�u�M�����v�Ƃ������t���g���Ă͂����Ȃ��Ƌ��Ă���̂ł��傤��?
�����ł͂Ȃ��ł���ˁc
�b�����݂���Ȃ��ȁB
0zMsQiCa����́A
�M�@�ւ̂悤�ɁA�M�𓊓����āA�d�C�⓮�͂ɕϊ����Ď��o�����̈ȊO�A
�܂�A
�g�[����͂��Ă̔M�G�l���M�[�̌��������Ƃ��ɁA
�u�M�����v�Ƃ������t���g���Ă͂����Ȃ��Ƌ��Ă���̂ł��傤��?
�����ł͂Ȃ��ł���ˁc
818 �F774���b�g���d�������F2014/05/04(��) 13:40:48.85 ID:0zMsQiCa
>815
���l�����m����s���Ă�肳�ꂽ��
�������Ă�肳��邱�Ƃ͂܂܂����ˁE�E�E
���̔���Ȃ����ǁA���ʔ���̘b�̂Ƃ��Ɉ�`�q���肵������
�j����`�q�Ȃ̂ɓ��̂������ɂȂ��Ă����Q���Ă�������
������Q�̘b���Љ����ϑz���������Ƃ���ꂽ�肷�邱�Ƃ��邨�B
���l�����m����s���Ă�肳�ꂽ��
�������Ă�肳��邱�Ƃ͂܂܂����ˁE�E�E
���̔���Ȃ����ǁA���ʔ���̘b�̂Ƃ��Ɉ�`�q���肵������
�j����`�q�Ȃ̂ɓ��̂������ɂȂ��Ă����Q���Ă�������
������Q�̘b���Љ����ϑz���������Ƃ���ꂽ�肷�邱�Ƃ��邨�B
819 �F774���b�g���d�������F2014/05/04(��) 13:42:45.85 ID:1g4Be1vd
�̂͒j�A�S�͏��B
�͎̂q���A���]�͑�l�B
�͎̂q���A���]�͑�l�B
820 �F774���b�g���d�������F2014/05/04(��) 13:48:13.35 ID:0zMsQiCa
>817
����A>>790����̖��ӎ��͔ނɕ����Ȃ������Ȃ����B
(�������܂Ś}����قǂ̖��Ȃ̂��́A������Ƌ^��ł������܂�)
�����A������ȂǂŔM�����ƌĂԂ̂͂�����ƈ�a���͊o���܂�����ǂ��B
�q�[�g�|���v��p�����g�[�@�̏ꍇ�͑����M�ʂ𓊓��G�l���M�[�Ŋ�����
�b�n�o�̒l�ŕ\�����܂����ǁA�����M�����Ƃ͌���Ȃ��Ǝv���܂��������i
����A>>790����̖��ӎ��͔ނɕ����Ȃ������Ȃ����B
(�������܂Ś}����قǂ̖��Ȃ̂��́A������Ƌ^��ł������܂�)
�����A������ȂǂŔM�����ƌĂԂ̂͂�����ƈ�a���͊o���܂�����ǂ��B
�q�[�g�|���v��p�����g�[�@�̏ꍇ�͑����M�ʂ𓊓��G�l���M�[�Ŋ�����
�b�n�o�̒l�ŕ\�����܂����ǁA�����M�����Ƃ͌���Ȃ��Ǝv���܂��������i
821 �F774���b�g���d�������F2014/05/04(��) 14:02:54.78 ID:wzjghvYI
>>812
> >>811
> ���̃J�^���O�ł́u�M�����v�̊T�O��
> [�r�b�g�ɓ`���M��]��[�q�[�^�[�ւ̓����G�l���M�[]
�M�͉��x����������Γ`�����Ȃ�
����ł͒�`�ɂ����ɂ�����Ȃ�
�T�O�ł��ǂ����珑������������Ƌ�̓I�ɁA���͐��m��
> >>811
> ���̃J�^���O�ł́u�M�����v�̊T�O��
> [�r�b�g�ɓ`���M��]��[�q�[�^�[�ւ̓����G�l���M�[]
�M�͉��x����������Γ`�����Ȃ�
����ł͒�`�ɂ����ɂ�����Ȃ�
�T�O�ł��ǂ����珑������������Ƌ�̓I�ɁA���͐��m��
822 �F774���b�g���d�������F2014/05/04(��) 14:03:55.93 ID:wzjghvYI
823 �F774���b�g���d�������F2014/05/04(��) 15:09:57.45 ID:V7OXKe4s
>>822
�������R�Ƃ����F���������̂ʼn��߂Č������Ă݂܂����B
JISS2039 �������Ζ��X�g�[�u �̕\1�ɂ��M�����Ƃ������t�͏o�Ă܂��ˁB
�������R�Ƃ����F���������̂ʼn��߂Č������Ă݂܂����B
JISS2039 �������Ζ��X�g�[�u �̕\1�ɂ��M�����Ƃ������t�͏o�Ă܂��ˁB
824 �F774���b�g���d�������F2014/05/04(��) 18:16:16.06 ID:Y/1LJFTw
��������_���Y�f���ŏo����FF�������邵�B
825 �F774���b�g���d�������F2014/05/04(��) 18:26:44.63 ID:3BmgjwJh
>>822
�����ł͈�ؒ��ׂȂ��̂��H
�����ł͈�ؒ��ׂȂ��̂��H
826 �F774���b�g���d�������F2014/05/04(��) 19:37:44.89 ID:wzjghvYI
>>825
�܂����A����ȃA�z�Ȍ��t�̎g�������Ă�Ƃ͎v��Ȃ�
>>823
S2039�ł͒�`���Ė����ăn�b�L���Ƃ͉���A
S=�ړI�Ƃ��Ďg�p���ꂽ�G�l���M�[/���������G�l���M�[ �݂�������
����ƁA�����Ă邱�Ƃ͔M�@�ւƓ���
�M�����̗ǂ��r�b�g�ĉ���A�ǂ�����đ��肵��
�܂����A����ȃA�z�Ȍ��t�̎g�������Ă�Ƃ͎v��Ȃ�
>>823
S2039�ł͒�`���Ė����ăn�b�L���Ƃ͉���A
S=�ړI�Ƃ��Ďg�p���ꂽ�G�l���M�[/���������G�l���M�[ �݂�������
����ƁA�����Ă邱�Ƃ͔M�@�ւƓ���
�M�����̗ǂ��r�b�g�ĉ���A�ǂ�����đ��肵��
827 �F774���b�g���d�������F2014/05/04(��) 19:55:00.46 ID:REIEOYMa
>>826
�܂��͎����̖��m��p����
�܂��͎����̖��m��p����
828 �F774���b�g���d�������F2014/05/04(��) 19:56:15.82 ID:rgDovhqb
�q�[�^�Ƃ̔M�����̂��߂̕����̕\�ʐς��������A�\�ʂ̕��˗����������A�q�[�^��
�r�b�g��[�Ԃ̔M��R���������A���[�N�Ƃ̐ڐG�ʐς��傫���r�b�g����Ȃ���
���̃r�b�g�͕ʂɂ���ȗl�q�͂Ȃ���
�r�b�g��[�Ԃ̔M��R���������A���[�N�Ƃ̐ڐG�ʐς��傫���r�b�g����Ȃ���
���̃r�b�g�͕ʂɂ���ȗl�q�͂Ȃ���
829 �F774���b�g���d�������F2014/05/04(��) 20:13:37.11 ID:wzjghvYI
>>828
�����Ă邱�Ƃ��t�s�A�ꕔ�������Ă�C�����邪�A
���˗��̂��Ƃ������q�[�^�[���[�N�Ԃ̔M��R���������ƌ������Ƃ��H
�J�^���O�̌������Ƃ͂���炵���C�����邪�A�M�����Ƃ����̂͂��܂�ɂ��o�J�߂�
�����Ă邱�Ƃ��t�s�A�ꕔ�������Ă�C�����邪�A
���˗��̂��Ƃ������q�[�^�[���[�N�Ԃ̔M��R���������ƌ������Ƃ��H
�J�^���O�̌������Ƃ͂���炵���C�����邪�A�M�����Ƃ����̂͂��܂�ɂ��o�J�߂�
830 �F774���b�g���d�������F2014/05/04(��) 20:45:49.92 ID:rgDovhqb
�������ȁ@1�s�ڂ͕��͋C���ɓ������Ă��܂��M�ʂ����炷�v�f��
�ʂɔM�����ł���肠��܂��@�M��������������r�b�g�������ɂ���������
�H����_�����y������r�b�g�̎��������э�ƂɎx��𗈂����ɂ���
������}�C�N���\���_�����O�ɓ����������Ă̓q�[�^�ƈ�̂̃r�b�g���̗p����
�ʂɔM�����ł���肠��܂��@�M��������������r�b�g�������ɂ���������
�H����_�����y������r�b�g�̎��������э�ƂɎx��𗈂����ɂ���
������}�C�N���\���_�����O�ɓ����������Ă̓q�[�^�ƈ�̂̃r�b�g���̗p����
831 �F774���b�g���d�������F2014/05/04(��) 20:47:00.86 ID:Tfp7Kh51
wikipedia�Ɉ˂��
���M�����i�˂�����A�p: Thermal efficiency�j�Ƃ́A���������M�G�l���M�[���d����d�͂Ȃǂɕϊ�����銄���i�p�[�Z���e�[�W�j�ł���B
�n���_�S�e�ɂ͔M�𓊓����Ȃ��B�d�͂𓊓�����B
�n���_�S�e�͎d����d�͂��o�͂��Ȃ��B�M�������o�͂���B
�q�[�^�[�ƃr�b�g�̌`��I�W�Ƃ��Ɋւ��Ȃ��B
�≏��R��ʂ����͂��ȃ��[�N�Ȃǂɂ��d�͏o�͂͑��݂��邪
���_���Ă�����e�����E����قǎx�z�I�ȗʂł͂Ȃ��B
����ăn���_�S�e�́u�M�����v�̓}�C�i�X������ł���B
���l�̃r�b�g�`�낤���̂̂��ꂾ�낤���W�Ȃ��B
���M�����i�˂�����A�p: Thermal efficiency�j�Ƃ́A���������M�G�l���M�[���d����d�͂Ȃǂɕϊ�����銄���i�p�[�Z���e�[�W�j�ł���B
�n���_�S�e�ɂ͔M�𓊓����Ȃ��B�d�͂𓊓�����B
�n���_�S�e�͎d����d�͂��o�͂��Ȃ��B�M�������o�͂���B
�q�[�^�[�ƃr�b�g�̌`��I�W�Ƃ��Ɋւ��Ȃ��B
�≏��R��ʂ����͂��ȃ��[�N�Ȃǂɂ��d�͏o�͂͑��݂��邪
���_���Ă�����e�����E����قǎx�z�I�ȗʂł͂Ȃ��B
����ăn���_�S�e�́u�M�����v�̓}�C�i�X������ł���B
���l�̃r�b�g�`�낤���̂̂��ꂾ�낤���W�Ȃ��B
832 �F774���b�g���d�������F2014/05/04(��) 21:07:22.34 ID:rgDovhqb
�i���z�h�@�M�����ƌĂԂ̂͌��ƌ����b��
�[�[�x�b�N�f�q����C�@�ւ̌������M������
�[�[�x�b�N�f�q����C�@�ւ̌������M������
833 �F774���b�g���d�������F2014/05/04(��) 21:18:33.89 ID:rgDovhqb
������ƔM���M�ł������݂�������
ttp://rikanet2.jst.go.jp/contents/cp0280/manual/j050663.html
�K�X�@�탁�[�J�[�̂��ꂪ��ʓI�ȔF������Ȃ��납
ttp://rikanet2.jst.go.jp/contents/cp0280/manual/j050663.html
ttp://rikanet2.jst.go.jp/contents/cp0280/manual/j050663.html
�K�X�@�탁�[�J�[�̂��ꂪ��ʓI�ȔF������Ȃ��납
ttp://rikanet2.jst.go.jp/contents/cp0280/manual/j050663.html
834 �F774���b�g���d�������F2014/05/04(��) 21:19:23.70 ID:rgDovhqb
�A���X�}���@���̃����N�ԈႢ
ttp://www.tokyo-gas.co.jp/ultraene/about_data.html#contents_053
ttp://www.tokyo-gas.co.jp/ultraene/about_data.html#contents_053
835 �F774���b�g���d�������F2014/05/04(��) 21:28:47.92 ID:V7OXKe4s
�Ȃ�����オ���Ă��āA�b���U�����b�オ����܂����B
���t�̒�`�Ɍ��i�Ȑl��������̂��Ȃ��ƕ��ɂȂ�܂��B
�����A�����̒m���Ă��镪��ȊO�̂Ƃ���ŁA�������t���Ⴄ�g���������邱�Ƃ����邩�Ǝv���܂��B
�ʂ̕���̐l���b���Ă���̂��āu���̌��t�͂���ȈӖ�����Ȃ��v�ƌ����Ă��܂��̂͗ǂ��Ȃ������ł��ˁB�������Ȃ�����B
����>>810�ŔO���ɒu���Ă���r�Ώ�(�܂�M�����̗ǂ��Ȃ��r�b�g)�͂���ȃ^�C�v�̃R�e�̂��̂ł��B
ttp://www.hozan.co.jp/catalog/Soldering_Tools/H829_869.htm
�q�[�^�[�͓��ɂȂ��Ă��āA�c�Ƀr�b�g�����܂��B
ttp://www.hakko.com/japan/products/hakko_junior.html
�������2���̃q�[�^�[�ɋ��ލ\���ł��B
�ǂ�����r�b�g��ʂ炸�ɔM���O�C�ɓ����Ă����܂��B�̂͂���Ȃ̂���ł����B
�q�[�^�[�Ƀr�b�g��킹��^�C�v�̃R�e�����߂Ďg�����Ƃ��́A�������b�g���Ȃ̂ɑS�R�Ⴄ�Ɗ������܂����B
�Z���~�b�N�ƃj�N�����q�[�^�[�̈Ⴂ�����������Ǝv���܂����B
���t�̒�`�Ɍ��i�Ȑl��������̂��Ȃ��ƕ��ɂȂ�܂��B
�����A�����̒m���Ă��镪��ȊO�̂Ƃ���ŁA�������t���Ⴄ�g���������邱�Ƃ����邩�Ǝv���܂��B
�ʂ̕���̐l���b���Ă���̂��āu���̌��t�͂���ȈӖ�����Ȃ��v�ƌ����Ă��܂��̂͗ǂ��Ȃ������ł��ˁB�������Ȃ�����B
����>>810�ŔO���ɒu���Ă���r�Ώ�(�܂�M�����̗ǂ��Ȃ��r�b�g)�͂���ȃ^�C�v�̃R�e�̂��̂ł��B
ttp://www.hozan.co.jp/catalog/Soldering_Tools/H829_869.htm
�q�[�^�[�͓��ɂȂ��Ă��āA�c�Ƀr�b�g�����܂��B
ttp://www.hakko.com/japan/products/hakko_junior.html
�������2���̃q�[�^�[�ɋ��ލ\���ł��B
�ǂ�����r�b�g��ʂ炸�ɔM���O�C�ɓ����Ă����܂��B�̂͂���Ȃ̂���ł����B
�q�[�^�[�Ƀr�b�g��킹��^�C�v�̃R�e�����߂Ďg�����Ƃ��́A�������b�g���Ȃ̂ɑS�R�Ⴄ�Ɗ������܂����B
�Z���~�b�N�ƃj�N�����q�[�^�[�̈Ⴂ�����������Ǝv���܂����B
836 �F774���b�g���d�������F2014/05/04(��) 21:51:35.89 ID:7S5Na/FS
�������ˁA�R�e�y��60���o�����ɁA���Ō����h�_�@�h�I���Ă��炢�����������B
837 �F774���b�g���d�������F2014/05/04(��) 22:17:30.11 ID:G+8rR6Hk
>>831
���O�{���ɓ��������ȁB
�����Ă�ƌ����Ă��ǂ����B
���������n���͎������n�����Ƃ������Ƃɂ���C�Â��Ă��Ȃ�����
�{���Ƀ^�`�������B
���O�{���ɓ��������ȁB
�����Ă�ƌ����Ă��ǂ����B
���������n���͎������n�����Ƃ������Ƃɂ���C�Â��Ă��Ȃ�����
�{���Ƀ^�`�������B
838 �F774���b�g���d�������F2014/05/04(��) 22:23:23.08 ID:G+8rR6Hk
���͋C�Ƃ̔M��R�̍����B
�Ώە��Ƃ̔M��R�̒Ⴓ�B
�q�[�^�̉��x�����A�R�e��܂ł̔M��R, ����ȊO�̍\�������̔M��R�B
�R�e(��,��)�̔M�e�ʁB
�d�͂������ł������̃p�����[�^�őS���Ⴄ���̂ɂȂ�B
�n���ɂ͗����o���Ȃ��̂�������Ȃ����B
�Ώە��Ƃ̔M��R�̒Ⴓ�B
�q�[�^�̉��x�����A�R�e��܂ł̔M��R, ����ȊO�̍\�������̔M��R�B
�R�e(��,��)�̔M�e�ʁB
�d�͂������ł������̃p�����[�^�őS���Ⴄ���̂ɂȂ�B
�n���ɂ͗����o���Ȃ��̂�������Ȃ����B
839 �F774���b�g���d�������F2014/05/04(��) 22:31:35.14 ID:jwQdb1ZA
>>810
> >>790
> >�M�����̗ǂ�
> >�M�`���ɗD�ꂽ
> >�q�[�^�[�̔��M�ʂ����_�����r�b�g�ɓ`���܂�
�˂����ݏ����Ⴄ���
�J�^���O�͂��Ƃ��810��930���u�M�����v���Č��t�������Œ�`���Ďg���Ă�
���ꂶ���r�̂��悤���������c�_���o���Ȃ�
������790�Ɂu�ƂĂ��Z�p��������l�Ԃ��������Ƃ͎v���Ȃ��A�z�炵�� �v����
�����ꂽ�������ᖳ���́H
�u�q�[�^�[�̔��M�ʂ����_�����r�b�g�ɓ`���܂��v ���M�Ə����Ηǂ�����
���M�ʂȂ�ď������牽�̂��Ƃ�����Ȃ��Ȃ��Ă邵�A
�M�`���ɗD�ꂽ�ƌ����̂��Z�p���̕\���ł͖������
> >>790
> >�M�����̗ǂ�
> >�M�`���ɗD�ꂽ
> >�q�[�^�[�̔��M�ʂ����_�����r�b�g�ɓ`���܂�
�˂����ݏ����Ⴄ���
�J�^���O�͂��Ƃ��810��930���u�M�����v���Č��t�������Œ�`���Ďg���Ă�
���ꂶ���r�̂��悤���������c�_���o���Ȃ�
������790�Ɂu�ƂĂ��Z�p��������l�Ԃ��������Ƃ͎v���Ȃ��A�z�炵�� �v����
�����ꂽ�������ᖳ���́H
�u�q�[�^�[�̔��M�ʂ����_�����r�b�g�ɓ`���܂��v ���M�Ə����Ηǂ�����
���M�ʂȂ�ď������牽�̂��Ƃ�����Ȃ��Ȃ��Ă邵�A
�M�`���ɗD�ꂽ�ƌ����̂��Z�p���̕\���ł͖������
840 �F774���b�g���d�������F2014/05/04(��) 23:45:49.39 ID:G+8rR6Hk
>>831�̗l�Ȕn������l�Ŗ\��Ă��邾���ł���B
841 �F774���b�g���d�������F2014/05/05(��) 04:43:08.76 ID:9dRAS7Se
�M�͊w���S�������Ċw�l�ƁA
�����A���w���ށA���n�AF�������n�ŔM�͂̎��Ԃɒ��Q���Ă��l�ł�
�u�M�����v�̒�`���Ⴄ���Ď����B
�������A���C�@�ւ̎���Ȃ�Ƃ������A�قƂ�ǂ��d�C�œ����Ă鎞���
���`�́u�M�����v��U��̂��ǂ����ƁE�E�E�Ƃ����̂����_���H
�ł��u�G�l���M�[�����v���Č����L�͂Ɏg����p����������
�{���͐������g��������ׂ��Ȃ낤�ȁB
���ނ�F�������Q�ɂ������ł��邾�낤���E�E�E
�����A���w���ށA���n�AF�������n�ŔM�͂̎��Ԃɒ��Q���Ă��l�ł�
�u�M�����v�̒�`���Ⴄ���Ď����B
�������A���C�@�ւ̎���Ȃ�Ƃ������A�قƂ�ǂ��d�C�œ����Ă鎞���
���`�́u�M�����v��U��̂��ǂ����ƁE�E�E�Ƃ����̂����_���H
�ł��u�G�l���M�[�����v���Č����L�͂Ɏg����p����������
�{���͐������g��������ׂ��Ȃ낤�ȁB
���ނ�F�������Q�ɂ������ł��邾�낤���E�E�E
842 �F774���b�g���d�������F2014/05/05(��) 05:26:59.47 ID:jxkwDoUQ
�����Z�̏��Ԃ��Ⴄ�Ƃ��Ӗ��s���Ȃ��Ƃ������ā~��t����L�`�K�C���t�Ɠ����B
�~���悤�̖����n�������玩�����Ԉ���Ă��邱�Ƃ��痝���o���Ȃ��B
�~���悤�̖����n�������玩�����Ԉ���Ă��邱�Ƃ��痝���o���Ȃ��B
843 �F774���b�g���d�������F2014/05/05(��) 05:34:47.44 ID:ubN74LrY
�����̊ԈႢ�ɋC�Â�����
��������
��������
844 �F774���b�g���d�������F2014/05/05(��) 05:47:44.27 ID:vlCKRIEd
>>841
�M�����Ƃ����p����A��̕�����Ȃ����Ə�����
���[�hCM�ōς܂����ƌ������Ƃ���肾��
1950�N��͍��Y�o�C�N���[�J�[�����\�ЗL��
������׃��[�J�[���L�����炵��
�o���Q�̏o���A�ƊE�ō������̍ō����A�f���炵�����S�n�p
�Ȃ�Č���CM���c���ċ���
CM�̍���������ƁA�o����v�̋��̓G���W���A
�n���E�l�����J�Ɏd�グ�������X�v�����O���g�p���Ă��܂��p
�Ɠ������Ƃ�
�n���_�R�e�͂��܂�����Ɠ������x�������Ď�����
�M�����Ƃ����p����A��̕�����Ȃ����Ə�����
���[�hCM�ōς܂����ƌ������Ƃ���肾��
1950�N��͍��Y�o�C�N���[�J�[�����\�ЗL��
������׃��[�J�[���L�����炵��
�o���Q�̏o���A�ƊE�ō������̍ō����A�f���炵�����S�n�p
�Ȃ�Č���CM���c���ċ���
CM�̍���������ƁA�o����v�̋��̓G���W���A
�n���E�l�����J�Ɏd�グ�������X�v�����O���g�p���Ă��܂��p
�Ɠ������Ƃ�
�n���_�R�e�͂��܂�����Ɠ������x�������Ď�����
845 �F774���b�g���d�������F2014/05/05(��) 06:00:28.50 ID:eNZEFLP4
�n�n�n���@����ł����������炳�A�����ƐV�������Ă̘b�ł��ӂ��Ă����
�������
�������
846 �F774���b�g���d�������F2014/05/05(��) 07:57:17.44 ID:C4pTFhKh
�n�b�R�[FX100�̒l�i���܂�����WEB�T�C�g�ɏo�Ă��Ă܂���ˁB
3��28�������Ə����Ă���܂����A�܂��{�i�I�ȏo�ׂɂ͎����ĂȂ��Ƃ������ƂȂ̂��ȁB
3��28�������Ə����Ă���܂����A�܂��{�i�I�ȏo�ׂɂ͎����ĂȂ��Ƃ������ƂȂ̂��ȁB
847 �F774���b�g���d�������F2014/05/05(��) 09:03:12.90 ID:eNZEFLP4
��^����������@����
ttp://item.rakuten.co.jp/netshop598r/hakfx100-81
ttp://item.rakuten.co.jp/netshop598r/hakfx100-81
848 �F774���b�g���d�������F2014/05/05(��) 10:20:24.80 ID:aZj++5RK
�����[�[
849 �F774���b�g���d�������F2014/05/05(��) 10:53:05.83 ID:jxkwDoUQ
�����ɂ��������炢�Ȃ̂�IH�Ƃ��悭�킩��Ȃ��������ȁB
850 �F774���b�g���d�������F2014/05/05(��) 13:12:16.73 ID:ubN74LrY
�n���_�t���E�l
http://www.noseseiki.com/kisokouza/10.html
>�قƂ�Ǔ_�ł����ڐG�ł��Ȃ����M�^�́A�u�M�����������v���ނɑ����܂��B
http://www.noseseiki.com/kisokouza/10.html
>�قƂ�Ǔ_�ł����ڐG�ł��Ȃ����M�^�́A�u�M�����������v���ނɑ����܂��B
851 �F774���b�g���d�������F2014/05/05(��) 13:22:52.94 ID:k8vOKfs/
���Đ�F�X������ƃz���gB�̏o�Ԃ��Ė�����ȁB
�W���̂��Đ�C�ɕύX���Ă��ǂ��Ǝv�����B
�W���̂��Đ�C�ɕύX���Ă��ǂ��Ǝv�����B
852 �F774���b�g���d�������F2014/05/05(��) 14:58:51.30 ID:efCqQpfq
���オ�����邩����Ȃ���Ȃ����H
�t�ɂP�Ђ������������������B
�t�ɂP�Ђ������������������B
853 �F774���b�g���d�������F2014/05/05(��) 15:15:04.75 ID:pZ8wtysz
�S�[���f���E�B�[�N��
�L�����v�̎��Ɍy��������āu�M�����v�̈����`�^������j�Ȃ�S���Ď���
�L�����v�̎��Ɍy��������āu�M�����v�̈����`�^������j�Ȃ�S���Ď���
854 �F774���b�g���d�������F2014/05/05(��) 15:24:19.61 ID:lyTU6WHr
>>850
���ł��M�����Ȃ�
�z�[�U���̍L�������̂������������̂́A
�R�e�g�p�҂�n���ɂ��Ă��銴�������邩�炶�ᖳ���H
�R�e�g���Ȃ�ăp�[�g�̂�������X�Z�\�҂�����
������Ə����Ă�����Ȃ�����I�Ƃ�
�R�e�̃J�^���O����Ȃ�Ď��ނ̐l�Ԃ��̔��X�̓X��������
�Z�p�̂��ƂȂ�ĉ���Ȃ�����K���ɏ����Ƃ��Ƃ������������邩��
���ł��M�����Ȃ�
�z�[�U���̍L�������̂������������̂́A
�R�e�g�p�҂�n���ɂ��Ă��銴�������邩�炶�ᖳ���H
�R�e�g���Ȃ�ăp�[�g�̂�������X�Z�\�҂�����
������Ə����Ă�����Ȃ�����I�Ƃ�
�R�e�̃J�^���O����Ȃ�Ď��ނ̐l�Ԃ��̔��X�̓X��������
�Z�p�̂��ƂȂ�ĉ���Ȃ�����K���ɏ����Ƃ��Ƃ������������邩��
855 �F774���b�g���d�������F2014/05/05(��) 15:25:50.21 ID:hc8X1KGG
�u�����̐��i������Ȃ�Ĕn������v�Ǝv���Ă���̂ł�
856 �F774���b�g���d�������F2014/05/05(��) 16:27:53.06 ID:ubN74LrY
Weller������
http://www.gesco.co.jp/weller/ac-c-01.html
>�M�����̗ǂ��\���́A��r�I�Ⴂ���x�Ŋ��ɂ߂��ɁE�E�E
http://www.gesco.co.jp/weller/ac-c-01.html
>�M�����̗ǂ��\���́A��r�I�Ⴂ���x�Ŋ��ɂ߂��ɁE�E�E
857 �F774���b�g���d�������F2014/05/05(��) 17:04:35.62 ID:jxkwDoUQ
�������ȕt���Ă�͖̂��\�ȃL�`�K�C�Ȃ��瑊�肷�鉿�l�Ȃ��B
858 �F774���b�g���d�������F2014/05/05(��) 17:12:22.44 ID:ubN74LrY
�n�b�R�[�����ȁB�Ȃ�ƃI���g���Ă�����B
http://ec.hakko.com/goodsdetail.php?goodsid=029486
>�q�[�^�[�o�͂�65W�ɂ��邱�Ƃɂ��M�������D��Ă��܂��B
http://ec.hakko.com/goodsdetail.php?goodsid=029486
>�q�[�^�[�o�͂�65W�ɂ��邱�Ƃɂ��M�������D��Ă��܂��B
859 �F774���b�g���d�������F2014/05/05(��) 18:11:50.12 ID:dJ8KPCRE
860 �F774���b�g���d�������F2014/05/05(��) 20:48:52.13 ID:efCqQpfq
�M�������ĕϊ������łȂ��Ďg�p�����Ȃ�ˁH
861 �F774���b�g���d�������F2014/05/05(��) 21:08:39.87 ID:eNZEFLP4
��������[���@�M�����ƕ\�����ĂđS�R���Ȃ�����
862 �F774���b�g���d�������F2014/05/05(��) 21:10:35.77 ID:eNZEFLP4
���Ȃ݂ɉp���Wikipedia�̍��ڌ���Ƣ�]���܂��͓]����̌������Ƃ�
863 �F774���b�g���d�������F2014/05/05(��) 21:12:20.65 ID:xOwZa8M9
�c�ƕ���I�ɂ͖��Ȃ��Ă��A
�Z�p�҂��Ă͍̂ו��ɂ܂ł��������̂���˂��̂�H
�Z�p�҂��Ă͍̂ו��ɂ܂ł��������̂���˂��̂�H
864 �F774���b�g���d�������F2014/05/05(��) 21:28:02.73 ID:xOwZa8M9
>861��862
���̓]���̌������Ƃ��ā@�t�Ɍ����̈������Ă����̂͂ǂ����������Ȃ́H
��������搂��Ă��邻�̐��i�Q�́A(�Q�b�Ƃ��Ȃ�Ƃ�����)�W���i�́A
���̃t�[���X�L���b�v�݂����ȁA(���ĂȂ��܂������)�~���`�Ȃ��
�`�B���ɂ����`��̍ł�����̂Ȃ̂ł́E�E�E�i�O�ցO�G�j
���Ďv��˂��̂�H�@���������͖̂�肶��Ȃ��̂��H�i�E�ցE�G�j
���̓]���̌������Ƃ��ā@�t�Ɍ����̈������Ă����̂͂ǂ����������Ȃ́H
��������搂��Ă��邻�̐��i�Q�́A(�Q�b�Ƃ��Ȃ�Ƃ�����)�W���i�́A
���̃t�[���X�L���b�v�݂����ȁA(���ĂȂ��܂������)�~���`�Ȃ��
�`�B���ɂ����`��̍ł�����̂Ȃ̂ł́E�E�E�i�O�ցO�G�j
���Ďv��˂��̂�H�@���������͖̂�肶��Ȃ��̂��H�i�E�ցE�G�j
865 �F774���b�g���d�������F2014/05/05(��) 21:37:39.83 ID:ubN74LrY
�f���I���@��
http://www.logic-d.net/shopping/?cat_lvl0=8&cat_lvl1=20000003&cat_lvl2=98&cat_lvl3=193
> 2�ʃ��b�L�d�l�@���t���[�n���_�M�����t�o
http://www.logic-d.net/shopping/?cat_lvl0=8&cat_lvl1=20000003&cat_lvl2=98&cat_lvl3=193
> 2�ʃ��b�L�d�l�@���t���[�n���_�M�����t�o
866 �F774���b�g���d�������F2014/05/05(��) 21:41:35.60 ID:8QJKaGXM
>>858
�ŁA�n�b�R�[��z�[�U���̂ǂꂪ1�ԔM�������ǂ��̂ł����H
�ŁA�n�b�R�[��z�[�U���̂ǂꂪ1�ԔM�������ǂ��̂ł����H
867 �F774���b�g���d�������F2014/05/05(��) 21:45:08.38 ID:C4pTFhKh
�~���`�͐�[�ƑΏۂ̊Ԃ̔M�`�����ǂ��Ȃ��Ɣ����Ă����̂ł���
�n�b�R�[��T12-B�����͎g����~���R�e�悾�Ǝv���Ă��܂��B
T12-BC2�������Ă���̂ł����A�Z���T�[�Ɛ�[�̊Ԃɍג���������
���邹�����A�M�e�ʂ̑傫���p�^�[���̔��c�t���Ŏコ�������܂��B
�Ƃ���œ`�B�̂��₷���̓R�e��ƑΏۂ̐ڐG�ʐςɈˑ�����Ǝv��
�܂����A��[�ɗn�����͂����Ă����Ԃł���A�~���^��
�ׂ߂�C�^�Ƃ̍��͏������Ȃ�܂����? �͂̔M�`�������ǂ��Ȃ�
���Ƃ͍��������Ȃ��Ƃ����Ȃ���������܂��B
�n�b�R�[��T12-B�����͎g����~���R�e�悾�Ǝv���Ă��܂��B
T12-BC2�������Ă���̂ł����A�Z���T�[�Ɛ�[�̊Ԃɍג���������
���邹�����A�M�e�ʂ̑傫���p�^�[���̔��c�t���Ŏコ�������܂��B
�Ƃ���œ`�B�̂��₷���̓R�e��ƑΏۂ̐ڐG�ʐςɈˑ�����Ǝv��
�܂����A��[�ɗn�����͂����Ă����Ԃł���A�~���^��
�ׂ߂�C�^�Ƃ̍��͏������Ȃ�܂����? �͂̔M�`�������ǂ��Ȃ�
���Ƃ͍��������Ȃ��Ƃ����Ȃ���������܂��B
868 �F774���b�g���d�������F2014/05/05(��) 21:50:59.06 ID:k8vOKfs/
���ނ̉��M���l�����Ȃ���Ύ����悤�Ȃ����ˁB
869 �F774���b�g���d�������F2014/05/05(��) 22:51:57.95 ID:vxGH2Lqj
0.6mm�͈ӊO�ƈ�������KR-19RMA 0.65mm 100g���Ă��܂���
���z��100�~������������A���~�b�g��I�Ԃ�
0.3mm�͌��ǔ��킸
0.3mm�̏�����SN100C�����Ȃ������B���H��ꂪ���Ȃ���搂��Ă邯��
SnPb�Ɣ�ׂ�Ƃǂ̂��炢�Ⴄ�̂��낤���E�E�E�X�y���A��Web�y�[�W�ɂ�
���̖����n���_�Ƃ̔�r�����ڂ��Ă��Ȃ��E�E�E
>>803
0.3mm���~�����Ǝv���̂̓`�b�v��R��`�b�v�R���Ȃǂ�t����Ƃ�����
UEW�z���̏ꍇ�͒��ڃn���_���������邱�Ƃ��܂��Ȃ�����0.6mm��
����܂�
>>851
D�������Ǝv�����BC���ėp�I�Ɏg����
���z��100�~������������A���~�b�g��I�Ԃ�
0.3mm�͌��ǔ��킸
0.3mm�̏�����SN100C�����Ȃ������B���H��ꂪ���Ȃ���搂��Ă邯��
SnPb�Ɣ�ׂ�Ƃǂ̂��炢�Ⴄ�̂��낤���E�E�E�X�y���A��Web�y�[�W�ɂ�
���̖����n���_�Ƃ̔�r�����ڂ��Ă��Ȃ��E�E�E
>>803
0.3mm���~�����Ǝv���̂̓`�b�v��R��`�b�v�R���Ȃǂ�t����Ƃ�����
UEW�z���̏ꍇ�͒��ڃn���_���������邱�Ƃ��܂��Ȃ�����0.6mm��
����܂�
>>851
D�������Ǝv�����BC���ėp�I�Ɏg����
870 �F774���b�g���d�������F2014/05/05(��) 23:03:48.29 ID:eNZEFLP4
����`�b�v��
�f�m����SC-7000Z�����������Â��ɂ����Ƃ�
�f�m����SC-7000Z�����������Â��ɂ����Ƃ�
871 �F774���b�g���d�������F2014/05/05(��) 23:26:34.61 ID:k8vOKfs/
>>869
> 0.3mm�̏�����SN100C�����Ȃ������B���H��ꂪ���Ȃ���搂��Ă邯��
> SnPb�Ɣ�ׂ�Ƃǂ̂��炢�Ⴄ�̂��낤���E�E�E�X�y���A��Web�y�[�W�ɂ�
> ���̖����n���_�Ƃ̔�r�����ڂ��Ă��Ȃ��E�E�E
��������Ȃ玎���Ηǂ������B
���̈�ۂ���0.3�͎g���ĂȂ����Z�_���߂�����0.8�ȏ�̑��߂̃^�C�v�͂͂����茾���Ďg���ɂ����B
�d�オ��͏�肭�g����ƌ����ėǂ������B�t���b�N�X�͏ł��ɂ�����Ȃ��Ă������Y��B
�L���ƍ�����Ƒ���B040�t���b�N�X�͌��ʂ��Ⴂ�̂�030��031���g���₷���B
�t���b�N�X�̐��\�Ƃ��Ă�KR19�ɑS���y�Ȃ��B
> >>851
> D�������Ǝv�����BC���ėp�I�Ɏg����
D����������������B
C��D�̔ėp���͍������D�݂͐l���ꂼ�ꂾ�낤�ȁB
> 0.3mm�̏�����SN100C�����Ȃ������B���H��ꂪ���Ȃ���搂��Ă邯��
> SnPb�Ɣ�ׂ�Ƃǂ̂��炢�Ⴄ�̂��낤���E�E�E�X�y���A��Web�y�[�W�ɂ�
> ���̖����n���_�Ƃ̔�r�����ڂ��Ă��Ȃ��E�E�E
��������Ȃ玎���Ηǂ������B
���̈�ۂ���0.3�͎g���ĂȂ����Z�_���߂�����0.8�ȏ�̑��߂̃^�C�v�͂͂����茾���Ďg���ɂ����B
�d�オ��͏�肭�g����ƌ����ėǂ������B�t���b�N�X�͏ł��ɂ�����Ȃ��Ă������Y��B
�L���ƍ�����Ƒ���B040�t���b�N�X�͌��ʂ��Ⴂ�̂�030��031���g���₷���B
�t���b�N�X�̐��\�Ƃ��Ă�KR19�ɑS���y�Ȃ��B
> >>851
> D�������Ǝv�����BC���ėp�I�Ɏg����
D����������������B
C��D�̔ėp���͍������D�݂͐l���ꂼ�ꂾ�낤�ȁB
872 �F774���b�g���d�������F2014/05/06(��) 01:38:20.55 ID:jVIHR2EM
>>871
���������ǁA�l�œ��H���̋����������̂͌��\��ς̂悤��
������SnPb���g���Ă���̂��A���H��ꂪ���Ȃ��Ƃ����̂��ł��傫��
�L�b�g��g�ݏグ�邾���Ƃ��Ȃ�PbFree�ł��������ǁA�t���O�������Ă�����
�p�^�[���������Ȃ����Ƃ������ɂȂ�Ȃ����@���Ƃ́A���x����
SnPb�Ƃ̍����͔�������͂�
D�Ȃ瑾�߂ł�QFP 0.5mm�Ƃ���t��������
�̂�C���������ǁA�ŋ߂�D�ɂȂ���
���������ǁA�l�œ��H���̋����������̂͌��\��ς̂悤��
������SnPb���g���Ă���̂��A���H��ꂪ���Ȃ��Ƃ����̂��ł��傫��
�L�b�g��g�ݏグ�邾���Ƃ��Ȃ�PbFree�ł��������ǁA�t���O�������Ă�����
�p�^�[���������Ȃ����Ƃ������ɂȂ�Ȃ����@���Ƃ́A���x����
SnPb�Ƃ̍����͔�������͂�
D�Ȃ瑾�߂ł�QFP 0.5mm�Ƃ���t��������
�̂�C���������ǁA�ŋ߂�D�ɂȂ���
873 �F774���b�g���d�������F2014/05/06(��) 03:39:48.56 ID:DKse+hLy
>>871
�t���b�N�X���ł�����đ����w�^����@�Ă�����ꏊ�ł킸���ɕϐF������x�ɗ}����ׂ�
���ƃt���b�N�X�͖����ł���Ȃ��ƃL�^�i�C�����
����͂ǂ��������Ƃ͂̑g���ƍ�Ǝ҂̘r�A�H��̑I���A���[�N�̏�Ԏ���
(�Ⴆ��Pb�t���[�Ō��o�Ȃ������́H)
�����̊F����͂͂߂������[�h�̗\���͂Ă邩��
>>872
�������H����̂͂킩��ǁA�`�b�v�σZ����`�b�v��R�̓d�ɂ͂킩���
������������Ă�w�^���A�Ƃ��ǂ��d�ɂȂ��Ȃ������đ���
�F���o�g�Ȃ̂�D�h�����ǁA����C��Z��BC�̕����X���[�z�[���ɂ͌����Ă�
�t���b�N�X���ł�����đ����w�^����@�Ă�����ꏊ�ł킸���ɕϐF������x�ɗ}����ׂ�
���ƃt���b�N�X�͖����ł���Ȃ��ƃL�^�i�C�����
����͂ǂ��������Ƃ͂̑g���ƍ�Ǝ҂̘r�A�H��̑I���A���[�N�̏�Ԏ���
(�Ⴆ��Pb�t���[�Ō��o�Ȃ������́H)
�����̊F����͂͂߂������[�h�̗\���͂Ă邩��
>>872
�������H����̂͂킩��ǁA�`�b�v�σZ����`�b�v��R�̓d�ɂ͂킩���
������������Ă�w�^���A�Ƃ��ǂ��d�ɂȂ��Ȃ������đ���
�F���o�g�Ȃ̂�D�h�����ǁA����C��Z��BC�̕����X���[�z�[���ɂ͌����Ă�
874 �F774���b�g���d�������F2014/05/06(��) 06:02:53.74 ID:vsgVj9F7
B�͔M�̔M�`�����������ǁA����ȏ�ɔ��c�����Đ�̗����ɉ��̂�
����Ȃ�ȁBC�̓J�b�g�����ʂɂ������c���t���Ȃ��̂Ŏg���₷���B
D�͎g�������ƂȂ����ǔ��c�������ɉ�肻���ȋC�����āB
����Ȃ�ȁBC�̓J�b�g�����ʂɂ������c���t���Ȃ��̂Ŏg���₷���B
D�͎g�������ƂȂ����ǔ��c�������ɉ�肻���ȋC�����āB
875 �F774���b�g���d�������F2014/05/06(��) 06:30:36.87 ID:UxeZsD8P
>>866
�R�e���̂����u�M�����v�͔M�̓`���₷���̋C���݂����ȕ�������
��r������v������o���镨���ᖳ����
CM�́u���Q�̉����v�Ɓu�s���o���v�Ƃǂ����������������Ă�悤�ȃ����Ŗ����Șb
�R�e���̂����u�M�����v�͔M�̓`���₷���̋C���݂����ȕ�������
��r������v������o���镨���ᖳ����
CM�́u���Q�̉����v�Ɓu�s���o���v�Ƃǂ����������������Ă�悤�ȃ����Ŗ����Șb
876 �F774���b�g���d�������F2014/05/06(��) 07:00:25.44 ID:L2uEnIRz
�ꕔ�ɓ��{�ꂪ�ʂ��Ȃ��ςȂ̂�����ȂƎv���Ă�����
�Ȃ�ƉF���l�܂œo�ꂩ��B
���̃X���͐����ȁB
�Ȃ�ƉF���l�܂œo�ꂩ��B
���̃X���͐����ȁB
877 �F774���b�g���d�������F2014/05/06(��) 08:26:39.43 ID:JP5b82hj
878 �F774���b�g���d�������F2014/05/06(��) 08:55:55.10 ID:kLCFb5yx
��ׂ�JIS�Ɉ����łĂ���
879 �F774���b�g���d�������F2014/05/06(��) 09:21:54.91 ID:DKse+hLy
>>876
���{�ɂ����P�b�g��q���AISS���i������Ă��Ђ������āA���̉�Г��ł�
�����Ɍg���l��F���̐l��ƌĂ肷��킯�@SF���Ǝv���́H
>>877
��߂ĂȂ���H�@������S�~�����ĉ�Вׂ��͎̂��R
���{�ɂ����P�b�g��q���AISS���i������Ă��Ђ������āA���̉�Г��ł�
�����Ɍg���l��F���̐l��ƌĂ肷��킯�@SF���Ǝv���́H
>>877
��߂ĂȂ���H�@������S�~�����ĉ�Вׂ��͎̂��R
880 �F774���b�g���d�������F2014/05/06(��) 09:32:06.92 ID:UxeZsD8P
>>877
841�������悤�Ɂu�M�����v�ƌ����Ă��F�X����̂���
�{���̔M�͂̔M�����F�H�w�̐��E�ŔM�����ƌ����Βʏ킱����w�����������L����
JIS S����Ō����M�����F�����M�ɐ�߂�L���M�̊����A�ܘ_�M�`���x��M��R�̂��Ƃł͖���
�R�e���̌����M�����F�������n�M�����Ƃ������M����肭�`�������ȋC����������
�R�e���͔M�͂�`�M���S������Ȃ��̂ŁA
JIS S ����Ō����M�����͂���ȕ��ł͖����낤���Ɩϑz���Č��߂Ă���炵��
841�������悤�Ɂu�M�����v�ƌ����Ă��F�X����̂���
�{���̔M�͂̔M�����F�H�w�̐��E�ŔM�����ƌ����Βʏ킱����w�����������L����
JIS S����Ō����M�����F�����M�ɐ�߂�L���M�̊����A�ܘ_�M�`���x��M��R�̂��Ƃł͖���
�R�e���̌����M�����F�������n�M�����Ƃ������M����肭�`�������ȋC����������
�R�e���͔M�͂�`�M���S������Ȃ��̂ŁA
JIS S ����Ō����M�����͂���ȕ��ł͖����낤���Ɩϑz���Č��߂Ă���炵��
881 �F774���b�g���d�������F2014/05/06(��) 10:13:20.45 ID:hXbUHDAU
������`�M�����h��
���C�y�M�����h�̓��{�ɂ����镪�z������
10���l�F�P���X��X�S�X�\���l���炢���낤���ǂȁB
1200�l��1�l���炢�B
���C�y�M�����h�̓��{�ɂ����镪�z������
10���l�F�P���X��X�S�X�\���l���炢���낤���ǂȁB
1200�l��1�l���炢�B
882 �F774���b�g���d�������F2014/05/06(��) 10:31:37.00 ID:7FpEMj/X
���̃X���H����
883 �F774���b�g���d�������F2014/05/06(��) 10:34:38.32 ID:UxeZsD8P
>>881
�m���ɏΊw���̔䗦�̌v�Z���o���Ȃ��ŔM�����������o����l�Ԃ͋��Ȃ����낤��
�m���ɏΊw���̔䗦�̌v�Z���o���Ȃ��ŔM�����������o����l�Ԃ͋��Ȃ����낤��
884 �F774���b�g���d�������F2014/05/06(��) 11:24:27.33 ID:alfOlNaH
�b���Ԃ������Đ\���Ȃ����A���������F����OK?
1. �q�[�^�[�̉��x�ʼn��x�������Ă���^�C�v�ŁA�q�[�^�[�ƃr�b�g�Ԃ̔M�`�����������ƁA�����ݒ�ɂȂ肪��
2. ��[�̍�ƃ|�C���g�܂łɍג����Ƃ��낪����悤�ȃr�b�g�`�ƁA�����ݒ�ɂȂ肪��
�M�e�ʂ̑傫���p�^�[���ւ̕��i�̂͂t���������X�}�[�g����Ȃ��Ǝv���Ă�B
�X���[�z�[���ɂ͏オ���Ă��Ȃ����A�T�[�}���J�b�g�������Ă��Ă��x�^�p�^�[���ɂȂ���ʎ����i�̃p�b�h�͓�V����B
������ƍ����ݒ�ɂ��Ă��邯��ǁA���������̂��Ďד��ȋC������B
���C���ō�Ƃ����Ă���l�́A���x�ݒ���Ǘ�����ĂĎ����ł͘M��Ȃ��悤�ɂȂ��Ă���?
�ǂ�����Ă�낤�B
1. �q�[�^�[�̉��x�ʼn��x�������Ă���^�C�v�ŁA�q�[�^�[�ƃr�b�g�Ԃ̔M�`�����������ƁA�����ݒ�ɂȂ肪��
2. ��[�̍�ƃ|�C���g�܂łɍג����Ƃ��낪����悤�ȃr�b�g�`�ƁA�����ݒ�ɂȂ肪��
�M�e�ʂ̑傫���p�^�[���ւ̕��i�̂͂t���������X�}�[�g����Ȃ��Ǝv���Ă�B
�X���[�z�[���ɂ͏オ���Ă��Ȃ����A�T�[�}���J�b�g�������Ă��Ă��x�^�p�^�[���ɂȂ���ʎ����i�̃p�b�h�͓�V����B
������ƍ����ݒ�ɂ��Ă��邯��ǁA���������̂��Ďד��ȋC������B
���C���ō�Ƃ����Ă���l�́A���x�ݒ���Ǘ�����ĂĎ����ł͘M��Ȃ��悤�ɂȂ��Ă���?
�ǂ�����Ă�낤�B
885 �F774���b�g���d�������F2014/05/06(��) 12:24:43.48 ID:UxeZsD8P
>>884
> 1. �q�[�^�[�̉��x�ʼn��x�������Ă���^�C�v�ŁA�q�[�^�[�ƃr�b�g�Ԃ̔M�`�����������ƁA�����ݒ�ɂȂ肪��
�M�`�����͒��ڂ͊W�Ȃ��B�q�[�^�[�ƃr�b�g�Ԃ͔M��R�B�M��R�����B
�����ݒ�ɂȂ肪���ł͖����č����ݒ�ɂ���������
> 2. ��[�̍�ƃ|�C���g�܂łɍג����Ƃ��낪����悤�ȃr�b�g�`�ƁA�����ݒ�ɂȂ肪��
����͏�L�̔M��R���傫���ƌ������Ƃ����灛�A�����������
�M�e�ʂ��傫���p�^�[�����ƒ~�M�ʂ����ɂȂ�
> 1. �q�[�^�[�̉��x�ʼn��x�������Ă���^�C�v�ŁA�q�[�^�[�ƃr�b�g�Ԃ̔M�`�����������ƁA�����ݒ�ɂȂ肪��
�M�`�����͒��ڂ͊W�Ȃ��B�q�[�^�[�ƃr�b�g�Ԃ͔M��R�B�M��R�����B
�����ݒ�ɂȂ肪���ł͖����č����ݒ�ɂ���������
> 2. ��[�̍�ƃ|�C���g�܂łɍג����Ƃ��낪����悤�ȃr�b�g�`�ƁA�����ݒ�ɂȂ肪��
����͏�L�̔M��R���傫���ƌ������Ƃ����灛�A�����������
�M�e�ʂ��傫���p�^�[�����ƒ~�M�ʂ����ɂȂ�
886 �F774���b�g���d�������F2014/05/06(��) 12:43:29.32 ID:dvl2voND
>>873
���ۂ̃n���_�t���ŏł����킯����Ȃ���B
�V�����n���_�����Ɠ����̊���ʼn��x�ς��ĂĐF�X�e�X�g���邩�炻�̎��̈�ۂ���B
�g���킩�邪SN100C�Ŏ��ۂɃt���b�N�X�ł��鉷�x�Ńn���_�t��������p�^�[��������邵w
���ۂ̃n���_�t���ŏł����킯����Ȃ���B
�V�����n���_�����Ɠ����̊���ʼn��x�ς��ĂĐF�X�e�X�g���邩�炻�̎��̈�ۂ���B
�g���킩�邪SN100C�Ŏ��ۂɃt���b�N�X�ł��鉷�x�Ńn���_�t��������p�^�[��������邵w
887 �F774���b�g���d�������F2014/05/06(��) 13:18:35.02 ID:alfOlNaH
>>885
���肪�Ƃ��������܂��B���������A�M��R�ł����B�M�`�����������Ă��A
�M���b�v��������������A�ڐG�ʐς��傫���Ȃ�ΔM��R�͂�������̂ˁB
C�^�Ɍ��炸�AB�ł�D�ł������ƒZ���̂�����Ă��ꂽ��Ȃ��B
�ג���������A��[�͊ۂ������ɑS�̂Ƃ��Đ���Ă�����̂��肪�����̂��s�����ȁB
���肪�Ƃ��������܂��B���������A�M��R�ł����B�M�`�����������Ă��A
�M���b�v��������������A�ڐG�ʐς��傫���Ȃ�ΔM��R�͂�������̂ˁB
C�^�Ɍ��炸�AB�ł�D�ł������ƒZ���̂�����Ă��ꂽ��Ȃ��B
�ג���������A��[�͊ۂ������ɑS�̂Ƃ��Đ���Ă�����̂��肪�����̂��s�����ȁB
888 �F774���b�g���d�������F2014/05/06(��) 13:22:58.23 ID:aa3SbIGW
���O��ׂ������C�ɂ�����
�n�Q�邼
�n�Q�邼
889 �F774���b�g���d�������F2014/05/06(��) 13:30:21.89 ID:1twDAR5D
�݂Ȃ���u��������ȏ㌸��Ȃ�����S�z�Ȃ��v
890 �F774���b�g���d�������F2014/05/06(��) 13:36:33.84 ID:xIjJ8Es2
�@�@(�@�܁@)
�@�@�@l | /
�@�@�Y�܁R
���i#�e�t�e�j�@�N���Â�˂�I�I
�@/�@�@�@Ɂ�
�@���\-�i |l|
�@�@�@ ���m�n�� -=3
�@�@�@l | /
�@�@�Y�܁R
���i#�e�t�e�j�@�N���Â�˂�I�I
�@/�@�@�@Ɂ�
�@���\-�i |l|
�@�@�@ ���m�n�� -=3
891 �F774���b�g���d�������F2014/05/06(��) 15:27:50.84 ID:hXL8l/v8
>>885
���[�N�ɐݒ肵�������x��艷���@��Őݒ肷�鉷�x�������A���Ęb�Ȃ�P�ɍZ���A�����s�ǂȂ����B
���[�N�ɐݒ肵�������x��艷���@��Őݒ肷�鉷�x�������A���Ęb�Ȃ�P�ɍZ���A�����s�ǂȂ����B
892 �F774���b�g���d�������F2014/05/06(��) 15:59:14.57 ID:alfOlNaH
>>891
��������Ȃ��B�ȉ��p��ɊԈႢ����������w�E���Ăق�������ǁA��|�͂킩���Ă��炦��Ǝv���B
�q�[�^�[�̉��x�ʼn��x�������Ă���^�C�v���O��̘b�Ȃ���
���[�N�̉��x�́A���[�N�̔M�e��(�Ƃ�����胏�[�N����̕��M����)�ƁA���[�N-�q�[�^�[�Ԃ̔M��R�ƁA�q�[�^�[���x�Ō��܂�킯��
���[�N�̔M�e�ʂ��ς��Ȃ�Z���A�����łȂ�Ƃ��Ȃ�b����Ȃ���ˁB
�����������̂������c�t�����Ȃ��Ȃ炻�̃��[�N�����Ă�������ԂōZ����������̂�������Ȃ�����ǁA
����ł��M��R�������Ƃ��́A���[�N�Ƃ̐ڐG�_�̉��x���A�q�[�^�[���x���������邱�ƂɂȂ邵�A
���[�N�����Ă����Ă��Ȃ��Ƃ��́A���ʂƂ��ăr�b�g���x�͍����Ȃ��Ă��܂��ˁA�ƌ����b�B
��������Ȃ��B�ȉ��p��ɊԈႢ����������w�E���Ăق�������ǁA��|�͂킩���Ă��炦��Ǝv���B
�q�[�^�[�̉��x�ʼn��x�������Ă���^�C�v���O��̘b�Ȃ���
���[�N�̉��x�́A���[�N�̔M�e��(�Ƃ�����胏�[�N����̕��M����)�ƁA���[�N-�q�[�^�[�Ԃ̔M��R�ƁA�q�[�^�[���x�Ō��܂�킯��
���[�N�̔M�e�ʂ��ς��Ȃ�Z���A�����łȂ�Ƃ��Ȃ�b����Ȃ���ˁB
�����������̂������c�t�����Ȃ��Ȃ炻�̃��[�N�����Ă�������ԂōZ����������̂�������Ȃ�����ǁA
����ł��M��R�������Ƃ��́A���[�N�Ƃ̐ڐG�_�̉��x���A�q�[�^�[���x���������邱�ƂɂȂ邵�A
���[�N�����Ă����Ă��Ȃ��Ƃ��́A���ʂƂ��ăr�b�g���x�͍����Ȃ��Ă��܂��ˁA�ƌ����b�B
893 �F774���b�g���d�������F2014/05/06(��) 17:14:01.26 ID:ahc8dGkY
>>831�̗l�Ȕn���̌������Ƃ�������s�˂�����Ƃ���őS�����Ӗ��B
�����ăL�`�K�C���ϑz�Ŗ\��Ă��邾���Ȃ���B
�M�����őS����肠��܂���B
�����ăL�`�K�C���ϑz�Ŗ\��Ă��邾���Ȃ���B
�M�����őS����肠��܂���B
894 �F774���b�g���d�������F2014/05/06(��) 20:17:28.56 ID:tz3ZtpU4
�w�M�e�ʁx���Ă̂��A�����܂��Ɏg���Ă���
�M��R���Ⴂ = �M�e�ʂ����� �݂�����
�M��R���Ⴂ = �M�e�ʂ����� �݂�����
895 �F774���b�g���d�������F2014/05/06(��) 20:17:55.59 ID:tz3ZtpU4
�����A�M��R���Ⴂ = �M�e�ʂ��傫�� �݂�����
896 �F774���b�g���d�������F2014/05/06(��) 20:40:09.12 ID:f+zlLhh9
�Ⴄ�Ǝv����
897 �F774���b�g���d�������F2014/05/06(��) 20:41:48.16 ID:R3SsN37p
898 �F774���b�g���d�������F2014/05/06(��) 21:10:10.64 ID:xIjJ8Es2
����ȂɔM��R���C�ɂȂ�Ȃ�A�q�[�g�p�C�v�������悤���i�O���O�j
899 �F774���b�g���d�������F2014/05/06(��) 21:13:59.01 ID:alfOlNaH
���[�N�̉��x�㏸�͋�C�ւ̕��U���Ƃ��Ȃ��킯�ŁA�M��R�ŕ\�����������ǂ��������B
���[�N�̉��x�́A�����͂��Ă̍Z���A�����ōςޘb����Ȃ��A�Ƃ����̂�OK?
���[�N�̉��x�́A�����͂��Ă̍Z���A�����ōςޘb����Ȃ��A�Ƃ����̂�OK?
900 �F774���b�g���d�������F2014/05/06(��) 22:09:55.21 ID:UxeZsD8P
>>892
>>899
���Ȃ��̍l�����ō����Ă܂���
�قږ����ׂ̏�Ԃł͒���Ԃł���ƍl�����
�M���͋ɏ��Ȃ̂Ńq�[�^�[�̉��x�Ƃ��Đ�̉��x�͂قړ����ł�
���ׂ��傫���i�p�^�[�����L���A���[�N���ł����j��Ԃł͒���Ԃɂ�
�Ȃ��Ȃ��B���Ȃ������m��܂���
�������Ƃ��Ă��A�q�[�^�[�Ƃ��Đ�Ԃ̔M��R����
���Đ悩�烏�[�N�ւ̔M��R�̂ق����傫���l�Ȃ��Ƃ��l�����
���Đ�ƃ��[�N�Ԃ̏�Ԃɒ��ӂ�Ȃ��ƃ��[�N�̉��x��
�傫���ς�邱�Ƃ��l�����܂�
�ܘ_���[�N�̔M��R���ς����[�N�̉��x�͕ς��܂�
����ĂȂ��Ȃ��Č����̂��錋�ʂ������Ȃ������m��܂���
�����ȕ��ׁi���[�N���������p�^�[�����ׂ��j�ꍇ�͂���قǔM�����傫���Ȃ�Ȃ�
����Ԃɂ����B����Ǝv���܂��̂ŁA
���̏�ԂōZ������Δ�r�I�Č������m�ۏo���邩�Ǝv���܂�
>>899
���Ȃ��̍l�����ō����Ă܂���
�قږ����ׂ̏�Ԃł͒���Ԃł���ƍl�����
�M���͋ɏ��Ȃ̂Ńq�[�^�[�̉��x�Ƃ��Đ�̉��x�͂قړ����ł�
���ׂ��傫���i�p�^�[�����L���A���[�N���ł����j��Ԃł͒���Ԃɂ�
�Ȃ��Ȃ��B���Ȃ������m��܂���
�������Ƃ��Ă��A�q�[�^�[�Ƃ��Đ�Ԃ̔M��R����
���Đ悩�烏�[�N�ւ̔M��R�̂ق����傫���l�Ȃ��Ƃ��l�����
���Đ�ƃ��[�N�Ԃ̏�Ԃɒ��ӂ�Ȃ��ƃ��[�N�̉��x��
�傫���ς�邱�Ƃ��l�����܂�
�ܘ_���[�N�̔M��R���ς����[�N�̉��x�͕ς��܂�
����ĂȂ��Ȃ��Č����̂��錋�ʂ������Ȃ������m��܂���
�����ȕ��ׁi���[�N���������p�^�[�����ׂ��j�ꍇ�͂���قǔM�����傫���Ȃ�Ȃ�
����Ԃɂ����B����Ǝv���܂��̂ŁA
���̏�ԂōZ������Δ�r�I�Č������m�ۏo���邩�Ǝv���܂�
901 �F774���b�g���d�������F2014/05/06(��) 23:39:18.09 ID:243RJjuE
�����ɋ����i�g���E������Č��悤��
�g�������s������唚�����������ǔM��R�͒Ⴂ�����Ă���
�g�������s������唚�����������ǔM��R�͒Ⴂ�����Ă���
902 �F774���b�g���d�������F2014/05/07(��) 00:06:48.81 ID:TwzG3hJT
�i�g���E���Ȃ�đS�R���߂���B
���Ԗ��߂�Ȃ��ł��߂Ă����B
���Ԗ��߂�Ȃ��ł��߂Ă����B
903 �F774���b�g���d�������F2014/05/07(��) 00:12:36.16 ID:VPBtnJKH
�i�g���E���F142 W·m-1·K-1
��F429 W·m-1·K-1
���F401 W·m-1·K-1
��̏����悳���������ˁI�I
��F429 W·m-1·K-1
���F401 W·m-1·K-1
��̏����悳���������ˁI�I
904 �F774���b�g���d�������F2014/05/07(��) 01:38:49.47 ID:czhh2/P6
����ǁA�݂��ǂǂ��ƁG�@��
905 �F774���b�g���d�������F2014/05/07(��) 14:12:14.68 ID:2OXc6VDE
�W�Ȃ��b�ł��܂Ȃ����A���X�Ō������� ���Ȃ��` ���ĂȂ�l�͉������ł����Ȃ����Ⴄ�H
906 �F774���b�g���d�������F2014/05/07(��) 16:31:53.52 ID:Mc9ZbVXw
�ǂ����̃R�s�y�𓊍e�����
���ɃR�[�h�Ƃ�������Ȋ����ɉ�����
���ɃR�[�h�Ƃ�������Ȋ����ɉ�����
907 �F774���b�g���d�������F2014/05/07(��) 16:40:57.26 ID:sHiRs6Md
goot��tip���t���b�T�ƃn�b�R�[�̃P�~�J���y�[�X�g���ē������́H
908 �F774���b�g���d�������F2014/05/07(��) 18:00:15.04 ID:5GZOChPl
�ǂ������ǂ������Y�ꂽ���ǁA
�Е��̓A�C�X�N���[���݂����Ȋ����ŁA
�����Е��͍��݂����Ȋ����B
�A�C�X�N���[���̕����_�炩���Ďg���₷���B
�Е��̓A�C�X�N���[���݂����Ȋ����ŁA
�����Е��͍��݂����Ȋ����B
�A�C�X�N���[���̕����_�炩���Ďg���₷���B
909 �F774���b�g���d�������F2014/05/09(��) 05:31:42.32 ID:/lf6fB7c
�������Ⴄ�@goot�̕������͂����g�p��Ɋ��S�ɐ��|����K�v������
910 �F774���b�g���d�������F2014/05/09(��) 07:33:22.92 ID:CS8B8CB0
>>906
�X���`�Ƀ��X�L��
�X���`�����ł͂Ȃ�Ȃ̂ŁA
goot��CXR-31�Ȃ�����R�e���Ă݂��B
������������Ȃ肾�Ǝv�������ӊO�ƈ���͍D���Ȋ���
�����ƃ_���Ȃ�ˁ`�A���̂��炢�אg���D���B
�����g���|���Ă݂����B
�X���`�Ƀ��X�L��
�X���`�����ł͂Ȃ�Ȃ̂ŁA
goot��CXR-31�Ȃ�����R�e���Ă݂��B
������������Ȃ肾�Ǝv�������ӊO�ƈ���͍D���Ȋ���
�����ƃ_���Ȃ�ˁ`�A���̂��炢�אg���D���B
�����g���|���Ă݂����B
911 �F774���b�g���d�������F2014/05/09(��) 12:38:49.63 ID:vg7dRSfI
>>910
����͉����̃R�e�ƃq�[�^�[�ȊO�̊�{�I�ȕ��i�͑S����������Ȃ�����
�v����ɍ������̕��i�����̂܂ܗ��p�����ǂ��������[
����͉����̃R�e�ƃq�[�^�[�ȊO�̊�{�I�ȕ��i�͑S����������Ȃ�����
�v����ɍ������̕��i�����̂܂ܗ��p�����ǂ��������[
912 �F774���b�g���d�������F2014/05/09(��) 22:17:27.86 ID:gGs1K/EV
>>910
�����̂���goot����g���Ă���͎̂g���₷���������ƍl���Ă��邩��B
HAKKO�̃v���X�g�Ȃ�č��������B
����Ȃ̎g�����ɂȂ�킯���Ȃ��B
�ǂ�����Ďg���Ƃ����̂��B
�]�݂�����ۂȂ̂��B
���ʂɍ����R�e��ׂɃS�~�d�l�ɂ��Ă���̂��B
�����̂���goot����g���Ă���͎̂g���₷���������ƍl���Ă��邩��B
HAKKO�̃v���X�g�Ȃ�č��������B
����Ȃ̎g�����ɂȂ�킯���Ȃ��B
�ǂ�����Ďg���Ƃ����̂��B
�]�݂�����ۂȂ̂��B
���ʂɍ����R�e��ׂɃS�~�d�l�ɂ��Ă���̂��B
913 �F774���b�g���d�������F2014/05/09(��) 22:56:09.13 ID:60yAHLVL
HAKKO��goot�̑��M�𗼕������Ă邪�A�悭�g���̂�HAKKO�v���X�g���ȁB
�g�����Ȃ��Ȃ����c������Ȃ�Ďv��Ȃ�������B
�g�����Ȃ��Ȃ����c������Ȃ�Ďv��Ȃ�������B
914 �F774���b�g���d�������F2014/05/10(�y) 00:12:30.30 ID:5TStH2/E
����͉��H�@�����g�����o���������TQ�Ȃ�ăS�~������
�~�[�̍���goot��������ł��Ȃ��Đ_�������Ă��Ȃ�
�~�[�̍���goot��������ł��Ȃ��Đ_�������Ă��Ȃ�
915 �F774���b�g���d�������F2014/05/10(�y) 01:18:30.47 ID:7L8DJkgW
���M�͖Y��ċA���Ă��������ċC���ŊO�Ŏg���Ă�B
�Ƃł̓X�e�[�V���������B
�Ƃł̓X�e�[�V���������B
916 �F774���b�g���d�������F2014/05/10(�y) 03:14:35.56 ID:5TStH2/E
���������g�̂Ȃ������͂���Ȃ�
917 �F774���b�g���d�������F2014/05/10(�y) 05:03:40.29 ID:klNGVYtU
���������̃L�`�K�C���������Ă�ȁB
�x�X�w�E�����Ƃ���A�v���X�g�̂��̃X�C�b�`�̔z�u�E�`��͂˂���B
�����₷���E�g���₷���Ȃ�Ċ��S��������B
���ƂȂ��K���ɃX�C�b�`�t�����炠���Ȃ����Ⴂ�܂����Ƃ����v�̕s�݁B
>>911�̎��͈���₷�����ƌ����̂ɁA�v���X�g������₷��
�Ȃ�čl���Ă���L�`�K�C�͂���ł����ƍl�����n����HAKKO�Ј���
�L�`�K�C�M�҂��炢�������݂��Ȃ�����B
�x�X�w�E�����Ƃ���A�v���X�g�̂��̃X�C�b�`�̔z�u�E�`��͂˂���B
�����₷���E�g���₷���Ȃ�Ċ��S��������B
���ƂȂ��K���ɃX�C�b�`�t�����炠���Ȃ����Ⴂ�܂����Ƃ����v�̕s�݁B
>>911�̎��͈���₷�����ƌ����̂ɁA�v���X�g������₷��
�Ȃ�čl���Ă���L�`�K�C�͂���ł����ƍl�����n����HAKKO�Ј���
�L�`�K�C�M�҂��炢�������݂��Ȃ�����B
918 �F774���b�g���d�������F2014/05/10(�y) 05:05:24.14 ID:klNGVYtU
919 �F774���b�g���d�������F2014/05/10(�y) 06:12:12.53 ID:CQqoHFyc
�v���X�g��980��940���ĉ����ς�����́H
920 �F774���b�g���d�������F2014/05/10(�y) 09:19:22.85 ID:5TStH2/E
�v���X�g��980-T-D�K�g�Ȃ̂�m��Ȃ��f�l�����낢�돑���Ă�Ȃ���
921 �F774���b�g���d�������F2014/05/10(�y) 10:00:00.74 ID:eI8SPp4t
�����Ă�܂܂��Ə��S�҂ɂ͎g�����ɂȂ�Ȃ����Ď��H
�f�l�������Ȃ�D�^�̂��Đ���ꏏ�ɔ����Ƃ��v���Ȃ�����ȂC�~�t
�f�l�������Ȃ�D�^�̂��Đ���ꏏ�ɔ����Ƃ��v���Ȃ�����ȂC�~�t
922 �F774���b�g���d�������F2014/05/10(�y) 10:07:02.23 ID:7L8DJkgW
���Đ�̘b���������Ȃ������當���f�����Ă݂��낤
923 �F774���b�g���d�������F2014/05/10(�y) 21:09:50.41 ID:klNGVYtU
�ŏ�����Ō�܂ŃO���b�v�̌`��̘b�������Ă��Ȃ��̂�
�S���W�Ȃ��R�e��̘b�Ƃ������o���Č떀�����Ă���L�`�K�C�B
�{���ɃL�`�K�C�͋��낵���B�L�`�K�C�͈�̐l��������Ȃ��B
�S���W�Ȃ��R�e��̘b�Ƃ������o���Č떀�����Ă���L�`�K�C�B
�{���ɃL�`�K�C�͋��낵���B�L�`�K�C�͈�̐l��������Ȃ��B
924 �F774���b�g���d�������F2014/05/10(�y) 21:17:37.90 ID:F89hAfvr
���x�͓��e���Y�����B
925 �F774���b�g���d�������F2014/05/11(��) 13:36:31.24 ID:Y37cxNfP
>1-924
���O��̌��͂����M���Ȃ�
���O��̌��͂����M���Ȃ�
926 �F774���b�g���d�������F2014/05/14(��) 18:01:16.40 ID:1eOIC/Ej
�}�O�l�V�E���ЁA�n���_�t���̉ΉԂ��R���ڂ������Č����Ă邯��
�Ӗ��킩��Ȃ�����
�Ӗ��킩��Ȃ�����
927 �F774���b�g���d�������F2014/05/14(��) 18:09:01.61 ID:T/BvyM6g
>>926
���d���̂͂��Ă��Ă������ȁB
���d���̂͂��Ă��Ă������ȁB
928 �F774���b�g���d�������F2014/05/14(��) 18:27:51.60 ID:6+Fx5HV+
���E�t���̉ΉԂ̊ԈႢ����Ȃ��낤��
929 �F774���b�g���d�������F2014/05/14(��) 22:52:12.72 ID:ybkuhPra
>>926
���[���ˁ[
�n���_�t���ʼnΉԂ��o����Ă̂͗��������ˁB
�d�q��p�̂��悻30W�ȉ��̔��c���ẴR�e�扷�x��250�`300�����x������
�u���b�N��ň��肵���}�O�l�V�E����ɒ��Ώo����Ƃ͓���l�����Ȃ��B
�������A��������Ŏ_�������}�O�l�V�E�����J�X�Ȃǂ��S�T�r������z�R��
���ƍ������Ă����ԂȂ�300���̃R�e��ƐڐG���Ĕ�����\���͍����B
�}�O�l�V�E��������������Ɠd�C�n�ڂ̂悤��1000���ȏ�̉ΉԂ��юU�炵
�Ȃ���R�Ă���̂Ŏ��͂̕��i�ɉ��Ă��Ղ��B
�܁A�\���̈�Ƃ��Ă̈ӌ������ǂˁB
���[���ˁ[
�n���_�t���ʼnΉԂ��o����Ă̂͗��������ˁB
�d�q��p�̂��悻30W�ȉ��̔��c���ẴR�e�扷�x��250�`300�����x������
�u���b�N��ň��肵���}�O�l�V�E����ɒ��Ώo����Ƃ͓���l�����Ȃ��B
�������A��������Ŏ_�������}�O�l�V�E�����J�X�Ȃǂ��S�T�r������z�R��
���ƍ������Ă����ԂȂ�300���̃R�e��ƐڐG���Ĕ�����\���͍����B
�}�O�l�V�E��������������Ɠd�C�n�ڂ̂悤��1000���ȏ�̉ΉԂ��юU�炵
�Ȃ���R�Ă���̂Ŏ��͂̕��i�ɉ��Ă��Ղ��B
�܁A�\���̈�Ƃ��Ă̈ӌ������ǂˁB
930 �F774���b�g���d�������F2014/05/14(��) 23:38:08.00 ID:2NdSMHMx
�}�O�l�V�E���̔��Γ_��473���Ȃ�
931 �F774���b�g���d�������F2014/05/15(��) 00:06:51.44 ID:sJIO4D0Y
���������͎̂_�f�Z�x���`��ɂ�����Ȃ��́H
�������ΉԂ̏ꍇ�͔��Γ_����Ȃ��Ĉ��Γ_��K�p�����łˁH
�܂��A�����ȃ}�O�l�V�E�������Ƃ�����̂�������A
�Ód�C�̉ΉԂ̔�悪���܂��܈ٕ��̈��Γ_�̍X�ɒႢ�����̗��ŁA
���̔����ȉ��S�V�R�������Ƃ������łˁH
�������ΉԂ̏ꍇ�͔��Γ_����Ȃ��Ĉ��Γ_��K�p�����łˁH
�܂��A�����ȃ}�O�l�V�E�������Ƃ�����̂�������A
�Ód�C�̉ΉԂ̔�悪���܂��܈ٕ��̈��Γ_�̍X�ɒႢ�����̗��ŁA
���̔����ȉ��S�V�R�������Ƃ������łˁH
932 �F774���b�g���d�������F2014/05/15(��) 00:32:28.34 ID:eEA2wqV4
�Ȃ��Ȃ�
933 �F774���b�g���d�������F2014/05/15(��) 01:03:35.05 ID:jQ46TCIa
�}�O�l�V�E��(����)�����H���Ă�H��Ȃ��畁�ʂɍl��������
���R���Ă�킯�ŁA�]���̃`�����{��������A���ꂩ��C���ɂ�Ő�
�����������ƕЕt���Ȃ������Ƃ������������낤���ǂˁB
���R���Ă�킯�ŁA�]���̃`�����{��������A���ꂩ��C���ɂ�Ő�
�����������ƕЕt���Ȃ������Ƃ������������낤���ǂˁB
934 �F774���b�g���d�������F2014/05/15(��) 07:18:09.79 ID:/InpmRW3
473���ƒf�����Ă�̂��E�\�L���B
931�������悤�Ɏ_�f�Z�x�ƌ`��ɂ�����ĕω����邵�A
�������C�ƈَ�ސڐG�ɂ���Ĕ��Ή��x�͒Ⴍ�Ȃ�ƍ��Z���w�ŋ���������ǂȁB
931�������悤�Ɏ_�f�Z�x�ƌ`��ɂ�����ĕω����邵�A
�������C�ƈَ�ސڐG�ɂ���Ĕ��Ή��x�͒Ⴍ�Ȃ�ƍ��Z���w�ŋ���������ǂȁB
935 �F774���b�g���d�������F2014/05/15(��) 07:57:39.85 ID:u6oAzOof
�����ł͂Ȃ����c���ĂȂ�500�x��˔j����Ǝv���܂���
936 �F774���b�g���d�������F2014/05/15(��) 08:38:20.41 ID:XI0JM4Dl
>>912
goot���ėႦ��Ȃ�d�l�ʂ�ɂ͏o���Ă�N�\�Q�[���ˁB
�v���I�ȉӏ��͖������Lj��肵���i���̒Ⴓ��������B
�����ɂł������Ă鏊�����͕]���ł���B
goot���ėႦ��Ȃ�d�l�ʂ�ɂ͏o���Ă�N�\�Q�[���ˁB
�v���I�ȉӏ��͖������Lj��肵���i���̒Ⴓ��������B
�����ɂł������Ă鏊�����͕]���ł���B
937 �F774���b�g���d�������F2014/05/15(��) 09:59:58.69 ID:epEA6wmA
�����������̊Ԃ́u�M�����v�̘b���Ăǂ��Ȃ�����
���̐l�̈ӌ�������������
>>893�݂����Ȃ̂����̐l�̑�\�������炭���݂��Ɍ����Ă��d���Ȃ���
���̐l�̈ӌ�������������
>>893�݂����Ȃ̂����̐l�̑�\�������炭���݂��Ɍ����Ă��d���Ȃ���
938 �F774���b�g���d�������F2014/05/16(��) 00:54:12.62 ID:hkht+f/Q
939 �F774���b�g���d�������F2014/05/16(��) 04:58:07.39 ID:XbygtAQX
���̃^�C�~���O�Ŏ����ł���Ƃ͎v���Ȃ�����ē�
NHK_GTV�ɂăm�Z���@�̃n���_�t���Ɋւ�����́B
�����炭�A�������e��5����A6����ɂ����������͂�
�Ƃ肠�����������ł͋C�Â��Ę^�悵���������������B
�܂��A���̃X���I�ɂ͓�����O�������Ă��Ƃ���
���ꂪ�S����ɕ��������l�^�ɂȂ������Ă��Ƃ�
NHK_GTV�ɂăm�Z���@�̃n���_�t���Ɋւ�����́B
�����炭�A�������e��5����A6����ɂ����������͂�
�Ƃ肠�����������ł͋C�Â��Ę^�悵���������������B
�܂��A���̃X���I�ɂ͓�����O�������Ă��Ƃ���
���ꂪ�S����ɕ��������l�^�ɂȂ������Ă��Ƃ�
940 �F774���b�g���d�������F2014/05/16(��) 19:33:14.51 ID:LZqAjYVQ
>926
�n���_�͐l�ނ��g������Ƃ��ăC���C���ȕ���łłĂ��邯��
�d�C�R�e���g���͓̂d�C�������ƌ����Ă��ߌ��ł͂Ȃ��B
���̕���ł͂����ς�o�[�i�[���g���B�ꕔ����ł͓d�C�R�e�u���v�g���ƌ����B
�n���_�͐l�ނ��g������Ƃ��ăC���C���ȕ���łłĂ��邯��
�d�C�R�e���g���͓̂d�C�������ƌ����Ă��ߌ��ł͂Ȃ��B
���̕���ł͂����ς�o�[�i�[���g���B�ꕔ����ł͓d�C�R�e�u���v�g���ƌ����B
941 �F774���b�g���d�������F2014/05/16(��) 19:37:38.87 ID:50aWM/se
�唼�̐l�ނ̓n���_�p�̓���ɉ����Ȃ�����w
���ŋ}�ɐl�ނȂH
���ŋ}�ɐl�ނȂH
942 �F774���b�g���d�������F2014/05/16(��) 19:45:46.79 ID:iMpDBwVD
943 �F774���b�g���d�������F2014/05/16(��) 19:49:06.51 ID:XQMH+4Cx
�a�َq��m�َq�A�Â��Ȃ�Ɠz���ߐl�ƒ{��
���Ďg�������d�C���ł������Ă���Ȃ���
���Ďg�������d�C���ł������Ă���Ȃ���
944 �F774���b�g���d�������F2014/05/16(��) 20:18:08.21 ID:5EufQc5n
�ƒ{�ɃW���E���č����g���Ă��
945 �F774���b�g���d�������F2014/05/16(��) 20:19:41.35 ID:ci+K9W6n
���͎��Ɍ̎��ʃ^�O����ˁH
946 �F774���b�g���d�������F2014/05/16(��) 20:21:18.93 ID:hdhXBlpo
�X�e���h�O���X�͔��c�t�����ĂȂ���
947 �F774���b�g���d�������F2014/05/16(��) 20:22:44.80 ID:5EufQc5n
>>945
����́A��i���̘b
����́A��i���̘b
948 �F774���b�g���d�������F2014/05/16(��) 20:32:07.28 ID:QhAnhsxY
>>942
���₢��A����������n���_���g���܂���H
�����ł͋����L�b�g�̓S���͌^�Ƃ��B
��ЂŃK�X��g���ĕ�ނ�g�߂Ĕ��c�t�����悤�Ƃ�����
�₽��펯�K�[�펯�K�[�Ƃ̂��܂��p���ȑ��̉c�Ƃ���
���n�l�Ă�肳��ĂȂ���ꂽ��B
�i���̃q�g�I�ɂ͓d�C�R�e�ȊO�͌���ɂ̓A���G�i�C�����Łj
�펯���Č������t�͎v�l��~�������炷�댯�Ȍ��t�݂���������
�݂�Ȃ͂��������߂����Č����Ȃ��悤�ɁA�C������[�ˁI
���₢��A����������n���_���g���܂���H
�����ł͋����L�b�g�̓S���͌^�Ƃ��B
��ЂŃK�X��g���ĕ�ނ�g�߂Ĕ��c�t�����悤�Ƃ�����
�₽��펯�K�[�펯�K�[�Ƃ̂��܂��p���ȑ��̉c�Ƃ���
���n�l�Ă�肳��ĂȂ���ꂽ��B
�i���̃q�g�I�ɂ͓d�C�R�e�ȊO�͌���ɂ̓A���G�i�C�����Łj
�펯���Č������t�͎v�l��~�������炷�댯�Ȍ��t�݂���������
�݂�Ȃ͂��������߂����Č����Ȃ��悤�ɁA�C������[�ˁI
949 �F774���b�g���d�������F2014/05/16(��) 21:00:14.15 ID:iMpDBwVD
���������̂͂낤�t���Ƃ���
950 �F774���b�g���d�������F2014/05/16(��) 21:03:47.28 ID:z56nNLol
�X�e���h�O���X����������
�g�����y�b�g��g�����{�[���Ȃǂ̋��NJy��
���Ќ��z�̓�����A�B�B����A���A���O������A���������h��
�u���L�̓�����
���Ă̋������V�����f���A�t���[��
���a�V�c�̊���
�Ȃǂ́A���{���̃n���_�t�����g���Ă��邼�B
>>942
�n���_�t���ƃ��E�t�����ʂ��̂��Ɗ��Ⴂ���Ă���ȁB
�n���_�t���Ƃ����̂́A450�������ŗn�Z���郍�E�t���ނ̈�ʌď̂�
JIS�K�i�ŋK������Ă���B
�g�����y�b�g��g�����{�[���Ȃǂ̋��NJy��
���Ќ��z�̓�����A�B�B����A���A���O������A���������h��
�u���L�̓�����
���Ă̋������V�����f���A�t���[��
���a�V�c�̊���
�Ȃǂ́A���{���̃n���_�t�����g���Ă��邼�B
>>942
�n���_�t���ƃ��E�t�����ʂ��̂��Ɗ��Ⴂ���Ă���ȁB
�n���_�t���Ƃ����̂́A450�������ŗn�Z���郍�E�t���ނ̈�ʌď̂�
JIS�K�i�ŋK������Ă���B
951 �F774���b�g���d�������F2014/05/16(��) 21:47:54.46 ID:iMpDBwVD
���@��낤=�͂�����d�C�ȊO�ł͂낤�t���Ȃ�@�o�J��
952 �F774���b�g���d�������F2014/05/16(��) 21:52:37.49 ID:5EufQc5n
�����̐��E�̌��t�̒�`�t���ł̂��ݍ���Ȃ��_��
�M�����Ɠ�������
�M�����Ɠ�������
953 �F774���b�g���d�������F2014/05/17(�y) 02:03:44.88 ID:dRF/uprn
�A���~�e�[�v��Fe�߂����̃R�e��{KR-19�Ńn���_�t�������
�R�e�悪�^�����ɂȂ��Ă��܂��ď�������̂���ςȂ̂ł���
�Ȃ��ł����H
����������ƂɓK�����R�e��Ƃ�������̂��낤���E�E�E
�R�e�悪�^�����ɂȂ��Ă��܂��ď�������̂���ςȂ̂ł���
�Ȃ��ł����H
����������ƂɓK�����R�e��Ƃ�������̂��낤���E�E�E
954 �F774���b�g���d�������F2014/05/17(�y) 02:10:03.40 ID:o67SBGq4
�n���_�Ȃ�ă}�C�m���e�B�Ȃ��炳��
������Ă郆�[�U�[�Ȃ��1%�����Ȃ�����w
������Ă郆�[�U�[�Ȃ��1%�����Ȃ�����w
955 �F774���b�g���d�������F2014/05/17(�y) 02:32:26.23 ID:HbXXXxei
956 �F774���b�g���d�������F2014/05/17(�y) 02:32:28.20 ID:lNPQSmy2
>>953
�A���~�e�[�v�̍�Ƃł͔M���X(����)����������
�R�e��ɂ͉����̔��M�ɎN�����̂Ŏ_�����₷���B
������N2�V�X�e���Ƃ��_�f�u���b�N�̍�Ɗ����p�ӂ���Ă���
�A���~�e�[�v�̍�Ƃł͔M���X(����)����������
�R�e��ɂ͉����̔��M�ɎN�����̂Ŏ_�����₷���B
������N2�V�X�e���Ƃ��_�f�u���b�N�̍�Ɗ����p�ӂ���Ă���
957 �F774���b�g���d�������F2014/05/17(�y) 08:21:08.60 ID:nPVOBAQx
958 �F774���b�g���d�������F2014/05/17(�y) 08:23:36.55 ID:nPVOBAQx
959 �F774���b�g���d�������F2014/05/17(�y) 09:48:22.07 ID:hdUZ5YUo
>>924
�L�`�K�C�K�����ȁB
�L�`�K�C�K�����ȁB
960 �F774���b�g���d�������F2014/05/17(�y) 20:54:07.61 ID:l6lfdSl8
����ł̒��f�t�C���L�i�����̂��ϊ��ł��Ȃ��j��Ɨp�ȈՃe���g�Ƃ�����o��������ˁB
961 �F774���b�g���d�������F2014/05/17(�y) 21:39:39.13 ID:spFBAqDo
>>960
�͂@���f�@�Ÿ�ڶ�
�͂@���f�@�Ÿ�ڶ�
>>958
�{�l����Ȃ����ǁB
�M�̓����̑傫���Ώۂɂ͂t�����邽�߂ɂ́A
�M�̓����̏������Ώە��̂Ƃ��Ɠ������x�ɂ��邽�߂ɁA�����ݒ���������邷��K�v�������āA
���̏�ԂŁA�R�e���Ώۂɕt���Ă��Ȃ��Ƃ��ɁA�}���ɉ����ݒ�������Ȃ�����A�R�e��͍����ɂȂ�
�Ƃ������Ƃł�?
�����ǁA�u�R�e�悪�^�����ɂȂ��Ă��܂��ď�������̂���ςȂ̂ł����v�͉��x�̂����Ȃ�?
�{�l����Ȃ����ǁB
�M�̓����̑傫���Ώۂɂ͂t�����邽�߂ɂ́A
�M�̓����̏������Ώە��̂Ƃ��Ɠ������x�ɂ��邽�߂ɁA�����ݒ���������邷��K�v�������āA
���̏�ԂŁA�R�e���Ώۂɕt���Ă��Ȃ��Ƃ��ɁA�}���ɉ����ݒ�������Ȃ�����A�R�e��͍����ɂȂ�
�Ƃ������Ƃł�?
�����ǁA�u�R�e�悪�^�����ɂȂ��Ă��܂��ď�������̂���ςȂ̂ł����v�͉��x�̂����Ȃ�?