金型屋で機械加工してる人集まろう!
1 :名無しさん@3周年:
いるかなー
|
|
|
2 :名無しさん@3周年:2011/01/20(木) 05:44:40 ID:xdMmuJsj
age
3 :名無しさん@3周年:2011/01/21(金) 08:25:40 ID:ZYb3xP55
独学で金型設計の勉強をしたいのですがおすすめの書籍ないですか?
具体的にいうとアンダーカットがあるモデルをどんな感じで分割すればいいのとかのノウハウ覚えたいです。
キャビティとコアだけでなくサイドコアつかった金型は複雑すぎてよくわからないです。
具体的にいうとアンダーカットがあるモデルをどんな感じで分割すればいいのとかのノウハウ覚えたいです。
キャビティとコアだけでなくサイドコアつかった金型は複雑すぎてよくわからないです。
4 :名無しさん@3周年:2011/01/21(金) 08:39:10 ID:bEA3rluS
>>3
>キャビティとコアだけでなくサイドコアつかった金型は複雑すぎてよくわからないです。
それが現在普通な金型です、上下割りだけで簡単に出来る金型は
金型屋でなくても出来ます。
書籍は有りますが基本しか書いてありません。
独学で学ぶ方法としては、その複雑な金型を分解して見る事が有効です、
色々なノウハウが詰まっています。
その様な環境に居なければ不可能です。
>キャビティとコアだけでなくサイドコアつかった金型は複雑すぎてよくわからないです。
それが現在普通な金型です、上下割りだけで簡単に出来る金型は
金型屋でなくても出来ます。
書籍は有りますが基本しか書いてありません。
独学で学ぶ方法としては、その複雑な金型を分解して見る事が有効です、
色々なノウハウが詰まっています。
その様な環境に居なければ不可能です。
5 :名無しさん@3周年:2011/01/21(金) 10:17:59 ID:ZYb3xP55
企業秘密といったら大げさだけどそのへんのノウハウは公開するようなものじゃないってことなんですかね。
趣味レベルで金型みれる環境にないので独学は無理そうですね。
地道に市販のプラ成形品とかからどんな金型になるのかイメージトレーニングしますわ。
趣味レベルで金型みれる環境にないので独学は無理そうですね。
地道に市販のプラ成形品とかからどんな金型になるのかイメージトレーニングしますわ。
別にアンダーカット抜きで特殊なモノなんてないだろ?
基本は数種の手法しかないし、エアシリンダやネジを多用すれば
多少は複雑になるけどね。
こういっちゃなんだが、製品で金型を考えるんじゃなく
金型の限界から製品が設計されるというのが実情。
湯水のごとく金型に資金を投入し、なおかつ耐久性や故障率上げてまで
抜きますか?といえば、大概の製品設計はコストやクオリティの安定を
計って生産性を重視した作りに修正されていく。
なので必要以上に複雑な複合スライドは理論上可能でも、実際は使われない。
基本は数種の手法しかないし、エアシリンダやネジを多用すれば
多少は複雑になるけどね。
こういっちゃなんだが、製品で金型を考えるんじゃなく
金型の限界から製品が設計されるというのが実情。
湯水のごとく金型に資金を投入し、なおかつ耐久性や故障率上げてまで
抜きますか?といえば、大概の製品設計はコストやクオリティの安定を
計って生産性を重視した作りに修正されていく。
なので必要以上に複雑な複合スライドは理論上可能でも、実際は使われない。
キチガイ
9 :名無しさん@3周年:2011/02/11(金) 21:53:09 ID:FRoN3FFA
10 :名無しさん@3周年:2011/02/14(月) 14:30:32 ID:JcdmxvKn
お願い!ランキングやシルシルミチルやお試しか!の企業タイアップ番組が流行ってるけど
金型ができるまでとか金型使って製品作るとかの番組できればいいのに。
サイエンスチャンネルとかではありそうだけど地上波ではやっぱムリかな?
金型ができるまでとか金型使って製品作るとかの番組できればいいのに。
サイエンスチャンネルとかではありそうだけど地上波ではやっぱムリかな?
>>10
何が良いの?
何のメリットもないじゃん、別に一般消費者が買うワケじゃないし
技術やクオリティや価格を評価する購買層は、そんなTV観たって
心が動くわけでもない、なんの見返りもないのに、タイアップに
大金と時間を提供する金型やなんてないだろ。
オマエの会社は金型の製造番組作るから、2千万だして1週間会社を好き放題
撮影に提供しろって言われて出すのか?
何が良いの?
何のメリットもないじゃん、別に一般消費者が買うワケじゃないし
技術やクオリティや価格を評価する購買層は、そんなTV観たって
心が動くわけでもない、なんの見返りもないのに、タイアップに
大金と時間を提供する金型やなんてないだろ。
オマエの会社は金型の製造番組作るから、2千万だして1週間会社を好き放題
撮影に提供しろって言われて出すのか?
蓮舫みたいなこと言わないの。
悲しくなるじゃんn
悲しくなるじゃんn
まだあるのかこのスレ 1は早く削除依頼出してこいよ
簡易金型はどうだろう?携わっている方いますか?
15 :名無しさん@3周年:2011/02/21(月) 09:28:22.98 ID:Wc2rOLvI
簡易金型って普通のとどう違うの?
10万以下とか宣伝してるのあるけど。
10万以下とか宣伝してるのあるけど。
簡易金型に定義はないよ。
例えば、モデルからシリコンを流して型を取って、真空引きして
製品を打つのも簡易型だしね、金型じゃないけどな
アルミや亜鉛系で高速加工する物も、エポキシやコンクリートに
特殊なコーティングする物も、なかには45CやSSで高速加工し
離型機構を排除したり(イジェクタを簡略化したり)ね。
空圧でも抜けるからね。
数や用途や制度や予算で大きく変わってくる。
大ざっぱな定義で言えば、簡易金型=量産型に比較し大きな犠牲はあるが極端に安い物
今だと立体プロッタと言われる、造形機器もあるし、そういうモノも
簡易型という分野では同列に予算検討されるね
例えば、モデルからシリコンを流して型を取って、真空引きして
製品を打つのも簡易型だしね、金型じゃないけどな
アルミや亜鉛系で高速加工する物も、エポキシやコンクリートに
特殊なコーティングする物も、なかには45CやSSで高速加工し
離型機構を排除したり(イジェクタを簡略化したり)ね。
空圧でも抜けるからね。
数や用途や制度や予算で大きく変わってくる。
大ざっぱな定義で言えば、簡易金型=量産型に比較し大きな犠牲はあるが極端に安い物
今だと立体プロッタと言われる、造形機器もあるし、そういうモノも
簡易型という分野では同列に予算検討されるね
プレスの簡易だったらZASの精密鋳造か直彫りだな
19 :名無しさん@3周年:2011/03/05(土) 19:21:50.29 ID:9Hr+Kuvt
俺、鍛造型削ってる
何万ショットとか打つって、そんなにコンロッド作ってどうすんだ?と思う
何万ショットとか打つって、そんなにコンロッド作ってどうすんだ?と思う
806 :名無しさん@お腹いっぱい。 :2011/03/16(水) 00:10:20.83 ID:+MBBORYm
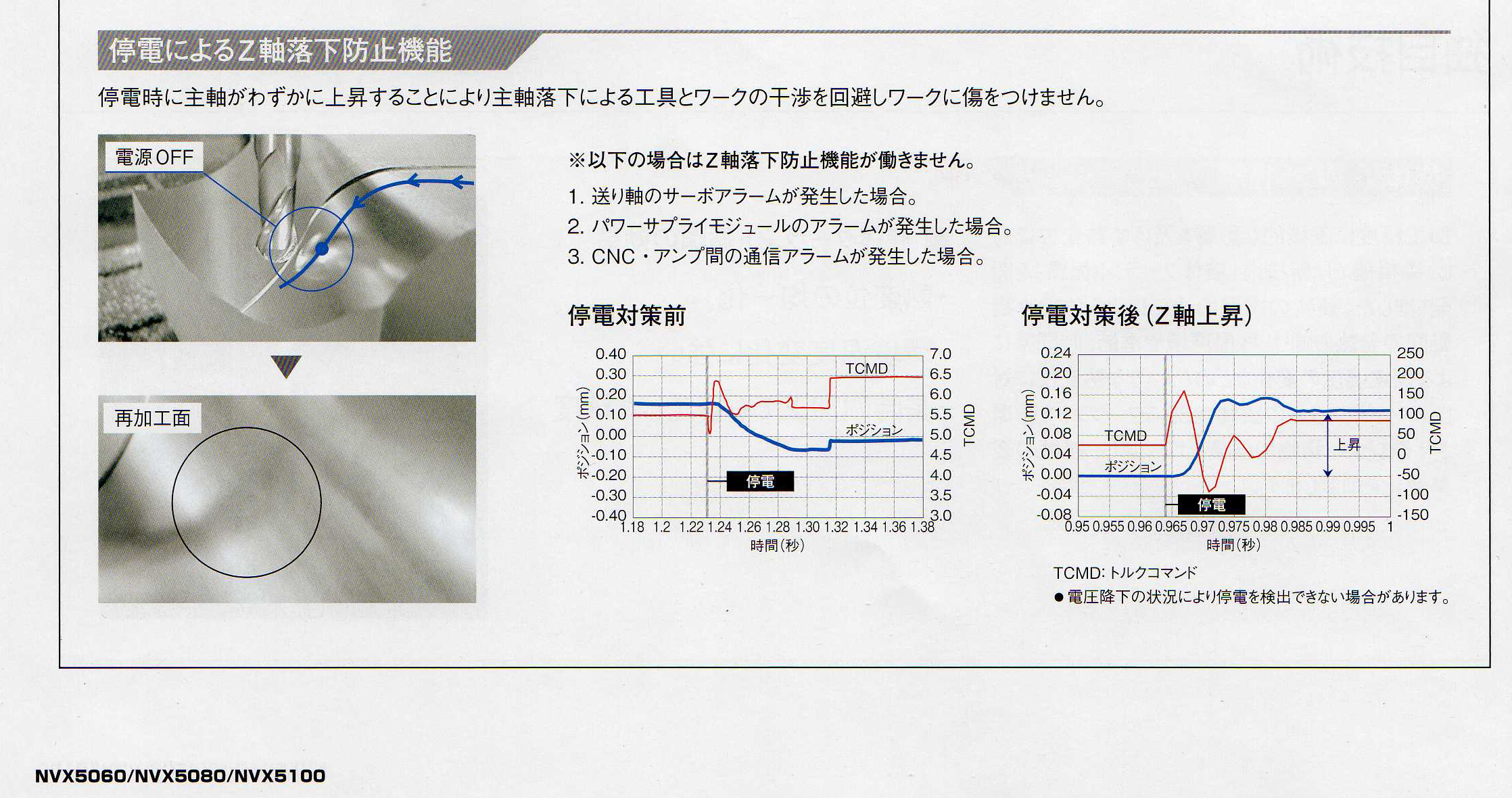
↓この機能って今回のような地震の際には有効なのかな?
停電によるZ軸落下防止機能
ttp://dl7.getuploader.com/g/mcnc/20/img0006.jpg
{kind=link}
プロフを参照するとこの方、銀歯を作る仕事をしていたそうで(微笑)
道理で、物作りの厳しさ、商売の難しさどれを取っても何一つ理解しておらず、
突っ込み所満載なわけです
しかも過去形である所を見ると景気に関係なく黙ってても患者が来る、
病気や虫歯を直す商売でさえ勤まらなかったということでは(笑)
銀歯と金型では要求される精度も品質もまるで違います
質問者が何を作りたいのかが明らかにされていないため分かりませんが
趣味のようなもの、とおっしゃるなら趣味の掲示板で相談されたらいかがでしょうか
その分野の同好の士が良い方法を知っているかもしれませんから
もちろん、趣味の世界といえども技術は只で教えてもらえるほど甘くはないという事を肝に銘じておくべきでしょう
道理で、物作りの厳しさ、商売の難しさどれを取っても何一つ理解しておらず、
突っ込み所満載なわけです
しかも過去形である所を見ると景気に関係なく黙ってても患者が来る、
病気や虫歯を直す商売でさえ勤まらなかったということでは(笑)
銀歯と金型では要求される精度も品質もまるで違います
質問者が何を作りたいのかが明らかにされていないため分かりませんが
趣味のようなもの、とおっしゃるなら趣味の掲示板で相談されたらいかがでしょうか
その分野の同好の士が良い方法を知っているかもしれませんから
もちろん、趣味の世界といえども技術は只で教えてもらえるほど甘くはないという事を肝に銘じておくべきでしょう
>>21はコピペなのか
http://www.google.co.jp/search?hl=ja&rls=com.microsoft%3Aja%3AIE-SearchBox&rlz=1I7GGLT_ja&q=%E3%83%97%E3%83%AD%E3%83%95%E3%82%92%E5%8F%82%E7%85%A7%E3%81%99%E3%82%8B%E3%81%A8%E3%81%93%E3%81%AE%E6%96%B9%E3%80%81&btnG=%E6%A4%9C%E7%B4%A2&aq=f&aqi=&aql=&oq=
http://www.google.co.jp/search?hl=ja&rls=com.microsoft%3Aja%3AIE-SearchBox&rlz=1I7GGLT_ja&q=%E3%83%97%E3%83%AD%E3%83%95%E3%82%92%E5%8F%82%E7%85%A7%E3%81%99%E3%82%8B%E3%81%A8%E3%81%93%E3%81%AE%E6%96%B9%E3%80%81&btnG=%E6%A4%9C%E7%B4%A2&aq=f&aqi=&aql=&oq=
23 :名無しさん@3周年:2011/03/18(金) 10:58:18.71 ID:sD6DxoRQ
関東の金型メーカーに勤務しておりますが、上流メーカーが関東から仕事を引き上げて関西方面に移管し始めている模様。
私たちも餓死目前?
私たちも餓死目前?
電気の供給が不安定だししょうがないよね。
原発がおそろしくて仕事どころじゃないけど。
原発がおそろしくて仕事どころじゃないけど。
>>23
停電倒産は続出すると思うよ。
サマータイムに税金や税制とかマヌケなこと言ってるんだし。
政治が早急にやるのは、サマータイムじゃなく、既存発電施設のフル稼働と
安定電力供給。
サマータイムしようが節電しようが、失業・倒産したら、納税も寄付も
できないし復興どころか生活保護が増えるだけ
停電倒産は続出すると思うよ。
サマータイムに税金や税制とかマヌケなこと言ってるんだし。
政治が早急にやるのは、サマータイムじゃなく、既存発電施設のフル稼働と
安定電力供給。
サマータイムしようが節電しようが、失業・倒産したら、納税も寄付も
できないし復興どころか生活保護が増えるだけ
26 :名無しさん@3周年:2011/04/07(木) 15:46:37.89 ID:XPEgHqdH
金型加工なら、すぐに転職した方が身のため、
3年先には、会社つぶれてるよ。
3年先には、会社つぶれてるよ。
27 :名無しさん@3周年:2011/04/07(木) 17:49:27.14 ID:GINsnFvS
>>26
3年も持つかいな!
3年も持つかいな!
みなさん、震災の影響で仕事減りつつありませんか?
うちやばいかも。
うちやばいかも。
29 :名無しさん@3周年:2011/04/17(日) 01:05:06.76 ID:W7F2cNyR
今日本でまともに仕事してる金型屋ってあるのか?w
30 :名無しさん@3周年:2011/04/17(日) 17:11:23.53 ID:kzaSsA3s
あっても忙しいだけで儲かってないでしょ?
って言うより赤字でしょ!
って言うより赤字でしょ!
薄利だけど決算で赤字にはならんわ
s48立ち上げボンクラ2代目ですけど
s48立ち上げボンクラ2代目ですけど
32 :名無しさん@3周年:2011/04/20(水) 08:51:03.73 ID:fT8AhA2n
借金や機械の支払いがなければ何とかやっていける程度だ
逆に言えば借金して工場を大きくするとか新しい機械を
入れるのは無理、会社として発展性が無い
逆に言えば借金して工場を大きくするとか新しい機械を
入れるのは無理、会社として発展性が無い
33 :名無しさん@3周年:2011/04/20(水) 15:10:58.53 ID:sOp2xxCI
34 :名無しさん@3周年:2011/04/22(金) 21:27:50.66 ID:L9KLYF7u
たった3人でやってる金型屋ですが今年は
3000万利益でそう
この金をどう使えばいいのかな?
3000万利益でそう
この金をどう使えばいいのかな?
35 :名無しさん@3周年:2011/04/23(土) 09:09:00.70 ID:HjlKNnjv
>>34
非接触三次元測定機
非接触三次元測定機
36 :名無しさん@3周年:2011/04/23(土) 17:18:20.46 ID:k5uMzlpu
37 :名無しさん@3周年:2011/04/25(月) 08:05:16.31 ID:46YKRDJ3
リバースエンジニアリングとか
うーん大きい所で1貫生産してるような所じゃないと無意味かもしれん
何するかはATOSとか調べてみたら?他のはよく知らん
うーん大きい所で1貫生産してるような所じゃないと無意味かもしれん
何するかはATOSとか調べてみたら?他のはよく知らん
39 :名無しさん@3周年:2011/04/25(月) 17:53:38.83 ID:5j0QV3L6
>>38じゃあんたはどんなものを使っても利益を
出せるというのか?
あんまり上から目線は良くないよ。
出せるというのか?
あんまり上から目線は良くないよ。
40 :名無しさん@3周年:2011/04/25(月) 18:56:48.19 ID:E2h1GU42
こんな所で自慢話する人の話を真に受けてどうするの?
(^m^ )クスッ おもしろい会話だ!
42 :名無しさん@3周年:2011/04/25(月) 18:58:06.87 ID:Yv/gOP9P
利益で3000万ってすごいなぁ
差し支えない範囲でどんな仕事かおしえて。
取引先も景気いいってことなのかな?
差し支えない範囲でどんな仕事かおしえて。
取引先も景気いいってことなのかな?
43 :名無しさん@3周年:2011/04/26(火) 10:12:46.73 ID:r2R4fAOd
まぁ利益って言葉の選び方に問題があっただけだろ
要するにどんな仕事に繋がるかって事が知りたかったのだろ?
>>36を読むと「それでどれくらい儲かりますか?」みたいな
買えば必ず利益が出るみたいに見えるんよ
利益を生み出すのは道具じゃなくてユーザー次第だよ
どんな道具でも利益の要素は孕んでるんじゃないの
まぁ双方よく考えて読んだり書いたりしてないだけだよ
そんなんだから何時まで経っても童貞なんだよ
要するにどんな仕事に繋がるかって事が知りたかったのだろ?
>>36を読むと「それでどれくらい儲かりますか?」みたいな
買えば必ず利益が出るみたいに見えるんよ
利益を生み出すのは道具じゃなくてユーザー次第だよ
どんな道具でも利益の要素は孕んでるんじゃないの
まぁ双方よく考えて読んだり書いたりしてないだけだよ
そんなんだから何時まで経っても童貞なんだよ
44 :名無しさん@3周年:2011/04/27(水) 01:46:40.85 ID:68IhSJBA
金型やってると高硬度材ばかりで
アルミとかのノウハウないお・・
最近やわらかいワークの仕事増えてきたから勉強せなあかん
アルミとかのノウハウないお・・
最近やわらかいワークの仕事増えてきたから勉強せなあかん
>>44
アルミだってZASだって金型は作れるんだが
アルミだってZASだって金型は作れるんだが
>>45
加工ノウハウの話じゃないの?
加工ノウハウの話じゃないの?
47 :名無しさん@3周年:2011/04/28(木) 02:11:32.11 ID:pjstonL/
そうだよ、加工ノウハウってことだよ
自分は刃先がネガのツールでしか加工経験ないんだと最近わかったよ
あとドライ加工ばっかだったってこと。
やわらかいのはむずかしいです・・。
自分は刃先がネガのツールでしか加工経験ないんだと最近わかったよ
あとドライ加工ばっかだったってこと。
やわらかいのはむずかしいです・・。
型やったり設備部品やってる俺は勝ち組
49 :名無しさん@3周年:2011/04/29(金) 09:04:29.34 ID:Lc3yaQwe
俺も型も作るし部品加工もする。
HRC58削った次の日アルミ削ってるよ!
放電とワイヤーで超硬まで頼まれるぞ!
金型屋って普通何でも加工するぞ!?
でもアルミ(ジュラ)の薄物加工はノウハウ要るぞー
HRC58削った次の日アルミ削ってるよ!
放電とワイヤーで超硬まで頼まれるぞ!
金型屋って普通何でも加工するぞ!?
でもアルミ(ジュラ)の薄物加工はノウハウ要るぞー
50 :名無しさん@3周年:2011/04/29(金) 21:02:48.19 ID:kQE2lYnJ
精密金型でミクロン公差をこなしていれば設備部品なんてちょろいだろ?
それだけで勝ち組という理由が分らん。
それだけで勝ち組という理由が分らん。
51 :名無しさん@3周年:2011/04/29(金) 21:24:49.39 ID:ocNQu5e5
ミクロン単位の仕事は恒温工場でやるし、機械もヤスダ
設備部品はレンジ0.05だけどプレハブ工場&okkの中古機械
俺、どっちもやってるけど、ある意味後者のほうがむずかしい
機械のクセや季節によっていろいろ考えないといけないからな・・。
設備部品はレンジ0.05だけどプレハブ工場&okkの中古機械
俺、どっちもやってるけど、ある意味後者のほうがむずかしい
機械のクセや季節によっていろいろ考えないといけないからな・・。
52 :名無しさん@3周年:2011/06/01(水) 07:22:49.15 ID:BUilkWaP
お前らの会社どうだ?
俺のところは希望退職者の募集始めたよwハハハw
俺のところは希望退職者の募集始めたよwハハハw
お先真っ暗。45歳だけど老後がすごく不安。
今日も1日暇でした。休みにすればいいのに。
今日も1日暇でした。休みにすればいいのに。
54 :名無しさん@3周年:2011/06/04(土) 19:47:25.78 ID:NBdSS45c
金型屋としては勝ち組企業勤務の俺でさえやばい
そろそろ外注も全廃して内製でやる流れだ
そろそろ外注も全廃して内製でやる流れだ
ここ最近定時が多いのだが、1年中定時だったら年収300きりそうやで。
どうすべきか。
どうすべきか。
56 :名無しさん@3周年:2011/06/14(火) 18:42:48.15 ID:kxsYfzrq
定時上がりで300なら勝ち組だろ
57 :名無しさん@3周年:2011/06/15(水) 20:35:19.11 ID:z+G8a6l+
定時上がりで330ある25の俺は勝ち組?
58 :名無しさん@3周年:2011/06/15(水) 22:12:49.58 ID:iaYkg/YK
だいたいオギハラ、宮津、テクニカがあのザマだもんな
59 :名無しさん@3周年:2011/06/18(土) 17:42:26.72 ID:CQPPB9kk
定時あがり交代勤務なし休日出勤なしで月15マソな俺に謝れww
木金が休みになる7月からは忙しくなりそうだがなww
木金が休みになる7月からは忙しくなりそうだがなww
15マソとはほぼ神に近いじゃないか。
何食って、どんなアパートに暮らしてんだ?
何食って、どんなアパートに暮らしてんだ?
61 :名無しさん@3周年:2011/06/19(日) 19:01:40.22 ID:53odPsh2
62 :名無しさん@3周年:2011/06/19(日) 19:04:31.43 ID:53odPsh2
神は神でも貧乏神かww
ぶわはっははあ
ハハハ イキデキネーヨ
∧_∧ / ̄ ̄ ̄ ̄ ̄ ̄ ̄ ハライテ- ゲラゲラ
( ´∀`) < わははは ∧_∧ 〃´⌒ヽ モウ カンベン
. ( つ ⊂ ) \_______ (´∀` ,,)、 ( _ ;) シテクダサイ
.) ) ) ○ ∧_∧ ,, へ,, へ⊂), _(∨ ∨ )_ ∧_∧ ○,
(__)_) ⊂ ´⌒つ´∀`)つ (_(__)_丿 し ̄ ̄し ⊂(´∀`⊂ ⌒ヽつ
タッテ ラレネーヨ
ハハハ イキデキネーヨ
∧_∧ / ̄ ̄ ̄ ̄ ̄ ̄ ̄ ハライテ- ゲラゲラ
( ´∀`) < わははは ∧_∧ 〃´⌒ヽ モウ カンベン
. ( つ ⊂ ) \_______ (´∀` ,,)、 ( _ ;) シテクダサイ
.) ) ) ○ ∧_∧ ,, へ,, へ⊂), _(∨ ∨ )_ ∧_∧ ○,
(__)_) ⊂ ´⌒つ´∀`)つ (_(__)_丿 し ̄ ̄し ⊂(´∀`⊂ ⌒ヽつ
タッテ ラレネーヨ
64 :名無しさん@3周年:2011/06/19(日) 20:03:44.93 ID:53odPsh2
そんなに笑うなww
俺だって精一杯生きてるんだ・・
俺だって精一杯生きてるんだ・・
65 :名無しさん@3周年:2011/06/20(月) 21:00:36.94 ID:FlZoYl+J
質問です
平面研削盤で500*600t60の平行度、平面度0.003ってむずかしい?
平面研削盤で500*600t60の平行度、平面度0.003ってむずかしい?
66 :名無しさん@3周年:2011/06/20(月) 21:09:03.37 ID:qT6RA3KR
むずかしい。
面倒臭いけど時間かければ
なんとか...
面倒臭いけど時間かければ
なんとか...
67 :名無しさん@3周年:2011/06/20(月) 21:27:25.91 ID:FlZoYl+J
そうか・・
前工程で研磨やって、俺がMCでノック穴仕上げたわけだが
どうクランプしてもたわみが0.02くらいあって悩んだ
「俺のクランプが悪いのか、そもそも平行、平面でてないのか」・・・。
前工程で研磨やって、俺がMCでノック穴仕上げたわけだが
どうクランプしてもたわみが0.02くらいあって悩んだ
「俺のクランプが悪いのか、そもそも平行、平面でてないのか」・・・。
68 :名無しさん@3周年:2011/06/20(月) 21:47:18.61 ID:+DWfp/gg
69 :名無しさん@3周年:2011/06/20(月) 22:07:16.67 ID:FlZoYl+J
こういう場合って500で0.02高さに誤差あるわけだから
0.02/500 でアークタンジェントして(計算機てもとにない)0.000なんちゃら度
の傾きがあると考えて、500*COS0.0000なんちゃら度求めてピッチ公差0.01としてたいした誤差ではないと考えていいのでしょうか?
0.02/500 でアークタンジェントして(計算機てもとにない)0.000なんちゃら度
の傾きがあると考えて、500*COS0.0000なんちゃら度求めてピッチ公差0.01としてたいした誤差ではないと考えていいのでしょうか?
>>69
そういう細かい計算したことないけからなんともいえないけど。
MCでノック仕上げ=加工物は50Cやss400の生材で曲げパンチやトリムパンチのホルダーだろうという
解釈の上でレスすると。
生材だとピッチ0.03程度までずれても問題なくノック打ち込めめるし。
パンチやダイスの場合、板厚に対してのクリアランスが10%程度あるからノック位置自体が0.02とかずれても
クリアランスあるから余り問題ないと思う。
それでも文句言われるなら。ノックを横からハンマーで殴ってやれば見た目上は精度でるよ。
そういう細かい計算したことないけからなんともいえないけど。
MCでノック仕上げ=加工物は50Cやss400の生材で曲げパンチやトリムパンチのホルダーだろうという
解釈の上でレスすると。
生材だとピッチ0.03程度までずれても問題なくノック打ち込めめるし。
パンチやダイスの場合、板厚に対してのクリアランスが10%程度あるからノック位置自体が0.02とかずれても
クリアランスあるから余り問題ないと思う。
それでも文句言われるなら。ノックを横からハンマーで殴ってやれば見た目上は精度でるよ。
別のスレ質問したのですがまともなレスがつかなかったので、
こちらで聞かせてください。
今度、プレス金型製作技能士を受けようとおもっているのですが、
よい実技の参考書はないでしょうか?
またどこかで実技の練習をさせていただける施設はありますでしょうか?
こちらで聞かせてください。
今度、プレス金型製作技能士を受けようとおもっているのですが、
よい実技の参考書はないでしょうか?
またどこかで実技の練習をさせていただける施設はありますでしょうか?
72 :名無しさん@3周年:2011/06/27(月) 15:31:40.78 ID:sUQVsYs3
中国に行きなさい
73 :名無しさん@3周年:2011/06/27(月) 19:16:00.21 ID:9kBHkRrj
うちもそろそろやばい
3ヶ月連続で赤だ・・・
3ヶ月連続で赤だ・・・
もうすぐうちの会社潰れそうな雰囲気なんだけど、
会社潰れた後の末路ってどうなるんやろ。
経験5年で44歳です。
会社潰れた後の末路ってどうなるんやろ。
経験5年で44歳です。
75 :名無しさん@3周年:2011/06/29(水) 11:49:55.24 ID:nhfcTqdd
勤続5年30歳に未来はあるのだろうか
余裕だろ。
そうか?
30歳だと年齢も経験も中途半端だろ?
30歳だと年齢も経験も中途半端だろ?
ハロワ行くと見つかると思うのだが・・
80 :名無しさん@3周年:2011/06/30(木) 21:07:17.70 ID:PmW85N4w
そりゃ選ばなければいくらでも仕事はある
81 :名無しさん@3周年:2011/07/04(月) 11:23:19.75 ID:n2Swgu+/
39歳の俺よりまし
俺の不幸自慢選手権
どうでもいいし
どうでもいいし
急に忙しくなってきてね?
7月に入った瞬間、景気よいとき加工してた号口品がまわりだした
7月に入った瞬間、景気よいとき加工してた号口品がまわりだした
84 :名無しさん@3周年:2011/07/06(水) 23:07:27.20 ID:8F/4WyXp
周りは暇。
85 :名無しさん@3周年:2011/07/07(木) 03:50:34.92 ID:TxqYFYP6
昨日退職希望出しました。
平日1〜2日を一時帰休させるために毎日サービス残業4時間ぐらいさせられ、一時帰休で給料2割カットされ、夏のボーナスゼロ。
もう無理でした。
平日1〜2日を一時帰休させるために毎日サービス残業4時間ぐらいさせられ、一時帰休で給料2割カットされ、夏のボーナスゼロ。
もう無理でした。
1年前に転職したがやっぱ正解だったな、面白い技術だったのに盗まれすぎたね。あとはツールが進歩しすぎたな
自動車系が10月頃から増産体制に入るから加工分野なら求人あるんでねーのか
職歴しっかりついてるならハロワじゃなくて転職斡旋業者経由でそれなりのとこ見つかる気がするぞ
この業界によくいる妖怪じみた変人の類になっちまってなければだが・・・・
自動車系が10月頃から増産体制に入るから加工分野なら求人あるんでねーのか
職歴しっかりついてるならハロワじゃなくて転職斡旋業者経由でそれなりのとこ見つかる気がするぞ
この業界によくいる妖怪じみた変人の類になっちまってなければだが・・・・
「7.8.9月は休みないと思え」っていわれたぞ?
いつも通りじゃねぇか
それに加えて「出勤したら会社がなかったでござる」なんて事もよくある
それに加えて「出勤したら会社がなかったでござる」なんて事もよくある
10月には国内生産100パー(いつを基準にしてるか不明)
に復帰するらしいぜ
に復帰するらしいぜ
ガクガク。プルプルだぜ。
91 :名無しさん@3周年:2011/07/12(火) 11:38:20.72 ID:4fhesUow
震災前に戻るって意味だろ
しかし震災前自体がすでに減産状態だから大した事は無い
しかし震災前自体がすでに減産状態だから大した事は無い
思うんだが中国人が「給料あげろ!」とかストしたんなら
ベトナムだろうがインドだろうが、いずれは「日本人と同じことしてるんだから
日本人と同じ給料にしろ!」ってなると思うだす
えろい人教えてー
ベトナムだろうがインドだろうが、いずれは「日本人と同じことしてるんだから
日本人と同じ給料にしろ!」ってなると思うだす
えろい人教えてー
93 :名無しさん@3周年:2011/07/12(火) 22:17:36.04 ID:ipdsDlMb
いずれは何処でも賃金上がって来るだろうけどそれまで待つの?
94 :名無しさん@3周年:2011/07/13(水) 00:42:32.28 ID:gRmhDl5G
95 :名無しさん@3周年:2011/07/13(水) 00:46:05.48 ID:gRmhDl5G
よく派遣の連中なんかが「同一労働同一賃金」なんて言ってるけど
そんなことしたらあいつらの給料は1/10になる
自分たちがいかに仕事の割に世界的に高い給料もらってるかがまるで分からず、
自分で自分のクビを絞めてるだけ
そんなことしたらあいつらの給料は1/10になる
自分たちがいかに仕事の割に世界的に高い給料もらってるかがまるで分からず、
自分で自分のクビを絞めてるだけ
96 :名無しさん@3周年:2011/07/13(水) 20:58:44.39 ID:UTdhqmT6
>>94
:それがグローバル化って事
ただ、一つ間違ってるのは、ベトナムやインド人の給料が上がるのではなく、
日本人の給料がベトナムやインド人並になる:
とのことだが
もし、世界各地でメイドインジャパンと遜色ない製品が作れるようになったとする
日本人の収入が10分の一になったとする
支出はどうなるの?
食べ物、交通、ライフラインなどなど
収入が10分の1で支出も10分の一ならなんら不満ないが
そう簡単なものでもないのかな?
:それがグローバル化って事
ただ、一つ間違ってるのは、ベトナムやインド人の給料が上がるのではなく、
日本人の給料がベトナムやインド人並になる:
とのことだが
もし、世界各地でメイドインジャパンと遜色ない製品が作れるようになったとする
日本人の収入が10分の一になったとする
支出はどうなるの?
食べ物、交通、ライフラインなどなど
収入が10分の1で支出も10分の一ならなんら不満ないが
そう簡単なものでもないのかな?
>>96
多分日本の物価は変わらない。
まぁでも悪い事ばかりじゃ無いよ
たとえば世界に通用する技術を持った会社や人は世界中から仕事のオファーが来るから
報酬も青天井になる。まぁ極限られた一部の人たちだけだけどね
多分日本の物価は変わらない。
まぁでも悪い事ばかりじゃ無いよ
たとえば世界に通用する技術を持った会社や人は世界中から仕事のオファーが来るから
報酬も青天井になる。まぁ極限られた一部の人たちだけだけどね
今までみたいに日本に生まれたってだけで馬鹿な奴でも飯が食えて、
途上国に生まれただけで、優秀な奴が飢えるっていう不公平が無くなる
世界は平等だ!やったね!
途上国に生まれただけで、優秀な奴が飢えるっていう不公平が無くなる
世界は平等だ!やったね!
99 :名無しさん@3周年:2011/07/14(木) 19:11:51.16 ID:Ce5vCIIr
まあ、ぶっちゃけ 俺の生業(金型を作る)
を夕方まで頑張って、夜にビール飲んで布団で眠れるのなら
国がどうなろうとどうでもいいがね
日本はこれまで豊かすぎたんだろうな
を夕方まで頑張って、夜にビール飲んで布団で眠れるのなら
国がどうなろうとどうでもいいがね
日本はこれまで豊かすぎたんだろうな
100 :名無しさん@3周年:2011/07/14(木) 20:27:14.48 ID:N15TERnz
金型製造に適する土地って何だよw
製鉄所なんかが近くにあるかって事?
製鉄所なんかが近くにあるかって事?
あまり暑いと金属膨張で精度が出ないって事じゃね?
あと、アラブは砂漠が多くて精密機械向きではないと
まぁ、エジプトで金型作ってる所もあるけどさ
あと、アラブは砂漠が多くて精密機械向きではないと
まぁ、エジプトで金型作ってる所もあるけどさ
103 :名無しさん@3周年:2011/07/15(金) 12:51:19.90 ID:5I9nCWiS
すみません 金型屋に勤めているけど金型のこと知らないうんこ野郎です
(図面どおりつくるだけです)
インロー、キャビティ よく分かりません
インローは公差厳しいのにキャビティはラフ、みたいな仕事多いですが何故でしょう?
(図面どおりつくるだけです)
インロー、キャビティ よく分かりません
インローは公差厳しいのにキャビティはラフ、みたいな仕事多いですが何故でしょう?
インロウとは
哺乳類のオスにおいて皮膚と筋肉から成る器官で、睾丸(精巣)を包むコブ状の突出部
哺乳類のオスにおいて皮膚と筋肉から成る器官で、睾丸(精巣)を包むコブ状の突出部
105 :名無しさん@3周年:2011/07/15(金) 16:34:01.11 ID:TbhiqZ/L
インロウは「印籠」だよ
水戸黄門が持っている葵の紋がついている物
水戸黄門が持っている葵の紋がついている物
106 :名無しさん@3周年:2011/07/15(金) 17:14:33.95 ID:Q+8Icglj
http://a.pic.to/15sbxg
これなんですか?
これなんですか?
107 :名無しさん@3周年:2011/07/15(金) 18:14:33.09 ID:VgBZVxni
真面目に言うとインローっていうのは鍛造型やプレスなんかに使われる上型、下型の位置合わせに使われる凹凸だよ。
108 :名無しさん@3周年:2011/07/15(金) 20:27:05.53 ID:TbhiqZ/L
>106はインローと関係有る話なのか
109 :名無しさん@3周年:2011/07/15(金) 21:35:45.77 ID:PMngNL5l
ギターのフレット面に設けている飾りに
インロー仕上げって機種がある。
和製外語なのか外来語なのか?...
インロー仕上げって機種がある。
和製外語なのか外来語なのか?...
110 :名無しさん@3周年:2011/07/15(金) 21:44:10.74 ID:TbhiqZ/L
フレット面とは弦を張ってある長い部分でしょうか
木の部分、それとも弦の金具?
知っている人はあたりまえの言葉でもギターを知らない人間には
どこがどのような仕上げか手がかりも無い
多分ここで言っているインローとは関係ないと思うけど
木の部分、それとも弦の金具?
知っている人はあたりまえの言葉でもギターを知らない人間には
どこがどのような仕上げか手がかりも無い
多分ここで言っているインローとは関係ないと思うけど
111 :名無しさん@3周年:2011/07/15(金) 21:47:48.65 ID:lfEqiW0G
105が書いてるようにインローは印籠なんだよ、本当に。
つなぎ目がピッタリはまり込んで
つなぎ目がピッタリはまり込んで
>109
それは木工細工の印籠仕上げの事だな
105の印籠合わせは>111さんの言うとおり
印籠の蓋の部分と本体部分の楕円合わせが隙間なくピッタリ合う所からきています
それは木工細工の印籠仕上げの事だな
105の印籠合わせは>111さんの言うとおり
印籠の蓋の部分と本体部分の楕円合わせが隙間なくピッタリ合う所からきています
114 :名無しさん@3周年:2011/07/16(土) 11:27:44.16 ID:e9kbAb4Q
インレイで検索すると、楽器のことが出てくる
116 :名無しさん@3周年:2011/07/16(土) 21:37:22.08 ID:7chcxdP1
>>115
本当だ
本当だ
自分学生で、某プレス金型企業に内々定をいただきました。
ただ、ここ2年ボーナス出てないとか他の学生が言っていたので不安です。
企業名は出せませんがとある分野の金型で世界最王手とウィキにありました。
内情わかる方、いますか?
よろしくお願いいたします。。。
ただ、ここ2年ボーナス出てないとか他の学生が言っていたので不安です。
企業名は出せませんがとある分野の金型で世界最王手とウィキにありました。
内情わかる方、いますか?
よろしくお願いいたします。。。
アークか?
119 :名無しさん@3周年:2011/07/17(日) 18:24:59.95 ID:+cxqwuL8
>>65
普通に最初からマグネットチャックににぺタッて張り付けては無理な精度だな!
『浮かし研磨』でマグネットの影響を受けないようにあらかじめ
プレートの曲がりを取ってしまって仕上げ研磨すれば出せない精度では
無いと思うよ!
普通に最初からマグネットチャックににぺタッて張り付けては無理な精度だな!
『浮かし研磨』でマグネットの影響を受けないようにあらかじめ
プレートの曲がりを取ってしまって仕上げ研磨すれば出せない精度では
無いと思うよ!
120 :名無しさん@3周年:2011/07/17(日) 18:32:27.00 ID:TiUDPbUk
「インロウ」は
和製英語ではなくて純粋の「日本語」
関係ないけど「めっき」も日本語だからね
和製英語ではなくて純粋の「日本語」
関係ないけど「めっき」も日本語だからね
121 :名無しさん@3周年:2011/07/17(日) 22:02:20.05 ID:+cxqwuL8
122 :名無しさん@3周年:2011/07/17(日) 22:18:36.55 ID:Br/UcVNS
過疎スレだったのに、なんかいい雰囲気で盛り上がってきましたね♪
印籠とインロー、知らなかった!!!
できれば落ちずに続いてほしいです
印籠とインロー、知らなかった!!!
できれば落ちずに続いてほしいです
123 :名無しさん@3周年:2011/07/19(火) 21:23:33.17 ID:SLfZar0X
ゴム型加工のヘール加工ってどうよ
ゴム金型の材質ってなんなのさ
NAK55 HPM1がメインかな?
S50Cの熱処理無しもけっこう使うかな・・
S50Cの熱処理無しもけっこう使うかな・・
>>122
落ちないために必死の燃料ネタふり希望す
落ちないために必死の燃料ネタふり希望す
無人稼動時間激減
汎用激増
売り上げ激落ち
社長ブチ切れ
汎用激増
売り上げ激落ち
社長ブチ切れ
3行目まではわかるが
4行目は器がしれる
4行目は器がしれる
誰か作ってくれる人いませんか…
たぶん16mmの逆?の雄ネジに14mmの逆雌ネジを着けるためのネジアダプター?的な物(しかも中心が空洞)が欲しいのですがネット上のネジ専門店みたいな所だとなかなかありません
両方とも型はあります
たぶん16mmの逆?の雄ネジに14mmの逆雌ネジを着けるためのネジアダプター?的な物(しかも中心が空洞)が欲しいのですがネット上のネジ専門店みたいな所だとなかなかありません
両方とも型はあります
>>129
君の日本語を理解できる技術者はいないよ
まず日本語を勉強して相手に情報をりかいさせよう。
両方ともにある「型」とはどんな型でしょうか?
手書きで良いので必要な部品の図面ぐらいは書きましょう。
君の日本語を理解できる技術者はいないよ
まず日本語を勉強して相手に情報をりかいさせよう。
両方ともにある「型」とはどんな型でしょうか?
手書きで良いので必要な部品の図面ぐらいは書きましょう。
>>129
ミスミのカタログに載って無かったら諦める
ミスミのカタログに載って無かったら諦める
132 :名無しさん@3周年:2011/07/24(日) 11:46:30.12 ID:xjxhz9j8
発注先がミスミの部品を使えと指示が有る。
独自の型構造やオリジナル部品は最近けんえんされる傾向だ。
ミスミのガイドピンやEJピンで、ひどい目にあった事が有るんだが、
部品でトラブっても責任は金型屋だからね~
型構造でも、だから言ったでしょは通用しない。
ただで何とかしろだけー 利益出る訳がない!
独自の型構造やオリジナル部品は最近けんえんされる傾向だ。
ミスミのガイドピンやEJピンで、ひどい目にあった事が有るんだが、
部品でトラブっても責任は金型屋だからね~
型構造でも、だから言ったでしょは通用しない。
ただで何とかしろだけー 利益出る訳がない!
うちの会社よりマシかな
S55Cでプレス型作って
焼入れも表面処理もせず
かじった(スティックスリップ)
あそこの型屋は駄目だ
S55Cでプレス型作って
焼入れも表面処理もせず
かじった(スティックスリップ)
あそこの型屋は駄目だ
>>131
ミスミにはありませんでした…
ミスミにはありませんでした…
http://beebee2see.appspot.com/i/azuYht-pBAw.jpg
http://beebee2see.appspot.com/i/azuYstepBAw.jpg
http://beebee2see.appspot.com/i/azuYs9epBAw.jpg
一応描いてみました
{kind=link}
http://beebee2see.appspot.com/i/azuYstepBAw.jpg
{kind=link}
http://beebee2see.appspot.com/i/azuYs9epBAw.jpg
{kind=link}
一応描いてみました
作ってくれる方居ませんか…
もうさ、アラルダイトでくっつけろよ
デブコンあたりならいけるだろ
デブコンあたりならいけるだろ
141 :名無しさん@3周年:2011/07/29(金) 15:32:21.76 ID:QKSIpl2/
というか普通に自分で作れよ・・
カンタンだろ
カンタンだろ
142 :名無しさん@3周年:2011/07/30(土) 18:19:06.53 ID:VlqtQ07G
ダイセットって精度必要ですか?
143 :名無しさん@3周年:2011/07/30(土) 18:21:04.73 ID:VlqtQ07G
ダイセット、良いメーカー教えて下さい。
144 :名無しさん@3周年:2011/07/30(土) 20:37:39.10 ID:KktMAFtx
愛知によい金型屋あるらしい、中小らしいけどな
ソースは熱処理屋のおっさん
ソースは熱処理屋のおっさん
金型屋って実際潰れまくってるの?ひと時よりは落ち着いた?
>>145
まだ、赤字続きでも資金にいくらか余裕があって『これからは儲からない』
もしく『これ以上続ければドツボにはまる』と思って廃業資金を持っている
ところは廃業出来ている。
続けている会社は普通に儲かっているところか、
やめたくてもやめられない(廃業即破産)のところが
悪あがきしているだけなんじゃないの?
まだ、赤字続きでも資金にいくらか余裕があって『これからは儲からない』
もしく『これ以上続ければドツボにはまる』と思って廃業資金を持っている
ところは廃業出来ている。
続けている会社は普通に儲かっているところか、
やめたくてもやめられない(廃業即破産)のところが
悪あがきしているだけなんじゃないの?
149 :名無しさん@3周年:2011/08/04(木) 23:01:22.23 ID:GQ3LsqsL
放電加工の電波ノイズについてですが、アナログ時代には
テレビにノイズが入ると苦情がきてシールドルームを設置しましたが
地デジになってからはノイズはどうでしょうか、工場に地デジテレビ
が無いので確認できません、携帯電話のワンセグでみると放電の
すぐそばでも綺麗に見えます、デジタルテレビは電波ノイズに強いのでしょうか
テレビにノイズが入ると苦情がきてシールドルームを設置しましたが
地デジになってからはノイズはどうでしょうか、工場に地デジテレビ
が無いので確認できません、携帯電話のワンセグでみると放電の
すぐそばでも綺麗に見えます、デジタルテレビは電波ノイズに強いのでしょうか
150 :名無しさん@3周年:2011/08/05(金) 09:17:23.29 ID:haE4yU3w
俺ん所田舎だから創業以来30年放電加工機囲った事無い!
古い機械を修理しながら大切に使い、ソフトは海賊版!
勿論御客の要望に対応出来る設備は最低限はした。
給料も低く抑え、高級車など興味も無くゴルフもしない。
社員4人で慰安旅行は近場で済ませ、ここ5年ほど無い。
接待交際費は年20万位しか使わず、とにかく経費を抑え利益を出してきた。
でも最近の価格は採算取れないなー
蓄えはそれなりに有るが、ほとんど税金で取られている。
だから多くの経営者が節税だと叫びながら経費を使っていたな!
税金さえ無かったら今頃南の島で遊んで暮らせた。
古い機械を修理しながら大切に使い、ソフトは海賊版!
勿論御客の要望に対応出来る設備は最低限はした。
給料も低く抑え、高級車など興味も無くゴルフもしない。
社員4人で慰安旅行は近場で済ませ、ここ5年ほど無い。
接待交際費は年20万位しか使わず、とにかく経費を抑え利益を出してきた。
でも最近の価格は採算取れないなー
蓄えはそれなりに有るが、ほとんど税金で取られている。
だから多くの経営者が節税だと叫びながら経費を使っていたな!
税金さえ無かったら今頃南の島で遊んで暮らせた。
151 :名無しさん@3周年:2011/08/05(金) 14:02:30.34 ID:FqMzPHB1
7月から異常に忙しいんだお
何かあったのかお?
ニュース見ないからわからんお
何かあったのかお?
ニュース見ないからわからんお
海賊版ソフトを使っている型屋は・・・
そんなことに金を出せないような金型はとっくに潰れてるよ
MasterCam買ったけど潰れました
155 :名無しさん@3周年:2011/08/08(月) 21:57:47.79 ID:LKHiJP7e
中国は正規版のソフトを使ってると思えないが・・・
157 : 忍法帖【Lv=1,xxxP】 :2011/08/11(木) 20:21:16.44 ID:QcJCMHaN
>>156
それは完成品の形状が面白いだけ!
試作や実用製品だと歩留りと公差精度勝負だ、外国製の工作機械だとこの辺がアホ。
http://www.youtube.com/watch?v=bGf9AWZe7UM
それは完成品の形状が面白いだけ!
試作や実用製品だと歩留りと公差精度勝負だ、外国製の工作機械だとこの辺がアホ。
http://www.youtube.com/watch?v=bGf9AWZe7UM
>>157
で、その動画は何か面白いとこあるの?
で、その動画は何か面白いとこあるの?
160 :名無しさん@3周年:2011/08/18(木) 03:23:51.75 ID:cFT+FnWK
あ
162 :名無しさん@3周年:2011/08/18(木) 17:55:40.30 ID:MWXCxtjC
?
163 :名無しさん@3周年:2011/08/24(水) 03:11:12.76 ID:dPYxhL0C
【提言】土木、冶金、原子力…理工系学部の“絶滅危惧学科”を守れ--関経連 [08/23] (119)
http://toki.2ch.net/test/read.cgi/bizplus/1314102389/
関西経済連合会は23日、ものづくりの基盤技術を学ぶ理工系学部で、学生離れの著しい
冶金(やきん)や鍛造(たんぞう)、土木などのいわゆる“絶滅危惧分野”の人材育成などに
関する提言を発表した。同分野に強みを持つ大学と産業界が共同研究などで連携し、
学生の確保や技術の深化などを進めていくべきとしている。提言は同日付で関係機関などに
送付した。
提言では、絶滅危惧分野の学科を設置する大学を中心に連携を深め、他大学の講義でも
単位が取得できる「単位互換」を行うことで、より多くの学生が受講できる仕組みを提案した。
また、小中学生の理工系分野に対する関心を高めるため、産業界は業界団体や学会と協力して、
技術者や研究者らが学校で直接児童と接する「出前授業」や工場見学などを積極的に行うべきだ
としている。
さらに近年、学生数が減少している原子力工学の重要性も指摘。原子力に関する継続的な
研究開発と人材育成に取り組むべきとした。
提言をまとめた関経連の科学技術・産業政策委員会の森下俊三委員長(NTT西日本相談役)は
「原発に関してはいろいろな議論があるが、維
164 : 忍法帖【Lv=7,xxxP】 :2011/09/01(木) 23:16:42.62 ID:VHxG1dgA
age
165 : 忍法帖【Lv=8,xxxP】 :2011/09/02(金) 23:53:59.36 ID:95+lkp1T
age
166 :名無しさん@3周年:2011/09/03(土) 18:46:56.05 ID:HTDfUgKO
がんばれーーーー!!!
167 : 忍法帖【Lv=9,xxxP】 :2011/09/04(日) 00:11:49.18 ID:TsZUN+RS
これはいいスレだな。
もう少しだ。
前スレが落ちてしまったが、
もう少し経ったら、君たち向けのちょっとしたビジネスを
提供したいと思っている。
興味のある人は数日間、機械・工学板をチェックして欲しい。
簡単な金属加工で、一回きりの個人間のやり取りだ。
don't miss it...
もう少しだ。
前スレが落ちてしまったが、
もう少し経ったら、君たち向けのちょっとしたビジネスを
提供したいと思っている。
興味のある人は数日間、機械・工学板をチェックして欲しい。
簡単な金属加工で、一回きりの個人間のやり取りだ。
don't miss it...
168 : 忍法帖【Lv=10,xxxPT】 :2011/09/04(日) 23:52:00.08 ID:TsZUN+RS
来たか?
169 :見習いアサシン:2011/09/04(日) 23:52:48.16 ID:TsZUN+RS
待たせたな
170 :名無しさん@3周年:2011/09/16(金) 01:37:16.00 ID:DAUE4Puh
age
171 :名無しさん@3周年:2011/09/16(金) 15:36:23.80 ID:5JtqrdZR
ほしゅ
172 :名無しさん@3周年:2011/09/22(木) 14:12:39.10 ID:l+S2rVhP
今忙しいのは一時的か?
プレス型って金になんないお;;
プレス型って金になんないお;;
173 :名無しさん@3周年:2011/09/27(火) 12:31:20.06 ID:pZNRAc26
いや全ての型が金にならない!
174 :名無しさん@3周年:2011/09/27(火) 17:52:08.28 ID:hKcW05py
知ってるか
G○Cっていう金型取り付けボルトとかサバイテル会社のあれ
専用ボルトに専用レンチで締めれば通常の半分の力で且つ確実に安全にナットが締め付けれます!!
あれな
標準接地面の半分でしか取り付けしていないと勝手にボルトが緩んでくるんだぜ
そんなのありえんだろwwなんて融通が利かないんだwww
今時あんなの使ってるとこあったら知りたいわw
みんなダマされるなお!!
G○Cっていう金型取り付けボルトとかサバイテル会社のあれ
専用ボルトに専用レンチで締めれば通常の半分の力で且つ確実に安全にナットが締め付けれます!!
あれな
標準接地面の半分でしか取り付けしていないと勝手にボルトが緩んでくるんだぜ
そんなのありえんだろwwなんて融通が利かないんだwww
今時あんなの使ってるとこあったら知りたいわw
みんなダマされるなお!!
>>148
インジェクションはダメか・・・
インジェクションはダメか・・・
176 :名無しさん@3周年:2011/09/28(水) 17:11:42.49 ID:EcMRaZZq
もうどうしたらいいのかわからん
177 : 忍法帖【Lv=40,xxxPT】 :2011/10/10(月) 00:20:12.46 ID:nljZEAg7
社員300人の金型屋に就職決まったものです
この規模の会社で、技術部長が自社を零細と言っていたのですが、社員数に
非正規も含まれているということでしょうか?それとも社員数を偽っているのでしょうか?
あと勉強しておくとよい分野、内容などあったら教えていただけるとありがたいです
スレチだったらすいません
この規模の会社で、技術部長が自社を零細と言っていたのですが、社員数に
非正規も含まれているということでしょうか?それとも社員数を偽っているのでしょうか?
あと勉強しておくとよい分野、内容などあったら教えていただけるとありがたいです
スレチだったらすいません
いくつなの?未経験で雇われたの?前職は何?
何も知らないなら学ぶこと多すぎなんじゃ?
何も知らないなら学ぶこと多すぎなんじゃ?
>>177
会社内の機械がすべて使えるように勉強汁
会社内の機械がすべて使えるように勉強汁
180 : 忍法帖【Lv=40,xxxPT】 :2011/10/11(火) 03:05:22.39 ID:37OA5/k0
その気持ちをずっと持ち続けてれば素晴らしい技術者になれると思う。
社員数なら正規社員人数
従業員なら派遣バイトパートすべて含めた人数
従業員なら派遣バイトパートすべて含めた人数
というか大卒なら設計か間接だろ
まぁ最初の1年くらいは現場かもしれんが
まぁ最初の1年くらいは現場かもしれんが
タイの洪水による水没金型のメンテや修復で大忙しとかなってませんか?
タイに出張してしばらく帰ってこれないとか。
タイに出張してしばらく帰ってこれないとか。
186 :名無しさん@3周年:2011/11/18(金) 12:53:14.54 ID:+pZxQP/Q
電波テロ装置の戦争(始)エンジニアさん参加願います公安はサリンオウム信者の子供を40歳まで社会から隔離している
オウム信者が地方で現在も潜伏している
それは新興宗教を配下としている公安の仕事だ
発案で盗聴器を開発したら霊魂が寄って呼ぶ来た
<電波憑依>
スピリチャル全否定なら江原三輪氏、高橋佳子大川隆法氏は、幻聴で強制入院矛盾する日本宗教と精神科
<コードレス盗聴>
2004既に国民20%被害250〜700台数中国工作員3〜7000万円2005ソウルコピー2010ソウルイン医者アカギ絡む<盗聴証拠>
今年5月に日本の警視庁防課は被害者SDカード15分を保持した有る国民に出せ!!<創価幹部>
キタオカ1962年東北生は二十代で2人の女性をレイプ殺害して入信した創価本尊はこれだけで潰せる<<<韓国工作員鸛<<<創価公明党 <テロ装置>>東芝部品)>>ヤクザ<宗教<同和<<公安<<魂複<<官憲>日本終Googl検索
オウム信者が地方で現在も潜伏している
それは新興宗教を配下としている公安の仕事だ
発案で盗聴器を開発したら霊魂が寄って呼ぶ来た
<電波憑依>
スピリチャル全否定なら江原三輪氏、高橋佳子大川隆法氏は、幻聴で強制入院矛盾する日本宗教と精神科
<コードレス盗聴>
2004既に国民20%被害250〜700台数中国工作員3〜7000万円2005ソウルコピー2010ソウルイン医者アカギ絡む<盗聴証拠>
今年5月に日本の警視庁防課は被害者SDカード15分を保持した有る国民に出せ!!<創価幹部>
キタオカ1962年東北生は二十代で2人の女性をレイプ殺害して入信した創価本尊はこれだけで潰せる<<<韓国工作員鸛<<<創価公明党 <テロ装置>>東芝部品)>>ヤクザ<宗教<同和<<公安<<魂複<<官憲>日本終Googl検索
187 :名無しさん@3周年:2011/11/19(土) 21:28:14.17 ID:HxGXOO96
魂は幾何学
誰か(アメリカ)気づいたソウルコピー機器
中国で一台○○円
幾何学コピー事件
無差別で猥褻、日本は危険知ったかブッタの日本人
失敗作
テロ資料を忘れずに
誰か(アメリカ)気づいたソウルコピー機器
中国で一台○○円
幾何学コピー事件
無差別で猥褻、日本は危険知ったかブッタの日本人
失敗作
テロ資料を忘れずに
フライスのバイスバンバン叩いたら怒られた
クソッタレメ神経質なんだよ
クソッタレメ神経質なんだよ
190 :名無しさん@3周年:2011/12/20(火) 18:06:45.78 ID:T2ciq6Zh
確かに忙しいよ!・・・でも安売りしすぎ!
みんな一生懸命作った商品に現金添えて売って何がしたいんだろ??
赤字続きで借金増やして・・・もうやめたら?
みんな一生懸命作った商品に現金添えて売って何がしたいんだろ??
赤字続きで借金増やして・・・もうやめたら?
191 :名無しさん@3周年:2012/01/04(水) 22:05:28.63 ID:KIKa4VIF
今年から給料20%カットだってよ。ボーナス3年出てねエし。
転職するからそんときゃよろしくな。
転職するからそんときゃよろしくな。
あと何年このぎょうかいにいられるのか
もうずっと休みが多いよ
最近仕事が入ってきててこれからって言ってるけど
またその先が心配だ
最近仕事が入ってきててこれからって言ってるけど
またその先が心配だ
194 :名無しさん@3周年:2012/01/21(土) 10:06:11.65 ID:lH6hhYy5
車関連の金型とか数が多くて置くとこに困るんだよ。
だからって言い訳にはならんよね。
死んでからじゃ取り返しつかんわな、今から対策したって・・・
だからって言い訳にはならんよね。
死んでからじゃ取り返しつかんわな、今から対策したって・・・
197 :名無しさん@3周年:2012/01/25(水) 21:19:52.29 ID:HDaMgY7F
1トンも無いけど数百kgの金型をラックにいれてますね!
それで安全対策ってお題目を唱えるから訳わからん!
それで安全対策ってお題目を唱えるから訳わからん!
強化外骨格を着用するしか無いな
199 :名無しさん@3周年:2012/01/26(木) 12:17:43.20 ID:dawmuJRu
200 :名無しさん@3周年:2012/01/26(木) 14:15:08.49 ID:i6mcvSlP
レーザー加工機か?
数万円で買えるならおれもほしい!!
数万円で買えるならおれもほしい!!
YAGのモジュールでそ?
なんでそんな輸入に規制がかかってるとか色々あるモノが欲しいの
大学とかで聞いたほうが良いんじゃないの
それとSSなんちゃらって名前わかってんなら出したらいいじゃん
あとマルチポストすんな
見てないんだろうけど
なんでそんな輸入に規制がかかってるとか色々あるモノが欲しいの
大学とかで聞いたほうが良いんじゃないの
それとSSなんちゃらって名前わかってんなら出したらいいじゃん
あとマルチポストすんな
見てないんだろうけど
202 :名無しさん@3周年:2012/01/26(木) 20:07:06.21 ID:dawmuJRu
実験に使ってみたいんです。
大学は学部違うしそんなこと出来るのかな…?
SSY-1が欲しかったんだけど、別のでもいいんです。
メール来ないのでこっちに貼ってみました。。
大学は学部違うしそんなこと出来るのかな…?
SSY-1が欲しかったんだけど、別のでもいいんです。
メール来ないのでこっちに貼ってみました。。
レーザーが数万ならこっちも欲しいぜ……
204 :名無しさん@3周年:2012/01/27(金) 16:23:43.26 ID:BgGJp35c
個人の趣味か研究かは知らないが、すう万円って・・・
甘えられても余裕無いんだよ!こっちわなー
学生さんの夢つぶす発言で悪いが、それが世の中の現実だよ。
甘えられても余裕無いんだよ!こっちわなー
学生さんの夢つぶす発言で悪いが、それが世の中の現実だよ。
いや、君等が思ってるようなレーザー加工機では無いと思うが
うちは工場の真ん中に半地下みたいな溝が通ってる。
材料や金型を保管しておく場所だね。
使う時はクレーンで引っ張りあげてる
上に置くってのはやっぱり危ないよ
材料や金型を保管しておく場所だね。
使う時はクレーンで引っ張りあげてる
上に置くってのはやっぱり危ないよ
207 :名無しさん@3周年:2012/01/28(土) 09:44:03.23 ID:b79mjJSi
そういや工場の床の下が地盤沈下かなんかで空洞になってるわ
コンクリートの床叩くと空洞があるのが分かる
コンクリートの床叩くと空洞があるのが分かる
e
なんかうちの工場周りだけで通用する単語なのかもしれんが、
ガンダム機構だか方式という部品があるみたいなんだがみんな知ってる?
ガンダム機構だか方式という部品があるみたいなんだがみんな知ってる?
210 :名無しさん@3周年:2012/02/09(木) 11:58:26.98 ID:u0OZg0UM
ガンダム機構?・・・モビルスーツ・・・ロボット・・・
分からん!
分からん!
211 :名無しさん@3周年:2012/02/10(金) 21:09:57.92 ID:TvDSyrwj
森精機 MILLTAP 700どうなの?
自動車のプレス金型の会社に就職決まったけど
やっていけるかなー
頭も悪いから心配だ
やっていけるかなー
頭も悪いから心配だ
213 :名無しさん@3周年:2012/02/13(月) 18:38:29.54 ID:pkJe4asw
頭悪いと勤まらんぞー
鈍感力は役に立つ!
鈍感力は役に立つ!
>>211
すげぇ良いよ
すげぇ良いよ
すみませんが、焼酎の一升瓶を逆さにして、蓋の所にコック(ドレン)みたいな装置を作りたくて工学へ来ました。
何かいい発明ありませんか?お願いします・
何かいい発明ありませんか?お願いします・
焼酎の瓶を逆さに固定するのは簡単だ。
柱に輪っかを二つ取り付けて瓶を立てればいいだけだから。
コックは空気を入れながら液体を出さなきゃいかんから、管を二本つけて片方をコックにして、もう一方を上に
伸ばして液面より上にして空気を入れる。
こんな方法は誰でも考え付くが、そういう市販品は見たことない…ということは作っても売れないってことだ。
一升瓶をそのままセットするメリットと必要性は何なんだ?
素直に焼酎サーバー買えよ。
柱に輪っかを二つ取り付けて瓶を立てればいいだけだから。
コックは空気を入れながら液体を出さなきゃいかんから、管を二本つけて片方をコックにして、もう一方を上に
伸ばして液面より上にして空気を入れる。
こんな方法は誰でも考え付くが、そういう市販品は見たことない…ということは作っても売れないってことだ。
一升瓶をそのままセットするメリットと必要性は何なんだ?
素直に焼酎サーバー買えよ。
217 :名無しさん@3周年:2012/02/14(火) 23:00:22.71 ID:VOJyj1dr
スナックやるんだけど、サーバーだと中身がわからない。どうしても一升瓶を逆さにしたいんだ。
アドバイスありがとうございます。コックを作るのが簡単ではなさそうですね。
アドバイスありがとうございます。コックを作るのが簡単ではなさそうですね。
>>217
焼酎サーバーの横に中身と同じ瓶を置いときゃいいじゃん。
コックそのものは市販品があるが、空気抜きの管と一緒に瓶の口にねじ込むようなものはない。
それを作ることはできるが、自分で作るんじゃないなら当然ながら特注になるから、10個や20個くらいじゃ1個あたりとんでもない値段になる。
焼酎サーバーの横に中身と同じ瓶を置いときゃいいじゃん。
コックそのものは市販品があるが、空気抜きの管と一緒に瓶の口にねじ込むようなものはない。
それを作ることはできるが、自分で作るんじゃないなら当然ながら特注になるから、10個や20個くらいじゃ1個あたりとんでもない値段になる。
>>219
違うでしょ、実際にその瓶から酒が出てますって言う客へのアピールが出来るようにしたいってことだと思う
酒を棚に並べてる飲み屋なんかでは確かに便利だろうしね、メリットは十分あると思う。
>>217
見た瞬間に方法は2.3思いついたけど、市販で売ってる物ってことでしょ?
そんな商品は無いって言う>>216の意見に同意。
その役割してるのが現状の焼酎サーバーなわけだし。
でも面白そうだからちょっと自分で作ってみるよ
今度飲み屋やってる友達にも試してもらおう
違うでしょ、実際にその瓶から酒が出てますって言う客へのアピールが出来るようにしたいってことだと思う
酒を棚に並べてる飲み屋なんかでは確かに便利だろうしね、メリットは十分あると思う。
>>217
見た瞬間に方法は2.3思いついたけど、市販で売ってる物ってことでしょ?
そんな商品は無いって言う>>216の意見に同意。
その役割してるのが現状の焼酎サーバーなわけだし。
でも面白そうだからちょっと自分で作ってみるよ
今度飲み屋やってる友達にも試してもらおう
一升瓶を逆さに立てるとなると、安定性を考えると相当でかくなるな。
それに瓶をセットするのも面倒そうだ。
特にセットした時に空気抜きの管の中に焼酎が入って、逆さにした時にこぼれるだろうから、
このへんを考える必要があるだろう。
それに瓶をセットするのも面倒そうだ。
特にセットした時に空気抜きの管の中に焼酎が入って、逆さにした時にこぼれるだろうから、
このへんを考える必要があるだろう。
洋画だったか?に出てくるバーで、カクテル用のリキュールがバーテンの頭の上で、大量に逆さに固定されていて、
おまけにソレにはコックが付いているのを見た事あるなぁ
そー言うヤツ?
おまけにソレにはコックが付いているのを見た事あるなぁ
そー言うヤツ?
224 :217:2012/02/17(金) 13:33:08.63 ID:tvJaqXBz
<<223まさにそんなヤツです。
<<220自作できたら画像掲載してください是非。
<<220自作できたら画像掲載してください是非。
ワンショットメジャー って探したら意外とあった
227 :217:2012/02/19(日) 06:41:37.23 ID:69B9705r
ワンショットメジャー。ありがとうございます。
まさにこれです。
まさにこれです。
228 :名無しさん@3周年:2012/02/20(月) 18:09:09.07 ID:NVnh+teJ
ダイス鋼メインで
小型MCで何かいいのないっすか?
小型MCで何かいいのないっすか?
229 :名無しさん@3周年:2012/02/20(月) 18:45:24.05 ID:xUFdJkzI
133:名無しさん@涙目です。(福岡県):2011/07/13(水) 19:26:28.46 ID:hYcjOT510
過労死しそうだったんで仕事やめたら再就職できなくて自殺寸前でござる
>>230
バイトで食いつなぐとかなんかあるだろうにw
バイトで食いつなぐとかなんかあるだろうにw
232 :名無しさん@3周年:2012/02/21(火) 17:39:17.50 ID:9neIl5yU
旋盤のバイトかと思った
233 :名無しさん@3周年:2012/02/21(火) 18:09:07.11 ID:jpLUMaKv
ダイス鋼を削る小型MCを探してるッス
またはNCフライス
またはNCフライス
マキノで売ってるよ
オークマ
碌々産業
キタムラ機械
東芝機械
牧野フライス製作所
森精機製作所
滝澤鉄工所
大阪機工 (OKK)
どこでもいいんじゃね?
碌々産業
キタムラ機械
東芝機械
牧野フライス製作所
森精機製作所
滝澤鉄工所
大阪機工 (OKK)
どこでもいいんじゃね?
236 :名無しさん@3周年:2012/02/22(水) 20:01:36.50 ID:6eiWtSbf
スギノはだめ
?
?
exeronとかいいんじゃね?
238 :名無しさん@3周年:2012/02/23(木) 18:25:24.61 ID:oUkSjxss
なるほど。。JIMTOFできずかなかった
239 :名無しさん@3周年:2012/02/23(木) 21:06:31.47 ID:6adGwZnb
やっぱ、AKIRASEIKIだぜい
名前は日本風、どの国製かは不明
名前は日本風、どの国製かは不明
240 :名無しさん@3周年:2012/02/23(木) 22:20:47.20 ID:9pdCmy8x
MIKAMIのインターネット でググれ
このブログ痛すぎwwwwwwwwwwwwwwwwwwwwwwwwwwwwwwww
クソワラタwwwwwwwwwwwwwwwwwwwwwwwwww
241 :名無しさん@3周年:2012/03/18(日) 19:26:21.42 ID:pyQ+YmSr
俺はね いつも思ってたんだが
5億当たったらあえてボッタクリバーに行って
ビール一本デブスババアで20万請求
にたいして「ここ安いね。良心的で驚いたわ。
このサービスでこの値段なら毎日来るよ」といって
1か月連続で行ってびびらせてやりたいぜ
5億当たったらあえてボッタクリバーに行って
ビール一本デブスババアで20万請求
にたいして「ここ安いね。良心的で驚いたわ。
このサービスでこの値段なら毎日来るよ」といって
1か月連続で行ってびびらせてやりたいぜ
なぁうちの会社一応1部上場の会社なんだが
残業無しだと手取り12万なんだがこんなもん?
金型加工ではあるけどほぼ社内生産に使ってて
スマフォのコネクターとか車のセンサー作ってるとこなんだ
残業無しだと手取り12万なんだがこんなもん?
金型加工ではあるけどほぼ社内生産に使ってて
スマフォのコネクターとか車のセンサー作ってるとこなんだ
5年目で23になる
245 :名無しさん@3周年:2012/03/19(月) 20:04:56.47 ID:Mxu6KyNt
>>242
もう少し払えるから家に来てほしいな!
残業ほとんど無しで給料袋に20諭吉以上入れてた20代に辞められた。
5年以上居てそこそこ出来た、居なくても仕事は回ってるが若手を育てたい。
若い人ほど零細を避ける傾向が有りから無理かな?
もう少し払えるから家に来てほしいな!
残業ほとんど無しで給料袋に20諭吉以上入れてた20代に辞められた。
5年以上居てそこそこ出来た、居なくても仕事は回ってるが若手を育てたい。
若い人ほど零細を避ける傾向が有りから無理かな?
>>245
35で職有りでいいなら自分が教えてもらいたいですわ。
35で職有りでいいなら自分が教えてもらいたいですわ。
平研しかできないからなー
それに小物ばっかりやってるから大物できんしな・・・
それに小物ばっかりやってるから大物できんしな・・・
ホッハ
249 :名無しさん@3周年:2012/04/07(土) 21:56:32.57 ID:lznnu7Pp
プレスの型屋なんだが今全く仕事ねーぞ
プラ型屋は動いてんのか?
プラ型屋は動いてんのか?
あるよ
自動車部品の一億のぼりぼり値段で請け負ったった
自動車部品の一億のぼりぼり値段で請け負ったった
251 :名無しさん@3周年:2012/04/10(火) 14:35:00.22 ID:yDFUWal2
>>250
今年の初夢ですか?
今年の初夢ですか?
ホンマや
大阪ですわ
大阪ですわ
253 :名無しさん@3周年:2012/04/17(火) 21:33:58.53 ID:hHl4IZIi
ドリルとか工具類を自腹で揃えないといけないんですが、同じような人いますか?
安全靴、作業服、防塵マスク、保護メガネ買ったら今月の食費があと少しになってしまった。
安く買う方法とかありますか?
安全靴、作業服、防塵マスク、保護メガネ買ったら今月の食費があと少しになってしまった。
安く買う方法とかありますか?
そういうのはあらかじめ就業規則に明示してないと違法じゃなかったっけ
そんな規則あったら就職しないけど
そんな規則あったら就職しないけど
255 :名無しさん@3周年:2012/04/17(火) 22:22:56.45 ID:hHl4IZIi
こんなご時世に出てる求人ですから、こういう会社ばかりですよ。
で、安く買う方法に関してはどうですか?
で、安く買う方法に関してはどうですか?
>>255
ヤフオク。つか、俺が入札するヤツは競らないでくれるよな!?w
ヤフオク。つか、俺が入札するヤツは競らないでくれるよな!?w
257 :名無しさん@3周年:2012/04/22(日) 23:03:00.28 ID:giOKGmZc
関数電卓高くて買えない。
安いオススメとかありますか?
安いオススメとかありますか?
つダイソー
260 :名無しさん@3周年:2012/04/24(火) 11:21:18.00 ID:xoJUM9ac
261 :名無しさん@3周年:2012/04/24(火) 19:13:05.45 ID:nG2ssCdQ
このスレ見てる人で計算尺を使える人は居るのか?
263 :名無しさん@3周年:2012/04/24(火) 20:41:49.59 ID:nG2ssCdQ
触ったことはあるだけで、説明書を見ながら
平方根を出したりしただけで実用的には使った事が無い
見たことも触ったことも無い人が多いではないか
「ヘンミ」と聞いて「やめて〜〜♪」を思い出す世代だ
平方根を出したりしただけで実用的には使った事が無い
見たことも触ったことも無い人が多いではないか
「ヘンミ」と聞いて「やめて〜〜♪」を思い出す世代だ
264 :名無しさん@3周年:2012/04/24(火) 23:44:14.96 ID:SLXE4jG/
>>259
人それぞれ
人それぞれ
マジでこのスレで今の給料安いって人いたらうちの会社(零細)で雇いたいね
最近求人出してるけどロクな人がいなくて困る・・・
人事やってる俺がみんなから叩かれると言う、白髪が増えるわ
最近求人出してるけどロクな人がいなくて困る・・・
人事やってる俺がみんなから叩かれると言う、白髪が増えるわ
>>265
ひょっとして愛知県かい? うちのちかくの所が求人出してたが
ひょっとして愛知県かい? うちのちかくの所が求人出してたが
267 :名無しさん@3周年:2012/05/26(土) 15:34:47.14 ID:6nMcweG/
日本国内で残る可能性が高い金型はどのジャンル?
忙しい金型屋さん
返信をお待ちしております
忙しい金型屋さん
返信をお待ちしております
コネクターとかはどうなんかね?
270 :名無しさん@3周年:2012/05/31(木) 04:18:11.51 ID:Ifwq4anu
ロクな人がいないですか?求める人材は、どんな人ですか?
>>267
http://engawa.2ch.net/test/read.cgi/industry/1334564346/
このスレに日本の金型屋を救ってくださる
大阪の二代目金型屋が降臨なさっているぞ
http://engawa.2ch.net/test/read.cgi/industry/1334564346/
このスレに日本の金型屋を救ってくださる
大阪の二代目金型屋が降臨なさっているぞ
汎用縦フライスと両刀フライス使ってる人です。毎日忙しいです(小学生並みの感想)
材料出しなんだけどね。生の鋼とSS400を加工してる。他所は必要寸法に加工してるのを買ってるのかしら?
マシニングみたいに自動でウィーンガシャーンって動く姿はかっこいいな確かに。
マシニングみたいに自動でウィーンガシャーンって動く姿はかっこいいな確かに。
275 :名無しさん@3周年:2012/07/29(日) 21:35:22.90 ID:Fc2u2GyX
関数電卓使って
ボールエンドミルでr加工 テーパー加工できる
加工に必要なジグを余り物で作れる
あと縦型 横型使える ドリルをグラインダーで研げる31歳
だれか雇ってくれ
ボールエンドミルでr加工 テーパー加工できる
加工に必要なジグを余り物で作れる
あと縦型 横型使える ドリルをグラインダーで研げる31歳
だれか雇ってくれ
276 :名無しさん@3周年:2012/07/29(日) 21:51:14.94 ID:j47YG0r6
277 :名無しさん@3周年:2012/07/29(日) 21:54:51.85 ID:Fc2u2GyX
愛知 犬山
うちに来たら即エース
東大阪
東大阪
279 :名無しさん@3周年:2012/07/30(月) 12:30:23.96 ID:4dLee5A+
280 :名無しさん@3周年:2012/07/30(月) 18:20:36.76 ID:eiwIustb
とはいえ自信がない
うちでも良ければどうかな
各務原だから家からも近いはず
19時くらいまでの残業に耐えられるなら月20以上は稼げるよ
どんな人か一度会って面接はしてみたいけど
各務原だから家からも近いはず
19時くらいまでの残業に耐えられるなら月20以上は稼げるよ
どんな人か一度会って面接はしてみたいけど
282 :275:2012/07/31(火) 22:58:50.07 ID:ev181Wgm
レスサンクスコ
細かいことわからないけど簡単にいうと
工業高校卒
ライン作業2年
飽きて大手組立
飽きて現在中小マシニング
で
31歳
年収は残業や夜勤込みで370
今勤めているのがグレー企業
グレーだから転職に思い切った行動ができないでいるよ
細かいことわからないけど簡単にいうと
工業高校卒
ライン作業2年
飽きて大手組立
飽きて現在中小マシニング
で
31歳
年収は残業や夜勤込みで370
今勤めているのがグレー企業
グレーだから転職に思い切った行動ができないでいるよ
ああクズ野郎か。ウチは無理だね、ごめんな。
284 :名無しさん@3周年:2012/08/02(木) 18:49:27.69 ID:7HEOolmo
275
ウチはどうだ
約束はできないけど
400ぐらいなら可能
君と似た経歴のやつ中心でやってるよ
従業員数120人
内39人が工機部門だ
どうだろう?
ウチはどうだ
約束はできないけど
400ぐらいなら可能
君と似た経歴のやつ中心でやってるよ
従業員数120人
内39人が工機部門だ
どうだろう?
285 :名無しさん@3周年:2012/08/07(火) 17:51:31.91 ID:MfrZDVy2
275
零細だけど、良かったら一緒にやりませんか。
弊社は、プラ型/プレス/治工具/試作開発/設計/溶接板金まで
ほぼ内製でやってる会社です。仕事内容には飽きないと思います。
企業平均賃金800です。
お客様は、一部上場の元請です。
興味があれば、どうでしょう。
零細だけど、良かったら一緒にやりませんか。
弊社は、プラ型/プレス/治工具/試作開発/設計/溶接板金まで
ほぼ内製でやってる会社です。仕事内容には飽きないと思います。
企業平均賃金800です。
お客様は、一部上場の元請です。
興味があれば、どうでしょう。
286 :名無しさん@3周年:2012/08/12(日) 00:28:00.28 ID:3QsbHSDa
2chで転職してうまくいったやつっているの?
素朴な疑問
素朴な疑問
287 :名無しさん@3周年:2012/08/12(日) 07:44:30.44 ID:9VFvDi41
海外の型屋を視察してこいと言われました。
型屋に必要な機械を教えて頂きたい。必要最低限なものから、あればいい的なものまで。
また皆さんは型屋で何をチェックしますか?
ちなみにベトナムです。
型屋に必要な機械を教えて頂きたい。必要最低限なものから、あればいい的なものまで。
また皆さんは型屋で何をチェックしますか?
ちなみにベトナムです。
288 :名無しさん@3周年:2012/08/12(日) 08:45:30.48 ID:+niOYycc
>>287
視察した会社で作って出来た金型を見ればいい
視察した会社で作って出来た金型を見ればいい
289 :名無しさん@3周年:2012/08/13(月) 02:06:57.27 ID:9d7esD0k
日本人は、戦争に負けた。
でも何時から奴隷になった?
あなた達は今目覚めないと、二度とその目は開かない。
歴史というのはいつも編集されている。平清盛がとても優しい人だった。
『江談抄』で平安を生きた公家が鎌倉期にそれを階述してる。でも『平家物語』では悪役にされるんだよ。
http://www.youtube.com/watch?v=7QQzmAQ7wEc&feature=related
でも何時から奴隷になった?
あなた達は今目覚めないと、二度とその目は開かない。
歴史というのはいつも編集されている。平清盛がとても優しい人だった。
『江談抄』で平安を生きた公家が鎌倉期にそれを階述してる。でも『平家物語』では悪役にされるんだよ。
http://www.youtube.com/watch?v=7QQzmAQ7wEc&feature=related
>287
まずは金型をチェック。
あとは作業風景。
設備うんぬんは後回し。
海外の会社だと、その会社の社員の定着率とかも。
アジアは特に仕事が出来るようになるとすぐ辞めるよ。
まずは金型をチェック。
あとは作業風景。
設備うんぬんは後回し。
海外の会社だと、その会社の社員の定着率とかも。
アジアは特に仕事が出来るようになるとすぐ辞めるよ。
291 :名無しさん@3周年:2012/08/29(水) 22:50:59.12 ID:tOvpPvxg
>>287
ワイヤーは必要不可欠 NC加工機じゃダメ。
ワイヤーは必要不可欠 NC加工機じゃダメ。
292 :名無しさん@3周年:2012/08/30(木) 03:37:41.59 ID:76XNw80L
生の材料の6面加工について聞きたいんですけど。
まず上下2面を汎用フライスで削り、研磨してきちんと平行出して、そのあとNC両刀フライスで4面ってやってるんす。
自分は、こうしろと教わったので、そうしてるんですけど、他所の会社でもこういうふうにしてるんだろうか?と疑問。
新しい(ボロくない)汎用フライス使ってる会社とかは、いちいち研磨なんてしてないんじゃないだろうか?と疑問。
まず上下2面を汎用フライスで削り、研磨してきちんと平行出して、そのあとNC両刀フライスで4面ってやってるんす。
自分は、こうしろと教わったので、そうしてるんですけど、他所の会社でもこういうふうにしてるんだろうか?と疑問。
新しい(ボロくない)汎用フライス使ってる会社とかは、いちいち研磨なんてしてないんじゃないだろうか?と疑問。
294 :名無しさん@3周年:2012/09/04(火) 22:07:37.44 ID:Ihb375ru
296 :名無しさん@3周年:2012/09/06(木) 12:41:10.42 ID:7Sf6gZUm
>>293
>>295
つまり御社の6面加工は必ず二面は研磨仕上げしてあるという事ですね?
それはそれで良いと思いますよ、
普通鋼材屋さんに6Fで注文したら研磨してないです。
勿論平行出てないので社内で研磨し加工に入ります。
>>295
つまり御社の6面加工は必ず二面は研磨仕上げしてあるという事ですね?
それはそれで良いと思いますよ、
普通鋼材屋さんに6Fで注文したら研磨してないです。
勿論平行出てないので社内で研磨し加工に入ります。
ところで何でみんな研削の事を研磨と言うんだろう
研磨してるって言ってるんだから、研磨してるんだろうなぁと思って読んでた。
磨いて平行度治すのかよ
ご苦労なこった
ご苦労なこった
301 :名無しさん@3周年:2012/09/07(金) 12:22:17.66 ID:tY3CvSD+
言葉尻捕まえて大人気ないなー
誰も磨くなんて思ってないだろ?
ひょっとして文字どうり解釈したの?
人間の脳は文書全体で判断出来るんだから考えてろよ
誰も磨くなんて思ってないだろ?
ひょっとして文字どうり解釈したの?
人間の脳は文書全体で判断出来るんだから考えてろよ
明らかに間違ってることを指摘されても「わかるから別に間違っててもいいだろ」
そういう輩をね、今まで一杯見てきた。
そういう輩をね、今まで一杯見てきた。
303 :名無しさん@3周年:2012/09/07(金) 16:24:10.54 ID:JHtGadUG
俺の周りは研削のことを
研削と言う人はいないな。
研磨って言うし、研削盤って言わないで
研磨機だな。
図面に研削仕上げって書いてあって
新人作業者に「これなんですか?」って言われた
研削と言う人はいないな。
研磨って言うし、研削盤って言わないで
研磨機だな。
図面に研削仕上げって書いてあって
新人作業者に「これなんですか?」って言われた
304 :名無しさん@3周年:2012/09/07(金) 17:28:45.30 ID:nfFN1/Kg
どうでもいいだろwwwww
305 :名無しさん@3周年:2012/09/07(金) 19:33:31.06 ID:tY3CvSD+
302のような理屈こねる奴ほど仕事出来ない。
加工によって形状が変わるのを研削、
(取り代の多寡はあるけど)形状が変わらないのは研磨って言うことが多いね
(取り代の多寡はあるけど)形状が変わらないのは研磨って言うことが多いね
なんてめんどくさい
金型屋で研削と研磨をごっちゃにしてる会社があることに驚いてる。
全部フライスで研磨代残して削ってから研磨じゃないの?
2面研磨してからフライスってめんどくない?
2面研磨してからフライスってめんどくない?
2面研磨してからじゃないと、平行でないからダメだそうです。
もし、研磨せず、そのまま両刀フライス加工したら、縦横の直角は出ても、高さ方向の直角が狂う。
(最初の二面だと、フライスはちゃんとした平行が出ないから。)
研磨して平行をだせば、縦横高さ、それぞれの直角はだせる。
そう、習いました。
もし、研磨せず、そのまま両刀フライス加工したら、縦横の直角は出ても、高さ方向の直角が狂う。
(最初の二面だと、フライスはちゃんとした平行が出ないから。)
研磨して平行をだせば、縦横高さ、それぞれの直角はだせる。
そう、習いました。
そりゃ根本的に6Fの仕方が分かっとらんだけだわ
313 :名無しさん@3周年:2012/11/10(土) 17:39:45.88 ID:+kFTVbA2
景気はどうですか?仕事ありますか?加工の仕事がなくなりつつあります。
ここ一ヶ月で狂ったように受注が決まった。
世間の仕事量が一気に増えて他社がじりじり値上げしてるぽい
世間の仕事量が一気に増えて他社がじりじり値上げしてるぽい
>>315
俺にわけてくれ・・た頼む
俺にわけてくれ・・た頼む
317 :名無しさん@3周年:2013/01/23(水) 22:17:19.44 ID:a5fSN+KE
機械部品加工の町工場は基本的には工業高校卒が携わるのが妥当。
何故なら〃請負業〃だからだ。
「負けを請う」と書くだろ。
最初から元請けから不利な状況に置かれて苦しい仕事、
苦しい支払い、苦しい立場に置かれるのを覚悟でやる。
〃大卒〃を強調する人ならもっと付加価値の高い元請け業
をやるはず。工業高校卒の方が明らかに妥当。
むしろ付加価値仕事に向く大卒は関わってはいけないはずだ。
何故なら〃請負業〃だからだ。
「負けを請う」と書くだろ。
最初から元請けから不利な状況に置かれて苦しい仕事、
苦しい支払い、苦しい立場に置かれるのを覚悟でやる。
〃大卒〃を強調する人ならもっと付加価値の高い元請け業
をやるはず。工業高校卒の方が明らかに妥当。
むしろ付加価値仕事に向く大卒は関わってはいけないはずだ。
>>317
金型屋の黄金時代を知らない人の寝言だな。
まぁ、現代社会というか最近の10年や20年は君の
考え方が主流で、間違いはないが。
金型屋ってのは機械加工屋とちがって付加価値のレベルが違う
時代が長かった。
20台前半で年収は1千万超えていたし30半ばで生涯賃金は
軽く2億超え
経営に関係ない社員でな。
転職は給与アップが保証され、まさに才能のない技術者と
才能ある者の明暗が歴然とした業界だった
客の製品図だけで型を彫っていた時代、NCやAPTといった
文字だけのコンピュータの時代、視覚化されたCAD・CAMの時代
粗末な放電から、ワイヤや高速加工機といった時代の流れの中でも
エキスパートは育っていき、10人育てれば秀でた者は1名以下の世界
企業として「仕事があれば」技術者は優秀なほど高収入なので
高学歴もその素地としては必要。
現状で収益の高く、存続してる金型企業の多くには、そういった
人材が数多く在籍している。
金型屋の黄金時代を知らない人の寝言だな。
まぁ、現代社会というか最近の10年や20年は君の
考え方が主流で、間違いはないが。
金型屋ってのは機械加工屋とちがって付加価値のレベルが違う
時代が長かった。
20台前半で年収は1千万超えていたし30半ばで生涯賃金は
軽く2億超え
経営に関係ない社員でな。
転職は給与アップが保証され、まさに才能のない技術者と
才能ある者の明暗が歴然とした業界だった
客の製品図だけで型を彫っていた時代、NCやAPTといった
文字だけのコンピュータの時代、視覚化されたCAD・CAMの時代
粗末な放電から、ワイヤや高速加工機といった時代の流れの中でも
エキスパートは育っていき、10人育てれば秀でた者は1名以下の世界
企業として「仕事があれば」技術者は優秀なほど高収入なので
高学歴もその素地としては必要。
現状で収益の高く、存続してる金型企業の多くには、そういった
人材が数多く在籍している。
のんびりまったり出来る仕事量でいいよ・・・。
320 :名無しさん@3周年:2013/01/24(木) 23:14:30.36 ID:YcDTr/Us
熟練かNCかは知らんが、
機械加工町工場が何千万も掛けて工作機を買うのは
大手の設備投資が省ける肩代わりさぁ。
大手は「社長・・社長・・」っておだてるだろ、
大手から直の下請けなら未だマシだが、
大手とは?
末端消費者には大手を振るって高く売り付けられ、
下請けには凄く安く仕事をやらせられる、
大手を振ってな、だから「大手」なんだ。
「社長・・社長・・」っておだてるのは重層構造の日本の業界、
たとえば建設なんかでも同じ。
但し建設は経済規模が電機や機械の約20倍だ。
戦後の日本は一言で言えば「大土建時代」(大航海時代にちなんで)
日本は国自体が大土建国家だ。
20代で月収50万? 可愛いね、土建の鉄骨なんかは三倍の150万だぞ、
機械加工町工場が何千万も掛けて工作機を買うのは
大手の設備投資が省ける肩代わりさぁ。
大手は「社長・・社長・・」っておだてるだろ、
大手から直の下請けなら未だマシだが、
大手とは?
末端消費者には大手を振るって高く売り付けられ、
下請けには凄く安く仕事をやらせられる、
大手を振ってな、だから「大手」なんだ。
「社長・・社長・・」っておだてるのは重層構造の日本の業界、
たとえば建設なんかでも同じ。
但し建設は経済規模が電機や機械の約20倍だ。
戦後の日本は一言で言えば「大土建時代」(大航海時代にちなんで)
日本は国自体が大土建国家だ。
20代で月収50万? 可愛いね、土建の鉄骨なんかは三倍の150万だぞ、
321 :名無しさん@3周年:2013/01/24(木) 23:28:46.66 ID:YcDTr/Us
新築が一軒建てば新居者は布団や電機製品や家具やあらゆる物を
新規に買う。それ故、景気を浮かせるには住宅政策が最も覿面、
だから国がいつも建設はバックアップをする。
機械加工がメジャーだったのは戦前さぁ、
「鉄は国家成り」で、確かに力が入っていた。
なんか戦後の今でも勘違いしている人が居るが、
大土建時代の戦後日本は成り上がり政治屋だって
皆、土建屋だろ。機械屋で成り上がり政治屋なんて居ない。
ゼネコン:自民党側ですら日共の土建全建総連組合に
労働安全資格講習を依頼するくらいツーだ。
機械加工、それも元請けではない下請けで兄弟家族が
パイを奪い合うことほど愚かなことは無い。最初から
限られたパイなのに。
新規に買う。それ故、景気を浮かせるには住宅政策が最も覿面、
だから国がいつも建設はバックアップをする。
機械加工がメジャーだったのは戦前さぁ、
「鉄は国家成り」で、確かに力が入っていた。
なんか戦後の今でも勘違いしている人が居るが、
大土建時代の戦後日本は成り上がり政治屋だって
皆、土建屋だろ。機械屋で成り上がり政治屋なんて居ない。
ゼネコン:自民党側ですら日共の土建全建総連組合に
労働安全資格講習を依頼するくらいツーだ。
機械加工、それも元請けではない下請けで兄弟家族が
パイを奪い合うことほど愚かなことは無い。最初から
限られたパイなのに。
なんか変な人が居着いちゃった
土建に税金はながれるが、日本は機械加工のインフラや
環境が良いので、金型屋もまだ喰える業種だよ。
ただし、海外発注でピラミッドの下半分は倒産してるけどw
いかに頂点に残るかが大事で、近場で臨機応変に
高い技術力を売っていけば、海外の金型やより優位
環境が良いので、金型屋もまだ喰える業種だよ。
ただし、海外発注でピラミッドの下半分は倒産してるけどw
いかに頂点に残るかが大事で、近場で臨機応変に
高い技術力を売っていけば、海外の金型やより優位
海外は鋼材や鋳物がまだまだへっぽこだからな
325 :名無しさん@3周年:2013/01/26(土) 01:18:58.85 ID:9Xe2UN7P
ご教授下さい。
板もので図面にG指示、しかしra6.3指示。
Gは平研を当てられない位置。
行うのであればジグ研になりそうです。
Gは絶対なのでしょうか?
設計と窓口が上手くつながらず図面通りの一点ばりです。
板もので図面にG指示、しかしra6.3指示。
Gは平研を当てられない位置。
行うのであればジグ研になりそうです。
Gは絶対なのでしょうか?
設計と窓口が上手くつながらず図面通りの一点ばりです。
もちろん絶対じゃないが、そのワークで研削が必要かどうかはその設計者にしかわからんのだから、
ここで聞いてもムダ
ここで聞いてもムダ
327 :名無しさん@3周年:2013/01/26(土) 14:21:15.55 ID:R9RftHgy
>20台前半で年収は1千万超えていたし30半ばで生涯賃金は
>軽く2億超え
40数年以上前の高度成長時代の話だろ。
経済規模そのものが右肩上がりだったのならそういう事もあり得る。
大手の下請けにしたって、今時の大手が下請けを〃金持ち〃にするはずが
ない。搾取して〃貧乏〃にすることは幾らでもあっても。
大手自身だって極めて厳しいんだから。
大手と言うのは〃安い仕事〃でも比較的、長期レンジで仕事を
くれてやるちゅーのが基本。
大手下請け幻想なんて30年前の話。
>軽く2億超え
40数年以上前の高度成長時代の話だろ。
経済規模そのものが右肩上がりだったのならそういう事もあり得る。
大手の下請けにしたって、今時の大手が下請けを〃金持ち〃にするはずが
ない。搾取して〃貧乏〃にすることは幾らでもあっても。
大手自身だって極めて厳しいんだから。
大手と言うのは〃安い仕事〃でも比較的、長期レンジで仕事を
くれてやるちゅーのが基本。
大手下請け幻想なんて30年前の話。
328 :名無しさん@3周年:2013/01/26(土) 14:33:45.02 ID:R9RftHgy
機械加工自営は基本的に工業高校卒向けの職種。
元請けの仕様を従順に確実にこなすだけだから。
これに大卒、特に文系大卒がマネージメントで関わるのなら
現場技術者とその大卒マネージャーは顔を長時間合わせてはならない。
建設系でも現場職人と営業、特に営業は現場に40分以上居てはならない、
と掟がある。理由は仕事プライド持ち現場職人が腐るからだ。
ジャンル土俵の違う人種同士を比較しても仕方が無いのだ。
また町工場に在っては元請けから抑圧されている現場職人とは工業高校卒
故、世間で経理やマネージメントには携われない故、自分の町工場で唯一、
それら業務に携われる〃楽しみ〃迄、文系大卒が奪うのは罪だ。
元請けの仕様を従順に確実にこなすだけだから。
これに大卒、特に文系大卒がマネージメントで関わるのなら
現場技術者とその大卒マネージャーは顔を長時間合わせてはならない。
建設系でも現場職人と営業、特に営業は現場に40分以上居てはならない、
と掟がある。理由は仕事プライド持ち現場職人が腐るからだ。
ジャンル土俵の違う人種同士を比較しても仕方が無いのだ。
また町工場に在っては元請けから抑圧されている現場職人とは工業高校卒
故、世間で経理やマネージメントには携われない故、自分の町工場で唯一、
それら業務に携われる〃楽しみ〃迄、文系大卒が奪うのは罪だ。
329 :名無しさん@3周年:2013/01/26(土) 14:41:43.37 ID:R9RftHgy
〃機械加工職人〃と〃文系大卒マネージャ〃とをごっちゃ混ぜにすると
双方性格は平均化はしない。
逆に双方性格は自己の性格がより強くなってしまい相反発だけが起こる。
双方が自分の土俵優先で語るから工場は成り立たなくなる。
またそのあたりを読まない経営者が近視眼的で馬鹿なのだ。
工業高校卒とは言え、人間は経理や営業等の他分野仕事でも
生半可な助っ人が居なくなれば自分で必ずやり始める。
生半可な助っ人は足を引っ張っているだけだ。
双方性格は平均化はしない。
逆に双方性格は自己の性格がより強くなってしまい相反発だけが起こる。
双方が自分の土俵優先で語るから工場は成り立たなくなる。
またそのあたりを読まない経営者が近視眼的で馬鹿なのだ。
工業高校卒とは言え、人間は経理や営業等の他分野仕事でも
生半可な助っ人が居なくなれば自分で必ずやり始める。
生半可な助っ人は足を引っ張っているだけだ。
普通に就職するなら工業高校卒で十分だな。
学歴よりセンス・才能のだよね。
射出成形金型でノックアウトとは何ですか?
http://www.nttd-es.co.jp/e-trainer/jp/press/kiso/e-edition/yougo2/na/yougo2_na005.htm
かなり特殊なもんだね俺は見たことないや
かなり特殊なもんだね俺は見たことないや
>>333
うちでは当たり前の構造だ。
うちでは当たり前の構造だ。
335 :名無しさん@3周年:2013/03/05(火) 20:46:25.18 ID:6tB6F+oz
一次下請けでも大手が今時、金持ちにしてくれるはずがない。
よっぽど恵まれていた高度成長期みたいな経済拡大期なら別だが。
昭和49年でもう駄目だろ。オイルショック。それ以降は低成長。
二次下請け以下だと大の男が何人も食えないだろ。
せいぜいジジイ職がオタ仕事で一人生計が精一杯。
よっぽど恵まれていた高度成長期みたいな経済拡大期なら別だが。
昭和49年でもう駄目だろ。オイルショック。それ以降は低成長。
二次下請け以下だと大の男が何人も食えないだろ。
せいぜいジジイ職がオタ仕事で一人生計が精一杯。
336 :名無しさん@3周年:2013/03/05(火) 20:54:01.10 ID:6tB6F+oz
二言目には大卒大卒って言う奴が寄り付く業種ではないな。
大卒ならもっと付加価値の高い創造的仕事に携わるべきで、
機械加工などという、言われた仕様通りの従順な業務は工卒
の仕事。そんで創造的仕事は自分で開発すべき。大卒ならば
当たり前だ。
営業をどうしても、と言うなら、
営業4、職人6、が妥当。顔を合わせないでな。
大卒ならもっと付加価値の高い創造的仕事に携わるべきで、
機械加工などという、言われた仕様通りの従順な業務は工卒
の仕事。そんで創造的仕事は自分で開発すべき。大卒ならば
当たり前だ。
営業をどうしても、と言うなら、
営業4、職人6、が妥当。顔を合わせないでな。
337 :名無しさん@3周年:2013/03/05(火) 21:04:01.54 ID:6tB6F+oz
文系経済学卒の〃大卒〃ちゅーその〃抽象的観念〃に騙される
経営者では所詮駄目。抽象的観念は既に今では世間全般では
真に受けられない。
その大卒が機械職如き熟練技が出来るはずがないし
〃具体的技〃などあろうはずがない。
だいたい請負金額と人件費だけでも割は合わないのは見え見え
ぢゃないのか? 横に畑でも無いとな。
スペシフィックな技能持ちならサラリーは優先的に即払いしてやって
技能者は繋いでおかないと他に逃げられる。
逆に技能者の方も他に逃げてやればよかったのだょ。
経営者では所詮駄目。抽象的観念は既に今では世間全般では
真に受けられない。
その大卒が機械職如き熟練技が出来るはずがないし
〃具体的技〃などあろうはずがない。
だいたい請負金額と人件費だけでも割は合わないのは見え見え
ぢゃないのか? 横に畑でも無いとな。
スペシフィックな技能持ちならサラリーは優先的に即払いしてやって
技能者は繋いでおかないと他に逃げられる。
逆に技能者の方も他に逃げてやればよかったのだょ。
338 :名無しさん@3周年:2013/04/11(木) 22:36:35.42 ID:wo3Em2LQ
機械は工学の中では〃馬鹿〃
電気や建築は行きたくて行く奴が大半だが
機械はただ何となくの文系の〃経済〃のようなもの。
経済は大卒カタガキだけの中味の薄いボンクラ。
大学に卒業証書だけを求める学生時代を送ると
社会に出てから社会の側が徹底的に仕返しをし出すもの。
要領は良くても究極では修行しただけの見返りしか来ない。
電気や建築は行きたくて行く奴が大半だが
機械はただ何となくの文系の〃経済〃のようなもの。
経済は大卒カタガキだけの中味の薄いボンクラ。
大学に卒業証書だけを求める学生時代を送ると
社会に出てから社会の側が徹底的に仕返しをし出すもの。
要領は良くても究極では修行しただけの見返りしか来ない。
339 :名無しさん@3周年:2013/04/11(木) 22:44:08.38 ID:wo3Em2LQ
居候だのニートだのは経済出ばっかし
経済学は穀潰し養成所だ。
オレが鍛えられた会社ぢゃー一分一秒たりとも
ボケーツとしていられない会社。秒を無駄にしただけで
泥棒のように言われた。
高校如きを中退は親がおおちゃく者だからだ。
子は親の後ろ姿を見て育つ。
それは親が親のパラサイターだったからだ。
経済学は穀潰し養成所だ。
オレが鍛えられた会社ぢゃー一分一秒たりとも
ボケーツとしていられない会社。秒を無駄にしただけで
泥棒のように言われた。
高校如きを中退は親がおおちゃく者だからだ。
子は親の後ろ姿を見て育つ。
それは親が親のパラサイターだったからだ。
はよ自殺しろゴミ野郎
341 :名無しさん@3周年:2013/04/13(土) 22:23:39.57 ID:Z2qpGJdk
そうな、自殺モンだなwww
あれだけ学歴を小鼻に掛けて年長者に説教をしたり
偉張っていて高校中退か? 中ちゅーちゃんか?
中味の薄っぺらい経済程度でさぁ
あれだけ学歴を小鼻に掛けて年長者に説教をしたり
偉張っていて高校中退か? 中ちゅーちゃんか?
中味の薄っぺらい経済程度でさぁ
342 :名無しさん@3周年:2013/04/13(土) 22:30:36.66 ID:Z2qpGJdk
オマエの人生自信の核とか功績っていったい何なのよ?
読め金家なんて養子以外では聞いたことがない。
○地の無い家なんてのも見たことも聞いたことも無い。
アイリン築でさぇ○地くらい在るぞ、おちょくりぢゃねぇーの?
朝鮮呪いみたく、職方に酔狂垂れるからだろ、
ベンツだぁ? 笑わすな、
読め金家なんて養子以外では聞いたことがない。
○地の無い家なんてのも見たことも聞いたことも無い。
アイリン築でさぇ○地くらい在るぞ、おちょくりぢゃねぇーの?
朝鮮呪いみたく、職方に酔狂垂れるからだろ、
ベンツだぁ? 笑わすな、
343 :名無しさん@3周年:2013/04/13(土) 22:35:55.81 ID:Z2qpGJdk
機械部品なんて元請けの尻の穴を舐めるんだろ、
擦り寄りと人垂らしで、ドデカイ機械に元請けのために馬鹿投資して、
人垂らしちゅーのは角栄みたく金のある奴のすることだ。
角栄は若くして国の中枢を乗っ取った。
土建を馬鹿にするが地方自治体の一つや二つ簡単に乗っ取れるんだぞ、
日本は土建国家だ。右も左もな。
擦り寄りと人垂らしで、ドデカイ機械に元請けのために馬鹿投資して、
人垂らしちゅーのは角栄みたく金のある奴のすることだ。
角栄は若くして国の中枢を乗っ取った。
土建を馬鹿にするが地方自治体の一つや二つ簡単に乗っ取れるんだぞ、
日本は土建国家だ。右も左もな。
344 :名無しさん@3周年:2013/04/13(土) 22:45:06.76 ID:Z2qpGJdk
朝鮮呪いかぁ? お笑いだな、
苗字の後に蔑みの朝鮮言霊かぁ、凄ゲエーな、ホントに、
行者は半島人だったのだろうな、
酔狂を垂れるからおちょくられたんだな、
親を恨んで然り。命名は親しか出来ないからな。
苗字の後に蔑みの朝鮮言霊かぁ、凄ゲエーな、ホントに、
行者は半島人だったのだろうな、
酔狂を垂れるからおちょくられたんだな、
親を恨んで然り。命名は親しか出来ないからな。
345 :名無しさん@3周年:2013/04/13(土) 22:48:32.35 ID:Z2qpGJdk
まぁ兄弟は敵だから憎いままでいいのだろうな
女遊びチン手術には大金を費やして目くらの手術にはビタ一文
出さないちゅーのもな、
目くらが徳球さんからよっぽど憎まれていたんだな。
カルトだカルト、
女遊びチン手術には大金を費やして目くらの手術にはビタ一文
出さないちゅーのもな、
目くらが徳球さんからよっぽど憎まれていたんだな。
カルトだカルト、
346 :名無しさん@3周年:2013/04/14(日) 03:25:57.52 ID:K+Eyt7jZ
そんでも高校中退はどう考えてもな、
あれだけ学歴学歴って鼻に掛けていて
よく言えるな、結局、評論家ってだけで
生産能力は無くて人間がオオチャクなんだな。
あれだけ学歴学歴って鼻に掛けていて
よく言えるな、結局、評論家ってだけで
生産能力は無くて人間がオオチャクなんだな。
347 :名無しさん@3周年:2013/04/14(日) 09:53:45.39 ID:K+Eyt7jZ
朝鮮言霊呪いは一言叫ぶと運やツキが一年分落ちるのに
墓石名も変えようとはしない。あれではどんなに運気向上を
祈祷してもプラマイゼロで足踏みどころかマイナスに引かれる。
命名した親が悪い。蛇界様相も在る。
しかし兄弟はカタキ敵、だから放置だろうな。
結局自分に跳ね返るし利益は他に行ってしまう。
墓石名も変えようとはしない。あれではどんなに運気向上を
祈祷してもプラマイゼロで足踏みどころかマイナスに引かれる。
命名した親が悪い。蛇界様相も在る。
しかし兄弟はカタキ敵、だから放置だろうな。
結局自分に跳ね返るし利益は他に行ってしまう。
348 :名無しさん@3周年:2013/04/14(日) 11:19:58.57 ID:K+Eyt7jZ
朝鮮言霊呪いは名を叫べば叫ぶほど呪いが強固になり
ロクなことが起きないようになる。
あんな呪いを掛けられて親兄弟から深層で蔑まれて
恨んで芯で逝ったんだな、
祈祷専門なんかが居ながら、
間抜けだな、
ロクなことが起きないようになる。
あんな呪いを掛けられて親兄弟から深層で蔑まれて
恨んで芯で逝ったんだな、
祈祷専門なんかが居ながら、
間抜けだな、
349 :名無しさん@3周年:2013/04/14(日) 11:23:29.42 ID:K+Eyt7jZ
朝鮮言霊呪いは半島人を蔑めば蔑むほど効いて来る呪い
凄い呪いに掛ったもんだ
凄い呪いに掛ったもんだ
350 :名無しさん@3周年:2013/04/17(水) 09:14:26.17 ID:IIJG74sU
財産背景があるわけでも無いのに学歴を鼻に掛けて家内親パラして
夫婦イチャイチャを油仕事屋に見せ付けてオオチャク扱いていたバチだよ。
中退なんて恥ずかしい。そんな読め金出し家なんてのも世間で聞いた
ことが無い。野○無しなんて建築屋のおちょくりだろ。
夫婦イチャイチャを油仕事屋に見せ付けてオオチャク扱いていたバチだよ。
中退なんて恥ずかしい。そんな読め金出し家なんてのも世間で聞いた
ことが無い。野○無しなんて建築屋のおちょくりだろ。
351 :名無しさん@3周年:2013/04/17(水) 09:23:14.91 ID:IIJG74sU
何も無い所から世間に出て世間の金を奪って築き上げるのが
アタシのスタンスであり価値観ですからね。相容れませんわ、
そんな貧乏で限られた内輪に張り付いて乏しい財を要領良く
せしめるなんて卑しい性根は何よりも嫌いますから。
それ証拠に子供がグウタラで何時まで経っても親離れ独立
しねぇーぢゃねぇーか。親の背を見て育っているからだ。
アタイなんかオヤジから二言目には「出て行け出て行け」だった。
まぁ38の頃なんて5000万で必死だった。
40過ぎると億がねぇーと先を考えてもケコンはムズクなるぜ、
アタシのスタンスであり価値観ですからね。相容れませんわ、
そんな貧乏で限られた内輪に張り付いて乏しい財を要領良く
せしめるなんて卑しい性根は何よりも嫌いますから。
それ証拠に子供がグウタラで何時まで経っても親離れ独立
しねぇーぢゃねぇーか。親の背を見て育っているからだ。
アタイなんかオヤジから二言目には「出て行け出て行け」だった。
まぁ38の頃なんて5000万で必死だった。
40過ぎると億がねぇーと先を考えてもケコンはムズクなるぜ、
352 :名無しさん@3周年:2013/04/17(水) 16:38:45.42 ID:IIJG74sU
受け身の生き方だと貧乏屋敷のどん底で野垂れ死にするぞ
ところで!ハーイ質問デス(ノ'-^)-☆ インコネル718にタップM5
みなさん どういった工具で加工されますか・・?
みなさん どういった工具で加工されますか・・?
マルチうぜー
355 :名無しさん@3周年:2013/04/24(水) 23:31:49.49 ID:8pipgPx4
ドライブ中だが
ビールがうまいwwwwwww
ビールがうまいwwwwwww
356 :名無しさん@3周年:2013/04/26(金) 09:08:49.92 ID:YoP5gw99
>>355
通報しました。 って返して欲しいのか?
通報しました。 って返して欲しいのか?
357 :名無しさん@3周年:2013/04/28(日) 12:58:40.91 ID:CqTf3Vwa
まぁ喪前は余所から金を持ってくるから偉い、許してやろう。
蒋介石は何だアレ? 何から何まで外国の援助ぢゃないか、
へつらいと誤魔化しで他者の財をアセンブルするだけで自己築き皆無、
消去法で残っただけ。
蒋介石は何だアレ? 何から何まで外国の援助ぢゃないか、
へつらいと誤魔化しで他者の財をアセンブルするだけで自己築き皆無、
消去法で残っただけ。
358 :名無しさん@3周年:2013/05/02(木) 13:40:50.78 ID:SBDgSr//
経済 ⇒ 居候ニートDNA
359 :名無しさん@3周年:2013/05/05(日) 08:35:08.94 ID:uOPgpYwO
野郎は若いうちに親元から叩き出しておけば
自分で悟って金を儲け出すんだよ、
親元でベタベタしていれば永遠に独立もせん。
見ていてみい、親から早く離れた奴の方がリッチになるからな。
自分で悟って金を儲け出すんだよ、
親元でベタベタしていれば永遠に独立もせん。
見ていてみい、親から早く離れた奴の方がリッチになるからな。
360 :名無しさん@3周年:2013/05/05(日) 08:40:40.47 ID:uOPgpYwO
ガッコ辞めるなんて結局オオチャクなんだな、
親からして、
学歴を狭い一族社会で隠れ蓑にして読め如きに
なけなし金を出させてホッタテ小屋か(笑
今時サラリーマンは独立自力にはならんよ、
いっちょ前には見られんわ、
下請けを20社も使う俺様の目を誤魔化せるとでも思うか?
親からして、
学歴を狭い一族社会で隠れ蓑にして読め如きに
なけなし金を出させてホッタテ小屋か(笑
今時サラリーマンは独立自力にはならんよ、
いっちょ前には見られんわ、
下請けを20社も使う俺様の目を誤魔化せるとでも思うか?
ものづくりに変革 簡単に立体、3Dプリンター
http://anago.2ch.net/test/read.cgi/bizplus/1367891787/
立体的な造形物を作る鋳型の作製には、丁寧な切削加工が必要で完成まで2〜3週間かかる。
これに対して3Dプリンターは、モノの形をデータ化し、樹脂などを噴き付ける。
鋳型製造のコイワイは、3Dプリンターの導入で工程を3〜4日に短縮し、
従来より複雑な形の鋳型を作っている。
今では個人向けに10万円台の製品も登場している。アイデアが起業につながりやすくなるため、
製造業のすそ野が広がるとみられる。
http://anago.2ch.net/test/read.cgi/bizplus/1367891787/
立体的な造形物を作る鋳型の作製には、丁寧な切削加工が必要で完成まで2〜3週間かかる。
これに対して3Dプリンターは、モノの形をデータ化し、樹脂などを噴き付ける。
鋳型製造のコイワイは、3Dプリンターの導入で工程を3〜4日に短縮し、
従来より複雑な形の鋳型を作っている。
今では個人向けに10万円台の製品も登場している。アイデアが起業につながりやすくなるため、
製造業のすそ野が広がるとみられる。
工場の機械がおじいちゃんなウチには関係ない話だった。
ヨボヨボでちゃんと動かない、古い機械をだましだまし使ってるなんてどこも一緒だと思うけど。
ヨボヨボでちゃんと動かない、古い機械をだましだまし使ってるなんてどこも一緒だと思うけど。
363 :名無しさん@3周年:2013/05/13(月) 21:57:39.33 ID:CiaGCmPH
んなこたーない
>>362
お前の周りだけが世界の全てじゃねーんだよボケが
お前の周りだけが世界の全てじゃねーんだよボケが
365 :名無しさん@3周年:2013/05/17(金) 01:20:56.26 ID:rvBqxeQe
機械屋は傾向的に自己狂酔独善屋が多いな。
昔は「鉄は国家なり」だったからな。
傍で聞いてて馬鹿に思える。
今時、ハードウェアは馬鹿のやること。
賢い奴ならソフトだけで儲ける。
〃大卒〃ならば尚更。
昔は「鉄は国家なり」だったからな。
傍で聞いてて馬鹿に思える。
今時、ハードウェアは馬鹿のやること。
賢い奴ならソフトだけで儲ける。
〃大卒〃ならば尚更。
途上国で作ってるものも、結局、日本人の管理あってのものだったりする
>>365
高卒の馬鹿だからハードウェアやってます。
高卒の馬鹿だからハードウェアやってます。
バーーーーーーーーーカ!w
ハードは地味だが重要。重電も機械も下に見られるような風潮が悪い。
ソフト云々いうが日本はそれほど高い技術はない。OSやウイルス対策ソフトすら日本製はない。その程度。
結局365のような言い分は詐欺でしかない。そういう風潮が国や政治化やマスゴミでも常識化するから
世間ではオレオレ詐欺が流行る。多国籍企業ですら脱税をする時代、
産業構造を破壊した金融規制改革、大店舗法改正や行過ぎた自由化は規制されなければならない。
ソフト云々いうが日本はそれほど高い技術はない。OSやウイルス対策ソフトすら日本製はない。その程度。
結局365のような言い分は詐欺でしかない。そういう風潮が国や政治化やマスゴミでも常識化するから
世間ではオレオレ詐欺が流行る。多国籍企業ですら脱税をする時代、
産業構造を破壊した金融規制改革、大店舗法改正や行過ぎた自由化は規制されなければならない。
371 :名無し:2013/06/01(土) 06:40:57.09 ID:q0v/Pkug
いまつこてるオークマの高速機ええわ〜高さようでる。 安いのに当たりかもな。まえんとこでつこてたマキノの55やロクロクのんよりよ〜でるわ。ついてるかもな
372 :名無しさん@3周年:2013/06/07(金) 01:33:05.36 ID:yW7+8Sby
機械屋は型に嵌った思考だよな。自分の思考が正義だ、みたいな。
亜捕だよ、真性だよ、儲けを出せないならそれは悪。
収益を挙げない企業は社会悪、は松幸之助の言葉。
松幸が悪ってんなら話しも出来んがな、
ソフトったってコンのOSなんかだけがソフトぢゃねぇーな、
サービスノウハウとか高度な次元の商売ノウハウが今先進国のソフトさぁ。
だいたい3次4次下請けで何人もの大の男が飯を食えるはずがない。
寄らば大樹、ならぬ、寄らば雑草、これ如何に? だ、
自己開拓精神の無い奴には乞食奴隷道しか無い。
これからは益々そういう傾向は増大する。
亜捕だよ、真性だよ、儲けを出せないならそれは悪。
収益を挙げない企業は社会悪、は松幸之助の言葉。
松幸が悪ってんなら話しも出来んがな、
ソフトったってコンのOSなんかだけがソフトぢゃねぇーな、
サービスノウハウとか高度な次元の商売ノウハウが今先進国のソフトさぁ。
だいたい3次4次下請けで何人もの大の男が飯を食えるはずがない。
寄らば大樹、ならぬ、寄らば雑草、これ如何に? だ、
自己開拓精神の無い奴には乞食奴隷道しか無い。
これからは益々そういう傾向は増大する。
此処にも長文・・・
、、、 , , _
,. -┬i^i、._ ィ`,、,、,、,、,.、'、
. / | | .|=ゞ=、 __l/\ v~/!|
l. l l l \\{f‖ミゞ, ,ィ≪:lf^i もういい・・・!
/ヽ. ノ「,ト、「.lヘ‐iヾ|rー~r〉〉,こlレ'
/ `ヽ//| ト、ヽlイ| |/|{王王王王}ト、
| レニ| lニゝ冫! l!L_, , ,ー, , , ,_」シ’、 もう・・・
ヽ __|ーL|┴^ーヽ>'^ヾ二三シ´\\
,ゝ,/ .}二二二二二二二二二lヽ. ヽ \ 休めっ・・・!
l/ |ト、./´\ ||. レ'´ ̄`ヽ
|| ! 、\ ||. / :|
|| |.l l゙!.|i |ヽ) |l/ / 休めっ・・・!
|| `ヘ)U'J /-─ ,イ.|
|| _ /-─ / ヽ| >>372っ・・・!
|| r‐-゙=っ`ヽ,.--r-─ ''"´ ̄`ヽ / }
||. {三二 | │ / /
||. ヾ=--一'`ーゝ _,. く ノ|
,. -┬i^i、._ ィ`,、,、,、,、,.、'、
. / | | .|=ゞ=、 __l/\ v~/!|
l. l l l \\{f‖ミゞ, ,ィ≪:lf^i もういい・・・!
/ヽ. ノ「,ト、「.lヘ‐iヾ|rー~r〉〉,こlレ'
/ `ヽ//| ト、ヽlイ| |/|{王王王王}ト、
| レニ| lニゝ冫! l!L_, , ,ー, , , ,_」シ’、 もう・・・
ヽ __|ーL|┴^ーヽ>'^ヾ二三シ´\\
,ゝ,/ .}二二二二二二二二二lヽ. ヽ \ 休めっ・・・!
l/ |ト、./´\ ||. レ'´ ̄`ヽ
|| ! 、\ ||. / :|
|| |.l l゙!.|i |ヽ) |l/ / 休めっ・・・!
|| `ヘ)U'J /-─ ,イ.|
|| _ /-─ / ヽ| >>372っ・・・!
|| r‐-゙=っ`ヽ,.--r-─ ''"´ ̄`ヽ / }
||. {三二 | │ / /
||. ヾ=--一'`ーゝ _,. く ノ|
375 :名無しさん@3周年:2013/06/23(日) 19:50:42.06 ID:0uNion+P
オマエの所が諸悪の根源だ。
工場の中に余所の御門違いの機械を入れとるだろ。
オマエとオマエのオヤジのやること、
ババアもだ、
振動影響受けねぇーぞ。
工場の中に余所の御門違いの機械を入れとるだろ。
オマエとオマエのオヤジのやること、
ババアもだ、
振動影響受けねぇーぞ。
376 :名無しさん@3周年:2013/06/23(日) 19:53:01.28 ID:0uNion+P
オマエの息子も晴れないぞ。
オマエ自身が正論を曲げて通さないのだから。
オマエ自身が正論を曲げて通さないのだから。
377 :名無しさん@3周年:2013/07/31(水) NY:AN:NY.AN ID:tAl7Zltp
なまぽ受給業にでも転職しろ
共産党が喜ぶぞ
共産党が喜ぶぞ
上下のダイ(ダイセット・ダイホルダー)についての質問です。
サイズは縦横500mm〜800mmほどの物が多いです。
大きめのフライス盤に乗せて、加工しますが、そのままですとSS400は熱によるヒズミが大きいので
振動によるビビリ(フライス面が波を打ったようで汚い、平行度が良くない)が発生します。
先輩方からは、シムをかませて、振動を抑えれば、綺麗に仕上がると教わりました。
実際にそうして、綺麗に仕上げてきたのですが、シムをかませるのに少し時間がとられるので、なくせればいいなと思いました。
皆さんは、いちいちシムかませたりしてますか?シムをかませず、そのままでビビリを発生させない、フライス加工は可能でしょうか?
サイズは縦横500mm〜800mmほどの物が多いです。
大きめのフライス盤に乗せて、加工しますが、そのままですとSS400は熱によるヒズミが大きいので
振動によるビビリ(フライス面が波を打ったようで汚い、平行度が良くない)が発生します。
先輩方からは、シムをかませて、振動を抑えれば、綺麗に仕上がると教わりました。
実際にそうして、綺麗に仕上げてきたのですが、シムをかませるのに少し時間がとられるので、なくせればいいなと思いました。
皆さんは、いちいちシムかませたりしてますか?シムをかませず、そのままでビビリを発生させない、フライス加工は可能でしょうか?
379 :名無しさん@3周年:2013/08/02(金) NY:AN:NY.AN ID:72pzv4AW
仕上げの削り代を少なくするとか、回転数を下げるとか、色々試した?
>>378
乾式? 湿式?
乾式? 湿式?
>>379
>>仕上げの削り代を少なくするとか
もちろんしました。ですが、多少はましになるとはいえ、汚い面になります。
鉄の響く鈍い金属音(コンコンコン)が聞こえるので、削り代を減らしても振動してしまうと思われます。
>>回転数
回転数と、送り速度をそれぞれ一段階下げたり、しても結果は同じ。作業速度も遅くなります。
ただでさえ、時間がかかるダイ加工が余計に・・・。
スクラップ穴などがあると、必然的にひずみが大きくなるので、シムをかませても、以上のような症状がわずかにでることがあります。
>>380
乾式です。蛇足ですがかなり古い機械。
>>仕上げの削り代を少なくするとか
もちろんしました。ですが、多少はましになるとはいえ、汚い面になります。
鉄の響く鈍い金属音(コンコンコン)が聞こえるので、削り代を減らしても振動してしまうと思われます。
>>回転数
回転数と、送り速度をそれぞれ一段階下げたり、しても結果は同じ。作業速度も遅くなります。
ただでさえ、時間がかかるダイ加工が余計に・・・。
スクラップ穴などがあると、必然的にひずみが大きくなるので、シムをかませても、以上のような症状がわずかにでることがあります。
>>380
乾式です。蛇足ですがかなり古い機械。
機械のシム締めたら?
384 :名無しさん@3周年:2013/09/19(木) 11:03:53.03 ID:UtgYY7dB
昨今金型屋の加工チャージ正気とは思えんなー
高価な機械入れて硬い材料を正確に加工する!素晴らしいよ!
でも古い汎用機で角出しするだけの仕事の方が儲かる、笑っちまうよ。
高価な機械入れて硬い材料を正確に加工する!素晴らしいよ!
でも古い汎用機で角出しするだけの仕事の方が儲かる、笑っちまうよ。
金型でも色んな種類があるよね。
樹脂型屋からプレス型屋に転職したけどやり方や考え方が全然違う
樹脂型屋からプレス型屋に転職したけどやり方や考え方が全然違う
386 :名無しさん@3周年:2013/12/10(火) 14:44:41.81 ID:SIN0nGlH
社長の知り合いの40歳のおっさんが入社すんだけど、
教えるのめんどくせ。
社長曰く、若い奴はすぐ辞めるからだめだとよ。
まぁそうなんだけどさ
皆さん年配の新人はどう指導してる?
教えるのめんどくせ。
社長曰く、若い奴はすぐ辞めるからだめだとよ。
まぁそうなんだけどさ
皆さん年配の新人はどう指導してる?
387 :名無しさん@3周年:2013/12/10(火) 19:44:25.70 ID:GDJIAFrB
相手の人柄と自分がどう向き合うかによる。
経験の有無にもよるし。
人によるけど、年上ってなんだかんだ人生の先輩なんだよね。
経験の有無にもよるし。
人によるけど、年上ってなんだかんだ人生の先輩なんだよね。
388 :名無しさん@3周年:2013/12/11(水) 23:55:00.81 ID:cjZM2Cjl
7年勤めた会社辞めました
32歳
まだ未来はあるのだろうか・・・otz・・・
32歳
まだ未来はあるのだろうか・・・otz・・・
>>388
あと30年働くなら、確実に金型屋以外が良いと思うよ。
日本から淘汰して無くなることはないが、ここ30年の激変
以上に業界は変わっていく
30年以上前の業界を知ってる人間は、現状はもう3Dプリンターの
ようだと感じている。
確かに機械にのせたり放電にのせたりミガキはするが
事実上テレビ画面のモデルが各工程に流れてなぞられていくだけ。
あと30年を経る過程では、MCから放電にパレットチェンジされて
3Dプリントのように多くの製品は完了していくだろうな。
そこに技術を集中していけるなら生き残れるが
そうでないなら海外移住だ
あと30年働くなら、確実に金型屋以外が良いと思うよ。
日本から淘汰して無くなることはないが、ここ30年の激変
以上に業界は変わっていく
30年以上前の業界を知ってる人間は、現状はもう3Dプリンターの
ようだと感じている。
確かに機械にのせたり放電にのせたりミガキはするが
事実上テレビ画面のモデルが各工程に流れてなぞられていくだけ。
あと30年を経る過程では、MCから放電にパレットチェンジされて
3Dプリントのように多くの製品は完了していくだろうな。
そこに技術を集中していけるなら生き残れるが
そうでないなら海外移住だ
390 :名無しさん@3周年:2013/12/19(木) 12:21:48.83 ID:K85EbDlO
機械加工新人が
担当機(NC)持たせてもらえるのに
何年くらいかかりますか?
私は組み立て、仕上げを4年やった後
いきなり加工部署へ移動
1ヶ月で新品の機械の担当になりました
担当機(NC)持たせてもらえるのに
何年くらいかかりますか?
私は組み立て、仕上げを4年やった後
いきなり加工部署へ移動
1ヶ月で新品の機械の担当になりました
1日めから教わりながら
次の週からはわからなければ聞きに来いレベル
次の週からはわからなければ聞きに来いレベル
1年とか教育期間あるなら日本語喋れない奴雇うわな
394 :名無しさん@3周年:2013/12/19(木) 23:49:17.03 ID:+HPdTIrW
羨ましい
私 前の会社では、、配属から約半年
機械の掃除、受け入れ材料の測定 加工後のバリ取り、測定
ボール盤で面取り、タップきり
あとは、ぱしりだった
ちょうど、今くらいの季節だったかな
ぶちギレて辞めた人の引き継ぎだったな
私 前の会社では、、配属から約半年
機械の掃除、受け入れ材料の測定 加工後のバリ取り、測定
ボール盤で面取り、タップきり
あとは、ぱしりだった
ちょうど、今くらいの季節だったかな
ぶちギレて辞めた人の引き継ぎだったな
>>394
なんでブチ切れたの?
なんでブチ切れたの?
396 :名無しさん@3周年:2013/12/21(土) 22:16:22.68 ID:6OLzvuiQ
398 :名無しさん@3周年:2013/12/25(水) 22:01:01.45 ID:13CcLc73
加工部署に来て約2年半が経つ
今日の夕方にミス発覚
ドリルがながれ、仕上げ前の粗加工穴がやや楕円形
やばいわ
明日朝一に設計と相談
新造かな??
前の部署がよかったな…
今日の夕方にミス発覚
ドリルがながれ、仕上げ前の粗加工穴がやや楕円形
やばいわ
明日朝一に設計と相談
新造かな??
前の部署がよかったな…
お釈迦かもしれん
400 :名無しさん@3周年:2013/12/26(木) 17:09:49.91 ID:ESIB4vpV
<<401は幸せ者
401 :名無しさん@3周年:2013/12/27(金) 09:30:39.38 ID:zxYBp2M6
おれか!
402 :名無しさん@3周年:2013/12/27(金) 12:26:22.55 ID:ElC8KhaQ
403 :名無しさん@3周年:2014/01/17(金) 03:14:44.19 ID:sSaGMXrO
金型製造のケーエス・モール倒産
http://n-seikei.jp/2014/01/post-19701.html
金型製造は今後、3Dコピー機があらゆる分野に浸透してくることから
将来展望はほとんどないものと思われる。
アドビ社、Photoshop CCに3Dプリント機能を搭載
http://www.pjl.co.jp/news/product/2014/01/6018.html
3Dデザインの開発、改良、プレビュー、作成、プリントを容易かつ確実に行えるようになり、
3Dプリント市場のさらなる成長への環境が整うことになる。
http://n-seikei.jp/2014/01/post-19701.html
金型製造は今後、3Dコピー機があらゆる分野に浸透してくることから
将来展望はほとんどないものと思われる。
アドビ社、Photoshop CCに3Dプリント機能を搭載
http://www.pjl.co.jp/news/product/2014/01/6018.html
3Dデザインの開発、改良、プレビュー、作成、プリントを容易かつ確実に行えるようになり、
3Dプリント市場のさらなる成長への環境が整うことになる。
405 :名無しさん@3周年:2014/01/24(金) 00:50:17.25 ID:NbWUkJDt
始めてNCを担当する場合、メーカーの研修会とかに参加しますか?
406 :名無しさん@3周年:2014/01/24(金) 08:44:47.33 ID:zrkjopkz
普通の3軸NCだったら使ってた人に教えてもらえば十分かと。
407 :名無しさん@3周年:2014/01/24(金) 22:28:38.45 ID:n4vmIQTw
>>406
研修で一から勉強したいけど、そうは行きませんよね
研修で一から勉強したいけど、そうは行きませんよね
409 :名無しさん@3周年:2014/02/02(日) 13:29:01.73 ID:Cc0vGOGf
今度はサムソンの請負をやって朝鮮人の尻の穴を舐めてろ
御似合いだ。
御似合いだ。
410 :名無しさん@3周年:2014/02/03(月) 22:55:30.62 ID:Wkuz09Re
ベトナム戦争での韓国の虐殺行為を世界中にもっと広めていこう!
韓国政府は、ベトナムがまだ経済面や民意で未成熟なことをいいことに、
必死で隠蔽、歴史からの消去工作!
■韓国政府が必死に抑え込むこの事実を世界中に広げていこう!
韓国軍が30万人を超すベトナム人を虐殺
http://kimigayo-japan.seesaa.net/article/156749510.html
大部分が女性や老人、子供たちである住民を一か所に集め、機関銃を乱射。
子供の頭を割ったり首をはね、脚を切ったりして火に放り込む。
女性を強姦してから殺害。強姦しながら拷問。妊産婦の腹を、胎児が破れ出るまで軍靴で踏み潰す。
トンネルに追い詰めた村人を毒ガスで殺す、等々。
韓国政府は、ベトナムがまだ経済面や民意で未成熟なことをいいことに、
必死で隠蔽、歴史からの消去工作!
■韓国政府が必死に抑え込むこの事実を世界中に広げていこう!
韓国軍が30万人を超すベトナム人を虐殺
http://kimigayo-japan.seesaa.net/article/156749510.html
大部分が女性や老人、子供たちである住民を一か所に集め、機関銃を乱射。
子供の頭を割ったり首をはね、脚を切ったりして火に放り込む。
女性を強姦してから殺害。強姦しながら拷問。妊産婦の腹を、胎児が破れ出るまで軍靴で踏み潰す。
トンネルに追い詰めた村人を毒ガスで殺す、等々。
零細金型屋スレは消えた?
やっとモデル作成の調子が上がってきたと思ったら落ちた・・・・・・どこで保存したのか見るの怖いし(多分15分ぐらい前だと思うけど)
もういい今日は帰ろう
やっとモデル作成の調子が上がってきたと思ったら落ちた・・・・・・どこで保存したのか見るの怖いし(多分15分ぐらい前だと思うけど)
もういい今日は帰ろう
スレじゃなく零細金型屋が消えたと思われw
413 :名無しさん@3周年:2014/02/16(日) 15:29:39.46 ID:csOwyMv7
大手の請負なんて、それはそれは過酷で惨めだろうな。
苛められて叩かれて、難癖付けられて、
最初は何千万の機械投資で社長社長っておだてられて、
サムソンなら数出んから儲かるだろ
朝鮮人の下請けをやれ、
苛められて叩かれて、難癖付けられて、
最初は何千万の機械投資で社長社長っておだてられて、
サムソンなら数出んから儲かるだろ
朝鮮人の下請けをやれ、
ttp://uploda.cc/img/img531bcc03c1361.jpg
拡大鏡の、金属の名前ってなんですか?
{kind=link}
拡大鏡の、金属の名前ってなんですか?
415 :名無しさん@3周年:2014/03/09(日) 12:42:35.57 ID:kaXJw8vu
合金か黄銅製
417 :名無しさん@3周年:2014/04/20(日) 03:02:23.35 ID:jTSdXE0r
金型部品の加工をしてますが
最近、息がつまる
仕事の仕方が一部変更になる
効率のアップをはかるためらしい
言い出しっぺは上の連中
プログラム作成をすべてCAMでやれとのこと
今までは、CAMと機械にある固定のプログラムを使い分けて
ましたが、ドリリングの単純なものもすべてCAM
しかも、CAMも別のバージョンになり、使いにくい
一番気がかりなのは、これで機械稼働率が上がらなかったときのこと
上が見てるのは、機械稼働率だけだから
CAMのバージョンアップに数百万円かかるらしい
最近、息がつまる
仕事の仕方が一部変更になる
効率のアップをはかるためらしい
言い出しっぺは上の連中
プログラム作成をすべてCAMでやれとのこと
今までは、CAMと機械にある固定のプログラムを使い分けて
ましたが、ドリリングの単純なものもすべてCAM
しかも、CAMも別のバージョンになり、使いにくい
一番気がかりなのは、これで機械稼働率が上がらなかったときのこと
上が見てるのは、機械稼働率だけだから
CAMのバージョンアップに数百万円かかるらしい
試作屋でそれやったとこあったな。
昼間は加工せずに準備だけしてろ。
起動ボタン押したらさっさと帰れ。
昼間は加工せずに準備だけしてろ。
起動ボタン押したらさっさと帰れ。
419 :名無しさん@3周年:2014/04/20(日) 12:15:06.79 ID:7nwdJChM
>>417
機械、ワークの大きさにもよるよな
あと、加工の形状、箇所数か
うちも場合はテーブルが1000×700程しかないし
ワークも100×200やら500×400やら、ばらばらね
だから臨機応変な対応が必要
小さいワーク4、5セットして
段取り4時間、稼動3時間なんて
午前中で帰らなきゃね
でも、ゆっくり準備してサボりもできる
シメシメ…じゃん
機械、ワークの大きさにもよるよな
あと、加工の形状、箇所数か
うちも場合はテーブルが1000×700程しかないし
ワークも100×200やら500×400やら、ばらばらね
だから臨機応変な対応が必要
小さいワーク4、5セットして
段取り4時間、稼動3時間なんて
午前中で帰らなきゃね
でも、ゆっくり準備してサボりもできる
シメシメ…じゃん
平研やめたいって上司に面談でいったら、理由聞かれてさ
ほかの工程よりも不良率高いし、秋田って言ったけど
何か色々言いくるめられて、結局1年くらい経った。今年で7年目
新工場で工程の人員体制がきついから移動できないものと思われ+指導期間が無駄になるからか
sんksんsksんkskんskんskskんssksんksんsksんksんksskんskんkんsksんskんskんsんsksんskんskんssk」
ほかの工程よりも不良率高いし、秋田って言ったけど
何か色々言いくるめられて、結局1年くらい経った。今年で7年目
新工場で工程の人員体制がきついから移動できないものと思われ+指導期間が無駄になるからか
sんksんsksんkskんskんskskんssksんksんsksんksんksskんskんkんsksんskんskんsんsksんskんskんssk」
お前が期待されてないからだろ。
期待の星なら新工場の立上げに関わらせる。
期待の星なら新工場の立上げに関わらせる。
422 :名無しさん@3周年:2014/04/22(火) 12:28:00.71 ID:cpiQecEQ
新しいやり方では
仕事が進まんわ。
どんどん遅れていく
焦れば焦るほど、ケアレスミス連発
仕事が進まんわ。
どんどん遅れていく
焦れば焦るほど、ケアレスミス連発
オイルシール金型の話もここでいいですか?
>>423
ダメ、出入り禁止
ダメ、出入り禁止
>>423
いいぜ色々な金型の話しは勉強になるからな
いいぜ色々な金型の話しは勉強になるからな
426 :名無しさん@3周年:2014/06/22(日) 18:10:55.21 ID:Si1mIuni
ブラック企業・ホワイト企業の情報を閲覧・投稿できるクチコミサイト群
キャリコネ
http://careerconnection.jp/
就職活動と会社情報
http://work.wor9.net/
http://ww.wor9.net/ モバイル版
転職会議
http://jobtalk.jp/
みん就(みんなの就職活動日記)
http://www.nikki.ne.jp/
キャリコネ
http://careerconnection.jp/
就職活動と会社情報
http://work.wor9.net/
http://ww.wor9.net/ モバイル版
転職会議
http://jobtalk.jp/
みん就(みんなの就職活動日記)
http://www.nikki.ne.jp/
428 :名無しさん@3周年:2014/07/25(金) 19:22:29.88 ID:UrMkE5qU
勤務先が倒産したったった・・・・・
お前らの中にも、どうにもヤバそうだけど動くに動けないやつとかいない?
昭和のころから金属加工一筋だったがもうこの業界ダメかな、
年がら年中「単価協力」とかいってくるし、まったく単価は上がらないし。
ちょっとゴネたら他所に取られたり、海外に持っていかれたり。
すっぱり他業種探したほうが幸せになれるかもしれない。
お前らの中にも、どうにもヤバそうだけど動くに動けないやつとかいない?
昭和のころから金属加工一筋だったがもうこの業界ダメかな、
年がら年中「単価協力」とかいってくるし、まったく単価は上がらないし。
ちょっとゴネたら他所に取られたり、海外に持っていかれたり。
すっぱり他業種探したほうが幸せになれるかもしれない。
他にできないことできなければそうなるだろ
他業種でも同じこと
他業種でも同じこと
価格を下げても利益は維持、もしくは上げないと
431 :名無しさん@3周年:2014/07/26(土) 03:48:25.12 ID:QD67PYwS
理屈はわかるんだけどねえ、ライバルがいきなり40%オフとか出して来たらもう無理ぽ、
昭和の家電量販店じゃあるまいし、どんな魔法なんだ。
昭和の家電量販店じゃあるまいし、どんな魔法なんだ。
ふっふっふ時代の流れにインプット
行き成り俺が嫌われとった事にして長期間のストーカーをさせたりして無差別殺人か学会で変死
行き成り俺が嫌われとった事にして長期間のストーカーをさせたりして無差別殺人か学会で変死
ふっふっふ時代の流れにインプット
しちゃったストーカーを隠蔽しようとして無差別殺人か学会で変死
しちゃったストーカーを隠蔽しようとして無差別殺人か学会で変死
>>431
家賃、人件費、機械リースや償却、基本料他の会社の維持費
黙っていても自分の財布から月に200万消える
500万の金型で材料代が150万なら250万で受けても赤字は100万になる
200万で受けても赤字は150万になる。
サラ金で50万借りてくるより健全だ。
家賃、人件費、機械リースや償却、基本料他の会社の維持費
黙っていても自分の財布から月に200万消える
500万の金型で材料代が150万なら250万で受けても赤字は100万になる
200万で受けても赤字は150万になる。
サラ金で50万借りてくるより健全だ。
436 :名無しさん@3周年:2014/11/04(火) 17:09:58.66 ID:6BainbMX
【ID】 kikaikakouka-03
【罪状】
煽り通信
切断
暴言メール
http://i.imgur.com/AcgH7WB.jpg
【階級】シャッフル大佐5
【出没時間】夜
【説明】アルケーCP2200
下格連打しながら『センスないねwww』『ざっこwww』と煽り通信
最後動かなくなって切断と暴言メール
プロフィールに宜しくお願いしますなんて書いてあるがどの口が言ってるのか
臭いIDしてるからグーグルで検索したら案の定エクバで晒されてる
USBと煽りの常習犯か、エクバもフルブもランクマのみで勝率5割なのな
やってることからして一瞬kitigaiってIDかと思った
トロフィー
http://psnprofiles.com/kikaikakouka-03
【罪状】
煽り通信
切断
暴言メール
http://i.imgur.com/AcgH7WB.jpg
{kind=link}
【階級】シャッフル大佐5
【出没時間】夜
【説明】アルケーCP2200
下格連打しながら『センスないねwww』『ざっこwww』と煽り通信
最後動かなくなって切断と暴言メール
プロフィールに宜しくお願いしますなんて書いてあるがどの口が言ってるのか
臭いIDしてるからグーグルで検索したら案の定エクバで晒されてる
USBと煽りの常習犯か、エクバもフルブもランクマのみで勝率5割なのな
やってることからして一瞬kitigaiってIDかと思った
トロフィー
http://psnprofiles.com/kikaikakouka-03
437 : 【東電 81.9 %】 :2014/11/20(木) 21:43:38.77 ID:rNa5aTyH
>>435
ああ、キミ!また会えたね。久しぶりだ。どうだいあの件は?どうなったか説明したまえな。
神戸市の東、芦屋西宮の知的障害者施設で未成年利用者に性的な行為をして淫行条例で逮捕された三田谷学園元職員の堂垣直人(西宮市老松町)は、結局どういう罪になったの?
被害者家族のケアを芦屋市役所と兵庫県警はちゃんとやったのか?
差別や虐待は環境を選べない子供には関係ない。
http://www.youtube.com/watch?v=JxMzW3ZlV4g&sns=em
まあ、こっちに座れよ。ゆっくり話そうじゃないか。
ああ、キミ!また会えたね。久しぶりだ。どうだいあの件は?どうなったか説明したまえな。
神戸市の東、芦屋西宮の知的障害者施設で未成年利用者に性的な行為をして淫行条例で逮捕された三田谷学園元職員の堂垣直人(西宮市老松町)は、結局どういう罪になったの?
被害者家族のケアを芦屋市役所と兵庫県警はちゃんとやったのか?
差別や虐待は環境を選べない子供には関係ない。
http://www.youtube.com/watch?v=JxMzW3ZlV4g&sns=em
まあ、こっちに座れよ。ゆっくり話そうじゃないか。
438 :名無しさん@3周年:2015/01/01(木) 01:50:38.86 ID:yatXMZUQ
読んでみるとどれもプラスチック成型金型みたいな業種だね。プロの鍛造、プレス
ダイカスト関係は皆無というところか。
ダイカスト関係は皆無というところか。
439 : 【大吉】 【6円】 :2015/01/01(木) 14:45:14.43 ID:7P/L/13G
金型のノウハウが中国・韓国に流出して真似されたらおしまい。
今はおしまいの後、何かしらの生き残った理由があるはず。
今はおしまいの後、何かしらの生き残った理由があるはず。
>>439
もう時代は逆なんだよ。
日本の金型屋が中国、台湾、韓国の金型屋からノウハウを盗む時代。
どうやってこんなに安くできるの?
どうしてこんな速くできるの?
なんて粗雑なのに押し切りが合うの?
こんんだけ手抜きなのになんで製品の用が足せるの?
素案やデザインから製品設計まで丸投げでなんで完成するの?
今は「なんだって良いから速攻で安く使える製品出してよ」って要求に対し
日本企業がどう対応していくかが勝負にもなってるからね。
もう時代は逆なんだよ。
日本の金型屋が中国、台湾、韓国の金型屋からノウハウを盗む時代。
どうやってこんなに安くできるの?
どうしてこんな速くできるの?
なんて粗雑なのに押し切りが合うの?
こんんだけ手抜きなのになんで製品の用が足せるの?
素案やデザインから製品設計まで丸投げでなんで完成するの?
今は「なんだって良いから速攻で安く使える製品出してよ」って要求に対し
日本企業がどう対応していくかが勝負にもなってるからね。
この中に大型の門形MCや大型の横形MCで金型の主型・母型・外枠
プラ型でいうところのダイセットの加工されてる方みえますか?
それもFC材やダグタイルをメインで
うちの場合はっきり言って設備があっても人手不足です
その手の外注さんも少なくどこも仕事つまってて受けてもらえません
即戦力の人材が欲しいけどそんな人いるわけないですよね
プラ型でいうところのダイセットの加工されてる方みえますか?
それもFC材やダグタイルをメインで
うちの場合はっきり言って設備があっても人手不足です
その手の外注さんも少なくどこも仕事つまってて受けてもらえません
即戦力の人材が欲しいけどそんな人いるわけないですよね
あらかた潰れて会社も人も消えたからねぇ
>>441
>プラ型でいうところのダイセット
ダイセットってプレスでしょ正確にはモールドベースだよね
自分も以前、大物のFC材の加工に関わってきたけど
水溶性の切削液をぶっかけながら削っててもとにかく粉じんがひどい
このままでは肺がやられると思い異動願い出したけど却下され
退職したよ
>プラ型でいうところのダイセット
ダイセットってプレスでしょ正確にはモールドベースだよね
自分も以前、大物のFC材の加工に関わってきたけど
水溶性の切削液をぶっかけながら削っててもとにかく粉じんがひどい
このままでは肺がやられると思い異動願い出したけど却下され
退職したよ
水掛けて粉塵出るってすごいな
ガスマスク使うと良さそう
ガスマスク使うと良さそう
車板の板金スレから誘導されて来ました
質問です
用途は車ではありませんが、金型の錆喰いの穴埋めパテを探しています。
現在は日本ペイントのチヂマン80を使っています。
このパテに不満がある訳ではありませんが、他のパテも色々試そうと探しているので
お勧めがあれば教えろ下さい。
スレ違いであれば誘導願います
質問です
用途は車ではありませんが、金型の錆喰いの穴埋めパテを探しています。
現在は日本ペイントのチヂマン80を使っています。
このパテに不満がある訳ではありませんが、他のパテも色々試そうと探しているので
お勧めがあれば教えろ下さい。
スレ違いであれば誘導願います
タダマン30000がイケルと思う
跳満12000も良いよ