NC�MC�I���[�^�A�}�V�j���O�̂��d���y37��ځz
1 �F���������R���N�F
�O�X��
NC�MC�I���[�^�A�}�V�j���O�̂��d���y36��ځz
http://kamome.2ch.net/test/read.cgi/kikai/1284414266/l50
NC�MC�I���[�^�A�}�V�j���O�̂��d���y36��ځz
http://kamome.2ch.net/test/read.cgi/kikai/1284414266/l50
|
|
|
2 �F���������R���N�F2011/02/19(�y) 10:27:23 ID:ekomuVWh
3 �F���������R���N�F2011/02/19(�y) 18:46:27 ID:cG5YD47C
�������{�̕����Y�Ƃ́i����
4 �F���������R���N�F2011/02/19(�y) 20:11:40.68 ID:tAwZqn7P
5 �F���������R���N�F2011/02/19(�y) 22:08:24.65 ID:2Ya4fsJZ
�������I
���A���Z�������I
�������܂Ŏd�����Ă��A����σq�}���f�R�����ȁI
���A���Z�������I
�������܂Ŏd�����Ă��A����σq�}���f�R�����ȁI
6 �F���������R���N�F2011/02/19(�y) 22:25:55.58 ID:UvnKB3EX
�E�`�̉�ЂR�O�l�� �Q���呲�ƒ����������Ȃ��Ƃ����Ă��������炢�Ȃ�
�l�������s��b�����e���Ⴄ�̂łS���呲�̉��͈�Ԋy�����B
�J�������v�Z �̐킢�Ă̂����܂��B
�b�`�c-�b�`�l�ǁi�呲�j������Ńv���O�����i�����j
���� �b�`�c-�b�`�l����������ł�
�Ȃ��ȁ[
�b�`�c�ō��Ȃ��悤�Ȃނ���ȍH���𒆑��͂��邩��
���ĂĊy����
�l�������s��b�����e���Ⴄ�̂łS���呲�̉��͈�Ԋy�����B
�J�������v�Z �̐킢�Ă̂����܂��B
�b�`�c-�b�`�l�ǁi�呲�j������Ńv���O�����i�����j
���� �b�`�c-�b�`�l����������ł�
�Ȃ��ȁ[
�b�`�c�ō��Ȃ��悤�Ȃނ���ȍH���𒆑��͂��邩��
���ĂĊy����
7 �F���������R���N�F2011/02/19(�y) 22:34:59.57 ID:2o2jNwSi
������������
�H��a��̃V�X�e���ϐ����ĉ��Ԃł����H
�H��a��̃V�X�e���ϐ����ĉ��Ԃł����H
8 �F���������R���N�F2011/02/19(�y) 22:37:52.17 ID:g6QehM43
>>7
CNC���^�C�v�������ĂȂ��̂ɓ�����郄�c�͋��Ȃ�
CNC���^�C�v�������ĂȂ��̂ɓ�����郄�c�͋��Ȃ�
9 �F���������R���N�F2011/02/19(�y) 22:38:48.29 ID:2Ya4fsJZ
>>6
���܂��Ɖ��͋C������������
���A�ȒP�����ǒZ�[���Ȏd�������ʂقǂ��邩��呲�b�`�l�ǂ������ĂȂ�
���獂���̌���ǂ͉���U���ōH�������T�邩��Ȃ�
�b�`�c�C�b�`�l�͎g���Ȃ����A���d��Ɗ��Ŏd���ł��邨��炪�����Ă����
�E�E�E�����܂ō����݂���
���܂��Ɖ��͋C������������
���A�ȒP�����ǒZ�[���Ȏd�������ʂقǂ��邩��呲�b�`�l�ǂ������ĂȂ�
���獂���̌���ǂ͉���U���ōH�������T�邩��Ȃ�
�b�`�c�C�b�`�l�͎g���Ȃ����A���d��Ɗ��Ŏd���ł��邨��炪�����Ă����
�E�E�E�����܂ō����݂���
10 �F���������R���N�F2011/02/19(�y) 22:42:45.29 ID:2Ya4fsJZ
11 �F���������R���N�F2011/02/19(�y) 22:51:32.78 ID:A1TUXj6o
>>5
���X�������B
���X�������B
12 �F���������R���N�F2011/02/19(�y) 23:43:02.73 ID:2o2jNwSi
13 �F���������R���N�F2011/02/20(��) 03:07:51.03 ID:nyHLaUwg
���Ɗ��̈Ⴂ
14 �F���������R���N�F2011/02/20(��) 09:08:54.56 ID:NOMGKz+R
>>6
�呲�Œ�ӍH������v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�Ȃ��Œ����Ɠ����E����Ă����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
������v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�呲�Œ�ӍH������v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�Ȃ��Œ����Ɠ����E����Ă����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
������v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
15 �F���������R���N�F2011/02/20(��) 09:48:49.11 ID:2XPeKY6Q
���͂S���������
16 �F���������R���N�F2011/02/20(��) 11:08:02.78 ID:fxi0f8kI
���������ꍇ��CAD-CAM�ł���Ď���A�l�߂���Ƃ���͎�ł��ŏC�����x�X�g����Ȃ��́H
���ʑ��i�ڂ̏ꍇ�͎�ł��̕����f�R�����B
>>14
�Q�O�`�R�O�N�O�̍����������̂R���ȉ��̑呲
���͏d���̏����Ǝg���Ȃ��Ɣ��f�����ƐE�l�̎茳�����ɂ����B
���ʑ��i�ڂ̏ꍇ�͎�ł��̕����f�R�����B
>>14
�Q�O�`�R�O�N�O�̍����������̂R���ȉ��̑呲
���͏d���̏����Ǝg���Ȃ��Ɣ��f�����ƐE�l�̎茳�����ɂ����B
17 �F���������R���N�F2011/02/20(��) 15:25:59.89 ID:K9JaGiXo
18 �F���������R���N�F2011/02/20(��) 19:54:38.92 ID:AkNrEAum
CAD-CAM�����ł��̕���ɔ���ꂽ�corz
19 �F���������R���N�F2011/02/20(��) 20:06:25.88 ID:2XPeKY6Q
����R�T���~
20 �F���������R���N�F2011/02/21(��) 01:48:19.45 ID:VDJswswX
21 �F���������R���N�F2011/02/21(��) 16:53:07.52 ID:6zqB4Nn0
�ʓ|�L�����d�����x�e�����̕��X����肽���Ȃ��ׂ�
�N���l�Ԃɂ��̎肱�̎�ʼn����t���ē���Ԃ��Ă���̂ł���
�������߂Ȃ̂ł��傤���H
�x�e�����̕��X�͈�����g�[�N�ɖ����̂悤�ł��B
�N���l�Ԃɂ��̎肱�̎�ʼn����t���ē���Ԃ��Ă���̂ł���
�������߂Ȃ̂ł��傤���H
�x�e�����̕��X�͈�����g�[�N�ɖ����̂悤�ł��B
22 �F���������R���N�F2011/02/21(��) 20:28:11.60 ID:VF5DpabA
>>21
�܂��Ύ��Ɠw�͂��Ȃ��Ȃ邩��Ȃ��B
�ʓ|�L�����Ȃ�ĉ���������Ȃ��[�[�ɉ����t����̂���Ԃ��B
�낭�Ɏd���������Ă���Ȃ��ʓ|�����Ă���Ȃ��̂ɐ�y���ӂ����Ă���
�ɂ��̂������ɂ������ς�����悗
�܂��Ύ��Ɠw�͂��Ȃ��Ȃ邩��Ȃ��B
�ʓ|�L�����Ȃ�ĉ���������Ȃ��[�[�ɉ����t����̂���Ԃ��B
�낭�Ɏd���������Ă���Ȃ��ʓ|�����Ă���Ȃ��̂ɐ�y���ӂ����Ă���
�ɂ��̂������ɂ������ς�����悗
23 �F���������R���N�F2011/02/21(��) 21:18:46.92 ID:YMZ8w3T9
�������߂č��̉�Ў��߂悤���Ǝv������B
���H�͍D�������ǁA��i�̈ꌾ�ʼn�����߂���B
���H�͍D�������ǁA��i�̈ꌾ�ʼn�����߂���B
24 �F���������R���N�F2011/02/21(��) 21:39:15.28 ID:VKj7w/kM
�T���ƕ����ǂ��������炢�����ȁH
25 �F���������R���N�F2011/02/21(��) 21:44:34.39 ID:K6BWWQJ6
5���̕����@������������
26 �F���������R���N�F2011/02/21(��) 22:48:58.43 ID:+MnVHa//
423 ���O�F�����������������ς��B[] ���e���F2011/02/20(��) 00:05:25.82 ID:+r3koVLP
�}�V�������Ȃ�5���ƕ����ǂ��炪�����H�B
�����ƊE�̃}���`���u�����B
�����������l�ɕ����ē����̏o����̂���Ȃ��B
�}�V�������Ȃ�5���ƕ����ǂ��炪�����H�B
�����ƊE�̃}���`���u�����B
�����������l�ɕ����ē����̏o����̂���Ȃ��B
27 �F���������R���N�F2011/02/22(��) 00:20:05.79 ID:tpFGqJ0m
�T���͂��̋@�B�ł����o���Ȃ����H�����邯��
�����͏悹�ς�����o���邩��
�����͏悹�ς�����o���邩��
28 �F���������R���N�F2011/02/22(��) 07:42:17.18 ID:kJmtoZr7
29 �F���������R���N�F2011/02/22(��) 12:42:55.34 ID:UUGosUgk
30 �F���������R���N�F2011/02/22(��) 15:28:07.70 ID:/CtS7d8T
www.youtube-nocookie.com/watch?v=zQbK6j1Vtmo
31 �F���������R���N�F2011/02/22(��) 15:56:27.76 ID:kJmtoZr7
�呲�ōH���Ƃ���
�Ȃ̃o�c�Q�[���ł�����
�Ȃ̃o�c�Q�[���ł�����
32 �F���������R���N�F2011/02/22(��) 16:01:53.08 ID:qFFfd8Bm
���@�ƁA�������\���Ă���܂��B
33 �F���������R���N�F2011/02/22(��) 16:23:49.55 ID:kJmtoZr7
34 �F���������R���N�F2011/02/22(��) 16:58:46.07 ID:8/OkdNdx
�����̉�ЁA�����͒��r�̗p�̂��ꂮ�炢�������Ȃ���
��w�̂��Ƃ͂悭�m��Ȃ����ǁA���\������w�炵���Ƃ����̎q��������H
��w�̂��Ƃ͂悭�m��Ȃ����ǁA���\������w�炵���Ƃ����̎q��������H
35 �F���������R���N�F2011/02/22(��) 19:18:22.30 ID:kJmtoZr7
36 �F���������R���N�F2011/02/22(��) 20:04:32.14 ID:ZZ5wGmaV
�Ă͗��������� �~�͒g���������łl�b�����u���삵�Ă�呲and���ꑲ
�Ă��~�����Ɛؕ��Ɩ��܂݂�̍����ȊO
���͒��������玖���v
�Ă��~�����Ɛؕ��Ɩ��܂݂�̍����ȊO
���͒��������玖���v
37 �F���������R���N�F2011/02/22(��) 20:30:17.45 ID:E39swvTT
�����ōH�����ăT�h�ł���
38 �F���������R���N�F2011/02/22(��) 20:31:01.00 ID:0zt9fukn
���w�Z����MC�̎��Ƃ���̂��ȁH
�ǂ�Ȃ��Ƃ���낤�c
�ǂ�Ȃ��Ƃ���낤�c
39 �F���������R���N�F2011/02/22(��) 21:32:00.39 ID:GlkH1iA+
�X���[����Ⴂ���̂Ɍ����ɐH�����Ă�Ȃ�
���₵���ۏo������ˁ[����
�呲�͖{�����ʂȃv���C�h�����Ă�Ȃ��B
���₵���ۏo������ˁ[����
�呲�͖{�����ʂȃv���C�h�����Ă�Ȃ��B
40 �F���������R���N�F2011/02/22(��) 21:59:50.71 ID:sX+gPM8G
>>27
�t����ˁH
�t����ˁH
41 �F���������R���N�F2011/02/23(��) 08:55:39.22 ID:L7wANv6r
�X���[����Ⴂ���̂Ɍ����ɐH�����Ă�Ȃ�
���₵���ۏo������ˁ[����
�����͖{�����ʂȃv���C�h�����Ă�Ȃ�
���₵���ۏo������ˁ[����
�����͖{�����ʂȃv���C�h�����Ă�Ȃ�
42 �F!ninja�F2011/02/23(��) 09:00:48.17 ID:sl3gmkV3
�����m���Ă�l�Ԃň��MC�g�����Ȃ��ĂĎd���o���郄�c���N���̒����Ȍ�
���Ȃ�č��������Ǖ��ʉȑ�������
���Ȃ�č��������Ǖ��ʉȑ�������
43 �F���������R���N�F2011/02/23(��) 09:52:35.49 ID:3gKdLS0n
>>6
�� �l�������s��b�����e���Ⴄ�̂łS���呲�̉��͈�Ԋy�����i�د
�� �b�`�c-�b�`�l�ǁi�呲�j������Ńv���O�����i�����j�i�د
�� �b�`�c�ō��Ȃ��悤�Ȃނ���ȍH���𒆑��͂��邩�猩�ĂĊy�����i�د
�呲�H���ܲ�����������
�� �l�������s��b�����e���Ⴄ�̂łS���呲�̉��͈�Ԋy�����i�د
�� �b�`�c-�b�`�l�ǁi�呲�j������Ńv���O�����i�����j�i�د
�� �b�`�c�ō��Ȃ��悤�Ȃނ���ȍH���𒆑��͂��邩�猩�ĂĊy�����i�د
�呲�H���ܲ�����������
44 �F���������R���N�F2011/02/23(��) 12:26:13.95 ID:L7wANv6r
�����H�����킢���˂�������
45 �F���������R���N�F2011/02/23(��) 12:40:07.38 ID:CgmEOkXw
���肪���w�������獂���̉��̓R���v���b�N�X
46 �F���������R���N�F2011/02/23(��) 12:45:28.11 ID:3gKdLS0n
47 �F���������R���N�F2011/02/23(��) 12:46:11.47 ID:jLdMPuxR
���A�呲�ōH�����o�c�ҁB�܂Ƃ��ȍH�����~�����B
48 �F���������R���N�F2011/02/23(��) 13:06:50.42 ID:jLPNebc0
�ǂ������̂��܂Ƃ��ȍH���ȂH
49 �F���������R���N�F2011/02/23(��) 14:02:01.37 ID:IefucFLU
>>48
�C�G�X�}������
�C�G�X�}������
����p�[�g��70�̂��������̂��߂�8���ʂ̐������ė~�����E�E�E�B
���o���҂��Ď��ō̗p�����̂ɔ��������ł��Ȃ������ɕs�ǁE�H��j���I���p���[�h���āE�E�Eorz
���o���҂��Ď��ō̗p�����̂ɔ��������ł��Ȃ������ɕs�ǁE�H��j���I���p���[�h���āE�E�Eorz
51 �F���������R���N�F2011/02/23(��) 19:29:11.71 ID:bwVPROBt
�E�`�ɂ�����ȃq�g�������Ȃ��B
52 �F���������R���N�F2011/02/23(��) 20:08:27.76 ID:RIW3Xi+B
�ꗬ�̃M�����\���́A�������ꗬ�ł�
���ăh���}�̃Z���t����������
���ăh���}�̃Z���t����������
53 �F���������R���N�F2011/02/23(��) 20:31:54.39 ID:Zb2HLOeb
�܂Ƃ��ȑҋ��œ��������c
���̐E��͐l�ɂ��ݔ��ɂ������o���Ȃ�����Ȃ��c
����ȏ��Ŕ|�����m�E�n�E�Ȃ�đ����Ŏg����̂��Ȃ��c
���̐E��͐l�ɂ��ݔ��ɂ������o���Ȃ�����Ȃ��c
����ȏ��Ŕ|�����m�E�n�E�Ȃ�đ����Ŏg����̂��Ȃ��c
54 �F���������R���N�F2011/02/23(��) 22:54:38.12 ID:CgmEOkXw
���͎���Q�Q���~
�������
�������
55 �F���������R���N�F2011/02/23(��) 23:19:06.58 ID:G1iJ6zrN
�Α��O�N�Ŏ���18�}�\�B
���ɂ���
���ɂ���
56 �F���������R���N�F2011/02/23(��) 23:20:56.13 ID:GjZBDfAn
�Α��V�N����15�݂̉����ʂ�܂���
57 �F���������R���N�F2011/02/24(��) 07:38:50.71 ID:zhCGxg76
�Ȃ�̂Ȃ�́B
�Α����N�Ŏ���22�����B
�������Љ�ی��ƔN���͖������瑍�x���ł�24�����B
�������낤�G�G
�Α����N�Ŏ���22�����B
�������Љ�ی��ƔN���͖������瑍�x���ł�24�����B
�������낤�G�G
58 �F���������R���N�F2011/02/24(��) 11:32:18.61 ID:FoqLQfNy
59 �F���������R���N�F2011/02/24(��) 16:52:33.15 ID:zhCGxg76
60 �F���������R���N�F2011/02/24(��) 17:06:27.92 ID:u6JSkiR6
�]�E��������̂ɁB
61 �F���������R���N�F2011/02/24(��) 18:12:24.72 ID:3xjZ8yLl
�]�E�̏{��25�܂łȂƂ�I
�Ⴄ�ƊE���Č����Ă����o��Ok�Ȃ�Ă͕�W�͍D��������Ȃ��ȁc
�Ⴄ�ƊE���Č����Ă����o��Ok�Ȃ�Ă͕�W�͍D��������Ȃ��ȁc
62 �F���������R���N�F2011/02/24(��) 20:49:26.27 ID:7j82VTpR
�]�E���Ă͍̂��̎���������Ă��郂�������āA�����܂�����30�̃G���h�~���������Ă�
63 �F���������R���N�F2011/02/24(��) 21:22:12.88 ID:zrc7bRce
���x�Ǘ��͑��B
�O���̈�ʌ����������Ă���܂���
�O���̈�ʌ����������Ă���܂���
64 �F���������R���N�F2011/02/24(��) 21:31:03.05 ID:Skh30F8J
����H���Ȃ�5�����悗
�x���z��40�����炢������
�x���z��40�����炢������
65 �F���������R���N�F2011/02/24(��) 21:40:25.15 ID:j+j/CKOh
�Љ�ی��Ȃ����œ����Ȃ�ē����������ˁH
66 �F���������R���N�F2011/02/24(��) 21:55:32.55 ID:thT5x9gX
�h�������Ј�
�N���S�W�O�����N���R�Q�O��
�ӔC�������H���Ǘ���
���\����w
�N���S�W�O�����N���R�Q�O��
�ӔC�������H���Ǘ���
���\����w
67 �F���������R���N�F2011/02/24(��) 23:46:15.95 ID:fz6fp7P8
�h���ɂȂ��ė���
68 �F���������R���N�F2011/02/25(��) 08:02:26.35 ID:pjJDQSs4
>>66
�Ȃɂ���A��悶��Ȃ��Ċz�ʁH
�Ȃɂ���A��悶��Ȃ��Ċz�ʁH
69 �F���������R���N�F2011/02/25(��) 18:30:36.16 ID:cfGdYf7b
����Ȃ��̊�ɂ��Ȃ�Ȃ��̂��킩��Ȃ��̂��H
�x���z��45���������`���~����Ă邩������10����������
�x���z��45���������`���~����Ă邩������10����������
70 �F���������R���N�F2011/02/25(��) 19:49:28.18 ID:zpDZO2RH
�z�ʂS�O���~�ȏ��MC�I�y���[�^�[�̎d�������Ă݂����ȁB
���z�ʂP�X���~�Ɖ����Ⴄ�̂��B
�Z�p�Ƃ������@�B�Ƃ���Ђ̌i�C�Ƃ��ɂ���Ȃ���
���z�ʂP�X���~�Ɖ����Ⴄ�̂��B
�Z�p�Ƃ������@�B�Ƃ���Ђ̌i�C�Ƃ��ɂ���Ȃ���
71 �F���������R���N�F2011/02/25(��) 20:10:22.88 ID:cfGdYf7b
72 �F���������R���N�F2011/02/25(��) 20:53:29.50 ID:NgamFMCo
>>70
�y�j���͑S�ċx�o�{�Q���Ԏc�ƁA�����͂S���Ԉȏ�̎c��
���P�`�Q��͓��j�o����AGW�A�~�A�����x�ɂ������̊m���ŏo�B
�N�ɐ���͓O��Ζ�����B
�h�����Ƃ����S�Ă����K�̎Z����@�Ŏ蓖���x�������B
���Ј��͂�����ߍ������ǁA�h�������������Ŏ��ԊO�蓖���܂Ƃ��ɏo����Ȃ�w
�y�j���͑S�ċx�o�{�Q���Ԏc�ƁA�����͂S���Ԉȏ�̎c��
���P�`�Q��͓��j�o����AGW�A�~�A�����x�ɂ������̊m���ŏo�B
�N�ɐ���͓O��Ζ�����B
�h�����Ƃ����S�Ă����K�̎Z����@�Ŏ蓖���x�������B
���Ј��͂�����ߍ������ǁA�h�������������Ŏ��ԊO�蓖���܂Ƃ��ɏo����Ȃ�w
73 �F���������R���N�F2011/02/26(�y) 00:41:49.50 ID:Z/IKBVDj
>���ԊO�蓖���܂Ƃ��ɏo����Ȃ�w
����͉�Ў���
�����͒��������ǁA�S�������Əo�܂�
�E�E�E������ׂ����ĂȂ��݂��������ǂ�
����͉�Ў���
�����͒��������ǁA�S�������Əo�܂�
�E�E�E������ׂ����ĂȂ��݂��������ǂ�
74 �F���������R���N�F2011/02/26(�y) 03:51:08.25 ID:fxu2yQ4k
���͖���悤�ɂȂ�����x���z�T�O��܂ő��������B
������������ĐU�荞�݊z�͔��������ǂˁB
������������ĐU�荞�݊z�͔��������ǂˁB
�܂�����B
���^�̎��悭�킩��Ȃ����ǁA�[���������Ă����i���u�����i�x���j�ǂ�����H�H�v���ĕ����Ă��āA
�������I�ɋx���o�������Ă��B
�N�ԋx���P�O�S���ŁA�J�����Ԃ͂W�`����Q�P�����炢�ŋ����͊z�ʂP�X���~�B
����P�U���~���炢�ŁA���C�݂��Ȃ�����^�����邼���Č����Ă�B
���^�̎��悭�킩��Ȃ����ǁA�[���������Ă����i���u�����i�x���j�ǂ�����H�H�v���ĕ����Ă��āA
�������I�ɋx���o�������Ă��B
�N�ԋx���P�O�S���ŁA�J�����Ԃ͂W�`����Q�P�����炢�ŋ����͊z�ʂP�X���~�B
����P�U���~���炢�ŁA���C�݂��Ȃ�����^�����邼���Č����Ă�B
76 �F���������R���N�F2011/02/26(�y) 10:01:35.02 ID:CYSxmJGY
>>75
�^�C���J�[�h�𐔂������R�s�[���͎ʐ^�B���Ă���
���߂�Ȃ�i�ׂŎ��߂���
���߂Ȃ��Ȃ�J��ɓd�b�i��������j
�Œ��������N���A���ĂȂ��\��
�^�C���J�[�h�𐔂������R�s�[���͎ʐ^�B���Ă���
���߂�Ȃ�i�ׂŎ��߂���
���߂Ȃ��Ȃ�J��ɓd�b�i��������j
�Œ��������N���A���ĂȂ��\��
77 �F���������R���N�F2011/02/26(�y) 10:19:57.00 ID:RTGndKrd
�J��ɒʕJ��̎���ꁨ���������̎x������
��Ђ����Ȃ��Ȃ遨�_(^o^)�^
��Ђ����Ȃ��Ȃ遨�_(^o^)�^
78 �F���������R���N�F2011/02/26(�y) 11:01:37.06 ID:geIbmAzX
>>70
�����ƁE�E�E����2�x�ڂ�40�������B����������
�c�Ƃ����[�Ŗ�����H
���Ԏ��A22���߂��܂Ŏd���B�i�莞��16�����j
�y�j�o����B
���肷���y�j�������i���i�͖����j
���Ƃ͖Z�����̂ŁA�����@���C��3��lj��B
���i��4�䎝���̏��A7�䎝������B����}�W�ŁB
�����ƁE�E�E����2�x�ڂ�40�������B����������
�c�Ƃ����[�Ŗ�����H
���Ԏ��A22���߂��܂Ŏd���B�i�莞��16�����j
�y�j�o����B
���肷���y�j�������i���i�͖����j
���Ƃ͖Z�����̂ŁA�����@���C��3��lj��B
���i��4�䎝���̏��A7�䎝������B����}�W�ŁB
79 �F���������R���N�F2011/02/26(�y) 11:43:23.28 ID:k3wcNx71
>>76
��K
����^�C���J�[�h���ʃ����Ă����B
��Ђɂ���Ȃɕs���������ǁA�Ⴆ����͖̂Ⴂ�����ȁB
���Ƌ��^���ׂɊ�{���ȊO�ɊF�Ύ蓖�Ƃ��m��Ȃ��蓖�����Ă�B
��{�����P�X�̂͂��Ȃ̂Ɋ�{���P�T���~�{�F�Ύ蓖�S���~�ɂȂ��Ă�B
����͂ǂ������Ӗ��H
��K
����^�C���J�[�h���ʃ����Ă����B
��Ђɂ���Ȃɕs���������ǁA�Ⴆ����͖̂Ⴂ�����ȁB
���Ƌ��^���ׂɊ�{���ȊO�ɊF�Ύ蓖�Ƃ��m��Ȃ��蓖�����Ă�B
��{�����P�X�̂͂��Ȃ̂Ɋ�{���P�T���~�{�F�Ύ蓖�S���~�ɂȂ��Ă�B
����͂ǂ������Ӗ��H
80 �F���������R���N�F2011/02/26(�y) 11:50:56.05 ID:HNocx47V
�s�����Ȃ��Ȃ�C�ɂ����
81 �F���������R���N�F2011/02/26(�y) 12:07:07.41 ID:RTGndKrd
��{���J�b�g���蓖�ăJ�b�g�̂ق������Ղ��B
�{�[�i�X��ސE������{�����x�[�X�Ɍv�Z������Ђ��قƂ�ǁB
�������{�����T���߂ɂ��Ď蓖�Ă��������Č떂�����Ă���̂��B
�{�[�i�X��ސE������{�����x�[�X�Ɍv�Z������Ђ��قƂ�ǁB
�������{�����T���߂ɂ��Ď蓖�Ă��������Č떂�����Ă���̂��B
82 �F���������R���N�F2011/02/26(�y) 13:16:05.54 ID:CYSxmJGY
>>79
��{����19�Ȃ̂��H
����Ȃ�c�Ƌx�o�����30�����炢�̑��x���z�ɂȂ�Ȃ��Ƃ���������
�[����{��15���ł�+�F�Ύ蓖4���{�c�Ƌx�o�ő��x���z27�����炢�ɂȂ�͂���
�c�ƕt���ĂȂ��A��������>>79���������Ⴂ���Ă邩�A
��E�蓖�����Ďc�ƕt���Ȃ�����Ă�Ƃ�
��{����19�Ȃ̂��H
����Ȃ�c�Ƌx�o�����30�����炢�̑��x���z�ɂȂ�Ȃ��Ƃ���������
�[����{��15���ł�+�F�Ύ蓖4���{�c�Ƌx�o�ő��x���z27�����炢�ɂȂ�͂���
�c�ƕt���ĂȂ��A��������>>79���������Ⴂ���Ă邩�A
��E�蓖�����Ďc�ƕt���Ȃ�����Ă�Ƃ�
83 �F���������R���N�F2011/02/26(�y) 17:29:47.37 ID:k3wcNx71
>>82
��{����19�B
�c�Ƒ�͂��Ȃ���Ђł��B
�[���Ȕ����ĂĂ��c�Ƃ���Ȃ�莞�ŋA���Ă��n�j����ƁB
���̂���肻��ȊȒP�Ȏd����������Ă��Ȃ�����
���^�͏オ��Ȃ����� �����Ă���܂��B
��{����19�B
�c�Ƒ�͂��Ȃ���Ђł��B
�[���Ȕ����ĂĂ��c�Ƃ���Ȃ�莞�ŋA���Ă��n�j����ƁB
���̂���肻��ȊȒP�Ȏd����������Ă��Ȃ�����
���^�͏オ��Ȃ����� �����Ă���܂��B
84 �F���������R���N�F2011/02/26(�y) 17:31:31.62 ID:k3wcNx71
85 �F���������R���N�F2011/02/26(�y) 18:41:58.07 ID:kwbv1n9x
���͂قƂ�ǎc�Ƃ��Ȃ��ȁB�[�������܂��Ă��N���C�ɂ��Ȃ��B
86 �F���������R���N�F2011/02/26(�y) 18:55:13.66 ID:l94efI6b
�[�����C�ɂ���l�ƁA�܂�������������l�Ƃ����ȁB
�[���A�H���Ǘ��͉��̎d������ˁ[�Ƃ����������������͂ł���
��������Ɛ^�ʖڂɔ[���̂��߂ɂ���Ă�̂��n���炵���Ȃ��Ă��邪
�[���A�H���Ǘ��͉��̎d������ˁ[�Ƃ����������������͂ł���
��������Ɛ^�ʖڂɔ[���̂��߂ɂ���Ă�̂��n���炵���Ȃ��Ă��邪
87 �F���������R���N�F2011/02/26(�y) 20:52:32.43 ID:k3wcNx71
���̉�Ђŗ͂��đ������߂悤���ȁB
���̂܂܍��Ƃ�̂̓L�c�C�B
���̂܂܍��Ƃ�̂̓L�c�C�B
88 �F���������R���N�F2011/02/27(��) 01:14:03.35 ID:1crnEnT7
�y�}�X�R�~�z �Q����{�I�t�W�e���r�̃A�i�A�m�y�n�k�ŋr�ؒf�̃T�b�J�[�N�Ɂu�����X�|�[�c�ł��Ȃ����āA�ǂ�ȋC�����H�v��19
http://raicho.2ch.net/test/read.cgi/newsplus/1298724625/l50
http://raicho.2ch.net/test/read.cgi/newsplus/1298724625/l50
89 �F���������R���N�F2011/02/27(��) 10:21:36.30 ID:wEb00CFf
�����A��������߂����B�i34�A�Ɛg�A���m�j
�R�O�l���炢�̍H��ŁA���ՁANC���Ղ���Ă܂�������Ă悭�킩��˂��ȁB
���j�����|���̎��Ԃɂ݂�Ȃ��A���~��S�̃L���R�������Ă����Ă���B
����͒N�Ɍ���ꂽ�킯�ł��Ȃ����A�����ƍŌ�Ƀ`���g���ŏW�߂�W�������Ă邪�A
�u����Ȃɍ����Ă����Ă��Ă��A���ꏈ���łȂ����āI�������Ⴂ���Ȃ����āA�݂�Ȃ킩���Ă킯�Ă�̂ɁA
�Ȃ�ł����������Ƃ���́H���S�ɕ�����Ȃ�ē�����ǁA���́A���̃A���~�̉炢�A�A���~�̎̂Ĕ��ɂ���Ă���A
�����Ă��Ă����A�`���g���ɂƂ������Ƃ̍����������̃L���R�A�����ɁH�̂Ă���ĂI�I�I�v
����u�����܂���A�����̃L���R�̔��A�ꉞ�A�B��Y�p���Ȃ�ŁA��������A���̍��������L���R�A�̂ĂĂ����ł����H�v
��������u�_���I��������Ăǂ�ǂ����āA�����Ⴎ����ɂ��Ă����낤�A���O�v
����u����ȁ`�i����A�ǂ�������ĂH���S�ɃA���~�ƓS�����X�ɍ�����������āj�v���v���v
����Ȋ����ŃC���C������B�������������˂�
�R�O�l���炢�̍H��ŁA���ՁANC���Ղ���Ă܂�������Ă悭�킩��˂��ȁB
���j�����|���̎��Ԃɂ݂�Ȃ��A���~��S�̃L���R�������Ă����Ă���B
����͒N�Ɍ���ꂽ�킯�ł��Ȃ����A�����ƍŌ�Ƀ`���g���ŏW�߂�W�������Ă邪�A
�u����Ȃɍ����Ă����Ă��Ă��A���ꏈ���łȂ����āI�������Ⴂ���Ȃ����āA�݂�Ȃ킩���Ă킯�Ă�̂ɁA
�Ȃ�ł����������Ƃ���́H���S�ɕ�����Ȃ�ē�����ǁA���́A���̃A���~�̉炢�A�A���~�̎̂Ĕ��ɂ���Ă���A
�����Ă��Ă����A�`���g���ɂƂ������Ƃ̍����������̃L���R�A�����ɁH�̂Ă���ĂI�I�I�v
����u�����܂���A�����̃L���R�̔��A�ꉞ�A�B��Y�p���Ȃ�ŁA��������A���̍��������L���R�A�̂ĂĂ����ł����H�v
��������u�_���I��������Ăǂ�ǂ����āA�����Ⴎ����ɂ��Ă����낤�A���O�v
����u����ȁ`�i����A�ǂ�������ĂH���S�ɃA���~�ƓS�����X�ɍ�����������āj�v���v���v
����Ȋ����ŃC���C������B�������������˂�
90 �F���������R���N�F2011/02/27(��) 10:33:15.66 ID:wEb00CFf
�t���[�\�t�g�ŁA�|�C���g�o���Ă����\�t�g�A�����̂���܂��B
NC���ՂȂ�ł����AR��e�[�p�������ς������āA���ʂ͊G��`���Ꮯ��ɏo�Ă����ł����A
�ȂA�|�C���g�E���W���킩��Ȃ��ƊG�������Ȃ���ł��B
���������A�v���̐l�̂Ƃ���ɂ����āA�u������ƁA���̐}�ʁA�����̂�����̍��W�������Ăق����̂ł����v
�Ɨ��݂ɂ����Ă��ł����A���̎d�����ň����C�����邵�A�����ŏo��������ŁA
�����\�t�g�m��܂��H�ǂȂ����H
NC���ՂȂ�ł����AR��e�[�p�������ς������āA���ʂ͊G��`���Ꮯ��ɏo�Ă����ł����A
�ȂA�|�C���g�E���W���킩��Ȃ��ƊG�������Ȃ���ł��B
���������A�v���̐l�̂Ƃ���ɂ����āA�u������ƁA���̐}�ʁA�����̂�����̍��W�������Ăق����̂ł����v
�Ɨ��݂ɂ����Ă��ł����A���̎d�����ň����C�����邵�A�����ŏo��������ŁA
�����\�t�g�m��܂��H�ǂȂ����H
91 �F���������R���N�F2011/02/27(��) 10:40:56.27 ID:wEb00CFf
����1�A���Y��ł邪�A�u���a�̃k�X�~���H�v�Ȃ�ł����A
�}�ʂł́A�a�����ƒ[�ʕ����ɋ���27�D5�x�}1�x�ǂ��������������ŁA
��i�ɂ�������u���̐n���˂�����ǂ��i35�x�̐n���j�v�Ƃ�����ŁA
������i�����A�m���Ɂu27�D5�{�R�T�{27�D5���X�O�x�v�ŁA�Ȃ�قǁj�Ǝv���Ă���Ă݂Ă��A
�S�R��������ł��B�ǂ��������Ȃ���ł��傤���H
�}�ʂł́A�a�����ƒ[�ʕ����ɋ���27�D5�x�}1�x�ǂ��������������ŁA
��i�ɂ�������u���̐n���˂�����ǂ��i35�x�̐n���j�v�Ƃ�����ŁA
������i�����A�m���Ɂu27�D5�{�R�T�{27�D5���X�O�x�v�ŁA�Ȃ�قǁj�Ǝv���Ă���Ă݂Ă��A
�S�R��������ł��B�ǂ��������Ȃ���ł��傤���H
92 �F���������R���N�F2011/02/27(��) 10:49:43.25 ID:XjLf/2KX
>>90
�Ƃ肠�����t���[��CAD���������čD���Ȃ̂����Ă݂�H
�Ƃ肠�����t���[��CAD���������čD���Ȃ̂����Ă݂�H
93 �F���������R���N�F2011/02/27(��) 11:08:35.59 ID:JpovYrzJ
>>90
CAD����Ȃ���
http://www5d.biglobe.ne.jp/~okina-39/index.htm
http://www.vector.co.jp/soft/win95/business/se281181.html
CAD����Ȃ���
http://www5d.biglobe.ne.jp/~okina-39/index.htm
http://www.vector.co.jp/soft/win95/business/se281181.html
94 �F���������R���N�F2011/02/27(��) 11:36:50.56 ID:xlkwD6dP
>>91
���{��
���{��
95 �F���������R���N�F2011/02/27(��) 12:18:42.14 ID:SNbEgdfn
>>90
�v�Ŏg���Ă���\�t�g���g�킹�Ė���������ȒP�ȋC������B
�}�ʃf�[�^�����̂܂ܖႦ�Η~�����|�C���g�͊ȒP�ɏo���邩��ˁB
������x�g������ė���ƕύX��蒼�����������ꍇ������Ő}�ʏC�����o���邩��Ǘ����y�ɂȂ��B
�v�Ŏg���Ă���\�t�g���g�킹�Ė���������ȒP�ȋC������B
�}�ʃf�[�^�����̂܂ܖႦ�Η~�����|�C���g�͊ȒP�ɏo���邩��ˁB
������x�g������ė���ƕύX��蒼�����������ꍇ������Ő}�ʏC�����o���邩��Ǘ����y�ɂȂ��B
96 �F���������R���N�F2011/02/27(��) 12:26:53.43 ID:SNbEgdfn
97 �F���������R���N�F2011/02/27(��) 14:32:10.31 ID:ouXB3dXn
98 �F���������R���N�F2011/02/27(��) 22:48:28.28 ID:cemf7EGQ
>>90
������CAD�I�X�X������
������CAD�I�X�X������
99 �F���������R���N�F2011/02/28(��) 02:54:21.13 ID:d1+1lkRa
>>2
���{�̓I���R���B���ꂩ��̃��m�Â���͐V���������I(���ٽ�������
���{�̓I���R���B���ꂩ��̃��m�Â���͐V���������I(���ٽ�������
100 �F���������R���N�F2011/02/28(��) 08:35:26.96 ID:evQrXu3u
�炾�ȁ[�BJW�͌��z�������ۂ����烄���Ƃ���
�J�X�^�}�C�Y���Ȃ��Ǝg���ɂ����Ɗ������B
���Ƃ͉p�ꕪ����Ȃ炇CAD�Ƃ����ȁ[�B���͂킩���
�J�X�^�}�C�Y���Ȃ��Ǝg���ɂ����Ɗ������B
���Ƃ͉p�ꕪ����Ȃ炇CAD�Ƃ����ȁ[�B���͂킩���
101 �F���������R���N�F2011/03/01(��) 11:06:22.49 ID:izhgIU9v
�����̉�Ђɂ���C���������f�u���ڏ��߂��ă}�W�E�U�C��B
�f�u�Ȃ̂Ƀi���Ŏ��M�ߏ�ŃI�}�P�ɃZ�R���B
�f�u�Ȃ̂Ƀi���Ŏ��M�ߏ�ŃI�}�P�ɃZ�R���B
102 �F���������R���N�F2011/03/01(��) 12:32:36.78 ID:MCCI7xSc
��
�f�u�u���O���}�V�����炗�������v
�f�u�u���O���}�V�����炗�������v
103 �F���������R���N�F2011/03/01(��) 14:09:13.77 ID:qsnwXpqK
�܂��s���ɂȂ��Ďd�����Ȃ��Ȃ肻�����ˁB
104 �F���������R���N�F2011/03/01(��) 16:27:55.65 ID:izhgIU9v
>>102
�{�l���������������������������������������������������l��������������������������������������������������������������������������������������
�{�l���������������������������������������������������l��������������������������������������������������������������������������������������
105 �F���������R���N�F2011/03/01(��) 23:10:21.17 ID:IR8kR/iF
�݂Ȃ���A���肪�Ƃ��������܂��B
�t���[�\�t�g�̓�CAD�Ƃ����̂��悳�����ł��ˁB
����>>89�Ȃ̂ł����A���N�O�ɂ��̃X���̂P�̂P�𗧂Ă����̂ł��B
���炾��Ƃ���Ă邤���ɂ��̂܂ɂ����̍ɂȂ��Ă��܂��������ł��B
�x�݂͓��j�̂݁i�قƂ�Ǔy�j�o�j�A������17�����炢����オ��Ȃ��A�{�[�i�X�͂Ȃ��A
�������ł��ޏ������Ȃ��A�y���݂��Ȃ��A�ŁA���Ղ�����Ă܂����A
�u�킩��˂��c�v�u�͂��A���s���Ȃ��Ă悩�����c�v
�u�c�ƂƂ��v�͂�����ȁ`�v����ɂ͋x�e���ɊO�̓��H�����Ȃ���
�u�g���b�N�^�]��Ƃ�������ȁ`�A�y�����Łv�ƁA����Ȋ����ł��B
�d���ɂ��C������܂���B�������߂����������̂ł��傤���H
�t���[�\�t�g�̓�CAD�Ƃ����̂��悳�����ł��ˁB
����>>89�Ȃ̂ł����A���N�O�ɂ��̃X���̂P�̂P�𗧂Ă����̂ł��B
���炾��Ƃ���Ă邤���ɂ��̂܂ɂ����̍ɂȂ��Ă��܂��������ł��B
�x�݂͓��j�̂݁i�قƂ�Ǔy�j�o�j�A������17�����炢����オ��Ȃ��A�{�[�i�X�͂Ȃ��A
�������ł��ޏ������Ȃ��A�y���݂��Ȃ��A�ŁA���Ղ�����Ă܂����A
�u�킩��˂��c�v�u�͂��A���s���Ȃ��Ă悩�����c�v
�u�c�ƂƂ��v�͂�����ȁ`�v����ɂ͋x�e���ɊO�̓��H�����Ȃ���
�u�g���b�N�^�]��Ƃ�������ȁ`�A�y�����Łv�ƁA����Ȋ����ł��B
�d���ɂ��C������܂���B�������߂����������̂ł��傤���H
106 �F���������R���N�F2011/03/01(��) 23:17:58.46 ID:kTgwSlwG
�������������͒m��A���߂�Ȃ玟�̏����������Ă��炾�B
�Ȃ�Ƃ��Ȃ�ł܂����߂�͔̂n���̂��邱�ƁB
�Ȃ�Ƃ��Ȃ�ł܂����߂�͔̂n���̂��邱�ƁB
107 �F���������R���N�F2011/03/02(��) 00:00:39.03 ID:CCLjhQ90
���̂��炢�̔N�ɂȂ�Ƃ��C�łȂ��Ȃ��Ă����ˁB
108 �F���������R���N�F2011/03/02(��) 00:52:21.88 ID:Vu6woUi1
�g�C���b�g�y�[�p�[
�؍��
�e��H��̃X�y�A
�����K�v�Ȏ��ɖ����B
�����S�ĕ�[
�؍��
�e��H��̃X�y�A
�����K�v�Ȏ��ɖ����B
�����S�ĕ�[
109 �F���������R���N�F2011/03/02(��) 07:40:02.05 ID:pmspfbZi
>>105
����ȏ��ɏ������݂��Ăǂ����ė~�����H
�Ԃ߂ė~�����̂��H
�\�͂��������狋�����オ�疳�����˔\������B
�������߂ăg���b�N�̉^�]��ɂł��Ȃ�ȁB
����ȏ��ɏ������݂��Ăǂ����ė~�����H
�Ԃ߂ė~�����̂��H
�\�͂��������狋�����オ�疳�����˔\������B
�������߂ăg���b�N�̉^�]��ɂł��Ȃ�ȁB
110 �F���������R���N�F2011/03/02(��) 08:27:31.93 ID:xqjABJ0+
>>105
���N���O�ɂ��b�`�c�^�b�`�l�Ƃ͂ǂ�Ȃ��̂��g���Ă݂�����
�����Ă����āA�t���[�ł��̌��łł��_�E�����[�h����
�g���Ă݂�����ƕԓ����������̂ɖ�����
�u�炃�����悳�����ł��ˁv�̒i�K�Ȃ̂�
���N���O�ɂ��b�`�c�^�b�`�l�Ƃ͂ǂ�Ȃ��̂��g���Ă݂�����
�����Ă����āA�t���[�ł��̌��łł��_�E�����[�h����
�g���Ă݂�����ƕԓ����������̂ɖ�����
�u�炃�����悳�����ł��ˁv�̒i�K�Ȃ̂�
111 �F���������R���N�F2011/03/02(��) 15:38:58.60 ID:17E4rolI
112 �F���������R���N�F2011/03/02(��) 18:25:02.17 ID:tuQEQl9F
>>105
���߂�Ƃ��͎��̐E���߂Ă��玫�߂�I�I
�ɂȂƂ��Ƀn���[���[�N���Č�����m�F���Ă݂���H
���X�g������Đ��ՍH�A���o�C�g���̉�(30��㔼)����̃A�h�o�C�X�����B
���̃X��1��1�����ˁB
�������̃X��1��1���猩�Ă��邯�ǁB
���߂�Ƃ��͎��̐E���߂Ă��玫�߂�I�I
�ɂȂƂ��Ƀn���[���[�N���Č�����m�F���Ă݂���H
���X�g������Đ��ՍH�A���o�C�g���̉�(30��㔼)����̃A�h�o�C�X�����B
���̃X��1��1�����ˁB
�������̃X��1��1���猩�Ă��邯�ǁB
113 �F���������R���N�F2011/03/02(��) 19:53:35.82 ID:m8Ak3ubi
114 �F���������R���N�F2011/03/02(��) 20:25:43.49 ID:PEg3cCdx
�ʎY���Ɛh����
115 �F���������R���N�F2011/03/02(��) 22:30:18.75 ID:+5tKUM8v
����
���Ȃ����}�ʂ̖������������Ə�B������Ǝv������
���Ȃ����}�ʂ̖������������Ə�B������Ǝv������
116 �F���������R���N�F2011/03/02(��) 23:13:32.69 ID:CN3bV3HX
�n���[���[�N���o���肵�Ă���H��ЂɑŐf������������������Ղ��B
���Ƒ��ƊE���Ə���������Ă����B
���Ƒ��ƊE���Ə���������Ă����B
117 �F���������R���N�F2011/03/02(��) 23:49:09.84 ID:ynzbLOqu
118 �F���������R���N�F2011/03/03(��) 01:02:15.44 ID:9gOpLTAh
��ׂ�Ȃ̂͊ԈႢ�Ȃ��B
119 �F���������R���N�F2011/03/03(��) 02:40:15.25 ID:44MPjEp0
>>105
�P�̂P�����Ă�����
�������͌���Ȃ�����JWCAD�ɂ��Ƃ��Ȃ���
�]�E���ɗL���ɓ����\��������
�ʂɌ��z�p���Ă킯�ł��Ȃ���
�P�̂P�����Ă�����
�������͌���Ȃ�����JWCAD�ɂ��Ƃ��Ȃ���
�]�E���ɗL���ɓ����\��������
�ʂɌ��z�p���Ă킯�ł��Ȃ���
120 �F���������R���N�F2011/03/03(��) 09:02:49.95 ID:JJsrnnZ4
121 �F���������R���N�F2011/03/03(��) 12:22:35.72 ID:fvK/2KTA
�В�
�u�v���싅�I����݂Ă݂�I�����������Ė������œw�͂��ē��X�������Ă���I���O�B�����X�w�͂���I�v
���P�O�O���~�I�[�o�[�̐l�Ԃ�
���P�O���~�I�[�o�[�̐l�Ԃ��ׂ�Ȃ�B
�������P�O�O�Ⴆ��Ȃ�����Ɠw�͂���s
�u�v���싅�I����݂Ă݂�I�����������Ė������œw�͂��ē��X�������Ă���I���O�B�����X�w�͂���I�v
���P�O�O���~�I�[�o�[�̐l�Ԃ�
���P�O���~�I�[�o�[�̐l�Ԃ��ׂ�Ȃ�B
�������P�O�O�Ⴆ��Ȃ�����Ɠw�͂���s
122 �F���������R���N�F2011/03/03(��) 12:32:44.60 ID:RbW9ruMc
JWCAD�Ƃ��ł����Ƃ���Ŏd���ŗL���ɂȂ�悤�Ȃ��H
�}�ʏ��������̎d������Ȃ����B
���슴�����H���ł���CAD�Ƃ͈Ⴂ�����邩��ǂ����Ȃ��̂ق�������ȋC������B
�}�ʏ��������̎d������Ȃ����B
���슴�����H���ł���CAD�Ƃ͈Ⴂ�����邩��ǂ����Ȃ��̂ق�������ȋC������B
123 �F���������R���N�F2011/03/03(��) 13:08:55.86 ID:8D+Yh42a
AUTOCAD�Ƃ���ȊO
124 �F���������R���N�F2011/03/03(��) 16:15:28.58 ID:MmCDIl3U
AUTOCAD�g������E��ɂ���ȗǂ�CAD�������B
�t���[�\�t�g�ɖт��͂������x�̕�CAD���g�����Ȃ��ăh���炵�Ă����y�B�����Ă��Ăقق��܂���
�t���[�\�t�g�ɖт��͂������x�̕�CAD���g�����Ȃ��ăh���炵�Ă����y�B�����Ă��Ăقق��܂���
125 �F���������R���N�F2011/03/03(��) 17:24:21.66 ID:JqF3+mGD
��ג��H�ꂾ�ƃi�X�J�����������肵��
126 �F���������R���N�F2011/03/03(��) 18:48:21.73 ID:F4X7/N1P
�܂���ނ͂Ȃ�ł�������ȁB��ׂ�10�l���x�Ƃ�����ȉ��Ȃ�C�y�ɒN�ł��G�点��
�Ⴆ�邯�NJ��S��CADCAM�ƌ���ŕ��傪������Ă��Ђ��ƃI�y���[�^��CAM�o����
�@����Ȃ������ˁB
�Ⴆ�邯�NJ��S��CADCAM�ƌ���ŕ��傪������Ă��Ђ��ƃI�y���[�^��CAM�o����
�@����Ȃ������ˁB
127 �F���������R���N�F2011/03/04(��) 00:10:56.26 ID:aAH+9OOv
���S�ɕ�����Ă錻��ł��B
�l��������v���O�����͓����̕Ȃ݂����Ȃ��ǂ߂Ȃ��ĕ|��������
����Ń`���`���b�Ǝ����Ŏ蒼���ł��Ȃ��̂Ŗʓ|�������ł��B
����Ȃ��Ƃ��ɃZ���u���_�C�����ĂČ��Â炢���B
�l��������v���O�����͓����̕Ȃ݂����Ȃ��ǂ߂Ȃ��ĕ|��������
����Ń`���`���b�Ǝ����Ŏ蒼���ł��Ȃ��̂Ŗʓ|�������ł��B
����Ȃ��Ƃ��ɃZ���u���_�C�����ĂČ��Â炢���B
128 �F���������R���N�F2011/03/04(��) 03:18:17.00 ID:P7pRL2y5
t
129 �F���������R���N�F2011/03/04(��) 04:28:41.27 ID:P7pRL2y5
���[�A�ւ�Ȏ��ԂɋN�����܂���
����͂������Ƃ����ă��V�E�}���������炩����
����͂������Ƃ����ă��V�E�}���������炩����
130 �F���������R���N�F2011/03/04(��) 06:43:40.95 ID:oQ7NNdDK
>>79
�ʃ����ĂȂ�B�B�e������ǂ����ɑ��M���������
�ʃ����ĂȂ�B�B�e������ǂ����ɑ��M���������
131 �F���������R���N�F2011/03/04(��) 07:35:20.32 ID:hWldZ9dv
�����Ń|�C���o�������݂����Ȏg�����Ȃ�CAD�Ȃ�ĉ��ł���������
�Ⴄ�Ǝ�ɓ]�E�Ƃ��l����K�v������ꍇ
���̒���JW��AUTO�̂Q����Ԃ�����
�Ⴄ�Ǝ�ɓ]�E�Ƃ��l����K�v������ꍇ
���̒���JW��AUTO�̂Q����Ԃ�����
132 �F���������R���N�F2011/03/04(��) 08:11:11.43 ID:QnsLt1ud
>>130
����������ŋߒm�������ǁA�g�ѓd�b�Ŏʐ^���B�e���邱�Ɓi�������͎B�e�����ʐ^�j���ʃ��ƌ����悤��
�́X�g�ѓd�b�Ŏʐ^���B�e�����烁�[���ő��t����Ƃ�����Ƃ���ʉ����Ă����c���Ǝv����
>>131
�ǂ������g���Ȃ����͂Ȃ����ǐ[���������ĂȂ�����������ق����ǂ�����
�RDCAD�ŕ`��������������ˁA�������x�̗͗ʂ���
���ƃm���q�X�����g�������Ɩ�������q�X�g���[�^���g���Ă݂���
����������ŋߒm�������ǁA�g�ѓd�b�Ŏʐ^���B�e���邱�Ɓi�������͎B�e�����ʐ^�j���ʃ��ƌ����悤��
�́X�g�ѓd�b�Ŏʐ^���B�e�����烁�[���ő��t����Ƃ�����Ƃ���ʉ����Ă����c���Ǝv����
>>131
�ǂ������g���Ȃ����͂Ȃ����ǐ[���������ĂȂ�����������ق����ǂ�����
�RDCAD�ŕ`��������������ˁA�������x�̗͗ʂ���
���ƃm���q�X�����g�������Ɩ�������q�X�g���[�^���g���Ă݂���
133 �F���������R���N�F2011/03/04(��) 11:40:10.98 ID:oQ7NNdDK
�e�[�v�^�]���[�h�݂����Ȃ��B�����Ⴓ�����ɊO�����͂Ƃ����\�L�ɂȂ�����
134 �F���������R���N�F2011/03/04(��) 12:53:47.69 ID:gYtwUCGJ
135 �F���������R���N�F2011/03/05(�y) 00:20:42.06 ID:XvjL5P4Y
�u�|�v
136 �F���������R���N�F2011/03/05(�y) 02:40:54.19 ID:K81z6FgX
���̋ƊE���Ċ�{���̂Â��肪�D���Ƃ�
���̂����d���Ɋ�тƂ������Ă�l�������́H
�c�Ɣ��ɂ���Ƃ��������̂ɓ��ꊴ���镔�����������
���������d�����ĕ��ʂǂꂮ�炢�Ŋo���������ł����H
���Ƌ@�B���H�Z�\�m�̎��i�̋��݂��Ď��ۂǂꂮ�炢�̂��̂ł����H
���̂����d���Ɋ�тƂ������Ă�l�������́H
�c�Ɣ��ɂ���Ƃ��������̂ɓ��ꊴ���镔�����������
���������d�����ĕ��ʂǂꂮ�炢�Ŋo���������ł����H
���Ƌ@�B���H�Z�\�m�̎��i�̋��݂��Ď��ۂǂꂮ�炢�̂��̂ł����H
137 �F���������R���N�F2011/03/05(�y) 07:08:24.06 ID:3rH9YcVc
���i��芬�ƋZ�p
138 �F���������R���N�F2011/03/05(�y) 12:31:45.76 ID:NjVg3sdI
>>137
���i�����Ă��ł���������̂Ȃ炢�����ǂ�
�Ⴆ�Γ��ƊE�ɓ]�E����Ƃ��āA���l��W��Ƃɑ��ăA�s�[������Ȃ�
���H���Ă���Ƃ���ɂł������Ȃ��ƁA���������Ƃ���ł�������Ȃ���
���i�����Ă��ł���������̂Ȃ炢�����ǂ�
�Ⴆ�Γ��ƊE�ɓ]�E����Ƃ��āA���l��W��Ƃɑ��ăA�s�[������Ȃ�
���H���Ă���Ƃ���ɂł������Ȃ��ƁA���������Ƃ���ł�������Ȃ���
139 �F���������R���N�F2011/03/05(�y) 12:38:52.94 ID:SJnrnfUO
�w���ƈꏏ����
140 �F���������R���N�F2011/03/05(�y) 14:48:43.36 ID:sKlBx/Zc
���ۓ]�E�̖ʐڂŎ��i���\���ɃA�s�[�����Ă݂��炢�������B
�u�ց[�����Ă�v���炢�̂�����B
�g�p�o���̂���@�B�Ɛ��䑕�u�ƃv���O�����̗���x���������ق����L�����ƁB
�u�ց[�����Ă�v���炢�̂�����B
�g�p�o���̂���@�B�Ɛ��䑕�u�ƃv���O�����̗���x���������ق����L�����ƁB
141 �F���������R���N�F2011/03/05(�y) 14:59:03.62 ID:sKlBx/Zc
���A>>136�̂悤�Ȗ��o���Ŏ��i�����Ă���ǂ��]������邩�̘b�ł��ˁB
�\�͖͂��o�������ǁA�o����C�͏\������܂���Ƃ����A�s�[���ɂ͂Ȃ��Ȃ��H
�\�͖͂��o�������ǁA�o����C�͏\������܂���Ƃ����A�s�[���ɂ͂Ȃ��Ȃ��H
142 �F���������R���N�F2011/03/05(�y) 15:15:37.23 ID:NjVg3sdI
���ہA�@�B���H�Z�\�m�̎��i�ŕ]���ΏۂɂȂ肻���Ȃ̂�2�����炶��Ȃ������H
�����������o���ŋ@�B���H�Z�\�m2�����Ď�Ȃ��Ǝv�����ǁH�H
�����������o���ŋ@�B���H�Z�\�m2�����Ď�Ȃ��Ǝv�����ǁH�H
143 �F���������R���N�F2011/03/05(�y) 18:12:42.40 ID:cBWKIKzJ
>>137
�u���v���Č����ȁA�u�o���v����H
�u���v���Č����ȁA�u�o���v����H
144 �F���������R���N�F2011/03/05(�y) 18:20:37.91 ID:K81z6FgX
�@�B���H�Z�\�m�̎��i������A���̎d����������x�ł���ؖ��Ƃ�
�Ď���ƍl���Ă܂����B
���o������͂��߂Ă��̎��i�����郌�x���܂łǂꂮ�炢
��������̂��Ǝv���܂��āB
���̎��i�̃��x�����炢��������x�d�����ł��郉�C���ɂȂ�
�̂��ȁH�ƁB
���ǂ͂��̂����肽���Ƃ����C�����Ƃ��K�����������ȁB�B
�Ď���ƍl���Ă܂����B
���o������͂��߂Ă��̎��i�����郌�x���܂łǂꂮ�炢
��������̂��Ǝv���܂��āB
���̎��i�̃��x�����炢��������x�d�����ł��郉�C���ɂȂ�
�̂��ȁH�ƁB
���ǂ͂��̂����肽���Ƃ����C�����Ƃ��K�����������ȁB�B
145 �F���������R���N�F2011/03/05(�y) 18:42:12.95 ID:sX6cfwSj
���i�͎d���̔\�͂̎w�W�Ƃ��Ă͖𗧂��Ȃ�����
���ۂɂ͖𗧂��Ȃ��m���Ƃ����Ȃ��Ǝ��Ȃ���
��������l���������l����
���ۂɎd�����o���o�����Ȃ��x�e������������
���o���̐V�l������̐��w�Z�𑲋Ƃ���������
�����I�ɂƂ��Ă��肷�邩���
������ЂƂ��Ă͑ΊO�I�ɂ����̎Ј���
���i�����Ă�l�����l���܂����ăA�s�[���ł��邩��
�A�E�ɂ͖𗧂�Ȃ��@���o���Ŏ��Z�����͂����Ǝv����
���ۂɂ͖𗧂��Ȃ��m���Ƃ����Ȃ��Ǝ��Ȃ���
��������l���������l����
���ۂɎd�����o���o�����Ȃ��x�e������������
���o���̐V�l������̐��w�Z�𑲋Ƃ���������
�����I�ɂƂ��Ă��肷�邩���
������ЂƂ��Ă͑ΊO�I�ɂ����̎Ј���
���i�����Ă�l�����l���܂����ăA�s�[���ł��邩��
�A�E�ɂ͖𗧂�Ȃ��@���o���Ŏ��Z�����͂����Ǝv����
146 �F���������R���N�F2011/03/05(�y) 19:10:10.70 ID:9Hr+Kuvt
����ł�
400*400*400���[�N�����^�̋@�B�Ńo�C�X�N�����v������
��+�������ǂ����Ă�0.03���炢�|��Ă��܂��i�o�C�X�̌���������55�~���j
�U�ʌ�������Ă��Ă��āA���p�A���s�������ɂłĂ���Ƃ����O��łł����E�E
�Ȃ������Ȃ�̂ł��傤�H
�d�̖͂��ł��傤���H
�݂Ȃ����������ꍇ�ǂ����Ă܂����H
400*400*400���[�N�����^�̋@�B�Ńo�C�X�N�����v������
��+�������ǂ����Ă�0.03���炢�|��Ă��܂��i�o�C�X�̌���������55�~���j
�U�ʌ�������Ă��Ă��āA���p�A���s�������ɂłĂ���Ƃ����O��łł����E�E
�Ȃ������Ȃ�̂ł��傤�H
�d�̖͂��ł��傤���H
�݂Ȃ����������ꍇ�ǂ����Ă܂����H
147 �F���������R���N�F2011/03/05(�y) 19:25:49.44 ID:wN2z+NkB
>>146
�N�����v����ȏ�͉��͂������邩�炻���֓������H
�o�C�X�̌����ɃL���R����������Ă���H
���[�N�������͈͓̔��Œ��p�A���s�悶�ꂪ����H
�厲�̔M�ψʁHY���̓|��H
�Ԃ��Ă��Ă݂��
�N�����v����ȏ�͉��͂������邩�炻���֓������H
�o�C�X�̌����ɃL���R����������Ă���H
���[�N�������͈͓̔��Œ��p�A���s�悶�ꂪ����H
�厲�̔M�ψʁHY���̓|��H
�Ԃ��Ă��Ă݂��
148 �F���������R���N�F2011/03/05(�y) 19:44:19.03 ID:fbXBnSHS
149 �F���������R���N�F2011/03/05(�y) 20:23:44.68 ID:9Hr+Kuvt
���X�����ł�
�����͒��ߕt�����������A�V�����܂�����A�o�C�X�����Ē���������Ŕ�ꂽ���E�E�E
�C�P�[���ƃo�C�X�ƃ��[�N���������p��������Z�b�g���邾���ŏo��̂����������I�I�I
�Ǝv���āA�u�o�C�X���ʂƃC�P�[�����ꔭ�����Ă�邤���I�I�v�ƌ����āA��낤�Ƃ������i�ɂƂ߂�ꂽ�������E�E
�����͒��ߕt�����������A�V�����܂�����A�o�C�X�����Ē���������Ŕ�ꂽ���E�E�E
�C�P�[���ƃo�C�X�ƃ��[�N���������p��������Z�b�g���邾���ŏo��̂����������I�I�I
�Ǝv���āA�u�o�C�X���ʂƃC�P�[�����ꔭ�����Ă�邤���I�I�v�ƌ����āA��낤�Ƃ������i�ɂƂ߂�ꂽ�������E�E
150 �F���������R���N�F2011/03/05(�y) 20:29:19.99 ID:9Hr+Kuvt
�ނ����Ă���Ɠ��n���}�[�Ńo�C�X���ʂ������ă��[�N��]�����Ă鉴�A�z�X����
151 �F���������R���N�F2011/03/05(�y) 22:20:50.38 ID:3rH9YcVc
152 �F���������R���N�F2011/03/05(�y) 22:50:11.44 ID:eDMrwD2u
>>146
�o�C�X���ă��[�N�����X�߂ł����߂��Ⴄ�������邩���
�d�ʕ����Ɠ���
���Ƃ͌����̗����̐��x���낤��
�P���v�Z�Ō�����0.004�|��Ă邩��Ƃ��E�E�E
�o�C�X���ă��[�N�����X�߂ł����߂��Ⴄ�������邩���
�d�ʕ����Ɠ���
���Ƃ͌����̗����̐��x���낤��
�P���v�Z�Ō�����0.004�|��Ă邩��Ƃ��E�E�E
153 �F���������R���N�F2011/03/06(��) 00:25:01.43 ID:ge6s8hHc
�o�C�X�Ȃ�Ă���́A�|��ē��R
�|�����ɗ͂����Ē��߂Ă����
�|�����ɗ͂����Ē��߂Ă����
154 �F���������R���N�F2011/03/06(��) 00:27:45.89 ID:43cphouT
���߂��畂���Ɍ��܂��Ă邪��
���x�K�v�Ȃ�ʂ̃N�����v���@�l���Ȃ���
���x�K�v�Ȃ�ʂ̃N�����v���@�l���Ȃ���
155 �F���������R���N�F2011/03/06(��) 01:46:53.28 ID:lUG4dK+e
>>146
http://www.tsudakoma.co.jp/mta/japanese/product/pdf/vr-spec.pdf
���̃o�C�X���ƁA�ő��ɕ����オ�肵�Ȃ��B
�����̃l�W�������ƒ����t���[���łȂ����Ă��邩��A���������[�N�ɂȂ炤�B
http://www.tsudakoma.co.jp/mta/japanese/product/pdf/vj-spec.pdf
1�i���̂Ȃ炱�ꂪ�����B
http://www.tsudakoma.co.jp/mta/japanese/product/pdf/vr-spec.pdf
���̃o�C�X���ƁA�ő��ɕ����オ�肵�Ȃ��B
�����̃l�W�������ƒ����t���[���łȂ����Ă��邩��A���������[�N�ɂȂ炤�B
http://www.tsudakoma.co.jp/mta/japanese/product/pdf/vj-spec.pdf
1�i���̂Ȃ炱�ꂪ�����B
156 �F���������R���N�F2011/03/06(��) 05:00:40.66 ID:epNdTLEK
��Ζ����܂��܂��Â��ȁ[
���o�����Ɗo����̕��ʂR�`�T�N�H���炢����
��������Ă�̂��ł��ς���Ă��܂���ˁA�S����番��̂��̍��Ƃ��ł��B
�܂��ł��ȒP�Ȃ��̂��������ЂȂ�ĂȂ����c�B
���i���o�����Č����邭�炢�̈�l�O�ȏ�̃��x�����ƁA�����Ƃ�������̂���
���̂Â���D�����Ă̂͌����܂ł��Ȃ��ł����
�K���Ȃ��Ɗo����Ă��y�����Ȃ��Ă����Ȃ���������Ȃ�����
���ꂾ�ƐF�X�h����������
���o�����Ɗo����̕��ʂR�`�T�N�H���炢����
��������Ă�̂��ł��ς���Ă��܂���ˁA�S����番��̂��̍��Ƃ��ł��B
�܂��ł��ȒP�Ȃ��̂��������ЂȂ�ĂȂ����c�B
���i���o�����Č����邭�炢�̈�l�O�ȏ�̃��x�����ƁA�����Ƃ�������̂���
���̂Â���D�����Ă̂͌����܂ł��Ȃ��ł����
�K���Ȃ��Ɗo����Ă��y�����Ȃ��Ă����Ȃ���������Ȃ�����
���ꂾ�ƐF�X�h����������
157 �F���������R���N�F2011/03/06(��) 07:24:47.42 ID:JhM+Xalp
����ς���߂���X�����蕂�����肷�����Ȃ�ł��ˁE�E
�c�^�ŏ������ƒႢ�ق��ɃV�����܂�����o�C�X���R���R���@���̊y������
���ŏd�ʕ����ƁA�@�B�̒������ăz�C�X�g�Œ݂�Ȃ���V�����ꂽ��Ƃ��|�����E�E
�o�C�X�̌Œ���ɂ߂�Ɨ��������������E�E
�c�^�ŏ������ƒႢ�ق��ɃV�����܂�����o�C�X���R���R���@���̊y������
���ŏd�ʕ����ƁA�@�B�̒������ăz�C�X�g�Œ݂�Ȃ���V�����ꂽ��Ƃ��|�����E�E
�o�C�X�̌Œ���ɂ߂�Ɨ��������������E�E
158 �F���������R���N�F2011/03/06(��) 07:25:15.71 ID:0ywpNj0e
���d�ɔ�ׂ��؍���H�̓N�\�B���d�͂ق�ƂɌo�������m������
��������A�ΉԂ̏�ԂōœK�ȏ����Ȃ̂��ǂ������f���Ȃ���Ȃ�Ȃ�
�p�\�R���̑O�Ō��I���ă}�E�X�������Ă�R���s���[�^�[���K����
�v���O��������Ă����̂Ƃ̓��P���Ⴄ
��������A�ΉԂ̏�ԂōœK�ȏ����Ȃ̂��ǂ������f���Ȃ���Ȃ�Ȃ�
�p�\�R���̑O�Ō��I���ă}�E�X�������Ă�R���s���[�^�[���K����
�v���O��������Ă����̂Ƃ̓��P���Ⴄ
159 �F���������R���N�F2011/03/06(��) 08:37:25.42 ID:rQimureZ
>>158
���������ĂȂ��ȃv���O�����Ȃ�ĒN�ł������
�H��̃`���C�X�A��]�A����A�؍�ʂ̐ݒ�
�؍�c�݂̍l���A�N�����v���@�Ȃǂ܂��܂��F�X���邪
�o���ƃZ���X���Ȃ��Ƃł��Ȃ�
���������ĂȂ��ȃv���O�����Ȃ�ĒN�ł������
�H��̃`���C�X�A��]�A����A�؍�ʂ̐ݒ�
�؍�c�݂̍l���A�N�����v���@�Ȃǂ܂��܂��F�X���邪
�o���ƃZ���X���Ȃ��Ƃł��Ȃ�
160 �F���������R���N�F2011/03/06(��) 08:54:38.03 ID:OrRSdrjz
>>155
>>146�̃��[�N�T�C�Y�����ĂˁB
���̃T�C�Y�Ȃ�ǂ̃��[�J�[�̂ł������オ��h�~���Ă���g����Ǝv���B
>>158
���d�́u���H�����v�Ɛ؍�́u�v���O�����v���r���Ă鎞�_�Ŗ������Ă�C�����Ȃ��H
>>146�̃��[�N�T�C�Y�����ĂˁB
���̃T�C�Y�Ȃ�ǂ̃��[�J�[�̂ł������オ��h�~���Ă���g����Ǝv���B
>>158
���d�́u���H�����v�Ɛ؍�́u�v���O�����v���r���Ă鎞�_�Ŗ������Ă�C�����Ȃ��H
161 �F���������R���N�F2011/03/06(��) 10:06:07.44 ID:C07V1xpI
>>158
���A���d������Ă������Ǐ����o���̓�Փx�͐؍�̕��������[���Ǝv����B
���A���d������Ă������Ǐ����o���̓�Փx�͐؍�̕��������[���Ǝv����B
162 �F���������R���N�F2011/03/06(��) 12:50:01.36 ID:rAPpYEFP
���C���[���d�͉���Ɏ��ԃP�`�낤�Ƒ��x�グ�ă��C���[��Ă悭���Ԃʂɂ����Ȃ��B
163 �F���������R���N�F2011/03/06(��) 13:16:34.71 ID:4Bja1w/t
�Ƃɂ������ɂ���ׂ�Ǝ�
164 �F���������R���N�F2011/03/06(��) 16:41:36.59 ID:epNdTLEK
>>159
���d�A�؍�ǂ��������Ęb�͒u���Ƃ��āA
�v���O�����͂�����x�͒N�ł��ł�����Ă����̂͂킩��C������
����ȊO�̒i���͌o���ƃZ���X����܂����
���d�A�؍�ǂ��������Ęb�͒u���Ƃ��āA
�v���O�����͂�����x�͒N�ł��ł�����Ă����̂͂킩��C������
����ȊO�̒i���͌o���ƃZ���X����܂����
165 �F���������R���N�F2011/03/06(��) 17:19:35.76 ID:TqvMMb4j
�����Ȃ�ƒ��@�B�������オ��Ȃ���ł���
����͋�̓I�ɓ����ʼn����N���Ă���̂��m���Ă�����������܂��H
���[�J�[�ɕ����Ɛ���ՂɃh���C���[���ĂĒg�߂��
�����オ��₷���Ȃ邻���ł���
�ቷ�ł͓d�C�I�ɉ����N�����Ă�̂�����������ƌ����悭�g�߂���Ǝv����ł�
����͋�̓I�ɓ����ʼn����N���Ă���̂��m���Ă�����������܂��H
���[�J�[�ɕ����Ɛ���ՂɃh���C���[���ĂĒg�߂��
�����オ��₷���Ȃ邻���ł���
�ቷ�ł͓d�C�I�ɉ����N�����Ă�̂�����������ƌ����悭�g�߂���Ǝv����ł�
166 �F���������R���N�F2011/03/06(��) 17:38:05.08 ID:1bPxSMuI
167 �F���������R���N�F2011/03/06(��) 17:53:45.81 ID:OFpmIftz
�����͉̂��x���Ⴂ�Ɠd�C��R�������Ȃ�
�ቷ���Ɠd�C��R�������āA��H���h���C�u����d��������Ȃ��Ȃ��ˁH
�t�ɉ��x���オ��Ɠd�C���ʂ�₷���Ȃ�
�������p���Ȃ��ƔM�\���Ƃ�����
�ቷ���Ɠd�C��R�������āA��H���h���C�u����d��������Ȃ��Ȃ��ˁH
�t�ɉ��x���オ��Ɠd�C���ʂ�₷���Ȃ�
�������p���Ȃ��ƔM�\���Ƃ�����
168 �F���������R���N�F2011/03/06(��) 18:33:41.85 ID:xkpWTkmA
���ʂ̉�Ёi������ƈȊO�j�ŕ��ʂɎd�����ĔN��1000���~������H�����Ă���́H
169 �F���������R���N�F2011/03/06(��) 18:45:05.62 ID:q0/h5vxA
170 �F���������R���N�F2011/03/06(��) 18:49:55.65 ID:OrRSdrjz
�����ɕ��ʂɂ̂��Ă邪�E�E�E
171 �F���������R���N�F2011/03/06(��) 18:52:11.78 ID:rAPpYEFP
>>151�̈Ӗ��͈�ʓI����Ȃ��B
�����ɂ����킩��Ȃ����t���g���đ��l�ɐ���������Ă̂͌����s���ł͂Ȃ��B
�����ɂ����킩��Ȃ����t���g���đ��l�ɐ���������Ă̂͌����s���ł͂Ȃ��B
172 �F���������R���N�F2011/03/06(��) 19:08:52.59 ID:xkpWTkmA
�����s�����郄�c���Ȃ��ā[��
173 �F���������R���N�F2011/03/06(��) 20:21:26.94 ID:OrRSdrjz
>>171
���āu �����̈Ӗ���悵�������I�Ɋ����Ƃ�A���f����\�́v�ł���B
>>151�̕\�������������ˁB
�o�������Ă��o���Ȃ��l�����ς����邶���B�o���Ȃ��l�̗�Ƃ��Ă͏����̍l�������A
��10��2���n�͂��̏����ʼn��H���Ă��̂ł��̏����łn�j�A�Ƃ��������B
�g�������Ȃ��H��A���H�������Ȃ��`��ɑ��Ď����ōl���鎖�����܂�ł��Ȃ��Ƃ��B
���t�̎g�������s���Ȃ犨����Ȃ��ăZ���X���ˁH���t���ē���̂ʼn��Ƃ��Ă͂ǂ����ł�
�������ǁB
���āu �����̈Ӗ���悵�������I�Ɋ����Ƃ�A���f����\�́v�ł���B
>>151�̕\�������������ˁB
�o�������Ă��o���Ȃ��l�����ς����邶���B�o���Ȃ��l�̗�Ƃ��Ă͏����̍l�������A
��10��2���n�͂��̏����ʼn��H���Ă��̂ł��̏����łn�j�A�Ƃ��������B
�g�������Ȃ��H��A���H�������Ȃ��`��ɑ��Ď����ōl���鎖�����܂�ł��Ȃ��Ƃ��B
���t�̎g�������s���Ȃ犨����Ȃ��ăZ���X���ˁH���t���ē���̂ʼn��Ƃ��Ă͂ǂ����ł�
�������ǁB
174 �F���������R���N�F2011/03/06(��) 20:31:11.08 ID:+y603MFq
���g�������Ȃ��H��A���H�������Ȃ��`��ɑ��Ď����ōl���鎖�����܂�ł��Ȃ��Ƃ��B
�����ōl����\�͂����Ƃ͌���Ȃ�
�����ōl����\�͂����Ƃ͌���Ȃ�
175 �F���������R���N�F2011/03/06(��) 20:32:53.53 ID:+y603MFq
�����Ă̂̓W�����P���ʼn��o�������߂�s�ׂ��B
�d��������ȓK���Ȕ��f�ł��Ȃ�����B
�d��������ȓK���Ȕ��f�ł��Ȃ�����B
176 �F���������R���N�F2011/03/06(��) 20:37:11.88 ID:rAPpYEFP
���������Ǝv����B
>>137�́u���i��芬�ƋZ�p�v�ƌ����āA�Ȃ�قǁA�o�����x�[�X�Ɏ����ōl���邱�Ƃ��厖�ȂȂƗ����ł���l�͂܂����Ȃ��ł���B
��������ŏ�����A>>151��>>173�̐����������ق��������B
�Ԉ���Ď~�߂ė~�����Ȃ��̂́A�ʂɂ��̂��ƌ����Ă�킯����Ȃ��B
>>151��2�s�ڂ܂ł�>>173��4�s�ڈȍ~�ɂ͓������B
>>171�́A�ǂ����b���Ȃ�݂�Ȃɓ`���悤�ɘb����������������Ă����̂��ƁB
>>137�́u���i��芬�ƋZ�p�v�ƌ����āA�Ȃ�قǁA�o�����x�[�X�Ɏ����ōl���邱�Ƃ��厖�ȂȂƗ����ł���l�͂܂����Ȃ��ł���B
��������ŏ�����A>>151��>>173�̐����������ق��������B
�Ԉ���Ď~�߂ė~�����Ȃ��̂́A�ʂɂ��̂��ƌ����Ă�킯����Ȃ��B
>>151��2�s�ڂ܂ł�>>173��4�s�ڈȍ~�ɂ͓������B
>>171�́A�ǂ����b���Ȃ�݂�Ȃɓ`���悤�ɘb����������������Ă����̂��ƁB
177 �F���������R���N�F2011/03/06(��) 20:51:54.05 ID:OrRSdrjz
�F���ŏ����玑�i�̘b������Ă��킯����Ȃ��̂ōŏ����炻��������Ƃ������Ă��B
�ł��Ƃ肠����>>175�́u���v�̈Ӗ��ׂĂ��������B�����W�����P���̉��߂͈Ⴄ���ƁB
�W�����P���ɂ��Ƃ���Ȃ犨�͌ゾ���s�ׂɂȂ�C������B
�ł��Ƃ肠����>>175�́u���v�̈Ӗ��ׂĂ��������B�����W�����P���̉��߂͈Ⴄ���ƁB
�W�����P���ɂ��Ƃ���Ȃ犨�͌ゾ���s�ׂɂȂ�C������B
178 �F���������R���N�F2011/03/06(��) 21:47:38.69 ID:xkpWTkmA
���}���Ɗ��̈Ⴂ������Ȃ��A�������ł���
179 �F���������R���N�F2011/03/06(��) 22:11:38.68 ID:OrRSdrjz
�Ⴂ�͂킩�邯�Ǎ��b���Ă�̂͊��̂ق��ł���ˁO�|�O
180 �F���������R���N�F2011/03/06(��) 22:27:02.10 ID:9wdZsmMl
�Ƃɂ������ɂ���ׂ�Ǝ�
181 �F���������R���N�F2011/03/06(��) 22:52:37.26 ID:nXWmbU5y
>>167
����I�ȉ��x�œ��삵�Ȃ��Ȃ�͔̂����̂̓������������Ă��s��
����I�ȉ��x�œ��삵�Ȃ��Ȃ�͔̂����̂̓������������Ă��s��
182 �F���������R���N�F2011/03/06(��) 23:44:46.73 ID:ksWY34iT
�����̋@�B�����X���j�������d����
183 �F���������R���N�F2011/03/06(��) 23:56:30.82 ID:+y603MFq
>>181
�����ȉ��x�̍H��Ȃ낗
�����ȉ��x�̍H��Ȃ낗
184 �F���������R���N�F2011/03/06(��) 23:57:24.76 ID:OFpmIftz
�g�����W�X�^�Ƃ����o�N����炵������˂�
�����ɂ��ȑO�͕��ʂɓ����Ă����̂ɁA�ŋ߂ɂȂ��ĉ��܂�Ȃ��Ɠ����Ȃ��Ȃ����̂���䂠�����肷��
��������̖ڐ������Ă���i�A���[���Ł�����̓d��������Ȃ����Č�����j�A
�ꉞ��������A����������Ă���Ƃ������ɂ���
�g�����n�����Ƃ���ȃ����h�E�͂Ȃ��낤�ȁA���ϼ�
�����ɂ��ȑO�͕��ʂɓ����Ă����̂ɁA�ŋ߂ɂȂ��ĉ��܂�Ȃ��Ɠ����Ȃ��Ȃ����̂���䂠�����肷��
��������̖ڐ������Ă���i�A���[���Ł�����̓d��������Ȃ����Č�����j�A
�ꉞ��������A����������Ă���Ƃ������ɂ���
�g�����n�����Ƃ���ȃ����h�E�͂Ȃ��낤�ȁA���ϼ�
185 �F���������R���N�F2011/03/07(��) 01:15:43.49 ID:i+bnufT3
>>164
�� �v���O�����͂�����x�͒N�ł��ł�����Ă����̂͂킩��C������
�ł���ˁ[����������͂ق�Ɓu�A�C�c�����Ȃ��Ȃ������Ђ������s���Ȃ����Ȃ�v
�݂����ȐE�l�̏W�c�ł������
����ɂ����炾���ēd�ɂ̕��s�ʂ�o�����Z���X���K�v����H��������݂�����
�@�S�������Ȃ���H����X�p�i�Œ��߂��I���Ƃ̓��P���������B�d�ɂ̒ʂ�o����������
���x�͓d�ɂ̈ʒu���@�B�ɋ����Ă��Ȃ���Ⴂ����B�H���t�����猙�ł��厲�̒��S�ɂ���̂Ƃ͓�Փx���Ⴄ
�ق�ƃt���C�X�̘A���݂Ă�Ɗy�ł�����ȁ[�Ǝv���Ɠ����ɂ�����̓��\�ł�
�ʗp���Ȃ��낤�Ȃ������Ǝv��
�� �v���O�����͂�����x�͒N�ł��ł�����Ă����̂͂킩��C������
�ł���ˁ[����������͂ق�Ɓu�A�C�c�����Ȃ��Ȃ������Ђ������s���Ȃ����Ȃ�v
�݂����ȐE�l�̏W�c�ł������
����ɂ����炾���ēd�ɂ̕��s�ʂ�o�����Z���X���K�v����H��������݂�����
�@�S�������Ȃ���H����X�p�i�Œ��߂��I���Ƃ̓��P���������B�d�ɂ̒ʂ�o����������
���x�͓d�ɂ̈ʒu���@�B�ɋ����Ă��Ȃ���Ⴂ����B�H���t�����猙�ł��厲�̒��S�ɂ���̂Ƃ͓�Փx���Ⴄ
�ق�ƃt���C�X�̘A���݂Ă�Ɗy�ł�����ȁ[�Ǝv���Ɠ����ɂ�����̓��\�ł�
�ʗp���Ȃ��낤�Ȃ������Ǝv��
186 �F���������R���N�F2011/03/07(��) 01:59:50.73 ID:igj26lu5
���� ���������Ă�́H
187 �F���������R���N�F2011/03/07(��) 03:07:56.07 ID:EhpsGEA7
3R�g���Ăˁ[�́H
188 �F���������R���N�F2011/03/07(��) 12:12:27.95 ID:FyvtMzEo
189 �F���������R���N�F2011/03/07(��) 12:20:46.89 ID:GS43gBWl
�g�@�Ȃ̂��g�C�Ȃ̂��������i����
190 �F���������R���N�F2011/03/07(��) 12:47:43.46 ID:Zhq/uoN0
�E�l��20�����҂�����Ȃ�ēۋC�@�B�Ȃ�
191 �F���������R���N�F2011/03/07(��) 15:57:05.59 ID:sTnypeTv
SUS304�b���Ƃ����H�������Ă邯�ǁA�������̍d����
�^�b�v�����
�^�b�v�����
192 �F���������R���N�F2011/03/07(��) 18:37:12.10 ID:pNN/RQH9
193 �F���������R���N�F2011/03/07(��) 19:29:57.53 ID:Drl3Mqv6
>>191
�f���ɓ��������ĂĂ��Ƃ͎藧�Ăł�
�f���ɓ��������ĂĂ��Ƃ͎藧�Ăł�
194 �F���������R���N�F2011/03/07(��) 20:05:22.90 ID:ZxZfUsVz
195 �F���������R���N�F2011/03/07(��) 20:50:43.93 ID:C2d3GnpQ
���͌���H��ł�����Ǝ��Ԃ����Č��킵���ق����m���������肵�Ȃ����ȁB
���₻��ȃe�X�g�������ƂȂ����ǁA�O���炵�Ă݂����ȂƎv���ĂāB
���₻��ȃe�X�g�������ƂȂ����ǁA�O���炵�Ă݂����ȂƎv���ĂāB
196 �F���������R���N�F2011/03/07(��) 21:03:00.86 ID:wqhP7NnE
197 �F���������R���N�F2011/03/07(��) 21:47:33.44 ID:eWqWnEam
����������
198 �F���������R���N�F2011/03/07(��) 21:55:13.46 ID:MTQ81NtR
>>185
��̒��̊^����
��̒��̊^����
199 �F���������R���N�F2011/03/07(��) 22:01:01.12 ID:Drl3Mqv6
��(�J��)�Ɗ�(�^��)�̈Ⴂ�ɂ��ĕ��������肾�������E�E�E
�݂�Ȕ]���ϊ����Ă�́H
����Ƃ����̒m���s���Ȃ������H
�݂�Ȕ]���ϊ����Ă�́H
����Ƃ����̒m���s���Ȃ������H
201 �F���������R���N�F2011/03/07(��) 23:01:41.94 ID:zPf5ktxL
�����Ƃł͊��͌o���Ɋ�Â������]�����Ǝv�����A�l�ɂ�肯�肩�ȁB
���d���낤�ƃ}�V�j���O���낤�Ɠ�����͓�����ȒP�ȕ��͊ȒP�B
�����������H����Ȃ�ƌ����O��������������Ƃ��Ă��`��ɂ������s����������B
���̉�Ђ̎�������ɂ��ȁB
���d���낤�ƃ}�V�j���O���낤�Ɠ�����͓�����ȒP�ȕ��͊ȒP�B
�����������H����Ȃ�ƌ����O��������������Ƃ��Ă��`��ɂ������s����������B
���̉�Ђ̎�������ɂ��ȁB
202 �F���������R���N�F2011/03/07(��) 23:13:14.48 ID:wqhP7NnE
>>200
#
����y���z�m�������ځn
�m���n�J���i���j�@�^���i���j�@�m�P�n������@���炦��@���܂�P ������B���炦��B�u���E�v�Q ������Ă���B�u���\(����̂�)�^�s���v�� �u���\(����̂�)�v�́u����ʁv�̉��ω��Łu���\�v�͓��Ď��B�m ...
#
����y���z�m�������ځn
�m���n�J���i���j�@�^���i���j�@�m�P�n������@���炦��@���܂�P ������B���炦��B�u���E�v�Q ������Ă���B�u���\(����̂�)�^�s���v�� �u���\(����̂�)�v�́u����ʁv�̉��ω��Łu���\�v�͓��Ď��B�m ...
203 �F���������R���N�F2011/03/07(��) 23:32:20.09 ID:lMRwE3GM
>>200
�Q�����˂�ł͌�p�ɂ��Ă͔ς����뎚�ɂ��Ă͊���
�Q�����˂�ł͌�p�ɂ��Ă͔ς����뎚�ɂ��Ă͊���
204 �F���������R���N�F2011/03/08(��) 02:42:27.98 ID:5OQiWaJ8
>>191
�h��������]���Ƃ��Ȃ��Ƃ���������
�h��������]���Ƃ��Ȃ��Ƃ���������
205 �F���������R���N�F2011/03/08(��) 07:32:36.08 ID:1kPUXDeJ
���A�͂�
206 �F���������R���N�F2011/03/08(��) 09:37:28.74 ID:N8skdkdN
>>192
����A�O�H
MC����Ȃ����ǂ�
BIOS�̉�ʂ�20�����炢����Ă�i��������HDD�E�H�[���A�b�v�j
�C����5�x�Ƃ�����20�����炢����
������{�[���˂��̃i�b�g�����ߕӂ��缬ؼ���߷�߷��������������
���̃{�[��������������
����A�O�H
MC����Ȃ����ǂ�
BIOS�̉�ʂ�20�����炢����Ă�i��������HDD�E�H�[���A�b�v�j
�C����5�x�Ƃ�����20�����炢����
������{�[���˂��̃i�b�g�����ߕӂ��缬ؼ���߷�߷��������������
���̃{�[��������������
207 �F���������R���N�F2011/03/08(��) 12:23:52.81 ID:odhLaIOA
208 �F���������R���N�F2011/03/08(��) 16:45:45.67 ID:UB9YpzmH
���H
���A�͂��B
���A�͂��B
209 �F���������R���N�F2011/03/08(��) 19:19:06.22 ID:0TGnPj1s
�����O�h��������ނȂ��ē����Ȃ��Ŏg�p����ꍇ
�X�^�u�̏�������ǂ��������Ƃ��H
�P�@�����A30�p�[�@����0.05/������
�Q�@�����P�O�O�p�[�A����0.01/������
�R�@������������X�^�u������
�����ǂꂾ����
�X�^�u�̏�������ǂ��������Ƃ��H
�P�@�����A30�p�[�@����0.05/������
�Q�@�����P�O�O�p�[�A����0.01/������
�R�@������������X�^�u������
�����ǂꂾ����
210 �F���������R���N�F2011/03/08(��) 20:34:52.88 ID:jAuNRce4
211 �F���������R���N�F2011/03/08(��) 20:50:11.94 ID:0TGnPj1s
���܂�18�Ӄn�C�X�ǂ��
���[�N�͂����Q�S�O�Ƃ���
�h�����a���S�T�O�A�O�������A�茤���ł��邱��
���[�N�͂����Q�S�O�Ƃ���
�h�����a���S�T�O�A�O�������A�茤���ł��邱��
212 �F���������R���N�F2011/03/08(��) 21:59:48.11 ID:14BGl5l/
�f���Ɉē������J����B
213 �F���������R���N�F2011/03/08(��) 22:08:07.13 ID:Gc9KiyTl
���A�͂�
214 �F���������R���N�F2011/03/09(��) 01:25:28.57 ID:Dq4ZoiEe
��������~�X�ł��Ȃ��v���b�V���[�Ŕ�����
�����������̂Ƃ���̍H�����Ō�ŃI�V���J�ɂ�����|��
�����������̂Ƃ���̍H�����Ō�ŃI�V���J�ɂ�����|��
215 �F���������R���N�F2011/03/09(��) 02:43:04.49 ID:HoBok1Y9
�I�V���J�ɂ�����ǂ��Ȃ�́H
�ٍς͖�����ˁH
�ٍς͖�����ˁH
216 �F���������R���N�F2011/03/09(��) 03:27:21.79 ID:Dq4ZoiEe
�ǂ��Ȃ���Ĕ[���Ԃɍ���Ȃ��Ȃ邶���
�܂������Ȃ������Ƃ͂Ȃ�����
�[���Ԃɍ���Ȃ������獡�㓯���Ƃ��납��d������Ȃ��Ȃ�̂����ʁH
�܂������Ȃ������Ƃ͂Ȃ�����
�[���Ԃɍ���Ȃ������獡�㓯���Ƃ��납��d������Ȃ��Ȃ�̂����ʁH
217 �F���������R���N�F2011/03/09(��) 07:38:09.46 ID:g2sRs2Lc
�����̉�Ђɂ͂��������ʓ|�L���d������肭����������ɂȃx�e�����Ј��������B
�����͂��ꂾ���Z�������Ă����R�̃C���[�W���܂��ɐA���t���Ă�肽���Ă����Ȃ����Ă����f���������B
�ł����Ă�Ə�肭�T�{�b�Ă��ˁ[�B
��̐l�̃v���O���������瑗��̃X�s�[�h���ɒ[�ɒx��������
��肭���Ԓ������Ȃ���d�����Ă��Ȃ��B
�����͂��ꂾ���Z�������Ă����R�̃C���[�W���܂��ɐA���t���Ă�肽���Ă����Ȃ����Ă����f���������B
�ł����Ă�Ə�肭�T�{�b�Ă��ˁ[�B
��̐l�̃v���O���������瑗��̃X�s�[�h���ɒ[�ɒx��������
��肭���Ԓ������Ȃ���d�����Ă��Ȃ��B
218 �F���������R���N�F2011/03/09(��) 07:55:48.49 ID:qPSotU7g
�t�@�i�b�N�̂m�b�g���Ă�l�ɕ����������ǎ��R�Ȗʂ̍r���H���s������
�f�O�T���������@�B�ɗD�����̂���
�f�O�T���������@�B�ɗD�����̂���
219 �F���������R���N�F2011/03/09(��) 09:22:14.19 ID:fqVwE8W5
��̐l�̃v���O���������瑗��̃X�s�[�h���ɒ[�ɒx��������
�R�[�q�[��������������������������������������������
�R�[�q�[��������������������������������������������
220 �F���������R���N�F2011/03/09(��) 11:38:48.75 ID:g2sRs2Lc
>>219
�������ɐ؍푗��͕��ʂȂ��ǂ���ȊO�͋ɒ[�ɒx���킗
F100���炢�Őn�������[�N�ɂ������������߂Â��Ă��肗
����ő��l�̍�ƃX�P�W���[��������C�ɂ��Ėʓ|�L���d��������Ă���������Ȃ�A�}�ɖZ�����t�����Ă��܂��܊Ԃ����l�Ԃ��`�N�b�Ă�点��B
�����ˁA��A�̗��ꂪ�E�l�����Ă��B
�댯�@�m�\�͂Ɗ댯���\�͂��n���p�Ȃ������낤�Ȃ�
�������ɐ؍푗��͕��ʂȂ��ǂ���ȊO�͋ɒ[�ɒx���킗
F100���炢�Őn�������[�N�ɂ������������߂Â��Ă��肗
����ő��l�̍�ƃX�P�W���[��������C�ɂ��Ėʓ|�L���d��������Ă���������Ȃ�A�}�ɖZ�����t�����Ă��܂��܊Ԃ����l�Ԃ��`�N�b�Ă�点��B
�����ˁA��A�̗��ꂪ�E�l�����Ă��B
�댯�@�m�\�͂Ɗ댯���\�͂��n���p�Ȃ������낤�Ȃ�
221 �F���������R���N�F2011/03/09(��) 12:16:00.21 ID:slfZKERC
222 �F���������R���N�F2011/03/09(��) 17:10:32.30 ID:dwrIaVX2
�����̐�y�͑�����͏��50������B
�e�X�g�ς�ň��S�m�F�ł�����100���ł悭�Ȃ��H�ĕ�������A�@�B�����邩�������Ƃ��Ӗ��킩��ƌ����B
�e�X�g�ς�ň��S�m�F�ł�����100���ł悭�Ȃ��H�ĕ�������A�@�B�����邩�������Ƃ��Ӗ��킩��ƌ����B
223 �F���������R���N�F2011/03/09(��) 17:56:02.35 ID:qPSotU7g
�u�T�T�̑�����͊m���ɖ��ʂɑ����B�����Ȃ��@�B�ł��X���`�P�O�����炢
�܂ł͂T�O���œ������Ă�
�܂ł͂T�O���œ������Ă�
224 �F���������R���N�F2011/03/09(��) 18:47:02.71 ID:P5+0SIgb
225 �F���������R���N�F2011/03/09(��) 18:58:55.45 ID:muGAFFlg
�{�����@�B��100�����肾�ƁA�w�߂Ƃ̈ړ��������~�b�g���I�[�o�[���ăA���[���ɂȂ�Ƃ��������Ȃ�
�i���~�b�g�������Č떂���������j
�����ʂ����鑕�u�ō�������+�}��~�Ƃ��A������x��������ƐS�z�ɂȂ�
�O���X�g�p�̃e�[�u���͖��ꂪ�ڂɌ����Ȃ�����v���ӂ�
�i���~�b�g�������Č떂���������j
�����ʂ����鑕�u�ō�������+�}��~�Ƃ��A������x��������ƐS�z�ɂȂ�
�O���X�g�p�̃e�[�u���͖��ꂪ�ڂɌ����Ȃ�����v���ӂ�
226 �F���������R���N�F2011/03/09(��) 19:10:52.69 ID:E/cPVJrm
�V�~�����[�^�ŋ�ς��Ă������Ԃɑ卷�Ȃ������牺���Ă�
227 �F���������R���N�F2011/03/09(��) 19:18:02.26 ID:X4hqDu75
���݁A�N�ł����R�Ɉӌ����������߂�f�����Z�b�g�ɂȂ����j���[�X�T�C�g���������ɂ����Č������Ȃ����̂ƂȂ�܂����B
�����}�X���f�B�A�ɂ�����ʍs�̏��ɐg���ς˂Ă������X�ցB
�{�����ڂ��炤�낱��������[���̖�������܂��B
2NN
http://www.2nn.jp/
�{�L��(�ꑮ�L�҂����Ă�j���[�X)�ɓ��������j���[�X���������L���O�B���₷���B
2�����˂�g�b�v�y�[�W�ɂ������N�L��BTwitter�ERSS�EiGoogle�Ή��B
2�ԊX
http://2bangai.net/
+�j���[�X�S����J�o�[���鐨�������L���O�B�֘A�X�������N����BTwitter�Ή��B
2chTimes
http://2chtimes.com/
�Q�ԊX�Ƃقړ����R���Z�v�g�����A�|�X�|�摜��߁BTwitter�ERSS�Ή��B
READ2CH
http://read2ch.com/
+�L���݂̂Ȃ炸�j���[�X�S���������L���O�BTwitter�EiGoogle�Ή��B
2�����˂�S���������L���O
http://2ch-ranking.net/
�j���[�X�݂̂Ȃ炸2�����˂�S����J�o�[�B���l��&����No.1�B
�j���[�X�X���b�h�͕������ԂɏW�����ă����N�C������X���BRSS�Ή��B
BBY
http://headline.2ch.net/bbynews/
+�j���[�X��z�M���ɕ\���B2�����˂�g�b�v�y�[�W�Ƀ����N����B
�����}�X���f�B�A�ɂ�����ʍs�̏��ɐg���ς˂Ă������X�ցB
�{�����ڂ��炤�낱��������[���̖�������܂��B
2NN
http://www.2nn.jp/
�{�L��(�ꑮ�L�҂����Ă�j���[�X)�ɓ��������j���[�X���������L���O�B���₷���B
2�����˂�g�b�v�y�[�W�ɂ������N�L��BTwitter�ERSS�EiGoogle�Ή��B
2�ԊX
http://2bangai.net/
+�j���[�X�S����J�o�[���鐨�������L���O�B�֘A�X�������N����BTwitter�Ή��B
2chTimes
http://2chtimes.com/
�Q�ԊX�Ƃقړ����R���Z�v�g�����A�|�X�|�摜��߁BTwitter�ERSS�Ή��B
READ2CH
http://read2ch.com/
+�L���݂̂Ȃ炸�j���[�X�S���������L���O�BTwitter�EiGoogle�Ή��B
2�����˂�S���������L���O
http://2ch-ranking.net/
�j���[�X�݂̂Ȃ炸2�����˂�S����J�o�[�B���l��&����No.1�B
�j���[�X�X���b�h�͕������ԂɏW�����ă����N�C������X���BRSS�Ή��B
BBY
http://headline.2ch.net/bbynews/
+�j���[�X��z�M���ɕ\���B2�����˂�g�b�v�y�[�W�Ƀ����N����B
228 �F���������R���N�F2011/03/09(��) 19:25:20.61 ID:sQUuB9PZ
�ޗ�����Ńx���c������
229 �F���������R���N�F2011/03/09(��) 19:46:14.29 ID:QfCha6P1
230 �F���������R���N�F2011/03/09(��) 20:48:08.91 ID:ypBejN/h
100%��3���������ƃN���b���Ɨ�������݂��c
���̂��y�b�g�{�g�����|��邵��
���̂��y�b�g�{�g�����|��邵��
231 �F���������R���N�F2011/03/09(��) 21:03:37.07 ID:sQUuB9PZ
>>229
����
����
232 �F���������R���N�F2011/03/09(��) 21:25:12.23 ID:TPf7Btti
>>228
����Ȏd����肽���ˁ[
����Ȏd����肽���ˁ[
233 �F���������R���N�F2011/03/09(��) 22:34:07.61 ID:HdHqVK8N
>>218
G05�͓��ꂽ�����@�B�ɂ͂₳����
���H���Ԃ��C�ɂ���Ȃ琸�x���x����������
>>222
������{50%�Ŏg����
75%�Ƃ�80%������������������Ǖ��ʂ͖�����
�e������MAX��80%���x�܂łɗ}���Ďg���Ɛݔ��̎����͔{�߂��܂ʼn��т�
G05�͓��ꂽ�����@�B�ɂ͂₳����
���H���Ԃ��C�ɂ���Ȃ琸�x���x����������
>>222
������{50%�Ŏg����
75%�Ƃ�80%������������������Ǖ��ʂ͖�����
�e������MAX��80%���x�܂łɗ}���Ďg���Ɛݔ��̎����͔{�߂��܂ʼn��т�
234 �F���������R���N�F2011/03/09(��) 23:17:24.32 ID:JvpLpSwf
100%�Ŏg���Ă�10�N�ȏ�����A�{�߂��Ƃ����Ă����v���Ă邾�������B���ł��Ȃ���B
235 �F���������R���N�F2011/03/09(��) 23:38:27.48 ID:2M6rWA+I
�������50%�Ȃ�Ă����̎В����ዖ���Ȃ��悗
236 �F���������R���N�F2011/03/10(��) 00:01:24.44 ID:KZkLlUCV
237 �F���������R���N�F2011/03/10(��) 00:36:39.26 ID:hZxxWIA8
�p�����[�^�ς���ƔC�ӂ̑��葬�x�ɕς������
����85%�ŗ����Ă�
����85%�ŗ����Ă�
238 �F���������R���N�F2011/03/10(��) 00:59:03.06 ID:wajNJfIM
�����̓{���C�@�B���ƂT�O�Ƃ��V�O����
��ɂ����������ǃG���[�o�鎞������
�V�����̂��ƂP�O�O
��ɂ����������ǃG���[�o�鎞������
�V�����̂��ƂP�O�O
239 �F���������R���N�F2011/03/10(��) 01:36:43.34 ID:TRjHEO1a
>>234
�ǂꂾ�����������т邩�͑��肵�ɂ������ǁA
�i�����̒�`���Ȃ����j
���x�������قǁA�����x���L�c�C�قǖ��Ղ�Ռ��ɂ����i�ނ̂͊ԈႢ�Ȃ�����˂�
�ǂꂾ�����������т邩�͑��肵�ɂ������ǁA
�i�����̒�`���Ȃ����j
���x�������قǁA�����x���L�c�C�قǖ��Ղ�Ռ��ɂ����i�ނ̂͊ԈႢ�Ȃ�����˂�
240 �F���������R���N�F2011/03/10(��) 01:39:43.44 ID:Qy/6gIOn
Q.�������邩�H�Ȃ����H
A.����
Q.�ǂ̂��炢�������邩�H
A.�w�ǂȂ�
A.����
Q.�ǂ̂��炢�������邩�H
A.�w�ǂȂ�
241 �F���������R���N�F2011/03/10(��) 02:55:06.04 ID:TRjHEO1a
242 �F���������R���N�F2011/03/10(��) 07:14:52.28 ID:0g1gjS62
������Ȃ�Ċm���ȗ��R�ł��Ȃ�����100���ł���B�J�o�[�ނ̓������ǂ����Ȃ��Ƃ������o���̈����@�B�Ȃ痎�Ƃ����ǁB
���ԂƋ��z�ɑ���ӎ��Ȃ����疳�ʂɗ��Ƃ��낤�ˁB���������l�����͉��H�������]�T�������Ă����ł��ˁB
�������̉�Ђ������̂ɂ͗��R������ˁB
���ԂƋ��z�ɑ���ӎ��Ȃ����疳�ʂɗ��Ƃ��낤�ˁB���������l�����͉��H�������]�T�������Ă����ł��ˁB
�������̉�Ђ������̂ɂ͗��R������ˁB
243 �F���������R���N�F2011/03/10(��) 10:45:38.44 ID:rRHnL6TK
�����l����Ȃ�A�������̎��萔�ς����ق����A���ʓI����
244 �F���������R���N�F2011/03/10(��) 10:54:30.92 ID:3x3GIK7O
����������
245 �F���������R���N�F2011/03/10(��) 11:51:14.82 ID:/GJH/cU8
1500*2000��1�����������e�[�u���ғ��Ƃ��̃n�C�u���b�h����100%�͕|��
246 �F���������R���N�F2011/03/10(��) 12:31:07.27 ID:BnGAWlpT
�@�B������J���đ��x�����Ă���Ă�̂ɁA100%����Ȃ��Ǝ���ł���B
���Ȃ݂ɉ��̋@�B�̈ʒu���ߑ��x��F30000�B
�N�����v���Â��ƃ��[�N���Ԃ����ŃI�V���J
���Ȃ݂ɉ��̋@�B�̈ʒu���ߑ��x��F30000�B
�N�����v���Â��ƃ��[�N���Ԃ����ŃI�V���J
247 �F���������R���N�F2011/03/10(��) 12:43:27.54 ID:VmK8WzzK
���[�N�ǂ��납�@�B�{�̂�����������
248 �F���������R���N�F2011/03/10(��) 17:52:40.18 ID:TRjHEO1a
�����ɂ���邯�ǁA50���̕����X���[�v�b�g���o��Ƃ��������Ȃ�
�ŋ߂͌����Ƃ�Cpk�̂��邳���d������������˂��E�E�E
�ŋ߂͌����Ƃ�Cpk�̂��邳���d������������˂��E�E�E
249 �F���������R���N�F2011/03/10(��) 19:08:16.91 ID:TYgAHCDP
���V�V�����肨������
�H����������т��o��
�H����������т��o��
250 �F���������R���N�F2011/03/10(��) 20:05:20.14 ID:s+lsjfaY
�M�c���i���k���H�j��l�����Ȃ���
�t���ȁ`
�t���ȁ`
251 �F���������R���N�F2011/03/10(��) 20:16:49.81 ID:TYgAHCDP
���ȁA���ƒ��Ŏ厲�̐L�т̕ϓ��ₙ���̕ω������Ȃ��Ȃ���
252 �F���������R���N�F2011/03/10(��) 20:58:23.31 ID:VmK8WzzK
>>249
�x�a�l�U�S�O�̓g�C���ɍs���邼
�x�a�l�U�S�O�̓g�C���ɍs���邼
253 �F���������R���N�F2011/03/10(��) 22:04:22.11 ID:O2t1bQTQ
254 �F���������R���N�F2011/03/10(��) 22:33:15.28 ID:Qy/6gIOn
���x���~�b�g�M���Ă邾������H
255 �F���������R���N�F2011/03/10(��) 22:43:28.73 ID:dNTt3fvB
���F���{�ǂ߂� >253
256 �F���������R���N�F2011/03/10(��) 23:22:27.52 ID:zkh0uBLO
�p�����[�^�m��Ȃ��Ȃ��������胁�[�J�[�ɓd�b�����ق�������B
257 �F���������R���N�F2011/03/11(��) 00:28:18.07 ID:Dz5Jef3M
������l�^���o���Ƃ���ŁE�E
�݂�Ȃ̂Ƃ��́A�؍핉�ׂ͂ǂꂭ�炢�ł���Ă�H
�����͕��ׂ�50������悤�Ȑ؍�́A�ォ��������l�������@�ĂȎ������������
���[�J�[���炷��Εʂ�100�ȓ��Ȃ���Ȃ��Ƃ��������ǂ�
�؍핉��100�M���M���Ƃ��|���Ȃ��H
�݂�Ȃ̂Ƃ��́A�؍핉�ׂ͂ǂꂭ�炢�ł���Ă�H
�����͕��ׂ�50������悤�Ȑ؍�́A�ォ��������l�������@�ĂȎ������������
���[�J�[���炷��Εʂ�100�ȓ��Ȃ���Ȃ��Ƃ��������ǂ�
�؍핉��100�M���M���Ƃ��|���Ȃ��H
258 �F���������R���N�F2011/03/11(��) 00:56:39.97 ID:PSktbakC
�d���T�{�邽�߂Ƃ�������T�O���Ƃ�����Ȕ��z�Ȃ�������B
������Ȃ�ď��MAX���펯���Ƃ������Ă��B
������Ȃ�ď��MAX���펯���Ƃ������Ă��B
259 �F���������R���N�F2011/03/11(��) 01:01:55.66 ID:Jzhh+MvJ
260 �F���������R���N�F2011/03/11(��) 03:20:24.28 ID:k2pRIUqw
����100���̉^�]��4���Ԃ܂łƂ��A�J�^���O�ɏ����Ă郁�[�J�[����������K�X
�܂����ʂ͋@�B����ɍH��I�V���J�ɂȂ�܂����
�܂����ʂ͋@�B����ɍH��I�V���J�ɂȂ�܂����
261 �F���������R���N�F2011/03/11(��) 06:30:49.91 ID:wPtNogQN
���ׂ͂������P�O�O�ȓ��i�~�܂�Ȃ����x���j�Ȃ�OK���ĕ������B120�Ƃ���������~�܂邵
�@�B�I�ɂ͎~�܂�Ȃ����x���Ŏg���ɂ͖��Ȃ��Ƃ��B
�厲�ׂ��Ďア�@�B�ő�a�H���������H��̋�������ɕ��ׂ����E����ˁB
�@�B�̐S�z���A���H�����肵�đ�����邩�ǂ����̐S�z����B
�@�B�I�ɂ͎~�܂�Ȃ����x���Ŏg���ɂ͖��Ȃ��Ƃ��B
�厲�ׂ��Ďア�@�B�ő�a�H���������H��̋�������ɕ��ׂ����E����ˁB
�@�B�̐S�z���A���H�����肵�đ�����邩�ǂ����̐S�z����B
262 �F���������R���N�F2011/03/11(��) 06:35:04.40 ID:ddBmQwWP
263 �F���������R���N�F2011/03/11(��) 07:33:43.72 ID:8JIlW4B1
���A�͂�
264 �F���������R���N�F2011/03/11(��) 12:26:24.99 ID:ddBmQwWP
�͂�����Ȃ���
265 �F���������R���N�F2011/03/11(��) 12:35:07.90 ID:scUBE1nC
�E�`�̉�Ђ͋@�B�����x�e��������ŁA��d�グ������肾�����肪���H���ɉ��������Ȃ���ԁB
������@�B�������ʂ����ĂȂ��Ƃ��ʃg�����̖Y��Ă邱�Ƃ����邯��
��d�グ���͉����������c�Ƃ��Ă�B
���ƍ��v��d�グ�H���ŋ������܂邵
�@�B������d�グ�̐l�Ԃ��w�����邩��A���Ă̂�������
������@�B�������ʂ����ĂȂ��Ƃ��ʃg�����̖Y��Ă邱�Ƃ����邯��
��d�グ���͉����������c�Ƃ��Ă�B
���ƍ��v��d�グ�H���ŋ������܂邵
�@�B������d�グ�̐l�Ԃ��w�����邩��A���Ă̂�������
266 �F���������R���N�F2011/03/11(��) 15:11:14.94 ID:oX8Li+w+
���k�������傤�Ԃ��[�H
267 �F���������R���N�F2011/03/11(��) 16:15:27.06 ID:oX8Li+w+
���[���߂�����
268 �F���������R���N�F2011/03/11(��) 16:33:43.62 ID:GOIPv++k
���m����ꂽ
�H�꒷�������������яo����
�u�@�B���v���I�H�v����������^
�H�꒷�������������яo����
�u�@�B���v���I�H�v����������^
269 �F���������R���N�F2011/03/11(��) 17:25:24.47 ID:4gkyZlSD
��d���ċ@�B�݂�Ȏ~�܂���
���ꂶ��[��������Ă��d�����Ȃ���ˁH
���ꂶ��[��������Ă��d�����Ȃ���ˁH
270 �F���������R���N�F2011/03/11(��) 18:36:27.63 ID:GP4W8wye
271 �F���������R���N�F2011/03/11(��) 19:27:56.62 ID:scUBE1nC
�n�k�̉e���Ō����n�Y���܂���
272 �F���������R���N�F2011/03/11(��) 20:15:57.99 ID:jiqhQ35U
��d��1�~���قǐ�����('A`)NG�c
273 �F���������R���N�F2011/03/11(��) 22:25:15.14 ID:BesWEwGh
�n�k�̂����ɂ��Ĕ[���x��̃y�i���e�B�[���Ə�����邱�ƂɊ��҂��܂�
274 �F���������R���N�F2011/03/11(��) 22:35:14.45 ID:qspBkPTC
��0.5�ʼn��H�����������ӊO�Ɛ܂�Ȃ����Ȃ�
275 �F���������R���N�F2011/03/11(��) 23:11:43.26 ID:nv5TVvHd
�o�P�b�g�|���200�S���I�V���J��������������������������������������������������������������������
�[���ЂÂ��œO�邗��������������������������������������������
���j�[������������������������������������������������������������
���͂Ђ�͂��͂₈��������͂₈��
�[���ЂÂ��œO�邗��������������������������������������������
���j�[������������������������������������������������������������
���͂Ђ�͂��͂₈��������͂₈��
276 �F�̂����F2011/03/12(�y) 04:04:17.72 ID:iowDXQ5S
�s�ً}�F�g�U��]�t�@���s������L��a�@�p�x�ۓd�C���FICU�̂ݎ��Ɣ��d���B�R����A�d������7���łȂ��Ȃ�A�l�H�ċz����~�܂��Ă��܂��܂��BA�d���̓��������������������B0222482131
277 �F���������R���N�F2011/03/12(�y) 04:11:33.94 ID:kfoyzmRQ
�܂��B ���G�Ȍ`���A�o���Ȃ��ł��傤�B
278 �F���������R���N�F2011/03/12(�y) 09:09:21.78 ID:3c/LYpdY
����̒n�k�̋K�͂͋@�B�̃��x�����������x��
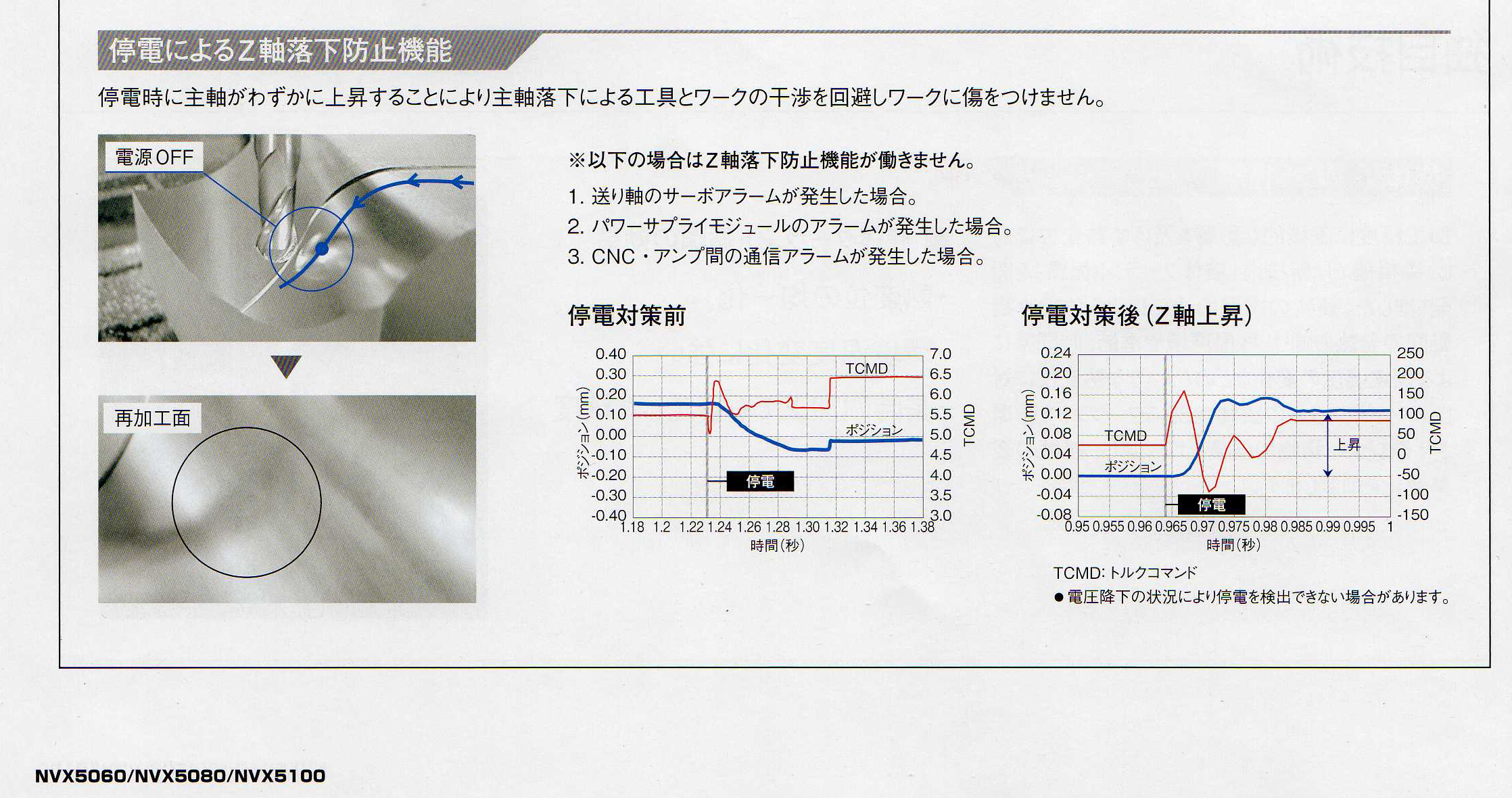
�X���@�̗�MC NVX�V���[�Y�͒�d���ɍH��������g���N�g����@�\
���t���Ă����ƋL�����Ă��܂����A����̂悤�ȏꍇ�ɖ𗧂��
279 �F���������R���N�F2011/03/12(�y) 09:20:57.44 ID:b/Rj1CVG
�@�u�A����}���d���� �E �p�~��������
�@�E �Ζ��Ɖ��̔��~ �i �d�����p�t�H�[�}���X�̐��� �j
�@�E �h�q�� �� ���q���ЊQ�~�o�������k�� �i ���{�̎��q�E�h�q��̉��͖���}�̌p���ߊ� �j
�@�E �X�[�p�[��h �i �P�O�O�N�ɂP�x�̑�k�Б�͕s�v �j
�@�E �ЊQ���\���� �i �����ی�g�g��(��q�ƒ�)�̍����� �j
�@�E �n�k�ĕی����ʉ�v �i �q�ǂ��蓖�̍����� �j
�@�E �ϐk�⋭�H���� �i ���Z�������̍����� �j
�@�E �w�Z�ϐk���\�Z �i �����}�����i���Ă������� �j
�@�E �����p �i �@�u�����k�n�������ǂ�ڂ̓G�ɁA���ʂ͌��킸������ �j
�@�E ���b��_�� �i �u�͐�͎��R��h�̂܂܂����ɂ₳�����v �j
280 �F���������R���N�F2011/03/12(�y) 10:18:45.05 ID:Oltmm2vV
�@�B�̏C��������̌ߑO���ɗ����A���{�����̂͂��Ȃ낤�B�B�B
281 �F���������R���N�F2011/03/12(�y) 11:06:54.24 ID:3c/LYpdY
�X���@�̑Ή�
���k�n�������m���n�k�Ŕ�Ђ��ꂽ���q�l�E�W�҂̊F�l��
http://yuzuru.2ch.net/test/read.cgi/industry/1264598027/n533
���k�n�������m���n�k�Ŕ�Ђ��ꂽ���q�l�E�W�҂̊F�l��
http://yuzuru.2ch.net/test/read.cgi/industry/1264598027/n533
282 �F�Q�U�W�F2011/03/12(�y) 16:43:28.41 ID:y/mkSykr
��Âɍl���čH�꒷��邹�˂�
�������^�ŏd�ʕ��i��蒆�Ȃ玀��ł����I
�������^�ŏd�ʕ��i��蒆�Ȃ玀��ł����I
283 �F���������R���N�F2011/03/12(�y) 17:25:10.06 ID:7M5chOV5
�����͎v���Ă��A��������ɂȂ�Γ����ɂȂ��B
284 �F�Q�U�W�F2011/03/12(�y) 17:28:28.61 ID:y/mkSykr
��ƈ���l�̖����@�R�O�O�O�}���̋@�B�̂ق����厖�ł������@�`�����`������
285 �F���������R���N�F2011/03/12(�y) 17:52:24.84 ID:pS16c+qX
����Ⴛ������B
�������H���ɎO�疜�̉��l���L���Ŗ����B
�������H���ɎO�疜�̉��l���L���Ŗ����B
286 �F�Q�U�W�F2011/03/12(�y) 18:25:30.63 ID:y/mkSykr
�����R�O�O�O�}���̋@�B�����ĉ��炪�������Ȃ��ƃ^�_�̓S�����E�E
�Ƃ����Ă݂�e�X�g
�Ƃ����Ă݂�e�X�g
287 �F���������R���N�F2011/03/12(�y) 18:36:02.09 ID:Ol0I3clo
�l���ɂ��o��ƁA3000���ǂ���̑�������Ȃ����ǂ�
288 �F���������R���N�F2011/03/12(�y) 18:53:49.25 ID:Z/ea0jEP
�܂��l��S�z���郌�x������Ȃ�������ł���B
>>268�����čH�꒷�̐S�z�͂��ĂȂ����B
>>268�����čH�꒷�̐S�z�͂��ĂȂ����B
289 �F���������R���N�F2011/03/12(�y) 21:06:31.58 ID:IrIUMaxy
���q�F���ĒY�f�|�łł��Ă�̂�
�؍�ō��̂���
�؍�ō��̂���
�|�S�Ƃ͌����Ă������Ǖ��ʂ̒Y�f�|�ł͂Ȃ�����B
291 �F���������R���N�F2011/03/12(�y) 21:32:55.71 ID:IrIUMaxy
���e���̐��Ƃ͒Y�f�|������
�C�������ƎK�тĎg�����ɂȂ�Ȃ��Ȃ���Č����Ă�
�m���ɁA����قǂ̔����Ɋ������܂�Ă������Ȃ��Ȃ���
���ʂ̒Y�f�|�ł͂Ȃ���
�C�������ƎK�тĎg�����ɂȂ�Ȃ��Ȃ���Č����Ă�
�m���ɁA����قǂ̔����Ɋ������܂�Ă������Ȃ��Ȃ���
���ʂ̒Y�f�|�ł͂Ȃ���
292 �F���������R���N�F2011/03/12(�y) 22:26:15.80 ID:N4BkDGxr
�C������Ďg���Ȃ��Ȃ�̂͌��q�F����Ȃ��āH
�z�E�f�����ꂽ�炠�ڂ���āB
�z�E�f�����ꂽ�炠�ڂ���āB
293 �F���������R���N�F2011/03/12(�y) 23:26:55.89 ID:otRCmLWs
�i�[�e��͂�����SS�B�����|��n�ڂ��Ă��邾������B
20�~�����炢����炵�����狭�x�͂���ł���B
�������ꂪ����������ǂ�Ȏ��ԂɂȂ�̂��z���ł��Ȃ��B
����Ȃ��Ƃ��n�k�ʼn��H�ł��Ȃ��Ȃ����Ƃ��납��d������Ă��Ȃ����Ȃ��`�B
���Ȃ猋�\��܂���B
20�~�����炢����炵�����狭�x�͂���ł���B
�������ꂪ����������ǂ�Ȏ��ԂɂȂ�̂��z���ł��Ȃ��B
����Ȃ��Ƃ��n�k�ʼn��H�ł��Ȃ��Ȃ����Ƃ��납��d������Ă��Ȃ����Ȃ��`�B
���Ȃ猋�\��܂���B
294 �F���������R���N�F2011/03/12(�y) 23:56:55.60 ID:G0lCToOH
�������͎̂v���ĂĂ����t�ɂ����Ⴞ�߂�
295 �F���������R���N�F2011/03/13(��) 09:28:42.28 ID:HRHjpRlD
����ȏ�ԂȂ̂ɖ�����ЂɂȂs���Ă��Ȃ��E�E�E
�ł����������ʂɔn�Ԕn�̂悤�ɓ�������Ă��܂��낤�B
�ʋɎg���K�\�����Ƃ����ʂ̐H���Ƃ��ǂ���������E�E�E
�ł����������ʂɔn�Ԕn�̂悤�ɓ�������Ă��܂��낤�B
�ʋɎg���K�\�����Ƃ����ʂ̐H���Ƃ��ǂ���������E�E�E
296 �F���������R���N�F2011/03/13(��) 09:34:42.60 ID:19KkVeud
��d�Ŏd���ł��Ȃ��Ȃ邩����S����
297 �F���������R���N�F2011/03/13(��) 09:38:27.93 ID:HXz4/Kub
����̒n�k�̋K�͂͋@�B�̃��x�����������x��
�w�������x
298 �F���������R���N�F2011/03/13(��) 10:28:08.53 ID:KxZ+MAcE
>>297
�ق�ƁANC��X�����R���}02����Ă�(��)
�����̃t�@�i�b�N�g���Ă邩��f�[�^�����ł邩�s���B
���e�[�v���꒼���Ă��c
�ق�ƁANC��X�����R���}02����Ă�(��)
�����̃t�@�i�b�N�g���Ă邩��f�[�^�����ł邩�s���B
���e�[�v���꒼���Ă��c
299 �F���������R���N�F2011/03/13(��) 11:36:51.16 ID:MJs7hY1b
��d�Ŏd���ł��Ȃ���������炵���ȁB
�ł������͂Ƃ肠�������A��Ƃŏo����ׁB
�ł������͂Ƃ肠�������A��Ƃŏo����ׁB
300 �F���������R���N�F2011/03/13(��) 13:06:06.74 ID:naXTjLww
301 �F���������R���N�F2011/03/13(��) 13:25:21.66 ID:naXTjLww
����ȉ��ł���Ў҂̂��Ǝv������
�T�r�c�͊o�債�Ă�
������������i����ɂ��Ă���ł����Ǝv��
�T�r�c�͊o�債�Ă�
������������i����ɂ��Ă���ł����Ǝv��
302 �F���������R���N�F2011/03/13(��) 13:33:45.57 ID:PUpwLqmR
�܂�����̓{�����e�B�A���i�ł�����̎d���ɂȂ���Ζׂ�����
303 �F���������R���N�F2011/03/13(��) 13:37:46.41 ID:gn14FFZe
�d�@�n�̎d�����Ă�z��͊撣���
304 �F���������R���N�F2011/03/13(��) 13:38:48.16 ID:uNAvmMgc
�n�k�������Ƀ��C���[�J�b�g�̐�����������Ă����ǃw�b�h��U����60�~�����炢�����Ă�
���[�N�̕������Ƃ��Ȃ��ċ�����
���[�N�̕������Ƃ��Ȃ��ċ�����
305 �F���������R���N�F2011/03/13(��) 16:37:55.16 ID:EXN2hy4v
�֔Ԓ�d�̓��͉�Ћx�݂ɂ���̂��ȁH
���̃g���^�E�z���_�E���Y���������瑀�ƒ�~�炵������ˁB
�ł������̎В��̓K���c�C����ǂ�����Ȃ��B
���̃g���^�E�z���_�E���Y���������瑀�ƒ�~�炵������ˁB
�ł������̎В��̓K���c�C����ǂ�����Ȃ��B
306 �F���������R���N�F2011/03/13(��) 20:32:22.54 ID:C7EjuuK2
�F�X�_�����Ă���d�b������Ă���̂��B
FAX�������������悤���B
�x���ł悩�������c
FAX�������������悤���B
�x���ł悩�������c
307 �F���������R���N�F2011/03/13(��) 20:50:07.19 ID:TiBL3LLq
�����d�͊Ǔ��̐l�͖�V�t�g�ɂȂ�̂���
308 �F���������R���N�F2011/03/13(��) 21:19:47.65 ID:PaHIX4t1
���܁A�������ɂł��邱�ƁI�I
�ߓd�F���{���Őߓd����B���d�͂��d�͎x�����s���͗l�B
�����F�k�В���͍��G����B�i�}���m�Ȃ̂ł����ɍs�����Ɏ��������炵�ĉ��x���s�����ƁB
�d�b�F���܂��Вn���ɓd�b�����Ȃ��B�ЊQ�`���_�C����171�������p���Ĕ�Ў҂ɉ������B
�`�F�[�����[���F�Ȃ��B�c�C�b�^�[�����������Ȃ��Ƃ�ꂩ�Ȃ��B
�`�����F�M���ł���Ƃ���i���{���c��V���ЁA�R���r�j�̕�����ATSUTAYA�|�C���g�Ȃǁj�ɑS�͂œ˂����ށB
�x�������F��Вn�ɔ����w���┚���ԗ��ŋ߂Â��Ȃ��B �w���v�̐��������������B �܂��A�����ɋ߂Â��ēЊQ���ʃ}�q�������N�����Ȃ��B�Ƃ��Ƀ}�X�R�~�W�҂Ɩ쎟�n�B�i���H�ɂ͋K�����������Ă���͗l�j
�x�������F�������S���@�\���Ă��Ȃ��̂Ŗ����Ɍʂɑ��낤�Ƃ����A�����̂��Ɠ��Ɉ˗��⑊��肷�邱�ƁB �V���n�k�̋��P�u����Ȃ����̂͑���Ȃ��v�B�d�����ɂƂ�ł��Ȃ���Ԃ��������������ł��B
�o�ώx���F���k�Y�̂��̂�D��I�ɍw������B
�[�ŁF������������ӂ邳�Ɣ[�łŎx���B
�[���F��ƂȂǂɃ��[�������đi����B�������[�J�[�Ȃ�������A���ނ��[�J�[�Ȃ炨�ނ��A�����Ă�������悤���肢����B
�[�����̂Q�F�����Ȑ��̉�Ј��́A�݂�Ȃŏ�Ɏx�����Ăт�����B
�}�X�R�~�F�s�����������A�~�������̎ז���������A�N���ɐӔC�킹�悤�Ƃ��邾���� ���_�o�ȃ}�X�R�~�Ɛ����Ƃ��~�߂�B���@�͊e���B �ƌ������}�X�R�~�̃w����NHK�����ɂ��đ��͕����A���ɏ]�������B
�{�����e�B�A�F���͍s�������Ă��T����B�ߋ��ɂ��������ʂ�A�p�j�b�N�ɂȂ邾���B�����s���Ȃ�A�g�C������H���܂Ŏ��O�ŗp�ӂ��Ă������ƁB
���ӁF�l�I����͎̂ĂāA�x�����Ă���鍑��l�ɂ͑f���Ɋ��ӂ�����B
���X�U�ցE��s�U���E���������Ȃǁ�
������}�@���k�n�������m���n�k�ЊQ���
http://www.dpj.or.jp/news/?num=19859
�������V���@���k����n�k�~����
http://mainichi.jp/select/weathernews/20110311/news/20110312k0000e040093000c.html
�ߓd�F���{���Őߓd����B���d�͂��d�͎x�����s���͗l�B
�����F�k�В���͍��G����B�i�}���m�Ȃ̂ł����ɍs�����Ɏ��������炵�ĉ��x���s�����ƁB
�d�b�F���܂��Вn���ɓd�b�����Ȃ��B�ЊQ�`���_�C����171�������p���Ĕ�Ў҂ɉ������B
�`�F�[�����[���F�Ȃ��B�c�C�b�^�[�����������Ȃ��Ƃ�ꂩ�Ȃ��B
�`�����F�M���ł���Ƃ���i���{���c��V���ЁA�R���r�j�̕�����ATSUTAYA�|�C���g�Ȃǁj�ɑS�͂œ˂����ށB
�x�������F��Вn�ɔ����w���┚���ԗ��ŋ߂Â��Ȃ��B �w���v�̐��������������B �܂��A�����ɋ߂Â��ēЊQ���ʃ}�q�������N�����Ȃ��B�Ƃ��Ƀ}�X�R�~�W�҂Ɩ쎟�n�B�i���H�ɂ͋K�����������Ă���͗l�j
�x�������F�������S���@�\���Ă��Ȃ��̂Ŗ����Ɍʂɑ��낤�Ƃ����A�����̂��Ɠ��Ɉ˗��⑊��肷�邱�ƁB �V���n�k�̋��P�u����Ȃ����̂͑���Ȃ��v�B�d�����ɂƂ�ł��Ȃ���Ԃ��������������ł��B
�o�ώx���F���k�Y�̂��̂�D��I�ɍw������B
�[�ŁF������������ӂ邳�Ɣ[�łŎx���B
�[���F��ƂȂǂɃ��[�������đi����B�������[�J�[�Ȃ�������A���ނ��[�J�[�Ȃ炨�ނ��A�����Ă�������悤���肢����B
�[�����̂Q�F�����Ȑ��̉�Ј��́A�݂�Ȃŏ�Ɏx�����Ăт�����B
�}�X�R�~�F�s�����������A�~�������̎ז���������A�N���ɐӔC�킹�悤�Ƃ��邾���� ���_�o�ȃ}�X�R�~�Ɛ����Ƃ��~�߂�B���@�͊e���B �ƌ������}�X�R�~�̃w����NHK�����ɂ��đ��͕����A���ɏ]�������B
�{�����e�B�A�F���͍s�������Ă��T����B�ߋ��ɂ��������ʂ�A�p�j�b�N�ɂȂ邾���B�����s���Ȃ�A�g�C������H���܂Ŏ��O�ŗp�ӂ��Ă������ƁB
���ӁF�l�I����͎̂ĂāA�x�����Ă���鍑��l�ɂ͑f���Ɋ��ӂ�����B
���X�U�ցE��s�U���E���������Ȃǁ�
������}�@���k�n�������m���n�k�ЊQ���
http://www.dpj.or.jp/news/?num=19859
�������V���@���k����n�k�~����
http://mainichi.jp/select/weathernews/20110311/news/20110312k0000e040093000c.html
309 �F���������R���N�F2011/03/14(��) 00:43:55.11 ID:kiaC1nuE
>>308
�d�̗͂Z�ʂ͎��g����50hz��60hz�ŕϊ����Ȃ��Ƃł��Ȃ��̂ŁA
�ϓd���̗e�ʂŃ��~�b�g��������i�킸��100��kw�E�E�E)
�Ȃ̂�60hz�n��Őߓd���Ă��܂������ς��Ȃ������肷��
�d�̗͂Z�ʂ͎��g����50hz��60hz�ŕϊ����Ȃ��Ƃł��Ȃ��̂ŁA
�ϓd���̗e�ʂŃ��~�b�g��������i�킸��100��kw�E�E�E)
�Ȃ̂�60hz�n��Őߓd���Ă��܂������ς��Ȃ������肷��
310 �F���������R���N�F2011/03/14(��) 15:47:28.40 ID:iNMJxP61
���Ǎ����͒�d���Ȃ��̂ˁB
�����͂ǂ��Ȃ�́H
�݂�Ȗ����͕��ʂɏo�H
�[���d�ԓ����Ăˁ[��
�����͂ǂ��Ȃ�́H
�݂�Ȗ����͕��ʂɏo�H
�[���d�ԓ����Ăˁ[��
311 �F���������R���N�F2011/03/14(��) 20:58:54.14 ID:ARZ6Ctez
8bit�����32kByte��ł������ɂ�
MC�̃p�����[�^�[�ȂǃC�[�W�[����('A`)
MC�̃p�����[�^�[�ȂǃC�[�W�[����('A`)
312 �F���������R���N�F2011/03/14(��) 21:08:28.86 ID:JhOkzEgU
313 �F���������R���N�F2011/03/14(��) 22:19:58.06 ID:ZJlYjZrI
>>311
���̓f�r���[��TK80�̉��Ɍ��͂Ȃ�(�M�E�ցE�L)
���̓f�r���[��TK80�̉��Ɍ��͂Ȃ�(�M�E�ցE�L)
314 �F���������R���N�F2011/03/15(��) 05:04:45.15 ID:NotSCmSN
http://www.youtube.com/watch?v=nexofSW4u7Y
http://iup.2ch-library.com/i/i0262536-1300106523.jpg
�N�����������āI
http://iup.2ch-library.com/i/i0262536-1300106523.jpg
{kind=link}
�N�����������āI
315 �F���������R���N�F2011/03/15(��) 08:02:50.04 ID:nHBryBp5
>>314
�{�[�����O�������ł�̂ɖZ����������
�{�[�����O�������ł�̂ɖZ����������
316 �F���������R���N�F2011/03/15(��) 10:00:04.71 ID:45ceHcnb
���A�͂�
317 �F���������R���N�F2011/03/15(��) 18:43:52.15 ID:beCNdRex
�~�X�~�����o�ׂ���Ȃ������E�E�E
�{���}�V�j���O��~
�{���}�V�j���O��~
318 �F���������R���N�F2011/03/15(��) 20:46:59.85 ID:CkFSPk/U
�O��������Ԃ�����ꂽ����
319 �F���������R���N�F2011/03/15(��) 21:00:12.25 ID:LWTGHP8e
>>318
����l�i������H
����l�i������H
320 �F���������R���N�F2011/03/15(��) 21:03:22.72 ID:IppwV6o3
�ƈꌬ���炢�͊|���肻������
�O����
�O����
321 �F���������R���N�F2011/03/16(��) 00:12:28.01 ID:BBi3Qbph
>>278
>�X���@�̗�MC NVX�V���[�Y�͒�d���ɍH��������g���N�g����@�\
>���t���Ă����ƋL�����Ă��܂����A����̂悤�ȏꍇ�ɖ𗧂��
��d�ɂ��Z�������h�~�@�\
ttp://dl7.getuploader.com/g/mcnc/20/img0006.jpg
>�X���@�̗�MC NVX�V���[�Y�͒�d���ɍH��������g���N�g����@�\
>���t���Ă����ƋL�����Ă��܂����A����̂悤�ȏꍇ�ɖ𗧂��
��d�ɂ��Z�������h�~�@�\
ttp://dl7.getuploader.com/g/mcnc/20/img0006.jpg
{kind=link}
322 �F���������R���N�F2011/03/16(��) 00:46:54.31 ID:qxgRYySc
>>293
��Вn�ł͂܂��C�Ɉ�̂������Ă���ł��B
�����A���Ȃ��̐S�Ȃ��������݂��Ў҂�������ǂ��v���ł��傤���H
2ch�ł�������Ȃ����ł��B�߂��݂Ɠ����ɋ�����������ڂ��܂��B
��Вn�ł͂܂��C�Ɉ�̂������Ă���ł��B
�����A���Ȃ��̐S�Ȃ��������݂��Ў҂�������ǂ��v���ł��傤���H
2ch�ł�������Ȃ����ł��B�߂��݂Ɠ����ɋ�����������ڂ��܂��B
323 �F���������R���N�F2011/03/16(��) 01:49:24.21 ID:62zXv7qE
>>322
�N���ߏ蔽�����Ǝv����
�N���ߏ蔽�����Ǝv����
324 �F���������R���N�F2011/03/16(��) 01:51:36.80 ID:LB1Bz+RH
����Ŋy�ɂɂȂ����Ƃ�������������
�����Ă����X�����A���ꂩ��{���̒n���𖡂키�̂�������Ȃ�
�����Ă����X�����A���ꂩ��{���̒n���𖡂키�̂�������Ȃ�
325 �F���������R���N�F2011/03/16(��) 01:52:50.95 ID:YHXFf8YJ
>>324
���܂��A�z����
���܂��A�z����
326 �F���������R���N�F2011/03/16(��) 08:16:49.78 ID:1r2cQN+z
>>323
���O���A�z
���O���A�z
327 �F���������R���N�F2011/03/16(��) 08:30:40.25 ID:Qo94TcLD
�݂�ȃA�z�_(^o^)�^
328 �F���������R���N�F2011/03/16(��) 08:44:05.05 ID:4F1q5XAW
��������A�A�b�z����`��
329 �F���������R���N�F2011/03/16(��) 09:22:34.00 ID:mIboT67o
�n���̍Č����ǂ��ɂ����Ă�?
330 �F���������R���N�F2011/03/16(��) 12:20:13.41 ID:V2B6LyqS
���A�͂��B
331 �F���������R���N�F2011/03/16(��) 12:33:27.58 ID:meMSmxUf
>>328
��O���[�u��������
��O���[�u��������
�ߏ�H�ǂ��Ȃ�ł��傤�ˁH���̊��o���猾���ΐ���ł��B
����̐k�ЂŎ��ɂ��A���̎��Ȃ��F�l��Ƃ��������F�l�����܂��B
����̐k�ЂŎ��ɂ��A���̎��Ȃ��F�l��Ƃ��������F�l�����܂��B
333 �F���������R���N�F2011/03/16(��) 12:53:46.99 ID:qxgRYySc
����
>>323��
>>323��
334 �F���������R���N�F2011/03/16(��) 15:18:54.41 ID:meMSmxUf
�o�J�����O��
�߂���ŋ����Ă�����̂��H
��������N��������̂��H���z�������Ԃ�̂��H
���ȂH�l�ނ݂ȌZ�킩�H�F���D�n�����̏�g�����H
���Ⴀ���O�͕n�����ŋQ���Ď���ł����l�Ԃ��C�ɂ����Ă���̂��H
��ςł��˂Ƃł����������̂��H��Ђ����C�������킩��Ȃ��̂ɁH������ςȂ�
���O�j�R����₵�Ă�����
�H���Ɠ����ƃK�\���������čs����
�A�����Ȃ��F�l�Ƃ���T���ɍs����
��������O�H
�F���ꂼ���邱�Ƃ������
���\���\���ĂĂ��͖�������Ȃ���
�\�ʏ�̒P��ɔ������Ă�ˁ[��
�߂���ŋ����Ă�����̂��H
��������N��������̂��H���z�������Ԃ�̂��H
���ȂH�l�ނ݂ȌZ�킩�H�F���D�n�����̏�g�����H
���Ⴀ���O�͕n�����ŋQ���Ď���ł����l�Ԃ��C�ɂ����Ă���̂��H
��ςł��˂Ƃł����������̂��H��Ђ����C�������킩��Ȃ��̂ɁH������ςȂ�
���O�j�R����₵�Ă�����
�H���Ɠ����ƃK�\���������čs����
�A�����Ȃ��F�l�Ƃ���T���ɍs����
��������O�H
�F���ꂼ���邱�Ƃ������
���\���\���ĂĂ��͖�������Ȃ���
�\�ʏ�̒P��ɔ������Ă�ˁ[��
335 �F���������R���N�F2011/03/16(��) 18:34:01.34 ID:Qo94TcLD
���A�͂�
>>334
���́[����Ȏ������ĂȂ��ł���H
http://prayforjapan.jp/tweet.html
����ȂɊ������鎖�������
>����Ȃ��Ƃ��n�k�ʼn��H�ł��Ȃ��Ȃ����Ƃ��납��d������Ă��Ȃ����Ȃ��`�B
>���Ȃ猋�\��܂���
����Ȏ��R�Ə������Ⴄ�_�o�ɋ^�����������ł��B
�ւ������k�ЋN�����A�����Ɏd�����邩�����b�L�[�I�Ǝ���ł���H
�܁[����Ȏ������Ă����l�ς��Ⴄ����ǂ����悤���Ȃ��ł��傤���ǁB
�l�Ƃ��Ă��������c�O�ł��B
���́[����Ȏ������ĂȂ��ł���H
http://prayforjapan.jp/tweet.html
����ȂɊ������鎖�������
>����Ȃ��Ƃ��n�k�ʼn��H�ł��Ȃ��Ȃ����Ƃ��납��d������Ă��Ȃ����Ȃ��`�B
>���Ȃ猋�\��܂���
����Ȏ��R�Ə������Ⴄ�_�o�ɋ^�����������ł��B
�ւ������k�ЋN�����A�����Ɏd�����邩�����b�L�[�I�Ǝ���ł���H
�܁[����Ȏ������Ă����l�ς��Ⴄ����ǂ����悤���Ȃ��ł��傤���ǁB
�l�Ƃ��Ă��������c�O�ł��B
337 �F���������R���N�F2011/03/16(��) 19:49:15.14 ID:MAsAVx0j
338 �F���������R���N�F2011/03/16(��) 20:26:22.15 ID:0IyDQCmM
>>336
�\�ʏ�̒P��ɔ������Ă���Ă͎̂����Ŕ����Ă邶��Ȃ���
�����R�R�Ő��`���Ɠ����ς�U������Ȃ�
�N�����ς��ɂ��Ȃ����d���̕����A���菄���Đk�Е����̖��ɗ���
������Ў҂̕��͖c��Ȃ���
�C�����͔��邪�A��ԈႦ��Ǝ��ȓ����ɂȂ邩��C�������ق���������
�\�ʏ�̒P��ɔ������Ă���Ă͎̂����Ŕ����Ă邶��Ȃ���
�����R�R�Ő��`���Ɠ����ς�U������Ȃ�
�N�����ς��ɂ��Ȃ����d���̕����A���菄���Đk�Е����̖��ɗ���
������Ў҂̕��͖c��Ȃ���
�C�����͔��邪�A��ԈႦ��Ǝ��ȓ����ɂȂ邩��C�������ق���������
339 �F���������R���N�F2011/03/16(��) 20:28:06.39 ID:7clV2gTO
�������������̊��o���猾���ΐ���ł��B����������
340 �F���������R���N�F2011/03/16(��) 21:20:09.23 ID:Ig1jtpSh
>>338
>������Ў҂̕��͖c��Ȃ���
����Ȏ��͒N�����킩���Ă���B
�l�Ԑ��̖�肾��
�t�̈Ӗ��Ŏ��ȓ������Ă���̂�
���O�̂ق�����
>>339�@332
���Ȃ��͐��킾��
>������Ў҂̕��͖c��Ȃ���
����Ȏ��͒N�����킩���Ă���B
�l�Ԑ��̖�肾��
�t�̈Ӗ��Ŏ��ȓ������Ă���̂�
���O�̂ق�����
>>339�@332
���Ȃ��͐��킾��
341 �F���������R���N�F2011/03/16(��) 21:20:24.92 ID:Wv4p+Qvl
����Ȃ��Ƃ��A���Ղ̃n�[�h�f�B�X�N���N���b�V�����Ă����E�E�E
�܂��A�d����������ǂ�����
�܂��A�d����������ǂ�����
342 �F���������R���N�F2011/03/16(��) 22:40:13.05 ID:rBrGNsdQ
>>319
�̏Ⴖ��Ȃ������B
�����P�[�^�C�Ƃ��u���b�N�Q�[�W�Ƃ���K���ɑ��肵�ėV��ł���
�G������_���ȂƂ���G���Ă��݂����B���[�h���ς�����H�݂�����
�̏Ⴖ��Ȃ������B
�����P�[�^�C�Ƃ��u���b�N�Q�[�W�Ƃ���K���ɑ��肵�ėV��ł���
�G������_���ȂƂ���G���Ă��݂����B���[�h���ς�����H�݂�����
343 �F���������R���N�F2011/03/16(��) 22:43:23.80 ID:Xc/450Fv
�܂��h�ꂽ�E�E�E
�I�V���J�����܂�����E�E�E
�I�V���J�����܂�����E�E�E
�����_�_������Ă�悤�ȁE�E�E��Ў҂ׂ̈ɉ�������E�ꏏ�ɔ߂��߂���Ȃ��āA
���̃J�L�R������߂��ނ��Č����Ă���ǁE�E�E�B
�܂��A������B�F��������ăX�~�}�Z���ł����B
�܂�ROM�ɖ߂�܂��B���炵�܂����B
>>340
���肪�Ƃ��ł��B���̒��������ǐF��ȕ������܂��ˁB�т����肵�܂����B
���̃J�L�R������߂��ނ��Č����Ă���ǁE�E�E�B
�܂��A������B�F��������ăX�~�}�Z���ł����B
�܂�ROM�ɖ߂�܂��B���炵�܂����B
>>340
���肪�Ƃ��ł��B���̒��������ǐF��ȕ������܂��ˁB�т����肵�܂����B
345 �F���������R���N�F2011/03/16(��) 23:59:58.66 ID:ges0gW8P
�ߑa�X����ID�Ԃ������͊�n�O
���ꓤ��
���ꓤ��
346 �F���������R���N�F2011/03/17(��) 00:08:57.60 ID:7FINYjLj
�ޗ�������ȁ[���_(>_<)�^
347 �F���������R���N�F2011/03/17(��) 00:39:30.63 ID:yeDZzWsN
348 �F���������R���N�F2011/03/17(��) 01:18:52.99 ID:cmwiTrX/
�H����q�ɂ̍ɂ�����āA�Ȃɂ��Ȃ��킩��Ȃ��Ȃ��Ă�炵��
349 �F���������R���N�F2011/03/17(��) 01:30:33.90 ID:tgfYbiSC
�@����NC�̃I�y���[�^�[�B
�@���RCAM���g������PGM�Z�o���̓`���l���[�B
�@�T���ɒނ�̗\�肪�����Ă������ȂׂŎd�|������Ă����܂�ǂȁB
�@�����̒��͂V���N���W�����o�ЁB
�@PGM�ꑖ������̂�12���Ԃ����邩�疾�������2ch���ȁB
350 �F���������R���N�F2011/03/17(��) 08:23:49.80 ID:i48w2+CX
�����i�C���S�b�g�j������ł��Ȃ��Ƌq�悪�����ł����B
351 �F���������R���N�F2011/03/17(��) 09:12:05.25 ID:l2lndU1g
�I�[�}�C�S�b�g
352 �F���������R���N�F2011/03/17(��) 18:39:28.12 ID:2vet44Yn
�o�f�l���ĉ��H
353 �F���������R���N�F2011/03/17(��) 19:01:54.77 ID:znYZIU11
�v���O�������Ǝv�����ǁA�����������͌������Ƃ��Ȃ��B
pgr�Ƃ�ggrks�݂����ȕ������Ǝv���B
pgr�Ƃ�ggrks�݂����ȕ������Ǝv���B
354 �F���������R���N�F2011/03/17(��) 19:07:04.31 ID:JNIxSMn7
�~�X�~���������Ƃ��
355 �F���������R���N�F2011/03/17(��) 23:19:15.75 ID:tv5K/gBJ
>>349
�P�Q���Ԃ��������đ�����P�p�[�Ƃ��H
�P�Q���Ԃ��������đ�����P�p�[�Ƃ��H
356 �F���������R���N�F2011/03/18(��) 05:59:51.11 ID:+yo7VxSy
�{�c�̃o�C�N�Ő�
PGM-FI���Ă̂������Ă��ȁE�E�E
���Ă��ƂŃI����PGM���ė����Ďg�������
���ʂ��Ȃ�
�X�e�b�v���S����WGN�݂����Ȃ���
PGM-FI���Ă̂������Ă��ȁE�E�E
���Ă��ƂŃI����PGM���ė����Ďg�������
���ʂ��Ȃ�
�X�e�b�v���S����WGN�݂����Ȃ���
357 �F���������R���N�F2011/03/18(��) 08:56:29.48 ID:KcibnxmB
���A�͂�
358 �F���������R���N�F2011/03/18(��) 09:05:35.82 ID:ww+fwDDC
��
��\
�y�������H
��\
�y�������H
359 �F���������R���N�F2011/03/18(��) 09:54:27.17 ID:YodUlXvV
>>352
�n�C�f���̃p�l���ɂ���ȃ{�^�����������悤��
�n�C�f���̃p�l���ɂ���ȃ{�^�����������悤��
360 �F352�F2011/03/18(��) 18:42:43.39 ID:o/35gOsV
361 �F���������R���N�F2011/03/18(��) 19:22:31.18 ID:CYQ3HISn
362 �F���������R���N�F2011/03/18(��) 20:30:36.85 ID:IrhlPkq7
>>329
�o���肵�Ă�H�����o�R�̌���������
�o���肵�Ă�H�����o�R�̌���������
363 �F���������R���N�F2011/03/18(��) 20:56:23.89 ID:5Ijf+jdv
>>358
���A�͂�
���A�͂�
364 �F���������R���N�F2011/03/18(��) 21:00:39.86 ID:4cG86d7C
�n�C�f���n�C���Ȃ�ĉ���ʂ�߂������Ƃ����Ȃ���
365 �F���������R���N�F2011/03/18(��) 22:03:56.69 ID:DELjwAhs
366 �F���S�ҋZ�p���F2011/03/18(��) 23:44:54.66 ID:dwOV7qRf
NC,�}�V�j���O�Z���^�[�̋Z�p�҂Ƃ��Ĉ�l�O�ɂȂ�ɂ́A�ǂ̎Q�l����ǂ݂Ȃ���d������������ł����H
�����Ă���������K���ł��B
�����Ă���������K���ł��B
367 �F���������R���N�F2011/03/18(��) 23:47:59.77 ID:F8AS2xUq
�y�������́z�u�������F�В��͂Ȃ��ӂ�Ȃ��̂��v�Ɣᔻ�W���@��ɓ��d�����͎p���������A�Ӎ߂̋C�z�Ȃ���6
http://ninja.2ch.net/test/read.cgi/newsplus/1300448877/l50
http://ninja.2ch.net/test/read.cgi/newsplus/1300448877/l50
368 �F���������R���N�F2011/03/18(��) 23:50:02.61 ID:F7Uit8lb
>>366
�@�B�̎���
�@�B�̎���
369 �F���S�ҋZ�p���F2011/03/19(�y) 00:05:47.14 ID:tiTQfYg8
�����ĉ������������肪�Ƃ��������܂��B
���͍H�ƍ��Z����H�Ƒ�w�𑲋Ƃ��ČQ�n�̂Ƃ����Ƃ�NC,�}�V�j���O�Z���^�[�I�y���[�^�[�Ƃ��ē����Ă�����ł����A�v���O�������̂ł��镔���ɂ����Ȃ��Ă�߂܂����B
���̂���CAM�𗘗p�����}�V�j���O�Z���^�[�̃I�y���[�^�[�̎d���ɂ����̂ŕ����Ă݂܂����B
��芸�����A�@�B�H�w�̒m����Y��Ă��܂����̂ŁA�܂��A�}�ʂ��ĂǂȂ���ނ˂�����̂ł������ɕK�v�Ȃ��̂���������A�h�o�C�X�������B
��낵�����肢���܂��B
���͍H�ƍ��Z����H�Ƒ�w�𑲋Ƃ��ČQ�n�̂Ƃ����Ƃ�NC,�}�V�j���O�Z���^�[�I�y���[�^�[�Ƃ��ē����Ă�����ł����A�v���O�������̂ł��镔���ɂ����Ȃ��Ă�߂܂����B
���̂���CAM�𗘗p�����}�V�j���O�Z���^�[�̃I�y���[�^�[�̎d���ɂ����̂ŕ����Ă݂܂����B
��芸�����A�@�B�H�w�̒m����Y��Ă��܂����̂ŁA�܂��A�}�ʂ��ĂǂȂ���ނ˂�����̂ł������ɕK�v�Ȃ��̂���������A�h�o�C�X�������B
��낵�����肢���܂��B
370 �F���������R���N�F2011/03/19(�y) 00:22:20.07 ID:19MtJsxR
371 �F���S�ҋZ�p���F2011/03/19(�y) 01:03:03.93 ID:tiTQfYg8
370����
���肪�Ƃ��������܂��B
�����ł���ˁB����ς��ЂŊo����m�E�n�E����ԑ厖�ł��傤����ˁB
����ς�A�����`�ōs���Ȃ��Ƃł��傤�ˁB
���肪�Ƃ��������܂��B
�����ł���ˁB����ς��ЂŊo����m�E�n�E����ԑ厖�ł��傤����ˁB
����ς�A�����`�ōs���Ȃ��Ƃł��傤�ˁB
372 �F���������R���N�F2011/03/19(�y) 02:07:12.46 ID:w7jji1qN
�ۂۂۂہ[���
���܂��獡�T��������
���₷�݂ȃT�C
���܂��獡�T��������
���₷�݂ȃT�C
373 �F���������R���N�F2011/03/19(�y) 02:13:15.60 ID:WHxZc6K7
>>365
���A�͂�
���A�͂�
374 �F���������R���N�F2011/03/19(�y) 09:48:38.05 ID:3L2naatu
�H�Ƒ�w���o�āA�ǂ̂悤�Ȗ{��ǂ߂������l�ɕ����悤�ȃ��x���Ȃ́H
�����V���V�l�������悤�ȃ��x���̂��Ƃ��Ǝv�����ǂ�
�����V���V�l�������悤�ȃ��x���̂��Ƃ��Ǝv�����ǂ�
375 �F���S�ҋZ�p���F2011/03/19(�y) 10:40:05.35 ID:tiTQfYg8
�����Ȃ�ł��ˁB(>_<)
�����m���Ă��邾���̃��x���Ȃ̂ō����Ă��镔���������ł���ˁB
�{���̂��ƐV�l���x���ł�����B
�����m���Ă��邾���̃��x���Ȃ̂ō����Ă��镔���������ł���ˁB
�{���̂��ƐV�l���x���ł�����B
376 �F���������R���N�F2011/03/19(�y) 13:17:54.71 ID:deTpE7Nq
>>375
��������Ȃ��āA��w�ʼn��̂��߂ɉ����ǂ̂悤�ɏK�����́H
�����ʼn���Ȃ����Ƃ��ǂ̂悤�Ȗ{��ǂ߂Ηǂ��������f�ł��Ȃ��̂���
�u�}�ʂ��ĂǂȂ���ނ˂�v�ׂ���A���x���O�����̖{�݂���������
�H�Ƒ�w���o���l�͓ǂނ悤�Ȗ{�Ƃ͎v���Ȃ��A
��������Ȃ��āA��w�ʼn��̂��߂ɉ����ǂ̂悤�ɏK�����́H
�����ʼn���Ȃ����Ƃ��ǂ̂悤�Ȗ{��ǂ߂Ηǂ��������f�ł��Ȃ��̂���
�u�}�ʂ��ĂǂȂ���ނ˂�v�ׂ���A���x���O�����̖{�݂���������
�H�Ƒ�w���o���l�͓ǂނ悤�Ȗ{�Ƃ͎v���Ȃ��A
377 �F���S�ҋZ�p���F2011/03/19(�y) 14:11:18.34 ID:tiTQfYg8
�ʂɁA���͍H�ƍ��Z�o�g�̓��̂�邢�j������ł���B��w�����ĒႢ�H�ƍ��Z���͂����悤�ȑ�w�����B
����ŁA�����I�y���[�^�[�����Ă������Ȃ���A�H�w�̒m���͖Y��Ă��܂������A0����o���Ă����Ȃ��Ă͂����Ȃ��킯�ł���B
������A���₳���Ē�������ł��B
����ŁA�����I�y���[�^�[�����Ă������Ȃ���A�H�w�̒m���͖Y��Ă��܂������A0����o���Ă����Ȃ��Ă͂����Ȃ��킯�ł���B
������A���₳���Ē�������ł��B
378 �F���������R���N�F2011/03/19(�y) 15:55:48.91 ID:deTpE7Nq
�H�ƍ��Z�̋��ȏ���������x�ǂݒ�������ǂ�
379 �F���������R���N�F2011/03/19(�y) 19:19:40.93 ID:R3sPou8b
��ӕ��ʉȍ��Z���̉��ł��o���Ă�@
�����Âo���Ă�������
�����Âo���Ă�������
380 �F���������R���N�F2011/03/19(�y) 19:25:02.83 ID:BsZmMHOs
�{�Ȃ�ă��}�i�N�e�C�C���B
�l�ɕ����Ȃ�ĕ]���T�Q�����B
���C�e�i�C
�l�ɕ����Ȃ�ĕ]���T�Q�����B
���C�e�i�C
381 �F���������R���N�F2011/03/19(�y) 19:35:34.90 ID:x15oylEp
�X���̃X�^���h�փ}���p�X68���ɍs���āA���ꎞ�ԃ_�x���Ă���
�A�鎞�A��ɃY���[�[�[�[���ƕ���ł���
�A�鎞�A��ɃY���[�[�[�[���ƕ���ł���
382 �F���������R���N�F2011/03/19(�y) 20:18:40.00 ID:/JfSI2Nx
�A���~�̔i�T�O�Ox�W�Ox�R�Ot�j�Ɍ�����T�~���Ń^�b�v���H�������
�E�l�W�łR�ӏ�
�E�l�U�łR�ӏ�
�E�l�T�łR�ӏ�
�ʂ̔ɂc�q/�y�f���H���ă{���g�Œ��߂�Ȃ�h�����K���Ă邩��
���i�A�a�̂Q�{�̌�����ɂ��Ă邩��l�T�ȉ����炢�ɂ���̂�
�����ăK�b�`�����Ă����Ȃl�W�ɂ������������̂�
�E�l�W�łR�ӏ�
�E�l�U�łR�ӏ�
�E�l�T�łR�ӏ�
�ʂ̔ɂc�q/�y�f���H���ă{���g�Œ��߂�Ȃ�h�����K���Ă邩��
���i�A�a�̂Q�{�̌�����ɂ��Ă邩��l�T�ȉ����炢�ɂ���̂�
�����ăK�b�`�����Ă����Ȃl�W�ɂ������������̂�
383 �F���������R���N�F2011/03/19(�y) 20:50:47.94 ID:vN8RRa73
M5�̃w���T�[�g�^�b�v�B
�����̉�Ђ���A���~�ɒ��ɂ˂��~�߂͂��Ȃ��B
�����̉�Ђ���A���~�ɒ��ɂ˂��~�߂͂��Ȃ��B
384 �F���S�ҋZ�p���F2011/03/19(�y) 21:25:14.28 ID:tiTQfYg8
378����379����A�h�o�C�X���肪�Ƃ��������܂����Bm(__)m
����������Ђɓ��邱�Ƃ��ł�������A�������撣���Ă����܂��B
����������Ђɓ��邱�Ƃ��ł�������A�������撣���Ă����܂��B
385 �F���������R���N�F2011/03/20(��) 01:55:55.06 ID:6p2ZoGA1
386 �F���������R���N�F2011/03/21(��) 12:10:35.17 ID:2iDGSg5o
�w�ڂ��Ƃ�����A���ʊW���l������A�J�^���O�ǂ��ʧʧ�ł���Ȃ���v����Ȃ���
387 �F���������R���N�F2011/03/21(��) 12:53:59.29 ID:HzE4F3z9
�z���g�A���̎p�������
388 �F���������R���N�F2011/03/21(��) 16:47:01.61 ID:65FDBgzW
�u����}�̈��Z���Έψ������w�w�Z�̃v�[���ɃK�\�������o���Ȃ����x�ƒ�Ă��Ă���v��4
http://ninja.2ch.net/test/read.cgi/newsplus/1300687823/
http://ninja.2ch.net/test/read.cgi/newsplus/1300687823/
389 �F���������R���N�F2011/03/21(��) 19:26:16.06 ID:XE0UkLcB
�J�^���O�ǂ�ł͂��͂��E�E�E�͂��邯��
�Ȃ��Ȃ��p�Y���̃s�[�X�����ݍ���Ȃ���ł��您�G�G
�Ȃ��Ȃ��p�Y���̃s�[�X�����ݍ���Ȃ���ł��您�G�G
390 �F���������R���N�F2011/03/21(��) 19:31:22.42 ID:C8QgxAqp
�x���o�Ύc�Ɩ����R���ԂŎ���R�O���~�Ȃ�Ă����Ȃ�����
391 �F���������R���N�F2011/03/21(��) 20:14:09.83 ID:/mDbx8zo
>>390
�]�E�@�]�E�@�������Ɠ]�E
�]�E�@�]�E�@�������Ɠ]�E
392 �F���������R���N�F2011/03/22(��) 08:11:51.21 ID:i8PJ5Gsb
�T�x����E�c�Ɩ����Ŏ���20Ͽ�ȃI�C���͐����Ă悵�H
393 �F���������R���N�F2011/03/22(��) 10:07:36.75 ID:6n0v5bPp
>>389
���ۂɎg�����肵�Ȃ��ƕ�����Ȃ������͂����
���X�H��ނ�2�����炢�m�ۂ��Ă���
�悭���������������邯��
�~�������͗~�����̂�
���ۂɎg�����肵�Ȃ��ƕ�����Ȃ������͂����
���X�H��ނ�2�����炢�m�ۂ��Ă���
�悭���������������邯��
�~�������͗~�����̂�
394 �F���������R���N�F2011/03/22(��) 12:38:48.35 ID:3MJ7H/Hp
395 �F���������R���N�F2011/03/22(��) 20:59:29.44 ID:GbEJEVeK
�L�[�a�p�̃G���h�~�����Ăǂ��g����ł����H
�ӂW��H�W���@�̃G���h�~�������̂܂ܓ˂������H�W�͏o��̂ł��傤��
�ӂW��H�W���@�̃G���h�~�������̂܂ܓ˂������H�W�͏o��̂ł��傤��
396 �F���������R���N�F2011/03/22(��) 21:04:30.47 ID:VjiV0UPh
�˂��o���A�ޗ��ɂ��
�r�r���đ傫���Ȃ邱�Ƃ����邵�A��T�͍����̍��������ƒႢ��[�Ńe�[�p�[�ɂȂ�
�r�r���đ傫���Ȃ邱�Ƃ����邵�A��T�͍����̍��������ƒႢ��[�Ńe�[�p�[�ɂȂ�
397 �F���������R���N�F2011/03/22(��) 21:10:54.29 ID:GbEJEVeK
398 �F���������R���N�F2011/03/22(��) 21:57:59.41 ID:VjiV0UPh
�~�ʂ��@�B���x�@�A�v���[�`�ɂ���Ă�����
�i���̎d���A�������ɂ���Ă��i���ł����肷��
�i���̎d���A�������ɂ���Ă��i���ł����肷��
399 �F���������R���N�F2011/03/22(��) 22:54:51.19 ID:jqBsa8M/
�ǂ����h��Ă���C�����ď�肭�����Ȃ�(�L�E�ցE`)
400 �F���������R���N�F2011/03/23(��) 10:56:45.53 ID:yDd4gtxS
401 �F���������R���N�F2011/03/23(��) 19:52:59.92 ID:vZOieE2P
�G���h�~���Ń|�P�b�g�@�鎞
�@�@�y�����ā�������Ƃ܂킷���y�����ā�������Ƃ܂킷���y�����ā�������Ƃ܂킷���E�E�E�E�E�E�E�E
�A�@�y�����Ȃ���܂킷�i�w���J���j
�ǂ����������́H�ǂ��g��������H
�@�@�y�����ā�������Ƃ܂킷���y�����ā�������Ƃ܂킷���y�����ā�������Ƃ܂킷���E�E�E�E�E�E�E�E
�A�@�y�����Ȃ���܂킷�i�w���J���j
�ǂ����������́H�ǂ��g��������H
402 �F���������R���N�F2011/03/23(��) 21:08:06.01 ID:tydH1Avn
>>401
���[�N�͉��H
���[�N�͉��H
403 �F���������R���N�F2011/03/24(��) 01:14:38.84 ID:JWtOb0j/
>>401
�|�P�b�g�̕��Ƃ��[���Ƃ��g�p����G���h�~���̌a�Ƃ���ނƂ�
�i���p�x�Ȃǂɂ���Ďg�������Ă܂��B
�ŋ߂͖ʓ|�Ȃ̂�CAM�Ńw���J���ō���ĕ������炩���Ƃ����̂������ł��B
�|�P�b�g�̕��Ƃ��[���Ƃ��g�p����G���h�~���̌a�Ƃ���ނƂ�
�i���p�x�Ȃǂɂ���Ďg�������Ă܂��B
�ŋ߂͖ʓ|�Ȃ̂�CAM�Ńw���J���ō���ĕ������炩���Ƃ����̂������ł��B
404 �F���������R���N�F2011/03/24(��) 01:22:43.76 ID:aOwfmNRZ
���̓w���J�����H�Ȃ���̂��o���������Ƃ��Ȃ�
����ǂ̂��炢�ŏo�������Ȃ́H
����ǂ̂��炢�ŏo�������Ȃ́H
405 �F���������R���N�F2011/03/24(��) 01:55:07.60 ID:d1rSZpAS
�݂�Ȋy�����������A
�d�����߂������Ďv����������H
����Ƃ���ǂ�Ȏ��H
�d�����߂������Ďv����������H
����Ƃ���ǂ�Ȏ��H
406 �F���������R���N�F2011/03/24(��) 05:32:22.90 ID:MBfzAJbO
�w���J�����č��̓I�v�V�����Ȃ�ȁB���̋@�B�͎g���Ȃ�����
407 �F���������R���N�F2011/03/24(��) 08:01:48.64 ID:EAHXaDRp
�w���J���I�v�V�����g���Ɛ؍펞�Ԃ��Ȃ葝���Ȃ��H
�V�~�����[�V�������x���Ȃ邵�B
�V�~�����[�V�������x���Ȃ邵�B
408 �F���������R���N�F2011/03/24(��) 09:14:30.75 ID:3d25f52O
>>405
�V�ׂ�[�ނ�����������鎖���Ȃ����c
���△������
�ƋA���Ă������P�~�J���ނƂ��n���Ƃ��ޗ��T������
���t���C�X����Ղ�CNC�������肵�Ă�T�C�g������
youtube�ł˂����Ă铮��݂���A
�d���Ƃ�������Ȃ����̈Ⴂ�����܂�Ȃ�
�����͂��̎d�����痣����Ȃ����ꂽ�l��
�܂��؎q�ł���3�t�C�P�邺�I�݂����ɂ͂Ȃ��ĂȂ���
�V�ׂ�[�ނ�����������鎖���Ȃ����c
���△������
�ƋA���Ă������P�~�J���ނƂ��n���Ƃ��ޗ��T������
���t���C�X����Ղ�CNC�������肵�Ă�T�C�g������
youtube�ł˂����Ă铮��݂���A
�d���Ƃ�������Ȃ����̈Ⴂ�����܂�Ȃ�
�����͂��̎d�����痣����Ȃ����ꂽ�l��
�܂��؎q�ł���3�t�C�P�邺�I�݂����ɂ͂Ȃ��ĂȂ���
409 �F���������R���N�F2011/03/24(��) 09:28:35.32 ID:B5H51/9o
���A�͂�
410 �F���������R���N�F2011/03/24(��) 12:31:12.03 ID:MBfzAJbO
���É��̓������������Ƃ�
411 �F���������R���N�F2011/03/24(��) 18:36:38.71 ID:Ds4URbWE
�C�ӂŃA���[�����e�Ɩ��O�����ā@���������Ŕ����Ȃ���
�����m���������@���ꂽ�̂���������
��Ǝ҂���������l������
�@�A���[�����S�S�S
�u�n�l�`�d�@�a�`�j�`�@�l�n�j�j�`�h�@�j�`�j�t�m�h�m�r�h�q�n�@�`�g�n�v������������v
�����m���������@���ꂽ�̂���������
��Ǝ҂���������l������
�@�A���[�����S�S�S
�u�n�l�`�d�@�a�`�j�`�@�l�n�j�j�`�h�@�j�`�j�t�m�h�m�r�h�q�n�@�`�g�n�v������������v
412 �F���������R���N�F2011/03/24(��) 21:23:03.66 ID:jbE9eTd5
413 �F���������R���N�F2011/03/25(��) 00:02:46.29 ID:mUfjJk+p
�E�`�̃P�`�В��̓��X���X�I�v�V����������蓮�Ńw���J���g��ł�ȁB
414 �F���������R���N�F2011/03/25(��) 04:25:08.08 ID:5cbyzHES
>>411
�V���O���u���b�N���������邺��
�V���O���u���b�N���������邺��
415 �F���������R���N�F2011/03/25(��) 11:08:19.11 ID:FiICA7Kt
>>412
���A�͂�
���A�͂�
416 �F���������R���N�F2011/03/25(��) 18:38:19.67 ID:E/fTxtGo
�����͂ނ���w���J����̂���
�[���x��������������Ȃ�ƃ}�V�j���O�ł͌������i�Ƃ��Ƀ����W0.01�Ǝv���Ă���j
����W�O���Ŏd�グ��
�w���J���̂Ȃɂ����������Ă����ƁA�H��a�������炾�낤�Əォ�班�����荞�ނ���
�����̂��Ɩ������Ă����Ă��̂��Ƃ��ł���
�����P�O�c�Ƃ��ɂȂ�Ə��X���������ǂ�
�[���x��������������Ȃ�ƃ}�V�j���O�ł͌������i�Ƃ��Ƀ����W0.01�Ǝv���Ă���j
����W�O���Ŏd�グ��
�w���J���̂Ȃɂ����������Ă����ƁA�H��a�������炾�낤�Əォ�班�����荞�ނ���
�����̂��Ɩ������Ă����Ă��̂��Ƃ��ł���
�����P�O�c�Ƃ��ɂȂ�Ə��X���������ǂ�
417 �F���������R���N�F2011/03/26(�y) 06:52:57.89 ID:8nIketWU
�C�����Ă�S�Ă̐��i���H�v���O���������v�łP���P�R���Ԃ�����ǁA���R�d���̎��Ԃ͂W���R�O������P�V���R�O���B
���R�̂悤�ɖ����Q�Q�����܂Ŏc�Ƃ��Ă����
���������̂��Ė@�߈ᔽ�Ƃ��ɂ͂Ȃ�Ȃ��̂��H
�莞�ŋA��Ȃ����������́H
����łS�����狋��������ꂿ�����瓽���ŘJ��ɒʕ悤���Y�ݒ�
���R�̂悤�ɖ����Q�Q�����܂Ŏc�Ƃ��Ă����
���������̂��Ė@�߈ᔽ�Ƃ��ɂ͂Ȃ�Ȃ��̂��H
�莞�ŋA��Ȃ����������́H
����łS�����狋��������ꂿ�����瓽���ŘJ��ɒʕ悤���Y�ݒ�
418 �F���������R���N�F2011/03/26(�y) 15:05:37.03 ID:QiEG8RfZ
�����o�u���L�^�[�[�[�[�[�[�[�I�I�I
419 �F���������R���N�F2011/03/26(�y) 15:10:35.96 ID:X20dZmEJ
�^�d�@���[�J�[�ɔ[�i���ɍs��������ː����肳���
�u�����o������A�����ċA���Ă��������v�@�u���˔\���Ƃ��Ă��玝���Ă��Ă��������v�ƌ���ꂽ�ƕ�����
�����K�V����������
�u�����o������A�����ċA���Ă��������v�@�u���˔\���Ƃ��Ă��玝���Ă��Ă��������v�ƌ���ꂽ�ƕ�����
�����K�V����������
420 �F���������R���N�F2011/03/26(�y) 15:23:49.99 ID:yVK154HE
�K�V���Ȃ狃�����Ɂu�ǂ��������ׂ��邩�v���l����
421 �F���������R���N�F2011/03/26(�y) 15:27:37.86 ID:Eem07hrc
�~�c�r�V�̃J�b�^�[�`�b�v���`
422 �F���������R���N�F2011/03/26(�y) 16:27:17.19 ID:QiEG8RfZ
���k�ɑ����̉������H������Ă��^��Ƃ���̎d�������
�����̊Ԃ͐[��A��ɂȂ邨�G�G
�����̊Ԃ͐[��A��ɂȂ邨�G�G
423 �F���������R���N�F2011/03/26(�y) 21:17:19.42 ID:jhtLRMSe
�Ȃɂ��̍K���ȏ�ԁB
424 �F���������R���N�F2011/03/27(��) 08:25:01.91 ID:FmVFPkL7
����Ӗ��A�������~�܂�Ȃ��B
�c�Ƃ͍����d���̎�莞���Ɩ�N�ɂȂ��Ă�B
������Ďd�����Ă����̉�Ђ͖�Q�O�O���~����t�����B
�c�Ƃ͍����d���̎�莞���Ɩ�N�ɂȂ��Ă�B
������Ďd�����Ă����̉�Ђ͖�Q�O�O���~����t�����B
425 �F���������R���N�F2011/03/27(��) 11:44:21.04 ID:hDEeiMxr
>>424
���ꂽ
���ꂽ
426 �F���������R���N�F2011/03/27(��) 14:52:05.10 ID:jFvr0rFw
���k�̐����ƏI���̂��m�点
����������d���Ԃ��您�O��
����������d���Ԃ��您�O��
427 �F���������R���N�F2011/03/27(��) 15:41:29.65 ID:JWlHMsbV
���k�����ōςނ̂��˂����
�����ǂ�ǂ����Ă邼
�����ǂ�ǂ����Ă邼
428 �F���������R���N�F2011/03/27(��) 19:53:15.20 ID:JEmOENM3
�w���J�����H���ăX�Q�[�֗����Ǝv���B�{�P�Ă�IJK�őO�ɍ��W���Ⴂ���ăG���C�ڂɂ��������c
429 �F���������R���N�F2011/03/28(��) 00:04:04.56 ID:hMXxmV52
430 �F���������R���N�F2011/03/28(��) 06:12:33.82 ID:r+qh375P
�w���J���Ȃ��Ȃ�J�X�^���}�N�����Ȃ��Ă���������
431 �F���������R���N�F2011/03/28(��) 10:09:40.71 ID:4eiQ+Br6
�k�Г����̂����Ŏd�������Ȃ��B
����Ȃ��Ȃ�50�߂������̃x�e�����́A�[���¶̐V�K�d���Ɏ���o�������Ȃ��̂Ŕ[������̂�������Ă�d���������Ȃ��ĖZ�����ӂ�B
���Z�h������ꕔ�̐l�������Ԃ�������Ȃ����Ă����B
�}�W����ł���Ȃ����ȁB
����Ȃ��Ȃ�50�߂������̃x�e�����́A�[���¶̐V�K�d���Ɏ���o�������Ȃ��̂Ŕ[������̂�������Ă�d���������Ȃ��ĖZ�����ӂ�B
���Z�h������ꕔ�̐l�������Ԃ�������Ȃ����Ă����B
�}�W����ł���Ȃ����ȁB
432 �F���������R���N�F2011/03/28(��) 12:38:51.43 ID:ATTQBMmS
433 �F���������R���N�F2011/03/29(��) 00:25:18.49 ID:kO/ChYse
>>428
�ŏI�̂y�H�̍H���L�����Z���̕����ԈႦ��
��ςȂ��ƂɂȂ����B
�w���J���̓p�����[�^�ƃ}�N���̑g�ݍ��킹�łł���B
�����H���̒Z�[���̓���d��������V�l
�����H���̒��[���̊ȒP�Ȏd��������x�e����
�ׂ���x�e�����]�������x�e�����B
�������o���V�l�B���߂�V�l�B
�ŏI�̂y�H�̍H���L�����Z���̕����ԈႦ��
��ςȂ��ƂɂȂ����B
�w���J���̓p�����[�^�ƃ}�N���̑g�ݍ��킹�łł���B
�����H���̒Z�[���̓���d��������V�l
�����H���̒��[���̊ȒP�Ȏd��������x�e����
�ׂ���x�e�����]�������x�e�����B
�������o���V�l�B���߂�V�l�B
434 �F���������R���N�F2011/03/29(��) 07:32:18.51 ID:z6r0UAcH
���̒����܂�����Ă����ł���
435 �F���������R���N�F2011/03/29(��) 09:03:08.68 ID:Xo+bK2nb
�ޗ�������l�グ�̒ʒB����
�A���~�ESUS�@10%��
SS�@20%��
���k�I�����
�A���~�ESUS�@10%��
SS�@20%��
���k�I�����
436 �F���������R���N�F2011/03/29(��) 11:14:55.01 ID:qyWKRhYH
���k�ɑ����̉����������Ă�����Ăǂ��H
437 �F���������R���N�F2011/03/29(��) 18:32:02.66 ID:sG6dzGPh
438 �F���������R���N�F2011/03/29(��) 18:36:47.62 ID:YsFfE3RO
SS�̒l�グ�͂���Ǝv���Ă������c�����܂ň�C�ɏオ��Ɖ��肷��Ɖ��̉�Ђ��l�b��1���ԕӂ�̉ғ�����z���ĐԎ��ɂȂ邩�������B3����ėp�͊m���ɐԎ�������
>>437
�w���J���̃����b�g�͂y�荞�ݗp�̌��������Ȃ��Ă������ƁE�E�E�����H
�ǂ��g�������邩��������Ă���Ă�l�͂��Ȃ���
�ǂ����ł������̂�
�w���J���̃����b�g�͂y�荞�ݗp�̌��������Ȃ��Ă������ƁE�E�E�����H
�ǂ��g�������邩��������Ă���Ă�l�͂��Ȃ���
�ǂ����ł������̂�
440 �F���������R���N�F2011/03/29(��) 19:18:28.64 ID:Iscja6C5
�X���[�A�E�F�C�ő傫���~���H�̎��B
�l�W�̎��B
Z���낵�Ă���艺�낵�Ă����̎��A���낵�ăA�v���[�`���鎞�����r�r�鎞�B
�l�W�̎��B
Z���낵�Ă���艺�낵�Ă����̎��A���낵�ăA�v���[�`���鎞�����r�r�鎞�B
441 �F���������R���N�F2011/03/29(��) 19:42:44.46 ID:LA570PYq
>>439
�H����������炵�ĉ��H���ԒZ�k�B
�c�[���`�F���W���[�̍H������̎�Ԃ����点��B
�w�ǎg��Ȃ��a�̃h������Ȃ��Ă����B
�d�オ��̗ǂ������Ŏg�����������Ȃ��B
�H����������炵�ĉ��H���ԒZ�k�B
�c�[���`�F���W���[�̍H������̎�Ԃ����点��B
�w�ǎg��Ȃ��a�̃h������Ȃ��Ă����B
�d�オ��̗ǂ������Ŏg�����������Ȃ��B
���`��A�Ȃ�قǁB
443 �F���������R���N�F2011/03/29(��) 20:07:30.77 ID:Iscja6C5
444 �F���������R���N�F2011/03/29(��) 20:17:35.54 ID:6wwGkMa/
���A�͂�
445 �F���������R���N�F2011/03/29(��) 20:26:33.81 ID:FI6gIo+H
�ő�̈Ⴂ�͗͂̊|��������ł���B
446 �F���������R���N�F2011/03/29(��) 20:56:42.21 ID:M2qubrKb
���ƁA�G�A�[�J�b�g����
447 �F���������R���N�F2011/03/29(��) 21:09:53.61 ID:lfPKS7Zg
���������Ď����Z������w���J���D������Ȃ���
448 �F���������R���N�F2011/03/30(��) 02:48:08.35 ID:KkoyrMVm
�w���J�����Đ�[���悭���Ղ��邩�猊�d�グ�ł̓C�}�C�`�ȋC���E�E
��܂ł����ƁA���Ղ�����[�ʼn��H��������Ɩ��Ղ��ĂȂ������Ńe�[�p�[�ɂȂ��ȁ[
���a�łT�ʖ��Ղ����猊���0.01������E�E
�������������Ȃ��E�E
��܂ł����ƁA���Ղ�����[�ʼn��H��������Ɩ��Ղ��ĂȂ������Ńe�[�p�[�ɂȂ��ȁ[
���a�łT�ʖ��Ղ����猊���0.01������E�E
�������������Ȃ��E�E
449 �F���������R���N�F2011/03/30(��) 11:50:27.35 ID:+Y23FN1S
>>447
�G���h�n�����Ղ��邩��A�Č����y�Ƃ����l���������邗
�G���h�n�����Ղ��邩��A�Č����y�Ƃ����l���������邗
450 �F���������R���N�F2011/03/30(��) 17:46:03.81 ID:ubZ50FPp
���̋ƊE���ċ��^�����ǂ̂��炢�H
�ƊE�����ČܔN�A�S���䐔�l��A�ʎY�����H�A���ƋΖ��A�N���\��㔼�ő��x��25���Ȃ��Ó����ȁH
�ƊE�����ČܔN�A�S���䐔�l��A�ʎY�����H�A���ƋΖ��A�N���\��㔼�ő��x��25���Ȃ��Ó����ȁH
451 �F���������R���N�F2011/03/30(��) 19:32:01.93 ID:0hpXjvSd
>>450
�c�Ƃǂ炢���H
�ʎY�Ń��[�N�Z�b�g���ă{�^�����������A�H�����������菇�ǂ���Ɍ������邾���A���@���肵�ĕ����邾��
�Ȃ玞�����Z��1200�~�ł����������Ǝv���B
�c�Ƃǂ炢���H
�ʎY�Ń��[�N�Z�b�g���ă{�^�����������A�H�����������菇�ǂ���Ɍ������邾���A���@���肵�ĕ����邾��
�Ȃ玞�����Z��1200�~�ł����������Ǝv���B
452 �F���������R���N�F2011/03/30(��) 19:34:35.55 ID:AkW+g+R4
453 �F���������R���N�F2011/03/30(��) 19:43:22.82 ID:AkW+g+R4
�܂�
��Ђ̉��H�̃g�b�v�����N��̏���Ƃ̎Ј��̔N����
������悤�ȉ�Ђ͎��߂��ق�����������B
�E�`��1000�I�[�o�[�����l���邩��ڕW������
��Ђ̉��H�̃g�b�v�����N��̏���Ƃ̎Ј��̔N����
������悤�ȉ�Ђ͎��߂��ق�����������B
�E�`��1000�I�[�o�[�����l���邩��ڕW������
454 �F���������R���N�F2011/03/30(��) 20:31:41.10 ID:mMlt5Vgl
�m�g�j�Ōv���d�̂�����
�X���[�A�E�F�C�̃`�b�v���i���ɂȂ���Č����Ă邼
�X���[�A�E�F�C�̃`�b�v���i���ɂȂ���Č����Ă邼
455 �F���������R���N�F2011/03/30(��) 21:15:24.81 ID:Nh44CRyK
>>451
�Q�O�N�قǑO�ɂȂ邯�ǂ��̓��e�Ŏ����P�W�O�O�~����Ă�����B
���S�Ȗ��o���Ȃ̂ɂW��S�����Ă����B
���͂��̓����̔N�����z���鎖���o���Ȃ���ˁA���Ј��ɂȂ��ĂP�Q�N�ɂȂ�̂�www
�Q�O�N�قǑO�ɂȂ邯�ǂ��̓��e�Ŏ����P�W�O�O�~����Ă�����B
���S�Ȗ��o���Ȃ̂ɂW��S�����Ă����B
���͂��̓����̔N�����z���鎖���o���Ȃ���ˁA���Ј��ɂȂ��ĂP�Q�N�ɂȂ�̂�www
456 �F���������R���N�F2011/03/30(��) 21:31:24.21 ID:58mrlDzz
>>454
�^���K����C�X�J����
�^���K����C�X�J����
457 �F���������R���N�F2011/03/31(��) 00:35:20.10 ID:Mnytx+IE
�������Ђ̐l�ɕ��������~�X�~���Đ����H�ꂪ�ǂ������������Ė{���H
���������S���e�n�ɂ���ȁH
���������S���e�n�ɂ���ȁH
458 �F���������R���N�F2011/03/31(��) 07:56:50.30 ID:OmZ7qWJO
���킟�A��n�O�̑��A�J���p�j�[�ɉ^�������Ђ��Ă��܂������[
�悻�̉�Ђ���ʗp���Ȃ��悤�ȏ펯�͂���ȕ��X���肾��B���̋ƊE�ł�����ȕςȐl����ˁc�H
�܂��ʂ̉�ЂɈڂ�̂���ς����ǂ�����Ⴂ����c
�悻�̉�Ђ���ʗp���Ȃ��悤�ȏ펯�͂���ȕ��X���肾��B���̋ƊE�ł�����ȕςȐl����ˁc�H
�܂��ʂ̉�ЂɈڂ�̂���ς����ǂ�����Ⴂ����c
459 �F���������R���N�F2011/03/31(��) 09:15:08.37 ID:2/8b6dTz
�ނ��낱�̋ƊE�͑����Ǝv����
460 �F���������R���N�F2011/03/31(��) 16:00:12.75 ID:dmgJObys
http://p.tl/cXn1
���̎����A���͍ݓ��̎d��
���̎����A���͍ݓ��̎d��
461 �F���������R���N�F2011/04/01(��) 01:04:06.67 ID:ahKcFuSc
���m�Y�f�ɒ����o���Ă���C�t�������������̍H����Ăӂ����܂̂��킫�s���������
������������Ǝv�������ǐ̂̂��Ƃ�����Y�ꂽ�B�n�k�͑��v��������
������������Ǝv�������ǐ̂̂��Ƃ�����Y�ꂽ�B�n�k�͑��v��������
462 �F���������R���N�F2011/04/02(�y) 02:53:33.83 ID:fwKqQTHQ
���A�b�`�s�h�`���Ău�T�̂q�����܂ł����Ă�́H
463 �F���������R���N�F2011/04/02(�y) 10:43:45.86 ID:lIA402QE
���A�͂�
464 �F���������R���N�F2011/04/02(�y) 19:53:45.85 ID:rMQqRUEC
�������V�l�������Ă邯��
�X�S�C�l�B
�u�����ω������牽������̖�肪���邩�瑗��~�߂āv���ē`�����������������̂�
�Ήԏo�Ă�̂ɓ�����������V�l����B
�u�����������m���Ǝv���܂����v������
�t�F�C�X���I�V���J����ˁ[��
�X�S�C�l�B
�u�����ω������牽������̖�肪���邩�瑗��~�߂āv���ē`�����������������̂�
�Ήԏo�Ă�̂ɓ�����������V�l����B
�u�����������m���Ǝv���܂����v������
�t�F�C�X���I�V���J����ˁ[��
465 �F���������R���N�F2011/04/02(�y) 20:36:06.82 ID:qgp2NjGo
�}�V�j���O�ł͂��Ȃ����ǔėp�Ȃ�t���o�b�N�r���ʼnΉԂ͏o��B
466 �F���������R���N�F2011/04/02(�y) 21:20:44.99 ID:tUA5eXvn
���[���A���[�N���Y�f�|�Ȃ�ΉԂȂ��ʂ�����
�o�Ȃ����x���Ń`�b�v�����ł���Ȃ�
�D�M����t�ɂȂ�������x���c���������郌�x���̒����b�`
�o�Ȃ����x���Ń`�b�v�����ł���Ȃ�
�D�M����t�ɂȂ�������x���c���������郌�x���̒����b�`
467 �F���������R���N�F2011/04/02(�y) 21:44:45.17 ID:TytOo430
�ŏ��̍��ΉԂ��o�Ă�̂���Ȃ��āA�`�b�v���^���ԂɂȂ��Ă�̂����ďł������Ƃ͂���B
468 �F���������R���N�F2011/04/02(�y) 23:24:44.42 ID:ZFLTYWLg
�ΉԂƂ����ʂ���
�Ήԏo�n�߂�܂ōH��g���āA�j�����I�V���J�̃M���M���̂Ƃ��ōH���������悤�ɂ����
�������r�݂̂��ǂ���
�����łȂ�����Ȃ����̂�����
�Ήԏo�n�߂�܂ōH��g���āA�j�����I�V���J�̃M���M���̂Ƃ��ōH���������悤�ɂ����
�������r�݂̂��ǂ���
�����łȂ�����Ȃ����̂�����
469 �F���������R���N�F2011/04/03(��) 00:03:54.88 ID:05ljLODi
�`�b�v��������ɂ͉����ς���Ă邾��
�܊����g����
�܊����g����
470 �F���������R���N�F2011/04/03(��) 02:21:17.28 ID:z+HIopbv
���o���K�v�ł����B
471 �F���������R���N�F2011/04/03(��) 02:59:24.37 ID:c0PYUidH
472 �F���������R���N�F2011/04/03(��) 05:06:48.96 ID:9Glx2JrT
�ߏ��̍H��ŁA�ُ�ɋC��������`�������A�L�����܂��������S���Ȃ����l������B
473 �F���������R���N�F2011/04/03(��) 09:29:40.64 ID:fdzOi/gd
>>471
�X�}���BSUS�Ȃ���
�ȒP�Ɍ����Ɖ����y��������
����MAX�ŐV�l����ɔC�����B
�`�b�v��������Ԃō��܂�����
�Ή�&�n��
�X�}���BSUS�Ȃ���
�ȒP�Ɍ����Ɖ����y��������
����MAX�ŐV�l����ɔC�����B
�`�b�v��������Ԃō��܂�����
�Ή�&�n��
474 �F���������R���N�F2011/04/03(��) 10:07:25.99 ID:quLshMLf
>>473������
475 �F���������R���N�F2011/04/03(��) 13:25:51.00 ID:SElHPDGJ
>>473
���܂��ň�����
���܂��ň�����
476 �F���������R���N�F2011/04/03(��) 14:01:09.65 ID:r0JGmpYL
>>473
�V�l����u�������O������
�V�l����u�������O������
477 �F���������R���N�F2011/04/03(��) 14:03:48.98 ID:26cgX3XZ
>>473
�P�O�O�p�[���O�̐ӔC
�P�O�O�p�[���O�̐ӔC
478 �F���������R���N�F2011/04/03(��) 16:11:27.45 ID:q0mz7fkx
>>470
���܂ɂ͐؍���̖��������Ȃ��ƂȂ�
���܂ɂ͐؍���̖��������Ȃ��ƂȂ�
479 �F���������R���N�F2011/04/03(��) 20:01:15.22 ID:tCEfFfy+
��������or�����ʂ������F�ǂ������}�V���낤��
480 �F���������R���N�F2011/04/03(��) 21:35:29.76 ID:R5Q4gT+L
>>473
�`�b�v������ԂȂ�ǂ��l���Ă����������Ă邾��B
�`�b�v������ԂȂ�ǂ��l���Ă����������Ă邾��B
481 �F���������R���N�F2011/04/03(��) 23:04:14.01 ID:fdzOi/gd
����ł������������Ă����炩���Ȃ̂��B
���Ƃ��Ă͎~�߂Ăق��������B
�|���𗊂�厲�ɂނ��Đ��Ԃ��܂��邵�B
�u�؍�������邩�琅���炢���v���ȂƎv���āv���āB
����������Ɛ��������� �̈Ⴂ���킩��Ȃ��̂��Ȃ�Ȃ̂�
���Ƃ��Ă͎~�߂Ăق��������B
�|���𗊂�厲�ɂނ��Đ��Ԃ��܂��邵�B
�u�؍�������邩�琅���炢���v���ȂƎv���āv���āB
����������Ɛ��������� �̈Ⴂ���킩��Ȃ��̂��Ȃ�Ȃ̂�
482 �F���������R���N�F2011/04/03(��) 23:28:52.80 ID:q0mz7fkx
>>481
�����Ȃ����܂���������
�����Ȃ����܂���������
483 �F���������R���N�F2011/04/03(��) 23:29:07.18 ID:CXJDxiCY
>>470
�E�`�ɏo���肵�Ă�������A�Z�x�`�F�b�N���w�ɃN�[�����g�t���āA�r�߂Ċm�F���Ă�l�����܂�����ċ����Ă��ꂽ�̂��v���o����(��)
�E�`�ɏo���肵�Ă�������A�Z�x�`�F�b�N���w�ɃN�[�����g�t���āA�r�߂Ċm�F���Ă�l�����܂�����ċ����Ă��ꂽ�̂��v���o����(��)
484 �F���������R���N�F2011/04/03(��) 23:33:06.57 ID:SElHPDGJ
485 �F���������R���N�F2011/04/04(��) 00:31:31.62 ID:bu5Js6GK
�Ȃ��Ȃ���邵�Ă��炦�Ȃ�>>481�ɂ�����Ɠ���
�ł����������H�Ŏg���Ă��l�b�ɐ؍��������Ȃ����琅�Ԃ������đ|�����Ă���B
�ӂ�����ĂT�T�U�����Ƃ��Α��v�B
���̋ƊE�A���S�҂ɗ₽����Ђ���������₳�������ĂˁB
���Ċw�ׁA�����Ŋo���Ȃ��Ȃ疳���A�����͂��߂������ĂȂ��A���炢�킩���̂��A
�ȂǃX�p���^�ł��������ǐl����肭��Ă�Ȃ��Ɖ�Ђ������ł��Ȃ���B
�ł����������H�Ŏg���Ă��l�b�ɐ؍��������Ȃ����琅�Ԃ������đ|�����Ă���B
�ӂ�����ĂT�T�U�����Ƃ��Α��v�B
���̋ƊE�A���S�҂ɗ₽����Ђ���������₳�������ĂˁB
���Ċw�ׁA�����Ŋo���Ȃ��Ȃ疳���A�����͂��߂������ĂȂ��A���炢�킩���̂��A
�ȂǃX�p���^�ł��������ǐl����肭��Ă�Ȃ��Ɖ�Ђ������ł��Ȃ���B
486 �F���������R���N�F2011/04/04(��) 07:39:13.87 ID:r0xIeI0t
�������Ȃ��܂ܑ�l�ɂȂ������炱�̋ƊE�œ����Ă��
487 �F���������R���N�F2011/04/04(��) 07:40:24.53 ID:2pc4ay3U
�l����Ă��Ȃ���ЂȂ�Ă�����łԂ��̂�
488 �F���������R���N�F2011/04/04(��) 10:08:53.36 ID:6p+Ycug9
�����Œ��ׂ���l�����肵�Đ��������
�ǂ��������ɐl�ɋ�������ǂ��̂��킩��Ȃ��Ȃ�
���߂͊m���ɏo���Ȃ����������s����ł��̊Ԃɂ��o���Ă�������
�ǂ������v���Z�X�œ������o�����̂��悭�v���o���Ȃ�
�ǂ��������ɐl�ɋ�������ǂ��̂��킩��Ȃ��Ȃ�
���߂͊m���ɏo���Ȃ����������s����ł��̊Ԃɂ��o���Ă�������
�ǂ������v���Z�X�œ������o�����̂��悭�v���o���Ȃ�
489 �F���������R���N�F2011/04/04(��) 18:47:26.73 ID:ApNMJyTz
>>�l����Ă��Ȃ���ЂȂ�Ă�����łԂ��̂�
���������
���u�v���[�łT�N��
����܂ŃS�~�����������̂ɉ����Ɗw�Ŋ撣�������ʁA�g����悤�ɂȂ�Ɓu������Ă��v�~�������Ă���
�������߂��낱��ȉ��
���������
���u�v���[�łT�N��
����܂ŃS�~�����������̂ɉ����Ɗw�Ŋ撣�������ʁA�g����悤�ɂȂ�Ɓu������Ă��v�~�������Ă���
�������߂��낱��ȉ��
�����������H
����Ȃ��Ƃ܂ŋ����Ă���c�B
�|�������������^�J���i�̉��̕ǂɃz�E�L�𗧂Ċ|�����肳�c
�u�z�E�L���|��Đ��i������_���Ȃ̂Łv�Ƃ�
�C�`�C�`������̂���B
�d���ȑO�̖��� �펯���Ȃ��ȁB
�����Ńz�E�L�ړ����������ǂȁB
���肪�ǂ��l���Ă�Ƃ��z������Ƃ��V�~�����[�V��������̂�
�@�B���H�ɒʂ���Ǝv���B
���̑|�����Ă���@�B�̑|�����邩��غ���|���������ɗ�����
�܂����̑|�������肷����B
��������ˁ[�̂�
����Ȃ��Ƃ܂ŋ����Ă���c�B
�|�������������^�J���i�̉��̕ǂɃz�E�L�𗧂Ċ|�����肳�c
�u�z�E�L���|��Đ��i������_���Ȃ̂Łv�Ƃ�
�C�`�C�`������̂���B
�d���ȑO�̖��� �펯���Ȃ��ȁB
�����Ńz�E�L�ړ����������ǂȁB
���肪�ǂ��l���Ă�Ƃ��z������Ƃ��V�~�����[�V��������̂�
�@�B���H�ɒʂ���Ǝv���B
���̑|�����Ă���@�B�̑|�����邩��غ���|���������ɗ�����
�܂����̑|�������肷����B
��������ˁ[�̂�
491 �F���������R���N�F2011/04/05(��) 00:15:56.97 ID:86k0loA3
�����肪�ǂ��l���Ă�Ƃ��z������Ƃ��V�~�����[�V��������̂�
���@�B���H�ɒʂ���Ǝv���B
���H�V�l�N���ǂ��l���Ă�Ƃ��z������Ƃ��V�~�����[�V�������邱�Ƃ��N�͂ł��Ȃ���ˁH
�@�B���H�ɒʂ��Ă�H�N�͎������@�B���H���ʖڂ��Ƃ��������̂��H
���@�B���H�ɒʂ���Ǝv���B
���H�V�l�N���ǂ��l���Ă�Ƃ��z������Ƃ��V�~�����[�V�������邱�Ƃ��N�͂ł��Ȃ���ˁH
�@�B���H�ɒʂ��Ă�H�N�͎������@�B���H���ʖڂ��Ƃ��������̂��H
492 �F���������R���N�F2011/04/05(��) 00:16:23.24 ID:GgI66b8P
493 �F���������R���N�F2011/04/05(��) 00:37:44.93 ID:WZm9Jwhs
�ʖڂȐ�y�̑�\�݂����Ȍ�������
494 �F���������R���N�F2011/04/05(��) 06:20:58.85 ID:gNWg0RD6
>>481
���t���₷�����̈��������炢�����邾�땁�ʁB
�z�E�L�̌y���ł����t�����ǂ����̔F���̈Ⴂ�������������B
��Ȃ��Ǝv�����̂ɖ����őΏ�����ق�������������B
���|���������玞�Ԃ��]�����̂ŋ@�B���|�����ė������L���R��|�������Ƃ�����Ȃ�
�ł����匾��ꂻ�����ȁB���̗l�q���ƁB
�Ê���V�l�̈Ӗ��s���ȍs���̕���͂����ł��F�X����������>>481�͍��܂łň�Ԓ�x��
�ȋC������B
���t���₷�����̈��������炢�����邾�땁�ʁB
�z�E�L�̌y���ł����t�����ǂ����̔F���̈Ⴂ�������������B
��Ȃ��Ǝv�����̂ɖ����őΏ�����ق�������������B
���|���������玞�Ԃ��]�����̂ŋ@�B���|�����ė������L���R��|�������Ƃ�����Ȃ�
�ł����匾��ꂻ�����ȁB���̗l�q���ƁB
�Ê���V�l�̈Ӗ��s���ȍs���̕���͂����ł��F�X����������>>481�͍��܂łň�Ԓ�x��
�ȋC������B
495 �F���������R���N�F2011/04/05(��) 07:42:34.35 ID:g43fYtY1
�Ȃ�ň�x�����Ă��Ȃ��́H
���x�����������킹��Ȃ��̂Ăėǂ����ǁA�e���p�V�[���ȂŐ�y�̋��M�ȑz����͂��[�݂����Ȋ����H
�E�P���`�B
�����ɂ������B���������̃J�X�B
�u���͈ȑO����̃��[�_�[�������v
�u����Ȏd�������ɂ�点��̂���v
�u������Ȃ������炱�̎d���͂���Ȃɏ�肭�����Ȃ����H�v
�Ƃ������Ȃ��猻��ň�Ԏd���ʂ����Ȃ����Ă�����
���悾���̃x�e�����������Ōق����܂��đ厸�s���Ă����T�^�I�Ȍ`�B
���O������Ȃ�ɂȂ����܂����B
���x�����������킹��Ȃ��̂Ăėǂ����ǁA�e���p�V�[���ȂŐ�y�̋��M�ȑz����͂��[�݂����Ȋ����H
�E�P���`�B
�����ɂ������B���������̃J�X�B
�u���͈ȑO����̃��[�_�[�������v
�u����Ȏd�������ɂ�点��̂���v
�u������Ȃ������炱�̎d���͂���Ȃɏ�肭�����Ȃ����H�v
�Ƃ������Ȃ��猻��ň�Ԏd���ʂ����Ȃ����Ă�����
���悾���̃x�e�����������Ōق����܂��đ厸�s���Ă����T�^�I�Ȍ`�B
���O������Ȃ�ɂȂ����܂����B
496 �F���������R���N�F2011/04/05(��) 09:54:12.28 ID:kAy+zeWI
���N������Ă鎩���̃A�^���}�G��
�f�l�̃A�^���}�G�Ƃ͈Ⴄ����
�d�x�̈Ⴄ�Q�̕��̂��ڐG�����Ƃ��ɐƂ����̃_���[�W�������͕̂����I��
����w�Z�̗��Ȃ̎��Ɓc�����ʏ펯����c�݂�����
�����f�l�̓\�����^�J�Ȃ̂����Ȃ̂��A�����ă\���ɑ���F���݂����Ȃ̂��Ⴄ��
���̕���ɂ����Ắ��~��m��Ȃ����
������u�A�^���}�G����H�v�Ǝv�������ɏ����l����K�v�������
�f�l�̃A�^���}�G�Ƃ͈Ⴄ����
�d�x�̈Ⴄ�Q�̕��̂��ڐG�����Ƃ��ɐƂ����̃_���[�W�������͕̂����I��
����w�Z�̗��Ȃ̎��Ɓc�����ʏ펯����c�݂�����
�����f�l�̓\�����^�J�Ȃ̂����Ȃ̂��A�����ă\���ɑ���F���݂����Ȃ̂��Ⴄ��
���̕���ɂ����Ắ��~��m��Ȃ����
������u�A�^���}�G����H�v�Ǝv�������ɏ����l����K�v�������
497 �F���������R���N�F2011/04/05(��) 10:03:49.24 ID:kAy+zeWI
���Ƒ|���̌��͖{���ɂ����������m��Ȃ��z�͋���B
�ŋ߂͊w�Z�ő|�������Ȃ��炵����
�����Ă�������|������悤�Ȃ�ǂ����̏Ⴕ�Ă��
�ŋ߂͊w�Z�ő|�������Ȃ��炵����
�����Ă�������|������悤�Ȃ�ǂ����̏Ⴕ�Ă��
498 �F���������R���N�F2011/04/05(��) 19:51:51.43 ID:XLgJ85O/
��ʉƒ�Ȃ�đ|���@�ŋz�����ނ����������
"�͂���"�̖����Ƃ�������E�E�E
"�͂���"�̖����Ƃ�������E�E�E
499 �F���������R���N�F2011/04/05(��) 20:19:18.73 ID:WZm9Jwhs
���w�Z�ŏK�����C�Z���ɂ��Đ�������Ƃ��A���w�Z�ŏK�����d�C�u�����R�̖������Ƃ������Ă��A
�w�ǂ̐l�͂킩��Ȃ����ē�����B
�H�ƍ��Z�o�ċ@�B���H�o��������炻�̂��炢�m���Ƃ���Ȃ�Ă��Ƃ��������ǁA
�w�Z�ŏK�������炵������o���Ă�Ȃ�Ă܂��Ȃ��Ƃ����O��ŁA�ŏ��͂Ǒf�l�Ǝv���Ĉ�ĂĂ����Ȃ���ȁB
�w�ǂ̐l�͂킩��Ȃ����ē�����B
�H�ƍ��Z�o�ċ@�B���H�o��������炻�̂��炢�m���Ƃ���Ȃ�Ă��Ƃ��������ǁA
�w�Z�ŏK�������炵������o���Ă�Ȃ�Ă܂��Ȃ��Ƃ����O��ŁA�ŏ��͂Ǒf�l�Ǝv���Ĉ�ĂĂ����Ȃ���ȁB
500 �F���������R���N�F2011/04/05(��) 21:28:49.78 ID:roJbOk0X
�S�W�P�@�Ђǂ������悤�ł�
501 �F���������R���N�F2011/04/05(��) 21:46:20.41 ID:gNWg0RD6
>>498
�u�͂����v�����ɂ͂Ȃ��ł��B��������q���̍��ɂ����|�����鎞�͂܂��u�͂����v�������ȁB
���̓N�C�b�N�����C�p�[�n���f�B������̂ő��v�B
�u�͂����v�����ɂ͂Ȃ��ł��B��������q���̍��ɂ����|�����鎞�͂܂��u�͂����v�������ȁB
���̓N�C�b�N�����C�p�[�n���f�B������̂ő��v�B
502 �F���������R���N�F2011/04/05(��) 22:31:36.52 ID:SMhZ39Ei
�����킩�����B
�P�ɂ��̐V�l�������ꒃ�撣���Ďc�Ƃ��ăC�L�C�L�����Ă邩��a�܂��������Ă��B
���Ƃ���邵�B
���ɖ������̎����Ă邵�B
����ȉ��͍����~�j�o���V�Ԃ��炢�̍ޗ����I�V���J�ɂ��Ă��܂����B
�Q�T�Ԃ̓w�͂����̖A��B
�P�ɂ��̐V�l�������ꒃ�撣���Ďc�Ƃ��ăC�L�C�L�����Ă邩��a�܂��������Ă��B
���Ƃ���邵�B
���ɖ������̎����Ă邵�B
����ȉ��͍����~�j�o���V�Ԃ��炢�̍ޗ����I�V���J�ɂ��Ă��܂����B
�Q�T�Ԃ̓w�͂����̖A��B
503 �F���������R���N�F2011/04/05(��) 23:16:21.27 ID:41ByI0pi
�͂������g���ƚ������������B���ꓤ�ȁB
504 �F���������R���N�F2011/04/05(��) 23:55:23.06 ID:2DwxWuNR
���ʂ��Ă����قǂ���ӂ�ȕ\���͂Ȃ�
��قǒ��ӂ��ĂȂ��ƁA���ʂ̒��g���Ă͉̂��l��ɂȂ����܂����w�C�w�C
��قǒ��ӂ��ĂȂ��ƁA���ʂ̒��g���Ă͉̂��l��ɂȂ����܂����w�C�w�C
505 �F���������R���N�F2011/04/06(��) 00:34:26.84 ID:mGO0wW0C
506 �F���������R���N�F2011/04/06(��) 05:26:15.99 ID:gRkP6R8g
���o���̐V�l�́A���w�Z2�N�����x�̃X�L�������Ȃ�
���ꓤ��
�ł��v���C�h��60�N���X�Ȃ̂ŁA������Ƃ������V�N
���ꓤ��
�ł��v���C�h��60�N���X�Ȃ̂ŁA������Ƃ������V�N
507 �F���������R���N�F2011/04/06(��) 06:10:55.20 ID:MSvTTRgz
�l����Ă�ɂ͂܂��E��
�Ȃ�ł킩��ˁ[�I�Ȃ��m��Ȃ��I�ƌ����������������Ɖ䖝
�Ȃ�ł킩��ˁ[�I�Ȃ��m��Ȃ��I�ƌ����������������Ɖ䖝
508 �F���������R���N�F2011/04/06(��) 07:42:28.54 ID:5LwtHEa5
�����ɂ��邻�̓�10�N�̃x�e�������S���g�����ɂȂ�Ȃ������̃{�^�������������Ƃ������������ŋ߂Ŕ��o�����B
�ǂ���ŐV�K�̓���d���͓��Ђ����Ă̑���͌o���҂ɑS�ĉ����t���Ă��킯��
�ŋ߂��ꂪ�o���҂Ƀo���Ă����݂����ʼnB���̂ɕK���ɂȂ��Ă�̂����Ă��Ăقق��܂����B
�ǂ���ŐV�K�̓���d���͓��Ђ����Ă̑���͌o���҂ɑS�ĉ����t���Ă��킯��
�ŋ߂��ꂪ�o���҂Ƀo���Ă����݂����ʼnB���̂ɕK���ɂȂ��Ă�̂����Ă��Ăقق��܂����B
509 �F���������R���N�F2011/04/06(��) 19:38:44.21 ID:46NgZdnc
�͎Ј�����͖����ł����E�E�E�����Ȃ�
510 �F���������R���N�F2011/04/06(��) 19:54:29.23 ID:0BICLinv
�E�`�̉��MC���������̂�
�V���t�g�Ƃ����������ڂ̐}�ʑ����Ă��链�Ӑ悠�邺�B
���ɗ��߂Έ����̂Ɂc
�V���t�g�Ƃ����������ڂ̐}�ʑ����Ă��链�Ӑ悠�邺�B
���ɗ��߂Έ����̂Ɂc
511 �F���������R���N�F2011/04/06(��) 22:31:10.89 ID:dNHFzoNu
�E�`�������悤�Ȃ���
���܁`�ɕ����@�����̎d��������Ă����
����Ă���c�Ƃ́A�l�i���l���Ă�̂��ƕs���ɂȂ��
���܁`�ɕ����@�����̎d��������Ă����
����Ă���c�Ƃ́A�l�i���l���Ă�̂��ƕs���ɂȂ��
512 �F���������R���N�F2011/04/06(��) 23:17:02.94 ID:p34hbMUs
�������������z�ł����āE�E�B
�����ɏo�������̂ɁE�E�E�Ԏ��d��
�����ɏo�������̂ɁE�E�E�Ԏ��d��
513 �F���������R���N�F2011/04/06(��) 23:28:13.63 ID:qOlsc33s
�����́@���̒l�i�ō��ɏo�����
514 �F���������R���N�F2011/04/07(��) 07:52:18.23 ID:eqXQKDgE
�����̉c�Ƃ͌��������d������Ă����B
�������f�l������B
��Ԏ��������Ȓn���d������Ă��Č��ꂪ���R�Ƃ��Ă�����[���Ƃ��Ă�B
�ł��N������������Ȃ��B
���̂Ȃ�В������炗
�Ԏ������߂悤�Ƃ����̉�Ђ̎В����j��
���t���̑������ɂ߂�
�x�e�ɂ��s��������ɋ@�B����
����͑S��1.5�{
�E�E�E
���ē]�E���邩��
�������f�l������B
��Ԏ��������Ȓn���d������Ă��Č��ꂪ���R�Ƃ��Ă�����[���Ƃ��Ă�B
�ł��N������������Ȃ��B
���̂Ȃ�В������炗
�Ԏ������߂悤�Ƃ����̉�Ђ̎В����j��
���t���̑������ɂ߂�
�x�e�ɂ��s��������ɋ@�B����
����͑S��1.5�{
�E�E�E
���ē]�E���邩��
515 �F���������R���N�F2011/04/07(��) 07:56:54.34 ID:YgsUosG6
>>514
�@�B����n�ŋ}�����قǂ̋���͖�����
�s�ǁA���̂ނ���
5�������I��낤��1���ԑ����I��낤���s�Ǐo������I�V�}�C
�œK�Ȑݒ�ōœK�ȓ���������Ηǂ�����
�@�B����n�ŋ}�����قǂ̋���͖�����
�s�ǁA���̂ނ���
5�������I��낤��1���ԑ����I��낤���s�Ǐo������I�V�}�C
�œK�Ȑݒ�ōœK�ȓ���������Ηǂ�����
516 �F���������R���N�F2011/04/07(��) 12:20:02.57 ID:oPwS15BN
>>514
�ߏ��̔���������Ȋ���
������100�~�̕���10�~���炢�Ŏ��
�����炢�����Z�������x�ݖ����@�ł��Ԏ�������{�[�i�X�⏸���Ȃ�Ė���
����������Ȓl�i�ł���Ă邩��W�Ȃ����Ƃ̕ʂ̉�Ђ��l�����v�������
�܂��ɃK��
�ߏ��̔���������Ȋ���
������100�~�̕���10�~���炢�Ŏ��
�����炢�����Z�������x�ݖ����@�ł��Ԏ�������{�[�i�X�⏸���Ȃ�Ė���
����������Ȓl�i�ł���Ă邩��W�Ȃ����Ƃ̕ʂ̉�Ђ��l�����v�������
�܂��ɃK��
517 �F���������R���N�F2011/04/07(��) 12:39:37.72 ID:m2Yuhibx
>>515
���ӁB
�����̉�Ђ��P�O���}���ł���ĂP�O�������A��Ƃ����l���B
�P�O���}���ŕs�Ǐo������ۈ����Ԃ��ˁB
���ʂ����ׂɖ�����������B
�s�ǂ����ċl�߂���B
�F���C�������ċ}���ł�t�����Ĕ��㉺����B
����������B�F���߂�B
��Ђɂ���g���b�N�̉^�]��̂ق����P�D�T�{��������
���ӁB
�����̉�Ђ��P�O���}���ł���ĂP�O�������A��Ƃ����l���B
�P�O���}���ŕs�Ǐo������ۈ����Ԃ��ˁB
���ʂ����ׂɖ�����������B
�s�ǂ����ċl�߂���B
�F���C�������ċ}���ł�t�����Ĕ��㉺����B
����������B�F���߂�B
��Ђɂ���g���b�N�̉^�]��̂ق����P�D�T�{��������
518 �F���������R���N�F2011/04/07(��) 15:55:22.79 ID:XPEgHqdH
�Ȃɂ������ƌ����Ă܂��ˁA��Ȃ�
��Ђ�߂Ď��Ƃ��Ȃ����B
��Ђ�߂Ď��Ƃ��Ȃ����B
519 �F���������R���N�F2011/04/07(��) 17:10:32.52 ID:+Cb5NOjZ
������������z��
520 �F���������R���N�F2011/04/07(��) 19:44:57.22 ID:B9IZ+3wy
���A�͂�
521 �F���������R���N�F2011/04/07(��) 20:01:26.09 ID:HgurpaJB
�܂�0�ԃc�[���������Ă�(((( �G߄D�))))
522 �F���������R���N�F2011/04/07(��) 21:33:55.24 ID:m2Yuhibx
�N�T���������Ȃ��z��
523 �F���������R���N�F2011/04/08(��) 00:16:15.08 ID:VKCgWGZU
���������ɏ��w���� �����鎅�咣���Ȃ�
524 �F���������R���N�F2011/04/08(��) 00:41:00.29 ID:UBJAENUH
�n�k�ŏ��a���H���̃��[�N�����܂����[������
525 �F���������R���N�F2011/04/08(��) 08:12:31.93 ID:orLfoJKg
�����̏o�҂��O�l���ŋߓ��{���Ђ�������Ƃ��ł����̉�Ђɐ����ȎЈ��ł̗̍p�����܂����B
�܂������ڃA�W�A�n�������{��y���y���Ȃ��ǁE�E�E�B
�������d�����ˁ[�킗�����ăT�{���Ă₪��B
�ǂ���肭����č��Ў擾�������E�E�E�B
�В�����肭�x����Ă����Ȃ��E�E�E
�܂������ڃA�W�A�n�������{��y���y���Ȃ��ǁE�E�E�B
�������d�����ˁ[�킗�����ăT�{���Ă₪��B
�ǂ���肭����č��Ў擾�������E�E�E�B
�В�����肭�x����Ă����Ȃ��E�E�E
526 �F���������R���N�F2011/04/08(��) 12:22:36.69 ID:vh7sarn9
�E�`�̉�Ђ��^�C���J���{�W�A���̎��K���H�����Ă�B
����P�Q�����炢�Ȃ̂ɖ����ꒃ�����B
���K���̋������グ������̂�
���{�l�̋��������K���ɍ��킹�ɂ�����В��B
����P�Q�����炢�Ȃ̂ɖ����ꒃ�����B
���K���̋������グ������̂�
���{�l�̋��������K���ɍ��킹�ɂ�����В��B
527 �F���������R���N�F2011/04/08(��) 12:47:32.18 ID:Ct+RN/9p
�@�����̒Ⴂ�J���҂��撣��
��
�A�ނ͂��̒����ł��ꂾ������Ă邩������Ɠ���
��
�B���O���撣��Ɖ������܂Ŋ撣��Ȃ��Ă͂Ȃ�Ȃ�����撣���
��
�C�����҂����߂�
�����Ė��\�������c���ď�������
��
�A�ނ͂��̒����ł��ꂾ������Ă邩������Ɠ���
��
�B���O���撣��Ɖ������܂Ŋ撣��Ȃ��Ă͂Ȃ�Ȃ�����撣���
��
�C�����҂����߂�
�����Ė��\�������c���ď�������
528 �F���������R���N�F2011/04/08(��) 16:29:06.30 ID:Cl5bxBom
>>527
��ެȰ�
������͎d���肵�Ă邩�盛�ł��ˁ[��B
�ꍑ�������ɂȂ�B������悭������B
����Ȃ̂ƈꏏ�ɂ���Ȃ涽�B
�����ɂ���O�l�͓��{�ɉi�Z���������̏����Ŏ����̓��{�ł̕�炵��d������ǂ������ˁ[�悗
�[�����O��n�O�n��׃J���p�j�[�̌o�c�҂��H��
��ެȰ�
������͎d���肵�Ă邩�盛�ł��ˁ[��B
�ꍑ�������ɂȂ�B������悭������B
����Ȃ̂ƈꏏ�ɂ���Ȃ涽�B
�����ɂ���O�l�͓��{�ɉi�Z���������̏����Ŏ����̓��{�ł̕�炵��d������ǂ������ˁ[�悗
�[�����O��n�O�n��׃J���p�j�[�̌o�c�҂��H��
529 �F���������R���N�F2011/04/08(��) 17:08:33.57 ID:DpNQvDg9
����Ȃ̂Ɠ����d�������ł��Ȃ��Ȃ�A����������Ȃ̂ɂȂ�
���������ǁA���ꂪ���{��`�o�ςȂ̂��
���������ǁA���ꂪ���{��`�o�ςȂ̂��
530 �F���������R���N�F2011/04/08(��) 20:06:52.34 ID:1ThvCwRq
���K���Ɣ�r�����悤�ȓz�͋����Ɉӌ����������i�Ȃ����ƁB
���K���ɂ܂������d���Ȃ�ĒE����o�����Ȃǂ̍�ƁA�����A����Ȃǂ���B
���̎��K���Ɣ�r����ď�����̂������Ȃ玞��700�~���炢�ɉ������Ă����匾����B
���K���ɂ܂������d���Ȃ�ĒE����o�����Ȃǂ̍�ƁA�����A����Ȃǂ���B
���̎��K���Ɣ�r����ď�����̂������Ȃ玞��700�~���炢�ɉ������Ă����匾����B
531 �F���������R���N�F2011/04/09(�y) 04:15:18.26 ID:3Gh2UcIT
���A�͂�
532 �F���������R���N�F2011/04/09(�y) 11:14:50.12 ID:agLF/VNI
1.7�ӂ̃h�����V��Ő悪�����Ȃ��ēu���Ȃ��[�[
533 �F���������R���N�F2011/04/09(�y) 11:54:07.57 ID:iSRgXyBx
�����͓���A�W�A�̓n�Y�����������ƂȂ��B
�����̓s���L�����ȁB
�A�t���J��1�l�������Ƃ����������A2���ڂ��炢�Ƀr�U�������̖��ō��ɕԂ��ꂽ�B
�����̓s���L�����ȁB
�A�t���J��1�l�������Ƃ����������A2���ڂ��炢�Ƀr�U�������̖��ō��ɕԂ��ꂽ�B
534 �F���������R���N�F2011/04/09(�y) 12:37:26.99 ID:YSAg23Xw
���Ă͒������B�J�i�_�̃o���N�[�o�[�̂R�O�B
���l����ƒ����āi���ꂪ�葫��������ʼn��𒅂Ă��������j�A�ėp���Ղ�t���C�X�A��������Ă�B
�����ł��Ȃ��ƋC�����܂Ȃ��^�C�v�̂悤�B
���ꂪ�܂��C�P�����ŁA�ی상�K�l�����Ă�ƁA�m��ɂłĂ������Ȕo�D�̂悤�B
����ɂP��������A�P�O���炢���p�ł���^�C�v�ŋ����c�B
���сi�ٓ��j�܂Ŏ����ł����Ă���B�i������i���{�l�j�������Ă���Ȃ��炵���j
�u���{�l�̒j�_���A�ł̒��TV�Q�[���������Ă�A
�J�i�_���ƉƂ��o�����B�P�W�Ȃ�ƁB�����炨��A�����A����S���ł���ˁv
���S����B
���l����ƒ����āi���ꂪ�葫��������ʼn��𒅂Ă��������j�A�ėp���Ղ�t���C�X�A��������Ă�B
�����ł��Ȃ��ƋC�����܂Ȃ��^�C�v�̂悤�B
���ꂪ�܂��C�P�����ŁA�ی상�K�l�����Ă�ƁA�m��ɂłĂ������Ȕo�D�̂悤�B
����ɂP��������A�P�O���炢���p�ł���^�C�v�ŋ����c�B
���сi�ٓ��j�܂Ŏ����ł����Ă���B�i������i���{�l�j�������Ă���Ȃ��炵���j
�u���{�l�̒j�_���A�ł̒��TV�Q�[���������Ă�A
�J�i�_���ƉƂ��o�����B�P�W�Ȃ�ƁB�����炨��A�����A����S���ł���ˁv
���S����B
535 �F���������R���N�F2011/04/09(�y) 12:41:51.13 ID:8PotEA04
���{�̒j�͗������o���Ȃ��Ǝv���Ă�̂��Ȃ��B
�������E�������ȁB���{�ɏZ��ł�̂ɁB
�������E�������ȁB���{�ɏZ��ł�̂ɁB
536 �F���������R���N�F2011/04/09(�y) 12:42:01.22 ID:tcdtCO3+
�����l�ɖ�E��^����ƍň�����B
�z��͂��̌�������U���Ȃ��ĉ��\�ȑԓx�ɂȂ邵�A
�������Ђ̗��v��莩���̖ʎq�◘�v���ŗD�悷�邩��ˁB
�z��͂��̌�������U���Ȃ��ĉ��\�ȑԓx�ɂȂ邵�A
�������Ђ̗��v��莩���̖ʎq�◘�v���ŗD�悷�邩��ˁB
537 �F���������R���N�F2011/04/09(�y) 12:42:25.92 ID:4NIU4BGN
�ߏ�i�������߂�В�
�X�s�[�h�����߂�H�꒷
�Ԏ��i����c��
�]�E����H��
�X�s�[�h�����߂�H�꒷
�Ԏ��i����c��
�]�E����H��
538 �F���������R���N�F2011/04/09(�y) 13:14:14.63 ID:mEEqF0q9
����グ�łȂ�
�I�V���J����
���Ք��
�ғ����Ⴂ
�����H���
��������������Ă��o���̂͌���̎d���H
����Ƃ���̎d���H
���ׂĉ��i����̂P��ƈ��j�ɂ̂��������Ă���ُ킩�H
�I�V���J����
���Ք��
�ғ����Ⴂ
�����H���
��������������Ă��o���̂͌���̎d���H
����Ƃ���̎d���H
���ׂĉ��i����̂P��ƈ��j�ɂ̂��������Ă���ُ킩�H
539 �F���������R���N�F2011/04/09(�y) 14:13:39.14 ID:iSRgXyBx
����グ�͉c�ƃ}��
�I�V���J����Օi��ғ����͌���̍H��
�c�[���͍H��Ƙb������l
�I�V���J����Օi��ғ����͌���̍H��
�c�[���͍H��Ƙb������l
540 �F���������R���N�F2011/04/10(��) 00:13:06.74 ID:O/qQCtv6
NC�X����
�`�`
171:���������R���N :2011/03/12(�y) 12:25:51.82 ID:7bkiLcb/ IDAAڽ
�r45�b�@��100�@�k200�̍ޗ��ɁA��36�}0.1�@�k100�̌����J���鎖�ɂȂ����B
�������~�܂蕔���Ɂu�h�����̓˂����ݖ������v�Ƃ�������Ă₪��B
�����̗v�������A�O������u�ł��܂���I�v���Č����ĉ��ܖځB
�G���h�~����˂����ނ̂��ȁc�H
�`�`
���Ă��邯�lj�������̂��H
MC�����m��Ȃ�����Ӗ����킩���B
��100��200�̃��[�N�Ƀ�36�}0.1�[��100��
�����Ƃ��]�T���Ǝv�����ǁB
�`�`
171:���������R���N :2011/03/12(�y) 12:25:51.82 ID:7bkiLcb/ IDAAڽ
�r45�b�@��100�@�k200�̍ޗ��ɁA��36�}0.1�@�k100�̌����J���鎖�ɂȂ����B
�������~�܂蕔���Ɂu�h�����̓˂����ݖ������v�Ƃ�������Ă₪��B
�����̗v�������A�O������u�ł��܂���I�v���Č����ĉ��ܖځB
�G���h�~����˂����ނ̂��ȁc�H
�`�`
���Ă��邯�lj�������̂��H
MC�����m��Ȃ�����Ӗ����킩���B
��100��200�̃��[�N�Ƀ�36�}0.1�[��100��
�����Ƃ��]�T���Ǝv�����ǁB
541 �F���������R���N�F2011/04/10(��) 01:24:23.34 ID:RxAdM/EJ
�]�T�ŏo����Ƃ��Ƃ������
�o���Ȃ��Ƃ�������
�ݔ���H��A���̃m�E�n�E���Ⴄ���Ă��Ƃ�
�o���Ȃ��Ƃ�������
�ݔ���H��A���̃m�E�n�E���Ⴄ���Ă��Ƃ�
542 �F���������R���N�F2011/04/10(��) 01:40:31.03 ID:vESpdPgc
���ƒl�i
543 �F���������R���N�F2011/04/10(��) 02:03:47.61 ID:XEG0XFNd
���ʂȂ�y�������ǁA�w�肵�������ʂ�ɓ����Ă���Ȃ��@�B�����Ȃ��ꍇ���ƌ�����������
544 �F���������R���N�F2011/04/10(��) 07:38:21.53 ID:8B7UePt+
���Ղ̔҂��ڂ��~������B
�����̂Ƃ��낪�B
�����̂Ƃ��낪�B
545 �F���������R���N�F2011/04/10(��) 12:09:01.57 ID:9Mds5V/7
���邠��
546 �F���������R���N�F2011/04/11(��) 11:15:22.54 ID:j1HwT0Db
���Ղ̔҂��ڂ�����ɗv�������Ƃ����Ƃ������A�����ł��ł���
547 �F���������R���N�F2011/04/11(��) 11:32:32.23 ID:7yb69XTr
�ނ���ŏ�������Չ��̎d���ɂ��������Ȃ�
548 �F���������R���N�F2011/04/11(��) 20:00:55.48 ID:IpS7hFJ7
���܂���{�[�����O���ł��Ȃ��́H
549 �F���������R���N�F2011/04/11(��) 20:07:15.36 ID:57sjaC0w
100�������C�J�������炢
550 �F���������R���N�F2011/04/11(��) 20:12:22.48 ID:BtW4iGDj
�[�������痧������݂��E�E�E
551 �F���������R���N�F2011/04/11(��) 20:17:42.80 ID:NQFQwTdX
��@�i�@�ǂ����āu�h�����̓˂����ݖ������v���Ďw���������́H
�v�ҁ@���̕����J�b�R�C�C����Ȃ���������
�v�ҁ@���̕����J�b�R�C�C����Ȃ���������
552 �F���������R���N�F2011/04/11(��) 20:32:00.14 ID:qkWZ9rvM
�{�[�����O�ł��Η]�T����ˁ[��
553 �F���������R���N�F2011/04/12(��) 01:24:56.44 ID:g66prC9o
��36�̒���ǂ�����ă{�[�����O�ŏo���H
554 �F���������R���N�F2011/04/12(��) 01:52:43.98 ID:8AmoKIU3
��36�̃G���h�~���̒�M�U�M�U�ɂ��Č����˂���
���Ղ��ۂ��ڂ��ł����Ȃ����Ƃ��l�������ǁA
����ȍH���邭�炢�Ȃ�ŏ�������Ղ���Ƃ���ɗ��ނ�ȁB
���Ղ��ۂ��ڂ��ł����Ȃ����Ƃ��l�������ǁA
����ȍH���邭�炢�Ȃ�ŏ�������Ղ���Ƃ���ɗ��ނ�ȁB
555 �F���������R���N�F2011/04/12(��) 03:03:11.01 ID:Wj71qD/B
��ʃ{�[�����O���Ă���́H
���m�ł��܂�
�؍�ڂ��������Ă��Ƃ̓s�b�N���ׂ������܂Ȃ����������Ă��Ƃ��H
���m�ł��܂�
�؍�ڂ��������Ă��Ƃ̓s�b�N���ׂ������܂Ȃ����������Ă��Ƃ��H
556 �F���������R���N�F2011/04/12(��) 04:06:12.36 ID:x7KE8KVk
�ėp�c�[���ɂȂ邪�A���c���������a��������������@���Ղ̒[�ʔ҂��݂����ɏo����c�[���̂�������
��36.�̌���ɂ��E�C��������
��36.�̌���ɂ��E�C��������
557 �F���������R���N�F2011/04/12(��) 05:17:03.26 ID:YPs1UCpm
558 �F���������R���N�F2011/04/12(��) 17:58:55.94 ID:/Obw6Mmp
�����ɂ��Ă��郁���o�[
���x���Ⴗ��!!
�����ƓW����ɎQ������ׂ�!!
559 �F���������R���N�F2011/04/12(��) 18:55:59.82 ID:EbZE1ODz
560 �F���������R���N�F2011/04/12(��) 19:50:25.98 ID:trEgl4v3
�W����ėV�тɂ��������B
���[�X�N�C�[����`�A�K�[���p�̂��˂��������グ�Ă邩��ڂۗ̕{�ɂȂ����肿�����
�傫�Ȍ_����VIP�ҋ����Ă���Ă����C�����ɂȂ�A�����������B
���x�������̏ꂶ��Ȃ��B
���[�X�N�C�[����`�A�K�[���p�̂��˂��������グ�Ă邩��ڂۗ̕{�ɂȂ����肿�����
�傫�Ȍ_����VIP�ҋ����Ă���Ă����C�����ɂȂ�A�����������B
���x�������̏ꂶ��Ȃ��B
561 �F���������R���N�F2011/04/12(��) 19:51:29.32 ID:YPs1UCpm
>>558
�k�Ђ̉e���ł��炭�͓W����ǂ��낶��Ȃ������E�E�E
ttp://kamome.2ch.net/test/read.cgi/kikai/1284193580/n146-148
562 �F���������R���N�F2011/04/12(��) 21:58:44.78 ID:x1HYI2/P
���ہATEL������u�h�����̐�[�̂��Ƃ��c���ĂȂ������炢��������v�Ƃ��Ȃ�ȁB
563 �F���������R���N�F2011/04/12(��) 23:22:36.99 ID:wRX0Bdsb
���邠��
564 �F���������R���N�F2011/04/13(��) 00:51:36.80 ID:7e5dsaSI
�X�p�C�����^�b�v�Őn�������ʂ̂��Z������ĂȂ�̂��߂Ȃ̂�H
�n�r�f���Ƃs�h�m-�r�e�s���Ă�Ȃ�ł����ǂ��E�E
�n�r�f���Ƃs�h�m-�r�e�s���Ă�Ȃ�ł����ǂ��E�E
565 �F���������R���N�F2011/04/13(��) 01:02:05.28 ID:6sVP2tV1
566 �F���������R���N�F2011/04/13(��) 01:15:11.15 ID:7e5dsaSI
���������ʂ̂�����݂���ȏ�A�Ȃɂ��f�����b�g������̂ł́[�H
567 �F���������R���N�F2011/04/13(��) 01:16:20.40 ID:9NF9XpI8
�K�C�h���Z���z�������H
568 �F���������R���N�F2011/04/13(��) 02:54:06.69 ID:7e5dsaSI
�����A������傩��Q�O�R�H�@���炢�����n���Ȃ���
569 �F���������R���N�F2011/04/13(��) 02:54:58.64 ID:7e5dsaSI
����P�O�R���炢���ȁE�E�E
570 �F���������R���N�F2011/04/13(��) 03:33:11.87 ID:v8G/9SU+
�^�b�v�͐L�яk�݂��邩��A�s�b�`�������\����������Ƃ����オ����
���ƁA�s���ƋA��̖��Ղ������ӂ�ɏW������̂Ō��肪�����Ȃ��K�X
�X�e�����X�݂����ɉ��H�d���Œ��܂�f�ނȂ��ƁA
�������������ȍ������ߕt���ɂ��g���N�̑����▁�Ղ̕����L�c�C����A
�l�W�R���������炵�������L���Ȃ낤
���ƁA�s���ƋA��̖��Ղ������ӂ�ɏW������̂Ō��肪�����Ȃ��K�X
�X�e�����X�݂����ɉ��H�d���Œ��܂�f�ނȂ��ƁA
�������������ȍ������ߕt���ɂ��g���N�̑����▁�Ղ̕����L�c�C����A
�l�W�R���������炵�������L���Ȃ낤
571 �F���������R���N�F2011/04/13(��) 09:21:05.19 ID:/BYfCE1z
�������̕��̐n�A��邱�Ƃ��Ȃ���ˁH
572 �F���������R���N�F2011/04/13(��) 10:05:18.07 ID:nd9BM7cz
�X�e�����X�����͓�������ŃQ�[�W������������
�H�����������đY���ό`���Ė߂�̂���
�H�����������đY���ό`���Ė߂�̂���
573 �F���������R���N�F2011/04/14(��) 01:07:35.11 ID:9sNVYQqY
�����̂��炢����i�o�c�҂̑��q�j����{�I�ɐl�̈ӌ��͔�����Ƃ��������l�Ȃ̂ł߂�ǂ������E�E�E�E
�s�Ǖp�x���������̏��������������A������]��������������ǂ��ł����ƌ�������K���u����Ȃ߂ł���v
�Ɣے肵�Ď����̎v���������Ńe�X�g���n�߂�B�l�̈ĈȊO�̎v�����������������ď�肭�����Ȃ�������
�Ō�ɐl�̈Ă������āA����ł���Ȃ��肭�������炻���Ō������s�@���ɂȂ�B���̏�i���߂�ǂ������B
�Ă����̂��炢����A���������������ɉ�]���ƃp�X��p�X�Ƒ��葬�x�ȂǁA�Ȃ��������̏�������x�ɕς���
�̂ŕs��̌����ɂ��ǂ蒅���Ȃ����ǁB���X�o��s�ǂ�h�����߂̌���������͂��܂��Ă�̂ɗǕi�����X
�o����Ƃ��������x���ɂ܂Ŏ����Ă�����鎖������B
�܂����̋Ǝ�͕ςɃv���C�h�����l����������d���Ȃ��ȁB
�s�Ǖp�x���������̏��������������A������]��������������ǂ��ł����ƌ�������K���u����Ȃ߂ł���v
�Ɣے肵�Ď����̎v���������Ńe�X�g���n�߂�B�l�̈ĈȊO�̎v�����������������ď�肭�����Ȃ�������
�Ō�ɐl�̈Ă������āA����ł���Ȃ��肭�������炻���Ō������s�@���ɂȂ�B���̏�i���߂�ǂ������B
�Ă����̂��炢����A���������������ɉ�]���ƃp�X��p�X�Ƒ��葬�x�ȂǁA�Ȃ��������̏�������x�ɕς���
�̂ŕs��̌����ɂ��ǂ蒅���Ȃ����ǁB���X�o��s�ǂ�h�����߂̌���������͂��܂��Ă�̂ɗǕi�����X
�o����Ƃ��������x���ɂ܂Ŏ����Ă�����鎖������B
�܂����̋Ǝ�͕ςɃv���C�h�����l����������d���Ȃ��ȁB
574 �F���������R���N�F2011/04/14(��) 01:17:05.21 ID:Fil4rZBF
���x�����x�����s�����Ă��Ηǂ������B
���x�����x���N�̕����\�͂��邱�Ƃ������t���Ă������C���t������B
���x�����x���N�̕����\�͂��邱�Ƃ������t���Ă������C���t������B
575 �F���������R���N�F2011/04/14(��) 02:55:03.49 ID:eeWviS+9
>>574�͂����l�Ɉ͂܂�Đ����Ă��
576 �F���������R���N�F2011/04/14(��) 07:37:59.31 ID:qg3r/qM7
�܂���ג��H��ɂ͐^����n�O�������������Ă��邩�炢�������C�ɂ�����������
577 �F���������R���N�F2011/04/14(��) 07:43:22.86 ID:II7mwzHq
�q����w���Ȃ�܂��ς�錩���݂͂��邪��i�Ƃ�������ɂȂ�N��Ȃ猩��邾�����ʂ��ˁB
578 �F���������R���N�F2011/04/14(��) 22:04:33.31 ID:GZMQwDEs
�����s�Ǐo��������
579 �F���������R���N�F2011/04/15(��) 07:42:55.95 ID:LyCrb332
���A�͂�
580 �F���������R���N�F2011/04/15(��) 16:12:04.83 ID:9EYgwc4P
���̌�����T��菇���ԈႦ�Ă邵�A�����{�l�����͂ł킩���ĂȂ��̂ŁA�ǂ̎d���ɂ����Ă������̂悤�Ȋ��������܂��B
���̕����́A�߂�ǂ��������ǁA���g�����邩��Ƃ����̎d���͂��������ȂƁA�F�A�܂��������Ƃ�����ɂȂ��Ă�������ǁA
��������Ȃ��Ȃ�A�ŏI�I�ɊF�A��������Ŏc�Ƃ��āA�c�Ƒ�H�A�U�X����r�炵�Ƃ��āA��������苋�������́H�Ƃ������s�������܂��Ă��āA
�]�ƈ��̃��`�x�[�V�����������Ă��āA��ЂƂ��āA�댯�ł��ˁB�l�I�ɂ́A���v����������A����Ǝv���B
�В����A�b�̂킩��ЂƂȂ�A�����Ă݂�A
�������́A���̖������̌���ɎВ��A��čs���āA���̐l�̔��f���A�ԈႦ�Ă���Ƃ킩��悤�ɁA�i��肵�Ă݂�B
�В����������ۂ��Ȃ�A�ς��邱�Ƃł���l�����Ȃ��̂ŁA���̂������A������߂āA�d�����邵���Ȃ��ł��傤�B�B
�v���C�h�����āA�������āA�����Ă���Ȃ�A�ǁA
�����ĂȂ��Ȃ�A�������l�ɂ����i�D�����������ŁA�s�B
���ƁA�ǂ��ɂł��A�ςȂ̂�1�l�͂��܂���B
���̕����́A�߂�ǂ��������ǁA���g�����邩��Ƃ����̎d���͂��������ȂƁA�F�A�܂��������Ƃ�����ɂȂ��Ă�������ǁA
��������Ȃ��Ȃ�A�ŏI�I�ɊF�A��������Ŏc�Ƃ��āA�c�Ƒ�H�A�U�X����r�炵�Ƃ��āA��������苋�������́H�Ƃ������s�������܂��Ă��āA
�]�ƈ��̃��`�x�[�V�����������Ă��āA��ЂƂ��āA�댯�ł��ˁB�l�I�ɂ́A���v����������A����Ǝv���B
�В����A�b�̂킩��ЂƂȂ�A�����Ă݂�A
�������́A���̖������̌���ɎВ��A��čs���āA���̐l�̔��f���A�ԈႦ�Ă���Ƃ킩��悤�ɁA�i��肵�Ă݂�B
�В����������ۂ��Ȃ�A�ς��邱�Ƃł���l�����Ȃ��̂ŁA���̂������A������߂āA�d�����邵���Ȃ��ł��傤�B�B
�v���C�h�����āA�������āA�����Ă���Ȃ�A�ǁA
�����ĂȂ��Ȃ�A�������l�ɂ����i�D�����������ŁA�s�B
���ƁA�ǂ��ɂł��A�ςȂ̂�1�l�͂��܂���B
581 �F���������R���N�F2011/04/15(��) 16:18:33.62 ID:ljOLkd7M
>>580
�Ō�̈�s���������ӂ�
�Ō�̈�s���������ӂ�
582 �F���������R���N�F2011/04/16(�y) 01:58:46.72 ID:XkvojDIl
���͂��̕ςȐl���Ǝv��
�����Г��ł���Ă邱�Ƃɑ��āu�����Ⴑ��Ȃ̒ʗp���Ȃ��I�v�Ǝv���Ă�
�ł��g���͕��Ј��E�E
�ق��ĊF�Ɠ����悤�ɂ��Ă�Ⴂ���낤���ǁE�E
�����Г��ł���Ă邱�Ƃɑ��āu�����Ⴑ��Ȃ̒ʗp���Ȃ��I�v�Ǝv���Ă�
�ł��g���͕��Ј��E�E
�ق��ĊF�Ɠ����悤�ɂ��Ă�Ⴂ���낤���ǁE�E
583 �F���������R���N�F2011/04/16(�y) 02:04:11.24 ID:HcoIGSZd
>>582
���܂������s�s�ŊԈ���������u���ꂪ�������v�ƑʁX���˂�̂��H
���܂������s�s�ŊԈ���������u���ꂪ�������v�ƑʁX���˂�̂��H
584 �F���������R���N�F2011/04/16(�y) 02:16:51.25 ID:XkvojDIl
����
�ʁX�͂��˂Ȃ�
�����u�����Ƒ��ł͂����Ɛi���Ƃ���Ă�̂ɁE�E�v���Ďv���Ȃ���A���炦�Ă�
�����Ă��̃X���ł����A���́i��Ђ́j�m��Ȃ���M�b�V���l�܂��Ă���E
�ʁX�͂��˂Ȃ�
�����u�����Ƒ��ł͂����Ɛi���Ƃ���Ă�̂ɁE�E�v���Ďv���Ȃ���A���炦�Ă�
�����Ă��̃X���ł����A���́i��Ђ́j�m��Ȃ���M�b�V���l�܂��Ă���E
585 �F���������R���N�F2011/04/16(�y) 05:50:19.19 ID:pUNqWw8W
>>584
�v���Ȃ��炱�炦�Ă�H
�v���Ă邾���Œ�Ă��炵�ĂȂ��A���邢�͂�����ƌ����Ă݂������Ƃ�����Ȋ������H
����Ȃ�Ȃ�ق��ĊF�Ƃ��Ȃ��悤�ɂ��Ă�̂ƂȂ��Ⴂ�Ȃ��C�����邯�ǁB
�l�b�g�g���Ώ������Ȃ̂͂��̎d���Ɍ��炸�S�ĂɌ����鎖���Ǝv�����ǁB
���Ȃ�Ă��ӂꂩ�����Ă邶���B���߂Ďd���̎����v���Ȃ炻�̃M�b�V���ȏ��
���ЂɓK�p�ł���������o���Ăǂ����p���邩���炢�܂ōl���Ē�Ă��邮�炢���Ȃ��ƁB
�v���Ȃ��炱�炦�Ă�H
�v���Ă邾���Œ�Ă��炵�ĂȂ��A���邢�͂�����ƌ����Ă݂������Ƃ�����Ȋ������H
����Ȃ�Ȃ�ق��ĊF�Ƃ��Ȃ��悤�ɂ��Ă�̂ƂȂ��Ⴂ�Ȃ��C�����邯�ǁB
�l�b�g�g���Ώ������Ȃ̂͂��̎d���Ɍ��炸�S�ĂɌ����鎖���Ǝv�����ǁB
���Ȃ�Ă��ӂꂩ�����Ă邶���B���߂Ďd���̎����v���Ȃ炻�̃M�b�V���ȏ��
���ЂɓK�p�ł���������o���Ăǂ����p���邩���炢�܂ōl���Ē�Ă��邮�炢���Ȃ��ƁB
586 �F���������R���N�F2011/04/16(�y) 06:48:40.14 ID:0ArSMpF1
��Ă���C�ɂ��Ȃ�Ȃ��Ƃ������邯�ǂȁB
��̂킩��Ȃ����ƌ����Ԃ��ꂽ��Ɂu���܂Œʂ���v�ŏI���Ƃ��B
��̂킩��Ȃ����ƌ����Ԃ��ꂽ��Ɂu���܂Œʂ���v�ŏI���Ƃ��B
587 �F���������R���N�F2011/04/16(�y) 14:13:56.23 ID:XkvojDIl
>>586�@
�����ȂA��́u����܂ł���Ă��Ė��Ȃ��̂ɉ��̐V�������ƍl����H�v
�݂����Ȃ���
������Ƃł������A���i�g��Ȃ��H���ޗ��Ńe�X�g���H����
�m�E�n�E������
���݂����Ƀq�}�Ȃ�Ȃ�����E�E
�����́A�q�}���ƂT���@�T���@�Ƃ���������
�����ȂA��́u����܂ł���Ă��Ė��Ȃ��̂ɉ��̐V�������ƍl����H�v
�݂����Ȃ���
������Ƃł������A���i�g��Ȃ��H���ޗ��Ńe�X�g���H����
�m�E�n�E������
���݂����Ƀq�}�Ȃ�Ȃ�����E�E
�����́A�q�}���ƂT���@�T���@�Ƃ���������
588 �F���������R���N�F2011/04/16(�y) 15:25:11.59 ID:NhuIHakc
�H�����ނǂ��������A�Ⴆ���s�[�g�i�Ƃ��̃v���O������
�����ĕς��Ă݂�Ƃ�����Ă݂��H
���͎��Ԃɗ]�T�̂��鎞�ɂ͂�������ē����̑S���Ⴄ�v���O�������������肵��
�x�X�g��T�����B
���̂��炢�̊y���݂��Ȃ��Ƃ��̎d������Ă��Ȃ��B
�����ĕς��Ă݂�Ƃ�����Ă݂��H
���͎��Ԃɗ]�T�̂��鎞�ɂ͂�������ē����̑S���Ⴄ�v���O�������������肵��
�x�X�g��T�����B
���̂��炢�̊y���݂��Ȃ��Ƃ��̎d������Ă��Ȃ��B
589 �F���������R���N�F2011/04/16(�y) 16:47:13.18 ID:XkvojDIl
���H���т̂Ȃ��v���O����������ɍ����
�`��ɕs���������ӔC��肾���E�E�E
�����邨�E�E
�`��ɕs���������ӔC��肾���E�E�E
�����邨�E�E
590 �F���������R���N�F2011/04/16(�y) 17:07:48.79 ID:MUjqZ6WY
�����̐E�ꂶ��A�n���I�y���[�^���ߋ��̃v���O�������C�ɓ���˂����ď���ɃR�[�h�ύX���Ă��̂�������
�Ԉ�����R�[�h�ɕύX���Ċm�F�Ȃ��c
���̂��Ǝ��͂��n��������
�Ԉ�����R�[�h�ɕύX���Ċm�F�Ȃ��c
���̂��Ǝ��͂��n��������
591 �F���������R���N�F2011/04/16(�y) 17:15:52.71 ID:HcoIGSZd
�C�ɂ���˂��v���O�����Ȃ�ĕύX����Ɍ��܂��Ă�B
��������~�X������ʖڂ���
�ォ�當�匾��ꂽ��u���̃v���O�����̕������Y���オ��A���v�o�Ă܂�������?�v����
�����镨���Ƃ����̂���Ώ����B
��������~�X������ʖڂ���
�ォ�當�匾��ꂽ��u���̃v���O�����̕������Y���オ��A���v�o�Ă܂�������?�v����
�����镨���Ƃ����̂���Ώ����B
592 �F���������R���N�F2011/04/17(��) 01:00:27.69 ID:9N9DxyEf
>>589
���Ȃ��ƃv���O�����G��Ȃ��悤�ȗ���Ȃ狖�Ⴄ�����Ȃ��B
��������Ђ̐������������̗���ƃv���C�h�ŗD��Ȕy�������ĉ��P��S�ċp�������Ȃ�>>591�̂����ł������B
�~�X���Ȃ��Ƃ������A�ύX���e�ɑ��Ă̊m���Ȋm�F���@�𗝉�������ł��Ȃ���Ȃ��B
����ł��܂����匾���Ă��鎖�͂���B����ȓ�������H������͒Z���Ȃ�͂����Ƃ��@�B�ɕ��S���������Ď������Ƃ��B
������艺�̐l�Ԃ��ǂ�ǂ�����̂����ޔy�͑����̂ʼn������Ă��Ԃ��鏀���͂��Ă����K�v����B
���Y���◘�v�Ɋւ��Ă͎��ԂƋ��z����������o���Ĕ�r�ł�����e�Ȃ̂ŁA��̓I�Ȏ��ԂƋ��z���v�Z���Ă�����
�o�c�҂ɂ͗������Ă��炢�₷���̂ł��������L���ɂȂ�B���R�Ɨ��v���o�Ă�Ǝv���Ă���x�Ȃ�����͂������B
���Ȃ��ƃv���O�����G��Ȃ��悤�ȗ���Ȃ狖�Ⴄ�����Ȃ��B
��������Ђ̐������������̗���ƃv���C�h�ŗD��Ȕy�������ĉ��P��S�ċp�������Ȃ�>>591�̂����ł������B
�~�X���Ȃ��Ƃ������A�ύX���e�ɑ��Ă̊m���Ȋm�F���@�𗝉�������ł��Ȃ���Ȃ��B
����ł��܂����匾���Ă��鎖�͂���B����ȓ�������H������͒Z���Ȃ�͂����Ƃ��@�B�ɕ��S���������Ď������Ƃ��B
������艺�̐l�Ԃ��ǂ�ǂ�����̂����ޔy�͑����̂ʼn������Ă��Ԃ��鏀���͂��Ă����K�v����B
���Y���◘�v�Ɋւ��Ă͎��ԂƋ��z����������o���Ĕ�r�ł�����e�Ȃ̂ŁA��̓I�Ȏ��ԂƋ��z���v�Z���Ă�����
�o�c�҂ɂ͗������Ă��炢�₷���̂ł��������L���ɂȂ�B���R�Ɨ��v���o�Ă�Ǝv���Ă���x�Ȃ�����͂������B
593 �F���������R���N�F2011/04/18(��) 18:24:47.95 ID:uLTQcrlB
�Q�X�@�}�V�j���O�Q��
�Α��T�N�@�@���̐E��ł͂���ȏ�̐����͂Ȃ���������
�]�E���悤�Ƃ��������������������邩�ȁE�E�E
�Α��T�N�@�@���̐E��ł͂���ȏ�̐����͂Ȃ���������
�]�E���悤�Ƃ��������������������邩�ȁE�E�E
594 �F���������R���N�F2011/04/18(��) 18:57:21.62 ID:5Eb2SIRB
���߂�
�}�V�j���O�ɋ��Ȃ�Ă������́H
�m�����
�}�V�j���O�ɋ��Ȃ�Ă������́H
�m�����
595 �F���������R���N�F2011/04/18(��) 19:10:27.22 ID:PuBfQzob
��Ă�\�Z���Ȃ��������炱�����͎҂�~������Ƃ���������B
�����A���������Ƃ���͕�W����X�I�ɂ��Ȃ��B�\�Z���Ȃ�����B
�l�`�ŒT���B
�����A���������Ƃ���͕�W����X�I�ɂ��Ȃ��B�\�Z���Ȃ�����B
�l�`�ŒT���B
596 �F���������R���N�F2011/04/18(��) 19:25:02.34 ID:uLTQcrlB
���A����
597 �F���������R���N�F2011/04/18(��) 20:40:26.32 ID:xYOggX8D
�E�`�̉��
��ƒ� ���S�C ���S���K�l �X�q�܂��̓w�����b�g
�Ȃ��� ���߂������
��ƒ� ���S�C ���S���K�l �X�q�܂��̓w�����b�g
�Ȃ��� ���߂������
598 �F���������R���N�F2011/04/18(��) 21:15:17.77 ID:Zk8r1Q3m
��������肷���ȂH��ƒ����Ȃ��Ŏd����������̂��H
�����̉�Ђ̓w�����b�g���K�v�ȂقǑ啨�͂��Ȃ�������ȊO�͗v��Ǝv���B
���S�߂��˂͂��������ǁ@�܂��ŒN�����ĂȂ����炵�ɂ������
���܂ɃA�c�A�c�̐؎q���ڂɒ��������肷�邵�@�N�[�����g�̃~�X�g��
�ڂ��V���{�V���{����Ƃ�������B
�����̉�Ђ̓w�����b�g���K�v�ȂقǑ啨�͂��Ȃ�������ȊO�͗v��Ǝv���B
���S�߂��˂͂��������ǁ@�܂��ŒN�����ĂȂ����炵�ɂ������
���܂ɃA�c�A�c�̐؎q���ڂɒ��������肷�邵�@�N�[�����g�̃~�X�g��
�ڂ��V���{�V���{����Ƃ�������B
599 �F���������R���N�F2011/04/18(��) 22:03:00.46 ID:veJ2tEuO
���ۖX�q���Ăǂ�������ڂȂ̂��ȁB
�ʂɌ�������Ȃ����s���Ŕ����܂��Ȃ�����B������ŖX�q���Ԃ��Ă邯�Lj��S�ʂɊւ��Ă͉����e���Ȃ���ˁB
�g�����Ȃ݂��ĈӖ��ŖX�q���p�������Ȃ̂��ȁH
�X�q���Ԃ��Ă����̎��E�������Ă悭���Ԃ�����ǁB
�ʂɌ�������Ȃ����s���Ŕ����܂��Ȃ�����B������ŖX�q���Ԃ��Ă邯�Lj��S�ʂɊւ��Ă͉����e���Ȃ���ˁB
�g�����Ȃ݂��ĈӖ��ŖX�q���p�������Ȃ̂��ȁH
�X�q���Ԃ��Ă����̎��E�������Ă悭���Ԃ�����ǁB
600 �F���������R���N�F2011/04/18(��) 22:25:27.36 ID:FwHMdak2
�����G���h�~���Ɋ������܂�ē��̔炪�Y�����Ɣ�����Ă������Ȃ炩�Ԃ�ȁB
���ۂɂ���������
���ۂɂ���������
601 �F���������R���N�F2011/04/19(��) 03:35:19.50 ID:ZIBMo82Z
��Əꏊ�ɂ���Ă͖��������Ă��邱�Ƃ�����B
���ɂ�����ڂɓ������肵���猙�����B
���ɂ�����ڂɓ������肵���猙�����B
602 �F���������R���N�F2011/04/19(��) 08:08:24.51 ID:DGGqd81Y
�������܂�锯���Ȃ�
603 �F���������R���N�F2011/04/19(��) 12:29:33.04 ID:aTkbu9xm
���퐶������w�����b�g����Ă邩����Ȃ�
604 �F���������R���N�F2011/04/19(��) 16:14:21.29 ID:7y3i96Km
���A�͂�
605 �F���������R���N�F2011/04/19(��) 20:00:23.54 ID:2CCCIDGB
>>599
�X�q�̂͊���Ԃ��Ȃ��ׂ̃Z���T�[�݂����Ȃ���
�X�q�̂͊���Ԃ��Ȃ��ׂ̃Z���T�[�݂����Ȃ���
606 �F���������R���N�F2011/04/19(��) 20:58:53.00 ID:4InO01+S
�E�`�̉��
��ƒ� ���S�C ���S���K�l �X�q�܂��̓w�����b�g
����Ǝ������Ȃ��Ɠ{����B
���߂������
��ƒ� ���S�C ���S���K�l �X�q�܂��̓w�����b�g
����Ǝ������Ȃ��Ɠ{����B
���߂������
607 �F���������R���N�F2011/04/19(��) 23:00:16.23 ID:uB1ootaj
�����͍H��ɂ��ȁB
�{���ɂ��邳�������Ǝ������Ȃ������ꍇ�A�ꐶ��ɋꂵ�ނ��ƂɂȂ�B
�{���ɂ��邳�������Ǝ������Ȃ������ꍇ�A�ꐶ��ɋꂵ�ނ��ƂɂȂ�B
608 �F���������R���N�F2011/04/20(��) 02:40:03.68 ID:oUu9zWxF
������i�̑O�ł͎������悤���ȁB
609 �F���������R���N�F2011/04/20(��) 07:52:27.28 ID:Yw9faKsp
�����ȊO���ʂ���
���H���̓��K�l�Ƃ�����Ȃ�����
��{�͔ėp�@�Ɠ��������ŊԈႢ�͖����Ǝv����
���H���̓��K�l�Ƃ�����Ȃ�����
��{�͔ėp�@�Ɠ��������ŊԈႢ�͖����Ǝv����
610 �F���������R���N�F2011/04/20(��) 10:07:20.58 ID:24rsIHPL
������C���[�}�t�͎����ŏ���ɔ����Ďg���Ă��
http://www.monotaro.com/p/0251/3007/?displayId=5
�����͍��̂Ƃ���R���ň���B�������܂�鋰�ꂪ�L��Ƃ��̓q���������
�ď�̓C���[�}�t�͐h����
���Ɖ��H���̉������ꍇ�͉����t���Ȃ�
http://www.monotaro.com/p/0251/3007/?displayId=5
�����͍��̂Ƃ���R���ň���B�������܂�鋰�ꂪ�L��Ƃ��̓q���������
�ď�̓C���[�}�t�͐h����
���Ɖ��H���̉������ꍇ�͉����t���Ȃ�
611 �F���������R���N�F2011/04/20(��) 12:28:13.55 ID:eII46td7
�V���R���͂���قǕό`���Ȃ��̂ŁA�����̓��蕔���Ɋ����Ēɂ��Ȃ邱�Ƃ�����
�t�H�[�����̕������Ƀt�B�b�g����̂ŁA�����Ԏg���Ă��ɂ��Ȃ�Ȃ�
http://www.monotaro.com/g/00001355/
�܂��t�H�[�����̓t�H�[�����ŁA�傫��������Ȃ��Ǝ����S�̂��������Ă����ƒɂ��Ȃ�Ƃ����E�E�E
�t�H�[�����̕������Ƀt�B�b�g����̂ŁA�����Ԏg���Ă��ɂ��Ȃ�Ȃ�
http://www.monotaro.com/g/00001355/
�܂��t�H�[�����̓t�H�[�����ŁA�傫��������Ȃ��Ǝ����S�̂��������Ă����ƒɂ��Ȃ�Ƃ����E�E�E
612 �F���������R���N�F2011/04/20(��) 12:36:33.70 ID:Yw9faKsp
���������ȁA���x�g���Ă݂悤
1��1��ő������Ē��ł��Ȃ����ǁA�����Ńv���O�������g�ނ���C�ɂȂ�
�ł��l����Ăꂽ��������������Ȃ��č��肻����
1��1��ő������Ē��ł��Ȃ����ǁA�����Ńv���O�������g�ނ���C�ɂȂ�
�ł��l����Ăꂽ��������������Ȃ��č��肻����
613 �F���������R���N�F2011/04/20(��) 12:44:15.15 ID:24rsIHPL
>>611
�Ȃ����s��p�Ȃ̂��m���肢����
�����ł��Ȃ���ˁ@�t�H�[���^�C�v
>>�U�P�Q
��b�Ƃ��A�`���C���A���[���n�͕��������
���͎����̐��̕����������ς�邩���肭����Ȃ��Ȃ�
�Ȃ����s��p�Ȃ̂��m���肢����
�����ł��Ȃ���ˁ@�t�H�[���^�C�v
>>�U�P�Q
��b�Ƃ��A�`���C���A���[���n�͕��������
���͎����̐��̕����������ς�邩���肭����Ȃ��Ȃ�
614 �F���������R���N�F2011/04/20(��) 13:12:39.81 ID:YPjcoCPi
���S�C�A��ƕ��A�X�q���`���t�����������A
�V���ɎЈ�����Ԃ牺����ƌ���ꂽ�B
�E���C���E�E�E
�V���ɎЈ�����Ԃ牺����ƌ���ꂽ�B
�E���C���E�E�E
615 �F���������R���N�F2011/04/20(��) 17:36:05.29 ID:eII46td7
>>613
�������������Ă����Ă�������Ƃ�����
http://www.souon-taisaku.com/care4-2.html
���̎ʐ^�͑O������������Ă邪�A���Ƃ͔��Α��̎���N�r�̌�납��āA
�ߌ���ֈ�������J���W�̕�������₷��
����鑤�̎������X����Ɩт����݂ɂ����Ȃ�̂ŁA�Ȃ��ǂ�
�������������Ă����Ă�������Ƃ�����
http://www.souon-taisaku.com/care4-2.html
���̎ʐ^�͑O������������Ă邪�A���Ƃ͔��Α��̎���N�r�̌�납��āA
�ߌ���ֈ�������J���W�̕�������₷��
����鑤�̎������X����Ɩт����݂ɂ����Ȃ�̂ŁA�Ȃ��ǂ�
616 �F���������R���N�F2011/04/20(��) 19:00:25.65 ID:XLOjQPjn
617 �F���������R���N�F2011/04/21(��) 03:45:32.33 ID:SL8aAeQU
����l�̐����������H
�O�ɒE���v���̐l�����Q�����������Ăĕ������d���̎w�����邽�߂ɐ���������A
���Ɏ�����Ăāi�}�M�[�M��̂ł������Ȃ���������݂����Ɂj�A�����H���āB�����Ƃ炸��
�R���H���ĕ����Ԃ��ĕ������C���b���Ƃ��Ă���ȍ~����ގЂ���܂Ń^���N�|����
�@�B�|���������Ă��̎v���o�����B
�����Ƃ�Ƃ��w�������炢���̂ɕ������Ђł��ȂƎv�������ɐ���������A�����H
���Č����Ĉ��ڂŃC���b���Ɨ��ĕ����̋C�������悭�킩�����B
�O�ɒE���v���̐l�����Q�����������Ăĕ������d���̎w�����邽�߂ɐ���������A
���Ɏ�����Ăāi�}�M�[�M��̂ł������Ȃ���������݂����Ɂj�A�����H���āB�����Ƃ炸��
�R���H���ĕ����Ԃ��ĕ������C���b���Ƃ��Ă���ȍ~����ގЂ���܂Ń^���N�|����
�@�B�|���������Ă��̎v���o�����B
�����Ƃ�Ƃ��w�������炢���̂ɕ������Ђł��ȂƎv�������ɐ���������A�����H
���Č����Ĉ��ڂŃC���b���Ɨ��ĕ����̋C�������悭�킩�����B
618 �F���������R���N�F2011/04/21(��) 06:00:55.81 ID:PYWVGtQ7
�C���b�Ɨ��邩���m��ǁA���̒��x�ł����������u�����Ⴄ�����Ђł���
���������z�Ɍ����Ĉ��S�ׂ̈Ȃ瑽���̕s�ւ͎d���Ȃ��Ƃ�������
���������z�Ɍ����Ĉ��S�ׂ̈Ȃ瑽���̕s�ւ͎d���Ȃ��Ƃ�������
619 �F���������R���N�F2011/04/21(��) 07:41:38.35 ID:WH9eiKyW
�܂���̏������̂��l�̏�ɂ��Ƃǂ��Ȃ邩���Ă����T�^�I�Ȍ��{���ȁB
�l�������������o�����ɐl���E�����������ʓI�ɂȂ��Ă��Ȃ��B
���ɂ��̐��E�A�E�l�n�Ȑl����E���Ǝc�O�Ȍ��ʂɂȂ鎖�������B
�l�S�����ɂ��������̗ǂ�����ƌo�������Ă����l�i�҂���Ȃ��Ɩ{���l�̏ソ�ĂȂ��̂����ȁB
�l�������������o�����ɐl���E�����������ʓI�ɂȂ��Ă��Ȃ��B
���ɂ��̐��E�A�E�l�n�Ȑl����E���Ǝc�O�Ȍ��ʂɂȂ鎖�������B
�l�S�����ɂ��������̗ǂ�����ƌo�������Ă����l�i�҂���Ȃ��Ɩ{���l�̏ソ�ĂȂ��̂����ȁB
620 �F���������R���N�F2011/04/21(��) 12:44:27.88 ID:wo9bIm7W
�R�[�h�t���̎��������ĂĘb���������ĕ������Ȃ���������
�����O���ăi���f�X�J��������
���y�����Ă�˂��I����������I����ꂽ
�i�j�I�R�b�e���_�H�}�@�C�C��
�����v���ė����������̒���
�����Ɩ����߂��������ɂȂ��Ăă����^
���̏�Ŗ����Ŏ������Ď��O���ăj�R�b���Ă��Ƃ���
�����O���ăi���f�X�J��������
���y�����Ă�˂��I����������I����ꂽ
�i�j�I�R�b�e���_�H�}�@�C�C��
�����v���ė����������̒���
�����Ɩ����߂��������ɂȂ��Ăă����^
���̏�Ŗ����Ŏ������Ď��O���ăj�R�b���Ă��Ƃ���
621 �F���������R���N�F2011/04/21(��) 20:42:48.45 ID:CIT7KqcO
������������ĉ�����Ă�́H
�؍퉹���}�K�W���̐��̂ق����邳���B
�؍퉹���}�K�W���̐��̂ق����邳���B
622 �F���������R���N�F2011/04/21(��) 21:47:57.73 ID:SL8aAeQU
623 �F���������R���N�F2011/04/21(��) 21:59:47.69 ID:bLRwCtVG
�v���O��������Ă鎞�Ƃ��G�A�[�̉��Ƃ��ׯ���Ă���
624 �F���������R���N�F2011/04/21(��) 22:05:34.69 ID:SL8aAeQU
�~�܂茊�ɃG�A�[�ӂ��ďo��q���H�b�b���Ăł������͂������s���B
���Ɛl���g���G�A�[�ŃL���R������Ƃ��ɉ����̃��Y���ɏ���ăG�A�[�������ƃC���b���Ɨ��鎞����B
���Ɛl���g���G�A�[�ŃL���R������Ƃ��ɉ����̃��Y���ɏ���ăG�A�[�������ƃC���b���Ɨ��鎞����B
625 �F���������R���N�F2011/04/21(��) 22:21:27.13 ID:c8gpCzim
�g���^�n�̌��ꃉ�C���͎���K�v����B
626 �F���������R���N�F2011/04/22(��) 02:20:42.04 ID:hLR6Jgrq
�G�A�u���[�ƁAATC�̌������̃K�`���R�[�����ĉ������Ȃ艹��������
�ŏ��̂���́A�Ȃ�ł݂�ȕ��C�Ȃ̂��s�v�c�������Ȃ�
�����Ďd���ɏA���Ĕ��N���炢�̂��ƁA��Q��Ƃ��Ɏ��肪����悤�ɂȂ���
���ꂪ3���قǑ�������A���͂��K�^��������
�܂����X�̒��͂����Ȃ�ǂ������i�炵���j�̂ŁA����Ől���݂��ۂ��Ȃ����J���W�����A
���܂ŕ������Ă������������ȉ��̃j���A���X�Ƃ����������Ȃ��Ȃ��Ĕ߂���������E�E�E
�ŏ��̂���́A�Ȃ�ł݂�ȕ��C�Ȃ̂��s�v�c�������Ȃ�
�����Ďd���ɏA���Ĕ��N���炢�̂��ƁA��Q��Ƃ��Ɏ��肪����悤�ɂȂ���
���ꂪ3���قǑ�������A���͂��K�^��������
�܂����X�̒��͂����Ȃ�ǂ������i�炵���j�̂ŁA����Ől���݂��ۂ��Ȃ����J���W�����A
���܂ŕ������Ă������������ȉ��̃j���A���X�Ƃ����������Ȃ��Ȃ��Ĕ߂���������E�E�E
627 �F���������R���N�F2011/04/22(��) 08:37:53.63 ID:Gu9O0Zts
����t���n�߂̍��́u�ȂA����Ȃɖh���ł��ĂȂ������v�Ǝv���Ă���
�O�����Ƃ��̉��̑傫���Ƀr�r������
�����͔��Ƃ������邩��O���C���_�[�̉��Ƃ��A�n���}�[�̉����X�Q�F�܌�����
���ƈ�ԃC�����̂�CAD/CAM�������Ă鎞�ׂ̗̓d�b�Ƒ܂��K�T�S�\���鉹�ƓƂ茾
�O�����Ƃ��̉��̑傫���Ƀr�r������
�����͔��Ƃ������邩��O���C���_�[�̉��Ƃ��A�n���}�[�̉����X�Q�F�܌�����
���ƈ�ԃC�����̂�CAD/CAM�������Ă鎞�ׂ̗̓d�b�Ƒ܂��K�T�S�\���鉹�ƓƂ茾
628 �F���������R���N�F2011/04/22(��) 15:59:33.67 ID:ofpyv8pL
�ς����Ē��ł͂Ȃ����ǁA�ׂŃv���O�����g��łď�肭�����Ȃ��Ǝv�킸����~�@�����݂����ɂȂ���
���_�q���Ƃ����_�Ō���Ƒ�ς�낵���Ǝv���
���_�q���Ƃ����_�Ō���Ƒ�ς�낵���Ǝv���
629 �F �E�@���yLv=18,xxxPT�z �F2011/04/22(��) 16:34:01.20 ID:zWtzCEbI
�����Ȃl���Ȃ�������
�������Ă���A�܂��d���������Ă��̂���
�������Ă���A�܂��d���������Ă��̂���
630 �F���������R���N�F2011/04/22(��) 17:04:48.85 ID:ds0AAqhM
�s�b�v����o�Ă��鎨���I�X�X���@�E���^���̂̓��N�i�C
http://www.amazon.co.jp/dp/B0018JJ7S8
http://www.amazon.co.jp/dp/B0018JJ7S8
631 �F���������R���N�F2011/04/22(��) 18:39:50.74 ID:NOhsdLeI
�̂���A���~������˂��o�������n���ō������H�A�������ʎY
�؍퉹�Ɣ���œ�C���ɂȂ�����
�؍퉹�Ɣ���œ�C���ɂȂ�����
632 �F���������R���N�F2011/04/22(��) 18:49:38.36 ID:i6uBArTo
633 �F���������R���N�F2011/04/22(��) 21:14:27.00 ID:WkJHadNK
�X�e������
�������̎g���Ă�˂��I
���čH��Ɍ���ꂽ
�������̎g���Ă�˂��I
���čH��Ɍ���ꂽ
634 �F���������R���N�F2011/04/22(��) 21:16:18.73 ID:rCOao9tl
���C�������Ă邾��������X���Ⴂ��������Ȃ����ǁA�ŋߎ����g���o������
�������ꂽ�Ƃ���ɂ�����Ղ́A�`�b�v�����ɋC�t����Ȃ���orz
�Ƃ����Ă��A�{���͎��𒅗p���Ȃ��Ƃ����Ȃ����C��������d���Ȃ�����
�������ꂽ�Ƃ���ɂ�����Ղ́A�`�b�v�����ɋC�t����Ȃ���orz
�Ƃ����Ă��A�{���͎��𒅗p���Ȃ��Ƃ����Ȃ����C��������d���Ȃ�����
635 �F���������R���N�F2011/04/22(��) 22:35:49.06 ID:i2t6M3mg
�}�X�N�͂��܂ɂ��邯�ǁA�����Ȃ������ƂȂ���
636 �F���������R���N�F2011/04/22(��) 23:00:57.31 ID:Gg6XkHno
�����̓��C���H�������̂��ȁH
637 �F���������R���N�F2011/04/23(�y) 02:27:31.52 ID:Hsum7jrO
�O���o�����灤�}�ʂ��������Ŏd�グ�Ă���
����
����
638 �F���������R���N�F2011/04/23(�y) 04:29:59.80 ID:/WjezK7k
639 �F���������R���N�F2011/04/23(�y) 06:58:42.99 ID:gw15kjPx
640 �F���������R���N�F2011/04/23(�y) 09:43:50.24 ID:7nYKO0+G
�呲�H���v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�o�c�Q�[�����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�E�P��v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�o�c�Q�[�����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�E�P��v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
641 �F���������R���N�F2011/04/23(�y) 10:07:10.64 ID:I9hy0KIF
��n�o��
642 �F���������R���N�F2011/04/23(�y) 18:37:16.39 ID:Hsum7jrO
�f�v�P�O�A�x��
643 �F���������R���N�F2011/04/23(�y) 18:38:02.22 ID:FhOoXxe7
�P�O�A�x�͂m�b�v���O�����̕����ȁB
644 �F���������R���N�F2011/04/23(�y) 18:52:12.49 ID:13E8t+gz
��N����GW�ɂȂ�ƖZ�����Ȃ�
���N�͂ǂ��Ȃ邱�Ƃ��
���N�͂ǂ��Ȃ邱�Ƃ��
645 �F���������R���N�F2011/04/23(�y) 19:04:52.98 ID:ukA9VEBf
���v���O�����̓r������X�^�[�g�����ăo�C�g�Ԃ��Ă���A�T�C�N���X�^�[�g�{�^�������̋��|�ǂɂȂ����c
646 �F���������R���N�F2011/04/23(�y) 21:32:24.24 ID:S7R2Pao3
>>645
�������Ƃ��J��Ԃ��Ȃ������
�������Ƃ��J��Ԃ��Ȃ������
647 �F���������R���N�F2011/04/24(��) 13:38:32.64 ID:lyDEm35r
648 �F���������R���N�F2011/04/24(��) 22:01:10.22 ID:Apg8zP2L
212 ����������(;�L�D�M)ʧʧ sage 2011/04/23(�y) 23:20:09.57 ID:2NhhIxl0
OSG��EX-SUS-GDS�g���Ă�B�挎�������Ɛ}�ʖ���Đ}�ʌ����猩���u�Ԃɑ��������B
�J�b�R�C�C�A�}�W�ŁB�����Ĉ����BG83�w�߂�����ƌ����J���A�}�W�ŁB�������
�����B�������n�C�X�Ȃ̂ɂs��N�R�[�g������n�����������B�n�C�X�͍����؍�ɕs�����ƌ���
��Ă邯�njl�I�ɂ͑����Ǝv���B���d�Ɣ�ׂ�Ⴛ��Ⴟ����Ƃ͈Ⴄ������
��Ȃ����ǂ���Ȃɑ卷�͂Ȃ����čH��������Ă����A����͊ԈႢ�Ȃ��Ǝv���B
����FRP�Ƃ��̌������͂�����ƕ|���ˁB�s��N�R�[�g�Ȃ̂ɂ������Ղ��邵�B
���x�Ɋւ��Ă͑������d���n�C�X���ς��Ȃ��ł���B���d�h�����g�������ƂȂ�����
�m��Ȃ����ǃJ�[�o�C�h�����邩�Ȃ����ł���Ȃɕς������A�z�L���Ă�����n�C�X��
��Ĕ���Ȃ��ł���B�l�I�ɂ̓n�C�X�ł��\���ɑ����B
�R���Ǝv���邩���m��Ȃ�����G83��60m/min�ʂŃ}�W��A7075��
�т����B�܂�͒��X�W�������~���ł���OSG��EX-SUS-GDS�ɂ͏��ĂȂ��ƌ����킯�ŁA���ꂾ���ł���
�l�I�ɂ͑喞���ł�
OSG��EX-SUS-GDS�g���Ă�B�挎�������Ɛ}�ʖ���Đ}�ʌ����猩���u�Ԃɑ��������B
�J�b�R�C�C�A�}�W�ŁB�����Ĉ����BG83�w�߂�����ƌ����J���A�}�W�ŁB�������
�����B�������n�C�X�Ȃ̂ɂs��N�R�[�g������n�����������B�n�C�X�͍����؍�ɕs�����ƌ���
��Ă邯�njl�I�ɂ͑����Ǝv���B���d�Ɣ�ׂ�Ⴛ��Ⴟ����Ƃ͈Ⴄ������
��Ȃ����ǂ���Ȃɑ卷�͂Ȃ����čH��������Ă����A����͊ԈႢ�Ȃ��Ǝv���B
����FRP�Ƃ��̌������͂�����ƕ|���ˁB�s��N�R�[�g�Ȃ̂ɂ������Ղ��邵�B
���x�Ɋւ��Ă͑������d���n�C�X���ς��Ȃ��ł���B���d�h�����g�������ƂȂ�����
�m��Ȃ����ǃJ�[�o�C�h�����邩�Ȃ����ł���Ȃɕς������A�z�L���Ă�����n�C�X��
��Ĕ���Ȃ��ł���B�l�I�ɂ̓n�C�X�ł��\���ɑ����B
�R���Ǝv���邩���m��Ȃ�����G83��60m/min�ʂŃ}�W��A7075��
�т����B�܂�͒��X�W�������~���ł���OSG��EX-SUS-GDS�ɂ͏��ĂȂ��ƌ����킯�ŁA���ꂾ���ł���
�l�I�ɂ͑喞���ł�
649 �F���������R���N�F2011/04/24(��) 23:06:11.34 ID:MeIwNClg
�����ȉ��ς����w
650 �F���������R���N�F2011/04/24(��) 23:29:11.51 ID:OsFeok4v
�ꗬ��w�o�Ȃ̂ɁA�S�R�̍��A�ėp�t���C�X�H����Ă�ڂ��B
���Ƀo��������Ă�B�N���S�O�O�ł�����Ă���A
�ǂ��Ől�����ԋ������̂��킩��Ȃ��B
���Ƀo��������Ă�B�N���S�O�O�ł�����Ă���A
�ǂ��Ől�����ԋ������̂��킩��Ȃ��B
651 �F���������R���N�F2011/04/24(��) 23:53:33.02 ID:LFo37Uzm
�킩��Ȃ�����ʖڂȂ낤
652 �F���������R���N�F2011/04/25(��) 04:20:09.83 ID:1IAVmBSw
653 �F���������R���N�F2011/04/25(��) 05:57:06.17 ID:3d7y8Kx4
�������藝�n�̑�w���Ƃ����z���ėp�t���C�X�Ƃ��܂�ˁ[���낤��
���v�Ȃ�܂��������ꂶ�፡�܂ł̋�J������Ȃ����
��w���߂ĕ����Ă��悤�ȉ��ł���s���^���^������Ă���
�������o���������Ɍ����Ⴂ�����
���v�Ȃ�܂��������ꂶ�፡�܂ł̋�J������Ȃ����
��w���߂ĕ����Ă��悤�ȉ��ł���s���^���^������Ă���
�������o���������Ɍ����Ⴂ�����
654 �F���������R���N�F2011/04/25(��) 07:40:47.02 ID:lUskig9g
�呲�H���v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�o�c�Q�[�����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�E�P��v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�o�c�Q�[�����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�E�P��v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
655 �F���������R���N�F2011/04/25(��) 18:48:17.91 ID:rN4RIxZJ
656 �F���������R���N�F2011/04/25(��) 20:30:50.11 ID:XbdXyQz4
�ŋ߉����S�����Ă���}�V�j���O������������悤�ɂȂ��Ă����B
ATC�̃A�[���̓����Ƃ�G0�̃x�b�h�̉������̋�Ƃ����ɃJ���C�C�B
�G���̃O���r�A�ʐ^�����Ă�����G���h�~���̃J�^���O���Ă���ق����y����������悤�@�ɂȂĂ������B
������������ �ǂ��� ��
�܂���@����@���@��
���@���Ł@�@��
����
����
ATC�̃A�[���̓����Ƃ�G0�̃x�b�h�̉������̋�Ƃ����ɃJ���C�C�B
�G���̃O���r�A�ʐ^�����Ă�����G���h�~���̃J�^���O���Ă���ق����y����������悤�@�ɂȂĂ������B
������������ �ǂ��� ��
�܂���@����@���@��
���@���Ł@�@��
����
����
657 �F���������R���N�F2011/04/25(��) 20:34:35.06 ID:6S6+SVkA
�H��J�^���O�͗ǂ��ȁB
�����L�����Ȃ�
�����L�����Ȃ�
658 �F���������R���N�F2011/04/25(��) 21:47:06.15 ID:uO7YDCSh
�H��J�^���O�͒ʔ̔ԑg�݂����Ȑ��]�͂�����ȁB
�ŁA�����Ďg���Ă݂��͂������̂́A���ʂ̒��͐��]����Ă������邢�r�W������肪�����肷�邱�Ƃ����X����ȁB
�S���ʖڂ���Ȃ����ǁA�u�E�E�E���(�L�E�ցE`)�v�ĂȊ����ŁB
�ŁA�����Ďg���Ă݂��͂������̂́A���ʂ̒��͐��]����Ă������邢�r�W������肪�����肷�邱�Ƃ����X����ȁB
�S���ʖڂ���Ȃ����ǁA�u�E�E�E���(�L�E�ցE`)�v�ĂȊ����ŁB
659 �F���������R���N�F2011/04/25(��) 22:32:16.17 ID:rN4RIxZJ
�H��J�^���O�����Đ؍�����ׂ�������炢
�؍�����ׂ�̂��ʓ|�Ől�ɕ�������
�K���Ȑ荞�ݗʁA��]���Ƒ�����v���O�����ɓ��͂������(^m^ )�N�X�b
�؍�����ׂ�̂��ʓ|�Ől�ɕ�������
�K���Ȑ荞�ݗʁA��]���Ƒ�����v���O�����ɓ��͂������(^m^ )�N�X�b
660 �F���������R���N�F2011/04/25(��) 22:43:32.51 ID:dqw1ZLaj
�ǂ̃��[�J�[�̃J�^���O�ł��@���Ђ̍H��Ɣ�r����
���������܂����Ƃ��@�����[�g�����܂���
���Ă�Ł@��������������Ƃ˂�
����������������[��H��
�ǂ����C���`�L����Ă�Ȃ��́H
�����ɑ��Ђ̕����ǂ��ł����ď������瓯��Ȃ��ł��Ȃ����ǂ�
���������܂����Ƃ��@�����[�g�����܂���
���Ă�Ł@��������������Ƃ˂�
����������������[��H��
�ǂ����C���`�L����Ă�Ȃ��́H
�����ɑ��Ђ̕����ǂ��ł����ď������瓯��Ȃ��ł��Ȃ����ǂ�
661 �F���������R���N�F2011/04/25(��) 22:51:39.26 ID:obEyk8UM
�G���h�~���̓~�X�~���g���Ă܂����Č�������
�h��������g���Ă��������h���Č���ꂽ
�h��������g���Ă��������h���Č���ꂽ
662 �F���������R���N�F2011/04/25(��) 23:01:49.04 ID:rN4RIxZJ
�~�X�~�A���d�S�����G���h�~�������Ă�����ˁB
663 �F���������R���N�F2011/04/25(��) 23:16:22.81 ID:XbdXyQz4
>>659
�Ƃ��낪�ǂ������A�J�^���O�����҂�����ɍ��킹�����̃v���O��������
���ō��킹���n������̉��H�v���O�����̂ق��������悩�����肷��ȃR������
�؍���H�͉����[���B�����炱���ʔ�������
�Ƃ��낪�ǂ������A�J�^���O�����҂�����ɍ��킹�����̃v���O��������
���ō��킹���n������̉��H�v���O�����̂ق��������悩�����肷��ȃR������
�؍���H�͉����[���B�����炱���ʔ�������
664 �F���������R���N�F2011/04/25(��) 23:29:49.72 ID:rN4RIxZJ
>>663
�D�G�����I
�D�G�����I
665 �F���������R���N�F2011/04/25(��) 23:48:10.51 ID:UtlEAC51
�Ă�[���������Ă�����������Ȃ��H
�m��Ȃ��ގ��Ƃ����߂Ă̕��͖ڈ����Ȃ�����܂��J�^���O��������͂��߂邯�ǃJ�^���O������
�œK���������߂����Ȃ��B�Ă������z���_��@�B�̐��x�̍������邵�A���[�J�[���ǂ�Ȋ���z��
���ď��������߂Ă�̂����킩��B
�m��Ȃ��ގ��Ƃ����߂Ă̕��͖ڈ����Ȃ�����܂��J�^���O��������͂��߂邯�ǃJ�^���O������
�œK���������߂����Ȃ��B�Ă������z���_��@�B�̐��x�̍������邵�A���[�J�[���ǂ�Ȋ���z��
���ď��������߂Ă�̂����킩��B
666 �F���������R���N�F2011/04/26(��) 00:22:40.96 ID:6tDMd/S9
�J�^���O�l�ʂ�ɓ������ƍH������_���ɂȂ��
�@�B���{�����Ď厲���^����������ĂȂ��̂����邾�낤����
�@�B���{�����Ď厲���^����������ĂȂ��̂����邾�낤����
667 �F���������R���N�F2011/04/26(��) 00:25:32.33 ID:h0i942ei
�������Ƃ���`����
668 �F���������R���N�F2011/04/26(��) 01:06:28.06 ID:iq0xNQ9J
�J�^���O�l�͎Q�l�l����B���̂܂g���Ă�z������Ƃ͎v��Ȃ������B
669 �F���������R���N�F2011/04/26(��) 07:39:18.08 ID:KuUG8DBr
�ǁ[�ł��������J�^���O���ăT�{���Ăˁ[�Ŏd�������J�X
670 �F���������R���N�F2011/04/26(��) 10:06:14.39 ID:r2R4fAOd
>>666
�����_���ɂȂ�ˁ[�Ǝ������Ă��炦�Ȃ�����H
�����_���ɂȂ�ˁ[�Ǝ������Ă��炦�Ȃ�����H
671 �F���������R���N�F2011/04/26(��) 12:06:10.22 ID:Seq60q5u
>>669
�T�^�I�ȍs�������������^�C�v�ł��˂�
�T�^�I�ȍs�������������^�C�v�ł��˂�
672 �F���������R���N�F2011/04/26(��) 18:39:08.88 ID:Kheko6l3
�^�b�v�̎������āA�^�b�v���Ă킩��ɂ�������
�܂��܂ł��ȁH
�܂��܂ł��ȁH
673 �F���������R���N�F2011/04/26(��) 19:39:22.84 ID:CBH5PVnX
674 �F���������R���N�F2011/04/26(��) 20:13:27.60 ID:GfWDi79W
>>670
���̔��z�͂Ȃ���������
���̔��z�͂Ȃ���������
675 �F���������R���N�F2011/04/26(��) 22:15:53.24 ID:lTdmDchR
>>672
�{���g��ʂ��Ă݂�
�{���g��ʂ��Ă݂�
676 �F���������R���N�F2011/04/26(��) 22:27:29.37 ID:Z8Vcv+iX
�C���`�l�W�Ȃ����܂����c�B�����ĂȂ���ŗܖ�
677 �F���������R���N�F2011/04/26(��) 23:47:18.38 ID:lTdmDchR
�n�[���[�����Ă�o�C�N�V���b�v�ɍs���ׂ�
678 �F���������R���N�F2011/04/28(��) 00:49:30.26 ID:yIX6kmUy
�}�V�j���O�Z���^�[���ċ@�B��������ł�����
�l�͋ɕ��ʂȂ�
�l�͋ɕ��ʂȂ�
679 �F���������R���N�F2011/04/28(��) 01:19:36.98 ID:pjstonL/
�܂���������
�ł��g���l�̔\�͂ɂ���đ傫�����H���鐔�A�����Ⴄ�̂��������낢
�������ُ�Ȃ̂�������Ȃ����A��ɓ˔��I�ȉ��H��������Ă��
�����@�B�����Ă��Ă����x�A���H���ő傫�������łĂ�悗
����͌��Ζ����Ă��
��㑊��͐T�d�A�x���A����ꂽ���Ƃ������Ȃ��A�����I�V���J�͂����Ȃ�
����
������ĂΎd���͑����A���x��������A�J�C�[�����܂���
�ł��I�V���J���܂ɏo��
���Ăȕ��ɁA�����@�B�����ĂĂ��g���l�̐��i�łĂ�ȁ[�A�Ǝv��
�ł��g���l�̔\�͂ɂ���đ傫�����H���鐔�A�����Ⴄ�̂��������낢
�������ُ�Ȃ̂�������Ȃ����A��ɓ˔��I�ȉ��H��������Ă��
�����@�B�����Ă��Ă����x�A���H���ő傫�������łĂ�悗
����͌��Ζ����Ă��
��㑊��͐T�d�A�x���A����ꂽ���Ƃ������Ȃ��A�����I�V���J�͂����Ȃ�
����
������ĂΎd���͑����A���x��������A�J�C�[�����܂���
�ł��I�V���J���܂ɏo��
���Ăȕ��ɁA�����@�B�����ĂĂ��g���l�̐��i�łĂ�ȁ[�A�Ǝv��
680 �F���������R���N�F2011/04/28(��) 04:55:52.40 ID:9bWFaOcl
�x�������x���������I�V���J���o�����͂ǂ������
681 �F���������R���N�F2011/04/28(��) 09:26:35.67 ID:a2ceccH8
682 �F���������R���N�F2011/04/28(��) 10:03:00.06 ID:NbsZMrb4
�������Ñォ���X�p���ꂽ�I�ꂵ�`���̖��̉��̌��������p���ł��ĉ��������E�ꂵ�S�Ă̒��_�ɌN�Ղ���
�Ǝv���ĂȂ���Α��̎d���͑��v����
�Ǝv���ĂȂ���Α��̎d���͑��v����
683 �F���������R���N�F2011/04/28(��) 10:54:46.40 ID:smI+8lTa
���A�͂�
684 �F���������R���N�F2011/04/28(��) 12:26:55.69 ID:yIX6kmUy
����Ȃ��Ƃ��G�A�K���ŎO�O�����q���Ȃ���ؕ������y�ɉ��̂��������B
�����ɎO�O�����q����Ȃ����Ƃ����邩�璍�ӂł��Ȃ��B
�����ɎO�O�����q����Ȃ����Ƃ����邩�璍�ӂł��Ȃ��B
685 �F���������R���N�F2011/04/28(��) 12:32:41.93 ID:LApXgkms
>>684
�Y��Ƀ��Y���Ƃ��Ă��璍�ӂł���̂��H
�Y��Ƀ��Y���Ƃ��Ă��璍�ӂł���̂��H
686 �F���������R���N�F2011/04/28(��) 18:45:29.48 ID:Q/zFKj1O
�O�O�����q������
���b�`�n���}�[�Łh�^�b�^�^�^�b�^�[�A�^�b�^�[�h�Ƃ������Y�����ސ�y
���b�`�n���}�[�Łh�^�b�^�^�^�b�^�[�A�^�b�^�[�h�Ƃ������Y�����ސ�y
687 �F���������R���N�F2011/04/28(��) 19:48:23.66 ID:wfPwh0kL
ttp://www.fukeiki.com/2010/09/kogyo-chosakai.html
�o�ŎЂ̓|�Y���ɂ��x���ɂȂ��Ă����G���u�@�B�ƍH��v��
�ʂ̏o�ŎЂ��烊�j���[�A���n�������炵���E�E�E
ttp://www.nikko-pb.co.jp/user_data/mk_top.php?category_id=178
688 �F���������R���N�F2011/04/28(��) 20:29:34.49 ID:yIX6kmUy
>>685
���R
���R
689 �F���������R���N�F2011/04/28(��) 21:18:11.54 ID:3howRw5v
>>687
����Ȃɘb��ɂ���قǂ̎G���������̂��ȁH
�Q�O�N�ȏ�O�Ɉ�N�ԂƂ������Ƃ����邯�ǁA���[�J�̐l��������
���А��i�̎��掩�^�̋L����j���[�X�L�������[�J���\��
���̂܂܍ڂ��������A�L���͔N�������L���A
��N�ł�߂Ă��܂���
���{�s�Ő\�����߂Ζ����ő����Ă����{�iM��E���������ȁj��
�����āA�L���̂悤�ȋL���������Ŏ������������Ȃ���
�����Ă���Ȃ��̂ŁA�K���Ɏ����������Ă��
�����𑗂��Ă��ꂽ��Ђ̉c�ƃ}���������A
�{�𑗂��Ă���邩��p���̂Ȃ��������������������Ȃ̂�
�c�Ƃɗ��Ă����ʂ��ƌ����ċA���Ă���������ǂ�
����Ȃɘb��ɂ���قǂ̎G���������̂��ȁH
�Q�O�N�ȏ�O�Ɉ�N�ԂƂ������Ƃ����邯�ǁA���[�J�̐l��������
���А��i�̎��掩�^�̋L����j���[�X�L�������[�J���\��
���̂܂܍ڂ��������A�L���͔N�������L���A
��N�ł�߂Ă��܂���
���{�s�Ő\�����߂Ζ����ő����Ă����{�iM��E���������ȁj��
�����āA�L���̂悤�ȋL���������Ŏ������������Ȃ���
�����Ă���Ȃ��̂ŁA�K���Ɏ����������Ă��
�����𑗂��Ă��ꂽ��Ђ̉c�ƃ}���������A
�{�𑗂��Ă���邩��p���̂Ȃ��������������������Ȃ̂�
�c�Ƃɗ��Ă����ʂ��ƌ����ċA���Ă���������ǂ�
690 �F���������R���N�F2011/04/28(��) 21:21:04.52 ID:yo+NaxSR
�Z�p�����ɋ�������l�ƂȂ��l�̍�
691 �F���������R���N�F2011/04/28(��) 22:58:27.40 ID:r6vksTSM
����n�̎G�����w�ǂ��ĎO�N�ڂ����ǎ~�߂����Ǝv�������Ƃ͖�����
692 �F���������R���N�F2011/04/29(��) 02:50:13.17 ID:ocNQu5e5
���₾��
���Ƃ��Ό������A�^�b�v���H�ɂ��ĔY��ł邱�Ƃ����
���i�g���Ă�c�[�������������Ƃ�����A�������ɓd�b���ču�K��݂����̂���
����Ă����H�@���̏ꍇ�L�����Ȃ��H�i����u�K�Ői�߂�ꂽ�c�[�������I�ɍw������Ƃ��āj
���Ƃ��Ό������A�^�b�v���H�ɂ��ĔY��ł邱�Ƃ����
���i�g���Ă�c�[�������������Ƃ�����A�������ɓd�b���ču�K��݂����̂���
����Ă����H�@���̏ꍇ�L�����Ȃ��H�i����u�K�Ői�߂�ꂽ�c�[�������I�ɍw������Ƃ��āj
693 �F���������R���N�F2011/04/29(��) 04:44:01.63 ID:YhYXDrLu
>>692
�u�K��āE�E�E�E���H�̉��ɔY�ނ��Ƃ�����H
��y�ɓ������ċ����Ă��炢�A�Ƃ肠��������Ă݂Ăn�j�Ȃ�n�j
�s��������Ȃ班�������P���Ď����Ȃ�̏������B
���ꂪ���H����
���m�̃��[�N�ɖ��m�̉��H��������킩���ł��Ȃ���
�u�K��Ȃ�Ēp���������p��������
�u�K��āE�E�E�E���H�̉��ɔY�ނ��Ƃ�����H
��y�ɓ������ċ����Ă��炢�A�Ƃ肠��������Ă݂Ăn�j�Ȃ�n�j
�s��������Ȃ班�������P���Ď����Ȃ�̏������B
���ꂪ���H����
���m�̃��[�N�ɖ��m�̉��H��������킩���ł��Ȃ���
�u�K��Ȃ�Ēp���������p��������
694 �F���������R���N�F2011/04/29(��) 05:36:22.58 ID:KxNIaj8g
�킴�킴�u�K��Ƃ����܂Ȃ��Ă��d�b�Ŏ��₷��Ε��ʂɋ����Ă�����B
�H����o���肵�Ă���Ȃ炻�̐l�ɗ��߂��[�J�[�̒S���҂��炢�A��Ă��Ă���邵�B
�C�ɂȂ�c�[��������T���v���݂��Ă���邾��B
�H����o���肵�Ă���Ȃ炻�̐l�ɗ��߂��[�J�[�̒S���҂��炢�A��Ă��Ă���邵�B
�C�ɂȂ�c�[��������T���v���݂��Ă���邾��B
695 �F���������R���N�F2011/04/29(��) 06:04:25.98 ID:G+AS8CaR
>>692
�@�B�̑���Ȃǂ̍u�K�̏ꍇ��1���łT�`�W�����炢�͂Ƃ���B
�������E�^�b�v�ʼn����u�K���Ă��炤�K�v������̂��悭�킩���B
�@�B�̑���Ȃǂ̍u�K�̏ꍇ��1���łT�`�W�����炢�͂Ƃ���B
�������E�^�b�v�ʼn����u�K���Ă��炤�K�v������̂��悭�킩���B
696 �F���������R���N�F2011/04/29(��) 11:08:50.87 ID:H0A1mKIS
>>692
�㗝�X��ʂ��ċZ�p���k�S�����Љ�ĖႦ��
�K�₵�Čʑ��k�͂ł����B
������u�K�Ƃ������͕ʂ����B
�����܂ł��������Ă̋�̓I�ȔY�݂⑊�k�ɂȂ邾�낤���ǁB
>>693-695
�N�������{���Ƀv���Ȃ玸�]�����B
�������ƃ^�b�v�����āA1���Ԃ�100�{��1000�{����Ⴄ��
1�{�̍H��ŏ��Ռ��x500����2000������������Ⴄ�B
�n�������p�A�f�ނɍ��킹���g�p�H��ގ��R�[�e�B���O
�؍���܂Ńm�E�n�E�̕��͑傫���B
�������H��̎������i�ƃR�X�g�̑��v���d�v
���������Z�p������f�[�^�̔���Ȏ�����������
�H��[�J���r�߂Ȃ������ǂ����A���������w�K�����낻���ɂ�����
�O���l�o�҂��J���҂Ƃ����Ȃ�����B
S50C��4D��M8�𗧂Ă�ɂ������āA���̒P�ʎ��Ԃ�����̖{���͑�����
�h�����A�^�b�v�̑I��A�؍���A�؍�����A�����p�x�A�H��R�X�g�̎Z
��K�i�ɏo����ЂƂ͌���T�C�h�ɂ͂Ȃ��Ȃ����Ȃ���B
�������[�J�͑��Ђ��������i��Č��R�X�g��m��Ȃ����R�X�g�v�Z�ɂȂ�ƃ_�������ǂȁB
�㗝�X��ʂ��ċZ�p���k�S�����Љ�ĖႦ��
�K�₵�Čʑ��k�͂ł����B
������u�K�Ƃ������͕ʂ����B
�����܂ł��������Ă̋�̓I�ȔY�݂⑊�k�ɂȂ邾�낤���ǁB
>>693-695
�N�������{���Ƀv���Ȃ玸�]�����B
�������ƃ^�b�v�����āA1���Ԃ�100�{��1000�{����Ⴄ��
1�{�̍H��ŏ��Ռ��x500����2000������������Ⴄ�B
�n�������p�A�f�ނɍ��킹���g�p�H��ގ��R�[�e�B���O
�؍���܂Ńm�E�n�E�̕��͑傫���B
�������H��̎������i�ƃR�X�g�̑��v���d�v
���������Z�p������f�[�^�̔���Ȏ�����������
�H��[�J���r�߂Ȃ������ǂ����A���������w�K�����낻���ɂ�����
�O���l�o�҂��J���҂Ƃ����Ȃ�����B
S50C��4D��M8�𗧂Ă�ɂ������āA���̒P�ʎ��Ԃ�����̖{���͑�����
�h�����A�^�b�v�̑I��A�؍���A�؍�����A�����p�x�A�H��R�X�g�̎Z
��K�i�ɏo����ЂƂ͌���T�C�h�ɂ͂Ȃ��Ȃ����Ȃ���B
�������[�J�͑��Ђ��������i��Č��R�X�g��m��Ȃ����R�X�g�v�Z�ɂȂ�ƃ_�������ǂȁB
697 �F���������R���N�F2011/04/29(��) 11:28:05.65 ID:Z12NaHAG
�Ȃ�>>693-695�ɑ��Ă����������X�ɂȂ�H
���������i�v���Ă邱�Ƃ�����������������B
���������i�v���Ă邱�Ƃ�����������������B
698 �F���������R���N�F2011/04/29(��) 12:32:08.88 ID:ocNQu5e5
�U�X�Q�ł�
���g���Ă�c�[���Ŗ��Ȃ���ł���
�J�^���O���Ă�Ƃ����ȃR�[�e�C���O��n��̌`��Ƃ�������
�u�Ђ���Ƃ��č��g���Ă�̂������A�������H�ł�����̂�����̂����v
���Ďv��������ł��A�����܂���
���g���Ă�c�[���Ŗ��Ȃ���ł���
�J�^���O���Ă�Ƃ����ȃR�[�e�C���O��n��̌`��Ƃ�������
�u�Ђ���Ƃ��č��g���Ă�̂������A�������H�ł�����̂�����̂����v
���Ďv��������ł��A�����܂���
>>696
�������������d�v�Ȃ̂͂킩�邯�ǃ��[�J�[�Ă�łǂ��������ē��e����ˁ[����B
�������������d�v�Ȃ̂͂킩�邯�ǃ��[�J�[�Ă�łǂ��������ē��e����ˁ[����B
700 �F���������R���N�F2011/04/29(��) 12:53:05.41 ID:YhYXDrLu
�悤����ɍH��̒m���ȉ��������͓������x���̉��H�����ł��Ȃ����Ă��Ƃ��H
�����ׂ���Ђ�
�����ׂ���Ђ�
701 �F���������R���N�F2011/04/29(��) 12:54:39.15 ID:t8wN7k3w
�����Ă܂��B
�@�B���H��Z�[���ŗǐS�I�ȉ��i�ŗ��߂鏊��
�����ƒT���Ă܂��B
�ŏI�[���V���ō����͒T���Ă܂��B
�A�x�����āA�ǂ���T���Ηǂ��̂�������Ȃ���
�ǂ�������Ă��ꂻ���ȋƎ҂���m��܂��H
�ǂ����������ȁB
�@�B���H��Z�[���ŗǐS�I�ȉ��i�ŗ��߂鏊��
�����ƒT���Ă܂��B
�ŏI�[���V���ō����͒T���Ă܂��B
�A�x�����āA�ǂ���T���Ηǂ��̂�������Ȃ���
�ǂ�������Ă��ꂻ���ȋƎ҂���m��܂��H
�ǂ����������ȁB
702 �F���������R���N�F2011/04/29(��) 13:10:28.70 ID:/RAa5cES
���������Ȃ�w
703 �F���������R���N�F2011/04/29(��) 14:01:23.52 ID:t8wN7k3w
>>702
�ł���ˁB
�����ł��������Ă�B
�|�Y���O�̉�Ђ�����A�����œ|�Y���Ă��ꂽ��
�ǂꂾ���y�ɂȂ�邩�B
�G���h���[�U�[�ׂ̈ɁA�T�������邵���Ȃ��B
�ł���ˁB
�����ł��������Ă�B
�|�Y���O�̉�Ђ�����A�����œ|�Y���Ă��ꂽ��
�ǂꂾ���y�ɂȂ�邩�B
�G���h���[�U�[�ׂ̈ɁA�T�������邵���Ȃ��B
704 �F���������R���N�F2011/04/29(��) 14:03:44.44 ID:H0A1mKIS
705 �F���������R���N�F2011/04/29(��) 14:04:38.44 ID:0BYngie3
���ݒn������
���H���e�����킸�ɔ[���Ɖ��i�Ƃ��r�߂Ă�̂���
707 �F���������R���N�F2011/04/29(��) 20:22:42.63 ID:fBLbVGaW
>>696
�H�������Ȃɂ������H�����m���Ă�Ȃ�A�J�^���O�l�ɂ��������܂Ƃ��ȏ��������Ă������Ǝv����
�H�������Ȃɂ������H�����m���Ă�Ȃ�A�J�^���O�l�ɂ��������܂Ƃ��ȏ��������Ă������Ǝv����
708 �F���������R���N�F2011/04/29(��) 21:06:38.35 ID:00MDQ2rc
�^�b�v�Ȃ�Ĉ�������A���E�܂Ŏg���ăg���u���N�������
�T�N�T�N�ς������ق����ǂ��Ǝv�����ǂˁB
���͗ʎY����ĂȂ����炻�����Ă�B
�T�N�T�N�ς������ق����ǂ��Ǝv�����ǂˁB
���͗ʎY����ĂȂ����炻�����Ă�B
709 �F���������R���N�F2011/04/29(��) 21:41:08.99 ID:G+AS8CaR
>>696�͑f�l����B�ϑz���Ă邾�����ƁB���[�J�[�E�H��Ђƕt�������̂���l�Ԃɂ͌����Ȃ��B
>�h�����A�^�b�v�̑I��A�؍���A�؍�����A�����p�x�A�H��R�X�g�̎Z
>��K�i�ɏo����ЂƂ͌���T�C�h�ɂ͂Ȃ��Ȃ����Ȃ���B
���̏�����I�m�ɏo���郁�[�J�[�E�H��Ђ��������˂���B
�Ă������������T�{���P�O�{���Ⴄ�悤�Ȕ�r������������B
�P�O�O�{�ƂP�O�O�O�{�̍��͈Ⴄ�Ƃ��T�O�O�{�ƂQ�O�O�O�{���Ⴄ�Ƃ��A����Ȏ�����ł��킩���B
�z�[���Z���^�[�̃h�����^�b�v�Z�b�g��OSG�̔�r�ł����Ă�̂��H
>�h�����A�^�b�v�̑I��A�؍���A�؍�����A�����p�x�A�H��R�X�g�̎Z
>��K�i�ɏo����ЂƂ͌���T�C�h�ɂ͂Ȃ��Ȃ����Ȃ���B
���̏�����I�m�ɏo���郁�[�J�[�E�H��Ђ��������˂���B
�Ă������������T�{���P�O�{���Ⴄ�悤�Ȕ�r������������B
�P�O�O�{�ƂP�O�O�O�{�̍��͈Ⴄ�Ƃ��T�O�O�{�ƂQ�O�O�O�{���Ⴄ�Ƃ��A����Ȏ�����ł��킩���B
�z�[���Z���^�[�̃h�����^�b�v�Z�b�g��OSG�̔�r�ł����Ă�̂��H
710 �F���������R���N�F2011/04/29(��) 23:15:50.99 ID:sLLJHJNg
��鎞�Ɛ�Ȃ����Őn���̏����͕ς��
��́A�c�Ƃ����Ƃ��̌`���������ł��A�@��ɂ����
�n���̑ϋv�����Ⴄ�̂͑̌����Ă�z��������ˁH
��́A�c�Ƃ����Ƃ��̌`���������ł��A�@��ɂ����
�n���̑ϋv�����Ⴄ�̂͑̌����Ă�z��������ˁH
711 �F���������R���N�F2011/04/30(�y) 01:26:51.40 ID:olu6koqM
�N���}�̃^�C���݂����ȃJ���W����
���[�J�[�̓e�X�g�œ����œK�����͒ł��邯�ǁA���ۂɎg���ꍇ�̓G���W�����d�ʔz����炢���ȏ������Ⴄ�킯��
�J�^���O�����ʂ�̌��ʂ��o�Ȃ����A������ǂ��ɂ����邽�߂ɃZ�b�e�B���O�Ƃ��l�߂čs���̂��r�̌������݂�����
���[�J�[�̓e�X�g�œ����œK�����͒ł��邯�ǁA���ۂɎg���ꍇ�̓G���W�����d�ʔz����炢���ȏ������Ⴄ�킯��
�J�^���O�����ʂ�̌��ʂ��o�Ȃ����A������ǂ��ɂ����邽�߂ɃZ�b�e�B���O�Ƃ��l�߂čs���̂��r�̌������݂�����
712 �F���������R���N�F2011/04/30(�y) 02:14:42.49 ID:xEmqbUas
�H��[�J�[�ɐF�X�����Ă�ƁA�J�^���O�l�͍œK�ł��Ȃ��݂�����B
�R�[�e�B���O�G���h�~���ɂ��ă��[�J�[�Ƙb���Ă����A
���d�x�ނ̍����؍킪���ڂ���Ă邩��A�J�^���O�ɂ͍�����]�̃f�[�^���ڂ�������݂����Ȋ����������B
���[�J�[���ł��c�ƂƋZ�p�ŐF�X����݂����ˁB
�R�[�e�B���O�G���h�~���ɂ��ă��[�J�[�Ƙb���Ă����A
���d�x�ނ̍����؍킪���ڂ���Ă邩��A�J�^���O�ɂ͍�����]�̃f�[�^���ڂ�������݂����Ȋ����������B
���[�J�[���ł��c�ƂƋZ�p�ŐF�X����݂����ˁB
713 �F���������R���N�F2011/04/30(�y) 03:25:25.82 ID:TMSsA3UK
>>709
�J�^���O�Ȃ�ĕ��L���͈͂œK�x�Ɋۂ߂ď�������������˂�
�H��[�J������Ȃ�ɏ��⏤�i�̓����͌������Ă��B
�n�C�X�h�����A�n�C�X�R�[�e�B���O�A���d�A���d�R�[�e�B���O
�[���A�Č��A�ăR�[�e�B���O
�������������̂Ȃ��ŁA���Y�ʂ�T�C�N���łǂ������A�h�o�C�X��
�L�邩�ƌ������ƁB
�ǂ̉�Ђł����������A0.1��т̕W���ɂȂ�Ă̂͗Ջ@���ς�
�Ή����邽�߁A�n�C�X���n�C�X�R�[�e�B���O�̍ɂ���
����͑�{�[���ɂ��n���h�h�����ɂ��ėp�t���C�X�ɂ��}�V�j���O�ɂ�
�g���̂��낤�B
�����A���\�{�A���S�{�P�ʂō�Ƃ���Ȃ炻��ȃh�������h���C�Ŏg��Ȃ��B
�����������Ɂ�D�[���́A���̍ގ��Ȃ�Ő��n���Ȃ�A���d�R�[�e�B���O�̂��̃^�C�v��
���ē����̎����f�[�^��J����|������Ă�����B
�����܂Ő[���Ȃ�n�C�X�̃R�[�e�B���O���ǂ��ł�����ĂˁB
�����t��l�X�ȏ��i�̏���\�͂����[�U���ׂ����m��ɂ͔���Ȏ��Ԃ�
��p���|���邵�A���ꂪ�E�l�̌o�����Ƃ�������܂ł����A���[�J��10.00�̃h������
�������̎�ނŒ��Ă�̂ɂ͈Ӗ�������
���̈Ӗ��̋����������邱�Ƃ͑��Ȃ��Ƃ���Ȃ����A���[�J�����̎�|���ő����
���p���Ăق����C�����������Ă��B
�J�^���O�Ȃ�ĕ��L���͈͂œK�x�Ɋۂ߂ď�������������˂�
�H��[�J������Ȃ�ɏ��⏤�i�̓����͌������Ă��B
�n�C�X�h�����A�n�C�X�R�[�e�B���O�A���d�A���d�R�[�e�B���O
�[���A�Č��A�ăR�[�e�B���O
�������������̂Ȃ��ŁA���Y�ʂ�T�C�N���łǂ������A�h�o�C�X��
�L�邩�ƌ������ƁB
�ǂ̉�Ђł����������A0.1��т̕W���ɂȂ�Ă̂͗Ջ@���ς�
�Ή����邽�߁A�n�C�X���n�C�X�R�[�e�B���O�̍ɂ���
����͑�{�[���ɂ��n���h�h�����ɂ��ėp�t���C�X�ɂ��}�V�j���O�ɂ�
�g���̂��낤�B
�����A���\�{�A���S�{�P�ʂō�Ƃ���Ȃ炻��ȃh�������h���C�Ŏg��Ȃ��B
�����������Ɂ�D�[���́A���̍ގ��Ȃ�Ő��n���Ȃ�A���d�R�[�e�B���O�̂��̃^�C�v��
���ē����̎����f�[�^��J����|������Ă�����B
�����܂Ő[���Ȃ�n�C�X�̃R�[�e�B���O���ǂ��ł�����ĂˁB
�����t��l�X�ȏ��i�̏���\�͂����[�U���ׂ����m��ɂ͔���Ȏ��Ԃ�
��p���|���邵�A���ꂪ�E�l�̌o�����Ƃ�������܂ł����A���[�J��10.00�̃h������
�������̎�ނŒ��Ă�̂ɂ͈Ӗ�������
���̈Ӗ��̋����������邱�Ƃ͑��Ȃ��Ƃ���Ȃ����A���[�J�����̎�|���ő����
���p���Ăق����C�����������Ă��B
������>>693�|>>695�ɑ��邨�O�̃��X��������x�݂Ȃ����Ă݂��B���̒��x�̏��͓���̕t��������
��b�̒��Ő��b�Ŏ�ɓ��邮�炢�̏��ʂ���B�Ȃɂ��u�K����K�v������Ƃ������e�ɑ����O��
����Ɏ��]�����l���O���l�J���҂Ɠ����̈�����������ڂ��B
��b�̒��Ő��b�Ŏ�ɓ��邮�炢�̏��ʂ���B�Ȃɂ��u�K����K�v������Ƃ������e�ɑ����O��
����Ɏ��]�����l���O���l�J���҂Ɠ����̈�����������ڂ��B
715 �F���������R���N�F2011/04/30(�y) 07:51:36.61 ID:eiW7mX/v
�����̂��܂薳���ėp�t���C�X��SUS304�̊����ʍ���
�ӂW�O�荞��3mm�ȓ��ōs���̂ł����A
���݁A�A���[�T�[�̃s���J�h�ۋ�`�b�v�̃t�F�C�X�~���ōs���Ă��ėǍD�ł���
�`�b�v�P�P�[�X������\25,000�ƍ����̂ŁA������"���t���C�X�J�b�^�["�삵�悤�Ǝv���Ă��܂�
�����Ł@�o�C�g�̌`��͂ǂ��ɂ�����Ƃ��āA�n�捂���͐��Ղ̂悤�ɐꖡ��ʐ��x�ɉe������̂��������������J�L�R���܂���
���t���C�X�J�b�^�[�삷��ۂ��A�o�C�g���t�����̓V���������Ē����ł���悤�ɗV�т�݂����ق����ǂ��̂��@��낵�����肢���܂�
�ӂW�O�荞��3mm�ȓ��ōs���̂ł����A
���݁A�A���[�T�[�̃s���J�h�ۋ�`�b�v�̃t�F�C�X�~���ōs���Ă��ėǍD�ł���
�`�b�v�P�P�[�X������\25,000�ƍ����̂ŁA������"���t���C�X�J�b�^�["�삵�悤�Ǝv���Ă��܂�
�����Ł@�o�C�g�̌`��͂ǂ��ɂ�����Ƃ��āA�n�捂���͐��Ղ̂悤�ɐꖡ��ʐ��x�ɉe������̂��������������J�L�R���܂���
���t���C�X�J�b�^�[�삷��ۂ��A�o�C�g���t�����̓V���������Ē����ł���悤�ɗV�т�݂����ق����ǂ��̂��@��낵�����肢���܂�
716 �F���������R���N�F2011/04/30(�y) 10:03:45.99 ID:U8MQ4jYK
>>714
���A�͂�
���A�͂�
717 �F���������R���N�F2011/04/30(�y) 10:42:50.50 ID:c90Tzr/9
����>>696���x�����邯�ǂ�
����̃x�e�����ł����\����Ȃ����Ƃ��邵
�������g�A����ł����Ǝv���Ă���Ă邱�Ƃ��P�O�O�p�[�Z���g�x�X�g���Ƃ��v���ĂȂ�
�����烁�[�J�[�̃A�h�o�C�X���������̂͂������Ƃ��Ǝv��
����̃x�e�����ł����\����Ȃ����Ƃ��邵
�������g�A����ł����Ǝv���Ă���Ă邱�Ƃ��P�O�O�p�[�Z���g�x�X�g���Ƃ��v���ĂȂ�
�����烁�[�J�[�̃A�h�o�C�X���������̂͂������Ƃ��Ǝv��
718 �F���������R���N�F2011/04/30(�y) 10:43:11.19 ID:TMSsA3UK
>>714
�I�}�G��������������ςŘb���ĂȂ��ŁA�����ǍH��[�J��
�K�₵�Ē��X�ƍu�߂����Ă�����A����Ȃ�̐��Ƃ����邵
�Z�~�i�[�u�t���������������Əo�Ă��ė�������ݔ\�͂�
�R�c���Ă���邩���B
�J�^���O�Ԓ��͔ے肵�Ȃ����ǁA�I�}�G�̃}�V�j���O�Ŏ����͌J��
�Ԃ��Ȃ���H
������ӂ܂ł��������d�������Ă郄�c�̒m�����^�_�Ŕq���ł������
���ʂ���ˁ[��B
�I�}�G��������������ςŘb���ĂȂ��ŁA�����ǍH��[�J��
�K�₵�Ē��X�ƍu�߂����Ă�����A����Ȃ�̐��Ƃ����邵
�Z�~�i�[�u�t���������������Əo�Ă��ė�������ݔ\�͂�
�R�c���Ă���邩���B
�J�^���O�Ԓ��͔ے肵�Ȃ����ǁA�I�}�G�̃}�V�j���O�Ŏ����͌J��
�Ԃ��Ȃ���H
������ӂ܂ł��������d�������Ă郄�c�̒m�����^�_�Ŕq���ł������
���ʂ���ˁ[��B
719 �F���������R���N�F2011/04/30(�y) 14:07:28.14 ID:olu6koqM
���ʂɃ��[�J�[�̍u�K�Ƃ��c�ƂƂ������āA�g���Ă݂����̂́E�E�E���Čo���̕����͂邩�ɑ�������d���Ȃ�
�c�Ə�̓s�������邩��A�x�X�g�͏o�Ă��Ȃ��Ǝv���Ă����������ǂ���
�c�Ə�̓s�������邩��A�x�X�g�͏o�Ă��Ȃ��Ǝv���Ă����������ǂ���
720 �F���������R���N�F2011/04/30(�y) 20:12:59.45 ID:mpTKX3kZ
�H��ݒ肵�Y�ꂽ�̂Ɋ�Ղ��N������
721 �F���������R���N�F2011/04/30(�y) 20:23:39.03 ID:xEmqbUas
�������Ȃ�
���̊�Ղ͌o���Ȃ���[
���̊�Ղ͌o���Ȃ���[
>>718
�O����̃��X�ǂ�ł邩�H���[�J�[�̏���ʂƂ͂����Ăˁ[����B���Ђɕ����Ȃ�d�b����Ȃ�
�ȒP�ɏ�߂�邾��B�킴�킴�u�K�܂ł����Ƃ��������̘b�Ȃ̂Ɏ��]�����Ƃ��O���l
�J���҈�������̂͂������[����ƌ����Ă��B
�����������͕��������ׂėǂ����Ȃ甃���ăe�X�g���邵�Ȃ�ł킴�킴�K�₹�Ȃ�����˂�B
�����������[�J�[�̑I�����ǂ�����Ǝv���ĂB�K�₾�u�K���Ǝ�Ԃ������������K�v���Ȃ��B
�O����̃��X�ǂ�ł邩�H���[�J�[�̏���ʂƂ͂����Ăˁ[����B���Ђɕ����Ȃ�d�b����Ȃ�
�ȒP�ɏ�߂�邾��B�킴�킴�u�K�܂ł����Ƃ��������̘b�Ȃ̂Ɏ��]�����Ƃ��O���l
�J���҈�������̂͂������[����ƌ����Ă��B
�����������͕��������ׂėǂ����Ȃ甃���ăe�X�g���邵�Ȃ�ł킴�킴�K�₹�Ȃ�����˂�B
�����������[�J�[�̑I�����ǂ�����Ǝv���ĂB�K�₾�u�K���Ǝ�Ԃ������������K�v���Ȃ��B
723 �F���������R���N�F2011/05/01(��) 02:24:45.46 ID:bzpYwqQP
���[�J�[�ł����b�g�s�ǂ������炪����f�[�^�˂�����܂ŕ��u���鏊�����邩��M�p���Ă��Ȃ��ˉ���w
724 �F���������R���N�F2011/05/01(��) 06:12:03.23 ID:8GKxSYM0
725 �F���������R���N�F2011/05/01(��) 11:09:26.82 ID:XxNHjMWV
�R�[�i�[���E���f�B���O�J�b�^�[���ނƎO���̂�����������
�l�I�ɂ̓t�N�_���H�̕��������������Ďg���₷��������
�l�I�ɂ̓t�N�_���H�̕��������������Ďg���₷��������
726 �F���������R���N�F2011/05/01(��) 20:46:00.26 ID:2OiYxh4Y
�A�x�O�ɂa���S�T�x�U������Ԃœd�����Ƃ��Ă���
�ׂɖ��Ȃ���ˁH
�ׂɖ��Ȃ���ˁH
727 �F���������R���N�F2011/05/02(��) 09:48:50.23 ID:QWbZ1hJL
�����Ђ���
728 �F���������R���N�F2011/05/04(��) 21:39:15.18 ID:C622l5QF
>>726
���̖��ł����H
���̖��ł����H
729 �F���������R���N�F2011/05/05(��) 14:03:49.79 ID:B866n/HZ
�t�@�i�b�N�@�U�l�̂b�q�s�͊ȒP�Ɍ����ł�����̂ł��傤��
�I�[�N�V�����ŗL�����̂ŗ\���ɔ����Ēu�����ƍl���Ă܂�
�I�[�N�V�����ŗL�����̂ŗ\���ɔ����Ēu�����ƍl���Ă܂�
730 �F���������R���N�F2011/05/05(��) 22:24:40.07 ID:EySHnilP
�T�|�Z���ɕ�������H
731 �F���������R���N�F2011/05/06(��) 10:06:08.73 ID:obmFdB6g
�呲�H���v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�o�c�Q�[�����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�E�P��v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�o�c�Q�[�����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�E�P��v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
732 �F���������R���N�F2011/05/06(��) 11:49:32.00 ID:rL/Dp/d2
>>729
�ȒP����B
�������烆�j�b�g�����̓O�ꉻ�����Ă����̂łˁB
�������A6M����͒����̂Ŏd�l�ύX��g�ݍ��݊�ƂŎd�l��
���l���Ă�̂ŁA���@��Ȃ�Ƃ�������͂��邾�낤�ˁB
�������u�u���E���ǁv�P�i�������l���Ă�Ȃ�A����͂����
�d�l�ɔ����Ȃ���������Ȃ��B
�ȒP����B
�������烆�j�b�g�����̓O�ꉻ�����Ă����̂łˁB
�������A6M����͒����̂Ŏd�l�ύX��g�ݍ��݊�ƂŎd�l��
���l���Ă�̂ŁA���@��Ȃ�Ƃ�������͂��邾�낤�ˁB
�������u�u���E���ǁv�P�i�������l���Ă�Ȃ�A����͂����
�d�l�ɔ����Ȃ���������Ȃ��B
733 �F���������R���N�F2011/05/06(��) 12:04:04.07 ID:6N3eHNuo
�R���b�g�̐������Ăǂ����Ă܂����H
�������Ƃ��̏������ׂĂ����ǁA�]�݂̃R���b�g�������ɂ����̂�
�X�^���h��肾�������Ǝv���Ă܂�
�������Ƃ��̏������ׂĂ����ǁA�]�݂̃R���b�g�������ɂ����̂�
�X�^���h��肾�������Ǝv���Ă܂�
734 �F���������R���N�F2011/05/06(��) 13:14:59.23 ID:rL/Dp/d2
735 �F���������R���N�F2011/05/06(��) 13:39:55.52 ID:2VayinBd
�����H���v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�o�J�Q�[�����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�R�P��v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�o�J�Q�[�����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�R�P��v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
736 �F���������R���N�F2011/05/06(��) 19:58:39.59 ID:QWsGInBd
>>734
�Z������Δ������Ⴄ���ǁA���̂������A�K�v�Ȃ��̂��甃���Ă���Ȃ���������̂悗
�E�`�݂����ɂˁ_(�Oo�O)�^
�ŁA�ޗ��̗]�������c�Ƃ��Ńe�L�g�[�ɍ����ǁA
���ԓ�����̃R�X�g�Ƃ��l�����甃�����ق������������肷���˂���
�Z������Δ������Ⴄ���ǁA���̂������A�K�v�Ȃ��̂��甃���Ă���Ȃ���������̂悗
�E�`�݂����ɂˁ_(�Oo�O)�^
�ŁA�ޗ��̗]�������c�Ƃ��Ńe�L�g�[�ɍ����ǁA
���ԓ�����̃R�X�g�Ƃ��l�����甃�����ق������������肷���˂���
737 �F���������R���N�F2011/05/06(��) 20:03:28.74 ID:dhvjlNTf
yxr33 �g�q�b�U�Q�̃R���b�g�z���_�[���������Ă���̂͐��E�ł��ꂾ�����낤�v�v�v
738 �F���������R���N�F2011/05/06(��) 20:26:50.68 ID:QWsGInBd
>>737
�R���b�g�����炯�ɂȂ�Ȃ��H
�R���b�g�����炯�ɂȂ�Ȃ��H
739 �F���������R���N�F2011/05/06(��) 20:34:57.14 ID:dhvjlNTf
>>738�@�C�ɂ����畉�����������O�����I�H
740 �F���������R���N�F2011/05/06(��) 20:42:46.59 ID:dhvjlNTf
�Ȃ����\�ʏ������čŋ��̍d�x���h�K���܂ł��Ȃ��Ă��
���������݂R�O����v�v�v�@
���������܂ł̃R���b�g�X�^���h�͂Ȃ�
���������݂R�O����v�v�v�@
���������܂ł̃R���b�g�X�^���h�͂Ȃ�
741 �F���������R���N�F2011/05/06(��) 20:45:03.51 ID:a+c8W4NU
�ɂ��������PC�̂��|��
�d���܂Ńo�����ăG�A�u���[
����σG�A�_�X�^�[�Ƃ͈Ⴄ�Ȃ���
�d���܂Ńo�����ăG�A�u���[
����σG�A�_�X�^�[�Ƃ͈Ⴄ�Ȃ���
742 �F���������R���N�F2011/05/06(��) 20:49:38.34 ID:dhvjlNTf
��������̓Ƃ茾�Ȃ��E�E�E
���������܂��n�C�X�y�b�N�Ȃ��̍��Ƃ��A�Ⴂ�̂ƈꏏ�ɂ��ƐF�X�y������
���i�����Ȃ������Ɏd�����Ă�K�L�����y�������ɂ�肨���v�v
���������܂��n�C�X�y�b�N�Ȃ��̍��Ƃ��A�Ⴂ�̂ƈꏏ�ɂ��ƐF�X�y������
���i�����Ȃ������Ɏd�����Ă�K�L�����y�������ɂ�肨���v�v
743 �F���������R���N�F2011/05/06(��) 20:59:31.61 ID:rk0uvWN7
�R���b�g�z���_�[���Ă������̈Ӗ����B
>>737���ē��˂ɂȂɂ������o���ĂR�C�c�Ǝv�����B
>>737���ē��˂ɂȂɂ������o���ĂR�C�c�Ǝv�����B
744 �F���������R���N�F2011/05/06(��) 21:02:44.51 ID:dhvjlNTf
���܂�ȁA�X�^���h���v�v
���̏�Ɍ���P���R���b�g�X�^���h�I
�n���}�[�����ɒ@���Ă悵�A�e�X�g���H�Ɏg���Ă悵�̈�i����
���̏�Ɍ���P���R���b�g�X�^���h�I
�n���}�[�����ɒ@���Ă悵�A�e�X�g���H�Ɏg���Ă悵�̈�i����
745 �F���������R���N�F2011/05/06(��) 21:08:51.48 ID:p2rzyodE
�ǂ����ĒN��>>739��
>�����O���� �ɔ������Ă����Ȃ��́H�i�����K���̃I���a�M���O�Ȃ̂Ɂj
ttp://www.nicecut.co.jp/pdf/youngmen.pdf
>�����O���� �ɔ������Ă����Ȃ��́H�i�����K���̃I���a�M���O�Ȃ̂Ɂj
ttp://www.nicecut.co.jp/pdf/youngmen.pdf
746 �F���������R���N�F2011/05/06(��) 21:12:16.71 ID:dhvjlNTf
>>745�@���܂��C�C�l�I
�����J�b�^�[�{�[�C���킷���Ȃ�
�����J�b�^�[�{�[�C���킷���Ȃ�
747 �F���������R���N�F2011/05/06(��) 23:23:06.36 ID:uqR40ffo
RC���h�J�b�^�[
�T�b�J�[�D���H�H
�T�b�J�[�D���H�H
748 �F���������R���N�F2011/05/06(��) 23:25:58.36 ID:Lt2EOd6x
749 �F���������R���N�F2011/05/06(��) 23:27:44.69 ID:Lt2EOd6x
�f�J���~�ƃ��~�����͈��p���Ă܂�
750 �F���������R���N�F2011/05/06(��) 23:45:58.74 ID:2S6hoQuG
���Z���̐��c�Ə����Ĕ�Ђ����̂���
�k�БO�ɃL�����y�[���Œ��d�G���h�~��5�{���̂ɉ�����������
���̉c�Ƃ̂�������Ƃ�������
�k�БO�ɃL�����y�[���Œ��d�G���h�~��5�{���̂ɉ�����������
���̉c�Ƃ̂�������Ƃ�������
751 �F���������R���N�F2011/05/07(�y) 16:11:44.88 ID:Wt2FJg3Y
�R���b�g�z���_�[�����
��������邩��x�[�N���C�g�ʼn��䂩�������
�ȒP�����X�Ƃ������D�݂ɂł��邵�A���h�������C�ɂ��Ȃ���Ώ\��
��������邩��x�[�N���C�g�ʼn��䂩�������
�ȒP�����X�Ƃ������D�݂ɂł��邵�A���h�������C�ɂ��Ȃ���Ώ\��
752 �F���������R���N�F2011/05/07(�y) 17:32:36.06 ID:vr5xPWNo
��Ƒ�����
�L���X�^�[�ɍS��
�����ɍS��
�������ߋ@�\���̗p���悤�Ƃ��邪������������
�A���~�t���[���Ŋg�������������悤�Ƃ���
�����Ȃ��Ċg���ł��Ȃ��Ȃ�
�݊����̖�����Ƒ䂪3���炢�o���Ďז��ɂȂ�
�L���X�^�[�ɍS��
�����ɍS��
�������ߋ@�\���̗p���悤�Ƃ��邪������������
�A���~�t���[���Ŋg�������������悤�Ƃ���
�����Ȃ��Ċg���ł��Ȃ��Ȃ�
�݊����̖�����Ƒ䂪3���炢�o���Ďז��ɂȂ�
753 �F���������R���N�F2011/05/07(�y) 18:45:36.09 ID:9we5BpY5
�������A�d�����߂Ă����I
5�N�ڂ̃K�L�������̉��̃��x���Œʗp���Ă�̂��s��������I�I
�N�\��i�ǂ��߁E�E�E�I
���{�̒��ł����Ă߂���̒m��Ȃ��Z�p�Ȃ�Ă�����ł������I
�{��߁A������
5�N�ڂ̃K�L�������̉��̃��x���Œʗp���Ă�̂��s��������I�I
�N�\��i�ǂ��߁E�E�E�I
���{�̒��ł����Ă߂���̒m��Ȃ��Z�p�Ȃ�Ă�����ł������I
�{��߁A������
754 �F���������R���N�F2011/05/07(�y) 19:09:56.89 ID:wuH+dKWk
����E���_���u�����v�łȂ��Ȃ������A�܂����E������Č����Ă����
755 �F���������R���N�F2011/05/07(�y) 19:12:30.76 ID:9we5BpY5
�N�\�I����ȂƂ��ŋ�s���Ă����Ⴀ�˂����Ƃ͂͂����Ă��E�B
�ł���킭�A�S�����̌��ł������ꂽ���E�E�E�E�E����Ŗ{���ɂȂ��Ȃ�E�E�B
���̂��ƁA����͕]�����Ă���Ă�A���������F�䗬
��������30�ɂȂ邵���t�ɏo�����@�N�\�I�����I
�ł���킭�A�S�����̌��ł������ꂽ���E�E�E�E�E����Ŗ{���ɂȂ��Ȃ�E�E�B
���̂��ƁA����͕]�����Ă���Ă�A���������F�䗬
��������30�ɂȂ邵���t�ɏo�����@�N�\�I�����I
756 �F���������R���N�F2011/05/07(�y) 19:31:54.66 ID:9we5BpY5
���Ƃ��V��Ȃ�ē�̎���
���������ւނ����Ă钇�ԂƎd���������n�s�y
���������ւނ����Ă钇�ԂƎd���������n�s�y
757 �F���������R���N�F2011/05/07(�y) 19:33:10.59 ID:6arqzbco
>>755
���H������Ȃ��Ē����ȉ��̋K�͂̃��[�J�[�ɓ���H
�v���������Ȏ���v�����Ă��邩��w
���삩��ʎY�܂ʼn��ł���炳��邵�ˁB
���Y�ݔ��̔\�͂̌��E�ɂ�����o���邵w
���H������Ȃ��Ē����ȉ��̋K�͂̃��[�J�[�ɓ���H
�v���������Ȏ���v�����Ă��邩��w
���삩��ʎY�܂ʼn��ł���炳��邵�ˁB
���Y�ݔ��̔\�͂̌��E�ɂ�����o���邵w
758 �F���������R���N�F2011/05/07(�y) 19:42:48.11 ID:9we5BpY5
�����͏����ւ�ȉ�ЂŒ����Ƃ����Β����Ȃ�
���Ƃ��Ɖ��H�Ȃ�Ă��Ă��Ȃ�������ЁE�E�B
�����ɕt�����l���������A���炩��E�E�E�ōH��@�w�����ĉ��H�n�߂����
�������ɋZ�p�҂����Ȃ��@�c�Əオ��̊����������Ȃ���
�����������Ƃ̃R�l�͂���A�݂�����
����Ȓ��r���[�ȉ�Ђœ����Ă�����ق��Ă�����ЂȂǗL��̂��낤���E�E
���Ƃ��Ɖ��H�Ȃ�Ă��Ă��Ȃ�������ЁE�E�B
�����ɕt�����l���������A���炩��E�E�E�ōH��@�w�����ĉ��H�n�߂����
�������ɋZ�p�҂����Ȃ��@�c�Əオ��̊����������Ȃ���
�����������Ƃ̃R�l�͂���A�݂�����
����Ȓ��r���[�ȉ�Ђœ����Ă�����ق��Ă�����ЂȂǗL��̂��낤���E�E
759 �F���������R���N�F2011/05/07(�y) 19:56:00.12 ID:9we5BpY5
���߂�A���q�ɏ�肷����
�Y���������
�Y���������
760 �F���������R���N�F2011/05/07(�y) 20:09:43.90 ID:oNX3NbRM
�X�L���A�b�v�̂��߂̓]�E�c
��������Ȃ��B�ǂ�ǂ����Ă�������I
�����Ƃ��A���̂���������ȓs���̂����E��Ȃ܂����F���ǂȁI�I�I
��������Ȃ��B�ǂ�ǂ����Ă�������I
�����Ƃ��A���̂���������ȓs���̂����E��Ȃ܂����F���ǂȁI�I�I
761 �F���������R���N�F2011/05/08(��) 00:22:37.87 ID:HSJ8vWnD
ID:9we5BpY5���C�ɓ�������
�䗬�̌��E���āA�Ȃ����V��ɂȂ�ˁ[�M���z�Ȃ�
���̐悢����ł��L�т�Ǝv��
�䗬�̌��E���āA�Ȃ����V��ɂȂ�ˁ[�M���z�Ȃ�
���̐悢����ł��L�т�Ǝv��
762 �F���������R���N�F2011/05/08(��) 14:59:00.46 ID:e8Vchtd8
ID:9we5BpY5�͉����C�ɓ�����
��������̓o�J
�@�B�̉ғ����Ƃ��l�̃I�V���J���Ƃ����ׂĉ���@��
�ғ����ɏ��A����グ�ɏ��I�V���J0.02�����_
�ғ����ő�A����グ�g�b�v�A�I�V���J0.05�����N�Y
ID:9we5BpY5�͂R�O�O�ŎႢ���A�����Ǝ����̗͗ʂ����T�[�`���ē]�E�̃^�C�~���O����
��������̓o�J
�@�B�̉ғ����Ƃ��l�̃I�V���J���Ƃ����ׂĉ���@��
�ғ����ɏ��A����グ�ɏ��I�V���J0.02�����_
�ғ����ő�A����グ�g�b�v�A�I�V���J0.05�����N�Y
ID:9we5BpY5�͂R�O�O�ŎႢ���A�����Ǝ����̗͗ʂ����T�[�`���ē]�E�̃^�C�~���O����
763 �F���������R���N�F2011/05/08(��) 18:06:16.58 ID:HSJ8vWnD
�˂�������Ẳ䗬���̂��̂������킯����Ȃ���
���m�͍l���悤�ŁA���R�ƈ��������ɗ�����̂��Ȃ����Ď���
��������̂��������A�v�����ʂ�̎����ł��邩��ȁB
���l����q���g��^����ꂸ�ɓ��������ł��ē����ꏊ�ɗ��Ă�Ȃ�
���x�����킸���������o�����Ƃ��Ă��A�n�͂��S�R�Ⴄ�B
�^�����Ēm���Ă邾���̒m���ƁA��J���ĂЂ˂�o�����m�b���Ă͕̂ʎ����B
�m�b�����o���X�L����g�ɂ��Ă�Ȃ�A������Ă��������p���������B
ID:9we5BpY5�̕���͂��ꂾ�Ǝv����A�K���Ɋ撣��w
���m�͍l���悤�ŁA���R�ƈ��������ɗ�����̂��Ȃ����Ď���
��������̂��������A�v�����ʂ�̎����ł��邩��ȁB
���l����q���g��^����ꂸ�ɓ��������ł��ē����ꏊ�ɗ��Ă�Ȃ�
���x�����킸���������o�����Ƃ��Ă��A�n�͂��S�R�Ⴄ�B
�^�����Ēm���Ă邾���̒m���ƁA��J���ĂЂ˂�o�����m�b���Ă͕̂ʎ����B
�m�b�����o���X�L����g�ɂ��Ă�Ȃ�A������Ă��������p���������B
ID:9we5BpY5�̕���͂��ꂾ�Ǝv����A�K���Ɋ撣��w
764 �F���������R���N�F2011/05/08(��) 18:51:36.34 ID:e8Vchtd8
765 �F���������R���N�F2011/05/08(��) 20:25:21.82 ID:Yl5Cheof
>>764
�q�������[�������Ŏ��X�]�E���Ăǂ�ǂ�N�������Ă鉴���Ȃ�ܖڂ�����
�����F�߂Ă��炦���Ђɂ��ǂ���͂����I
���̋ƊE�A���\�Ǘ��ʂ��K���ȉ�Б������猻�ꌓ�Ǘ��݂����ȃ|�W�V�����_�������B
�q�������[�������Ŏ��X�]�E���Ăǂ�ǂ�N�������Ă鉴���Ȃ�ܖڂ�����
�����F�߂Ă��炦���Ђɂ��ǂ���͂����I
���̋ƊE�A���\�Ǘ��ʂ��K���ȉ�Б������猻�ꌓ�Ǘ��݂����ȃ|�W�V�����_�������B
766 �F���������R���N�F2011/05/08(��) 20:35:14.42 ID:HSJ8vWnD
�ȂA���݉��ŃI�b�T�����N�_�����Ă�l���ɂȂ��Ă����Ȃ�
�F�ň��݂ɍs���Ă���
�����ݒ肷��́B
��ł����Ď菇��H��I��Ƃ��A�d�オ��̕i������H���ԁA�i����
�z�肳���g���u���A���̑�ɂ��Ē��܂Ō�荇���Ƃ�
�������~��삯���������Ŗ{���̂Ԃ��荇���A���ɂȂ�ȑO�ɂ������y��������
�F�ň��݂ɍs���Ă���
�����ݒ肷��́B
��ł����Ď菇��H��I��Ƃ��A�d�オ��̕i������H���ԁA�i����
�z�肳���g���u���A���̑�ɂ��Ē��܂Ō�荇���Ƃ�
�������~��삯���������Ŗ{���̂Ԃ��荇���A���ɂȂ�ȑO�ɂ������y��������
767 �F���������R���N�F2011/05/08(��) 20:42:42.74 ID:SLPxb24w
�\�z�ȏ�Ɏd���ɑ���M�ӂ������Ă�z�����ŋ�������
���݂ɍs�����璆�Ոȍ~�͐������ꂻ��
���݂ɍs�����璆�Ոȍ~�͐������ꂻ��
768 �F���������R���N�F2011/05/08(��) 20:53:12.56 ID:e8Vchtd8
�L�����ƌ�������
����ς���{�l�͋Εׂ��A�܂��߂��A���������������炨���܂���
�����牴�̓I�^�N�Ƃ�����l�킪�ǂ����Ă����炢�ɂȂ�Ȃ�
���̂������E�E�Ƃ������D���Ȃ��̂�m�낤�Ƃ���p���͖����ł��Ȃ�
����ς���{�l�͋Εׂ��A�܂��߂��A���������������炨���܂���
�����牴�̓I�^�N�Ƃ�����l�킪�ǂ����Ă����炢�ɂȂ�Ȃ�
���̂������E�E�Ƃ������D���Ȃ��̂�m�낤�Ƃ���p���͖����ł��Ȃ�
769 �F���������R���N�F2011/05/08(��) 22:18:22.83 ID:f5xYsxfQ
���F�ň��݂ɍs���Ă���
���Ȃ������B
���̋ƊE���Č����ȋ����Ȃ̂ɁA
���N�U�I�㉺�W����D��♥�ȏ�i�i�j���y�i�j��A�}�U�R���ȃI�^�N������Ȃ���B
����~�X�g��蕲������Ȃ̂ɁA
���̏コ��ɁA�Ȃ�ł킴�킴�S���̂��L���������ɕt������Ȃ��Ⴂ���Ȃ����H
���Ȃ������B
���̋ƊE���Č����ȋ����Ȃ̂ɁA
���N�U�I�㉺�W����D��♥�ȏ�i�i�j���y�i�j��A�}�U�R���ȃI�^�N������Ȃ���B
����~�X�g��蕲������Ȃ̂ɁA
���̏コ��ɁA�Ȃ�ł킴�킴�S���̂��L���������ɕt������Ȃ��Ⴂ���Ȃ����H
770 �F���������R���N�F2011/05/08(��) 23:02:25.36 ID:Yl5Cheof
���������X���ň��݉�I�t���������Ȃ牴�͎Q�����ȁ[�B
�ӂ��ƎQ�����Č��������������Ĉ��݂܂����ď��̎q�ɂ�������������Ă����ς��������
�L��������Ɣ���Ƃɂ��Ď��̓����}�������B
�Ă�[�����[��������ł́u���݂ɍs�������v�͐ڑ҂���Ȃ���B�s�������Ȃ��l�͑f���ɒf��Ȃ��ƁB
�U���������|���Ȃ��킯�ɂ������Ȃ����琺������̂ŁA���C����Ȃ��l�͎Q�����Ăق����Ȃ���O�O
�ӂ��ƎQ�����Č��������������Ĉ��݂܂����ď��̎q�ɂ�������������Ă����ς��������
�L��������Ɣ���Ƃɂ��Ď��̓����}�������B
�Ă�[�����[��������ł́u���݂ɍs�������v�͐ڑ҂���Ȃ���B�s�������Ȃ��l�͑f���ɒf��Ȃ��ƁB
�U���������|���Ȃ��킯�ɂ������Ȃ����琺������̂ŁA���C����Ȃ��l�͎Q�����Ăق����Ȃ���O�O
771 �F���������R���N�F2011/05/08(��) 23:04:00.59 ID:pgx9WuNn
��������Ă�l�͕ʂƂ��āA�P�i����Ă�l��
�����Ȃ�́u�������v���Ď����ĂȂ����ȁH
���ꂾ���͏���Ȃ����ĕ�������Ǝv�����ǂǂ�����H
�����Ȃ�́u�������v���Ď����ĂȂ����ȁH
���ꂾ���͏���Ȃ����ĕ�������Ǝv�����ǂǂ�����H
772 �F���������R���N�F2011/05/09(��) 00:39:07.45 ID:I8u8FlyM
>>771
���͂��܂薳��
�v���O�����c���ĂȂ��ꍇ�A�O��ƈႤ���H������
�O����͑������Ă�������������ƌ����Ă����̂�������ǁA���ꂾ���͋C��t���Ă��
���͂��܂薳��
�v���O�����c���ĂȂ��ꍇ�A�O��ƈႤ���H������
�O����͑������Ă�������������ƌ����Ă����̂�������ǁA���ꂾ���͋C��t���Ă��
773 �F���������R���N�F2011/05/09(��) 06:25:46.61 ID:0WGdV7tD
������50�p�[�Z���g�ȏ�ɏグ�Ȃ��l�͐�Ώグ�Ȃ���ˁB���ꂼ�ꂱ����肢���ς�����ł���B
774 �F���������R���N�F2011/05/09(��) 12:26:31.44 ID:B67JJo5P
�}�V�j���O�����Ђ������Ă�����ˁH
�������������H
�������������H
775 �F���������R���N�F2011/05/09(��) 12:36:46.63 ID:3J3AQ/Mv
>>774
���
���
776 �F���������R���N�F2011/05/09(��) 21:10:14.83 ID:Etc8O7kg
777 �F���������R���N�F2011/05/09(��) 21:22:09.06 ID:xSR5I/6l
�t�Ɏ�������ĉ�Ђ�����̂��H
�܂������ؕ������
�܂������ؕ������
778 �F���������R���N�F2011/05/09(��) 21:24:54.18 ID:sKk5baG4
�I�N����o�����J�l�ł�
779 �F���������R���N�F2011/05/09(��) 22:30:19.45 ID:MrLwrayK
>>773
���C�`����100���Ƃ��@�B�����������Ƃ����v����
���C�`����100���Ƃ��@�B�����������Ƃ����v����
780 �F���������R���N�F2011/05/09(��) 23:47:05.43 ID:CrWNarnN
�厲���ō���]���܂ʼn��Ɏ�]�͂��c���Ă����B
MAX12000r.p.m.�̋@�B�Ȃ�r11000�܂ŁA�Ƃ�
MAX12000r.p.m.�̋@�B�Ȃ�r11000�܂ŁA�Ƃ�
781 �F���������R���N�F2011/05/10(��) 06:48:26.28 ID:bR1dipNo
10�N�O�ɐV�i������MC��3�N�ڂɎ厲�̃x�A�����O�����āAXY�����o�b�N���b�V���ڗ������[�J�[��
�J�~�\���H�Ȃ�������ăo�b�N���b�V����Ȃ����Ă��~�ʉ��H�Œi�����ڗ��悤�ɂȂ����B
���̋@�B�͈�l�����Ŏg���ĂāA�厲��MAX6000�������Ǝv�����ǎg���Ă��͍̂ō�2000�`2500�������ŏ�p1200������
������͏��50���������B�ł��������̂Ȃ炵�^�]�͈���Ȃ��B�Ȃ�����������P�i�E���ʂ̉��H�Ȃ̂�
�������ɂ������߂Ă��i��肾�Ȃ��Ă���P�E�Q���ԂƂ܂��Ă邱�Ƃ��������������߂Ă���߂���H�Ƃ��B
���̎�̐E�l�݂͂�Ȋ�ł����琳�����l�������邾�낤���NJԈ���Ă�Ƃ�����������ł����Ē����Ȃ���ˁB
�J�~�\���H�Ȃ�������ăo�b�N���b�V����Ȃ����Ă��~�ʉ��H�Œi�����ڗ��悤�ɂȂ����B
���̋@�B�͈�l�����Ŏg���ĂāA�厲��MAX6000�������Ǝv�����ǎg���Ă��͍̂ō�2000�`2500�������ŏ�p1200������
������͏��50���������B�ł��������̂Ȃ炵�^�]�͈���Ȃ��B�Ȃ�����������P�i�E���ʂ̉��H�Ȃ̂�
�������ɂ������߂Ă��i��肾�Ȃ��Ă���P�E�Q���ԂƂ܂��Ă邱�Ƃ��������������߂Ă���߂���H�Ƃ��B
���̎�̐E�l�݂͂�Ȋ�ł����琳�����l�������邾�낤���NJԈ���Ă�Ƃ�����������ł����Ē����Ȃ���ˁB
���߂�>>781��3�N�ڂ���Ȃ���3�N�O�A������6�N���������ł��B
�Ȃ炵���ʂɂ���100�p�[��p���Ă����炢�̔N���Ȃ���������Ɏv��
�Ȃ炵���ʂɂ���100�p�[��p���Ă����炢�̔N���Ȃ���������Ɏv��
783 �F���������R���N�F2011/05/10(��) 09:23:27.22 ID:M9WHXbaJ
>>781
�}�V�j���O�̒g�@�^�]�Ȃ�ĈӖ�������
�����������1-2���ł��イ�Ԃ�
�����Œ����̉��x�����E�����̂ŁA�������Ă����x�͕ς��Ȃ�
���[�^�̔��M�������ɓ`���Ƃ������߂͊ԈႢ����Ȃ���
�ق�炢���[�^�̔��M�������ɓ`����Đ��x���ێ��ł��Ȃ��\����
���ׂ����A�����̋@�B�͂��̔M��������A���̂��ƂŒ����̘c�݂��o���Ȃ��v�B
���[�U�����������Ă�Ȃ�v��Ƃ�����A�g�C�Ƃ������^�]�ł͌��ʂ͂Ȃ�
�����̏ꍇ�A���Ǝ��ԊJ�n����㉺���鎺���̕ω��Ő��x�������Ă���
�}�V�j���O�̒g�@�^�]�Ȃ�ĈӖ�������
�����������1-2���ł��イ�Ԃ�
�����Œ����̉��x�����E�����̂ŁA�������Ă����x�͕ς��Ȃ�
���[�^�̔��M�������ɓ`���Ƃ������߂͊ԈႢ����Ȃ���
�ق�炢���[�^�̔��M�������ɓ`����Đ��x���ێ��ł��Ȃ��\����
���ׂ����A�����̋@�B�͂��̔M��������A���̂��ƂŒ����̘c�݂��o���Ȃ��v�B
���[�U�����������Ă�Ȃ�v��Ƃ�����A�g�C�Ƃ������^�]�ł͌��ʂ͂Ȃ�
�����̏ꍇ�A���Ǝ��ԊJ�n����㉺���鎺���̕ω��Ő��x�������Ă���
784 �F���������R���N�F2011/05/10(��) 11:33:02.52 ID:f50D+HZG
���Ⴀ�����ׂ��������g�C�v���O�����ʼn��X�ƒg�C�^�]���Ȃ���h���炵�Ă��邤���̉�Ђ̐�y�͔n���Ƃ�������FA�H
785 �F���������R���N�F2011/05/10(��) 12:27:57.51 ID:QLWXqRRU
�k���Ȃ�g�C�K�v�Ȃ��
786 �F���������R���N�F2011/05/10(��) 12:36:14.56 ID:zl1483G0
���H�i�𑪒肷��킩�邪�A��1�ڂ�2�ڂ�0.02���x�ς��
2�ڂ�3�ڂ�0.005���x
�܂����x����}�V�j���O�̐��x�ɂ����낤���A�����̏ꍇ�͂���
2�ڂ�3�ڂ�0.005���x
�܂����x����}�V�j���O�̐��x�ɂ����낤���A�����̏ꍇ�͂���
787 �F���������R���N�F2011/05/10(��) 12:37:32.60 ID:QadbrweX
�v���O��������Ƃ�����y��B
�T�N����y�̃v���O�������g���ăP�`����Ȃ悤�B
�T�N����y�̃v���O�������g���ăP�`����Ȃ悤�B
788 �F���������R���N�F2011/05/10(��) 12:39:56.59 ID:zl1483G0
789 �F���������R���N�F2011/05/10(��) 12:43:32.69 ID:+bR/yJuN
�����̂��Ƃ����A���x�̘b�Ǝ����̘b����������ɂȂ��Ă�
790 �F���������R���N�F2011/05/10(��) 12:50:58.36 ID:ABX8JkwX
�ǂ��̃��[�J�[����Ԑ��x�ł�H�H
791 �F���������R���N�F2011/05/10(��) 12:53:03.24 ID:ABX8JkwX
����ϑ�F���Ęb��ɂȂ��ȁB��Ԕ���Ă�炵�����B����H
792 �F���������R���N�F2011/05/10(��) 14:23:08.53 ID:M1x1t4D2
�Ȃ�ł�˂�B
����?
����?
793 �F���������R���N�F2011/05/10(��) 14:52:31.89 ID:OAEb5oJ0
�������낤��
794 �F���������R���N�F2011/05/10(��) 16:52:39.56 ID:q0KEFE9T
���x�Ȃ���c�ƌ����ΊԈႢ�Ȃ����낤
795 �F���������R���N�F2011/05/10(��) 18:25:28.21 ID:ABX8JkwX
��F����
���c�H��������������
���c�H��������������
796 �F���������R���N�F2011/05/10(��) 18:39:32.86 ID:q0KEFE9T
�����ԑO�ɂ̓L�^�����H������o�v�������ǁA���x�̓N�}����
797 �F���������R���N�F2011/05/10(��) 18:52:36.05 ID:2xdE0eTj
�I�[�N�}�H����ƌ������������c�H����ƌ��������āA���̓n�C�f���n�C���H���
798 �F���������R���N�F2011/05/10(��) 19:26:08.00 ID:ABX8JkwX
��������
�n����������
�n����������
799 �F���������R���N�F2011/05/10(��) 20:38:45.21 ID:YwLlALIG
����������
800 �F���������R���N�F2011/05/10(��) 20:55:03.95 ID:aNrCb1wS
�n�C�f�����ăh�C�c�̐��䑕�u����Ȃ������H
FANUC����_�X�݂�����
FANUC����_�X�݂�����
801 �F���������R���N�F2011/05/10(��) 22:09:48.77 ID:FpEFvwba
>>798
���x�݂ɂQ����悗
���x�݂ɂQ����悗
802 �F���������R���N�F2011/05/10(��) 23:34:42.57 ID:olHxKIS5
�H
803 �F���������R���N�F2011/05/10(��) 23:36:52.03 ID:N+eCJGA5
�@�B�̐��\�͒u���Ƃ���
OSP�̓A�h���u�Ńv���O�����g�ނ̂ɂ͊y�ł�����
OSP�̓A�h���u�Ńv���O�����g�ނ̂ɂ͊y�ł�����
804 �F���������R���N�F2011/05/10(��) 23:48:07.04 ID:olHxKIS5
�H�H
805 �F���������R���N�F2011/05/11(��) 01:32:58.57 ID:tgaY2tiL
>>783
���[�J�[�͎厲�̃x�A�����O�̂Ȃ炵������ƌ����Ă��B10�����炢�����ď��X�ɉ�]�������������蓮��
�Ă��������ǁA���łɖ��܂킷�����XY�������v���O��������鎖��E�߂�ꂽ�B
�@�B�̐��x�͑��������Ă����H�ł��邯�ǃx�A�����O��ꂽ�炢���Ȃ���H�s�\�ɂȂ邩��ˁB���Ƃ����Ĉى���
������x�ł͂Ȃ��Ȃ��C���ł��Ȃ��̂����������B
�����H��œ����Ă����A�^�~�̒��ɍH������X�_���̎��A�������������Ȃ��ăt�@���q�[�^�[�Œg�߂Ă����͂��邯�ǁB
���[�J�[�ɕ�������u�X�_���Ă��v�Ɣ����̕Ԏ��������B
���[�J�[�͎厲�̃x�A�����O�̂Ȃ炵������ƌ����Ă��B10�����炢�����ď��X�ɉ�]�������������蓮��
�Ă��������ǁA���łɖ��܂킷�����XY�������v���O��������鎖��E�߂�ꂽ�B
�@�B�̐��x�͑��������Ă����H�ł��邯�ǃx�A�����O��ꂽ�炢���Ȃ���H�s�\�ɂȂ邩��ˁB���Ƃ����Ĉى���
������x�ł͂Ȃ��Ȃ��C���ł��Ȃ��̂����������B
�����H��œ����Ă����A�^�~�̒��ɍH������X�_���̎��A�������������Ȃ��ăt�@���q�[�^�[�Œg�߂Ă����͂��邯�ǁB
���[�J�[�ɕ�������u�X�_���Ă��v�Ɣ����̕Ԏ��������B
806 �F���������R���N�F2011/05/11(��) 03:35:58.55 ID:JfX4BxiM
6000��]���炢�ŋ�]������ƁA�V�i�̃}�V�j���O�͕���1��
10�N���̂�5�����炢
�쓮�����̌o�N�͔������Ȃ����A��炵������Ύ����͉��т�
�e�[�u���̈ʒu���߂��A�C���|�W�V�����`�F�b�N�̓���ړ��Ȃ�A�t�B�[�h�o�b�N����������10�N���ł��قƂ�Ǖς��A
>>781�̂悤�ɉ~�ʂŏی��ˋN���o��Ƃ��ߐ؍�Œ[�ʂ������ɃM�U�M�U�ɂȂ�Ƃ��A
�ʂ̎d�オ���ŗ��Ă��邱�Ƃ��킩��
�܂����ʂ̉��H�Ȃ炻��قǖ��ɂ͂Ȃ�Ȃ���
�Ƃ������A���ɂȂ�Ȃ����H���@��I�����ׂ�����
10�N���̂�5�����炢
�쓮�����̌o�N�͔������Ȃ����A��炵������Ύ����͉��т�
�e�[�u���̈ʒu���߂��A�C���|�W�V�����`�F�b�N�̓���ړ��Ȃ�A�t�B�[�h�o�b�N����������10�N���ł��قƂ�Ǖς��A
>>781�̂悤�ɉ~�ʂŏی��ˋN���o��Ƃ��ߐ؍�Œ[�ʂ������ɃM�U�M�U�ɂȂ�Ƃ��A
�ʂ̎d�オ���ŗ��Ă��邱�Ƃ��킩��
�܂����ʂ̉��H�Ȃ炻��قǖ��ɂ͂Ȃ�Ȃ���
�Ƃ������A���ɂȂ�Ȃ����H���@��I�����ׂ�����
807 �F���������R���N�F2011/05/11(��) 04:09:59.53 ID:2WptNbal
�����[���E�E
�������ɃE�`�ō��g���Ă邖�T�T��1�T�N���̂�
�w���J���Ői���A���n�_�œˋN�ł��邵�@���ʎ��Ƃ������ɒi���ł���E�E
�������̈��萫�͍���0.0�Q���炢�Ŏ��܂��Ă���Ă邪�A�������E���߂����낤��
�������ɃE�`�ō��g���Ă邖�T�T��1�T�N���̂�
�w���J���Ői���A���n�_�œˋN�ł��邵�@���ʎ��Ƃ������ɒi���ł���E�E
�������̈��萫�͍���0.0�Q���炢�Ŏ��܂��Ă���Ă邪�A�������E���߂����낤��
808 �F���������R���N�F2011/05/11(��) 06:32:51.19 ID:j9CIruOQ
�t���C�X�Ɛ��Ղ��Ăǂ��������������̂�H
809 �F���������R���N�F2011/05/11(��) 06:37:18.85 ID:voNhn68u
���ƃE���`�̈Ⴂ���炢�̍�
810 �F���������R���N�F2011/05/11(��) 10:59:57.00 ID:cG/9vKEZ
�{�[���l�W�̖��Ղ͊m���ɂȂ�
�o�C�X���Ƃ���ɂ��ē����ʒu�ʼn��H���肵�Ă���Ƃ�������
���Ղ��邩��e�[�u���̒��������łȂ��[�̂ق��ł��g�����ق���
�������낤
�@�{�[���l�W�Ǝx������x�A�����O����������Ƒ�����̉���
�ς邼
�o�C�X���Ƃ���ɂ��ē����ʒu�ʼn��H���肵�Ă���Ƃ�������
���Ղ��邩��e�[�u���̒��������łȂ��[�̂ق��ł��g�����ق���
�������낤
�@�{�[���l�W�Ǝx������x�A�����O����������Ƒ�����̉���
�ς邼
811 �F���������R���N�F2011/05/11(��) 11:02:43.38 ID:tkKpL3af
�X�s���h���T�[�{�̊�Ռ����������A
�T�[�r�X�}�������炵�^�]����Ɗ�Ղ̎��������т���Č����Ă�
�����Ȃ荂���^�]����ƁA�}���M�Ńp���[�g�����W�X�^�����ނƂ�
�T�[�r�X�}�������炵�^�]����Ɗ�Ղ̎��������т���Č����Ă�
�����Ȃ荂���^�]����ƁA�}���M�Ńp���[�g�����W�X�^�����ނƂ�
812 �F���������R���N�F2011/05/11(��) 11:16:01.28 ID:TAlFqYxE
>>806
>�~�ʂŏی��ˋN���o��Ƃ��ߐ؍�Œ[�ʂ������ɃM�U�M�U�ɂȂ�Ƃ�
���炩�ɃT�[�{�̒Ǐ]�����������Ă�ǏȁB
����p�����[�^�ݒ肵�Ȃ����Ή��P�����B
���̐��\�܂Ŗ߂邩�ǂ����͒m��ǁB
>�~�ʂŏی��ˋN���o��Ƃ��ߐ؍�Œ[�ʂ������ɃM�U�M�U�ɂȂ�Ƃ�
���炩�ɃT�[�{�̒Ǐ]�����������Ă�ǏȁB
����p�����[�^�ݒ肵�Ȃ����Ή��P�����B
���̐��\�܂Ŗ߂邩�ǂ����͒m��ǁB
813 �F���������R���N�F2011/05/11(��) 12:35:33.97 ID:iv6wM+rP
���[�J�[�͑����蔼���͈Ӗ��Ȃ����Č������ȁB
�����k�߂��瑁�������ւ������炦��\����胁�[�J�[�̋@�B�̐M�p���Ƃ��\���̂���������K���ɍ����̖������ƌ����Ă�Ƃ��v���B
�����k�߂��瑁�������ւ������炦��\����胁�[�J�[�̋@�B�̐M�p���Ƃ��\���̂���������K���ɍ����̖������ƌ����Ă�Ƃ��v���B
814 �F���������R���N�F2011/05/11(��) 16:03:03.48 ID:j/xL3X3j
�����ɂ���z�̃��x���Ⴂ��!!
�V���[�g�̏W�܂肩�ȁB
�V���[�g�̏W�܂肩�ȁB
815 �F���������R���N�F2011/05/11(��) 16:07:00.89 ID:F+Saxbq/
���A�͂�
816 �F���������R���N�F2011/05/11(��) 17:06:40.89 ID:voNhn68u
���H
���A�͂��B
���A�͂��B
817 �F���������R���N�F2011/05/11(��) 20:04:49.71 ID:5hzboJ3I
>>796
�q��M�҂��������ɂ���B�ۂ܂����x���ꂽ�Ǝv���ă}�C�Z���^�[�g���Ă݁H
�q��M�҂��������ɂ���B�ۂ܂����x���ꂽ�Ǝv���ă}�C�Z���^�[�g���Ă݁H
818 �F���������R���N�F2011/05/11(��) 20:20:01.72 ID:to8LyFd6
�q�삪��Ԃ�������
�����̓z������ĂȂ�����i�j
�����̓z������ĂȂ�����i�j
819 �F���������R���N�F2011/05/11(��) 20:26:02.16 ID:zmCxyxGR
�����ĂȂ����ǎg�������
820 �F���������R���N�F2011/05/11(��) 20:27:47.13 ID:TAlFqYxE
�����ƈ��c�����g�������ƂȂ�
821 �F���������R���N�F2011/05/11(��) 22:05:31.03 ID:qB8/eDzf
>>820
�ϲ�͵�ׂ���
�ϲ�͵�ׂ���
822 �F���������R���N�F2011/05/11(��) 23:33:55.45 ID:pGyrirCh
823 �F���������R���N�F2011/05/12(��) 03:45:02.97 ID:dne2bTjM
s50c��킷���Ă�����
�}�O�l�b�g�Œ݂�グ�������ŏ����Ƃ��}���h�N�Z�G�E�E�E�B
�}�O�l�b�g�Œ݂�グ�������ŏ����Ƃ��}���h�N�Z�G�E�E�E�B
824 �F���������R���N�F2011/05/12(��) 10:04:59.91 ID:Vvqwtk5a
�g�@�͖��Ӗ����Č������ǂ����̈����@�B�͉�]�����グ���
�厲���L�тĂ��邩�炠�Ȃ������Ӗ��ł͂Ȃ�
���C�`���炢���Ȃ�S10000�͕|������
�厲���L�тĂ��邩�炠�Ȃ������Ӗ��ł͂Ȃ�
���C�`���炢���Ȃ�S10000�͕|������
825 �F���������R���N�F2011/05/12(��) 13:16:30.18 ID:eX0bI8Au
�悭�d������ȁ`
�x�݂̏�����Ȃ̂ɁE�E�E�B
�ǂ������H�H
�x�݂̏�����Ȃ̂ɁE�E�E�B
�ǂ������H�H
826 �F���������R���N�F2011/05/12(��) 15:06:11.57 ID:IMIsqEzT
��H����ȖZ�������ȕ��͋C�����邩�H
827 �F���������R���N�F2011/05/12(��) 16:28:44.54 ID:UvAKSuC9
�ȂH���\�͉ɂȂ̂��H
�����͂Ă�Ă����������c�B
�K���c�C�В����Ȃ�ł�����ł��d�����Ⴄ���猻��͕��O�B
�ׂ����Ă�̂��Ԏ��Ȃ̂��Ȃ�čl����ɂ��Ȃ��B
�܂������炭�Ԏ������B
�����͂Ă�Ă����������c�B
�K���c�C�В����Ȃ�ł�����ł��d�����Ⴄ���猻��͕��O�B
�ׂ����Ă�̂��Ԏ��Ȃ̂��Ȃ�čl����ɂ��Ȃ��B
�܂������炭�Ԏ������B
828 �F���������R���N�F2011/05/12(��) 20:52:39.34 ID:mGCu8Vxv
�f�J���[�N���琻�i�Ƀ����g����������Ȃ�B
�Ӗ����킩��ˁ[��
�Ӗ����킩��ˁ[��
829 �F���������R���N�F2011/05/12(��) 21:16:43.14 ID:U6fE+zYc
�ʑe�x�Ȃ�Ă����C���Ō��߂Ă�Ⴄ���Ƃ��v���}�ʂ���ˁB
���H�Ɏ��ԒZ�k�R�X�g�팸�����߂�O�ɍl���鎖������Ƃ������������Ȃ�ˁB
���H�Ɏ��ԒZ�k�R�X�g�팸�����߂�O�ɍl���鎖������Ƃ������������Ȃ�ˁB
830 �F���������R���N�F2011/05/12(��) 23:08:14.69 ID:M5qHTkZA
���̑��Έʒu��\�L���邽�߂����ɁA�ǁ[�ł������[�ʂɎd�グ�L���������z������
�قƂ�ǂ̏ꍇ�Ӗ��������̂Ŗ����Ȃ�
���܂Ƀt�F�C���g�������Ă��邩�獢��
�قƂ�ǂ̏ꍇ�Ӗ��������̂Ŗ����Ȃ�
���܂Ƀt�F�C���g�������Ă��邩�獢��
831 �F���������R���N�F2011/05/13(��) 23:00:13.54 ID:39aHpNvl
832 �F���������R���N�F2011/05/14(�y) 02:33:50.12 ID:owVgyMjM
833 �F���������R���N�F2011/05/14(�y) 10:28:29.92 ID:bw6K6ymK
�A���J�[�Ԉ���Ă�낤���B
�ł��E�U�C�ƌ���ꂻ���ȃ��X����������Ȃ��B
�ł��E�U�C�ƌ���ꂻ���ȃ��X����������Ȃ��B
834 �F���������R���N�F2011/05/14(�y) 12:06:18.55 ID:p8bRXJ++
�X���[���Ă�Ⴂ���̂ɁB
��������������^���Ԑ~���ڕ��@��
��������������^���Ԑ~���ڕ��@��
835 �F���������R���N�F2011/05/14(�y) 19:11:32.04 ID:7KxMuk8V
�d�́A�����̂�����Ȃ��̂��ǂ��������E�E�E
836 �F���������R���N�F2011/05/14(�y) 19:47:28.24 ID:atpc5IlA
���k�d�͂͏��悭�킩��ǁA���͑����
837 �F���������R���N�F2011/05/14(�y) 21:58:09.51 ID:I6HVRKXj
��������
�����ԃ��[�J�[���֘A��Ђ��V�`�X���܂ŋx�݂�؋��ɃY�������ĕ���������
�����ԃ��[�J�[���֘A��Ђ��V�`�X���܂ŋx�݂�؋��ɃY�������ĕ���������
838 �F���������R���N�F2011/05/15(��) 01:48:49.19 ID:uuXvYsyO
���������s�[�N�V�t�g�Ƃ��ߓd�܂߂Ă̘b
����Ȃ������瑀�ƒ�~���邾�낤
����Ȃ������瑀�ƒ�~���邾�낤
839 �F���������R���N�F2011/05/15(��) 02:05:35.23 ID:wIwL53Vy
40�Ԃ̋@�B�Ń�12�̒��d�G���h�~���A�˂��o��40�~�����炢�Ő[��30�ő��ʂ�0.2���Ƃтт���A���ʂ��H
840 �F���������R���N�F2011/05/15(��) 02:13:11.11 ID:Ho0DOUEd
>>839
����0.2�Ńr�r��̂͂�����Ɩ�肠�邼
����0.2�Ńr�r��̂͂�����Ɩ�肠�邼
841 �F���������R���N�F2011/05/15(��) 03:39:51.27 ID:m8Dih5qA
�@�B�12�̒��d�G���h�~�����r�r���Ă�Ȃ�
������������A���i�̍d�x��N�����v��Ԃ̃��[�N����������
������������A���i�̍d�x��N�����v��Ԃ̃��[�N����������
842 �F���������R���N�F2011/05/15(��) 06:51:01.56 ID:GFQUUFwl
ʽ�ڃG���h�~��
�L���߂������班���g�����ނƗ�������
�L���߂������班���g�����ނƗ�������
843 �F���������R���N�F2011/05/15(��) 10:19:15.40 ID:J1prw+Ve
>>839
Z�荞�ݕ��́H
Z�荞�ݕ��́H
844 �F���������R���N�F2011/05/15(��) 16:33:29.80 ID:OapSPjAT
�[��30mm���
845 �F���������R���N�F2011/05/15(��) 20:15:40.25 ID:6zjsWo1r
40�Ԃ�Z���̍�����������ƌy�؍�ł�������Ɖ�]�グ��ƃr�r���
Z���͓]����K�C�h��芊��K�C�h�̕������S�ł����
Z���͓]����K�C�h��芊��K�C�h�̕������S�ł����
����ς�тт�̂����������̂�orz
���ƁA�����Ƃ��Ax�������y�����̂��r�r�肪�Â����̂̓}�V�[���ɖ�肪������ˁH
���ƁA�����Ƃ��Ax�������y�����̂��r�r�肪�Â����̂̓}�V�[���ɖ�肪������ˁH
847 �F���������R���N�F2011/05/15(��) 21:14:07.23 ID:iSYculwL
���߂������߂������߂���
848 �F���������R���N�F2011/05/15(��) 21:14:50.04 ID:3CXHwar8
���ނ���]���������������Ńr�r���Ƃ������Ă���
849 �F���������R���N�F2011/05/15(��) 21:45:37.00 ID:oy5gDxKl
850 �F���������R���N�F2011/05/15(��) 22:41:46.17 ID:/de2nnWz
���̌o����A���i���玫�߂鎫�߂錾���Ă���z�Ɍ����ĂȂ��Ȃ����߂Ȃ��B
851 �F���������R���N�F2011/05/15(��) 22:49:55.53 ID:jme0DGnv
�U�O�܂Ŏ~�߂Ȃ�
852 �F���������R���N�F2011/05/15(��) 23:02:03.68 ID:k2vkX/pc
853 �F���������R���N�F2011/05/15(��) 23:15:09.72 ID:GFQUUFwl
�]�E���ĕ�������
�@�B���͍Œ�E
���������������K��������(^^)v
�@�B���͍Œ�E
���������������K��������(^^)v
854 �F���������R���N�F2011/05/16(��) 00:30:49.70 ID:L6CSVrfQ
�Ő�[�̋Z�p�E����
�����������������
�����������������
855 �F���������R���N�F2011/05/16(��) 01:19:54.97 ID:GqYkJrow
>>854
�G�`��
�v���x���ŋ@�B�𗝉��o���Ă���CAD�K�C�����ǁA�������{�߂��ɂȂ邼w
����o�����[���v���Č��\�Ԃ����������B
�G�`��
�v���x���ŋ@�B�𗝉��o���Ă���CAD�K�C�����ǁA�������{�߂��ɂȂ邼w
����o�����[���v���Č��\�Ԃ����������B
856 �F���������R���N�F2011/05/16(��) 07:38:09.60 ID:XETOy4hI
>>855
�������G�����������ȂƎv���ē]�E�����������ǐv��W�Ȃ�Ĕh�����炢�����Ȃ�������c
�������G�����������ȂƎv���ē]�E�����������ǐv��W�Ȃ�Ĕh�����炢�����Ȃ�������c
857 �F���������R���N�F2011/05/17(��) 08:08:22.76 ID:4XIwZG+x
���̂m�g�j�ŐX���@�̐ߓd�Ă��čH������ʂ��Ă���
�g�ݗ��Ē��̎厲�����Ԃ��@�B�͌��̋@�B���낤��
�g�ݗ��Ē��̎厲�����Ԃ��@�B�͌��̋@�B���낤��
858 �F���������R���N�F2011/05/17(��) 10:17:43.89 ID:82aNyt5N
�d�b���ĕ����Ă݂��
859 �F���������R���N�F2011/05/17(��) 12:23:42.00 ID:rS5Ln1GE
����Q�O����ɉ������Ă�������y�ȉ�Ђ��ǂ��ȁB
�T�x�Q���łW�`�P�V���ŁB
�d���̂����ō����ɓ���
�T�x�Q���łW�`�P�V���ŁB
�d���̂����ō����ɓ���
860 �F���������R���N�F2011/05/17(��) 12:29:45.08 ID:2s48LYTA
����͎����̂�������
861 �F���������R���N�F2011/05/17(��) 17:21:24.94 ID:18qiNrTy
���i�͂P�S�Ō��܂�炵���B
�ǂ��l���Ă��e�̐ӔC
�ǂ��l���Ă��e�̐ӔC
862 �F���������R���N�F2011/05/17(��) 18:06:10.39 ID:rjV3VZQl
���ق�
���i�Ȃ����Ă�������ł��ς��킗��
�e�̂�����
���i�Ȃ����Ă�������ł��ς��킗��
�e�̂�����
863 �F���������R���N�F2011/05/17(��) 19:35:07.04 ID:rS5Ln1GE
�����P�V���ŏI��
��
�X�ɌJ��o��
��
�t�i��
��
�X�ɌJ��o��
��
�t�i��
864 �F���������R���N�F2011/05/17(��) 19:45:28.65 ID:qmjivy8o
M04;
865 �F���������R���N�F2011/05/17(��) 20:38:29.37 ID:qnDpK264
�l30�G
866 �F���������R���N�F2011/05/17(��) 21:53:20.47 ID:+VoCb+vF
�������H��œ����}�l�B
���x�����m��Ƃ�B
�l�R�[�h�Ȃ���������āA�\���Ăق����̂��ȁH
�ޏ����o���Ȃ��B
���x�����m��Ƃ�B
�l�R�[�h�Ȃ���������āA�\���Ăق����̂��ȁH
�ޏ����o���Ȃ��B
867 �F���������R���N�F2011/05/17(��) 22:01:00.84 ID:ouoBrG5/
���x���i�j
�Q�[���]�̃K�L����H
�I�b�T���Ȃ�l�b�g�ˑ��̃}�U�R�����H
�Q�[���]�̃K�L����H
�I�b�T���Ȃ�l�b�g�ˑ��̃}�U�R�����H
868 �F���������R���N�F2011/05/17(��) 22:59:19.55 ID:XDxaYwET
>>859
����ȏ����������15���������Ƃ�����
����ȏ����������15���������Ƃ�����
869 �F���������R���N�F2011/05/18(��) 00:09:40.55 ID:0D+KFMKv
�������^���Ԑ~�̒ł����肵�Ă��܂�
870 �F���������R���N�F2011/05/18(��) 00:21:03.69 ID:zyt4jPd3
M86���Ċe���[�J�[���ʁH
871 �F���������R���N�F2011/05/18(��) 00:21:13.57 ID:gXU9SxAK
���̍H��ɗ��Ă��낻��P�����A�܂����[�N�����������������ĖႦ�Ȃ����ǃv���O�����M��Ă��c
�o���悪�l�͂��ĉ�������������w
�o���悪�l�͂��ĉ�������������w
872 �F���������R���N�F2011/05/18(��) 00:43:05.53 ID:JXDzalLV
873 �F���������R���N�F2011/05/18(��) 12:44:59.07 ID:8Fv4L7Zz
��Ў��߂悤�Ƃ��ăn���[���[�N�̋��l��T������ǂ��C�̋��l�[��������
�悭�݂��獡�����Ă��Ђ������̂ŁA���̉�ЂŊ撣��܂��B
�悭�݂��獡�����Ă��Ђ������̂ŁA���̉�ЂŊ撣��܂��B
874 �F���������R���N�F2011/05/18(��) 18:02:06.85 ID:5np3VWmh
�}�V�j���O�̌o�����������ă^�R�Ă����ɂȂ낤�Ǝv��
�������ޗ����ăE�}�[
�������ޗ����ăE�}�[
875 �F���������R���N�F2011/05/18(��) 18:56:22.23 ID:Lc+GIHIW
��l�ł��d���Ȃ�āA�~�[�ł��ł��邾��
876 �F���������R���N�F2011/05/18(��) 19:52:18.31 ID:N0ItA+23
>>871
�o�����͐l�͂���Ԍ����ǂ������肷��
�C���M�����[�ȃo��������̂Ŏ�����������Č��������P���Ȃ�
����I�Ȏ�@���J������A���E��ς��邱�Ƃ��ł���
�o�����͐l�͂���Ԍ����ǂ������肷��
�C���M�����[�ȃo��������̂Ŏ�����������Č��������P���Ȃ�
����I�Ȏ�@���J������A���E��ς��邱�Ƃ��ł���
877 �F���������R���N�F2011/05/18(��) 20:56:37.74 ID:hu3AnLcA
����Ӗ��E�l�Z���o�����
���܂Ƀp�[�g�̂������ɕ����邗
���܂Ƀp�[�g�̂������ɕ����邗
878 �F���������R���N�F2011/05/18(��) 21:03:26.77 ID:5np3VWmh
�e�b�J�e�J�̌����ʃ��[�N�Ɍ��������Ă��ʂƂ�����킸���Ƀo���ł��Ȃ�
�Ńo���Ƃ낤�ƃI�C���X�g�[���ƃ��[�N�ɖ��h�肽�����Čy���S�V�S�V���邯�ǐ��ʂ̏����ł��邨�E�E�E
�A�[�J���T�X�u����o���Ƃ�Ȃ����A���܂���͂Ȃ����̂ł������E�E�E
�Ńo���Ƃ낤�ƃI�C���X�g�[���ƃ��[�N�ɖ��h�肽�����Čy���S�V�S�V���邯�ǐ��ʂ̏����ł��邨�E�E�E
�A�[�J���T�X�u����o���Ƃ�Ȃ����A���܂���͂Ȃ����̂ł������E�E�E
879 �F���������R���N�F2011/05/18(��) 21:47:39.51 ID:KN5BR/vs
���b�s���O�t�B�����Ō��̎�����c�������r�߂�̂���낵
880 �F����グ�F2011/05/19(��) 10:09:01.10 ID:hd0GIxNj
�呲�H���v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�o�c�Q�[�����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�E�P��v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�o�c�Q�[�����v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
�E�P��v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v�v
881 �F���������R���N�F2011/05/19(��) 12:43:53.22 ID:PuaGbp95
��@�ŗǂ�����~������
882 �F���������R���N�F2011/05/19(��) 16:21:26.61 ID:gtl/PMdI
33�Ε��ʉȑ��Œm���A�o���Ȃ����g���C�A�����p���č̗p���ꂽ�Ƃ��Ă�3�J���Ő���̂��������ȁH
���̋ƊE���Ďd���o����̑�����ςȂ́H
���̋ƊE���Ďd���o����̑�����ςȂ́H
883 �F���������R���N�F2011/05/19(��) 17:19:27.91 ID:kJDzggq7
��ς�������Ȃ��l�͐��邵��ς��Ǝv����
884 �F���������R���N�F2011/05/19(��) 17:25:21.76 ID:BqD9XeBF
�d���ɂ��s���L�����邩���T�ɂȂ�Ƃ�
�{�^�����������Ȃ��ʓI�ȏ펯������Α��v�����A
�H���v�Ƃ��W�O��������n�߂�ƕ��L���m���ƌo�����K�v�ɂȂ��Ă���
�������Ǝ菇���ł��������Ă郊�s�[�g�i����l�Œi���E���H�ł���Έ�l�O�A���ăJ���W�����ǁA
�^�C�w�����Ƃ�����A�����Ԃ̉^�]���͏����^�C�w������
�@�B��������Ȃ��A�}�ʂ̓ǂݕ���c�[���Ƒf�ނ̓����A�����̎g�������炢�͒m���ĂȂ��Ƃ܂�������
�����g���C�A���ł���Ƃ��̗p���邩��ɂ́A�u���̎d���Ɏg����l�v���čl���Ă�͂�
�܂����C������A���v����Ȃ��������
�{�^�����������Ȃ��ʓI�ȏ펯������Α��v�����A
�H���v�Ƃ��W�O��������n�߂�ƕ��L���m���ƌo�����K�v�ɂȂ��Ă���
�������Ǝ菇���ł��������Ă郊�s�[�g�i����l�Œi���E���H�ł���Έ�l�O�A���ăJ���W�����ǁA
�^�C�w�����Ƃ�����A�����Ԃ̉^�]���͏����^�C�w������
�@�B��������Ȃ��A�}�ʂ̓ǂݕ���c�[���Ƒf�ނ̓����A�����̎g�������炢�͒m���ĂȂ��Ƃ܂�������
�����g���C�A���ł���Ƃ��̗p���邩��ɂ́A�u���̎d���Ɏg����l�v���čl���Ă�͂�
�܂����C������A���v����Ȃ��������
885 �F���������R���N�F2011/05/19(��) 19:48:25.16 ID:4RJnRmim
>>882
���^���̉�����݂�Ƃ���ς�Z���X�I�Ȃ͕̂K�v����
�����o�C�g�N�ł������C������悤�ɂȂ�R������A���܂ł����Ă������̂�����Ȃ��H�Ƒ呲������
�Ƃ肠��������Ă݂�H
�Ƃ��������Ƃ��낾���A�悪�����������ȋƊE�����炠��܂��ʂʂ߂ł��Ȃ�
���^���̉�����݂�Ƃ���ς�Z���X�I�Ȃ͕̂K�v����
�����o�C�g�N�ł������C������悤�ɂȂ�R������A���܂ł����Ă������̂�����Ȃ��H�Ƒ呲������
�Ƃ肠��������Ă݂�H
�Ƃ��������Ƃ��낾���A�悪�����������ȋƊE�����炠��܂��ʂʂ߂ł��Ȃ�
886 �F���������R���N�F2011/05/19(��) 20:18:24.44 ID:NJzwdj+K
>>882
���C�Ɗ����悩�ȁH
���X�͑g���H���������ǁA�S�O�̎��ɉ��H����V�݂ɂȂ��ĂU�N�ԕK���ɑ��~�������ʁB
�ėp�@�ł̖��⎎��i�̐��삩��MC�ENC�@�ł̗ʎY�܂ł��Ȃ���l�ɂȂ����B
���C�Ɗ����悩�ȁH
���X�͑g���H���������ǁA�S�O�̎��ɉ��H����V�݂ɂȂ��ĂU�N�ԕK���ɑ��~�������ʁB
�ėp�@�ł̖��⎎��i�̐��삩��MC�ENC�@�ł̗ʎY�܂ł��Ȃ���l�ɂȂ����B
887 �F���������R���N�F2011/05/20(��) 00:35:59.18 ID:aCt+dwzv
888 �F���������R���N�F2011/05/20(��) 07:40:10.25 ID:Rin1AgvI
�{���̃x�X�g�A���T�[
889 �F���������R���N�F2011/05/20(��) 17:23:51.56 ID:ZkX7ETsr
�����������̂������ł��撣���Ă�����Ђɋ߂Ă邪�A�����_���|
�������Ɣj�ł������Ă���
���܂���ǂ�������悢�̂��E�E�E
�������Ɣj�ł������Ă���
���܂���ǂ�������悢�̂��E�E�E
890 �F���������R���N�F2011/05/20(��) 20:08:11.98 ID:Xqs1zAg1
�g���̂Ă��ꂿ�Ⴄ�̂��ȁH
891 �F���������R���N�F2011/05/20(��) 20:08:41.42 ID:1I+jNL9v
UPS�p�̃q�[�g�V���N��[�i
�����ƍ��N�̉ĂɊ撣���Ă���邾�낤�c
�����ƍ��N�̉ĂɊ撣���Ă���邾�낤�c
892 �F���������R���N�F2011/05/24(��) 02:13:51.55 ID:JgUZ4FpR
���������ǂ���������̂��E�E�E
�d���Ȃ������ɊO���Ɏd���o���܂����Ă�E�`�̉��
�t�������Ƃ�������낤���A��������Ȃ��Ƃ��Ă�ꍇ�łȂ�����
�q�}�Ŕ���グ�łȂ��͓̂��R�Ȃ���A�����Ŏ��ʂقǖZ��������
����グ������A�Ǝv��
�q�}�n�����Z�����n���̂ق����C�C�ɂ��܂��Ă�Ǝv�����E�E�B
�d���Ȃ������ɊO���Ɏd���o���܂����Ă�E�`�̉��
�t�������Ƃ�������낤���A��������Ȃ��Ƃ��Ă�ꍇ�łȂ�����
�q�}�Ŕ���グ�łȂ��͓̂��R�Ȃ���A�����Ŏ��ʂقǖZ��������
����グ������A�Ǝv��
�q�}�n�����Z�����n���̂ق����C�C�ɂ��܂��Ă�Ǝv�����E�E�B
893 �F���������R���N�F2011/05/24(��) 09:09:05.92 ID:JW2xDEBq
>>892
�t������B
�Ȃ�ł�����ł������ɂ��ĖZ�����Ă킯�킩�߂Ȍ���E�E�E
���͋C�ň�����E�E�E�B
�o�c�҂��炵���炻�̕��������̂�������Ȃ�����
�g���Ă�l�Ԃ��炵�����ɈȊO�̉����ł��Ȃ��B
�ǂ��l���Ă���T�Ԃ�����i������Ă邻���痂���[���̋}�������Ă���
�Ǝ����Ă����Ă��ǂ�����ƁH����Ȋ����̖���
�t������B
�Ȃ�ł�����ł������ɂ��ĖZ�����Ă킯�킩�߂Ȍ���E�E�E
���͋C�ň�����E�E�E�B
�o�c�҂��炵���炻�̕��������̂�������Ȃ�����
�g���Ă�l�Ԃ��炵�����ɈȊO�̉����ł��Ȃ��B
�ǂ��l���Ă���T�Ԃ�����i������Ă邻���痂���[���̋}�������Ă���
�Ǝ����Ă����Ă��ǂ�����ƁH����Ȋ����̖���
894 �F���������R���N�F2011/05/24(��) 19:42:44.57 ID:OP9aQ44e
�c�Ƃƌ���̘A�g�����ĂȂ��ƃz���g��J�����ˁB
�E�`�������ǂ���
�E�`�������ǂ���
895 �F���������R���N�F2011/05/24(��) 21:09:12.87 ID:ll5tiRrL
�c�Ƃ����邾���}�V����ˁ[��
�Ǝv�����l�͑����̂ł́B
�Ǝv�����l�͑����̂ł́B
896 �F���������R���N�F2011/05/24(��) 21:11:08.55 ID:mBNIKizK
���ׂ̈̊Ǘ��E�Ȃ�
���܂��ɑ����������Ƃ��������A�ڌ��҂����Ȃ���ȁc��
���܂��ɑ����������Ƃ��������A�ڌ��҂����Ȃ���ȁc��
897 �F���������R���N�F2011/05/24(��) 22:14:29.17 ID:W/NQdBOG
�@�@�H���쐬�E�v���O�����쐬�E�i���E�����o�����o���邯�ǎg���Ă����@�B�i�w�߃R�[�h�j���Ⴄ���ă��c�B
�A�@��Ǝ菇���ɏ]�����v���O�����̓��́i�Ăяo���j�E�i���܂ł����o���Ȃ����ǎ����l�ȋ@�B���g���Ă������c�B
�@�A��ʓI�ɂ͂ǂ���̕�������͂ɂȂ�̂��ȁH
�܂��A��ԕi�̗ʎY���Ȃ�A���낤���ǁc
�A�@��Ǝ菇���ɏ]�����v���O�����̓��́i�Ăяo���j�E�i���܂ł����o���Ȃ����ǎ����l�ȋ@�B���g���Ă������c�B
�@�A��ʓI�ɂ͂ǂ���̕�������͂ɂȂ�̂��ȁH
�܂��A��ԕi�̗ʎY���Ȃ�A���낤���ǁc
898 �F���������R���N�F2011/05/24(��) 23:24:32.21 ID:CHWot2NC
>>897
�E�l�C���i�j�Ȃ��̋ƊE�ł͂���Ȃ���b�ɂȂ��������
�E�l�C���i�j�Ȃ��̋ƊE�ł͂���Ȃ���b�ɂȂ��������
899 �F���������R���N�F2011/05/24(��) 23:52:18.86 ID:ll5tiRrL
�A�Ȃ�Ď��ЂłP�E�Q�T�ԍ�Ƃ����̂Ɠ������炢�̉��l����Ȃ��H�f�l�ɋ����Ă��������Ă�����Ǝv���B
���ʇ@�Ȃ�Ⴄ�@�B�o����̂��������Ǝv�����ǂ��܂ɈႤ�@�B�܂������t���Ȃ��o����Ȃ��l��������ˁB
���ʇ@�Ȃ�Ⴄ�@�B�o����̂��������Ǝv�����ǂ��܂ɈႤ�@�B�܂������t���Ȃ��o����Ȃ��l��������ˁB
900 �F���������R���N�F2011/05/25(��) 16:48:33.55 ID:YqsYQ4/7
���ǂǂ����Ȃ悗
901 �F���������R���N�F2011/05/25(��) 16:57:40.24 ID:CaVG3riO
�s�m��v�f���������ď����ł��܂���
902 �F���������R���N�F2011/05/26(��) 02:09:16.15 ID:cPhhpe1W
�����E�Ɣ\�͊J������̖��W����
�Ȃ�ŌÂ�������ĂȂ��́H
�P�W�D�P�X�N�x�͎̂����Ă������ȑO�̂�
�ǂ��ł��������E�E
�ǂ������킯���낤�H
�Ȃ�ŌÂ�������ĂȂ��́H
�P�W�D�P�X�N�x�͎̂����Ă������ȑO�̂�
�ǂ��ł��������E�E
�ǂ������킯���낤�H
903 �F���������R���N�F2011/05/26(��) 07:36:09.57 ID:PSYVlN9h
�d�b���ĕ����Ă݂��
904 �F���������R���N�F2011/05/28(�y) 02:27:10.12 ID:58Q1Lctx
�{�[�����O�����O�ŃO�O������ʓ]�����֘A�����łĂ��Ȃ������n�s�y�E�E
�t���C�X�Ƃ͊W�Ȃ��̂��E�E�E
�t���C�X�Ƃ͊W�Ȃ��̂��E�E�E
905 �F���������R���N�F2011/05/28(�y) 04:53:59.48 ID:vgHVHhq0
�{�[�����O�ƃ{�E�����O
906 �F���������R���N�F2011/05/28(�y) 09:56:36.81 ID:o17g9onz
������̋G�߂ɂȂ�Ƃm�b���u���̏Ⴗ��A
���C�̂������E�E�E�E
���C�̂������E�E�E�E
907 �F���������R���N�F2011/05/28(�y) 19:01:34.54 ID:D11YzciZ
���Ȃ݂ɂǂ��̃��[�J�[�ł����H
908 �F���������R���N�F2011/05/29(��) 00:24:30.69 ID:s1ECAmhl
>>907
�n�V�d��
�n�V�d��
909 �F���������R���N�F2011/05/29(��) 01:25:18.17 ID:t3cubm+A
����ȃ��[�J�[�������B
���{���Ȃ̂��H
���{���Ȃ̂��H
910 �F���������R���N�F2011/05/29(��) 06:24:55.23 ID:s1ECAmhl
���߂�A�E�\�B
��������ȃ��[�J�[�m��Ȃ��B
��������ȃ��[�J�[�m��Ȃ��B
911 �F���������R���N�F2011/05/29(��) 13:09:04.05 ID:qj4tzfqI
�������g
912 �F���������R���N�F2011/05/29(��) 16:08:09.65 ID:95/pu6jY
����[����
913 �F���������R���N�F2011/05/29(��) 21:03:06.06 ID:VLeGMOd+
�d���𑁂�����
��
�c�ƌ���
��
����������
��
�����グ����
��
�d����x������
��
�c�Ƒ�����
��
�����オ��
��
��{��������
��
�i����������
��
�d��������
��
�F ���߂�
��
�c�ƌ���
��
����������
��
�����グ����
��
�d����x������
��
�c�Ƒ�����
��
�����オ��
��
��{��������
��
�i����������
��
�d��������
��
�F ���߂�
914 �F���������R���N�F2011/05/29(��) 23:21:54.59 ID:WWsuDP5g
���̑O�̐E�ꂪ�܂��ɂ��ꂗ��
915 �F���������R���N�F2011/05/30(��) 01:07:55.36 ID:tZHQLto5
�P0�N���炢�O�ɋ�����Ђň�ԉ��H�ł������������Ƌ��R�ɉ���ď����b������
���͌��ꗣ��ĉc�ƐE���Ă�炵��
���ꂩ�痣�ꂽ���R�͋ɓx�̘V�Ⴞ���Č����Ă�
���ł����͂��̐l�ɒǂ����ĂȂ��̂ɁA�������ꂩ����ނƂ��V���b�N������
�ǂ��̉�Ђɂ����鍡�͎d���o���Ȃ��W�W�B���g�̓I�Ȗ��Ő������Ǝv���Ɣ߂����Ȃ�
�������������Ȃ�̂��E�E
���͌��ꗣ��ĉc�ƐE���Ă�炵��
���ꂩ�痣�ꂽ���R�͋ɓx�̘V�Ⴞ���Č����Ă�
���ł����͂��̐l�ɒǂ����ĂȂ��̂ɁA�������ꂩ����ނƂ��V���b�N������
�ǂ��̉�Ђɂ����鍡�͎d���o���Ȃ��W�W�B���g�̓I�Ȗ��Ő������Ǝv���Ɣ߂����Ȃ�
�������������Ȃ�̂��E�E
916 �F���������R���N�F2011/05/30(��) 12:45:58.04 ID:8msZ45d7
�d���𑁂�����
��
�c�ƌ���
��
����������
��
�����グ����
��
�d����x������
��
�{����
��
�F ���߂�
��
�c�ƌ���
��
����������
��
�����グ����
��
�d����x������
��
�{����
��
�F ���߂�
917 �F���������R���N�F2011/05/30(��) 13:16:42.81 ID:lyVCeh9v
��ЂɗǐS���c���Ă���Ε��������������ǂȁB
�d���������l�͑����A����悵�A�c�Ƃʼn҂����悵�B
�x���l�͎c�Ƃ���قǑ������邩��A����S���萶���邾�낤�B
�d���������l�͑����A����悵�A�c�Ƃʼn҂����悵�B
�x���l�͎c�Ƃ���قǑ������邩��A����S���萶���邾�낤�B
918 �F���������R���N�F2011/05/30(��) 17:16:57.67 ID:ue75zmh6
����������������Ȃ�����A�]����������
�c�ƂȂ瓯�����i���ǂꂾ�����������A�ŕ]���ł��邯�ǁA
���H���ƃ��C���Ƃ��łȂ���ΈႤ���H�œ�Փx�◘�����Ⴄ���A
�g���@�B�ɂ���Ĕ\�������Ȃ�ς��
�l�̔\��/�w�͈ȊO�̗v�f���傫�����āA���܂��]�����ł��Ȃ�
�c�ƂȂ瓯�����i���ǂꂾ�����������A�ŕ]���ł��邯�ǁA
���H���ƃ��C���Ƃ��łȂ���ΈႤ���H�œ�Փx�◘�����Ⴄ���A
�g���@�B�ɂ���Ĕ\�������Ȃ�ς��
�l�̔\��/�w�͈ȊO�̗v�f���傫�����āA���܂��]�����ł��Ȃ�
919 �F���������R���N�F2011/05/30(��) 17:32:39.24 ID:4SVjISif
920 �F���������R���N�F2011/05/30(��) 17:35:07.49 ID:4SVjISif
���߂�0.008�p�[�����
921 �F���������R���N�F2011/05/30(��) 17:39:18.85 ID:ue75zmh6
922 �F���������R���N�F2011/05/30(��) 17:46:31.02 ID:4SVjISif
���[��@���͒P�i���m��ł���7��
�{�^������2���ŔN�Ԗ�R�O�O�O�}�\�̉��H��Ȃ�
�ŃI�V���J�����z�����ł݂�Ɩ�Q�S�}�\�������i�Q�O�P�O�N���сj
����̐l��
>>921�@�̂悤�Ɍ����Ă���邪�@��w���͈�ł����߉ނ����̓��X�g���Ώۂ��Č����ĂĂ��C������
�{�^������2���ŔN�Ԗ�R�O�O�O�}�\�̉��H��Ȃ�
�ŃI�V���J�����z�����ł݂�Ɩ�Q�S�}�\�������i�Q�O�P�O�N���сj
����̐l��
>>921�@�̂悤�Ɍ����Ă���邪�@��w���͈�ł����߉ނ����̓��X�g���Ώۂ��Č����ĂĂ��C������
923 �F���������R���N�F2011/05/30(��) 18:05:35.78 ID:lyVCeh9v
�ʂ̂Ƃ���ɖ�肪�����H
924 �F���������R���N�F2011/05/30(��) 18:11:25.04 ID:ue75zmh6
�s�Lj�ŃN�r�ɂ��Ă���A�Ј��S�����Ȃ��Ȃ��Ă��܂��Ǝv�����E�E�E
���������̂͌����ŁA�P�ɋ����̍����l�������l�ɒu�����������A�Ƃ�����Ȃ�����
�P�i��������Ђł����������Ƃ��ƁA���l�I�ȃm�E�n�E����������Ȃ��Ȃ��č���C�����邯�ǁA
�����m��Ȃ��l����NC/MC�Ȃ�N������Ă������ɂł���Ǝv���Ă邱�Ƃ�����
���������̂͌����ŁA�P�ɋ����̍����l�������l�ɒu�����������A�Ƃ�����Ȃ�����
�P�i��������Ђł����������Ƃ��ƁA���l�I�ȃm�E�n�E����������Ȃ��Ȃ��č���C�����邯�ǁA
�����m��Ȃ��l����NC/MC�Ȃ�N������Ă������ɂł���Ǝv���Ă邱�Ƃ�����
925 �F���������R���N�F2011/05/30(��) 18:13:57.15 ID:4SVjISif
��������Ȃ��ˁ@
�ł������I�ɂ͂P�O�N�ԁA�撣��������
����ŕ]������Ȃ��Ȃ�Ⴄ����T�����Ǝv���Ă��܂�
�R�O�ɂȂ�O�ɂ͂��ꂩ��̐����������߂Ȃ��ƂˁE�E�B
�ł������I�ɂ͂P�O�N�ԁA�撣��������
����ŕ]������Ȃ��Ȃ�Ⴄ����T�����Ǝv���Ă��܂�
�R�O�ɂȂ�O�ɂ͂��ꂩ��̐����������߂Ȃ��ƂˁE�E�B
926 �F���������R���N�F2011/05/30(��) 18:32:00.72 ID:OabVqd6X
0.8%����Ȃ��H
927 �F���������R���N�F2011/05/30(��) 20:05:06.31 ID:IOWi6+1n
928 �F���������R���N�F2011/05/30(��) 20:30:15.51 ID:8msZ45d7
>>922
�� ���[��@���͒P�i���m��ł���7��
�� �{�^������2���ŔN�Ԗ�R�O�O�O�}�\�̉��H��
�X�Q�[��
���x�������炭�炢�H
�� ���[��@���͒P�i���m��ł���7��
�� �{�^������2���ŔN�Ԗ�R�O�O�O�}�\�̉��H��
�X�Q�[��
���x�������炭�炢�H
929 �F���������R���N�F2011/05/30(��) 20:37:47.02 ID:lyVCeh9v
930 �F���������R���N�F2011/05/30(��) 21:28:36.52 ID:DXfPiQGw
>>929
�����^
�����^
931 �F���������R���N�F2011/05/30(��) 22:05:53.96 ID:TCXQ/9ZD
>>926
�Â��ɂ��Ȃ����B�߂Â����Ⴂ���܂����B
�Â��ɂ��Ȃ����B�߂Â����Ⴂ���܂����B
932 �F���������R���N�F2011/05/30(��) 23:20:30.25 ID:B2Yi+I8N
�N�ԂR�疜�����ԂQ�T�O�����P���P�O�������c
�͂����茾�����B
�P�i���C���Ȃ痘�v���o�Ȃ���Ȃ��́H
���A�H��o���̉��i�ł��̂S�`�T�{����Ă邩��w
�܂����P��ꑮ����Ȃ���ˁH
�͂����茾�����B
�P�i���C���Ȃ痘�v���o�Ȃ���Ȃ��́H
���A�H��o���̉��i�ł��̂S�`�T�{����Ă邩��w
�܂����P��ꑮ����Ȃ���ˁH
933 �F���������R���N�F2011/05/31(��) 00:21:39.26 ID:3esxU/KF
���H����Č����Ă邩��A�e����3000���Ȃ�Ȃ�����
�Ԑڔ�l���Ă�1000�����炢�͗��v�o���Ă��
�Ԑڔ�l���Ă�1000�����炢�͗��v�o���Ă��
934 �F���������R���N�F2011/05/31(��) 02:01:25.00 ID:kqSmAY0i
�H���T��~�̕����P���Q�Q�`�R�y�[�X���c
�ėp�@�H
�ėp�@�H
935 �F���������R���N�F2011/05/31(��) 03:22:26.93 ID:D+uqB/Mx
�Ј��Ƀp���n�������o�c�����藧���Ă�922�̗l�ȉ�Ђ�����
���̐��������Đ������Č���928�݂����ȉ�Ђ������
932�݂����ɂ�������l�ŔN��1���ȏ�@���o���Ă���Ɨ��v�̏o���Ђ�����
�����������Ƃł�
���̐��������Đ������Č���928�݂����ȉ�Ђ������
932�݂����ɂ�������l�ŔN��1���ȏ�@���o���Ă���Ɨ��v�̏o���Ђ�����
�����������Ƃł�
936 �F���������R���N�F2011/05/31(��) 07:44:09.12 ID:w6qEmejo
�����������̂ڂ邩
937 �F �E�@���yLv=1,xxxP�z �F2011/05/31(��) 17:08:51.51 ID:jF+Icb+B
�[���x��m��
938 �F �E�@���yLv=20,xxxPT�z �F2011/05/31(��) 23:28:29.52 ID:+0NNbfTr
�������d������
939 �F���������R���N�F2011/05/31(��) 23:45:30.18 ID:w6qEmejo
�������������邩
940 �F���������R���N�F2011/05/31(��) 23:56:49.99 ID:b+Tps1v8
�����ԑO�ɕ��Ă邾�낗
941 �F���������R���N�F2011/06/01(��) 20:34:39.89 ID:C7MXrQxl
���N�������߂��܂�����B
942 �F���������R���N�F2011/06/01(��) 20:42:32.94 ID:Zzkksi+8
>>941
���܂���1�N��10�����Ȃ̂��H
���܂���1�N��10�����Ȃ̂��H
943 �F���������R���N�F2011/06/01(��) 21:51:17.86 ID:re2biGra
�H�@�H�@�H
944 �F���������R���N�F2011/06/01(��) 22:07:27.34 ID:re2biGra
�U���P������������H
���������܂�ƌ����Ă�Ɗ����l����������v
���������܂�ƌ����Ă�Ɗ����l����������v
945 �F���������R���N�F2011/06/01(��) 23:12:14.80 ID:Wujbz76V
���������̉�Ђɑ哇�D�q�����I���̂��肢�ɂ���Ă�������A
�H��̌f���ɓ\���Ă�����B
�H��̌f���ɓ\���Ă�����B
946 �F���������R���N�F2011/06/01(��) 23:16:48.27 ID:LsRhtAfW
�����@�N�H������?�@��\���?
947 �F���������R���N�F2011/06/02(��) 10:08:54.33 ID:lwv+ndgE
�������瑁�����߂��v�v�v�v�v
���߂鎫�߂錾���Ăĉ��N�o�v�v�v�v�v
�}�W�E�P��v�v�v�v�v
���߂鎫�߂錾���Ăĉ��N�o�v�v�v�v�v
�}�W�E�P��v�v�v�v�v
948 �F �E�@���yLv=2,xxxP�z �F2011/06/02(��) 10:10:32.75 ID:TiC5BQFs
�l�͂�߂܂�����
���Ȃ����D��������[�I
���Ȃ����D��������[�I
949 �F���������R���N�F2011/06/02(��) 19:46:14.90 ID:tIRS6NwP
�@�@�@�@�@�@�@�@�@�m�L�܁R,,
�@�@�@�@�@���܁L�@�@�@ �@ �R,
�@�@�@�@�^�^ ""�܁܁_�@�@�j
�@�@ �@ �� /:::::::::�܁@ �� �R�@�j
�@�@ �@ !:::::::::::(� �j�M �L( ��j ��/�@�@�@�@�@�E�E�E�t�t�b
�@�@ �@ |:::::::::::::::�i__�l_�j�@ |
�@�@�@�@�_:::::::::::::�M�['�@ �^
�@�@�@�@�^:::::::::::::::::::::::::::�_
�@�@�@�@�@���܁L�@�@�@ �@ �R,
�@�@�@�@�^�^ ""�܁܁_�@�@�j
�@�@ �@ �� /:::::::::�܁@ �� �R�@�j
�@�@ �@ !:::::::::::(� �j�M �L( ��j ��/�@�@�@�@�@�E�E�E�t�t�b
�@�@ �@ |:::::::::::::::�i__�l_�j�@ |
�@�@�@�@�_:::::::::::::�M�['�@ �^
�@�@�@�@�^:::::::::::::::::::::::::::�_
950 �F���������R���N�F2011/06/02(��) 20:11:14.29 ID:/Phl4vBu
�����ƌ��Ă�Ƃ����̏펯�ʗp���Ȃ��Ƃ�����
���ǁA���ƌ��͎����Ă����炵���珎���̏펯�A�ǐS�A�J�Ȃ��
�ǂ��ł��������ƂȂȁB
�ᔻ�����������ă}�X�R�~�t�B���^�[���邵�E�E�B
�������̂𑁂�������邱�Ƃ��l���Ă邱�Ƃ��A�A�z�݂����ɂȂ��Ă���
���ǁA���ƌ��͎����Ă����炵���珎���̏펯�A�ǐS�A�J�Ȃ��
�ǂ��ł��������ƂȂȁB
�ᔻ�����������ă}�X�R�~�t�B���^�[���邵�E�E�B
�������̂𑁂�������邱�Ƃ��l���Ă邱�Ƃ��A�A�z�݂����ɂȂ��Ă���
951 �F���������R���N�F2011/06/02(��) 20:18:18.06 ID:OXIcRHt5
���O�����ƌ��͂���ɓ�����������
952 �F���������R���N�F2011/06/02(��) 20:23:15.79 ID:/Phl4vBu
���n�R�����猾����̂�������Ȃ���
���ƌ��͂���������H��œ����Ă�l�̒n�ʂ��グ����
����ȋC���������ۂɌ��͂Ƌ���������ĂȂ��Ȃ��Ă��܂��̂��f�t�H�Ȃ�
���ƌ��͂���������H��œ����Ă�l�̒n�ʂ��グ����
����ȋC���������ۂɌ��͂Ƌ���������ĂȂ��Ȃ��Ă��܂��̂��f�t�H�Ȃ�
953 �F���������R���N�F2011/06/02(��) 20:59:21.62 ID:PgWD08ap
>>952
���������C�������������Ȃ��āA���������C�����ł͋��ƌ��͎�ɓ���Ȃ��Ǝv���B
���������C�������������Ȃ��āA���������C�����ł͋��ƌ��͎�ɓ���Ȃ��Ǝv���B
954 �F���������R���N�F2011/06/02(��) 21:17:07.54 ID:/Phl4vBu
955 �F���������R���N�F2011/06/02(��) 21:30:12.49 ID:0v0Yy4qA
�l�Ƃ��Ă̌ւ���̂Ă邭�炢�Ȃ�������͂������B
�ʂɐH���Ȃ���ł��Ȃ����B
�j�ɐ��܂ꂽ����ɂ͎����̐��`���炢�т���������ȁB
�ʂɐH���Ȃ���ł��Ȃ����B
�j�ɐ��܂ꂽ����ɂ͎����̐��`���炢�т���������ȁB
956 �F���������R���N�F2011/06/02(��) 21:42:26.50 ID:rtpE6zPM
�����悭�Q�Ă��܂��ѐH���Ďd���撣����
���̂���ӂꂽ�������K�����B
���͎��Ă�قNJw���Ȃ����A�ƌn�����h����Ȃ�����
�K�����B
���̂���ӂꂽ�������K�����B
���͎��Ă�قNJw���Ȃ����A�ƌn�����h����Ȃ�����
�K�����B
957 �F���������R���N�F2011/06/02(��) 22:05:34.07 ID:OXIcRHt5
�������ɂȂ�Ȃ��l�̓���
�������Ƃ����Ȃ��Ƌ������ɂȂ�Ȃ��Ǝv���Ă���
�������Ƃ����Ȃ��Ƌ������ɂȂ�Ȃ��Ǝv���Ă���
958 �F���������R���N�F2011/06/02(��) 22:11:50.15 ID:CtiCqjkA
�������Ƃ����Ȃ��Ƌ������ɂȂ�Ȃ��Ǝv���Ă����ЂɋΖ����Ă�̂�
�������ɂȂ�Ȃ�
�������ɂȂ�Ȃ�
959 �F���������R���N�F2011/06/02(��) 22:36:29.01 ID:i513mrjc
���������s���ŃR���r�j�ٓ��H���Ďd���撣����
���̂���ӂꂽ�������s�K���B
���͎��Ă�قNJw���Ȃ����A�ƌn�����h����Ȃ�����
�s�K�����B
���̂���ӂꂽ�������s�K���B
���͎��Ă�قNJw���Ȃ����A�ƌn�����h����Ȃ�����
�s�K�����B
960 �F���������R���N�F2011/06/02(��) 23:17:30.28 ID:Opk9l2qA
��{�I�ɗ��h�ȉƌn�Ȃ��ǁA���̗��h�ȕ��X�������߂��ĈӖ�������w
�ꂳ��̌Z���Ƃ��]�Z��̏��͑��H�i���[�J�[�В��Ƃ���w�����Ƃ��w�҂Ƃ���n��Ƃ�����c��������̂ɁA
���ʼnƂ̖ꂳ��̉�����̓��N�Ȃ̂����Ȃ�w
�ꂳ��̌Z���Ƃ��]�Z��̏��͑��H�i���[�J�[�В��Ƃ���w�����Ƃ��w�҂Ƃ���n��Ƃ�����c��������̂ɁA
���ʼnƂ̖ꂳ��̉�����̓��N�Ȃ̂����Ȃ�w
961 �F���������R���N�F2011/06/03(��) 09:32:55.94 ID:Eq/NFph1
��
���܂��͉�����
���܂��͉�����
962 �F���������R���N�F2011/06/03(��) 12:40:23.57 ID:pHoTex6c
�N���Ĕ����Q�Ĉ��
�V���������
�V���������
963 �F���������R���N�F2011/06/03(��) 15:35:30.44 ID:r4iOrBuZ
���_�F��������������
964 �F���������R���N�F2011/06/03(��) 18:15:34.76 ID:oezeUkb7
�@�@�@�@�@�@�@�@�@�m�L�܁R,,
�@�@�@�@�@���܁L�@�@�@ �@ �R,
�@�@�@�@�^�^ ""�܁܁_�@�@�j
�@�@ �@ �� /:::::::::�܁@ �� �R�@�j
�@�@ �@ !:::::::::::(� �j�M �L( ��j ��/�@�@�@�@�@�E�E�l�͐����Ƃ��T�|�[�g��������
�@�@ �@ |:::::::::::::::�i__�l_�j�@ |
�@�@�@�@�_:::::::::::::�M�['�@ �^
�@�@�@�@�^:::::::::::::::::::::::::::�_
�@�@�@�@�@���܁L�@�@�@ �@ �R,
�@�@�@�@�^�^ ""�܁܁_�@�@�j
�@�@ �@ �� /:::::::::�܁@ �� �R�@�j
�@�@ �@ !:::::::::::(� �j�M �L( ��j ��/�@�@�@�@�@�E�E�l�͐����Ƃ��T�|�[�g��������
�@�@ �@ |:::::::::::::::�i__�l_�j�@ |
�@�@�@�@�_:::::::::::::�M�['�@ �^
�@�@�@�@�^:::::::::::::::::::::::::::�_
965 �F���������R���N�F2011/06/03(��) 18:33:57.30 ID:oezeUkb7
�@�@�@�@�@�@�@�m�L�܁R,,
�@�@�@�@�@���܁L�@�@�@ �@ �R,
�@�@�@�@�^�^ ""�܁܁_�@�@�j
�@�@ �@ �� /:::::::::�܁@ �� �R�@�j
�@�@ �@ !:::::::::::(� �j�M �L( ��j ��/�@�@�@�@�@�E�E�؍���H����@�B�ɂ͌Œ莑�Y�ł����Ȃ���
�@�@ �@ |:::::::::::::::�i__�l_�j�@ |
�@�@�@�@�_:::::::::::::�M�['�@ �^
�@�@�@�@�^:::::::::::::::::::::::::::�_
�@�@�@�@�@���܁L�@�@�@ �@ �R,
�@�@�@�@�^�^ ""�܁܁_�@�@�j
�@�@ �@ �� /:::::::::�܁@ �� �R�@�j
�@�@ �@ !:::::::::::(� �j�M �L( ��j ��/�@�@�@�@�@�E�E�؍���H����@�B�ɂ͌Œ莑�Y�ł����Ȃ���
�@�@ �@ |:::::::::::::::�i__�l_�j�@ |
�@�@�@�@�_:::::::::::::�M�['�@ �^
�@�@�@�@�^:::::::::::::::::::::::::::�_
966 �F���������R���N�F2011/06/03(��) 19:29:42.84 ID:lG314sCK
�d�����r�ꂻ�����c
���̓��ɕύX����p�����[�^�[������
���̓��ɕύX����p�����[�^�[������
967 �F���������R���N�F2011/06/04(�y) 18:53:26.75 ID:NBdSS45c
�����|�[�g���b�Z�����Ă��邨�I
968 �F���������R���N�F2011/06/05(��) 17:16:40.88 ID:+fpszf0b
�|�[�g���b�Z�ǂĂ�s�ɂ����Ă�����[
�n�r�f�̐l���悩����
�n�r�f�M�҂ɂȂ邺
�����O���A�Ă߁[�͂��߂�
�n�r�f�̐l���悩����
�n�r�f�M�҂ɂȂ邺
�����O���A�Ă߁[�͂��߂�
969 �F���������R���N�F2011/06/05(��) 18:19:33.62 ID:KFqa5sVH
>>968
�O�H�����Ȃ����畚���Ă��Ӗ�����������w
�O�H�����Ȃ����畚���Ă��Ӗ�����������w
970 �F���������R���N�F2011/06/05(��) 18:23:24.78 ID:+fpszf0b
������
�����A���ƂȁA�S�����h���������@���������悩����
�K���_���̂悤�ȃf�U�C���ł������������A�f�W�^���\��������Ńo�J�ł��V���j���O
��[�p�A�����p�܂Őݒ�ł�����
�������T�O���~�@�����I
�����A���ƂȁA�S�����h���������@���������悩����
�K���_���̂悤�ȃf�U�C���ł������������A�f�W�^���\��������Ńo�J�ł��V���j���O
��[�p�A�����p�܂Őݒ�ł�����
�������T�O���~�@�����I
971 �F���������R���N�F2011/06/05(��) 18:39:50.53 ID:+fpszf0b
���[�J�[���͖Y�ꂽ������
972 �F���������R���N�F2011/06/05(��) 18:58:08.39 ID:lfI3DGuX
�c�Ƃ����ǂ����������ōH��߂��Ⴄ����
���\�ƃR�X�g�����ׂĂ���B
���\�ƃR�X�g�����ׂĂ���B
973 �F���������R���N�F2011/06/05(��) 19:04:06.58 ID:+fpszf0b
���̐��\�ƃR�X�g����₷���������Ă��ꂽ�̂�������
��l�Ńu�[�X�s�����Ƃ������z�������̂ɁA��i�ƈꏏ�ɍs���Ė����n������ԓx�^�ςȁ��H
���ꂾ���ł����̈�ۂ͓V�ƒn�̍�����
��l�Ńu�[�X�s�����Ƃ������z�������̂ɁA��i�ƈꏏ�ɍs���Ė����n������ԓx�^�ςȁ��H
���ꂾ���ł����̈�ۂ͓V�ƒn�̍�����
974 �F���������R���N�F2011/06/05(��) 19:09:50.93 ID:81148e4h
���������l�����邩��ڑ҂Ȃ�Ă��̂����݂���낤��
975 �F���������R���N�F2011/06/05(��) 19:20:38.63 ID:+fpszf0b
>>974
���ɂ����Ă��ȁH
�ڑ҂̂Ȃɂ������̂��H
����œ����S�Ă̍�ƈ�������̂悤�ɂ��ꂱ��ꐔ�������łȂ�
�H��̑I�肪�ł���悤�ɂȂ�܂łɂ͎��Ԃƌo�����K�v����H
���v���o�����Ǝv������ÎQ�̃v���C�h�͎̂ĂāA�V�l�ł������L���R���o����悤��
�����炪�������Ă��Ȃ��Ƃ����Ȃ�
����ȍl���̉����A���t�I�݂ɗU�����Ă���c�Ƃ͑f���Ɋ��S����Ǝv����
���ɂ����Ă��ȁH
�ڑ҂̂Ȃɂ������̂��H
����œ����S�Ă̍�ƈ�������̂悤�ɂ��ꂱ��ꐔ�������łȂ�
�H��̑I�肪�ł���悤�ɂȂ�܂łɂ͎��Ԃƌo�����K�v����H
���v���o�����Ǝv������ÎQ�̃v���C�h�͎̂ĂāA�V�l�ł������L���R���o����悤��
�����炪�������Ă��Ȃ��Ƃ����Ȃ�
����ȍl���̉����A���t�I�݂ɗU�����Ă���c�Ƃ͑f���Ɋ��S����Ǝv����
976 �F���������R���N�F2011/06/05(��) 19:38:12.46 ID:lfI3DGuX
�N���ڑ҂������Ƃ͌����ĂȂ��ł����B
>>975�݂����ȍH��̂����@�c�ƃ}���ɂǂ�����ꂽ����
�C�ɂ���悤�Ȃ���@�I�肷�錠���������Ă邱�Ƃ�
��ЂɂƂ��Ă͈����Ƃ͎v�����B
>>975�݂����ȍH��̂����@�c�ƃ}���ɂǂ�����ꂽ����
�C�ɂ���悤�Ȃ���@�I�肷�錠���������Ă邱�Ƃ�
��ЂɂƂ��Ă͈����Ƃ͎v�����B
977 �F���������R���N�F2011/06/05(��) 19:44:21.07 ID:nWT/sbqV
ID:+fpszf0b
������
�Ή��悭�Ȃ�����
�S�{��Y��
������
�Ή��悭�Ȃ�����
�S�{��Y��
978 �F���������R���N�F2011/06/05(��) 19:46:00.67 ID:nWT/sbqV
ID:+fpszf0b
�G���Ȃ���������
�N�����O�Ȃ�đ���ɂ��˂���
�����Ⴂ��Y��
�P�A�Q�N�̑f�l���Ȃɂ����Ă�
�G���Ȃ���������
�N�����O�Ȃ�đ���ɂ��˂���
�����Ⴂ��Y��
�P�A�Q�N�̑f�l���Ȃɂ����Ă�
979 �F���������R���N�F2011/06/05(��) 19:48:53.66 ID:+fpszf0b
980 �F���������R���N�F2011/06/05(��) 19:52:01.29 ID:81148e4h
�A���J�[����Ă邼
��������
��������
981 �F���������R���N�F2011/06/05(��) 19:53:46.90 ID:nWT/sbqV
���������
982 �F���������R���N�F2011/06/05(��) 19:54:27.22 ID:lfI3DGuX
����E�@�����Z�b�g���ꂽ�����ŐV�X�����Ă���
�ł���l�����瑁�߂ɗ���܂��B�@
�ł���l�����瑁�߂ɗ���܂��B�@
983 �F���������R���N�F2011/06/06(��) 00:19:40.60 ID:BHjovVOT
���܂ŏo���Ȃ��������ށA
���������傢�ƕς��Ă�邾���ŃE�\�̗l�ɂ�����������I�I
����͉���I���c�܂�Ŗ��̂悤���c
�c�{���ɖ���������
�������������悤�ȁA���ł��d���������Ȃ��Ƃ�����orz
���������傢�ƕς��Ă�邾���ŃE�\�̗l�ɂ�����������I�I
����͉���I���c�܂�Ŗ��̂悤���c
�c�{���ɖ���������
�������������悤�ȁA���ł��d���������Ȃ��Ƃ�����orz
984 �F���������R���N�F2011/06/06(��) 08:29:57.32 ID:PKTOk5gq
�t�@�i�b�N�UM��NC�t���C�X���̏Ⴕ���̂ŁA�Ƃ肠�����������Â�
�������Ǝv���Ă���̂ł����A�UM�̑��胂�[�^�̍�������
���K�̉��F���̂͂UM�ł����g�i���i�j���Ⴄ�̂ł��傤��
���Ɖ��F���@�퓯�m�̕��i���Ɏg���邩�ǂ�����m�肽���ł�
�������Ǝv���Ă���̂ł����A�UM�̑��胂�[�^�̍�������
���K�̉��F���̂͂UM�ł����g�i���i�j���Ⴄ�̂ł��傤��
���Ɖ��F���@�퓯�m�̕��i���Ɏg���邩�ǂ�����m�肽���ł�
985 �F���������R���N�F2011/06/06(��) 10:12:51.61 ID:xJUKjDfP
�d�b���ĕ����Ă݂���
986 �F���������R���N�F2011/06/06(��) 10:19:56.51 ID:TMgAWtiC
�����X�W�T
�ǂ��ɕ����H�A�t�@�i�b�N��@�B���[�J�ɕ����ċ����Ă��邩�H
�C���˗�����Ƃ��A�����ԍ��̕��i�𒍕�����Ƃ���������
���[�J�͎g����ƒm���Ă���Ƃ��Ă��ӔC���Ȃ�����A
����Ȃ��ƕԎ�����̂�����Ȑ�����
�ǂ��ɕ����H�A�t�@�i�b�N��@�B���[�J�ɕ����ċ����Ă��邩�H
�C���˗�����Ƃ��A�����ԍ��̕��i�𒍕�����Ƃ���������
���[�J�͎g����ƒm���Ă���Ƃ��Ă��ӔC���Ȃ�����A
����Ȃ��ƕԎ�����̂�����Ȑ�����
987 �F���������R���N�F2011/06/06(��) 16:36:54.13 ID:xJUKjDfP
>>986
�Ƃ肠����������
�Ƃ肠����������
988 �F���������R���N�F2011/06/06(��) 21:09:13.33 ID:6TxpwsEU
���[�^�̐��\�������Ȃ炦���Ⴄ�H
���čl���Ŕėp�@�Ȃǂ͒������ǁB
NC���ڂ��ꂽ�@�B�͏������i�Ȏg�������ƂȂ��B
���M�Ȃ����B
���F���̂Ƃ������̂Ƃ������A�o�E�g����ǂ�Ȑe�ȃ��[�J�[�ł�����ȕԎ������o���Ȃ��Ǝv�����B
���čl���Ŕėp�@�Ȃǂ͒������ǁB
NC���ڂ��ꂽ�@�B�͏������i�Ȏg�������ƂȂ��B
���M�Ȃ����B
���F���̂Ƃ������̂Ƃ������A�o�E�g����ǂ�Ȑe�ȃ��[�J�[�ł�����ȕԎ������o���Ȃ��Ǝv�����B
989 �F984�F2011/06/06(��) 22:00:20.33 ID:TMgAWtiC
���[�^�̐���̕��@���ς���Ă�����T�[�{�A���v�Ƃ��̋��ʐ���������
�v�����A���������Ȃ畔�i���g���邩�f��������
�����Ƃ���ɗL��̂͌^�Ԃ������邪�T���ɍs���ꍇ�̔��f���@��
�m�肽���ł��A�����@�B�@��łU�l�ł����ł͍������[�^�͏��Ȃ����F���̂��������悤�ł�
���R�����A���F���Ń��[�J�ɕ����Ă��܂Ƃ��ɕԎ����Ă���Ȃ��Ǝv������
�����ŕ����Ă���̂ł�
�v�����A���������Ȃ畔�i���g���邩�f��������
�����Ƃ���ɗL��̂͌^�Ԃ������邪�T���ɍs���ꍇ�̔��f���@��
�m�肽���ł��A�����@�B�@��łU�l�ł����ł͍������[�^�͏��Ȃ����F���̂��������悤�ł�
���R�����A���F���Ń��[�J�ɕ����Ă��܂Ƃ��ɕԎ����Ă���Ȃ��Ǝv������
�����ŕ����Ă���̂ł�
990 �F���������R���N�F2011/06/06(��) 22:10:46.31 ID:BHjovVOT
�C�����������炲�߂�ˁB
�����ŕ����Ă��܂Ƃ��ȓ����A���Ă��Ȃ��Ǝv����B
���Ɂu���v���A���Ȃ��B�v�Ȃ�ă��X���t�������āA
�d���Ŏg���@�B��2�����̏��ŏC������͖̂��d��
�����ŕ����Ă��܂Ƃ��ȓ����A���Ă��Ȃ��Ǝv����B
���Ɂu���v���A���Ȃ��B�v�Ȃ�ă��X���t�������āA
�d���Ŏg���@�B��2�����̏��ŏC������͖̂��d��
991 �F984�F2011/06/06(��) 22:36:15.12 ID:TMgAWtiC
���R�@�����̕ԓ����P�O�O���M�p����킯�ł͂Ȃ��A�Q�l���x�ɂ��邾��
�ԓ��̎d���Ŗ{���ɉ����ď����Ă���̂��A�����`�������ʼn����Ă���U���
���ď����Ă���̂����A�T��̂��Q�����̃e�N�ł���
�ԓ��̎d���Ŗ{���ɉ����ď����Ă���̂��A�����`�������ʼn����Ă���U���
���ď����Ă���̂����A�T��̂��Q�����̃e�N�ł���
992 �F���������R���N�F2011/06/06(��) 22:48:08.87 ID:V9ixmBuL
���X���ł�
NC�MC�I���[�^�A�}�V�j���O�̂��d���y38��ځz
http://kamome.2ch.net/test/read.cgi/kikai/1307368015/
NC�MC�I���[�^�A�}�V�j���O�̂��d���y38��ځz
http://kamome.2ch.net/test/read.cgi/kikai/1307368015/
993 �F���������R���N�F2011/06/06(��) 23:01:36.60 ID:IxQIUVaq
OSG��PHOENIX�u�����h�����グ���̐�����ɍs������
���V�̒S���ɂ͍D�������Ă���
�n�C�X��OSG�Ƃ����C���[�W�������ƔF�߂Ă���
�����̏��i�͍ŋ��Ȃ�Đ���ł͂Ȃ�������Ƃ���
���V�̒S���ɂ͍D�������Ă���
�n�C�X��OSG�Ƃ����C���[�W�������ƔF�߂Ă���
�����̏��i�͍ŋ��Ȃ�Đ���ł͂Ȃ�������Ƃ���
994 �F���������R���N�F2011/06/07(��) 10:35:05.40 ID:xfYH5/N4
��N�P�O���ȍ~�A�����R�`�S�J�[�g�����l�A������Ⴊ�����Ă��܂��v
�Ɩ������̂́A�����Ŋ��c�q��ݕ��o�������B
�l�A���ł����Ă��A�����������ɂ͂P�{�������P�Q�~���ېł����B
�Ⴆ�A����T�C�g�Ŕ����Ă����}�C���h�Z�u���͂P���R�R�O�~�B
�ېł����ƂT�V�O�~�ƂȂ�A������芄���ƂȂ�B
�������A�Ŋւ͑S�Ă̗X�֕����J�����Ă���킯�ł͂Ȃ��A�ʂ̕i�ڂƋU����
�A�����A���ł�Ƃ�悤�Ƃ���Ⴊ���₽�Ȃ��B
�u�^�o�R�@�A����s�v�Ƃ��u�^�o�R�@�����v�Ƃ��Ō�������Əo���o���A�A�A
�@���ɂ͑������݂łP���X�O�~�Ƃ��̌����T�C�g������B
�Ɩ������̂́A�����Ŋ��c�q��ݕ��o�������B
�l�A���ł����Ă��A�����������ɂ͂P�{�������P�Q�~���ېł����B
�Ⴆ�A����T�C�g�Ŕ����Ă����}�C���h�Z�u���͂P���R�R�O�~�B
�ېł����ƂT�V�O�~�ƂȂ�A������芄���ƂȂ�B
�������A�Ŋւ͑S�Ă̗X�֕����J�����Ă���킯�ł͂Ȃ��A�ʂ̕i�ڂƋU����
�A�����A���ł�Ƃ�悤�Ƃ���Ⴊ���₽�Ȃ��B
�u�^�o�R�@�A����s�v�Ƃ��u�^�o�R�@�����v�Ƃ��Ō�������Əo���o���A�A�A
�@���ɂ͑������݂łP���X�O�~�Ƃ��̌����T�C�g������B
995 �F���������R���N�F2011/06/07(��) 10:47:21.27 ID:yX9n008M
�L���R�̒��ɋz�k������ȁI
996 �F���������R���N�F2011/06/07(��) 11:09:22.40 ID:QE9tteOW
>>990
20���N�O�Ȃ̂ŁA�L�����肩�ł͂Ȃ����c
���[�^�[�ɖ�������������ăJ�[�{�����ł��t���A�����物�F�ɍڂ��ւ������Ƃ�����
���̂Ƃ��̓T�[�{�A���v�͂��̂܂܂��������A�W�����p��p�����[�^�[���͕ς��Ă��邩������Ȃ�
�m�������C���������̂ŁA���g���ǂ��Ȃ��Ă��邩�܂ł͂킩��Ȃ�
20���N�O�Ȃ̂ŁA�L�����肩�ł͂Ȃ����c
���[�^�[�ɖ�������������ăJ�[�{�����ł��t���A�����物�F�ɍڂ��ւ������Ƃ�����
���̂Ƃ��̓T�[�{�A���v�͂��̂܂܂��������A�W�����p��p�����[�^�[���͕ς��Ă��邩������Ȃ�
�m�������C���������̂ŁA���g���ǂ��Ȃ��Ă��邩�܂ł͂킩��Ȃ�
997 �F984�F2011/06/07(��) 11:52:39.43 ID:yX9n008M
>>996
�@���̂悤�ȏ�~���������̂ł��A��{�͕ς���Ă��Ȃ�
�悤�ł��ˁA�R�O�O�OC�܂ł͍��ł����R�O�N���炢�O�̂UM��
�����͍��ł����ɉ��F�ɂȂ����Ǝv���܂�
�@���̂悤�ȏ�~���������̂ł��A��{�͕ς���Ă��Ȃ�
�悤�ł��ˁA�R�O�O�OC�܂ł͍��ł����R�O�N���炢�O�̂UM��
�����͍��ł����ɉ��F�ɂȂ����Ǝv���܂�
998 �F���������R���N�F2011/06/07(��) 12:26:47.63 ID:gNalbGZ5
�����������
����̌��t���Ȃ��̂�
����̌��t���Ȃ��̂�
999 �F���������R���N�F2011/06/07(��) 13:08:37.78 ID:N0N47tKD
�Q�`�����l������
����Ȃ�ĂȂ���
����Ȃ�ĂȂ���
1000 �F���������R���N�F2011/06/07(��) 13:09:26.46 ID:N0N47tKD
����������������
���킠��������������������������������������
���킠��������������������������������������
1001 �F�P�O�O�P�F
���̃X���b�h�͂P�O�O�O���܂����B
���������Ȃ��̂ŁA�V�����X���b�h�𗧂ĂĂ��������ł��B�B�B
���������Ȃ��̂ŁA�V�����X���b�h�𗧂ĂĂ��������ł��B�B�B