����DIY�n�ڃX���b�h4
1 �F�����������������ς��B�F
�O�X��
����DIY�n�ڃX���b�h3
http://awabi.2ch.net/test/read.cgi/diy/1310853472/
�E��v���[�J�[�ꗗ (�\����)
�C�N���c�[���@��ǐ��@
�@http://ikuratools.com/
�L�V�f���H��
�@http://www.kishiden.co.jp/
�V�_�C��
�@http://www.shindaiwa.co.jp/
�X�Y�L�b�h�@�X�^�[�d�퐻��
�@http://www.suzukid.co.jp/
�_�C�w��
�@http://www.daihen.co.jp/
�f�����[
�@http://www.denyo.co.jp/
�����H��
�@http://www.nichido-ind.co.jp/
�}�C�g�H��
�@http://www.might-jp.com/
����DIY�n�ڃX���b�h3
http://awabi.2ch.net/test/read.cgi/diy/1310853472/
�E��v���[�J�[�ꗗ (�\����)
�C�N���c�[���@��ǐ��@
�@http://ikuratools.com/
�L�V�f���H��
�@http://www.kishiden.co.jp/
�V�_�C��
�@http://www.shindaiwa.co.jp/
�X�Y�L�b�h�@�X�^�[�d�퐻��
�@http://www.suzukid.co.jp/
�_�C�w��
�@http://www.daihen.co.jp/
�f�����[
�@http://www.denyo.co.jp/
�����H��
�@http://www.nichido-ind.co.jp/
�}�C�g�H��
�@http://www.might-jp.com/
|
|
|
2 �F�����������������ς��B�F2013/10/01(��) 10:12:33.53 ID:???
���Ⴀ�Q��
3 �F�����������������ς��B�F2013/10/01(��) 10:49:07.86 ID:???
���֘A�X���E�֘A�T�C�g
�y�n�f�@�z�K�X�o�[�i�[�y�n�ڋ@�z
�@http://awabi.2ch.net/test/read.cgi/diy/1099666415/
�o�b�e���[�n�ڋ@
�@http://awabi.2ch.net/test/read.cgi/diy/1153379136/
�n�ڑS�ʃX���b�h11�{�� [�@�B�E�H�w��]
�@http://ikura.2ch.net/test/read.cgi/kikai/1377526873/
�yMig�z�킭�킭�n�ڃ����h�yTig�z2��߯��� [���ʔ�]
�@http://awabi.2ch.net/test/read.cgi/hobby/1363581131/
��ʎВc�@�l ���{�n�ڋ��� �n�ڏ��Z���^�[ �R���e���c�Љ�
�@http://www-it.jwes.or.jp/index.jsp#page=p2
���X�����p�o�@��
�yRED GO-120�z
�@�ƒ�p�𗬗n�ڋ@�̍Œ�C���Ƃ̈ӌ������B�g�p��10���Ȃ̂ŗ��K����ɂ̓M���M���B
�y�z�[���A�[�N�i�r�V���[�Y�z
�@EZ �g�p��6%
�@�v���X �g�p��20%
�@�����p��H�|�p�r�ł͎g����炵���B�y�����ő�̃����b�g??
�R���Z���g�ɂ���Ă͓d���~�����N�����Ă���ꍇ������悤�ł��B�n�ڂł��Ȃ��̂͋@�B��
���������ł͂Ȃ���������܂���B�܂��p�r�ɂ���Ă��g����E�g���Ȃ��̊��z�͈قȂ�܂��B
�K���[�W���Ă����̂��A������Ƃ���������肽���̂��A�o�C�N�̕�C���������̂����X��
����Ďg�p�����قȂ�܂��B
�y�n�f�@�z�K�X�o�[�i�[�y�n�ڋ@�z
�@http://awabi.2ch.net/test/read.cgi/diy/1099666415/
�o�b�e���[�n�ڋ@
�@http://awabi.2ch.net/test/read.cgi/diy/1153379136/
�n�ڑS�ʃX���b�h11�{�� [�@�B�E�H�w��]
�@http://ikura.2ch.net/test/read.cgi/kikai/1377526873/
�yMig�z�킭�킭�n�ڃ����h�yTig�z2��߯��� [���ʔ�]
�@http://awabi.2ch.net/test/read.cgi/hobby/1363581131/
��ʎВc�@�l ���{�n�ڋ��� �n�ڏ��Z���^�[ �R���e���c�Љ�
�@http://www-it.jwes.or.jp/index.jsp#page=p2
���X�����p�o�@��
�yRED GO-120�z
�@�ƒ�p�𗬗n�ڋ@�̍Œ�C���Ƃ̈ӌ������B�g�p��10���Ȃ̂ŗ��K����ɂ̓M���M���B
�y�z�[���A�[�N�i�r�V���[�Y�z
�@EZ �g�p��6%
�@�v���X �g�p��20%
�@�����p��H�|�p�r�ł͎g����炵���B�y�����ő�̃����b�g??
�R���Z���g�ɂ���Ă͓d���~�����N�����Ă���ꍇ������悤�ł��B�n�ڂł��Ȃ��̂͋@�B��
���������ł͂Ȃ���������܂���B�܂��p�r�ɂ���Ă��g����E�g���Ȃ��̊��z�͈قȂ�܂��B
�K���[�W���Ă����̂��A������Ƃ���������肽���̂��A�o�C�N�̕�C���������̂����X��
����Ďg�p�����قȂ�܂��B
4 �F�����������������ς��B�F2013/10/01(��) 10:49:38.79 ID:0/511+yT
���ߋ��X���ꗗ
����DIY�n�ڃX���b�h
�@http://gimpo.2ch.net/test/read.cgi/diy/1206962734/
����DIY�n�ڃX���b�h2
�@http://toki.2ch.net/test/read.cgi/diy/1238137565/
����DIY�n�ڃX���b�h3
�@http://awabi.2ch.net/test/read.cgi/diy/1310853472/
����DIY�n�ڃX���b�h
�@http://gimpo.2ch.net/test/read.cgi/diy/1206962734/
����DIY�n�ڃX���b�h2
�@http://toki.2ch.net/test/read.cgi/diy/1238137565/
����DIY�n�ڃX���b�h3
�@http://awabi.2ch.net/test/read.cgi/diy/1310853472/
5 �F�����������������ς��B�F2013/10/01(��) 17:27:52.23 ID:U0N60KtC
�{�N�������n�ڂ��ꂻ���ł�
6 �F�����������������ς��B�F2013/10/02(��) 09:39:31.90 ID:???
����ȉ��������˂���
7 �F�����������������ς��B�F2013/10/02(��) 20:43:01.72 ID:???
�Ƃ������ăz���g�͉��̔M���n�_���~������H
�������X�p�b�^��юU�点�Ă�邩��P�c�o���Ȃ�B
�������X�p�b�^��юU�点�Ă�邩��P�c�o���Ȃ�B
8 �F�����������������ς��B�F2013/10/03(��) 08:19:25.50 ID:???
���܂�b��ɏo�Ȃ����A�A�X�g���v���_�N�c��AP�����������n�ڋ@�i\39,800�Z�[������\29,800�j���Ȃ��Ȃ������ˁB
�����g�����X���܂����5�~�����炢�ł������邵�A���C���[�������B�����X�p�[�N�����肵�ėn�ڂ��y������
�������b�h�S�[120�ɂ́A�߂�Ȃ��Ȃ��Ă��܂�����B
�����g�����X���܂����5�~�����炢�ł������邵�A���C���[�������B�����X�p�[�N�����肵�ėn�ڂ��y������
�������b�h�S�[120�ɂ́A�߂�Ȃ��Ȃ��Ă��܂�����B
9 �F�����������������ς��B�F2013/10/05(�y) 17:43:03.12 ID:???
�A�[�N�n�ڂŖ��茸�����ԗւ̎�������������̂ł����B
�n�ږ_�͓�����p�̖_�Ƃ��Ȃ���ł���ˁH
�n�ږ_�͓�����p�̖_�Ƃ��Ȃ���ł���ˁH
10 �F�����������������ς��B�F2013/10/06(��) 13:51:26.65 ID:???
�ގ��ɂ����
�Ƃ��ނŃK�X�n�ڐ���Ƃ�
�v���̐��E�ł͍d�����b�L���Č������Ă̂�����
�������M����ƏĂ����Ȃ܂�
�Ƃ��ނŃK�X�n�ڐ���Ƃ�
�v���̐��E�ł͍d�����b�L���Č������Ă̂�����
�������M����ƏĂ����Ȃ܂�
11 �F�����������������ς��B�F2013/10/07(��) 14:37:35.09 ID:???
12 �F�����������������ς��B�F2013/10/08(��) 06:28:26.71 ID:???
��Ŏ��n�ږʂ�蓪�ɌŒ肷��^�C�v�̂��ꌩ�y�����Ɍ������ł���
���ێg���Ă�l�ǂ��ł����H
���ێg���Ă�l�ǂ��ł����H
13 �F�����������������ς��B�F2013/10/08(��) 10:13:44.33 ID:???
���̖ʂ̑傫�ȈႢ��
�莝���ʂ͓��R���肪�ӂ����邪
���Ԃ�ʂ͕Ў肪�t���[�ɂȂ���
�n�ڒ��A�n�ڕ����������ł���
�莝���ʂ͓��R���肪�ӂ����邪
���Ԃ�ʂ͕Ў肪�t���[�ɂȂ���
�n�ڒ��A�n�ڕ����������ł���
14 �F�����������������ς��B�F2013/10/09(��) 13:48:46.71 ID:???
�z�[���Z���^�[�̗n�ڃR�[�i�[�ɁA�n���h�V�[���h�i�莝���ʁj��
���Ԃ�ʂ��A�u���Ă�������A���Ԃ��Ă݂�킩���B
���莝���ʁ[�n�ڎ��A�ʂ��B
�����Ԃ�ʁ[���Ԃ���ςȂ��B���Ԃ����܂܁A�z���Z���̒ʘH������
�@�@�@�@�@�@�g�p���킩���B
���Ԃ�ʂ��A�u���Ă�������A���Ԃ��Ă݂�킩���B
���莝���ʁ[�n�ڎ��A�ʂ��B
�����Ԃ�ʁ[���Ԃ���ςȂ��B���Ԃ����܂܁A�z���Z���̒ʘH������
�@�@�@�@�@�@�g�p���킩���B
15 �F�����������������ς��B�F2013/10/09(��) 23:30:19.65 ID:???
>>12
���͎d���ł���Ă�҂����ǁA������ނɊ���Ă������������ނ̂����₷���B
���Ԃ�ʂ����ݸ�۰װ�Ȃ��߲�߂��ėn�ڂ����ʂȂɋĂ��Ž�߰�ޒ������邮�炢�B
���ǂ͍D�݂ƓK�ޓK���Ȃ낤���ǁA�l�I�ɂ͂��Ԃ�ʂɈ�������������̂�
�p���������Č����肪�������炸���Ƃ��Ԃ��Ă����Ȃ���ˁB
���ƁATIG�̐l�͗���ǂ��邩��ǂ����Ă����Ԃ�ʂɂȂ��ˁB
���͎d���ł���Ă�҂����ǁA������ނɊ���Ă������������ނ̂����₷���B
���Ԃ�ʂ����ݸ�۰װ�Ȃ��߲�߂��ėn�ڂ����ʂȂɋĂ��Ž�߰�ޒ������邮�炢�B
���ǂ͍D�݂ƓK�ޓK���Ȃ낤���ǁA�l�I�ɂ͂��Ԃ�ʂɈ�������������̂�
�p���������Č����肪�������炸���Ƃ��Ԃ��Ă����Ȃ���ˁB
���ƁATIG�̐l�͗���ǂ��邩��ǂ����Ă����Ԃ�ʂɂȂ��ˁB
16 �F�����������������ς��B�F2013/10/15(��) 13:16:39.06 ID:???
�S��|�ނ݂͂�Ȃǂ��Ŕ����Ă�́H
�z�[���Z���^�[����S�A���C���[���b�V�����炢���������ĂȂ���
�z�[���Z���^�[����S�A���C���[���b�V�����炢���������ĂȂ���
17 �F�����������������ς��B�F2013/10/18(��) 13:22:09.49 ID:???
18 �F�����������������ς��B�F2013/10/19(�y) 16:19:05.43 ID:???
�l�i�́A�Ƃ������֗������ȁB
19 �F�����������������ς��B�F2013/10/19(�y) 18:50:18.99 ID:???
>>17
�ʔ����X���ˁB
�ʔ����X���ˁB
20 �F�����������������ς��B�F2013/10/19(�y) 19:38:03.84 ID:???
�͂���`
�ʕƂ��������
�L�����̐��������邩��o�債�Ƃ�
�ʕƂ��������
�L�����̐��������邩��o�債�Ƃ�
21 �F�����������������ς��B�F2013/10/20(��) 17:45:20.09 ID:???
�ُ�ɍ����ˁH
22 �F�����������������ς��B�F2013/10/21(��) 09:26:44.73 ID:???
��ڔ�������Ȃ�A�ޗ����ł��g��������Ȃ���ڔ����
�ޗ��������܂������B
�֓��n���Ȃ�A�W���C�t���{�c��z�[���W���C�{�c�ł��S�n�Ȃ炠��B
�A���~�n�Ȃ�J�C���Y�z�[���Ƀp�C�v�A�A���O���AFB�Ȃ����͂���B
�ޗ��������܂������B
�֓��n���Ȃ�A�W���C�t���{�c��z�[���W���C�{�c�ł��S�n�Ȃ炠��B
�A���~�n�Ȃ�J�C���Y�z�[���Ƀp�C�v�A�A���O���AFB�Ȃ����͂���B
23 �F�����������������ς��B�F2013/10/22(��) 00:12:02.69 ID:???
�S�H���̽�ׯ�ߔ����炢����ł��g���鉴�͍K���҂ȂȁB
�܂����͂���Ȃɖ�������ǂ��B
�܂����͂���Ȃɖ�������ǂ��B
24 �F�����������������ς��B�F2013/10/23(��) 10:07:26.05 ID:TU3vmVmO
�������H�H�H
�X�N���b�v���s�������B
�����A�߂ڂ������̂��邩������Ȃ��ȁB
�X�N���b�v���s�������B
�����A�߂ڂ������̂��邩������Ȃ��ȁB
25 �F�����������������ς��B�F2013/10/25(��) 13:42:51.76 ID:???
���̋ߏ��̃S�~������͑e��S�~�~������^�_�ł�����B
���̒��ɂ͍|�ނ����邵���Ȃ肨���B �������A�������~�����`���邩�^����B
���̒��ɂ͍|�ނ����邵���Ȃ肨���B �������A�������~�����`���邩�^����B
26 �F�����������������ς��B�F2013/10/25(��) 18:25:56.16 ID:???
�ŋ߃��b�h�S�[120�ƃA�C�}�b�N�X�ǂ��������������Ď��◈�Ȃ��Ȃ�����
�X�e�}���Ă�����Ȃ����ƂɂƂ��Ƃ��C�t������
�X�e�}���Ă�����Ȃ����ƂɂƂ��Ƃ��C�t������
27 �F�����������������ς��B�F2013/10/27(��) 18:55:09.49 ID:???
28 �F�����������������ς��B�F2013/10/29(��) 21:07:45.28 ID:???
>>27
�E�`�͓��k�n�������B�����A�����Ă����Ƃ��Z����������������B
�����Ă�����ŏ���(����)����Ȃ�[�ȔO����������邵�B
�E�`�͓��k�n�������B�����A�����Ă����Ƃ��Z����������������B
�����Ă�����ŏ���(����)����Ȃ�[�ȔO����������邵�B
29 �F�����������������ς��B�F2013/10/30(��) 19:06:16.20 ID:???
�����Ԃ�A�Z�R�C�X�N���b�v�u���ꂾ�ׁ[�B
30 �F�����������������ς��B�F2013/11/04(��) 20:31:09.63 ID:???
>>29
�Z�R����Ȃ��ă��T�C�N���@�̌��ˍ����B
�Z�R����Ȃ��ă��T�C�N���@�̌��ˍ����B
31 �F�����������������ς��B�F2013/11/06(��) 20:18:34.81 ID:???
������ISO14001�Ƃ��擾���Ă��邩��A�葱���Ƃ��ʓ|�Ȃ̂����ˁB
32 �F�����������������ς��B�F2013/11/15(��) 17:08:25.25 ID:???
������
����ǂ��[�P�Q�O����������
���K�ŗn�ږ_�ƓS�����錩�錸���Ă䂭
�{�Ԃ���Ǝ��s�A���K�A���s�̃��[�v���Ƃ܂��
�I�N�̒��ؔ������|�`�肽���Ȃ��Ă���
����ǂ��[�P�Q�O����������
���K�ŗn�ږ_�ƓS�����錩�錸���Ă䂭
�{�Ԃ���Ǝ��s�A���K�A���s�̃��[�v���Ƃ܂��
�I�N�̒��ؔ������|�`�肽���Ȃ��Ă���
33 �F�����������������ς��B�F2013/11/15(��) 19:22:37.97 ID:???
���K�ʂ�����Ȃ��B
���̃��x���ł͔����������Ă��債�č��͂Ȃ��B
���̃��x���ł͔����������Ă��債�č��͂Ȃ��B
34 �F�����������������ς��B�F2013/11/15(��) 21:01:23.65 ID:???
�Ó��A���n�Șr���@�B�̂����ɂ���g�[�V���[
35 �F�����������������ς��B�F2013/11/16(�y) 10:46:01.48 ID:???
�ł�����A�[�N���ĈӊO�Ɠ���ˁH
36 �F�����������������ς��B�F2013/11/16(�y) 19:57:36.48 ID:???
>>35
�{�E�̉��������̂��Ȃ��ǁA�������̂�İ��������邾��������y���ˁB
��_�ͼ���ق����ǁA����Ȃ�̌o���Ƙr���K�v�B
�ʔ����͂ǂ������ǂ��������ǁB
�{�E�̉��������̂��Ȃ��ǁA�������̂�İ��������邾��������y���ˁB
��_�ͼ���ق����ǁA����Ȃ�̌o���Ƙr���K�v�B
�ʔ����͂ǂ������ǂ��������ǁB
37 �F�����������������ς��B�F2013/11/16(�y) 22:04:35.79 ID:???
��_�́A�n���Č����J���Ȃ��悤�ɁA�n�ڂł���A�Ȃ�Ƃ�
�ڍ��o���Ă�B
�������́A���͊J���Ȃ��悤�ɂ���̂͊ȒP�B
�����ǁA�����ڂ��Y�킻���Ƀr�[�h�́A�����ĂĂ�
�@���n�ڂŁA��������B
���K���ďo����悤�ɂȂ�Ȃ�A��y��搶�A�n�ڊw�Z��
����Ȃ���B
�ڍ��o���Ă�B
�������́A���͊J���Ȃ��悤�ɂ���̂͊ȒP�B
�����ǁA�����ڂ��Y�킻���Ƀr�[�h�́A�����ĂĂ�
�@���n�ڂŁA��������B
���K���ďo����悤�ɂȂ�Ȃ�A��y��搶�A�n�ڊw�Z��
����Ȃ���B
38 �F�����������������ς��B�F2013/11/16(�y) 22:52:04.72 ID:???
�����������Ă邪�����������ĂȂ�
39 �F�����������������ς��B�F2013/11/16(�y) 22:53:19.99 ID:???
�ƒ�p100V�̃~�O�g���Ă�l���ȁH
���ʂȂ�ԈႢ�Ȃ��������̕����ȒP���Ǝv����
���ʂȂ�ԈႢ�Ȃ��������̕����ȒP���Ǝv����
40 �F�����������������ς��B�F2013/11/18(��) 17:59:18.60 ID:???
����TIG�������A�A���S���Ƃ�����Ă�5�A6���Ŋy���߂�A�������肾���ǂ�
41 �F�����������������ς��B�F2013/11/18(��) 18:07:32.07 ID:???
42 �F�����������������ς��B�F2013/11/19(��) 21:37:55.74 ID:???
��
43 �F�����������������ς��B�F2013/11/21(��) 19:46:58.42 ID:???
���샊���L�����A�����
���͉���邩�ȁ[
���͉���邩�ȁ[
44 �F�����������������ς��B�F2013/11/24(��) 22:33:36.82 ID:???
�X�t�F���J���x�A�����O�̊O���P�[�X�ɂs�h�f�n�ڂ��Ăǂ��H�B
�x�A�����O�^�C�v����Ȃ��Ď����Ƃ��e�t�����^�C�v�Ȃ̂ŁA�����n���Ăn�t�s����
�x�A�����O�^�C�v����Ȃ��Ď����Ƃ��e�t�����^�C�v�Ȃ̂ŁA�����n���Ăn�t�s����
45 �F�����������������ς��B�F2013/12/04(��) 21:50:24.49 ID:???
GAW150 ES-2�̎�舵�����������Ăǂ����ł݂�܂��H
���ꂩ�I�C�������̎d��������l���܂��H
���ꂩ�I�C�������̎d��������l���܂��H
46 �F�����������������ς��B�F2013/12/05(��) 10:06:15.16 ID:???
���[�J�[����A����B
�����A��p�́A�|����ł��傤���H�H
�����A��p�́A�|����ł��傤���H�H
47 �F�����������������ς��B�F2013/12/05(��) 12:43:12.50 ID:???
�n��
48 �F�����������������ς��B�F2013/12/08(��) 18:36:52.08 ID:???
�ėp�G���W���ڂ��Ă鎞�_�ŕ����肻���Ȃ��̂Ȃ̂ɂ�
49 �F�����������������ς��B�F2013/12/25(��) 04:13:52.39 ID:L4ZTTY+A
>>40
����Ŏg���������Ńg�[�`�����߂ɂȂ����B���̓p�i�̃g�[�`�q���Ďg���Ă�B
����Ŏg���������Ńg�[�`�����߂ɂȂ����B���̓p�i�̃g�[�`�q���Ďg���Ă�B
50 �F�����������������ς��B�F2013/12/29(��) 08:20:52.99 ID:???
{kind=link}
51 �F�����������������ς��B�F2014/02/04(��) 11:51:59.35 ID:???
>���샊���L�����A�����
�ĂȂǂ��H���̎��샊���L�����A�ɊȒP�ɒE���o����悤��
�ĂȂǂ��H���̎��샊���L�����A�ɊȒP�ɒE���o����悤��
�s�̂̈������A�{�b�N�X�t������
���݂����ȃL�����A�̃c�N���p�N��������ב䂪�����ăJ�S���ƃV���b�N�łЂ�Ȃ��邩��
ttp://img.webike.net/photo/article/81/1231038913681L.jpg
���݂����ȃL�����A�̃c�N���p�N��������ב䂪�����ăJ�S���ƃV���b�N�łЂ�Ȃ��邩��
ttp://img.webike.net/photo/article/81/1231038913681L.jpg
{kind=link}
53 �F�����������������ς��B�F2014/02/05(��) 00:07:23.00 ID:ExOoCHc5
�~�i�g�H�Ƃ̃A�|���Ƃ����Y�������Ă邯�ǂǂ��Ȃ̂��ȁH
HP����Ȃ�����|�`��ɂ���WW
HP����Ȃ�����|�`��ɂ���WW
54 �F�����������������ς��B�F2014/02/05(��) 00:27:46.05 ID:???
�g�����̖������̂�����Ă��������Ȃ��ł���
�����̃q���g�ɂȂ�Ǝv�����ۂɎ���������Ă̎d�l�������Ă����܂�
�ޗ��͂R�`�S�_�ʂ̊ۓS�_�ł�
�T�C�Y�͂QL�V�R���U�{����̃_���{�[�����ʁi�Q�T�~�R�T�j�[���P�Ocm
�ォ�猩��Ƃ���Ȋ������͂ŁA���ʂ���́��M�̗l�Ȋ����ł�
�X�[�p�[�œV�R�������邱�Ƃ�����̂ł���
����R�ŃL�����A�ɌŒ肷��̂��ʓ|���Ǝv�����܂���
5kg�̕Ă��|�C�ƍڂ��邾���ʼn^�ׂ܂�
�����̃q���g�ɂȂ�Ǝv�����ۂɎ���������Ă̎d�l�������Ă����܂�
�ޗ��͂R�`�S�_�ʂ̊ۓS�_�ł�
�T�C�Y�͂QL�V�R���U�{����̃_���{�[�����ʁi�Q�T�~�R�T�j�[���P�Ocm
�ォ�猩��Ƃ���Ȋ������͂ŁA���ʂ���́��M�̗l�Ȋ����ł�
�X�[�p�[�œV�R�������邱�Ƃ�����̂ł���
����R�ŃL�����A�ɌŒ肷��̂��ʓ|���Ǝv�����܂���
5kg�̕Ă��|�C�ƍڂ��邾���ʼn^�ׂ܂�
55 �F�����������������ς��B�F2014/02/09(��) 00:11:19.91 ID:???
�A���~t1.5�p�C�v���S�T�x�ŗn�ڏ������œˍ����~��TIG�n�ڂ���Ƃ��A
�p�C�v�̓�R �C�� �͂Ȃ�Ƃ��������� �OR ���C���ƃp�C�v�̓����܂ŗ��g���o�Ă��܂��B
���x�͖w�NjC�ɂ��Ȃ��Ă����̂����ǁA���͐�ɏo�������Ȃ�
���������Ă͗�₵�Ă����Ă��邯�ǐݒ肪�_���Ȃ�ł��傤���B
2.0���� �p���X150hz �߰�80 �ް��Q�O��
�p�C�v�̓�R �C�� �͂Ȃ�Ƃ��������� �OR ���C���ƃp�C�v�̓����܂ŗ��g���o�Ă��܂��B
���x�͖w�NjC�ɂ��Ȃ��Ă����̂����ǁA���͐�ɏo�������Ȃ�
���������Ă͗�₵�Ă����Ă��邯�ǐݒ肪�_���Ȃ�ł��傤���B
2.0���� �p���X150hz �߰�80 �ް��Q�O��
56 �F�����������������ς��B�F2014/02/12(��) 22:35:40.64 ID:???
���b�h�S�[120�ł�B-33�g�����
�ǂ����̃T�C�g�Ł~������Ă�����
�ǂ����̃T�C�g�Ł~������Ă�����
57 �F�����������������ς��B�F2014/02/16(��) 15:02:42.32 ID:???
�`���C�i��100/200�u���pTIG���������ǁA�K�X�Ȃ����ĂȂ����
�R�l�N�^���H���ĕ��ʂ̃N���b�v�t���P�[�u���Ȃ���A�[�N�@�Ƃ���
�g�������Ȃ̂������H
�������āI�G�����l�I
�R�l�N�^���H���ĕ��ʂ̃N���b�v�t���P�[�u���Ȃ���A�[�N�@�Ƃ���
�g�������Ȃ̂������H
�������āI�G�����l�I
58 �F�����������������ς��B�F2014/02/18(��) 10:14:19.88 ID:???
>>55
�g���^����1.6�A�p���X�����������グ��B
�s�[�N�ƃx�[�X�́A�t�B
�x�[�X�d��60A�Ȃ�p���X�d���́A�R�O�Ƃ�40A�ŁB
�x�[�X��A�p���X���B
���ƁA���ŁA�����ŁA�����o���Ƃ悢��B
�g���^����1.6�A�p���X�����������グ��B
�s�[�N�ƃx�[�X�́A�t�B
�x�[�X�d��60A�Ȃ�p���X�d���́A�R�O�Ƃ�40A�ŁB
�x�[�X��A�p���X���B
���ƁA���ŁA�����ŁA�����o���Ƃ悢��B
59 �F�����������������ς��B�F2014/02/18(��) 18:32:27.99 ID:???
>>57
���ȉ����B
�g�[�`�̓d�ɂ̑��ɍׂ��n�ږ_���킦�����Ă݂���
���̂܂܂ł��ӂ[�ɗn�ڂł����B
�v���̂ق��P���Ȃ̂ˁI
�����������̕��͒��ł����Ȃǂ��ˁI
�ꖜ�`���C�̒����C���o�[�^�s�h�f�炵������
100�u�ł��m���ɃA�[�N�o�邵�\�R�\�R���ꂢ�Ƀr�[�g��������B
�`���C�т�����ł��B
���ȉ����B
�g�[�`�̓d�ɂ̑��ɍׂ��n�ږ_���킦�����Ă݂���
���̂܂܂ł��ӂ[�ɗn�ڂł����B
�v���̂ق��P���Ȃ̂ˁI
�����������̕��͒��ł����Ȃǂ��ˁI
�ꖜ�`���C�̒����C���o�[�^�s�h�f�炵������
100�u�ł��m���ɃA�[�N�o�邵�\�R�\�R���ꂢ�Ƀr�[�g��������B
�`���C�т�����ł��B
60 �F�����������������ς��B�F2014/02/18(��) 23:28:24.17 ID:???
>>59
���Ƃ̓A���S�����Q�b�g����TIG�Ɋ�������Ƃ�����
���Ƃ̓A���S�����Q�b�g����TIG�Ɋ�������Ƃ�����
61 �F�����������������ς��B�F2014/02/23(��) 20:23:09.83 ID:???
62 �F�����������������ς��B�F2014/02/24(��) 12:52:58.87 ID:SKAHMIa7
�X�e�����X�̗n�ړ���c
�܂��v����������Ƃ���������C�U���Ă��
�I�C���ɂ͖������ȃ��_�ɗn�ږ_�g���Ƃ��
�܂��v����������Ƃ���������C�U���Ă��
�I�C���ɂ͖������ȃ��_�ɗn�ږ_�g���Ƃ��
63 �F�����������������ς��B�F2014/03/12(��) 21:24:18.56 ID:???
�N���ɂ��O�����������Ǝv���āB
���낻��X�e���n�ڂ�������TIG���Ȃ��B
TIG�͂����炭�炢���Ă��������́H
���낻��X�e���n�ڂ�������TIG���Ȃ��B
TIG�͂����炭�炢���Ă��������́H
64 �F�����������������ς��B�F2014/03/14(��) 23:12:08.06 ID:akUkml4N
�`�F�{���̃R���p�N�gMiG���Ăǂ��ł����H
65 �F�����������������ς��B�F2014/03/16(��) 18:36:52.53 ID:???
����63
���t�I�N����TIG��2�� �A���S�������^��1.5���Č�5000�~�ʂ���
���t�I�N����TIG��2�� �A���S�������^��1.5���Č�5000�~�ʂ���
66 �F�����������������ς��B�F2014/03/16(��) 18:54:07.82 ID:???
67 �F�����������������ς��B�F2014/04/27(��) 00:13:51.32 ID:PLVHBmHT
tedr
68 �F�����������������ς��B�F2014/04/28(��) 05:25:21.57 ID:QQTHQb0/
����ς�100V���Ă̂̓_���Ȃ�
�A�C�}�b�N�X120������
3mm�ł���A30A�_��ł̓u���[�J�[��������
�A�C�}�b�N�X120������
3mm�ł���A30A�_��ł̓u���[�J�[��������
69 �F�����������������ς��B�F2014/04/28(��) 19:33:40.55 ID:???
�܂��h�u�ɋ��̂Ă�z�����ꂽ��
70 �F�����������������ς��B�F2014/04/28(��) 20:10:21.29 ID:???
�Q�����̖_�Ȃ�A�P�D�U���`�R�D�Q���ʎg����Ǝv��
�H�v�����
��́A�Q�S�u�̃o�b�e���[�n�ڋ@���݂�����
�R�U�u�A�S�W�u�ƃo�[�W�����A�b�v���悤�Ǝv���ł���i���ȐӔC�Łj
�Q�O�O�u�o����Ȃ炱�������ƂȂ�����
��_�̃z���_�[�A�n�ږ_�������ł��啪�Ⴄ�B
�H�v�����
��́A�Q�S�u�̃o�b�e���[�n�ڋ@���݂�����
�R�U�u�A�S�W�u�ƃo�[�W�����A�b�v���悤�Ǝv���ł���i���ȐӔC�Łj
�Q�O�O�u�o����Ȃ炱�������ƂȂ�����
��_�̃z���_�[�A�n�ږ_�������ł��啪�Ⴄ�B
71 �F�����������������ς��B�F2014/04/29(��) 03:00:12.54 ID:???
�ԂŁA�����J���Ă鉺���̗n�ڂ���������ł�
�Q�]�����ď�����ɗn�ڂ�����A�X�p�b�^���K���K�������Ă���Ƃ͎v����ł���
����ł��Ώ����Ȃ����ȕ��A�܂��͑������Ȃ��J�u���ʂȂǂ͂���܂��B
�Q�]�����ď�����ɗn�ڂ�����A�X�p�b�^���K���K�������Ă���Ƃ͎v����ł���
����ł��Ώ����Ȃ����ȕ��A�܂��͑������Ȃ��J�u���ʂȂǂ͂���܂��B
72 �F�����������������ς��B�F2014/04/29(��) 04:30:57.19 ID:???
�A���~�z�C�������Ƃ��H
73 �F�����������������ς��B�F2014/04/29(��) 06:07:29.49 ID:???
�M���Ă��䖝����̂��v��
�䖝�o���Ȃ��z�͍����Ȃ�
���܂��ɂ͖������Ƃ������Ƃ��A���߂�
�䖝�o���Ȃ��z�͍����Ȃ�
���܂��ɂ͖������Ƃ������Ƃ��A���߂�
74 �F�����������������ς��B�F2014/04/29(��) 06:37:49.99 ID:???
�v���ł��Z�����S�͖�������w
75 �F�����������������ς��B�F2014/04/29(��) 08:18:40.11 ID:???
�Ⴂ���Ȃ���v������
76 �F�����������������ς��B�F2014/04/29(��) 17:56:42.90 ID:???
>>74
�����炨�܂��݂����Ȃ̂��h�f�l�����Ă�����
�S�H���̗n�ڍH��ł����z����̒b�艮�ł��v���̗n�ڂ��������Ƃ��������番���邱�ƂȂ�
�����ł���A���ɓ���A�M���A����ł��n�ڂ��X�g�b�v�������r�[�h�𗬂��������
�������Ȃ��ƕi�����ۂĂȂ�����
���ꂪ�v���ȂA���܂��݂����ȃh�f�l�ɂ͉i�v�ɗ����o���Ȃ����낤���ǂ�
�d�C���ƈꏏ�ɑK���s���Ă݂�A�������������Ώ��̐Ղ��炯������
�Ă߂��݂����ȃK�L���{�E�ƈꏏ�ɂȂ邱�Ƃ͉i�v�ɂȂ����낤���ǂ�
�f�l�̕i���Ŗ�������ꐶ��������������A���K�L��
�����炨�܂��݂����Ȃ̂��h�f�l�����Ă�����
�S�H���̗n�ڍH��ł����z����̒b�艮�ł��v���̗n�ڂ��������Ƃ��������番���邱�ƂȂ�
�����ł���A���ɓ���A�M���A����ł��n�ڂ��X�g�b�v�������r�[�h�𗬂��������
�������Ȃ��ƕi�����ۂĂȂ�����
���ꂪ�v���ȂA���܂��݂����ȃh�f�l�ɂ͉i�v�ɗ����o���Ȃ����낤���ǂ�
�d�C���ƈꏏ�ɑK���s���Ă݂�A�������������Ώ��̐Ղ��炯������
�Ă߂��݂����ȃK�L���{�E�ƈꏏ�ɂȂ邱�Ƃ͉i�v�ɂȂ����낤���ǂ�
�f�l�̕i���Ŗ�������ꐶ��������������A���K�L��
77 �F�����������������ς��B�F2014/04/29(��) 17:59:05.65 ID:???
�d�C�����ď�������f�l�ɂ͕�����˂���
�܁A���ĕ�����˂��z�͌����Ă�������˂����Ă�
�܁A���ĕ�����˂��z�͌����Ă�������˂����Ă�
78 �F�����������������ς��B�F2014/04/29(��) 18:51:06.00 ID:???
�����A���ꂪ���H��̐��_�����_���A�ǂ����T�r���O�ꂵ�ĂȂ������Ȃ��H��Ȃ낤
�s�h�f���ł悩�����B
�s�h�f���ł悩�����B
79 �F�����������������ς��B�F2014/04/29(��) 20:15:27.92 ID:???
���[�����ɁA���[�����܂�
�����C�ɓ����Ă���
�g�������͂��܂�
�����ዾ������
�Ŏ��������܂�
�n�����܂��͂��āA�R�����͂��܂�
�h�Г��Ђ����Ԃ�A���炵���^�[�o���̂悤�ɂ������芪���܂�
�����������A�O�サ�Ă܂���
��͂��Ȃ��̂��C�������ł�
�₯�ǂ�����A�N���[���A���Z�������ʂ邩�A�ʂ��Ƃ��Ƃ����ł�
�M������̂́A��������
�����C�ɓ����Ă���
�g�������͂��܂�
�����ዾ������
�Ŏ��������܂�
�n�����܂��͂��āA�R�����͂��܂�
�h�Г��Ђ����Ԃ�A���炵���^�[�o���̂悤�ɂ������芪���܂�
�����������A�O�サ�Ă܂���
��͂��Ȃ��̂��C�������ł�
�₯�ǂ�����A�N���[���A���Z�������ʂ邩�A�ʂ��Ƃ��Ƃ����ł�
�M������̂́A��������
80 �F�����������������ς��B�F2014/04/29(��) 20:22:45.46 ID:???
���ꂩ��A�̖т͏o���邾���Z������
����ʂ܂�
�J�`�J�`�R�ɂȂ��Ă��邩��
����ʂ܂�
�J�`�J�`�R�ɂȂ��Ă��邩��
81 �F�����������������ς��B�F2014/04/29(��) 22:22:09.25 ID:???
�A�}���v��������Ȃɂނ��ɂȂ鎖�͖�����
�v���܂��B
���̌o������n�ڂ��鏊�̐^���ɋ��Ȃ����
�����������͂Ȃ��ł��B
�X�p�b�^�V�[�g��A���~�V�[�g�ŁA�g�̂�ی삷��Α��v�ł��B
���ʂ̖Ȃ̍�ƕ��ŁA�݂⑳����������K�[�h����Α��v�ł��B
���Ƃ͊���ł��B
�v���܂��B
���̌o������n�ڂ��鏊�̐^���ɋ��Ȃ����
�����������͂Ȃ��ł��B
�X�p�b�^�V�[�g��A���~�V�[�g�ŁA�g�̂�ی삷��Α��v�ł��B
���ʂ̖Ȃ̍�ƕ��ŁA�݂⑳����������K�[�h����Α��v�ł��B
���Ƃ͊���ł��B
82 �F�����������������ς��B�F2014/04/29(��) 22:32:30.60 ID:???
�Z�����X���O�Ȃ炢�����n�����S���C�ɓ��낤����Ȃ�^��܂ŏĂ��邼�B
83 �F�����������������ς��B�F2014/04/29(��) 23:32:41.85 ID:???
�^�����ԃ��[�J�[�̒b���ۂɂ�����
���ꂪ�܂��N�\�X�p�b�^�ƁA���^�܂̗�
�X�p�b�^�Ƃ������X���O�̗ʂƂ��Ă͓S�|���[�J�[�ɏ�����̂͂Ȃ���
���ꂾ���ČC���Ɍ��J���܂�����
�����|���G�X�e���ł͏k��R�����肷��̂ŖȂłȂ���Ȃ�Ȃ�����
���ꂪ�܂��N�\�X�p�b�^�ƁA���^�܂̗�
�X�p�b�^�Ƃ������X���O�̗ʂƂ��Ă͓S�|���[�J�[�ɏ�����̂͂Ȃ���
���ꂾ���ČC���Ɍ��J���܂�����
�����|���G�X�e���ł͏k��R�����肷��̂ŖȂłȂ���Ȃ�Ȃ�����
84 �F�����������������ς��B�F2014/04/30(��) 04:36:31.38 ID:???
TIG���h�f�l�̍H�ꂲ����
85 �F�����������������ς��B�F2014/04/30(��) 14:05:25.51 ID:???
>>8
�A�X�g���̋C�ɂȂ��Ă����ǎg�����肢���ˁB
�Z�[������Ă邩�甃�����Ⴈ�����ȁE�E�E
���a�l�\�N���200V�̎�_�Œb����ꂽ���瑊���y�ɂȂ邾�낤�ˁB
���̊ԁA�ŋ߂�100V��_���y�������Ăт����肵������
�A�X�g���̋C�ɂȂ��Ă����ǎg�����肢���ˁB
�Z�[������Ă邩�甃�����Ⴈ�����ȁE�E�E
���a�l�\�N���200V�̎�_�Œb����ꂽ���瑊���y�ɂȂ邾�낤�ˁB
���̊ԁA�ŋ߂�100V��_���y�������Ăт����肵������
86 �F�����������������ς��B�F2014/04/30(��) 16:24:58.23 ID:UdWZO2S9
>>85
�g���K�[�������Ă鎞�����ʓd����^�C�v�Ȃ̂ŁA�A�[�N�X�^�[�g�����Ȃ�y�B
���Ȃ݂Ɉ����ق��̂́A�펞�ʓd����悤�Ȃ̂Œ��ӁB
�X�^�[�g�����ł���Έ��肵�Ă��ŁA200V�̎�_�n�ڂ̌o��������l�Ȃ�A�ȒP�Ɏg�����Ȃ���Ǝv���B
�g���K�[�������Ă鎞�����ʓd����^�C�v�Ȃ̂ŁA�A�[�N�X�^�[�g�����Ȃ�y�B
���Ȃ݂Ɉ����ق��̂́A�펞�ʓd����悤�Ȃ̂Œ��ӁB
�X�^�[�g�����ł���Έ��肵�Ă��ŁA200V�̎�_�n�ڂ̌o��������l�Ȃ�A�ȒP�Ɏg�����Ȃ���Ǝv���B
87 �F�����������������ς��B�F2014/04/30(��) 21:52:20.90 ID:???
���̃X���ł₽�珊�L�҂����郌�b�c�S�[3�C120�������Ǝv�������Ǖʂ̂ɂ��邩
88 �F�����������������ς��B�F2014/05/01(��) 19:45:53.28 ID:???
��ނɋA�����t�������Ȃ��ꍇ�͂ǂ��ɋA�������t������
�����̂ŁH
���_�ł��n�ʂɖ��ߍ���ł�������ށH�A�[�N�o�Ȃ�����
��ނƓ��_���ꏏ�ɋ��ށH������Ȃd�������肵�Ȃ�����
�����̂ŁH
���_�ł��n�ʂɖ��ߍ���ł�������ށH�A�[�N�o�Ȃ�����
��ނƓ��_���ꏏ�ɋ��ށH������Ȃd�������肵�Ȃ�����
89 �F�����������������ς��B�F2014/05/01(��) 21:01:01.30 ID:???
>>88
����邻��
����邻��
90 �F�����������������ς��B�F2014/05/01(��) 23:35:32.03 ID:???
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�n�ڋ@
��� <=== �n�ږ_ ------------����
�@l -- �A�[�X�N���b�v --------- ����
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�n�ڋ@
��� <=== �n�ږ_ ------------����
�@| -- �A�[�X�N���b�v --------- ����
�@|
�@|
�@�A�[�X�N���b�v����̒n�ʖ��ߍ��݃A�[�X�_
��� <=== �n�ږ_ ------------����
�@l -- �A�[�X�N���b�v --------- ����
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�n�ڋ@
��� <=== �n�ږ_ ------------����
�@| -- �A�[�X�N���b�v --------- ����
�@|
�@|
�@�A�[�X�N���b�v����̒n�ʖ��ߍ��݃A�[�X�_
91 �F�����������������ς��B�F2014/05/01(��) 23:41:52.57 ID:???
�������̂͂ǂꂩ�B(3�_)
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�n�ڋ@
��� <=== �n�ږ_ ------------����
�@l -- �A�[�X�N���b�v --------- ����
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�n�ڋ@
��� <=== �n�ږ_ ------------����
�@| -- �A�[�X�N���b�v --------- ����
�@|
�@|
�@�A�[�X�N���b�v����̒n�ʖ��ߍ��݃A�[�X�_
�@�@�@�@�@�@��� <=== �n�ږ_ ------------����
��Ƒ� ----------- �A�[�X�N���b�v --------- ����
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�n�ڋ@
��� <=== �n�ږ_ ------------����
�@l -- �A�[�X�N���b�v --------- ����
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�n�ڋ@
��� <=== �n�ږ_ ------------����
�@| -- �A�[�X�N���b�v --------- ����
�@|
�@|
�@�A�[�X�N���b�v����̒n�ʖ��ߍ��݃A�[�X�_
�@�@�@�@�@�@��� <=== �n�ږ_ ------------����
��Ƒ� ----------- �A�[�X�N���b�v --------- ����
92 �F�����������������ς��B�F2014/05/02(��) 09:23:29.88 ID:???
>>89
�����B
�����B
93 �F�����������������ς��B�F2014/05/03(�y) 18:10:19.68 ID:???
>>87
���b�S�[�O�C�́A�z���Z���̃I�[�v����猈�Z��Z�[���̎���
�ꖜ�~�ȉ��ŁA�����Ă�Ƃ����A��������B
�P�ǃp�C�v��2.3����T3.2���炢�܂ŁA�ǂ��n�ڏo�����B
�]�v�Ȃ����b�����A�X�Y�L�b�h�œW���̔����Ă鎞�o���킷���A
���������A�����o����悤�ɔz�����Ă邯�ǁA�����قƂ��
���ĂȂ��ˁB
���ƁA������������HP�݂Ă��A�I������������܂ł��o�Ă�ˁB
���b�S�[�O�C�́A�z���Z���̃I�[�v����猈�Z��Z�[���̎���
�ꖜ�~�ȉ��ŁA�����Ă�Ƃ����A��������B
�P�ǃp�C�v��2.3����T3.2���炢�܂ŁA�ǂ��n�ڏo�����B
�]�v�Ȃ����b�����A�X�Y�L�b�h�œW���̔����Ă鎞�o���킷���A
���������A�����o����悤�ɔz�����Ă邯�ǁA�����قƂ��
���ĂȂ��ˁB
���ƁA������������HP�݂Ă��A�I������������܂ł��o�Ă�ˁB
94 �F�����������������ς��B�F2014/05/05(��) 13:51:15.77 ID:i9ZIKoEp
���ׂ̃p�C�v���d�˂āi�O�a�͑����p�C�v�Ɠ����A���a�ׂ͍��p�C�v�Ɠ����ɂ��邽�߁j�n�ڂ������̂ł����A
�����p�C�v�ɂ͒��������ɐ�ڂ���ꂽ�肷����̂ł��傤���H
�����p�C�v�ɂ͒��������ɐ�ڂ���ꂽ�肷����̂ł��傤���H
�u�p�C�v�Ƀp�C�v���d�˂�v���Ăǂ��������
���ꂵ���z���o���Ȃ��@��
http://mb1.net4u.org/bbs/diy_2ch/img/887.jpg
���ꂵ���z���o���Ȃ��@��
http://mb1.net4u.org/bbs/diy_2ch/img/887.jpg
{kind=link}
96 �F�����������������ς��B�F2014/05/06(��) 08:38:32.43 ID:1UypLtKy
���N�͓���Ȃ̂��Hw
97 �F�����������������ς��B�F2014/05/06(��) 11:15:18.77 ID:???
�j���m�̗��݂��H�H�H
98 �F�����������������ς��B�F2014/05/06(��) 22:21:26.40 ID:???
>>94
��ڂ����ėn�ڂ����炷�����c�݂���
�p�r��������Ȃ����Ǒ����p�C�v�̂ق��ɓK���ȊԊu��6mm�ʂ̌����J���Č���n�ڂŖ��߂Ă݂Ă�
>>95
�����p�C�v�̒��ɍׂ��p�C�v�����ē�d�ɂ����łȂ���
��ڂ����ėn�ڂ����炷�����c�݂���
�p�r��������Ȃ����Ǒ����p�C�v�̂ق��ɓK���ȊԊu��6mm�ʂ̌����J���Č���n�ڂŖ��߂Ă݂Ă�
>>95
�����p�C�v�̒��ɍׂ��p�C�v�����ē�d�ɂ����łȂ���
99 �F�����������������ς��B�F2014/05/07(��) 02:46:53.85 ID:H9UQN4ql
���[�����J�����Ċ����H
100 �F�����������������ς��B�F2014/05/07(��) 04:37:17.82 ID:???
�A�C�}�b�N�X�̐��i�摜����Ɩ���v���̂���
�z���_�[�ƃA�[�X����ł����̂��H
����Ƃ��X�Y�L�b�h�͂��ꂪ�z���_�[�Ȃ̂��H
�z���_�[�ƃA�[�X����ł����̂��H
����Ƃ��X�Y�L�b�h�͂��ꂪ�z���_�[�Ȃ̂��H
101 �F�X�S�F2014/05/07(��) 05:58:56.60 ID:v1frgBuu
�d�B���Ŏ����Ă݂܂�
102 �F�����������������ς��B�F2014/05/07(��) 16:55:11.54 ID:???
103 �F�����������������ς��B�F2014/05/09(��) 08:26:48.82 ID:???
>>87
������Ȃ����������玀���
������Ȃ����������玀���
104 �F�����������������ς��B�F2014/05/09(��) 10:17:59.01 ID:???
�����������b�h�S�[�Ƃ������i�����̂��Ӗ��s��
���b�h�͕�����A�Ԃ�����
�S�[�͉��ȂH�����S�[�Ȃ�
���b�h�͕�����A�Ԃ�����
�S�[�͉��ȂH�����S�[�Ȃ�
105 �F�����������������ς��B�F2014/05/09(��) 23:28:14.09 ID:???
���ʉ�����
�W���W���Ƃ��������ƂȂ��̂��H
�W���W���Ƃ��������ƂȂ��̂��H
106 �F�����������������ς��B�F2014/05/10(�y) 00:01:16.73 ID:???
107 �F�����������������ς��B�F2014/05/10(�y) 13:14:54.65 ID:???
RILAND�̗n�ڋ@�g���Ă�l
�ǂꂭ�炢�����ɋ���̂��ȁH
�v���̊O�����ǂ��ĉ��Ȃ�����d�Ă���ǁA�b�ɏo�Ă��Ȃ���
�ǂꂭ�炢�����ɋ���̂��ȁH
�v���̊O�����ǂ��ĉ��Ȃ�����d�Ă���ǁA�b�ɏo�Ă��Ȃ���
108 �F�����������������ς��B�F2014/05/10(�y) 23:00:42.52 ID:???
DIY���ƃX�Y�L�b�h��A�l�X�g��c�Ȃ��قƂ�ǂȂ̂��ȁH
109 �F�����������������ς��B�F2014/05/11(��) 01:03:54.88 ID:???
��ɓ���₷��
��`������
���̂�����
���ł���������
��`������
���̂�����
���ł���������
110 �F�����������������ς��B�F2014/05/11(��) 10:19:33.33 ID:???
>>109
�m���ɁB
�I���������قǂȂ����A�������͂�͂��S�O�����ˁB
�A�t�^�[�T�[�r�X���������肵�Ă���
���̉��i�Ŕ̔��o���Ȃ����낤��
���ȉ����ł���l��������
�m���ɁB
�I���������قǂȂ����A�������͂�͂��S�O�����ˁB
�A�t�^�[�T�[�r�X���������肵�Ă���
���̉��i�Ŕ̔��o���Ȃ����낤��
���ȉ����ł���l��������
111 �F�����������������ς��B�F2014/05/11(��) 10:25:22.06 ID:30lT2Ino
�Z�[���ŃA�X�g�������������������B����g�����������������A�g���₷���ł��B
�f�l�Ȃ���ŁA�Y��Ƀr�[�h��邱�Ƃ͂ł��Ȃ����ǃA�[�N�͂����o�邵�A�[�N�_�Ƃ͔�ׂ���ɂȂ��g���₷���ł����B
���炭�V�ׂ���
�f�l�Ȃ���ŁA�Y��Ƀr�[�h��邱�Ƃ͂ł��Ȃ����ǃA�[�N�͂����o�邵�A�[�N�_�Ƃ͔�ׂ���ɂȂ��g���₷���ł����B
���炭�V�ׂ���
112 �F�����������������ς��B�F2014/05/11(��) 10:31:39.71 ID:???
�����Z�[����AP�����������������B
���ǂ܂�������o���ĂȂ���
�����Ɩ_�������̂Ŋy���݁�
�_�̓R�c��͂�Ō��\���ʂɎg����悤�ɂȂ��Ă��̂łǂ��Ȃ邱�Ƃ��B�B�B
���ǂ܂�������o���ĂȂ���
�����Ɩ_�������̂Ŋy���݁�
�_�̓R�c��͂�Ō��\���ʂɎg����悤�ɂȂ��Ă��̂łǂ��Ȃ邱�Ƃ��B�B�B
113 �F�����������������ς��B�F2014/05/11(��) 14:34:58.14 ID:???
AP�͉��ɂł��ł��������S����邩�猙���
�Ȃ���ŃX�Y�L�b�h������
�Ȃ���ŃX�Y�L�b�h������
114 �F�����������������ς��B�F2014/05/11(��) 15:09:40.52 ID:U2LCMbhk
>>112
���b�h�S�[�P�Q�O��200V�Ŏg���邵�A�X�e�����X�n�_������̂ł܂��茳�ɂ����Ă��邪�A
AP�����������Ĉȗ��A�R�N���炢�g���ĂȂ�w
���b�h�S�[�P�Q�O��200V�Ŏg���邵�A�X�e�����X�n�_������̂ł܂��茳�ɂ����Ă��邪�A
AP�����������Ĉȗ��A�R�N���炢�g���ĂȂ�w
115 �F�����������������ς��B�F2014/05/13(��) 23:34:23.54 ID:???
15A��3mm��|�͏\���ȗn�ڂł���H�H
�E�`�͌Â���2��100V�����A20A�R���Z���g���Ȃ�����15A��������ł��킷
�E�`�͌Â���2��100V�����A20A�R���Z���g���Ȃ�����15A��������ł��킷
116 �F�����������������ς��B�F2014/05/14(��) 17:46:23.98 ID:???
>>115
��ނ��g�[�`�ŗ]�M������_���d���ɂ���s�����ˁH
��ނ��g�[�`�ŗ]�M������_���d���ɂ���s�����ˁH
117 �F�r�[�h�������F2014/05/14(��) 18:21:03.14 ID:???
�Ȃ�Ă�����
�n�ڂ��ē���Ȃ�
�Ȃ�20cm���i�܂Ȃ������ɖ_1�{�Ȃ��Ȃ邵
�n�ڂ��ē���Ȃ�
�Ȃ�20cm���i�܂Ȃ������ɖ_1�{�Ȃ��Ȃ邵
118 �F�����������������ς��B�F2014/05/14(��) 19:54:15.36 ID:???
�n�ږ_�̊������Čl�łǂ����́H�H
70�x����100�x��1���ԂƂ����āA�ݔ��̂����ƂȂ�\���낤����
�l�ł͊����܂���ꂽ���ɕۊǂ��邭�炢�����v�����Ȃ��B
70�x����100�x��1���ԂƂ����āA�ݔ��̂����ƂȂ�\���낤����
�l�ł͊����܂���ꂽ���ɕۊǂ��邭�炢�����v�����Ȃ��B
119 �F�����������������ς��B�F2014/05/14(��) 20:19:22.19 ID:???
>>118
�R�x���R�ɓ�z�����̖_���o�Ă���Ȃ����ȁH
����ł��A�ۊǂ͊����ܓ��ꂽ�e�킪�D�܂������낤���ǁB
���|�R�[�i�[�Ƀh���C�t�����[�p�̊����܂������Ă邩��_�����璼���ɕʗe��ɖ_�Ɗ����ܓ���������ˁH
�R�x���R�ɓ�z�����̖_���o�Ă���Ȃ����ȁH
����ł��A�ۊǂ͊����ܓ��ꂽ�e�킪�D�܂������낤���ǁB
���|�R�[�i�[�Ƀh���C�t�����[�p�̊����܂������Ă邩��_�����璼���ɕʗe��ɖ_�Ɗ����ܓ���������ˁH
120 �F�����������������ς��B�F2014/05/14(��) 20:25:58.87 ID:???
100�~�`���b�v�Ŕ����������Ȕ���3�R150�~�̎��C������Ă�
�������炷�������ɓ���Ƃ����A�u�]�����_�v���C�ɂȂ�̂�
��������20�{�Ƃ�30�{�g����킯����Ȃ�
�������炷�������ɓ���Ƃ����A�u�]�����_�v���C�ɂȂ�̂�
��������20�{�Ƃ�30�{�g����킯����Ȃ�
121 �F�����������������ς��B�F2014/05/14(��) 20:59:44.31 ID:???
�V��i�s���̃����͍ŋߗn�ږʂ��Â��Č��h��(T-T)
���ɔ������ĔZ���Ȃ�̂́A����ς���u�x����ˁH
���ɔ������ĔZ���Ȃ�̂́A����ς���u�x����ˁH
122 �F�����������������ς��B�F2014/05/14(��) 22:38:24.61 ID:???
>>120
�V���J�Q����A�^�C�v��B�^�C�v���L�����ˊm���B
A���Ђ������C������������^�C�v
B�����̎��x��ۂ�����������^�C�v���������ȁH
�V���J�Q����A�^�C�v��B�^�C�v���L�����ˊm���B
A���Ђ������C������������^�C�v
B�����̎��x��ۂ�����������^�C�v���������ȁH
123 �F�����������������ς��B�F2014/05/14(��) 23:06:34.13 ID:???
�@�@�@�@�ȁQ��
�@�@�@�@(�@��֥)
�@�@�@�@(|���܁j
�@�@�@�@/�@�@�@ )
�@�@�@�@( /�P��
�@�@100�~�`���b�v
�@�@�@�@�ȁQ��
�@�@�@�@( �@���)�j�I
�@�@�@���܁@�@Ɂ@�K
�@�@�@�@/�@�@�@)
�@�@�@�@( /�P��
�@�@�@�@(�@��֥)
�@�@�@�@(|���܁j
�@�@�@�@/�@�@�@ )
�@�@�@�@( /�P��
�@�@100�~�`���b�v
�@�@�@�@�ȁQ��
�@�@�@�@( �@���)�j�I
�@�@�@���܁@�@Ɂ@�K
�@�@�@�@/�@�@�@)
�@�@�@�@( /�P��
124 �F�����������������ς��B�F2014/05/14(��) 23:54:23.36 ID:???
125 �F�����������������ς��B�F2014/05/15(��) 00:03:52.10 ID:???
>>124
����A���ꂩ�甃���Ă݂悤���Ǝv���Ă�Ƃ���
����A���ꂩ�甃���Ă݂悤���Ǝv���Ă�Ƃ���
126 �F�����������������ς��B�F2014/05/15(��) 00:36:41.98 ID:???
�T�r�𗎂Ƃ���Ȃ��Ƃ��͗n�ڋ��x�͏o���Ȃ��H
�T�r���Ƃ��������Ȃ��قǐ[���A�O���C���_�Ƃ��ō��ׂ��Ȃ̂ɋ����ē��炸
�T�r���Ƃ��������Ȃ��قǐ[���A�O���C���_�Ƃ��ō��ׂ��Ȃ̂ɋ����ē��炸
127 �F�����������������ς��B�F2014/05/15(��) 23:01:13.89 ID:???
���Ԃ�ʂ��ăX�p�b�^�������ė��Ă����v�H
�Q�Ȃ��������ėn�ڂ��Ȃ��ƂȂ��̂����Ǘn�����S�������Ă��Ċђʂ��܂��������|�B
�Q�Ȃ��������ėn�ڂ��Ȃ��ƂȂ��̂����Ǘn�����S�������Ă��Ċђʂ��܂��������|�B
128 �F�����������������ς��B�F2014/05/15(��) 23:55:46.48 ID:???
>>121
�F�K���X�A���������F�������̎������H
����Ƃ��A��������v�H
>>127
���ʁA�ʂ͑��v�����ǁD�D
�S�z����̂͒��Ă镞�̕�����Ȃ��H
�F�K���X�A���������F�������̎������H
����Ƃ��A��������v�H
>>127
���ʁA�ʂ͑��v�����ǁD�D
�S�z����̂͒��Ă镞�̕�����Ȃ��H
129 �F�����������������ς��B�F2014/05/17(�y) 09:50:51.61 ID:???
>>121
��u�u������Ζ��Ȃ�
��u�u������Ζ��Ȃ�
130 �F�����������������ς��B�F2014/05/17(�y) 14:48:35.13 ID:???
#8�ł������Ȃ��Ƃ���
�@���������낵���̂�
�@���������낵���̂�
131 �F�����������������ς��B�F2014/05/17(�y) 15:05:40.77 ID:???
�t���ʂ��ƕ֗������B�����̂�T����1���~�ȉ��ł���݂����B
http://www.monotaro.com/p/3679/6882/
http://store.shopping.yahoo.co.jp/diy-tool/s32-0365.html
http://store.shopping.yahoo.co.jp/diy-tool/h42-0030.html
http://www.monotaro.com/p/3679/6882/
http://store.shopping.yahoo.co.jp/diy-tool/s32-0365.html
http://store.shopping.yahoo.co.jp/diy-tool/h42-0030.html
132 �F�����������������ς��B�F2014/05/17(�y) 19:29:26.63 ID:???
���K�l���p�\�̖ʂȂ��H
�莝������Ȃ���
���K�l�������|�����ĎՌ��p�l���̂Ƃ��܂Ŗڂ����Ȃ�������
���Ă��������̋���Ƀ��K�l�\�ʂ��C��ď��������肵�ĎU�X
�莝������Ȃ���
���K�l�������|�����ĎՌ��p�l���̂Ƃ��܂Ŗڂ����Ȃ�������
���Ă��������̋���Ƀ��K�l�\�ʂ��C��ď��������肵�ĎU�X
133 �F�����������������ς��B�F2014/05/17(�y) 20:17:54.23 ID:???
AUTOSTAFF�Ƃ����Ƃ���ŃN���A�����Y�̑���ɓ����
�V����Y���������B
�V����Y���������B
134 �F�����������������ς��B�F2014/05/18(��) 09:23:02.74 ID:F3Ho99G2
�X�e�����X�ƃX�`�[�����ėn�ڂł��Ȃ����ĕ���������
�Ȃ�łȂ́H
�Ȃ�łȂ́H
135 �F�����������������ς��B�F2014/05/18(��) 10:30:20.85 ID:???
136 �F�����������������ς��B�F2014/05/18(��) 13:15:43.91 ID:???
�ꉞ�o���邯�Ǔ����
�����������t�����l�Ɍ����ĂĂ��|�b�L���s���₷������C������
�����������t�����l�Ɍ����ĂĂ��|�b�L���s���₷������C������
137 �F�����������������ς��B�F2014/05/18(��) 15:53:58.92 ID:???
���̌o���ł�SUS➑̂̋@�B�̒��̌��J�����Ƃ����SS�ޓ\�����肵�����炢���ȁB
�_��309�B
�_��309�B
138 �F�����������������ς��B�F2014/05/18(��) 19:43:09.90 ID:???
139 �F�����������������ς��B�F2014/05/19(��) 01:42:27.46 ID:???
��̒�d���p�_�� 1.4 1.6�Ƃ���1.2mm�`3.0mm�ƂȂ��Ă邯��
����͉��̈Ⴂ�������
����͉��̈Ⴂ�������
140 �F�����������������ς��B�F2014/05/19(��) 20:50:55.25 ID:???
141 �F�����������������ς��B�F2014/05/19(��) 22:33:41.65 ID:???
>>139
100V�Ȃ�A��1.4�A200V�Ȃ��1.6
T1.2�����Ȃ��1.4�AT2.O��T3.O���n�ڂ���Ȃ�
��1.6����Ȃ��̂��B
���Ƃ́A�g���Ă݂Ď����őI�ׂ悢�ł͂Ȃ��̂��B
100V�Ȃ�A��1.4�A200V�Ȃ��1.6
T1.2�����Ȃ��1.4�AT2.O��T3.O���n�ڂ���Ȃ�
��1.6����Ȃ��̂��B
���Ƃ́A�g���Ă݂Ď����őI�ׂ悢�ł͂Ȃ��̂��B
142 �F�����������������ς��B�F2014/05/19(��) 23:30:00.47 ID:???
>>139
��ނ̌����Ɠd���̊��ɂ���Ďg���킯����Ď������
��ނ̌����Ɠd���̊��ɂ���Ďg���킯����Ď������
143 �F�����������������ς��B�F2014/05/20(��) 00:26:05.91 ID:???
200V�Ȃ�2.0�������
1.4�ӂ�1.6�ӂ��2.0�ӂ�2.6�ӂ̂ق��������̂́A�����g���Ă邩�炾��
1.4�ӂ�1.6�ӂ��2.0�ӂ�2.6�ӂ̂ق��������̂́A�����g���Ă邩�炾��
144 �F�����������������ς��B�F2014/05/20(��) 06:13:19.22 ID:k6clyp9E
>>141
��1.6�ł�100V���������Ă����ȁB
��1.6�ł�100V���������Ă����ȁB
145 �F�����������������ς��B�F2014/05/20(��) 10:27:41.26 ID:???
>>143
��������邯�ǁA�������ނ��ׂ����ނ̂ق��������B
�ׂ�����ɂ́A����Ȃ�̉��H���ԑ����̂�葽���|���邩��ł��B
�p�C�v���������ł��B
�����ɒ��ׂĂ݂ẮH�H
��������邯�ǁA�������ނ��ׂ����ނ̂ق��������B
�ׂ�����ɂ́A����Ȃ�̉��H���ԑ����̂�葽���|���邩��ł��B
�p�C�v���������ł��B
�����ɒ��ׂĂ݂ẮH�H
146 �F�����������������ς��B�F2014/05/20(��) 11:01:21.94 ID:???
147 �F�����������������ς��B�F2014/05/20(��) 15:46:36.38 ID:???
������o������
���ʂȂ��Ƃ������Ȃ�
�K�i�����܂��Ă���̂ŁA���ʂ͂���ɍ��킹�Đ��^���Ă����Ȃ��̂���
���ʂȂ��Ƃ������Ȃ�
�K�i�����܂��Ă���̂ŁA���ʂ͂���ɍ��킹�Đ��^���Ă����Ȃ��̂���
148 �F�����������������ς��B�F2014/05/20(��) 18:06:42.70 ID:???
�A�z��
149 �F�����������������ς��B�F2014/05/20(��) 21:07:46.97 ID:???
150 �F�����������������ς��B�F2014/05/21(��) 00:43:17.56 ID:???
>>143
����3.2mm�Ƃ�4mm�����g�������ƂȂ����ǁA2mm���ŲĖ_20kg�ł����炮�炢?
�ė���JIS�̍X�V���邩��A4mm��LB�_�d����Ă�����B
����3.2mm�Ƃ�4mm�����g�������ƂȂ����ǁA2mm���ŲĖ_20kg�ł����炮�炢?
�ė���JIS�̍X�V���邩��A4mm��LB�_�d����Ă�����B
151 �F�����������������ς��B�F2014/05/22(��) 21:32:25.87 ID:???
�����d���l�A������ތ���������
��ʓI�ɍׂ��̂Ƒ�����(�ǂ�������̕�ތ��ɓK����ƃ��[�J�[�������Ă�)�ǂ����������́B
��ʓI�ɍׂ��̂Ƒ�����(�ǂ�������̕�ތ��ɓK����ƃ��[�J�[�������Ă�)�ǂ����������́B
152 �F�����������������ς��B�F2014/05/23(��) 11:58:27.15 ID:???
>>151
�@��̏o�͂ɗ]�T���L��A�������g���Ă����̂������Ȃ����H
�@��̏o�͂ɗ]�T���L��A�������g���Ă����̂������Ȃ����H
153 �F�����������������ς��B�F2014/05/23(��) 12:37:41.23 ID:???
����H �]����ǂꂭ�炢�ɂ��邩�ł����������́H
154 �F�����������������ς��B�F2014/05/24(�y) 23:24:52.19 ID:???
�I�[�g���J�j�b�N�Վ��������ŁA�n�ڂ�DVD��
�t�������B
DIY�n�ڂ��n�߂�ɂ͗ǂ����ނ݂����ł��ˁB
http://www.suzukid.co.jp/pressreleases/magazine27.html
�t�������B
DIY�n�ڂ��n�߂�ɂ͗ǂ����ނ݂����ł��ˁB
http://www.suzukid.co.jp/pressreleases/magazine27.html
155 �F�����������������ς��B�F2014/05/25(��) 00:17:52.33 ID:???
156 �F�����������������ς��B�F2014/05/25(��) 03:13:50.67 ID:???
��ނɒ��ړd���𗬂������Ȃ��̂ŁA��ނɃA�[�X�N���b�v���͂��݂����Ȃ��ꍇ��
�ǂ��ɃA�[�X�N���b�v�����t����Ƃ����́H
����H��ŁA��ނɃA�[�X�N���b�v�����܂Ȃ��ōH�ꌚ����H�|�ɋ���ŗn�ڂ��Ă�
�����̃g�^������ΉԂ��o�Č����J���Ă����Ęb���������̂�
��ނɋ��܂Ȃ��Ă��A�[�N�n�ڂ͏o����̂��ȂƎv�����̂ŁB
�����Ɍ��J�������Ȃ��̂ň��S�Ȃ�������āI
�ǂ��ɃA�[�X�N���b�v�����t����Ƃ����́H
����H��ŁA��ނɃA�[�X�N���b�v�����܂Ȃ��ōH�ꌚ����H�|�ɋ���ŗn�ڂ��Ă�
�����̃g�^������ΉԂ��o�Č����J���Ă����Ęb���������̂�
��ނɋ��܂Ȃ��Ă��A�[�N�n�ڂ͏o����̂��ȂƎv�����̂ŁB
�����Ɍ��J�������Ȃ��̂ň��S�Ȃ�������āI
157 �F�����������������ς��B�F2014/05/25(��) 07:30:46.39 ID:???
>>156
���Ɖ���n�ڂ������̂����킩���
���Ɖ���n�ڂ������̂����킩���
158 �F�����������������ς��B�F2014/05/25(��) 11:15:54.85 ID:???
��ނɓd�������Ȃ��ėn�ڂ���Ȃ�K�X�n�ڂ�����ǂ����ᖳ��
159 �F�����������������ς��B�F2014/05/25(��) 13:23:44.46 ID:???
>>157
�S�ƓS�A�݂���4mm���A�[�N�n�ڂ�
�S�ƓS�A�݂���4mm���A�[�N�n�ڂ�
160 �F�����������������ς��B�F2014/05/25(��) 16:17:00.74 ID:???
�A�[�N�n�ڂ̎d�g�݂�����ė�����
161 �F�����������������ς��B�F2014/05/25(��) 17:04:41.03 ID:???
����ނɒ��ړd���𗬂������Ȃ��̂ŁA��ނɃA�[�X�N���b�v���͂��݂����Ȃ��ꍇ��
����Ȃ��� ��ނ������͕�ނƐڂ����y��Ȃ�ɃN���b�v�����܂�Ƃł��Ȃ���ˁH
����Ȃ��� ��ނ������͕�ނƐڂ����y��Ȃ�ɃN���b�v�����܂�Ƃł��Ȃ���ˁH
162 �F�����������������ς��B�F2014/05/25(��) 19:01:03.78 ID:???
�Ă��A��ނɓd�������Ȃ��ƃA�[�N�n�ڂ͏o���Ȃ�
163 �F�����������������ς��B�F2014/05/25(��) 21:17:21.53 ID:???
https://www.kdh.or.jp/safe/document/by_es/low_file18.html
��ʂɗn�ڋ@�Ɨn�ږ_�z���_�[�����ԓd���ɂ͒��ӂ��܂����A
�d���̋A�蓹�ƂȂ��n�ڕ��Ɨn�ڋ@�̊Ԃ̓d�H�i�A���j�͌y�������āA
�g�߂ɂ���|�ނ⌚���̓S���Ȃǂ𗘗p���Ă��邱�Ƃ������݂��܂��B
��ʂɗn�ڋ@�Ɨn�ږ_�z���_�[�����ԓd���ɂ͒��ӂ��܂����A
�d���̋A�蓹�ƂȂ��n�ڕ��Ɨn�ڋ@�̊Ԃ̓d�H�i�A���j�͌y�������āA
�g�߂ɂ���|�ނ⌚���̓S���Ȃǂ𗘗p���Ă��邱�Ƃ������݂��܂��B
164 �F�����������������ς��B�F2014/05/25(��) 22:08:14.55 ID:???
�@
������Ɖ��߂Č�����ƕs���ɂȂ��Ă��Ă�
----------------
����ȃt���b�g�o�[������Ƃ���
------===--------
===�����ɗn�ڂ̂��ߓd�����������Ƃ��͂�������A�[�X��n�ʂɗ��Ƃ������H
������Ɖ��߂Č�����ƕs���ɂȂ��Ă��Ă�
----------------
����ȃt���b�g�o�[������Ƃ���
------===--------
===�����ɗn�ڂ̂��ߓd�����������Ƃ��͂�������A�[�X��n�ʂɗ��Ƃ������H
165 �F�����������������ς��B�F2014/05/26(��) 00:14:40.02 ID:???
>>164
�n�ڃ����ɉ\�Ȍ���߂��ꏊ�ŃA�[�X�Ƃ�����́B
�N���b�v�ł܂߂Ȃ������Ȃ�
�n�ڃ����t�߂Ɏ̂Ĕ��A�[�X�N���b�v�ł܂݂Ȃ���n��
��������ŗǂ̊��ŗn�ڂł���B
�n�ڃ����ɉ\�Ȍ���߂��ꏊ�ŃA�[�X�Ƃ�����́B
�N���b�v�ł܂߂Ȃ������Ȃ�
�n�ڃ����t�߂Ɏ̂Ĕ��A�[�X�N���b�v�ł܂݂Ȃ���n��
��������ŗǂ̊��ŗn�ڂł���B
166 �F�����������������ς��B�F2014/05/26(��) 00:16:13.61 ID:???
�A�[�X��n�ʂɗ��Ƃ��K�v�͂Ȃ��B
�����낤�A�n�ڎ��̂������ƂȂ��l���ȁH
�����낤�A�n�ڎ��̂������ƂȂ��l���ȁH
167 �F�����������������ς��B�F2014/05/26(��) 01:56:27.31 ID:???
�R���Z���g�̃A�[�X�݂����ɍl���Ă�̂����H
168 �F�����������������ς��B�F2014/05/26(��) 07:42:08.54 ID:???
��ނ̓d�ʂ��㏸���邱�Ƃ�h�~���邽�߁C
��ށi��n�ڍށj�܂��͂����ێ����鑕�u�i����C��Փ��j�ɂ́C�}�Q�Ɏ����悤�ɑ�R��ڒn�H�����{���B
�f�l�͌��o���Ȃ��Ă�������
��ށi��n�ڍށj�܂��͂����ێ����鑕�u�i����C��Փ��j�ɂ́C�}�Q�Ɏ����悤�ɑ�R��ڒn�H�����{���B
�f�l�͌��o���Ȃ��Ă�������
169 �F�����������������ς��B�F2014/05/26(��) 08:09:27.24 ID:???
170 �F�����������������ς��B�F2014/05/26(��) 10:04:56.87 ID:???
�����I
�v��������́H
�����𑁂������āI
�v��������́H
�����𑁂������āI
171 �F�����������������ς��B�F2014/05/26(��) 10:21:58.89 ID:???
>>170
�n�ڂ��镔���ɃA�[�N����Ȃ��Ɨn�ڂ͏o���܂���B
�A�[�N�́A�ȒP�Ɍ����Ɠd�C���V���[�g���������ɔ�ԉΉԂł�(����z�����ĉ�����)�B
��n�ڕ��ƃA�[�N�_�̊Ԃɓd�C�������K�v������܂��B
��ނɓd���𗬂��Ȃ��̂ł́A�A�[�N�͔�т܂���B
�d�r�ɂ�+��-�ɂ�����܂���ˁB�Ⴆ��-�ɂɃZ���e�[�v��\���āA�����d�r��
������B(���Ƃ���LED���C�g�Ƃ�)�ɓ���Ă݂܂��傤�B�����܂����ˁB
�d�C�̗��ꓹ�����Ă��Ȃ��Ɠd���͗���Ȃ��̂ł��B
�n�ڕ��ȊO�ɓd��������Ă��܂��Ɖ��Ă��܂���������Ȃ����m��n�ڂ������̂��Ɛ������܂������A
��L�̂悤�ȗ��R�ŁA�n�ږ_�ƕ�ނ̊Ԃɂ͓d���������K�v�����鎖�𗝉�������ŁA
>>164����̕��@�ŏ����������Ă݂�̂��ꋻ�ł��B
�Ȃ��A������������Ƃ����m�ŁA������"�d�C"�Ə����܂����B
�n�ڂ��镔���ɃA�[�N����Ȃ��Ɨn�ڂ͏o���܂���B
�A�[�N�́A�ȒP�Ɍ����Ɠd�C���V���[�g���������ɔ�ԉΉԂł�(����z�����ĉ�����)�B
��n�ڕ��ƃA�[�N�_�̊Ԃɓd�C�������K�v������܂��B
��ނɓd���𗬂��Ȃ��̂ł́A�A�[�N�͔�т܂���B
�d�r�ɂ�+��-�ɂ�����܂���ˁB�Ⴆ��-�ɂɃZ���e�[�v��\���āA�����d�r��
������B(���Ƃ���LED���C�g�Ƃ�)�ɓ���Ă݂܂��傤�B�����܂����ˁB
�d�C�̗��ꓹ�����Ă��Ȃ��Ɠd���͗���Ȃ��̂ł��B
�n�ڕ��ȊO�ɓd��������Ă��܂��Ɖ��Ă��܂���������Ȃ����m��n�ڂ������̂��Ɛ������܂������A
��L�̂悤�ȗ��R�ŁA�n�ږ_�ƕ�ނ̊Ԃɂ͓d���������K�v�����鎖�𗝉�������ŁA
>>164����̕��@�ŏ����������Ă݂�̂��ꋻ�ł��B
�Ȃ��A������������Ƃ����m�ŁA������"�d�C"�Ə����܂����B
172 �F�����������������ς��B�F2014/05/26(��) 11:53:49.57 ID:???
https://www.kdh.or.jp/safe/document/by_es/low_file18.html
��ԉ��̊G�ɂ͐������A���Ƃ��Ēn�ʂɃA�[�X�����Ƃ���Ă���I�I
YOU��SHOCK�I
�@���
�ȁ@�@��
��ԉ��̊G�ɂ͐������A���Ƃ��Ēn�ʂɃA�[�X�����Ƃ���Ă���I�I
YOU��SHOCK�I
�@���
�ȁ@�@��
173 �F�����������������ς��B�F2014/05/26(��) 11:55:03.91 ID:???
�Ȃ����̃A�[�X�͒n�ʂɗ��Ƃ���Ă���̂��I�I
���̉�������ށI
�������ɃA�[�X�͂Ȃ��I�I
����ȉf����������I�I
�J���b
���̉�������ށI
�������ɃA�[�X�͂Ȃ��I�I
����ȉf����������I�I
�J���b
174 �F�����������������ς��B�F2014/05/26(��) 12:21:54.68 ID:???
�ʓ|�������ł��˂�
>>172�̊G�͍H��ł���ˁB
�����Ă��������B�n�ڂ���Ȃ�A���̃T�C�g�̃R���e���c�͂������蒭�߂Ă݂܂��傤�B
http://www-it.jwes.or.jp/qa/details.jsp?pg_no=0020010150
>>172�̊G�͍H��ł���ˁB
�����Ă��������B�n�ڂ���Ȃ�A���̃T�C�g�̃R���e���c�͂������蒭�߂Ă݂܂��傤�B
http://www-it.jwes.or.jp/qa/details.jsp?pg_no=0020010150
175 �F�����������������ς��B�F2014/05/26(��) 14:07:05.81 ID:???
>>156 ��ނɒ��ړd���𗬂������Ȃ��̂ŁA��ނɃA�[�X�N���b�v���͂��݂����Ȃ��ꍇ��
> �ǂ��ɃA�[�X�N���b�v�����t����Ƃ����́H
�R�C�c�͂ǂ��������Hw
> �ǂ��ɃA�[�X�N���b�v�����t����Ƃ����́H
�R�C�c�͂ǂ��������Hw
176 �F�����������������ς��B�F2014/05/26(��) 17:36:03.69 ID:???
�A�[�X (�����[�������X�ɏk�܂���)
177 �F�����������������ς��B�F2014/05/26(��) 17:46:37.90 ID:???
�c�O�����ǁA�n�ڂ���߂��ق����ǂ������H�H
178 �F�����������������ς��B�F2014/05/26(��) 22:18:27.85 ID:???
��ނ̃A�[�X�N���b�v�ȊO�̏ꏊ����n�ʂɃA�[�X����̂��������̂��B
�S�R�m��Ȃ������B
�s�h�f�������Ȃ̂��H
�S�R�m��Ȃ������B
�s�h�f�������Ȃ̂��H
179 �F�����������������ς��B�F2014/05/26(��) 22:23:20.08 ID:???
�n�ʂɂ��A�[�X�͗��z�ł����ėn�ڂ���Ώۂɂ���Ă͎�ԐH����
180 �F�����������������ς��B�F2014/05/26(��) 22:25:55.83 ID:???
�n�����݂������Ƃ��A���̏ォ��X�ɗn�����܂�����ǂ���Ȃ́H
__��___
__�W___�@�@���܂ŗn������łȂ�
______
__�W___�@�@�T���_���ŕ\�ʍ����
���̏ォ��X�ɗn�����ė��܂ŏo�����x�I�ɂ͂ǂȂ���
__��___
__�W___�@�@���܂ŗn������łȂ�
______
__�W___�@�@�T���_���ŕ\�ʍ����
���̏ォ��X�ɗn�����ė��܂ŏo�����x�I�ɂ͂ǂȂ���
181 �F�����������������ς��B�F2014/05/27(��) 06:49:45.34 ID:l8l4Hgku
�A�[�X����
182 �F�����������������ς��B�F2014/05/27(��) 12:43:23.37 ID:???
�T���_�����ĂȂ��H
183 �F�����������������ς��B�F2014/05/27(��) 14:35:33.21 ID:???
���̍�
184 �F�����������������ς��B�F2014/05/27(��) 15:27:09.88 ID:???
�Ȃ|�����̂��ۂ��B
���@�y�T���_���z�@�����@�F�������̃��n���@�œG1��/�S�̂Ƀ_���[�W�B
���@��C���̔���d�����W�߂ė���������B�iNTT�o�� FF VI�@��b�m���҂��j
���@�y�T���_���z�@�����@�F�������̃��n���@�œG1��/�S�̂Ƀ_���[�W�B
���@��C���̔���d�����W�߂ė���������B�iNTT�o�� FF VI�@��b�m���҂��j
185 �F�����������������ς��B�F2014/05/27(��) 18:51:30.70 ID:???
�n�ڂ̗��K���āA��̓I�ɉ������āA�ǂ��Ȃ���i�Ȃ́B
������Ă���̂�
�_�_�_�_�Ɠ_�Œu���Ă���
���Ɉ������r�[�h�̔g���Y���
����́A���������Ɋۂ����A�r�[�h��))))))���Ċ����ŗǂ����B
�Ƃ��낪�A�u�|�̏�ɏ�������Ă邾���v�Ƃ��������ŁA�{���ɗ��K�Ƃ��Đ������̂��������̂ł��B
���܂Ŋђʂ���̂��������n�ڂƕ����Ă���̂ŁA
�_��u�������łȂ��|���܂Ŋђʂ�����
�Y��ȃr�[�h���o�������ł͂Ȃ��|���܂Ŋђʂ�����
���A���������K�Ȃ�Ȃ����Ȃ�
������Ă���̂�
�_�_�_�_�Ɠ_�Œu���Ă���
���Ɉ������r�[�h�̔g���Y���
����́A���������Ɋۂ����A�r�[�h��))))))���Ċ����ŗǂ����B
�Ƃ��낪�A�u�|�̏�ɏ�������Ă邾���v�Ƃ��������ŁA�{���ɗ��K�Ƃ��Đ������̂��������̂ł��B
���܂Ŋђʂ���̂��������n�ڂƕ����Ă���̂ŁA
�_��u�������łȂ��|���܂Ŋђʂ�����
�Y��ȃr�[�h���o�������ł͂Ȃ��|���܂Ŋђʂ�����
���A���������K�Ȃ�Ȃ����Ȃ�
186 �F�����������������ς��B�F2014/05/27(��) 18:59:18.73 ID:???
�Ƃ��낪�_�Ŋђʂ����悤�Ƃ���ƃ��R���R���R���R����オ���Ă��������Ȃ��
����
�n���}�[�Œ@���ăJ�X���������e���R����ɐ���オ���Ă�
�o�͖͂��Ȃ��Ǝv������(1.6�Ӗ_ 3.0mm�|�� �ꎟ100V 15A ��45A�@�Ɨn�ڋ@�ɕ\�L)
����
�n���}�[�Œ@���ăJ�X���������e���R����ɐ���オ���Ă�
�o�͖͂��Ȃ��Ǝv������(1.6�Ӗ_ 3.0mm�|�� �ꎟ100V 15A ��45A�@�Ɨn�ڋ@�ɕ\�L)
187 �F�����������������ς��B�F2014/05/27(��) 20:31:47.17 ID:???
�ׂ��_�ł���Ă݂�
188 �F�����������������ς��B�F2014/05/27(��) 20:45:54.17 ID:???
1.6�ӂ��Ă��̏������ƃ_���Ȃ̂��H
189 �F�����������������ς��B�F2014/05/28(��) 12:32:14.42 ID:???
>>186
�����ƁA15A�}�b�N�X�ŋ��d����Ă�̂��H
�n������Ŗ����낤����A�d���s�����Ă���
�u���[�J�[����P�Ƃœd�������Ă�Ȃ�ǂ����ǂ�
�����ƁA15A�}�b�N�X�ŋ��d����Ă�̂��H
�n������Ŗ����낤����A�d���s�����Ă���
�u���[�J�[����P�Ƃœd�������Ă�Ȃ�ǂ����ǂ�
190 �F�����������������ς��B�F2014/05/28(��) 13:31:07.86 ID:???
�Ă������ǂ��܂ŗn�����炢���̂����ĉ���͂Ȃ����
���[�g�Ԋu���A����̓��[�g�Ԋu�ł���Ƃ��������ŁA���ꂪ���̑��݂��Ă��Ȃ���Ȃ�Ȃ�����������Ă���Ƃ���͂Ȃ��B
���[�g�Ԋu���A����̓��[�g�Ԋu�ł���Ƃ��������ŁA���ꂪ���̑��݂��Ă��Ȃ���Ȃ�Ȃ�����������Ă���Ƃ���͂Ȃ��B
191 �F�����������������ς��B�F2014/05/28(��) 19:50:06.23 ID:???
�܂��A�P���Ȏd�g�݂ŋZ�p��o�������d�v�ȍ�Ƃ������
���ہA���l�I�ȕ��͌���ł͖ڈ��ł����Ȃ���
���̓��̃R���f�B�V�����ŕω����o�Ă��܂����牜���[�����
���ہA���l�I�ȕ��͌���ł͖ڈ��ł����Ȃ���
���̓��̃R���f�B�V�����ŕω����o�Ă��܂����牜���[�����
192 �F�����������������ς��B�F2014/05/28(��) 20:07:21.77 ID:???
V���J��ƁAV���ɉ��H���Ȃ��ł��̂܂�2�̕�ނ̌��ԋ������̗n�ڂł͉����Ⴄ�H
193 �F�����������������ς��B�F2014/05/28(��) 20:41:20.73 ID:???
>>192
�A�[�N�̓͂��[������Ȃ����H
�A�[�N�̓͂��[������Ȃ����H
194 �F�����������������ς��B�F2014/05/28(��) 23:25:32.46 ID:???
�n�ڂ͂Ȃ�
�r�������̂��Ǝv������d������ĂȂ������������肷�邱�Ƃ�����B
���ɃA�[�N�n�ڎn�߂��Ă̏��S�҂�
�r�������̂��Ǝv������d������ĂȂ������������肷�邱�Ƃ�����B
���ɃA�[�N�n�ڎn�߂��Ă̏��S�҂�
195 �F�����������������ς��B�F2014/05/29(��) 03:59:48.93 ID:???
NHK�u�̂nj������v
�p�`�b
�r�r�r�r�r�r�r�r�[
�@�@�@�@�J�[�[��
�J�[���E
����[�c�O�ł���
������Ƒ���Ȃ������݂����ł��ˁ[���肪�Ƃ��������܂���
4�ԁA9mm 200V
�u�b
�u�[�[�[�[�[�u�u�[�[�[�[�[�[�[
�J�[��
�p�`�b
�r�r�r�r�r�r�r�r�[
�@�@�@�@�J�[�[��
�J�[���E
����[�c�O�ł���
������Ƒ���Ȃ������݂����ł��ˁ[���肪�Ƃ��������܂���
4�ԁA9mm 200V
�u�b
�u�[�[�[�[�[�u�u�[�[�[�[�[�[�[
�J�[��
196 �F�����������������ς��B�F2014/05/31(�y) 12:38:32.14 ID:???
�f�B�Y�N�O���C���_�[�Ńr�[�h���A���炩�Ɍ�������Ƃ�
�I�X�X���̃f�B�X�N�Ȃ��H
�I�X�X���̃f�B�X�N�Ȃ��H
197 �F�����������������ς��B�F2014/05/31(�y) 12:43:13.74 ID:???
>>196
�����Ŗ�����X�L���^�b�`���D��
�����Ŗ�����X�L���^�b�`���D��
198 �F�����������������ς��B�F2014/06/01(��) 11:21:38.46 ID:???
�ǂ��ł���ɓ�����Ă̂͂������
�ł��̐S��S���Ȃ��Ƃ����邯��
�ł��̐S��S���Ȃ��Ƃ����邯��
199 �F�����������������ς��B�F2014/06/02(��) 09:35:56.42 ID:???
>>196
�I�t�Z�b�g�u�Ȃ�#24��#36���ȁB
�����́A�n�ڂ̋�ŁA�Ȃ�Ƃ������Ȃ����A
����Ȃ��u�̓o�c�B
�ނ���A���肷����ق������B
�X�L���^�b�`�Ȃ�#46��#60���ȁB
�I�t�Z�b�g�u�Ȃ�#24��#36���ȁB
�����́A�n�ڂ̋�ŁA�Ȃ�Ƃ������Ȃ����A
����Ȃ��u�̓o�c�B
�ނ���A���肷����ق������B
�X�L���^�b�`�Ȃ�#46��#60���ȁB
200 �F�����������������ς��B�F2014/06/02(��) 10:35:43.92 ID:???
>>196
�������������邩�H��Ɛ���d�グ�ɂ�����
����σX�L���^�b�`��S���Ȃ�
�f���A���f�B�X�N���g������
���ă��W�{���̃X�e�}���悗
�������������邩�H��Ɛ���d�グ�ɂ�����
����σX�L���^�b�`��S���Ȃ�
�f���A���f�B�X�N���g������
���ă��W�{���̃X�e�}���悗
201 �F�����������������ς��B�F2014/06/02(��) 23:45:30.88 ID:???
>>194
������r�̂�������
������r�̂�������
202 �F�����������������ς��B�F2014/06/03(��) 10:27:40.72 ID:???
203 �F�����������������ς��B�F2014/06/03(��) 18:11:21.39 ID:???
���t�I�N�Ŕ�����3000�~�ʂ̗��ʌv�g���Ă���ǁA�����Ɛ��m�ȗ��ʂ�
�K�X�c�ʂ������闬�ʌv���ĂȂ����ȁH�B
���̃��[�^�[�łO�w�j�������痬�ʌv�O���Ď����Ƀ{���x�o���u�S�J������
1�����ʕ��o���ꂽ��B
�K�X�R�X�g�Ǘ����l���Ȃ��Ⴞ���A���܂荂���Ȃ����x�̗��ʌv����I�X�X�������Ă��������B
�K�X�c�ʂ������闬�ʌv���ĂȂ����ȁH�B
���̃��[�^�[�łO�w�j�������痬�ʌv�O���Ď����Ƀ{���x�o���u�S�J������
1�����ʕ��o���ꂽ��B
�K�X�R�X�g�Ǘ����l���Ȃ��Ⴞ���A���܂荂���Ȃ����x�̗��ʌv����I�X�X�������Ă��������B
204 �F�����������������ς��B�F2014/06/03(��) 18:17:40.48 ID:???
205 �F�����������������ς��B�F2014/06/03(��) 18:57:28.79 ID:???
>>204
�A���S������
�A���S������
206 �F�����������������ς��B�F2014/06/03(��) 21:21:19.63 ID:???
>>203
�ʂɁA���ʌv�������킯�ł͂Ȃ���B
���[�^�[��0�ł��A�n�ڏo������x�̃K�X�͏o���B
���ʌv���o�Ă�K�X�Ɨn�ڂ̃r�[�h�̐F�Ŕ��f�����ق���
�M���M���܂ŁA�K�X�g�����B
�ʂɁA���ʌv�������킯�ł͂Ȃ���B
���[�^�[��0�ł��A�n�ڏo������x�̃K�X�͏o���B
���ʌv���o�Ă�K�X�Ɨn�ڂ̃r�[�h�̐F�Ŕ��f�����ق���
�M���M���܂ŁA�K�X�g�����B
207 �F�����������������ς��B�F2014/06/03(��) 22:06:55.70 ID:???
�{���x�̓K�X�����c������Ԃŕԋp����̂��}�i�[�ł�
208 �F�����������������ς��B�F2014/06/03(��) 22:32:52.00 ID:???
>>206
���[�^�[�̕s�ǂł͂Ȃ���ł��� �Ȃ�ق�
�O�w������{�n�ڂɂ͎g�p���Ȃ��Ńr�[�h�������K�p�c�ʂƂ��Ĉ����܂���
>>207
�Ȃ�ׂ��Ȃ�ő�����p���Ďg�������Ƃ���E�E�E
���[�^�[�̕s�ǂł͂Ȃ���ł��� �Ȃ�ق�
�O�w������{�n�ڂɂ͎g�p���Ȃ��Ńr�[�h�������K�p�c�ʂƂ��Ĉ����܂���
>>207
�Ȃ�ׂ��Ȃ�ő�����p���Ďg�������Ƃ���E�E�E
209 �F�����������������ς��B�F2014/06/03(��) 22:39:26.22 ID:???
���̂ւ�ǂ�ŁB
http://blogs.yahoo.co.jp/yozaisho/29891295.html
http://www.klchem.co.jp/blog/2007/03/post_358.php
http://blogs.yahoo.co.jp/yozaisho/29891295.html
http://www.klchem.co.jp/blog/2007/03/post_358.php
211 �F�����������������ς��B�F2014/06/03(��) 23:12:27.51 ID:???
���̃X�����ɂȂ�ȁB
���A�ӊO�ƒm��Ȃ����Ƃ�������B
���A�ӊO�ƒm��Ȃ����Ƃ�������B
>>203
�l�I�ɂ̓_�C���������ʌv���ȒP�ōD���A�������������Ɛ��x�͖����i���\�c���ω��ɉe�������j
�c���̐��m���͎��t���Ă��鈳�͌v�̐��x�̖��
�������P�TMPA�ȏ�Œሳ�������m�ȃ��[�^�[�͑��݂��Ȃ���������Ȃ�
��������Ό�������Ύc�����ׂ����킩�邩��
���̕����w�E���Ă��邪�����̎c���c���Ă����̂����̕��̃K�X���x��ۂ��߂̃}�i�[
�����������������Ŏg��������������A�K�X��͉�������Ȃ�����
�l�I�ɂ̓_�C���������ʌv���ȒP�ōD���A�������������Ɛ��x�͖����i���\�c���ω��ɉe�������j
�c���̐��m���͎��t���Ă��鈳�͌v�̐��x�̖��
�������P�TMPA�ȏ�Œሳ�������m�ȃ��[�^�[�͑��݂��Ȃ���������Ȃ�
��������Ό�������Ύc�����ׂ����킩�邩��
���̕����w�E���Ă��邪�����̎c���c���Ă����̂����̕��̃K�X���x��ۂ��߂̃}�i�[
�����������������Ŏg��������������A�K�X��͉�������Ȃ�����
213 �F�����������������ς��B�F2014/06/05(��) 09:18:29.78 ID:???
>>210
���e�́A�ǂ����������A�`���ł͂Ȃ����������A
���F�A�H�Ɨp�K�X�����A��X�Ƃ��ẮA�܂�����Ȃ�ɂ��āB
�Ƃ���ł��B
�܂��A���[�^�[�́A�ڈ����炢�ɂ����A���ĂȂ��ł����B
���e�́A�ǂ����������A�`���ł͂Ȃ����������A
���F�A�H�Ɨp�K�X�����A��X�Ƃ��ẮA�܂�����Ȃ�ɂ��āB
�Ƃ���ł��B
�܂��A���[�^�[�́A�ڈ����炢�ɂ����A���ĂȂ��ł����B
214 �F�����������������ς��B�F2014/06/05(��) 18:48:09.52 ID:???
�K�X�̒P���ɒ��˕Ԃ邾����
�K�X���̃��X�g�ɖ��O���ڂ������
�����~�ɂȂ�����A���̃K�X���ɍs���Ηǂ����
�K�X���̃��X�g�ɖ��O���ڂ������
�����~�ɂȂ�����A���̃K�X���ɍs���Ηǂ����
215 �F�����������������ς��B�F2014/06/06(��) 18:01:57.77 ID:???
���Ȃ����������Ƃ��ĂȂ��̂ɍ��܂Ŏ�����Ă��K�X�₪
�}�j���t�F�X�g�H��珬���ł��Ȃ��Ȃ����Ƃ��A���S����Ƃ���
����4�N�łR���ʉꂽ
�ꉞ���̓X�Љ�Ă���邪���̂��тɒl�グ������Ă�
�܂��R�����ɂP�{������߂�ǂ������낤����
�}�j���t�F�X�g�H��珬���ł��Ȃ��Ȃ����Ƃ��A���S����Ƃ���
����4�N�łR���ʉꂽ
�ꉞ���̓X�Љ�Ă���邪���̂��тɒl�グ������Ă�
�܂��R�����ɂP�{������߂�ǂ������낤����
>>204
���c���̐��m���͎��t���Ă��鈳�͌v�̐��x�̖��
�@�Ȃ�ق�
���x���炨���������Ǝc���̂����ĕԂ��悤�ɂ����B
���菄���Ď����̃{���x�ɕςȐ����������Ăėn�ڌ��ׂ܂˂����猙����
>>215
����炭�炢�H�A���̓����^��AL7���Ă�9000�~�ʂ���
���c���̐��m���͎��t���Ă��鈳�͌v�̐��x�̖��
�@�Ȃ�ق�
���x���炨���������Ǝc���̂����ĕԂ��悤�ɂ����B
���菄���Ď����̃{���x�ɕςȐ����������Ăėn�ڌ��ׂ܂˂����猙����
>>215
����炭�炢�H�A���̓����^��AL7���Ă�9000�~�ʂ���
218 �F�����������������ς��B�F2014/06/07(�y) 13:25:06.93 ID:???
1��3��~���炢����Ă����A5�N�O���炢��
219 �F�����������������ς��B�F2014/06/07(�y) 18:41:12.87 ID:???
220 �F�����������������ς��B�F2014/06/12(��) 20:53:09.83 ID:???
���d�Ɋւ��āA�ǂ��̎���T�C�g�ł��u�C�̃S�����≏�ނɂȂ芴�d���Ȃ��v
���́u�C�̃S���v���Ă��邯�ǃS���Ő≏�����҂ł��Ȃ��̐��ł̊��d��h���ɂ́H
���́u�C�̃S���v���Ă��邯�ǃS���Ő≏�����҂ł��Ȃ��̐��ł̊��d��h���ɂ́H
221 �F�����������������ς��B�F2014/06/13(��) 12:17:28.83 ID:???
�R�d�u���[�J�[�B
222 �F�����������������ς��B�F2014/06/13(��) 12:58:44.70 ID:???
�C�̃S���͉R�B
�r���r�������B
��Ƃ̍��ԂɁA����ăX�C�b�`�ɐG��Ă��܂��A�d�ɂ��g�̂ɂӂ�Ă����
�r���r�������B
�r���r�������B
��Ƃ̍��ԂɁA����ăX�C�b�`�ɐG��Ă��܂��A�d�ɂ��g�̂ɂӂ�Ă����
�r���r�������B
223 �F�����������������ς��B�F2014/06/14(�y) 02:47:44.21 ID:???
��_���M���M���܂Ŏg�����Ƃ��čޗ��ɐG��Ă��܂��ăr���r���`�Ƃ����邨��
224 �F�����������������ς��B�F2014/06/14(�y) 12:38:42.52 ID:???
�A�[�X�����Y����Tig�̃X�^�[�^�[�����g�Ńr���r������w
225 �F�����������������ς��B�F2014/06/14(�y) 15:08:56.97 ID:???
226 �F�����������������ς��B�F2014/06/14(�y) 23:23:33.42 ID:???
�l�p�T�C�Y&���i��YAG�n�ڋ@���ĂȂ��Ȃ����Ȃ���(�L��֥`)
http://www.youtube.com/watch?v=1dRMCq25T34&sns=em
YAG������
http://www.youtube.com/watch?v=1dRMCq25T34&sns=em
YAG������
227 �F�����������������ς��B�F2014/06/15(��) 07:06:53.98 ID:???
�V�[���h�K�X������Ȃ��̂��Ȃ���BTIG���悳����
228 �F�����������������ς��B�F2014/06/15(��) 14:10:19.37 ID:???
�ł��A��������ł��傤�H
229 �F�����������������ς��B�F2014/06/16(��) 02:39:30.83 ID:???
�q���[���K�X�����ጸ��H���̑啝�ȍ팸�\�ȍō��̗n�ڂ��
�E�`��g�R�ł͓����ł����
�E�`��g�R�ł͓����ł����
230 �F�����������������ς��B�F2014/06/19(��) 17:42:13.92 ID:???
���O�ł��A�[�N�n�ڂ��ă}�X�N�����ق���������
���܂�ɂ��ł����ĂȂ��Ǝv����
���܂�ɂ��ł����ĂȂ��Ǝv����
231 �F�����������������ς��B�F2014/06/19(��) 19:01:21.14 ID:???
�l�ڂ͋C�ɂ����ɂ�����炢������
�J�b�R�����C�ƃo�J�ɂ��郄�c�͌ċz���Q�����Ĉꐶ�[�[�n�[��������Ǝv��
�J�b�R�����C�ƃo�J�ɂ��郄�c�͌ċz���Q�����Ĉꐶ�[�[�n�[��������Ǝv��
232 �F�����������������ς��B�F2014/06/19(��) 20:42:23.65 ID:???
�ʕt���ĂȂ��Ɨn���Ă�Ƃ�����܂茩���Ȃ��ˁH
233 �F�����������������ς��B�F2014/06/20(��) 00:22:13.33 ID:???
����Ō�����ډΏ����邼
�h�o�}�X�N�����������ǁA����܂�i���Ă�����Ȃ���������
�h�o�}�X�N�����������ǁA����܂�i���Ă�����Ȃ���������
234 �F�����������������ς��B�F2014/06/20(��) 13:29:41.13 ID:???
����g�����A�`�����t���������̂ŁA�ʂȂ��ŗn�ڂ������
��Ŋ炪�q���q���ɂ��B�v�͗n�ڏĂ��B�ʂ͐�ɂ���B
���Ă��Ƃ��̏����F�͌����ڌ��N�I�Ɍ����邪���ۂ͑̂Ɉ����̂��B
��Ŋ炪�q���q���ɂ��B�v�͗n�ڏĂ��B�ʂ͐�ɂ���B
���Ă��Ƃ��̏����F�͌����ڌ��N�I�Ɍ����邪���ۂ͑̂Ɉ����̂��B
235 �F�����������������ς��B�F2014/06/20(��) 19:16:27.05 ID:???
�����t���ʂ����Ă��ǁA�𗬎��ɂ͂Ȃ�Ƃ��Ȃ��̂�
�����n�ڂ��Ă�Ƃ��������t���`�������ǖʂ������Ȃ̂��ȁH
�����n�ڂ��Ă�Ƃ��������t���`�������ǖʂ������Ȃ̂��ȁH
236 �F�����������������ς��B�F2014/06/20(��) 19:22:39.86 ID:???
���t���ł������蒼���𐔉����Ă��܂��Ėڂ��`�J�`�J���Ă鎞�Ɍ����āA
�T���_�[�̐ؕ����O���X�z���ɖڂɔ��ł���̂��
�T���_�[�̐ؕ����O���X�z���ɖڂɔ��ł���̂��
237 �F�����������������ς��B�F2014/06/20(��) 19:29:00.87 ID:???
�m����
238 �F�����������������ς��B�F2014/06/20(��) 20:11:30.23 ID:???
>>235
��d���ɑΉ����ĂȂ��^�C�v������B
���낢��Ƃ��钆�ɂ͈ꕔ����A�������ɂ����^�C�v���B
�ڂ��̂͒�����TIG�ɑΉ����Ă邩����v�B
�m���ɔ��������B
��d���ɑΉ����ĂȂ��^�C�v������B
���낢��Ƃ��钆�ɂ͈ꕔ����A�������ɂ����^�C�v���B
�ڂ��̂͒�����TIG�ɑΉ����Ă邩����v�B
�m���ɔ��������B
239 �F�����������������ς��B�F2014/06/20(��) 21:23:38.60 ID:???
>>235
�d�r�̎���
�d�r�̎���
240 �F�����������������ς��B�F2014/06/20(��) 21:52:37.09 ID:???
>>238
�S�����肪�E�E�E �r�t�r��1mm�ƃA���~��5mm�n�ڂ��Ă�����d���n���啝�ɂ�����������
���̂������ȁH�H�H
>>239
�d�r�����Ȃ��č��d���ɓK�����Ă���d���̓L�c�C�̂�������[�d���Ă݂��
����[
�S�����肪�E�E�E �r�t�r��1mm�ƃA���~��5mm�n�ڂ��Ă�����d���n���啝�ɂ�����������
���̂������ȁH�H�H
>>239
�d�r�����Ȃ��č��d���ɓK�����Ă���d���̓L�c�C�̂�������[�d���Ă݂��
����[
241 �F�����������������ς��B�F2014/06/25(��) 22:12:46.85 ID:???
�|���e�N�ŗn�ڂ���Ă��ǂȂ��₠��H
242 �F�����������������ς��B�F2014/06/26(��) 00:18:07.30 ID:???
�|���e�N���ĉ��H
243 �F�����������������ς��B�F2014/06/26(��) 00:31:36.64 ID:???
�|���e�N�ʼn�����Ă��
��_�H�������H
��_�H�������H
244 �F�����������������ς��B�F2014/06/26(��) 03:06:33.85 ID:???
�����s���������邯�ǁA��_�A�������A�K�X�ATIG�������Ă��ꂽ��
�����Ƃ��ɃX�|�b�g���g��������
�����Ƃ��ɃX�|�b�g���g��������
245 �F�����������������ς��B�F2014/06/26(��) 11:21:51.02 ID:???
�A���~�Q�������ł��钆�ÃX�|�b�g�n�ڋ@�ق������ǂ����Ŏ��₷��̂̓X���`�ł���
�قڑf�l�Ȃ̂ŏ�����b�X
�قڑf�l�Ȃ̂ŏ�����b�X
246 �F�����������������ς��B�F2014/06/26(��) 12:11:18.08 ID:???
�A���~�Q�������H�H
�I���W���̃R���f���T�[�B�A�}�_�̃C���o�[�^�B
�d���Ђ̃g�����X�^�C�v���B
�������ȁ[�A����������A���~�����X�|�b�g�Ȃ�������
���É��������Ă݂�ˁB
���Ɠ��D��Q�����Ă݂�̂����@�����B
�Ƃ肠�����A�l�b�g�ŃX�|�b�g�o�ڋ@�������āA
���É��d�b���ĕ����Ă݂���B
���[������Ԏ������Ƃ��������B
�I���W���̃R���f���T�[�B�A�}�_�̃C���o�[�^�B
�d���Ђ̃g�����X�^�C�v���B
�������ȁ[�A����������A���~�����X�|�b�g�Ȃ�������
���É��������Ă݂�ˁB
���Ɠ��D��Q�����Ă݂�̂����@�����B
�Ƃ肠�����A�l�b�g�ŃX�|�b�g�o�ڋ@�������āA
���É��d�b���ĕ����Ă݂���B
���[������Ԏ������Ƃ��������B
247 �F�����������������ς��B�F2014/06/26(��) 17:24:56.76 ID:???
>>246
���肪�Ƃ�
�ߋ��ɐ��Ղ��t���C�X���������Â�ɕ����Ă݂�����
����Ȃ���ˁ[���[�ł��܂�ڂ����b���ł��Ȃ�����
�R���f���T�[�����ǂ��̂����̂͌����Ă����ǎ������f�l�����Ęb�����݂���Ȃ��č����Ă��܂���
���X�ł�������L�[���[�h�ŃO�O���ĕ����Ă݂܂�
���肪�Ƃ�
�ߋ��ɐ��Ղ��t���C�X���������Â�ɕ����Ă݂�����
����Ȃ���ˁ[���[�ł��܂�ڂ����b���ł��Ȃ�����
�R���f���T�[�����ǂ��̂����̂͌����Ă����ǎ������f�l�����Ęb�����݂���Ȃ��č����Ă��܂���
���X�ł�������L�[���[�h�ŃO�O���ĕ����Ă݂܂�
248 �F�����������������ς��B�F2014/06/29(��) 03:19:41.11 ID:7hWtGC5S
���̗n�ڋ@�ł͔\�͕s���̌��݂����S��n�ڂ���Ƃ�
�J�����Ĕ���������\�ɂȂ�̂��ȁH
�Ⴆ�A10mm�܂ŗn�ډ\�̔\�͂�����n�ڋ@��15mm�S���m��n�ڂ������ƁB
���̂܂܂��Ɣ\�͕s���ł�������Ɨn�ڂł��Ȃ����A2���̒[��V���ɂȂ�悤��7mm���炢�܂ō���
15mm���m����������Ȃ����ȂƁB
���2�w��3�w��4�w�ڂƐ����čs���Ό����ڂ�������Ȃ��̂ł͂�
�J�����Ĕ���������\�ɂȂ�̂��ȁH
�Ⴆ�A10mm�܂ŗn�ډ\�̔\�͂�����n�ڋ@��15mm�S���m��n�ڂ������ƁB
���̂܂܂��Ɣ\�͕s���ł�������Ɨn�ڂł��Ȃ����A2���̒[��V���ɂȂ�悤��7mm���炢�܂ō���
15mm���m����������Ȃ����ȂƁB
���2�w��3�w��4�w�ڂƐ����čs���Ό����ڂ�������Ȃ��̂ł͂�
249 �F�����������������ς��B�F2014/06/29(��) 13:11:16.78 ID:???
����͖�������B
�Ȃɂ�苭�x���S�z���B
�ڂ��̓v�������ǁA���̂悤�Ȃ����ł͐��i�ɂ͂ł��Ȃ��B
�\�͕s���ł�������Ƃ��邯�ǁA���Ԃ������Ă��A�������������Ȃ��Ȃ����܂�Ȃ��̂�B
@�X�e�����X���TIG���20�N
�Ȃɂ�苭�x���S�z���B
�ڂ��̓v�������ǁA���̂悤�Ȃ����ł͐��i�ɂ͂ł��Ȃ��B
�\�͕s���ł�������Ƃ��邯�ǁA���Ԃ������Ă��A�������������Ȃ��Ȃ����܂�Ȃ��̂�B
@�X�e�����X���TIG���20�N
250 �F�����������������ς��B�F2014/06/29(��) 16:43:23.16 ID:???
TIG����Ă�l���ĉ��ł�TIG�ŕt����������
�Ȃ�ł���
�ʂɈ�����������ł͖�����A�ȂA�[�N���������[��
�Ȃ�ł���
�ʂɈ�����������ł͖�����A�ȂA�[�N���������[��
251 �F�����������������ς��B�F2014/06/29(��) 16:55:34.32 ID:???
����Ꮙ�S�҂ɃA�[�N�͖�����
���S�҂̓J���^���ȃK�X�ɗ����͓̂��R
���S�҂̓J���^���ȃK�X�ɗ����͓̂��R
252 �F�����������������ς��B�F2014/06/29(��) 18:22:32.38 ID:???
>>248
���w�r���̓S���Ȃ͌���30�~���Ƃ������ē��R�ꔭ�ŏI���킯���Ȃ����牽�w������
�����A�N�ɂ܂Ƃ��ȗn�ڂ��ł���̂��ǂ����͒m���
���w�r���̓S���Ȃ͌���30�~���Ƃ������ē��R�ꔭ�ŏI���킯���Ȃ����牽�w������
�����A�N�ɂ܂Ƃ��ȗn�ڂ��ł���̂��ǂ����͒m���
253 �F�����������������ς��B�F2014/06/29(��) 20:19:08.43 ID:???
���������}�W����
�K�X���ȒP�Ƃ��]�������ŃK�X �e�u�g�n�o�S���������Č����Ă낤��
�K�X���ȒP�Ƃ��]�������ŃK�X �e�u�g�n�o�S���������Č����Ă낤��
254 �F�����������������ς��B�F2014/06/29(��) 21:14:27.08 ID:???
�s�h�f���L��Ȃ���A�[�N�������Ă�B�s�h�f�ł��A�[�N�o���邵�B
�I����1�w�ڂ͂s�h�f�ł���ȍ~�͔��������A�[�N�g����
�I����1�w�ڂ͂s�h�f�ł���ȍ~�͔��������A�[�N�g����
255 �F�����������������ς��B�F2014/06/29(��) 22:03:27.60 ID:???
30A�_��̒c�n��炵�̎҂Ȃ���
�C�N�� 100V�𗬃A�[�N�n�ڋ@ IS-H40BF���ƂŎg���邩
�������������B
30A�Ń~�i�g�d�@�̓���݂����ɂ��܂��s�����ȁH
�C�N�� 100V�𗬃A�[�N�n�ڋ@ IS-H40BF���ƂŎg���邩
�������������B
30A�Ń~�i�g�d�@�̓���݂����ɂ��܂��s�����ȁH
256 �F�����������������ς��B�F2014/06/30(��) 18:52:37.27 ID:???
�ǂ����ŁA���^�]��点�Ă����Ƃ��날������ˁB
�X�Y�L�b�h�́A����Ă邯�ǁA�C�N�������[�J�[�d�b���ĕ����Ă݂���B
���ƃz���Z���œX���̃R���Z���g�g���Ď��^�]�ł��Ȃ�������
�ʖڌ��ł������Ă݂���B�X���ɁB
�X�Y�L�b�h�́A����Ă邯�ǁA�C�N�������[�J�[�d�b���ĕ����Ă݂���B
���ƃz���Z���œX���̃R���Z���g�g���Ď��^�]�ł��Ȃ�������
�ʖڌ��ł������Ă݂���B�X���ɁB
257 �F�����������������ς��B�F2014/06/30(��) 20:34:48.09 ID:???
>>255
�F�X�ȖʂŎ~�߂Ƃ�
�F�X�ȖʂŎ~�߂Ƃ�
258 �F�����������������ς��B�F2014/06/30(��) 22:56:17.11 ID:???
�K�X�͐��ǂ𑀂�̂��ނ���
�_���ꂷ��̂Ȃ�čl���������Ȃ�
�_���ꂷ��̂Ȃ�čl���������Ȃ�
260 �F�����������������ς��B�F2014/07/01(��) 04:38:44.18 ID:???
�����30A�_���ǃp�i��TIG�g���Ă�B
�A�[�N��30A�͂ǂ����Ǝv����TIG�Ȃ炢����
�A�[�N��30A�͂ǂ����Ǝv����TIG�Ȃ炢����
261 �F�����������������ς��B�F2014/07/01(��) 12:20:12.09 ID:???
100V�͓d���������Ɏ��邩�ɂ������Ă���̂�����A
�z�d�Ղ��u�z���v����ĂȂ���͂����̑g��������n�߂Ȃ��ƂȂ�Ȃ��B
1�n���ł���������A����25A�u���[�J�[��������킯����
���������͎̂g���Ȃ����A�g��Ȃ��悤�ɂ��Ȃ��Ɗ�������邼��
�z�d�Փ��̑g�݂Ȃ��������A�����̐��̑g�ݒ����łȂ���J�l�͂���Ȃɂ�����Ȃ��͂���
�z�d�Ղ��u�z���v����ĂȂ���͂����̑g��������n�߂Ȃ��ƂȂ�Ȃ��B
1�n���ł���������A����25A�u���[�J�[��������킯����
���������͎̂g���Ȃ����A�g��Ȃ��悤�ɂ��Ȃ��Ɗ�������邼��
�z�d�Փ��̑g�݂Ȃ��������A�����̐��̑g�ݒ����łȂ���J�l�͂���Ȃɂ�����Ȃ��͂���
>>261
�ǂ������肪�Ƃ��z�d�Ղ����Ă���
http://gazo.shitao.info/r/i/20140701221915_000.jpg
�E����6�̍����X�C�b�`(�u���[�J�[�H)�ɂ͂��ׂ�
20A�ƋL����Ă�
���ꂪ�z�����ꂽ�z�d�ՂȂ̂��ǂ��Ȃ̂���
�f�l�Ȃ̂ŃT�b�p���킩��Ȃ�
����ł��̍����X�C�b�`�̈��25A�Ɋ����Ďg����
�ǂ��Ƃ������ƁH
�ǂ������肪�Ƃ��z�d�Ղ����Ă���
http://gazo.shitao.info/r/i/20140701221915_000.jpg
{kind=link}
�E����6�̍����X�C�b�`(�u���[�J�[�H)�ɂ͂��ׂ�
20A�ƋL����Ă�
���ꂪ�z�����ꂽ�z�d�ՂȂ̂��ǂ��Ȃ̂���
�f�l�Ȃ̂ŃT�b�p���킩��Ȃ�
����ł��̍����X�C�b�`�̈��25A�Ɋ����Ďg����
�ǂ��Ƃ������ƁH
263 �F�����������������ς��B�F2014/07/02(��) 04:23:15.37 ID:???
���O�ɂ͖�����������߂�
264 �F�����������������ς��B�F2014/07/02(��) 07:42:01.04 ID:???
�c�n�Z�܂��������ŗn�ڂ��A�Ȃǂ�Ȏ��ɂȂ�̂��z���ł���Ȃ�
265 �F�����������������ς��B�F2014/07/02(��) 10:10:34.31 ID:???
���̂ɂȂ�O�ɂ�߂Ă�������B
���߂�����������ˁB
���̂��|����B
���߂�����������ˁB
���̂��|����B
266 �F�����������������ς��B�F2014/07/02(��) 10:28:38.64 ID:???
�P��200V30A���Ƃ��ȁB
�ԍ���200V�݂������ȁB
�u���[�J����o�Ă�����Ȃ���Ă�[�q�ɒ���
����ΊȒP���ȁB
�T�b�p������Ȃ��Ȃ犴�d���邩�牓�������ق����悢�����H�H
�ԍ���200V�݂������ȁB
�u���[�J����o�Ă�����Ȃ���Ă�[�q�ɒ���
����ΊȒP���ȁB
�T�b�p������Ȃ��Ȃ犴�d���邩�牓�������ق����悢�����H�H
267 �F�����������������ς��B�F2014/07/02(��) 12:16:58.76 ID:???
���P�`���Ď����ł�낤�Ƃ���f�l���z�d�M������
���m���Ŋ��d�������Ȃ������B
���m���Ŋ��d�������Ȃ������B
268 �F�����������������ς��B�F2014/07/02(��) 14:43:15.54 ID:???
269 �F�����������������ς��B�F2014/07/02(��) 16:10:27.02 ID:???
����A�ʔ����Ȃ��Ă��܂����B
�e�X�^�[�g���Ή����ɉ��{���g���Ă邩����������B
�e�X�^�[�g���Ή����ɉ��{���g���Ă邩����������B
270 �F�����������������ς��B�F2014/07/02(��) 17:06:13.52 ID:???
�P��3�����o����
������肳���N���A�o�����
�����悻�̍�Ƃ͏o�����
������肳���N���A�o�����
�����悻�̍�Ƃ͏o�����
271 �F�����������������ς��B�F2014/07/02(��) 17:33:29.62 ID:???
���X�A��������Ȃ�d�C�H���m�ɗ���ł�1�����炢����
�d�C���݂͎����ł��͓̂���Ȃ�
�d�C���݂͎����ł��͓̂���Ȃ�
272 �F�����������������ς��B�F2014/07/03(��) 12:48:18.78 ID:???
�������d�C�H���m�ɂȂ�̂��A�����
�n�ڍD���Ȃ�`��������
�n�ڍD���Ȃ�`��������
200V�@�͗\�Z�I�ɖ���
IS-H40BF�ۂ������̂Ŋ撣���Ă݂�
��R�̏������ǂ������肪�Ƃ�
IS-H40BF�ۂ������̂Ŋ撣���Ă݂�
��R�̏������ǂ������肪�Ƃ�
274 �F�����������������ς��B�F2014/07/04(��) 10:21:51.99 ID:???
�X�Y�L�b�h�̃��b�h�S�[�Ȃ�200V���g���邼�B
���t�[�ł��y�V�ł����ׂĂ݂ȁB
�l�i�ł����ƔY�ނ��ǁB
�\�Z���ł悢���̔����邼�B
���t�[�ł��y�V�ł����ׂĂ݂ȁB
�l�i�ł����ƔY�ނ��ǁB
�\�Z���ł悢���̔����邼�B
275 �F�����������������ς��B�F2014/07/05(�y) 19:36:12.39 ID:???
�n�ڂ����w�ɂ��邩�A���p�X�ɂ��邩�Ƃ����Ĕ��f����K���������Ă���T�C�g���ĂȂ��H
276 �F�����������������ς��B�F2014/07/06(��) 13:30:30.72 ID:???
>>275
�Ƃ肠��������JIS�̏ꍇ����
A-2F�i9mm�j ��3�w3�߽
SA-3F�i19mm�j��7�w11�߽
19mm��3�`4�w�ڂ��炢����2�߽
�d�C�ͱ����4mm�_��190A�Ŕ�������1.2mmܲԂ�36V280A���炢�B
�����Ȃ��Ľ��
�Ƃ肠��������JIS�̏ꍇ����
A-2F�i9mm�j ��3�w3�߽
SA-3F�i19mm�j��7�w11�߽
19mm��3�`4�w�ڂ��炢����2�߽
�d�C�ͱ����4mm�_��190A�Ŕ�������1.2mmܲԂ�36V280A���炢�B
�����Ȃ��Ľ��
277 �F�����������������ς��B�F2014/07/06(��) 23:08:51.66 ID:???
https://www.youtube.com/watch?v=jwXULKURT_M
�X�Y�L�b�h�����Ȃ���
�S�R�������ĂȂ��悤�Ɍ�����̂��������̂�����
���ɒ[����
�X�Y�L�b�h�����Ȃ���
�S�R�������ĂȂ��悤�Ɍ�����̂��������̂�����
���ɒ[����
278 �F�����������������ς��B�F2014/07/06(��) 23:28:07.44 ID:???
���肾�Ȃ�
279 �F�����������������ς��B�F2014/07/06(��) 23:33:36.15 ID:???
�P��200V�̃K�X�V�[���h�������n�ڋ@�w���ŔY��ł���
�������Ƃ킭�킭�̃X���ǂ����ő��k�����ق����������ȁH�������ł������H
�������Ƃ킭�킭�̃X���ǂ����ő��k�����ق����������ȁH�������ł������H
280 �F�����������������ς��B�F2014/07/06(��) 23:43:22.02 ID:???
�P��200V�̃K�X�V�[���h�̔������n�ڋ@���~�����Ă���3�ɍi�荞����
�N���Ō�̂ЂƉ������肢�B
���[�J�[�s�ڂ̒��ؕ��s�A���͏Ȃ��āA�Ƃ肠�������[�J�[���������Ăĕۏؕ��i�����肵�₷������
7���~��ɍi�荞��ł݂���
SUZUKID�@�A�[�L�����[160�@�Ƃ肠�����������[�J�[
deca DECASTAR 180E �C�^���A�A�X�g���[�g���ăp�[�c������Ŏ�舵��
���[�J�[�s�ځ@WT-MIG160�@�������n�ڋ@.com�������Ă��鑽�����ؐ��Œ����C���o�[�^��
�Ō�̂͒����C���o�[�^�������ǁA�������Ȃ�IGBT�~�O�n�ڋ@��4���~���炢�Ŕ����邵
��Ƃ͎����Ԕ��n�ڂ���A�S�p�C�v�őq�ɑg�ݗ��Ă���A�A���~���H�Ȃ̃z�r�[�p�r
���ł������C���o�[�^���̂ق��������̂��ȁA���Y�̌𗬂̂������̂���
�N���Ō�̂ЂƉ������肢�B
���[�J�[�s�ڂ̒��ؕ��s�A���͏Ȃ��āA�Ƃ肠�������[�J�[���������Ăĕۏؕ��i�����肵�₷������
7���~��ɍi�荞��ł݂���
SUZUKID�@�A�[�L�����[160�@�Ƃ肠�����������[�J�[
deca DECASTAR 180E �C�^���A�A�X�g���[�g���ăp�[�c������Ŏ�舵��
���[�J�[�s�ځ@WT-MIG160�@�������n�ڋ@.com�������Ă��鑽�����ؐ��Œ����C���o�[�^��
�Ō�̂͒����C���o�[�^�������ǁA�������Ȃ�IGBT�~�O�n�ڋ@��4���~���炢�Ŕ����邵
��Ƃ͎����Ԕ��n�ڂ���A�S�p�C�v�őq�ɑg�ݗ��Ă���A�A���~���H�Ȃ̃z�r�[�p�r
���ł������C���o�[�^���̂ق��������̂��ȁA���Y�̌𗬂̂������̂���
281 �F�����������������ς��B�F2014/07/07(��) 09:50:42.46 ID:???
282 �F�����������������ς��B�F2014/07/07(��) 10:35:02.53 ID:???
283 �F�����������������ς��B�F2014/07/07(��) 14:43:44.99 ID:???
�X�Y�L�b�h�`�b�v�Ƃ��������ē��肵�₷��������
���m�^���E�ɂ����邵
���C���[�͔ėp�i�g���Έ����オ��
���m�^���E�ɂ����邵
���C���[�͔ėp�i�g���Έ����オ��
284 �F�����������������ς��B�F2014/07/07(��) 14:47:19.71 ID:???
�匳�̋@�ނɑ��ăJ�l���P�`���
���Ƃŋ���������
�O�ǂ��P�`���Ă��Ȃ�Ƃ��Ȃ邪
�����P�`��Ɠ|���
���Ƃŋ���������
�O�ǂ��P�`���Ă��Ȃ�Ƃ��Ȃ邪
�����P�`��Ɠ|���
285 �F�����������������ς��B�F2014/07/07(��) 19:50:33.38 ID:???
�A�X�g���̔������͂ǂ̕��ނ��ȁH���������肵�Ă�H
�Z�[���Ŕ����Ă܂��J���Ă��Ȃ�����
�Z�[���Ŕ����Ă܂��J���Ă��Ȃ�����
286 �F�����������������ς��B�F2014/07/07(��) 20:28:38.51 ID:???
>>285
�����Ɛ����̊��蔢���炢
�����Ɛ����̊��蔢���炢
287 �F�����������������ς��B�F2014/07/07(��) 22:20:10.82 ID:???
288 �F�����������������ς��B�F2014/07/08(��) 03:32:01.24 ID:???
�X���O��������ł悭���i�̏Љ��Ɏg�����Ȃ�
289 �F�����������������ς��B�F2014/07/08(��) 21:58:34.65 ID:???
����Ȃ�܂������A�����́A�����Ɛ������B
�E�F���f�B���O�V���[��DIY�V���[�ŁA�X�^�b�t���A�����v�����ۂ��A
���Ԃ̑f�l�̌��w�ґ���ɁA�n�ڂ��n�f�̍u�߂��Ȃ����������Ă邪
�܂��A���������茻��݂��ق����ʔ�����B
�E�F���f�B���O�V���[��DIY�V���[�ŁA�X�^�b�t���A�����v�����ۂ��A
���Ԃ̑f�l�̌��w�ґ���ɁA�n�ڂ��n�f�̍u�߂��Ȃ����������Ă邪
�܂��A���������茻��݂��ق����ʔ�����B
290 �F�����������������ς��B�F2014/07/08(��) 21:59:07.47 ID:???
����Ȃ�܂������A�����́A�����Ɛ������B
�E�F���f�B���O�V���[��DIY�V���[�ŁA�X�^�b�t���A�����v�����ۂ��A
���Ԃ̑f�l�̌��w�ґ���ɁA�n�ڂ��n�f�̍u�߂��Ȃ����������Ă邪
�܂��A���������茻��݂��ق����ʔ�����B
�E�F���f�B���O�V���[��DIY�V���[�ŁA�X�^�b�t���A�����v�����ۂ��A
���Ԃ̑f�l�̌��w�ґ���ɁA�n�ڂ��n�f�̍u�߂��Ȃ����������Ă邪
�܂��A���������茻��݂��ق����ʔ�����B
291 �F�����������������ς��B�F2014/07/08(��) 23:53:36.86 ID:???
�厖�Ȃ��ƂȂ̂ł���
292 �F�����������������ς��B�F2014/07/09(��) 09:32:01.28 ID:???
�܂��v������̎Y�Ƌ@�B�W�ł��l�N�^�C�����I�b�`�����������Ƀf�����Ă邩���w
�A���~�~�O�����l���Ă鎞���₵�Ă݂����܂��������b�ɂȂ�Ȃ������ׂ鎖���o���Ȃ��悤������
����̃I���W��l���炢���������Ă������
�A���~�~�O�����l���Ă鎞���₵�Ă݂����܂��������b�ɂȂ�Ȃ������ׂ鎖���o���Ȃ��悤������
����̃I���W��l���炢���������Ă������
293 �F�����������������ς��B�F2014/07/09(��) 23:40:46.83 ID:???
���������Ă��Ă��A�N�X���x���͗����Ă��B
�����삯�o���̍��́A���̓����̋@�B�ŁA�o����I�y���[�^������B
���́A�@�B�̐��\�͂��Δ����Ă悢���A�I�}�C�A�f�������낤�B
��������t���Đ����������Ă��A�b�ɂȂ��B
�����삯�o���̍��́A���̓����̋@�B�ŁA�o����I�y���[�^������B
���́A�@�B�̐��\�͂��Δ����Ă悢���A�I�}�C�A�f�������낤�B
��������t���Đ����������Ă��A�b�ɂȂ��B
294 �F�����������������ς��B�F2014/07/10(��) 23:20:13.29 ID:???
�u�X�e�����X�͓�|�ɔ�ׂėn���Ղ�����n�ڂ�����v
�n���Ղ����Ă��Ƃ͐[���n�������
�t�Ɏ��̂����n�ڂ��ł���̂ł͂Ȃ����H
�n���Ղ����Ă��Ƃ͐[���n�������
�t�Ɏ��̂����n�ڂ��ł���̂ł͂Ȃ����H
295 �F�����������������ς��B�F2014/07/11(��) 00:45:48.70 ID:???
��������A�ڂ��̓X�e�����X��傾���ǁA�悭�n����̂Ŏ��̗ǂ��n�ڂ��ł����B
���F�ɏĂ���̂��J�b�R�C�C�I
����Ȃ��l�́A�n���������Č����J�����肷�邩��A��͂�X�e���͓����B
�������Ɗ���ĂȂ��ƌ����炯����B
���ƁA�ł�����d�グ����ρB
�Ȃ��Ȃ����Ă���Ȃ�����A�d�J������B
���F�ɏĂ���̂��J�b�R�C�C�I
����Ȃ��l�́A�n���������Č����J�����肷�邩��A��͂�X�e���͓����B
�������Ɗ���ĂȂ��ƌ����炯����B
���ƁA�ł�����d�グ����ρB
�Ȃ��Ȃ����Ă���Ȃ�����A�d�J������B
296 �F�����������������ς��B�F2014/07/11(��) 09:08:41.57 ID:???
�A���~�n��������ɓS�X�e���n�����ƔS���Ɏ�˘f��
297 �F�����������������ς��B�F2014/07/11(��) 13:04:30.75 ID:???
>>280
�A�[�L�����[160�͍������[�J������
�����OEM���낤��
BlueWeld COMBI 162
http://www.tiberis.ru/products/blueweld-combi-162-turbo
�A�[�L�����[160�͍������[�J������
�����OEM���낤��
BlueWeld COMBI 162
http://www.tiberis.ru/products/blueweld-combi-162-turbo
298 �F�����������������ς��B�F2014/07/11(��) 21:24:35.15 ID:???
>>���ƁA�ł�����d�グ����ρB
�Ȃ��Ȃ����Ă���Ȃ�����A�d�J������
�f���A���f�B�X�N�̂悤�ȁA���y�[�p�[�T���_�[�Ȃ�
���\�y�ɍ����B
�g�C�V��X�L���^�b�`�����B
�Ȃ��Ȃ����Ă���Ȃ�����A�d�J������
�f���A���f�B�X�N�̂悤�ȁA���y�[�p�[�T���_�[�Ȃ�
���\�y�ɍ����B
�g�C�V��X�L���^�b�`�����B
299 �F�����������������ς��B�F2014/07/12(�y) 02:45:52.77 ID:???
�n�ڎ��̓d������20�Ƃ�30V�Ȃ̂ɂǁ[���ăR���Z���g��200V����Ȃ��Ƃ�����́H
300 �F�����������������ς��B�F2014/07/12(�y) 08:53:32.57 ID:zuVHrR7j
>>299
�d�����K�v������B
�Ⴆ��100V15A�B�����20V�`30V�ɍ~�������2������75A�`50A����B(�����Ƃ������̍ő�l������)200V15A�Ȃ�150A�`100A�ɂȂ�B
100V�̃R���Z���g�͈�ʓI�Ȕz������15A�`20A�������Ȃ��̂�3.2mm�̖_�Ƃ��g���ɂ͓d�����s������B�����200V���g����B
�d�����K�v������B
�Ⴆ��100V15A�B�����20V�`30V�ɍ~�������2������75A�`50A����B(�����Ƃ������̍ő�l������)200V15A�Ȃ�150A�`100A�ɂȂ�B
100V�̃R���Z���g�͈�ʓI�Ȕz������15A�`20A�������Ȃ��̂�3.2mm�̖_�Ƃ��g���ɂ͓d�����s������B�����200V���g����B
301 �F�����������������ς��B�F2014/07/12(�y) 12:39:33.72 ID:???
302 �F�����������������ς��B�F2014/07/12(�y) 14:27:25.87 ID:???
���[���ׂ�Β��ׂ�قǃ_�C�w���Ƃ��p�i�̗n�ڋ@���~�����Ȃ�
�X�Y�L�b�g�A�C�N���@���@�z���_�A�}�c�_
�_�C�w���A�p�i�@���@�����Z�f�X�ABMW
���
�X�Y�L�b�g�A�C�N���@���@�z���_�A�}�c�_
�_�C�w���A�p�i�@���@�����Z�f�X�ABMW
���
303 �F�����������������ς��B�F2014/07/12(�y) 19:03:44.54 ID:???
�P�O�O�u�@�ł��ƁA�d���ʂɂ���邪�d�C�㒵�ˏオ�邧
�����n�ڋ@�{�o�b�e���[���Ă���������邯��
�������߂͂��Ȃ�
�����n�ڋ@�{�o�b�e���[���Ă���������邯��
�������߂͂��Ȃ�
304 �F�����������������ς��B�F2014/07/12(�y) 22:23:45.73 ID:???
��|�ւ̃X�e�����X�n�ڂ́A304�ł��T�r�Ȃ��H
430�ɂ��������Ăǔ����ĂȂ���
�~�����̂�3mm�����甄���ĂĂ��₽�獂����������
430�ɂ��������Ăǔ����ĂȂ���
�~�����̂�3mm�����甄���ĂĂ��₽�獂����������
305 �F�����������������ς��B�F2014/07/13(��) 10:17:20.01 ID:???
>>304
�����Ă�Ӗ����킩��A�d�I�̎��������Ă���̂Ȃ�A�C�ɂ���ȁB
�f�l�́A���̂��d�I�C�ɂ������B
�S�́A�ȂK�~�߂���B�ꏏ�ɓh���Ƃ��B
�����Ă�Ӗ����킩��A�d�I�̎��������Ă���̂Ȃ�A�C�ɂ���ȁB
�f�l�́A���̂��d�I�C�ɂ������B
�S�́A�ȂK�~�߂���B�ꏏ�ɓh���Ƃ��B
306 �F�����������������ς��B�F2014/07/13(��) 16:43:43.56 ID:???
SUS304
SUS430
SUS430
307 �F�����������������ς��B�F2014/07/13(��) 18:10:46.86 ID:???
����H���̑g�ݍ��킹�͗n��OUT����ˁH
308 �F�����������������ς��B�F2014/07/13(��) 21:23:42.08 ID:???
�Е����I�[�X�g�����A�n�ŕЕ����t�F���C�g�n�Ƃ���������
�S+Sus304
�S+Sus430
����
�S+Sus304
�S+Sus430
����
309 �F�����������������ς��B�F2014/07/13(��) 22:00:26.25 ID:???
�d�H�i�K���o�j�b�N���H�j�͓d���t�i�܂萅�j�������ƋN����Ȃ�
���ʂ͂��܂�C�ɂ���K�v�͖����������Ǔ��̏ꍇ�͋C�����Ȃ���Ȃ�Ȃ�
�z�e���̑�K�͂ȃI�[��sus304�̋����z�ǂɓS�̃v���O�Ƀl�W����10�N��Ƀv���O���n���đ�R���ɂȂ������Ⴊ����
sus304�z�ǂł����ɐG��Ȃ����b�v�W���C���g�̃t�����W��{���g�͓S�ł����Ȃ��A���Č������l������̂ŕ��ʂ͓S���g��
�ł��Ȃ�ׂ��Ȃ�َ�����̗n�ڂ͔����ă{���g���Őڑ�����ׂ����Ǝv��
���ʂ͂��܂�C�ɂ���K�v�͖����������Ǔ��̏ꍇ�͋C�����Ȃ���Ȃ�Ȃ�
�z�e���̑�K�͂ȃI�[��sus304�̋����z�ǂɓS�̃v���O�Ƀl�W����10�N��Ƀv���O���n���đ�R���ɂȂ������Ⴊ����
sus304�z�ǂł����ɐG��Ȃ����b�v�W���C���g�̃t�����W��{���g�͓S�ł����Ȃ��A���Č������l������̂ŕ��ʂ͓S���g��
�ł��Ȃ�ׂ��Ȃ�َ�����̗n�ڂ͔����ă{���g���Őڑ�����ׂ����Ǝv��
310 �F�����������������ς��B�F2014/07/13(��) 22:03:41.43 ID:???
�ގ����Ⴄ���m�͗n�ږ_�ʼn��Ƃ������Ȃ���������
����܂����Ȃ�
����܂����Ȃ�
311 �F�����������������ς��B�F2014/07/14(��) 10:58:09.62 ID:???
>>308
�������ƁA������ƃc�b�R�~���ꂽ�����������w
�������ƁA������ƃc�b�R�~���ꂽ�����������w
312 �F�����������������ς��B�F2014/07/14(��) 12:38:44.11 ID:???
�I�X�g���b�`����
313 �F�����������������ς��B�F2014/07/14(��) 12:53:03.84 ID:???
�Ⴄ��A�I�[�X�g���A����B
314 �F�����������������ς��B�F2014/07/14(��) 17:25:47.45 ID:???
SUS304�u�ό��ɗ��ăN�_�T�[�C�@�O���C�g�o���A���[�t�Ƃ����b�N�Ȃ�Ƃ����A���}�[�X HAHAHA�I�v
315 �F�����������������ς��B�F2014/07/14(��) 17:40:58.75 ID:???
�I�[�X�g���A���ĂȂʂ̌Ăѕ����Ă�����ăL�����y�[�����ĂȂ����������B
316 �F�����������������ς��B�F2014/07/16(��) 16:33:39.68 ID:???
�I�N�ɏo�Ă钆�H100v�m���K�X�������g���Ă�l����H
317 �F�����������������ς��B�F2014/07/16(��) 19:49:08.69 ID:???
���D���Ă�l�Ȃ狏�邪�g�������Ƃ͖���
318 �F�����������������ς��B�F2014/07/16(��) 22:22:40.67 ID:???
�킩�����B�I�[���i�C�g��
319 �F�����������������ς��B�F2014/07/17(��) 01:21:53.95 ID:???
�V�i���͖{���ƋU���������āA�J�l���o���Ȃ��Ɩ{������ɓ���Ȃ��B
�u�����h�̖{���U���Ƃ����Ӗ��ł͂Ȃ��Ă�
�Ⴆ��PC�p�̓d�����j�b�g
1000W�̃��j�b�g���~�����Ƃ��邾�낤
�u1000W�Ə����Ă��邪1000W�o�Ȃ��U��1000W�v�Ɓu���������i��1000W�o��{���v
������̂��B
��Ō�҂̓J�l���o���Ȃ��Ǝ�ɓ��炸�A���̋��z�͓��{�Ŕ����Ă�����̂Ƒ卷�Ȃ��B
1000W��i������1000W�������Ԃł������ł��A�u�ԓI�ɂ�1300W���炢�����e����ǂ������B
�O�҂͈����B��i650W�ŁA�u�ԓI��1000W�o���邾���̋U���������
���̌��ɂ߂��o���邩�ǂ����B
���{���[�J�[��OEM�Ŏ����Ă��Ă��́A���Ȃ��Ƃ���҂͒e�����낤
��҂͔��蕨�ɂȂ�˂�
�u�����h�̖{���U���Ƃ����Ӗ��ł͂Ȃ��Ă�
�Ⴆ��PC�p�̓d�����j�b�g
1000W�̃��j�b�g���~�����Ƃ��邾�낤
�u1000W�Ə����Ă��邪1000W�o�Ȃ��U��1000W�v�Ɓu���������i��1000W�o��{���v
������̂��B
��Ō�҂̓J�l���o���Ȃ��Ǝ�ɓ��炸�A���̋��z�͓��{�Ŕ����Ă�����̂Ƒ卷�Ȃ��B
1000W��i������1000W�������Ԃł������ł��A�u�ԓI�ɂ�1300W���炢�����e����ǂ������B
�O�҂͈����B��i650W�ŁA�u�ԓI��1000W�o���邾���̋U���������
���̌��ɂ߂��o���邩�ǂ����B
���{���[�J�[��OEM�Ŏ����Ă��Ă��́A���Ȃ��Ƃ���҂͒e�����낤
��҂͔��蕨�ɂȂ�˂�
320 �F�����������������ς��B�F2014/07/17(��) 01:32:23.56 ID:???
�V�i���͖{���ƋU���������āA�J�l���o���Ȃ��Ɩ{������ɓ���Ȃ��B
�u�����h�̖{���U���Ƃ����Ӗ��ł͂Ȃ��Ă�
�Ⴆ��PC�p�̓d�����j�b�g
1000W�̃��j�b�g���~�����Ƃ��邾�낤
�u1000W�Ə����Ă��邪1000W�o�Ȃ��U��1000W�v�Ɓu���������i��1000W�o��{���v
������̂��B
��Ō�҂̓J�l���o���Ȃ��Ǝ�ɓ��炸�A���̋��z�͓��{�Ŕ����Ă�����̂Ƒ卷�Ȃ��B
1000W��i������1000W�������Ԃł������ł��A�u�ԓI�ɂ�1300W���炢�����e����ǂ������B
�O�҂͈����B��i650W�ŁA�u�ԓI��1000W�o���邾���̋U���������
���̌��ɂ߂��o���邩�ǂ����B
���{���[�J�[��OEM�Ŏ����Ă��Ă��́A���Ȃ��Ƃ���҂͒e�����낤
��҂͔��蕨�ɂȂ�˂�
�u�����h�̖{���U���Ƃ����Ӗ��ł͂Ȃ��Ă�
�Ⴆ��PC�p�̓d�����j�b�g
1000W�̃��j�b�g���~�����Ƃ��邾�낤
�u1000W�Ə����Ă��邪1000W�o�Ȃ��U��1000W�v�Ɓu���������i��1000W�o��{���v
������̂��B
��Ō�҂̓J�l���o���Ȃ��Ǝ�ɓ��炸�A���̋��z�͓��{�Ŕ����Ă�����̂Ƒ卷�Ȃ��B
1000W��i������1000W�������Ԃł������ł��A�u�ԓI�ɂ�1300W���炢�����e����ǂ������B
�O�҂͈����B��i650W�ŁA�u�ԓI��1000W�o���邾���̋U���������
���̌��ɂ߂��o���邩�ǂ����B
���{���[�J�[��OEM�Ŏ����Ă��Ă��́A���Ȃ��Ƃ���҂͒e�����낤
��҂͔��蕨�ɂȂ�˂�
321 �F�����������������ς��B�F2014/07/17(��) 02:33:44.23 ID:???
���
322 �F�����������������ς��B�F2014/07/17(��) 07:32:31.27 ID:???
200v�͂��ƕ��ʂɎg����悤��
������200�͗��ĂȂ�����100v���������ȁE�E�E
�܁A�I�N�ł��V�ѓ��D�Ŕ������烌�r���[�����
������200�͗��ĂȂ�����100v���������ȁE�E�E
�܁A�I�N�ł��V�ѓ��D�Ŕ������烌�r���[�����
323 �F�����������������ς��B�F2014/07/21(��) 00:11:58.67 ID:???
0.4mm�̃X�e�����X�͂ǂ�����ėn�ڂ���̂��낤
�������R���K�v
�Ǝv���Ď������̂���
�悭�l������p�C�v�ɉ����t���ċȂ���Ⴂ������������
�������R���K�v
�Ǝv���Ď������̂���
�悭�l������p�C�v�ɉ����t���ċȂ���Ⴂ������������
324 �F�����������������ς��B�F2014/07/21(��) 09:14:08.83 ID:???
���p�̔�㩂���̂Ȃ�100v�ŏ\���ł����H
325 �F�����������������ς��B�F2014/07/21(��) 10:01:03.66 ID:???
326 �F�����������������ς��B�F2014/07/21(��) 10:44:41.38 ID:???
>>325
�����������̂�⋭����悤�Ȋ����ō�肽����ł�
http://www.pref.shimane.lg.jp/chusankan/kenkyu/choju/inoshishi_hakowana.data/Hakowana201301.pdf
�����������̂�⋭����悤�Ȋ����ō�肽����ł�
http://www.pref.shimane.lg.jp/chusankan/kenkyu/choju/inoshishi_hakowana.data/Hakowana201301.pdf
327 �F�����������������ς��B�F2014/07/21(��) 11:38:53.23 ID:???
�Ȃ�قǁA����Ȃ�100V�ł����v�������ˁB
�ȑO�A100V�@�������ďo���C���ɍs�����Ƃ��A�����I������̂�
��ꂽ���]�Ԃ̃J�S���A�T�[�r�X�ŗn�ڂ����������B
���Ȃ���ł���Ċ����������B
�ȑO�A100V�@�������ďo���C���ɍs�����Ƃ��A�����I������̂�
��ꂽ���]�Ԃ̃J�S���A�T�[�r�X�ŗn�ڂ����������B
���Ȃ���ł���Ċ����������B
328 �F�����������������ς��B�F2014/07/26(�y) 17:31:29.56 ID:???
�o�C�N�̃X�e�[�܂ꂽ
���Ƃɂ͂s�h�f�L�����
���Ƃɂ͂s�h�f�L�����
329 �F�����������������ς��B�F2014/08/01(��) 12:37:27.34 ID:CfkF9oXM
������H
�����m�肽���H
�����m�肽���H
330 �F�����������������ς��B�F2014/08/01(��) 15:53:30.38 ID:E7Hpdp8U
�ߋ��X������S���ǂݏI�������_�Ƃ��ẮA
�ƒ�ŗn�ڂ͖������Ă��Ƃ��ȁI����͂�
�ƒ�ŗn�ڂ͖������Ă��Ƃ��ȁI����͂�
331 �F�����������������ς��B�F2014/08/11(��) 21:11:37.50 ID:8mIZRRWZ
�Ԃ̃T�r����C���������ƍl���Ă��āA���L2��̂����ǂ��炩���w���������ƍl���Ă�����ǁA�N���C���v���ƌ������I�X�X���ƌ������w���������Ă��������B
�n�ڌo���͊w���̂Ƃ�3�N�Ԃقǂقږ��T���ƂŃK�X�ƃA�[�N����Ă܂����B
�EAP �������n�ڋ@
�E���t�I�N TIG-200SD
�n�ڌo���͊w���̂Ƃ�3�N�Ԃقǂقږ��T���ƂŃK�X�ƃA�[�N����Ă܂����B
�EAP �������n�ڋ@
�E���t�I�N TIG-200SD
332 �F�����������������ς��B�F2014/08/11(��) 22:58:13.28 ID:oN5trEDC
>>331
�n���_�t�����A�ԓ\���ăp�e�����
�n���_�t�����A�ԓ\���ăp�e�����
333 �F�����������������ς��B�F2014/08/12(��) 00:05:25.84 ID:O0ZhgZEq
�f�u�R���ŕ�C
334 �F�����������������ς��B�F2014/08/12(��) 09:53:38.29 ID:BXFwrdwV
335 �F�����������������ς��B�F2014/08/12(��) 10:27:05.20 ID:2ms5uOwG
>>331
�ʓ|�ł��A���@�W�̒��É�����āA���^�]�����Ă�������ق���
�ǂ����B
����ȃn�Y���႟�Ȃ��������Ďv�����B
�o����A�K�X�̏[�U���ŁA�������̂ł�������ACO2��Ar�̃K�X�{���x
��Ď����Ă����A�������^�]�ł��邼�B
�ʓ|�ł��A���@�W�̒��É�����āA���^�]�����Ă�������ق���
�ǂ����B
����ȃn�Y���႟�Ȃ��������Ďv�����B
�o����A�K�X�̏[�U���ŁA�������̂ł�������ACO2��Ar�̃K�X�{���x
��Ď����Ă����A�������^�]�ł��邼�B
336 �F�����������������ς��B�F2014/08/12(��) 11:37:54.75 ID:0sDTRWNc
�ꏊ��傫�����킩��A�n�ڂ���ƁA���͖h�K�������Ȃ����Ⴄ��B�������ȏ�Ƀw�R�ނ��B
337 �F�����������������ς��B�F2014/08/12(��) 12:40:53.30 ID:w5k7PPYX
>>332-336
���肪�Ƃ��B
�n�ڔ͈͂�40�~90���炢��t��1.0���炢�̓S�����̎��ɋȂ��ėn�ڂ��Ȃ�������Ȃ��Ƃ���ł��B
�S�z�Ȃ̂͋�Ƃ���h�K��t��1.0���قڑf�l�ɗn�ڏo����̂��ۂ��A�ł��B
��������͎肪����Ȃ��̂ŁA���ʂ̖h�K�̓m�b�N�X�h�[����\�肵�Ă���܂��B
���肪�Ƃ��B
�n�ڔ͈͂�40�~90���炢��t��1.0���炢�̓S�����̎��ɋȂ��ėn�ڂ��Ȃ�������Ȃ��Ƃ���ł��B
�S�z�Ȃ̂͋�Ƃ���h�K��t��1.0���قڑf�l�ɗn�ڏo����̂��ۂ��A�ł��B
��������͎肪����Ȃ��̂ŁA���ʂ̖h�K�̓m�b�N�X�h�[����\�肵�Ă���܂��B
338 �F�����������������ς��B�F2014/08/12(��) 16:11:11.28 ID:bEMMBo0p
>>337
�����ł͂Ȃ����ꉞ�C���o�[�^�[TIG�d���Ŏg���Ă鎩�����炷���
�n�ڂ͂ł��邾��������
�P�������x���Ɨn�ڂ���Ƙc�݂܂���̂œ_�t��������x�ŗ}���Č�̓n���_���p�e�Ō떂�����ׂ����Ǝv��
���Ԃ�MIG���ƃ������������Ⴄ�̂�TIG�̕����Z�ʂ͂����Ǝv����
�K�X���̓��肪�ʓ|���������Ȃ�{�Ԃ͖���
�Z���X�ɂ��Ǝv���������͎��ȗ��ŏ��߂Ĕ��蕨�ɐ��郌�x���ɐ���̂�1�N�߂���������
���̂��炢�̊o��͕K�v���Ǝv��
�ꉞ�����Ƃ����ljΉԃo�`�o�`�̎�n�ڂ���P�����͂ނ肾����ˁA���������Ă�Ǝv������
�����ł͂Ȃ����ꉞ�C���o�[�^�[TIG�d���Ŏg���Ă鎩�����炷���
�n�ڂ͂ł��邾��������
�P�������x���Ɨn�ڂ���Ƙc�݂܂���̂œ_�t��������x�ŗ}���Č�̓n���_���p�e�Ō떂�����ׂ����Ǝv��
���Ԃ�MIG���ƃ������������Ⴄ�̂�TIG�̕����Z�ʂ͂����Ǝv����
�K�X���̓��肪�ʓ|���������Ȃ�{�Ԃ͖���
�Z���X�ɂ��Ǝv���������͎��ȗ��ŏ��߂Ĕ��蕨�ɐ��郌�x���ɐ���̂�1�N�߂���������
���̂��炢�̊o��͕K�v���Ǝv��
�ꉞ�����Ƃ����ljΉԃo�`�o�`�̎�n�ڂ���P�����͂ނ肾����ˁA���������Ă�Ǝv������
339 �F�����������������ς��B�F2014/08/12(��) 19:15:51.18 ID:c8G4wJe4
���ь��ǂ����Ă��Ƃ͂��̎��ӂ͂������Ȃ��Ă邩��Mig����Ȃ���Tig�̂�������
�ꔭ���������玩���̓p�e�ōǂ����ق��������Ǝv��
�ꔭ���������玩���̓p�e�ōǂ����ق��������Ǝv��
340 �F�����������������ς��B�F2014/08/12(��) 19:56:34.24 ID:ZtTEEQR2
�ڂ����v�������ǁA�����Ȃ�̏C���͐�ɖ�������B
�݂�Ȃ������悤�ɁA�p�e�̕���������B
������Ƃ̗��K���ᖳ���B
�ł���悤�ɂȂ�܂ł́A�ق�ƂɍŒ�1�N�͂������B
�����̂͂���ɓ���A���ꂽ�l�ł����f����ƌ��������Ă��܂��B
�t�ɁA�}�X�^�[����Ή��ł������B
�J�������Ԃɂ��傱���傱�ƍ��A�X�Ŕ����������Ɉ����o����B
�����ԁE���t�̃}�t���[��A���]�Ԃ̃J�S�A���A�L�����A�Ƃ�
���낢�뒼������B
@�X�e�����X�����ATIG���20�N
�݂�Ȃ������悤�ɁA�p�e�̕���������B
������Ƃ̗��K���ᖳ���B
�ł���悤�ɂȂ�܂ł́A�ق�ƂɍŒ�1�N�͂������B
�����̂͂���ɓ���A���ꂽ�l�ł����f����ƌ��������Ă��܂��B
�t�ɁA�}�X�^�[����Ή��ł������B
�J�������Ԃɂ��傱���傱�ƍ��A�X�Ŕ����������Ɉ����o����B
�����ԁE���t�̃}�t���[��A���]�Ԃ̃J�S�A���A�L�����A�Ƃ�
���낢�뒼������B
@�X�e�����X�����ATIG���20�N
341 �F�����������������ς��B�F2014/08/13(��) 08:56:08.20 ID:f+SGL20E
>>338-340
���肪�Ƃ��B
�����̐l�D�����ȁB�Ԏ�ʔł̓X���[����Ă����犴�����܂����B
����ς蔖����̂ł��ˁB
�n�ڂ̘r�Ɏ��M���Ȃ��̂ŁA�F����̌����Ƃ��荡��̓p�e���ōǂ����Ƃɂ��܂��B
�����ł���Ɏ���Ő\����Ȃ��̂ł����A�S�����ɃA�N�Z�X�o���Ȃ��ꏊ���ƕ��ʂ̃p�e����FRP�Ȃ̕��������̂ł��傤���H
�������͏�̕��Ō����Ă��f�u�R���H�Ȃǂ��L���ł��傤���H
���肪�Ƃ��B
�����̐l�D�����ȁB�Ԏ�ʔł̓X���[����Ă����犴�����܂����B
����ς蔖����̂ł��ˁB
�n�ڂ̘r�Ɏ��M���Ȃ��̂ŁA�F����̌����Ƃ��荡��̓p�e���ōǂ����Ƃɂ��܂��B
�����ł���Ɏ���Ő\����Ȃ��̂ł����A�S�����ɃA�N�Z�X�o���Ȃ��ꏊ���ƕ��ʂ̃p�e����FRP�Ȃ̕��������̂ł��傤���H
�������͏�̕��Ō����Ă��f�u�R���H�Ȃǂ��L���ł��傤���H
342 �F�����������������ς��B�F2014/08/13(��) 13:04:51.46 ID:Caa3W8/7
>>341
�d�グ���K�v�ȕ����Ȃ�A���ʂ̃p�e�ɂ��Ƃ��Ȃ�B���h���͋C�ɂ��Ȃ��Ȃ�A��v�����ȓz�B�������܂�Ƃ��Ȃ�K�~�ߓh���Ċ����čǂ��Ȃ��B
�d�グ���K�v�ȕ����Ȃ�A���ʂ̃p�e�ɂ��Ƃ��Ȃ�B���h���͋C�ɂ��Ȃ��Ȃ�A��v�����ȓz�B�������܂�Ƃ��Ȃ�K�~�ߓh���Ċ����čǂ��Ȃ��B
343 �F�����������������ς��B�F2014/08/14(��) 13:25:03.90 ID:JHtpvJVL
GM8300
344 �F�����������������ς��B�F2014/08/20(��) 01:20:26.47 ID:/omcQZBc
������Ǝ���ł��B
�e�X�g�s�[�X�Ȃǂ�n�ڂ���Ƃ��͎����̂��₷���p���A�^�_���ł��܂����A
���[�N���傫���Ȃ����蕡�G�����ċ����ȏ�Ԃŗn�ڂ���Ƃ��ǂ����Ă܂����H
���ʂ�n�ڂ��镪�ɂ͑��v�Ȃ̂ł����A�����n�ڂ���肭�ł��܂���B
�����͋����n�ڂ̏ꍇ�A�n�Z�r���m�F�ł��Ȃ��ƑS���n�ڂł��Ȃ����ߊ������ŗn�ڂ��Ă���悤�ȏ�Ԃł��G�G
�ݔ��͎�Ă���̂ł悭�킩��Ȃ��̂ł����d��200V��70A���炢�̐ݒ�Ō��݂�1.5�`2.0mm�̊p�ށA5mm�̓S�A����2mm���炢��L���̋���H�Ȃǂ��������Ă��܂��B
�e�X�g�s�[�X�Ȃǂ�n�ڂ���Ƃ��͎����̂��₷���p���A�^�_���ł��܂����A
���[�N���傫���Ȃ����蕡�G�����ċ����ȏ�Ԃŗn�ڂ���Ƃ��ǂ����Ă܂����H
���ʂ�n�ڂ��镪�ɂ͑��v�Ȃ̂ł����A�����n�ڂ���肭�ł��܂���B
�����͋����n�ڂ̏ꍇ�A�n�Z�r���m�F�ł��Ȃ��ƑS���n�ڂł��Ȃ����ߊ������ŗn�ڂ��Ă���悤�ȏ�Ԃł��G�G
�ݔ��͎�Ă���̂ł悭�킩��Ȃ��̂ł����d��200V��70A���炢�̐ݒ�Ō��݂�1.5�`2.0mm�̊p�ށA5mm�̓S�A����2mm���炢��L���̋���H�Ȃǂ��������Ă��܂��B
345 �F�����������������ς��B�F2014/08/20(��) 09:49:55.08 ID:S8T0BZP0
>>344
�A�N���o�`�b�N�Ȏp���ŕt�����B���ƃJ�u���ʂ��ᖳ���āA�V�[���h�ł��Ƃ��B
�S�������Ȃ���t�����Ȃ��B
���܂ɁA���ʃX�e���ɉf���ĕt���邱�Ƃ��L��B�ł����E�������邩��_�t���炢�B
�A�N���o�`�b�N�Ȏp���ŕt�����B���ƃJ�u���ʂ��ᖳ���āA�V�[���h�ł��Ƃ��B
�S�������Ȃ���t�����Ȃ��B
���܂ɁA���ʃX�e���ɉf���ĕt���邱�Ƃ��L��B�ł����E�������邩��_�t���炢�B
346 �F�����������������ς��B�F2014/08/20(��) 12:58:29.58 ID:HC3qvCEP
�����͂��ɂ�����ˁB
�ł��Ȃ�Ƃ��H�v���Ă���Ă��B
�ǂ����Ă������Ȃ��ӏ��́A�_�t����A�������肵�Ă�B
�����Ă��Ԃ�&�莝���ʂ��g���Ȃ��Ƃ��́A�Ռ��S�[�O���Ɩڂ����X�ŗ�������R�ɂ��Ă���Ă��ȁB
�ł��Ȃ�Ƃ��H�v���Ă���Ă��B
�ǂ����Ă������Ȃ��ӏ��́A�_�t����A�������肵�Ă�B
�����Ă��Ԃ�&�莝���ʂ��g���Ȃ��Ƃ��́A�Ռ��S�[�O���Ɩڂ����X�ŗ�������R�ɂ��Ă���Ă��ȁB
347 �F�����������������ς��B�F2014/08/28(��) 21:20:36.17 ID:pCgH1vyY
�������Ȃ̂ŃK�X�n�ڂ̎��i�U�����Ă���18�B
���ʂ̔��吶���n�ڂȂ�ďo����̂��S�z
���ʂ̔��吶���n�ڂȂ�ďo����̂��S�z
348 �F�����������������ς��B�F2014/08/29(��) 14:25:37.99 ID:nqNJZvzD
>>347
�K�X�n�ڋZ�\�u�K����B
�H�ƍ��Z�̈�N�̂Ƃ��Ɏ��B
�����́A�v���̋؋�����̒��b�����b�̐E�l���肾����
�u�t���A���S���́A��Ǝ҂̕ی삾�̌����Ă��A�茳�������A
����Ȏ��ʼn��䂷�邩�Ƃ��A���̂�悤�ȃw�}���Ȃ����́A
�u�[�C���O���炯�̍u�`�ł������B
�Z�\�u�K�Ȃ����Ƃ����������B
�K�X�n�ڋZ�\�u�K����B
�H�ƍ��Z�̈�N�̂Ƃ��Ɏ��B
�����́A�v���̋؋�����̒��b�����b�̐E�l���肾����
�u�t���A���S���́A��Ǝ҂̕ی삾�̌����Ă��A�茳�������A
����Ȏ��ʼn��䂷�邩�Ƃ��A���̂�悤�ȃw�}���Ȃ����́A
�u�[�C���O���炯�̍u�`�ł������B
�Z�\�u�K�Ȃ����Ƃ����������B
349 �F�����������������ς��B�F2014/08/30(�y) 10:39:08.51 ID:7VcmYD0y
�n�ڂ���
�ǂ��Ȃ�ᐬ���ƌ�����̂��Ȃ�
���܂Œʂ��Ȃ��Ɛ����ƌ������o�͂��Ȃ��̂���
����ŁA�����n�ڂȂ�Ă��̂����邶��Ȃ�
����͒ʂ��ĂȂ����
�ǂ����Ă�
�u���Ȃ���Ȃ�ł������v���Ă͕̂����邪�A�D�ɗ����Ȃ��B���܂����ĂȂ���������Ȃ��̂����Ċ���������̂�
�ǂ��Ȃ�ᐬ���ƌ�����̂��Ȃ�
���܂Œʂ��Ȃ��Ɛ����ƌ������o�͂��Ȃ��̂���
����ŁA�����n�ڂȂ�Ă��̂����邶��Ȃ�
����͒ʂ��ĂȂ����
�ǂ����Ă�
�u���Ȃ���Ȃ�ł������v���Ă͕̂����邪�A�D�ɗ����Ȃ��B���܂����ĂȂ���������Ȃ��̂����Ċ���������̂�
350 �F�����������������ς��B�F2014/08/30(�y) 10:48:15.65 ID:Z97nNDB4
351 �F�����������������ς��B�F2014/08/30(�y) 10:51:22.94 ID:7VcmYD0y
�����ŏo����Έ�Ԃ������
�����ɂ������͂����邾�낤��
�Ƃ��낪���̂��߂́u�w�v���Ȃ��Ɨ���
�����ɂ������͂����邾�낤��
�Ƃ��낪���̂��߂́u�w�v���Ȃ��Ɨ���
352 �F�����������������ς��B�F2014/08/30(�y) 13:16:34.47 ID:cj76Wdum
>>347
���̐l�̘b�͑�̂̎��ł��B
���͊ȒP�ł��B�w���Ȃ�c�}���i�C�u�`�ɂ��ς�����̂łȂ��ǂ��ł��傤�B
�͂����茾���čő�̓G�͐����ł��B
�ł��Q�ĂĂ��e�L�X�g�ǂ߂Ίy���Ȃ̂ŁA�C�ɂ��Ȃ��B�e�X�g�͌��t�Ƌ����ȒP�ł��B
���Z�́A�����g����Ȃ��肠��܂���B
���͗n�ڂ͋����Ă���܂���B�n�f�����B
�K�X�n�ڂ͓�����͂�鏊�����Ȃ��̂ŏȗ��ł��B
�Ȃ��A�d���ŗn�ڎg���Ȃ�A�[�N�n�ڂ����K�v������܂��B
���̐l�̘b�͑�̂̎��ł��B
���͊ȒP�ł��B�w���Ȃ�c�}���i�C�u�`�ɂ��ς�����̂łȂ��ǂ��ł��傤�B
�͂����茾���čő�̓G�͐����ł��B
�ł��Q�ĂĂ��e�L�X�g�ǂ߂Ίy���Ȃ̂ŁA�C�ɂ��Ȃ��B�e�X�g�͌��t�Ƌ����ȒP�ł��B
���Z�́A�����g����Ȃ��肠��܂���B
���͗n�ڂ͋����Ă���܂���B�n�f�����B
�K�X�n�ڂ͓�����͂�鏊�����Ȃ��̂ŏȗ��ł��B
�Ȃ��A�d���ŗn�ڎg���Ȃ�A�[�N�n�ڂ����K�v������܂��B
353 �F�����������������ς��B�F2014/08/30(�y) 13:21:58.87 ID:cj76Wdum
���A�n�f�̎��Z�͎������ᖳ���āA�݂�Ȃŗ��K���܂��傤���Ă����z�ł��̂ŁA�Ȃɂ��S�z�L��܂���B
�ނ���o���҂͉ɂŎ��ɂ܂��B
�ނ���o���҂͉ɂŎ��ɂ܂��B
354 �F�����������������ς��B�F2014/08/30(�y) 21:02:07.14 ID:OIQuN3zj
�R�S�W�ł��B
�ȂA�̂������u�K���e�͓��������B
�����A�̂͐��ӋC�����Ȋē��̍��@�����A�H��ɂ͎�����Ȃ�
�w�L��C�V���c�Ƀl�N�^�C�p�ŁA���ē���b���ċ���̉ʂĂ�
�u�K�s���ė������낤�B
�N�\�ʔ����Ȃ�����A�u�K���̍u�t�w�Ɍ����̂��B
�N�\�ʔ����Ȃ��u�K�ɁA�쎟��l���A���̂��炢����ĂȂ���
�Ԃ������Ȃ��B
���邾��B�@���̎Ⴂ�l�����́A�݂ȑf���ł��ƂȂ�����B
����ȏC���������ĂĂ������̍H��ł��L�b�`���n�ڏo���Ȃ���
�N�\�̖��ɗ����Ȃ��B
����Ȋ������B
�ȂA�̂������u�K���e�͓��������B
�����A�̂͐��ӋC�����Ȋē��̍��@�����A�H��ɂ͎�����Ȃ�
�w�L��C�V���c�Ƀl�N�^�C�p�ŁA���ē���b���ċ���̉ʂĂ�
�u�K�s���ė������낤�B
�N�\�ʔ����Ȃ�����A�u�K���̍u�t�w�Ɍ����̂��B
�N�\�ʔ����Ȃ��u�K�ɁA�쎟��l���A���̂��炢����ĂȂ���
�Ԃ������Ȃ��B
���邾��B�@���̎Ⴂ�l�����́A�݂ȑf���ł��ƂȂ�����B
����ȏC���������ĂĂ������̍H��ł��L�b�`���n�ڏo���Ȃ���
�N�\�̖��ɗ����Ȃ��B
����Ȋ������B
355 �F�����������������ς��B�F2014/09/01(��) 23:35:17.89 ID:tvrQEJQv
|�@�@|
|�@�@|
|___|
�n�ږ_��{���炢�����邭�炢�̃T�C�Y�̂���ȏc��������Ƃ���
�K���ɃJ�b�g�����S�_���ォ�獷�����݁A�ゾ���n�ڂ���̂�
�_�ŊہX���߂Ă��̂ł͂ǂ������T�r�����̂��Â炳�Ƌ��x�I�ɗL���H
|�@�@|
|___|
�n�ږ_��{���炢�����邭�炢�̃T�C�Y�̂���ȏc��������Ƃ���
�K���ɃJ�b�g�����S�_���ォ�獷�����݁A�ゾ���n�ڂ���̂�
�_�ŊہX���߂Ă��̂ł͂ǂ������T�r�����̂��Â炳�Ƌ��x�I�ɗL���H
356 �F�����������������ς��B�F2014/09/02(��) 08:33:48.50 ID:PgwaNkhj
>>355
���̋Ă���́A���\�Ȍ��݂������ˁH�c�Ƃ��̕������ɂȂ�Ȃ��̂��ȁH�Ƒf�l���l���邗
�K�ȗn�ڂȂ�A��ʃ����p�X�ł��n�_�T�C�Y�̓S�̖_���A��ɐ��鋭�x�͏o���Ȃ��̂��ˁH
���̋Ă���́A���\�Ȍ��݂������ˁH�c�Ƃ��̕������ɂȂ�Ȃ��̂��ȁH�Ƒf�l���l���邗
�K�ȗn�ڂȂ�A��ʃ����p�X�ł��n�_�T�C�Y�̓S�̖_���A��ɐ��鋭�x�͏o���Ȃ��̂��ˁH
357 �F�����������������ς��B�F2014/09/02(��) 13:15:47.16 ID:7T0hPopL
5t�N���[���ł��Ȃ���Ђ�����Ԃ��Ȃ��d�ʕ��ŗ��������Ȃ��̂ƊJ���邱�Ƃ��ł��Ȃ��̂ŁA
�ǂꂭ�炢�̌��݂�����̂�������ƕs���Ȃ�ł����邪���͖��߂�����
�ǂꂭ�炢�̌��݂�����̂�������ƕs���Ȃ�ł����邪���͖��߂�����
358 �F�����������������ς��B�F2014/09/02(��) 17:56:25.31 ID:Ct6sWBRv
����Ȃ�Ȃ�Z�����g��������łȂ���
���ƃR���N���p�̂Q�t�����̏[�U�܁B
���ƃR���N���p�̂Q�t�����̏[�U�܁B
359 �F�����������������ς��B�F2014/09/02(��) 21:41:53.97 ID:bvsFFQT8
>341
���܂���ł���
�K�т������p�e�ł��܂����Ă�
��J���Ƃ�
�K�т̐i�s���i���
�p�e�̖ʐψȏ�ɎK���i�s���܂���
������ƁA�ʂ肷���������̂ł����炟
���܂���ł���
�K�т������p�e�ł��܂����Ă�
��J���Ƃ�
�K�т̐i�s���i���
�p�e�̖ʐψȏ�ɎK���i�s���܂���
������ƁA�ʂ肷���������̂ł����炟
360 �F�����������������ς��B�F2014/09/04(��) 23:32:10.39 ID:5Oy39iin
���K���悶��˂�����
�{�f�B���ƁA0.25�`0.65mm�������̂�
���Ȃ�̓��������0.5mm�̓S�łǂ̂��炢���Ό����J������͂߂�Ή��Ƃ��Ȃ�B
������Č����Ă��v�́u�ǂ̂��炢�̎��ԁA�M�������邩�v�ł����Ȃ�����
�A�[�N�Ȃ�ǂ̂��炢�̎��ԃA�[�N�����������邩
���t�Ō��������Ȃ�A����ł����Ȃ��B
�{�f�B���ƁA0.25�`0.65mm�������̂�
���Ȃ�̓��������0.5mm�̓S�łǂ̂��炢���Ό����J������͂߂�Ή��Ƃ��Ȃ�B
������Č����Ă��v�́u�ǂ̂��炢�̎��ԁA�M�������邩�v�ł����Ȃ�����
�A�[�N�Ȃ�ǂ̂��炢�̎��ԃA�[�N�����������邩
���t�Ō��������Ȃ�A����ł����Ȃ��B
361 �F�����������������ς��B�F2014/09/06(�y) 23:20:31.05 ID:ADJABMs2
�u�^���K�X�n��
362 �F�����������������ς��B�F2014/09/07(��) 18:26:18.48 ID:Uv8dfWYO
363 �F�����������������ς��B�F2014/09/07(��) 23:28:31.17 ID:fh209Tif
�n���_�ł������
364 �F�����������������ς��B�F2014/09/19(��) 14:47:08.02 ID:OG1QlR5p
�����ԑO�ɒ�����d���i10-30A�j�n�ڂ��Ǝ����Ռ��ʂ��Ռ����Â炢�Ə��������̂����ǁA
�p���X��100hz�ȏ�ɂ���ƃ`�J�`�J���Ȃ��œK�Ɏ����Ռ����Ă������ۂ��ƍŋߋC�Â���
������ĎՌ��ʂ̔������x���x���̂�����Ƃ��d�r�̎c�ʂ����Ȃ��̂��ǂ������ȁH
�p���X��100hz�ȏ�ɂ���ƃ`�J�`�J���Ȃ��œK�Ɏ����Ռ����Ă������ۂ��ƍŋߋC�Â���
������ĎՌ��ʂ̔������x���x���̂�����Ƃ��d�r�̎c�ʂ����Ȃ��̂��ǂ������ȁH
365 �F�����������������ς��B�F2014/09/19(��) 16:51:10.74 ID:FTnjNqe1
>>364
���������炶��Ȃ����H����̂�����Ńe�B�O�ɂ͎g�������B���z�d�r���̒������B
�A�[�N�����オ�莞�ɂ̓X�p�C�N�I�ɋ��������o��̂Ŕ������邪�A�������ɂ̓Z���T�[�������Ƃ̍����킩��Ȃ��Ȃ�݂������B�Ń^�C�}�[�����ƎՌ������������B
�p���X���ƌ����������Ă��ŁA�����̂ł͂Ȃ����ȁB
�Z���T�[���ア�킯�ł͖����؋��ɁA�V��̐��ⓔ���グ�Ă��Ռ�����B
���������炶��Ȃ����H����̂�����Ńe�B�O�ɂ͎g�������B���z�d�r���̒������B
�A�[�N�����オ�莞�ɂ̓X�p�C�N�I�ɋ��������o��̂Ŕ������邪�A�������ɂ̓Z���T�[�������Ƃ̍����킩��Ȃ��Ȃ�݂������B�Ń^�C�}�[�����ƎՌ������������B
�p���X���ƌ����������Ă��ŁA�����̂ł͂Ȃ����ȁB
�Z���T�[���ア�킯�ł͖����؋��ɁA�V��̐��ⓔ���グ�Ă��Ռ�����B
366 �F364�F2014/09/19(��) 18:31:35.04 ID:PmEhkGpq
>>365
1/10000�^�C�v�̃��t�I�N�ň��ʂł����������@�����ʂƂ̍��͂����ł��̂��E�E�E
�ʁA�܂��S�R�g���邵��ꂽ��RM�̍������c�����܂���B
1/10000�^�C�v�̃��t�I�N�ň��ʂł����������@�����ʂƂ̍��͂����ł��̂��E�E�E
�ʁA�܂��S�R�g���邵��ꂽ��RM�̍������c�����܂���B
367 �F�����������������ς��B�F2014/09/23(��) 21:47:26.43 ID:usdLwzQE
�ʂ��āA���������̖ڐ��ɑ������Ȃ��̉��Ƃ��Ȃ��́H
�����猩�āA
�@�@�@�@�@�_
�ځ@�����@�@|
�� ------->�@|
�@�@�@�@�@�@//�@�Ռ���
�@�@�@�@3�^
_______�^
����ȏ�ԂɂȂ�
�u3�v�ŕ\�������̕����Ƀ}�X�N�ł������ʂ����傤�Ǘ�����
���Ɩڐ�����v����̂����m��Ȃ����Ǘn�ڗp�̃S�c���}�X�N�Ȃ��łȂ�Ƃ�������
�������߂Ă�����ė�������
�����猩�āA
�@�@�@�@�@�_
�ځ@�����@�@|
�� ------->�@|
�@�@�@�@�@�@//�@�Ռ���
�@�@�@�@3�^
_______�^
����ȏ�ԂɂȂ�
�u3�v�ŕ\�������̕����Ƀ}�X�N�ł������ʂ����傤�Ǘ�����
���Ɩڐ�����v����̂����m��Ȃ����Ǘn�ڗp�̃S�c���}�X�N�Ȃ��łȂ�Ƃ�������
�������߂Ă�����ė�������
368 �F�����������������ς��B�F2014/09/24(��) 11:20:58.87 ID:+HcZmONo
>>367
���Ԃ�����Ԉ���Ă��Ȃ����ȁc
���Ԃ�����Ԉ���Ă��Ȃ����ȁc
369 �F�����������������ς��B�F2014/09/24(��) 12:41:01.27 ID:AMTcCc2n
>>367
�ڂ낫��͂���p�b�h�\������肵�Ď������ɒ������邵���Ȃ���
���[�J�[������W���ɍ���Ă��܂����̂�����
���|�I�����̐l�ɕ]��������Ⴢ�f���`�F���W���邾�낤��
���ꂵ�������̂Ȃ�ǂ��ɂ����邵���Ȃ�
�ڂ낫��͂���p�b�h�\������肵�Ď������ɒ������邵���Ȃ���
���[�J�[������W���ɍ���Ă��܂����̂�����
���|�I�����̐l�ɕ]��������Ⴢ�f���`�F���W���邾�낤��
���ꂵ�������̂Ȃ�ǂ��ɂ����邵���Ȃ�
370 �F�����������������ς��B�F2014/09/24(��) 12:58:37.34 ID:ZrSjZryH
�@��ɂ���Ă̓A�S�p�b�h�̂���̂������B
�Ȃ���Ύ����ōH�v���邵���Ȃ���ˁB
�_�炩���f�ނ�����A�H��͊ȒP�ɂł����B
�撣���Ă���Ă݂悤�I
�Ȃ���Ύ����ōH�v���邵���Ȃ���ˁB
�_�炩���f�ނ�����A�H��͊ȒP�ɂł����B
�撣���Ă���Ă݂悤�I
371 �F�����������������ς��B�F2014/09/24(��) 17:22:26.18 ID:0avQTY3Z
�A�[�N�n�ڂŎՌ��x5���Ă̂͑��v�ł����ˁH
8���ƑS�R�����Ȃ����Ȃ̂�
2��ῂ������ă_���ŁA���Ⴀ�ԂƂ���5���炢�ǂ����Ȃ�
8���ƑS�R�����Ȃ����Ȃ̂�
2��ῂ������ă_���ŁA���Ⴀ�ԂƂ���5���炢�ǂ����Ȃ�
372 �F�����������������ς��B�F2014/09/24(��) 18:39:31.36 ID:f+ugAgX6
373 �F�����������������ς��B�F2014/09/25(��) 22:59:57.81 ID:tzzhnUFo
374 �F�����������������ς��B�F2014/09/26(��) 20:53:43.87 ID:LUT2jLZB
>>371
�ǂꂭ�炢�̓d�C�ŗn�ڂ���̂��m��ǁA5�ԂĖڏĂ���Ȃ�?
���ͽ���ȐE�Ɨn�ډƂ����ǔ������Ǝ�_���p��9�Ԃ���B
�ȑO�͔���������_��10�Ԃ��������A�V��Ȃ̂��P�ɖڂ̊��x���������̂�9�ԂɂȂ����B
�悭�g���d�C�͔�������100�`280A��_��100�`140A�B
>>373
������߂Â������B
�������ͽ�߯���������B
�ǂꂭ�炢�̓d�C�ŗn�ڂ���̂��m��ǁA5�ԂĖڏĂ���Ȃ�?
���ͽ���ȐE�Ɨn�ډƂ����ǔ������Ǝ�_���p��9�Ԃ���B
�ȑO�͔���������_��10�Ԃ��������A�V��Ȃ̂��P�ɖڂ̊��x���������̂�9�ԂɂȂ����B
�悭�g���d�C�͔�������100�`280A��_��100�`140A�B
>>373
������߂Â������B
�������ͽ�߯���������B
375 �F�����������������ς��B�F2014/09/27(�y) 00:32:10.99 ID:n6GH2esg
�d�������Ȃ��Ƃ��A�A�[�N�X�^�[�g�Ɠ����ɃA�[�X�N���b�v������ΉԂ��o��̂͂Ȃ�ŁH
�d�����グ��Əo�Ȃ��Ȃ�B
������Ă�Ƃ��ł͂Ȃ��āA�A�[�X���܂�ł镔������p�`�b�Əo��
�d�����グ��Əo�Ȃ��Ȃ�B
������Ă�Ƃ��ł͂Ȃ��āA�A�[�X���܂�ł镔������p�`�b�Əo��
376 �F�����������������ς��B�F2014/09/27(�y) 10:59:55.47 ID:WSI6IJ8z
377 �F�����������������ς��B�F2014/09/28(��) 11:49:53.76 ID:MWCgXOWG
>>376
�Ȃ�قǂ��肪�Ƃ�
�Ȃ�قǂ��肪�Ƃ�
378 �F�����������������ς��B�F2014/09/28(��) 21:42:10.12 ID:WVczEUCE
��������
���͌����
�n�ڂ́A�n�ډӏ��Ɋ���߂Â����Ȃ������畉���Ȃ�
�Q�Ȃ��������ɂ���Ă邩�琂��ė��ă��P�h���邩�痣��Ƃ��A�Ȃ�Ďv�����琳�����n�ڕs�\�Ȃ�
�����͐���Ƀc�i�M�Ɍ������Ă�������
���m�ɏo�����Ǝv���I�I�I�I
���͌����
�n�ڂ́A�n�ډӏ��Ɋ���߂Â����Ȃ������畉���Ȃ�
�Q�Ȃ��������ɂ���Ă邩�琂��ė��ă��P�h���邩�痣��Ƃ��A�Ȃ�Ďv�����琳�����n�ڕs�\�Ȃ�
�����͐���Ƀc�i�M�Ɍ������Ă�������
���m�ɏo�����Ǝv���I�I�I�I
379 �F�����������������ς��B�F2014/09/28(��) 21:51:35.81 ID:SR7wu4u0
380 �F�����������������ς��B�F2014/09/29(��) 10:02:24.01 ID:tQXUINYx
�A���~�n�ڂ�������ł�����
���t�I�N�̐V�i4���ȉ���TIG�n�ڋ@���Ă��b�ɂȂ�Ȃ��ł����H
�p�r�̓o�C�N�̕⋭�p�[�c�쐬�ł�
��A���~����TIG�n�ڋ@���Ă�������ʖډ��ł��傤���H
���t�I�N�̐V�i4���ȉ���TIG�n�ڋ@���Ă��b�ɂȂ�Ȃ��ł����H
�p�r�̓o�C�N�̕⋭�p�[�c�쐬�ł�
��A���~����TIG�n�ڋ@���Ă�������ʖډ��ł��傤���H
381 �F�����������������ς��B�F2014/09/29(��) 10:52:49.14 ID:d/V+H216
���i����Ȃ��Č𗬂��ǂ����ł���E�E�E�E
382 �F�����������������ς��B�F2014/09/29(��) 11:21:33.27 ID:WHerXIPa
�́ATIG�n�ڋ@�����삵��youtube�ɃA�b�v���Ă��l���������ǂ��̐l��������̂���
�u���O���܂������X�V����Ȃ��܂�4�N�߂��o��
�u���O���܂������X�V����Ȃ��܂�4�N�߂��o��
383 �F�����������������ς��B�F2014/09/29(��) 14:10:58.47 ID:8b1WO0Py
>>380
��̕��������Ă܂����A���~�͌𗬂łȂ��Ƃł��܂���
���t�I�N4���ȉ��Ō𗬎g���郂�f��������̂����������܂���
���̑��A���S���K�X�̓���A�^���O�X�e���_�̑I�蓙�n�[�h���͂��Ȃ荂���ł�
���Ȃ݂Ɏ��͂܂Ƃ��ɗn�ڂł���܂�1�N�|��܂����i�S�X�e����1�����j
10�N����Ă܂����r���Ȃ��̂ł��܂���2�����ȉ��͂��f�肵�Ă��܂�
��̕��������Ă܂����A���~�͌𗬂łȂ��Ƃł��܂���
���t�I�N4���ȉ��Ō𗬎g���郂�f��������̂����������܂���
���̑��A���S���K�X�̓���A�^���O�X�e���_�̑I�蓙�n�[�h���͂��Ȃ荂���ł�
���Ȃ݂Ɏ��͂܂Ƃ��ɗn�ڂł���܂�1�N�|��܂����i�S�X�e����1�����j
10�N����Ă܂����r���Ȃ��̂ł��܂���2�����ȉ��͂��f�肵�Ă��܂�
384 �F�����������������ς��B�F2014/09/29(��) 14:32:23.69 ID:NPc47Fzi
��Ƃ��Ē��a�Q�Q�����A�����P�����̃r�j�[���n�E�X�p�p�C�v���m�̗n�ڂ��l���Ă��܂�
(����Ă����ƌ����Ă����m�l�����Z�����Ȃ̂ŁA�\�Ȃ玩���ŗ��K���āA��)�B
�J�[�o�b�e���R�R����ŏ����̗n�ڂ�������Ƃ���������̌o���ł��B
�ʁA�n�_�A�z���_�͔����܂����B
�d���͂P�O�O���B
�_�f(�y�b�g�̎��×p�A�l�Ԃ̚b�����p�A�T�������Q�{)��
��_���Y�f(�����琬�p�Ƀr�[���T�[�o�p��]�p)�͂���܂��B
���t�I�N����
���t�I�N����
���(�G���W���H�@���������́H)
�ǂ������̂������Ɍ����̂ł��傤���H�@
�ڍ����@�͏d�ˁA�˂����A�߁A���낢��ł��B
�K�������������Ȃ��W�����O���W���̂悤�ȍ\�����ɂȂ�܂��B
http://kie.nu/2cfZ
(����Ă����ƌ����Ă����m�l�����Z�����Ȃ̂ŁA�\�Ȃ玩���ŗ��K���āA��)�B
�J�[�o�b�e���R�R����ŏ����̗n�ڂ�������Ƃ���������̌o���ł��B
�ʁA�n�_�A�z���_�͔����܂����B
�d���͂P�O�O���B
�_�f(�y�b�g�̎��×p�A�l�Ԃ̚b�����p�A�T�������Q�{)��
��_���Y�f(�����琬�p�Ƀr�[���T�[�o�p��]�p)�͂���܂��B
���t�I�N����
���t�I�N����
���(�G���W���H�@���������́H)
�ǂ������̂������Ɍ����̂ł��傤���H�@
�ڍ����@�͏d�ˁA�˂����A�߁A���낢��ł��B
�K�������������Ȃ��W�����O���W���̂悤�ȍ\�����ɂȂ�܂��B
http://kie.nu/2cfZ
385 �F�����������������ς��B�F2014/09/29(��) 16:18:48.63 ID:sK6rStLn
386 �F�����������������ς��B�F2014/09/29(��) 18:28:21.40 ID:NPc47Fzi
�u��ȕ��v�ł͂Ȃ��A���̉摜���̂��̂��Ώۂł��B���݂̓{���g�E�j���ł̉��g�ł��B
387 �F�����������������ς��B�F2014/09/29(��) 18:36:49.98 ID:sK6rStLn
�ق��ق��A�悤������ˁB
����ϔ��������ȁB
���ꈟ�����b�L�ł���B�Ȃ��L�c�C��ˁB
�l�悹��̂��ȁB�����������ς艴�͂��f�肾�ȁB�ӔC���ĂȂ��B
����ϔ��������ȁB
���ꈟ�����b�L�ł���B�Ȃ��L�c�C��ˁB
�l�悹��̂��ȁB�����������ς艴�͂��f�肾�ȁB�ӔC���ĂȂ��B
388 �F�����������������ς��B�F2014/09/29(��) 18:53:09.96 ID:sBjAPS+i
>>384
�o�ڋ@�̑I��������ŕ����悤�Ȃ�A�A�b�v�摜�̂悤�ȕ��́A
����ȁ[�H�H
�ꌾ�A���킹�Ă��炤���A�p�C�v�̗n�ڂ������ይ�x�o�܂���B
�ڑ����́A���p�C�v����Ȃ��Ƌ��x�o�Ȃ���B
���Ȃ�A���b�h�S�[�ł������C���o�[�^�ł��������ǁA���ɂ�������
�d�X�g�[�u�̂ق��������ȁB
�o�ڋ@�̑I��������ŕ����悤�Ȃ�A�A�b�v�摜�̂悤�ȕ��́A
����ȁ[�H�H
�ꌾ�A���킹�Ă��炤���A�p�C�v�̗n�ڂ������ይ�x�o�܂���B
�ڑ����́A���p�C�v����Ȃ��Ƌ��x�o�Ȃ���B
���Ȃ�A���b�h�S�[�ł������C���o�[�^�ł��������ǁA���ɂ�������
�d�X�g�[�u�̂ق��������ȁB
389 �F�����������������ς��B�F2014/09/29(��) 19:33:00.03 ID:sK6rStLn
�n�ڂ��ĕt���邾���Ȃ�ǂ����ǁA�t���������k�ނ́B
�Ⴆ�A���O����T���^�ɗn�ڂ���ƁA��̖_�͐^�������ɂȂ炸�ɐ^�Ő܂ꂽ�悤�ɋȂ���B�f�l���z��������v��������Ȃ���B
�E�l�́A������Ђ��ς�������A��ɋt�ɋȂ��Ă�������A�����t�����肵�Đ^�������ɂ���́B�t���������ԂȂ��l���ĂȂ�ׂ��C���������ōςނ悤�ɍH�v���Ă�B����Ő��m�Ȋp�x�Ƃ��o���Ă����ۍ��Ȃ���C�����Ȃ��ƁA�}�ʒʂ�ɂ͏o���オ��Ȃ��B
�ł��̉摜�̗l�Ȑ��k�ȍ\�����ƁA�t���čs���ƒ��낪����Ȃ��Ȃ����Ⴄ�B���t�����Ă��c�ށB
����Ɋۃp�C�v���Ɛ����ŕt��������ł��Y������A���E�ϓ��ȔM���͂��o���Ȃ�������ŁA�悶�ꂿ�Ⴄ�B�悶�ꂿ������p�C�v�͒����̂͑�ρB�g���W���Ȃ����ǂˁB�����S����
�Ⴆ�A���O����T���^�ɗn�ڂ���ƁA��̖_�͐^�������ɂȂ炸�ɐ^�Ő܂ꂽ�悤�ɋȂ���B�f�l���z��������v��������Ȃ���B
�E�l�́A������Ђ��ς�������A��ɋt�ɋȂ��Ă�������A�����t�����肵�Đ^�������ɂ���́B�t���������ԂȂ��l���ĂȂ�ׂ��C���������ōςނ悤�ɍH�v���Ă�B����Ő��m�Ȋp�x�Ƃ��o���Ă����ۍ��Ȃ���C�����Ȃ��ƁA�}�ʒʂ�ɂ͏o���オ��Ȃ��B
�ł��̉摜�̗l�Ȑ��k�ȍ\�����ƁA�t���čs���ƒ��낪����Ȃ��Ȃ����Ⴄ�B���t�����Ă��c�ށB
����Ɋۃp�C�v���Ɛ����ŕt��������ł��Y������A���E�ϓ��ȔM���͂��o���Ȃ�������ŁA�悶�ꂿ�Ⴄ�B�悶�ꂿ������p�C�v�͒����̂͑�ρB�g���W���Ȃ����ǂˁB�����S����
390 �F�����������������ς��B�F2014/09/29(��) 19:41:50.76 ID:sK6rStLn
���łɌ����ƁA�������b�L����Ă�ƁA����ɂ͂���B�M�����A�X�p�b�^�͎���ɂ��т���d�オ�肪�L�^�i�C�B
���������������K�X���������B
�n�ڕ��͈����ƓS���܂����Ĉ��������ɂȂ邪�A�S�Ɣ�ׂčd���Ƃ��q�r���ꂵ�₷���B
�����ɉ��͏W�����N����ƑS�̂̋��x�������Ă��܂��̂ŁA���x���K�v�Ȃ爟���͔������ĕt���Ȃ��Ƃ����Ȃ��B���蕨�Ȃ炢�����ǁB
�܂��������b�L�Ȃ�n�ڏo���邪�A�����ړ����l�����A�K���o���E�����Ɨn�ڏo���Ȃ��B�������Α��v�B
���������������K�X���������B
�n�ڕ��͈����ƓS���܂����Ĉ��������ɂȂ邪�A�S�Ɣ�ׂčd���Ƃ��q�r���ꂵ�₷���B
�����ɉ��͏W�����N����ƑS�̂̋��x�������Ă��܂��̂ŁA���x���K�v�Ȃ爟���͔������ĕt���Ȃ��Ƃ����Ȃ��B���蕨�Ȃ炢�����ǁB
�܂��������b�L�Ȃ�n�ڏo���邪�A�����ړ����l�����A�K���o���E�����Ɨn�ڏo���Ȃ��B�������Α��v�B
391 �F�����������������ς��B�F2014/09/29(��) 21:21:05.15 ID:NPc47Fzi
�݂Ȃ��܇d�B
���łɎ����^�s�͂��Ă��܂��āA�����̋��x�I�ɂ́A�{���g�E�j���ő���Ă��܂��B���ƂɂP�������p�C�v��̂̃o�l��͘c�݂��o�܂���B
����āA�����͔������Ƃ��Ă��A���x�I�Ȃ��S�z�͂��s�v�Ɋ肦��K���ł��B
�����Ƒ傫�����X�N�v���͕ʂɂ���܂��B���̍\���̂̎���͑傫�ȃ��X�N�v���ł͂���܂���B
�Ƃ͂����A�f�ʐρ^�\�ʐϔ�A�����ځA�o������A��J��h�K���l����A�{���g�E�j���̂܂܂Ƃ������܂���̂ŗn�ڂ͕K�{�ł��B�����͔������܂��B
�c�݂͊o�債�Ă��܂��B���̂��߁A�����̈ꕔ�̓{���g���~�߂������Ȃ�(�������Ԃƌ�����)�܂܂ɂ��Ă���܂��B
�����A�����͉摜�قǐ��k�ł�����܂����̕K�v���Ȃ��̂ł��B
���k�ł����ė~�����͉̂����݂̂ł����A���Ƃ��ƎԎ��Ȃ�Ȃ��ł����A�n�ژc�݂��o����Ȃ����������ł����E�E�E
�Q�O�������炢�̍|�ǃt���[�����ĂP�O�O�N���炢�O�̔�s�@�Ɠ����ł����A�c�݂͔�s�@�ɂ͋֕��ł��������͍��Ă����̂ł����A����Ȃɓ���̂ł��傤���H
�����ĕ��������������ȁH
�o�l��͌����P�����B
�o�l���͐����ǂ⎩�]�ԂȂ̂łQ�|�R�����B
�ǂ�ȗn�ڋ@���悢�̂ł��傤���H
���łɎ����^�s�͂��Ă��܂��āA�����̋��x�I�ɂ́A�{���g�E�j���ő���Ă��܂��B���ƂɂP�������p�C�v��̂̃o�l��͘c�݂��o�܂���B
����āA�����͔������Ƃ��Ă��A���x�I�Ȃ��S�z�͂��s�v�Ɋ肦��K���ł��B
�����Ƒ傫�����X�N�v���͕ʂɂ���܂��B���̍\���̂̎���͑傫�ȃ��X�N�v���ł͂���܂���B
�Ƃ͂����A�f�ʐρ^�\�ʐϔ�A�����ځA�o������A��J��h�K���l����A�{���g�E�j���̂܂܂Ƃ������܂���̂ŗn�ڂ͕K�{�ł��B�����͔������܂��B
�c�݂͊o�債�Ă��܂��B���̂��߁A�����̈ꕔ�̓{���g���~�߂������Ȃ�(�������Ԃƌ�����)�܂܂ɂ��Ă���܂��B
�����A�����͉摜�قǐ��k�ł�����܂����̕K�v���Ȃ��̂ł��B
���k�ł����ė~�����͉̂����݂̂ł����A���Ƃ��ƎԎ��Ȃ�Ȃ��ł����A�n�ژc�݂��o����Ȃ����������ł����E�E�E
�Q�O�������炢�̍|�ǃt���[�����ĂP�O�O�N���炢�O�̔�s�@�Ɠ����ł����A�c�݂͔�s�@�ɂ͋֕��ł��������͍��Ă����̂ł����A����Ȃɓ���̂ł��傤���H
�����ĕ��������������ȁH
�o�l��͌����P�����B
�o�l���͐����ǂ⎩�]�ԂȂ̂łQ�|�R�����B
�ǂ�ȗn�ڋ@���悢�̂ł��傤���H
392 �F�����������������ς��B�F2014/09/29(��) 21:39:03.50 ID:d/V+H216
�����ˁA���ї������Ē����Ƃ���
393 �F�����������������ς��B�F2014/09/29(��) 21:48:41.91 ID:fgd5thJl
���ʂ̃A�[�N�ł��Ȃ�
�������������K�v�Ȃ���
������Ȃ����߂����|�ǂ̂߂����Ȃ��������ɂ���Ă��
TIG�Ȃ甍��������
�G���W���n�ڋ@�������^���ł���Ȃ炻�ꂪ������
�m��1��2�`3��~����
�������������K�v�Ȃ���
������Ȃ����߂����|�ǂ̂߂����Ȃ��������ɂ���Ă��
TIG�Ȃ甍��������
�G���W���n�ڋ@�������^���ł���Ȃ炻�ꂪ������
�m��1��2�`3��~����
394 �F�����������������ς��B�F2014/09/30(��) 00:34:42.78 ID:KWNFIk2P
����1mm���Ă̂������B
�A�������r�[�g��������A�@�����n�ڂɂȂ�\���B
�ڍ����A�����Ɖ����Ă�̂��H
�A�������r�[�g��������A�@�����n�ڂɂȂ�\���B
�ڍ����A�����Ɖ����Ă�̂��H
>>381
�A���~�ł��Ȃ�����������TIG�������ł��ˁc
>>383
http://page7.auctions.yahoo.co.jp/jp/auction/g137773642
����Ȋ����̂ł�
�K�X�͒m�l�̃c�e�ŕ֏悳���Ă��炨�����ȂƎv���Ă���ł���
����ϓ����ł���
����l�Ƃ����肪�Ƃ��������܂���
�A���~�ł��Ȃ�����������TIG�������ł��ˁc
>>383
http://page7.auctions.yahoo.co.jp/jp/auction/g137773642
����Ȋ����̂ł�
�K�X�͒m�l�̃c�e�ŕ֏悳���Ă��炨�����ȂƎv���Ă���ł���
����ϓ����ł���
����l�Ƃ����肪�Ƃ��������܂���
396 �F�����������������ς��B�F2014/09/30(��) 20:36:03.00 ID:NtKqLEYU
>>379
�������ĂȂ������ɂ͗��Ȃ���������Ȃ����ǂ��A�������Ă����玟�̎d���͉������\��ł��傩
�n�ڂ��ĂȂ���Z�\�����@
�h�����x���ł����������邾���Ȃ�Ƃ������A���D�Ƃ��������ʁE���ł�����x�̘r����܂��������ς���Ȃ���
�ł��N����d�˂čs���Ɨn�ڂȂ�ł͌��N��肪���Ȃ炸�łĂ���i���ɖځj
��ƂȂ�z�u�]���łǂ��ɂ��Ȃ邩������ǁA�l�⎩�c���ƕς�肪����
�����n�����̍D���œ������������ǁA�����Ȏ�����ŔN�X�ꂵ���Ȃ��Ă���̊������
�������ĂȂ������ɂ͗��Ȃ���������Ȃ����ǂ��A�������Ă����玟�̎d���͉������\��ł��傩
�n�ڂ��ĂȂ���Z�\�����@
�h�����x���ł����������邾���Ȃ�Ƃ������A���D�Ƃ��������ʁE���ł�����x�̘r����܂��������ς���Ȃ���
�ł��N����d�˂čs���Ɨn�ڂȂ�ł͌��N��肪���Ȃ炸�łĂ���i���ɖځj
��ƂȂ�z�u�]���łǂ��ɂ��Ȃ邩������ǁA�l�⎩�c���ƕς�肪����
�����n�����̍D���œ������������ǁA�����Ȏ�����ŔN�X�ꂵ���Ȃ��Ă���̊������
397 �F�����������������ς��B�F2014/10/01(��) 12:33:40.12 ID:5VctUpWJ
>>396
���́A�o�c�҂ł��������킯�ŁA�������B�Ŕ��Ȃ�Ń`�����l����������X�e�����X���ʊŔA�S������Ȃ�ł���ʂ�o���邪�A����������B
����Ƒ��������ŁA�g�y�ɂȂ��Ă����������Ă̂�����B
���̎d���́A���ʃo�C�g���ȁB
���͎����o��������A����������͗ǂ�w�B
���́A�o�c�҂ł��������킯�ŁA�������B�Ŕ��Ȃ�Ń`�����l����������X�e�����X���ʊŔA�S������Ȃ�ł���ʂ�o���邪�A����������B
����Ƒ��������ŁA�g�y�ɂȂ��Ă����������Ă̂�����B
���̎d���́A���ʃo�C�g���ȁB
���͎����o��������A����������͗ǂ�w�B
398 �F�����������������ς��B�F2014/10/01(��) 12:34:38.97 ID:tAhe8y4r
�G���Ȃ��}�O�l�V�E���̘b������ȥ���߂����ɃA���~�Ɠ���ւ��g��ꂽ��ˁB�B�H
�n�ڐ��Ȃ͕s�������ǁi�������̓��̗����A�X���O�̊����́A�������̍��������Ƃ͎v���j
�y���������Ȃ��l�́A���X���`��
�n�ڐ��Ȃ͕s�������ǁi�������̓��̗����A�X���O�̊����́A�������̍��������Ƃ͎v���j
�y���������Ȃ��l�́A���X���`��
399 �F�����������������ς��B�F2014/10/01(��) 19:35:43.24 ID:r+Mo9BQb
���炠��̊p�p�C�v��n�ڌ�A�h�����������A�����ɔ�����B
���������߂̓h�����@�Ȃ��H
���������߂̓h�����@�Ȃ��H
400 �F�����������������ς��B�F2014/10/01(��) 20:00:40.07 ID:5VctUpWJ
401 �F�����������������ς��B�F2014/10/01(��) 20:55:48.30 ID:r+Mo9BQb
>>400
�|�މ��Ŕ����p�C�v�͍��炠��ŁA�T�r�~�߂̂��߂��A���ŃM�g�M�g�B
��������H�i�n�ځj��A�h���������B
��肠�����A�\�ʂ̖����V���i�[�ŃT�b�Ɛ@���Ă���A�z�[���Z���^�[�Ŕ������ʃX�v���[�i���b�J�[�j��h�������ǁA�܂ŎC��Ɣ����B
���ɓ��l�ɁA�\�ʂ̖����V���i�[�ŃT�b�Ɛ@���Ă���A�v���C�}�[��h���Ă���h�����Ă݂����ǁA���ʂ͓����B
����͊��S�ɗ��Ƃ��Ȃ���@�����Ȃ��́H
�|�މ��Ŕ����p�C�v�͍��炠��ŁA�T�r�~�߂̂��߂��A���ŃM�g�M�g�B
��������H�i�n�ځj��A�h���������B
��肠�����A�\�ʂ̖����V���i�[�ŃT�b�Ɛ@���Ă���A�z�[���Z���^�[�Ŕ������ʃX�v���[�i���b�J�[�j��h�������ǁA�܂ŎC��Ɣ����B
���ɓ��l�ɁA�\�ʂ̖����V���i�[�ŃT�b�Ɛ@���Ă���A�v���C�}�[��h���Ă���h�����Ă݂����ǁA���ʂ͓����B
����͊��S�ɗ��Ƃ��Ȃ���@�����Ȃ��́H
402 �F�����������������ς��B�F2014/10/01(��) 22:59:51.44 ID:91hAJGkI
���Ԃ�h���ʂ�������
�ԂƂ��̏������i�݂����ɕ����߂ɓh��Β܂ł͗����Ȃ��Ǝv����@�܂����������~���Δ�����邪
���Ƃ�400�Ԃ�����ŕ\�ʍr�炷�ƐH�����ǂ��Ȃ邵�A�d�グ�ɃN���A�����L�Y�ɂ����������Ȃ�
���ƁA���b�J�[���Ɗ�{�I�ɃL�Y�Ɏア����\�Z����Ȃ�E���^���g���Ȃ�
�ԂƂ��̏������i�݂����ɕ����߂ɓh��Β܂ł͗����Ȃ��Ǝv����@�܂����������~���Δ�����邪
���Ƃ�400�Ԃ�����ŕ\�ʍr�炷�ƐH�����ǂ��Ȃ邵�A�d�グ�ɃN���A�����L�Y�ɂ����������Ȃ�
���ƁA���b�J�[���Ɗ�{�I�ɃL�Y�Ɏア����\�Z����Ȃ�E���^���g���Ȃ�
403 �F�����������������ς��B�F2014/10/01(��) 23:40:21.60 ID:6H2D6c5z
���̓T�b�Ɛ@������������Ȃ���B
��������Ɛ@���Ȃ���ˁB
�@���Ă��烄�X���������ăU���U���ɂ��Ă���A���n�܂�h��B
���ꂩ��h����h��Ȃ��ƁA�����ɔ�������B
��������Ɛ@���Ȃ���ˁB
�@���Ă��烄�X���������ăU���U���ɂ��Ă���A���n�܂�h��B
���ꂩ��h����h��Ȃ��ƁA�����ɔ�������B
404 �F�����������������ς��B�F2014/10/01(��) 23:59:36.83 ID:r+Mo9BQb
���肪�Ƃ��B
���܂܂ł͖����t�����܂܃��b�L���i�����j�ɏo���Ă����ǁA���F�Ŏd�グ�����āE�E�E�B
�h������O��Ȃ�A������̍|�ނƁA�Ԓ��̎K�~�߂��h���Ă���J���[�|�ނƂł́A�ǂ��炪�y�ł����ˁH
�K�~�߂��h��ꂽ�J���[�̍|�ނ́A���̂܂�h�肵���Y��ȕ\�ʁi�c���c���j�ɂȂ�܂����H
���܂��Ԃ��|�����ɁA�Y�킩�A���łȔ햌�Ɏd�グ�����ł��B
��{�I�ɂ́A�C�ݕӂ̉��O�Ŏg�p���܂��B
���܂܂ł͖����t�����܂܃��b�L���i�����j�ɏo���Ă����ǁA���F�Ŏd�グ�����āE�E�E�B
�h������O��Ȃ�A������̍|�ނƁA�Ԓ��̎K�~�߂��h���Ă���J���[�|�ނƂł́A�ǂ��炪�y�ł����ˁH
�K�~�߂��h��ꂽ�J���[�̍|�ނ́A���̂܂�h�肵���Y��ȕ\�ʁi�c���c���j�ɂȂ�܂����H
���܂��Ԃ��|�����ɁA�Y�킩�A���łȔ햌�Ɏd�グ�����ł��B
��{�I�ɂ́A�C�ݕӂ̉��O�Ŏg�p���܂��B
405 �F�����������������ς��B�F2014/10/02(��) 00:13:44.32 ID:kRztobFr
406 �F�����������������ς��B�F2014/10/02(��) 00:18:40.07 ID:ES9v+9mj
�J���[�|�ނ̓h���͂��܂��ƍl���Ă���������������B
��{�I�ɂ͘I�o���Ȃ����n�Ɏg�����x�B
���Q�̂���Ƃ���œS���h�����K�v�Ȃ�A�d�h�H�d�l�BDIY�ł̓��x���������A�h���̓��������B
��Ԃ��������A�Ƃ����Ă����n�����A���h�A���h�A��h�肭�炢���Ȃ��ƁA�C���ł͂P�N�������ɎK�т�Ƃ������
��{�I�ɂ͘I�o���Ȃ����n�Ɏg�����x�B
���Q�̂���Ƃ���œS���h�����K�v�Ȃ�A�d�h�H�d�l�BDIY�ł̓��x���������A�h���̓��������B
��Ԃ��������A�Ƃ����Ă����n�����A���h�A���h�A��h�肭�炢���Ȃ��ƁA�C���ł͂P�N�������ɎK�т�Ƃ������
407 �F�����������������ς��B�F2014/10/02(��) 00:22:02.59 ID:ES9v+9mj
���b�L���o����Ȃ�A�߂����̏�ɓh�������������m���B
���b�L��p�̃v���C�}���[�h�邩�A���b�L���Ƀ����_�������Ă��炦�B
���b�L��p�̃v���C�}���[�h�邩�A���b�L���Ƀ����_�������Ă��炦�B
408 �F�����������������ς��B�F2014/10/02(��) 00:57:27.98 ID:/mnzlJql
���`�`��D�D�D
���b�L���ł͕ʕ���œh�������Ă邩��A���b�L���Ɏ������ނ��炢�Ȃ�A���̂܂܊O���œh���܂ŗ��ނ̂��ǂ��̂��Ȃ��B�B�B
���ǁA��Ԃ͂��������Ȃ����ǁA���������������Ȃ�����A�Ȃ�ׂ��Ȃ玩���ł������ł��I
��Ԃ���y�ŁA�ǂ��d�オ�肪�]�߂�̂́A�Ȃ�ł�����?
���炠��́A���M�g�M�g�̍|�ނ��Ђ�����@���H
�J���[�|�ނ��g���H
���b�L���ł͕ʕ���œh�������Ă邩��A���b�L���Ɏ������ނ��炢�Ȃ�A���̂܂܊O���œh���܂ŗ��ނ̂��ǂ��̂��Ȃ��B�B�B
���ǁA��Ԃ͂��������Ȃ����ǁA���������������Ȃ�����A�Ȃ�ׂ��Ȃ玩���ł������ł��I
��Ԃ���y�ŁA�ǂ��d�オ�肪�]�߂�̂́A�Ȃ�ł�����?
���炠��́A���M�g�M�g�̍|�ނ��Ђ�����@���H
�J���[�|�ނ��g���H
409 �F�����������������ς��B�F2014/10/02(��) 09:20:01.31 ID:bYDdd6fO
�Ǝ҂ɗ��ނ̂���y�Ŏd�オ��������ł���
���낢���z���鎞�Ԃ��܂߂��R�X�g���}�����邵
���낢���z���鎞�Ԃ��܂߂��R�X�g���}�����邵
410 �F�����������������ς��B�F2014/10/02(��) 10:19:11.66 ID:Mw++VvHx
>>408
������
���n�����͂�������ǏĂ�����ƑS���ς���
�����������牷�x��߂̓d�C�R�����Ƃ��Ζ��X�g�[�u�̏�ȂŏĂ�
�Ă������Ă��{���{���ɂȂ邵�Ă��Â��Ƃ��܂苭���Ȃ��̂ʼn��x�Ǘ����������
��̉����o���Ԃ�5-10���ʂł����Ǝv���i���x�ɂ��160-200�x�ʂ��ȁj
�܂��h���Ɍ����Ă͖݂͖݉��ƌ������_�������̒��ł͂��邯�ǂ�
������
���n�����͂�������ǏĂ�����ƑS���ς���
�����������牷�x��߂̓d�C�R�����Ƃ��Ζ��X�g�[�u�̏�ȂŏĂ�
�Ă������Ă��{���{���ɂȂ邵�Ă��Â��Ƃ��܂苭���Ȃ��̂ʼn��x�Ǘ����������
��̉����o���Ԃ�5-10���ʂł����Ǝv���i���x�ɂ��160-200�x�ʂ��ȁj
�܂��h���Ɍ����Ă͖݂͖݉��ƌ������_�������̒��ł͂��邯�ǂ�
411 �F�����������������ς��B�F2014/10/02(��) 15:00:15.93 ID:xe/M8zcm
�傫�������Ȃ�Ă��t���ɏo���B
�����͊ʃX�v���[�̕����������͂��B
�����͊ʃX�v���[�̕����������͂��B
412 �F�����������������ς��B�F2014/10/02(��) 15:41:39.60 ID:5p89W9NS
�����d�グ�����
�h���ō�������́H
���n�͂�������y�[�p�[���ĂĒE��
�G�|�L�V�n�̃T�r����Ă���E���^��
������������Ȃ�t�b�f
�n�P�ڂ��o�����������Ȃ�A�J�b�v�K��
�h����������Ȃ�n�P
�o����͈͂ŁA�ǁ[��w
�h���ō�������́H
���n�͂�������y�[�p�[���ĂĒE��
�G�|�L�V�n�̃T�r����Ă���E���^��
������������Ȃ�t�b�f
�n�P�ڂ��o�����������Ȃ�A�J�b�v�K��
�h����������Ȃ�n�P
�o����͈͂ŁA�ǁ[��w
413 �F�����������������ς��B�F2014/10/02(��) 21:13:49.68 ID:W0jVcPVR
�t�ɍl���Ă݂悤��
�h�K��������؍s�킸�ɓS�{���̎���y���ނ̂͂ǂ���
�T�r���܂��ꋻ�Ǝv���Ζ��킢�[���Ȃ�
��Ɉ�ĂĂ����Ώ����f���[�̓S���̂悤�ȑ��݂ɂȂ�邩������Ȃ���
�h�K��������؍s�킸�ɓS�{���̎���y���ނ̂͂ǂ���
�T�r���܂��ꋻ�Ǝv���Ζ��킢�[���Ȃ�
��Ɉ�ĂĂ����Ώ����f���[�̓S���̂悤�ȑ��݂ɂȂ�邩������Ȃ���
414 �F�����������������ς��B�F2014/10/02(��) 21:30:54.24 ID:kRztobFr
�X�e���ł��
415 �F�����������������ς��B�F2014/10/02(��) 22:55:48.88 ID:/mnzlJql
�݂Ȃ���A���肪�Ƃ��I
���_���猾���ƁA����͎����œh������̂͒��߂āA
���b�L���Ɋۓ������鎖�ɂ��܂��E�E�E(#/__)/�h�e
�E���^���h���ɂ�����Ƌ������邯�ǁA�R���v���b�T�[����p�ӂ���ƁE�E�E
���Ȃ݂ɁA�Œ�łǂ̈ʂ̃R���v���b�T�[���K�v�Ȃ�ł����ˁH�i���͂͂���܂���j
���_���猾���ƁA����͎����œh������̂͒��߂āA
���b�L���Ɋۓ������鎖�ɂ��܂��E�E�E(#/__)/�h�e
�E���^���h���ɂ�����Ƌ������邯�ǁA�R���v���b�T�[����p�ӂ���ƁE�E�E
���Ȃ݂ɁA�Œ�łǂ̈ʂ̃R���v���b�T�[���K�v�Ȃ�ł����ˁH�i���͂͂���܂���j
416 �F�����������������ς��B�F2014/10/03(��) 11:00:12.94 ID:5ktpzrlf
>>415
�R���v���b�T�[�͂�߂Ƃ�
�G�A�h���C���[���Ȃ���Ő[�݂ɂ͂܂邼
�z�[���Z���^�[�Ŏg����^�C�v�̂Q�t�E���^���X�v���[�����Ă邩�炻�̕ӂł��܂Ƃ�
�R���v���b�T�[�͂�߂Ƃ�
�G�A�h���C���[���Ȃ���Ő[�݂ɂ͂܂邼
�z�[���Z���^�[�Ŏg����^�C�v�̂Q�t�E���^���X�v���[�����Ă邩�炻�̕ӂł��܂Ƃ�
417 �F�����������������ς��B�F2014/10/03(��) 16:06:47.15 ID:9YSHBerE
����ʂɖh�K��������ޓh��ƁA���ǂ��z���Ă����H���N����Ă钆�ؗ������̒��ؓ�̔@�����
������ƈႤ����
������ƈႤ����
418 �F�����������������ς��B�F2014/10/03(��) 18:22:40.40 ID:sKeCkqOV
���ؓ�̗l�ȃx�g�x�g���Ƃ͈���āA�T���T�����Ċ��������ǁA�@���̑�ρE�E�E�B
�݂�Ȃ́@�ǂ�����ĒE�����Ă܂����H
�R���v���b�T�[��������A�h���ȊO�ɂ��A�S�~�␅���𐁂�����̂ɂ��֗����Ǝv���āE�E�E�B
���ɉ����֗��Ȏg�������Ă���܂����H
�^�C���̋�C����̓K�\�����X�^���h�ł������E�E�E�B
�݂�Ȃ́@�ǂ�����ĒE�����Ă܂����H
�R���v���b�T�[��������A�h���ȊO�ɂ��A�S�~�␅���𐁂�����̂ɂ��֗����Ǝv���āE�E�E�B
���ɉ����֗��Ȏg�������Ă���܂����H
�^�C���̋�C����̓K�\�����X�^���h�ł������E�E�E�B
419 �F�����������������ς��B�F2014/10/03(��) 21:42:22.51 ID:+FjQV7qQ
�K�X�u���[�o�b�N���̃G�A�K���ɂȂ��ŁA�{���݂����Ȕ������y���ށI
�K�X�Ƃ͈Ⴂ�A�����Ԃ̓���ŗ₽���Ȃ��Ĉ��͒ቺ���������Ȃ�����
�Ō�܂Ńo���o��������B
�t���I�[�g�^�C�v�Ȃ�������ł��\���y�����B
����������Ă���Ă�l�����邩��A��x���Ă݂āB
�K�X�Ƃ͈Ⴂ�A�����Ԃ̓���ŗ₽���Ȃ��Ĉ��͒ቺ���������Ȃ�����
�Ō�܂Ńo���o��������B
�t���I�[�g�^�C�v�Ȃ�������ł��\���y�����B
����������Ă���Ă�l�����邩��A��x���Ă݂āB
420 �F�����������������ς��B�F2014/10/04(�y) 08:38:44.46 ID:IcWMC2w+
�U�e�e�����ǁA�{�����������悤���ƁH�ˌ���܂�10�����x�B�e�C�X�͋߂��Ȃ����˂�
>>418
BB�e������傫�ȃ��m�܂ŁA�������͂��A���k��C�`��
�g�������l����悤�Ȃ�A�����^������Ƃ��̕����A�ǂ��Ȃ����ȁH
�h�������āA�G�A���X����ѓh������邵�˂��B�B
>>418
BB�e������傫�ȃ��m�܂ŁA�������͂��A���k��C�`��
�g�������l����悤�Ȃ�A�����^������Ƃ��̕����A�ǂ��Ȃ����ȁH
�h�������āA�G�A���X����ѓh������邵�˂��B�B
421 �F�����������������ς��B�F2014/10/04(�y) 17:10:42.32 ID:ZY4Ztt1p
�ǂ������R���v���b�T�[���ɂ��
������I�C�����X���Ă�́A�A���œ������Ă͂Ȃ�Ȃ��B
�I�C�����Ȃ����珁�����\�����Ɉ������߁A���Ɏ����̃s�X�g�����n������Ă������肷��B
�I�C�����ł����Ă��A�ƒ�p�̂�͂���ȂɘA���ł͓������Ȃ��B
���[�[�[�[�[���ƘA���œ�������̂́A�u�H��p�v�u�I�C�������v�u��^�v�̂�����B
���������̂͂��Ƃ��Ƃ����ƘA���œ��������ƑO��̂��̂�����A�ƒ�p�̃R���v���b�T�[�ł��������g���������Ă͂Ȃ�Ȃ�
�ƂȂ�ƌ��\��������邪�A�Ȃ����͗y���Ƀ}�V
���ɎԂ̐����ł͂����ȂƂ���Ɏg����̂�
������I�C�����X���Ă�́A�A���œ������Ă͂Ȃ�Ȃ��B
�I�C�����Ȃ����珁�����\�����Ɉ������߁A���Ɏ����̃s�X�g�����n������Ă������肷��B
�I�C�����ł����Ă��A�ƒ�p�̂�͂���ȂɘA���ł͓������Ȃ��B
���[�[�[�[�[���ƘA���œ�������̂́A�u�H��p�v�u�I�C�������v�u��^�v�̂�����B
���������̂͂��Ƃ��Ƃ����ƘA���œ��������ƑO��̂��̂�����A�ƒ�p�̃R���v���b�T�[�ł��������g���������Ă͂Ȃ�Ȃ�
�ƂȂ�ƌ��\��������邪�A�Ȃ����͗y���Ƀ}�V
���ɎԂ̐����ł͂����ȂƂ���Ɏg����̂�
422 �F�����������������ς��B�F2014/10/04(�y) 17:15:00.88 ID:ZY4Ztt1p
����ȂɘA���œ������Ȃ��A�G�A�u���[��h���ł�
�^���N���������Ƃǂ����Ă������������|���v�������Ă��܂������������ϋv�����Ⴍ�Ȃ邩��
�ł����100L���炢�̃^���N�͂������ق�������
�ł�����Ȃ��8���`15�����炢������
2�����炢���Ɛ��X35L�^���N�Ƃ����Ƃ��납
�܂��G�A�u���[��y���h�������C���Ȃ�35L�ł������͂Ȃ��̂���
�^���N���������Ƃǂ����Ă������������|���v�������Ă��܂������������ϋv�����Ⴍ�Ȃ邩��
�ł����100L���炢�̃^���N�͂������ق�������
�ł�����Ȃ��8���`15�����炢������
2�����炢���Ɛ��X35L�^���N�Ƃ����Ƃ��납
�܂��G�A�u���[��y���h�������C���Ȃ�35L�ł������͂Ȃ��̂���
423 �F�����������������ς��B�F2014/10/04(�y) 19:09:36.39 ID:+0vL+yxZ
>>418
�����`�`�B�ꎞ���A�K�X�K���ɛƂ��āA�f�U�[�g�C�[�O��50AE�ƁAM92�APSG-1�Ƃ��������Ă��I
�A���Ŕ��˂��Ă�ƁA�₽���Ȃ��Č��ĂȂ��Ȃ��Ă��́A�v���Ԃ�Ɏv���o������
�����A�ꎞ���̃}�C�u�[���ŁA���͂���������Ă��܂��܂����B
���̌�A
>>417�@����̌�����悤�A�U�e�e�̏�����ڎw���āA�w�Ȃ��č��i�͂������ǁA�g�Ӓ����I�Ȏ��ŁA���Ƃ���܂�����
���̎��̌x�@���̐l�́A����5�N���炢�o�ĂA�C�P�邩���E�E�E���Č����Ă��ꂽ���ǁA�w�ȍ��i�̗L�����Ԃ��m��2�N�قǂŗ��ꂽ���߁A���������ł��B
���Ȃ�������v���ȁH�E�E�E
���Ă��A�܂����ɂ��̐g�Ӓ�������n�߂ė~�����E�E���ʂȕ��ɁA���ʂȏo������B�B�B
�E���������ǁA�����I�ɁA�I�C������35L�ȏ���Ď��H
�݂Ȃ��g���Ă���R���v���b�T�[�ŁA��̓I�Ȃ������߂̋@��͂Ȃ�ł����H
�t�ɁA�R�������́@��߂Ă����I���Č����̂������Ă����ƍK���ł��B
�����`�`�B�ꎞ���A�K�X�K���ɛƂ��āA�f�U�[�g�C�[�O��50AE�ƁAM92�APSG-1�Ƃ��������Ă��I
�A���Ŕ��˂��Ă�ƁA�₽���Ȃ��Č��ĂȂ��Ȃ��Ă��́A�v���Ԃ�Ɏv���o������
�����A�ꎞ���̃}�C�u�[���ŁA���͂���������Ă��܂��܂����B
���̌�A
>>417�@����̌�����悤�A�U�e�e�̏�����ڎw���āA�w�Ȃ��č��i�͂������ǁA�g�Ӓ����I�Ȏ��ŁA���Ƃ���܂�����
���̎��̌x�@���̐l�́A����5�N���炢�o�ĂA�C�P�邩���E�E�E���Č����Ă��ꂽ���ǁA�w�ȍ��i�̗L�����Ԃ��m��2�N�قǂŗ��ꂽ���߁A���������ł��B
���Ȃ�������v���ȁH�E�E�E
���Ă��A�܂����ɂ��̐g�Ӓ�������n�߂ė~�����E�E���ʂȕ��ɁA���ʂȏo������B�B�B
�E���������ǁA�����I�ɁA�I�C������35L�ȏ���Ď��H
�݂Ȃ��g���Ă���R���v���b�T�[�ŁA��̓I�Ȃ������߂̋@��͂Ȃ�ł����H
�t�ɁA�R�������́@��߂Ă����I���Č����̂������Ă����ƍK���ł��B
424 �F�����������������ς��B�F2014/10/04(�y) 19:51:01.12 ID:sSfyomwk
���̑O�ɁA�����v���H
425 �F�����������������ς��B�F2014/10/04(�y) 20:10:53.94 ID:+0vL+yxZ
�N�\�c�ɂ�����A���͑��v�ł��I
���Ă͌����Ă��A�ɒ[�ɔς��āA�ߏ����f���Ă����A�������Q���Ďd�����قǂ̔����͌��ł���I
���Ă͌����Ă��A�ɒ[�ɔς��āA�ߏ����f���Ă����A�������Q���Ďd�����قǂ̔����͌��ł���I
426 �F�����������������ς��B�F2014/10/05(��) 09:10:12.39 ID:QD8ldwFn
�I�C�����͑ϋv���ɗD���(�����܂�8000���Ԃ���10000����)
����A
�@�G�A�ɃI�C�����K��������̂ŏ��ȋ�C���K�v�ȍ�ƂɎg���Ȃ�
�@�����ɒ[�ɂ��邹��
�@�l�i���N�\����
�I�C�����X���͑ϋv���ɗ��(�����܂�500���Ԃ���2000����)
�A���ғ��ł��Ȃ�
���
�@�G�A�ɃI�C���͍�����Ȃ�(�s�X�g�������ȊO�̂Ƃ���ŃI�C�����g���Ă���^�C�v�͍�����)
�@�Â��Ȃ��̂�����
�@���܂�ϋv�����Ȃ�����l�i�͈���(���i�����܂Ŋ܂߂������j���O�R�X�g�͍���)
��ʉƒ�Ŏg���Ȃ�A�I�C�����X���̑�e�ʃ^���N(60L�ȏ�)
���A�����I
����A
�@�G�A�ɃI�C�����K��������̂ŏ��ȋ�C���K�v�ȍ�ƂɎg���Ȃ�
�@�����ɒ[�ɂ��邹��
�@�l�i���N�\����
�I�C�����X���͑ϋv���ɗ��(�����܂�500���Ԃ���2000����)
�A���ғ��ł��Ȃ�
���
�@�G�A�ɃI�C���͍�����Ȃ�(�s�X�g�������ȊO�̂Ƃ���ŃI�C�����g���Ă���^�C�v�͍�����)
�@�Â��Ȃ��̂�����
�@���܂�ϋv�����Ȃ�����l�i�͈���(���i�����܂Ŋ܂߂������j���O�R�X�g�͍���)
��ʉƒ�Ŏg���Ȃ�A�I�C�����X���̑�e�ʃ^���N(60L�ȏ�)
���A�����I
427 �F�����������������ς��B�F2014/10/05(��) 10:31:42.80 ID:cfw0OOgs
�I�C�����X�U�k���g������B
�v�����f���A�����A�����̊Ԍ��I�ȓh���A�u���A�A�Y�������B
�ܑ����Ă��Ȃ��Ƃ���ł̉������l����Ƒ傫�ȃ^���N�͐h���B
�v�����f���A�����A�����̊Ԍ��I�ȓh���A�u���A�A�Y�������B
�ܑ����Ă��Ȃ��Ƃ���ł̉������l����Ƒ傫�ȃ^���N�͐h���B
428 �F�����������������ς��B�F2014/10/05(��) 15:19:16.36 ID:bQL/a86C
���ق����@�}�W�ŁH
60L�ʼnƒ�p�Ȃ�I�H
�����̃I�C�����X�E�x�r�R����0.2�i12L�j���������Ă����ǁA���ꂶ���s���H
���̏������z�ł��A���\�����l�i���Ă����E�E�E orz
60L�ʼnƒ�p�Ȃ�I�H
�����̃I�C�����X�E�x�r�R����0.2�i12L�j���������Ă����ǁA���ꂶ���s���H
���̏������z�ł��A���\�����l�i���Ă����E�E�E orz
429 �F�����������������ς��B�F2014/10/05(��) 19:16:23.42 ID:A8hrKX6L
�Ȃ�̃X���Ȃ���
430 �F�����������������ς��B�F2014/10/05(��) 21:25:28.78 ID:QD8ldwFn
�x�r�R����1/4�n��(100V 200W)���ƃ^���N�e�ʂ����f�o�ʂ����Ȃ����Ă�
30L/���������Ȃ�����
�t�V���`�`�`���ėD�����������o�Ȃ�
�G�A�u���[����ɂ��Ă�70L/���͗~����
�f�o70L�ȏ�ɂȂ��1�n��(100V 750W)�N���X���K�v
���ꂾ�ƃu�b�V���A�A�A�I�I�I���ďo�Ă���̂ŃG�A�u���[�ɂ͓K����
�^���N�͑��݂ł��邪�A�f�o�ʂ͌ォ��ύX�o���Ȃ�
30L/���������Ȃ�����
�t�V���`�`�`���ėD�����������o�Ȃ�
�G�A�u���[����ɂ��Ă�70L/���͗~����
�f�o70L�ȏ�ɂȂ��1�n��(100V 750W)�N���X���K�v
���ꂾ�ƃu�b�V���A�A�A�I�I�I���ďo�Ă���̂ŃG�A�u���[�ɂ͓K����
�^���N�͑��݂ł��邪�A�f�o�ʂ͌ォ��ύX�o���Ȃ�
431 �F�����������������ς��B�F2014/10/06(��) 10:39:57.62 ID:EdXzZulC
�U���@�R���v���b�T�[����
http://carpenter.2ch.net/test/read.cgi/diy/1407587461/
�������̕����ڂ����ЂƑ����Ǝv��
http://carpenter.2ch.net/test/read.cgi/diy/1407587461/
�������̕����ڂ����ЂƑ����Ǝv��
432 �F�����������������ς��B�F2014/10/06(��) 19:23:37.89 ID:0EfWWuMt
>>419
�d���S�������ۂ����ǁA����ȑI����������ˁH
�{���g888�ɐڑ����Ă݂܂���MGC�L�����R�ƁA�I�[�g9�i�x���b�^93R�j�����݁AAR7���~���������ȁ`
�R���v�̘b�肾���炱���ABV���t���I�[�g���}�������˂�
�d���S�������ۂ����ǁA����ȑI����������ˁH
�{���g888�ɐڑ����Ă݂܂���MGC�L�����R�ƁA�I�[�g9�i�x���b�^93R�j�����݁AAR7���~���������ȁ`
�R���v�̘b�肾���炱���ABV���t���I�[�g���}�������˂�
433 �F�����������������ς��B�F2014/10/09(��) 15:21:51.79 ID:ZX3bLRy7
���̂��ю����ŗn�ڂ����Ă݂悤�Ǝv���A�n�ڋ@�w���̌������n�߂��҂ł��B
�p�r�͎�ɁA
�@0.8�~���`1.2�~����spcc�S�̗n�ځi�܂��Ղ��ɂ�ꂽ�ԕr��1�ɂ�������C���[�W�ł��j
�A�܂����̓S�����H����ۂ̓����̗n�ڂȂǂł��B
����n�ڂ���̂͂��̂���������ƕ����Ă���̂ŁA������͐��N�P�ʂŗ��K���d�˂Ăł���悤�ɂȂ�������ȁA���x�ł��i�ł������͏o����悤�ɂȂ肽���j�B
��ړI�͇A�̓����i��̂Ђ�T�C�Y�̓�S���̃u���b�N���������������āA��]�̌`�ɂ���j�̍쐬�ɂȂ�܂��B
���݃X�Y�L�b�h��SIM-60��SIM-120�̂ǂ��炩�̍w�����l���Ă��܂����A
����2�͂ǂ̂悤�ȈႢ������̂ł��傤���B
�����������Ƃ��Ζ��Ȃ����ȂƂ͎v���̂ł����A
�������S�҂Ȃ̂ŁA�����ɂ�����������̈ӌ���������������������K���ł��B
�p�r�͎�ɁA
�@0.8�~���`1.2�~����spcc�S�̗n�ځi�܂��Ղ��ɂ�ꂽ�ԕr��1�ɂ�������C���[�W�ł��j
�A�܂����̓S�����H����ۂ̓����̗n�ڂȂǂł��B
����n�ڂ���̂͂��̂���������ƕ����Ă���̂ŁA������͐��N�P�ʂŗ��K���d�˂Ăł���悤�ɂȂ�������ȁA���x�ł��i�ł������͏o����悤�ɂȂ肽���j�B
��ړI�͇A�̓����i��̂Ђ�T�C�Y�̓�S���̃u���b�N���������������āA��]�̌`�ɂ���j�̍쐬�ɂȂ�܂��B
���݃X�Y�L�b�h��SIM-60��SIM-120�̂ǂ��炩�̍w�����l���Ă��܂����A
����2�͂ǂ̂悤�ȈႢ������̂ł��傤���B
�����������Ƃ��Ζ��Ȃ����ȂƂ͎v���̂ł����A
�������S�҂Ȃ̂ŁA�����ɂ�����������̈ӌ���������������������K���ł��B
434 �F�����������������ς��B�F2014/10/09(��) 16:13:37.10 ID:XLybZ8XW
>>433
PDF����ƁA120��100/200V�R���p�`�@�A60��100V��p�B
�ō��o�͂�60>60A,120>120A
������100v�g�p�Ȃ�ǂ����60A
200V�Ŏg���Ȃ�120�����A100V����Ŏg���Ȃ瓯���̐��\�Ȃ̂ŁA���������ł��낤60�ł�����Ȃ��B
�����̘̂b�́A�悭������ǁA�b���H���Ɠ��Ă��ˁA�_�炩���ƃ_�����Ǝv�����A�����d����͗n�ړ���B
PDF����ƁA120��100/200V�R���p�`�@�A60��100V��p�B
�ō��o�͂�60>60A,120>120A
������100v�g�p�Ȃ�ǂ����60A
200V�Ŏg���Ȃ�120�����A100V����Ŏg���Ȃ瓯���̐��\�Ȃ̂ŁA���������ł��낤60�ł�����Ȃ��B
�����̘̂b�́A�悭������ǁA�b���H���Ɠ��Ă��ˁA�_�炩���ƃ_�����Ǝv�����A�����d����͗n�ړ���B
435 �F�����������������ς��B�F2014/10/09(��) 17:06:00.37 ID:XAiBgkLU
��_�Ŕ��͌����J������
�N����TIG���Ǝv�������ǁA�R�[�q�[�̊ʗn�ڂ����ʐ^�������Ă����ǃl�\���Ǝv������
�����������A�N�^�ōi��Γ_����������Ȃ�
�N����TIG���Ǝv�������ǁA�R�[�q�[�̊ʗn�ڂ����ʐ^�������Ă����ǃl�\���Ǝv������
�����������A�N�^�ōi��Γ_����������Ȃ�
436 �F�����������������ς��B�F2014/10/09(��) 22:04:07.44 ID:LXKy/nZZ
SIM-120�Ȃ�_�I�ׂ�0.5mm�ł����Ƃ��Ȃ�
�u�a1.0�v�Ƃ����A���甃�����Ƃ��Ȃ���Ό�����Ȃ��ׂ��̖_���܂��K�v��(��������Ă邪����)
�ɐ����t�A���i�A�[�X�N���b�v�q���Ƃ���ɖ_��͂ރz���_�A�z���_���q���Ƃ���ɃA�[�X�N���b�v
���Ă̂����Ɖ��Ƃ�
�u�a1.0�v�Ƃ����A���甃�����Ƃ��Ȃ���Ό�����Ȃ��ׂ��̖_���܂��K�v��(��������Ă邪����)
�ɐ����t�A���i�A�[�X�N���b�v�q���Ƃ���ɖ_��͂ރz���_�A�z���_���q���Ƃ���ɃA�[�X�N���b�v
���Ă̂����Ɖ��Ƃ�
437 �F�����������������ς��B�F2014/10/09(��) 23:00:35.46 ID:ZX3bLRy7
>>434
>>435
>>436
���������������L���������܂�
�ƒ�Ŏg�����̂Ȃ̂�sim120�͎��ɂ͉߂������̂̂悤�ł��ˁi�ƒ�Ŏg�����̂Ƃ���������Ă܂����A���݂܂���j
�ЂƂ܂�60���āA���ۂɗ��K�����A>>436����̂���������Ă��邱�Ƃ������ł���悤�ɂȂ������A
200V�̊��𐮂���sim120�ɃX�e�b�v�A�b�v���Ă݂悤�Ǝv���܂�
�{���ɂ��肪�Ƃ��������܂�����
>>435
>>436
���������������L���������܂�
�ƒ�Ŏg�����̂Ȃ̂�sim120�͎��ɂ͉߂������̂̂悤�ł��ˁi�ƒ�Ŏg�����̂Ƃ���������Ă܂����A���݂܂���j
�ЂƂ܂�60���āA���ۂɗ��K�����A>>436����̂���������Ă��邱�Ƃ������ł���悤�ɂȂ������A
200V�̊��𐮂���sim120�ɃX�e�b�v�A�b�v���Ă݂悤�Ǝv���܂�
�{���ɂ��肪�Ƃ��������܂�����
438 �F�����������������ς��B�F2014/10/10(��) 00:23:08.95 ID:1zUIURnb
�A�C�}�b�N�X�U�O
http://www.suzukid.co.jp/pdf/sim60.pdf
�A�C�}�b�N�X�P�Q�O
http://www.suzukid.co.jp/pdf/sim120.pdf
��́A�������˂�B
�����C���o�[�^�[�́A���͓����悤�ɒ�d���o���B
http://www.suzukid.co.jp/pdf/sim60.pdf
�A�C�}�b�N�X�P�Q�O
http://www.suzukid.co.jp/pdf/sim120.pdf
��́A�������˂�B
�����C���o�[�^�[�́A���͓����悤�ɒ�d���o���B
439 �F�����������������ς��B�F2014/10/10(��) 04:07:43.87 ID:btLw4KRT
>>437
2���Ȃ���킸sim120�����ׂ����ˁ@���������Ȃ��Ă����������
���������200V���g������
�ˌ����Ǝv�����ǁA��r�I�V�����Ƃɂ͔z�d�Ղ܂ł�200V���Ă��
�ȒP�Ɋm�F�ł��邩�猩�Ă݂���H���R���d�ɂ͒��ӁI
�H���͎��i���������l�Ԃ����o���Ȃ��̂͏펯������A�n�ڗp�̓d����܂ň����ĖႢ�Ȃ�
100V�ŗn�ڂ���Ƃ����d���̃R�[�h�ɋC�����āI
�u���[�J�[��������Ȃ�܂��ǂ����ǁA�R�[�h���n������r�b�O�_�f�B�ɂȂ邩��
2���Ȃ���킸sim120�����ׂ����ˁ@���������Ȃ��Ă����������
���������200V���g������
�ˌ����Ǝv�����ǁA��r�I�V�����Ƃɂ͔z�d�Ղ܂ł�200V���Ă��
�ȒP�Ɋm�F�ł��邩�猩�Ă݂���H���R���d�ɂ͒��ӁI
�H���͎��i���������l�Ԃ����o���Ȃ��̂͏펯������A�n�ڗp�̓d����܂ň����ĖႢ�Ȃ�
100V�ŗn�ڂ���Ƃ����d���̃R�[�h�ɋC�����āI
�u���[�J�[��������Ȃ�܂��ǂ����ǁA�R�[�h���n������r�b�O�_�f�B�ɂȂ邩��
440 �F�����������������ς��B�F2014/10/11(�y) 08:27:58.91 ID:zSIHdVBM
�֏悳���Ă��������B
�A�C�}�b�N�X�P�Q�O�Ɠ������炢�Ŕ������n�ڋ@�A�[�L�����[80���i�h�h�Ƃ����̂�����܂���
�����͂ǂ��炪�����܂����H
���i�͂�����܂������A�N�^�[�{�b�N�X������ƌ��I�Ȍ��ʂ�����̂ł��傤���H
�A�C�}�b�N�X�P�Q�O�Ɠ������炢�Ŕ������n�ڋ@�A�[�L�����[80���i�h�h�Ƃ����̂�����܂���
�����͂ǂ��炪�����܂����H
���i�͂�����܂������A�N�^�[�{�b�N�X������ƌ��I�Ȍ��ʂ�����̂ł��傤���H
441 �F�����������������ς��B�F2014/10/11(�y) 10:12:52.62 ID:AozfViSX
���^�A�C�}�b�N�X�W�O�����Ă܂������Ȃ��_�A�[�N���
�������̂ق����A�����g���₷���Ǝv���܂��B
���I�ɂ́A��_�A�[�N�́A�o�o�o�@�A�������̓p�`�b�A�A�[�N������
�n�ڂ��o����܂Ŏ��Ԃ̍�����܂��B�@�ƌ������͎�_�A�[�N�̂ق���
���̊J���������X������Ď��ł����ˁB
���A�N�^�[�{�b�N�X�ɂ��ẮA����܂���B
�������̂ق����A�����g���₷���Ǝv���܂��B
���I�ɂ́A��_�A�[�N�́A�o�o�o�@�A�������̓p�`�b�A�A�[�N������
�n�ڂ��o����܂Ŏ��Ԃ̍�����܂��B�@�ƌ������͎�_�A�[�N�̂ق���
���̊J���������X������Ď��ł����ˁB
���A�N�^�[�{�b�N�X�ɂ��ẮA����܂���B
442 �F�����������������ς��B�F2014/10/11(�y) 11:14:40.96 ID:AOwCGts1
>>440
�ǂ�����X�^�[�d�@SUZUKID�̐��i����
�Q�l�ɂȂ邩���H��������[�J�[���A�b�v���Ă��
��0.8mm�A�[�N�n�ڕ�
ttp://www.youtube.com/watch?v=_QNToCYCrqY
��0.8mm�������n�ڕ�
ttp://www.youtube.com/watch?v=I8v5E37cLYM
�ǂ�����X�^�[�d�@SUZUKID�̐��i����
�Q�l�ɂȂ邩���H��������[�J�[���A�b�v���Ă��
��0.8mm�A�[�N�n�ڕ�
ttp://www.youtube.com/watch?v=_QNToCYCrqY
��0.8mm�������n�ڕ�
ttp://www.youtube.com/watch?v=I8v5E37cLYM
443 �F�����������������ς��B�F2014/10/14(��) 16:35:22.16 ID:DVDwte+D
�A�}�`���A�͔������l�ɐs����B
���������Ƃ���_�ɂ߂�K�v���L��Ȃ�ʂ����B
���������Ƃ���_�ɂ߂�K�v���L��Ȃ�ʂ����B
444 �F�����������������ς��B�F2014/10/15(��) 01:21:19.71 ID:rGvV7XVT
��_���Ȃ�ɂ܂��Ă����̂ŃA�X�g���̔������t��ɃZ�[���Ŕ��������ǂ܂�������o���ĂȂ���ˁB
�n�����ݐ[���͎�_�ɂ͓G���悤�ȋC������B�������g�������Ɩ�������͂挟���Ȃ����ǁB
�n�����ݐ[���͎�_�ɂ͓G���悤�ȋC������B�������g�������Ɩ�������͂挟���Ȃ����ǁB
445 �F�����������������ς��B�F2014/10/15(��) 13:02:46.36 ID:v222wW4U
�v�������ė�������ł��甼�����g���B���Ȃ��Ƃ����̓A�[�N�Ȃ�ĉߋ��̘b�B
446 �F�����������������ς��B�F2014/10/15(��) 19:47:20.07 ID:zAcRUy6y
����肽�����̂����邾���ŁA�����Ȃ����A�����Ɨn�ڂ�{�i�I�ɑ���������ł��Ȃ��B
�n�ڋ@����Ή�������֗����Ƃ͎v�����ǁB
�X�Y�L�b�h���ƂQ�}���ƂS�}�����E�E�E�茳�Ɏ�_��z���_���邵�ȁE�E�E
�d�˂Ĕ������ƂɂȂ�Ȃ甼���������ǁE�E�E
�Q���ȉ����炢�łP�O�O���C���o�[�^�[�̔������ӂȒ��łȂ����Ô����āA����ɔ���̂��ē���H
�n�ڋ@����Ή�������֗����Ƃ͎v�����ǁB
�X�Y�L�b�h���ƂQ�}���ƂS�}�����E�E�E�茳�Ɏ�_��z���_���邵�ȁE�E�E
�d�˂Ĕ������ƂɂȂ�Ȃ甼���������ǁE�E�E
�Q���ȉ����炢�łP�O�O���C���o�[�^�[�̔������ӂȒ��łȂ����Ô����āA����ɔ���̂��ē���H
447 �F�����������������ς��B�F2014/10/15(��) 21:15:49.12 ID:YWAajLqd
�Ⴄ���T��
448 �F�����������������ς��B�F2014/10/16(��) 06:18:11.55 ID:WfMWOlUn
���͎_�f�ƃA�Z�`���������āE�E�E�B
449 �F�����������������ς��B�F2014/10/16(��) 17:11:24.17 ID:re7lRptj
450 �F�����������������ς��B�F2014/10/16(��) 17:27:12.40 ID:bwXs8Yby
>>446
�m���Ă�Ǝv�����ǃX�Y�L�b�h�Ƃ��ꕔ�̉ƒ�p�n�ڋ@�̒[�q���Ĉ�ʓI��JA300����Ȃ���
���^DINSE�i�f�B���[�j���ē���Ȓ[�q�����牄���P�[�u������p
�ϊ��P�[�u�����������삵�Ȃ��Ƃ����Ȃ����猋�\���|�����
�m���Ă�Ǝv�����ǃX�Y�L�b�h�Ƃ��ꕔ�̉ƒ�p�n�ڋ@�̒[�q���Ĉ�ʓI��JA300����Ȃ���
���^DINSE�i�f�B���[�j���ē���Ȓ[�q�����牄���P�[�u������p
�ϊ��P�[�u�����������삵�Ȃ��Ƃ����Ȃ����猋�\���|�����
451 �F�����������������ς��B�F2014/10/23(��) 00:35:57.51 ID:P/Fhx+ee
452 �F�����������������ς��B�F2014/10/26(��) 22:26:26.56 ID:AssM8PGU
�X�Y�L�b�h�̃z���_�P�[�u�����A�����ŃX�|���Ɛ����O��Ă��܂�������
���Ƃ��������@�Ȃ��ł����B
�z���_���ł͂Ȃ��āA�n�ڋ@�Ɍq���R�l�N�^��������O��Ă��܂����̂ł���
�z���_���ƈ���ċ���̂͂��������킩��܂���B
�z���_����������Z�p�����`�ŊO���݂����ł����R�l�N�^���̓S���ŕ����Ă��āA
�O�����߂̌��Ƃ�����܂���ł���
���Ƃ��������@�Ȃ��ł����B
�z���_���ł͂Ȃ��āA�n�ڋ@�Ɍq���R�l�N�^��������O��Ă��܂����̂ł���
�z���_���ƈ���ċ���̂͂��������킩��܂���B
�z���_����������Z�p�����`�ŊO���݂����ł����R�l�N�^���̓S���ŕ����Ă��āA
�O�����߂̌��Ƃ�����܂���ł���
453 �F�����������������ς��B�F2014/10/27(��) 05:40:22.89 ID:h7ucuYGl
>>452
�A��������Ȃ����烁�[�J�[�ɕ����Ȃ�
�A��������Ȃ����烁�[�J�[�ɕ����Ȃ�
454 �F�����������������ς��B�F2014/11/01(�y) 00:13:42.97 ID:TkhnGOjs
�P����n�ڂł��܂����H
455 �F�����������������ς��B�F2014/11/01(�y) 00:33:32.22 ID:jIFF8ZgG
>>454
�ł���
�ł���
456 �F�����������������ς��B�F2014/11/01(�y) 08:28:35.23 ID:xSA4LuPZ
>>454
����Ȃ��ƕ����l�ɂ͖���
����Ȃ��ƕ����l�ɂ͖���
457 �F�����������������ς��B�F2014/11/02(��) 04:51:19.54 ID:Sfb3TEmH
>>456
�i�j
�Ȃ�قǂ��낢��l�������������ł��ȁB
454����͂ǂ������Ӑ}�Ŏ��₵���̂��ȁH
�����ł������̂��N���ɗ��݂����̂��B
�P�ǂƉ���n�ڂ������̂��B
�Ȃ�
�i�j
�Ȃ�قǂ��낢��l�������������ł��ȁB
454����͂ǂ������Ӑ}�Ŏ��₵���̂��ȁH
�����ł������̂��N���ɗ��݂����̂��B
�P�ǂƉ���n�ڂ������̂��B
�Ȃ�
458 �F�����������������ς��B�F2014/11/03(��) 02:31:24.37 ID:IaoEKP4V
�^���J�����̖�Y
459 �F�����������������ς��B�F2014/11/03(��) 06:42:37.17 ID:IAlxXKpl
30��㔼�ŏ��ƌ��ۂ������Ȃ��A�Ђ�������̃L����������B
���̃C���X�g���[�^�[�B������ɏZ��ł��邻�����B
http://inumenken.blog.jp/archives/7002197.html
���̃C���X�g���[�^�[�B������ɏZ��ł��邻�����B
http://inumenken.blog.jp/archives/7002197.html
460 �F�����������������ς��B�F2014/11/03(��) 10:53:02.65 ID:fUK5jeIx
�P�ǃp�C�v���B
�n�ڂ̋��ނɂ悢�ޗ��ł��ˁB
��48.6�AT2.4������A�X�Y�L�b�h�̃��b�h�S�[120��A�C�}�b�N�X��
�n�ډ\���ˁB
�Y�u�̑f�l���A�����Ă����A�n�ڏo����z������A�z�����疞����
�o�����A����ƃA�[�N����āA�Ђ�������K���Ă��S�R�o���Ȃ��z������B
YOUTUBE�ł����āA�����͂ǂ��炩�l������悵�B
�n�ڂ̋��ނɂ悢�ޗ��ł��ˁB
��48.6�AT2.4������A�X�Y�L�b�h�̃��b�h�S�[120��A�C�}�b�N�X��
�n�ډ\���ˁB
�Y�u�̑f�l���A�����Ă����A�n�ڏo����z������A�z�����疞����
�o�����A����ƃA�[�N����āA�Ђ�������K���Ă��S�R�o���Ȃ��z������B
YOUTUBE�ł����āA�����͂ǂ��炩�l������悵�B
461 �F�����������������ς��B�F2014/11/03(��) 22:38:05.51 ID:Vd5gNN3M
�P�ǂ��ǂ�Ȃӂ��ɗn�ڂ���̂��c
�P�Ǔ��m�̗n�ڂ��Ƃ���
�܂������E���s�E�S�T�x�E�k�E�s�Ƃ����邯�ǁA
�܂������Ȃ�Ȃ���Ȃ��l��
���s�͗n�ڂ���ꏊ�����̕���
���̑��͊J����H���K�v�Ȃ�� (�L��֥`)
�P�Ǔ��m�̗n�ڂ��Ƃ���
�܂������E���s�E�S�T�x�E�k�E�s�Ƃ����邯�ǁA
�܂������Ȃ�Ȃ���Ȃ��l��
���s�͗n�ڂ���ꏊ�����̕���
���̑��͊J����H���K�v�Ȃ�� (�L��֥`)
462 �F�����������������ς��B�F2014/11/03(��) 23:50:11.24 ID:TMfuM5uG
>>461
�ړI���킩�����ق��������B
���x�Ƃ��B
�P�Ǔ��m�Ȃ�N�����v�őg�ނ��A���݂����ȕt�����킹�őg�ނ��Ƃ��l����Ǝv���B
�ړI���킩�����ق��������B
���x�Ƃ��B
�P�Ǔ��m�Ȃ�N�����v�őg�ނ��A���݂����ȕt�����킹�őg�ނ��Ƃ��l����Ǝv���B
463 �F�����������������ς��B�F2014/11/04(��) 17:47:31.27 ID:D7uFvKjN
4-1�̏W���ǂ���
464 �F�����������������ς��B�F2014/11/04(��) 18:28:23.62 ID:FL3neIJh
>>463
�|�����Ȃ炢���邩��
�|�����Ȃ炢���邩��
465 �F�����������������ς��B�F2014/11/04(��) 21:00:08.40 ID:pPBSf/Aa
�̂��̃X���ŒP�ǂ�n�ڂ��ăC���^�[�N�[���[�̔z�ǂ�����Ďʐ^�A�b�v���Ă��z�������Ȃ�
466 �F�����������������ς��B�F2014/11/05(��) 02:08:09.30 ID:RqLttetj
�K�X�ǂ͍������l�W��Ƃ��ʓ|������ƁA
�S���[�g���̒P�ǂ��Q�{�n�ڂ��ĂW���[�g���ɂ����̂�
�ł����݈�˂Ɏg�����͎̂����ł��B
�S���[�g���̒P�ǂ��Q�{�n�ڂ��ĂW���[�g���ɂ����̂�
�ł����݈�˂Ɏg�����͎̂����ł��B
467 �F�����������������ς��B�F2014/11/06(��) 23:37:02.11 ID:Z16H9zz9
�m���Ɍ�����̂́A�������Ȃт��������Ă��͂ǂ�ȂɎ��Ԋ|���Ă��_������
����Ȃɍ��������Ă����n�ڂ��Ȃ���Ȃ�Ȃ��ӏ����܂����������Ȃ�
����Ȃɍ��������Ă����n�ڂ��Ȃ���Ȃ�Ȃ��ӏ����܂����������Ȃ�
468 �F�����������������ς��B�F2014/11/07(��) 07:53:46.20 ID:7h42S4vu
�v�̃G�v���������C�ŏL���Ȃ�����
469 �F�����������������ς��B�F2014/11/07(��) 22:04:23.45 ID:6/B+/x4a
�P�Ǘn�ڂ��鎞�͗n�ډӏ���ү��������Ă���ɂ��Ȃ��ƁA�͂˂��艌�o���肷�邩��C�����āB
ү��ł�������z���Ɛ߁X�ɂ��Ȃ��ĕ��ׂЂ����݂����ɂȂ��B
ү��ł�������z���Ɛ߁X�ɂ��Ȃ��ĕ��ׂЂ����݂����ɂȂ��B
470 �F�����������������ς��B�F2014/11/08(�y) 04:14:35.82 ID:PTAqkHHi
�}�X�N�Ȃ��ł�������
471 �F�����������������ς��B�F2014/11/08(�y) 09:25:34.22 ID:tKqn3rKy
��@�w�����炠�ĂăK�X�����Ȃ��悤�ɂ��Ă�B
472 �F�����������������ς��B�F2014/11/08(�y) 10:29:00.78 ID:0wBT0m1b
(߄t�)(�_�)��!!
��@�ʼn������Ă�B
��@�ʼn������Ă�B
473 �F�����������������ς��B�F2014/11/08(�y) 18:41:04.95 ID:SHYuTwFW
���������Ď�ނɂ���Ă͗n�ڂ��Č���d���̒��ł͈�Ԋy�H��
474 �F�����������������ς��B�F2014/11/08(�y) 18:42:22.91 ID:SHYuTwFW
475 �F�����������������ς��B�F2014/11/08(�y) 20:44:35.89 ID:vVLCl3sO
�P�Ǘn�ڂƂ����Ȃ��Փx�����Ǝv����
�ׂ��p�C�v�͂����Ɋp�x���ς���ē����
��������������
�ׂ��p�C�v�͂����Ɋp�x���ς���ē����
��������������
476 �F�����������������ς��B�F2014/11/08(�y) 23:51:48.00 ID:buFxodFx
�ł����݈�˂ɒP����
���������Ȃ������
�K�X�ǂȂ�l�W�t���ɂ��āA�B�S�\�P�b�g�Ōq���ŗn�ڂ���Ƌ����ċȂ����̂�
���������Ȃ������
�K�X�ǂȂ�l�W�t���ɂ��āA�B�S�\�P�b�g�Ōq���ŗn�ڂ���Ƌ����ċȂ����̂�
477 �F�����������������ς��B�F2014/11/13(��) 10:16:31.10 ID:dq8HtDeS
�����ɉ��r�̊ǒʂ��ΒP�Ǖ����Ă����v����Ȃ��B
478 �F�����������������ς��B�F2014/11/15(�y) 22:35:17.51 ID:20UYhiF6
�t����
���݊ǂ̖h�K�́A�O���Ƀv���X�`�b�N��
�h������10���������Ȃ��ꍇ������̂�
���݊ǂ̖h�K�́A�O���Ƀv���X�`�b�N��
�h������10���������Ȃ��ꍇ������̂�
479 �F�����������������ς��B�F2014/11/15(�y) 23:30:40.53 ID:4jZgnKus
>>474
��ނ���B
���̉��z���Č��̒��Â��Ȃ�����A�قڱ�Ă��ˁB
���͔M�o�����Ɠ����Ǐ�Ȃ����ŔM�͕��M�Ȃ��ǁA�l�ɂ���Ă͂܂Ƃ��M���o���炵���B
��ނ���B
���̉��z���Č��̒��Â��Ȃ�����A�قڱ�Ă��ˁB
���͔M�o�����Ɠ����Ǐ�Ȃ����ŔM�͕��M�Ȃ��ǁA�l�ɂ���Ă͂܂Ƃ��M���o���炵���B
480 �F�����������������ς��B�F2014/11/16(��) 00:55:00.85 ID:gv8WelxS
>>479
���o��Q���������ȁB
���o��Q���������ȁB
481 �F�����������������ς��B�F2014/11/16(��) 10:00:46.52 ID:OrFomy7Y
����478
�P�ǂŁA��ː������グ��̂��A����Ƃ��ł����݈�˂�
���ɒʂ��ׂ̂��̂����Ȃ̂��H�H�H
���̕ӂ����_�ɂȂ邯�ǁB
�ǂ������H�H
�P�ǂŁA��ː������グ��̂��A����Ƃ��ł����݈�˂�
���ɒʂ��ׂ̂��̂����Ȃ̂��H�H�H
���̕ӂ����_�ɂȂ邯�ǁB
�ǂ������H�H
482 �F�����������������ς��B�F2014/11/16(��) 18:20:41.93 ID:tou9AY5W
�z�[���Z���^�[�Ƃ��̒P�ǂ͈ӊO�Ɣ�������
������x�Ȃ�ĂȂ��Ƃ��ꂢ�ɂ͕t���Ȃ��Ǝv������
������x�Ȃ�ĂȂ��Ƃ��ꂢ�ɂ͕t���Ȃ��Ǝv������
483 �F�����������������ς��B�F2014/11/16(��) 19:05:14.78 ID:q81lElqn
�������b�L���̂ɓłȂ͕̂�������Ă�����
�n�ڂ̎��O�����Ăǂ��Ȃ�H�ꉞ�t���Ō����֒m�����玩���ō����Ȃ邨�ʂ��Ԃ��ėn�ڂ��Ă邯��
�Ȃ�ׂ������o�Ă�Ƃ��͖ڂ��Ԃ�Ȃ����ق��������̂���
������Ƃ��|�����픚���Ă���
�t���̂܂�肪���S�łȂ��̂ŋA������ڂ̉��ƕ@�������ς�����݂����ɔN���Ԃ���
���̎d���A���̘J���n�̒��ł͍����ďo���邩��y�Ȃ���
�����ǂ��Ȃ邩�g�̓I�ȕs��������
�n�ڂ̎��O�����Ăǂ��Ȃ�H�ꉞ�t���Ō����֒m�����玩���ō����Ȃ邨�ʂ��Ԃ��ėn�ڂ��Ă邯��
�Ȃ�ׂ������o�Ă�Ƃ��͖ڂ��Ԃ�Ȃ����ق��������̂���
������Ƃ��|�����픚���Ă���
�t���̂܂�肪���S�łȂ��̂ŋA������ڂ̉��ƕ@�������ς�����݂����ɔN���Ԃ���
���̎d���A���̘J���n�̒��ł͍����ďo���邩��y�Ȃ���
�����ǂ��Ȃ邩�g�̓I�ȕs��������
484 �F�����������������ς��B�F2014/11/16(��) 19:45:52.66 ID:gTfaA9t7
>>480
�m�I��Q������悩�����̂ɂȂ�
�m�I��Q������悩�����̂ɂȂ�
485 �F�����������������ς��B�F2014/11/16(��) 21:17:39.89 ID:b2paxL7/
>>483
���Ɖ��̎��ӂł͐̂Ȃ���̎Ռ��ʂ����ǁA�n�ڂ̌��͖ڂɂ͗ǂ��Ȃ���ˁB
���͎��O������������ǁA�����������͗��Ƃ����ĕ������B
��̐l�Ȃ�n�ڂ��Ă�ׂŒN�����n�ڂ��ď�ʂ͖������낤���ǁA
�d�����Ǝ������n�ڂ��Ă鉡�Ƃ����i�܂�͖ʂ̓����j
�ł��n�ڂ��Ă��肷�邩��2��̊ዾ�����Ă��B
����ƕ@�Ƃ��ڂ̎���Ă���̂͂�낵����������A�ʂƎՌ����̌��Ԃ͖��߂������ǂ���B
�Ռ��������܂�Ƃ���Ɍ��Ԃ������Ķ����Ȃ��Ă�Ȃ�A
�Ռ����̎��͂�ð�߂͂��Č��Ԃ������Ȃ�悤�ɂ�����ǂ���B
���Ɖ��̎��ӂł͐̂Ȃ���̎Ռ��ʂ����ǁA�n�ڂ̌��͖ڂɂ͗ǂ��Ȃ���ˁB
���͎��O������������ǁA�����������͗��Ƃ����ĕ������B
��̐l�Ȃ�n�ڂ��Ă�ׂŒN�����n�ڂ��ď�ʂ͖������낤���ǁA
�d�����Ǝ������n�ڂ��Ă鉡�Ƃ����i�܂�͖ʂ̓����j
�ł��n�ڂ��Ă��肷�邩��2��̊ዾ�����Ă��B
����ƕ@�Ƃ��ڂ̎���Ă���̂͂�낵����������A�ʂƎՌ����̌��Ԃ͖��߂������ǂ���B
�Ռ��������܂�Ƃ���Ɍ��Ԃ������Ķ����Ȃ��Ă�Ȃ�A
�Ռ����̎��͂�ð�߂͂��Č��Ԃ������Ȃ�悤�ɂ�����ǂ���B
486 �F�����������������ς��B�F2014/11/17(��) 10:09:29.52 ID:jApSsikI
���O���͑̂Ɉ�����ˁB
�ڂ̎���͕ی삵������������B
�ڂ̎���͕ی삵������������B
487 �F�����������������ς��B�F2014/11/17(��) 16:00:43.58 ID:akMF+RSQ
�ڂ����������畆������
���Ɏ��O���͔畆�K���̌����������
���Ă���������Ɣ畆�K���ɂȂ�悤�ɁA�A�[�N�̎��O����������
���Ɏ��O���͔畆�K���̌����������
���Ă���������Ɣ畆�K���ɂȂ�悤�ɁA�A�[�N�̎��O����������
488 �F�����������������ς��B�F2014/11/17(��) 17:38:15.89 ID:CZmIJH3O
�O�łȂ�
489 �F�����������������ς��B�F2014/11/17(��) 19:24:22.28 ID:bUtts+3b
�Ԃ̃��X�g�A�p�ɔ������n�ڋ@�����I
���d�Ղ���200V���I
���������Ⴄ�����I
�o�`�o�`���I
���d�Ղ���200V���I
���������Ⴄ�����I
�o�`�o�`���I
490 �F�����������������ς��B�F2014/11/18(��) 08:27:27.93 ID:MJyFlJAB
>>489
���̌�489�̎p���������̂͋��Ȃ������c
���̌�489�̎p���������̂͋��Ȃ������c
491 �F�����������������ς��B�F2014/11/18(��) 12:35:43.42 ID:CUwWUQSz
���O���̓v���ŎՂ�邩������̖ʂ��ǂ���B
���ƁA�n�ڒ��ɖڂ����������Ȃ������B���邽�߂̎Ռ��ʂȂ���Aῂ����Ƃ��R���̂̓_������B
���ƁA�n�ڒ��ɖڂ����������Ȃ������B���邽�߂̎Ռ��ʂȂ���Aῂ����Ƃ��R���̂̓_������B
492 �F�����������������ς��B�F2014/11/20(��) 00:20:31.11 ID:XEUBh84T
���K�l����Ȃ��Ėʂ̂ق��������̂���
����ƍ��x�͉����痈������s���ɂȂ�
�ǂ��������Ƃ��͖ʂ����Ԃ��Ă݂�ƕ�������
������ł����n�ڗp�̃}�X�N���邩�A�A�S�t�߂��^�I���Ŕ���Ă�l������
�ł����ꂪ�{���̍�Ƃ�
����ƍ��x�͉����痈������s���ɂȂ�
�ǂ��������Ƃ��͖ʂ����Ԃ��Ă݂�ƕ�������
������ł����n�ڗp�̃}�X�N���邩�A�A�S�t�߂��^�I���Ŕ���Ă�l������
�ł����ꂪ�{���̍�Ƃ�
493 �F�����������������ς��B�F2014/11/20(��) 12:29:33.79 ID:VrvuGVIA
��ʂ���Ȃ��ăt���G�B�C�X�ʼnt���ŏ���Ɍ����m���ĈÂ��Ȃ��g���Ă�l����H
����m���Ɏ�̕����������h���ŏĂ������
�^�I���K�{����
�t���G�B�C�X�g�������ʂɂ͖߂��
����g���邵�A���ɂ�����
����m���Ɏ�̕����������h���ŏĂ������
�^�I���K�{����
�t���G�B�C�X�g�������ʂɂ͖߂��
����g���邵�A���ɂ�����
494 �F�����������������ς��B�F2014/11/20(��) 12:48:42.04 ID:TctzN4Hp
�g�����B
�m���ɎĂ����ˁB
�ɂ��A��ʂƃt���t�F���g�������Ă��B
@TIG���̃v��
�m���ɎĂ����ˁB
�ɂ��A��ʂƃt���t�F���g�������Ă��B
@TIG���̃v��
495 �F�����������������ς��B�F2014/11/20(��) 17:28:56.89 ID:NzuxZwYQ
�g�b�N���������B���A�ŋߖ�100�������ĂȂ��B�^�[�g�����̐�ł������Ƃ�B
496 �F�����������������ς��B�F2014/11/20(��) 19:56:00.76 ID:KgJQjEYg
�N���A�ʂɎՌ��v���[�g���W�ԁA����p�̃N���A�e�[�v��
���߂Ďg���Ă��B�@�Ȃ��Ȃ��ǂ��̂�
�Ռ��v���[�g�p�̘g������B
���߂Ďg���Ă��B�@�Ȃ��Ȃ��ǂ��̂�
�Ռ��v���[�g�p�̘g������B
497 �F�����������������ς��B�F2014/11/20(��) 20:45:34.74 ID:PvHFwFf+
TIG�͖_�����Ǝ����Ռ��ʂ���Ȃ��Ƒ�ς���ˁB
�������ނ����E�l����͕��ʂ̔��ʂˏグ�Ƃ��āA���肪�X�^���o�C�ł����Ƃ���ł������������Ėʂ��Z�b�g���Ă��B
�������ނ����E�l����͕��ʂ̔��ʂˏグ�Ƃ��āA���肪�X�^���o�C�ł����Ƃ���ł������������Ėʂ��Z�b�g���Ă��B
498 �F�����������������ς��B�F2014/11/20(��) 21:15:15.45 ID:y4hmj0zI
�t���ŏ���ɍ����Ȃ�̂łȂ���
�̂̒����̍b�h�ʂ݂����Ȃ̂�
������Ƃ������p�J�b�ƃt�^�o����������
����I�����[�ł���Ă�l���Ă���H
�t���ʂ����q�����Ȃ��Ă���
���炭�C�����Ɏg�킴�邨���Ȃ�
���ɂ݂ɔz�ǂƂ�����n�ڂłȂ���
�ȒP�Ȗ���ł�
�̂̒����̍b�h�ʂ݂����Ȃ̂�
������Ƃ������p�J�b�ƃt�^�o����������
����I�����[�ł���Ă�l���Ă���H
�t���ʂ����q�����Ȃ��Ă���
���炭�C�����Ɏg�킴�邨���Ȃ�
���ɂ݂ɔz�ǂƂ�����n�ڂłȂ���
�ȒP�Ȗ���ł�
499 �F�����������������ς��B�F2014/11/20(��) 23:07:34.82 ID:ALNoXKB9
�t���Ȃ�ĂȂ��������݂͂�Ȃ��ꂾ������
500 �F�����������������ς��B�F2014/11/21(��) 20:57:08.42 ID:GDW1w+iX
���ɃN���}2��u���ĉB���ăo�`�o�`����Ă��邯�ǁA
�ʂ肷����̐l�ɂ͉e������̂��Ȃ��H
�u����������ȁI�v�Ƃ������Ȃ���
�ʂ肷����̐l�ɂ͉e������̂��Ȃ��H
�u����������ȁI�v�Ƃ������Ȃ���
501 �F�����������������ς��B�F2014/11/22(�y) 00:12:07.57 ID:/vcIIfDH
���邾��
�H��Ȃǂł́A�Ռ��J�[�e���g���Ă���
�݂艺�����ł͂Ȃ��āA�a�@�ɂ悭������݂����Ȃ̂ɒ����ĖډB�����Ă���
�Ռ�13���炢�̗ΐF�S�����Ă����̂��Ȃ�Ă����̂��A����Ȃ�ǂ��Ŕ����Ă�̂��m���
�H��Ȃǂł́A�Ռ��J�[�e���g���Ă���
�݂艺�����ł͂Ȃ��āA�a�@�ɂ悭������݂����Ȃ̂ɒ����ĖډB�����Ă���
�Ռ�13���炢�̗ΐF�S�����Ă����̂��Ȃ�Ă����̂��A����Ȃ�ǂ��Ŕ����Ă�̂��m���
502 �F�����������������ς��B�F2014/11/22(�y) 06:45:44.16 ID:8+cuxU0k
���△������Bῂ������猩�Ă��Ȃ���w
503 �F�����������������ς��B�F2014/11/22(�y) 08:07:26.63 ID:rvrunuBU
�o�J�قǐ����傫��
504 �F�����������������ς��B�F2014/11/22(�y) 09:52:19.14 ID:B5LfOLv9
�n�ڂ̎Ռ�����Ƃ����Ă��������[�����������ƂȂ�����
�������R����납�H���̐F�Ƃ�����H
�������R����납�H���̐F�Ƃ�����H
505 �F�����������������ς��B�F2014/11/22(�y) 12:41:27.04 ID:D7VdOd4w
506 �F�����������������ς��B�F2014/11/22(�y) 15:04:42.60 ID:Et699E6Y
�l�Ԃ̐S���Ƃ��ẮA�܂Ԃ����قǁA�����̂��̂����Ă��܂����̂����ˁB
��ԁA�Ό��̎��]�Ԃ̃��C�g��A�Ԃ̂����邢���C�g�̂Ђ���ӎ��̂����ɁA�����[�ƌ��Ă��܂���ˁB
��ԁA�Ό��̎��]�Ԃ̃��C�g��A�Ԃ̂����邢���C�g�̂Ђ���ӎ��̂����ɁA�����[�ƌ��Ă��܂���ˁB
507 �F�����������������ς��B�F2014/11/22(�y) 20:19:21.92 ID:PRHpnZbZ
���Ƒ�̂̐l�Ԃ����������čq�C����Ƃ��ɔ��������Z�p��
�ዅ�Ƃ䂤�͎̂����̒��S��菭���O���̂ق������̊��x��������
�����������܂������݂���������������������炷��
���i�����Ȃ����炢�̈Â����������Ă���炵������
�ዅ�Ƃ䂤�͎̂����̒��S��菭���O���̂ق������̊��x��������
�����������܂������݂���������������������炷��
���i�����Ȃ����炢�̈Â����������Ă���炵������
508 �F�����������������ς��B�F2014/11/23(��) 10:11:22.20 ID:8jDWyNBG
���ی������Ɩ�����ł���B�A�[�N�̌��Ȃ�Ē����ł���āB�����鋗���Ȃ�댯���Ȃ����B
�A�N�����Ռ��ʂ͉��F�����邭�ėǂ���B
���X�A�Ԃ̐��C���Ƃ��Ŗ����Ƃ����B
�����ł����ʂ͗L�邯�ǁA�L�Y������Ɣ����Ȃ��Ďg���Ȃ��Ȃ�B
�A�N�����Ռ��ʂ͉��F�����邭�ėǂ���B
���X�A�Ԃ̐��C���Ƃ��Ŗ����Ƃ����B
�����ł����ʂ͗L�邯�ǁA�L�Y������Ɣ����Ȃ��Ďg���Ȃ��Ȃ�B
509 �F�����������������ς��B�F2014/11/23(��) 11:09:44.12 ID:C7FDl8dx
�A���S�����f���g�����X�e�����X�̗n�ڂ͉ΉԂ���Ȃ����炨�ʂ����Ƃ����ꂽ�肵�Ȃ�����
�Y�_�K�X�̓S�̔������n�ڂ��ĉΉԔ��ł�����
����Ńt���G�B�C�X�̉t���ʂ̑O���ǂ�ǂ��Ȃ����
�O�̃t���[�������V�����̂Ɍ������Ă�́H
����Ƃ�����������Ŗ������肵�ĕ�����������X����낤���H
�Y�_�K�X�̓S�̔������n�ڂ��ĉΉԔ��ł�����
����Ńt���G�B�C�X�̉t���ʂ̑O���ǂ�ǂ��Ȃ����
�O�̃t���[�������V�����̂Ɍ������Ă�́H
����Ƃ�����������Ŗ������肵�ĕ�����������X����낤���H
510 �F�����������������ς��B�F2014/11/23(��) 11:59:46.02 ID:05ontT+h
���ʂ̎莝���̖ʂ��ƊO���Ɏ̂ėp�̓����K���X��ւ��ōς�
�������œS���ƃX�p�b�^�ƃX�X�������ς����т�t��
�������œS���ƃX�p�b�^�ƃX�X�������ς����т�t��
511 �F�����������������ς��B�F2014/11/24(��) 10:17:19.61 ID:n781MIvm
�X�g���[�g�̎����ʂ͉t���̕ی�p�̓����̏㑤�ɃX�L�}�������ď�����n�ڂ������o���o�������Ă���
�t���̕\�ʂ��u�c�u�c�n���Ă��܂����E�E�Eorz
�����������ɑ傫�������̂ō���ăX�p�b�^������Ȃ��悤�ɂ����B
�t���̕\�ʂ��u�c�u�c�n���Ă��܂����E�E�Eorz
�����������ɑ傫�������̂ō���ăX�p�b�^������Ȃ��悤�ɂ����B
512 �F�����������������ς��B�F2014/11/24(��) 10:50:17.97 ID:v9HSqBIE
����Ȍ��Ԃ�����Ȃ�ŋ�������
������Ƃ��̃��b�g�͂���Ȃ̂Ȃ�
������Ƃ��̃��b�g�͂���Ȃ̂Ȃ�
513 �F�����������������ς��B�F2014/11/24(��) 14:13:21.63 ID:sQKu5bX9
�ߎ��̊ዾ�g�p�Řb�͈Ⴄ���ǁA�X�|�b�g�n�ڂ���ƃX�p�b�^����ɂ����ł��邪�A�̃K���X�����Y���������̓����Y�ɗn������ŎQ�����B���̃v���X�`�b�N�����Y�̓X�p�b�^���h���邱�Ƃ͂Ȃ��B
514 �F�����������������ς��B�F2014/11/25(��) 15:41:16.36 ID:mqX1ImvN
>>509
���ʕی�v���[�g�i�����A�N�����݂����Ȃ́j���ʔ���Ŕ������
�O�͌��\���Ղ��邯�Ǔ����̓L�Y������Ȃ����蒷��������
�ŋ߂͐�p�i����������̂̂���g���Ȃ�
���ʕی�v���[�g�i�����A�N�����݂����Ȃ́j���ʔ���Ŕ������
�O�͌��\���Ղ��邯�Ǔ����̓L�Y������Ȃ����蒷��������
�ŋ߂͐�p�i����������̂̂���g���Ȃ�
515 �F�����������������ς��B�F2014/11/25(��) 17:12:58.12 ID:PejoNI4q
�A�N�����́A�p�ɂɊ�����Ƒ�ς�����A������x�̏��Ȃ疁���Ďg���Ă��B
�R���p�E���h�ł݂����A�܂������ɑh��I
��p�i�͓��荢�����(������炢�낢�납���邩��)�ߏ��̃z�[���Z���^�[�ŃA�N��������
�s�b�^���T�C�Y�ɃJ�b�g���Ďg���Ă��B
�����i�̃|���J�Ƃ͈Ⴂ�A���O���ʼn��܂Ȃ����A�����x�����Q����B
���낢��Ǝ����Ă݂�����
�A�N���T���f�[�Ђ́A�A�N�������������o�E�����������ď����Ă���^�C�v����ԗǂ������B
�R���p�E���h�ł݂����A�܂������ɑh��I
��p�i�͓��荢�����(������炢�낢�납���邩��)�ߏ��̃z�[���Z���^�[�ŃA�N��������
�s�b�^���T�C�Y�ɃJ�b�g���Ďg���Ă��B
�����i�̃|���J�Ƃ͈Ⴂ�A���O���ʼn��܂Ȃ����A�����x�����Q����B
���낢��Ǝ����Ă݂�����
�A�N���T���f�[�Ђ́A�A�N�������������o�E�����������ď����Ă���^�C�v����ԗǂ������B
516 �F�����������������ς��B�F2014/11/25(��) 21:36:18.19 ID:upS0KpZt
�R���p�E���h�łƂ��ƕ����Ċ�]�������Ă���
�s�i�C�łȂ��Ȃ��O�̃t���[�������\�����ĕ��ɂ����Ȃ��Ă�̂�
�s�i�C�łȂ��Ȃ��O�̃t���[�������\�����ĕ��ɂ����Ȃ��Ă�̂�
517 �F�����������������ς��B�F2014/11/27(��) 08:04:45.38 ID:2c4Dd2Vt
>>516
�������ꏏ�����ˁB
�������ꏏ�����ˁB
518 �F�����������������ς��B�F2014/11/27(��) 21:00:03.24 ID:3kAFV2Zu
�o�C�N����ړ����Ă��܂���
�O�������̃X����100v�����ă^���N�̕��l�߂������Ə������玫�߂Ƃ��ƌ���ꂽ�̂�
�Ƃ�200v�H������tig�n�ڂ���錈�ӂ����܂����B������tig�n�ڋ@��
�ǂ̒��x�̉��i�̕����������킩��Ȃ��ł��B�\�Z��10�}�\�B
�p�r�͎�ɃX�`�[���ŏ�L�̃^���N���l�߁A�G�L�p�C����A�X�e�[��^�u�̊e�����t��
��B������ėp�̃A���~�^���N�̕��l�߂��o��������ȂƎv���Ă܂�
�A���~���Ɩ{�̂����\�����Ȃ�̂ł����͗\�Z�D��Ń_���Ȃ���߂܂�
�����Ŗ{�̂̉��i�H���̑��̕t���i�̉��i�H�ǂ̒��x�̕��������������Ă��炢�����ł�
�\�Z10�}�\�͕t���i��{���x���݂ŁA�i��o���Ă�15�}�\������ł��������������Ȃ��ł�
�X�o���I�X�X���@���Z�b�g����Α�Ϗ�����܂��B��낵�����肢���܂�
�n�ڂ̎�ނ̑I�����������������炻�̕ӂ����������ĉ�����
�\�Z�D��ŏo����͈͂ŃA���~���ɂ͌������\�Z�Ȃ�A���~�͒��߂܂�
�O�������̃X����100v�����ă^���N�̕��l�߂������Ə������玫�߂Ƃ��ƌ���ꂽ�̂�
�Ƃ�200v�H������tig�n�ڂ���錈�ӂ����܂����B������tig�n�ڋ@��
�ǂ̒��x�̉��i�̕����������킩��Ȃ��ł��B�\�Z��10�}�\�B
�p�r�͎�ɃX�`�[���ŏ�L�̃^���N���l�߁A�G�L�p�C����A�X�e�[��^�u�̊e�����t��
��B������ėp�̃A���~�^���N�̕��l�߂��o��������ȂƎv���Ă܂�
�A���~���Ɩ{�̂����\�����Ȃ�̂ł����͗\�Z�D��Ń_���Ȃ���߂܂�
�����Ŗ{�̂̉��i�H���̑��̕t���i�̉��i�H�ǂ̒��x�̕��������������Ă��炢�����ł�
�\�Z10�}�\�͕t���i��{���x���݂ŁA�i��o���Ă�15�}�\������ł��������������Ȃ��ł�
�X�o���I�X�X���@���Z�b�g����Α�Ϗ�����܂��B��낵�����肢���܂�
�n�ڂ̎�ނ̑I�����������������炻�̕ӂ����������ĉ�����
�\�Z�D��ŏo����͈͂ŃA���~���ɂ͌������\�Z�Ȃ�A���~�͒��߂܂�
519 �F�����������������ς��B�F2014/11/27(��) 22:45:21.78 ID:fBHHUovv
�����A�}�`���A�c�h�x���[�U�[�Ƃ��Ă��ӌ��\���グ�܂��ƁA
���t�I�N�̒��Q�O�O�u���p�s�h�f�@��4���`�@�K�X�{���x�����^���i1.5���āj5000�~�`�@�n�_�@2000�~��
��p�Ƃ��Ă���ʂł�����B
�l�I�ɂ́A�S���珉�߂Ă̐l���A���~����낤�Ƃ���ƁA�����Ă����l���Ȃ��Ƃ��Ȃ��ς��Ǝv��
�Z�p�I�Ȏ��͂��̌�A�n���҂����X������邱�Ƃ����ҁE�E
���t�I�N�̒��Q�O�O�u���p�s�h�f�@��4���`�@�K�X�{���x�����^���i1.5���āj5000�~�`�@�n�_�@2000�~��
��p�Ƃ��Ă���ʂł�����B
�l�I�ɂ́A�S���珉�߂Ă̐l���A���~����낤�Ƃ���ƁA�����Ă����l���Ȃ��Ƃ��Ȃ��ς��Ǝv��
�Z�p�I�Ȏ��͂��̌�A�n���҂����X������邱�Ƃ����ҁE�E
520 �F�����������������ς��B�F2014/11/27(��) 22:49:26.68 ID:fBHHUovv
�����A�@��A�n�ڎՌ���3000�~�ƃK�X������3000�~�킷��Ă�
521 �F�����������������ς��B�F2014/11/28(��) 08:52:09.93 ID:TJoY8W+l
�n�ڂ́A�n�ڋ@���������̓�����A���߂Ăł��o���o���n�ڏo����l�����邵
��������K���Ă��܂������o���Ȃ��l�����܂����A�����ʖڂł��A�n�ڂ�����
�o�����B�ƌ����l�����܂��B
�S���o����A�A���~���o����H�H�H
�v���ł��A�S�͓��ӂł����A���~�̓T�b�p���̐l�����܂��B
�܂��A����Ă݂Ȃ��Ƃ킩��Ȃ��̂��n�ڂł��B
������A�v���ł��A�}�ł��ʔ����B
��������K���Ă��܂������o���Ȃ��l�����܂����A�����ʖڂł��A�n�ڂ�����
�o�����B�ƌ����l�����܂��B
�S���o����A�A���~���o����H�H�H
�v���ł��A�S�͓��ӂł����A���~�̓T�b�p���̐l�����܂��B
�܂��A����Ă݂Ȃ��Ƃ킩��Ȃ��̂��n�ڂł��B
������A�v���ł��A�}�ł��ʔ����B
522 �F�����������������ς��B�F2014/11/28(��) 09:45:55.80 ID:S36gzpAR
>>519-521���肪�Ƃ��������܂��B�I�N�̂Ń\�R�\�R�s�������Ȃ�ł���
�n�ڂ͏��������������̂ł������S�҂Ȃ̂œ���@�̂����
������p�}���ăI�N�ő����Ă܂��͏��߂Ă݂悤�Ǝv���܂��B
�ʂł���������T���ƒl�i�ɑ傫�ȍ�������悤�ł����Ȃɂ��ǂ�����
�����Ƃ��Œ�����̒��x���Č����ڈ�����������ĉ�����
�n�ڂ͏��������������̂ł������S�҂Ȃ̂œ���@�̂����
������p�}���ăI�N�ő����Ă܂��͏��߂Ă݂悤�Ǝv���܂��B
�ʂł���������T���ƒl�i�ɑ傫�ȍ�������悤�ł����Ȃɂ��ǂ�����
�����Ƃ��Œ�����̒��x���Č����ڈ�����������ĉ�����
523 �F�����������������ς��B�F2014/11/28(��) 12:20:47.54 ID:nJTkmEqw
>>521
�X�e�����X�A�S�A�A���~�̖����n�ڂ��Ă�E�l�ł���
�A���~����ԋ��ł�
�S����ԊȒP�����Ǔ�������T���_�[������̂��ƂĂ�����ǂ�
�y���A�Y�킳�ł����X�e�����X�ł�
�Ȃ̂ŃX�e�����X����̂Ƃ��̓E�n�E�n
�X�e�����X�A�S�A�A���~�̖����n�ڂ��Ă�E�l�ł���
�A���~����ԋ��ł�
�S����ԊȒP�����Ǔ�������T���_�[������̂��ƂĂ�����ǂ�
�y���A�Y�킳�ł����X�e�����X�ł�
�Ȃ̂ŃX�e�����X����̂Ƃ��̓E�n�E�n
524 �F�����������������ς��B�F2014/11/28(��) 12:31:19.09 ID:i2eH0Lj4
�����my�ʂ����ƒT���Ă�Ƃ���
TIG�͗���g�����甼�����Ռ����������ŋ߂͎��������Ȃ���
�����ʂ͎��s�����Ƃ����g�����ɂȂ��`�����ɂ���
�܂Ƃ��Ȗʔ�����3���͂��邩��ȁ`
�����Ă���X�y�b�N���@�\����Ȃ�\���Ȃ��A����Ȃ�ł��g����H
ttp://item.rakuten.co.jp/kyodailed/wm_005/?scid=af_pc_etc&sc2id=67889001
�X�g���[�g���炢�����S�H
ttp://www.straight.co.jp/item/17-9922/
TIG�͗���g�����甼�����Ռ����������ŋ߂͎��������Ȃ���
�����ʂ͎��s�����Ƃ����g�����ɂȂ��`�����ɂ���
�܂Ƃ��Ȗʔ�����3���͂��邩��ȁ`
�����Ă���X�y�b�N���@�\����Ȃ�\���Ȃ��A����Ȃ�ł��g����H
ttp://item.rakuten.co.jp/kyodailed/wm_005/?scid=af_pc_etc&sc2id=67889001
�X�g���[�g���炢�����S�H
ttp://www.straight.co.jp/item/17-9922/
525 �F�����������������ς��B�F2014/11/28(��) 14:58:20.17 ID:C0YLue6W
526 �F�����������������ς��B�F2014/11/28(��) 15:08:28.88 ID:XepicYif
�ڂ����X�e�����X�ƃA���~�̐E�l�ł��B
�A���~�͓����ˁB
�X�e���͗n�����݂̃R���g���[�����e�Ղ�����A�ӊO�ɂ��₷�����ȁB
���t���̎��ɁA�Y��ȓ��F���o����C����������ˁB
�A���~�͓����ˁB
�X�e���͗n�����݂̃R���g���[�����e�Ղ�����A�ӊO�ɂ��₷�����ȁB
���t���̎��ɁA�Y��ȓ��F���o����C����������ˁB
527 �F�����������������ς��B�F2014/11/28(��) 19:09:11.02 ID:gGaL/fbK
>>524
�ǂ�����A1/25000�b�ŎՌ�����ˁB
�g���āA��u�ł�ῂ����������Ȃ���Α��v���Ǝv���܂��B
>>523,526
�S��X�e���́A�n�ډ��x����������A�����t���Ă����Ȃ���B
�A���~�́A�ʖڂ���B�n�����݉��x���A�`���b�ƍ��߂ł��������肵����
�A�E�g�ł��B
�܂��A�`���b�Ɖ��x������Ηn�����܂Ȃ����_�}�ɂȂ��ăA�E�g�ł��B
�����ɁA�n�ږ_�����Ȃ���n�Z�r�̉��x�R���g���[�����Ȃ���n�ڂ����
�Y��ȃr�[�h���o���B�悤�́A�t��Ȃ����B
T1.0�ȂA�����Ɍ����J�����낤�B
�Ƃɂ����A�S��X�e���́A��Ԃ��Ă��������A�A���~�͗n�Z�r��
�q�J����ŁA�n�����݉��x�����ɂ߂�B
�ǂ�����A1/25000�b�ŎՌ�����ˁB
�g���āA��u�ł�ῂ����������Ȃ���Α��v���Ǝv���܂��B
>>523,526
�S��X�e���́A�n�ډ��x����������A�����t���Ă����Ȃ���B
�A���~�́A�ʖڂ���B�n�����݉��x���A�`���b�ƍ��߂ł��������肵����
�A�E�g�ł��B
�܂��A�`���b�Ɖ��x������Ηn�����܂Ȃ����_�}�ɂȂ��ăA�E�g�ł��B
�����ɁA�n�ږ_�����Ȃ���n�Z�r�̉��x�R���g���[�����Ȃ���n�ڂ����
�Y��ȃr�[�h���o���B�悤�́A�t��Ȃ����B
T1.0�ȂA�����Ɍ����J�����낤�B
�Ƃɂ����A�S��X�e���́A��Ԃ��Ă��������A�A���~�͗n�Z�r��
�q�J����ŁA�n�����݉��x�����ɂ߂�B
528 �F�����������������ς��B�F2014/11/29(�y) 09:49:54.71 ID:hbb67kGy
529 �F�����������������ς��B�F2014/11/29(�y) 19:43:36.30 ID:DmhnZt8w
���ؔ������m���K�X200V���������I
�A�[�N�_�ɔ�ׂ���`���[�ȒP�ł��ˁB
�t���������ɂ��炩���ߐڒn���Ă����ă{�^����ON�ŊȒP�ɃA�[�N�����ł����t�����Ⴄ�I�I
����ڂŗn�ڋ@���悹������ꂽ�B
�[�ƒ[��_�t�����Ă��痠�\���݂ɔM���������Ȃ��悤�ɕt���Ă�������A�قƂ�ǘc��Ŗ�����H�I
DIY�̖����L����}�N�����O�I�I
�A�[�N�_�ɔ�ׂ���`���[�ȒP�ł��ˁB
�t���������ɂ��炩���ߐڒn���Ă����ă{�^����ON�ŊȒP�ɃA�[�N�����ł����t�����Ⴄ�I�I
����ڂŗn�ڋ@���悹������ꂽ�B
�[�ƒ[��_�t�����Ă��痠�\���݂ɔM���������Ȃ��悤�ɕt���Ă�������A�قƂ�ǘc��Ŗ�����H�I
DIY�̖����L����}�N�����O�I�I
530 �F�����������������ς��B�F2014/11/30(��) 16:55:18.70 ID:iYk05qUw
�����
531 �F �y�g�z �y�k�d 61.6 %�z �F2014/12/01(��) 22:42:05.38 ID:esFk+hFA
532 �F�����������������ς��B�F2014/12/01(��) 22:54:15.01 ID:7kwai+5Q
>>531
�����d���ŏ��������_�n�ڂ���Ă܂������������̊ȒP���ɋ����܂�����I
�����d���ŏ��������_�n�ڂ���Ă܂������������̊ȒP���ɋ����܂�����I
>>532
�ޗ��͑傫�߂̃z���Z���ɔ����Ă����B
��ɂ����������Ǐ��������d���Ŗ_�n�ڂ�������Ƃ�������x�B
���ՂƂ��t���C�X�Ղɔ�ׂ���~���͑S�R�Ⴂ�Ǝv���܂��B
�ޗ��͑傫�߂̃z���Z���ɔ����Ă����B
��ɂ����������Ǐ��������d���Ŗ_�n�ڂ�������Ƃ�������x�B
���ՂƂ��t���C�X�Ղɔ�ׂ���~���͑S�R�Ⴂ�Ǝv���܂��B
535 �F�����������������ς��B�F2014/12/02(��) 10:19:39.94 ID:8Y3JyRuL
>>534
�I�C���������A��ƕ�������ăt���C�X����Ղ�n�ڂ�邼�I
�I�C���������A��ƕ�������ăt���C�X����Ղ�n�ڂ�邼�I
536 �F�����������������ς��B�F2014/12/02(��) 10:49:36.12 ID:YiG97TNI
���̉ƁA�n�ڗp��30�`�Ƃ��������R�����Ⴄ�����E�E�E
537 �F�����������������ς��B�F2014/12/03(��) 15:59:32.39 ID:K30NgrkF
������[ 100V���Ⴋ����[
538 �F�����������������ς��B�F2014/12/03(��) 19:22:47.90 ID:/n8/2L2Z
�N���]���Ă�A���S�������Ŏg�킹��
539 �F�����������������ς��B�F2014/12/03(��) 20:07:12.08 ID:BQqjNCJJ
>>538
���A���^���Ɖ����H�̍����K�X���o����=3
���A���^���Ɖ����H�̍����K�X���o����=3
540 �F�����������������ς��B�F2014/12/03(��) 20:18:21.17 ID:azk6mHWM
������@
���̑���ɂ��܂�����̃g�[�`�����[�����O�����Ă�����Ă���������
���̑���ɂ��܂�����̃g�[�`�����[�����O�����Ă�����Ă���������
541 �F�����������������ς��B�F2014/12/05(��) 10:34:31.39 ID:RDt3ddlV
�����A�ǂ��V�C�ŕ��������̂ɂȁA�d���x�݂ŗn�ڂ̗��K���o���Ȃ���B
�i�E��̉��サ���o����ꏊ����������ŁE�E�E�j�B
�i�E��̉��サ���o����ꏊ����������ŁE�E�E�j�B
542 �F�����������������ς��B�F2014/12/05(��) 12:37:34.93 ID:dD+NC83H
3�N�����̍X�V�̎��Z�������āc
�S�̔������n�ڂ��X�e���̃e�B�O�n�ڂ̂ق������|�I�ɓ�����ƂȂ��H
�E���i�~���łȂ��ďł��ďォ�畔���I�ɔM������
�Η͂���������Ƃ����Ɍ�������
�S�̔������n�ڂ��X�e���̃e�B�O�n�ڂ̂ق������|�I�ɓ�����ƂȂ��H
�E���i�~���łȂ��ďł��ďォ�畔���I�ɔM������
�Η͂���������Ƃ����Ɍ�������
543 �F�����������������ς��B�F2014/12/05(��) 12:57:20.07 ID:TEFqoLOI
�����͓y�j�����d������B
���Ђ��x�݂œd�b�AFAX�����Ȃ�����A���Ԃ�������藬��Ă銴���B
������蒚�J�Ȏd�����ł��邺�B
�m����TIG�͓����ˁB
���ꂽ���Ŏg�����̂Ȃ��Y��Ɏ���ł��邩��֗�����ˁB
���Ђ��x�݂œd�b�AFAX�����Ȃ�����A���Ԃ�������藬��Ă銴���B
������蒚�J�Ȏd�����ł��邺�B
�m����TIG�͓����ˁB
���ꂽ���Ŏg�����̂Ȃ��Y��Ɏ���ł��邩��֗�����ˁB
544 �F�����������������ς��B�F2014/12/06(�y) 10:47:21.32 ID:Zs2+0NsI
���܂��s�������������Ƃ��Ă��̐ݒ�ł��Γ��ɖ��Ȃ��ȁB
���i���Ȃ������炽�܂ɗ��K�X�o���Y��ďł邱�Ƃ͂���w
���i���Ȃ������炽�܂ɗ��K�X�o���Y��ďł邱�Ƃ͂���w
545 �F�����������������ς��B�F2014/12/06(�y) 11:43:15.34 ID:N7SKKbsc
>>544
���邠��I
����̓o�b�`���̃^�C�~���O��ȂƗ����݂���^����
����œ�ׂ������Ƃ�����
��ɂǂ����悤���Ȃ��̂ɋ����Ȃ��烏�C���[�u���V�ŃE���i�~���������ăe�J�点�����ǂ������Ӗ��Ȃ�����
���邠��I
����̓o�b�`���̃^�C�~���O��ȂƗ����݂���^����
����œ�ׂ������Ƃ�����
��ɂǂ����悤���Ȃ��̂ɋ����Ȃ��烏�C���[�u���V�ŃE���i�~���������ăe�J�点�����ǂ������Ӗ��Ȃ�����
546 �F�����������������ς��B�F2014/12/09(��) 22:25:11.13 ID:S8l32rEE
100v�̔������n�ڋ@�������Ǝv�����ǃI�X�X��������
�p�r�̓o�C�N�̃t���[���n�ځA�`�����o�[���A�Ԃ̃p�[�c����g���b�N�̏C��
�n�ڋZ�p�̓g���b�N�̓���������Ă��̂ł�����������܂�
�\�Z��7�����炢�Œ��Â��l���Ă܂�
�p�r�̓o�C�N�̃t���[���n�ځA�`�����o�[���A�Ԃ̃p�[�c����g���b�N�̏C��
�n�ڋZ�p�̓g���b�N�̓���������Ă��̂ł�����������܂�
�\�Z��7�����炢�Œ��Â��l���Ă܂�
547 �F�����������������ς��B�F2014/12/09(��) 22:32:20.41 ID:8RfSdSUN
�X�e�����X�̎d�グ�Ńw�A���C�����y�[�p�[�ł������Ă�������̐h��
548 �F�����������������ς��B�F2014/12/10(��) 09:27:40.19 ID:aaCMxZ9r
549 �F�����������������ς��B�F2014/12/10(��) 09:31:38.73 ID:cB+XV6oU
�Z�F3M�̃L�b�`���u���C�g���ǂ���B
�_�C�\�[�Ȃ�100�ւŔ����Ă�̂́A�o�c�ł��B
�������ǎg���Ă݂�Δ���B
�_�C�\�[�Ȃ�100�ւŔ����Ă�̂́A�o�c�ł��B
�������ǎg���Ă݂�Δ���B
550 �F�����������������ς��B�F2014/12/10(��) 09:37:57.22 ID:ntjP0xk7
>>547
�X�R�b�`�u���C�g�n�̓z�ł���āB�Ԏ�̓u�����h�ňႤ���璆�ڈʂ̂Ŏ����Ă݂邵���Ȃ��B�X�R�b�`�u���C�g�Ȃ�7447���ȁB
�R�c�͎d�グ�O��#400�����ʂɃo�t�Ō��������Ⴄ���ƁB
�X�R�b�`�u���C�g�n�̓z�ł���āB�Ԏ�̓u�����h�ňႤ���璆�ڈʂ̂Ŏ����Ă݂邵���Ȃ��B�X�R�b�`�u���C�g�Ȃ�7447���ȁB
�R�c�͎d�グ�O��#400�����ʂɃo�t�Ō��������Ⴄ���ƁB
551 �F�����������������ς��B�F2014/12/10(��) 12:23:47.07 ID:KvgUhbnn
>>547
>>548
>>549
>>550
�Ȃ�قǁA�Q�l�ɂ���`��i�Ɍ����Ē������Ă�����ĂЂƂƂ��莎���Ă݂�
���Ȃ݂Ɏ����X���̌�̍Ō�̎d�グ�ŃX�R�b�`�͎g������͂���
�ǂ��̑e�����g���Ă�̂��킩���ĂȂ������̂Œ��ׂ�
�ŋ߂��傭���傭�����Ă邱�Ƃ����ǁc
���i�����ɒu���đ��ŃX�R�b�`�ł������
���`�����`���y�������肷��
�N�����ĂȂ������肾����
��ł��ƕ�������������̂�
�����Ă������Ǝv����
>>548
>>549
>>550
�Ȃ�قǁA�Q�l�ɂ���`��i�Ɍ����Ē������Ă�����ĂЂƂƂ��莎���Ă݂�
���Ȃ݂Ɏ����X���̌�̍Ō�̎d�グ�ŃX�R�b�`�͎g������͂���
�ǂ��̑e�����g���Ă�̂��킩���ĂȂ������̂Œ��ׂ�
�ŋ߂��傭���傭�����Ă邱�Ƃ����ǁc
���i�����ɒu���đ��ŃX�R�b�`�ł������
���`�����`���y�������肷��
�N�����ĂȂ������肾����
��ł��ƕ�������������̂�
�����Ă������Ǝv����
552 �F�����������������ς��B�F2014/12/10(��) 12:54:39.42 ID:co9C75Bi
���͎��5�{�̗͂�����ƌ����Ă����B
�Ⴆ�A���ア���������������ƕ����
�j���ł��肾���ŊJ���͖̂����������肷��B
�������d���i�C�����z�C���̂��ƁA�X�R�b�`�Ŏd�グ�Ă����B
320�Ԃ̃T���_�[�����ɋ��t���悤�ɂ����āA�d�グ�ɃX�R�b�`���A������B
�Ⴆ�A���ア���������������ƕ����
�j���ł��肾���ŊJ���͖̂����������肷��B
�������d���i�C�����z�C���̂��ƁA�X�R�b�`�Ŏd�グ�Ă����B
320�Ԃ̃T���_�[�����ɋ��t���悤�ɂ����āA�d�グ�ɃX�R�b�`���A������B
553 �F�����������������ς��B�F2014/12/10(��) 13:17:02.86 ID:aaCMxZ9r
>>551
���͍�����̃G�A�ł��җ�ɗ~����
�x���g���z�C�����g����悤��
�ׂ������͖������낤����
��ЂŔ����Ă����Ȃ玎���ĕ��Ăق���
���͍�����̃G�A�ł��җ�ɗ~����
�x���g���z�C�����g����悤��
�ׂ������͖������낤����
��ЂŔ����Ă����Ȃ玎���ĕ��Ăق���
554 �F�����������������ς��B�F2014/12/10(��) 13:17:41.39 ID:aaCMxZ9r
�����N�Y�ꂽ
http://item.rakuten.co.jp/arimas/9245678/
http://item.rakuten.co.jp/arimas/9245678/
555 �F�����������������ς��B�F2014/12/10(��) 15:06:22.76 ID:KvgUhbnn
>>553
���I����̓d���ƃG�A�[�̗��������Ă��
�d���͏d���̂Ōl�I�Ɏg���Ȃ�
�G�A�[�͌y������
���ǃw�A���C���Ƃ��d�グ�͍ŏ������ǍD��
�����̓X�e�����X�̖���Ƃ�����Ă����
�n�ڂ����y�̕��������̃G�A�[��20�{���炢�d�グ�������肩��Ă��t��������������
�d�オ�肪�����Ȃ�̂�
���ǃX�R�b�`�ł��Ȃ���Ȃ�Ȃ���Ԃ�������
���Ȃ݂Ɏ����X���H�H�^�C�v�̂��G�A�[�ł���Ă݂�����
�{�̂Ƒ����������̂��A�O�ɂ��ꂾ���Ē[����j��Ă߂��Ⴍ����ɂȂ���
���܂̂Ƃ���A80�T���_�[��100�n���h�~���[�������X�����X�R�b�`
�Ƃ����菇�ł���Ă�c
���I����̓d���ƃG�A�[�̗��������Ă��
�d���͏d���̂Ōl�I�Ɏg���Ȃ�
�G�A�[�͌y������
���ǃw�A���C���Ƃ��d�グ�͍ŏ������ǍD��
�����̓X�e�����X�̖���Ƃ�����Ă����
�n�ڂ����y�̕��������̃G�A�[��20�{���炢�d�グ�������肩��Ă��t��������������
�d�オ�肪�����Ȃ�̂�
���ǃX�R�b�`�ł��Ȃ���Ȃ�Ȃ���Ԃ�������
���Ȃ݂Ɏ����X���H�H�^�C�v�̂��G�A�[�ł���Ă݂�����
�{�̂Ƒ����������̂��A�O�ɂ��ꂾ���Ē[����j��Ă߂��Ⴍ����ɂȂ���
���܂̂Ƃ���A80�T���_�[��100�n���h�~���[�������X�����X�R�b�`
�Ƃ����菇�ł���Ă�c
556 �F�����������������ς��B�F2014/12/10(��) 18:09:44.68 ID:xDFXE4+c
>>554
�x���g�^�C�v�łȂ��āA�z�C���^�C�v�̂���
���邩��A�������̂ق����ǂ���B
�x���g�Ɛe�z�C���͂����āA���[�����O�z�C���Ɍ��������
�ǂ������ł��B
�x���g�^�C�v�łȂ��āA�z�C���^�C�v�̂���
���邩��A�������̂ق����ǂ���B
�x���g�Ɛe�z�C���͂����āA���[�����O�z�C���Ɍ��������
�ǂ������ł��B
557 �F�����������������ς��B�F2014/12/10(��) 19:19:07.19 ID:aaCMxZ9r
558 �F�����������������ς��B�F2014/12/10(��) 19:34:52.38 ID:GMkBZGEg
�X�R�b�`�u���C�g���I�X�X�������҂����A�y�[�o�[�ɂ��Ă����ł͂Ȃ��z���g���Ȃ͂�B
���ώd�グ�Ȃ�A�����������������ǁA�r��������d�グ�Ă����̂ł͂Ȃ��A�������Ă���L�Y��t������������ڗ�������肭�����B
�y�[�o�[�T���_�[(�_�u���A�N�V�����̓_����)��������A�T���_�[�ɕt���錤���ܓ��E���^���f�B�X�N�|������s�J�s�J�ɂȂ邩��B���������͍������ǁB�o�t���g����Ⴛ�����ŁB
���ώd�グ�Ȃ�A�����������������ǁA�r��������d�グ�Ă����̂ł͂Ȃ��A�������Ă���L�Y��t������������ڗ�������肭�����B
�y�[�o�[�T���_�[(�_�u���A�N�V�����̓_����)��������A�T���_�[�ɕt���錤���ܓ��E���^���f�B�X�N�|������s�J�s�J�ɂȂ邩��B���������͍������ǁB�o�t���g����Ⴛ�����ŁB
559 �F�����������������ς��B�F2014/12/11(��) 18:35:28.37 ID:V9XuzopS
�܂��e���r�Ńf�����A���̔������ăw�A���C���ɂ���̂��G�h���ł��Ȃ���
�f�����A���̐��Ƃ��Ă�Ńw�A���C���ɂ��Ă�����
�f�����A���̐��Ƃ��Ă�Ńw�A���C���ɂ��Ă�����
560 �F�����������������ς��B�F2014/12/11(��) 21:10:07.92 ID:LBxPgOHK
���������I
���o�����ƁA�w�A���C���͉����[���ē����ˁB
���o�����ƁA�w�A���C���͉����[���ē����ˁB
561 �F�����������������ς��B�F2014/12/11(��) 23:42:25.57 ID:U4/ubt1M
562 �F�����������������ς��B�F2014/12/12(��) 01:54:08.77 ID:7WBuyeU0
>>559
�o���Ȃ�������Ȃ����݂Ȃ����Ƃ�����Ǝ҂ɂ܂铊������
����͂Ƃ��������A�Ǝ҂͔n�̖тƃT���h�y�[�p�[�̃u���V�g���Ă���
�o���Ȃ�������Ȃ����݂Ȃ����Ƃ�����Ǝ҂ɂ܂铊������
����͂Ƃ��������A�Ǝ҂͔n�̖тƃT���h�y�[�p�[�̃u���V�g���Ă���
563 �F�����������������ς��B�F2014/12/15(��) 10:15:16.12 ID:t/iyjRZ0
�[�����肬��ŏc�Ƀw�A���C���̂r�t�r����������
���w�A���C���̔����Ă��܂������Ŕ������Ȃ�������������B
�m��Ȃ��������ǁA�w�A���C�����Čォ�璼����ȁB
���w�A���C���̔����Ă��܂������Ŕ������Ȃ�������������B
�m��Ȃ��������ǁA�w�A���C�����Čォ�璼����ȁB
564 �F�����������������ς��B�F2014/12/15(��) 12:24:07.15 ID:qaapCzAg
�����邯�ǂ���ǂ���
�������肵�Ȃ���Ȃ�Ȃ���
�w�A���C������Ƒ����̏����떂�����邵�A���z�Ō��邩�炳��ɂ킩��ɂ����ăX�e�����X�D��
�S�͌����A���������ڗ���
�������肵�Ȃ���Ȃ�Ȃ���
�w�A���C������Ƒ����̏����떂�����邵�A���z�Ō��邩�炳��ɂ킩��ɂ����ăX�e�����X�D��
�S�͌����A���������ڗ���
565 �F�����������������ς��B�F2014/12/15(��) 12:50:29.17 ID:HEWidiUs
�w�A���C���͂���Ӗ��Ŋy����ˁB
������x�͌떂��������B
�\�ʂ������Ă�BA�ނȂ��ƁA����ւ��݂ɐ_�o���ɂȂ邵
��������������C���Ɏ��Ԃ�������A���������Ȃ��B
������x�͌떂��������B
�\�ʂ������Ă�BA�ނȂ��ƁA����ւ��݂ɐ_�o���ɂȂ邵
��������������C���Ɏ��Ԃ�������A���������Ȃ��B
566 �F�����������������ς��B�F2014/12/15(��) 12:53:02.32 ID:UfZH9CyP
�@�@�@�@�@�@�@�@�@�@�@|
�@�@�@�@�@�@�@�@�@ �@ |�@�@�c�܃~
�@�@�@�@�@�@�@�@�@�@�@�_ (�L��֥`)�܂����̘b���Ă�
�@�@�@�@�@�@�@�@�@�@�@�@�@(|�@�@�@|)::::
�@�@�@�@�@�@�@�@�@�@�@�@ �@(���@/:::::::
�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �� �_:::
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �_
�@�@�@�@�@�@�@�@�@ �@ |�@�@�c�܃~
�@�@�@�@�@�@�@�@�@�@�@�_ (�L��֥`)�܂����̘b���Ă�
�@�@�@�@�@�@�@�@�@�@�@�@�@(|�@�@�@|)::::
�@�@�@�@�@�@�@�@�@�@�@�@ �@(���@/:::::::
�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �� �_:::
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �_
567 �F�����������������ς��B�F2014/12/15(��) 21:20:04.03 ID:Pqd4ICG2
�@�@�Q�l�l�l�l�l�l�l�l�l�l�l�l�l�l�l�Q
�@�@���@�@�@�n�Q�����邼�E���I�I�I�@�@�@��
�@�@�P^�x^�x^�x^�x^�x^�x^�x^�x^�x^�x^�x^�x^�x^�x^�P
�@�@�@�@�@ �@�@�O�@(�@�L�E�ցj
�@�@�@�@�@�@�@�O ��i�]������
�@�@ �O �^�P�P�P �t �P�_
�@�O�O |�@�@�@�@�@�@�t�@�E�@| �@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�c�� �~
�@ �O ��|�@�@�@ �@�@�@�@��| |�@�@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@�R(�L��֥�M)�m
�@�@�O /_�ȁɁP�P/_�Ȃt�@�@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@�@(�Q�Q�Q)
�@�@���@�@�@�n�Q�����邼�E���I�I�I�@�@�@��
�@�@�P^�x^�x^�x^�x^�x^�x^�x^�x^�x^�x^�x^�x^�x^�x^�P
�@�@�@�@�@ �@�@�O�@(�@�L�E�ցj
�@�@�@�@�@�@�@�O ��i�]������
�@�@ �O �^�P�P�P �t �P�_
�@�O�O |�@�@�@�@�@�@�t�@�E�@| �@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�c�� �~
�@ �O ��|�@�@�@ �@�@�@�@��| |�@�@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@�R(�L��֥�M)�m
�@�@�O /_�ȁɁP�P/_�Ȃt�@�@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@�@(�Q�Q�Q)
568 �F�����������������ς��B�F2014/12/15(��) 21:53:34.34 ID:vX8tlZx/
���ݏC������̂��Ă���ǂ����
�悪����Ă�d�݂̂���_�����݂̒��S�ɗn�ڂ��āA��ɃK�M�[�����ĉ��Ђ������ĉ��݂��Ȃ����Ă���T���_�[���n���h�~���[���X�R�b�`�������ĂȂ����Ă�
�悪����Ă�d�݂̂���_�����݂̒��S�ɗn�ڂ��āA��ɃK�M�[�����ĉ��Ђ������ĉ��݂��Ȃ����Ă���T���_�[���n���h�~���[���X�R�b�`�������ĂȂ����Ă�
569 �F�����������������ς��B�F2014/12/15(��) 22:16:42.32 ID:I5HCAVWP
���J���Ĉ��������Ă��疄�߂Ƃ��B
570 �F�����������������ς��B�F2014/12/15(��) 23:35:52.11 ID:t/iyjRZ0
���̃X���̏Z�l��������A�ޏ��ւ̃N���X�}�X�̃v���[���g�͂�����ꂾ��ȁB
ttp://www.feneeds.jp/onlineshop/gift.html
���m�ł͂Ȃ��R�g��....�B
�t�F�j�[�Y�̗n�ڑ̌����M�t�g�J�[�h�ɂȂ�܂����B
���m�Â��肪�D���Ȃ��̕��ւ̃v���[���g�ɁE�E�E
����6���N�́u�S�����v�̋L�O�ɂ���l�ŗn�ڑ̌����E�E�E
�����ւ̂��J���ɁE�E�E
ttp://www.feneeds.jp/onlineshop/gift.html
���m�ł͂Ȃ��R�g��....�B
�t�F�j�[�Y�̗n�ڑ̌����M�t�g�J�[�h�ɂȂ�܂����B
���m�Â��肪�D���Ȃ��̕��ւ̃v���[���g�ɁE�E�E
����6���N�́u�S�����v�̋L�O�ɂ���l�ŗn�ڑ̌����E�E�E
�����ւ̂��J���ɁE�E�E
571 �F�����������������ς��B�F2014/12/15(��) 23:52:43.63 ID:vX8tlZx/
�̕��C�̒��ɓ������炱�낰�܂��قǒɂ���
572 �F�����������������ς��B�F2014/12/16(��) 09:01:30.71 ID:zovApmPG
573 �F�����������������ς��B�F2014/12/16(��) 11:03:02.45 ID:4R1Xrauc
�_�Ƃ���Ă��āA�����ł�����Ƃ����n�ڂł���ƕ֗����Ȃ��Ǝv���Ă�����ǁA
���@��������Ă���A�[�N�n�ڂ̍u�K�s���Ώo����悤�ɂȂ�H
�S�Ɍ����������Ƃ���̕�C�Ƃ��A�r�j�[���n�E�X�̔�����ꂽ�Ƃ������Œ��������B
���@��������Ă���A�[�N�n�ڂ̍u�K�s���Ώo����悤�ɂȂ�H
�S�Ɍ����������Ƃ���̕�C�Ƃ��A�r�j�[���n�E�X�̔�����ꂽ�Ƃ������Œ��������B
574 �F�����������������ς��B�F2014/12/16(��) 12:30:08.74 ID:wnu3X/Q5
>>573
�Ԃ̖Ƌ��������Ă�́A
���^����̃g���N�^�[��e�C���[�A
�����@�t�����]�Ԃ��^�]�o�����肷��킯�Ȃ��ǁc
�Ƃ������ł��A
��������������B
�Ԃ̖Ƌ��������Ă�́A
���^����̃g���N�^�[��e�C���[�A
�����@�t�����]�Ԃ��^�]�o�����肷��킯�Ȃ��ǁc
�Ƃ������ł��A
��������������B
575 �F�����������������ς��B�F2014/12/16(��) 12:44:52.11 ID:1uKMOv4b
>>573
�u�K���Ƃ���ŗn�ڂ��ł���悤�ɂ͐���܂���
�z���Z���ň����̔����Ă��Ă܂������ł���Ă݂鎖����ł�
�����A�[�N���Ɣ����͂܂��������Ɗo�債�Ă�������
�Z���ł��邩��
�u�K���Ƃ���ŗn�ڂ��ł���悤�ɂ͐���܂���
�z���Z���ň����̔����Ă��Ă܂������ł���Ă݂鎖����ł�
�����A�[�N���Ɣ����͂܂��������Ɗo�債�Ă�������
�Z���ł��邩��
576 �F�����������������ς��B�F2014/12/16(��) 19:37:51.50 ID:+z48kwnk
�A�[�N�n�ړ��ʋ����K�X�n�ڋZ�\�u�K�ȂA������
�n�ڂȂA�o����킯�Ȃ���B
�u�K�̓��e�́A����́A��Ȃ��B
����́A������Ⴂ����B
�o�b�J�肾��B
�����A�R�b�p��l�������u�K������B
�Ⴂ���A�ē��̃R�b�p��l������āA�g���Ɗe�H���
���āA��̔�������Ă��L��������B
���A�K�X���A�[�N���K�L�̂��납��A��������݂�����
�g���ėV��ł�����A�Ȃ�Ă��Ƃ͂Ȃ����B
�ł��A���݉��͂����Ɛ������B
�����̕~�n�ŁA���w���������{�ŗV��ł��B
�܂��A�m��Ȃ��ł��A�h�J���Ɨ��邾��������B
�{�l���ߏ����A�E�g���ď����ȁB
�n�ڂȂA�o����킯�Ȃ���B
�u�K�̓��e�́A����́A��Ȃ��B
����́A������Ⴂ����B
�o�b�J�肾��B
�����A�R�b�p��l�������u�K������B
�Ⴂ���A�ē��̃R�b�p��l������āA�g���Ɗe�H���
���āA��̔�������Ă��L��������B
���A�K�X���A�[�N���K�L�̂��납��A��������݂�����
�g���ėV��ł�����A�Ȃ�Ă��Ƃ͂Ȃ����B
�ł��A���݉��͂����Ɛ������B
�����̕~�n�ŁA���w���������{�ŗV��ł��B
�܂��A�m��Ȃ��ł��A�h�J���Ɨ��邾��������B
�{�l���ߏ����A�E�g���ď����ȁB
577 �F�����������������ς��B�F2014/12/16(��) 21:09:55.70 ID:E+ezvqBm
>>565
2B���^�`���[��ȁB
2B���^�`���[��ȁB
578 �F�����������������ς��B�F2014/12/16(��) 21:31:36.84 ID:bZ7HI1m/
�n�ڂƂ��͂Ƃɂ������H����̂�
���H���Ă���u�K�Ƃ��x�e�����ɕ����̂�����
���H���Ă���u�K�Ƃ��x�e�����ɕ����̂�����
579 �F�����������������ς��B�F2014/12/16(��) 22:57:52.05 ID:zovApmPG
�Ƌ��͎d���Ŏg������鎞�ɕK�v�Ȃ킯�ŁADIY���Ⴂ��Ȃ����A�u�K�͎Ă�������B
���H�������ኴ�d�Ƃ������̊댯���܂ł͂킩���B
���H�������ኴ�d�Ƃ������̊댯���܂ł͂킩���B
580 �F�����������������ς��B�F2014/12/16(��) 23:44:53.16 ID:UM6tvBAn
�K�X�n�ڂ̋Z�\�u�K�͏�ł��o�Ă��邪�A�Z�`������_�f�Ƃ���
�댯�ȃK�X�̈��S�Ǘ����������肷��̂���ȗ��R
���Ƃ��R���̂Ȃ��_�f�ł������ɘR��ď[��������
�����璆�̂��̂�ɔ��Ή��コ���邩��ˁB
DIY�̏ꍇ�͂��̃K�X�̒��B�ɂ��̍u�K�̏C�������߂���\��������B
�{���x�݂̑��o����K�X�̏[�U��ő厖�̂��N���ߗׂ̑�O�҂�������S�Ă�����
�K�X�������܂�Ȃ�����ȁB
�댯�ȃK�X�̈��S�Ǘ����������肷��̂���ȗ��R
���Ƃ��R���̂Ȃ��_�f�ł������ɘR��ď[��������
�����璆�̂��̂�ɔ��Ή��コ���邩��ˁB
DIY�̏ꍇ�͂��̃K�X�̒��B�ɂ��̍u�K�̏C�������߂���\��������B
�{���x�݂̑��o����K�X�̏[�U��ő厖�̂��N���ߗׂ̑�O�҂�������S�Ă�����
�K�X�������܂�Ȃ�����ȁB
581 �F�����������������ς��B�F2014/12/17(��) 10:15:40.62 ID:PRYIp2p+
582 �F�����������������ς��B�F2014/12/17(��) 10:22:26.22 ID:+jz1UzcW
�K�X���́A�C�����̗L�閳���ɂ�����炸�A�m����o���s����
�z�ɂ́A�K�X�����̋@�ނ��o���Ȃ��B
�o����̋Ǝ҂��A�N�A�N�Ȃ�o�����A�����݂����Ȃ̂ɂ�
�������厖������ǁA���S�̔z������o���܂�����āB
�n���ŁALP�����Ă�Ǝ҂́A����]�̃K�X�͒T���܂���
���Ƃ̃A�t�^�[�t�H���[�͂��肢���܂����āB
�ȒP�Ɍ����A�m�����o���������z�ɃK�X��@�ނ͔���Ȃ�����
���炵���B
�z�ɂ́A�K�X�����̋@�ނ��o���Ȃ��B
�o����̋Ǝ҂��A�N�A�N�Ȃ�o�����A�����݂����Ȃ̂ɂ�
�������厖������ǁA���S�̔z������o���܂�����āB
�n���ŁALP�����Ă�Ǝ҂́A����]�̃K�X�͒T���܂���
���Ƃ̃A�t�^�[�t�H���[�͂��肢���܂����āB
�ȒP�Ɍ����A�m�����o���������z�ɃK�X��@�ނ͔���Ȃ�����
���炵���B
583 �F�����������������ς��B�F2014/12/17(��) 10:25:19.81 ID:PRYIp2p+
>>581
���Œ���̋Z�p��w
���Œ���̋Z�p��w
584 �F�����������������ς��B�F2014/12/18(��) 23:11:43.12 ID:1ShXQ+HO
>>582
�|���e�N�Ŏ�����A�[�N�ƃK�X�̖Ə��������ŁA
���̐M�p���������߂Ă̔�э��݂ŃK�X�{���x��ꂽ���͋H��������
�P�D�T���ẴA���S�������^�����ȂǁA�������Ƀ{���x5250�~�Ə���łW���̌v5670�~���ď����Ă���
����łT�����̉��i�ɎM�ɂW������悹����Ă���C�����邪�A�C�̂����Ȃ̂��낤���E�E
�|���e�N�Ŏ�����A�[�N�ƃK�X�̖Ə��������ŁA
���̐M�p���������߂Ă̔�э��݂ŃK�X�{���x��ꂽ���͋H��������
�P�D�T���ẴA���S�������^�����ȂǁA�������Ƀ{���x5250�~�Ə���łW���̌v5670�~���ď����Ă���
����łT�����̉��i�ɎM�ɂW������悹����Ă���C�����邪�A�C�̂����Ȃ̂��낤���E�E
585 �F�����������������ς��B�F2014/12/19(��) 00:36:20.76 ID:fmcGPqi4
���ǂ̃��E�t��������Ă݂���ł������s���ĕ����ɂȂ��Ă��܂��܂���
���̏�Ԃ��ƍŏ������蒼���ł��傤���H
���̏�Ԃ��ƍŏ������蒼���ł��傤���H
586 �F�����������������ς��B�F2014/12/19(��) 07:52:02.05 ID:jCbJzqx6
584
�����^���������Ȃ��ƁA���Ȃ芄���ɂȂ���̂���B
�Ⴆ�A�H��̋K�͂��Ⴂ�A�����^������������A�P��������Ă���B
�����^���������Ȃ��ƁA���Ȃ芄���ɂȂ���̂���B
�Ⴆ�A�H��̋K�͂��Ⴂ�A�����^������������A�P��������Ă���B
587 �F�����������������ς��B�F2014/12/19(��) 09:40:45.60 ID:OJYBl/8L
>>585
�ĉ��M
�ĉ��M
588 �F�����������������ς��B�F2014/12/20(�y) 08:37:41.92 ID:hnblq1ae
cr-v�̍H���n�ډ��H���������ǁA�o�i�W�E���̗n�ږ_�������Ăւ�
�莝���ɂ���A�R�O�W����YGT50�̖_�ő�p�ł��邩�ȁH
�莝���ɂ���A�R�O�W����YGT50�̖_�ő�p�ł��邩�ȁH
589 �F�����������������ς��B�F2014/12/20(�y) 08:54:34.26 ID:VobikGfz
B-10�ł�����A�r�����
590 �F�����������������ς��B�F2014/12/20(�y) 10:27:55.90 ID:OZjRLSPO
�������͂��߂��Ⴊ�ł����Ăǂ̃f�B�X�N�g���Ă��Ƃ��́H
591 �F�����������������ς��B�F2014/12/20(�y) 13:48:26.40 ID:Zk+/p7mh
>>590
�\�E�T�m�D�A�f�B�X�N�����g�킸�ɁA�{���X�^�[�ȂǁA�ǂ�����낤�B
�\�E�T�m�D�A�f�B�X�N�����g�킸�ɁA�{���X�^�[�ȂǁA�ǂ�����낤�B
592 �F�����������������ς��B�F2014/12/20(�y) 21:21:44.41 ID:MISUXfQ2
>>585
�X���Ⴂ�����Ǔ����Ă��
���E�t������Ȃ��ăn���_�t������H
�ŏ������蒼���Ȃ���_������
�V�����p����g�����o�����ăT���h�y�[�p�[�Ŗ����Ă����蒼��
�t���b�N�X����������h��Ȃ��ƃn���_�����Ȃ���
�������E�t���ł�����Ȃ�o�������ɂ��̂܂܃��E�t������蒼������
������20�̓��ǂ����E�t�����悤�Ǝv������_�f�ƃA�Z�`�������K�v����
�g�[�`�����v������シ����
�X���Ⴂ�����Ǔ����Ă��
���E�t������Ȃ��ăn���_�t������H
�ŏ������蒼���Ȃ���_������
�V�����p����g�����o�����ăT���h�y�[�p�[�Ŗ����Ă����蒼��
�t���b�N�X����������h��Ȃ��ƃn���_�����Ȃ���
�������E�t���ł�����Ȃ�o�������ɂ��̂܂܃��E�t������蒼������
������20�̓��ǂ����E�t�����悤�Ǝv������_�f�ƃA�Z�`�������K�v����
�g�[�`�����v������シ����
593 �F�����������������ς��B�F2014/12/21(��) 06:01:24.55 ID:7gn7+a3z
>>592
�ꉞ�n�ڂ̐��E�ł́u���[�t���v�̍ʼn��ʂɁu���c�t���v���܂܂�Ă܂��B
���[�t�����l���Ă̂͒P���ɂ����Ɛڍ��������������m�Ƃ�����
�ً����łȂ�����Z�_�̒Ⴂ���̂��w�����
���[�t��������Ƃ��̃��[�͉��H���Ă����b�̂Ȃ���
50%�̋�E�Ƃ�80%�̂Ƃ������E�Ƃ������E�Ƃ�
���̂Ȃ��Œቷ���[�c�Ƃ��X�Y�Ɖ��n�c�Ƃ�������
����ˁB
�ꉞ�n�ڂ̐��E�ł́u���[�t���v�̍ʼn��ʂɁu���c�t���v���܂܂�Ă܂��B
���[�t�����l���Ă̂͒P���ɂ����Ɛڍ��������������m�Ƃ�����
�ً����łȂ�����Z�_�̒Ⴂ���̂��w�����
���[�t��������Ƃ��̃��[�͉��H���Ă����b�̂Ȃ���
50%�̋�E�Ƃ�80%�̂Ƃ������E�Ƃ������E�Ƃ�
���̂Ȃ��Œቷ���[�c�Ƃ��X�Y�Ɖ��n�c�Ƃ�������
����ˁB
594 �F�����������������ς��B�F2014/12/21(��) 19:43:55.29 ID:CWynR49u
<<>>591�@�������Ƃ�
595 �F�����������������ς��B�F2014/12/21(��) 20:38:29.06 ID:CWynR49u
>>591
�������Ȃ������B�킵�̂P�O�O�~�Ԃ��I
�������Ȃ������B�킵�̂P�O�O�~�Ԃ��I
596 �F�����������������ς��B�F2014/12/22(��) 05:50:22.24 ID:iO2jAjzB
596
597 �F�����������������ς��B�F2014/12/22(��) 09:14:10.85 ID:7BO5K6BM
�z�ǂ̃��E�t���͂����Ɖ���Ă��
��ސؒf���炢�̋��x�Ɩ���������B
�n���_�t���͓\��t���Ă邾����
�����͋ɂ߂ĒႢ�B
���ނ͂ǂ�����
�܂������ʂ̐ڍ��ƔF�����������ǂ��Ǝv���B
��ސؒf���炢�̋��x�Ɩ���������B
�n���_�t���͓\��t���Ă邾����
�����͋ɂ߂ĒႢ�B
���ނ͂ǂ�����
�܂������ʂ̐ڍ��ƔF�����������ǂ��Ǝv���B
598 �F�����������������ς��B�F2014/12/22(��) 09:51:00.31 ID:dwTtLUhX
>>597
�����܂Ō����Ȃ烍�E�ɂ��Ă����������Ηǂ���
���Ƃ��Γ��ǂ�ڍ�����̂ɋ�E�A���������E�A�n���_�i���ǃn���_�j
�ł͋��x�������������A����������
��Ɖ��x���ǂ��������A�t���b�N�X�������K�{�ɂȂ�Ƃ��ˁB
���R�ƃn���_�ア���������E�������Č��������낤���ǂ�
����͊F�m���Ă邱�ƂŁA�ǂ������P�[�X�o�C�P�[�X�Ɏg�������邩����H
�����܂Ō����Ȃ烍�E�ɂ��Ă����������Ηǂ���
���Ƃ��Γ��ǂ�ڍ�����̂ɋ�E�A���������E�A�n���_�i���ǃn���_�j
�ł͋��x�������������A����������
��Ɖ��x���ǂ��������A�t���b�N�X�������K�{�ɂȂ�Ƃ��ˁB
���R�ƃn���_�ア���������E�������Č��������낤���ǂ�
����͊F�m���Ă邱�ƂŁA�ǂ������P�[�X�o�C�P�[�X�Ɏg�������邩����H
599 �F�����������������ς��B�F2014/12/22(��) 09:57:55.71 ID:Zklw4Xg8
�m���ɗp�r�ɂ��ˁB
�]�k�����ǁA���C�u�X�`�[���̐l�����́A�{�C���[��BAg-4���D��Ŏg���Ă���݂������B
�]�k�����ǁA���C�u�X�`�[���̐l�����́A�{�C���[��BAg-4���D��Ŏg���Ă���݂������B
600 �F�����������������ς��B�F2014/12/22(��) 09:58:23.42 ID:XsIEjHOw
20������͂��߂��Ⴊ�A�ł����Ăǂ̃f�B�X�N�g���Ă��Ƃ��́H
601 �F�����������������ς��B�F2014/12/22(��) 10:03:18.96 ID:Zklw4Xg8
>>600
�X���O�������n���}�[�Œ@���������B
�X���O�������n���}�[�Œ@���������B
602 �F�����������������ς��B�F2014/12/22(��) 10:24:02.21 ID:giCvXkP8
�n�ڂɋM�G�Ȃ�
603 �F�����������������ς��B�F2014/12/22(��) 11:22:29.62 ID:XsIEjHOw
>>601
���肪�Ƃ��B
���̃X���O���n���}�[�Ŋ����āA���C���[�u���V�Ō���������Y��ɂ͂Ȃ���ǁA�����Ԃ����ėn�ڕ��������Ă݂�Ɛ^�����ɂȂ��Ă�B
���̐^�����i�R�Q�j�@�X�P�[�����Ă����ȁH
���肪�Ƃ��B
���̃X���O���n���}�[�Ŋ����āA���C���[�u���V�Ō���������Y��ɂ͂Ȃ���ǁA�����Ԃ����ėn�ڕ��������Ă݂�Ɛ^�����ɂȂ��Ă�B
���̐^�����i�R�Q�j�@�X�P�[�����Ă����ȁH
604 �F�����������������ς��B�F2014/12/22(��) 11:24:16.95 ID:XsIEjHOw
�^�����i�R�Q�j�@�X�P�[���𗎂Ƃ��œK�ȃf�B�X�N�����肽���B
>>591�̂���̒������ɍs�������Ǘ����Ȃ������B
>>591�̂���̒������ɍs�������Ǘ����Ȃ������B
605 �F�����������������ς��B�F2014/12/22(��) 12:00:49.58 ID:Zklw4Xg8
>>603
�ނ̓X�e���Ȃ́H
�ނ̓X�e���Ȃ́H
606 �F�����������������ς��B�F2014/12/22(��) 12:21:43.77 ID:qWnFSfGx
�X�e�����X�Ȃ�P�~�J���R�{�̓d����������
607 �F�����������������ς��B�F2014/12/22(��) 12:48:09.83 ID:igWd5yH7
�X�e���Ȃ�_��h��̂����ʓI����ˁB
�_��h���Ă��炭���u���Ă��琅�ŐƁA�Ă����Y��Ɏ����B
�_��h���Ă��炭���u���Ă��琅�ŐƁA�Ă����Y��Ɏ����B
>>605
�����ĂȂ��Ă��߂�B
�ޗ��͍|�ł��B
�n�ڌ�ɂł���X�P�[�����O���C���_�[�ŗ��Ƃ������B
http://www.mizukami.co.jp/ecdata/0519000302/01.jpg
��݂����Ȗꂿ��g���p�̃V���b�^�[�_��������B
���܂�傫�ȏ��������ɏ��������B
�X�`�[���^���V����ނ肾�����B
http://rangerbikes.com/wp-content/uploads/2014/03/tecnorogy08-950x709.jpg
����Ȋ����̃R�Q�����Ă�B
�ϐ��y�[�p�[�Ő[�����������ɗ��Ƃ������1�{����Ȃ��Ă�������ʂ�����B
�����ĂȂ��Ă��߂�B
�ޗ��͍|�ł��B
�n�ڌ�ɂł���X�P�[�����O���C���_�[�ŗ��Ƃ������B
http://www.mizukami.co.jp/ecdata/0519000302/01.jpg
{kind=link}
��݂����Ȗꂿ��g���p�̃V���b�^�[�_��������B
���܂�傫�ȏ��������ɏ��������B
�X�`�[���^���V����ނ肾�����B
http://rangerbikes.com/wp-content/uploads/2014/03/tecnorogy08-950x709.jpg
{kind=link}
����Ȋ����̃R�Q�����Ă�B
�ϐ��y�[�p�[�Ő[�����������ɗ��Ƃ������1�{����Ȃ��Ă�������ʂ�����B
609 �F�����������������ς��B�F2014/12/22(��) 13:08:22.39 ID:7BO5K6BM
�T���|�[��w
https://www.youtube.com/watch?v=lkXQiZls4DE
https://www.youtube.com/watch?v=lkXQiZls4DE
610 �F�����������������ς��B�F2014/12/22(��) 15:02:27.67 ID:igWd5yH7
���������Ď��]�Ԃ̃t���[�����ȁH
611 �F�����������������ς��B�F2014/12/22(��) 16:19:31.89 ID:zLJxMuVu
612 �F�����������������ς��B�F2014/12/22(��) 18:02:55.73 ID:zJ/AxF7Q
�T���_�[�ɃJ�b�v���C���[�u���V
�[���Ƃ���͓���Ȃ�����
�[���Ƃ���͓���Ȃ�����
613 �F�����������������ς��B�F2014/12/22(��) 20:08:39.00 ID:tDHgfuQi
���܂����悭�킩����b�L���ł����̂Ȃ炱�����Ă����ɖ߂�Ȃ���
���n�Ȃ炱����Η����邯�nj��ǂ����ɎK�т��
���n�Ȃ炱����Η����邯�nj��ǂ����ɎK�т��
614 �F�����������������ς��B�F2014/12/22(��) 22:52:43.75 ID:Pt34aIjI
�V���b�^�[�̖_�����錊�ɂЂ���t���Ƃ��Ɩ_�͂���Ȃ�����
615 �F�����������������ς��B�F2014/12/23(��) 07:52:57.10 ID:iItfboon
���ʂɃf�B�X�N�̎��₵�Ă���J�b�v�u���V��j�����n�����߂�������������
616 �F�����������������ς��B�F2014/12/23(��) 09:40:46.06 ID:WooBVYhm
�n�ڑO�H���łr�t�r�̃A���J���E��������Ă�˂ǁA�f��ł�炳��Ă��E�E�E
�S����t���Ă��܂����Č�������A�����ł����āi�܂�f��j�@
��ׂ��A�������_�_����������
�w��c���c�������ɂȂ��Ă�������
�S����t���Ă��܂����Č�������A�����ł����āi�܂�f��j�@
��ׂ��A�������_�_����������
�w��c���c�������ɂȂ��Ă�������
617 �F�����������������ς��B�F2014/12/23(��) 10:03:56.09 ID:ADUecCjd
���O��Ƃ��̏�i�́A�A�z���H
���̉��H�o���Ȃ��Ȃ邼�B
���p�̃X�L����܂ł������͈Ⴄ���B
�撣���B
���̉��H�o���Ȃ��Ȃ邼�B
���p�̃X�L����܂ł������͈Ⴄ���B
�撣���B
618 �F�����������������ς��B�F2014/12/23(��) 10:05:32.02 ID:PFFV7hNG
>>616
�������
�������
619 �F�����������������ς��B�F2014/12/23(��) 11:07:32.89 ID:L36I65ga
����������A����܂��ア��łƌ����Ď����Ŕ������S����t�����
��ƌ������Ƃ��Ȃ��悤�撣��܂��b�X�����ɂ݂Ȃ���吺�Ō����ĕt����
��Ђ̖��ߍ����ŕ����đ̉Ă��炻�ꂱ���В{�ɖ����͖�����
��ƌ������Ƃ��Ȃ��悤�撣��܂��b�X�����ɂ݂Ȃ���吺�Ō����ĕt����
��Ђ̖��ߍ����ŕ����đ̉Ă��炻�ꂱ���В{�ɖ����͖�����
620 �F�����������������ς��B�F2014/12/23(��) 13:46:08.77 ID:R04THo9k
�ی��͎����ŗp�ӂ��Ȃ��Ⴂ���Ȃ���B
���ł���ДC���A��З��肶��_���B
�����ŃT�b�Ɨp�ӂ��Ă��肰�Ȃ��g��Ȃ��Ⴞ�߂�
�����̐g�͎����Ŏ��Ȃ���ˁB
���ł���ДC���A��З��肶��_���B
�����ŃT�b�Ɨp�ӂ��Ă��肰�Ȃ��g��Ȃ��Ⴞ�߂�
�����̐g�͎����Ŏ��Ȃ���ˁB
621 �F�����������������ς��B�F2014/12/23(��) 13:59:45.97 ID:RpJKucMG
�{�E�̐l�́A�����Ԃ�ƂЂǂ����Ȃ̂ł��ˁB
�Ɩ��𐋍s���邽�߂̕ی����������Ȃ��
�����̋ƊE�ł͂�����ƍl�����Ȃ��ł��B
�Ɩ��𐋍s���邽�߂̕ی����������Ȃ��
�����̋ƊE�ł͂�����ƍl�����Ȃ��ł��B
622 �F�����������������ς��B�F2014/12/23(��) 14:17:40.04 ID:hOMHW97u
�Ȃ@���Ă��ɂ܂�����Ȃ��́H
�}�X�N����Ƃ��w�����b�g���Ԃ�Ƃ�
�}�X�N����Ƃ��w�����b�g���Ԃ�Ƃ�
623 �F�����������������ς��B�F2014/12/23(��) 17:14:33.97 ID:iItfboon
�E�l�͉�Ђ̕���
624 �F�����������������ς��B�F2014/12/23(��) 19:05:08.50 ID:4su+GMga
�����̉�Ђ��}�X�N�����������
����Ȃ��ƑS���������Ă���Ȃ��A�킴��
�q���[����畲�o���Ŕx��ɂ߂���ǁ[������Ďv��
����Ȃ��ƑS���������Ă���Ȃ��A�킴��
�q���[����畲�o���Ŕx��ɂ߂���ǁ[������Ďv��
625 �F�����������������ς��B�F2014/12/23(��) 20:49:08.70 ID:aq6uOQe8
�܂��A�g�D�Ȃ�Ė�肪�������Ȃ��ƑΉ���o���Ă��Ȃ�����
��
����܂ł͎��Ȗh�q���Ă��Ȃ���
��
����܂ł͎��Ȗh�q���Ă��Ȃ���
626 �F�����������������ς��B�F2014/12/23(��) 21:23:04.17 ID:IeON0jNU
>>621
���̑O������Ńo�C�g�������Lj��S�тƂ����S�C�͎����������ȁB
���̑O������Ńo�C�g�������Lj��S�тƂ����S�C�͎����������ȁB
627 �F�����������������ς��B�F2014/12/23(��) 23:44:42.56 ID:PFFV7hNG
>>625
>>626
�O����[�������Ȃ����
�K�v�Œ���̂��̂͑����ē�����O�̂��ƂȂ̂�
�Ⴆ���W���[��}�X�N��A���S�����f�A�Y�_�K�X�A���܁A�X�e�����X�̓d�������̉t
����炪�����Ƃ������邩���������
�ǁ[����Ďd�����[�����イ�˂�
�}�X�N�Ƃ�3M�̎g���Ă邯��
�{���A14���Ԃ��������Ȃ��Ƃ����
3�����đ����Ɏg���Đ^�����ɂȂ��Ă�
����Ȃ����炢
>>626
�O����[�������Ȃ����
�K�v�Œ���̂��̂͑����ē�����O�̂��ƂȂ̂�
�Ⴆ���W���[��}�X�N��A���S�����f�A�Y�_�K�X�A���܁A�X�e�����X�̓d�������̉t
����炪�����Ƃ������邩���������
�ǁ[����Ďd�����[�����イ�˂�
�}�X�N�Ƃ�3M�̎g���Ă邯��
�{���A14���Ԃ��������Ȃ��Ƃ����
3�����đ����Ɏg���Đ^�����ɂȂ��Ă�
����Ȃ����炢
628 �F�����������������ς��B�F2014/12/24(��) 07:05:44.08 ID:CBDfZy6k
��ւ����h����}�X�N�͎g���Â炢�́H
�d���Ƃ��敪�Q�Ő��ł���t�B���^�̃}�X�N�̔����Ă邶���
�d���Ƃ��敪�Q�Ő��ł���t�B���^�̃}�X�N�̔����Ă邶���
629 �F�����������������ς��B�F2014/12/24(��) 07:08:03.40 ID:CBDfZy6k
���܂������Ђ̈��S�������炱���Ȃ����
https://www.youtube.com/watch?v=Jxq4pZ_pN4w
https://www.youtube.com/watch?v=Jxq4pZ_pN4w
630 �F�����������������ς��B�F2014/12/24(��) 07:11:09.51 ID:CBDfZy6k
�q���[�����ċ����������������̂�����x�ɂ��܂�
631 �F�����������������ς��B�F2014/12/24(��) 07:11:09.83 ID:Hu/bhTUO
���������ăX�^�[�E�H�[�Y�ɏo�Ă������ȁA���̍��E�ɓ�t�B���^�[�����Ă��H
�����������ǁA�����������Ȃ�
�ł����ꂭ�炢�łȂ��ƕ��o�͖h���Ă�
���͖����Ȃ̂���
�����������ǁA�����������Ȃ�
�ł����ꂭ�炢�łȂ��ƕ��o�͖h���Ă�
���͖����Ȃ̂���
632 �F�����������������ς��B�F2014/12/24(��) 07:13:30.25 ID:Hu/bhTUO
>>630
��ׂ��c�c���ʂ̈����ԕ��}�X�N�̏��3M�̃}�X�N�킹�Ďg���Ă邾��������
�������ꂱ�ꂱ���15�N�߂��d�����Ă邵
���̔x�͂ǁ[�Ȃ��Ă�낤
�O�N�Ɉ��̕��o�����͉����Ђ��������ĂȂ����ǁA����ł͔x�ɒ��܂�����͒T�m�ł��Ȃ��C������c
��ׂ��c�c���ʂ̈����ԕ��}�X�N�̏��3M�̃}�X�N�킹�Ďg���Ă邾��������
�������ꂱ�ꂱ���15�N�߂��d�����Ă邵
���̔x�͂ǁ[�Ȃ��Ă�낤
�O�N�Ɉ��̕��o�����͉����Ђ��������ĂȂ����ǁA����ł͔x�ɒ��܂�����͒T�m�ł��Ȃ��C������c
633 �F�����������������ς��B�F2014/12/24(��) 07:28:25.35 ID:CBDfZy6k
>>631
http://www.sts-japan.com/products/bojin/
���������́B���S�Ǘ��̂��邳�����[�l�R���݂͂�Ȓ����Ă��
�g���̂Ă݂����Ɏg�p���Ԃ�10���ԑO�ザ��Ȃ�
�g���̂Ă��ċz���y�ɂȂ邵�t�B���^�[�͎g���̂ă}�X�N������
���ł�����̂�����炵��
�~�X�g���ʂ��Ȃ�����n�ڃq���[���̏L�����炵�Ȃ�
���Ȃ݂ɗn�ڂ̉����āA���̃y�[�W�̍��ƌ���RL2�ɑΉ����Ă�����̂���Ȃ��Ɩh���Ȃ���
RL2���Ă��Ȃ����N���X�������
�n�ڃq���[���͋����������������́@�����̕�����Ԃ��
���܂���͕��Ƒ����������A���ƌ���t���̃}�X�N�������
�A���~�x
�A���~�j�E�����o�̋z���������B�i�s�������A���N�Ԓ��x�Ōċz����A����Ȃǂ̏Ǐ����B
�{�[�L�T�C�g�x
�A���~�j�E���̌����ł���{�[�L�T�C�g�̕��o�̋z���������B�i�s���ɂ߂đ����A2�`4�N�Ŏ��S�ɂ�����B
�_���S�x�i�S�x�j
�_���S�̋z���������B�d�C�n�ڍH�ɂ݂���B���܂�i�s���Ȃ��Ƃ�����B�A���A�z�������Ă���Ɛ��\�N�Ŕx���P�̗l�ɍd���Ȃ�ċz����Ɋׂ�A���Â͕s�\�ƂȂ�B
http://www.sts-japan.com/products/bojin/
���������́B���S�Ǘ��̂��邳�����[�l�R���݂͂�Ȓ����Ă��
�g���̂Ă݂����Ɏg�p���Ԃ�10���ԑO�ザ��Ȃ�
�g���̂Ă��ċz���y�ɂȂ邵�t�B���^�[�͎g���̂ă}�X�N������
���ł�����̂�����炵��
�~�X�g���ʂ��Ȃ�����n�ڃq���[���̏L�����炵�Ȃ�
���Ȃ݂ɗn�ڂ̉����āA���̃y�[�W�̍��ƌ���RL2�ɑΉ����Ă�����̂���Ȃ��Ɩh���Ȃ���
RL2���Ă��Ȃ����N���X�������
�n�ڃq���[���͋����������������́@�����̕�����Ԃ��
���܂���͕��Ƒ����������A���ƌ���t���̃}�X�N�������
�A���~�x
�A���~�j�E�����o�̋z���������B�i�s�������A���N�Ԓ��x�Ōċz����A����Ȃǂ̏Ǐ����B
�{�[�L�T�C�g�x
�A���~�j�E���̌����ł���{�[�L�T�C�g�̕��o�̋z���������B�i�s���ɂ߂đ����A2�`4�N�Ŏ��S�ɂ�����B
�_���S�x�i�S�x�j
�_���S�̋z���������B�d�C�n�ڍH�ɂ݂���B���܂�i�s���Ȃ��Ƃ�����B�A���A�z�������Ă���Ɛ��\�N�Ŕx���P�̗l�ɍd���Ȃ�ċz����Ɋׂ�A���Â͕s�\�ƂȂ�B
634 �F�����������������ς��B�F2014/12/24(��) 08:40:41.44 ID:1a3HNZ/E
��Ђ��d���ł�点������Ђ��p�ӂ���Ƃ�����B
����ȂƂ�����P�`���ЂƉ��i��������̂͑�ς���B
����ȂƂ�����P�`���ЂƉ��i��������̂͑�ς���B
635 �F�����������������ς��B�F2014/12/24(��) 09:47:34.95 ID:/PZWzBAO
�����ł̔������n�ځ@���C����@���ȊO�̗n�ڒS���͒N���}�X�N�t���Ȃ�
�@�������q�k�R�N���X�̃}�X�N�t���č�Ƃ��Ă���Ɨ�₩�����
�@�u�����������Ȃ��v�u�_�[�X�x�C�_�[�������v�@�u�C�ɂ������v
�Ȃ��Ȃ̂��@�@
�@�������q�k�R�N���X�̃}�X�N�t���č�Ƃ��Ă���Ɨ�₩�����
�@�u�����������Ȃ��v�u�_�[�X�x�C�_�[�������v�@�u�C�ɂ������v
�Ȃ��Ȃ̂��@�@
636 �F�����������������ς��B�F2014/12/24(��) 09:49:52.89 ID:nVR6CsLs
���ʂɍl����Ή�Ђŏ������Čo��ɂ���ΐŋ������Ȃ�̂ɂ�
�܂����o��\�����Ĕ���Ȃ��ŒE�ł��Ă�Ƃ��E�E�E
�Ƃ肠�����悭�������Ǝ�Ȃ͕̂���������
�܂����o��\�����Ĕ���Ȃ��ŒE�ł��Ă�Ƃ��E�E�E
�Ƃ肠�����悭�������Ǝ�Ȃ͕̂���������
637 �F�����������������ς��B�F2014/12/24(��) 17:57:32.81 ID:CBDfZy6k
����x�̐V�K�L�����҂͌����X���ɂ�����̂́A���̂Ȃ��ł��������i�����ƁA�@�B�����Ƃ��n�߂Ƃ��āA�A�[�N�n�ڍ�ƂɌW���Ǝ҂̐�߂銄������4����1�ƂȂ��Ă���ł��B
�A�[�N�n�ڂ̃q���[�����̕�����̂����A ���ׂȕ�����͔x�̉��[���̔x�E�ɂ܂œ��荞�݂ɒ������܂��B
�����̕�������z��������ƁA �x���ł�A �x���ł��Ȃ��Čċz������ɂȂ�܂��B
����x�ɂȂ�ƁA �x���j�A ���j���������A �������C�ǎx�����̕a�C �ɂ�����₷���Ȃ�A����x�͎���܂���B
�����z������ �����ԋz����������ƁA���̌㕲�����Ƃ𗣂�Ă��܂��Ă��A���N���邢��10���N���o�Ă���x�����ǂ����� �����₽�o���肵�܂��B
����ɐi�ނƑ��ꂪ�Ђǂ��Ȃ�A �����������ł������ꂵ���A���������Ďd�����ł��Ȃ��Ȃ�܂��B
����x�̏����ɂ͂قƂ�ǎ��o�Ǐ���܂��A�i��ł���Ƒ��ꂪ �������ł������ꂵ���A ���������Ďd�����ł��Ȃ��Ȃ�܂�
�i�����郌�x�����ȁB�����悗
�A�[�N�n�ڂ̃q���[�����̕�����̂����A ���ׂȕ�����͔x�̉��[���̔x�E�ɂ܂œ��荞�݂ɒ������܂��B
�����̕�������z��������ƁA �x���ł�A �x���ł��Ȃ��Čċz������ɂȂ�܂��B
����x�ɂȂ�ƁA �x���j�A ���j���������A �������C�ǎx�����̕a�C �ɂ�����₷���Ȃ�A����x�͎���܂���B
�����z������ �����ԋz����������ƁA���̌㕲�����Ƃ𗣂�Ă��܂��Ă��A���N���邢��10���N���o�Ă���x�����ǂ����� �����₽�o���肵�܂��B
����ɐi�ނƑ��ꂪ�Ђǂ��Ȃ�A �����������ł������ꂵ���A���������Ďd�����ł��Ȃ��Ȃ�܂��B
����x�̏����ɂ͂قƂ�ǎ��o�Ǐ���܂��A�i��ł���Ƒ��ꂪ �������ł������ꂵ���A ���������Ďd�����ł��Ȃ��Ȃ�܂�
�i�����郌�x�����ȁB�����悗
638 �F�����������������ς��B�F2014/12/24(��) 22:27:41.63 ID:s2100mUB
�q���[���͓ŃK�X�}�X�N�t����
639 �F�����������������ς��B�F2014/12/25(��) 06:34:52.75 ID:LjnsxI/h
�q���[���F�q���[���𑽗ʂɋz�������Ƃ��͋����M
�ƌĂ��Ǐ����邱�Ƃ�����A�܂�������
�z�������ꍇ�C����x�ɂȂ邱�Ƃ�����B
���q���[���͗n�ڍޗ��C��ނȂǂ��\�����镨����
�������C���C��C���ɕ��o����C���C�S�̂��}����
��p�ʼn����邱�Ƃɂ���Č`�������ő̗̂��q��
����B
(((((( ;߄D�)))))��������
�ƌĂ��Ǐ����邱�Ƃ�����A�܂�������
�z�������ꍇ�C����x�ɂȂ邱�Ƃ�����B
���q���[���͗n�ڍޗ��C��ނȂǂ��\�����镨����
�������C���C��C���ɕ��o����C���C�S�̂��}����
��p�ʼn����邱�Ƃɂ���Č`�������ő̗̂��q��
����B
(((((( ;߄D�)))))��������
640 �F�����������������ς��B�F2014/12/25(��) 07:40:26.68 ID:UXFAYApJ
��ׂ��ȁc�}�X�N�����Ă��ꂻ���ɂȂ����A��������@�̂ɂ��Ă���������
641 �F�����������������ς��B�F2014/12/25(��) 08:44:07.81 ID:LjnsxI/h
����x�̏����ɂ͂قƂ�ǏǏ���܂��A�a�C���i��ł���ƌċz��Ǐo�Ă��܂��B
����x�Ɍ�����ł������Ǐ�͊P�AႁA�b�A����ł��B
�S�s�S����������Ɖ����ɕ�������邱�Ƃ�����܂��B
�x���Ȃǂ̌ċz�튴���ǂɂ�����₷���A�a���̎�Ȍ����ɂȂ��Ă��܂��B
���j�A�x����A�C���Ȃǂ̍����ǂ��݂��邱�Ƃ�����܂��B
�i�����ǂ͎������Q�Ƃ��ĉ������B�j
����x�͗��E����������a�i�s����ꍇ������܂��B
��_�f���ǂ��i�ނƁA�_�f�z���Ö@���K�v�ɂȂ銳�҂����܂��B
https://www.youtube.com/watch?v=wP8D3yzTI2Q
�Ȃǂ����̍H��ō�ƈ��S�����_�̂�����ɂȂ��Ė��ɂȂ���������������ȥ��
����x�Ɍ�����ł������Ǐ�͊P�AႁA�b�A����ł��B
�S�s�S����������Ɖ����ɕ�������邱�Ƃ�����܂��B
�x���Ȃǂ̌ċz�튴���ǂɂ�����₷���A�a���̎�Ȍ����ɂȂ��Ă��܂��B
���j�A�x����A�C���Ȃǂ̍����ǂ��݂��邱�Ƃ�����܂��B
�i�����ǂ͎������Q�Ƃ��ĉ������B�j
����x�͗��E����������a�i�s����ꍇ������܂��B
��_�f���ǂ��i�ނƁA�_�f�z���Ö@���K�v�ɂȂ銳�҂����܂��B
https://www.youtube.com/watch?v=wP8D3yzTI2Q
�Ȃǂ����̍H��ō�ƈ��S�����_�̂�����ɂȂ��Ė��ɂȂ���������������ȥ��
642 �F�����������������ς��B�F2014/12/25(��) 10:08:57.69 ID:UXFAYApJ
������ĎO�N�Ɉ��̂���x�����ʼn����Ђ�������Ȃ����
�������Ă邱�Ƃ��Ȃ��ƍl���Ă����납
�������Ă���̂�����x�����Ō������Ȃ���ق�ƃ��o�C��
�n�ڂ̎��O�������z�̎O�{�����āA�픚���₷�������Ƀ��b�Ƃ͕K�Ƃ����̂ɋC���g���Ă���
�ނ���A����x�̕������肾��
�ߏ��ɒ�N�ސE������s�܂Ƃ邯��
���o��q���[���Ƃ͑S�����W�Ȃ̂�
�x�C��ɂ������ĕ���������ǂ����������̂�
��x�����������Ɏ���Ȃ��݂�������
�q���[���̍��ڂɔx�C��ɂ��Ȃ�Ə�����Ă�݂̂ă]�b�Ƃ���
���ׂł��Ȃ��̂ɊP�͏o�邵
�a�@�Ō��Ă��������
�x�ɔ^���������オ�c���Ă邯�ǁA��҂͑��v�ł��傤�ƌ���
����x���������܂̂Ƃ���͉����Ђ��������ĂȂ�
�ł��ƂĂ��s����
�������Ă邱�Ƃ��Ȃ��ƍl���Ă����납
�������Ă���̂�����x�����Ō������Ȃ���ق�ƃ��o�C��
�n�ڂ̎��O�������z�̎O�{�����āA�픚���₷�������Ƀ��b�Ƃ͕K�Ƃ����̂ɋC���g���Ă���
�ނ���A����x�̕������肾��
�ߏ��ɒ�N�ސE������s�܂Ƃ邯��
���o��q���[���Ƃ͑S�����W�Ȃ̂�
�x�C��ɂ������ĕ���������ǂ����������̂�
��x�����������Ɏ���Ȃ��݂�������
�q���[���̍��ڂɔx�C��ɂ��Ȃ�Ə�����Ă�݂̂ă]�b�Ƃ���
���ׂł��Ȃ��̂ɊP�͏o�邵
�a�@�Ō��Ă��������
�x�ɔ^���������オ�c���Ă邯�ǁA��҂͑��v�ł��傤�ƌ���
����x���������܂̂Ƃ���͉����Ђ��������ĂȂ�
�ł��ƂĂ��s����
643 �F�����������������ς��B�F2014/12/25(��) 10:40:55.24 ID:ZWiFXtzw
���o�ƃK�X�͕ʕ��B
���������������K�X�}�X�N�B
��҂͐��ł����悭�킩���ĂȂ��̂ɐ��ȊO��������킯���Ȃ��B
�M�p����ȁB
�V�тł���Ă�̂͂ǂ��ł�������B
���������������K�X�}�X�N�B
��҂͐��ł����悭�킩���ĂȂ��̂ɐ��ȊO��������킯���Ȃ��B
�M�p����ȁB
�V�тł���Ă�̂͂ǂ��ł�������B
644 �F�����������������ς��B�F2014/12/25(��) 11:12:15.33 ID:7Yjs7XYo
���ɂ��L�Q�Ɩ����邯�ǁA�n�ڂ��Ɓ@
�O�o�̐o�x�@�ċz�펾���@�s�h�f�Ȃ�d�ɔ픚�@���O���ɂ�鎋�͒ቺ�@������@�Γ���
�^�`��������E�ƕa�ł����
�O�o�̐o�x�@�ċz�펾���@�s�h�f�Ȃ�d�ɔ픚�@���O���ɂ�鎋�͒ቺ�@������@�Γ���
�^�`��������E�ƕa�ł����
645 �F�����������������ς��B�F2014/12/25(��) 12:26:24.05 ID:UXFAYApJ
646 �F�����������������ς��B�F2014/12/25(��) 12:31:01.10 ID:cZRxTk2g
�v���������Ȃ�www
�����͎�n�ڂȂ̂ŁA�X����ǂ�ŁA�h��͂������肵�悤�Ɖ��߂Ďv��������B
�����͎�n�ڂȂ̂ŁA�X����ǂ�ŁA�h��͂������肵�悤�Ɖ��߂Ďv��������B
647 �F�����������������ς��B�F2014/12/25(��) 12:34:24.56 ID:UXFAYApJ
>>646
����A����x�̒Z���ԂȂ�
�S���}�X�N���ĂȂ��܂܂ŗn�ڂ���ނ��������Ƃ����Ȃ����肨�����Ȃ��Ƃɂ͂Ȃ�Ȃ��͂�
������̂悤�Ɉ��12���ԋ߂��A�n�ڂ����ςȂ��Ȃ̂͂ق�ƃ��o�C����
�ڂ��ŋ߂����������A�e�B�O�A�A�[�N�����g����
�K���A�A���~�̗n�ڂ͈���Ȃ��̂�
�����Ŕx������邱�Ƃ͂Ȃ��̂��낤���Ɓc
����A����x�̒Z���ԂȂ�
�S���}�X�N���ĂȂ��܂܂ŗn�ڂ���ނ��������Ƃ����Ȃ����肨�����Ȃ��Ƃɂ͂Ȃ�Ȃ��͂�
������̂悤�Ɉ��12���ԋ߂��A�n�ڂ����ςȂ��Ȃ̂͂ق�ƃ��o�C����
�ڂ��ŋ߂����������A�e�B�O�A�A�[�N�����g����
�K���A�A���~�̗n�ڂ͈���Ȃ��̂�
�����Ŕx������邱�Ƃ͂Ȃ��̂��낤���Ɓc
648 �F�����������������ς��B�F2014/12/25(��) 12:46:03.62 ID:cZRxTk2g
>>647
���X���肪�Ƃ��������܂��B
�ł��A���X�N�͋ɗ͌��炵�����̂ł����Ƃ��悤�Ǝv��������ł��B
��ő̂�������������A�ǂ�Ȍ�������o���܂���B
�v���̕��X�ɂ�����܂��ẮA�{���ɂ������������ł��B
�U�������蓹������Ă��鎞�ɏ��ɗn�ڂ�����Ă���\����������̂�
���\�y���݂������肵�܂��B
���X���肪�Ƃ��������܂��B
�ł��A���X�N�͋ɗ͌��炵�����̂ł����Ƃ��悤�Ǝv��������ł��B
��ő̂�������������A�ǂ�Ȍ�������o���܂���B
�v���̕��X�ɂ�����܂��ẮA�{���ɂ������������ł��B
�U�������蓹������Ă��鎞�ɏ��ɗn�ڂ�����Ă���\����������̂�
���\�y���݂������肵�܂��B
649 �F�����������������ς��B�F2014/12/25(��) 13:43:45.28 ID:LjnsxI/h
>>645
�n�ڃq���[���̓K�X����Ȃ��ĕ�����B
�n�ڃq���[���͚��Ƃ����ޏ��ɕ����Ă�悤�ȕ����x������Ȃ��B
���������猩���ĂȂ���B
�������Ȃ�قǔx�ɂ͂���ƂłĂ��Ȃ��Ȃ邩�炸���Ƌz���Ă�Ɗ댯�B
������n�ڍ�Ƃł͋敪�Q�`�R�̃}�X�N�������`���Â����Ă���B
http://www.mmm.co.jp/ohesd/support/sup05.html
�n�ڃq���[���̍��ڂ݂Ă����B
�敪��RS2 RS3 DS2 DS3�@RL2 RL3 DL2 DL3�ɂȂ��Ă邾��B
���̋敪�̖h����}�X�N�����q���[����h�����B
����x�Ȃ�3M�Ȃ̎g���̂Ăł������ǁA�d�����Ƃ���Ȃ̖��������Ă��炯�������o����邾�낤�B
������t�B���^�[��������_�[�X�x�C�_�[�݂����Ȃ̔������ق����o�ϓI�Ȃ�B
����Ȃ����ċz�������Ƃ炭����B
http://www.sts-japan.com/products/bojin/detail/dr31c2.html
�Ⴆ���̃}�X�N�͋敪RL2�ɂȂ��Ă��邩��q���[���ɑΉ����Ă���B
���̃t�B���^�[1��500�~�Ő��ƕ\�L����Ă���B
�����ɂ͊����Ȃ����낤����R�`�S�����Ό��݂ɂ����邾�낤�B
�n�ڃq���[���̓K�X����Ȃ��ĕ�����B
�n�ڃq���[���͚��Ƃ����ޏ��ɕ����Ă�悤�ȕ����x������Ȃ��B
���������猩���ĂȂ���B
�������Ȃ�قǔx�ɂ͂���ƂłĂ��Ȃ��Ȃ邩�炸���Ƌz���Ă�Ɗ댯�B
������n�ڍ�Ƃł͋敪�Q�`�R�̃}�X�N�������`���Â����Ă���B
http://www.mmm.co.jp/ohesd/support/sup05.html
�n�ڃq���[���̍��ڂ݂Ă����B
�敪��RS2 RS3 DS2 DS3�@RL2 RL3 DL2 DL3�ɂȂ��Ă邾��B
���̋敪�̖h����}�X�N�����q���[����h�����B
����x�Ȃ�3M�Ȃ̎g���̂Ăł������ǁA�d�����Ƃ���Ȃ̖��������Ă��炯�������o����邾�낤�B
������t�B���^�[��������_�[�X�x�C�_�[�݂����Ȃ̔������ق����o�ϓI�Ȃ�B
����Ȃ����ċz�������Ƃ炭����B
http://www.sts-japan.com/products/bojin/detail/dr31c2.html
�Ⴆ���̃}�X�N�͋敪RL2�ɂȂ��Ă��邩��q���[���ɑΉ����Ă���B
���̃t�B���^�[1��500�~�Ő��ƕ\�L����Ă���B
�����ɂ͊����Ȃ����낤����R�`�S�����Ό��݂ɂ����邾�낤�B
650 �F�����������������ς��B�F2014/12/25(��) 13:47:34.48 ID:LjnsxI/h
�������͓`������Ă邩�畁�ʂɓ����Ƃ��b����B
http://www.sts-japan.com/products/bojin/detail/dr70sdc2.html
����Ȋ����Ńt�B���^2���Ƃ���Ɍċz�͊y�ɂȂ�
http://www.sts-japan.com/products/bojin/detail/dr80sl2w.html
http://www.sts-japan.com/products/bojin/detail/dr70sdc2.html
����Ȋ����Ńt�B���^2���Ƃ���Ɍċz�͊y�ɂȂ�
http://www.sts-japan.com/products/bojin/detail/dr80sl2w.html
651 �F�����������������ς��B�F2014/12/25(��) 14:10:14.91 ID:UXjsl6SW
�m�荇���̂����������n�ڔ������������l��������
�ӔN��70�O�ɂ��ē˔����Ԏ����x���i����j�ł��S���Ȃ�ɂȂ����B
���A�^�o�R�������Ƃ��Ȃ�����������Ӗ��[�������l���ł͂����������B
�ӔN��70�O�ɂ��ē˔����Ԏ����x���i����j�ł��S���Ȃ�ɂȂ����B
���A�^�o�R�������Ƃ��Ȃ�����������Ӗ��[�������l���ł͂����������B
652 �F�����������������ς��B�F2014/12/25(��) 15:05:55.53 ID:BCMz/uMG
���ʂɒ��������l�������
�����Ɋy���ނ����l���������A�y���݂�����A�[������Ǝv���B
�����Ɋy���ނ����l���������A�y���݂�����A�[������Ǝv���B
653 �F�����������������ς��B�F2014/12/25(��) 16:31:34.20 ID:MDaZzh7k
3M ��ւ��� �h����}�X�N 6000/2091-RL3��������ł����ǂ���ŏ\���ł����H
654 �F�����������������ς��B�F2014/12/25(��) 16:53:47.90 ID:ZWiFXtzw
���b�L����̗n�ڂ��|���B
655 �F�����������������ς��B�F2014/12/25(��) 17:33:10.74 ID:o5nEsfp8
DIY�͈̔͂ŐE�ƕa�̌��N��Q�܂ōl���Ȃ��Ă��ǂ�����B
656 �F�����������������ς��B�F2014/12/25(��) 18:25:03.07 ID:LjnsxI/h
�����������m�ȏ�i�������Ђ͖��낤�ˁB
657 �F�����������������ς��B�F2014/12/25(��) 18:50:07.05 ID:75PfJ0HF
tig�̓d�ɂ��g���^���͕��˔\���ȁB�����猾���Ă������B
658 �F�����������������ς��B�F2014/12/25(��) 23:11:02.62 ID:3hVcc+xN
���͍ŋߗn�ڂ��痣��Ă�{�E�����ǁA�n�ڂ��鎞�͋���(�R�[�P���j�̃T�J����1005R�g���Ă�B
���̎���͂��ꂵ���������Ɩ����B
�ׯ�������Ă�Ɣ��������Ȃ����ǁA�د�ނȂ�Ȃ�Ƃ�������Ǝv���B
����Ȃɑ��ꂵ���Ȃ�Ȃ����ˁB
���̎���͂��ꂵ���������Ɩ����B
�ׯ�������Ă�Ɣ��������Ȃ����ǁA�د�ނȂ�Ȃ�Ƃ�������Ǝv���B
����Ȃɑ��ꂵ���Ȃ�Ȃ����ˁB
659 �F�����������������ς��B�F2014/12/26(��) 06:14:05.24 ID:iBU+E6p+
���ւ����ł悭��������͓̂��{���̏d�����������ȁB
�d���̂ق�����ߍނ��悳���������ʂɂ����肻���B
�d���̂ق�����ߍނ��悳���������ʂɂ����肻���B
660 �F�����������������ς��B�F2014/12/26(��) 10:31:39.70 ID:Z6QM7mUU
661 �F�����������������ς��B�F2014/12/26(��) 11:01:28.97 ID:rRU1T2Aj
�g���̂Ăł��R�[�P���̃n�C���b�N350�͂��Ȃ肢���B�����̃A���r�݂����ȃr���r�������ʓI�B
662 �F�����������������ς��B�F2014/12/26(��) 11:08:45.94 ID:DjG0lzDK
>>660
���������I�g���^���A�Z���^�������g���Ă���ǂ���Ȃ��̂܂ŁH�H
�C���������@����z������ł邾�낤��
�����c
���������ėn�ڂ͒Z���H
���������I�g���^���A�Z���^�������g���Ă���ǂ���Ȃ��̂܂ŁH�H
�C���������@����z������ł邾�낤��
�����c
���������ėn�ڂ͒Z���H
663 �F�����������������ς��B�F2014/12/26(��) 12:32:18.43 ID:Z6QM7mUU
>>662
���Ȃ��̃X���ŃA���~�x�m�����܂Ń}�X�N�Ȃ��ŃA���~���T���_�[�ō��܂����Ă���
�^���O�X�e���ɂ��Ă�8�N���O�ɓu�Ή����猾���ċC��t���Ă�������
�ŋߕ������ƍŌ�b���݂����ɂȂ��ȁE�E�E�E�B
���Ȃ��̃X���ŃA���~�x�m�����܂Ń}�X�N�Ȃ��ŃA���~���T���_�[�ō��܂����Ă���
�^���O�X�e���ɂ��Ă�8�N���O�ɓu�Ή����猾���ċC��t���Ă�������
�ŋߕ������ƍŌ�b���݂����ɂȂ��ȁE�E�E�E�B
664 �F�����������������ς��B�F2014/12/26(��) 12:41:43.01 ID:iBU+E6p+
�ގ��W�Ȃ��ɋ������C�����鉌���z�����鎞�_�œ����ǂ������Ă�
���ʂ��낤�������Ɣx�̉��Ɏc��
���ʂ��낤�������Ɣx�̉��Ɏc��
665 �F�����������������ς��B�F2014/12/26(��) 12:48:09.08 ID:L+9gSGYt
�g���E�������ː����f����B
�ڂ����}�X�N�Ȃ��ō��܂��肾��B
�ڂ����}�X�N�Ȃ��ō��܂��肾��B
666 �F�����������������ς��B�F2014/12/26(��) 13:03:46.91 ID:DjG0lzDK
>>663
���ɋ߂Ă�l�͂����������ƒm���Ă�낤�ȁA������E�l�Ȃ��ǁA�w��ǂ̕������n�ڂłȂ��ăl�W�~�߂Ƃ�������
�����̋K�͂Ƃ��Ă͏����������
�w��lj���l�ł����S�����ĂȂ�
�K���A���~�łȂ��ēS�ƃX�e�����X����
����ƂȂ�ŁA���S�Ǘ����
�R�X�g�J�b�g�D��ŁA�������N�����ォ��Ώۂ���悤�ȕ�����
�܂��ɂ���x��K���Ƃ��ޖ����Ă���ォ�炶�킶�킭��悤�ȐE�ƕa�͗������Ă��炦�ĂȂ�������
���̕������ƚb���݂����ɂȂ�̂���
���������Ȃ��NJ�
���ɋ߂Ă�l�͂����������ƒm���Ă�낤�ȁA������E�l�Ȃ��ǁA�w��ǂ̕������n�ڂłȂ��ăl�W�~�߂Ƃ�������
�����̋K�͂Ƃ��Ă͏����������
�w��lj���l�ł����S�����ĂȂ�
�K���A���~�łȂ��ēS�ƃX�e�����X����
����ƂȂ�ŁA���S�Ǘ����
�R�X�g�J�b�g�D��ŁA�������N�����ォ��Ώۂ���悤�ȕ�����
�܂��ɂ���x��K���Ƃ��ޖ����Ă���ォ�炶�킶�킭��悤�ȐE�ƕa�͗������Ă��炦�ĂȂ�������
���̕������ƚb���݂����ɂȂ�̂���
���������Ȃ��NJ�
667 �F�����������������ς��B�F2014/12/26(��) 13:58:47.25 ID:iBU+E6p+
���l�Ɍ��Ȃ���
668 �F�����������������ς��B�F2014/12/26(��) 16:50:49.43 ID:2b8yPk68
�u�I�}�G�̑���͂�����ł�������Łv�u�@�g���̂Ă�v
�ł��������ł���
�ł��������ł���
669 �F�����������������ς��B�F2014/12/26(��) 17:38:42.45 ID:ydqlH2qY
>>661
�������A���r�݂����ȃr���r���c(��
���A����A�Ȃ�ł��Ȃ��B
�������Ƃ����ƃP�`��ȑO�Ɂu�m��Ȃ��v�Ƃ����̂�����ȁB
�ł��u���ꂱ�ꂱ�������킯�Ń}�X�N�x�����Ă���v�ƌ����Ă������Ă��炦�Ȃ��͖̂��O�̊O�B
�������A���r�݂����ȃr���r���c(��
���A����A�Ȃ�ł��Ȃ��B
�������Ƃ����ƃP�`��ȑO�Ɂu�m��Ȃ��v�Ƃ����̂�����ȁB
�ł��u���ꂱ�ꂱ�������킯�Ń}�X�N�x�����Ă���v�ƌ����Ă������Ă��炦�Ȃ��͖̂��O�̊O�B
670 �F�����������������ς��B�F2014/12/27(�y) 07:30:07.53 ID:fyiDuoHd
�d���A�����A3M�̃}�X�N��������
�s�i�C�����獑�Y�ɂ��邩���
�s�i�C�����獑�Y�ɂ��邩���
671 �F�����������������ς��B�F2014/12/27(�y) 15:40:08.16 ID:+pk++/26
672 �F�����������������ς��B�F2014/12/27(�y) 19:19:05.55 ID:fyiDuoHd
��������ȁB
�����Ȃ̃}�X�N�Ȃ���
���ꂶ�ᗱ�q�̌a������������ʂ��݂������ȁE�E�E
�����Ȃ̃}�X�N�Ȃ���
���ꂶ�ᗱ�q�̌a������������ʂ��݂������ȁE�E�E
673 �F�����������������ς��B�F2014/12/27(�y) 22:28:30.33 ID:u+bt4vSx
�}�X�N�������āA�����ƍ����ʂ���������Ȃ��ƃ_���ł����B
674 �F�����������������ς��B�F2014/12/28(��) 03:15:13.52 ID:HWDSM17j
�}�X�N���Ȃ����̓}�V���Ă��Ƃ�
�A�[�N�n�ڂł͂����炩��3M�g���̂ă}�X�N�������F�ɂȂ邯��
�e�B�O�n�ڂ̎��͉����F�����Ȃ��������Ȃ�����
���f���Ă��܂�����
�A�[�N�n�ڂł͂����炩��3M�g���̂ă}�X�N�������F�ɂȂ邯��
�e�B�O�n�ڂ̎��͉����F�����Ȃ��������Ȃ�����
���f���Ă��܂�����
675 �F�����������������ς��B�F2014/12/28(��) 07:53:50.08 ID:AZ7uH7vJ
�ԕ��F���a��20�`40��m
�q���[���F���a��0.1�`0.5��m
�q���[���F�u�ԕ��p�̃}�X�N�Ȃ�ă��b�V���݂����Ȃ��̂�n�n�n�v
�q���[���F���a��0.1�`0.5��m
�q���[���F�u�ԕ��p�̃}�X�N�Ȃ�ă��b�V���݂����Ȃ��̂�n�n�n�v
676 �F�����������������ς��B�F2014/12/28(��) 10:05:06.29 ID:gFkoBTqy
>>675
�ԕ��p�̃}�X�N�͉ԕ������ڂ��r���ĐÓd�C�ŕ߂܂���d�g�݂�B
�ԕ��p�̃}�X�N�͉ԕ������ڂ��r���ĐÓd�C�ŕ߂܂���d�g�݂�B
677 �F�����������������ς��B�F2014/12/29(��) 07:35:05.56 ID:PsvfGytP
https://www.youtube.com/watch?v=wP8D3yzTI2Q
�o�x�͂Q�O�N�`�R�O�N��ɔ��ǂ��Ď���Ȃ��炵��
���낻�납�c�I�I
�@�@( ߄t� )�@����
�@�@.r�@�@ �S
�Q_|_|�@/�P�P�P/�Q
�@�@�_/�@�@�@�@/
�o�x�͂Q�O�N�`�R�O�N��ɔ��ǂ��Ď���Ȃ��炵��
���낻�납�c�I�I
�@�@( ߄t� )�@����
�@�@.r�@�@ �S
�Q_|_|�@/�P�P�P/�Q
�@�@�_/�@�@�@�@/
678 �F�����������������ς��B�F2014/12/30(��) 02:19:09.93 ID:iNl/Y7QC
�n�ڂ͒�N��̎�ɂ���̂�������
679 �F�����������������ς��B�F2014/12/30(��) 08:18:16.89 ID:HKgrPRl3
�������ɉe���͂Ȃ�
680 �F�����������������ς��B�F2014/12/30(��) 17:24:55.80 ID:wE+w0h5d
�ŋߓ������w���j�A�ŐE����������E�E�E
681 �F�����������������ς��B�F2014/12/30(��) 18:24:33.01 ID:0Pw7TvgZ
�]�E�ǂ�����낤��
�͎d�����ƍ���������ς���
�͎d�����ƍ���������ς���
682 �F�����������������ς��B�F2014/12/30(��) 21:19:16.88 ID:Nh1Lt9B8
�n�ڂ����e�ɂ���ăs���L������
������Ƃ��f�X�N���[�N�ɓ��������炢
������Ƃ��f�X�N���[�N�ɓ��������炢
683 �F�����������������ς��B�F2014/12/31(��) 11:51:21.44 ID:dFpGLWzP
�ڂ��V�����������ȁc
684 �F�����������������ς��B�F2014/12/31(��) 11:56:08.85 ID:vLaZhaK1
�V���͂Ƃ������A������X�N�͐��{����B
685 �F�����������������ς��B�F2014/12/31(��) 13:50:02.64 ID:Cy+Wd9Jm
PC�̃��j�^����Ƃ��u���[���C�g�J�b�g�O���X�t���Ă邯�ǂ����ԈႤ��i�ڔ��Ȃ�
�n�ڂ̃u���[���C�g������ŏ����ł��J�b�g�ł����܂�����
�n�ڂ̃u���[���C�g������ŏ����ł��J�b�g�ł����܂�����
686 �F�����������������ς��B�F2014/12/31(��) 18:38:44.23 ID:ZWbb8n6G
����͐̂���ڂ��悭�āA�Â��ꏊ��PC��X�}�������邯�ǂ�����2.0
��`����
��`����
687 �F�����������������ς��B�F2014/12/31(��) 19:44:21.96 ID:Tn6W+vFA
�Â��ꏊ��PC��X�}�z�A�e���r�Q�[�����͎��͒ቺ�Ɖ��̊W���Ȃ���B
�ǂ������������͈͂�`�݂������ˁB
�ǂ������������͈͂�`�݂������ˁB
688 �F�����������������ς��B�F2014/12/31(��) 20:03:12.37 ID:C0f9QV4Z
����B�p�����ǂ��ɈႢ�Ȃ��B
689 �F�����������������ς��B�F2015/01/03(�y) 11:16:55.61 ID:JWKiyR86
���܂��牽���܂ŋx�݂Ȃ�ł����B
690 �F�����������������ς��B�F2015/01/03(�y) 11:54:53.72 ID:EgBUtkJN
4�܂ł����ǗL�x�g����5�܂�
�N�n�̔N�ꎮ�őS���W����
������Ȃ��������̂�
�N�n�̔N�ꎮ�őS���W����
������Ȃ��������̂�
691 �F�����������������ς��B�F2015/01/03(�y) 15:52:50.65 ID:Z9XBdnW3
4���܂ł���B
692 �F�����������������ς��B�F2015/01/03(�y) 16:15:25.06 ID:a1Uxx1nI
�ڂ��A���[����炩
693 �F�����������������ς��B�F2015/01/03(�y) 16:30:23.75 ID:+E2bD92A
694 �F�����������������ς��B�F2015/01/04(��) 08:50:22.09 ID:mGegHCto
�ނ������₷��ł���
695 �F�����������������ς��B�F2015/01/04(��) 17:42:15.21 ID:yy8I55U4
696 �F�����������������ς��B�F2015/01/04(��) 17:46:07.71 ID:mGegHCto
{kind=link}
697 �F�����������������ς��B�F2015/01/05(��) 08:44:30.25 ID:Ic60ai9G
������[�@�A�[�N��Ȃ���[�@100V����炢��[
���A�G�A�R�������ςȂ���������
���A�G�A�R�������ςȂ���������
698 �F�����������������ς��B�F2015/01/05(��) 10:34:46.44 ID:rW2dxWvN
����ꂽ�A�[�N�Ə����ė~�����Ȃ�A���������Ă�H��
699 �F�����������������ς��B�F2015/01/05(��) 11:56:14.01 ID:HCyInR3E
���������������ł���������E�ɉ^�_�������ł������H�E���獶�H
�l�ɂ���Ă������悤�ȁB
�l�ɂ���Ă������悤�ȁB
700 �F�����������������ς��B�F2015/01/05(��) 15:33:36.18 ID:I9zVgPHz
���ʗ�����̕��Ɉ�������
701 �F�����������������ς��B�F2015/01/05(��) 15:56:25.73 ID:HCyInR3E
https://www.youtube.com/watch?v=dMQuSWG85iU
�t�ɂЂ��Ă�悤�����@�ǂ������������̂��������Ă���
�t�ɂЂ��Ă�悤�����@�ǂ������������̂��������Ă���
702 �F�����������������ς��B�F2015/01/05(��) 17:45:19.81 ID:1tBEXbZd
�Ƃ������ł����ق����ǂ������
����ꏊ�Ő����������
����ꏊ�Ő����������
703 �F�����������������ς��B�F2015/01/05(��) 17:50:21.28 ID:HCyInR3E
����͂킩��������@�ǂ��������x������n�ڂ��ł���̂��������Ă���
704 �F�����������������ς��B�F2015/01/05(��) 18:23:43.81 ID:qmWHWeZZ
���̓m�Y�������ɂ��Ƃ�����悤�ɂЂ�
�������������Ȃ�
�_������Œn�ʂɂ��Ă�����Ȃ���
�������������Ȃ�
�_������Œn�ʂɂ��Ă�����Ȃ���
705 �F�����������������ς��B�F2015/01/05(��) 18:24:15.16 ID:qmWHWeZZ
���̂ق����n�����݂����₷��
706 �F�����������������ς��B�F2015/01/05(��) 18:37:42.39 ID:HCyInR3E
����͍��Ɍ������Đi��ł����Ƃ������Ƃł������H
707 �F�����������������ς��B�F2015/01/05(��) 19:09:07.64 ID:kPV+/MUp
�i�ޕ����́A�����r�ɂ�����B
708 �F�����������������ς��B�F2015/01/05(��) 20:00:05.90 ID:qmWHWeZZ
���䂱��
709 �F�����������������ς��B�F2015/01/05(��) 21:25:40.54 ID:Zckoi6J9
ɽ�ق�n�ڂ��i�ޕ����Ɍ����ėn�ڂ���̂�O�i�@�A���̋t����ޖ@���Č����B
�O�i�@�͂̂nj��Ⴍ�Ȃ�₷���n�����݂��B
��ޖ@�͂̂nj������Ȃ�₷���n�����݂��[���B
���₷���E���Â炢�Ƃ��A�ǂ��������₷���Ƃ��͐l���ꂼ��B
�ǂꂭ�炢�̗n�����݂��K�v���A���������ް�ތ`����ǂ����邩���p�r�Ŏg���������o����Ɨǂ��ˁB
���͓ˍ����̑��w����̎d�グ�̒��O�܂ł͌�ޖ@�ŁA�d�グ�͑O�i�@��������݂������B
�d����UT�����Ƃ����邩�炱��Ȋ����B
�O�i�@�͂̂nj��Ⴍ�Ȃ�₷���n�����݂��B
��ޖ@�͂̂nj������Ȃ�₷���n�����݂��[���B
���₷���E���Â炢�Ƃ��A�ǂ��������₷���Ƃ��͐l���ꂼ��B
�ǂꂭ�炢�̗n�����݂��K�v���A���������ް�ތ`����ǂ����邩���p�r�Ŏg���������o����Ɨǂ��ˁB
���͓ˍ����̑��w����̎d�グ�̒��O�܂ł͌�ޖ@�ŁA�d�グ�͑O�i�@��������݂������B
�d����UT�����Ƃ����邩�炱��Ȋ����B
710 �F�����������������ς��B�F2015/01/05(��) 22:16:49.51 ID:RZU90sIx
�Y�_�������œS���i�����j��400A�[500A�ŗn�����Ă�ƁA�V���p�V���p�V���p�[����邶���[���Ă����������ȉ��Ɨn�Z�n�������Ă���
���͔��Ă���낤��
���͔��Ă���낤��
711 �F�����������������ς��B�F2015/01/05(��) 23:10:51.74 ID:HCyInR3E
���肪��
712 �F�����������������ς��B�F2015/01/06(��) 00:14:22.33 ID:h9D/bR2c
713 �F�����������������ς��B�F2015/01/06(��) 08:02:05.59 ID:IK2ghFFx
�m���Ƀx�X�g�ȓd�͂ŗn�ڂ����Ƃ��W���[�V�[�ȉ�������
714 �F�����������������ς��B�F2015/01/06(��) 19:42:30.62 ID:omfzNNTX
�ׯ��ܲԐ������Ƃ��ͼ�ܰ�Ƃ�������Ċ����B
�د�ނ����ެ����ȉ��́B
200A�ȉ��Ȃ����ς�ް���Ė邯�ǁB
�د�ނ����ެ����ȉ��́B
200A�ȉ��Ȃ����ς�ް���Ė邯�ǁB
715 �F�����������������ς��B�F2015/01/07(��) 08:06:34.15 ID:1a0fJcUS
���͎�_�Ƃ������������͗��܂Ńh���h���ɂ���̂��������B�Ƃ��������ꂪ�o���鎖�����_�B�d�����������ĕ�ޓ��m��n������̂����z�B
716 �F�����������������ς��B�F2015/01/07(��) 10:04:46.10 ID:Fm8OiOFL
��_�g�������ƂȂ�����
�������Ɣ�ׂď����Ă�_�Ăǂ��H
���C���[�����g�y��
�����ł��o������ē_�ȊO��
�������Ɣ�ׂď����Ă�_�Ăǂ��H
���C���[�����g�y��
�����ł��o������ē_�ȊO��
717 �F�L�b�`��DIY ��wHgOE6OEs.�F2015/01/07(��) 10:24:56.92 ID:qDcfAVaY
���x���ア
718 �F�����������������ς��B�F2015/01/07(��) 13:23:53.95 ID:fObJQr4y
�n�ږ_�̎�ނ���R�L��C�����܂��A
������d���⒒���Ƃ��B
�n�ږ_�̌������ȒP�ł��ˁA
�S�ƃX�e�����X�Ƃ��B
������d���⒒���Ƃ��B
�n�ږ_�̌������ȒP�ł��ˁA
�S�ƃX�e�����X�Ƃ��B
719 �F�L�b�`��DIY ��wHgOE6OEs.�F2015/01/07(��) 16:29:27.87 ID:qDcfAVaY
�����Ȃ蔼�����Ƃ��Ȃ߂Ă�̂�
�j�Ȃ��_�����J����
�j�Ȃ��_�����J����
720 �F�����������������ς��B�F2015/01/07(��) 16:48:10.04 ID:5BnubY1m
���������q�吶�ł���
721 �F�����������������ς��B�F2015/01/07(��) 22:57:15.36 ID:mmOYwYMl
�܂��A�p�b�N���ł����B
722 �F�����������������ς��B�F2015/01/07(��) 23:11:00.88 ID:4cJjKGuc
�^���N�Ƃ��R�ꂿ�Ⴂ���Ȃ����͎̂�_���ȁB
�������ł������������v�Ȃ��ǂǂ����Ă��s�����c��B
�������ł������������v�Ȃ��ǂǂ����Ă��s�����c��B
723 �F�L�b�`��DIY �ewHgOE6OEs.�F2015/01/07(��) 23:25:02.17 ID:qDcfAVaY
���C�����Ƃ��܂������̃`���R�̂悤�ɍׂ������
724 �F�����������������ς��B�F2015/01/07(��) 23:25:09.50 ID:viEdFbvY
>>719
��������ȁB
���Ȃ��Z���̍��A�o�C�g�Œ��߂��i�E�\�A���߂ĂȂ��j����
�C�N���A�[�N��IS-H120���āA100V�Ŋ����Ȓ�d���p�n�ږ_��
�g������B
���O���Ŗڂ��Ă��A�y�����Ȋi�D�ʼnΏ������Ď��ɂ͈������b�L��
�n�ڂ��Ĉ������łœ��ɂ��Ȃ����킢�i�j
�������Ȃ]�E���1.6mm���C���[�ł̃f�r���[�����B
���Ȃ݂Ƀm���K�X�^�C�v�͎g�������Ƃ���܂���B
��������ȁB
���Ȃ��Z���̍��A�o�C�g�Œ��߂��i�E�\�A���߂ĂȂ��j����
�C�N���A�[�N��IS-H120���āA100V�Ŋ����Ȓ�d���p�n�ږ_��
�g������B
���O���Ŗڂ��Ă��A�y�����Ȋi�D�ʼnΏ������Ď��ɂ͈������b�L��
�n�ڂ��Ĉ������łœ��ɂ��Ȃ����킢�i�j
�������Ȃ]�E���1.6mm���C���[�ł̃f�r���[�����B
���Ȃ݂Ƀm���K�X�^�C�v�͎g�������Ƃ���܂���B
725 �F�����������������ς��B�F2015/01/08(��) 00:08:34.29 ID:/Dd+/P74
726 �F�����������������ς��B�F2015/01/08(��) 00:10:03.57 ID:/Dd+/P74
>>724
�������������b�L����Ă�̂悭������
�������������鎞���o�`�o�`��Ԃ��L�����Ő��������Ƃ�����
���������ă}�X�N�����Ȃ��Ď�ʂ����ŗn�ڂ��Ă��Ƃ��H
�������������b�L����Ă�̂悭������
�������������鎞���o�`�o�`��Ԃ��L�����Ő��������Ƃ�����
���������ă}�X�N�����Ȃ��Ď�ʂ����ŗn�ڂ��Ă��Ƃ��H
727 �F�����������������ς��B�F2015/01/09(��) 17:57:46.84 ID:MbRQKVf8
>>725
���������Ƃ����H�Ƀs���z�[�����ł��邱�Ƃ��B
���������Ƃ����H�Ƀs���z�[�����ł��邱�Ƃ��B
728 �F�����������������ς��B�F2015/01/13(��) 18:21:32.92 ID:CEi9XfZ7
�������b�L�̃q���[���͒��łɂȂ邩��}�X�N���Ă���B
�Ăł����������Ɛk���o����B
�Ăł����������Ɛk���o����B
729 �F�L�b�`��DIY �ewHgOE6OEs.�F2015/01/16(��) 05:32:43.11 ID:jBDcxMtJ
�����I
730 �F�����������������ς��B�F2015/01/16(��) 10:05:54.00 ID:4IpZwblE
�����˂��B
�}�X�N���厖�����ǁA���C��Ə��^�t�@���ŋz���B
�Ԉ���Ă�����������ʖځB
�킩�邩�Ȃ��B
�}�X�N���厖�����ǁA���C��Ə��^�t�@���ŋz���B
�Ԉ���Ă�����������ʖځB
�킩�邩�Ȃ��B
731 �F�����������������ς��B�F2015/01/16(��) 10:09:33.07 ID:WsFKAUx+
���������Ăǂ䂱�ƁH�g�U���Ă悯���ɂЂǂ��Ȃ邩��H
����Ƃ�3M�̃}�X�N������������ĂȂ���ŁA�����炭�q���[������܂���Ȃ��
�߂��ɐ�@�Ό����ɂ��Ēu���Ă��邯�ǂ��ꂶ��_���H���Ȃ݂ɍH���
�T�[�L�����[�^�[�̂ق��������̂��ȁc
����Ƃ�3M�̃}�X�N������������ĂȂ���ŁA�����炭�q���[������܂���Ȃ��
�߂��ɐ�@�Ό����ɂ��Ēu���Ă��邯�ǂ��ꂶ��_���H���Ȃ݂ɍH���
�T�[�L�����[�^�[�̂ق��������̂��ȁc
732 �F�����������������ς��B�F2015/01/16(��) 10:10:10.36 ID:WsFKAUx+
�������ƃe�B�O��������Ă܂�
733 �F�����������������ς��B�F2015/01/16(��) 12:59:01.90 ID:rt1PbVq5
����ŋ����Ƃ���ɂ������ėn�ڂ�����ƁA�Ɠ��̂ɂق��������ˁB
����͉��H
�L�ŁH
����͉��H
�L�ŁH
734 �F�����������������ς��B�F2015/01/16(��) 14:51:57.90 ID:JXcei3fh
���߂�A���ꉴ����B
735 �F�����������������ς��B�F2015/01/16(��) 15:20:42.73 ID:dVPQfOBI
����l�͈����s�������炿�傤�ǂ����B
736 �F�����������������ς��B�F2015/01/16(��) 19:22:31.62 ID:NStRwKis
�n�ڂ̎��O���Ō��N�ȓ��Ă����ɁI
737 �F�����������������ς��B�F2015/01/16(��) 19:42:56.54 ID:CihXyWOJ
>>735
���ق��H
�������Ⴄ����B
>>731
�R���������̉����L����Ȃ��悤�ɂ���ɂ́A
�n�ڂ��Ă�茳�́APC�t�@���݂����ȃt�@���ŋz���B
���ɏ�������@�Ό����ɂ��ċz���B
���C��܂ŋ߂���Έ��ł悢���A��������Γ��A�O���
�����悤�ɔ��Ό����ɒu���ċz���B
�v�́A�z���������L����Ȃ��悤�ɊO�֏o�����Ƃ��l����B
�A���~���̃t���L�V�u���_�N�g�p�C�v�Ȃ��L������Ȃ����Ȃ��B
���ق��H
�������Ⴄ����B
>>731
�R���������̉����L����Ȃ��悤�ɂ���ɂ́A
�n�ڂ��Ă�茳�́APC�t�@���݂����ȃt�@���ŋz���B
���ɏ�������@�Ό����ɂ��ċz���B
���C��܂ŋ߂���Έ��ł悢���A��������Γ��A�O���
�����悤�ɔ��Ό����ɒu���ċz���B
�v�́A�z���������L����Ȃ��悤�ɊO�֏o�����Ƃ��l����B
�A���~���̃t���L�V�u���_�N�g�p�C�v�Ȃ��L������Ȃ����Ȃ��B
738 �F�����������������ς��B�F2015/01/16(��) 21:15:36.27 ID:q6F+15no
�S�����ۂ�邩���Γ���
739 �F�L�b�`��DIY �ewHgOE6OEs.�F2015/01/16(��) 23:49:34.91 ID:jBDcxMtJ
�ł����X�S���∟���ۂ��Ă�����̓Â��オ�������͌��ɖ߂�Ȃ����ǂˁ���+
740 �F�����������������ς��B�F2015/01/17(�y) 15:25:05.41 ID:qq73UnVb
�S�q���[���̎�肷���͘V��ɔ�����ɐ�������̂Œ��ӂ��K�v�Ƃ̂���
75�̌�������X�|�b�g�E�l�̂�������͔����Ⴞ�����܂���ׂɍ\���Ƃ������ă}�X�N�����Ă����₵�Ȃ�
75�̌�������X�|�b�g�E�l�̂�������͔����Ⴞ�����܂���ׂɍ\���Ƃ������ă}�X�N�����Ă����₵�Ȃ�
741 �F�����������������ς��B�F2015/01/17(�y) 22:15:22.23 ID:a270vyIv
2�N�O�ɔ��N�����}�X�N�Ȃ��ŗn�ډ��������ǔ��N���Ⴛ���e���Ȃ����
742 �F�����������������ς��B�F2015/01/18(��) 01:36:33.07 ID:nVMkTGYp
http://www.welding.nssmc.com/tech/qa/q032/13grp2.jpg
���N���̃q���[�����x�̉��[���ɒ������Ă��B0.1���Ɣ�����炵������0.5���炢�̑傫�����Ƃ����Ǝc����ĕ������B��������������錴���ƂȂ邩������Ȃ��B
������t�@���ŏW�o�����ă}�X�N�������ق��������B
�����T�v(�ŐV��)
�n�ڂɂ�萶����_���S����Ȃ�q���[�����E�B�X�^�[���b�g�ɋz�������t�ɗ^����e�������������B
�P��z�������ɂ����Ă�,�n�ڃq���[���\�I�p�ɍ쐻�����ؔ�����30���ԃq���[�����z�����������b�g�̔x�E�ɂ͓S�̒������F�߂�ꂽ�B�x�E���̃}�E�N���t�@�[�W���S��n�H���Ă����B
������20�C�̗Y�E�B�X�^�[���b�g��p���Ē����̋z���������s�����B
1��3����,�T3��,3�����Ԃ̋z�����s������,�o���I�Ƀ��b�g�̊ώ@,�U�����s��,�g�D�̕ω������������B�x���̓S�̂قƂ�ǂ̓}�N���t�@�[�W�ɕn�H����Ă�����,1�N��̃��b�g�̔x���ɂ����܂��Ă����B
�S�̈ꕔ�͋C�ǂ��r�����ꑱ���Ă�����,�c�u�����p�ߒ��ւ̒������F�߂�ꂽ�B1�N��̐t�g�D�ɂ����Ĉꕔ�̓S�͐t�̔A�Ǐ��ɒ������Ă���,�x����̓S���t�ɓ��B������ƍl����ꂽ�B
4������̐t�g�D�ɂ�����,�ꕔ�̐t�Ŋj�ٌ̈`���Đ������F�߂��,�ʂ̐t�ł͔X�E��̕ω�������ꂽ�B������̑g�D�ɂ����Ă��S�̒������F�߂��,�S�̑g�D���Q�ƍl����ꂽ�B
�t�זE�����҂ɗn�ڗ���L����҂���������,�j�g�����O�|�_�S(Fe-NTA)�Ƃ����L���[�g�S�o�����^����ƍ����ɐt�זE�������邱�Ƃ�����Ă��邪,
�n�ڃq���[���̋z�������l�̋@���ɂ��t�ɏ�Q��������,�����ɂ�����\��������ƍl����ꂽ�B
{kind=link}
���N���̃q���[�����x�̉��[���ɒ������Ă��B0.1���Ɣ�����炵������0.5���炢�̑傫�����Ƃ����Ǝc����ĕ������B��������������錴���ƂȂ邩������Ȃ��B
������t�@���ŏW�o�����ă}�X�N�������ق��������B
�����T�v(�ŐV��)
�n�ڂɂ�萶����_���S����Ȃ�q���[�����E�B�X�^�[���b�g�ɋz�������t�ɗ^����e�������������B
�P��z�������ɂ����Ă�,�n�ڃq���[���\�I�p�ɍ쐻�����ؔ�����30���ԃq���[�����z�����������b�g�̔x�E�ɂ͓S�̒������F�߂�ꂽ�B�x�E���̃}�E�N���t�@�[�W���S��n�H���Ă����B
������20�C�̗Y�E�B�X�^�[���b�g��p���Ē����̋z���������s�����B
1��3����,�T3��,3�����Ԃ̋z�����s������,�o���I�Ƀ��b�g�̊ώ@,�U�����s��,�g�D�̕ω������������B�x���̓S�̂قƂ�ǂ̓}�N���t�@�[�W�ɕn�H����Ă�����,1�N��̃��b�g�̔x���ɂ����܂��Ă����B
�S�̈ꕔ�͋C�ǂ��r�����ꑱ���Ă�����,�c�u�����p�ߒ��ւ̒������F�߂�ꂽ�B1�N��̐t�g�D�ɂ����Ĉꕔ�̓S�͐t�̔A�Ǐ��ɒ������Ă���,�x����̓S���t�ɓ��B������ƍl����ꂽ�B
4������̐t�g�D�ɂ�����,�ꕔ�̐t�Ŋj�ٌ̈`���Đ������F�߂��,�ʂ̐t�ł͔X�E��̕ω�������ꂽ�B������̑g�D�ɂ����Ă��S�̒������F�߂��,�S�̑g�D���Q�ƍl����ꂽ�B
�t�זE�����҂ɗn�ڗ���L����҂���������,�j�g�����O�|�_�S(Fe-NTA)�Ƃ����L���[�g�S�o�����^����ƍ����ɐt�זE�������邱�Ƃ�����Ă��邪,
�n�ڃq���[���̋z�������l�̋@���ɂ��t�ɏ�Q��������,�����ɂ�����\��������ƍl����ꂽ�B
743 �F�����������������ς��B�F2015/01/18(��) 02:26:18.24 ID:O0xYGmIh
��ׂ��Ȃ��c20�N����Ă邪
�ǁ[���悤
���N���o�̌�����
�H����̕��o�ƃq���[���̌����Ƃ��Ă邯��
�ُ�Ȃ��ɂȂ��Ă邯��
�{���Ɉُ�Ȃ��Ȃ̂����ɉ�����
�ǁ[���悤
���N���o�̌�����
�H����̕��o�ƃq���[���̌����Ƃ��Ă邯��
�ُ�Ȃ��ɂȂ��Ă邯��
�{���Ɉُ�Ȃ��Ȃ̂����ɉ�����
744 �F�L�b�`��DIY �ewHgOE6OEs.�F2015/01/18(��) 06:08:13.14 ID:nVMkTGYp
�q���[���Ȃz�����瓪�ɂ��Ȃ���ǁA����}�X�N�Ȃ��ŗn�ڂƂ��������ł���
���̎ʐ^�̓q���[�����m���q�����Ă��Ԃ�����{���͂����Ƃ���̂��̂悤�ɏ����������
����Ă��炢�Ȃ���
https://www.youtube.com/watch?v=qKrmRWTyWdw
���̎ʐ^�̓q���[�����m���q�����Ă��Ԃ�����{���͂����Ƃ���̂��̂悤�ɏ����������
����Ă��炢�Ȃ���
https://www.youtube.com/watch?v=qKrmRWTyWdw
745 �F�����������������ς��B�F2015/01/18(��) 08:06:14.48 ID:KspxvTU7
������͎��O���̕��������B
746 �F�����������������ς��B�F2015/01/19(��) 02:59:00.98 ID:udcIl8b+
>>742
�H�ƍ��Z���̗F�B�Ɍ����ĉ�Ђɑ��k���Ă݂���u�C�ɂȂ�Ȃ璅�p�����炢������Ȃ��v���Č����Č�̍Ղ肾������
�i���҂�����ʂɃ}�X�N�Ȃ��Ă�����������Ďv���Ă�����������
�H�ƍ��Z���̗F�B�Ɍ����ĉ�Ђɑ��k���Ă݂���u�C�ɂȂ�Ȃ璅�p�����炢������Ȃ��v���Č����Č�̍Ղ肾������
�i���҂�����ʂɃ}�X�N�Ȃ��Ă�����������Ďv���Ă�����������
747 �F�L�b�`��DIY �ewHgOE6OEs.�F2015/01/19(��) 03:49:01.04 ID:kvWmuJbe
���m�Ȃ�
���܂���Â��E�l�����Ȃ��ƒ������͐��藧���Ȃ��̂�
�R�ꂪ�В��Ȃ�o��ŗ��Ƃ��邩���܂ƈꏏ�Ƀ}�X�N�������x�����Ă��
���܂���Â��E�l�����Ȃ��ƒ������͐��藧���Ȃ��̂�
�R�ꂪ�В��Ȃ�o��ŗ��Ƃ��邩���܂ƈꏏ�Ƀ}�X�N�������x�����Ă��
748 �F�����������������ς��B�F2015/01/20(��) 18:51:50.34 ID:j6NPg2rv
�ڍוs���̃o���h���[�E�G�A�v���Y�}�ETIG�E���Ēu���������ǂ����ȁH
������������B�B
������������B�B
749 �F�����������������ς��B�F2015/01/21(��) 03:56:18.97 ID:FFdHCN9d
���������ΌR�肷������O�ŗp�ӂ��Ă�����������
�l�Ɏx������镨�ȂȂ������킻��������
�X���`���܂��
�l�Ɏx������镨�ȂȂ������킻��������
�X���`���܂��
750 �F�����������������ς��B�F2015/01/21(��) 12:57:48.37 ID:7Gi4p7xB
751 �F�����������������ς��B�F2015/01/21(��) 15:10:28.99 ID:aQ6tG/Uz
������ƑO����o��o��ƌ����Ă�z�́A������m��Ȃ�������ȁB
���ۂ͂���ȊȒP�Ȃ��̂���Ȃ���B
�[���悩��͒l���A�Ј�����͋����グ��ƌ����
���͂ǂ�����ςȂ�B
�R�ꂪ�В��Ȃ����Ă��݂����Ȏ��������Ă邯��
����ȍl���ł͎В��ɂ͂Ȃ�Ȃ���A�܂��ŁB
�G�O�C���E����B
���ۂ͂���ȊȒP�Ȃ��̂���Ȃ���B
�[���悩��͒l���A�Ј�����͋����グ��ƌ����
���͂ǂ�����ςȂ�B
�R�ꂪ�В��Ȃ����Ă��݂����Ȏ��������Ă邯��
����ȍl���ł͎В��ɂ͂Ȃ�Ȃ���A�܂��ŁB
�G�O�C���E����B
752 �F�����������������ς��B�F2015/01/21(��) 17:16:56.24 ID:DJebr6eq
�ø��В��ł�����ЂŎx�����Ă��B
�u�L�c�����玩�O�Ŕ����āv�Ƃ�����ĕs����������悤�ȂƂ���Ɖ��i������������̂͂ӂ�����ȂƎv���Ȃ�����Ȃ�Ƃ�����Ă�B
�u�L�c�����玩�O�Ŕ����āv�Ƃ�����ĕs����������悤�ȂƂ���Ɖ��i������������̂͂ӂ�����ȂƎv���Ȃ�����Ȃ�Ƃ�����Ă�B
753 �F�����������������ς��B�F2015/01/21(��) 17:23:23.71 ID:31CDMTdI
�R�肷�炩���Ă��炦�Ȃ��Ƃ��ނ��������ȁc
�������͔��܂���œ��������Ƃ������ƂɂȂ��Ă�
�^�����ɂȂ邤���ɂ�Ԃ��Ă���
��������f�B�X�N�Ƃ�
�A���S�����f�����Ƃ��Y�_�K�X�Ƃ�
�x�����Ă���Ȃ��Ƃ�����
�n�ڂł����낪
�������͔��܂���œ��������Ƃ������ƂɂȂ��Ă�
�^�����ɂȂ邤���ɂ�Ԃ��Ă���
��������f�B�X�N�Ƃ�
�A���S�����f�����Ƃ��Y�_�K�X�Ƃ�
�x�����Ă���Ȃ��Ƃ�����
�n�ڂł����낪
754 �F�����������������ς��B�F2015/01/22(��) 01:04:02.83 ID:eyYtXApO
�����v�R��ɖ����ݍ��܂��ĉ��������肵���Ȃ��B�����Ԃ���Ă�Ɗv�̕\�ʂ��牌�łĂ�����
���߂܂����Č������瑦���ގЂ����߂Ă����N�\��Ђł͂�����������Ȃ�ɐ��ʂ̋Z�p���g�ɂ������烀�_�ł͂Ȃ�����
���߂܂����Č������瑦���ގЂ����߂Ă����N�\��Ђł͂�����������Ȃ�ɐ��ʂ̋Z�p���g�ɂ������烀�_�ł͂Ȃ�����
755 �F�����������������ς��B�F2015/01/22(��) 04:57:35.36 ID:xfKOvwI2
>>751
��܂Ȃ�Ē���I�ɑ�ʍw������͂������B
��ߍނȂ�Đ�Ă��炦���Ȃ�R�X�g�_�E���ɂȂ�B
http://www.sts-japan.com/company/ecomark.html
������m��Ȃ��̂͂��܂�����B
�����̌R��������Ȃ���ЂȂ炳�����Ƃ�����ł��܂��ȁB
��܂Ȃ�Ē���I�ɑ�ʍw������͂������B
��ߍނȂ�Đ�Ă��炦���Ȃ�R�X�g�_�E���ɂȂ�B
http://www.sts-japan.com/company/ecomark.html
������m��Ȃ��̂͂��܂�����B
�����̌R��������Ȃ���ЂȂ炳�����Ƃ�����ł��܂��ȁB
756 �F�����������������ς��B�F2015/01/22(��) 08:02:55.40 ID:MexW57pC
>>755
�R�肭�炢�͔����Ă��w
�܂��A�����������玩���ʼn�Ђ�����Ă݂ȁB
����ȂƂ���ŃO�_�O�_�����Ă�悤����ނ肾�낤���ǂȁB
�����̎����͂������Ȃ�Ă����Ă邤���͂܂��������ȁB
�R�肭�炢�͔����Ă��w
�܂��A�����������玩���ʼn�Ђ�����Ă݂ȁB
����ȂƂ���ŃO�_�O�_�����Ă�悤����ނ肾�낤���ǂȁB
�����̎����͂������Ȃ�Ă����Ă邤���͂܂��������ȁB
757 �F�����������������ς��B�F2015/01/22(��) 08:19:53.85 ID:xfKOvwI2
�����������̂͂��܂��ł���
�܂Ƃ��ȉ�ЂȂ�x�����邩�蓖�����Ă�����
�܂Ƃ��ȉ�ЂȂ�x�����邩�蓖�����Ă�����
758 �F�����������������ς��B�F2015/01/22(��) 08:27:15.07 ID:xfKOvwI2
���S�ی�����Օi�Ȃ�ĉ�Ђ��p�ӂ���̂�������O�̂��Ƃ�����ȁB
>>751�ł��܂��̍������Ђ��̎Ԃ��Ď��ȏЉ�Ă邾��������B
�В��В��Ƃ��邳���您�܂��́B�N���M���ĂȂ������m����B
���܂����������������Ђ�����Ă݂ȂƁB
>>751�ł��܂��̍������Ђ��̎Ԃ��Ď��ȏЉ�Ă邾��������B
�В��В��Ƃ��邳���您�܂��́B�N���M���ĂȂ������m����B
���܂����������������Ђ�����Ă݂ȂƁB
759 �F�����������������ς��B�F2015/01/22(��) 08:47:55.40 ID:GVptbVvm
�̖��߂Ă��S�H���͏��Օi��ی��x�����ꂽ�̂͂悩�������ǁA
�~�n���ɃC�x���g�ňꎟ�I�Ɏg�p�����悤�ȊȈՃ{�b�g���g�C�������Ȃ����āA�����w�ƕ֊킩�炤�݂͂����Ă邵���͉������Ă邵
�������ǂ����Ă��[���ł��Ȃ���1�T�Ԃł�߂�����������
�S����|�ނ�������ɎU�����Ă�̂͂�����x�͉䖝�ł��邯�ǁA�g�C�������͂ǂ����Ă��䖝�o������
ϼށ@�g�C���d�v
�~�n���ɃC�x���g�ňꎟ�I�Ɏg�p�����悤�ȊȈՃ{�b�g���g�C�������Ȃ����āA�����w�ƕ֊킩�炤�݂͂����Ă邵���͉������Ă邵
�������ǂ����Ă��[���ł��Ȃ���1�T�Ԃł�߂�����������
�S����|�ނ�������ɎU�����Ă�̂͂�����x�͉䖝�ł��邯�ǁA�g�C�������͂ǂ����Ă��䖝�o������
ϼށ@�g�C���d�v
760 �F�����������������ς��B�F2015/01/22(��) 10:04:48.67 ID:vRtK+P89
761 �F�����������������ς��B�F2015/01/22(��) 13:11:09.63 ID:bT9H3iHT
>>759
�L�`���Ƃ��Ă���A�g�C���|�������w������Ă������ȋC�����邗
����֏o�����̂����������ƁA�O�ōς܂��Ƃ���H�܂����A�Ǝv�����������˂��B�B
�L�`���Ƃ��Ă���A�g�C���|�������w������Ă������ȋC�����邗
����֏o�����̂����������ƁA�O�ōς܂��Ƃ���H�܂����A�Ǝv�����������˂��B�B
762 �F�����������������ς��B�F2015/01/23(��) 09:09:15.63 ID:M3DY0lvN
���@�ŃA�i���n�ڂ���g�C�����炸���
763 �F�����������������ς��B�F2015/01/23(��) 12:51:04.86 ID:kB4YxhX9
>>756
���܂��čw�����Ă�H
���܂��čw�����Ă�H
764 �F�����������������ς��B�F2015/01/23(��) 21:31:46.32 ID:dMc2qoXa
DIY�Ȃ�ŁA�d���̋�s�͂���Ȃ�
765 �F�����������������ς��B�F2015/01/24(�y) 03:24:27.35 ID:t1JXe229
�@ �@ ���� � �@ �@ �@/ �_�@�@�@�@�^�Pl
�@�@�@�@�@ �@ �_�@ �@ |�@�@ l:�@�@ / �@�@/
�V��@ ���@���@ l�@�@ |�@�@ l �@ / �@�@/
�@� �@ ���@��@ | �@ �� �@ l�@ l �@�@/�@�@ �@�^�P�R
���@�@�Z�@ �� �@| �@ �@ ���������@�@ �@ / �@��
�ā@ �@�b�@��@ |.�@ �@/�@ �L�E �E�M �R�@ �@ |�@�@��
��@�@�g�@ �� �@��- ���@�@�ց@�@Ɂ@-���@�@��
��@�@���@ ���@ l�@�@�@�@`:��� ���@ �@ �@|�@�@��
���@�@�ā@ ��@|�@�@ �@ /�@�@�@�g �R �@ �@��
�@�@�@�@�@�@�ځ@l �@ �@ /�^!�@�@! �@ `�@�@�@ �_�Q /
�@�@�@�@�@�@�� / �@ �@ '�@�@| �. |
�@�@�@�@�@ �@ �_�@ �@ |�@�@ l:�@�@ / �@�@/
�V��@ ���@���@ l�@�@ |�@�@ l �@ / �@�@/
�@� �@ ���@��@ | �@ �� �@ l�@ l �@�@/�@�@ �@�^�P�R
���@�@�Z�@ �� �@| �@ �@ ���������@�@ �@ / �@��
�ā@ �@�b�@��@ |.�@ �@/�@ �L�E �E�M �R�@ �@ |�@�@��
��@�@�g�@ �� �@��- ���@�@�ց@�@Ɂ@-���@�@��
��@�@���@ ���@ l�@�@�@�@`:��� ���@ �@ �@|�@�@��
���@�@�ā@ ��@|�@�@ �@ /�@�@�@�g �R �@ �@��
�@�@�@�@�@�@�ځ@l �@ �@ /�^!�@�@! �@ `�@�@�@ �_�Q /
�@�@�@�@�@�@�� / �@ �@ '�@�@| �. |
766 �F�����������������ς��B�F2015/01/24(�y) 21:31:02.07 ID:rfw2Z5QT
>>764
����Ȃ��ƌ����z�ɂ̓A�h�o�C�X�Ȃ���
����Ȃ��ƌ����z�ɂ̓A�h�o�C�X�Ȃ���
767 �F�����������������ς��B�F2015/01/24(�y) 22:01:39.05 ID:8ZjHcd/s
�A�[�N�n�ڂœS�̗n�ڕ�������肵���̂�
http://www.homemaking.jp/images/img/80739-ga4034-1.jpg
���̗ΐF�̃f�B�X�N�ō���Ă����
���̍�Ƃ���Ԑh��
���Ƀf�B�X�N�̕\�ʂɂ��鉚�ʂ��Ȃ��Ȃ��������肩��
�Ȃ��Ȃ���邱�Ƃ��o���Ȃ��Ȃ艽�{���̎��ԃO���C���_�[���������܂܂ɂȂ�̂Ō����Â��č���
�F�ǁ[���Ă�̂��̗ΐF�̃f�B�X�N
�������Ȃ�܂Ŏg���Ă�́H
���ʂȂ��Ȃ��������肩��̂ĂĐV�����̎g���������y�Ȃ�Ȃ����Ǝv�����炢
�������t����
http://www.homemaking.jp/images/img/80739-ga4034-1.jpg
{kind=link}
���̗ΐF�̃f�B�X�N�ō���Ă����
���̍�Ƃ���Ԑh��
���Ƀf�B�X�N�̕\�ʂɂ��鉚�ʂ��Ȃ��Ȃ��������肩��
�Ȃ��Ȃ���邱�Ƃ��o���Ȃ��Ȃ艽�{���̎��ԃO���C���_�[���������܂܂ɂȂ�̂Ō����Â��č���
�F�ǁ[���Ă�̂��̗ΐF�̃f�B�X�N
�������Ȃ�܂Ŏg���Ă�́H
���ʂȂ��Ȃ��������肩��̂ĂĐV�����̎g���������y�Ȃ�Ȃ����Ǝv�����炢
�������t����
768 �F�����������������ς��B�F2015/01/25(��) 00:23:26.95 ID:gev7o8Jt
>>767
�ŏ��̓t���L�V�u��(���̔������)����Ȃ��āA�Ԍ����I�t�Z�b�g�u�Ƃ������c�A���i���Ō����A���W�{���G�[�X�S�[���h�Ƃ��A�O���[���G�[�X�S�[���h�Ƃ��ŃS���S�����A�R�������Ȃ��Ă���A�������g���̂��B
���Ɨ͍̂����ȓz������A�S�Ȃ獕���̂ŗǂ��B
�ŏ��̓t���L�V�u��(���̔������)����Ȃ��āA�Ԍ����I�t�Z�b�g�u�Ƃ������c�A���i���Ō����A���W�{���G�[�X�S�[���h�Ƃ��A�O���[���G�[�X�S�[���h�Ƃ��ŃS���S�����A�R�������Ȃ��Ă���A�������g���̂��B
���Ɨ͍̂����ȓz������A�S�Ȃ獕���̂ŗǂ��B
769 �F�����������������ς��B�F2015/01/25(��) 00:23:57.75 ID:km3AZy7b
�����A�X�L���^�b�`�̐F�t���݂������ȁB
�A�[�N�n�ڂ̓�������́A�u�́��U�O���X�L���^�b�`�́��R�U
���炢���A�Ó����Ǝv����B
���́A����Ȋ��������ǁA�F�͂ǂ����Ă邩�ȁH�H
�A�[�N�n�ڂ̓�������́A�u�́��U�O���X�L���^�b�`�́��R�U
���炢���A�Ó����Ǝv����B
���́A����Ȋ��������ǁA�F�͂ǂ����Ă邩�ȁH�H
770 �F�L�b�`��DIY �ewHgOE6OEs.�F2015/01/25(��) 05:05:52.62 ID:cOCEf31Q
���킶�킭���
771 �F�����������������ς��B�F2015/01/25(��) 05:44:48.61 ID:xj7LmE7m
>>767
���͐ؒf�p�ŗ͉����ō���Ă�
���͐ؒf�p�ŗ͉����ō���Ă�
772 �F�����������������ς��B�F2015/01/25(��) 09:50:05.04 ID:tmiULGxJ
���g�������
773 �F�����������������ς��B�F2015/01/26(��) 00:56:15.77 ID:02aUcaBX
����͖���
774 �F�����������������ς��B�F2015/01/26(��) 01:22:16.56 ID:ZLeIdHSL
>>771�̓X�Q�[�ȁA�����������傯�������Ⴄ�킗
775 �F�����������������ς��B�F2015/01/26(��) 08:04:10.54 ID:hFhsA0kM
���̃f�B�X�N�̎g�����Ȃ���
�Ȃ�ׂ������܂őS�Ă̖ʂ�������悤�ɕ���ɒu���đO�コ���Ă����
���������Ď߂ɂ��Ă��ق��������́H
��S�ɏc�ɂ��Ă�������ǂ���ł��₫����
�Ȃ�ׂ������܂őS�Ă̖ʂ�������悤�ɕ���ɒu���đO�コ���Ă����
���������Ď߂ɂ��Ă��ق��������́H
��S�ɏc�ɂ��Ă�������ǂ���ł��₫����
776 �F�����������������ς��B�F2015/01/26(��) 08:39:16.21 ID:VJP7+k0B
777 �F�����������������ς��B�F2015/01/26(��) 10:03:32.41 ID:hFhsA0kM
�Ȃ�قǁA����I�Ɋp�x�ς����ق�����������
�ǁ[��œ����ʂł���Ă�ƍ��Ĕ�ԉΉԂ����Ȃ��Ȃ��Ă�Ǝv����
�ǁ[��œ����ʂł���Ă�ƍ��Ĕ�ԉΉԂ����Ȃ��Ȃ��Ă�Ǝv����
778 �F�����������������ς��B�F2015/01/26(��) 10:12:27.68 ID:pRkhEJ7O
���̃f�B�X�N�A���������āA����Ȃ��f�B�X�N��
�Ⴂ�܂����H�H
��̑O�A�u�Ή��̉c�Ƃ��A���̃f�B�X�N�̓W���R���Y��������
����Ȃ��f�B�X�N�ł����āB
����Ă݂�ƁA���[�N�͐^���ԂɂȂ邵�A�S�R���Ȃ��B
�Ⴂ�܂����H�H
��̑O�A�u�Ή��̉c�Ƃ��A���̃f�B�X�N�̓W���R���Y��������
����Ȃ��f�B�X�N�ł����āB
����Ă݂�ƁA���[�N�͐^���ԂɂȂ邵�A�S�R���Ȃ��B
779 �F�����������������ς��B�F2015/01/26(��) 11:11:16.56 ID:PwN5JFxA
>>767
���W�����Ă��č��Ȃ��Ȃ��Ȃ��H
�����͌���Ȃ��f�B�X�N�ł��������Ȃ�����g��������Ƃ���
�����O���C���_�[�̓u�ΐ��`����̂Ɏg���_�C�������h�h���b�T�[�Ńf�B�X�N���̕������I�ɍ����
�V�����u�Ζʂ��o���Ďg����������
�܂��_���ȓu�͉�����Ă����߂ł��ǂ�
���W�����Ă��č��Ȃ��Ȃ��Ȃ��H
�����͌���Ȃ��f�B�X�N�ł��������Ȃ�����g��������Ƃ���
�����O���C���_�[�̓u�ΐ��`����̂Ɏg���_�C�������h�h���b�T�[�Ńf�B�X�N���̕������I�ɍ����
�V�����u�Ζʂ��o���Ďg����������
�܂��_���ȓu�͉�����Ă����߂ł��ǂ�
780 �F�����������������ς��B�F2015/01/26(��) 13:06:14.00 ID:ICvrThy6
��ނ��Ă���ƃ��L���������Ⴄ�B�ŁA�]�v���Ȃ��B�u�͔M���Ȃ�ƁA�����\�͂�������B�ō��Ȃ��B
�܂��A�[�d���Ȃ�g���N�ŁA�𗬂Ȃ��]�ŁA�܂肠�܂艟���t���Ȃ��Ŏg���B
�ł��f�B�X�N�̃u�����h�őS�R�Ⴄ����B
����ϗǂ����̂͂����B
�܂��A�[�d���Ȃ�g���N�ŁA�𗬂Ȃ��]�ŁA�܂肠�܂艟���t���Ȃ��Ŏg���B
�ł��f�B�X�N�̃u�����h�őS�R�Ⴄ����B
����ϗǂ����̂͂����B
781 �F�����������������ς��B�F2015/01/26(��) 15:10:55.18 ID:cjbkkHfw
�ǂ����̂͏Ă��邱�ƂȂ������ˁB
���i�����T���v���Ƃ��Ċ��߂Ă��������̂��g������A�����ɏĂ��č��Ȃ��Ȃ����B
�莝���̐�#60���珉�߂�
����#120��#240�����ǁA�Ă��ă_���_����������B
���i�����T���v���Ƃ��Ċ��߂Ă��������̂��g������A�����ɏĂ��č��Ȃ��Ȃ����B
�莝���̐�#60���珉�߂�
����#120��#240�����ǁA�Ă��ă_���_����������B
782 �F�����������������ς��B�F2015/01/26(��) 15:17:10.78 ID:hF1yrTvV
�����̓_������B
�c���o�ĂȂ��������Ɋ����B
�T���_�[���l�Ԃ�����B
�c���o�ĂȂ��������Ɋ����B
�T���_�[���l�Ԃ�����B
783 �F�����������������ς��B�F2015/01/26(��) 18:36:35.86 ID:qcz6Gmd7
784 �F�����������������ς��B�F2015/01/26(��) 20:35:05.06 ID:V/NfMHk0
�^�J�̕���̍��F�̃t�^����ꂽ�̂Ō��n�I�Ȃ͂̃��E�t���łȂ�����
����h���Ă���Ă��Ďd�グ�����猩���ڂɂ͂킩��Ȃ��̂Ō��\����
�ł����x��������ƐS�z����
�^�J���ėn�ڂł����H
����h���Ă���Ă��Ďd�グ�����猩���ڂɂ͂킩��Ȃ��̂Ō��\����
�ł����x��������ƐS�z����
�^�J���ėn�ڂł����H
785 �F�����������������ς��B�F2015/01/26(��) 21:02:38.58 ID:0McxDZ8Y
�S�������@������B
786 �F�����������������ς��B�F2015/01/26(��) 21:40:08.49 ID:oBwlxW7V
�͂t���A�ቷ���[�t�����Ƌ��x���S�z�ł��B
���ʂ̍������[�t������������Ȃ��ł����B
���ʂ̍������[�t������������Ȃ��ł����B
787 �F�����������������ς��B�F2015/01/26(��) 22:29:00.68 ID:7/laqgwk
���ʂ̃X�Y�����̃n���_����
60w�̃n���_���ĂƊȈՂ̃|�P�b�g�o�i�[���g����
��낤�Ƃ��͉��M���x�ōޗ����c�����ĕό`�������Ȃ̂ł�߂�
60w�̃n���_���ĂƊȈՂ̃|�P�b�g�o�i�[���g����
��낤�Ƃ��͉��M���x�ōޗ����c�����ĕό`�������Ȃ̂ł�߂�
788 �F�����������������ς��B�F2015/01/26(��) 22:53:52.79 ID:8KeHteYZ
�f�B�X�N�Ă��t�������ɘA���g�p����ׂ�
�Ă��m�炸�S�[���h�Ƃ������̂�
�T���_�[�̍��ʂɂʂ��Ă�
�ŏ��̓�����̓O���[���G�[�X�S�[���h��イ��36���g���Ă���ǁA��Ђ�����ɍw�����Ă邩��悭�킩���
�����Ȃق��Ȃ́H
���ʂɉ��ʂ��邯�ǁA�m���ɂ��ꂪ�����Ȃ�����ɒ[�ɍ��Ȃ��Ȃ�
�������݂������������Ɖ��ʐ[�����Ă���Ȃ����ȂƎv�����炢
���ʂ��Ȃ��Ȃ�����g�����ɂȂ�Ȃ����炢5�{���炢��ƂɎ��Ԃ�����
�Ă��m�炸�S�[���h�A�O���[���G�[�X�ɂʂ��Ă݂悤����
�n�ڂ����Ă̕�ނ������ɍ��Ȃ��Ƃ����Ȃ�������
���Ƃ��Ԃ������ė�₵����܂����ȁH
�Ă��m�炸�S�[���h�Ƃ������̂�
�T���_�[�̍��ʂɂʂ��Ă�
�ŏ��̓�����̓O���[���G�[�X�S�[���h��イ��36���g���Ă���ǁA��Ђ�����ɍw�����Ă邩��悭�킩���
�����Ȃق��Ȃ́H
���ʂɉ��ʂ��邯�ǁA�m���ɂ��ꂪ�����Ȃ�����ɒ[�ɍ��Ȃ��Ȃ�
�������݂������������Ɖ��ʐ[�����Ă���Ȃ����ȂƎv�����炢
���ʂ��Ȃ��Ȃ�����g�����ɂȂ�Ȃ����炢5�{���炢��ƂɎ��Ԃ�����
�Ă��m�炸�S�[���h�A�O���[���G�[�X�ɂʂ��Ă݂悤����
�n�ڂ����Ă̕�ނ������ɍ��Ȃ��Ƃ����Ȃ�������
���Ƃ��Ԃ������ė�₵����܂����ȁH
789 �F�����������������ς��B�F2015/01/26(��) 23:00:33.91 ID:8KeHteYZ
>>781
�����Ă��ꂾ��ˁH
http://www.aliexpress.com/item-img/10pcs-set-A-O-Aluminum-Oxide-Grit-40-5x7-8-inch-125x22mm-grinding-wheel-sand-paper/836607428.html#
�����80�����C���Ŏg���Ă�
�O��120�g���Ă����Ǖ����������Â炭��
�������t����
�����Ă��ꂾ��ˁH
http://www.aliexpress.com/item-img/10pcs-set-A-O-Aluminum-Oxide-Grit-40-5x7-8-inch-125x22mm-grinding-wheel-sand-paper/836607428.html#
�����80�����C���Ŏg���Ă�
�O��120�g���Ă����Ǖ����������Â炭��
�������t����
790 �F�����������������ς��B�F2015/01/27(��) 05:46:48.02 ID:VieV+hE2
����̓A���~�i
�����Ȃ点�߂ăW���R�j�A����Ȃ��ƁB
�����Ȃ点�߂ăW���R�j�A����Ȃ��ƁB
791 �F�����������������ς��B�F2015/01/27(��) 08:10:30.28 ID:hJin/g/+
����y�[�p�[�͑f�ނ����邪�A�����X���̕��ו��Ɨ��̕⋭�Ƃ̐ڒ��Ƀm�E�n�E������B���M�B
�����ƍ����z�p����̂��R�X�g�I�ɂ͂悢�B
�^�J�Ɣ��c�͑������ǂ��̂ŁA�W�Ȃ�[���B���i�����c�Â�����B
�����A�N���b�N�̒��܂Ŕ��c�𗬂����߂ɁA�S�̂��R������o�[�i�[�ʼn��M���Ă��B
�����ƍ����z�p����̂��R�X�g�I�ɂ͂悢�B
�^�J�Ɣ��c�͑������ǂ��̂ŁA�W�Ȃ�[���B���i�����c�Â�����B
�����A�N���b�N�̒��܂Ŕ��c�𗬂����߂ɁA�S�̂��R������o�[�i�[�ʼn��M���Ă��B
792 �F�����������������ς��B�F2015/01/27(��) 08:14:51.48 ID:hJin/g/+
���ƃT���_�[�A���Ȃ��Ȃ�����A�����K�Ƃ��A�u���b�N�Ƃ��Ŗʂ𐮂��Ă��B�t���L�V�u���͔����Ȃ����������Ƃ��Ă��ƁA�܂��G�b�W���g����悤�ɂȂ�������オ��B
793 �F�����������������ς��B�F2015/01/27(��) 09:47:14.13 ID:VieV+hE2
���܂ɐؒf�u�ŋ֎~����Ă錤������Ċ���Ďh�����Ď��݂����ȃj���[�X���邯�NJ����Ƃ����Ă���́H
794 �F�����������������ς��B�F2015/01/27(��) 10:10:08.63 ID:4vaEOwve
>>793
����Ⴀ�ؒf�u�ŋ֎~����Ă錤������Ċ���Ďh�����Ď��݂����ȃj���[�X��������Ă��Ƃ͊���邱�Ƃ�����낤
����Ⴀ�ؒf�u�ŋ֎~����Ă錤������Ċ���Ďh�����Ď��݂����ȃj���[�X��������Ă��Ƃ͊���邱�Ƃ�����낤
795 �F784�F2015/01/27(��) 10:36:17.45 ID:tzNFq/C2
796 �F�����������������ς��B�F2015/01/27(��) 12:24:29.29 ID:ZQ54C3Mq
�ؒf�u�Ō���͂��Ȃ�����
�p�C�v�����J�b�g���Ă��Ĉ����������Ċ���邯�ǎ��S���̂̊댯����́H�H
�w�^�b�s�����瑊���̖��������Ă邯�ǁE�E�E������
�p�C�v�����J�b�g���Ă��Ĉ����������Ċ���邯�ǎ��S���̂̊댯����́H�H
�w�^�b�s�����瑊���̖��������Ă邯�ǁE�E�E������
797 �F�����������������ς��B�F2015/01/27(��) 13:21:35.25 ID:VieV+hE2
�܂����K�l���炢�����Ƃ����ق����������낤��
����Ȃ��ƂŎ���������܂���
����Ȃ��ƂŎ���������܂���
798 �F�����������������ς��B�F2015/01/27(��) 17:55:03.59 ID:oee0IjDJ
�ؒf�g�C�V���āA�ŋ߂́A�����̂��H�H�H
���܂ŁA�g�������ꂽ���Ȃ����B
�X�L���^�b�`�̂ق����A���˂�ꂽ��A����A���\
��������邯�ǂˁ[�B
������Ƃ����Ȃ�A�ؒf��̌��킮�炢��邯�ǁA�Ȃ�Ă��Ƃ͂Ȃ��ȁB
���܂ŁA�g�������ꂽ���Ȃ����B
�X�L���^�b�`�̂ق����A���˂�ꂽ��A����A���\
��������邯�ǂˁ[�B
������Ƃ����Ȃ�A�ؒf��̌��킮�炢��邯�ǁA�Ȃ�Ă��Ƃ͂Ȃ��ȁB
799 �F�����������������ς��B�F2015/01/27(��) 18:23:51.04 ID:GL3jhmB/
����Ńu����鎖�͗ǂ�����ȁB
���ŁA���������Ƃ����蓾��B
����������̐e���́A�ی�J�o�[�O���Ďg���Ă��ȁB
���ŁA���������Ƃ����蓾��B
����������̐e���́A�ی�J�o�[�O���Ďg���Ă��ȁB
800 �F�����������������ς��B�F2015/01/27(��) 19:28:50.90 ID:o7zYRUzw
>>799
�͕ؗt����
�͕ؗt����
801 �F�����������������ς��B�F2015/01/27(��) 21:26:40.03 ID:J2mLUDXi
�o�t�Ȃ甍����đ������ɒ������Ė�₵�����Ƃ����
802 �F�����������������ς��B�F2015/01/28(��) 00:05:59.22 ID:iDKk7+ID
�����]���Ēn�ʂɂԂ��Ă��܂����˕Ԃ��Ă��Đe�w�ؒf���������
803 �F�����������������ς��B�F2015/01/28(��) 11:53:30.52 ID:Y2NUmtNj
804 �F�����������������ς��B�F2015/01/28(��) 12:24:05.05 ID:1K2M4rTP
>>799
�f�B�X�N�������Ȃ��Ă����
�ی�J�o�[���ז��ɂȂ�̂�
�f�B�X�N�����t���鎞�Ƀ��b�V���Ƃ��͂���ō������グ�Ă�����t�����肵�Ă�
���A�ی�J�o�[�͂����Ă��������
��������������ǃ��`���N�`����Ȃ�����
���i�̎g���������Ă���
�̂ɓ����铖����
�{�̂��d�����
�����ĕG�ɏ�����ăe�R�̂悤�ɂ��Ȃ����ނ�������
�G�Ƀf�B�X�N���c
�f�B�X�N�������Ȃ��Ă����
�ی�J�o�[���ז��ɂȂ�̂�
�f�B�X�N�����t���鎞�Ƀ��b�V���Ƃ��͂���ō������グ�Ă�����t�����肵�Ă�
���A�ی�J�o�[�͂����Ă��������
��������������ǃ��`���N�`����Ȃ�����
���i�̎g���������Ă���
�̂ɓ����铖����
�{�̂��d�����
�����ĕG�ɏ�����ăe�R�̂悤�ɂ��Ȃ����ނ�������
�G�Ƀf�B�X�N���c
805 �F�����������������ς��B�F2015/01/28(��) 12:57:40.51 ID:+GTYwVBo
�ؒf�u�i���ʁj�̕\�ʂ������č���Ă��犄��Ĕ��ł��������ƂȂ炠���
�ߑO�ɂ����E�l�̎��Ɏh�����Ă�炽
�ߑO�ɂ����E�l�̎��Ɏh�����Ă�炽
806 �F�����������������ς��B�F2015/01/29(��) 08:46:13.14 ID:9GNcjASl
�d�����Ƃ��ؒf�u�Ύg���Ƃ��͍��̐e�w��ی�J�o�[�ɓY���ė}�����ނ�ŁA�J�o�[�Ȃ��͕̂Ȃł�����Ă�u�ɐG�肻���ɂȂ邩��g�������Ȃ�(�L�E�ցE`)
�e�����l�A�T���_�[�̃{�f�B���p�C�v����悤�Ɏ����ĂȂ��H���Ă�Ƃ��������l���\�����B
�l�����w���w�b�h�ɂ�����悤�Ɉ����ď�̂悤�ɗ}����ƌ��\���������ŁB
��]�����牓���Ƃ���ŗ}���悤�Ƃ���Ƒ�ς�ȁB
�e�����l�A�T���_�[�̃{�f�B���p�C�v����悤�Ɏ����ĂȂ��H���Ă�Ƃ��������l���\�����B
�l�����w���w�b�h�ɂ�����悤�Ɉ����ď�̂悤�ɗ}����ƌ��\���������ŁB
��]�����牓���Ƃ���ŗ}���悤�Ƃ���Ƒ�ς�ȁB
807 �F�����������������ς��B�F2015/01/29(��) 10:10:31.47 ID:d0arTlzK
�e����Ȃ��R�c�́A�u�̉�]�����ƁA��]���ɂ������Ăǂ̈ʒu�ɕ�ނĂ邩�ɂ���B
���̖@����������Ă���A���S����B
���̖@����������Ă���A���S����B
808 �F�����������������ς��B�F2015/01/29(��) 12:42:31.43 ID:oOuuvuAu
�n�ڂ���������
�u�ō���Ƃ���Ԃ���
�ق�ƌ����ڂ�ڂ�ɂȂ��
�Ȃ������@�Ȃ���
��ɏ悹���炩���ĂɃK�[���č���Ă���Ă炢���̂�
�u�ō���Ƃ���Ԃ���
�ق�ƌ����ڂ�ڂ�ɂȂ��
�Ȃ������@�Ȃ���
��ɏ悹���炩���ĂɃK�[���č���Ă���Ă炢���̂�
809 �F�����������������ς��B�F2015/01/29(��) 15:10:02.64 ID:d0arTlzK
�������ȁA���̂��y������B
810 �F�����������������ς��B�F2015/01/29(��) 15:35:51.92 ID:Md1JR5Zi
���������Ȃ�Ȃ����H��n�ڂ��T���_�[�|�����A�ǂ����ĐE�l��
���������B
���@���n�ڕs����W�������B
�]�v�ȓ���C���g�������Ȃ��B
���X�������Ă��A���x��i���ɉe���������B
�T���_�[�̎��d�ƃg�C�V�̉�]�����ŁA����Ă�B
������ɗ͂����Ă��A�����Ă��ʖڂ����āB
����悤����O���̈�l�O�����āB
���l�O�ȉ������āB
���������B
���@���n�ڕs����W�������B
�]�v�ȓ���C���g�������Ȃ��B
���X�������Ă��A���x��i���ɉe���������B
�T���_�[�̎��d�ƃg�C�V�̉�]�����ŁA����Ă�B
������ɗ͂����Ă��A�����Ă��ʖڂ����āB
����悤����O���̈�l�O�����āB
���l�O�ȉ������āB
811 �F�����������������ς��B�F2015/01/30(��) 10:00:50.45 ID:XdjwtQ1F
�l���ꂼ������s���������邩���
�����̓X�e�����X�̏Ă���肪�匙�����������d�������@��������t�Ɋy�����Ȃ���
�����̓X�e�����X�̏Ă���肪�匙�����������d�������@��������t�Ɋy�����Ȃ���
812 �F�����������������ς��B�F2015/01/30(��) 10:06:56.92 ID:Cnjef3Cr
>>811
���[�I���������I�S���T���_�[�ł���̂͂���ȂɏĂ��t���Ȃ�����
�X�e�����X���ĔS�����炷���Ƀf�B�X�N���Ă��t������
���H����Ƃ����L��������������邵
�������܂���Ȃ�����
���Ǘn�ڂ��Y��Ŋy����
�d�����������`���N�`���y�ł₯���Ƃꂽ���y��������
���ɂ���S���X�e���������肵�ăT���_�[���Ȃ��Ⴂ���Ȃ���Ƃ͂�肽���Ȃ�
�ǂ�ȂɍH�v���Ă��������g���Ȃ��Ƃ����Ȃ����o�Ă���̂�
���[�I���������I�S���T���_�[�ł���̂͂���ȂɏĂ��t���Ȃ�����
�X�e�����X���ĔS�����炷���Ƀf�B�X�N���Ă��t������
���H����Ƃ����L��������������邵
�������܂���Ȃ�����
���Ǘn�ڂ��Y��Ŋy����
�d�����������`���N�`���y�ł₯���Ƃꂽ���y��������
���ɂ���S���X�e���������肵�ăT���_�[���Ȃ��Ⴂ���Ȃ���Ƃ͂�肽���Ȃ�
�ǂ�ȂɍH�v���Ă��������g���Ȃ��Ƃ����Ȃ����o�Ă���̂�
813 �F�����������������ς��B�F2015/01/30(��) 12:07:53.66 ID:OgRlll/4
�����g�Ƃ����ǂ����ɏo���Ă�
�ŋ߂̒j�͏��q�͂���Ȃ��ď��q�����낗��
�ŋ߂̒j�͏��q�͂���Ȃ��ď��q�����낗��
814 �F�����������������ς��B�F2015/01/30(��) 12:22:14.20 ID:Cnjef3Cr
����ʂ����[�Ȃ���
75�p���W�n�ڂ��Ă��������̂�
���30�{�ƍl���Ėʂ�4���邩��
120���ʂ�����Ȃ��Ă͂����Ȃ��̂�
�H�v�ł���Ƃ��͑S�Ă�肫������
�G�̏�ɃT���_�[������āA�����ăe�R�݂����ɂ��Ȃ��炷���Ă�
����ł����ɂ�����
75�p���W�n�ڂ��Ă��������̂�
���30�{�ƍl���Ėʂ�4���邩��
120���ʂ�����Ȃ��Ă͂����Ȃ��̂�
�H�v�ł���Ƃ��͑S�Ă�肫������
�G�̏�ɃT���_�[������āA�����ăe�R�݂����ɂ��Ȃ��炷���Ă�
����ł����ɂ�����
815 �F�����������������ς��B�F2015/01/30(��) 12:57:18.32 ID:OgRlll/4
816 �F�����������������ς��B�F2015/01/30(��) 13:03:12.70 ID:MErtdKf7
>>812�A814
�܂��܂��C�s�������ȁB
�d�����}�X�^�[����̂́A���H�ł��邾������܂�
0.8�l�O���B
��������Ă�������Ȃ��悤�ɂȂ��Ĉ�l�O���B
������Ƃ����B
������B
�܂��܂��C�s�������ȁB
�d�����}�X�^�[����̂́A���H�ł��邾������܂�
0.8�l�O���B
��������Ă�������Ȃ��悤�ɂȂ��Ĉ�l�O���B
������Ƃ����B
������B
817 �F�����������������ς��B�F2015/01/30(��) 15:14:57.51 ID:Cnjef3Cr
�����H�r�������p���p���ɂȂ�Ȃ��H
���炩�Ȃ�Ⴍ�Ȃ����H
����45�Ȃ��c
30������͂ȂɂƂ��Ȃ������̂ɂ������߂Ȃ��
���炩�Ȃ�Ⴍ�Ȃ����H
����45�Ȃ��c
30������͂ȂɂƂ��Ȃ������̂ɂ������߂Ȃ��
818 �F�����������������ς��B�F2015/01/30(��) 15:52:29.73 ID:OgRlll/4
819 �F�����������������ς��B�F2015/01/30(��) 16:51:59.50 ID:Km+tNBPy
50���炢�܂ł́A��Ȃ���������B
����60�߂������ǁA�d�����������B
�y�[�X�͗����܂����B
����60�߂������ǁA�d�����������B
�y�[�X�͗����܂����B
820 �F�����������������ς��B�F2015/01/30(��) 20:02:43.82 ID:kQTFjvso
100mm�u�̃x�r�[�T���_�[�Ȃ�1���ԉ��ςȂ��Ƃ����܂ɂ��B
�r�[�h�J�b�g����Ȃ��đ�ʂ̏����̃o����肾���ǁB
�ǂ��������Ă����Ƃ��邭����藠�Ԃ�����ō���e�w�t�����̂ق����ɂ��Ȃ�w
125mm�ɃT�C�h�n���h���t�����̂͂ǂ��Ă��Ƃ͂Ȃ����ǁA200V��150mm�̓{�f�[���d������ł������ɂ�����Ƃ���ǂ��B
�r�[�h�J�b�g����Ȃ��đ�ʂ̏����̃o����肾���ǁB
�ǂ��������Ă����Ƃ��邭����藠�Ԃ�����ō���e�w�t�����̂ق����ɂ��Ȃ�w
125mm�ɃT�C�h�n���h���t�����̂͂ǂ��Ă��Ƃ͂Ȃ����ǁA200V��150mm�̓{�f�[���d������ł������ɂ�����Ƃ���ǂ��B
821 �F�����������������ς��B�F2015/01/30(��) 22:49:31.15 ID:KZ+FEqfM
822 �F�����������������ς��B�F2015/01/30(��) 23:06:25.78 ID:iVFQro/G
�X���Q�[�V���v���ŃR���p�N�g
�N���[�^�[���ĂȂ��̂�
�N���[�^�[���ĂȂ��̂�
823 �F�����������������ς��B�F2015/01/30(��) 23:52:30.92 ID:kQTFjvso
160A���[�B
������TIG��100V�Ŏg����75A�����o�Ȃ��Ă����̗p�r���Ⴀ�܂�g�����ɂȂ��̂�ˁB
�ł����ق����𗬂Ƀp���X�܂ŕt���Ă�ጋ�\�g�����ȁ[�B
�X���I�ɂ͎g�p���͖��ɂȂ�낤���A���Ƃ͑ϋv�����B
������TIG��100V�Ŏg����75A�����o�Ȃ��Ă����̗p�r���Ⴀ�܂�g�����ɂȂ��̂�ˁB
�ł����ق����𗬂Ƀp���X�܂ŕt���Ă�ጋ�\�g�����ȁ[�B
�X���I�ɂ͎g�p���͖��ɂȂ�낤���A���Ƃ͑ϋv�����B
824 �F�����������������ς��B�F2015/01/31(�y) 01:09:39.31 ID:+EN5wVrg
Tig�����Y�͔{�ȏ�̒l�i���邵�ȁ[
�f�l���x���Ȃ�\�����ˁH
�f�l���x���Ȃ�\�����ˁH
825 �F�����������������ς��B�F2015/01/31(�y) 08:48:27.56 ID:sqyrF+Pn
�\������ˁH
���Ƃ͓S�����ɂȂ�Ȃ��悤���F�肷�邭�炢���B
���Ƃ͓S�����ɂȂ�Ȃ��悤���F�肷�邭�炢���B
826 �F�����������������ς��B�F2015/01/31(�y) 08:57:17.79 ID:RdKXe+fY
�X�p�b�^�i�ԂԂj�Ƃ肽����ł����A�ǂ�ȓu���������߂ł��傤���H
827 �F�����������������ς��B�F2015/01/31(�y) 09:34:26.64 ID:0AzrtA6H
>>826
�^�K�l
�^�K�l
828 �F�����������������ς��B�F2015/01/31(�y) 10:20:56.44 ID:RdKXe+fY
�^�K�l����ׂ����̂������Ƃ��Ȃ���
�����Ƌ����Ă���
�����Ƌ����Ă���
829 �F�����������������ς��B�F2015/01/31(�y) 10:30:43.68 ID:wqFjQaOR
+�n���}�[
830 �F�����������������ς��B�F2015/01/31(�y) 11:07:42.75 ID:sqyrF+Pn
�X�p�b�^���Č����Ă����낢�날�낤�B
�����͔��`������Ȃ�ŁA�قƂ�ǃJ�b�v���C���[�u���V�ŗ�����B�n�ڋ@���X�p�b�^�^�ɂ��Ă���͂Ȃ�����B
����ŗ����Ȃ��̂��^�K�l�ŗ��Ƃ������œu�͂܂��g���B
�����͔��`������Ȃ�ŁA�قƂ�ǃJ�b�v���C���[�u���V�ŗ�����B�n�ڋ@���X�p�b�^�^�ɂ��Ă���͂Ȃ�����B
����ŗ����Ȃ��̂��^�K�l�ŗ��Ƃ������œu�͂܂��g���B
831 �F�����������������ς��B�F2015/01/31(�y) 11:25:14.41 ID:RdKXe+fY
http://www.warner.co.jp/kouka.jpg
����Ȃ̂��{���ɃJ�b�v�u���V�ŗ�����H
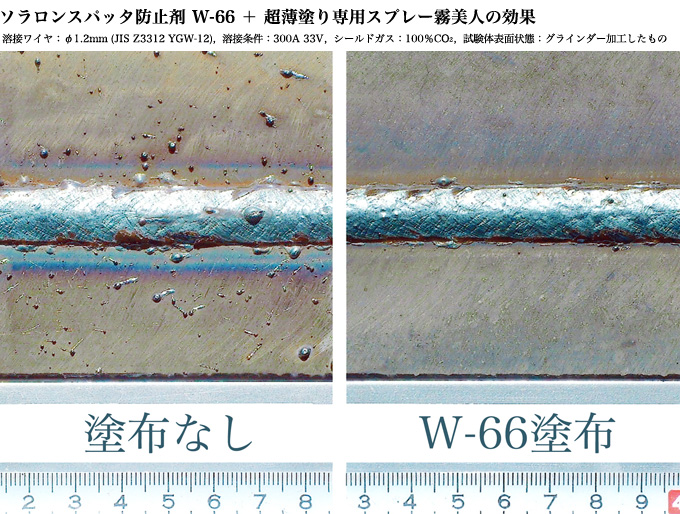{kind=link}
����Ȃ̂��{���ɃJ�b�v�u���V�ŗ�����H
832 �F�����������������ς��B�F2015/01/31(�y) 11:33:13.11 ID:M2B7McyY
�����镨�͗����邾��
�J�b�v���C���[�ŗ��Ƃ��ė��Ƃ�����Ȃ������^�K�l�ł������ł���ł��ʖڂȂ͓̂u�ō��ׂ�
�Q�l�ʐ^�̃X�v���[�������Ă݂���������
�J�b�v���C���[�ŗ��Ƃ��ė��Ƃ�����Ȃ������^�K�l�ł������ł���ł��ʖڂȂ͓̂u�ō��ׂ�
�Q�l�ʐ^�̃X�v���[�������Ă݂���������
833 �F�����������������ς��B�F2015/01/31(�y) 12:28:55.28 ID:sqyrF+Pn
>>831
�ŏ��ɑ��k����Ƃ��ɂǂ̒��x�̃X�p�b�^�Ȃ̂��������Ęb���B
����Ȃ�80�`120A���炢�̘b��������Ă����ɗ����˂�����H
�ŏ��ɑ��k����Ƃ��ɂǂ̒��x�̃X�p�b�^�Ȃ̂��������Ęb���B
����Ȃ�80�`120A���炢�̘b��������Ă����ɗ����˂�����H
834 �F�����������������ς��B�F2015/01/31(�y) 13:51:39.61 ID:RdKXe+fY
835 �F�����������������ς��B�F2015/01/31(�y) 14:01:28.51 ID:xUrGM6t3
>>834
�܂��[
�܂��[
836 �F�����������������ς��B�F2015/01/31(�y) 15:07:09.70 ID:BUbTPBbU
���߂�A�����ȃA�C�h���Ȃ�Ă��Ȃ��B
837 �F�����������������ς��B�F2015/01/31(�y) 15:19:27.37 ID:RdKXe+fY
���Ⴀ��������̎q�Ǝv���ă��X���Ă���
http://lohas.nicoseiga.jp/thumb/1015588i?
�܂��^�K�l�Ŕ����ȏ�͂��Ƃ����@���肪�Ƃ�
�ł��^�K�l��C���[�J�b�v���ᗎ�Ƃ��Ȃ��X�p�b�^������
����͈�ʓI�ɂǂ�ȓu�ŗ��Ƃ��̂������Ă���@
DIY�@100V20A�Ŏg����悤�Ȃ���ڂ���_�n�ڂ�
http://lohas.nicoseiga.jp/thumb/1015588i?
�܂��^�K�l�Ŕ����ȏ�͂��Ƃ����@���肪�Ƃ�
�ł��^�K�l��C���[�J�b�v���ᗎ�Ƃ��Ȃ��X�p�b�^������
����͈�ʓI�ɂǂ�ȓu�ŗ��Ƃ��̂������Ă���@
DIY�@100V20A�Ŏg����悤�Ȃ���ڂ���_�n�ڂ�
838 �F�����������������ς��B�F2015/01/31(�y) 15:38:15.04 ID:r8IGvPrG
839 �F�����������������ς��B�F2015/01/31(�y) 15:56:47.40 ID:88JNnn8X
>>837
�傫�ȃ^�K�l�Ƒ傫�ȃn���}�[���g���Ɨǂ��ł���B
�傫�ȃ^�K�l�Ƒ傫�ȃn���}�[���g���Ɨǂ��ł���B
840 �F�����������������ς��B�F2015/01/31(�y) 16:03:42.36 ID:NUDl6b1A
>>784
TIG�ŗn�ڂ������Ƃ����B
TIG�ŗn�ڂ������Ƃ����B
841 �F�����������������ς��B�F2015/01/31(�y) 16:30:49.17 ID:RdKXe+fY
�ł����^�K�l���Ă���ł����́H
http://www.amazon.co.jp/dp/B001Y4ZMIQ
���W�g���̒��F���z���ĂȂɂ�
�z���Z���ł݂����ǒ��F���z���Ă������r����������������A�X�L���^�b�`���Ă�ł������̂����H
http://www.amazon.co.jp/dp/B001Y4ZMIQ
���W�g���̒��F���z���ĂȂɂ�
�z���Z���ł݂����ǒ��F���z���Ă������r����������������A�X�L���^�b�`���Ă�ł������̂����H
842 �F�����������������ς��B�F2015/01/31(�y) 17:00:25.27 ID:88JNnn8X
843 �F�����������������ς��B�F2015/01/31(�y) 17:35:46.85 ID:JlB4hu+X
���Ƃ���Ȃ��}�C�i�X�h���C�o�[������Đn��t����Ƃ䂤�̂�
�ӊO�ƃ^�K�l�����g���Ղ�����
�ӊO�ƃ^�K�l�����g���Ղ�����
844 �F�����������������ς��B�F2015/01/31(�y) 18:24:40.69 ID:2CMlYELi
�傫���X�p�b�^���^�K�l�̌�납��n���}�[�Œ@���Ď�菜����������
����ጊW������݂����ɋC��������
����ጊW������݂����ɋC��������
845 �F�����������������ς��B�F2015/01/31(�y) 19:56:44.86 ID:oDZjYkjc
>>837
�P�O�O������Q�O�O���ɐ�ւ�����n�ڂ��ȒP�ɂȂ���
�P�O�O������Q�O�O���ɐ�ւ�����n�ڂ��ȒP�ɂȂ���
846 �F�����������������ς��B�F2015/01/31(�y) 20:34:12.99 ID:oDZjYkjc
�����ˁH��������
portosma.com.br/goods/201501310401037765.html
portosma.com.br/goods/201501310401037765.html
847 �F�����������������ς��B�F2015/01/31(�y) 20:37:51.60 ID:oDZjYkjc
http:// portosma.com.br/goods/201501310401037765.html
848 �F�����������������ς��B�F2015/01/31(�y) 20:51:24.97 ID:oDZjYkjc
����H����Ȃ�
���b�h�S�[120��6556�~
���b�h�S�[120��6556�~
849 �F�����������������ς��B�F2015/02/01(��) 01:42:15.36 ID:G8/KB6BF
�m���Ɍ�����
�A�h���X��Ƃ��ɃA�o�E�g�u���b�N�Əo�邾����
�A�h���X��Ƃ��ɃA�o�E�g�u���b�N�Əo�邾����
850 �F�����������������ς��B�F2015/02/01(��) 06:59:56.95 ID:F6DB7Xa5
www.rakuten.ne.jp/gold/minatodenk/support/imtn.html
�U�T�C�g�������݂���
�U�T�C�g�������݂���
851 �F�����������������ς��B�F2015/02/01(��) 16:06:07.37 ID:xD/Yp7XI
�𗬂͂�߂��ق�������
�����C���o�[�^�[
�����C���o�[�^�[
852 �F�����������������ς��B�F2015/02/01(��) 23:55:54.63 ID:VefROfu6
>>837
�n�ڂ͊�Ȃ��̂ł�߂Ȃ���
�n�ڂ͊�Ȃ��̂ł�߂Ȃ���
853 �F�����������������ς��B�F2015/02/02(��) 18:37:50.01 ID:ieaOG4Pu
�A�[�N�t�@��120���ė��K�n�߂܂���
���̗n�ڂ̓g���N�^�[�̒܂��Ȃ�����̃I�u�W�F
�n�i�N�\�݂����Ȓ���������������������ǖʔ�����
���̗n�ڂ̓g���N�^�[�̒܂��Ȃ�����̃I�u�W�F
�n�i�N�\�݂����Ȓ���������������������ǖʔ�����
854 �F�����������������ς��B�F2015/02/02(��) 19:56:12.50 ID:6L+nE/Dp
855 �F�����������������ς��B�F2015/02/02(��) 21:19:26.05 ID:ieaOG4Pu
856 �F�����������������ς��B�F2015/02/03(��) 13:57:13.76 ID:Rn4BRGVS
���������ɂȂ�@�|�\�l�̗n��
http://0bbs.jp/pugyaaaaa9m/
http://0bbs.jp/pugyaaaaa9m/
857 �F�����������������ς��B�F2015/02/03(��) 19:17:57.01 ID:rRUoxdTe
>>856
�O������
�O������
858 �F�����������������ς��B�F2015/02/04(��) 02:14:28.33 ID:d7yxD2LG
>>854
���y���|����i�i�i�i �G߄D߁j�j�j��������
���y���|����i�i�i�i �G߄D߁j�j�j��������
859 �F�����������������ς��B�F2015/02/05(��) 00:37:38.91 ID:zw/ctBQp
>>856
�K���P�[�ł������l�ɂ��Ƃ��Ă�
�K���P�[�ł������l�ɂ��Ƃ��Ă�
860 �F�����������������ς��B�F2015/02/05(��) 08:13:23.82 ID:78tz8/B7
�A�[�N�n�ڂ�co2�Ȃ�ł���������ƃX�y�[�X�ɃA�[�X�N���b�v�����ē����n�ڂ��Ă����v�ł����H
861 �F�����������������ς��B�F2015/02/05(��) 10:19:33.54 ID:TVpxUeel
862 �F�����������������ς��B�F2015/02/05(��) 11:21:45.26 ID:78tz8/B7
>>861
���肪�Ƃ��������܂�
���肪�Ƃ��������܂�
863 �F�����������������ς��B�F2015/02/05(��) 23:10:10.38 ID:Yh9INW9G
���̑�����������Ă�Ηn�ڋ@�̃A�[�X��S���q�������1�{�̃A�[�X���ł�����
864 �F�����������������ς��B�F2015/02/05(��) 23:15:20.92 ID:QoRcaje6
�ׂ��ꍇ�͂Ȃ�ׂ��A�[�X���ނɋ߂��ق����n�����݂����H
865 �F�����������������ς��B�F2015/02/06(��) 20:35:32.15 ID:qxaGuDH/
�܂��A�[�X����ނɋ߂��ق����r�[�h�����肵�ėn�����݂̂����X�p�[�N���A�[�N������
�n�ڂ������Ƃ͂Ȃ�����
�n�ڂ������Ƃ͂Ȃ�����
866 �F�����������������ς��B�F2015/02/06(��) 20:45:17.48 ID:7KmBSrxx
�������Ȃ����Iw
867 �F�����������������ς��B�F2015/02/06(��) 20:57:45.93 ID:qQ8abIoe
>>864
�ɂ��B��R�����Ȃ̂ŁA�n�ډӏ��ƃA�[�X�܂ł��ώ��œ����悤�Ȍ����A���Ȃ狗�����߂������������ǂ��B
�Z���X�e�����X�A�������A���������ł͔���Ȃ��B
�ɂ��B��R�����Ȃ̂ŁA�n�ډӏ��ƃA�[�X�܂ł��ώ��œ����悤�Ȍ����A���Ȃ狗�����߂������������ǂ��B
�Z���X�e�����X�A�������A���������ł͔���Ȃ��B
868 �F�����������������ς��B�F2015/02/06(��) 22:33:40.94 ID:Kt55jePG
>>867
�Ȃ�قǁA�X�e�����X�n�ڂ̃e�B�O�Ȃ班�X�A�[�X�̑����Ⓑ���ɉe������Ȃ��̂ɁA�������A�[�N�n�ڂ͂�����Ɖ��������肵��������
�n�����݂������Ȃ����肷��͉̂��̂Ȃ낤�Ƃ����v��
�Ȃ�قǁA�X�e�����X�n�ڂ̃e�B�O�Ȃ班�X�A�[�X�̑����Ⓑ���ɉe������Ȃ��̂ɁA�������A�[�N�n�ڂ͂�����Ɖ��������肵��������
�n�����݂������Ȃ����肷��͉̂��̂Ȃ낤�Ƃ����v��
869 �F�����������������ς��B�F2015/02/06(��) 22:53:13.50 ID:x8gkb9Ho
���Ƃ���4m��8m�̔z���������ē��������Ȃ�
����8m�̕���4m��2�{�̒�R�l�ɂȂ�ł���B
��������TIG�����h�o���Ɠd�C�������Ȃ�
�e�����o�邩���ˁB
��̕K�v��������Ȃ�A�A�[�X���g�[�`���Z�߂��g�B
����8m�̕���4m��2�{�̒�R�l�ɂȂ�ł���B
��������TIG�����h�o���Ɠd�C�������Ȃ�
�e�����o�邩���ˁB
��̕K�v��������Ȃ�A�A�[�X���g�[�`���Z�߂��g�B
870 �F�����������������ς��B�F2015/02/07(�y) 04:34:05.70 ID:je2JR65X
TIG�͕s�����K�X�K�v������ʓ|
871 �F�����������������ς��B�F2015/02/07(�y) 13:21:30.22 ID:uQ+g1mJ9
�m��TIG�̃P�[�u�����������́A�ۂ����ɂ��Ƃ��Ɛ������ɂ������C���B
872 �F�����������������ς��B�F2015/02/07(�y) 18:37:13.71 ID:0aDyby6W
���A�܂���
���E�ł�������ۂ̓������ƏK������
���E�ł�������ۂ̓������ƏK������
873 �F�����������������ς��B�F2015/02/07(�y) 18:41:38.58 ID:HwVTLr5+
�ۂ����H�ǁ[����
�����o���̔z���������ۂ߂�̂ł�����
�z�������邭��~�ɂ��Ă����̂ł͂Ȃ���ˁH
�����o���̔z���������ۂ߂�̂ł�����
�z�������邭��~�ɂ��Ă����̂ł͂Ȃ���ˁH
874 �F�����������������ς��B�F2015/02/08(��) 10:26:23.61 ID:qYkDwXQl
��������5�~���������͂Ȃ���4A�����邩�痣�������͗n�����݈����Ȃ�܂�
875 �F�����������������ς��B�F2015/02/08(��) 11:53:30.12 ID:4PVQN/KZ
�Ȃ�قǁA�Ȃ�ׂ��߂��ɂ��邵���Ȃ��̂�
�߂�ǂ������̂łǁ[���Ă��A�[�X�͒�ʒu�ō|�ނƂ��ŋ��n�����ėn�ڂ��悤�Ƃ����
�n�����݂������Ȃ�
�s�����Ă͂����Ȃ����Ă��Ƃł���
�e�B�O�͂قƂ�lje���Ȃ�����ق�Ɗy��
�߂�ǂ������̂łǁ[���Ă��A�[�X�͒�ʒu�ō|�ނƂ��ŋ��n�����ėn�ڂ��悤�Ƃ����
�n�����݂������Ȃ�
�s�����Ă͂����Ȃ����Ă��Ƃł���
�e�B�O�͂قƂ�lje���Ȃ�����ق�Ɗy��
876 �F�����������������ς��B�F2015/02/08(��) 19:07:03.24 ID:RrZEo0cq
�����������̖ʗ~��������
�����]���P�Ƃ��̐l�ɕ������Ⴄ���
���D�萔����ς��낤�Ȃ���
�����]���P�Ƃ��̐l�ɕ������Ⴄ���
���D�萔����ς��낤�Ȃ���
877 �F�����������������ς��B�F2015/02/08(��) 20:17:55.48 ID:jaTk7K2q
http://iup.2ch-library.com/i/i1379373-1423314936.jpg
http://iup.2ch-library.com/i/i1379374-1423314961.jpg
http://iup.2ch-library.com/i/i1379375-1423314989.jpg
{kind=link}
http://iup.2ch-library.com/i/i1379374-1423314961.jpg
{kind=link}
http://iup.2ch-library.com/i/i1379375-1423314989.jpg
{kind=link}
878 �F�����������������ς��B�F2015/02/08(��) 20:23:34.46 ID:BoTOGvtj
����Ɍ������m������t�����Â����Ă�����H�H
879 �F�����������������ς��B�F2015/02/08(��) 22:19:26.99 ID:RYFbHPux
�����Ռ��ʍŋߔ��������ǂ��ꂢ����
4000�~�ʂ̈����ł��\���g����
���t�I�N�ł��T�������Ǒ����|�����č�������
4000�~�ʂ̈����ł��\���g����
���t�I�N�ł��T�������Ǒ����|�����č�������
880 �F�����������������ς��B�F2015/02/08(��) 22:51:00.79 ID:jaTk7K2q
�A�}�]����3k�Ŕ����Ă邾��
�Ȃ�Ń��t�I�N�ŗ��Ƃ����Ƃ����
�Ȃ�Ń��t�I�N�ŗ��Ƃ����Ƃ����
881 �F�����������������ς��B�F2015/02/09(��) 00:15:01.19 ID:YNxm39MT
�����1/20000�����H
882 �F�����������������ς��B�F2015/02/09(��) 00:18:21.92 ID:vBAheIvN
http://i.imgur.com/Vag7r9Y.jpg
http://i.imgur.com/dRvh3JN.jpg
http://i.imgur.com/6tXECjk.jpg
http://i.imgur.com/1K7RdGt.jpg
http://i.imgur.com/zDF8IWF.jpg
http://i.imgur.com/ESuM5YX.jpg
http://i.imgur.com/zF0wp4s.jpg
http://i.imgur.com/TJ5WN8I.jpg
http://i.imgur.com/2ISnose.jpg
http://i.imgur.com/4Ve9Kup.jpg
http://i.imgur.com/GMcTdDw.jpg
http://i.imgur.com/Y41aWjU.jpg
http://i.imgur.com/1X9ZwYq.jpg
http://i.imgur.com/sUgcQdb.jpg
http://i.imgur.com/PPyn5Dw.jpg
http://i.imgur.com/k9P4BHM.jpg
{kind=link}
http://i.imgur.com/dRvh3JN.jpg
{kind=link}
http://i.imgur.com/6tXECjk.jpg
{kind=link}
http://i.imgur.com/1K7RdGt.jpg
{kind=link}
http://i.imgur.com/zDF8IWF.jpg
{kind=link}
http://i.imgur.com/ESuM5YX.jpg
{kind=link}
http://i.imgur.com/zF0wp4s.jpg
{kind=link}
http://i.imgur.com/TJ5WN8I.jpg
{kind=link}
http://i.imgur.com/2ISnose.jpg
{kind=link}
http://i.imgur.com/4Ve9Kup.jpg
{kind=link}
http://i.imgur.com/GMcTdDw.jpg
{kind=link}
http://i.imgur.com/Y41aWjU.jpg
{kind=link}
http://i.imgur.com/1X9ZwYq.jpg
{kind=link}
http://i.imgur.com/sUgcQdb.jpg
{kind=link}
http://i.imgur.com/PPyn5Dw.jpg
{kind=link}
http://i.imgur.com/k9P4BHM.jpg
{kind=link}
883 �F�����������������ς��B�F2015/02/09(��) 10:31:53.33 ID:LFl/t1ve
>>882
������킷�Ȃ�I
������킷�Ȃ�I
884 �F�����������������ς��B�F2015/02/09(��) 12:25:54.74 ID:ka4Gppsp
���̓e�B�O�����̎��ɗׂ̂���o�b�N�V�[���h�Ȃ��ŗn�ڂ����̂�����������Ȃ�����
�����ĉ����Y��Ă�
�����ĉ����Y��Ă�
885 �F�����������������ς��B�F2015/02/09(��) 13:06:56.87 ID:Em+m6OHH
���邠��(�L�E�ցE`)
886 �F�����������������ς��B�F2015/02/09(��) 14:37:37.11 ID:dhhO1cFI
�A���~���ȗ��e�B�O20�N�̎�������
�o�b�N�V�[���h���ĉ������Ɏg���̃��x���ł���
�o�b�N�V�[���h���ĉ������Ɏg���̃��x���ł���
887 �F�����������������ς��B�F2015/02/09(��) 15:09:51.69 ID:qLu2fS8x
�o�b�N�V�[���h���ĉ��H
888 �F�����������������ς��B�F2015/02/09(��) 15:58:20.59 ID:wG8Lt4no
>>882
�n�ڂ̂��ƂȂǂǂ��ł��ǂ��Ȃ����B���肪�Ƃ�
�n�ڂ̂��ƂȂǂǂ��ł��ǂ��Ȃ����B���肪�Ƃ�
889 �F�����������������ς��B�F2015/02/09(��) 22:18:02.06 ID:ul9Nr+9C
>>887
���ɂ��A���S���Ƃ������B�M���̗n�ڂ��B
���ɂ��A���S���Ƃ������B�M���̗n�ڂ��B
890 �F�����������������ς��B�F2015/02/09(��) 22:24:14.51 ID:YT83jGUE
>>887
�X�e�����X�Ō��Ԃ�����ɏォ��_���w���ė������n�����܂��ė��g���o���킯����
���̓K�X���ʂ��ĂȂ��̂ŏł���̂�
������K�X�˂��Ă����Ȃ��悤�Ƀo���A���͂邱��
����������ŖY��āA�����ł��ł��ɂȂ���
�������L������
�X�e�����X�Ō��Ԃ�����ɏォ��_���w���ė������n�����܂��ė��g���o���킯����
���̓K�X���ʂ��ĂȂ��̂ŏł���̂�
������K�X�˂��Ă����Ȃ��悤�Ƀo���A���͂邱��
����������ŖY��āA�����ł��ł��ɂȂ���
�������L������
891 �F�����������������ς��B�F2015/02/10(��) 02:04:35.75 ID:uizJ6tgE
�^�J�̃��C�^�[�ɃV���o�[�̑��������E�t������Ă�̂���肽����1600�����炢�̃K�X�o�[�i�[�ł����ƉߔM����Αf�l�ł��O����H
892 �F�����������������ς��B�F2015/02/10(��) 02:29:27.38 ID:Z39zrB5y
����V���o�[�̑�������Ƃ��n�����w
893 �F�����������������ς��B�F2015/02/10(��) 07:57:57.96 ID:6JgYN5Wi
>>889->>890
�����������ȂA���肪�Ƃ��B
�����Ă݂�A�ȑO�������Ƃ����B
�����ł͂�������Ƃ͂Ȃ����ȁB
���g���K�p�ł��A�g���͕̂\����������A���ĂĂ���Ă�B
�\�̓w�A���C���d�グ�A���͐��i�̗����ɂȂ邩�炻�̂܂܂Ȃ́B
�����������ȂA���肪�Ƃ��B
�����Ă݂�A�ȑO�������Ƃ����B
�����ł͂�������Ƃ͂Ȃ����ȁB
���g���K�p�ł��A�g���͕̂\����������A���ĂĂ���Ă�B
�\�̓w�A���C���d�グ�A���͐��i�̗����ɂȂ邩�炻�̂܂܂Ȃ́B
894 �F�����������������ς��B�F2015/02/10(��) 08:02:26.27 ID:EKlPv8L9
895 �F�����������������ς��B�F2015/02/10(��) 14:57:49.81 ID:csXiFGOs
>>889
�M���̗n�ڂ��Ă�����
�������낢����l�^�Ŏg�킹�Ă��炢�܂�
�M���[���@�������H�����[���E�E�E�E�E�E�@����ςˁA�R�X�g�K�[
�M���̗n�ڂ��Ă�����
�������낢����l�^�Ŏg�킹�Ă��炢�܂�
�M���[���@�������H�����[���E�E�E�E�E�E�@����ςˁA�R�X�g�K�[
896 �F�����������������ς��B�F2015/02/10(��) 17:21:55.26 ID:EKlPv8L9
�Z���X�����
897 �F�����������������ς��B�F2015/02/10(��) 17:55:31.67 ID:zaI6YD+C
�N���h�l�����A�V���x���J�[���������������Ԃ�ISIL�����j�@�v�Ղ̒D�҂ɂ�����
http://hayabusa3.2ch.net/test/read.cgi/news/1423538664/
https://www.youtube.com/watch?v=qJFlDVxeYac&feature=youtu.be
���q����肨�܂���h�������ق����𗧂�������ȁB
http://hayabusa3.2ch.net/test/read.cgi/news/1423538664/
https://www.youtube.com/watch?v=qJFlDVxeYac&feature=youtu.be
���q����肨�܂���h�������ق����𗧂�������ȁB
898 �F�����������������ς��B�F2015/02/10(��) 18:14:55.48 ID:JIIHjvbJ
899 �F�����������������ς��B�F2015/02/10(��) 20:47:25.70 ID:zaI6YD+C
�r�X�����ł������ƂȂ�����悭�킩����ʂ̏e�e�͖h�����̂���������
900 �F�����������������ς��B�F2015/02/10(��) 20:58:40.78 ID:O9sSXLZb
�A���p���}�����Ɍ�����
901 �F�����������������ς��B�F2015/02/11(��) 09:10:03.40 ID:li5v7I1w
���Ȃ����X�e���n�ڂɓS�p�̃��C���[�g�������Ǖ��ʂɕt�����ˁB
�����S�̒��Ԃ����瓖����O���낤���ǁB
�X�e���p���C���[�Ƃ̍����ĎK�тɂ����ʂȂ낤���B�B�B�H
�����S�̒��Ԃ����瓖����O���낤���ǁB
�X�e���p���C���[�Ƃ̍����ĎK�тɂ����ʂȂ낤���B�B�B�H
902 �F�����������������ς��B�F2015/02/11(��) 12:26:31.50 ID:0wz2lSXj
>>901
���̕i���͂��͂�X�e�����X�𖼏��Ȃ�����B
�d�H�͕��i�͋C�ɂ��Ȃ����A�˂����킹�n�ڕ������S���ƃ��o�C�ȁB
TIG�ŋt�A�S�̗n�ڂɃX�e�����X�n�_�͂悭���B�t���₷������v�ɂȂ�B
���̕i���͂��͂�X�e�����X�𖼏��Ȃ�����B
�d�H�͕��i�͋C�ɂ��Ȃ����A�˂����킹�n�ڕ������S���ƃ��o�C�ȁB
TIG�ŋt�A�S�̗n�ڂɃX�e�����X�n�_�͂悭���B�t���₷������v�ɂȂ�B
903 �F�����������������ς��B�F2015/02/11(��) 13:35:42.41 ID:MSpFZRi1
�j�b�P���������������s�����邩��ˁB
�S��SUS�t����̂Ɏg��309�̓j�b�P����������B
�S��SUS�t����̂Ɏg��309�̓j�b�P����������B
904 �F�����������������ς��B�F2015/02/11(��) 17:14:01.20 ID:XZ2ErTOZ
�X�p�[�N�����Ċl����߂܂���w�
http://www.gizmodo.jp/2015/02/post_16487.html
http://www.gizmodo.jp/images/2015/02/150206spider.jpg
http://www.gizmodo.jp/2015/02/post_16487.html
http://www.gizmodo.jp/images/2015/02/150206spider.jpg
{kind=link}
905 �F�����������������ς��B�F2015/02/11(��) 22:18:59.26 ID:tZBOyP+K
906 �F�����������������ς��B�F2015/02/12(��) 19:42:45.85 ID:7Cb83eyZ
�g������ō������c���A���X�����s���N�F����Ԃ��ȁ@�V�������Ă����ˁi�ςȈӖ��͂Ȃ��j
http://uproda.2ch-library.com/859986ShP/lib859986.jpg
http://uproda.2ch-library.com/859986ShP/lib859986.jpg
{kind=link}
907 �F�����������������ς��B�F2015/02/12(��) 21:09:23.99 ID:VYl/zC5a
�܂��Ⴂ�ȁB�Ⴗ���Ă߂܂��������B
�g������ō�����̂ق������͓I�Ɋ����鎞���K������B
�ᑢ�您�܂����������̈�ɂ����B
����܂ł���͒��_�ɌN�Ղ��đ҂��Ă��Ă��B�u�X�R�[�V���R�[�v
http://www.blister.jp/images-item-big/page-25953.jpg
�g������ō�����̂ق������͓I�Ɋ����鎞���K������B
�ᑢ�您�܂����������̈�ɂ����B
����܂ł���͒��_�ɌN�Ղ��đ҂��Ă��Ă��B�u�X�R�[�V���R�[�v
http://www.blister.jp/images-item-big/page-25953.jpg
{kind=link}
908 �F�����������������ς��B�F2015/02/12(��) 22:52:33.61 ID:Ams1Q/q/
�����킩�Ǝv����������
909 �F�����������������ς��B�F2015/02/12(��) 23:43:36.16 ID:B2JwaWfB
�����^ww
910 �F�����������������ς��B�F2015/02/14(�y) 08:25:08.84 ID:DrbxJmhB
��902
����A�����Ȃ��Ƃ���Ŏ��X�l�������x�̍\�����Ȃ̂ł����̂�B
����10�N���������B
200V�p�̃X�e���̗n�_�͎����Ă����ǂ����d����100�������Ȃ��Ƃ����
���������������čs���Ȃ������炵��[�Ȃ��̂�B
����悤�ɃX�e���p���C���[�����̂��A�z�炵�����E�E�E
����A�����Ȃ��Ƃ���Ŏ��X�l�������x�̍\�����Ȃ̂ł����̂�B
����10�N���������B
200V�p�̃X�e���̗n�_�͎����Ă����ǂ����d����100�������Ȃ��Ƃ����
���������������čs���Ȃ������炵��[�Ȃ��̂�B
����悤�ɃX�e���p���C���[�����̂��A�z�炵�����E�E�E
911 �F�����������������ς��B�F2015/02/14(�y) 16:58:42.04 ID:tQ8r0DOL
���������̂��厖�̂�蔲���{�H�̌����ɂȂ�낤��
�܂��������܂ɂ��邯��
�܂��������܂ɂ��邯��
912 �F�����������������ς��B�F2015/02/14(�y) 18:12:33.54 ID:HzOEZS5D
�X�e���ɓS�͂Ȃ��ȁA���ǁA��x�n�ڕ������ю���������āA�N���C�A���g�Ɏw�E����čQ�Ă������������B
913 �F�����������������ς��B�F2015/02/14(�y) 19:14:44.31 ID:OD76OQYd
����E�l�Ȃ���
�X�e�����X����ɂ���E���C�^������Ȃ����͓�����ނ̃T�C�Y�̓S�̃E���C�^�����肷�鎞������
�������͂����ăX�e�����X�̏�ɕt�������炠�Ƃ��疁����������ς�����
���������K�т₷���Ƃ����f�����b�g�ȊO�ɉ�������̂��ȁH
�Ⴆ�ΓS�ƃX�e�����X��������ɂ͗n�����݂ɂ����Ƃ��A�����畅�H���₷���Ƃ�����
�X�e�����X����ɂ���E���C�^������Ȃ����͓�����ނ̃T�C�Y�̓S�̃E���C�^�����肷�鎞������
�������͂����ăX�e�����X�̏�ɕt�������炠�Ƃ��疁����������ς�����
���������K�т₷���Ƃ����f�����b�g�ȊO�ɉ�������̂��ȁH
�Ⴆ�ΓS�ƃX�e�����X��������ɂ͗n�����݂ɂ����Ƃ��A�����畅�H���₷���Ƃ�����
914 �F�����������������ς��B�F2015/02/14(�y) 21:20:53.44 ID:eLXwK9So
sus��ί�߰�Ȃ�309�̖_�g����SS400���߯��\�����肷�邯�ǁA��ꂽ���Ęb�͕����Ȃ��Ȃ��B
�K�Ȃ͂킩��Ȃ����ǂ��B
sus�ɓ�|�_�g�������͖������ǂˁB
�K�Ȃ͂킩��Ȃ����ǂ��B
sus�ɓ�|�_�g�������͖������ǂˁB
915 �F�����������������ς��B�F2015/02/15(��) 20:16:34.13 ID:nSb2ysxL
�t�F���C�g�n�r�t�r�Ƃr�r�S�O�O�̔n�ڂ̑g�ݍ��킹�ł͓�q�p�_�ł����p����Ȃ����Ă�
916 �F�����������������ς��B�F2015/02/15(��) 20:17:03.04 ID:nSb2ysxL
��|�p
917 �F�����������������ς��B�F2015/02/15(��) 23:34:39.96 ID:bUq594tW
�n�ڗ��K�R��ځB
�R�����̕��i�����Ă���A����ăO���C���_�[�ŗn�ڂ̃P�[�u���ؒf���Ă����B��u�łقƂ�ǐؒf�B
�w����Ȃ��ėǂ������B���S���B
�R�����̕��i�����Ă���A����ăO���C���_�[�ŗn�ڂ̃P�[�u���ؒf���Ă����B��u�łقƂ�ǐؒf�B
�w����Ȃ��ėǂ������B���S���B
918 �F�����������������ς��B�F2015/02/16(��) 00:44:10.50 ID:kBDzE8ug
�w�l�߂�Ƃ��ɕ֗��������
����ǂ����̎������ł��p���Ă݂悤
����ǂ����̎������ł��p���Ă݂悤
919 �F�����������������ς��B�F2015/02/16(��) 01:00:52.39 ID:UwodIfrR
�w�ɂ͍����邵��u���Ď��͂Ȃ�����
�Ȃ�ɂ���ɂ�����C�����悤
�Ȃ�ɂ���ɂ�����C�����悤
920 �F�����������������ς��B�F2015/02/16(��) 08:23:21.27 ID:slvJlTSH
921 �F�����������������ς��B�F2015/02/16(��) 09:44:38.74 ID:lvGSvGXA
�C�^�C�J�������e�[
922 �F�����������������ς��B�F2015/02/16(��) 09:56:35.53 ID:sIZb9xtq
�I�J���i�������ɍ��邾�낤�ȁE�E�E
923 �F�����������������ς��B�F2015/02/16(��) 09:59:13.78 ID:aostUglY
�����̑������������n�_�Ɍ����Ă��܂�
924 �F�����������������ς��B�F2015/02/16(��) 10:02:49.19 ID:Mir/rY3U
�����錩���� �肷��Ƃ��ǂ�ȗn�ڂ��Ă�̂Ƃ����邵��
925 �F�����������������ς��B�F2015/02/16(��) 10:20:32.64 ID:87JyRD1x
���Ƃ̗��s�ō������p�قɍs�������́A���邳���č�����w�B
926 �F�����������������ς��B�F2015/02/16(��) 12:02:22.15 ID:hlEdOQRg
>>914
309�g���Ė�肠�����炻����肾��w
309�g���Ė�肠�����炻����肾��w
927 �F�����������������ς��B�F2015/02/16(��) 19:54:07.59 ID:5v4edPJ1
��O����ɍs�����ہA�����ɐL�т�X�e�����X�肷��̗n�ڐՂ�����̂��ɂԂ��ł�
���C��̂r�t�r�肷��o�b�N�K�X���ĂȁH
��T�i���t���肷�肾�炯�ʼn���̐����ŗ����ꂻ���ȋC�����邯�ǂǂ��Ȃ�
���C��̂r�t�r�肷��o�b�N�K�X���ĂȁH
��T�i���t���肷�肾�炯�ʼn���̐����ŗ����ꂻ���ȋC�����邯�ǂǂ��Ȃ�
928 �F�����������������ς��B�F2015/02/16(��) 21:44:59.32 ID:esA5SQQX
�����C�̎肷��̗n�ڂ��ď��ł���ˁ`
929 �F�����������������ς��B�F2015/02/16(��) 22:18:52.73 ID:2fkznizy
DIY���Ă݂�Ȃ���ȃ��x�������c
930 �F�����������������ς��B�F2015/02/16(��) 23:03:57.98 ID:2fkznizy
{kind=link}
931 �F�����������������ς��B�F2015/02/17(��) 08:19:50.92 ID:51jPCtGh
{kind=link}
932 �F�����������������ς��B�F2015/02/17(��) 08:23:55.78 ID:1adqbffv
>>930
���ɂ͂낤�t������Ă�����ۂ��͌����Ȃ����ǁB
���ɂ͂낤�t������Ă�����ۂ��͌����Ȃ����ǁB
933 �F�����������������ς��B�F2015/02/17(��) 08:53:05.05 ID:urA848X2
934 �F�����������������ς��B�F2015/02/17(��) 09:55:04.12 ID:6Qy7drIz
�ŁA��肽���́H
935 �F�����������������ς��B�F2015/02/17(��) 12:27:06.59 ID:HsmeYsn3
>>931
�����Ƃ��납��ړ����Ȃ���_���邵�A�d���d�Ί�ς߂郁���b�g�����肻��������
�ړ��x���ċt�ɑ_���ł�����Ȃ��ˁH
���C�t�������Ĕn�̕����悳������
���₻�ꂾ�ƉΗ͂��Ȃ������ł��Ȃ��Ă��Ƃ��A
�����Ƃ��납��ړ����Ȃ���_���邵�A�d���d�Ί�ς߂郁���b�g�����肻��������
�ړ��x���ċt�ɑ_���ł�����Ȃ��ˁH
���C�t�������Ĕn�̕����悳������
���₻�ꂾ�ƉΗ͂��Ȃ������ł��Ȃ��Ă��Ƃ��A
936 �F�����������������ς��B�F2015/02/17(��) 13:56:59.45 ID:Rof3pi2V
�����͂���Ȋ���������ڒ��Ȃ̂���
�����߂��Ďg���Â炢�����肽��
�o������`�[�t�͍ė��p����zipoo�ɒ���t�������Ǝv���Ă܂�
http://imgur.com/TuIFDam.jpg
�����߂��Ďg���Â炢�����肽��
�o������`�[�t�͍ė��p����zipoo�ɒ���t�������Ǝv���Ă܂�
http://imgur.com/TuIFDam.jpg
{kind=link}
937 �F�����������������ς��B�F2015/02/17(��) 20:44:18.17 ID:6Qy7drIz
�T�b�|���̊Ŕ������H
����Ȏd������Ȃ�B
����Ȏd������Ȃ�B
938 �F�����������������ς��B�F2015/02/17(��) 22:19:59.92 ID:xQldRA7p
���̐ڒ��܂͔M�Ɏア���牷�߂�Ύ��邩����
�ڒ��܂����炩�����Ă��炱����Ȃ�Ƃ��Ȃ邩��
�g�[�`�����v�ŏł����Ȃ��悤���t��Ƃ���Ŏύ��ނƂ�
���܂�M��^��������Ƒ��̏����c�ނ���قǂقǂ�
�ڒ��܂����炩�����Ă��炱����Ȃ�Ƃ��Ȃ邩��
�g�[�`�����v�ŏł����Ȃ��悤���t��Ƃ���Ŏύ��ނƂ�
���܂�M��^��������Ƒ��̏����c�ނ���قǂقǂ�
939 �F�����������������ς��B�F2015/02/18(��) 05:20:54.80 ID:T4jXAVW4
�ł��R���A�\�ʂɃN���A�h�����Ă���悤�Ɍ�������ǁB
�t������h�����Ă��Đ^�J�ނ��o���ɂȂ肻��������
����ł������̂��Ȃ�
�t������h�����Ă��Đ^�J�ނ��o���ɂȂ肻��������
����ł������̂��Ȃ�
940 �F�����������������ς��B�F2015/02/18(��) 06:38:33.42 ID:D2j87+kM
>>939
���̔������疁���̑O��ł���
���̔������疁���̑O��ł���
941 �F�����������������ς��B�F2015/02/18(��) 10:03:08.09 ID:tWvEMJO6
�X�e�����X�̃X�|�b�g�n�ڂ�p�ɂɂ���d�����Ă����
�������w�������Ȃ�Ȃ��H
�p���X�ɂ��ăN���[�^�[�ŗ������ςȂ��ɂ͏o���Ȃ���ނ�������
���������邨���Ȃ�
�������w�������Ȃ�Ȃ��H
�p���X�ɂ��ăN���[�^�[�ŗ������ςȂ��ɂ͏o���Ȃ���ނ�������
���������邨���Ȃ�
942 �F�����������������ς��B�F2015/02/18(��) 12:32:10.22 ID:R4KWrGJh
���̓o���Z���ł��n�ڂł����H
943 �F�����������������ς��B�F2015/02/18(��) 12:36:39.79 ID:lbD4fPQ/
�ڂ����ɎG�ɂ��Ă邯�ǁA����Ȃɒɂ��Ȃ�Ȃ���B
944 �F�����������������ς��B�F2015/02/18(��) 13:53:57.74 ID:T4jXAVW4
>>942
�Ⴂ����A�o�C�N�̃`�����o�[�Ɍ����J�����̂�
�_�����ŋߏ��̓S�H���Ɏ����čs������A�K�X�ŔԐ��g����
�p�b�`���Ă��ꂽ�B
�A�������̗n�ڌ��̌��Ȃ̂����B�E�q���[�A�n�ڂ��������Ďv�����킗
�Ⴂ����A�o�C�N�̃`�����o�[�Ɍ����J�����̂�
�_�����ŋߏ��̓S�H���Ɏ����čs������A�K�X�ŔԐ��g����
�p�b�`���Ă��ꂽ�B
�A�������̗n�ڌ��̌��Ȃ̂����B�E�q���[�A�n�ڂ��������Ďv�����킗
945 �F�����������������ς��B�F2015/02/18(��) 17:08:06.64 ID:lbD4fPQ/
�����I
����͏Ռ��I�ȑ̌��������ˁB
�ڂ����`�����o�[�Ɍ��������������邯�ǁA���̎����傤�Ǘn�ڂ��o���n�߂�������������
�����ł������B
�H�ꂪ�I����Ă���A�������莝���Ă����Ē������B
����͏Ռ��I�ȑ̌��������ˁB
�ڂ����`�����o�[�Ɍ��������������邯�ǁA���̎����傤�Ǘn�ڂ��o���n�߂�������������
�����ł������B
�H�ꂪ�I����Ă���A�������莝���Ă����Ē������B
946 �F�����������������ς��B�F2015/02/18(��) 20:15:22.80 ID:ePrE1Ikz
��������I�C�����`�����o�[�̎����Ɍ����J���ăo�C�N���Ɏ����čs������A�S�|���Ɏ����čs�����݂����Łu���������������炵���v�ƕ������B
���Ȃ甼�����Ŏ����ł��ł���B
���Ȃ甼�����Ŏ����ł��ł���B
947 �F�����������������ς��B�F2015/02/19(��) 08:05:59.08 ID:bo5RKIbt
�����S�H��
�`�����o�[�̌�����S�̌��Ԃ܂ł����߂��܂��B
�`�����o�[�̌�����S�̌��Ԃ܂ł����߂��܂��B
948 �F�����������������ς��B�F2015/02/19(��) 10:14:51.76 ID:sIZRSLCO
>>943
�����5000���炢�X�|�b�g�Ń{�^���������ǁA�������Ȃ�Ȃ��H
�����5000���炢�X�|�b�g�Ń{�^���������ǁA�������Ȃ�Ȃ��H
949 �F�����������������ς��B�F2015/02/19(��) 12:10:14.90 ID:tdDKKxnk
>>948
���������Βɂ���ȁB���킢���B
�����݃X�C�b�`�ɂ���A�{�^�����f�J������A���ɂ��Đe�w�ʼn����A�^�b�`�X�^�[�g�ɂ���A�Ȃǂłǂ����B
���������Βɂ���ȁB���킢���B
�����݃X�C�b�`�ɂ���A�{�^�����f�J������A���ɂ��Đe�w�ʼn����A�^�b�`�X�^�[�g�ɂ���A�Ȃǂłǂ����B
950 �F�����������������ς��B�F2015/02/19(��) 12:52:05.43 ID:gCT4Rh+T
5000�͑吙��B
�ł��A�X�C�b�`�͌y�������ɂȂ�Ȃ���B
�ł��X�C�b�`�Ȃ̂��ȁH
�ł��A�X�C�b�`�͌y�������ɂȂ�Ȃ���B
�ł��X�C�b�`�Ȃ̂��ȁH
951 �F�����������������ς��B�F2015/02/19(��) 15:10:20.89 ID:sIZRSLCO
����ȂɌł��͂Ȃ��A�������A�[�N�̂��͂͂邩�Ɍy�����ǃ`���c���ŏo��3���ڂ��炢����w�ɂ���������
�Ȃ�ׂ����������炷���߂Ɏd���Ȃ��p���X�̃N���[�^�[�ŋv���Ԃ�ɂ���Ă݂���
����ǂ͘c�݂������Ȃ邵�A�Ă��Ƃ�̎��Ԃ���������
���ǏĂ��Ƃ�̖_������ƂŎw��ɂ߂�Ƃ����c
�v�[���݂����ȂƂ��ɂ��������ďĂ��Ƃ肷��ݔ����Ȃ�������c
�Ȃ�ׂ����������炷���߂Ɏd���Ȃ��p���X�̃N���[�^�[�ŋv���Ԃ�ɂ���Ă݂���
����ǂ͘c�݂������Ȃ邵�A�Ă��Ƃ�̎��Ԃ���������
���ǏĂ��Ƃ�̖_������ƂŎw��ɂ߂�Ƃ����c
�v�[���݂����ȂƂ��ɂ��������ďĂ��Ƃ肷��ݔ����Ȃ�������c
952 �F�����������������ς��B�F2015/02/19(��) 15:11:25.53 ID:sIZRSLCO
�m���ɑ��ŃX�C�b�`������悤�Ȃ̂������炩�Ȃ菕������ǂ�
����E�藼�����݂Ɏg���Ă���Ă邯�ǁA����ł����������Ȃ�
����E�藼�����݂Ɏg���Ă���Ă邯�ǁA����ł����������Ȃ�
953 �F�����������������ς��B�F2015/02/19(��) 19:16:56.31 ID:JJtuB29v
954 �F�����������������ς��B�F2015/02/19(��) 20:24:44.39 ID:gCT4Rh+T
�Ȃ��킢�����ɂȂ��Ă�����B
�Ȃ�Ƃ��H�v�͂ł��Ȃ��́H
�ڂ��͍�Ƃ������I�Ŋy�ɂȂ�̂Ȃ�A100�~������ł����ȕ�����
���������肵�āA������p�Ŏg���Ă��B
�Ȃ�Ƃ��H�v�͂ł��Ȃ��́H
�ڂ��͍�Ƃ������I�Ŋy�ɂȂ�̂Ȃ�A100�~������ł����ȕ�����
���������肵�āA������p�Ŏg���Ă��B
955 �F�����������������ς��B�F2015/02/19(��) 20:30:47.55 ID:iC+FgCTp
>>947
�I�[�z�b�z�b�z�b�z�[
�I�[�z�b�z�b�z�b�z�[
956 �F�����������������ς��B�F2015/02/20(��) 10:08:29.53 ID:jaYLlysk
>>952
�Ƃ肠�����A�X�C�b�`���y�����̂ɕς��܂��傤��B
�w�̕��S���S�R�Ⴄ��B
����������YX 503TK���g�����B
�y���Ēɂ��͏o�Ȃ���B
�t�b�g�X�C�b�`�Ȃ��A���c�S�e��Ƃ��ł�����A���R�ɂł����B
�r���ɃR�l�N�^�[�Ȃ����܂��đI���o����悤�ɂ���Ƃ��ˁB
�Ƃ肠�����A�X�C�b�`���y�����̂ɕς��܂��傤��B
�w�̕��S���S�R�Ⴄ��B
����������YX 503TK���g�����B
�y���Ēɂ��͏o�Ȃ���B
�t�b�g�X�C�b�`�Ȃ��A���c�S�e��Ƃ��ł�����A���R�ɂł����B
�r���ɃR�l�N�^�[�Ȃ����܂��đI���o����悤�ɂ���Ƃ��ˁB
957 �F�����������������ς��B�F2015/02/20(��) 10:35:45.63 ID:EKSsx5i8
����Ȃ̂ɑւ��Ă݂���H
ttp://www.march-rabbit.jp/index.php?main_page=product_info&cPath=49&products_id=693
ttp://www.march-rabbit.jp/index.php?main_page=product_info&cPath=49&products_id=693
958 �F�����������������ς��B�F2015/02/20(��) 10:38:14.68 ID:RNltDnVz
ttp://kzho.net/jlab-giga/s/1424254235184.jpg
ttp://kzho.net/jlab-giga/s/1424254240211.jpg
ttp://kzho.net/jlab-giga/s/1424254244516.jpg
ttp://kzho.net/jlab-giga/s/1424254248295.jpg
ttp://kzho.net/jlab-giga/s/1424254252437.jpg
ttp://kzho.net/jlab-giga/s/1424254257085.jpg
ttp://kzho.net/jlab-giga/s/1424254260723.jpg
ttp://kzho.net/jlab-giga/s/1424254267526.jpg
ttp://kzho.net/jlab-giga/s/1424254271469.jpg
�n�ڍH���Ă���ς莋�͗�����́H
���͌������邩�牽�ԂƗn���������̂������Ă���
{kind=link}
ttp://kzho.net/jlab-giga/s/1424254240211.jpg
{kind=link}
ttp://kzho.net/jlab-giga/s/1424254244516.jpg
{kind=link}
ttp://kzho.net/jlab-giga/s/1424254248295.jpg
{kind=link}
ttp://kzho.net/jlab-giga/s/1424254252437.jpg
{kind=link}
ttp://kzho.net/jlab-giga/s/1424254257085.jpg
{kind=link}
ttp://kzho.net/jlab-giga/s/1424254260723.jpg
{kind=link}
ttp://kzho.net/jlab-giga/s/1424254267526.jpg
{kind=link}
ttp://kzho.net/jlab-giga/s/1424254271469.jpg
{kind=link}
�n�ڍH���Ă���ς莋�͗�����́H
���͌������邩�牽�ԂƗn���������̂������Ă���
959 �F�����������������ς��B�F2015/02/20(��) 12:17:55.18 ID:1VUdliP8
������Ȃ�̍H�v���Ȃ��l�͂ł�点���Ђ���T���ȁB
�z�C�X�g�ݒu������10�l�����点���������オ��݂����ȍ�����ˁ[���炳���B
�X�C�b�`�Ȃ�Đ��������肾���ĒZ�������邾���̂��ƂȂ���A������ƍH������ƈ��̕��S�������Č������オ�邾�낤�ɁB
�z�C�X�g�ݒu������10�l�����点���������オ��݂����ȍ�����ˁ[���炳���B
�X�C�b�`�Ȃ�Đ��������肾���ĒZ�������邾���̂��ƂȂ���A������ƍH������ƈ��̕��S�������Č������オ�邾�낤�ɁB
960 �F�����������������ς��B�F2015/02/20(��) 13:42:34.56 ID:nfLh/e6s
tig�̃g�[�`��T���̕������ĔM���Ȃ�Ə_�炩���Ȃ��āA��ŋȂ���B
�Ȃ������z�Ŋ��ꂿ���������A�V�i�͊p�x������Ȃ��āA�C���C������B
�Ȃ������z�Ŋ��ꂿ���������A�V�i�͊p�x������Ȃ��āA�C���C������B
961 �F�����������������ς��B�F2015/02/20(��) 17:08:58.83 ID:jaYLlysk
�V�i�́A��ŃO�C�b�ƋȂ��Ď����D�݂ɂ���̂�B
T�̏��́A����������ȒP�ɋȂ����B
T�̏��́A����������ȒP�ɋȂ����B
962 �F�����������������ς��B�F2015/02/21(�y) 01:30:09.51 ID:laHFxc6J
�E��̃g�[�`��i-Head�Ƃ��ŃO�j�����ƋȂ��邩��ŏ��̓r�r�����Ȃ�
963 �F�����������������ς��B�F2015/02/21(�y) 01:51:35.56 ID:7uR+Fu+b
������Ă킴�ƋȂ���悤�ɏo���Ă�́H�g�[�`
���Ƃ�����ǂ������Ӗ����H�H
���Ƃ�����ǂ������Ӗ����H�H
964 �F�����������������ς��B�F2015/02/21(�y) 09:17:53.37 ID:j+oNuyrA
���ʂɃt���L�V�u���g�[�`�ƌ����������邾��
�����̌Â������̃g�[�`�͔M���Ȃ��Ă��Ȃ���C�z�͖���200A
�����̌Â������̃g�[�`�͔M���Ȃ��Ă��Ȃ���C�z�͖���200A
965 �F�����������������ς��B�F2015/02/21(�y) 10:07:00.70 ID:xz0Y7CvM
�Ӗ��́A��Ɠ��e�ɂ���Ă͍œK�p�x���Ⴄ����
�ɂ���Ē��߂ł���́B
�l�̂��g������g���ɂ���������̂͂��̂��߂�B
�ގ�����������_�炩�����Ă̂������B
�ɂ���Ē��߂ł���́B
�l�̂��g������g���ɂ���������̂͂��̂��߂�B
�ގ�����������_�炩�����Ă̂������B
966 �F�����������������ς��B�F2015/02/21(�y) 12:15:38.91 ID:IZ7s8c69
���ʂ̃g�[�`�������I�ɓ���Ȃ��ăt���L�V�u������Ȃ��Ƃ��ďꍇ�͂���ȁB
���邢�͂����ۂ̒Z���g�[�`�Ƃ��B
���邢�͂����ۂ̒Z���g�[�`�Ƃ��B
967 �F�����������������ς��B�F2015/02/21(�y) 12:46:00.59 ID:8sCJPVng
����B�K�X�����Y�A���������߁B
�K�X���͕s�����Ǝv���B
�K�X���͕s�����Ǝv���B
968 �F�����������������ς��B�F2015/02/21(�y) 16:19:15.73 ID:j+oNuyrA
�K�X�����Y�g���Ă݂����ǂ��܂������ʂ������
�R���b�g�̃��b�V�����w�^�b�s�Ȃ̂ŃX�p�b�^�ŋl�܂��Ă��܂���
�R���b�g�̃��b�V�����w�^�b�s�Ȃ̂ŃX�p�b�^�ŋl�܂��Ă��܂���
969 �F�����������������ς��B�F2015/02/21(�y) 19:49:09.11 ID:ZGo8e0g0
�K�X�����Y�͖��o���Ȃ�ł����A�V�[���h�͂���Ȋ����Ȃ�ł��ˁB
http://yousetsuyouhin.ocnk.net/data/yousetsuyouhin/product/56185b1518.jpg
�g�[�`�����܂œ���Ȃ��ŁA�n�ڃ|�C���g�ƃ^���O�X�e���_�̋�����
����ꍇ�ł��V�[���h�����ƕ����Ă܂����B
�X�y�[�X�̐������ꏊ�ł��K�X�����Y�͗L���Ȃ�ł��傤���H
���Ȃ݂ɁA����ȃg�[�`�������ł��ˁB
http://yaltusan.up.n.seesaa.net/yaltusan/image/IMG_6223-thumbnail2.JPG?d=a1
http://yousetsuyouhin.ocnk.net/data/yousetsuyouhin/product/56185b1518.jpg
{kind=link}
�g�[�`�����܂œ���Ȃ��ŁA�n�ڃ|�C���g�ƃ^���O�X�e���_�̋�����
����ꍇ�ł��V�[���h�����ƕ����Ă܂����B
�X�y�[�X�̐������ꏊ�ł��K�X�����Y�͗L���Ȃ�ł��傤���H
���Ȃ݂ɁA����ȃg�[�`�������ł��ˁB
http://yaltusan.up.n.seesaa.net/yaltusan/image/IMG_6223-thumbnail2.JPG?d=a1
{kind=link}
970 �Fsage�F2015/02/22(��) 10:55:39.97 ID:z0B40nQP
i-Head�͗ǂ��Ȃ��B
>>969�̃K�X�����Y����O�R���b�g������Ε֗�������
i-Head�����ł����Ȃ�g����ȁB
�ł����ʂ���낤�B
���ʂ̃g�[�`���͍������낤�H
>>969�̃K�X�����Y����O�R���b�g������Ε֗�������
i-Head�����ł����Ȃ�g����ȁB
�ł����ʂ���낤�B
���ʂ̃g�[�`���͍������낤�H
971 �F�����������������ς��B�F2015/02/22(��) 17:45:34.38 ID:lI9oDnlz
����DIY�̈���Ă�悤�ȁB�B�B
972 �F�����������������ς��B�F2015/02/22(��) 19:06:31.57 ID:CMozVfXf
973 �F�����������������ς��B�F2015/02/23(��) 01:44:00.87 ID:Y0uwcEvN
100��100�̓S�̏㉺�ɒ��a40�̓S��������ŗn�ڂ������̂����A
�����猩��Ɓ@�H�@�̌`�B
�Ǝ҂��Ƒ���ǂ�Ȃ���Ȃ́H
�l�ȗ��𐿂��������쏊�Ɉ˗����������Ƃ�̂�������ǂ�Ȃ��ƁB
�P��mm
�����猩��Ɓ@�H�@�̌`�B
�Ǝ҂��Ƒ���ǂ�Ȃ���Ȃ́H
�l�ȗ��𐿂��������쏊�Ɉ˗����������Ƃ�̂�������ǂ�Ȃ��ƁB
�P��mm
974 �F�����������������ς��B�F2015/02/23(��) 08:03:45.98 ID:2ZlBUliP
������\�ʎd�グ�A�K�b�`���������邩�����������Ă�������̂��Ƃ��A�F�X���邩��
975 �F�����������������ς��B�F2015/02/23(��) 08:53:44.08 ID:kHfIDy4g
�p�C�v�̗��[�ɔ�n�ڂ����łȂ��āH
���Ȃ�������Ȋ����̌l�̔�э��ݎd�����ʃR�[�q�[5�{�ł�����B
���Ȃ�������Ȋ����̌l�̔�э��ݎd�����ʃR�[�q�[5�{�ł�����B
976 �F�����������������ς��B�F2015/02/23(��) 12:22:13.95 ID:B/9Oe/Q/
>>969
�����Ƃ��g���Ă邯��
�Ӗ����킩��Ȃ��g���Ă�
�v����ɓr���Ő�̂ق����ׂ��Ȃ��Ă��́A��ޗ����狗�������ėn�ڂ��悤�Ƃ��Ă��A�ł��ɂ������肵�Ă���Ă��ƁH
��܂ŗ�₷�K�X���͂��̂�
�����Ƃ��g���Ă邯��
�Ӗ����킩��Ȃ��g���Ă�
�v����ɓr���Ő�̂ق����ׂ��Ȃ��Ă��́A��ޗ����狗�������ėn�ڂ��悤�Ƃ��Ă��A�ł��ɂ������肵�Ă���Ă��ƁH
��܂ŗ�₷�K�X���͂��̂�
977 �F�����������������ς��B�F2015/02/23(��) 12:38:34.96 ID:takLYotS
�K�X�ŗ�₵�Ă�̂�
�F�X�Ԉ���Ă��܂��Ă��
�F�X�Ԉ���Ă��܂��Ă��
978 �F�����������������ς��B�F2015/02/23(��) 12:48:49.12 ID:B/9Oe/Q/
�����A��₷�̂łȂ���
�_���ŏł��������Ȃ��悤�ɃK�X�ŃV�[���h���Ă�
�����H
�_���ŏł��������Ȃ��悤�ɃK�X�ŃV�[���h���Ă�
�����H
979 �F�����������������ς��B�F2015/02/23(��) 12:59:04.46 ID:LiGbpZDt
>>978
����
����
980 �F�����������������ς��B�F2015/02/23(��) 13:04:31.55 ID:arcgRJ6r
>>978
�ł���]�X�̑O�ɃV�[���h�K�X���n�ڕ����ɓ͂��Ă��Ȃ��Ƃ܂Ƃ��ɂ������Ȃ���
��ނ͖A�����^���O�X�e���d�ɂ͉����邵
���XDIY�Ȃ̂�����^�₪����ΊԈႦ���C�ɂ����ǂ�ǂ₵�ėǂ��Ǝv��
���l����������̂ŗ����������������F�X���ɐ����ď�����ǂ��X����
�ł���]�X�̑O�ɃV�[���h�K�X���n�ڕ����ɓ͂��Ă��Ȃ��Ƃ܂Ƃ��ɂ������Ȃ���
��ނ͖A�����^���O�X�e���d�ɂ͉����邵
���XDIY�Ȃ̂�����^�₪����ΊԈႦ���C�ɂ����ǂ�ǂ₵�ėǂ��Ǝv��
���l����������̂ŗ����������������F�X���ɐ����ď�����ǂ��X����
981 �F�����������������ς��B�F2015/02/23(��) 15:04:55.56 ID:B/9Oe/Q/
�����Ȃ�قǁA����Ń^���O�X�e���̐悪������̂�
�n���Ă�Ƃ����̂ŗ����ł���
��ނ��A���̂����ǁA��U�A���Č����o���Ă��܂�����A���̏�����x�n�ڂ��Ă����������邱�ƂȂ��H
���ꂩ������Ɍ������Ă̂тĂ���
�Ђǂ��Ƃ���
��������Ƃ�������@�͂Ȃ��낤���H
�n���Ă�Ƃ����̂ŗ����ł���
��ނ��A���̂����ǁA��U�A���Č����o���Ă��܂�����A���̏�����x�n�ڂ��Ă����������邱�ƂȂ��H
���ꂩ������Ɍ������Ă̂тĂ���
�Ђǂ��Ƃ���
��������Ƃ�������@�͂Ȃ��낤���H
982 �F�����������������ς��B�F2015/02/23(��) 21:43:31.52 ID:kHfIDy4g
�u���[�z�[��������܂�����h��������[�^�[�łق������ċC�A�Ȃ�����Ƃǂ��ɂ��Ȃ��ˁB
983 �F�����������������ς��B�F2015/02/23(��) 21:47:56.41 ID:eDL9NKxv
���[��
����ϖA�ɂȂ��Ă��܂�����������菜�������Ȃ��̂��`
�d���̂Ƃ�������ɁA�K�X�J����̖Y��Ă��肵�ĂȂ�Ƃ�����
����ϖA�ɂȂ��Ă��܂�����������菜�������Ȃ��̂��`
�d���̂Ƃ�������ɁA�K�X�J����̖Y��Ă��肵�ĂȂ�Ƃ�����
984 �F�����������������ς��B�F2015/02/23(��) 21:48:51.19 ID:eDL9NKxv
�N������������ɂ����ĕ��ŃA���S�����f�K�X���������
985 �F�����������������ς��B�F2015/02/23(��) 22:39:42.69 ID:588tB1CH
��������۰�Ȃ��_�ł��܂����Ēׂ����Ƃ��\���ˁB
�������߂͂��Ȃ����ǁB
�������߂͂��Ȃ����ǁB
986 �F�����������������ς��B�F2015/02/24(��) 00:05:03.88 ID:F6IIkslO
�~�̗n�ڂ��ƈ���S���ȊO�͐��Z���`�Ԋu�ŃX�|�b�g����
�����A��Ԍ��ǂꂭ�炢�Ⴄ�́H
�����A��Ԍ��ǂꂭ�炢�Ⴄ�́H
987 �F�����������������ς��B�F2015/02/24(��) 00:13:25.27 ID:HFEjKOeA
>>986
�}�ʂ�����B���ƌ��ς����B
�}�ʂ�����B���ƌ��ς����B
988 �F�����������������ς��B�F2015/02/24(��) 05:35:14.42 ID:1wr0SJy1
��Ԓ��Ȃ�ċC�����悾��
���\�̖͂��
���\�̖͂��
989 �F�����������������ς��B�F2015/02/24(��) 16:14:39.53 ID:3VLT2/dq
�|�W�V���i�[�������肾���ĉ悤�ȂƂ�����Ɨ]�v�Ɏ�Ԃ�����ƍ���Ȃ���ˁB
990 �F�����������������ς��B�F2015/02/24(��) 20:35:32.47 ID:Tvk2M2Ub
���ڂɎg���Ă��K�X�{���x�����������Ă�
http://www.asahi.com/articles/ASH2S5R1FH2SUBUB00P.html
���ڂ̓X���Ⴂ���������
http://www.asahi.com/articles/ASH2S5R1FH2SUBUB00P.html
���ڂ̓X���Ⴂ���������
991 �F�����������������ς��B�F2015/02/24(��) 20:41:05.64 ID:1wr0SJy1
992 �F�����������������ς��B�F2015/02/25(��) 00:23:03.72 ID:vH5nnZwv
�_�f�����������̂��A�A�Z�`���������������̂������ĂȂ��ȁB
993 �F�����������������ς��B�F2015/02/25(��) 09:44:54.54 ID:GBIX2nKn
>>991
�Ȃ�ŁH
�Ȃ�ŁH
994 �F�����������������ς��B�F2015/02/25(��) 21:53:45.18 ID:ggJm5dh3
�_�f�тj�ĕЎ��������Ȃ��l�Ȃ�̈ꏏ�Ɏd�����Ă��B
�ǂ�������ʂŔj���̂��͒肩�ł͖������ǁA�s�K�Ȏ��̂���ˁB
�d�̂̐l��������Ɨǂ��ˁB
�ǂ�������ʂŔj���̂��͒肩�ł͖������ǁA�s�K�Ȏ��̂���ˁB
�d�̂̐l��������Ɨǂ��ˁB
995 �F�����������������ς��B�F2015/02/25(��) 22:08:08.83 ID:xc2sF71c
�ۖ������������Ă��ƁH
>>995
����A�ׂ������Ƃ͒m��Ȃ����ǕЎ��͂܂邫��@�\���ĂȂ�������B
���Ε�������b��������Ε���������ǁA����������ɘb�������Ă��܂邫����҂������B
����Ǝ��ڗ��ĂƂ���
����DIY�n�ڃX���b�h5
http://carpenter.2ch.net/test/read.cgi/diy/1424869835/
����A�ׂ������Ƃ͒m��Ȃ����ǕЎ��͂܂邫��@�\���ĂȂ�������B
���Ε�������b��������Ε���������ǁA����������ɘb�������Ă��܂邫����҂������B
����Ǝ��ڗ��ĂƂ���
����DIY�n�ڃX���b�h5
http://carpenter.2ch.net/test/read.cgi/diy/1424869835/