NC�MC�I���[�^�A�}�V�j���O�̂��d���y35��ځz
1 �F���������R���N�F
���O�X��
NC�MC�I���[�^�A�}�V�j���O�̂��d���y34��ځz
http://science6.2ch.net/test/read.cgi/kikai/1256384028/
���֘AHP
�I�[�N�}
http://www.okuma.co.jp/
�X���@���쏊
http://www.moriseiki.com/japanese/
���}�U�L�}�U�b�N�������
http://www.mazak.jp/
NC�MC�I���[�^�A�}�V�j���O�̂��d���y34��ځz
http://science6.2ch.net/test/read.cgi/kikai/1256384028/
���֘AHP
�I�[�N�}
http://www.okuma.co.jp/
�X���@���쏊
http://www.moriseiki.com/japanese/
���}�U�L�}�U�b�N�������
http://www.mazak.jp/
|
|
|
2 �F���������R���N�F2010/02/23(��) 16:17:29 ID:cc2IJ84x
�֘AHP�E�E�E���ق�
3 �F���������R���N�F2010/02/23(��) 18:42:39 ID:7ZGDtdsm
�@�@�@ ��_�ȁ@
�@�Q(�L�E�ցE�M) ���Ȃ������[�[�[��
�@|�߁i�@�@�@)��|
�@�M��(__)(__)��
,..,..��,...,...,...,...,.��,,,,..
�@�Q(�L�E�ցE�M) ���Ȃ������[�[�[��
�@|�߁i�@�@�@)��|
�@�M��(__)(__)��
,..,..��,...,...,...,...,.��,,,,..
4 �F���������R���N�F2010/02/23(��) 21:03:52 ID:zhJlfSK9
>>1�͎���ł������x���B
5 �F���������R���N�F2010/02/24(��) 06:38:20 ID:kC3rFwhL
�m�b���ՍH�@�E�Ə��
ttp://cmx.vrsys.net/I/CCS_i_01.php?sysmode=s&occcode=01105&flags=000010&
�m�b�t���C�X�ՍH�@�E�Ə��
ttp://cmx.vrsys.net/I/CCS_i_01.php?sysmode=s&occcode=01107&flags=000010&
�}�V�j���O�Z���^�[�E�I�y���[�^�[�@�E�Ə��
ttp://cmx.vrsys.net/I/CCS_i_01.php?sysmode=s&occcode=01108&flags=000010&
�m�b���ՍH�@���v���
ttp://cmx.vrsys.net/I/CCS_i_02.php?occcode=01105&sysmode=s&flags=000010&
�m�b�t���C�X�ՍH�@���v���
ttp://cmx.vrsys.net/I/CCS_i_02.php?occcode=01107&sysmode=s&flags=000010&
�}�V�j���O�Z���^�[�E�I�y���[�^�[�@���v���i�m�b�t���C�X�ՍH�@���v���@�Ɠ����e�j
ttp://cmx.vrsys.net/I/CCS_i_02.php?occcode=01108&sysmode=s&flags=000010&
6 �F���������R���N�F2010/02/24(��) 12:17:24 ID:BXzjH4Qy
�C�`���c
���Ƃ�
�ꉳ
���Ƃ�
�ꉳ
7 �F���������R���N�F2010/02/24(��) 12:35:18 ID:px6KU6y8 BE:474429942-2BP(1)
8 �F���������R���N�F2010/02/24(��) 20:32:16 ID:khr1BCaD
���܂ł͊ȒP�ȃv���O�������@�B�̃f�B�X�v���C�ō����x��������
����̂�����GOelan�Ƃ��ō�邱�ƂɂȂ���
�}�j���A�����낭�ɂȂ��Ă������킩��l���Ȃ��ėܖڏ��
�ǂ���������@�̏ڂ����T�C�g��{����܂��H
����̂�����GOelan�Ƃ��ō�邱�ƂɂȂ���
�}�j���A�����낭�ɂȂ��Ă������킩��l���Ȃ��ėܖڏ��
�ǂ���������@�̏ڂ����T�C�g��{����܂��H
9 �F���������R���N�F2010/02/24(��) 21:19:01 ID:WFbWv1RS
�}���`����ȃ{�P
10 �F���������R���N�F2010/02/24(��) 22:16:42 ID:kC3rFwhL
11 �F���������R���N�F2010/02/25(��) 03:34:43 ID:fP+oGlzJ
����ƋA��
���N�ɓ����Ĉُ�ɖZ�����Ȃ���
���N�̍������Ē��q�}��������ȁH
���N�ɓ����Ĉُ�ɖZ�����Ȃ���
���N�̍������Ē��q�}��������ȁH
12 �F���������R���N�F2010/02/25(��) 04:23:09 ID:tx2ruaRt
�����ŖZ�����́H
13 �F���������R���N�F2010/02/25(��) 08:28:51 ID:ru5mYKsq
14 �F���������R���N�F2010/02/25(��) 15:19:23 ID:gkFYidFK
15 �F���������R���N�F2010/02/25(��) 21:20:27 ID:f/KjFdqM
>>13
�ŋߒ��r�̗p�œ���������Ȃ̂ŏڂ�������͂킩��܂���
�ǂ���琳�K�i�ōu�K�ɍs�����l�����邯�Ǎ��܂����݂���
�O�q�̒ʂ肱�̉�Ђ͊ȒP�ȃv���O�������}�j���A���ō���ĂĂ���Ȃɕ��G�Ȍ`��͂���Ă܂���
������CATIA��NC�v���O��������Ă��o�����č̗p���ꂽ�悤�ł�
�Ƃ肠�������i�̃\���b�h�����n�߂���ł������̌�ǂ������炢�����̂�
4���őO��̉��H������܂�
GOelan�����g���Ƃ������Ƃł�����Ǝ��₳���Ă�������
GOelan�̃\���b�h��CATIA�݂����ɗ����͎����ĂȂ���ł��傤���H
�t�B���b�gR��ʎ��⌊�Ȃ𗚗�����ύX�������������o���Ȃ���ł��傤���H
�ŋߒ��r�̗p�œ���������Ȃ̂ŏڂ�������͂킩��܂���
�ǂ���琳�K�i�ōu�K�ɍs�����l�����邯�Ǎ��܂����݂���
�O�q�̒ʂ肱�̉�Ђ͊ȒP�ȃv���O�������}�j���A���ō���ĂĂ���Ȃɕ��G�Ȍ`��͂���Ă܂���
������CATIA��NC�v���O��������Ă��o�����č̗p���ꂽ�悤�ł�
�Ƃ肠�������i�̃\���b�h�����n�߂���ł������̌�ǂ������炢�����̂�
4���őO��̉��H������܂�
GOelan�����g���Ƃ������Ƃł�����Ǝ��₳���Ă�������
GOelan�̃\���b�h��CATIA�݂����ɗ����͎����ĂȂ���ł��傤���H
�t�B���b�gR��ʎ��⌊�Ȃ𗚗�����ύX�������������o���Ȃ���ł��傤���H
16 �F���������R���N�F2010/02/26(��) 02:42:06 ID:bv/DvAo9
>>15
���[�A�Ȃ�قǁB
�t���̃}�j���A�����A���܂�ׂ������܂ŏ����ĂȂ�����ˁB
�I��������Ȃɏڂ������Ē�����Ȃ����ǁA�\���b�h�쐬�ߒ��̗����͎����ĂȂ��Ǝv���c
undo redo�����Ɏア��ŁA���x�C���b�Ƃ������Ƃ���
���[�A�Ȃ�قǁB
�t���̃}�j���A�����A���܂�ׂ������܂ŏ����ĂȂ�����ˁB
�I��������Ȃɏڂ������Ē�����Ȃ����ǁA�\���b�h�쐬�ߒ��̗����͎����ĂȂ��Ǝv���c
undo redo�����Ɏア��ŁA���x�C���b�Ƃ������Ƃ���
17 �F���������R���N�F2010/02/26(��) 10:08:26 ID:+2nIFpyT
>>15
CATIA�Ȃ�疜���炢�iCAM�R�~�j��
�J��
�RDCAD/CAM�@���ꏏ�ɂ��Ă͂����Ȃ�
�܂��ACATIA���Â��̂Ł@3DCAD���̂́@�J�̂ق����i��ł邩������Ȃ���
CATIA�Ȃ�疜���炢�iCAM�R�~�j��
�J��
�RDCAD/CAM�@���ꏏ�ɂ��Ă͂����Ȃ�
�܂��ACATIA���Â��̂Ł@3DCAD���̂́@�J�̂ق����i��ł邩������Ȃ���
18 �F���������R���N�F2010/02/26(��) 18:02:25 ID:TPh16BoL
�h�����Ő[�������鎞�ǂꂮ�炢���@���Ă�H
19 �F���������R���N�F2010/02/26(��) 18:58:25 ID:I55s6Rpq
������A��Ђ��|�Y������
�N���E������
�N���E������
20 �F���������R���N�F2010/02/27(�y) 03:56:10 ID:qM676ywn
�R�����ʁB
��4�[��60mm�ʁB
��4�[��60mm�ʁB
21 �F���������R���N�F2010/02/27(�y) 10:25:42 ID:mHDCmCm5
22 �F���������R���N�F2010/02/27(�y) 22:47:15 ID:7BJvGWoF
���Ǝ���
�a�s�S�O�Ԃ̋@�B�Ň��P�W�̎茤���n�C�X�h�������r�Q�Q�O�@�e�Q�Q�ő���̂���ǂ��H
�i�g�q�b�S�O�Łj
�ǂ����������˂��Ă�݂���
�����ƂT�O�Ԃ̋@�B�ł���ĂĐ��@�����肾�����̂ɁE�E�E�B
�@�B�����ɂ���ĈႤ�̂��ȁ[�H
�a�s�S�O�Ԃ̋@�B�Ň��P�W�̎茤���n�C�X�h�������r�Q�Q�O�@�e�Q�Q�ő���̂���ǂ��H
�i�g�q�b�S�O�Łj
�ǂ����������˂��Ă�݂���
�����ƂT�O�Ԃ̋@�B�ł���ĂĐ��@�����肾�����̂ɁE�E�E�B
�@�B�����ɂ���ĈႤ�̂��ȁ[�H
23 �F���������R���N�F2010/02/27(�y) 23:58:47 ID:B6AUiS9E
24 �F���������R���N�F2010/02/28(��) 11:02:52 ID:IUXDFxtE
���{�̍H��@�B�̐��Y�z�����E��ʂ���27�N�Ԃ�Ɋח������B
���{�̐��Y�z��2009�N��08�N��57������58���h���i��5200���~�j�ɗ������݁A
�X������109���h���ɐL���������Ɉ�C�ɔ����ꂽ�B
���̍��͂��łɂQ�{�߂��ɊJ���Ă���A��ʂ̍������߂��̂͗e�Ղł͂Ȃ��B
������l�X�Ȍ`�ɉ��H����H��@�B�ŁA���E�̂��̂Â�����x���Ă������{�̐����Ƃ��A
�傫�ȓ]�@���}���Ă���B
http://www.nikkei.co.jp/news/main/20100227ATDD260BP26022010.html
���{�̐��Y�z��2009�N��08�N��57������58���h���i��5200���~�j�ɗ������݁A
�X������109���h���ɐL���������Ɉ�C�ɔ����ꂽ�B
���̍��͂��łɂQ�{�߂��ɊJ���Ă���A��ʂ̍������߂��̂͗e�Ղł͂Ȃ��B
������l�X�Ȍ`�ɉ��H����H��@�B�ŁA���E�̂��̂Â�����x���Ă������{�̐����Ƃ��A
�傫�ȓ]�@���}���Ă���B
http://www.nikkei.co.jp/news/main/20100227ATDD260BP26022010.html
25 �F���������R���N�F2010/02/28(��) 11:37:15 ID:GBKe9HuF
26 �F���������R���N�F2010/03/03(��) 19:43:48 ID:ZTEEp9lU
�h�����`���b�N�Ń^�b�v���ĂĂ����
���Ɉړ�����O�ŏ���������c
���Ɉړ�����O�ŏ���������c
27 �F���������R���N�F2010/03/03(��) 19:47:05 ID:f+MSwa3q
��������Ȃ玟�Ɉړ����Ă��W�Ȃ��ˁH
28 �F���������R���N�F2010/03/04(��) 08:20:24 ID:was7+D6z
�h�����`���b�N����X�b�|��������ˁ[�́B
�����̓^�b�v�`���b�N�Ƃ����̂��z���_�[������\������������
�悭������B�����Ē܂����Ղ��ĕΐc���鈫�z��
�����̓^�b�v�`���b�N�Ƃ����̂��z���_�[������\������������
�悭������B�����Ē܂����Ղ��ĕΐc���鈫�z��
29 �F���������R���N�F2010/03/04(��) 12:03:30 ID:pVx8oWiV
�R���b�g�g�����������
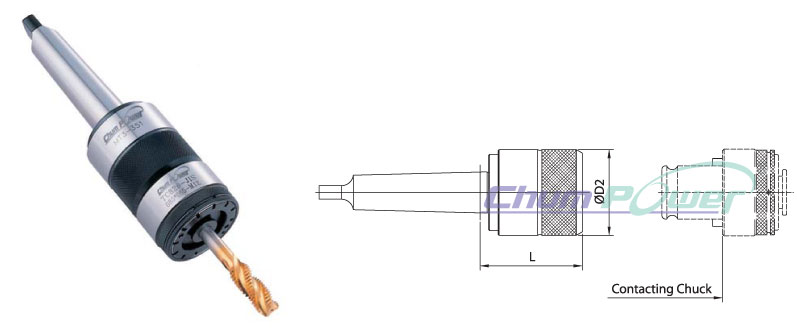
30 �F���������R���N�F2010/03/04(��) 12:38:29 ID:u7oOrkor
�^�b�p�[���Ȃ���R���b�g����A����
31 �F���������R���N�F2010/03/04(��) 12:59:17 ID:was7+D6z
http://www.chuck.jp/img/36203gazo.jpg
�R���H�g�������Ȃ���B
{kind=link}
�R���H�g�������Ȃ���B
32 �F���������R���N�F2010/03/04(��) 13:01:28 ID:pVx8oWiV
{kind=link}
33 �F���������R���N�F2010/03/04(��) 13:54:12 ID:was7+D6z
���߂�X���`�������B�{�[���Ղ̘b���Ă�
�����ď����Q�l�ɂȂ����B�ǂ������肪�Ƃ�
�����ď����Q�l�ɂȂ����B�ǂ������肪�Ƃ�
34 �F���������R���N�F2010/03/04(��) 20:15:42 ID:aSIMQ5Mu
�@ | �@ |�@�@|�@|�@�@ |�@ �@ |�@�@| �b �@ |�@�@ | �@ |�b�@|�@|
�@ | �@ |�@�@|�@ځ@�@|�@ �@ |�@�@| �b �@ |�@�@J �@ |�b�@|�@|
�@ | �@ |�@�@| �@ �@ J�@ �@ |�@�@| �b�@�@���@�@ �@ |�b�@|�@|
�@ | �@ ځ@�b�@�@�@�@�@�@�b�@ ځb�@�@�@�@�@�@�@|�b �i�@|
�@J �@�@ �@ �� �@ �@ �@ �@ | �@ �@ |�@�@�@�@�@�@�@�b|�@�@ J
�@�@�@�@�@�@�@�@�@�@�@�@�@�b�@ �@ �� �@ �@ �@ �@ J�b
�@�@�@�@�@�@�@�@�@�@�@�@�@�i�@�@�@ �@ �@ �@ �@ �@ �@ �
�@�@�@�@�@�^V�_
�@�@�@�@/��;;;,;,,,,�R
�@�Q�@�::::(l|l߄D�)| �c���킟
�R�.�i�::::::::::.:::::.:..|�j
�@ �S�\:::::::::::::::::.:�
�@�@ �M �[ U'"U'
�@ | �@ |�@�@|�@ځ@�@|�@ �@ |�@�@| �b �@ |�@�@J �@ |�b�@|�@|
�@ | �@ |�@�@| �@ �@ J�@ �@ |�@�@| �b�@�@���@�@ �@ |�b�@|�@|
�@ | �@ ځ@�b�@�@�@�@�@�@�b�@ ځb�@�@�@�@�@�@�@|�b �i�@|
�@J �@�@ �@ �� �@ �@ �@ �@ | �@ �@ |�@�@�@�@�@�@�@�b|�@�@ J
�@�@�@�@�@�@�@�@�@�@�@�@�@�b�@ �@ �� �@ �@ �@ �@ J�b
�@�@�@�@�@�@�@�@�@�@�@�@�@�i�@�@�@ �@ �@ �@ �@ �@ �@ �
�@�@�@�@�@�^V�_
�@�@�@�@/��;;;,;,,,,�R
�@�Q�@�::::(l|l߄D�)| �c���킟
�R�.�i�::::::::::.:::::.:..|�j
�@ �S�\:::::::::::::::::.:�
�@�@ �M �[ U'"U'
35 �F���������R���N�F2010/03/04(��) 22:17:42 ID:jUXKpjR0
������Ƃ����A��ԕ|���̂̓��[�}�[���Ǝv���B
�X���X�g�����Ȃ�����Aꈂ̉\���͍����B
G43H**Z50.�Ƃ�����āA�E�Ɏc�����܂��ړ����n�܂������ɂ́E�E�E�B
�S���܂�đ��ނ̋A�蓹�Ń��[�����H���ĉƂŃr�[������ŐQ��B
�X���X�g�����Ȃ�����Aꈂ̉\���͍����B
G43H**Z50.�Ƃ�����āA�E�Ɏc�����܂��ړ����n�܂������ɂ́E�E�E�B
�S���܂�đ��ނ̋A�蓹�Ń��[�����H���ĉƂŃr�[������ŐQ��B
36 �F���������R���N�F2010/03/04(��) 22:29:59 ID:yQtraJF1
�{�b�L���O�B�B
�������ɓ����ł��ˁ`�B
���̏�ɂ������Ȃ��C�����킩��܂��������G
�������ɓ����ł��ˁ`�B
���̏�ɂ������Ȃ��C�����킩��܂��������G
37 �F���������R���N�F2010/03/05(��) 19:16:09 ID:XvnTS5wx
4�N����Ă��������낻�뒪�����������
�ł���܂����m���Ɍg��肽�����������߂���ȁE�E�E�B
�ł���܂����m���Ɍg��肽�����������߂���ȁE�E�E�B
38 �F���������R���N�F2010/03/05(��) 20:38:20 ID:gmUnmq3l
kwsk
39 �F���������R���N�F2010/03/05(��) 23:15:21 ID:Pkyq+ct+
'''''��-�@.....,,,�Q�@�@�@�@�@�@ �@__�l_�l,_���l_.�l_��._,�l_�l_
�P"�'"''''''���]-�@�"�j ��__�@)
�@r����---�@�@ ...___�@�@�@�@)�@����Ă��������͗F�B������ȁ[�I�I
�@�O�@�^��i Ɓ@|�@�@ � �� �j�@�@��Ζ߂��ė�����
�@.� �i ߁L�D)|�@ �j�@�@|!�_ �� �@���܂ł��҂��Ă邩��[�I�I
�@|�@/�@ �� �@L�-�]���L�@�@ )�^��Y��Y��l/��Y��Y��Y��
�@'''''����ށP�@ �Q,,�@-�]'''��_�� ���@�
--����"ށP�@�@�@ ���i�D�L�G)�@�K
�j���@�@�@�@�@�@�@�@_,.. �T�A�@�n
�@�@�@�@�@�@_,.. -�]'"�@ �@���ց@�R
__,,�@-�]''"�@�@�@�@�@ �@�@ ,�@�@ށ['
�@�@�@�@�@�@�@�@�@�@�@ , '�@�@�@�@/
�P"�'"''''''���]-�@�"�j ��__�@)
�@r����---�@�@ ...___�@�@�@�@)�@����Ă��������͗F�B������ȁ[�I�I
�@�O�@�^��i Ɓ@|�@�@ � �� �j�@�@��Ζ߂��ė�����
�@.� �i ߁L�D)|�@ �j�@�@|!�_ �� �@���܂ł��҂��Ă邩��[�I�I
�@|�@/�@ �� �@L�-�]���L�@�@ )�^��Y��Y��l/��Y��Y��Y��
�@'''''����ށP�@ �Q,,�@-�]'''��_�� ���@�
--����"ށP�@�@�@ ���i�D�L�G)�@�K
�j���@�@�@�@�@�@�@�@_,.. �T�A�@�n
�@�@�@�@�@�@_,.. -�]'"�@ �@���ց@�R
__,,�@-�]''"�@�@�@�@�@ �@�@ ,�@�@ށ['
�@�@�@�@�@�@�@�@�@�@�@ , '�@�@�@�@/
40 �F���������R���N�F2010/03/05(��) 23:17:45 ID:+3SdkQR5
4�N�ŁH
���ȂE�E�E����C�C�B
�ł������͂�߂����Ȃ����B
����0.933mm�A�番��̎d�グ����I
�Ǝv������3mm�J�b�g����̂�
�d�グ0.2mm�{�c��2.8mm3��ϓ�����r���H�������B
�債�����H�ł��Ȃ��̂ɖ��ʂɐ番��o���̂ˁB
�����v���̃\�t�g�g���ƁE�E�E�B
���܂Ŏ����ōl���Ď�ł��������̂�
�\�t�g�̃v���O�������ƃ��P���J���l�i��
���ȂE�E�E����C�C�B
�ł������͂�߂����Ȃ����B
����0.933mm�A�番��̎d�グ����I
�Ǝv������3mm�J�b�g����̂�
�d�グ0.2mm�{�c��2.8mm3��ϓ�����r���H�������B
�債�����H�ł��Ȃ��̂ɖ��ʂɐ番��o���̂ˁB
�����v���̃\�t�g�g���ƁE�E�E�B
���܂Ŏ����ōl���Ď�ł��������̂�
�\�t�g�̃v���O�������ƃ��P���J���l�i��
41 �F���������R���N�F2010/03/05(��) 23:49:46 ID:e6U4NtHQ
����т��Ƙb��ς�����Ⴄ���ǁA�@�B�̃C���^���b�N��
���ō����Ă���l���܂��H
�y�Q�l�z��
ttp://turugi-ks.at.webry.info/201001/article_2.html
ttp://turugi-ks.at.webry.info/201003/article_1.html
ttp://turugi-ks.at.webry.info/201003/article_2.html
42 �F���������R���N�F2010/03/06(�y) 00:24:07 ID:rpws+sNl
>>41
�X�g�������ƂȂ�����m��ǁA�}�U�b�N�Ȃ�L�[���͂����ă��X���ɓ˂�����ł��������ő��v����
���̏ꍇ���[�U�[�̔��f�ɂ����ăC���^�[���b�N���O�������Ƃɂ��
��ƑS�Ă̐ӔC�����[�U�[�������`�ɂȂ�
�א������ǂ����̐l�̓��[�J�[�̏��F�ăC���^�[���b�N���O��������
���R���[�J�[�̐l�Ԃ͐�Ɏ���c�ɐU��Ȃ�����ȂN���[�}�[�݂����ɂȂ��Ă��Ȃ��́H
�ǂ��Ȃ́H
�X���[�U�[�̐l�H
�X�g�������ƂȂ�����m��ǁA�}�U�b�N�Ȃ�L�[���͂����ă��X���ɓ˂�����ł��������ő��v����
���̏ꍇ���[�U�[�̔��f�ɂ����ăC���^�[���b�N���O�������Ƃɂ��
��ƑS�Ă̐ӔC�����[�U�[�������`�ɂȂ�
�א������ǂ����̐l�̓��[�J�[�̏��F�ăC���^�[���b�N���O��������
���R���[�J�[�̐l�Ԃ͐�Ɏ���c�ɐU��Ȃ�����ȂN���[�}�[�݂����ɂȂ��Ă��Ȃ��́H
�ǂ��Ȃ́H
�X���[�U�[�̐l�H
43 �F���������R���N�F2010/03/06(�y) 01:48:09 ID:Rjvkwqbz
�}�U�g���[�����B�����َ����̐��䑕�u���ȁE�E�E
�H��������x�Ȃ�MDI�̕��������悤��(�L��֥�M)
�H��������x�Ȃ�MDI�̕��������悤��(�L��֥�M)
44 �F���������R���N�F2010/03/06(�y) 02:32:03 ID:rpws+sNl
>>43
�}�U�g���[����G�R�[�h�����g���Ă邯�ǂ��Ȃ茩���Ⴂ�Ȃ��Ƃ����Ă邼
�}�j���A������̃c�[���`�F���W�̏ꍇ�L�[�^�b�`�Ȃ�}�U�g���[���̂ق������Ȃ���
�}�U�g���[����G�R�[�h�����g���Ă邯�ǂ��Ȃ茩���Ⴂ�Ȃ��Ƃ����Ă邼
�}�j���A������̃c�[���`�F���W�̏ꍇ�L�[�^�b�`�Ȃ�}�U�g���[���̂ق������Ȃ���
45 �F���������R���N�F2010/03/06(�y) 02:38:50 ID:rpws+sNl
>>43
�����܂���
>�H��������x�Ȃ�MDI�̕��������悤��(�L��֥�M)
���̕��͂̓����N��̐l�Ɍ������̂���
�c�ƂŋC�B�����Ă����疳�łɊ��ݕt���Ă��܂��܂����@�e�w��
�����܂���
>�H��������x�Ȃ�MDI�̕��������悤��(�L��֥�M)
���̕��͂̓����N��̐l�Ɍ������̂���
�c�ƂŋC�B�����Ă����疳�łɊ��ݕt���Ă��܂��܂����@�e�w��
46 �F���������R���N�F2010/03/06(�y) 04:01:26 ID:Rjvkwqbz
�ʂɂ������ǁB�d���������Ă����܂���
�����A�w�����܂őΘb�ł���ł��c�x�Ǝv���B
�����A�w�����܂őΘb�ł���ł��c�x�Ǝv���B
47 �F���������R���N�F2010/03/06(�y) 04:07:36 ID:Rjvkwqbz
�����Y�ꂽ�B
���c�̂l�b���h�A���̃C���^�[���b�N�̋�����O���āA��ɑ}�����ςȂ���Ԃɂ��Ă���
���c�̂l�b���h�A���̃C���^�[���b�N�̋�����O���āA��ɑ}�����ςȂ���Ԃɂ��Ă���
48 �F���������R���N�F2010/03/06(�y) 06:44:08 ID:oE4ThTj2
���ʃt���C�X��Z������x�ɂǂꂭ�炢�܂Ŏ������Ȃ�ł��傤���H
49 �F���������R���N�F2010/03/06(�y) 08:18:39 ID:/4FLw66n
50 �F���������R���N�F2010/03/06(�y) 10:44:59 ID:DS4Y9FWE
�C���^�[���b�N�͍�������đΉ�����
�h�A�J���ĉ��H���鎞�ȊO�͍����O�����Ċ����ł���
�h�A�J���ĉ��H���鎞�ȊO�͍����O�����Ċ����ł���
51 �F���������R���N�F2010/03/06(�y) 12:01:25 ID:rUPtDurK
>>48
�܂��A�Ԃ����Ⴏ�A���^�̓x������I
�܂��A�Ԃ����Ⴏ�A���^�̓x������I
52 �F���������R���N�F2010/03/06(�y) 18:54:11 ID:9x2Gd+hL
����ł���ȃ��m���͂����̂��c
ttp://mcnc.hp.infoseek.co.jp/cgi-bin/img-box/img20100306184730.jpg
ttp://mcnc.hp.infoseek.co.jp/cgi-bin/img-box/img20100306184806.jpg
ttp://mcnc.hp.infoseek.co.jp/cgi-bin/img-box/img20100306184730.jpg
{kind=link}
ttp://mcnc.hp.infoseek.co.jp/cgi-bin/img-box/img20100306184806.jpg
{kind=link}
53 �F���������R���N�F2010/03/06(�y) 19:48:42 ID:28rUaVhl
>>52
�����ɂ������ȁB�������ȈՏ�����
�����ɂ������ȁB�������ȈՏ�����
54 �F���������R���N�F2010/03/06(�y) 20:07:27 ID:0J/SSFJF
�����ɂ���������B
�Ȃ�ŏ����Ȃ�ȁB
��Ӊ������܂������B
�Ȃ�ŏ����Ȃ�ȁB
��Ӊ������܂������B
55 �F���������R���N�F2010/03/06(�y) 20:29:55 ID:kn9XlPiw
���䂵�悤���A���̂������肾���A���[�J�[�Ƃ��Ă͐ӔC�Ƃ�ˁ[��B��٧
��������JK
��������JK
56 �F���������R���N�F2010/03/06(�y) 21:07:42 ID:LmgK1VbN
�Ƃ肠��������������ˁI�I
��
�ӔC�̂���
��
�ӔC�̂���
57 �F���������R���N�F2010/03/06(�y) 22:26:36 ID:xxO+Hkol
�g���^�̂悤�Ȃ�����������������ł��Ȃ����ゾ����ȁB
58 �F���������R���N�F2010/03/07(��) 18:04:47 ID:6w3g2iCK
�C���^�[���b�N�ƈꏏ�Ɉ��S���̊Ŕ��O���Ȃ��Ƃ�
59 �F37�F2010/03/07(��) 18:17:48 ID:/3p6vf2R
��i���猙���点�������Ă܂�
�����������ǍD���Ȏd���������̂ɁE�E�E
�S���ǂ��ւł���������ƊE���ꂽ���Ȃ��ł��E�E�E�B
�����������ǍD���Ȏd���������̂ɁE�E�E
�S���ǂ��ւł���������ƊE���ꂽ���Ȃ��ł��E�E�E�B
60 �F���������R���N�F2010/03/07(��) 18:25:18 ID:cIRC6s2w
>>59
�ǂ�Ȍ����点�H
�ǂ������߂�C�Ȃ炻�̏�i�Ɩʂƌ������Ęb�������āA�����������S���Ԃ��܂��Ă݂�H
�����������������łł��Ȃɂ����Ėڂ����炳���Ȃ��悤�ɂ��Ȃ��猾���������Ԃ��܂��邯�ǁB
�j�������畠�������čs���Ƃ��܂ł����Ȃ��ƑʖڂȎ����Ă����B
�ǂ�Ȍ����点�H
�ǂ������߂�C�Ȃ炻�̏�i�Ɩʂƌ������Ęb�������āA�����������S���Ԃ��܂��Ă݂�H
�����������������łł��Ȃɂ����Ėڂ����炳���Ȃ��悤�ɂ��Ȃ��猾���������Ԃ��܂��邯�ǁB
�j�������畠�������čs���Ƃ��܂ł����Ȃ��ƑʖڂȎ����Ă����B
61 �F���������R���N�F2010/03/07(��) 18:26:43 ID:o8CaVdhq
62 �F37�F2010/03/07(��) 18:37:03 ID:/3p6vf2R
�����̏Ⴕ�Ăāi�_�C�A���Q�[�W�̃J�o�[�����A���x�͂łĂ邱�Ɗm�F�ς݁j
������g���Ă邱�ƂŒ��{��ꂽ
�u���ō�Ƃ��Ă��i�����ʂɎg���Ă邩����Ȃ��Ǝv���g���Ă܂����v
�Ƃ����ƁA�l�̂����ɂ���ȁI
�Ƃ��{���N�\�����܂���
�����ɗ����x���Ȃ��킯����Ȃ��͕̂������Ă邯��
���̈ꏏ�Ɏg���Ă���i�̂܂˂����Ďd���o���Ă����킯��
������������I�ɒ@�����͔̂[���������܂���
������g���Ă邱�ƂŒ��{��ꂽ
�u���ō�Ƃ��Ă��i�����ʂɎg���Ă邩����Ȃ��Ǝv���g���Ă܂����v
�Ƃ����ƁA�l�̂����ɂ���ȁI
�Ƃ��{���N�\�����܂���
�����ɗ����x���Ȃ��킯����Ȃ��͕̂������Ă邯��
���̈ꏏ�Ɏg���Ă���i�̂܂˂����Ďd���o���Ă����킯��
������������I�ɒ@�����͔̂[���������܂���
63 �F���������R���N�F2010/03/07(��) 19:00:25 ID:N69HxDNP
>>41�ł��B
>>52,>>53,>>54
�����肪�Ƃ��������܂��B
�����̃C���^�[���b�N�Ɋւ���ʒB�Ƃ����̂��������e�̕������Ǝv���܂��B
ttp://turugi-ks.at.webry.info/201003/article_2.html#comment
�����Ƃ��̎����ɐX��MC���[�U�[�̌��ɂ͑��X�Ɠ͂��Ă���̂ł��傤�ˁB
����ȕ��Ƀ��[�U�[�̐��ɂ���ă��[�J�[�������Ƃ������Ƃ����ۂɂ����ł��ˁB
�Ƃ����
����т��ƃ��_�`�i�b��Ⴂ�j�ɂȂ�܂���
�@�B�����O�̃R�~���j�P�[�V�����s���������ŋ@�B�̎d�l�Ɋւ���
���[�J�[�ƃ�����l���Č��\�����̂ł��傤���H
�y�Q�l�z��
ttp://turugi-ks.at.webry.info/201003/article_3.html
>>52,>>53,>>54
�����肪�Ƃ��������܂��B
�����̃C���^�[���b�N�Ɋւ���ʒB�Ƃ����̂��������e�̕������Ǝv���܂��B
ttp://turugi-ks.at.webry.info/201003/article_2.html#comment
�����Ƃ��̎����ɐX��MC���[�U�[�̌��ɂ͑��X�Ɠ͂��Ă���̂ł��傤�ˁB
����ȕ��Ƀ��[�U�[�̐��ɂ���ă��[�J�[�������Ƃ������Ƃ����ۂɂ����ł��ˁB
�Ƃ����
����т��ƃ��_�`�i�b��Ⴂ�j�ɂȂ�܂���
�@�B�����O�̃R�~���j�P�[�V�����s���������ŋ@�B�̎d�l�Ɋւ���
���[�J�[�ƃ�����l���Č��\�����̂ł��傤���H
�y�Q�l�z��
ttp://turugi-ks.at.webry.info/201003/article_3.html
64 �F���������R���N�F2010/03/07(��) 19:02:57 ID:13tuvr2q
65 �F���������R���N�F2010/03/07(��) 19:06:50 ID:CmjJtzF7
>>61
�����Ǝv������Ȏ���w
���̒��̐l�Ԃ́A�����Ƃ����Ό��J���[�̐F�ዾ��ʂ��ĕ��������Ă�
�����̗����x�ł͂Ȃ��Ǝ����Ŋ������Ă�Ȃ�A����͂���Ő������̂�
���̍H�꒷���ۂ��z���@����Y���Ǝv���ĕ��u���Ƃ�
����Ƃ��A���O�̎��ȕ]���͕@���̕]���ɍ��E�����قLj����̂��H
�����Ǝv������Ȏ���w
���̒��̐l�Ԃ́A�����Ƃ����Ό��J���[�̐F�ዾ��ʂ��ĕ��������Ă�
�����̗����x�ł͂Ȃ��Ǝ����Ŋ������Ă�Ȃ�A����͂���Ő������̂�
���̍H�꒷���ۂ��z���@����Y���Ǝv���ĕ��u���Ƃ�
����Ƃ��A���O�̎��ȕ]���͕@���̕]���ɍ��E�����قLj����̂��H
66 �F���������R���N�F2010/03/07(��) 19:11:14 ID:cIRC6s2w
�ȂςȂ̂����C���킢�Ă邯��
>>62
�������Ă��ʖڂȃL����łȓz���Ă����ˁB
���������y�͂��Ƃ����̏�i�̎����o���Ă���Έ���������Ȃ����낤�ȁB
�N�̏ꍇ�H���������Ĕ[�������܂łƂ��Ƃ�b�����Ă͓̂����������Ȃ����ǁA���Ȃ�Ƃ��Ƃ�b���B
�㉺�W�Ȃ����݂��̈ӌ���f���o���B
�܂��܂Ƃ��ɐȂɂ��ă\�R�܂Řb�������Ă����z�́A�t�ɂ����z�����ǂˁB
�����Ă��͘b�������������ɔl�|�������ē����邩��Ȃ��B
���������̂͊ԈႢ�Ȃ��O�Ɉ�������o�����ǂˉ��́B
�j�̃N�Z�ɏ������z��������Ȃ��̋ƊE�B
>>62
�������Ă��ʖڂȃL����łȓz���Ă����ˁB
���������y�͂��Ƃ����̏�i�̎����o���Ă���Έ���������Ȃ����낤�ȁB
�N�̏ꍇ�H���������Ĕ[�������܂łƂ��Ƃ�b�����Ă͓̂����������Ȃ����ǁA���Ȃ�Ƃ��Ƃ�b���B
�㉺�W�Ȃ����݂��̈ӌ���f���o���B
�܂��܂Ƃ��ɐȂɂ��ă\�R�܂Řb�������Ă����z�́A�t�ɂ����z�����ǂˁB
�����Ă��͘b�������������ɔl�|�������ē����邩��Ȃ��B
���������̂͊ԈႢ�Ȃ��O�Ɉ�������o�����ǂˉ��́B
�j�̃N�Z�ɏ������z��������Ȃ��̋ƊE�B
67 �F���������R���N�F2010/03/07(��) 19:30:54 ID:3Wjqt0IW
���������Ȃǂ��d�グ�鏊�ōH��a����g����������
�ꏊ�I�ɕ������X�^�[�g�A�b�v�̓����������������Ȃ�����
��͂��܂����������ł��傤���H
��͂�H��a�̔��a�ȏ�͓������Ȃ��Ƃ��߂ł��傤���H
�ꏊ�I�ɕ������X�^�[�g�A�b�v�̓����������������Ȃ�����
��͂��܂����������ł��傤���H
��͂�H��a�̔��a�ȏ�͓������Ȃ��Ƃ��߂ł��傤���H
68 �F37�F2010/03/07(��) 19:31:07 ID:/3p6vf2R
���i���甽�R���Ă邩��ڂ������Ă��ł��傤�ˁE�E
��������̎d���A�C���d���E�E�B
��������̎d���A�C���d���E�E�B
69 �F���������R���N�F2010/03/07(��) 21:31:25 ID:2vIhkFTz
>>52
���̏������Ă��B
�В��������Ă������牽�����Ǝv�����悗
�ŋ�MDI��M6�g���Ď藎�Ƃ����z�ł�����̂��ˁH
�C���^���b�N�͏�̃g���N�X�l�W�O���č�������ł邾�����ȁB
������N�[�����g�f�o������N�[�����g������Ă���̂����Ƃ����ė~�����B
���̏������Ă��B
�В��������Ă������牽�����Ǝv�����悗
�ŋ�MDI��M6�g���Ď藎�Ƃ����z�ł�����̂��ˁH
�C���^���b�N�͏�̃g���N�X�l�W�O���č�������ł邾�����ȁB
������N�[�����g�f�o������N�[�����g������Ă���̂����Ƃ����ė~�����B
70 �F���������R���N�F2010/03/07(��) 21:34:11 ID:ES57ccvm
>>67
�a���I�t�Z�b�g�����v���O�����ŕ�l��S����Ō��������
�����̕ǂɊ����Ȃ��Ői���ł����
���Ƃ́AZ���C�j�V�����_��R�_�ł��炩���߃I�t�Z�b�g���������Z���}�C�i�X�����Đi�������邩
�a���I�t�Z�b�g�����v���O�����ŕ�l��S����Ō��������
�����̕ǂɊ����Ȃ��Ői���ł����
���Ƃ́AZ���C�j�V�����_��R�_�ł��炩���߃I�t�Z�b�g���������Z���}�C�i�X�����Đi�������邩
71 �F���������R���N�F2010/03/07(��) 21:37:34 ID:pL2gIZih
�n�����̋��l�Ń}�V�j���O��W�ŖʐځA���ЂƂȂ������A
���Ќ㑦�������ō���W�Ɩ��ɂƂ��ꂽ�E�E�E
�l�b�Ɉړ��肢�����Ă����������Ă��炦�����ꂱ��Q�N�������E�E�E
���߂��������̂������K�}�����Ă܂��B���ꂽ���Ċ����B
���Ќ㑦�������ō���W�Ɩ��ɂƂ��ꂽ�E�E�E
�l�b�Ɉړ��肢�����Ă����������Ă��炦�����ꂱ��Q�N�������E�E�E
���߂��������̂������K�}�����Ă܂��B���ꂽ���Ċ����B
72 �F���������R���N�F2010/03/07(��) 22:43:04 ID:3Wjqt0IW
4���̋@�B��B���́{�|�̕����������Ă�������
B0�̎��̍����̖ʂ���O�ɗ����B90�ł�낵�������ł��傤���H
B0�̎��̍����̖ʂ���O�ɗ����B90�ł�낵�������ł��傤���H
73 �F���������R���N�F2010/03/07(��) 22:54:33 ID:dd3xcgeT
���������Ă����w�͂��Ă邩��ǂ��������Ęb����Ȃ��ȍŋ߂́B
�E�E�E���ꋕ�U�̕�W�݂����Ȃ��낤�B����x�݂Ƃ��āA�n������
�J����ē��ɑ��k�ɍs���Ă�����B
�E�E�E���ꋕ�U�̕�W�݂����Ȃ��낤�B����x�݂Ƃ��āA�n������
�J����ē��ɑ��k�ɍs���Ă�����B
74 �F���������R���N�F2010/03/07(��) 23:01:58 ID:GDTZxg6f
4�����������A�����R�����\�����h�����E�E�E
75 �F���������R���N�F2010/03/07(��) 23:27:31 ID:MIVJmfgI
76 �F���������R���N�F2010/03/07(��) 23:51:11 ID:ZSKiDJ2X
>>72
�ŋ�4���ړ������Ă݂��B
�����u�|��90�x�v���킩����������
�Ƃ肠����B90�ł�-90�ł�����Ă݂��
���邾�낤���B���ł�270�x��������
�ʔ����B
�Ɗ������L��ꍇ�A������ƍH�v���v�邯��ǁB
�ŋ�4���ړ������Ă݂��B
�����u�|��90�x�v���킩����������
�Ƃ肠����B90�ł�-90�ł�����Ă݂��
���邾�낤���B���ł�270�x��������
�ʔ����B
�Ɗ������L��ꍇ�A������ƍH�v���v�邯��ǁB
77 �F���������R���N�F2010/03/08(��) 00:04:12 ID:jXDINqQB
�Ȃ��̃X���A�@�B�H�̃n�����X������H
78 �F���������R���N�F2010/03/08(��) 00:11:43 ID:Nf2cWCuc
>>66
���j�̃N�Z�ɏ������z���������
���l�lj��I
�A�S�낪���Ă邾��H
���A�g���Ⴂ���ł���n���ɂ���Ă�������A�傫���z���đ匙���I
���j�̃N�Z�ɏ������z���������
���l�lj��I
�A�S�낪���Ă邾��H
���A�g���Ⴂ���ł���n���ɂ���Ă�������A�傫���z���đ匙���I
79 �F���������R���N�F2010/03/08(��) 00:20:19 ID:EUWqqZsi
���{��̓lj�͂��Ȃ��̂�
80 �F���������R���N�F2010/03/08(��) 00:25:51 ID:Nf2cWCuc
���ԈႢ�Ȃ��O�Ɉ�������o�����ǂˉ��́B
����`��A�O�Ɉ�������o���Ȃ��Ł`
�{�N�����`��
�I�V�b�R���т����Ⴄ�`
����`��A�O�Ɉ�������o���Ȃ��Ł`
�{�N�����`��
�I�V�b�R���т����Ⴄ�`
81 �F���������R���N�F2010/03/08(��) 02:04:23 ID:4I71rhKQ
�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ �@ ,..-z���B��j:.- ..�A
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�^:,. �]�@ �P �N�_:.:�_-�R__
�@�@�@�@�@�@�@�@�@�@ �@ �@ �^:�^ ,. �]:T�N�N:.�~.��R:..:.�R-� �_
�@�Q�Qr��>�@�@�@�@�@�@ //:/..�C:.:.:.:.:.l{:.:.:.:.:.:.:::::::i!�R:.�g�` ���A
�� �NZ�^�� �@ �@ ,. �]�'/..:}:.{:.:|:.�R:.:.:.:.l��R--:::::l!::.:.:�.�_�/
�@{�āQ ��@�@�@�@ }_,/:.:..:.:.|l:.|:.:ămĤ:.:.:Ĥ::.Ĥ::::�M|:.:}:.|:ʁ_��_
�@ _,�Prz_�@�@�@�^/{:|:.l:.:l:.{-��{_��R.�_{ �M �_��,|:.::.:|:.�� �R�R.>
�@ �r�L�/�R�R ���^���:{:.:�:�R�f��S�@ �_ �'��^}:.:.�::::|::��ul:N
.�@{.(>,�>Ƀm �@ /:,� ���g{:.�g:�` �z@ �A �@ :::: /:.:/:::::ؘ�{�
�@ �M�N ,-��@�@ //{//:.|:|:�gĢV:�R ::::�@�@r==�� //://�': ��z�
�@�@ / /-.�@�@l:{�@V�R|:|::|:|�} |:::::l��..�@_` �' �B{:|�n�{:,��^�^�M-r-�
.�@ / /�L{ ��'�r�R.�@�@ ���g|! }|�:�R�_ �g���@_z��: :/:/�^�@�@�n�M�R`�-i
�@�@�M_t�]���@�@�@�@�@�@�@| j�o |�M�h: :.[�M�['�L,.�: :///�@�@ �@ �@ �@ }|jj|��g-�
.�@ �� �@,�ځ@ �@ �@ �@ �@ ! �R.�@Ĥ�S�A��R�� �:/':/�@�@�@_ z�Q�].�m-�l`.j�@�@}
�@�@���C.�g-���@�@�@ �@ /,}�@ } �n�R�S:�R. _,� |//�@�@�@�@/{ `������/�^ ,�@/
�@�@�@ ��'�@�@�@�@�@�@�@/j��--�]'�ri�@�_�RVl}{j'/�@�@�@�@/ /�B{�@ �M�N�L �M�L �m
�@�@�@�@ � |�@�@�@�@�@�mr�`����{�@�R.�Q���R{'�Q�Q .�m�C:{.{{ �_ _._-�7�L
�@�@�@�@���@�@ �@ �@ {�@�@�@�Pr /�@�@�@�^�:��i�R�[:�L:/:|: :�R��'^�['./
�@�@�@�@�@ہ@�@�@�@�@| �@ �@ �@ /�@ �@ /: /:./'|�n:.��: : : | : : :�M���P
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�^:,. �]�@ �P �N�_:.:�_-�R__
�@�@�@�@�@�@�@�@�@�@ �@ �@ �^:�^ ,. �]:T�N�N:.�~.��R:..:.�R-� �_
�@�Q�Qr��>�@�@�@�@�@�@ //:/..�C:.:.:.:.:.l{:.:.:.:.:.:.:::::::i!�R:.�g�` ���A
�� �NZ�^�� �@ �@ ,. �]�'/..:}:.{:.:|:.�R:.:.:.:.l��R--:::::l!::.:.:�.�_�/
�@{�āQ ��@�@�@�@ }_,/:.:..:.:.|l:.|:.:ămĤ:.:.:Ĥ::.Ĥ::::�M|:.:}:.|:ʁ_��_
�@ _,�Prz_�@�@�@�^/{:|:.l:.:l:.{-��{_��R.�_{ �M �_��,|:.::.:|:.�� �R�R.>
�@ �r�L�/�R�R ���^���:{:.:�:�R�f��S�@ �_ �'��^}:.:.�::::|::��ul:N
.�@{.(>,�>Ƀm �@ /:,� ���g{:.�g:�` �z@ �A �@ :::: /:.:/:::::ؘ�{�
�@ �M�N ,-��@�@ //{//:.|:|:�gĢV:�R ::::�@�@r==�� //://�': ��z�
�@�@ / /-.�@�@l:{�@V�R|:|::|:|�} |:::::l��..�@_` �' �B{:|�n�{:,��^�^�M-r-�
.�@ / /�L{ ��'�r�R.�@�@ ���g|! }|�:�R�_ �g���@_z��: :/:/�^�@�@�n�M�R`�-i
�@�@�M_t�]���@�@�@�@�@�@�@| j�o |�M�h: :.[�M�['�L,.�: :///�@�@ �@ �@ �@ }|jj|��g-�
.�@ �� �@,�ځ@ �@ �@ �@ �@ ! �R.�@Ĥ�S�A��R�� �:/':/�@�@�@_ z�Q�].�m-�l`.j�@�@}
�@�@���C.�g-���@�@�@ �@ /,}�@ } �n�R�S:�R. _,� |//�@�@�@�@/{ `������/�^ ,�@/
�@�@�@ ��'�@�@�@�@�@�@�@/j��--�]'�ri�@�_�RVl}{j'/�@�@�@�@/ /�B{�@ �M�N�L �M�L �m
�@�@�@�@ � |�@�@�@�@�@�mr�`����{�@�R.�Q���R{'�Q�Q .�m�C:{.{{ �_ _._-�7�L
�@�@�@�@���@�@ �@ �@ {�@�@�@�Pr /�@�@�@�^�:��i�R�[:�L:/:|: :�R��'^�['./
�@�@�@�@�@ہ@�@�@�@�@| �@ �@ �@ /�@ �@ /: /:./'|�n:.��: : : | : : :�M���P
82 �F���������R���N�F2010/03/08(��) 07:53:17 ID:LrdkIQUS
83 �F���������R���N�F2010/03/08(��) 18:43:45 ID:167nSZG5
>>80
������ς��Ȃ��E�E�E
������ς��Ȃ��E�E�E
84 �F���������R���N�F2010/03/08(��) 23:22:33 ID:XsFlg8I+
�����Ɨ]���ɍ���Ă��邩��A�����x�e��orz����߂��ė���(-_-)�Ѳ�c
85 �F���������R���N�F2010/03/09(��) 23:18:42 ID:7X7EcQwT
�����t�@�i�b�N�g���Ăč������߂ăI�[�N�}�g�킳�ꂽ���A
�t�@�i�b�N�ł���M99���ăI�[�N�}�ł�RTS�ł����ȁH
�Ⴆ�t�@�i�b�N��
M3
X0Y0
X100.
Y100.
X0
Y0
M99
�ʼni���ɂ��邮����̂��I�[�N�}�ō�낤�Ǝv������
M99��RTS�ɕς��邾���ł����̂��H
�N����������
�t�@�i�b�N�ł���M99���ăI�[�N�}�ł�RTS�ł����ȁH
�Ⴆ�t�@�i�b�N��
M3
X0Y0
X100.
Y100.
X0
Y0
M99
�ʼni���ɂ��邮����̂��I�[�N�}�ō�낤�Ǝv������
M99��RTS�ɕς��邾���ł����̂��H
�N����������
86 �F���������R���N�F2010/03/09(��) 23:30:04 ID:Qe4FSUCP
M98P201��CALL O201�@�ŌĂяo��
O201
�b�T�u���[�`��
M99��RTS
���Ċ�������
O201
�b�T�u���[�`��
M99��RTS
���Ċ�������
87 �F���������R���N�F2010/03/09(��) 23:31:33 ID:m52ViZ/3
M99��RTS�Ŗ��Ȃ�
GOTO�g�킸�ɖ������[�v���g�߂邩�ǂ����́H
GOTO�g�킸�ɖ������[�v���g�߂邩�ǂ����́H
88 �F���������R���N�F2010/03/09(��) 23:36:33 ID:Qe4FSUCP
�������I�������[�v��GOTO ������
89 �F���������R���N�F2010/03/09(��) 23:38:08 ID:RNO1r059
>>85
��������RTS�̓T�u�v�����烁�C���ɖ߂�Ƃ��Ɏg���Ă�Ȃ��B
�J��Ԃ��Ƃ���GOTO���g���Ă܂B
���ۂɂ�IF������Ăǂ����łʂ��邯��
VC1=0
N100
(ry
VC1=VC1+1
IF[VC1 EQ 10] N200
GOTO N100
N200
M02
�����10��J��Ԃ��ďI���B
�P���ɌJ��Ԃ��̂������狳���āB�G�����l�B
��������RTS�̓T�u�v�����烁�C���ɖ߂�Ƃ��Ɏg���Ă�Ȃ��B
�J��Ԃ��Ƃ���GOTO���g���Ă܂B
���ۂɂ�IF������Ăǂ����łʂ��邯��
VC1=0
N100
(ry
VC1=VC1+1
IF[VC1 EQ 10] N200
GOTO N100
N200
M02
�����10��J��Ԃ��ďI���B
�P���ɌJ��Ԃ��̂������狳���āB�G�����l�B
90 �F���������R���N�F2010/03/10(��) 00:23:03 ID:5HhzJli6
91 �F���������R���N�F2010/03/10(��) 01:00:45 ID:rnAD7l8i
92 �F���������R���N�F2010/03/10(��) 01:28:11 ID:Qyq/ynJB
���̂����₾��
���C�ƃ|�C���g�}�X�^�[�Ƃ̂��ƂȂ�ł���
�}�O�l�b�g�Œ݂������[�N�̎��C�����Ă݂�Ƒ����Ƃ���20�K�E�X
�݂����ʒu���痣�ꂽ�ʒu����5�K�E�X���炢
�|�C���g�}�X�^�[���������Ă��܂����C���Ăǂ̂��炢�ł����H
�ǂ����c�����̍Č����������̂���
���Ǝ厲�ɍ쓮��������Ă�Ƃ������x��邢�����E�E�E�B
�X�L�}�[�S�J���ƃ}�V�ɂ͂Ȃ�̂ł����A������悭���邱�Ƃł����H
���C�ƃ|�C���g�}�X�^�[�Ƃ̂��ƂȂ�ł���
�}�O�l�b�g�Œ݂������[�N�̎��C�����Ă݂�Ƒ����Ƃ���20�K�E�X
�݂����ʒu���痣�ꂽ�ʒu����5�K�E�X���炢
�|�C���g�}�X�^�[���������Ă��܂����C���Ăǂ̂��炢�ł����H
�ǂ����c�����̍Č����������̂���
���Ǝ厲�ɍ쓮��������Ă�Ƃ������x��邢�����E�E�E�B
�X�L�}�[�S�J���ƃ}�V�ɂ͂Ȃ�̂ł����A������悭���邱�Ƃł����H
93 �F���������R���N�F2010/03/10(��) 12:43:04 ID:L92AAmv7
�����̐^����n�O�o�c�ґ������Ȃˁ[����
94 �F���������R���N�F2010/03/10(��) 12:47:57 ID:YyBfwNh8
���̌�̂��O
�j�[�g�����C
�j�[�g�����C
95 �F���������R���N�F2010/03/10(��) 14:36:20 ID:xO0Mz4Lg
96 �F���������R���N�F2010/03/10(��) 17:50:37 ID:Up+ark09
�Q���㔼����N�\�Z��������
97 �F���������R���N�F2010/03/10(��) 18:01:08 ID:W+7u2Htt
�\����Ȃ����L�߂Ȃ��ƈꐶ������邩��
�q���蓖�āA�o�҂��O���l���ꍑ�ɒu���Ă����q���ɂ��x���F�C�U�I
http://tom5023.iza.ne.jp/blog/entry/1476613/
�q���蓖�āA�o�҂��O���l���ꍑ�ɒu���Ă����q���ɂ��x���F�C�U�I
http://tom5023.iza.ne.jp/blog/entry/1476613/
98 �F���������R���N�F2010/03/10(��) 18:59:35 ID:C+thkPFc
99 �F���������R���N�F2010/03/10(��) 19:35:51 ID:z0qg/Lt+
>>92
���̎�̗͂͋�����2��ɔ���Ⴗ�邩��A�ʂ̎�i���l���������ǂ��Ǝv���܂��B
���̎�̗͂͋�����2��ɔ���Ⴗ�邩��A�ʂ̎�i���l���������ǂ��Ǝv���܂��B
100 �F���������R���N�F2010/03/10(��) 23:55:57 ID:vKUF196d
�������I�����ȗ��A������x�݂Ȃ����I
�Ȃ�ł���Ȃɕ��Z�����H�H�H
���[���A�T�x�R���̉�Ё`
�����̎d������Ă����`�i���j
�Ȃ�ł���Ȃɕ��Z�����H�H�H
���[���A�T�x�R���̉�Ё`
�����̎d������Ă����`�i���j
101 �F���������R���N�F2010/03/11(��) 12:39:33 ID:kA7IXqWl
>>100
����͂������ɍ�����
����͂������ɍ�����
102 �F�U�f�U�[�g�C�[�O��50AE ��XXV8P8Oqb. �F2010/03/11(��) 17:07:06 ID:dZDF8a+M
�N���j����i�O�O
�ւ荂���I���l�AFMV�����ăt���b�V�������J�ʂłӁi�O�O
���炵�}���R
�{�b�L���O�I�i�O�O
�ւ荂���I���l�AFMV�����ăt���b�V�������J�ʂłӁi�O�O
���炵�}���R
�{�b�L���O�I�i�O�O
103 �F���������R���N�F2010/03/11(��) 17:43:10 ID:MVoM9q9I
>>100
�����i���j����A�}�k�P�Ȃ��������B
���̒��S����200%�̎�ԂȂ炢�����炸
���͌䒃����ł邩��肵�Ă邩�̃��c����
����ȂɎd��������Ȃ�A���l��8�|����5��������
�[�������ʼn����������Ђ��R�قǂ������
�X�Ɏ�{�ɑ��₵�ĊO�������ďT�x5���ŕ�点���
���i�C�͎�̖{��������Ȃ��ė��v�����̂��킾��
���Ȃ�@�B�͔��l�ő��[�A�]�ƈ��͔��l�ō��i���Ɍق��邵
�O�����^�_�ǂ�����B
����ł���ȁi���j�����Ȃ珫��������
�����i���j����A�}�k�P�Ȃ��������B
���̒��S����200%�̎�ԂȂ炢�����炸
���͌䒃����ł邩��肵�Ă邩�̃��c����
����ȂɎd��������Ȃ�A���l��8�|����5��������
�[�������ʼn����������Ђ��R�قǂ������
�X�Ɏ�{�ɑ��₵�ĊO�������ďT�x5���ŕ�点���
���i�C�͎�̖{��������Ȃ��ė��v�����̂��킾��
���Ȃ�@�B�͔��l�ő��[�A�]�ƈ��͔��l�ō��i���Ɍق��邵
�O�����^�_�ǂ�����B
����ł���ȁi���j�����Ȃ珫��������
104 �F���������R���N�F2010/03/11(��) 18:23:35 ID:JVkeInIr
105 �F���������R���N�F2010/03/11(��) 18:51:30 ID:b2TJmVCi
>>102
�L���G����������
�L���G����������
106 �F���������R���N�F2010/03/11(��) 21:32:18 ID:AgXQcQxy
>>100
�]�ƈ��̈ӌ�����B
�����オ���Ă�̂��H
���ꂾ�������Ă������A�c�Ƒ����������łĂ�낤�ȁB
�o�c���Ƃ��ẮA�d�����Ȃ��]�ƈ���@�B��V���Ă���������A���l�Ŏd��������Ă���
�H��������������A���Ă������Ƃ��낤�ȁB
�]�ƈ��̈ӌ�����B
�����オ���Ă�̂��H
���ꂾ�������Ă������A�c�Ƒ����������łĂ�낤�ȁB
�o�c���Ƃ��ẮA�d�����Ȃ��]�ƈ���@�B��V���Ă���������A���l�Ŏd��������Ă���
�H��������������A���Ă������Ƃ��낤�ȁB
107 �F���������R���N�F2010/03/11(��) 23:31:20 ID:b2TJmVCi
�ŁH
108 �F���������R���N�F2010/03/12(��) 22:14:02 ID:lEudTpgq
�]�ƈ��Ȃ���ǃT�B
���T����P�l�����邩��
�Z�����ł���B
�c�Ƒ�o����̂́A�������������
�₽��Ǝc��ȂƏ�i�������i�i���
���T����P�l�����邩��
�Z�����ł���B
�c�Ƒ�o����̂́A�������������
�₽��Ǝc��ȂƏ�i�������i�i���
109 �F���������R���N�F2010/03/13(�y) 00:00:16 ID:OhYlyBog
�c�Ƒ㕪�̑Ή���ł��������c�Ƃ��Ă����܂�Ȃ����ǂ�
�ł����̂���������A��������d�������Ȃ����낤����L�c��������
�ł����̂���������A��������d�������Ȃ����낤����L�c��������
110 �F���������R���N�F2010/03/13(�y) 16:00:14 ID:wuNAssZh
�E�`�̎��B�͖����c��
�����Ēi���x�����玩���̕��̐}�ʌ���Ȃ�����
�����Ēi���x�����玩���̕��̐}�ʌ���Ȃ�����
111 �F���������R���N�F2010/03/13(�y) 18:39:19 ID:FaiMR/Uv
����̐l���Đ}�ʓǂ߂邵����ϕ`���̂����Ȃ��ł���́H
����Ƃ��������蕪�Ƃ���Ăċ@�B�����邾���H
����Ƃ��������蕪�Ƃ���Ăċ@�B�����邾���H
112 �F���������R���N�F2010/03/13(�y) 19:21:22 ID:rWjLbEnj
�ʐڐ����ė���
�S���і߂�邩��
�n�����@�l���Ȃ����Ń����^��
�i�C���悭�Ȃ����킯�łȂ����낤��
�����ی삳��Ă�낤�Ȃ�
�S���і߂�邩��
�n�����@�l���Ȃ����Ń����^��
�i�C���悭�Ȃ����킯�łȂ����낤��
�����ی삳��Ă�낤�Ȃ�
113 �F���������R���N�F2010/03/13(�y) 20:04:27 ID:pN30/RO7
���ʃt���C�X�̐n���͂ǂ�����Č��߂܂����H
�n������ɂȂ�Α���͈�̎��̓�{
�O�Ȃ�O�{�ɂł����ł���ˁH
������肽����ΐn���𑝂₹�����́H
�n������ɂȂ�Α���͈�̎��̓�{
�O�Ȃ�O�{�ɂł����ł���ˁH
������肽����ΐn���𑝂₹�����́H
114 �F���������R���N�F2010/03/13(�y) 20:26:08 ID:Q9KxwFjw
�Z�[���X�g�[�N�Ȃ炻���OK
�}�V���ւ̕��S�A�؍���̔r�o�A�ޗ��̕��M�����ɂ��l�����v��
�}�V���ւ̕��S�A�؍���̔r�o�A�ޗ��̕��M�����ɂ��l�����v��
115 �F���������R���N�F2010/03/13(�y) 21:20:39 ID:6UE7Pr4a
>>111
�g�}�������ɂa�S�T�C�Y�̃��������}�ʂ̊W�߂P�T�����x�ŃX�e���̂P�^�P�O�ėp�t���C�X
������l�m�����
�y���͐��ʂɕt���Ă�n���h���œ������厲�͓����Ń~�j�l��̃��[�^�[�ʼn�鑢��ɂȂ��Ă��i�厲�ɂ̓x�A�����O���Q�������Ă邻�����j
�x�b�g�ɂ͊O���P�O�~�P�O�~�Q�T�����̃X�e�����o�C�X���T�����Ă��i�o�C�X�����j
�S����ł����͂ō����������
����̓X�Q�G
�g�}�������ɂa�S�T�C�Y�̃��������}�ʂ̊W�߂P�T�����x�ŃX�e���̂P�^�P�O�ėp�t���C�X
������l�m�����
�y���͐��ʂɕt���Ă�n���h���œ������厲�͓����Ń~�j�l��̃��[�^�[�ʼn�鑢��ɂȂ��Ă��i�厲�ɂ̓x�A�����O���Q�������Ă邻�����j
�x�b�g�ɂ͊O���P�O�~�P�O�~�Q�T�����̃X�e�����o�C�X���T�����Ă��i�o�C�X�����j
�S����ł����͂ō����������
����̓X�Q�G
116 �F���������R���N�F2010/03/13(�y) 21:24:40 ID:KK5vFu/9
���I�ɂ������}�N���ł������I�I
117 �F���������R���N�F2010/03/13(�y) 21:42:38 ID:lxHduLVg
>>111
�}�ʂ�����Ă���
�v���O�����쐻�E�n���I���E����E�ʎY�E�i�抷���܂ł͂�������Ƃ���B
CAD�ŕ`���̂́E�E�E�����b�X�B
���܂ɁA�v���O������邤���ŕK�v�Ȑ�����
����œd����x�ł͏o�Ȃ����̂�������
CAD�������Ŏg������ȁ`�A�v����B
�}�ʂ�����Ă���
�v���O�����쐻�E�n���I���E����E�ʎY�E�i�抷���܂ł͂�������Ƃ���B
CAD�ŕ`���̂́E�E�E�����b�X�B
���܂ɁA�v���O������邤���ŕK�v�Ȑ�����
����œd����x�ł͏o�Ȃ����̂�������
CAD�������Ŏg������ȁ`�A�v����B
118 �F���������R���N�F2010/03/13(�y) 22:35:01 ID:Ez6RCYig
cadcam�g������d���̕����L�����
119 �F���������R���N�F2010/03/14(��) 00:10:20 ID:K+qrc4nF
>>111
�O�̐E��́A
�}�ʓǂ�Ŏ������ăv���O�����g��ŁA
�v�Z�ł킩��Ȃ����CAD��CAM�ŋ@�B�Ƀv���O��������āA
�K���i���������Ƃ����Ӗ��ł͂Ȃ��j�Ƀ}�N���g��ŁA���Ă���Ă��ȁB
���̐E��́A��i�̍�����v���O����(�}�N�������j����Ēi��芷���ă{�^�����������B
��y���i��В��Ɍ������߂��āu�������Ƃ��I�v���Ė����{���Ă�B
�}�N���g�킸�Ɍ������āc
����Ă��Ȃ��B�������߂�B
�O�̐E��́A
�}�ʓǂ�Ŏ������ăv���O�����g��ŁA
�v�Z�ł킩��Ȃ����CAD��CAM�ŋ@�B�Ƀv���O��������āA
�K���i���������Ƃ����Ӗ��ł͂Ȃ��j�Ƀ}�N���g��ŁA���Ă���Ă��ȁB
���̐E��́A��i�̍�����v���O����(�}�N�������j����Ēi��芷���ă{�^�����������B
��y���i��В��Ɍ������߂��āu�������Ƃ��I�v���Ė����{���Ă�B
�}�N���g�킸�Ɍ������āc
����Ă��Ȃ��B�������߂�B
120 �F���������R���N�F2010/03/14(��) 03:17:25 ID:baPH41Dn
���H�̃v����CAD�g������i�t�ł��������ǁj�����[�E�l�ɂȂ肻���Ɏv������
����ϐ��F�悭�ė������ڂ���̂ނ��������̂��ȁH
����ϐ��F�悭�ė������ڂ���̂ނ��������̂��ȁH
121 �F���������R���N�F2010/03/14(��) 11:03:30 ID:Gd8DyIQ5
2����CAD�͊o����̂͊ȒP�����B
���H�Ɏg�����߂̊ȒP�ȍ�}�Ȃ炷���o������B
���H�Ɏg�����߂̊ȒP�ȍ�}�Ȃ炷���o������B
122 �F���������R���N�F2010/03/14(��) 11:10:05 ID:enmdbrd1
�O���������f�����O�͊�{�I�ɓ���������A����܂�ς����
�i�[���p�X�̘A�����Ƃ��ڑ��Ƃ��C�ɂ��Ȃ��Ă�������A�ނ��냉�N���j
����̎g�������u�ǂ����Ă��̐��@�ɂ���̂��v
�Ă����������킩���Ă邩�ǂ��������
���ƃf�U�C���Z���X�Ƃ�
�i�[���p�X�̘A�����Ƃ��ڑ��Ƃ��C�ɂ��Ȃ��Ă�������A�ނ��냉�N���j
����̎g�������u�ǂ����Ă��̐��@�ɂ���̂��v
�Ă����������킩���Ă邩�ǂ��������
���ƃf�U�C���Z���X�Ƃ�
123 �F���������R���N�F2010/03/14(��) 13:00:56 ID:O1cQrhE3
>>118
CAM�̃v���O�����A�ŋ߂����������ǁE�E�E�A���̓��_�i�B
�r�����Ő番��̐��������Ă�Ƃ��B
������l�́A�`�悵�Ă��Ă邩�瓮�����\�ߔ����ĂĂ��������
�`�挩���Ă��炦�Ȃ��āA�����Ȃ�NC�}�V���ŋN���{�^��������
���ĕ|�����B��ł��̉��̃v���O�����Ɠ���p�^�[�����Ⴄ�̂�
���X����~�|�������Ȃ�B
CAM�̃v���O�����A�ŋ߂����������ǁE�E�E�A���̓��_�i�B
�r�����Ő番��̐��������Ă�Ƃ��B
������l�́A�`�悵�Ă��Ă邩�瓮�����\�ߔ����ĂĂ��������
�`�挩���Ă��炦�Ȃ��āA�����Ȃ�NC�}�V���ŋN���{�^��������
���ĕ|�����B��ł��̉��̃v���O�����Ɠ���p�^�[�����Ⴄ�̂�
���X����~�|�������Ȃ�B
124 �F���������R���N�F2010/03/14(��) 13:11:57 ID:e9b7zVL0
�I�[�o�[���C�h�ł�����ˁH
125 �F���������R���N�F2010/03/14(��) 14:55:05 ID:vxf6ErWS
�O�Օ\����
126 �F���������R���N�F2010/03/14(��) 18:17:13 ID:O1cQrhE3
��G�̎����Ƃ��̋@�B��
����̓I�[�o�[���C�h�|�邯���
������͊|��Ȃ���H
�O�Օ\���������B
����̓I�[�o�[���C�h�|�邯���
������͊|��Ȃ���H
�O�Օ\���������B
127 �F���������R���N�F2010/03/14(��) 18:34:47 ID:kxvJIjD1
���Ă�̂��ȃs���Q�[�W����肭����Ȃ��c
�Ǝv������n�k��������
�Ǝv������n�k��������
128 �F���������R���N�F2010/03/14(��) 19:56:51 ID:kNm/h96A
129 �F���������R���N�F2010/03/15(��) 12:47:11 ID:hYmwlRbw
���l��������v���O�����قNj��낵�����̂͂Ȃ��B
130 �F���������R���N�F2010/03/15(��) 23:41:21 ID:8XcN5xe/
>>126
����̃p�����[�^��Ƃ��̐������Ă݂��H
�V���O���u���b�N���I�t���Ƒ����肪������Ȃ��ݒ���������悤�ȁB
���ꂩ�T�[�r�X�ɓd�b�B
�����A�I�[�N�}�P�O��ȏ�����Ă邯�ǁA����Ȃ̈����Ȃ���B
�Â�����Ɩ����Ȃ̂��Ȃ��BOSP5000�ȏ�̘b�ł��Ȃ������܂��B
����̃p�����[�^��Ƃ��̐������Ă݂��H
�V���O���u���b�N���I�t���Ƒ����肪������Ȃ��ݒ���������悤�ȁB
���ꂩ�T�[�r�X�ɓd�b�B
�����A�I�[�N�}�P�O��ȏ�����Ă邯�ǁA����Ȃ̈����Ȃ���B
�Â�����Ɩ����Ȃ̂��Ȃ��BOSP5000�ȏ�̘b�ł��Ȃ������܂��B
131 �F���������R���N�F2010/03/16(��) 04:01:17 ID:dL38cz/z
���͋t�Ƀv���O�����������������Ƃ������ƂŁA
�X�^�[�g�{�^�������������ւ����łǂ����s���B
�X�^�[�g�{�^�������������ւ����łǂ����s���B
132 �F���������R���N�F2010/03/16(��) 04:26:40 ID:sd/Zudso
133 �F���������R���N�F2010/03/16(��) 04:27:34 ID:sd/Zudso
134 �F���������R���N�F2010/03/16(��) 18:09:38 ID:mCmZkvRi
���̂Ƃ��̓v���O����������z��
�i���V�[�g�̃V���~���[�V�����`�F�b�N�ς݂̈����������
�i���V�[�g�̃V���~���[�V�����`�F�b�N�ς݂̈����������
135 �F���������R���N�F2010/03/16(��) 21:47:57 ID:JsPWqLjg
���N�̒����J�b�g�ŏ�i����l�����߂Ă��܂���
���ܖZ�����Ƃ����̂ɑf�l3�l���A��Ă����ċ��炵����Č����Ă����
�����Ăǂ����e�ؒ��J�ɋ������肷���ł��傩�H
�����̏ꍇ�A�܂̐��^��瑪���̈�������{�I�Ȃ��Ƃ͋����������
�v���O�����̑g�ݕ������̍����Ȃ�đS�R�����Ă��炦�Ȃ��������
����������J���Ċo������ŎߑR�Ƃ��Ȃ���ł����
�w��@�ɂ����ĂĂ��C���Ȃ��̂����ĂƂ�邾����
���ܖZ�����Ƃ����̂ɑf�l3�l���A��Ă����ċ��炵����Č����Ă����
�����Ăǂ����e�ؒ��J�ɋ������肷���ł��傩�H
�����̏ꍇ�A�܂̐��^��瑪���̈�������{�I�Ȃ��Ƃ͋����������
�v���O�����̑g�ݕ������̍����Ȃ�đS�R�����Ă��炦�Ȃ��������
����������J���Ċo������ŎߑR�Ƃ��Ȃ���ł����
�w��@�ɂ����ĂĂ��C���Ȃ��̂����ĂƂ�邾����
136 �F���������R���N�F2010/03/16(��) 22:16:53 ID:GBoS1DIV
�Ƃ肠���������������������悤�ɁA��{�I�Ȏ��u�����v��������B
���ꂩ�牞�p�̒i�K�ɂȂ��āA�����ōl����Ȃ蕷���Ȃ肷��Ȃ�c����
���ꂩ�牞�p�̒i�K�ɂȂ��āA�����ōl����Ȃ蕷���Ȃ肷��Ȃ�c����
137 �F���������R���N�F2010/03/16(��) 22:31:52 ID:mTqyG3Ul
138 �F���������R���N�F2010/03/16(��) 22:55:48 ID:JsPWqLjg
�l�l�Ɍւ��悤�Ȃ����������̂������Ă�킯�ł͂Ȃ���ł����A
��͑���Ȃ��A�����̏��Ȃ��d���������A�ꕔ�̓T�r�c�܂ł��Ă�Ƃ����
�Ȃɂ��ɂ������낾�̋��炵�낾�̌����Ă܂��āE�E
�悭�l���Ă݂܂��B�R�����g���肪�Ƃ��������܂��B
��͑���Ȃ��A�����̏��Ȃ��d���������A�ꕔ�̓T�r�c�܂ł��Ă�Ƃ����
�Ȃɂ��ɂ������낾�̋��炵�낾�̌����Ă܂��āE�E
�悭�l���Ă݂܂��B�R�����g���肪�Ƃ��������܂��B
139 �F���������R���N�F2010/03/16(��) 23:53:59 ID:4MSBnyRM
�P�K�����Ȃ��悤��
�����ċ@�B����Ȃ��悤��
��{�����͂�������@�����݂܂��傤
�����ċ@�B����Ȃ��悤��
��{�����͂�������@�����݂܂��傤
140 �F���������R���N�F2010/03/17(��) 09:01:29 ID:dy53WMUB
OKK�g���Ă܂��B
�Ƃ����Ă��d�����Ȃ��A�T��ɋ@�B�̓d�������邭�炢�B
���`�x�[�V�����オ��܂���B
�Ƃ����Ă��d�����Ȃ��A�T��ɋ@�B�̓d�������邭�炢�B
���`�x�[�V�����オ��܂���B
141 �F���������R���N�F2010/03/17(��) 10:07:31 ID:Sa4MC25d
142 �F���������R���N�F2010/03/17(��) 13:21:26 ID:45aVR43X
��{�����Ă���������̌�͎����ōl���邾��B
��葁����Ƃ���i����@�Ƃ�
��萳�m�Ȃ����Ƃ��B
��葁����Ƃ���i����@�Ƃ�
��萳�m�Ȃ����Ƃ��B
143 �F���������R���N�F2010/03/17(��) 15:07:47 ID:cs62rT33
��^���ԂɂȂ��Ă�̂������邯�ǁA�Ƃ肠����sage���ks
144 �F���������R���N�F2010/03/17(��) 19:30:16 ID:Y+l/AOsr
���ǂ��z�Ȃ�@�B�̃}�j���A���n���Ċo����ł�����ˁH
�����ŏ�����Ȋ������������B
�����ŏ�����Ȋ������������B
145 �F���������R���N�F2010/03/17(��) 19:46:17 ID:DRW8Lnnn
�����̐��@�ԈႦ���Q|�P|...(((��
�������O���������蒆�S���������('A`)����
�������O���������蒆�S���������('A`)����
146 �F���������R���N�F2010/03/17(��) 21:01:59 ID:oYlBUwD/
�؍�������߂鎞���Ƃ���OSG�̃J�^���O�����
�n�C�X�n�G���h�~���ŃA���~�����Ȃ炢����Ƃ��o�Ă邯��
������Ča�����P�O�O���������T�O���ō��ꍇ�ł���ˁH
�����������Ə��Ȃ��Ƃ��͂����Əグ�Ă�������ł���ˁH
�ǂꂮ�炢�グ�������Ȃ�ł��傤���H
�n�C�X�n�G���h�~���ŃA���~�����Ȃ炢����Ƃ��o�Ă邯��
������Ča�����P�O�O���������T�O���ō��ꍇ�ł���ˁH
�����������Ə��Ȃ��Ƃ��͂����Əグ�Ă�������ł���ˁH
�ǂꂮ�炢�グ�������Ȃ�ł��傤���H
147 �F���������R���N�F2010/03/17(��) 21:07:56 ID:z8dcvHtt
148 �F���������R���N�F2010/03/17(��) 21:48:43 ID:Kc7dEyTl
������50�����Ďa�V�Ȍ���������
149 �F���������R���N�F2010/03/18(��) 03:49:04 ID:xpRf9QZ9
�[�ރS���S�����Ă邯���
�S�ăo�C�N�̃p�[�c�Ɖ�����
�S�ăo�C�N�̃p�[�c�Ɖ�����
150 �F���������R���N�F2010/03/18(��) 18:08:47 ID:FSR5vD0Q
>>149
��T�APOM�ŃX���C�_�[�����
��T�APOM�ŃX���C�_�[�����
151 �F���������R���N�F2010/03/18(��) 19:02:40 ID:CLLP67vV
�������ĂĎv������ł���
���W�A�X�ŕ��ʎd�グ��Ƃ��@�P�n����O�D�Q�Ƃ����Ƒe���̂�
�{�[���łR�c�`����Ƃ����ƃL���C�ɂȂ�̂͂Ȃ��ł����H
���낢�l�����Ă��������[�[
���W�A�X�ŕ��ʎd�グ��Ƃ��@�P�n����O�D�Q�Ƃ����Ƒe���̂�
�{�[���łR�c�`����Ƃ����ƃL���C�ɂȂ�̂͂Ȃ��ł����H
���낢�l�����Ă��������[�[
152 �F���������R���N�F2010/03/18(��) 21:57:20 ID:CLLP67vV
��͂�G���h�~���̒��S�i�����O�j���g���Ă��Ȃ��Ƃ�
�n�捄���������i�q�T�j�Ƃ����W���Ă���̂ł��傤��
���Ȃ݂Ƀ��[�N�͂j�c�P�P�r�@�łg�q�b�U�P�ł���
�n�捄���������i�q�T�j�Ƃ����W���Ă���̂ł��傤��
���Ȃ݂Ƀ��[�N�͂j�c�P�P�r�@�łg�q�b�U�P�ł���
153 �F���������R���N�F2010/03/19(��) 00:02:08 ID:PQU8Az4L
154 �F���������R���N�F2010/03/19(��) 01:34:46 ID:3u2glULw
�܂������Ƃ������邪�A��ʎg���ƁA��������n���قȂ�؍�}�[�N���c�����炶���
��n�̐��x�ɂ����E�����邩��K���n�u��������
�܂��A�}�V����c�[���z���_�[�E�H��̐U���E����݂��A
��n�ꖇ�ꖇ�ɈقȂ�e����^����
�O�̐n���[������Č��̐n���Ƃ��A�E�̐n���H���������������Ƃ�
��������Đ���ނ̈��������L�Y���d�˂��悤�Ȑ؍�}�[�N���c��
�e���͗ǂ��Ă��A�K�������Ȃ����炠�܂�L���C�ɂ͌����Ȃ�
��n�̐��x�ɂ����E�����邩��K���n�u��������
�܂��A�}�V����c�[���z���_�[�E�H��̐U���E����݂��A
��n�ꖇ�ꖇ�ɈقȂ�e����^����
�O�̐n���[������Č��̐n���Ƃ��A�E�̐n���H���������������Ƃ�
��������Đ���ނ̈��������L�Y���d�˂��悤�Ȑ؍�}�[�N���c��
�e���͗ǂ��Ă��A�K�������Ȃ����炠�܂�L���C�ɂ͌����Ȃ�
155 �F���������R���N�F2010/03/19(��) 04:19:33 ID:VU+dp1sh
156 �F���������R���N�F2010/03/19(��) 12:20:04 ID:VBaUufgw
(�L;�;�v;�)����
157 �F���������R���N�F2010/03/19(��) 12:47:56 ID:8y1euwwc
�ޯ
158 �F���������R���N�F2010/03/19(��) 20:19:25 ID:9CzyQIXF
(�@�L,_�T�M) ����
159 �F���������R���N�F2010/03/20(�y) 00:25:25 ID:831i5teh
�ޯ
160 �F���������R���N�F2010/03/20(�y) 10:05:27 ID:XFxSsySk
�ۂʂ�ۂʂ�ۂʂ�
161 �F���������R���N�F2010/03/20(�y) 12:36:47 ID:x5qERqca
�ޯ�ޯ�ޯ�ޯ�ޯ
162 �F���������R���N�F2010/03/20(�y) 13:55:43 ID:IRWmzv5F
�ʂ�ʂ�ۂ��ہA�ʂ�ۂ���
163 �F���������R���N�F2010/03/21(��) 00:17:03 ID:69KlChDJ
�����H�c
164 �F���������R���N�F2010/03/22(��) 18:29:21 ID:+dLeTWpI
�A�x�����ɊԂɍ������������c
���������R���r�j�ɗ[�т��ɍs���ė��邗
���������R���r�j�ɗ[�т��ɍs���ė��邗
165 �F���������R���N�F2010/03/23(��) 23:58:12 ID:dbLMesES
�E�P��
166 �F���������R���N�F2010/03/24(��) 19:49:42 ID:9AZuvz1x
�݂Ȃ���}�ʂ�5�L���Ƃ��������5�̃h�����Ŗ����邾���ł����H
���������������F�����������ǃL����JIS��H12�ƌ��܂��Ă���̂�
5���Ɓ{0.12�`0�ƂȂ�A���[�}�����Ȃ���Ȃ�Ȃ��Ǝw�E�����̂�
���������������F�����������ǃL����JIS��H12�ƌ��܂��Ă���̂�
5���Ɓ{0.12�`0�ƂȂ�A���[�}�����Ȃ���Ȃ�Ȃ��Ǝw�E�����̂�
167 �F���������R���N�F2010/03/24(��) 20:36:17 ID:cyOHozHf
�}�ʂɕ\�L�Ń�5���Ă̂�5�L���͈Ӗ����Ⴄ�B
�m���Ă�Ǝv�����L�����Ă̂̓h�����ł�������ĈӖ��B
5�L�����������5�̃h�����ł�������Ă����̈Ӗ��Ō����͈�ʌ����B
������܂�jis�ɂ���ȍ��ڂ͂Ȃ��B
�m���Ă�Ǝv�����L�����Ă̂̓h�����ł�������ĈӖ��B
5�L�����������5�̃h�����ł�������Ă����̈Ӗ��Ō����͈�ʌ����B
������܂�jis�ɂ���ȍ��ڂ͂Ȃ��B
168 �F���������R���N�F2010/03/24(��) 21:21:21 ID:fmbLf7Sl
���܂ɉ��l���[����U�肩�����Ă���z���Ă����Ȃ�
169 �F���������R���N�F2010/03/24(��) 21:57:13 ID:9AZuvz1x
http://www.nc-net.or.jp/m/knowledge/mori_log/detail.php?id=203303
�����ł��L���Ɍ�����������Ęb�o�Ă܂���
JIS�̂ǂ��ɂ��邩�͂킩��Ȃ��݂���������
�����ł��L���Ɍ�����������Ęb�o�Ă܂���
JIS�̂ǂ��ɂ��邩�͂킩��Ȃ��݂���������
170 �F���������R���N�F2010/03/24(��) 22:13:50 ID:X0lcJLXC
��32�g�V�̍E�Ń��[�}�[�ʂ��Ă���A�q�悩�玲���ʂ�Ȃ��Ƃ̃N���[����
���B���ۂ̎���͌��킵�����������ȏゾ�����炵���B
�ォ����w���́A�R�Q�D�P�̃L����ʂ��悤�ɁB�������B
�ŁA���͂R�Q�D�P�̃L�����������Ă���A�R�Q�g7�̃��[�}�[��ʂ��Ă���B
�}�ʏ�Ń��[�}�[�ʂ����Ďw������Ă邩��B
�Ȃ��Ȃ��B�����Ă����[�}�[�G��Ȃ����E�E�E
�}�V�j���O�Z���^�[�ŁB�吳����̎d�������Ă���悤�ȋC������B
����Ȏd����������蓖����P�P�H��������d���Ȃ̂�����͂����B��
�v���������̍��ł��B
���B���ۂ̎���͌��킵�����������ȏゾ�����炵���B
�ォ����w���́A�R�Q�D�P�̃L����ʂ��悤�ɁB�������B
�ŁA���͂R�Q�D�P�̃L�����������Ă���A�R�Q�g7�̃��[�}�[��ʂ��Ă���B
�}�ʏ�Ń��[�}�[�ʂ����Ďw������Ă邩��B
�Ȃ��Ȃ��B�����Ă����[�}�[�G��Ȃ����E�E�E
�}�V�j���O�Z���^�[�ŁB�吳����̎d�������Ă���悤�ȋC������B
����Ȏd����������蓖����P�P�H��������d���Ȃ̂�����͂����B��
�v���������̍��ł��B
171 �F���������R���N�F2010/03/24(��) 22:51:27 ID:yzvTuD4W
���܂���������łȂ��A������32.1�ʂ����Ă�Ȃ�ʂ������̂�
�����A���[�}�ʂ��̂͂�߂����������Ǝv����
���ꂱ���ق�܂���̔n�����Ǝv����
�����A���[�}�ʂ��̂͂�߂����������Ǝv����
���ꂱ���ق�܂���̔n�����Ǝv����
172 �F���������R���N�F2010/03/24(��) 23:58:59 ID:SC2DAR9/
�h������32.1��ʂ����Č������͔̂���������Ȃ��ď�i��
�������̎x�������[�}�[�Ȃ��
�������̎x�������[�}�[�Ȃ��
173 �F���������R���N�F2010/03/25(��) 06:39:59 ID:s3Q9K1A4
174 �F���������R���N�F2010/03/25(��) 10:26:34 ID:pRiI34v2
���[�}�w���̌��������点�߂ă{�[�����O�Œlj��H�����Ȃ��̂��A����
175 �F���������R���N�F2010/03/25(��) 12:18:24 ID:C/ovXEzO
�Ȃ��32.1�̃L���̌��32�̃��[�}�ȂH
���[�}������Ȃ����
���[�}������Ȃ����
176 �F���������R���N�F2010/03/25(��) 17:13:57 ID:XazDSjjH
����������B
���̘b�͂�
���̘b�͂�
177 �F���������R���N�F2010/03/25(��) 22:10:01 ID:ZNsqG8Re
�d�グ��E�E�E
178 �F���������R���N�F2010/03/26(��) 00:45:48 ID:BLaQCZdq
�^�b�v���ĉ�]�A���肪�x�����Ă��悭�Ȃ��ƕ������̂ł���
�{���ł����H
�{���ł����H
179 �F���������R���N�F2010/03/26(��) 01:14:57 ID:1HDZLh/t
�{������
�K�ȍH���ނ̐؍푬�x������
����ɍŋ߂̋@�B�Ȃ獂���؍푬�x�ŃL���R���Ԃ�����̂�
�x���ƃL���R����݂̃g���u�����o�₷��
�K�ȍH���ނ̐؍푬�x������
����ɍŋ߂̋@�B�Ȃ獂���؍푬�x�ŃL���R���Ԃ�����̂�
�x���ƃL���R����݂̃g���u�����o�₷��
180 �F���������R���N�F2010/03/26(��) 01:32:25 ID:BLaQCZdq
�Ȃ�قǁI���肪�Ƃ��������܂�
�����r�j�c�U�P�@�g�q�b�S�X��
OSG�̂b�o�l�i�Z�~�X�p�C�����l�W�j
�łr�W�O�e�X�U��8�����H����
���߂��ɂr�S�O�@�e�S�W�ł������1���ڂł��ꂿ�Ⴂ�܂���
�o�r�@�n�C�X�̃^�b�v���Ē��d�G���h�~���Ńw���J�����H���ƌ��\�ȒP�ɏ����ł��܂��˂v
�����r�j�c�U�P�@�g�q�b�S�X��
OSG�̂b�o�l�i�Z�~�X�p�C�����l�W�j
�łr�W�O�e�X�U��8�����H����
���߂��ɂr�S�O�@�e�S�W�ł������1���ڂł��ꂿ�Ⴂ�܂���
�o�r�@�n�C�X�̃^�b�v���Ē��d�G���h�~���Ńw���J�����H���ƌ��\�ȒP�ɏ����ł��܂��˂v
181 �F���������R���N�F2010/03/26(��) 01:40:45 ID:yrdPk00M
�E�`�̃}�V������S80�����Ȃ�ĉȂ�(�L��֥�M)
182 �F���������R���N�F2010/03/26(��) 01:44:36 ID:gwm2oG1c
�����̂�50��
40������̂͂�����ƒ���������
40������̂͂�����ƒ���������
183 �F���������R���N�F2010/03/26(��) 01:52:11 ID:BLaQCZdq
���[�Ȃ�ł����H
�R�O���܂��܂���I
�R�O���܂��܂���I
184 �F���������R���N�F2010/03/26(��) 01:54:56 ID:BLaQCZdq
�ƁA�������F������Ђ���Ƃ��Ė�Ζ����ł����i���|���j�H
185 �F���������R���N�F2010/03/26(��) 04:46:53 ID:6tMstZp2
�_�C�X�|�Ƀ^�b�v���H�������Ɩ�������킩���
M8 �s�b�`1.25�Ȃ�AS80 F100�AS40 F50�ɂȂ�Ȃ��́H
M8 �s�b�`1.25�Ȃ�AS80 F100�AS40 F50�ɂȂ�Ȃ��́H
186 �F���������R���N�F2010/03/26(��) 08:25:22 ID:Xe7maDIw
>>184
�Ȃ�ŕ��������I
�Ȃ�ŕ��������I
187 �F���������R���N�F2010/03/26(��) 08:31:39 ID:LoymdL12
188 �F���������R���N�F2010/03/26(��) 23:12:16 ID:mDlWX8GN
�����قnji�C�����Ƃ������܂����Ȃ�
���X�g����肷���ė����̃}�V�j���O���~�܂��Ă�Ƃ�
�オ�n�������Ă���Ă��Ȃ�
���X�g����肷���ė����̃}�V�j���O���~�܂��Ă�Ƃ�
�オ�n�������Ă���Ă��Ȃ�
189 �F���������R���N�F2010/03/27(�y) 04:11:40 ID:Eg1zWn+B
���l�b�̃N�C�����ăG�C���A���̌��݂����ł������낢���
190 �F���������R���N�F2010/03/27(�y) 14:51:34 ID:5tYlgbP1
�N�C�����Ăǂ�Ȃ�H
�c�}�V�j�X�g���
�c�}�V�j�X�g���
191 �F���������R���N�F2010/03/27(�y) 15:51:31 ID:4iZyocNB
�y���Ƃ͕ʂŎ厲�������J��o���Ă���̂��N�C��
192 �F���������R���N�F2010/03/27(�y) 16:40:45 ID:Eg1zWn+B
�R��̉�Ђ��Ə��Ȃ��N�C���P�O�O�O�~���Ƃ��o���ĉ��H�����
193 �F���������R���N�F2010/03/27(�y) 16:42:20 ID:Eg1zWn+B
���̋��^�̃L���r�e�B��
194 �F���������R���N�F2010/03/27(�y) 18:44:26 ID:W2yOjnXY
���ł̒��O�������ȁH
195 �F���������R���N�F2010/03/27(�y) 19:12:35 ID:5tYlgbP1
196 �F���������R���N�F2010/03/27(�y) 21:09:04 ID:w/tHI495
�}�L�m�u�V�V�̌��ς���3800��������
����Ȑ����Y�܂�ď��߂Č�����
����Ȑ����Y�܂�ď��߂Č�����
197 �F���������R���N�F2010/03/27(�y) 22:02:13 ID:2fgS9KMW
�I�[�N�}�̃A���`�N���b�V���V�X�e��
���X�^�[�g����ɂ����ȁA���܂��ɂ͍ޗ������`�F�b�N����O����
���X�^�[�g�����Ă�B�������邵���Ȃ��̂��ȁB
���X�^�[�g����ɂ����ȁA���܂��ɂ͍ޗ������`�F�b�N����O����
���X�^�[�g�����Ă�B�������邵���Ȃ��̂��ȁB
198 �F���������R���N�F2010/03/28(��) 16:12:14 ID:TcybNyXp
�}�U�b�N�̊��h�~���ʂɃo���A����K�v�Ȃ����Ėʓ|�������Ďg�������ƂȂ�
199 �F���������R���N�F2010/03/28(��) 21:34:48 ID:wEWxzDVV
���X�^�[�g���̂��̂��E�E�E
�t�@�i�b�N�����l���B
�t�@�i�b�N�����l���B
200 �F���������R���N�F2010/03/29(��) 19:53:01 ID:PdCflX13
����݂̂�Ȃɂ͕]������Ă邪�A��w���ɂ͌����Ă�悤��
�����_�����������E�E�E
�݂�Ȃ���Ȃ�A���肪�Ƃ��E�E�B
�����_�����������E�E�E
�݂�Ȃ���Ȃ�A���肪�Ƃ��E�E�B
201 �F���������R���N�F2010/03/29(��) 19:56:57 ID:PasJEnsR
>>200
�����������B��x�Ƃ��̋ƊE�ɂ���Ȃ�J�X
�����������B��x�Ƃ��̋ƊE�ɂ���Ȃ�J�X
202 �F���������R���N�F2010/03/29(��) 20:02:35 ID:2oPEybV4
>>201�@�̊�̏�������������]�`
203 �F���������R���N�F2010/03/29(��) 20:19:59 ID:c1SngR/q
������ƕ�������ł����A�����͕��i���H���œS�ESUS�E�A���~�Ƒ�̓������炢��
�����ʼn��H�����ł����A�@�B�Ƀ`�b�v�R���x�A�����Ă��Ȃ��̂Ő؎q���o���Ƃ���
�S�ƃA���~�Ȃǂ��������Ă��܂��܂��B
���H���̍ގ����ς�邲�Ƃɐ؎q�𐴑|���Ă��܂����A�o�P�b�g�̒�̌��Ɉ����|������
���̂܂ł͂Ƃ肫�ꂸ�A�؎q�̉�������a��̂ō����Ă��܂��B
�F����͂ǂ̂悤�ɂ���Ă��܂����H
�����ʼn��H�����ł����A�@�B�Ƀ`�b�v�R���x�A�����Ă��Ȃ��̂Ő؎q���o���Ƃ���
�S�ƃA���~�Ȃǂ��������Ă��܂��܂��B
���H���̍ގ����ς�邲�Ƃɐ؎q�𐴑|���Ă��܂����A�o�P�b�g�̒�̌��Ɉ����|������
���̂܂ł͂Ƃ肫�ꂸ�A�؎q�̉�������a��̂ō����Ă��܂��B
�F����͂ǂ̂悤�ɂ���Ă��܂����H
204 �F���������R���N�F2010/03/29(��) 21:58:36 ID:HDSJ6xNc
205 �F���������R���N�F2010/03/29(��) 22:35:17 ID:Nof1ZY4q
>>200
�����_���Ȃ̂��A�����₵�Ă悭�l���Ă݂邪��낵
��w���ɂ͌����Ă��ʂɖ��Ȃ�����
���������Ȃ��Ɖ�Ђ�����������ă��x���ɂȂ�A�������̑ԓx���ς���Ă��邳
�ނ��댻��̕]���̕����C�ɂȂ邼
�����_���Ȃ̂��A�����₵�Ă悭�l���Ă݂邪��낵
��w���ɂ͌����Ă��ʂɖ��Ȃ�����
���������Ȃ��Ɖ�Ђ�����������ă��x���ɂȂ�A�������̑ԓx���ς���Ă��邳
�ނ��댻��̕]���̕����C�ɂȂ邼
206 �F���������R���N�F2010/03/30(��) 01:25:41 ID:UwfqlsPr
��ɍD����ĉ��Ɍ�����l�̕����]�����������ǂ������肷��̂͂��Ȃ�����������˂�
�d���ł��Ȃ��Ă��A�����p���Ă������A�������܂�������݂�����
�d���ł��Ȃ��Ă��A�����p���Ă������A�������܂�������݂�����
207 �F���������R���N�F2010/03/30(��) 02:16:38 ID:BGY6MZCP
�]�E����̂����肶��Ȃ��H
����ڂ������Ђɍs���̂��X�L���B
�����Ă�����e�ɂ���邯�ǁB
����ڂ������Ђɍs���̂��X�L���B
�����Ă�����e�ɂ���邯�ǁB
208 �F���������R���N�F2010/03/30(��) 04:22:41 ID:M+D7X+jL
�}�O�l�ƃA���~����Ă�����
�|������̍��������L���R�Ƃ��̌�̏��x�̍����L���R��
�ʋƎ҂ւ��ꂼ��o���Ă��B
�|������̍��������L���R�Ƃ��̌�̏��x�̍����L���R��
�ʋƎ҂ւ��ꂼ��o���Ă��B
209 �F���������R���N�F2010/03/30(��) 10:42:39 ID:IQ0nv7MG
�݂�Ȃɂ͕]������Ă���A���Ď����Ō����Ă鎞�_�ŃA�E�g���낗
210 �F���������R���N�F2010/03/30(��) 11:56:32 ID:HBrZ/CTv
���߂鎫�߂���Č����Ă�z�Ɍ����āA�Ȃ��Ȃ����߂Ȃ���Ȃ�
�܂��ɓ���ė~���������Ȃ�B
��ު����������
�܂��ɓ���ė~���������Ȃ�B
��ު����������
211 �F���������R���N�F2010/03/30(��) 12:14:09 ID:R1Qhl1RH
�ň��Ȃ͎̂��߂鎫�߂��A�Ă��ĕs�������Ԃ��܂��Ď���̓z�̂��C���킮�ړI�̓z������
���������c�����Ȃ낤��
���������c�����Ȃ낤��
212 �F���������R���N�F2010/03/30(��) 12:29:15 ID:pPp3x5un
213 �F���������R���N�F2010/03/30(��) 12:56:31 ID:6Avlcm73
214 �F���������R���N�F2010/03/30(��) 13:42:45 ID:cWgPgW1o
>>211
�������Ȃɂ��̎��߂鎫�߂鍼�\�E�E�E�N���u���߂ĂˁI�v���Č����Ă��Ȃ��̂�������
�������Ȃɂ��̎��߂鎫�߂鍼�\�E�E�E�N���u���߂ĂˁI�v���Č����Ă��Ȃ��̂�������
215 �F���������R���N�F2010/03/30(��) 21:28:17 ID:EwM4JJBc
�{�C�Ŏ��߂�l���ĉ������킸�Ɏ��߂��˂��B
���߂���Č����Ă�l�ɂ������ĂȂ��Ȃ����߂˂���w
���߂���Č����Ă�l�ɂ������ĂȂ��Ȃ����߂˂���w
216 �F�U�f�U�[�g�C�[�O��50AE ��XXV8P8Oqb. �F2010/03/31(��) 01:18:58 ID:p3ZmGqY2
�i�O�O
217 �F���������R���N�F2010/03/31(��) 04:56:06 ID:D1LVFM4o
�Y�p�A�ň�������Ă�����Ă܂���B
�ł��@�B�Ɋ|���Đ؍���i�������Ƃ�
�ʋl�݂����ȉ���ق����̂��R���}�^���J�B
���߂����A�Ǝv�������Ƃ͗L�邯���
�Ȃ�Ƃ�����20�N�܂ő������������B
�ł��@�B�Ɋ|���Đ؍���i�������Ƃ�
�ʋl�݂����ȉ���ق����̂��R���}�^���J�B
���߂����A�Ǝv�������Ƃ͗L�邯���
�Ȃ�Ƃ�����20�N�܂ő������������B
218 �F���������R���N�F2010/03/31(��) 12:36:53 ID:aW9YW0U7
���ɖʔ������Ȏd���Ȃ���
��������̂��߂ɓ����Ă���A�����������Ă��D���Ȃ�ˁB
�Y��ɔ҂����ʂƂ����ł�̍D������H
�͂߂������X�b�Ɠ�������C�����C�C����H
�����ăo���������ŁA���������Ɋ��ݍ���Ȃ����m�ɃC���b�Ƃ��邾��B
���ɂ�肽��������Ȃ������炢����B���͂Ȃ��B
��������̂��߂ɓ����Ă���A�����������Ă��D���Ȃ�ˁB
�Y��ɔ҂����ʂƂ����ł�̍D������H
�͂߂������X�b�Ɠ�������C�����C�C����H
�����ăo���������ŁA���������Ɋ��ݍ���Ȃ����m�ɃC���b�Ƃ��邾��B
���ɂ�肽��������Ȃ������炢����B���͂Ȃ��B
219 �F���������R���N�F2010/03/31(��) 16:14:15 ID:xbXbg/41
<<200
�Ǝ����P�[�X�ʼn��̐�y�ŁA�r���l��������������m��Ȃ���i�Ɍ����Ă�l����Ȃ�
���������l�ł��オ�N�r���Ă�������N�r�ɂ���Ă܂��̂��H
�Ǝ����P�[�X�ʼn��̐�y�ŁA�r���l��������������m��Ȃ���i�Ɍ����Ă�l����Ȃ�
���������l�ł��オ�N�r���Ă�������N�r�ɂ���Ă܂��̂��H
220 �F���������R���N�F2010/03/31(��) 16:29:35 ID:2B81xcHE
�Ȃ����c�b�R�~�����ڂȂ�
221 �F���������R���N�F2010/03/31(��) 19:14:06 ID:17ISk6xl
���߂���Ă����Ȃ�A�]�E�挩���Ă���ɂ����ق����������B
���l�������Ă������ȁB����ł��܂��܂����Ȃ����B
�R��Ȃ��ɂ��Ă��炤�ȁB���ƕی����������炦�邵�B
�@�B������ĂāA�T�[�r�X�Ƃ�����Ȃ����낤�B
�������������H
���l�������Ă������ȁB����ł��܂��܂����Ȃ����B
�R��Ȃ��ɂ��Ă��炤�ȁB���ƕی����������炦�邵�B
�@�B������ĂāA�T�[�r�X�Ƃ�����Ȃ����낤�B
�������������H
222 �F���������R���N�F2010/03/31(��) 20:53:34 ID:dORW7TCd
����IT����ɑ��邵���Ȃ����낤��
223 �F���������R���N�F2010/04/01(��) 03:46:14 ID:ffk8wj+f
IT�Ȃ����Ɛ悪�Ȃ��B
224 �F���������R���N�F2010/04/01(��) 04:57:08 ID:nZNdyBjq
���ǁA�܂��@�B���H������Ԏ����葁���Ċy�Ȃ̂ł́H
���̂Ƃ�������߂��Ƃ��Ă��B
>>218
�҂����ʂ��D���ł��B
���������U���U�I�C���X�g�[���ŃK�V�K�V�����
�o����肷��A�z�^�������E��ɂ��܂����A
�����l����������Ɣ҂��ڂ�ׂ����ɂł���̂ɁA�ƁB
����Ȃ�ɎE�ӂ���o���܂���}�W�ŁB
���̂Ƃ�������߂��Ƃ��Ă��B
>>218
�҂����ʂ��D���ł��B
���������U���U�I�C���X�g�[���ŃK�V�K�V�����
�o����肷��A�z�^�������E��ɂ��܂����A
�����l����������Ɣ҂��ڂ�ׂ����ɂł���̂ɁA�ƁB
����Ȃ�ɎE�ӂ���o���܂���}�W�ŁB
225 �F���������R���N�F2010/04/01(��) 07:48:41 ID:2nSTPLC3
�悻����ʗp���Ȃ��ς��҂������ƊE������Ȃ��B
�E�l�C���ȋƎ�ɗǂ������邩�ȁB
�E�l�C���ȋƎ�ɗǂ������邩�ȁB
226 �F���������R���N�F2010/04/01(��) 12:07:00 ID:zWLTj6Gz
�����h7�̕����D����
227 �F���������R���N�F2010/04/01(��) 19:42:17 ID:QUhfwIkH
�I�C���z�[�����d�h������h7�ɓ˂������G73��M08�ł��˂�
228 �F���������R���N�F2010/04/01(��) 23:03:45 ID:yV9ZqLn6
WHILE[#1GT100.]DO1;
G99G85R-15.Z-100.F2000;
Z-80.;
Z-100.;
Z-80.;
G80;
#1=#1+1.;
END1;
M26(NAKA-DASHI);
M9;
G0Z50.;
M99;
G99G85R-15.Z-100.F2000;
Z-80.;
Z-100.;
Z-80.;
G80;
#1=#1+1.;
END1;
M26(NAKA-DASHI);
M9;
G0Z50.;
M99;
229 �F���������R���N�F2010/04/01(��) 23:24:13 ID:ohhbWEky
CALL OMALU
CALL OMALU
M02
OMALU
r=10
for(i=0; i<360;i++){
xx=r*sin(2*3.141592*i/360)
yy=r*sin(2*3.141592*i/360)
G01 X=xx Y=yy F0.01
printf("himada unko \n")
}
RTS
CALL OMALU
M02
OMALU
r=10
for(i=0; i<360;i++){
xx=r*sin(2*3.141592*i/360)
yy=r*sin(2*3.141592*i/360)
G01 X=xx Y=yy F0.01
printf("himada unko \n")
}
RTS
230 �F���������R���N�F2010/04/02(��) 14:37:44 ID:RT1QNmNK
�v������
���������v���O�����|������Đ����ˁB
Z-80 �AZ-100�AZ-80 �̓�����͉��ƂȂ����ł��������i��
���������v���O�����|������Đ����ˁB
Z-80 �AZ-100�AZ-80 �̓�����͉��ƂȂ����ł��������i��
231 �F���������R���N�F2010/04/02(��) 19:10:59 ID:Ch3dg9Ke
�q�^�`�̃`�b�v�͎ア��������E�E�E
�~�c�r�V��[
�~�c�r�V��[
232 �F���������R���N�F2010/04/03(�y) 11:05:48 ID:pagxrRBn
233 �F���������R���N�F2010/04/07(��) 01:02:52 ID:st3OtUSP
234 �F���������R���N�F2010/04/09(��) 02:18:51 ID:4G24yxIm
�@�B���A�z�₩��d�����ł��Ђ�
235 �F���������R���N�F2010/04/09(��) 04:49:25 ID:iqwkFpuu
�}�C�N�����A�z�Ȃ̂�0.04������Ă₪�����B
500�I�V���J��
500�I�V���J��
236 �F���������R���N�F2010/04/09(��) 09:01:51 ID:J8+Q2T+i
237 �F���������R���N�F2010/04/09(��) 12:59:50 ID:hrCNr3Zf
���{�[���Ղł̃^�b�v���H�R�ꂪ���o�B
�H����ƒ��ɑ��̐l�̖ʓ|�݂���Ńo�^�o�^��������
�ǂ����Ă�������Ⴄ��Ȃ��B
���������|�J�����̕��@�Ȃ��ł����˂��c
�H����ƒ��ɑ��̐l�̖ʓ|�݂���Ńo�^�o�^��������
�ǂ����Ă�������Ⴄ��Ȃ��B
���������|�J�����̕��@�Ȃ��ł����˂��c
238 �F���������R���N�F2010/04/09(��) 14:38:11 ID:JB3PvChh
0.04�ł��߉ނȂB
���������E��
���������E��
239 �F���������R���N�F2010/04/09(��) 16:16:52 ID:VH5XP2RP
>>238
�}�C�N���g���Ȃ�
�ʂɐ����Ȃ���ˁ[���H
���̒��x�̌덷���������Ȃ�A�H��a���Ǘ�����
�邾���Ń��U���U���[�N�̐��@����Ȃ�Ă��Ȃ�����B
�}�C�N���g���Ȃ�
�ʂɐ����Ȃ���ˁ[���H
���̒��x�̌덷���������Ȃ�A�H��a���Ǘ�����
�邾���Ń��U���U���[�N�̐��@����Ȃ�Ă��Ȃ�����B
240 �F���������R���N�F2010/04/09(��) 18:26:34 ID:CPAFDFsw
>>237
���H�����߂ɂ��Č��ɓ��Ă�ƁA�^�b�v��������Ƃ����łȂ����Ƃ�����������B
���̂����Ł@���l�Ɂ@�`�F�b�N���Ă��炤�B
���H�����߂ɂ��Č��ɓ��Ă�ƁA�^�b�v��������Ƃ����łȂ����Ƃ�����������B
���̂����Ł@���l�Ɂ@�`�F�b�N���Ă��炤�B
241 �F���������R���N�F2010/04/09(��) 19:29:42 ID:4aH9arrv
�����@������m�g�j����̎d���}�Ӂ@�}�V�j���O�I�y���[�^�n�܂邼�B
242 �F���������R���N�F2010/04/09(��) 19:38:33 ID:jR8FzdxC
{kind=link}
243 �F���������R���N�F2010/04/09(��) 22:11:41 ID:EPNSZdnY
���̂�Ƃ�K�L�����ăz���g�g���Ȃ���
���N�������V���Ј��Ɏc�Ƃ�点����m���}�B���������ɖ��f�ŋA��₪�����@����
���N�������V���Ј��Ɏc�Ƃ�点����m���}�B���������ɖ��f�ŋA��₪�����@����
244 �F���������R���N�F2010/04/09(��) 22:33:02 ID:CPAFDFsw
���O���A�ꂗ
�݂�ȂŋA��Ζ�薳����
�݂�ȂŋA��Ζ�薳����
245 �F���������R���N�F2010/04/09(��) 22:38:51 ID:4G24yxIm
>>241
�}�U�b�N�E�l�N�T�X�̃t�@�i�b�N���ڋ@��������
�}�U�b�N�E�l�N�T�X�̃t�@�i�b�N���ڋ@��������
246 �F���������R���N�F2010/04/10(�y) 00:49:58 ID:dBhClSFJ
���N�͋v���Ԃ�ɃC���^�[���[���h�s���Ă݂悤���ȁB�ɂ����B
�O��s�����̂�2006�N���������炻��Ȃɕς���ĂȂ��悤�ȋC�����邯�ǁB
�O��s�����̂�2006�N���������炻��Ȃɕς���ĂȂ��悤�ȋC�����邯�ǁB
247 �F���������R���N�F2010/04/10(�y) 02:33:40 ID:3v7+4cNS
248 �F���������R���N�F2010/04/10(�y) 03:26:11 ID:8Sozbcnz
���^�������߂ĕ��i���H���֓]�E�������ǐ��@���x�͌^���قǂ��邳���Ȃ�����
>>247
�@�B���[�J�[��I�v�V�����ɂ�����ˁB�����@�B�Ȃ�0.001mm������o��
>>247
�@�B���[�J�[��I�v�V�����ɂ�����ˁB�����@�B�Ȃ�0.001mm������o��
249 �F235�F2010/04/10(�y) 04:00:41 ID:Y2sO/RzT
>>247
������Ă�̂���50�{0.005�`�{0.015�Ȃ����
���ꔭ�ڂ͂܂��o�Ȃ����i�I�t�Z�b�g��K�{�j
���A��ŕς�邵�B
�o�[�ގg�����ĐV�����̓���Ă�0.01mm�����Ƃ������邵
����Ȃ��Ƃ������邵�B
�؍�����I�C���N�[���[�ŏ펞��艷�x�ɂ��Ă������B
�R�m�@�B�������Ă镪�ɂ͈��邲�Ƃɑ���邩��
���قǖ��łȂ��ł��B
�������A�@�B10��5���i�A�������C���A�蓮���C���|��������
���̂���3���i�͐��@�̕ϓ����������Ă��������H�^�C��3�����x�Ȃ�ŁB
�s�ǂ��o�����Ƃ����Ƃ����Ԃɂ��߉ނ�10�ȏ�o�܂��B
������Ă�̂���50�{0.005�`�{0.015�Ȃ����
���ꔭ�ڂ͂܂��o�Ȃ����i�I�t�Z�b�g��K�{�j
���A��ŕς�邵�B
�o�[�ގg�����ĐV�����̓���Ă�0.01mm�����Ƃ������邵
����Ȃ��Ƃ������邵�B
�؍�����I�C���N�[���[�ŏ펞��艷�x�ɂ��Ă������B
�R�m�@�B�������Ă镪�ɂ͈��邲�Ƃɑ���邩��
���قǖ��łȂ��ł��B
�������A�@�B10��5���i�A�������C���A�蓮���C���|��������
���̂���3���i�͐��@�̕ϓ����������Ă��������H�^�C��3�����x�Ȃ�ŁB
�s�ǂ��o�����Ƃ����Ƃ����Ԃɂ��߉ނ�10�ȏ�o�܂��B
250 �F���������R���N�F2010/04/10(�y) 18:52:22 ID:gh26VlUn
>>245
����ׂ̐l�B�@����̓}�U�g���[���������B
���Ղƃ}�V�j���O�̕����@�g���Ă�z����H
������Č������g���ɂ���������ȁB
����ׂ̐l�B�@����̓}�U�g���[���������B
���Ղƃ}�V�j���O�̕����@�g���Ă�z����H
������Č������g���ɂ���������ȁB
251 �F���������R���N�F2010/04/10(�y) 19:38:16 ID:8Sozbcnz
252 �F���������R���N�F2010/04/10(�y) 22:24:02 ID:f+0b5wHk
�q�}�Ȃ�ŃW�O���܂���
���i�̗֊s�ɉ����Č@�荞��Łi+�����ō���āj
�X�|���Ɛ��i���������ފ����ł�
�����Ŏv������ł����A�q�ƒ����̌�_���ǂ����Ă��q���Ă��܂��̂�
�h�����ł��炩���ߌ�_�̃|�C���g�Ɍ���������ł����A�Ȃs���D�ł��E�E�E�B
�ς����Ɛ��i�Ɠ����֊s�ɂ��������ǁA�����Ƃq�̌�_���q�����ɂȂ邩�킩��܂���E�E�E
���i�̗֊s�ɉ����Č@�荞��Łi+�����ō���āj
�X�|���Ɛ��i���������ފ����ł�
�����Ŏv������ł����A�q�ƒ����̌�_���ǂ����Ă��q���Ă��܂��̂�
�h�����ł��炩���ߌ�_�̃|�C���g�Ɍ���������ł����A�Ȃs���D�ł��E�E�E�B
�ς����Ɛ��i�Ɠ����֊s�ɂ��������ǁA�����Ƃq�̌�_���q�����ɂȂ邩�킩��܂���E�E�E
253 �F���������R���N�F2010/04/10(�y) 22:47:01 ID:rkbhpUbd
>>252
������Ɖ������Ă邩�킩��Ȃ�
������Ɖ������Ă邩�킩��Ȃ�
254 �F���������R���N�F2010/04/11(��) 00:02:26 ID:4Jug5bnj
>250
�ŋߓ����o�������Ȃ��Ă����B�F�X�ȈӖ��ŁB
�ŋߓ����o�������Ȃ��Ă����B�F�X�ȈӖ��ŁB
255 �F���������R���N�F2010/04/11(��) 05:43:37 ID:qLgUD7VW
>>254
�ł��Ă���
�ł��Ă���
256 �F���������R���N�F2010/04/11(��) 10:10:45 ID:GEhZDO1S
257 �F���������R���N�F2010/04/11(��) 19:15:45 ID:TG2lDwkw
�`���E��������
�ŋ߃��{�h�������g���悤�ɂȂ����������}�V������
�i��肵�₷���č�������ł̒Ǐ]����������y����
�ł��ʖڂȂ�I�@������������@�B���Ȃ邵�H������̓���R�~�J��������
���}�����˂�
����ς�H���R�������}�K�W�����K�S���K�S��������ATC�A�[����
����!�����!���ĕ����G����@����܂�Â��̂͌�Ƃ�����
�ŋ߃��{�h�������g���悤�ɂȂ����������}�V������
�i��肵�₷���č�������ł̒Ǐ]����������y����
�ł��ʖڂȂ�I�@������������@�B���Ȃ邵�H������̓���R�~�J��������
���}�����˂�
����ς�H���R�������}�K�W�����K�S���K�S��������ATC�A�[����
����!�����!���ĕ����G����@����܂�Â��̂͌�Ƃ�����
258 �F���������R���N�F2010/04/11(��) 19:27:16 ID:oIoeT8Br
>>257
�����@�킩�邗
�X���@�̂`�s�b�͗ǂ��������ȁB
�h�b�J���I�@�K�V�����I�@�����̂Ԃ��鉹��
�G�A�[�[�b�I�̃n�[���j�[���Ȃ�Ƃ������Ȃ�
��ȁB
�t�@�i�b�N�͂����@�H���̓G����@�����炪�����
���{�b�g�őS���d���ł���悤�ɂȂ����牴�����̎d���Ȃ��Ȃ邺�B
�����@�킩�邗
�X���@�̂`�s�b�͗ǂ��������ȁB
�h�b�J���I�@�K�V�����I�@�����̂Ԃ��鉹��
�G�A�[�[�b�I�̃n�[���j�[���Ȃ�Ƃ������Ȃ�
��ȁB
�t�@�i�b�N�͂����@�H���̓G����@�����炪�����
���{�b�g�őS���d���ł���悤�ɂȂ����牴�����̎d���Ȃ��Ȃ邺�B
259 �F���������R���N�F2010/04/11(��) 21:44:57 ID:f2WM6ECJ
���̃��{�b�g���d�����ł��Ă�����Ȃ��H
260 �F���������R���N�F2010/04/11(��) 21:56:27 ID:oIoeT8Br
>>259
http://www.youtube.com/watch?v=GlJzD9Hx_zY&feature=related
��������Ă��Ȃ�Ƃ��v��H
�����Ƃł͐l���K�v�Ȃ��Ȃ���B�@�܂莸�Ǝ҂�������
������l���@������������B
http://www.youtube.com/watch?v=GlJzD9Hx_zY&feature=related
��������Ă��Ȃ�Ƃ��v��H
�����Ƃł͐l���K�v�Ȃ��Ȃ���B�@�܂莸�Ǝ҂�������
������l���@������������B
261 �F���������R���N�F2010/04/11(��) 23:02:51 ID:RobpV0QP
>>260
�H��̖ڎw���p�͂��ꂾ�����
�H��̖ڎw���p�͂��ꂾ�����
262 �F���������R���N�F2010/04/11(��) 23:10:07 ID:1uNBvChH
�X���@�̂m�b���ăt�@�i�b�N����Ȃ����������H�q��A�L�^�����A���c�������D�D�D
�܂���Ȃ�ɂ����̋ƊE�̏@�卑����
�܂���Ȃ�ɂ����̋ƊE�̏@�卑����
263 �F���������R���N�F2010/04/11(��) 23:17:01 ID:f2WM6ECJ
�O��MELDAS�Œ��g��FANUC�ł����Ă��
�������Ƃ��Ȃ�Ďv��Ȃ����ǁA�ėp���Ղ�t���C�X�̐E�l����Ƃ���
NC���o�Ă����Ƃ��ɓ������Ɗ�������Ȃ����Ȃ���
���������̂�������܂��ɂȂ������ł��K�v�ȋ@�B�H�̎d���������Ȃ�����
�������Ƃ��Ȃ�Ďv��Ȃ����ǁA�ėp���Ղ�t���C�X�̐E�l����Ƃ���
NC���o�Ă����Ƃ��ɓ������Ɗ�������Ȃ����Ȃ���
���������̂�������܂��ɂȂ������ł��K�v�ȋ@�B�H�̎d���������Ȃ�����
264 �F���������R���N�F2010/04/11(��) 23:25:41 ID:oIoeT8Br
>>263
�ėp�@����m�b�̕ω��Ƃ͂��낢��Ə������Ⴂ������
�����͉E���オ��̎��ゾ������
�m�b�ɂȂ��Ă��l�̑��삪�K�v������
���{�b�g�ɂȂ�ЂƂ͂قƂ�ǂ����
���܂͐l����̈����V�����Ƃ��������Ȃ���Ȃ��
�W���n����
�ėp�@����m�b�̕ω��Ƃ͂��낢��Ə������Ⴂ������
�����͉E���オ��̎��ゾ������
�m�b�ɂȂ��Ă��l�̑��삪�K�v������
���{�b�g�ɂȂ�ЂƂ͂قƂ�ǂ����
���܂͐l����̈����V�����Ƃ��������Ȃ���Ȃ��
�W���n����
265 �F���������R���N�F2010/04/12(��) 00:53:30 ID:PdZplf1s
�@�B�̂����Ƃ���
�E���x�����肵�Ă���
�E�l�ƈ���Ĕ��Ȃ�
�E�l�ƈ���Ē莞�ɂȂ����瑀�ƒ�~����킯�ł��Ȃ�
�V�����Ƃ�肠���Ȃ�@�B���������͕K�{���Ǝv�����ǂȁB���B�͏\���N�O�̔N�G�̓������@�B������
�������͍ŐV�̓��{���H��@�B���B�X�^�[�g���C�����炵�ĈႤ
�E���x�����肵�Ă���
�E�l�ƈ���Ĕ��Ȃ�
�E�l�ƈ���Ē莞�ɂȂ����瑀�ƒ�~����킯�ł��Ȃ�
�V�����Ƃ�肠���Ȃ�@�B���������͕K�{���Ǝv�����ǂȁB���B�͏\���N�O�̔N�G�̓������@�B������
�������͍ŐV�̓��{���H��@�B���B�X�^�[�g���C�����炵�ĈႤ
266 �F���������R���N�F2010/04/12(��) 00:56:53 ID:PdZplf1s
�lj�
�E�l��������or�댯�����ďo���Ȃ��d���ł�������������Ƃ��Ȃ�
�E�l��������or�댯�����ďo���Ȃ��d���ł�������������Ƃ��Ȃ�
267 �F���������R���N�F2010/04/12(��) 02:22:35 ID:PdZplf1s
�A���X�łق�Ƃɐ\����Ȃ��B>>260�̓�������X�Ȃ��猩�Ă݂��������̃X���Ŏ��E�̊�@��
������l�͂���̂��H���[�N�̒E���̓��{�b�g�ɏo���邩������b�`�l��[�N�̒i����
���܂��ɋ@�B�ɂ�点��͖̂��������B���ǁA���Ƃ����O���Ă�̂͒E���{�^���������炢�����
���������Ď��Ԃ����瑼�̋@�B���������̎d���̒i��������������b�`�l�Ɏ��|����̂�
�����̏Z�l���Ǝv���̂����B
������l�͂���̂��H���[�N�̒E���̓��{�b�g�ɏo���邩������b�`�l��[�N�̒i����
���܂��ɋ@�B�ɂ�点��͖̂��������B���ǁA���Ƃ����O���Ă�̂͒E���{�^���������炢�����
���������Ď��Ԃ����瑼�̋@�B���������̎d���̒i��������������b�`�l�Ɏ��|����̂�
�����̏Z�l���Ǝv���̂����B
268 �F���������R���N�F2010/04/12(��) 07:17:26 ID:urAJ708N
�����̐l�Ԃ�CAM����Ă�����́H
�v���O������ł����邮�炢����Ȃ��́H
�v���O������ł����邮�炢����Ȃ��́H
269 �F���������R���N�F2010/04/12(��) 17:17:23 ID:8DxE1q96
2DCAM���炢�Ȃ�A�N�ł��ł��邾��
�\�t�g��10���~���炢���炠�邵
�ʎY����1�b�P�ʂō�邩��A���ǎ�ł��Ń`���[�j���O���Ă�������
�\�t�g��10���~���炢���炠�邵
�ʎY����1�b�P�ʂō�邩��A���ǎ�ł��Ń`���[�j���O���Ă�������
270 �F���������R���N�F2010/04/12(��) 18:38:24 ID:PdZplf1s
�����͋��^��������O�����`��͂b�`�l�������Ǝd���ɂȂ��
271 �F���������R���N�F2010/04/12(��) 19:18:06 ID:urAJ708N
272 �F���������R���N�F2010/04/12(��) 20:05:22 ID:M/UX51ui
>>271
�����̓v���^�Ȃ��ǁA�L���r(���i�`�@�荞��ł���u���b�N)�̐}�ʂɋL������Ă鐡�@�́A
�u���b�N�̃T�C�Y�A�^�b�v�̈ʒu�A���ǂ̈ʒu���炢�����ł��ˁB
���i�`��̐؍�́ACAM�ō����NC�f�[�^�ł��̂܂܃}�V�j���O�ʼn��H����̂�
��{�A�}�ʂɐ��@�͂Ȃ��ł��B
�����̓v���^�Ȃ��ǁA�L���r(���i�`�@�荞��ł���u���b�N)�̐}�ʂɋL������Ă鐡�@�́A
�u���b�N�̃T�C�Y�A�^�b�v�̈ʒu�A���ǂ̈ʒu���炢�����ł��ˁB
���i�`��̐؍�́ACAM�ō����NC�f�[�^�ł��̂܂܃}�V�j���O�ʼn��H����̂�
��{�A�}�ʂɐ��@�͂Ȃ��ł��B
273 �F���������R���N�F2010/04/12(��) 20:58:27 ID:EMhKQv/a
���ɂ́A
���{�b�g���������A�g���ċ���ׂ��Ă���z��́A
�ŋ����R�͂���āA�Ȃɂ��o���Ȃ��z�́A
�ŋ��ŁA�����ی���ėV��ŕ�炷�ȁB
���{�b�g���������A�g���ċ���ׂ��Ă���z��́A
�ŋ����R�͂���āA�Ȃɂ��o���Ȃ��z�́A
�ŋ��ŁA�����ی���ėV��ŕ�炷�ȁB
274 �F���������R���N�F2010/04/12(��) 22:14:54 ID:eRYqZeke
������ƂȂɂ����Ă邩�킩��Ȃ�������
275 �F���������R���N�F2010/04/12(��) 22:26:17 ID:i6SDV4ox
�Q�O�R�O�N�S���P�R���B
�@�B���x���͂邩�ɗ��킷����Ȃ����̂��������o�C�I���C�h���J�����ꂽ�B
�ޓ�����u�ӎv�v�����ׂ����ǂ����̑�c�_���N���邪�A�ꕔ�̋}�i�h����
���ޓ��Ɂu�ӎv�v�𒍓����A�A���`�E�l�I�E���b�_�C�h�^�����J�n���ꂽ�B
�������₪�Ĕޓ��͖\�����J�n���E�E�E�E�E
�@�B���x���͂邩�ɗ��킷����Ȃ����̂��������o�C�I���C�h���J�����ꂽ�B
�ޓ�����u�ӎv�v�����ׂ����ǂ����̑�c�_���N���邪�A�ꕔ�̋}�i�h����
���ޓ��Ɂu�ӎv�v�𒍓����A�A���`�E�l�I�E���b�_�C�h�^�����J�n���ꂽ�B
�������₪�Ĕޓ��͖\�����J�n���E�E�E�E�E
276 �F���������R���N�F2010/04/12(��) 22:56:42 ID:xVrk/2EA
277 �F���������R���N�F2010/04/12(��) 23:02:36 ID:PdZplf1s
>>273
���A�ƁE�E�E���Y�֍s�������Ǝv����
���A�ƁE�E�E���Y�֍s�������Ǝv����
278 �F���������R���N�F2010/04/12(��) 23:03:27 ID:Hn/1J5sG
>>271
>>272�Ɠ��l�v�����^���������Ђ��Ă���2�炢�������̐}�ʂ͌������Ɩ�����
��őS�����@�L�ڂ͂Ȃ�
�L�[�␠���ʂ͌��������܂��Ă�
���X�n���Ȑv�����킹�ʂɖ����ȃR�[�i�[�q����Ƃ�������
>>272�Ɠ��l�v�����^���������Ђ��Ă���2�炢�������̐}�ʂ͌������Ɩ�����
��őS�����@�L�ڂ͂Ȃ�
�L�[�␠���ʂ͌��������܂��Ă�
���X�n���Ȑv�����킹�ʂɖ����ȃR�[�i�[�q����Ƃ�������
279 �F���������R���N�F2010/04/12(��) 23:05:07 ID:Hn/1J5sG
�ȑO�ɂ����i�ʂ���Ȃ��̂ɂR�c�`��ɂ��₪���ď�̐l���d�b�Ő�Ă���
280 �F���������R���N�F2010/04/13(��) 06:27:00 ID:H4FXQ2lh
�O���˗����鎞�͂������Ɏ��̐}�ʂ��o�Ă����
281 �F���������R���N�F2010/04/13(��) 17:24:56 ID:diKyFLeq
>>276
�i�X�J��2D�Ȃ�艿189000�~���ۂ�
ttp://www.godo.co.jp/product/machining/nsk_pro2d.html
���Ƃ�CAMEST2D��149100�~�Ƃ���
ttp://camest.com/2dcam/machining/index.html
�A�}�`���A�����Ȃ�15800�~����
�p�X�o�������Ȃ炱��ł������̂���
ttp://www.originalmind.co.jp/cargo5/cut2d/
�i�X�J��2D�Ȃ�艿189000�~���ۂ�
ttp://www.godo.co.jp/product/machining/nsk_pro2d.html
���Ƃ�CAMEST2D��149100�~�Ƃ���
ttp://camest.com/2dcam/machining/index.html
�A�}�`���A�����Ȃ�15800�~����
�p�X�o�������Ȃ炱��ł������̂���
ttp://www.originalmind.co.jp/cargo5/cut2d/
282 �F���������R���N�F2010/04/13(��) 19:48:51 ID:n0VY4HER
�̂̐l���Ĕėp���H�łǂ̒��x�̉��H�܂łȂ�ł�����ł����H
�摜�Ƃ��L�{���k
�摜�Ƃ��L�{���k
283 �F���������R���N�F2010/04/13(��) 20:47:18 ID:WmqA9frd
284 �F���������R���N�F2010/04/13(��) 22:52:47 ID:o3wNU9Op
>>282
�̂̃v�����f�������Ă݂�揺�a�S�O�N����̃}���T�����b�v�����f����
�^�~���̃^�C�K�[��Ԃ��݂�Ƃm�b��CAD/CAM����������ɂǂ������
���^���������̂��z�����悤
�̂̃v�����f�������Ă݂�揺�a�S�O�N����̃}���T�����b�v�����f����
�^�~���̃^�C�K�[��Ԃ��݂�Ƃm�b��CAD/CAM����������ɂǂ������
���^���������̂��z�����悤
285 �F���������R���N�F2010/04/14(��) 00:27:31 ID:vKgnYAC1
��l�B�̋Z�p�ɂ͓����オ��Ȃ���ȁE�E�E
�����ɍ����@�B�ɗ����Ă��邩���v���m�炳���B
�����ɍ����@�B�ɗ����Ă��邩���v���m�炳���B
286 �F���������R���N�F2010/04/14(��) 01:20:56 ID:ePSvQ3NU
�@�B���H���̋Z�\������Ă����ł����H
�}�V�j���O�Z���^2���邯�ǎ��Z�ł���Ƃ��ׂ����K���Ă���ł��傤���H
�u�@�B�̐S�o���v�u�ȒP�ȃ��[�N�̐��t�A�؍�v�u�v���O�������́v
�����ł�������Ȃ̂��ȁH���Ďv���Ă�
�M�L�͑��v���Ǝv�����ǁE�E�����A���Z2���͌���ŕ��ʂɃv���O�����g��ʼn��H���Ă��Ǝ҂Ȃ�y�����x���Ȃ̂��ȁB
�����̍���2�N�̃G�[�X�͎��Z�Ŋy���Ŏ��ĂĕM�L�ŗ����Ă��B
�ށA�����d���ł���̂ɁE�E�B
�}�V�j���O�Z���^2���邯�ǎ��Z�ł���Ƃ��ׂ����K���Ă���ł��傤���H
�u�@�B�̐S�o���v�u�ȒP�ȃ��[�N�̐��t�A�؍�v�u�v���O�������́v
�����ł�������Ȃ̂��ȁH���Ďv���Ă�
�M�L�͑��v���Ǝv�����ǁE�E�����A���Z2���͌���ŕ��ʂɃv���O�����g��ʼn��H���Ă��Ǝ҂Ȃ�y�����x���Ȃ̂��ȁB
�����̍���2�N�̃G�[�X�͎��Z�Ŋy���Ŏ��ĂĕM�L�ŗ����Ă��B
�ށA�����d���ł���̂ɁE�E�B
287 �F���������R���N�F2010/04/14(��) 03:56:49 ID:YR2wRHlz
288 �F���������R���N�F2010/04/14(��) 06:31:49 ID:TvkzW+SI
�g���[�T�w�b�h��v�Z�@�Ȃ�V�O�N�ォ�炠��B�m�b�t���C�X�Ȃ�T�O�N�ォ�獑�Y�@������
289 �F���������R���N�F2010/04/14(��) 07:47:26 ID:MclArT+U
>>288
70�N�i���a45�N�j�ɂ͕킢�t���C�X�͖����������������ǐ��x�͗ǂ��Ă�
�O�D�O�T�������炢��
�ʒu���߂̓P�K�L����ڂł݂Ē��S�����킹�邩�猻���ɂ͂O�D�P������
�����ɂ����
50�N��i���a25�N�H�j�ɂm�b���L�������ǂ����m��J�������m�b�t���C�X
�������Ɏ��p�ɂȂ����Ǝv���Ă���̂����A���ȏ��ɂ�
���̂���ɂm�b���o�������ƂɂȂ��Ă��Ă��A�����͈Ⴄ
�m�b�t���C�X�����^���ɓ����Ă����̂͏��a50�N�i1975�j����ł�
���������ȁA������e�[�v�̎�ł�����
3���������v���́u�^���v���ł��̂͏��a52�N����Œl�i�͂Q�O�O�O���~
��ˌ����]�T�Ŕ�����l�i���A�m�b�t���C�X���Q�O�O�O���ȏ�
���킹�ĂS�O�O�O���~���o����^���������ɂǂꂾ���L�������낤��
70�N�i���a45�N�j�ɂ͕킢�t���C�X�͖����������������ǐ��x�͗ǂ��Ă�
�O�D�O�T�������炢��
�ʒu���߂̓P�K�L����ڂł݂Ē��S�����킹�邩�猻���ɂ͂O�D�P������
�����ɂ����
50�N��i���a25�N�H�j�ɂm�b���L�������ǂ����m��J�������m�b�t���C�X
�������Ɏ��p�ɂȂ����Ǝv���Ă���̂����A���ȏ��ɂ�
���̂���ɂm�b���o�������ƂɂȂ��Ă��Ă��A�����͈Ⴄ
�m�b�t���C�X�����^���ɓ����Ă����̂͏��a50�N�i1975�j����ł�
���������ȁA������e�[�v�̎�ł�����
3���������v���́u�^���v���ł��̂͏��a52�N����Œl�i�͂Q�O�O�O���~
��ˌ����]�T�Ŕ�����l�i���A�m�b�t���C�X���Q�O�O�O���ȏ�
���킹�ĂS�O�O�O���~���o����^���������ɂǂꂾ���L�������낤��
290 �F���������R���N�F2010/04/14(��) 13:23:29 ID:WHjsAowZ
70�N��̏����ʂ܂łȂ�蓮�̃^�C�v���嗬���������
ttp://www.youtube.com/watch?v=ImJdxlESyEs
ttp://www.youtube.com/watch?v=jNOKNnmqblc
ttp://www.youtube.com/watch?v=ImJdxlESyEs
ttp://www.youtube.com/watch?v=jNOKNnmqblc
291 �F���������R���N�F2010/04/14(��) 16:16:11 ID:mGM3kiRj
���^�̂RD�`��͐̂ǂ����Ă���
�A����y�܂ł������肵����
�ڍא}�ʂƂ��������ς��������̂��ȁH
�������b���Ɛ̂͌^�����������В�����ƈ��Ɂu����ň���ŗ����I�v
���ċ����ꂽ�炵�����ǁE�E�B
�A����y�܂ł������肵����
�ڍא}�ʂƂ��������ς��������̂��ȁH
�������b���Ɛ̂͌^�����������В�����ƈ��Ɂu����ň���ŗ����I�v
���ċ����ꂽ�炵�����ǁE�E�B
292 �F���������R���N�F2010/04/14(��) 16:43:00 ID:CPEDhMqF
�،^������H�ō���ā����Q�X�O�݂�����
�蓮�����������̕킢�t���C�X�ʼn��H�ł��傤
�L���r�R�A���]�͐p�𗬂��ĉ��ʔ��̃��f��������
�،^�����Ɍ����ɍs���Č`��̏�������������炵��
�蓮�����������̕킢�t���C�X�ʼn��H�ł��傤
�L���r�R�A���]�͐p�𗬂��ĉ��ʔ��̃��f��������
�،^�����Ɍ����ɍs���Č`��̏�������������炵��
293 �F���������R���N�F2010/04/15(��) 02:25:12 ID:Q2LN58vP
294 �F���������R���N�F2010/04/15(��) 12:31:45 ID:i7Se6eln
XYZ���i������NC�Ȃ�O�ɋ�����Ђɂ�����
���[�J�[�̐l�����̋@�B���������Ă鎖�Ɋ������ď����Ă�����Č���ꂽ�炵����
���[�J�[�̐l�����̋@�B���������Ă鎖�Ɋ������ď����Ă�����Č���ꂽ�炵����
295 �F���������R���N�F2010/04/16(��) 01:53:43 ID:3xUlgcjQ
�؍�����h�A�̑��H�ɂ���
�����Ȃ���
�S�������Ȃ��Ȃ�c
�N��������B
�A���R�[���Ő@���Ă������܂ւ�
���ʂ͒Z��
�����Ȃ���
�S�������Ȃ��Ȃ�c
�N��������B
�A���R�[���Ő@���Ă������܂ւ�
���ʂ͒Z��
296 �F���������R���N�F2010/04/16(��) 03:08:29 ID:p5xM6JP9
�h�A�̈ʒu��ς���
���𑼂ɂ���
���𑼂ɂ���
297 �F���������R���N�F2010/04/16(��) 09:18:49 ID:5TMT38HG
�����̓������}�O�l�b�g�Ő@����t����Ƃ��B�蓮�������ȁI
��������̃t�B����������ɓ\���Ă����Č����Ȃ��Ȃ�����\�蒼���Ƃ�
�|���J�[�{�l�[�g�͔�r�I����͗����₷����Ȃ�����
��������̃t�B����������ɓ\���Ă����Č����Ȃ��Ȃ�����\�蒼���Ƃ�
�|���J�[�{�l�[�g�͔�r�I����͗����₷����Ȃ�����
298 �F���������R���N�F2010/04/16(��) 09:26:23 ID:hsjch2gM
�������̂��Ă���E�G�X�Ő@���ƈ�����x�͂���B
299 �F���������R���N�F2010/04/16(��) 15:03:41 ID:/qjN1jq6
�������
300 �F���������R���N�F2010/04/16(��) 15:26:35 ID:hsjch2gM
�Ԃ������A��
301 �F���������R���N�F2010/04/16(��) 19:42:24 ID:tGNxmfYZ
�w�b�h���C�g�̉��ݗ��Ƃ����c�Ȃ�Ăǂ����낤
302 �F���������R���N�F2010/04/16(��) 20:21:44 ID:zXR/hfmS
���̏��͐��������琅�Ő@���Ă�ȁB
303 �F���������R���N�F2010/04/16(��) 20:27:05 ID:4RP7R3b0
�S�̊�Łi����
304 �F���������R���N�F2010/04/16(��) 22:10:10 ID:3xUlgcjQ
305 �F���������R���N�F2010/04/17(�y) 02:39:10 ID:i73nZcZz
�@���Ă��A�����؍���̗��Ȃ�Ō���
�����Ȃ��̂ł́H
�����Ȃ��̂ł́H
306 �F���������R���N�F2010/04/17(�y) 12:30:22 ID:9/X+kGH0
���O��q��̋@�B�̓N�\�Ƃ������Ă邯�ǂu�V���[�Y������
������Ǝ���ꂵ����Ō����Ă�́H
�낭�Ƀ����e�������ɖq��ᔻ���Ă�ˁ[��
�Q�����̏������݂ɉe������Ėq��ᔻ��
���͂u�R�R�����Ď��ۂɓ������Ă݂�
�����Ďv�������ǖq��̋@�B���Ă���ς�N�\����
������Ǝ���ꂵ����Ō����Ă�́H
�낭�Ƀ����e�������ɖq��ᔻ���Ă�ˁ[��
�Q�����̏������݂ɉe������Ėq��ᔻ��
���͂u�R�R�����Ď��ۂɓ������Ă݂�
�����Ďv�������ǖq��̋@�B���Ă���ς�N�\����
307 �F���������R���N�F2010/04/17(�y) 12:58:39 ID:qtuTWwVN
>>306
������Ɖ������Ă邩������Ȃ�������
������Ɖ������Ă邩������Ȃ�������
308 �F���������R���N�F2010/04/17(�y) 13:48:29 ID:oRr9uIoU
���Ј�����JK
309 �F���������R���N�F2010/04/17(�y) 13:57:40 ID:F+ZbV65B
�X���q����g��������B
�g���Ă���z�̘r����
�g���Ă���z�̘r����
310 �F���������R���N�F2010/04/17(�y) 15:37:56 ID:N/ZccQsF
311 �F���������R���N�F2010/04/17(�y) 16:04:02 ID:WrnFfmPn
�ꉭ�̋@�B�Ƃ�������Ȃ�
312 �F���������R���N�F2010/04/17(�y) 17:16:44 ID:i73nZcZz
�r����͔[�����ȁB
�ǂ����̔��蕶���
�������xCNC�@�B���H�]�X���Đ�`���Ă邯���
�g���l���Ă̂��傫���ւ��ȁB
�ǂ����̔��蕶���
�������xCNC�@�B���H�]�X���Đ�`���Ă邯���
�g���l���Ă̂��傫���ւ��ȁB
313 �F���������R���N�F2010/04/17(�y) 17:30:11 ID:546CL1tc
�u�R�R�̃v�����f���ł��������낤
314 �F���������R���N�F2010/04/17(�y) 18:21:34 ID:VK4VCp8Z
�A�x�����[������ʂ�('A`)�ާ�
�A�x���炷�@�ĂȂ�ĈӖ��֎q
�A�x���炷�@�ĂȂ�ĈӖ��֎q
315 �F���������R���N�F2010/04/17(�y) 23:42:26 ID:i73nZcZz
���āH
316 �F���������R���N�F2010/04/18(��) 00:57:57 ID:kMvwqB+g
�@�����B
�����̓j���[�X������
�����̓j���[�X������
317 �F���������R���N�F2010/04/18(��) 01:53:02 ID:HKMFdLdG
>>306
�q��̋@�B���N�\���Ƃ����_�ɂ͓��ӂ���
�q��̋@�B���N�\���Ƃ����_�ɂ͓��ӂ���
318 �F���������R���N�F2010/04/18(��) 09:46:20 ID:miKQz1kY
�����Ă̂͐��x���������Ă��ƁH
�؍�����ɂ��낤���ǂǂꂮ�炢�Ȃ��ƕ��F�肳���́H
�؍�����ɂ��낤���ǂǂꂮ�炢�Ȃ��ƕ��F�肳���́H
319 �F���������R���N�F2010/04/18(��) 13:36:03 ID:GcqZsAo7
��̓I�ȗ���������ɐ_���N�\����������
320 �F���������R���N�F2010/04/19(��) 14:25:44 ID:OsyyFInV
�}�V�j���O�H�̎d���̓n�����Ȃǂ�
�����Ȃ����Ј��������K�v�Ȏ��i�Ȃǂ����ɂȂ�
�悭���܂��̂Ŕ��ɋC�ɂȂ�
�ǂ�Ȏd���������ׂĂ݂���ł���
���̎d�����Ė��o���ł��N���Ⴏ���
�ʐڎ�錩���݂���܂����ˁH
���i�͌o���җD���ƂȂ��Ă���܂����ǁB
��]���闝�R�͂�͂萳�Ј����Ă��Ƃ�
��ɐE��t����������Ȃ�ł��B
���݂Q�U�̍����Ȃ�Ńv���O�����Ƃ��͑g�߂܂���B
�����Ȃ����Ј��������K�v�Ȏ��i�Ȃǂ����ɂȂ�
�悭���܂��̂Ŕ��ɋC�ɂȂ�
�ǂ�Ȏd���������ׂĂ݂���ł���
���̎d�����Ė��o���ł��N���Ⴏ���
�ʐڎ�錩���݂���܂����ˁH
���i�͌o���җD���ƂȂ��Ă���܂����ǁB
��]���闝�R�͂�͂萳�Ј����Ă��Ƃ�
��ɐE��t����������Ȃ�ł��B
���݂Q�U�̍����Ȃ�Ńv���O�����Ƃ��͑g�߂܂���B
321 �F���������R���N�F2010/04/19(��) 14:56:55 ID:llXDx4u+
��悪��p�ŕ���肪�D����������n�j�Ȃ�Ȃ����ȁB
�v���O�����ȂNj߂Ă���o�����ǂ��̂����B
�����A��ɐE�i�Z�p��g�ɂ������j�̂Ȃ�傫�ȉ�Ђ�艽�ł���炳��鏬���ȉ�Ђ�E�߂܂��B
�{�l�̂��C����Ǝv���B
���������ȓz�͂ǂ̎d���ɏA���Ă��E�E�E
�M������ł��B
�v���O�����ȂNj߂Ă���o�����ǂ��̂����B
�����A��ɐE�i�Z�p��g�ɂ������j�̂Ȃ�傫�ȉ�Ђ�艽�ł���炳��鏬���ȉ�Ђ�E�߂܂��B
�{�l�̂��C����Ǝv���B
���������ȓz�͂ǂ̎d���ɏA���Ă��E�E�E
�M������ł��B
322 �F���������R���N�F2010/04/19(��) 18:24:14 ID:DsuBvRf8
>>320
50�܂Ŏ�d�グ����ĂĂ��ꂩ��}�V�j���O���͂��߂��l���邯�ǁA
10�N�o�������ƂȂ��Ă͐E��ɂ��Ȃ��Ă͂Ȃ�Ȃ��l�ɂȂ��Ă��B
�v���O�����Ƃ������Ɠ���������ǁA�ӊO�ƊȒP������B
�o�J������̍H�ƍ��Z�̐��ш�����ł��K���ł���悤�ɂȂ�B
���ӂȐl��1�������炢���Ή��H�Ɏg���v���O�����Ȃ�Ċ����ɋ߂����炢�ł���悤�ɂȂ�B
�K�v�Ȃ̂̓v���O�����Ƃ��������C�Ƌx�܂Ȃ����ƂƎc�ƁE�x�o���Ȃ�ׂ��f��Ȃ����ƁB
50�܂Ŏ�d�グ����ĂĂ��ꂩ��}�V�j���O���͂��߂��l���邯�ǁA
10�N�o�������ƂȂ��Ă͐E��ɂ��Ȃ��Ă͂Ȃ�Ȃ��l�ɂȂ��Ă��B
�v���O�����Ƃ������Ɠ���������ǁA�ӊO�ƊȒP������B
�o�J������̍H�ƍ��Z�̐��ш�����ł��K���ł���悤�ɂȂ�B
���ӂȐl��1�������炢���Ή��H�Ɏg���v���O�����Ȃ�Ċ����ɋ߂����炢�ł���悤�ɂȂ�B
�K�v�Ȃ̂̓v���O�����Ƃ��������C�Ƌx�܂Ȃ����ƂƎc�ƁE�x�o���Ȃ�ׂ��f��Ȃ����ƁB
323 �F���������R���N�F2010/04/19(��) 20:02:22 ID:12aQL2ow
�c�Ƃ��蓖�Ă����Ȃ���ł�����E�E�E
�܂������I�ɂ���Ă邯�ǂȁE�E�E
�܂������I�ɂ���Ă邯�ǂȁE�E�E
324 �F���������R���N�F2010/04/19(��) 20:34:44 ID:kAg8+M+J
�����}�V���I�y
��LMC�A��LPC(CAM)�A�H��w�����A�ޗ��挠���Ⴆ��
�}�ʖ���Ĕ[���܂łɎd�グ�������Ō��\���R
�������I���Đl�͂�����
���������萫�́E�E�i�S�����Ԋ܂�)
���}�V���I�y
�}�V���I�y�ƌ��������S��Ƒ���
���肷��ƒE���݂̂Ƃ��i���݂̂Ƃ�MC�Ɋւ��y��Ɨv����
�����A�����ɔ�ׂĊy�ȏꍇ������
�Ƃɂ��������~�������Đl�͂�����
���萫�͌��킸������
���Ď�����e�Ƃ���܂�W�Ȃ�����(�L�E�ցE`)
��LMC�A��LPC(CAM)�A�H��w�����A�ޗ��挠���Ⴆ��
�}�ʖ���Ĕ[���܂łɎd�グ�������Ō��\���R
�������I���Đl�͂�����
���������萫�́E�E�i�S�����Ԋ܂�)
���}�V���I�y
�}�V���I�y�ƌ��������S��Ƒ���
���肷��ƒE���݂̂Ƃ��i���݂̂Ƃ�MC�Ɋւ��y��Ɨv����
�����A�����ɔ�ׂĊy�ȏꍇ������
�Ƃɂ��������~�������Đl�͂�����
���萫�͌��킸������
���Ď�����e�Ƃ���܂�W�Ȃ�����(�L�E�ցE`)
325 �F���������R���N�F2010/04/19(��) 23:24:36 ID:rcg/Bz74
>>324
����₷���ȁA���O�҂���w
����₷���ȁA���O�҂���w
326 �F���������R���N�F2010/04/20(��) 07:52:52 ID:YxGkMU4g
>>324
�撣���Č�ҒT��
�撣���Č�ҒT��
327 �F���������R���N�F2010/04/21(��) 21:14:48 ID:khVEzO3C
���Ă��A������������悤�Ƃ�����
�C�����悷���āA���猤���܂��ł��E�E�E�E
�C�����悷���āA���猤���܂��ł��E�E�E�E
328 �F���������R���N�F2010/04/22(��) 07:53:04 ID:bUU7XEVV
���A�͂�
329 �F���������R���N�F2010/04/22(��) 12:50:05 ID:ZaMj9aL4
�ŋ߃}�V�j���O�K���n�߂����ǃv���O���~���O��߂���
G���M���̔ԍ��������ĐS�܂ꂻ���B�N�������ċ����Ń}�V�j���O�ɏڂ������̎q������l�Ƀv���O���~���O�����ĉ�����
G���M���̔ԍ��������ĐS�܂ꂻ���B�N�������ċ����Ń}�V�j���O�ɏڂ������̎q������l�Ƀv���O���~���O�����ĉ�����
330 �F���������R���N�F2010/04/22(��) 19:08:04 ID:dua8Bj4O
�ł��g���R�[�h�͌��܂��Ă邵�Ȃ�
��قǍ����x�ŕ��G�Ȍ`��̕i���ł����Ȃ�����
�p�^�[���͌����Ă����
���i�A���i���H�������������Ȃ�����
���^������͑���������Ɋ�����
�����͑傫�����i�̉��H����������
�����犱���͂ޕ��@���E�E�E���������l����̂��ʓ|������
��قǍ����x�ŕ��G�Ȍ`��̕i���ł����Ȃ�����
�p�^�[���͌����Ă����
���i�A���i���H�������������Ȃ�����
���^������͑���������Ɋ�����
�����͑傫�����i�̉��H����������
�����犱���͂ޕ��@���E�E�E���������l����̂��ʓ|������
331 �F���������R���N�F2010/04/22(��) 19:19:40 ID:FxRLuQx5
>>329�Ƀ}�N�������Ă�肽����
332 �F���������R���N�F2010/04/22(��) 19:33:26 ID:f9fh+0Si
����Ή���GW(ɄD`)�ߥ�
333 �F���������R���N�F2010/04/22(��) 20:10:34 ID:a5rS45yC
>>329
�j�ł��܂�
����̃f�[�^�Ɏg���f�R�[�h�l�R�[�h�Ȃ�Č����Ă邾��B
�m���ɍŏ��͂�����Ɠ�����������
���������Ă��Ƃ͂Ȃ��Ǝv���B
�����
�j�ł��܂�
����̃f�[�^�Ɏg���f�R�[�h�l�R�[�h�Ȃ�Č����Ă邾��B
�m���ɍŏ��͂�����Ɠ�����������
���������Ă��Ƃ͂Ȃ��Ǝv���B
�����
334 �F���������R���N�F2010/04/22(��) 22:18:41 ID:XTGf94Iq
�f�R�[�h�͂Ƃ������l�R�[�h�͑S������ňËL�ł��郌�x��
335 �F���������R���N�F2010/04/22(��) 23:16:29 ID:NNA8PkBS
�ËL�ł��Ȃ��Ă��ǂ̂悤�ȃR�[�h�����邩�m���Ă������
336 �F���������R���N�F2010/04/22(��) 23:26:38 ID:b/fpQ15K
��{�I�Ȉꗗ������ē\���Ƃ������I
337 �F���������R���N�F2010/04/23(��) 01:15:15 ID:QBifISax
��{�̃R�[�h�����o����
���Ƃ͈ꗗ����ăh�A�Ƃ��p�l���ɓ\���Ă�����OK���낤�B
�����v���O�����쐻�Ƃ��A������Ƃ����Ƃ܂��Ⴄ�̂��낤����ǁB
�i��A���H�A�v���A�ʎY�܂ł���Ă鎩���̓R�[�h�Ȃ��
�S���o���Ă��Ȃ��b�X�B
���قǂɕ��Ƃł�����Ƃ������R�x�A���ȐE��ł����B
���Ƃ͈ꗗ����ăh�A�Ƃ��p�l���ɓ\���Ă�����OK���낤�B
�����v���O�����쐻�Ƃ��A������Ƃ����Ƃ܂��Ⴄ�̂��낤����ǁB
�i��A���H�A�v���A�ʎY�܂ł���Ă鎩���̓R�[�h�Ȃ��
�S���o���Ă��Ȃ��b�X�B
���قǂɕ��Ƃł�����Ƃ������R�x�A���ȐE��ł����B
338 �F���������R���N�F2010/04/23(��) 08:56:50 ID:nnm9qb80
>>331
���������ė~������
���������ė~������
339 �F���������R���N�F2010/04/23(��) 09:21:05 ID:tDRZcDV2
�܂��ËL���鎖����Ȃ��āA�݂�Ȃ������悤�Ɉꗗ������Ă��������ȁB
�o���邱�Ɓi�ËL�j�͏d�v�ł͂Ȃ��B
����ȃR�[�h���������Ȓ��x�܂Ŏv���o���āA�����Ĉꗗ�����Ċm�F�����炢����
�w�Z�̎�������Ȃ�����D���Ȃ����������Q�l�ɂ����炢��
�킩��Ȃ���Β��ׂ��蕷�����肵���炢��
�����Ă����l���ɂ��郄�c�̓N�\��
���J���l�ŏI���z���N�\��
�o���邱�Ɓi�ËL�j�͏d�v�ł͂Ȃ��B
����ȃR�[�h���������Ȓ��x�܂Ŏv���o���āA�����Ĉꗗ�����Ċm�F�����炢����
�w�Z�̎�������Ȃ�����D���Ȃ����������Q�l�ɂ����炢��
�킩��Ȃ���Β��ׂ��蕷�����肵���炢��
�����Ă����l���ɂ��郄�c�̓N�\��
���J���l�ŏI���z���N�\��
340 �F���������R���N�F2010/04/23(��) 11:44:04 ID:6JDGupmz
>>329�݂����̂�����Ȃ�A�����ċ����̏��̎q���ق���
MC���̎w�����Ɉ�ďグ��Ζׂ���ȁB
MC���̎w�����Ɉ�ďグ��Ζׂ���ȁB
341 �F���������R���N�F2010/04/23(��) 12:24:29 ID:f3F0Tmwc
���ꕁ�ʂɕ�������������ׂ��邾��
342 �F���������R���N�F2010/04/23(��) 12:50:41 ID:CtUNHzCb
343 �F���������R���N�F2010/04/23(��) 17:24:38 ID:IRTxeFOi
>>342
�����^
�����^
344 �F���������R���N�F2010/04/23(��) 17:57:14 ID:EI9b+sib
345 �F���������R���N�F2010/04/23(��) 18:37:23 ID:BR/T9ErF
>>330
�^���͋t�Ɏ�ł��͏��Ȃ���B�`���G������R�c���Q�c�������v���ŏo�͂�����B����
�`�F�b�N�����邵���̕����ԈႢ���Ȃ����S
>>340
�j�L����������ɔh����ЋN���グ�悤��������
�^���͋t�Ɏ�ł��͏��Ȃ���B�`���G������R�c���Q�c�������v���ŏo�͂�����B����
�`�F�b�N�����邵���̕����ԈႢ���Ȃ����S
>>340
�j�L����������ɔh����ЋN���グ�悤��������
346 �F���������R���N�F2010/04/23(��) 18:53:26 ID:OM/tZ0dD
�O���[�v�������Ċo����H
��肠�����AG0�`4�AG40�`43�AG54�`59�AM0�`6�܂Ŋo����@�B�͓�����B
�q���g��������!?
��肠�����AG0�`4�AG40�`43�AG54�`59�AM0�`6�܂Ŋo����@�B�͓�����B
�q���g��������!?
347 �F���������R���N�F2010/04/23(��) 20:46:01 ID:z8HYwsL3
>>346
M8�g��Ȃ����Ăǂ�ȉ��H���ĂH
M8�g��Ȃ����Ăǂ�ȉ��H���ĂH
348 �F���������R���N�F2010/04/23(��) 21:21:08 ID:pC1kNAJH
M00�`M60����ˁH�H
349 �F���������R���N�F2010/04/23(��) 22:26:06 ID:dIjkvsRU
�T�u�͕s�g�p���H
350 �F���������R���N�F2010/04/23(��) 23:55:09 ID:EI9b+sib
351 �F���������R���N�F2010/04/24(�y) 00:24:24 ID:z3kXW5MJ
�}�ʂƃ��[�N���u�Ԃ���{�\�őł�����ł邩��
�R�[�h�ԍ����̂��̂����Ă��s���Ƃ��Ȃ�
�R�[�h�ԍ����̂��̂����Ă��s���Ƃ��Ȃ�
352 �F���������R���N�F2010/04/24(�y) 01:50:09 ID:lQyUYY/f
�����G�[�X�̂Ƃ�ł��Ȃ��ł���z���Ă����������������E�E
�Ȃ킯�ˁ[����O�O
�Ȃ킯�ˁ[����O�O
353 �F���������R���N�F2010/04/24(�y) 09:59:49 ID:9hbpDI5L
NC���ՂőΘb�g���ăv���O�����g��ł邩��y
��������ł��ł��o���邪
�R���g�����͑Θb����Ȃ��ƌ�������
�����͓���ȉ��H��������v���O�����̖����
�n���������Ɍ����邩�̕������̎d���ł͏d�v���Ǝv��
�ʓ|������O���ɏo�����Ⴄ���ǂ�
��������ł��ł��o���邪
�R���g�����͑Θb����Ȃ��ƌ�������
�����͓���ȉ��H��������v���O�����̖����
�n���������Ɍ����邩�̕������̎d���ł͏d�v���Ǝv��
�ʓ|������O���ɏo�����Ⴄ���ǂ�
354 �F���������R���N�F2010/04/24(�y) 11:32:46 ID:k3jxYIhp
355 �F���������R���N�F2010/04/24(�y) 11:34:13 ID:GKJmOn3d
>>351����p�l�F�����}�W�J�b�P�F����
356 �F���������R���N�F2010/04/24(�y) 12:49:57 ID:vjHoUZIx
>>350
�c�Ј�����������(߁��)���������!!
�c�Ј�����������(߁��)���������!!
357 �F���������R���N�F2010/04/24(�y) 14:29:38 ID:lQyUYY/f
�c�Ј��̓}�W�Ō��ꂾ�Ƙr��茾���Ŏז�������
358 �F���������R���N�F2010/04/24(�y) 14:42:14 ID:tqFWBRaO
�̂́`�Ƃ������č�����x��̘r�����Ƃ��E�U�߂���
���̂����S���ŋ߂̋@�B��b�`�l���o����C�͑S���Ȃ���
���̂����S���ŋ߂̋@�B��b�`�l���o����C�͑S���Ȃ���
359 �F���������R���N�F2010/04/24(�y) 16:52:53 ID:giVhUsmr
G�R�[�h�Ȃ�Ă������N���g��łȂ��ȁB
�����CAM�܂����B
�����CAM�܂����B
360 �F���������R���N�F2010/04/24(�y) 17:51:53 ID:qxEH5uIR
>>359
�}�~�X��r�����邽�߂ɂ��L�������
�}�~�X��r�����邽�߂ɂ��L�������
361 �F���������R���N�F2010/04/24(�y) 23:45:06 ID:wy+rcmgL
�n���u���̂��E�E�E
�h�����ȂO�����ȁB
�u���Ō�������Ǎ��E�Ńo�����X���B
���ʒu�v���}�C0.1�o���ɂ͎�u���͌������ȁB
�h�����ȂO�����ȁB
�u���Ō�������Ǎ��E�Ńo�����X���B
���ʒu�v���}�C0.1�o���ɂ͎�u���͌������ȁB
362 �F���������R���N�F2010/04/25(��) 00:08:53 ID:r6026AJf
>>359
�V�l���R�[�h���o�����Ȃ������͂����ɂ���Ǝv����B
������CAM���Ԃ���ꂽ�ꍇ���l����ƁA��ł����ł���ɂ��������Ƃ͂Ȃ��B
�X�Ɍ����ƁA�ėp��������ɂ��������Ƃ͂Ȃ��B
�[���͑҂��Ă���Ȃ��̂���w
���Ȃ݂ɉ��͒c�������[����Ȃ�����A��낵�イ�B
�V�l���R�[�h���o�����Ȃ������͂����ɂ���Ǝv����B
������CAM���Ԃ���ꂽ�ꍇ���l����ƁA��ł����ł���ɂ��������Ƃ͂Ȃ��B
�X�Ɍ����ƁA�ėp��������ɂ��������Ƃ͂Ȃ��B
�[���͑҂��Ă���Ȃ��̂���w
���Ȃ݂ɉ��͒c�������[����Ȃ�����A��낵�イ�B
363 �F���������R���N�F2010/04/25(��) 01:20:02 ID:PVk1sK3k
>>359,360
���H���ԁA�H��̓˂��o���ʂ�����̎Z�o�A
�H��ւ̕��ׂɉ��������葬�x�̕�Ȃ�
���H���Ԃ̒Z�k����S���̌�����傫���B
�R�[�h���K�v�Ȏ��͋@�B�d�l�ɍ��킹��
�|�X�g�v���Z�b�T�[�g�ގ�������
���H���ԁA�H��̓˂��o���ʂ�����̎Z�o�A
�H��ւ̕��ׂɉ��������葬�x�̕�Ȃ�
���H���Ԃ̒Z�k����S���̌�����傫���B
�R�[�h���K�v�Ȏ��͋@�B�d�l�ɍ��킹��
�|�X�g�v���Z�b�T�[�g�ގ�������
364 �F���������R���N�F2010/04/25(��) 02:32:50 ID:2I0tlUC4
���̒��ɂ͎����v���Ƃ������̂������Ă���ȁE�E�E�b�`�l�łȂ��Ƃ��o�b�������
�f�R�[�h�ϊ��͂Ȃ�Ƃł��Ȃ�̂���B
�o�������͖�L�ɒ��������̂��܂��B
�����̌����Ŏ�҂����łȂ������B
�f�R�[�h�ϊ��͂Ȃ�Ƃł��Ȃ�̂���B
�o�������͖�L�ɒ��������̂��܂��B
�����̌����Ŏ�҂����łȂ������B
365 �F���������R���N�F2010/04/25(��) 09:31:00 ID:R/WbGjVY
CAM���낤�������낤���d�v�ȕ��ɂ͗\�����I
�ƌ����Ă��A�̂��l�͔����Ă���Ȃ����('A`)���� Ų�� ��Ųցc
�ƌ����Ă��A�̂��l�͔����Ă���Ȃ����('A`)���� Ų�� ��Ųցc
366 �F���������R���N�F2010/04/25(��) 10:34:02 ID:hnPYLh08
�\���Ȃ����킯�Ȃ�
�n���͐܂ꂽ�甭��
���H�̓X�g�b�v
�n���͐܂ꂽ�甭��
���H�̓X�g�b�v
367 �F���������R���N�F2010/04/25(��) 13:48:35 ID:E8nxbZiL
>>366
�N�\�݂����ȉ�ЂȂ�
�N�\�݂����ȉ�ЂȂ�
368 �F���������R���N�F2010/04/25(��) 15:46:13 ID:dw0IKRgb
>>362
�������\�͂����̎�҂����n���ɂ��Ă�悤�ł͂܂��܂����ȁB
�l�b�A�������H�@�S���̎���ɂm�b�t���C�X���o���Ă��Ӗ��������悤�ɁA�ߋ��̈╨�ƂȂ���
�m����Z�p�������
�������\�͂����̎�҂����n���ɂ��Ă�悤�ł͂܂��܂����ȁB
�l�b�A�������H�@�S���̎���ɂm�b�t���C�X���o���Ă��Ӗ��������悤�ɁA�ߋ��̈╨�ƂȂ���
�m����Z�p�������
369 �F���������R���N�F2010/04/25(��) 15:58:15 ID:LRlVHzag
�ˑR�����ǘR��̍H����d���H�@������̂ɍH����ł����z���Ă��
���ʉC���ւ���Ȃ��́H
���ʉC���ւ���Ȃ��́H
370 �F���������R���N�F2010/04/25(��) 16:16:39 ID:qyyIuwA1
371 �F���������R���N�F2010/04/25(��) 16:17:26 ID:qyyIuwA1
>>369
�ǂ�ȋ@�B�������Ă��Ȃ��Ă����ʂ�
�ǂ�ȋ@�B�������Ă��Ȃ��Ă����ʂ�
372 �F���������R���N�F2010/04/25(��) 17:32:23 ID:LRlVHzag
>>371
���ʂ́H
���ʂ́H
373 �F���������R���N�F2010/04/25(��) 17:34:24 ID:qyyIuwA1
�H����͑S�ʋ։���������O
���Ȃ��Ƃ������͂���
���Ȃ��Ƃ������͂���
374 �F���������R���N�F2010/04/25(��) 17:35:00 ID:2I0tlUC4
���H��͋։��ł���
�i���͋x�e�����O�ł�
�i���͋x�e�����O�ł�
375 �F���������R���N�F2010/04/25(��) 20:28:03 ID:v2TJAMhR
���܂ǂ��H����Ń^�o�R�z���̂��c�B
376 �F���������R���N�F2010/04/25(��) 20:36:40 ID:hnPYLh08
���킦�^�o�R�Ńt���C�X��
�����O�܂ł�
�����O�܂ł�
377 �F���������R���N�F2010/04/25(��) 21:42:48 ID:mcv0+gLS
�G���h�~���̃J�^���O���Ăă{�[���G���h�~���ŕ��ʉ��H�}���ڂ��Ă���ł����ǁA
���̃{�[���G���h�~���Ȃ�ł��傤���E�E�H�t�F�C�X�~���ŃU�N�U�N�����̂��Ǝv���Ă���ł����B
���̃{�[���G���h�~���Ȃ�ł��傤���E�E�H�t�F�C�X�~���ŃU�N�U�N�����̂��Ǝv���Ă���ł����B
378 �F���������R���N�F2010/04/25(��) 22:21:39 ID:zWmlIQoo
���������ƂȂ�����
���ʎd�グ�Ńs�b�`�ׂ������č����x�ɉ��H����݂����ȉ��H��͌������Ƃ����
���ʎd�グ�Ńs�b�`�ׂ������č����x�ɉ��H����݂����ȉ��H��͌������Ƃ����
379 �F���������R���N�F2010/04/25(��) 22:28:25 ID:5HjYW7qD
�ʑe�x�͈����Ȃ邯�ǁA�����ڂ��ǂ��̂Ō떂�������B
380 �F���������R���N�F2010/04/25(��) 23:18:49 ID:AEgdA9+o
�C���ւ��E�E�E
�E�`�͒������ւł������B
�E�`�͒������ւł������B
381 �F���������R���N�F2010/04/25(��) 23:19:14 ID:Byk4t8lQ
�^�o�R�̃t�C�����͂Q�O�ʂŁA�c���������肵�āA���ɗ����B
382 �F���������R���N�F2010/04/25(��) 23:55:55 ID:dw0IKRgb
>>381
�悭����Ȃ���M���ł���ˁB���r�œ�������Ђ͂y�̍��W�n�ݒ�����ŋ���ł���Ă邯�ǃ`�L���ȉ���
�|���ĂƂĂ��^���ł��Ȃ���
�悭����Ȃ���M���ł���ˁB���r�œ�������Ђ͂y�̍��W�n�ݒ�����ŋ���ł���Ă邯�ǃ`�L���ȉ���
�|���ĂƂĂ��^���ł��Ȃ���
383 �F���������R���N�F2010/04/26(��) 08:13:13 ID:cSZxV0dA
���߂ăt�B���[�Q�[�W����
384 �F���������R���N�F2010/04/26(��) 12:28:27 ID:gryv/+eG
���߂ăV�b�N�l�X�e�[�v����
�ʏ�̓u���b�N�Q�[�W���c�[���E�v���Z�b�^
�ʏ�̓u���b�N�Q�[�W���c�[���E�v���Z�b�^
385 �F���������R���N�F2010/04/26(��) 12:50:53 ID:gVDgTHL8
�������̌���ł���u���b�N�Q�[�W�ɐn�Ă�̂͂܂�������
�Ǝv�������A�����p�Ƃ͕ʂɗp�ӂ��Ă���̂���
�Ǝv�������A�����p�Ƃ͕ʂɗp�ӂ��Ă���̂���
386 �F���������R���N�F2010/04/26(��) 15:17:05 ID:q2dMERMG
���P�O�̃G���h�~���̃V�����N���g���̂͂ǂ��H
�����͂����Ɛ��x���o�Ă邾�낤
�����͂����Ɛ��x���o�Ă邾�낤
387 �F���������R���N�F2010/04/26(��) 19:46:55 ID:Y48xnrux
��382
�c�����ˁA�܂��炤�̂߂�ǂ������Ƃ��́A����牽��������ς��Đc�o���B
�y���_���Ƃ��́A����Č��_�Ƃ邩�A���ՂȂ�A�ޗ����āA�t���C�X
�Ȃ�n�����Ă���A�n�������ĂČ��_�Ƃ邵�B
�ʂ��d�グ�Ă���Ƃ��́A���ł͂���Ō��_�Ƃ邵���Ȃ����낤�B
�R�s�[�p���Ȃ̎��̌����͂O�D�O�V������ł���Ă��B
�c�����ˁA�܂��炤�̂߂�ǂ������Ƃ��́A����牽��������ς��Đc�o���B
�y���_���Ƃ��́A����Č��_�Ƃ邩�A���ՂȂ�A�ޗ����āA�t���C�X
�Ȃ�n�����Ă���A�n�������ĂČ��_�Ƃ邵�B
�ʂ��d�グ�Ă���Ƃ��́A���ł͂���Ō��_�Ƃ邵���Ȃ����낤�B
�R�s�[�p���Ȃ̎��̌����͂O�D�O�V������ł���Ă��B
388 �F���������R���N�F2010/04/26(��) 23:31:34 ID:4T1yUnZl
�x�[�X�}�X�^�[�̂悤�ȑ������g��Ȃ����R��������
389 �F���������R���N�F2010/04/27(��) 00:25:35 ID:j2yqpFJt
�Ă����ꌤ�킵����p�̃u���b�N���o�����ꂵ�Đc��������Ă��B
����Č��_�o�������������Đ��m�����ǂˁB
�����g�����͂̓X�[�p�[�̃��V�[�g���}�C�N���ő����āc
390 �F���������R���N�F2010/04/27(��) 03:37:09 ID:anj1AK1L
>>388
���������������B
���������������B
391 �F���������R���N�F2010/04/27(��) 05:07:36 ID:KDoTCUQ8
392 �F���������R���N�F2010/04/27(��) 06:08:12 ID:/rH0/DxU
393 �F���������R���N�F2010/04/27(��) 10:27:39 ID:ia3on2QV
���O��_�o���Ȃ̂����������Ȃ̂��킩����
394 �F���������R���N�F2010/04/27(��) 10:58:27 ID:0VsqFFzq
�����̒��ԑ_���ł�
395 �F���������R���N�F2010/04/27(��) 12:55:45 ID:eW2GSX+p
���̐E����ĉ������̎q�����ł����H
�I�b�T�������̐E��ł͓��������Ȃ��̂�
�I�b�T�������̐E��ł͓��������Ȃ��̂�
396 �F���������R���N�F2010/04/27(��) 14:06:35 ID:1zIFbrX/
397 �F���������R���N�F2010/04/27(��) 15:05:23 ID:QZfbmDIo
�������̎q��߰��ųʳʁB
����茩��肾��( ߃�� )
����茩��肾��( ߃�� )
398 �F���������R���N�F2010/04/27(��) 20:00:17 ID:aP+9GWVM
399 �F���������R���N�F2010/04/27(��) 20:54:13 ID:ALqAg2HB
�r���オ���Ă���ƎВ��̖��i�炪�В����j��E�߂�ꂽ�肷�邗
400 �F���������R���N�F2010/04/27(��) 21:19:43 ID:HK+S+5F9
�S�̏W�܂肗
401 �F���������R���N�F2010/04/27(��) 22:25:24 ID:IaIFCiJd
�ǂ�ȂɊ撣���Ă��В��̖����ɔ��������Ƃ��S�������Ă����w
402 �F���������R���N�F2010/04/27(��) 23:29:46 ID:JeLNL02T
���S�O�P
�Ȃɂ���������͓����ɂ��ȁB
���v�����Ȃ��Ⴂ���Ȃ��Ƃ��������ϔO�ƁA�v�����݂Ō���������������ȁB
�Ȃɂ���������͓����ɂ��ȁB
���v�����Ȃ��Ⴂ���Ȃ��Ƃ��������ϔO�ƁA�v�����݂Ō���������������ȁB
403 �F���������R���N�F2010/04/27(��) 23:51:30 ID:ALqAg2HB
�����ϔO�Ȃ��@�����Ăǂ����邗
404 �F���������R���N�F2010/04/28(��) 09:42:27 ID:jrTlZbEy
�ł���ƒ��������̎q���ċ������܂����
405 �F���������R���N�F2010/04/28(��) 12:26:55 ID:lRwOlpZm
�Ⴂ�q�Ȃ��
406 �F���������R���N�F2010/04/28(��) 14:56:08 ID:ePIDSWXD
�O�p���������Θb���ł��v���O���~���O�ł��₵�˂���������
�����]�E����
�����]�E����
407 �F���������R���N�F2010/04/28(��) 15:03:14 ID:Y8hKgw6Y
>>406
�������̕����ɍs���̂��B�O�p������������[�����d�씃�����������Ǝv����
�������̕����ɍs���̂��B�O�p������������[�����d�씃�����������Ǝv����
408 �F���������R���N�F2010/04/28(��) 15:19:25 ID:ePIDSWXD
>>407
�����ƁA�X�s���h���̊O�`�A���A����ʎ��̂Ƃ���Ƃ��ŋ��
�ꉞsin,cos,tan�œd��g���ċ����Ă�����Ă�������ς蓪�ɓ����
��ԔF�m�\�͂��Ⴂ���������B�ʎ�聩�P�����Ɓ��Q�����������ł��H�H�H���ĂȂ銴��
���ƋC�����������炷�܂u�������́`�v���Ăǂ������Ӗ��ł̏������݁H
�����ƁA�X�s���h���̊O�`�A���A����ʎ��̂Ƃ���Ƃ��ŋ��
�ꉞsin,cos,tan�œd��g���ċ����Ă�����Ă�������ς蓪�ɓ����
��ԔF�m�\�͂��Ⴂ���������B�ʎ�聩�P�����Ɓ��Q�����������ł��H�H�H���ĂȂ銴��
���ƋC�����������炷�܂u�������́`�v���Ăǂ������Ӗ��ł̏������݁H
409 �F���������R���N�F2010/04/28(��) 16:36:09 ID:Y8hKgw6Y
>>408
����A���ӂ͂Ȃ����A�]�E���������ςȂ�Ȃ������Ď��B
���ɂ���Ă邩������Ȃ����ǁA��x�g�������̓������Ă����Ƃ�
�~����̓_�@Rsin(�� Rcos(�Ɓ@�Ƃ�
���Ƃ͍�}���Ă݂邵���Ȃ����Ȃ�
����A���ӂ͂Ȃ����A�]�E���������ςȂ�Ȃ������Ď��B
���ɂ���Ă邩������Ȃ����ǁA��x�g�������̓������Ă����Ƃ�
�~����̓_�@Rsin(�� Rcos(�Ɓ@�Ƃ�
���Ƃ͍�}���Ă݂邵���Ȃ����Ȃ�
410 �F���������R���N�F2010/04/28(��) 19:47:35 ID:DIH8Qdg6
�t�@�i�b�N�g���ĂĒ���̒l������ɒu������������Ƃ���l����H
����ԈႢ���Ȃ��H�ŋߓ�������E�E�E
����ԈႢ���Ȃ��H�ŋߓ�������E�E�E
411 �F���������R���N�F2010/04/28(��) 20:59:33 ID:eesgYOZU
��P�P�O�O�P=�T�Q�O�R�Ƃ��N�����v���O�����ɂ���Ă�̂����H
�֏掿��ł����܂��؍������
�ʑe�x�C�ɂ��Ȃ���i���ɍr���H�j
���������C���A���荂��
�ł����ł����H
�Ȃ������̌o���ł�
�S�[�[�[�[�I�I���ċ@�B�Ɛn�����ߖ����Ă遨�厲�I�[�o�[���C�h���Ƃ�
���肨�����Ȃ�������I�[�o�[���C�h�����Ă����Ȃ������E�E�E
�Ȃ�ł����H
�֏掿��ł����܂��؍������
�ʑe�x�C�ɂ��Ȃ���i���ɍr���H�j
���������C���A���荂��
�ł����ł����H
�Ȃ������̌o���ł�
�S�[�[�[�[�I�I���ċ@�B�Ɛn�����ߖ����Ă遨�厲�I�[�o�[���C�h���Ƃ�
���肨�����Ȃ�������I�[�o�[���C�h�����Ă����Ȃ������E�E�E
�Ȃ�ł����H
412 �F���������R���N�F2010/04/28(��) 21:55:30 ID:I3PR3UrM
�Ȃ���]�𗎂Ƃ��H
413 �F���������R���N�F2010/04/28(��) 22:00:54 ID:eesgYOZU
���[��A�_���ł��傤���H
1�n���肪���������Ă���������������@�B�̐U�����}�V�ɂȂ��Ă�C������̂ł�
1�n���肪���������Ă���������������@�B�̐U�����}�V�ɂȂ��Ă�C������̂ł�
414 �F���������R���N�F2010/04/28(��) 22:51:41 ID:DIH8Qdg6
���]��������čŋߌ��\�����܂���
��P�P�O�O�P=�T�Q�O�R�E�E�E�킩��Ȃ��ₗ
���ȊO�g���ĂȂ�����Ȃ�(�)��֥(�R)
����Y�ꂽ�ɂ�������Ƃ������悤��0.2���炢Z�|�����ɂ���Ă��Ȃ�
��P�P�O�O�P=�T�Q�O�R�E�E�E�킩��Ȃ��ₗ
���ȊO�g���ĂȂ�����Ȃ�(�)��֥(�R)
����Y�ꂽ�ɂ�������Ƃ������悤��0.2���炢Z�|�����ɂ���Ă��Ȃ�
415 �F���������R���N�F2010/04/28(��) 23:19:51 ID:GW6g3aYg
>>414
G10L11P1Rxxxx �Ȃ�ăv���O�����ɓ����Ă邩��
G10L11P1Rxxxx �Ȃ�ăv���O�����ɓ����Ă邩��
416 �F���������R���N�F2010/04/28(��) 23:51:49 ID:lpFSfByA
>>414
�N���ɃC�^�Y������ĂˁH
�N���ɃC�^�Y������ĂˁH
417 �F���������R���N�F2010/04/29(��) 01:09:34 ID:bI23+Bcr
418 �F���������R���N�F2010/04/29(��) 06:13:29 ID:i7C5tMNY
�����`�s�u�b�̃A�[���Ɏ�߂܂�Ăa�s�T�O�̎厲�ɓ��˂����܂ꂻ���ɂȂ���
�ł����Ƃ��O�S�S���Ď�������������
�ł����Ƃ��O�S�S���Ď�������������
419 �F���������R���N�F2010/04/29(��) 08:29:16 ID:rhTZZhXn
�厲�ɓ��˂����܂�đ̂��ƃN���N����ꂽ��_�������̂ɁB
���������Ƃ����ȁB
���������Ƃ����ȁB
420 �F���������R���N�F2010/04/29(��) 08:41:09 ID:udKnwD75
421 �F���������R���N�F2010/04/29(��) 10:42:03 ID:6a0UPxaB
���̂܂�M30�܂Ő����ăl�\���낗
422 �F���������R���N�F2010/04/29(��) 10:46:49 ID:CKhM5Ble
>>411
�t���C�X���H�͓˂��o���������Ƃ��Ȃ́A�n���著�� fz (mm/z) �������������
���肷��X���������ˁB
�n���著�� fz ���e�[�u������ Vf �� ��]�� N �� �L���n�� Zn
������A�e�[�u��������グ�邩�A��]����������ΐn���著��͏オ����Đ��@�B
�H��𒆓r���[�ɐH�������ĕs����ɂ�������A������x���[�N�ɋ��������t����
���ăC���[�W���ȁH
���Ƌ@�B�̐U�������Ƃ������邩���B
�t���C�X�̎��p�I�Ȍv�Z���Ƃ��́ASV�Ђ̃��[�U�[�����Z�p������q���ڂ����������ǁA
���N�̍ŐV�ł̓K�N�b�ƃ��x���������Ă��Ďc�O�B
�t���C�X���H�͓˂��o���������Ƃ��Ȃ́A�n���著�� fz (mm/z) �������������
���肷��X���������ˁB
�n���著�� fz ���e�[�u������ Vf �� ��]�� N �� �L���n�� Zn
������A�e�[�u��������グ�邩�A��]����������ΐn���著��͏オ����Đ��@�B
�H��𒆓r���[�ɐH�������ĕs����ɂ�������A������x���[�N�ɋ��������t����
���ăC���[�W���ȁH
���Ƌ@�B�̐U�������Ƃ������邩���B
�t���C�X�̎��p�I�Ȍv�Z���Ƃ��́ASV�Ђ̃��[�U�[�����Z�p������q���ڂ����������ǁA
���N�̍ŐV�ł̓K�N�b�ƃ��x���������Ă��Ďc�O�B
423 �F���������R���N�F2010/04/29(��) 11:13:44 ID:Da7hqdAu
�I�}�C���܂�GW�Ȃ�ĊÂ���ȁH
�������d���̐l
�m
�������d���̐l
�m
424 �F���������R���N�F2010/04/29(��) 11:51:59 ID:2B3E+eJ9
>>422���肪�Ƃ��I
425 �F���������R���N�F2010/04/29(��) 13:33:01 ID:Wl3VJe0a
�l4�`�l12�̃��[���^�b�v���͂��߂Ďg�����ǁB��]�������炢�ʼn����̂ł����H
426 �F���������R���N�F2010/04/29(��) 18:51:14 ID:i7C5tMNY
>>423
�m�V
�m�V
427 �F���������R���N�F2010/04/29(��) 19:55:11 ID:SIQV8k4k
��������x�݂Ƃ��E�E���Ɖɂȉ�������������
428 �F���������R���N�F2010/04/29(��) 23:50:33 ID:uc7kdN95
>>425
���ނ̍ގ��ɂ�邩���T�Ɍ����Ȃ����A���[�J�[�ɖ₢�����邩
WEB�T�C�g�ɍڂ��ĂȂ����ȁH���ƁA�N�[�����g�ɂ���Ă̓|�L�|�L�܂�邩�璍�ӂ�
���ނ̍ގ��ɂ�邩���T�Ɍ����Ȃ����A���[�J�[�ɖ₢�����邩
WEB�T�C�g�ɍڂ��ĂȂ����ȁH���ƁA�N�[�����g�ɂ���Ă̓|�L�|�L�܂�邩�璍�ӂ�
429 �F���������R���N�F2010/04/30(��) 23:07:39 ID:/xhOtapw
�ŋ߂��̋ƊE�ɓ����Ă������ǁA�c�Ƌx�o���G�O�C�ˁE�E�E
�����̎c��90���Ԓ������������B�x�݂��O�������Ȃ�����
���̂������A�ɂɂ������ł���͂������nj��\�����B�����Ė������d���ް�
�c�Ƌx�o���G�O�C�̂��āA���̋ƊE���S�̓I�ɂ���Ȋ����Ȃ�ł����ˁH
����Ƃ��E�`�̉�Ђ��G�O�C�����H
�����̎c��90���Ԓ������������B�x�݂��O�������Ȃ�����
���̂������A�ɂɂ������ł���͂������nj��\�����B�����Ė������d���ް�
�c�Ƌx�o���G�O�C�̂��āA���̋ƊE���S�̓I�ɂ���Ȋ����Ȃ�ł����ˁH
����Ƃ��E�`�̉�Ђ��G�O�C�����H
430 �F���������R���N�F2010/04/30(��) 23:14:01 ID:7xr2Nqgv
�ǁ[����H
�ł����͎d������Ƃ��ꂵ����
���Ԃ��̑��������邵
���Ȃ݂ɉ��͍����S�O���Ԏc�Ƃ�����
�����Ƃ������Ǝv���Ă��
�ł����͎d������Ƃ��ꂵ����
���Ԃ��̑��������邵
���Ȃ݂ɉ��͍����S�O���Ԏc�Ƃ�����
�����Ƃ������Ǝv���Ă��
431 �F���������R���N�F2010/04/30(��) 23:14:26 ID:9HYqRxtM
���Y�^���H�Ƃ̔߂��������ȁE�E�E
432 �F���������R���N�F2010/04/30(��) 23:35:54 ID:s/RsUe/J
���������h�����Ȃɂ��v�킸���R�ɂ���Ă����
���������h�����ォ��v�����̂���
���������h�����ォ��v�����̂���
433 �F���������R���N�F2010/04/30(��) 23:55:00 ID:9HYqRxtM
�S�O���Ԃ��z���Ă���Ǝd���ȊO�̐l�ԊW���ɂȂ��Ă����Ǝv���B
�����ǂ����Ƃƍl���邩�A�}�Y�C���Ƃƍl���邩�͐l�ɂ��B
���̓}�Y�C���Ƃ��Ǝv���B
�����ǂ����Ƃƍl���邩�A�}�Y�C���Ƃƍl���邩�͐l�ɂ��B
���̓}�Y�C���Ƃ��Ǝv���B
434 �F���������R���N�F2010/05/01(�y) 00:06:56 ID:80Bg8lkh
���͋x�݂̓��͎�����ŃN�\���ĐQ�邾��
������d�����ē��Ƒ̂����Ă���ق����[����������𑗂��
�Ȃ�����8���ԂłP�T�O�O�O������炦��Ȃ�劽�}����
������d�����ē��Ƒ̂����Ă���ق����[����������𑗂��
�Ȃ�����8���ԂłP�T�O�O�O������炦��Ȃ�劽�}����
435 �F���������R���N�F2010/05/01(�y) 01:20:49 ID:Kfgrkw2j
�����Ŗ����Ƃ��Ă郁�������ƍ����͂T�OH�z������B
�ł����i�͂R�OH���x����B
�x�݂R���A�X�OH�c�Ƃ��ĂȂ����Ȃ����H
�������͕��ʂɍ������P�T�ԂقǘA�x�������
�����Ƃ����������ė]���C���B
��Ђ̐��Վ�ăo�C�N�̕��i�ł�����ė������ȁA�ƁB
�ł����i�͂R�OH���x����B
�x�݂R���A�X�OH�c�Ƃ��ĂȂ����Ȃ����H
�������͕��ʂɍ������P�T�ԂقǘA�x�������
�����Ƃ����������ė]���C���B
��Ђ̐��Վ�ăo�C�N�̕��i�ł�����ė������ȁA�ƁB
436 �F���������R���N�F2010/05/01(�y) 02:48:12 ID:uF+Mkh7Z
�����͏T�x2���͂قڊm���Ɋm�ۂŎc�Ƃ͂܂��ǂ�Ȃɒ����Ă�4-5���Ԃ���
�����ʓy�j�o��̂�������O���炢�ɂȂ�Ȃ�2���ɂȂ邾��
2���ł���Ȃ炵�傤���Ȃ�����
�����̓s�[�N�̎���3����3���Ԏc�Ƃ̓f�t�H��������
�����ʓy�j�o��̂�������O���炢�ɂȂ�Ȃ�2���ɂȂ邾��
2���ł���Ȃ炵�傤���Ȃ�����
�����̓s�[�N�̎���3����3���Ԏc�Ƃ̓f�t�H��������
437 �F���������R���N�F2010/05/01(�y) 21:44:13 ID:de6bB6IY
���ʂR��ゾ�Ǝc�Ƃł��Ȃ���Ȃ��́H
438 �F���������R���N�F2010/05/01(�y) 21:49:56 ID:uF+Mkh7Z
�悤�₭��������GW��ܯβ
����ς�90���Ԃ͂�����Ƒ�������݂����ˁE�E�E
�ꉞ������㐧�ł���Ă邯�ǁA��ŏo�Ă���̂͐��l�������������������Ȃ̂���
�܂��A�d�����̂͂������낢�Ǝv�����A�c�Ƒ�������Əo�邩��܂���������
���łɋ����Ă��炦��Ɗ�������ł����ǁA�F���^���Ăǂ̂��炢�Ȃ�ł��H
���̐�̃��`�x�[�V�����̂��Ƃɂ��Ȃ��ō����x���Ȃ�������Ă�������
���Ȃ݂Ɏ����́A26�E���o���Ŏn�߂�3�����ځE90H�c�ƁE�x�o5��ő��x��������24���炢
����ς�90���Ԃ͂�����Ƒ�������݂����ˁE�E�E
�ꉞ������㐧�ł���Ă邯�ǁA��ŏo�Ă���̂͐��l�������������������Ȃ̂���
�܂��A�d�����̂͂������낢�Ǝv�����A�c�Ƒ�������Əo�邩��܂���������
���łɋ����Ă��炦��Ɗ�������ł����ǁA�F���^���Ăǂ̂��炢�Ȃ�ł��H
���̐�̃��`�x�[�V�����̂��Ƃɂ��Ȃ��ō����x���Ȃ�������Ă�������
���Ȃ݂Ɏ����́A26�E���o���Ŏn�߂�3�����ځE90H�c�ƁE�x�o5��ő��x��������24���炢
440 �F���������R���N�F2010/05/01(�y) 22:57:53 ID:uF+Mkh7Z
441 �F���������R���N�F2010/05/01(�y) 23:23:47 ID:DckBpsx6
�c�Ɩ����Ȃ����10�����x���H
�c��1h��1000�~
�x�o1����1��
�ōl���Ă��ُ�ȃ��x���B
�c��1h��1000�~
�x�o1����1��
�ōl���Ă��ُ�ȃ��x���B
442 �F���������R���N�F2010/05/02(��) 11:37:31 ID:Iag9xZ+r
�|���J�[�{�l�C�g���ăN�[�����g
���t���������H
���t���������H
443 �F���������R���N�F2010/05/02(��) 20:19:12 ID:m39xM2S2
�|���J�g�͖����ŕω�����
�������R�[�e�B���O�̉\��������
�A�N���������C������PET�͊ۂ܂�ˁc
�������R�[�e�B���O�̉\��������
�A�N���������C������PET�͊ۂ܂�ˁc
444 �F���������R���N�F2010/05/02(��) 20:31:27 ID:AgohTR3S
��[�ށA����ς�����ł���
�܂����p���ԂŎ������Ȃ��ǁA������750�~�Ȃ�ł���
�ʐڂŎ����������Ƃ��͐����L�c�C�Ǝv�������ǁA���N�ȏ㖳�E��Ԃ������Ă����A�ʐڂ������Ă����肾���������ґ�������Ă��Ȃ��Ȃ����Ċ�����
�o�������̃Y�u�̑f�l�ł����邵��
���Ј��o�p�Ŋ�{��15���ɂȂ���Ęb�ł���
�ڈ��Ƃ��Ă͑��30���O��͊��҂ł������Ȃ�ł�����
�����オ��悤�撣���ĕ����܂�
�����b�ɂȂ�܂���
�܂����p���ԂŎ������Ȃ��ǁA������750�~�Ȃ�ł���
�ʐڂŎ����������Ƃ��͐����L�c�C�Ǝv�������ǁA���N�ȏ㖳�E��Ԃ������Ă����A�ʐڂ������Ă����肾���������ґ�������Ă��Ȃ��Ȃ����Ċ�����
�o�������̃Y�u�̑f�l�ł����邵��
���Ј��o�p�Ŋ�{��15���ɂȂ���Ęb�ł���
�ڈ��Ƃ��Ă͑��30���O��͊��҂ł������Ȃ�ł�����
�����オ��悤�撣���ĕ����܂�
�����b�ɂȂ�܂���
446 �F���������R���N�F2010/05/03(��) 03:14:59 ID:1U8HXwVu
���p���ԂɎc�Ƃ�点�Ă�̂��悗����
�ԈႢ�Ȃ��u���b�N�����A�܁[���̂�������������[�Ȃ����
���Ј��ɂȂ�����������Ƌ����オ�邾�낤��
���ꂾ�����Ȃ��Ă��Ȃ���v���Ǝv����
�ԈႢ�Ȃ��u���b�N�����A�܁[���̂�������������[�Ȃ����
���Ј��ɂȂ�����������Ƌ����オ�邾�낤��
���ꂾ�����Ȃ��Ă��Ȃ���v���Ǝv����
447 �F���������R���N�F2010/05/03(��) 09:35:01 ID:nvdnlYZS
�Ƃ肠�����o����ŁA3�N���������Еς�������������
�w�^����ƁA���̑O�ɉ�Ђ��Ȃ��Ȃ��Ă邩�������
�w�^����ƁA���̑O�ɉ�Ђ��Ȃ��Ȃ��Ă邩�������
448 �F���������R���N�F2010/05/03(��) 10:20:20 ID:D2bDwJh/
>>442
�����Ŏg���Ă�J�X�g���[���̃A���[�\��B�i���n���j���ƍd���H�H������B
�������̂ł��Ȃ��Ȃ����ȁB���̖��g���ĂȂ�����킩��ǁB
�����Ŏg���Ă�J�X�g���[���̃A���[�\��B�i���n���j���ƍd���H�H������B
�������̂ł��Ȃ��Ȃ����ȁB���̖��g���ĂȂ�����킩��ǁB
449 �F���������R���N�F2010/05/03(��) 13:33:04 ID:dZ+fOskX
�N��A��E�Ȃ��A���ԊO90h�Ŏ���35���炢�����ꂶ��ˁH
450 �F���������R���N�F2010/05/03(��) 16:08:43 ID:Lo0Wl4m2
���ԊO�X�O�����قǑ����Ƃ��Ȃ莀�˂邗
451 �F���������R���N�F2010/05/03(��) 20:58:08 ID:3v7ENIHR
>>450
�����͏オ��Ȃ���ȁE�E�E
�Z�т� �ނ��� �Ȃ݂ʂł܂��͂͂������肾���A��R�̎r�݉z���Ă��Đ����l���ς��ς����
�x�g�i���푈�̋A�Ҏ҂��Ă���Ȋ����Ȃ̂��ȂƎv��
�����͏オ��Ȃ���ȁE�E�E
�Z�т� �ނ��� �Ȃ݂ʂł܂��͂͂������肾���A��R�̎r�݉z���Ă��Đ����l���ς��ς����
�x�g�i���푈�̋A�Ҏ҂��Ă���Ȋ����Ȃ̂��ȂƎv��
452 �F���������R���N�F2010/05/04(��) 00:19:31 ID:jd+KNdz/
453 �F���������R���N�F2010/05/04(��) 05:17:57 ID:dYDCyUEz
���������Ă�̂������Ȃ̂������ȊO�̉����Ȃ̂��悭������Ȃ��͂Ȃ�ȁB
�Ƃ�����x���ׂ̗͑͂̉̈ɐQ�ĉ߂����B�x�����������Ƃ��ɂ���Ɣ�������
�ɍs�����炢�B
�Ƃ�����x���ׂ̗͑͂̉̈ɐQ�ĉ߂����B�x�����������Ƃ��ɂ���Ɣ�������
�ɍs�����炢�B
454 �F���������R���N�F2010/05/04(��) 08:31:06 ID:eLsiOHEx
�x���ɑ̒������₷���B
�������d���Œ����Ԏc�Ƃ����肵�Ă��̒��͗ǂ��܂܁B
�~�܂�Ǝ��ʂ݂����ȁB
�������d���Œ����Ԏc�Ƃ����肵�Ă��̒��͗ǂ��܂܁B
�~�܂�Ǝ��ʂ݂����ȁB
455 �F���������R���N�F2010/05/04(��) 09:16:07 ID:MWNqY4Ns
�T7���̂����x��2����3�L��������5���Ŗ߂銴��
456 �F���������R���N�F2010/05/04(��) 18:33:21 ID:c2xAm+bf
���̒��q�Ȃ�A�x�ݖ����ɊԂɍ�������������
���߂ɏオ�邩�c
���߂ɏオ�邩�c
457 �F���������R���N�F2010/05/04(��) 20:46:05 ID:ifqq/ppF
���Ǝ���
���A���\�d���������i����̖�1.5�{�j
�ł������l���ċ���������ł���ˁH
���{�l�������l�ɃR�X�g�ŏ��Ƃ��Ǝv�������̂ǂ̂��炢�̑����Ŏd����������ł����H
���ƃA�����J�A�����l�͎d�����K�����ĕ��������ǂق�Ƃ��ł����H
���A���\�d���������i����̖�1.5�{�j
�ł������l���ċ���������ł���ˁH
���{�l�������l�ɃR�X�g�ŏ��Ƃ��Ǝv�������̂ǂ̂��炢�̑����Ŏd����������ł����H
���ƃA�����J�A�����l�͎d�����K�����ĕ��������ǂق�Ƃ��ł����H
458 �F���������R���N�F2010/05/04(��) 20:58:02 ID:etXTtA4J
�����{�l�������l�ɃR�X�g�ŏ��Ƃ��Ǝv������
����
����
459 �F���������R���N�F2010/05/04(��) 21:02:55 ID:VLXCgBPZ
�����͍L������s���L�������ǁA�����Ă��������ςS���~���炢�炵��
http://www.777money.com/torivia/torivia4_4.htm
���ۂ͒n�捷�╽�ςƍŕp�l�̍��Ƃ��ŁA�����ƈ����͂�
10�{���炢������Ȃ�Ƃ��H
�܂��A���͂����ƈ����x�g�i���Ƃ��ɍH������ĂĂ�炵������
http://www.777money.com/torivia/torivia4_4.htm
���ۂ͒n�捷�╽�ςƍŕp�l�̍��Ƃ��ŁA�����ƈ����͂�
10�{���炢������Ȃ�Ƃ��H
�܂��A���͂����ƈ����x�g�i���Ƃ��ɍH������ĂĂ�炵������
460 �F���������R���N�F2010/05/04(��) 21:03:32 ID:ifqq/ppF
�����Ȃ[
�ł��ǂ��Ȃ�
���{�œ��{�l�̖��o���̃��c���P���狳����̂�
�����Œ����l�̖��o���̃��c��������̂��āA�ǂ�����������
�Ȃ����̉�ЁA�x�g�i���l���ق��炵���̂ŋC�ɂȂ����B
�ł��ǂ��Ȃ�
���{�œ��{�l�̖��o���̃��c���P���狳����̂�
�����Œ����l�̖��o���̃��c��������̂��āA�ǂ�����������
�Ȃ����̉�ЁA�x�g�i���l���ق��炵���̂ŋC�ɂȂ����B
461 �F���������R���N�F2010/05/04(��) 21:06:30 ID:jd+KNdz/
�^�C�H��o���ɂȂ�����
460�̋^�₪���������B
�������ʖ�Ƃ͂����A���t���ʂ��Ȃ��̂�
��������낤���B
460�̋^�₪���������B
�������ʖ�Ƃ͂����A���t���ʂ��Ȃ��̂�
��������낤���B
462 �F���������R���N�F2010/05/04(��) 21:08:32 ID:ifqq/ppF
�W�Ȃ���������O�̉�ЂŃC���h�l�V�A�l��
���{��3�����Ń}�X�^�[���ĕ��ʂɉ��Ƃ���ׂ�����V�肵�Ă�
���ٓI����ˁE�E�B
���{��3�����Ń}�X�^�[���ĕ��ʂɉ��Ƃ���ׂ�����V�肵�Ă�
���ٓI����ˁE�E�B
463 �F���������R���N�F2010/05/04(��) 21:19:35 ID:VLXCgBPZ
�̂̓��{�ł�������A
�A�����J������֒P�g��э���ʼn҂��ł�悤�Ȃ���
����Ȃ�̔\�͂ƈӎv�������܂���
�A�����J������֒P�g��э���ʼn҂��ł�悤�Ȃ���
����Ȃ�̔\�͂ƈӎv�������܂���
464 �F�}�ꋞ��=�Q�����E���c=���a��=�T�b���A���F2010/05/05(��) 04:43:36 ID:C+PudOzX
�Q�����˂�͓}�ꋞ��̐����_�H�쏊�Ƃ��č���Ă�B����I��P�W�߂��ړI�B
���N�̂V�����瓌���ɂ���l���b�g�J�t�F�͂��ׂĉ�����ɂȂ�܂��B�����������݂ł��Ȃ��Ȃ�܂����B
�x���@���A���_��(���ꋞ��)��T�b���A���̂��߂ɃC���^�[�l���b�g�J�t�F�K��������B
�y�r�c���� (��) �@�}�C���h�R���g���[���z��
�E����E��펞�A���c�̂Ȃ��h�C�c�ɐΖ���̔����Ă����̂́A�p�������x�z���̐Ζ���ЁB
�E�A�����J�R����u���{�̐������ɂ͉��f�������Ă�̂ň��߂Ȃ��v�ƌ���ꂽ�B
�f�g�p�̃}�b�J�[�T�[�����{�l����炷���߂ɐ������ɉ��f����ꂽ�B�Â������ǂ���n����������A
�_���L�@�����Ɖ��f���������A�g���n�����^����MX�����ғł̌����ɂ��Ȃ��Ă���B
�E����F���̃I�E�������{���O�ɁA�x�@�������r�c�Ɂu�ŏ��̋@���������T�O������P�T�O�������ʂ����v�Ƃ������B
�������̎x�z�҃O���[�v���u���{��`�v�Ɓu���Y��`�v�����o��������
���̃A�W�A�ŁA�����m���z���đ嗤���Y���ƒ��ځu�Λ��v�ł��A������ȌR�́u���_�v�ƂȂ蓾��̂́A
���{�����Ȃ������B���̂��߂̋�̓I�Ȑ�̎{�A���̎l�������B
�P�D����I�Ȃ�点�ٔ��ł���ɓ��R���ٔ�(�����ٔ�)�@�Q�D�f�g�p�쐬�̓��{���@�̉�����
�R�D��V�O�O�O���ɂ��̂ڂ���j�E�헪���}���̕����@�@�S�D�����Ȍ��{�̐�
�]���~���͂�����u�푈�ƍߏ��v���O����(�푈�ƍߎ��m��`�v��)�Ɋ�Â�����̐���v�Ǝw�E���Ă���B
http://megalodon.jp/2010-0402-0207-39/jb��bs.li��vedoor.jp/b��bs/read.cgi/study/368/1��074780696/156-163
�����ܓ��{�̎x�z�҂̓T�b���A��(���������A�R����)�̓c�Ɏ������ł��B���{�͂��܂��ɕ��ƎЉ�ł���
�E������b�A�呠��b�A�O����b������A�x�@�A���q���̗��g�b�v�͎��������A�R�����A ���m���A
���ꌧ�A ���茧�o�g�҂���ł��B�����{���̓T�b���A����A�����J�̂��߂̑{���ł��B
�ڍ� http://megalodon.jp/2010-0406-1616-37/anchorage.2ch.net/test/read.cgi/siberia/1270526809/2-4
� ��http://www.kyudan.com/column/keibatu.htm
�V�Q�����˂�
http://megalodon.jp/2010-0505-0028-11/jbbs.livedoor.jp/bbs/read.cgi/school/1381/1248878879/746
���N�̂V�����瓌���ɂ���l���b�g�J�t�F�͂��ׂĉ�����ɂȂ�܂��B�����������݂ł��Ȃ��Ȃ�܂����B
�x���@���A���_��(���ꋞ��)��T�b���A���̂��߂ɃC���^�[�l���b�g�J�t�F�K��������B
�y�r�c���� (��) �@�}�C���h�R���g���[���z��
�E����E��펞�A���c�̂Ȃ��h�C�c�ɐΖ���̔����Ă����̂́A�p�������x�z���̐Ζ���ЁB
�E�A�����J�R����u���{�̐������ɂ͉��f�������Ă�̂ň��߂Ȃ��v�ƌ���ꂽ�B
�f�g�p�̃}�b�J�[�T�[�����{�l����炷���߂ɐ������ɉ��f����ꂽ�B�Â������ǂ���n����������A
�_���L�@�����Ɖ��f���������A�g���n�����^����MX�����ғł̌����ɂ��Ȃ��Ă���B
�E����F���̃I�E�������{���O�ɁA�x�@�������r�c�Ɂu�ŏ��̋@���������T�O������P�T�O�������ʂ����v�Ƃ������B
�������̎x�z�҃O���[�v���u���{��`�v�Ɓu���Y��`�v�����o��������
���̃A�W�A�ŁA�����m���z���đ嗤���Y���ƒ��ځu�Λ��v�ł��A������ȌR�́u���_�v�ƂȂ蓾��̂́A
���{�����Ȃ������B���̂��߂̋�̓I�Ȑ�̎{�A���̎l�������B
�P�D����I�Ȃ�点�ٔ��ł���ɓ��R���ٔ�(�����ٔ�)�@�Q�D�f�g�p�쐬�̓��{���@�̉�����
�R�D��V�O�O�O���ɂ��̂ڂ���j�E�헪���}���̕����@�@�S�D�����Ȍ��{�̐�
�]���~���͂�����u�푈�ƍߏ��v���O����(�푈�ƍߎ��m��`�v��)�Ɋ�Â�����̐���v�Ǝw�E���Ă���B
http://megalodon.jp/2010-0402-0207-39/jb��bs.li��vedoor.jp/b��bs/read.cgi/study/368/1��074780696/156-163
�����ܓ��{�̎x�z�҂̓T�b���A��(���������A�R����)�̓c�Ɏ������ł��B���{�͂��܂��ɕ��ƎЉ�ł���
�E������b�A�呠��b�A�O����b������A�x�@�A���q���̗��g�b�v�͎��������A�R�����A ���m���A
���ꌧ�A ���茧�o�g�҂���ł��B�����{���̓T�b���A����A�����J�̂��߂̑{���ł��B
�ڍ� http://megalodon.jp/2010-0406-1616-37/anchorage.2ch.net/test/read.cgi/siberia/1270526809/2-4
� ��http://www.kyudan.com/column/keibatu.htm
�V�Q�����˂�
http://megalodon.jp/2010-0505-0028-11/jbbs.livedoor.jp/bbs/read.cgi/school/1381/1248878879/746
465 �F���������R���N�F2010/05/05(��) 08:08:10 ID:p4FpAT3U
466 �F���������R���N�F2010/05/06(��) 19:16:06 ID:KtpXANVm
���̉�Ђ��{�C�ł�����ɂ���
467 �F���������R���N�F2010/05/06(��) 20:31:08 ID:QPW/rTJj
>>466
�ǂ�Ȋ����Ȃ́H
�ǂ�Ȋ����Ȃ́H
468 �F���������R���N�F2010/05/06(��) 23:20:42 ID:ILiBwLPW
�}�L�m��IQ�g���Ă�l���܂��H
469 �F���������R���N�F2010/05/07(��) 00:48:53 ID:cG7U1W1+
�c�Ƃ�1��48���Ԃ��炢�Ȃ��Ƃł��Ȃ��[���̂��̂C�ő�ʂɂԂ�����ł���B
�����������ĊO���ɏo���Ȃ��B
�����������ĊO���ɏo���Ȃ��B
470 �F���������R���N�F2010/05/07(��) 01:30:15 ID:SZ11I+IW
�����̃C���h�l�V�A���猤�C�ɗ��Ă�z���������B
������낤�Ǝv���čޗ��Ɛ}�ʂ�u���Ă�������A��ŗ����z���i����Ċ��������Ă��B
�����y���[�A�Ă߁[�i����
�����b�Șb�����A�O�ɃC���h�l�V�A�ɋA�����z��3�N��500���~���߂��炵���B
���̊��Z���[�g���ƌ������ʼnƂ�10�����B
������낤�Ǝv���čޗ��Ɛ}�ʂ�u���Ă�������A��ŗ����z���i����Ċ��������Ă��B
�����y���[�A�Ă߁[�i����
�����b�Șb�����A�O�ɃC���h�l�V�A�ɋA�����z��3�N��500���~���߂��炵���B
���̊��Z���[�g���ƌ������ʼnƂ�10�����B
471 �F���������R���N�F2010/05/07(��) 02:22:33 ID:EgnxDLbI
���[�ق�Ƃɂ������{�̓_��������
�Z�p�͒b������O����o���Ĕ�яo�����ق����������������
���̑��h�����i�ł����ŋ߁A���ʖ郀�[�h�������
�Z�p�͒b������O����o���Ĕ�яo�����ق����������������
���̑��h�����i�ł����ŋ߁A���ʖ郀�[�h�������
472 �F���������R���N�F2010/05/07(��) 09:24:29 ID:Z1M6qILG
�ʕ����ʎY�͌i�C�����Ƃ��Ă��P���͏オ��Ȃ��B
���߂̂����f��
���߂̂����f��
473 �F���������R���N�F2010/05/07(��) 18:29:21 ID:ta9LSiPD
�� ���{�l�������l�ɃR�X�g�ŏ��Ƃ��Ǝv������
�� �ǂ̂��炢�̑����Ŏd����������ł����H
�^�_���������Ȃ��ȁB����ł��[���̑����ɏ��ĂȂ��B���|�I�卷�ŕ����Ă�B���ꂪ����
�� �ǂ̂��炢�̑����Ŏd����������ł����H
�^�_���������Ȃ��ȁB����ł��[���̑����ɏ��ĂȂ��B���|�I�卷�ŕ����Ă�B���ꂪ����
474 �F���������R���N�F2010/05/07(��) 20:35:19 ID:/fzgb9TT
�S�ē��{���̕��i�ŁA���̕��i��S�ē��{�l�����H����
�Ȃ������{�l���g�ݗ��Ă���APC���Ċ�炭�炢���邾�낤
�Ȃ������{�l���g�ݗ��Ă���APC���Ċ�炭�炢���邾�낤
475 �F���������R���N�F2010/05/07(��) 21:33:15 ID:qoaUO4TG
���������C���e�����ē��{��CPU�̐������C�������Ă������H
476 �F���������R���N�F2010/05/07(��) 22:36:40 ID:YdlmxhD1
BIOS�ǂ��납�\������o���Ȃ�PC�Č��ƕ����Ĕ��ł��܂���
477 �F���������R���N�F2010/05/08(�y) 02:06:12 ID:HPZgfAey
�����A������������ł��Ђɋ߂Ă鍁��t���Ă���H
478 �F���������R���N�F2010/05/08(�y) 04:25:24 ID:BNwU0eqw
>>475
����킯�������낗
����킯�������낗
479 �F���������R���N�F2010/05/08(�y) 19:09:43 ID:M3tQsXYV
OS��TRON�ŋX����
480 �F���������R���N�F2010/05/09(��) 19:49:12 ID:H7f/jBRb
���Ƃ��Ԃɍ��������c
���傭��[�i�s���Ă���
���傭��[�i�s���Ă���
481 �F���������R���N�F2010/05/09(��) 21:13:03 ID:LZe+Hnka
4�N�ڂɂ��Ă悤�₭��l�O���ۂ��Ȃ��Ă���
�����ċS��������i�����̓c���f�����ƒm����
������ƖG���Ă������I
�����ċS��������i�����̓c���f�����ƒm����
������ƖG���Ă������I
482 �F���������R���N�F2010/05/09(��) 22:21:50 ID:Fv5ZQWGP
����ϖ���3�N�ڂɂ����Ɏ��юc���邩�A����ȁE�E
483 �F���������R���N�F2010/05/10(��) 09:59:18 ID:928xaO/G
�c���f����i���E�E�E
�������͏�Ƀc���c������B
�ł������Ȃ��Ɗ��Ⴂ����
�u����Ȃ��Ƃ��m��Ȃ��̂��v�I�Ȕ�����
�₽��Ƃ��邩����邨�B
�m��Ȃ��̂Ɍ���Ă�̂͏��O�c�B
�������͏�Ƀc���c������B
�ł������Ȃ��Ɗ��Ⴂ����
�u����Ȃ��Ƃ��m��Ȃ��̂��v�I�Ȕ�����
�₽��Ƃ��邩����邨�B
�m��Ȃ��̂Ɍ���Ă�̂͏��O�c�B
484 �F���������R���N�F2010/05/10(��) 17:26:51 ID:H6++SBwz
�u����Ȃ��Ƃ�m��Ȃ����Ƃ��m��Ȃ��̂��i�v�Q�����v
���Č����Ƃ����B
���Č����Ƃ����B
485 �F���������R���N�F2010/05/10(��) 19:33:14 ID:XvqXH0Ly
������i�ɂ߂��肠����K������ȁB
�E���R�݂����ȏ�i���Ǝ������}�V�Ɏv����B
�E���R�݂����ȏ�i���Ǝ������}�V�Ɏv����B
486 �F���������R���N�F2010/05/10(��) 22:35:52 ID:NJ9nB7xy
������d������ks
487 �F���������R���N�F2010/05/10(��) 23:14:48 ID:H6++SBwz
��i�̃J�E���Z�����O���͋��^�Ƃ͕ʗ����Œ����܂���
488 �F���������R���N�F2010/05/11(��) 19:05:26 ID:abmQAL9o
�͂��͂��A��Ƃ��Ƃ�
489 �F���������R���N�F2010/05/11(��) 19:07:43 ID:6X+SDyCK
�~����3�Ńw���J���؍���!!
490 �F���������R���N�F2010/05/11(��) 19:13:28 ID:aaCCcINk
�͂��͂��o�u���o�u��������
491 �F���������R���N�F2010/05/11(��) 19:38:03 ID:f6cACGmb
���悢��E�`�����C�L�^�[�[�[�[�I�I
���܂���ɕ����������A��Ђ̃o�b�h�G���f�B���O����
�Ɛш��������[�h����������]�ސE����肪���遨������������Ƃ̏I��
�ł����́H
���܂����C�x���g�Ƃ��������āI
���܂���ɕ����������A��Ђ̃o�b�h�G���f�B���O����
�Ɛш��������[�h����������]�ސE����肪���遨������������Ƃ̏I��
�ł����́H
���܂����C�x���g�Ƃ��������āI
492 �F���������R���N�F2010/05/11(��) 20:07:09 ID:EMkovjyA
������ˑR�o�Ђ���ƁA��Ђ̓�����ɒ��莆�����Ă�����
���|�����ĂĒ��ɓ���Ȃ��Ȃ��B
���R�В��Ƃ͘A������������
���|�����ĂĒ��ɓ���Ȃ��Ȃ��B
���R�В��Ƃ͘A������������
493 �F���������R���N�F2010/05/11(��) 23:40:36 ID:pnqDHlNj
494 �F���������R���N�F2010/05/11(��) 23:44:51 ID:aaCCcINk
���̂����ɎВ����ɂ�����E�E�E��
tp://www.pi-pi.com/syouhin_KAZ-110(NO_VOX).htm
tp://www.pi-pi.com/syouhin_KAZ-110(NO_VOX).htm
495 �F���������R���N�F2010/05/12(��) 12:34:22 ID:Mb8gqcuz
>>491
�����Ə��ԓ��߂���Ȋ���
�������Ƃ���͎В���������>>492�݂����ɂȂ�
���ƁA���I�⏕���Ă��Ђ͂ǂ�ȂɋƐш����Ă��V���V���Ј��̂��Ă邩��W�W�����ɂȂ�Ȃ��\��������
�����Ə��ԓ��߂���Ȋ���
�������Ƃ���͎В���������>>492�݂����ɂȂ�
���ƁA���I�⏕���Ă��Ђ͂ǂ�ȂɋƐш����Ă��V���V���Ј��̂��Ă邩��W�W�����ɂȂ�Ȃ��\��������
496 �F���������R���N�F2010/05/12(��) 16:15:45 ID:TRifjiqg
497 �F���������R���N�F2010/05/12(��) 17:33:52 ID:cG6VsjD4
�@�@�@�@�@�@�@�@�@__ , --------�@�__
�@�@�@�@�@�@, - ':::::::::::::::::::::::::::::::::::::::::�_
�@�@�@�@ �^ �G;;;;;;::::::::::::::::::::::::::::::::;;;;;;;;;;;;;;�_
�@�@�@ /,,�G,,,,,�@ �G;;;;;;;;;;;;;;;;;;;;;;;;;;;;;�G�@�@,,,,,,,�G:::��
�@�@ / :::::::::;�G,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,�G:::::::::::::::�R
�@�@ i�:::;:::::||::::::ii:::::::::::||::::::::::::::::::;:::::::::::::::::::::::::::�i
�@�@i�::::|;;;;| |;;;;| |::::::::::| |:::::::::::::::::||:::::::::::::::::::::::::::::|
�@. i�::::::i�@�@�@�@ '''''''''''�@'������' |;;;;;;;;;;::::::::::::::::::::|
�@ .|:::::::|,-====-�L�@�@ށR,,,,,,,,,,,,�A�@�@�@�@|:::::::::::::::::::|
�@ |;::::::::|,-----��@�@�@�@~�j�j,,_`�@ �@�@|:::::::::::::::::::|
�@�@�M�R�i�@(�i�LɁ@�@�@�@�@�L��,, � '�@�@ �@|;;;::::::::::::::/�@�@�@�Ȃ�ŁA�^�b�v�����܂���H
�@�@.�@�@ i�@^~~~�[==-- �@�['-+��@�@ �@ / �-�;;;;/
�@�@�@�@ {�@�@�@�@�@ �R�T�@�@�@�@�@�@�@�@ �@'-'~�m
�@�@�@�@�Ɂ@�@ ''���'''-''---��@�@ �@�@�@�@/-'^
�@�@�@�@�@�R,�@�@�@�@^~^�@�@�@�@�@�@�@�@ (
�@�@�@�@�@/ �@�M�� ��@�@�@�@ , -�@�@�@/^l
�@�@�@�@ |�@�@ /( Ɂ@�M''''''�L~�@ __, - '�@ �i�
�@�@�@�@{�@ / �^|�P�P�P�P�@�@�@_,- '�N }
�@�@�@�@{/�@/�@�@ށ[��������'~�@�@ �_|
�@�@�@ /�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�R�@ �_
�@�@�@�@�@�@, - ':::::::::::::::::::::::::::::::::::::::::�_
�@�@�@�@ �^ �G;;;;;;::::::::::::::::::::::::::::::::;;;;;;;;;;;;;;�_
�@�@�@ /,,�G,,,,,�@ �G;;;;;;;;;;;;;;;;;;;;;;;;;;;;;�G�@�@,,,,,,,�G:::��
�@�@ / :::::::::;�G,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,�G:::::::::::::::�R
�@�@ i�:::;:::::||::::::ii:::::::::::||::::::::::::::::::;:::::::::::::::::::::::::::�i
�@�@i�::::|;;;;| |;;;;| |::::::::::| |:::::::::::::::::||:::::::::::::::::::::::::::::|
�@. i�::::::i�@�@�@�@ '''''''''''�@'������' |;;;;;;;;;;::::::::::::::::::::|
�@ .|:::::::|,-====-�L�@�@ށR,,,,,,,,,,,,�A�@�@�@�@|:::::::::::::::::::|
�@ |;::::::::|,-----��@�@�@�@~�j�j,,_`�@ �@�@|:::::::::::::::::::|
�@�@�M�R�i�@(�i�LɁ@�@�@�@�@�L��,, � '�@�@ �@|;;;::::::::::::::/�@�@�@�Ȃ�ŁA�^�b�v�����܂���H
�@�@.�@�@ i�@^~~~�[==-- �@�['-+��@�@ �@ / �-�;;;;/
�@�@�@�@ {�@�@�@�@�@ �R�T�@�@�@�@�@�@�@�@ �@'-'~�m
�@�@�@�@�Ɂ@�@ ''���'''-''---��@�@ �@�@�@�@/-'^
�@�@�@�@�@�R,�@�@�@�@^~^�@�@�@�@�@�@�@�@ (
�@�@�@�@�@/ �@�M�� ��@�@�@�@ , -�@�@�@/^l
�@�@�@�@ |�@�@ /( Ɂ@�M''''''�L~�@ __, - '�@ �i�
�@�@�@�@{�@ / �^|�P�P�P�P�@�@�@_,- '�N }
�@�@�@�@{/�@/�@�@ށ[��������'~�@�@ �_|
�@�@�@ /�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�R�@ �_
498 �F���������R���N�F2010/05/12(��) 17:41:18 ID:TRifjiqg
�ߎq�c����A�^�b�v��Ȃ��A�C���l�W��I
�i/////�T�@�@�@���N���N��
�i/////�T�@�@�@���N���N��
499 �F���������R���N�F2010/05/12(��) 18:51:54 ID:bkboD+AW
�ߎq�c����A�^�b�v��Ȃ��A���t�B���O�G���h�~����I
500 �F���������R���N�F2010/05/12(��) 19:38:19 ID:O2erkYWf
�ߎq�c����A�^�b�v��Ȃ��A�X�i�̏��}��I
501 �F���������R���N�F2010/05/12(��) 19:55:46 ID:TRifjiqg
���̗��ꂤ����
�}�W���X�����
����̓^�b�v��Ȃ��A�����ۂ�E�E
�}�W���X�����
����̓^�b�v��Ȃ��A�����ۂ�E�E
502 �F���������R���N�F2010/05/12(��) 20:31:07 ID:r6ejs+VS
�R��̉�Ђ����Ȃ���
��������Ȃ������N�͂������Ɛ��ė~������
��������Ȃ������N�͂������Ɛ��ė~������
503 �F���������R���N�F2010/05/12(��) 21:04:42 ID:rjfGfNI/
�܂����̈ꎟ�������͂܂����S���Ǝv���E�E�����E�E
504 �F���������R���N�F2010/05/12(��) 21:34:16 ID:wgsqFdxm
>>503
���̊C�O�H��̒P�����w�l�ɂȂ�܂�
���̊C�O�H��̒P�����w�l�ɂȂ�܂�
505 �F���������R���N�F2010/05/13(��) 03:28:53 ID:PMPN6Mhm
�����Ƃɗ����������������}�̕����܂��܂��������ȁB�@
����������������ċN�s�\�ȂقǕ��Ă��邪w
����������������ċN�s�\�ȂقǕ��Ă��邪w
506 �F���������R���N�F2010/05/13(��) 16:33:33 ID:G79TuWdr
�����̉�Ђ����낻��̗͂��Ȃ��Ȃ��Ă��������B
507 �F���������R���N�F2010/05/13(��) 19:29:59 ID:a0xFj6C1
���ꂩ����サ�Ă��������ȑf���������ЂȂ̂ɁA�o�c�҂��c�O�Ȃ������ŏk�����Ă��������ȉ�ЁB
���\����̂�
���\����̂�
508 �F���������R���N�F2010/05/13(��) 23:48:41 ID:PMPN6Mhm
>>507
�Ɨ�����B
�Ɨ�����B
509 �F���������R���N�F2010/05/13(��) 23:56:10 ID:PmkrCiKr
���̎����ɓƗ��Ƃ��ǂ��`�����W���[���悗
�����������|����
�����������|����
510 �F���������R���N�F2010/05/14(��) 01:06:08 ID:M14Xw4Z9
>>�`�����W���[
����������������������
����������������������
511 �F���������R���N�F2010/05/14(��) 07:34:17 ID:oQMAyYTF
>>507
���{���̂��Ƃ��ȁA�ǂ�����B
���{���̂��Ƃ��ȁA�ǂ�����B
512 �F���������R���N�F2010/05/14(��) 17:25:21 ID:NUWEpqWZ
���N���̓�A�x
513 �F���������R���N�F2010/05/14(��) 18:50:36 ID:NdwOnJtj
�������������ǃG���h�~���̍Č�������ł�邱�ƂɂȂ���
�@�B�Ƃ����������ǁA���S�t���O�H
�@�B�Ƃ����������ǁA���S�t���O�H
514 �F���������R���N�F2010/05/14(��) 19:14:43 ID:NdwOnJtj
�ꉞ�t���C�X������d�܂ł��邩��A����Ȃ�ɉ��H�̂��ƒm���Ă�l��������
����ς�{���u�K�ɍs�����x����A�ł������Ȃ���ˁE�E�E�B
����ς�{���u�K�ɍs�����x����A�ł������Ȃ���ˁE�E�E�B
515 �F���������R���N�F2010/05/14(��) 19:39:07 ID:JcuYigBz
���ꂩ����Ă����Ƃ���Ȃ炻�̂����o����悤�ɂȂ邾�낗
516 �F���������R���N�F2010/05/14(��) 21:43:14 ID:sQn4gTnh
517 �F���������R���N�F2010/05/15(�y) 23:19:04 ID:2F8LzNKH
��ʂ͂Ƃ��������ʂ͐U��Ƃ���������ȋC������B
���������ƂȂ�Ė������ǁB
���������ƂȂ�Ė������ǁB
518 �F���������R���N�F2010/05/15(�y) 23:46:16 ID:WglVp4vA
���̓�10�N�ȏ�̏n���̂��������Ȃ�@�̂ł��Ȃ��Ǝv�����ǂȂ�
519 �F���������R���N�F2010/05/16(��) 02:12:36 ID:It7MtvBe
�Č����Ă����Ǝ҂�����I�ɗ��Ă���邩��
�قƂ�ǎГ��ł͂��Ȃ��Ȃ���
��Ǝ��Ԃ����������b�g���傫��
�قƂ�ǎГ��ł͂��Ȃ��Ȃ���
��Ǝ��Ԃ����������b�g���傫��
520 �F���������R���N�F2010/05/16(��) 13:22:07 ID:SX9Uysd8
�������Ă�ƃz���g�����ȉ�Ђ������Ă����Ȃ�������l��������Ɗ��S�����
521 �F���������R���N�F2010/05/16(��) 21:23:40 ID:dieUbQAg
�E�`���Č����͊O�����ȁ`
�h���������Ȃ��ᔼ�l�O�Ȃ�Č����Ȃ����B
�ł��������ق����������Ǝv���Ă���Ă݂���
���ʂȂ��Ƃ���ĂȂ��ʼn��P����ƌ���ꂽ��B
�h���������Ȃ��ᔼ�l�O�Ȃ�Č����Ȃ����B
�ł��������ق����������Ǝv���Ă���Ă݂���
���ʂȂ��Ƃ���ĂȂ��ʼn��P����ƌ���ꂽ��B
522 �F���������R���N�F2010/05/16(��) 22:18:06 ID:UTZ/9hFC
���^�n�H
523 �F���������R���N�F2010/05/16(��) 22:22:53 ID:RpDKhCEH
���d�H��̍Č������č�����Ȃ��`
524 �F���������R���N�F2010/05/16(��) 23:16:24 ID:CGx+5Z1w
���������ĂȂ����Ƃ��
�Ƃ�
�V�Z�p���ǂ��Ƃ���͂������A������撣�����Ƃ����
��̋Z�p���Ă������̉�Ђɏ��Ă�킯�Ȃ���ȁH
�����̓R���r�j�݂����ȉ�Ђ�����ȁA�L���̎d���������Ă������E�E�B
�������߂�
�Ƃ�
�V�Z�p���ǂ��Ƃ���͂������A������撣�����Ƃ����
��̋Z�p���Ă������̉�Ђɏ��Ă�킯�Ȃ���ȁH
�����̓R���r�j�݂����ȉ�Ђ�����ȁA�L���̎d���������Ă������E�E�B
�������߂�
525 �F���������R���N�F2010/05/17(��) 00:05:55 ID:i5GRBs7f
�����ǂ��Ƃ��Z�p���ǂ��Ƃ����������������ɏo�����肷�邪
���������L�����͂����Ă��ݔ��������Ƃ��Ă邩��Ȃ�
�Œ�������ł���ݔ����炢����Ă��猾���Ă�����Ċ����B
���������L�����͂����Ă��ݔ��������Ƃ��Ă邩��Ȃ�
�Œ�������ł���ݔ����炢����Ă��猾���Ă�����Ċ����B
526 �F���������R���N�F2010/05/17(��) 19:18:22 ID:0yAMOaNt
�l���@�B���n��������@���H����{���{��('A`)
527 �F���������R���N�F2010/05/17(��) 20:31:26 ID:Jp2sohIJ
�����T���ɓ����ăK�N���Ǝd���������`
���茩�Ă��ܰ�����ݸލĊJ���Ă鏊�������ƁB�B�B
�݂�Ȃ������Ȃ�H
���茩�Ă��ܰ�����ݸލĊJ���Ă鏊�������ƁB�B�B
�݂�Ȃ������Ȃ�H
528 �F���������R���N�F2010/05/17(��) 21:38:40 ID:XmNSuAqL
>>527
�ԊW�H
�ԊW�H
529 �F���������R���N�F2010/05/17(��) 22:11:41 ID:aZEjr0yM
�ԊW�͂������ˁB
530 �F���������R���N�F2010/05/17(��) 22:30:11 ID:Jp2sohIJ
����A�����͎�L������Ă�B
�����̊֘A���i�̂ݎ͍D���Ƃ����������B
�ԁA�H��@�B�����̂̓K�^�����E�E
�����̊֘A���i�̂ݎ͍D���Ƃ����������B
�ԁA�H��@�B�����̂̓K�^�����E�E
531 �F���������R���N�F2010/05/17(��) 23:06:35 ID:gWvP8g/Y
532 �F���������R���N�F2010/05/18(��) 03:17:05 ID:XsTd/ww9
40��ȍ~�̂�������B���
�Q�O��㔼�`30��O���̂��̂ق����D�G�Ȍ��ɂ��ĒN��������
�Q�O��㔼�`30��O���̂��̂ق����D�G�Ȍ��ɂ��ĒN��������
533 �F���������R���N�F2010/05/18(��) 06:26:52 ID:o9Ik3R7U
�o�u�����C�������Ȃ������[�����L�[�Ƃ����낗
�K������Ă���ߋ��ɂ͂��������ׂ������낤�˂��̔N��w�͂�
�K������Ă���ߋ��ɂ͂��������ׂ������낤�˂��̔N��w�͂�
534 �F���������R���N�F2010/05/18(��) 08:19:16 ID:ZqEhCJpa
535 �F���������R���N�F2010/05/18(��) 09:56:34 ID:RnWUTTvc
�g�̏�ɍ���Ȃ����M�͎ᑢ�̓�������w
536 �F���������R���N�F2010/05/18(��) 17:13:14 ID:Q6ybrL/b
�������������������������������������
������(�L�G�ցG�M)��蒼�����E�E�E
������(�L�G�ցG�M)��蒼�����E�E�E
537 �F���������R���N�F2010/05/18(��) 19:42:25 ID:eDSdWZxn
�^
�h�[��
�_
�h�[��
�_
538 �F���������R���N�F2010/05/18(��) 21:17:50 ID:JAFSIOq5
���N����H��œ����n�߂���ł����ǁA�G�A�[�ōޗ����܂��𐴑|����Ƃ�����
�ی상�K�l�Ƃ����Ȃ��Ă����v�Ȃ�ł����H
���Ƃ��S���Ƃ��ڂɓ������������Ȃ�ł����A��Г��ɂ��Ă�l�����Ȃ��̂ŁB�C�ɂ������ł�����
�ی상�K�l�Ƃ����Ȃ��Ă����v�Ȃ�ł����H
���Ƃ��S���Ƃ��ڂɓ������������Ȃ�ł����A��Г��ɂ��Ă�l�����Ȃ��̂ŁB�C�ɂ������ł�����
539 �F���������R���N�F2010/05/18(��) 21:29:22 ID:LOSupMoP
�����̉�Ђ����ĂȂ��z���������ǁA���Ė����ĉ�����������ʓ|�Ȃ��ƂɂȂ��B
540 �F���������R���N�F2010/05/18(��) 23:45:11 ID:iI48/MCd
>>538
���߂Ă��܂�����
���߂Ă��܂�����
541 �F���������R���N�F2010/05/19(��) 00:07:56 ID:4RQlzG0m
���ʂɍl������ی상�K�l�Ɩh�o�}�X�N�t����̂�������O
542 �F���������R���N�F2010/05/19(��) 00:56:29 ID:tRnVlHrM
>>540�͎w2�`3�{������������www
543 �F���������R���N�F2010/05/19(��) 05:18:06 ID:KxN5bD3N
�����Ɠ܂����肵�ăE�U�C���A���́u�܂�����Ȃ���v�Ǝv���ă��^���\�[�̒i��芷��
����Ă�Ƃ��ɁA�Z�p�����`�����ɑ}�����痭�܂��Ă��؍���i���n���j���r���b����
���ł��Ėڂɓ������B
�E���g���ɂ����������I���ʂ��ƃI���^��I�I�����Ő��������ǁE�E�E
�Ȃ̂ŕK�v�ł��B
����Ă�Ƃ��ɁA�Z�p�����`�����ɑ}�����痭�܂��Ă��؍���i���n���j���r���b����
���ł��Ėڂɓ������B
�E���g���ɂ����������I���ʂ��ƃI���^��I�I�����Ő��������ǁE�E�E
�Ȃ̂ŕK�v�ł��B
544 �F���������R���N�F2010/05/19(��) 12:07:37 ID:iL8zf2iY
�@�B�̏�ɃA�j���̃t�B�M���A�������Ă���z������Ȃ�
545 �F���������R���N�F2010/05/19(��) 13:01:43 ID:Ql5rgkBd
�A���[�g�o����l�`�ւ����w
546 �F���������R���N�F2010/05/19(��) 15:06:22 ID:SrZpTnyO
�R�����炢�܂ŋ��N�̐����̋��ݏ����Ă�
547 �F���������R���N�F2010/05/20(��) 04:01:49 ID:miB2kyN/
�E�`�͂��܂��Ƀ��������̈��S�|�X�^�[���\���Ă�YO
548 �F���������R���N�F2010/05/20(��) 08:17:41 ID:bGPlllQk
�́A���������m�b�̕�����Ă��̂łm�b�̎d���ɂȂ�܂����B
��̎d����
�I�t�Z�b�g�H��H��ԍ�����l�ł�낵�������ł��傤���H
�����I�Ȏ���ł�����낵�����˂������܂��B
��̎d����
�I�t�Z�b�g�H��H��ԍ�����l�ł�낵�������ł��傤���H
�����I�Ȏ���ł�����낵�����˂������܂��B
549 �F���������R���N�F2010/05/21(��) 03:13:41 ID:IYwTvM/7
>>548
�@�B�ɂ���ĈႤ���炻�̋@�B�̃}�j���A���Ŋm�F���ׂ��B
�t�@�i�b�N�Ƃ������_�X�Ƃ��I�v�V�����̗L���Ƃ��ł�������肷��B
��l�����Ȃ̂���Βl�Ȃ̂����m�F���Ē��ׂȂ��ƂˁB
�@�B�ɂ���ĈႤ���炻�̋@�B�̃}�j���A���Ŋm�F���ׂ��B
�t�@�i�b�N�Ƃ������_�X�Ƃ��I�v�V�����̗L���Ƃ��ł�������肷��B
��l�����Ȃ̂���Βl�Ȃ̂����m�F���Ē��ׂȂ��ƂˁB
550 �F���������R���N�F2010/05/22(�y) 04:08:52 ID:1WDJubmP
�A���~���Ăނ����[�[�[�[�[�[�[�[�I�I�I
�N�����v������H�܂ʼn����[���ȁI
����܂ōd�����̂������������A�t�ɊȒP�������̂��������
�����{�Ȃ����Ȃ��E�E�E�B
�N�����v������H�܂ʼn����[���ȁI
����܂ōd�����̂������������A�t�ɊȒP�������̂��������
�����{�Ȃ����Ȃ��E�E�E�B
551 �F���������R���N�F2010/05/22(�y) 05:02:32 ID:9ma3/22G
�E���^�����H�̓�����}�b�n��ł�����
552 �F���������R���N�F2010/05/23(��) 00:09:13 ID:Bmb7fd0Z
�A���~������Ȃ�Ăǂ�Ȃ������̂���Ă�́H�@�����������ƂȂ������肷��Ƃ�Ƃ舵�����̂ł���H
553 �F���������R���N�F2010/05/23(��) 09:50:52 ID:imWABEoK
�����Ƃ����w�n�Ƃ���Փx���i�i�ɏオ�遄�A���~
�����c�ނ����͕t����('A`)
�����c�ނ����͕t����('A`)
554 �F552�F2010/05/23(��) 10:15:24 ID:NwXHeLWv
40*40*300�̍ޗ���
�^��25�����������W0.03�A�[���Q�T�O�̎~�܂茊
���Ƈ�2.3�}0.03�̌����C�p�[�C����
�������`��ƕ��ʂ�2�ʂ����̂���܂��ʁE�E�E�B
���@�遨�`��
�`��
�ǂ����ł���Ă��Ђ��݂��������E�E�B
�^��25�����������W0.03�A�[���Q�T�O�̎~�܂茊
���Ƈ�2.3�}0.03�̌����C�p�[�C����
�������`��ƕ��ʂ�2�ʂ����̂���܂��ʁE�E�E�B
���@�遨�`��
�`��
�ǂ����ł���Ă��Ђ��݂��������E�E�B
555 �F���������R���N�F2010/05/23(��) 10:20:59 ID:NwXHeLWv
����
�T�T�S�͂T�T�O�ł�
�T�T�S�͂T�T�O�ł�
556 �F���������R���N�F2010/05/24(��) 10:59:47 ID:o6fBiM1R
�A���~�̓X�~�N���X�^���ō��}�`�K�C�Ȃ�
557 �F���������R���N�F2010/05/25(��) 16:31:10 ID:BZrXLLvP
�A�N�����̐؍�ŃG���h�~����܂�܂���B
�����ǂ����Ă悢��灃��
�����ǂ����Ă悢��灃��
558 �F���������R���N�F2010/05/25(��) 17:49:46 ID:lqlommoG
����ρA�d�����̂����炩�����m�̂ق����ނ�����ȁH
559 �F���������R���N�F2010/05/25(��) 18:20:40 ID:n1mFOcAd
560 �F���������R���N�F2010/05/25(��) 18:52:25 ID:BZrXLLvP
>>�N�[�����g
�����Ă݂܂��c
�G���h�~����܂������̍��܊��͊i��orz
�����Ă݂܂��c
�G���h�~����܂������̍��܊��͊i��orz
561 �F���������R���N�F2010/05/25(��) 20:00:49 ID:K5bXmIht
������G���h�~���̑I��������������H
562 �F���������R���N�F2010/05/25(��) 21:07:23 ID:lqlommoG
�d�����̂�������Ă��
���t�B���O�����̂��s�v�c�ł��܂��
�X�N�G�A�ʼn~�ʂ�`���Ȃ��班�������Ă����̂���u�����[�[�[�I�I�v
���Ďv���̂ɂ�
���ꂩ�G���h�~���̑��ʂ̎g���������Ă���낗��
���t�B���O�����̂��s�v�c�ł��܂��
�X�N�G�A�ʼn~�ʂ�`���Ȃ��班�������Ă����̂���u�����[�[�[�I�I�v
���Ďv���̂ɂ�
���ꂩ�G���h�~���̑��ʂ̎g���������Ă���낗��
563 �F���������R���N�F2010/05/25(��) 21:40:51 ID:93mhZPpB
>>562
������ƂȂɌ����Ă�̂��킩��Ȃ�
������ƂȂɌ����Ă�̂��킩��Ȃ�
564 �F���������R���N�F2010/05/25(��) 22:10:39 ID:lqlommoG
>>563
�X�N�G�A�̑��ʎg���ăL���R�������Ȃ��痧���ǂ�����
�f�W�R�ŌŒ�T�C�N������݂����ɂ�
�悤�ׂŃ��t�B���O�̉��H���Ă�Ƃ������Ǝv���킯����
���d�x�̃��[�N��������Ă�ƃG���h�~���̑��ʂ��g�����ƂȂ�ĂقƂ�ǂȂ�
�d�グ���H�Ȃ瑤�ʎg�����ǂ�
�X�N�G�A�̑��ʎg���ăL���R�������Ȃ��痧���ǂ�����
�f�W�R�ŌŒ�T�C�N������݂����ɂ�
�悤�ׂŃ��t�B���O�̉��H���Ă�Ƃ������Ǝv���킯����
���d�x�̃��[�N��������Ă�ƃG���h�~���̑��ʂ��g�����ƂȂ�ĂقƂ�ǂȂ�
�d�グ���H�Ȃ瑤�ʎg�����ǂ�
565 �F���������R���N�F2010/05/25(��) 22:14:48 ID:v1hAmX5G
������������Ă�̂��킩���
�G���h�~���ő��ʎg���Ƃ��@���ق��낗��
�G���h�~���ő��ʎg���Ƃ��@���ق��낗��
566 �F���������R���N�F2010/05/25(��) 22:30:37 ID:lqlommoG
���ʎg���ƌa�����ɐn�����Ղ���
��
�a��n�`���D�悵�čČ�����Ƃǂ����Ă��a���������Ȃ�
��
�A�z�ł��ł�����H�i�a����g��Ȃ��{�^�����������̃f�[�^���H�j
���ƃ|�P�b�g���H�Ł}�O�E�O�O�T�Ȃ�ĂłȂ�
��
�a��n�`���D�悵�čČ�����Ƃǂ����Ă��a���������Ȃ�
��
�A�z�ł��ł�����H�i�a����g��Ȃ��{�^�����������̃f�[�^���H�j
���ƃ|�P�b�g���H�Ł}�O�E�O�O�T�Ȃ�ĂłȂ�
567 �F���������R���N�F2010/05/25(��) 22:59:38 ID:myE4RJU1
���d�x�ł����n�g������wwwwwwwwww
568 �F���������R���N�F2010/05/25(��) 23:18:02 ID:K5bXmIht
���ׂ̈̕��������E�E�E
569 �F���������R���N�F2010/05/25(��) 23:27:22 ID:l1mWQh3l
�{�^��������5/1000��C���闧��̔������e�Ƃ͎v���Ȃ�
570 �F���������R���N�F2010/05/26(��) 00:58:29 ID:sUNKIYvt
�܂����ǒm���̖�������{�^�������N�Ɛ��������w
571 �F���������R���N�F2010/05/26(��) 10:41:41 ID:ELdc4RbW
���d�x�ނ̍a����݂͂Ȃ���ǂ����Ă܂��H
�g���R�C�h���x�X�g�Ǝv����ł����A���̓����{�[���˂����ƃ��o�����Ȋ��������܂��B
�g���R�C�h���x�X�g�Ǝv����ł����A���̓����{�[���˂����ƃ��o�����Ȋ��������܂��B
572 �F���������R���N�F2010/05/26(��) 21:30:10 ID:a3lsFuHA
�s�����[�h�{�Ă��߃z���_�Ńp�X���č������H���ȁB
�g���R�C�h���H�͂�������Ɩ������ǁA���Ƃǂ����������I�Ȃ낤�B
�a�[�����[���ꍇ�͗L���ȉ��H�@���Ǝv�����ǁE�E�E
�g���R�C�h���H�͂�������Ɩ������ǁA���Ƃǂ����������I�Ȃ낤�B
�a�[�����[���ꍇ�͗L���ȉ��H�@���Ǝv�����ǁE�E�E
573 �F���������R���N�F2010/05/26(��) 22:50:31 ID:jBDIMf5I
���͕n�R��������g�����D��
574 �F���������R���N�F2010/05/27(��) 16:18:29 ID:d4xo/7wr
���̃X�����ĂĎv������
���͑��Ζ������A��Ƃ����S����Ă邹����������i�����\���m����
���Ƃ��Ɓu�@�B���H��肽���ł��I�I�v���ē��Ђ���������҂͂��ꂾ��E�E�E
��������Ђł��Z�p�����āA�E�l�Ƃ��Đ����ł����Ѝs�������E�E�B
���͑��Ζ������A��Ƃ����S����Ă邹����������i�����\���m����
���Ƃ��Ɓu�@�B���H��肽���ł��I�I�v���ē��Ђ���������҂͂��ꂾ��E�E�E
��������Ђł��Z�p�����āA�E�l�Ƃ��Đ����ł����Ѝs�������E�E�B
575 �F���������R���N�F2010/05/27(��) 19:07:50 ID:d4xo/7wr
���������̏Z�l�̓����n���ł�������k��500���炢���낤
���͂V�O���炢���������E�E�B
���͂V�O���炢���������E�E�B
576 �F���������R���N�F2010/05/27(��) 20:21:55 ID:TH45+vwf
���炩�炷��ƕ���狣�Z����̑̐�������������Ă��肳��͓��ꂾ���ǂ�
�~�n���ɗ��K�ݔ�������Ƃ��p�l�F��
�~�n���ɗ��K�ݔ�������Ƃ��p�l�F��
577 �F���������R���N�F2010/05/27(��) 20:29:47 ID:AwyeZx8w
�����肽���Ȃ��E�E�E
������ׂ͌�����E�E�E
������ׂ͌�����E�E�E
578 �F���������R���N�F2010/05/27(��) 20:51:20 ID:d4xo/7wr
�ł��A�E�l�Ƃ��ăX�S�C=���ɂȂ�
���Ă킯�ł��Ȃ��݂����E�E�E
�Œ�������ł����炢������A�����Ɖ��H�̂��ƒm�肽���ł��E�E�B
���Ă킯�ł��Ȃ��݂����E�E�E
�Œ�������ł����炢������A�����Ɖ��H�̂��ƒm�肽���ł��E�E�B
579 �F���������R���N�F2010/05/27(��) 21:08:54 ID:pzim2OBS
�m���͓`�����邯�ǁA�m�b�͎����ʼn��Ƃ����邵���Ȃ��̂���
�t�����ǂ�ȂɗD��Ă��Ă��A�^���Ă邾�����Ꮚ�F�R�s�[
���ʓI�ȃX�g���[�g��W���u���K���Ă��A�ǂ��g���đ����KO���邩�̓����O�Ő키�{�l����ł���H
STAND AND FIGHT�i�����āA�����ē����Ȃ����j
�t�����ǂ�ȂɗD��Ă��Ă��A�^���Ă邾�����Ꮚ�F�R�s�[
���ʓI�ȃX�g���[�g��W���u���K���Ă��A�ǂ��g���đ����KO���邩�̓����O�Ő키�{�l����ł���H
STAND AND FIGHT�i�����āA�����ē����Ȃ����j
580 �F���������R���N�F2010/05/27(��) 21:14:13 ID:d4xo/7wr
581 �F���������R���N�F2010/05/27(��) 22:34:29 ID:pFIuc7hL
>>574
���͋t���킗
���P�T�ԂقǑO�Ƀf�B�[�[���G���W�������̑���
���C�Ƃ��̌��w��ɍs��������
�܂��������K�͂̐ݔ��������@�@�A�܂���������
�����f�J������Ă��ʔ������낤�ȁ[�Ƃ�
30t�N���[���Ȃ�āA�t�b�N�����ł��������݂����ȃf�J��������
��^�}�V�j���O���Ƃ�ł��Ȃ��f�J��
�ł��m���Ɋ��S���Ɛ����Ċ����͂���
�n�ڑg�Ƃ��}�V�j���O�g�Ƃ���
���͋t���킗
���P�T�ԂقǑO�Ƀf�B�[�[���G���W�������̑���
���C�Ƃ��̌��w��ɍs��������
�܂��������K�͂̐ݔ��������@�@�A�܂���������
�����f�J������Ă��ʔ������낤�ȁ[�Ƃ�
30t�N���[���Ȃ�āA�t�b�N�����ł��������݂����ȃf�J��������
��^�}�V�j���O���Ƃ�ł��Ȃ��f�J��
�ł��m���Ɋ��S���Ɛ����Ċ����͂���
�n�ڑg�Ƃ��}�V�j���O�g�Ƃ���
582 �F���������R���N�F2010/05/28(��) 00:04:54 ID:V0sypVb9
�}�V�j���OV33�I�y+����tools��CAM�g���Ă��҂ł��B
�����߂��Č��ɂȂ�Α�11�N�Ń��^�C�����A���͎��������
���z����œ����Ă��܂��B
���܂ő̎g���d���ł͂Ȃ��������炩�A�w���ƍ����ɂ��c
���܂ł̌o���͂��܂���ɗ��������ɂ���܂���B
����ό^���ɓ]�E����Ηǂ��������ȁ[
�����߂��Č��ɂȂ�Α�11�N�Ń��^�C�����A���͎��������
���z����œ����Ă��܂��B
���܂ő̎g���d���ł͂Ȃ��������炩�A�w���ƍ����ɂ��c
���܂ł̌o���͂��܂���ɗ��������ɂ���܂���B
����ό^���ɓ]�E����Ηǂ��������ȁ[
583 �F���������R���N�F2010/05/28(��) 01:34:46 ID:L+3AA37s
�s���ō������낼��ƉF���E�q��ɐV�K�Q�����悤�Ƃ����Ƒ������ď�����
���������{�e�n�őg���݂����̍���Ă邵�E�E�E
���������炗���߂Ēׂ���B
���������{�e�n�őg���݂����̍���Ă邵�E�E�E
���������炗���߂Ēׂ���B
584 �F���������R���N�F2010/05/28(��) 07:15:10 ID:IIhM9a7h
�F���E�q��Ȃ��30�N�O����Ηz�Y�Ƃ���ˁ[��������������������������
������ˁ[��
������ˁ[��
585 �F���������R���N�F2010/05/28(��) 09:17:02 ID:P08qCmiv
586 �F���������R���N�F2010/05/28(��) 10:17:09 ID:hC10O6mb
�q��F���Y�ƂȂ�Đn��ゾ���ŐԎ�����B
�����H�Ȃ�Ċ��ɍ�����B
�����H�Ȃ�Ċ��ɍ�����B
587 �F���������R���N�F2010/05/28(��) 18:07:10 ID:p1uzB6n2
������A�S���܂ꂻ����
���ꂩ�A���̋ƊE�ł̖��邢�b��������Ă���E�E�E�B
��������Ȏ��ł�������E�E�B
���ꂩ�A���̋ƊE�ł̖��邢�b��������Ă���E�E�E�B
��������Ȏ��ł�������E�E�B
588 �F���������R���N�F2010/05/28(��) 18:52:59 ID:dNFDxCmH
���[�U�[���H�@�̃��[�U�[��ǂ��ς�I��
589 �F���������R���N�F2010/05/28(��) 20:26:08 ID:p1uzB6n2
�������낭�Ȃ����i�G�ցG�j
590 �F���������R���N�F2010/05/28(��) 20:29:03 ID:ia3t0arU
591 �F���������R���N�F2010/05/28(��) 20:41:48 ID:p1uzB6n2
592 �F���������R���N�F2010/05/29(�y) 04:22:32 ID:ZbfMgo+m
������̌i�C���悭�Ȃ�Ȃ��Ɖ������̓}�W�Ŏ��ʂ���
�ŋߖZ�����Ȃ��Ă��������Ƃ͖w�Ǒ��̂���������
�ŋߖZ�����Ȃ��Ă��������Ƃ͖w�Ǒ��̂���������
593 �F���������R���N�F2010/05/29(�y) 19:24:17 ID:lfzjLh2R
�S���Ȃ����������̎c���ꂽ���d��by�^������
594 �F���������R���N�F2010/05/31(��) 02:19:25 ID:ZEY8yRFj
���G���W�j�A���疟��Ƃɓ]�g
�G���W�j�A�̐��E��Ɠ��̐��E�ςŕ`��
http://rikunabi-next.yahoo.co.jp/tech/docs/ct_s01300.jsp?p=028&pg=3
�G���W�j�A�̐��E��Ɠ��̐��E�ςŕ`��
http://rikunabi-next.yahoo.co.jp/tech/docs/ct_s01300.jsp?p=028&pg=3
595 �F���������R���N�F2010/05/31(��) 21:50:39 ID:J1tGJzhq
>>594
�����d���݂����
�����d���݂����
596 �F���������R���N�F2010/06/01(��) 21:27:18 ID:0Xz4JpE1
���^�A�����́A�A���@��A�Y�ƕ��i�A��Õ��i�A�F���q��Ƃ�������܂����B
�����ɂ���F����͉�������Ă��ł��傤���H
�悪���邢�l����H�H�H
�����ɂ���F����͉�������Ă��ł��傤���H
�悪���邢�l����H�H�H
597 �F���������R���N�F2010/06/01(��) 22:53:15 ID:nAo6Matj
�Y�ƕ��i�n�ł�
����^����
����^����
598 �F���������R���N�F2010/06/02(��) 00:27:03 ID:u6fsjGex
���^
�������낻����
�������낻����
599 �F���������R���N�F2010/06/02(��) 00:39:26 ID:dBxhpuLz
�q��F���͂��ꂩ��Z����
600 �F���������R���N�F2010/06/02(��) 00:59:26 ID:Bzgbh+78
�V�W�V�A�l�q�i���ꂩ��̎d������������B
�S�Ă��q����̎x���ޗ�������~�X������߂�ǂ����[���ƂɂȂ�B
�S�Ă��q����̎x���ޗ�������~�X������߂�ǂ����[���ƂɂȂ�B
601 �F���������R���N�F2010/06/02(��) 01:01:02 ID:TkmkFlMJ
>>599
�Ȃ�ŁH�^����̐V�^�@�H
�Ȃ�ŁH�^����̐V�^�@�H
602 �F���������R���N�F2010/06/02(��) 01:04:22 ID:Bzgbh+78
�{�[�C���O�̐V�^����B
603 �F���������R���N�F2010/06/02(��) 01:08:24 ID:W+Hlq0kl
MRJ�͓��{�ŊJ�����̏��^���q�@�ł���B�O�H�d�H�Ƃ��J�����Ă������A2008�N���͎q��Ђ̎O�H�q��@�Ɉڂ��Ă���B
���͎̂O�H���[�W���i���W�F�b�g (Mitsubishi Regional Jet) �̗��ŁA2007�N2���Ɍ��肵���B
ttp://ja.wikipedia.org/wiki/MRJ
604 �F���������R���N�F2010/06/02(��) 01:16:05 ID:Bzgbh+78
�������̋ƊE�A�Ƃ����m�ɉ����������W���Ă邩�獢��B
�������������A�{�[�i�X�������Ԋ֘A�ɔ�ׂ�ƈ�������B
�ʖډ����ɂقƂ�ǂ̍H�ꋁ�l���ĂȂ��B
�������������A�{�[�i�X�������Ԋ֘A�ɔ�ׂ�ƈ�������B
�ʖډ����ɂقƂ�ǂ̍H�ꋁ�l���ĂȂ��B
605 �F���������R���N�F2010/06/02(��) 01:18:50 ID:TkmkFlMJ
>>604
���Ō����肢����H
���Ō����肢����H
606 �F���������R���N�F2010/06/02(��) 01:24:13 ID:YbFWW8fU
���@�B��H��@�B���Ȃ����ƁE�E
607 �F���������R���N�F2010/06/02(��) 01:31:29 ID:Bzgbh+78
608 �F�T�X�W�F2010/06/02(��) 01:41:22 ID:u6fsjGex
�Ƃ��Ƃ��x���o���Ă���x�ɂȂ���
���ێ��邩�ǂ����͕s��
���ێ��邩�ǂ����͕s��
609 �F���������R���N�F2010/06/02(��) 11:02:37 ID:W2efS39K
���ꂽ�Ǝ�̎d�����̎Z���ꐡ�O�ɂȂ�A
�Ⴄ�Ǝ�Ɏ���o�����Ƃ�����A�ǂ��������悤���B
����ĂȂ��������Ԏ����c���
�Ⴄ�Ǝ�Ɏ���o�����Ƃ�����A�ǂ��������悤���B
����ĂȂ��������Ԏ����c���
610 �F���������R���N�F2010/06/02(��) 22:00:44 ID:ik0j9U6w
��32�A����36���B�����̊֘A�B
611 �F���������R���N�F2010/06/02(��) 22:24:56 ID:9ToWPcnf
�@�@(�L��֥`)�@�ܐ@����E�E�E�E�\�̓C�N�i�C�I
�@�@/ ,�@�@�@�R
�P_|,..i'"':,�P�P�P�P
�@ |�_`�A:�@i'�A
�@ �_ �_`_',..-i�@���c
�@�@�@�_.!_,..-��
�@�@/ ,�@�@�@�R
�P_|,..i'"':,�P�P�P�P
�@ |�_`�A:�@i'�A
�@ �_ �_`_',..-i�@���c
�@�@�@�_.!_,..-��
612 �F���������R���N�F2010/06/02(��) 22:37:12 ID:/hffOKiL
����Ō���Ă��Ӗ��Ȃ�
613 �F���������R���N�F2010/06/02(��) 23:05:13 ID:AsgXzkHe
��38�A����36���B��֘A�B
614 �F���������R���N�F2010/06/02(��) 23:11:30 ID:9ToWPcnf
����R�U���Ȃ瑍�x���łS�S�����炢�͂���͂�����H�B����Ōv�Z����ƔN����
�T�O�O������킯���B�{�[�i�X�����Z����Ƃ���ɑ�����B
�E�E�E��֘A���ĂȂH����
�T�O�O������킯���B�{�[�i�X�����Z����Ƃ���ɑ�����B
�E�E�E��֘A���ĂȂH����
615 �F���������R���N�F2010/06/02(��) 23:22:59 ID:/hffOKiL
���`���~�Ƃ����ĂȂ��́H
616 �F���������R���N�F2010/06/03(��) 01:31:40 ID:EmLmX0Oq
617 �F���������R���N�F2010/06/03(��) 02:18:01 ID:1DLPf6Ry
�ܔN�ځA20��㔼
�c�ƂQ�O�ő��x���z�Q�V�}�\�̉��͂��ł���
�c�ƂQ�O�ő��x���z�Q�V�}�\�̉��͂��ł���
618 �F���������R���N�F2010/06/03(��) 03:38:46 ID:x5ULjolt
38��
�c��33��30���Ȃ�
617�����Ȃɂ͌����B
�c��33��30���Ȃ�
617�����Ȃɂ͌����B
619 �F���������R���N�F2010/06/03(��) 08:15:44 ID:GNOcR3Mz
28��
�c��10���ԁA���x��23���B
��������ׂ��킗
�c��10���ԁA���x��23���B
��������ׂ��킗
620 �F���������R���N�F2010/06/03(��) 08:52:51 ID:TElul6/H
���O�猋�\����Ă�ȁ@�A�܂�����
621 �F12�F2010/06/03(��) 10:17:07 ID:WIbYnFmp
12
622 �F13�F2010/06/03(��) 10:17:51 ID:3hpN4wE0
13
623 �F14�F2010/06/03(��) 10:20:30 ID:3hpN4wE0
14
624 �F15�F2010/06/03(��) 10:22:18 ID:m5Mf4J4a
15
625 �F206�F2010/06/03(��) 10:24:31 ID:ULoMXHs/
206
626 �F���������R���N�F2010/06/03(��) 12:45:23 ID:UwRsOfjK
100���~���Ăǂ̂��炢�̊��ԂŖ������Ȃ��Œ��߂��H
627 �F���������R���N�F2010/06/03(��) 12:55:46 ID:qxzuBi94
8�N���炢����
�����ɂ��
�����ɂ��
��
629 �F���������R���N�F2010/06/03(��) 18:14:32 ID:do9917jS
�@�@�@ �@ �@/__�@�@�@�@�@�Q�@�@�@�@ �@ /�@ �@ �A�A �Q|�Q_
�@�@ �Q/_/�Q__�@�@�@�@ �^�@.�@�@.��/�����_�@ _�Q|�Q_
�@ �@ /�R/�m/�@�@�Q �^�@�@/�@�@�@/�@�@ � �@ �@ _�Q_|
�@�@/�t̂�/�@�@�i�^�P�PɁP�@�^�@��^�@�@�@ �i�Q_
�@�@.�P�P
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ /�_�Q�Q_�^�R
�@�@�@ (.�M�R(�M�� �A�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�^''''''�@�@�@'''''':::::�_
�@�@ �@ `'���M�Tr'́_�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�{�@�@|�i���j,�@�@�@��i���j�.:|�@�{
�@ �����L�^�L�@ �m, �^��)�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@|�@�@,,,�(�_, )�R�,,�@.::::|
�@�@��l��L7_�@/�@-�T-')�L�@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@.+�@|�@�@ �M-=�=- '�@.::::::|�@+�@.
�@�@�@�@�@�@ �__�@�@�__,.��_�@�@�@�@�@�@�@�@�@�@�@�{�@�@�@�@ �_�@�@ �M�ƁL�@ .:::�^�@�@�@�@+
�@�@�@�@�@�@�@�@(T�Q_�m�@�@ T�R�@�@�@�@�@�@�@ , -r'��!�P `":::7�R.�M- ��@�@�@./|�@�@.
�@�@�@�@�@�@�@�@�@�R��.�@�@�@/�@�`�-��<�1�L|�@ �R�@| :::::::::::::āA �_�@(�@�@./�R
�@�@�@�@�@�@�@�@�@�@�_l__,.�^�@�@ �@ �@ i�@l.�R!�@|�@�@�@.| ::::::::::::::l �R �@ �M�V�.��]'�L |�_-�
�@ .�Q�Q�Q�Q�Q�Q_
�@ |�Q�Q�Q�Q�Q�Q_|
�@�@|�@�@ �@ �@ �@ �@ |
�@�@.|�@�@�@�@�@,�@�@ |
�@�@�b�@�a���������D�@|
�@ �@ |�@�P�P�P�@.|
�@�@�@|�@�@�@�@�@�@ |
�@�@�@|�@�@�@�@�@�@ |
�@�@�@|�@�@.�Q�@�@ .|
�@�@�@ �P |�Q| �P
�@�@�@�@�@�@/�A
�@�@�@�@�@ �i�@�P��)
�@�@�@�@�@�@||||||||||||�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�@�@�@�@�@�@�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P
�@�@ �Q/_/�Q__�@�@�@�@ �^�@.�@�@.��/�����_�@ _�Q|�Q_
�@ �@ /�R/�m/�@�@�Q �^�@�@/�@�@�@/�@�@ � �@ �@ _�Q_|
�@�@/�t̂�/�@�@�i�^�P�PɁP�@�^�@��^�@�@�@ �i�Q_
�@�@.�P�P
�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ /�_�Q�Q_�^�R
�@�@�@ (.�M�R(�M�� �A�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�^''''''�@�@�@'''''':::::�_
�@�@ �@ `'���M�Tr'́_�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�{�@�@|�i���j,�@�@�@��i���j�.:|�@�{
�@ �����L�^�L�@ �m, �^��)�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@|�@�@,,,�(�_, )�R�,,�@.::::|
�@�@��l��L7_�@/�@-�T-')�L�@�@�@�@�@�@�@�@ �@�@�@�@�@�@�@.+�@|�@�@ �M-=�=- '�@.::::::|�@+�@.
�@�@�@�@�@�@ �__�@�@�__,.��_�@�@�@�@�@�@�@�@�@�@�@�{�@�@�@�@ �_�@�@ �M�ƁL�@ .:::�^�@�@�@�@+
�@�@�@�@�@�@�@�@(T�Q_�m�@�@ T�R�@�@�@�@�@�@�@ , -r'��!�P `":::7�R.�M- ��@�@�@./|�@�@.
�@�@�@�@�@�@�@�@�@�R��.�@�@�@/�@�`�-��<�1�L|�@ �R�@| :::::::::::::āA �_�@(�@�@./�R
�@�@�@�@�@�@�@�@�@�@�_l__,.�^�@�@ �@ �@ i�@l.�R!�@|�@�@�@.| ::::::::::::::l �R �@ �M�V�.��]'�L |�_-�
�@ .�Q�Q�Q�Q�Q�Q_
�@ |�Q�Q�Q�Q�Q�Q_|
�@�@|�@�@ �@ �@ �@ �@ |
�@�@.|�@�@�@�@�@,�@�@ |
�@�@�b�@�a���������D�@|
�@ �@ |�@�P�P�P�@.|
�@�@�@|�@�@�@�@�@�@ |
�@�@�@|�@�@�@�@�@�@ |
�@�@�@|�@�@.�Q�@�@ .|
�@�@�@ �P |�Q| �P
�@�@�@�@�@�@/�A
�@�@�@�@�@ �i�@�P��)
�@�@�@�@�@�@||||||||||||�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q�Q
�@�@�@�@�@�@�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P�P
631 �F���������R���N�F2010/06/03(��) 22:05:47 ID:39xM4PGv
>>630
���₨�J�߂������܂���
���Ă��Ȃ��Z�傗��
�P�Q���Ԍ��{���ł����Ă�������
���Ă��ނ�����Ђ����Ă���������������
�����̐������u���[�J�[�H
���₨�J�߂������܂���
���Ă��Ȃ��Z�傗��
�P�Q���Ԍ��{���ł����Ă�������
���Ă��ނ�����Ђ����Ă���������������
�����̐������u���[�J�[�H
632 �F���������R���N�F2010/06/03(��) 22:47:27 ID:EmLmX0Oq
>>630
���ׂȂU���ł��邩���
���ׂȂU���ł��邩���
633 �F���������R���N�F2010/06/04(��) 00:38:42 ID:Ox507q+W
���܂���ɕ����������A�c�Ƃ�����̍H�꒷���Ăǂ��H
�����A�܂��ɔ��R������ԂȂ��E�E�E�B
�����A�܂��ɔ��R������ԂȂ��E�E�E�B
634 �F���������R���N�F2010/06/04(��) 03:08:33 ID:huMeG23x
���̋ƊE�C���C�����Ă�l�������B
�Ȃ�Ă��������H�̕s����v���b�V���[��{��ŗ}������ł�Ƃ������B
�Ȃ�Ȃ낤�Ȃ��̉�Ђ́B
�Ȃ�Ă��������H�̕s����v���b�V���[��{��ŗ}������ł�Ƃ������B
�Ȃ�Ȃ낤�Ȃ��̉�Ђ́B
635 �F���������R���N�F2010/06/04(��) 03:20:24 ID:99Fvvd3R
>>633
����͉c�Ƃ����肾����Ƃ������R����Ȃ��C������B
�ł���g�b�v�͂ǂ����痈�Ă��ł��邵�A�ł��Ȃ��l�͂ǂ��ɍs���Ă��ł��Ȃ��B
����͉c�Ƃ����肾����Ƃ������R����Ȃ��C������B
�ł���g�b�v�͂ǂ����痈�Ă��ł��邵�A�ł��Ȃ��l�͂ǂ��ɍs���Ă��ł��Ȃ��B
636 �F���������R���N�F2010/06/04(��) 03:48:57 ID:NW1X/UXU
>>634
�������H���͂ނ���@�B�n�̐l�͗�Âœ����L����l�������Ǝv��
�����r���ǂ��Ď�������l�͋C�ނ��������l������������
�ǂ�����T�d�ɉ��H����^�C�v�̐l�͑����Ă����l����������
�f�����m���ɉ��H����^�C�v�̋ɂ߂Ă�l�͈���������Ƃ����̂�
���̊��z
�������H���͂ނ���@�B�n�̐l�͗�Âœ����L����l�������Ǝv��
�����r���ǂ��Ď�������l�͋C�ނ��������l������������
�ǂ�����T�d�ɉ��H����^�C�v�̐l�͑����Ă����l����������
�f�����m���ɉ��H����^�C�v�̋ɂ߂Ă�l�͈���������Ƃ����̂�
���̊��z
637 �F���������R���N�F2010/06/04(��) 03:55:06 ID:huMeG23x
>>636
�H�꒷����u�����Ă�ł����v�Ɨ��܂��
������y�Ăтɍs�����Ǒ�ꐺ���u�����I�v���ăL���C���Ȃ�
�H��S�̂�����Ȋ����B
�E��͏�ɓ{���Ă�l�����ɂ����Ȋ炵�Ă�l��2�ɁB
����ȕ��͋C���A����30�N�������Ă�炵���E�E�E
�H�꒷����u�����Ă�ł����v�Ɨ��܂��
������y�Ăтɍs�����Ǒ�ꐺ���u�����I�v���ăL���C���Ȃ�
�H��S�̂�����Ȋ����B
�E��͏�ɓ{���Ă�l�����ɂ����Ȋ炵�Ă�l��2�ɁB
����ȕ��͋C���A����30�N�������Ă�炵���E�E�E
638 �F���������R���N�F2010/06/04(��) 04:41:58 ID:SdIDmrvQ
�E�`����y�ɐ��|�����
�u������H�v�Ɣ������܍��Ȃ��
�ւ肽���Ȃ��̂������ȂƂ���B
�u������H�v�Ɣ������܍��Ȃ��
�ւ肽���Ȃ��̂������ȂƂ���B
639 �F���������R���N�F2010/06/04(��) 08:12:26 ID:sGyCwCiu
�\�����Đl�ԓI�Ȋ�̏�������I�悵�Ă���z�͂܂������������邪�A�R�\�R�\��̏����������Ă���ꌩ�C���e�����ȃL�����n�y�͂P�ԃ^�`�������B
�Ƒ��Ȏ�i�Ō����点�Ƃ����Ă��邩��Ȃ��c�B
�Ƒ��Ȏ�i�Ō����点�Ƃ����Ă��邩��Ȃ��c�B
640 �F���������R���N�F2010/06/04(��) 08:14:13 ID:2i4HTzLM
���Ӗ��ɋ}���z�͕��ł���܂��B
�}���Ŕ[���O�ɕs�Ǖi��[�߂�̂�
���ʂɍ�Ƃ��ėǕi��[���ɔ[�߂邩
�������͕K�v�����~�X��U������悤�ȋ}�����́c
�u�ʂɋ}���łȂ��B�Ԃɍ����悤�ɂ�邾���v
�Ƃ����ƌ��Ȋ炳���B
�܂��ɕ��ł���܂��B
�}���Ŕ[���O�ɕs�Ǖi��[�߂�̂�
���ʂɍ�Ƃ��ėǕi��[���ɔ[�߂邩
�������͕K�v�����~�X��U������悤�ȋ}�����́c
�u�ʂɋ}���łȂ��B�Ԃɍ����悤�ɂ�邾���v
�Ƃ����ƌ��Ȋ炳���B
�܂��ɕ��ł���܂��B
641 �F���������R���N�F2010/06/04(��) 12:20:44 ID:SdIDmrvQ
�������K�v�������
���s���낵�Ė��ʂɂȂ���̂�����B
������u���ʍ�Ɓv�ňꌾ�Ő�̂Ă���̂�
������ƍ���b�X�B
�������͐^�ʖڂɂ���ĂB
���s���낵�Ė��ʂɂȂ���̂�����B
������u���ʍ�Ɓv�ňꌾ�Ő�̂Ă���̂�
������ƍ���b�X�B
�������͐^�ʖڂɂ���ĂB
642 �F���������R���N�F2010/06/04(��) 13:34:37 ID:vt+mtgrC
>>634
���A���H�̕s���ƃv���b�V���[�Ŏ��߂���B�^�o�R�z���l������������
���A���H�̕s���ƃv���b�V���[�Ŏ��߂���B�^�o�R�z���l������������
643 �F���������R���N�F2010/06/04(��) 15:24:50 ID:8yBMLWoi
���N���X�g���Ȃ��đ��Ǝ�ŏA�����Ă�����
����ό������āA��������Ƃɖʐڂ�������
����������O�O
�܂��A�[���ƃ`�����{�̃v���b�V���[�Ɛ키���X���E�E�E
����ό������āA��������Ƃɖʐڂ�������
����������O�O
�܂��A�[���ƃ`�����{�̃v���b�V���[�Ɛ키���X���E�E�E
644 �F���������R���N�F2010/06/04(��) 20:08:06 ID:46NJxBRz
�@.�Q�Q�Q�Q�Q
�@|�@ �@ �@ �@ �@ |
�@|�Q�Q�Q�Q�Q|�@�}�ʂ���FAX�œǂ߂Ȃ�����
�@|�~�~�~�~�~|
�@|�~�~�~�~�~|�@���������ꍇ�͉��^����ˁc
�@|�P�P�P�P�P|
�@|�@ �@ �@ �@ �@ |
.�@�P�P�P�P�P
�@|�@ �@ �@ �@ �@ |
�@|�Q�Q�Q�Q�Q|�@�}�ʂ���FAX�œǂ߂Ȃ�����
�@|�~�~�~�~�~|
�@|�~�~�~�~�~|�@���������ꍇ�͉��^����ˁc
�@|�P�P�P�P�P|
�@|�@ �@ �@ �@ �@ |
.�@�P�P�P�P�P
645 �F���������R���N�F2010/06/04(��) 20:57:45 ID:L0GnDEpG
646 �F���������R���N�F2010/06/04(��) 22:18:02 ID:42mHzn+1
>>644
��FAX�Ȃ�܂��������A�Ӗ��s���Ȑ��@��菑���̐��藧���ĂȂ��}�ʂƂ��͍���B
��FAX�Ȃ�܂��������A�Ӗ��s���Ȑ��@��菑���̐��藧���ĂȂ��}�ʂƂ��͍���B
647 �F���������R���N�F2010/06/05(�y) 01:19:52 ID:rf6OdB49
�P���H��łȂ�����
���A��A�g�C��Ŏ厲��0.015���炢�O�シ��͕̂��ʂł����H
�Ƃ����Ă��m�F�̕��@��
���ۂɂ͐؍킵�Ȃ��c�[������ɂ��āA�u���b�N�Q�[�W�Ŋm�F���Ă�̂�
0.015���Ă����̂��B���ł����E�E�E
���A��A�g�C��Ŏ厲��0.015���炢�O�シ��͕̂��ʂł����H
�Ƃ����Ă��m�F�̕��@��
���ۂɂ͐؍킵�Ȃ��c�[������ɂ��āA�u���b�N�Q�[�W�Ŋm�F���Ă�̂�
0.015���Ă����̂��B���ł����E�E�E
648 �F���������R���N�F2010/06/05(�y) 01:22:13 ID:qf3cPMsu
>>640
�ł��}�����Ǝv��Ȃ��z�̓^�`������
�}�����Ǝv���Ă邯�ǐT�d�����čH���オ��Ȃ��̂͂܂������邯�ǂ�
�ŏ����炻�������̋C�ɂ��ĂȂ��Ƃ����v���Ȃ��z�͂ق�ƌ��Ăă��J��
�ł��}�����Ǝv��Ȃ��z�̓^�`������
�}�����Ǝv���Ă邯�ǐT�d�����čH���オ��Ȃ��̂͂܂������邯�ǂ�
�ŏ����炻�������̋C�ɂ��ĂȂ��Ƃ����v���Ȃ��z�͂ق�ƌ��Ăă��J��
649 �F���������R���N�F2010/06/05(�y) 01:51:16 ID:t9SkjTc6
>>647
�P���łȂ��H���0.015�Ȃ炩�Ȃ�D�G�ȋ@�B���Ǝv���܂���
�P���łȂ��H���0.015�Ȃ炩�Ȃ�D�G�ȋ@�B���Ǝv���܂���
650 �F���������R���N�F2010/06/05(�y) 01:53:46 ID:rf6OdB49
�����Ȃ[
���Ȃ݂ɂn�j�j�̂u�l4-3�ł�
�ł��n��̊m�F���u���b�N�Q�[�W���Ă�
�u����H�A���Ԃ��厲�������ĂˁH�v���Ďv�����x�����炠�ĂɂȂ��ł��E�E�E
���Ȃ݂ɂn�j�j�̂u�l4-3�ł�
�ł��n��̊m�F���u���b�N�Q�[�W���Ă�
�u����H�A���Ԃ��厲�������ĂˁH�v���Ďv�����x�����炠�ĂɂȂ��ł��E�E�E
651 �F���������R���N�F2010/06/05(�y) 16:51:02 ID:wa51natx
�R�O�Ŏc�ƌ��P�O���ԂŐō��݂Q�V��������
���Ƃ����疾�ׂƂ��S�R�C�ɂ��ĂȂ�����
�d���I�ɂ͈��肵�Ă邵���_�I�Ɋy�ȕ�������[���o���鋋������
���Ƃ����疾�ׂƂ��S�R�C�ɂ��ĂȂ�����
�d���I�ɂ͈��肵�Ă邵���_�I�Ɋy�ȕ�������[���o���鋋������
652 �F���������R���N�F2010/06/05(�y) 19:18:09 ID:KFu/g8Az
�ǂ��l���Ă��R�U�Őō��݂S�U���̐l�Ƃ����ďT�x�P���œ���Ƃ��œ����Ă邾�낗
���Ȃ莀�˂�ȁE�E�E��
���Ȃ莀�˂�ȁE�E�E��
653 �F���������R���N�F2010/06/05(�y) 19:20:30 ID:fulRXGxj
�n�Ǝ҂̂��q���l����Ȃ��̂��H
654 �F���������R���N�F2010/06/06(��) 01:00:22 ID:jvu69aa9
�}���͖̂��ʂȓ��������炷���B
�ł�͕̂K�v�Ȏ���[�܂鎖�B
�肪�����ă~�X����������t�͌�҂��ȁB
�ł�͕̂K�v�Ȏ���[�܂鎖�B
�肪�����ă~�X����������t�͌�҂��ȁB
655 �F���������R���N�F2010/06/06(��) 10:18:34 ID:ej3OA+Vl
>>652
���܂ł��̘b���Ă�́H
���܂ł��̘b���Ă�́H
656 �F���������R���N�F2010/06/06(��) 20:45:21 ID:bamNr1yu
6�6�~3�14�@
�����@
32m
�����@
32m
657 �F���������R���N�F2010/06/06(��) 23:23:44 ID:Ql2fvd1G
>>643
�������^�̎d�������i���x�I�ȈӖ��Łj�ň�x�A���߂���
�h���A�{���A���i���H���Ɨ���Ă܂��^���̂����b�ɂȂ��Ă�
���ǁA���͂��ꂾ�������o���Ȃ��̂��E�E�E
�������^�̎d�������i���x�I�ȈӖ��Łj�ň�x�A���߂���
�h���A�{���A���i���H���Ɨ���Ă܂��^���̂����b�ɂȂ��Ă�
���ǁA���͂��ꂾ�������o���Ȃ��̂��E�E�E
658 �F���������R���N�F2010/06/06(��) 23:40:25 ID:eNrUF6Im
��ł��邱�Ƃ�����Ώ\������
659 �F���������R���N�F2010/06/07(��) 04:52:45 ID:I7BhQdDQ
������v���u�ʂ��e������イ�Ԃ�v�@���@�d��S������
�d���v���u�d���g�ł�����イ�Ԃ�v�@���@��v�p�b�P�[�W�\�t�g�S������
����
�\�y������
���^������
�d���v���u�d���g�ł�����イ�Ԃ�v�@���@��v�p�b�P�[�W�\�t�g�S������
����
�\�y������
���^������
660 �F���������R���N�F2010/06/07(��) 06:33:28 ID:D6Ttwbhe
���^�͎Ηz�Y�Ƃƌ������E�E�E���{�ō�郁���b�g���Ă���̂��H
661 �F���������R���N�F2010/06/07(��) 13:11:19 ID:i9B1tyq1
���o�C�Ȃ��B�����̉�Ђ��{�i�I�Ɋ�n�O��ЂɂȂ��Ă������A���낻�듦���鏀�������������悢���ȁH
�����T�[�r�X�c��100���Ԃ͓�����O�̘b�Ȃ��A���ʂɂ����ޗ���n���͎����ɂȂ����B
���ʂ����ʂ���Ȃ����̔��f�͎В��c
�ŋ߂₽��Ɛl���ق��Ă��邵��s�}���ۂ��l�����ɎO��͏o���肵�Ă邵�c
�����x�ꂾ���O�Ƀg���Y�����Ȃ��Ƒʖڂ��ȁH
�����T�[�r�X�c��100���Ԃ͓�����O�̘b�Ȃ��A���ʂɂ����ޗ���n���͎����ɂȂ����B
���ʂ����ʂ���Ȃ����̔��f�͎В��c
�ŋ߂₽��Ɛl���ق��Ă��邵��s�}���ۂ��l�����ɎO��͏o���肵�Ă邵�c
�����x�ꂾ���O�Ƀg���Y�����Ȃ��Ƒʖڂ��ȁH
662 �F���������R���N�F2010/06/07(��) 13:12:38 ID:wpd9LgJ/
663 �F���������R���N�F2010/06/07(��) 14:23:58 ID:I7BhQdDQ
���̏�Ԃ����ƂP�N�ȓ��Ȃ�䖝���Ēׂ��܂ő҂ȁB���̏�Ԃł́A�ǂ̓��s������
�Ƃ���܂ōs�������Ȃ�ŁA�|�Y�����������Ɉڂ�ꏊ�ւ̐��������₷���B
�ꉞ�A��łǂ����p����ɂ���A�ޗ������̏؋����ʐ^�Ɠ��L�i���M�j��
���������������B
���̏�ԂłR�N�ȏ㑱�������Ȃ�A�E�o�헪������đ��ڂɁB
�Ƃ���܂ōs�������Ȃ�ŁA�|�Y�����������Ɉڂ�ꏊ�ւ̐��������₷���B
�ꉞ�A��łǂ����p����ɂ���A�ޗ������̏؋����ʐ^�Ɠ��L�i���M�j��
���������������B
���̏�ԂłR�N�ȏ㑱�������Ȃ�A�E�o�헪������đ��ڂɁB
���肪�Ƃ��B
�܂��������ɑ�ʃ��b�g���I�V���J�Ƃ��̏ꍇ�́A�S�z�����ɂ͂Ȃ�Ȃ����ǂˁB
�ł������~�P�ʂŕُ��ɂȂ����l�������B
�P�i���̐l�͗ǂ����ǁA�n���͂قƂ�ǑS�z�����B
�[�������₾��[�����߂邩�Ȃ�
��Ђ̕��͋C�������ăm�C���[�[�ɂȂ肻������c�B
�܂��������ɑ�ʃ��b�g���I�V���J�Ƃ��̏ꍇ�́A�S�z�����ɂ͂Ȃ�Ȃ����ǂˁB
�ł������~�P�ʂŕُ��ɂȂ����l�������B
�P�i���̐l�͗ǂ����ǁA�n���͂قƂ�ǑS�z�����B
�[�������₾��[�����߂邩�Ȃ�
��Ђ̕��͋C�������ăm�C���[�[�ɂȂ肻������c�B
665 �F���������R���N�F2010/06/07(��) 15:08:40 ID:wpd9LgJ/
���}�V�����ŃT�[�r�X�c��100���Ԃ̕������肦�Ȃ����ǂ�
����ȂɎc�Ƃ��Ă܂Ŏd������́A��
2��シ��l����ɂ����ăM���M���܂ł�点�Ă�́H
�I�����
����ȂɎc�Ƃ��Ă܂Ŏd������́A��
2��シ��l����ɂ����ăM���M���܂ł�点�Ă�́H
�I�����
666 �F���������R���N�F2010/06/07(��) 18:31:52 ID:vtYFi7kT
�����܂ōs������|�Y�ł����ɏ��ł��邾�낤�ȡ��
667 �F���������R���N�F2010/06/07(��) 19:04:39 ID:09ZBlmdk
>>664
�Ԃ����Ⴏ�Ęb���ƁA�g�p�ґ����ӔC���ʂ����Ȃ��܂ܘJ���ґ��ɑ��Q��������������͈̂�@�B
�����܂ŐK�ɉ����Ă�Ȃ牽��������Ăǂ��ɂ��Ȃ�Ȃ����A�ׂ��܂ő҂������������Ǝv��
�x���Ɣl�|����Ă����ė����B>>663�̌����Ƃ���A�L�^�����͕K�����Ƃ��B
����������Ђ͔p�����̏����W�Ƃ����z��@�Ƃ����h�@�Ƃ��A���ɂ��ԈႢ�Ȃ��@�߈ᔽ��Ƃ��Ă�B
�]�ƈ��ɓ����Ōٗp����������������Ă��肷��A�o�������_�ňꔭ�Ńg�Ԃ�w
�]�ƈ��ɂ܂Ŏ���o���̂͂قږ����ǏƎv������A�����������͏E���Ă����ƌ�Ŗ��ɗ���������B
�Ԃ����Ⴏ�Ęb���ƁA�g�p�ґ����ӔC���ʂ����Ȃ��܂ܘJ���ґ��ɑ��Q��������������͈̂�@�B
�����܂ŐK�ɉ����Ă�Ȃ牽��������Ăǂ��ɂ��Ȃ�Ȃ����A�ׂ��܂ő҂������������Ǝv��
�x���Ɣl�|����Ă����ė����B>>663�̌����Ƃ���A�L�^�����͕K�����Ƃ��B
����������Ђ͔p�����̏����W�Ƃ����z��@�Ƃ����h�@�Ƃ��A���ɂ��ԈႢ�Ȃ��@�߈ᔽ��Ƃ��Ă�B
�]�ƈ��ɓ����Ōٗp����������������Ă��肷��A�o�������_�ňꔭ�Ńg�Ԃ�w
�]�ƈ��ɂ܂Ŏ���o���̂͂قږ����ǏƎv������A�����������͏E���Ă����ƌ�Ŗ��ɗ���������B
668 �F���������R���N�F2010/06/07(��) 19:17:14 ID:l9MG06FM
�����͎K�юc�Ƃ��܂ł͂���ĂȂ����ǁA��w���̓�����������
�����_���|�I�[���ŏ[�����Ă��
�i�C�悭�Ȃ�̂����҂��ĉ䖝���邩�A�Ⴂ�����ɓ]�E�����o�����邩�Y�ݒ�����E�E�E�B
�����_���|�I�[���ŏ[�����Ă��
�i�C�悭�Ȃ�̂����҂��ĉ䖝���邩�A�Ⴂ�����ɓ]�E�����o�����邩�Y�ݒ�����E�E�E�B
669 �F���������R���N�F2010/06/07(��) 21:11:29 ID:I7BhQdDQ
�o����������
670 �F���������R���N�F2010/06/08(��) 08:03:06 ID:IT3Qs+tn
671 �F���������R���N�F2010/06/08(��) 08:05:59 ID:e/dx4bK8
������đS�Ј��̈�ӕt���̏��������Ȃ��ƃ_���Ȃ��ǂȂ�
�U��������
�U��������
672 �F���������R���N�F2010/06/08(��) 19:09:13 ID:XMQfIFBh
��͂�ق�Ƃ��ɎЈ����K�v�Ȃ��Ȃ��
����܂łǂ�ȃC�C��Ђ������Ƃ��Ă��A���R���N�r�ɂ�����@�l�������̂���
�s�����Ă������肾���ǁA�����̓h���C�ɂȂ��čl�����ق����������E�E�B
����܂łǂ�ȃC�C��Ђ������Ƃ��Ă��A���R���N�r�ɂ�����@�l�������̂���
�s�����Ă������肾���ǁA�����̓h���C�ɂȂ��čl�����ق����������E�E�B
673 �F���������R���N�F2010/06/08(��) 19:14:45 ID:KapdlPR0
�U�����鎖���̂��̂͊ȒP�����ˁc
�܂����̔ƍ߂ɂ������邱�Ƃ�����
�܂����̔ƍ߂ɂ������邱�Ƃ�����
674 �F���������R���N�F2010/06/08(��) 19:34:33 ID:oCYdHenr
>������đS�Ј��̈�ӕt���̏��������Ȃ��ƃ_���Ȃ��ǂȂ�
����z���g�H
����z���g�H
675 �F���������R���N�F2010/06/08(��) 19:40:12 ID:XMQfIFBh
�����������I�I�I�I
�Y��ł����傤���˂�����
�����玿�₷�邺�����I
���Ń^�b�v����
�^�b�v�a�[�������s�b�`�ɂȂ�I�H
�Ⴆ�l�P�Q*�P�D�V�T�Ȃ牺�������P�O�D�Q����ȁH
�Ȃ@��������̂��[�[�[�[�[�[�[�[�[�[�[�[�I�I�I�H
�Y��ł����傤���˂�����
�����玿�₷�邺�����I
���Ń^�b�v����
�^�b�v�a�[�������s�b�`�ɂȂ�I�H
�Ⴆ�l�P�Q*�P�D�V�T�Ȃ牺�������P�O�D�Q����ȁH
�Ȃ@��������̂��[�[�[�[�[�[�[�[�[�[�[�[�I�I�I�H
676 �F���������R���N�F2010/06/08(��) 20:22:41 ID:z5WsOnfL
���ꂤ���̉�Ј�ӂ����W�߂�����
���NjA�x���Ȃ��������ǁB
�܂���
���NjA�x���Ȃ��������ǁB
�܂���
677 �F���������R���N�F2010/06/08(��) 20:44:13 ID:iZu+dAnf
>>675
12���1,8��10,2
12���1,8��10,2
678 �F���������R���N�F2010/06/08(��) 21:33:31 ID:CdHkCiL+
�������̕s�������o����ƁA�ߋ��̏������Ԋ҂�v������܂��B
�܂��A���̌�3�N�̊Ԃ͌ٗp�ی��������Ƃ��鏕���������Ȃ��Ȃ�܂��B
���ꂾ���ł������J��̌�������Ђ͓|�Y���܂��B
����ɁA�����ȏꍇ�͍��\�ȂǂŌY�����������\��������܂��B
ttp://blog.goo.ne.jp/fukuda0224/e/cba41129d9549bf30610134ee2d77559
�܂��A���̌�3�N�̊Ԃ͌ٗp�ی��������Ƃ��鏕���������Ȃ��Ȃ�܂��B
���ꂾ���ł������J��̌�������Ђ͓|�Y���܂��B
����ɁA�����ȏꍇ�͍��\�ȂǂŌY�����������\��������܂��B
ttp://blog.goo.ne.jp/fukuda0224/e/cba41129d9549bf30610134ee2d77559
679 �F���������R���N�F2010/06/08(��) 23:35:52 ID:LnlqChyw
M2�܂ꂽ(�L�G�ցG�M)��蒼�����E�E�E
680 �F���������R���N�F2010/06/09(��) 04:15:17 ID:CyXCoiqU
>>675
�ǂ�ȃ��[�g���˂��������`����R�̊p�x��60�����������ȁB
���O�p�`������ł���Ǝv�������B
�R�̎O�p�`�́[�ӂ��s�b�`�ɑ������邩��A�s�b�`�ƎR�̍��������W�ɂ���͖̂��炩�B
�ǂ�ȃ��[�g���˂��������`����R�̊p�x��60�����������ȁB
���O�p�`������ł���Ǝv�������B
�R�̎O�p�`�́[�ӂ��s�b�`�ɑ������邩��A�s�b�`�ƎR�̍��������W�ɂ���͖̂��炩�B
681 �F���������R���N�F2010/06/09(��) 17:46:37 ID:AMmNbzSw
682 �F���������R���N�F2010/06/09(��) 21:25:55 ID:7H9SrMUq
�ŏI�H���Œ݂茊�̃^�b�v��MC�ŗ��Ă�̕|�߂��B
�����w���ɂȂ�����B
�����w���ɂȂ�����B
683 �F���������R���N�F2010/06/10(��) 04:56:12 ID:J8CsDgur
�}�V�j���O�ɂ����鏊�v���͂��Ď厲�̓��͂̂��Ƃł�����ł���ˁH
684 �F���������R���N�F2010/06/10(��) 08:56:31 ID:upIMASKM
685 �F���������R���N�F2010/06/10(��) 11:02:54 ID:o4LAt2J5
�����̉�Ђ����悢�悾�B
�G�A�R����N���֎~�߁B�g�C����l����T���ȓ��B�T�[�r�X���o����Q���Ԉȏ�B�T�[�r�X�c�ƈ���Q���Ԉȏ�B�T�[�r�X�x���o�Ό����ȏ�B�����L���B���x�݈ꎞ�Ԃ���30���ɍ팸�B
����͕��ʂȂ̂��H
�G�A�R����N���֎~�߁B�g�C����l����T���ȓ��B�T�[�r�X���o����Q���Ԉȏ�B�T�[�r�X�c�ƈ���Q���Ԉȏ�B�T�[�r�X�x���o�Ό����ȏ�B�����L���B���x�݈ꎞ�Ԃ���30���ɍ팸�B
����͕��ʂȂ̂��H
686 �F���������R���N�F2010/06/10(��) 11:14:06 ID:ncpkbG3Y
���O�����ʂ��Ǝv����Ȃ�ς�����͂���
�ς��Ă��ǂ����悤���Ȃ��Ǝv�����ǂ�
�ς��Ă��ǂ����悤���Ȃ��Ǝv�����ǂ�
687 �F���������R���N�F2010/06/10(��) 11:22:25 ID:EB1kw90T
�N�����邩��A�����撣���B���肪�Ƃ�(�G_�G)
688 �F���������R���N�F2010/06/10(��) 12:37:22 ID:RzBV/Fom
>>685
�x�o�A�c�Ƃ��Ȃ��Ƃ����Ȃ����炢�d��������̂ɁH�Ȃ�ŁH
�x�o�A�c�Ƃ��Ȃ��Ƃ����Ȃ����炢�d��������̂ɁH�Ȃ�ŁH
689 �F���������R���N�F2010/06/10(��) 13:22:26 ID:NczrQSXT
�J����@�ɂ���
�E�g�C���̎��Ԃ͐����ł��܂���
�E���ԊO�J���ɂ͊����������K�v�ł��B�c�ƁA���o�A�x���o�A���̑��S�ĂɁA�ł�
�E�����͑ݗ^�ɂ���K�v������܂�
�E���x�݂̎��Ԃ͊�{�P���Ԃł��B���R�������Čp�����ĂS�T�����x�̏ꍇ�͂����
�����Ă����܂��܂���B
�E�g�C���̎��Ԃ͐����ł��܂���
�E���ԊO�J���ɂ͊����������K�v�ł��B�c�ƁA���o�A�x���o�A���̑��S�ĂɁA�ł�
�E�����͑ݗ^�ɂ���K�v������܂�
�E���x�݂̎��Ԃ͊�{�P���Ԃł��B���R�������Čp�����ĂS�T�����x�̏ꍇ�͂����
�����Ă����܂��܂���B
690 �F���������R���N�F2010/06/10(��) 14:42:31 ID:3HDR4Ih6
�����܂Ō����Ă�̂���B
�܂��A�m���ɃG�A�R���͓d�C�オ�����邵�ȁB
�g�C��5���ȓ��H����̓l�^����H
���x�݂�30���ɍ팸���Ă�������H
>>688
�d����������������B
�]�ƈ���V���邭�炢�Ȃ�A�����Ă���������d���𐿂���B
�܂��A�m���ɃG�A�R���͓d�C�オ�����邵�ȁB
�g�C��5���ȓ��H����̓l�^����H
���x�݂�30���ɍ팸���Ă�������H
>>688
�d����������������B
�]�ƈ���V���邭�炢�Ȃ�A�����Ă���������d���𐿂���B
691 �F���������R���N�F2010/06/10(��) 15:07:21 ID:o4LAt2J5
�l�^�Ȃ���Ȃ���[�{���Ȃ�[�i�܁j
���܂�20�l���炢�ł���Ă��d������10�l�قǂʼnĂ��邩��ȂB
���Ȃ�����d���݂��������܂Ƃ��ɂ���Ă���ׂ���Ȃ��c�B
������邩�����O�ꂾ�Ƃ������Đ��_�_�ōU�߂Ă����B���̉�Ђ����ʖڂہc
���܂�20�l���炢�ł���Ă��d������10�l�قǂʼnĂ��邩��ȂB
���Ȃ�����d���݂��������܂Ƃ��ɂ���Ă���ׂ���Ȃ��c�B
������邩�����O�ꂾ�Ƃ������Đ��_�_�ōU�߂Ă����B���̉�Ђ����ʖڂہc
692 �F���������R���N�F2010/06/10(��) 15:12:08 ID:3HDR4Ih6
693 �F���������R���N�F2010/06/10(��) 15:49:55 ID:RvlHL8iL
>>684
���鏊�v���͒l���o�������A�@�B�ɑ��Ăǂ������������ł��傤�H
�d�l���ǂނƎ厲�̏��v���͖͂��Ȃ��̂ł����e�[�u����XY���̃T�[�{�͉z���Ă��ł�
�g���Ȃ���ł����ˁH
���鏊�v���͒l���o�������A�@�B�ɑ��Ăǂ������������ł��傤�H
�d�l���ǂނƎ厲�̏��v���͖͂��Ȃ��̂ł����e�[�u����XY���̃T�[�{�͉z���Ă��ł�
�g���Ȃ���ł����ˁH
694 �F���������R���N�F2010/06/10(��) 17:24:12 ID:1sab/B17
���������^�֘A�����}�W�ł��
>>691�@�قǂ���Ȃ����A����1�N�łǂ�ǂ�������Ȃ��Ă�E�E�B
����Ȓ��u�g���^�����v�Ƃ��̐V���L���ŕ]�_�Ƃ��K���Ȃ��ƌ����Ă�݂̂��
�{���ɕ�������
�ǂ��]���ҏo���Ă�Ǝv���ĂI�I���Ă�
>>691�@�قǂ���Ȃ����A����1�N�łǂ�ǂ�������Ȃ��Ă�E�E�B
����Ȓ��u�g���^�����v�Ƃ��̐V���L���ŕ]�_�Ƃ��K���Ȃ��ƌ����Ă�݂̂��
�{���ɕ�������
�ǂ��]���ҏo���Ă�Ǝv���ĂI�I���Ă�
695 �F���������R���N�F2010/06/10(��) 17:29:31 ID:YE2nftqF
Z���̃T�[�{�����͂��邺��
���́u���鏊�v���͒l�v���ǂ�Ȃ��̂��킩���Ɖ��Ƃ�
MC�̏���d�͂̓c�[������������Ȃ��āA
�e�[�u����厲�����̂ɂ��g����킯�ŁA
�e�[�u����厲�̏d�ʁE���x�ł܂������ς���Ă���킯��
�u���鏊�v���́v�͂������܂�ł���̂����Ȃ��̂�
���́u���鏊�v���͒l�v���ǂ�Ȃ��̂��킩���Ɖ��Ƃ�
MC�̏���d�͂̓c�[������������Ȃ��āA
�e�[�u����厲�����̂ɂ��g����킯�ŁA
�e�[�u����厲�̏d�ʁE���x�ł܂������ς���Ă���킯��
�u���鏊�v���́v�͂������܂�ł���̂����Ȃ��̂�
696 �F���������R���N�F2010/06/10(��) 19:18:29 ID:FvfLL5P9
�E�`�̓G�A�R�������Ɛ��x���o�Ȃ�����A�֎~�����Ǝd���ɂȂ�Ȃ��ȁc
�^�Ăɏ����a����Z��0.1�~��Ă���('A`)
�^�Ăɏ����a����Z��0.1�~��Ă���('A`)
697 �F���������R���N�F2010/06/10(��) 19:32:03 ID:1sab/B17
�����5������厲�̏㉺���`�F�b�N���Ă邪�A���܂�ɕϓ��������Ă܂Ƃ߂���v�v
���ǂ́u�}�O�D�O�R�͕ϓ����܂��̂Ő��x�ۏ�ł��܂���v�Ƃ����ł���˂v�v
���ǂ́u�}�O�D�O�R�͕ϓ����܂��̂Ő��x�ۏ�ł��܂���v�Ƃ����ł���˂v�v
698 �F���������R���N�F2010/06/10(��) 20:27:37 ID:EFsoLk5i
���̎d���ŃG�A�R���g���Ȃ��Ȃ�Ăǂ��Ȃ悗
���x���ւ���������ˁ[����ˁ[����
���x���ւ���������ˁ[����ˁ[����
699 �F���������R���N�F2010/06/10(��) 20:47:21 ID:1sab/B17
���x�Ƃ��@�B�̃N�Z������ł����C�C�E�l�Ə�ɂ͌������H
������ɕς��Ń����W�O�D�O�Q���ǂ�����Ɓi�����E�E�B
������ɕς��Ń����W�O�D�O�Q���ǂ�����Ɓi�����E�E�B
700 �F���������R���N�F2010/06/10(��) 20:59:14 ID:pGREOLZw
����Ȃ���A�E�l�ł��Ȃ�ł��ˁ`�悗����
�����̃G�X�p�[���܂��ꂾ�悗
���莞�͑������x����Ă��A20���ɂȂ������̐��@�͑z���ł��邯�ǂ�
���[�N���x�Ƒ����̉��x����E�E�E���������E�����ȁA�����W�ɂ��
�����̃G�X�p�[���܂��ꂾ�悗
���莞�͑������x����Ă��A20���ɂȂ������̐��@�͑z���ł��邯�ǂ�
���[�N���x�Ƒ����̉��x����E�E�E���������E�����ȁA�����W�ɂ��
701 �F���������R���N�F2010/06/10(��) 21:03:47 ID:1sab/B17
>>700�@����
�̂̐E�l���Č��ǁ@�������킹�������̂��ȁH
���܂݂����ɍH��`�ō���čH��a�ł҂�����͂߂������Ă̂��ُ�Ȃ́H�i�����W��0.02�Ƃ��̏ꍇ�Łj
�̂̐E�l���Č��ǁ@�������킹�������̂��ȁH
���܂݂����ɍH��`�ō���čH��a�ł҂�����͂߂������Ă̂��ُ�Ȃ́H�i�����W��0.02�Ƃ��̏ꍇ�Łj
702 �F���������R���N�F2010/06/10(��) 21:03:50 ID:uhdk7dpW
�܂�����r���������Ď��������Ⴊ����Ă�
703 �F���������R���N�F2010/06/10(��) 21:12:06 ID:1sab/B17
���߂�E�E�E�����������ŘA���E�E�B
������Ђ̍P���H��Ō������}�R�ʂ̎d�����ĂĎv����
���̕��i�̓G�R�̂��߂ɑ��݂��Ă�炵���i�R��Ƃ��ˁj
�ł���������ɂ͐�ɁA�s�ǂ�������x����킯�ł�
�Ǖi����邽�߂ɗp�ӂ��ꂽ�P���H��A�c�[���A�@�B�A�s�Ǖi�����Ă����
�ǂ����Ă��G�R���Ƃ͎v���Ȃ��̂ł�
������Ă��������Ӗ��Ȃ����ł��傤���H
������Ђ̍P���H��Ō������}�R�ʂ̎d�����ĂĎv����
���̕��i�̓G�R�̂��߂ɑ��݂��Ă�炵���i�R��Ƃ��ˁj
�ł���������ɂ͐�ɁA�s�ǂ�������x����킯�ł�
�Ǖi����邽�߂ɗp�ӂ��ꂽ�P���H��A�c�[���A�@�B�A�s�Ǖi�����Ă����
�ǂ����Ă��G�R���Ƃ͎v���Ȃ��̂ł�
������Ă��������Ӗ��Ȃ����ł��傤���H
704 �F���������R���N�F2010/06/10(��) 21:30:08 ID:0+G75dAB
>>703
�����v���Ă�́A���Ȃ���������Ȃ���
�����v���Ă�́A���Ȃ���������Ȃ���
705 �F���������R���N�F2010/06/10(��) 21:42:50 ID:NczrQSXT
�G�R��������m���Ă���Ƃ������́A�v���E�X�����ׂ��������S���q�����ׂ�����
��_���Y�f�̑��r�o�ʂɌ����Č����Ă��u���Ȃ��v�Ƃ�������m���Ă���Ƃ������łB
��_���Y�f�̑��r�o�ʂɌ����Č����Ă��u���Ȃ��v�Ƃ�������m���Ă���Ƃ������łB
706 �F���������R���N�F2010/06/10(��) 23:37:16 ID:X73xCuJ7
�^�ɃG�R�Ƃ����Ȃ�ԎЉ��̒E�p����O��ɂȂ��Ă��邪
�������V�n���Ђ�����Ԃ낤�Ƃ���Ȓ�Ă͂��Ȃ��B
�܂�͂����������ł���B
�������V�n���Ђ�����Ԃ낤�Ƃ���Ȓ�Ă͂��Ȃ��B
�܂�͂����������ł���B
707 �F���������R���N�F2010/06/10(��) 23:52:59 ID:N9Lm1Qog
�@ �@�@�@ �@�@ �@�Q�Q�Q_
�@�@�@�@�@�@ �^ �_�@�@�^�_�@�د �^�ɃG�R�Ƃ����Ȃ�
.�@�@�@�@�@�^�@�i�[�j �@�i�[�j�_�@�@�@�@�ԎЉ���
�@�@�@�@�^�@�@ �܁i__�l__�j�� �_ �E�p����O��ɂȂ��Ă��邪
�@�@�@�@|�@�@ �@�@�@|r��-|�@�@�@�@| �������V�n���Ђ�����Ԃ낤��
�@�@�@�@ �_�@�@�@�@ `�[�f�L�@�@ �^ ����Ȓ�Ă͂��Ȃ��B
�@�@�@�@�m�@�@�@�@�@�@�@�@�@�@ �@�_ �܂�͂����������ł���B
�@ �^�L�@�@�@�@�@�@�@�@�@�@�@�@ �@�@�R
�@|�@�@�@�@���@�@�@�@�@�@�@�@�@�@�@�@�@�@�_
�@�R�@�@�@ -��h�h�h�h~~�M`�f�[?��@�@�@-��h�h�h�f�[-�.
�@�@�R �Q�Q�Q�Q(��)(��)��)�@)�@�@(�܁Q(��)��)��))
�@�@�@�@ �@�@�@ �@�Q�Q�Q_
�@�@�@�@�@�@�@ �^_�m �@�R�_�_
�@Ё@Ё@Ё@�@o�(�i���j) (�i���j)�o�@�@�@�@�@�@Ё@Ё@Ё@�@�@�����Ă�����������������������������
/��)��)��. ::::::�܁i__�l__�j��:::�_�@�@�@/��)��)��)
|�@/�@/�@/�@�@�@�@�@|r��-|�@�@�@�@|�@(��)/�@/ / /�^�@
|�@:::::::::::(��)�@�@�@�@|�@|�@ |�@�@ �^ �@�T�@�@:::::::::::/�@
|�@�@�@�@�@�m�@�@ �@�@|�@|�@ |�@ �@�_�@�@/�@�@�j�@�@/
�R�@�@�@�@/�@�@�@�@�@`�[�f�L �@ �@ �@�R /�@�@�@�@�^
�@|�@�@�@�@|�@�@ l||l�@���l l||l �@�@�@�@ l||l ���l l||l�@�@�o���o��
�@�R�@�@�@ -��h�h�h�h~~�M`�f�[?��@�@�@-��h�h�h�f�[-�
�@�@�R �Q�Q�Q�Q(��)(��)��)�@)�@�@(�܁Q(��)��)��))
�@�@�@�@�@�@ �^ �_�@�@�^�_�@�د �^�ɃG�R�Ƃ����Ȃ�
.�@�@�@�@�@�^�@�i�[�j �@�i�[�j�_�@�@�@�@�ԎЉ���
�@�@�@�@�^�@�@ �܁i__�l__�j�� �_ �E�p����O��ɂȂ��Ă��邪
�@�@�@�@|�@�@ �@�@�@|r��-|�@�@�@�@| �������V�n���Ђ�����Ԃ낤��
�@�@�@�@ �_�@�@�@�@ `�[�f�L�@�@ �^ ����Ȓ�Ă͂��Ȃ��B
�@�@�@�@�m�@�@�@�@�@�@�@�@�@�@ �@�_ �܂�͂����������ł���B
�@ �^�L�@�@�@�@�@�@�@�@�@�@�@�@ �@�@�R
�@|�@�@�@�@���@�@�@�@�@�@�@�@�@�@�@�@�@�@�_
�@�R�@�@�@ -��h�h�h�h~~�M`�f�[?��@�@�@-��h�h�h�f�[-�.
�@�@�R �Q�Q�Q�Q(��)(��)��)�@)�@�@(�܁Q(��)��)��))
�@�@�@�@ �@�@�@ �@�Q�Q�Q_
�@�@�@�@�@�@�@ �^_�m �@�R�_�_
�@Ё@Ё@Ё@�@o�(�i���j) (�i���j)�o�@�@�@�@�@�@Ё@Ё@Ё@�@�@�����Ă�����������������������������
/��)��)��. ::::::�܁i__�l__�j��:::�_�@�@�@/��)��)��)
|�@/�@/�@/�@�@�@�@�@|r��-|�@�@�@�@|�@(��)/�@/ / /�^�@
|�@:::::::::::(��)�@�@�@�@|�@|�@ |�@�@ �^ �@�T�@�@:::::::::::/�@
|�@�@�@�@�@�m�@�@ �@�@|�@|�@ |�@ �@�_�@�@/�@�@�j�@�@/
�R�@�@�@�@/�@�@�@�@�@`�[�f�L �@ �@ �@�R /�@�@�@�@�^
�@|�@�@�@�@|�@�@ l||l�@���l l||l �@�@�@�@ l||l ���l l||l�@�@�o���o��
�@�R�@�@�@ -��h�h�h�h~~�M`�f�[?��@�@�@-��h�h�h�f�[-�
�@�@�R �Q�Q�Q�Q(��)(��)��)�@)�@�@(�܁Q(��)��)��))
708 �F���������R���N�F2010/06/11(��) 00:43:55 ID:IB8UVrrx
���ݕt���قǖʔ��������H
709 �F���������R���N�F2010/06/11(��) 04:23:11 ID:26xb1rVa
�n�C�u���b�h����Ȃ��āA�d�C�����Ԃ̃p�[�c�Ƃ��A�R���d�r�Ԃ̃p�[�c�Ƃ��A
����Ȃ����Ă�l����H
����Ȃ����Ă�l����H
710 �F���������R���N�F2010/06/11(��) 05:22:02 ID:91drnCts
>>695
�t���C�X�J�b�^�[�̎d�l���ɏ����Ă�����
�u���̍H������̉�]���A�荞�݁A�e�[�u�����葬�x�ł��̑f�ނ����H�����ꍇ���ꂾ���̏��v���͂�������܂��v
�Ƃ������e�ł�
�t���C�X�J�b�^�[�̎d�l���ɏ����Ă�����
�u���̍H������̉�]���A�荞�݁A�e�[�u�����葬�x�ł��̑f�ނ����H�����ꍇ���ꂾ���̏��v���͂�������܂��v
�Ƃ������e�ł�
711 �F���������R���N�F2010/06/11(��) 08:01:00 ID:TI+vwOKz
�@�B�̉��x�C�ɂ���قǂ̐��x���߂�ꂽ���Ƃ˂��Ȃ��E�E
���ɂȂ�����
���ɂȂ�����
712 �F���������R���N�F2010/06/11(��) 08:15:14 ID:zKgBzJSS
�����č�����gdgdJob���n�߂܂�����
713 �F���������R���N�F2010/06/11(��) 12:08:13 ID:72EANJID
�����܂ł̔[���̐}�ʂ��R�قǎc���Ă邺�I�q���b�n�[�I�I
�ł������͂v�t�ς邩��莞�ŋA��
�����͂��炪���̍Ղ肾����x��
�[���x��H���
�ł������͂v�t�ς邩��莞�ŋA��
�����͂��炪���̍Ղ肾����x��
�[���x��H���
714 �F���������R���N�F2010/06/11(��) 12:11:53 ID:72EANJID
>>710
���̏ꍇ�͎厲�ȊO���܂ނ��
���̏ꍇ�͎厲�ȊO���܂ނ��
715 �F���������R���N�F2010/06/11(��) 13:33:49 ID:TI+vwOKz
���낻��}�V�j���O�Z�\����̋G�߂����ǂԂ����Ⴏ�v�f�������Ăǂ��H
716 �F���������R���N�F2010/06/11(��) 18:39:20 ID:jd13CUBf
������x�̃��x���܂ł����ƋZ�\������ăN�\�̖��ɂ������Ȃ����ƂɋC�Â���
717 �F���������R���N�F2010/06/11(��) 18:58:17 ID:nSRj8L4P
>>701
�������킹���������킹
����ȓ��{�ꕷ�������Ȃ��B
>>710
�t���C�X�J�b�^�[���n���n��
�t���C�X���ĈӖ��킩���Ăˁ[����B
�s��ks�ǂ��B
�������킹���������킹
����ȓ��{�ꕷ�������Ȃ��B
>>710
�t���C�X�J�b�^�[���n���n��
�t���C�X���ĈӖ��킩���Ăˁ[����B
�s��ks�ǂ��B
718 �F���������R���N�F2010/06/11(��) 19:09:08 ID:jd13CUBf
719 �F���������R���N�F2010/06/11(��) 19:53:31 ID:IB8UVrrx
���[���[�d�������ăG���h�~���́����o�b�`����
720 �F���������R���N�F2010/06/12(�y) 08:32:31 ID:8K4PKAlU
721 �F���������R���N�F2010/06/12(�y) 09:24:11 ID:/xlhVNkF
�t���C�X�Ƃ͊ۂ��Ƃ��~���`�A��]����Ƃ��̈Ӗ����낤
�����̉��B�M������Ɋۂ��M�U�M�U�̏�����Ă�̂��t���C�X��
�D���ʼn~���ɕ҂ރt���C�X�҂݂������
�t���C�X�J�b�^�[�͓����Ӗ����d�ɂ��Ă�̂ł͂Ȃ���
�����̉��B�M������Ɋۂ��M�U�M�U�̏�����Ă�̂��t���C�X��
�D���ʼn~���ɕ҂ރt���C�X�҂݂������
�t���C�X�J�b�^�[�͓����Ӗ����d�ɂ��Ă�̂ł͂Ȃ���
722 �F���������R���N�F2010/06/12(�y) 11:38:49 ID:/xlhVNkF
>>706
�d�C�����Ԃ͑��s���͔p�K�X����_���Y�f���o���Ȃ��N���[���ƌ����Ă��邯��
�[�d����ׂ̌��̓d�C�͐Ζ��ʼnΗ͔��d�����q�͔��d�ŕ��ː��p�������o���Ă���
���Ƃ͂��܂茾��Ȃ��͉̂��̂�
�d�C�����Ԃ͑��s���͔p�K�X����_���Y�f���o���Ȃ��N���[���ƌ����Ă��邯��
�[�d����ׂ̌��̓d�C�͐Ζ��ʼnΗ͔��d�����q�͔��d�ŕ��ː��p�������o���Ă���
���Ƃ͂��܂茾��Ȃ��͉̂��̂�
723 �F���������R���N�F2010/06/12(�y) 12:27:36 ID:wuv96lAc
Fraise ���@�
���������H
���������H
724 �F���������R���N�F2010/06/12(�y) 14:31:56 ID:C8IaQguD
725 �F���������R���N�F2010/06/12(�y) 14:40:29 ID:/xlhVNkF
>>724
�G�l���M�[��������K�͂ɔ��d����ق������ʂ����邩������Ȃ����A
�����ԂɃK�\���������邩�A���d���ŐΖ����g�����̈Ⴂ���낤��
�Ζ��ȊO�̃G�l���M�[�ł͌��q�͔��d�𑝂₵�Ęd���̂�����
�G�l���M�[��������K�͂ɔ��d����ق������ʂ����邩������Ȃ����A
�����ԂɃK�\���������邩�A���d���ŐΖ����g�����̈Ⴂ���낤��
�Ζ��ȊO�̃G�l���M�[�ł͌��q�͔��d�𑝂₵�Ęd���̂�����
726 �F���������R���N�F2010/06/12(�y) 15:15:03 ID:C8IaQguD
���d�ɏd���f�Ƃ��͎g���Ȃ��̂��ȁE�E�E
�Ƃ���œ����G���W�����R�pUAV�Ɏ��p����n�߂��˂�
�Ƃ���œ����G���W�����R�pUAV�Ɏ��p����n�߂��˂�
727 �F���������R���N�F2010/06/12(�y) 16:32:56 ID:wc4pZvP5
>>725
�K�\������S���ÁX�Y�X�̃X�^���h�ɔz�����Ă�R�X�g����������
�K�\������S���ÁX�Y�X�̃X�^���h�ɔz�����Ă�R�X�g����������
728 �F���������R���N�F2010/06/12(�y) 17:30:21 ID:EmIyWbN1
{kind=link}
729 �F���������R���N�F2010/06/12(�y) 17:53:28 ID:+lnngY4Q
�S�̂̌����}�͂���Ȃ�������H�p�̕��i�}�ʏo��
730 �F���������R���N�F2010/06/12(�y) 18:54:12 ID:HIHWbsIN
�`���g���Ă̊���o�����H�ł̘b���Ȃ�ł���
�x�`�r�t�c�`�Ł@�r�P�U�O�O�O�@�e�Q�O�O�O�ő����ĉ��H���Ė��Ȃ����̂�
�n�j�j�łW�O�O�O�������Ȃ��āA�r�W�O�O�O�@�e�P�O�O�O�ł������ʂ����������ł�
�����ȊO�ɂ��@�B�̓������Ă���̂ł��傤���H
�x�`�r�t�c�`�Ł@�r�P�U�O�O�O�@�e�Q�O�O�O�ő����ĉ��H���Ė��Ȃ����̂�
�n�j�j�łW�O�O�O�������Ȃ��āA�r�W�O�O�O�@�e�P�O�O�O�ł������ʂ����������ł�
�����ȊO�ɂ��@�B�̓������Ă���̂ł��傤���H
731 �F���������R���N�F2010/06/12(�y) 19:52:43 ID:/xlhVNkF
�x�`�r�c�`�Ƃn�j�j�ł͋@�B�̒l�i���Ⴄ��
�l�i�����̎d�オ��ʂ����o���Ȃ��ƍl���悤
�l�i�����̎d�オ��ʂ����o���Ȃ��ƍl���悤
732 �F���������R���N�F2010/06/12(�y) 20:04:03 ID:HIHWbsIN
>>731�l
��̓I�ɂ͐��l�ŕ\���Ƃǂ��Ȃ��Ă����ł��傤�H
�E��̐l��
���X�_���_
���������Ȃ��Ȃ��E�E�E
�Ȃ�ł����A�P��Ǝ҂Ƃ��Ă͐^�~�x�A�o�b�N���b�V�A�H��������x�A�J��Ԃ����x
�Ƃ���������Ȃ��̂ł����E�E�E�B
�H�v�ƃE�f�łȂ�Ƃ��������ł����܂��g���Ȃ��̂ł��傤���H
��̓I�ɂ͐��l�ŕ\���Ƃǂ��Ȃ��Ă����ł��傤�H
�E��̐l��
���X�_���_
���������Ȃ��Ȃ��E�E�E
�Ȃ�ł����A�P��Ǝ҂Ƃ��Ă͐^�~�x�A�o�b�N���b�V�A�H��������x�A�J��Ԃ����x
�Ƃ���������Ȃ��̂ł����E�E�E�B
�H�v�ƃE�f�łȂ�Ƃ��������ł����܂��g���Ȃ��̂ł��傤���H
733 �F���������R���N�F2010/06/12(�y) 20:24:18 ID:Yq1gZ/A7
�@�B�̉��i���S���Ⴄ���Ď��́E�E�E
�E�f�łȂ�Ƃ��ł���Ȃ�N�ł��������������
�E�f�łȂ�Ƃ��ł���Ȃ�N�ł��������������
734 �F���������R���N�F2010/06/12(�y) 20:28:56 ID:HIHWbsIN
�Ȃ�قǁE�E�E�[���E�E�B
735 �F���������R���N�F2010/06/12(�y) 21:06:55 ID:/xlhVNkF
�@�B�̒l�i�ł�
���j�j���P�D�T�`�Q�@���@�}�L�m
�}�L�m���P�D�T�`�Q�@���@���X�_
�@���炢����
���j�j���P�D�T�`�Q�@���@�}�L�m
�}�L�m���P�D�T�`�Q�@���@���X�_
�@���炢����
736 �F���������R���N�F2010/06/12(�y) 22:31:33 ID:IO6qjabd
��������n���ɂ���ȁI�I
737 �F���������R���N�F2010/06/12(�y) 22:50:16 ID:BaDEDh90
okk�͍r���Ɏg���Ƃ���قǁE�E�E
738 �F���������R���N�F2010/06/12(�y) 23:51:54 ID:lz8gC75S
>>732
���c���N�����������
�����������Ԃ����Ęr�ŃJ�o�[
���іт̕����E�l�炵���ƌ����Ȃ����Ȃ��B�ł����c�͉������Ȃ��Ă����̈��ԕ���
���Ԃ��Ȃ����Ƃ��ł���@�B���ƍl���邱�Ƃ��ł���B
���c���N�����������
�����������Ԃ����Ęr�ŃJ�o�[
���іт̕����E�l�炵���ƌ����Ȃ����Ȃ��B�ł����c�͉������Ȃ��Ă����̈��ԕ���
���Ԃ��Ȃ����Ƃ��ł���@�B���ƍl���邱�Ƃ��ł���B
739 �F���������R���N�F2010/06/12(�y) 23:54:34 ID:t8gaAWI6
���c�_�b�܂��M���Ă�l�����
740 �F���������R���N�F2010/06/13(��) 02:34:31 ID:SMr/Gnt5
>>730
�����ƃo�����X�ŕς��܂���
�����ƃo�����X�ŕς��܂���
741 �F���������R���N�F2010/06/13(��) 10:42:40 ID:u960RT10
742 �F���������R���N�F2010/06/13(��) 12:38:16 ID:efds/vUZ
�Ȃ�i��NC�}�V���ɖ�����������Ăāc
NC���낤�ƂȂ낤�Ɩ����ȕ��͖����Ȃ��ǂȂ��c
��ꂽ
NC���낤�ƂȂ낤�Ɩ����ȕ��͖����Ȃ��ǂȂ��c
��ꂽ
743 �F���������R���N�F2010/06/13(��) 13:07:30 ID:KAWhnDht
nc�}�V���āE�E�E
���͔ėp�@�I�����[�Ȃ̂��H
���͔ėp�@�I�����[�Ȃ̂��H
744 �F���������R���N�F2010/06/13(��) 13:13:27 ID:Aj3ODgxE
��p�@�Ȃ�ĂƂĂ��ėp�@�ɐ��x�ŋy�Ȃ�����E�E
�N�\���������E�E
�N�\���������E�E
745 �F���������R���N�F2010/06/13(��) 14:52:07 ID:Gf7FQhAo
���ڂłȂ��Ƃ͌����^�G���W���ɌW������g�Ƃ��Ă̓h�L���l��
�N�����Ȃ��H����E���E���E�E�E
�N�����Ȃ��H����E���E���E�E�E
746 �F���������R���N�F2010/06/14(��) 19:11:54 ID:D/VwTvNz
����悩��TEL����B�������H����100�قǂ̏������S���s�ǂƁB
�N�r�ɂȂ�\������܂����H
�N�r�ɂȂ�\������܂����H
747 �F���������R���N�F2010/06/14(��) 19:23:26 ID:W8uor43u
���̏������ǂ̒��x�̂��̂��킩��Ȃ����ǁA�����ɂ��킽���ĉ��H�������m��
���s�ǂ��Ƃ킩�����̂Ȃ�E�E�E
�܂���ГI�ɂ͑��肾���
�[���|���B�����̐g�ɒu��������Ƒz�����������Ȃ��B
�E�`�̉�Ђ��ƕi���ۏؕ��̕���+�H�꒷�͓��R�Ƃ���
���c�ɎВ�����荞��ł��郌�x���B
���s�ǂ��Ƃ킩�����̂Ȃ�E�E�E
�܂���ГI�ɂ͑��肾���
�[���|���B�����̐g�ɒu��������Ƒz�����������Ȃ��B
�E�`�̉�Ђ��ƕi���ۏؕ��̕���+�H�꒷�͓��R�Ƃ���
���c�ɎВ�����荞��ł��郌�x���B
748 �F���������R���N�F2010/06/14(��) 19:39:02 ID:D/VwTvNz
>>746�ł����ǁB
�ʎY�i�������Ă��ł����A��̂ǂ̕i���������悤�Ȍ`��A���@�Ȃ�ł���B
���̕i���͂��̃v���O�����A���Č��܂��ĂĐV���Ƀv���O�����g�ނ��Ƃ͂Ȃ��ł��B
�ق�ō���͕̂s�ǂ��Ă������ŏ��̃v���O�����~�X�ňႤ�i����[�߂Ă��܂��܂����B
���@�ƌ`��͓����łq��0,2�~���قLjႤ��ł����B�q���炢�ʂɂ�����Ƃ͂����Ȃ��ł��傤���H
�s���Ŏd���Ȃ��ł��B
�ʎY�i�������Ă��ł����A��̂ǂ̕i���������悤�Ȍ`��A���@�Ȃ�ł���B
���̕i���͂��̃v���O�����A���Č��܂��ĂĐV���Ƀv���O�����g�ނ��Ƃ͂Ȃ��ł��B
�ق�ō���͕̂s�ǂ��Ă������ŏ��̃v���O�����~�X�ňႤ�i����[�߂Ă��܂��܂����B
���@�ƌ`��͓����łq��0,2�~���قLjႤ��ł����B�q���炢�ʂɂ�����Ƃ͂����Ȃ��ł��傤���H
�s���Ŏd���Ȃ��ł��B
749 �F���������R���N�F2010/06/14(��) 19:43:01 ID:/CjzE3Qb
�����́A�q���炢�ʂɂ�����B
����͂������藊�ނ��B
�ƁA���������Ă����邗
����͂������藊�ނ��B
�ƁA���������Ă����邗
750 �F���������R���N�F2010/06/14(��) 19:46:03 ID:D/VwTvNz
>>746�ł����ǁB�����ő��v�ł��傤���H�Ȃ�ĕ����Ă�����킯�Ȃ��ł���ˁB
���݂܂���ł����B
�����炭���̋@�B���H�l���I���܂����B�F���悤�Ȃ�B
���݂܂���ł����B
�����炭���̋@�B���H�l���I���܂����B�F���悤�Ȃ�B
751 �F���������R���N�F2010/06/14(��) 19:51:04 ID:W8uor43u
>>748
�Ȃ�قǁA�܂�i�Ԃɏ�����v���O����No���ԈႦ���Ƃ�����Ȋ����Ȃ̂��ȁH
����100�͕ʂɍ��㔭����������̂܂g����킯������܂�����͂������ۂ���
�i���������ˁH
�ŁA�����ɕK�v�Ȑ��K�̃v���O�����ʼn��H�������̂��K�v�Ȃ̂ˁB
����100�����H����̂ɂǂꂾ�����Ԃ������邩�A�����甭���ʂ�[�i����܂ł�
�ǂꂾ��������̂��A����ɂ���Ĕ[�i��̃��C�����~�߂�Ȃ艽������̑��Q��^����̂��A
�����ɂ��Ǝv����
�ň��̎��Ԃ͉��H�������̑S���ė��p����ł��Ȃ��A�ۂ��Ɖ�Ђ̑����A�̏ꍇ������ȁB
���Ȃ݂ɁA�s�ǂ��ĘA�������Ă����R0.2���炢�����ł���Ƃ͂Ȃ�Ȃ���Ȃ����B
�g�ݗ��Ă̎��ɂ������Ⴄ�����őg�ݗ����Ȃ��Ƃ��A�P���Ɏg���Ȃ��Ƃ��Ō��ǐ��K�̕i����
�[�i���������Ȃ����B
�܂��A���o�C�ˁB���C���~�߂��Ƃ��������[�i�x�ꂽ�Ƃ����ƌ_��ł���̉\�����炠�邶���B
���������Ȃ�����N�r�ɂȂ�Ȃ��Ă���Ў��߂邵���Ȃ����x���ɂ���Ȃ肤��E�E�B
�Ȃ�قǁA�܂�i�Ԃɏ�����v���O����No���ԈႦ���Ƃ�����Ȋ����Ȃ̂��ȁH
����100�͕ʂɍ��㔭����������̂܂g����킯������܂�����͂������ۂ���
�i���������ˁH
�ŁA�����ɕK�v�Ȑ��K�̃v���O�����ʼn��H�������̂��K�v�Ȃ̂ˁB
����100�����H����̂ɂǂꂾ�����Ԃ������邩�A�����甭���ʂ�[�i����܂ł�
�ǂꂾ��������̂��A����ɂ���Ĕ[�i��̃��C�����~�߂�Ȃ艽������̑��Q��^����̂��A
�����ɂ��Ǝv����
�ň��̎��Ԃ͉��H�������̑S���ė��p����ł��Ȃ��A�ۂ��Ɖ�Ђ̑����A�̏ꍇ������ȁB
���Ȃ݂ɁA�s�ǂ��ĘA�������Ă����R0.2���炢�����ł���Ƃ͂Ȃ�Ȃ���Ȃ����B
�g�ݗ��Ă̎��ɂ������Ⴄ�����őg�ݗ����Ȃ��Ƃ��A�P���Ɏg���Ȃ��Ƃ��Ō��ǐ��K�̕i����
�[�i���������Ȃ����B
�܂��A���o�C�ˁB���C���~�߂��Ƃ��������[�i�x�ꂽ�Ƃ����ƌ_��ł���̉\�����炠�邶���B
���������Ȃ�����N�r�ɂȂ�Ȃ��Ă���Ў��߂邵���Ȃ����x���ɂ���Ȃ肤��E�E�B
752 �F���������R���N�F2010/06/14(��) 20:00:39 ID:D/VwTvNz
>>751 �����ł��B�Ⴄ�i�Ԃ̂��̂�[�߂Ă��܂��܂����B�����24���ԉғ�������R���ŏo���܂��B
���̊ԈႦ�Ĕ[�߂��i�Ԃ͍����������Ă�̂ŁA���̂܂g���Ȃ����Ȃ������Ȋ����ł��B
20�N�قǂ����Ɣ[�߂Ă�i���炵����ł����A�����_��ł���Ƃ��Ȃ�Ύ����܂߂ĂR�l�͎d�����Ȃ��Ȃ��Ă��܂��܂��B
��������Ȃ��ƂȂ�E�E�E�E�}�W�Ń��o�C�ł�
���̊ԈႦ�Ĕ[�߂��i�Ԃ͍����������Ă�̂ŁA���̂܂g���Ȃ����Ȃ������Ȋ����ł��B
20�N�قǂ����Ɣ[�߂Ă�i���炵����ł����A�����_��ł���Ƃ��Ȃ�Ύ����܂߂ĂR�l�͎d�����Ȃ��Ȃ��Ă��܂��܂��B
��������Ȃ��ƂȂ�E�E�E�E�}�W�Ń��o�C�ł�
753 �F���������R���N�F2010/06/14(��) 20:06:41 ID:W8uor43u
>>752
�Ȃ�قǁA�c�������B
�Ƃ肠��������̃��C���̏��悩�ȁB
�܂����肩��N���[�����Ă鎞�_�Ń��C���ɏ���Ĕ��o�����낤���ǂˁB
���K�i��[������܂ő���̃��C�����~�߂邱�ƂɂȂ肻�����ȁE�E�B
�܂������Ȃ�100�g�ݗ��Ă��Ȃ����낤���疾��3���őS�͂ʼn��H���đ��[�������
�ň��ł����C����2�����~�܂�̂ŗ}�������Ȃ����B
�܂����̕t�������Ȃ�}�Ɍ_��ł�����Ȃ����낤�B
���Ƃ͎В�������Ȃ̂��F�����B
��Ђ��ł�����ł����قǂȂ�Ƃ��Ȃ�Ƃ������B��������Ώ������قǃ��o�C�Ǝv���B
�܂����Y�Ǘ��̐l�ɏ��ꕷ���Đ���t�ӂ��Ă��Ƃ͉^��V�ɔC����ׂ��B
�@�B���Ƃ����̓}�V���Ǝv���B
��̌�H����o�ׂ̓z���C�Â��Ȃ��̂������������ȁB
�Ȃ�قǁA�c�������B
�Ƃ肠��������̃��C���̏��悩�ȁB
�܂����肩��N���[�����Ă鎞�_�Ń��C���ɏ���Ĕ��o�����낤���ǂˁB
���K�i��[������܂ő���̃��C�����~�߂邱�ƂɂȂ肻�����ȁE�E�B
�܂������Ȃ�100�g�ݗ��Ă��Ȃ����낤���疾��3���őS�͂ʼn��H���đ��[�������
�ň��ł����C����2�����~�܂�̂ŗ}�������Ȃ����B
�܂����̕t�������Ȃ�}�Ɍ_��ł�����Ȃ����낤�B
���Ƃ͎В�������Ȃ̂��F�����B
��Ђ��ł�����ł����قǂȂ�Ƃ��Ȃ�Ƃ������B��������Ώ������قǃ��o�C�Ǝv���B
�܂����Y�Ǘ��̐l�ɏ��ꕷ���Đ���t�ӂ��Ă��Ƃ͉^��V�ɔC����ׂ��B
�@�B���Ƃ����̓}�V���Ǝv���B
��̌�H����o�ׂ̓z���C�Â��Ȃ��̂������������ȁB
754 �F���������R���N�F2010/06/14(��) 20:15:41 ID:c8zMsV7/
R0.2���E�E�E���i�ł���قǂ������肵�ĂȂ��ƽٰ����Ȃ����H
755 �F���������R���N�F2010/06/14(��) 20:18:42 ID:D/VwTvNz
>>753 �����̘b�ŋC���C����Ȃ���ł����A�ň����o�債�Ȃ���^��V�ɔC���Ă݂܂��B
756 �F���������R���N�F2010/06/14(��) 21:23:58 ID:A5UDrR1H
�܂��Ⴂ�̂��ȁH
�Ԃ����Ⴏ�����ȗ�ׂł��Ȃ���A�d���̃~�X�ł͂��������N�r�ɂ͂Ȃ���
�i�ēӔC�ŁA��̕��̐ӔC���ɂȂ邩��j
�Ԃ����Ⴏ�����ȗ�ׂł��Ȃ���A�d���̃~�X�ł͂��������N�r�ɂ͂Ȃ���
�i�ēӔC�ŁA��̕��̐ӔC���ɂȂ邩��j
757 �F���������R���N�F2010/06/14(��) 22:54:34 ID:S0vn9Xvz
>>748
�����őS���������Ƃ�����l������
�����́u���̕i���͕ʕi�ԂƂ��Ď܂��̂ŁA�����ɕK�v�ȕi�Ԃ�[�i���ĉ������v
�ƌ����Ă��ꂽ�炵��
�����őS���������Ƃ�����l������
�����́u���̕i���͕ʕi�ԂƂ��Ď܂��̂ŁA�����ɕK�v�ȕi�Ԃ�[�i���ĉ������v
�ƌ����Ă��ꂽ�炵��
758 �F���������R���N�F2010/06/14(��) 23:39:40 ID:+euwdLSj
�[�����i�E�����Ƃ��͂��Ȃ��Ȃ�
���ꂨ�O�����̂�������Ȃ��悗
���ꂨ�O�����̂�������Ȃ��悗
759 �F���������R���N�F2010/06/15(��) 01:00:09 ID:Mq4byOYU
��̕���YASUDA�Ƃn�j�j�̈�Ԃ̈Ⴂ�͐���n��
�i�t�@�i�b�N���̐���\�t�g�ł͂Ȃ��j
�i�t�@�i�b�N���̐���\�t�g�ł͂Ȃ��j
760 �F���������R���N�F2010/06/15(��) 12:39:38 ID:lIwXLRVr
���у��̓T�u�v�������C���Ɠ����v���O�����ɑg�߂邩��D��
761 �F���������R���N�F2010/06/15(��) 18:27:32 ID:s9oS1VYH
�� YASDA
�~ YASUDA
�~ YASUDA
762 �F���������R���N�F2010/06/15(��) 21:56:34 ID:g92Njr5q
>>759
�t�@�i�b�N�����ďo���邵�B�Ղ�
�t�@�i�b�N�����ďo���邵�B�Ղ�
763 �F���������R���N�F2010/06/15(��) 23:00:57 ID:VbqDVIp/
>>760
���������ǂ��������A���䑕�u�̈Ⴂ�ł͂Ȃ�����
���������ƃ����_�X����
>>759
�@�\�t�g�łȂ���������A�{�[���l�W�̍����Ƃ�
�T�[�{���[�^�̎�t�ʒu���̋@�B�I�Ȃ��Ƃł��傤��
���������ǂ��������A���䑕�u�̈Ⴂ�ł͂Ȃ�����
���������ƃ����_�X����
>>759
�@�\�t�g�łȂ���������A�{�[���l�W�̍����Ƃ�
�T�[�{���[�^�̎�t�ʒu���̋@�B�I�Ȃ��Ƃł��傤��
764 �F���������R���N�F2010/06/16(��) 01:07:13 ID:tHP4jr2Z
�s�v�c�ł��˂�
�}�L�m�̂�����40�Ԃʼn��H���Ă����ȃ��[�N��
�������̂����S�O�ʼn��H������C�}�C�`��
�������ł�������Ă�̂��}�L�m�ł���Ă����������̖ʂɂȂ�Ȃ����E�E�E
�Ȃ�ł��낤
�}�L�m�̂�����40�Ԃʼn��H���Ă����ȃ��[�N��
�������̂����S�O�ʼn��H������C�}�C�`��
�������ł�������Ă�̂��}�L�m�ł���Ă����������̖ʂɂȂ�Ȃ����E�E�E
�Ȃ�ł��낤
765 �F���������R���N�F2010/06/16(��) 01:10:24 ID:tHP4jr2Z
���A�����̂������̓t�@�i�b�N�ł�
�}�L�m�̓v���t�F�b�V���i���T�Ƃ������̂ł����ǒ��g�̓t�@�i�b�N���ۂ��ł��B
�}�L�m�̓v���t�F�b�V���i���T�Ƃ������̂ł����ǒ��g�̓t�@�i�b�N���ۂ��ł��B
766 �F���������R���N�F2010/06/16(��) 08:23:45 ID:J5IRvhAj
���A�����̂��іт̓t�@�b�N�ł�
�}���R�̓v���t�F�b�V���i�����Ƃ������̂ł����ǒ��g�̓t�@�b�N���ۂ��ł��B
�}���R�̓v���t�F�b�V���i�����Ƃ������̂ł����ǒ��g�̓t�@�b�N���ۂ��ł��B
767 �F���������R���N�F2010/06/16(��) 17:13:35 ID:VVBvIq7O
�@�@�@�@�@�@�@�@�@�^�P�_�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�^�P�_
�@�@�@�@ �@�@�@�@|�@�@�@ �@|�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ |�@�@�@ �@|
�@�@�@�@�@�@�@�@�@�_�Q�^�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�_�Q�^
�@�@�@�@�@�@�@�@�@�@�@|�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@|
�@�@�@�@�@�@�@ �^�P�P�P�_�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ �@ �@ �^�P�P�P�_
�@ �@ �@ �@ �^�@�@�@�@�@�@�@ �_�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ �@ �@ �^�@�m�@�@�@ �M�R�_
�@�@�@�@�@/�@�@ �m�@�@�@ �M�R�@�@�R�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@/�@�@ ���@�@�@ �� �@�R
�@�@�@ �@ |�@�@�@���@�@�@ �� �@�@|�@�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ | ���� �i__�l__�j����|
�@�@�@�@�@�_���@�i__�l__�j ���^�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ �@ �_�@�@�@ �@ �@ �@ __,�^
�@�@�@�@�@�^�@�@�@�@�@�@�@�@�@�_�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ �@ �^�@ �@ �@ �@ �@ �@ �_
�@�@�@�Q/((��))�Q�Q�Q�Q_�Qi�@|�@�������@�@�@�@�@�@�@�@ �@ |�P�P�P�P�P�P�P�P |�@�@��
..�@�^ /�R,,��) �P�P�P�P�P�i,,�m �_ �@�@�@�@�@�@�@�@�@�@�@�@_�i,,)�@�@�@�@�@�@�@�@�@�@�@(,,�j_
�^�@ /�Q�Q�Q�Q�Q�Q�Q�Q�Q�R.. �@�_�@�@�@ �@ �@ �@ �@ �^ �@| �@ �@������Ȃ� �@�@|�@ �_
.�P�P�P�P�P�P�P�P�P�P�P�P�P�P �@�@�@�@�@�@�@�@�^�@ �@ |�Q�Q�Q�Q�Q�Q�Q�Q_|�@�@�@�_
�@�@�@�@ �@�@�@�@|�@�@�@ �@|�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ |�@�@�@ �@|
�@�@�@�@�@�@�@�@�@�_�Q�^�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�_�Q�^
�@�@�@�@�@�@�@�@�@�@�@|�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@|
�@�@�@�@�@�@�@ �^�P�P�P�_�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ �@ �@ �^�P�P�P�_
�@ �@ �@ �@ �^�@�@�@�@�@�@�@ �_�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ �@ �@ �^�@�m�@�@�@ �M�R�_
�@�@�@�@�@/�@�@ �m�@�@�@ �M�R�@�@�R�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@/�@�@ ���@�@�@ �� �@�R
�@�@�@ �@ |�@�@�@���@�@�@ �� �@�@|�@�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ | ���� �i__�l__�j����|
�@�@�@�@�@�_���@�i__�l__�j ���^�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ �@ �_�@�@�@ �@ �@ �@ __,�^
�@�@�@�@�@�^�@�@�@�@�@�@�@�@�@�_�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ �@ �^�@ �@ �@ �@ �@ �@ �_
�@�@�@�Q/((��))�Q�Q�Q�Q_�Qi�@|�@�������@�@�@�@�@�@�@�@ �@ |�P�P�P�P�P�P�P�P |�@�@��
..�@�^ /�R,,��) �P�P�P�P�P�i,,�m �_ �@�@�@�@�@�@�@�@�@�@�@�@_�i,,)�@�@�@�@�@�@�@�@�@�@�@(,,�j_
�^�@ /�Q�Q�Q�Q�Q�Q�Q�Q�Q�R.. �@�_�@�@�@ �@ �@ �@ �@ �^ �@| �@ �@������Ȃ� �@�@|�@ �_
.�P�P�P�P�P�P�P�P�P�P�P�P�P�P �@�@�@�@�@�@�@�@�^�@ �@ |�Q�Q�Q�Q�Q�Q�Q�Q_|�@�@�@�_
768 �F���������R���N�F2010/06/16(��) 22:23:15 ID:jTdLrS5+
�@�@�@�@�@�@�@�@�@�^�P�_�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�^�P�_
�@�@�@�@ �@�@�@�@|�@�@�@ �@|�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ |�@�@�@ �@|
�@�@�@�@�@�@�@�@�@�_�Q�^�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�_�Q�^
�@�@�@�@�@�@�@�@�@�@�@|�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@|
�@�@�@�@�@�@�@ �^�P�P�P�_�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ �@ �@ �^�P�P�P�_
�@ �@ �@ �@ �^�@�@�@�@�@�@�@ �_�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ �@ �@ �^�@�m�@�@�@ �M�R�_
�@�@�@�@�@/�@�@ �m�@�@�@ �M�R�@�@�R�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@/�@�@ ���@�@�@ �� �@�R
�@�@�@ �@ |�@�@�@���@�@�@ �� �@�@|�@�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ | ���� �i__�l__�j����|
�@�@�@�@�@�_���@�i__�l__�j ���^�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ �@ �_�@�@�@ �@ �@ �@ __,�^
�@�@�@�@�@�^�@�@�@�@�@�@�@�@�@�_�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ �@ �^�@ �@ �@ �@ �@ �@ �_
�@�@�@�Q/((��))�Q�Q�Q�Q_�Qi�@|�@�������@�@�@�@�@�@�@�@ �@ |�P�P�P�P�P�P�P�P |�@�@��
..�@�^ /�R,,��) �P�P�P�P�P�i,,�m �_ �@�@�@�@�@�@�@�@�@�@�@�@_�i,,)�@�@�@�@�@�@�@�@�@�@�@(,,�j_
�^�@ /�Q�Q�Q�Q�Q�Q�Q�Q�Q�R.. �@�_�@�@�@ �@ �@ �@ �@ �^ �@| �@ �@�ł��Ă��� �@�@|�@ �_
.�P�P�P�P�P�P�P�P�P�P�P�P�P�P �@�@�@�@�@�@�@�@�^�@ �@ |�Q�Q�Q�Q�Q�Q�Q�Q_|�@�@�@�_
�@�@�@�@ �@�@�@�@|�@�@�@ �@|�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ |�@�@�@ �@|
�@�@�@�@�@�@�@�@�@�_�Q�^�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�_�Q�^
�@�@�@�@�@�@�@�@�@�@�@|�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@|
�@�@�@�@�@�@�@ �^�P�P�P�_�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ �@ �@ �^�P�P�P�_
�@ �@ �@ �@ �^�@�@�@�@�@�@�@ �_�@�@�@�@�@�@�@�@�@�@�@�@ �@ �@ �@ �@ �^�@�m�@�@�@ �M�R�_
�@�@�@�@�@/�@�@ �m�@�@�@ �M�R�@�@�R�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@�@/�@�@ ���@�@�@ �� �@�R
�@�@�@ �@ |�@�@�@���@�@�@ �� �@�@|�@�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ | ���� �i__�l__�j����|
�@�@�@�@�@�_���@�i__�l__�j ���^�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ �@ �_�@�@�@ �@ �@ �@ __,�^
�@�@�@�@�@�^�@�@�@�@�@�@�@�@�@�_�@�@�@ �@ �@ �@ �@ �@ �@ �@ �@ �@ �^�@ �@ �@ �@ �@ �@ �_
�@�@�@�Q/((��))�Q�Q�Q�Q_�Qi�@|�@�������@�@�@�@�@�@�@�@ �@ |�P�P�P�P�P�P�P�P |�@�@��
..�@�^ /�R,,��) �P�P�P�P�P�i,,�m �_ �@�@�@�@�@�@�@�@�@�@�@�@_�i,,)�@�@�@�@�@�@�@�@�@�@�@(,,�j_
�^�@ /�Q�Q�Q�Q�Q�Q�Q�Q�Q�R.. �@�_�@�@�@ �@ �@ �@ �@ �^ �@| �@ �@�ł��Ă��� �@�@|�@ �_
.�P�P�P�P�P�P�P�P�P�P�P�P�P�P �@�@�@�@�@�@�@�@�^�@ �@ |�Q�Q�Q�Q�Q�Q�Q�Q_|�@�@�@�_
769 �F���������R���N�F2010/06/17(��) 06:50:37 ID:L/otyFWG
���͂悤�������܂�
��Ζ����ł�
�����̎���Ő\����Ȃ��̂ł����A�F����̓v���[�u�̃L�����u���[�V��������
�ǂ̂��炢�̕p�x�ōs���Ă��܂����H
�����̐E��ł͌��܂����������Ȃ��̂ŁA���l�̓v���[�u��M�p���Ă��܂���
������A�����蓮�̃|�C���g�}�X�^�[�g���Ă��܂��B
��Ζ����ł�
�����̎���Ő\����Ȃ��̂ł����A�F����̓v���[�u�̃L�����u���[�V��������
�ǂ̂��炢�̕p�x�ōs���Ă��܂����H
�����̐E��ł͌��܂����������Ȃ��̂ŁA���l�̓v���[�u��M�p���Ă��܂���
������A�����蓮�̃|�C���g�}�X�^�[�g���Ă��܂��B
770 �F���������R���N�F2010/06/17(��) 10:44:00 ID:TGuWuHVq
���̃|�C���g�}�X�^�[�͍Z�����Ă�́H
771 �F���������R���N�F2010/06/18(��) 00:06:02 ID:rRBetw0s
>>769
���P
���P
772 �F769�F2010/06/18(��) 03:36:57 ID:zaXnpUGO
>>770����
�|�C���g�}�X�^�[�ɂ��Z�������ł����I�H
���[�N�ɓ��Ă��܂ܓ��������肵�ĂȂ�����
�ʒP�ʂ��Ɩ��茸���Ă���̂ł��傤���H
>>771����
�d���ɒǂ��Ă�ƒ��X�ɂȂ���ł��E�E�E
�����O�Q�[�W�悹�Ăقɂ�قɂ�Ƃ��E�E�E�B
�����O�Q�[�W�̕��ʂƌ��̒��p�Ƃ��ǂ��Ȃ��Ă�̂��s�������E�E�E�B
�|�C���g�}�X�^�[�ɂ��Z�������ł����I�H
���[�N�ɓ��Ă��܂ܓ��������肵�ĂȂ�����
�ʒP�ʂ��Ɩ��茸���Ă���̂ł��傤���H
>>771����
�d���ɒǂ��Ă�ƒ��X�ɂȂ���ł��E�E�E
�����O�Q�[�W�悹�Ăقɂ�قɂ�Ƃ��E�E�E�B
�����O�Q�[�W�̕��ʂƌ��̒��p�Ƃ��ǂ��Ȃ��Ă�̂��s�������E�E�E�B
773 �F���������R���N�F2010/06/18(��) 12:32:42 ID:pkZWVV8D
774 �F���������R���N�F2010/06/18(��) 12:44:04 ID:4uFrALos
�ȑO�߂Ă����H��ɁA���H��̌��������Ă���Ɓu����Ȏ����@�B�ĉ��H������v�Ċ����^����n�n�̗�o�c�҂����������B
�����Ƀm�������Ń������b�g���H���Ĕ[�i������A�Ă̒�قƂ�ǃA�E�g�B
���������̕��Ԃ����悤�Ɂu���O�͂��̎d�����N����Ă�I���H�̍��ԂɌ������Ȃ��łǂ�����I�v�����āB
���ꂽ���炻�̏�Ŏ��߂��B
�T�[�r�X�c�ƂƂ��J�ЉB���Ƃ���������_������������A�J��ɂԂ��܂����B
���̐^����n�n��o�c�҂͂܂������Ă邩�Ȃ�
�����Ƀm�������Ń������b�g���H���Ĕ[�i������A�Ă̒�قƂ�ǃA�E�g�B
���������̕��Ԃ����悤�Ɂu���O�͂��̎d�����N����Ă�I���H�̍��ԂɌ������Ȃ��łǂ�����I�v�����āB
���ꂽ���炻�̏�Ŏ��߂��B
�T�[�r�X�c�ƂƂ��J�ЉB���Ƃ���������_������������A�J��ɂԂ��܂����B
���̐^����n�n��o�c�҂͂܂������Ă邩�Ȃ�
775 �F���������R���N�F2010/06/18(��) 15:05:07 ID:X9IngNpF
���ꂪ��Ƃ肩�B
776 �F���������R���N�F2010/06/18(��) 15:27:58 ID:2ZNlHuX2
��Ƃ萢������܂��g���Ȃ���ƁE�o�c�҂͐悪�Ȃ���
10�N���炢�͂��̐��サ�������Ă��Ȃ�����
10�N���炢�͂��̐��サ�������Ă��Ȃ�����
777 �F���������R���N�F2010/06/18(��) 17:25:17 ID:ldaxl0oJ
>>774
>�����Ƀm�������Ń������b�g���H���Ĕ[�i������A�Ă̒�قƂ�ǃA�E�g�B
�u�قƂ�ǃZ�[�t�v�łȂ��Ƃ��낪�c�O�Ȑl����w
>�����Ƀm�������Ń������b�g���H���Ĕ[�i������A�Ă̒�قƂ�ǃA�E�g�B
�u�قƂ�ǃZ�[�t�v�łȂ��Ƃ��낪�c�O�Ȑl����w
778 �F���������R���N�F2010/06/18(��) 18:56:23 ID:rtm4lIUm
>>748�ł����ǁB
�В��ɏ��Ȃ���w���`�����ނ��B�x���Čy���w���@����܂����B
�債�����ɂ͂Ȃ�Ȃ������悤�ł��B������܂����B
�В��ɏ��Ȃ���w���`�����ނ��B�x���Čy���w���@����܂����B
�債�����ɂ͂Ȃ�Ȃ������悤�ł��B������܂����B
779 �F���������R���N�F2010/06/18(��) 19:19:01 ID:Lbrm7cpv
�����W�͐v�����l�Ƃ͕ʂ�����A�����W�Ƃ��Ă͐v�҂��o�����}�ʂɏ]���ĉ۔��肵�Ă��ŁA
���̎��ɕs�ǔ���o������ł��傤�B
�v�����l�������͋q�悪�g�p����Ȃ��Ɣ��f����A�}�ʒʂ�ɏo���Ă��Ȃ��Ă������B�����͂��߂����ǁB
���̎��ɕs�ǔ���o������ł��傤�B
�v�����l�������͋q�悪�g�p����Ȃ��Ɣ��f����A�}�ʒʂ�ɏo���Ă��Ȃ��Ă������B�����͂��߂����ǁB
780 �F���������R���N�F2010/06/18(��) 19:52:02 ID:Pk/Ld6dq
>>778
�ǂ������ȁB���܂��������Ă邩�A����قǂ̐��x��v������Ȃ����[�N�������̂��͒m��Ȃ���
����Ȃ���
�g�������Ă̂́A��点���d�������ɂȂ邩�ǂ����ʼnۂ����߂��
���葤������ꂭ�炢����������w����ă��x���Ȃ�A�������͂Ȃ�
�ނ���A�܂Ƃ��Ȍo�c�҂Ȃ碂��̎����͂��̂��炢�Ȃ炲�܂����飂ƃv���X�v�l�Ōv�Z���Ă�͂�
�Q�[�W�c�Ƃ�G�`���̉ߏ�i���}�ʂɓ�������Ă����������Ȃ����ȁH
�ǂ������ȁB���܂��������Ă邩�A����قǂ̐��x��v������Ȃ����[�N�������̂��͒m��Ȃ���
����Ȃ���
�g�������Ă̂́A��点���d�������ɂȂ邩�ǂ����ʼnۂ����߂��
���葤������ꂭ�炢����������w����ă��x���Ȃ�A�������͂Ȃ�
�ނ���A�܂Ƃ��Ȍo�c�҂Ȃ碂��̎����͂��̂��炢�Ȃ炲�܂����飂ƃv���X�v�l�Ōv�Z���Ă�͂�
�Q�[�W�c�Ƃ�G�`���̉ߏ�i���}�ʂɓ�������Ă����������Ȃ����ȁH
781 �F���������R���N�F2010/06/18(��) 23:16:21 ID:05hdOzRP
�Ƃ�������
�ǂ�ȕ���
�ǂ��������t������
�ǂ������@�\����
���i�Ȃ̂�
�𗝉����Ă�ΈӖ��̖����q�̐����̓J�`�����ł���
�ǂ�ȕ���
�ǂ��������t������
�ǂ������@�\����
���i�Ȃ̂�
�𗝉����Ă�ΈӖ��̖����q�̐����̓J�`�����ł���
782 �F���������R���N�F2010/06/19(�y) 00:41:33 ID:OBdSkavD
�������H�������[�N�}�ʂɁA�^�b�v�̃s�b�`�����͂����Ă����LjӖ�����ł����H
�ǂ����o�J�����ŃN���A�����X����̂ɁE�E�E
�d�x60���邩��Ă���ɂ͂�肽���Ȃ��Ȃ�
�Ă�������0.1���炢�Ђ��ނ��E�E�E�B
�ǂ����o�J�����ŃN���A�����X����̂ɁE�E�E
�d�x60���邩��Ă���ɂ͂�肽���Ȃ��Ȃ�
�Ă�������0.1���炢�Ђ��ނ��E�E�E�B
783 �F���������R���N�F2010/06/19(�y) 01:52:55 ID:xp4pJ0ra
>>782
�����ɂ��
�����ɂ��
784 �F���������R���N�F2010/06/19(�y) 02:01:26 ID:OBdSkavD
�l�P�O�̕��ڂŊ����50�@100�@150�@�̈ʒu�ɂ��ꂼ��}0.1�̌����ł�
�܂�ʒu�I�ɂ͊����150�̈ʒu�܂ł̗ݐό����́}0.3�ł�
�܂�ʒu�I�ɂ͊����150�̈ʒu�܂ł̗ݐό����́}0.3�ł�
785 �F���������R���N�F2010/06/19(�y) 04:13:08 ID:YKizelsS
���̎w��Ȃ�����̈ʒu���A�����m�̑��ΓI�Ȉʒu�W�̕����d�v�Ȃ��
���ۃN���A�����X�����Ă��A�s�b�`���Y���Ă�Ƃ��Ȃ�g�ݗ��Ăɂ�����
���ۃN���A�����X�����Ă��A�s�b�`���Y���Ă�Ƃ��Ȃ�g�ݗ��Ăɂ�����
786 �F���������R���N�F2010/06/19(�y) 04:17:35 ID:q0j5CkwO
����A��i�Ɍ���ꂽ����
��ʁi�f�ޖʁj���Ղɓ��ĂāA�؍�ʂ���ɂ���
��������悤�Ɍ���ꂽ����
�R�����ď㉺�t������������ԈႢ�Ȃ�ł����H
�؍�ʂ����ɂ����ق����o�b�`���ʓ����肵��
���肵�đ���₷�����ǁB
��ʁi�f�ޖʁj���Ղɓ��ĂāA�؍�ʂ���ɂ���
��������悤�Ɍ���ꂽ����
�R�����ď㉺�t������������ԈႢ�Ȃ�ł����H
�؍�ʂ����ɂ����ق����o�b�`���ʓ����肵��
���肵�đ���₷�����ǁB
787 �F���������R���N�F2010/06/19(�y) 04:59:03 ID:OBdSkavD
>>785 ����
�Ȃ�ق�
�ł��������������Ƃ��`�������̂Ȃ�f�[�^������Ƃ��Ăق����ł����
��Ǝ҂��炵����u�����P�T�O�̈ʒu�łO�D�R����ĂĂȂɂ������v���Ă������܂������
�Ȃ�ق�
�ł��������������Ƃ��`�������̂Ȃ�f�[�^������Ƃ��Ăق����ł����
��Ǝ҂��炵����u�����P�T�O�̈ʒu�łO�D�R����ĂĂȂɂ������v���Ă������܂������
788 �F���������R���N�F2010/06/19(�y) 14:04:37 ID:eNzzrrq7
>>786
���{��ł���
���{��ł���
789 �F���������R���N�F2010/06/19(�y) 14:05:47 ID:eNzzrrq7
>>784
�܂����^�b�v�ňʒu���߂���C�Ȃ̂�
�܂����^�b�v�ňʒu���߂���C�Ȃ̂�
790 �F���������R���N�F2010/06/19(�y) 21:40:02 ID:OBdSkavD
�l�W���Ƃ͂߂������̈ʒu�A���p�A�^�~�Ƃ��o�Ă�{���g���Ă���́H
�m�b�N�s���ƒ��ߕt�������˂��悤�Ȃ�B
�m�b�N�s���ƒ��ߕt�������˂��悤�Ȃ�B
791 �F���������R���N�F2010/06/19(�y) 22:16:21 ID:hg3ZY+iR
�X�g���b�p�{���g���ĕ��������
���������������A�l�W�����̂��̂͌����ɊW�Ȃ����ǂ�
�ނ���{���g�ɒ��p�����߂�������������Ǝv���ׂ�
���������������A�l�W�����̂��̂͌����ɊW�Ȃ����ǂ�
�ނ���{���g�ɒ��p�����߂�������������Ǝv���ׂ�
792 �F���������R���N�F2010/06/19(�y) 22:40:16 ID:3CNvWmRp
�}�C�i�[�ӂŐ}������Ă�ꍇ�����邯�ǂˁB���l�W���̌���
793 �F���������R���N�F2010/06/20(��) 00:29:54 ID:Zvh8uRkO
���p�łĂȂ��ƃl�W�̓����҂����薧�����Ȃ��C�����邪�E�E�E
������Ⴊ�Ԃ�邱�ƂŖ�������ȁH
������Ⴊ�Ԃ�邱�ƂŖ�������ȁH
794 �F���������R���N�F2010/06/20(��) 02:54:25 ID:GId5ajqX
�˂����̂ɃN���A�����X�����邩��A�����̌X���͋z�������
795 �F���������R���N�F2010/06/20(��) 02:55:51 ID:gCH1OeJU
�����X�^�b�h�{���g���g�����炠����x�l�W���̒��p�o���Ă����Ȃ���
�߂ɗ����Ďg���Ȃ��Ƌq�Ɍ���ꂽ���Ƃ͂���B
�{���ɂ����Ȃ̂��͒m���B
�߂ɗ����Ďg���Ȃ��Ƌq�Ɍ���ꂽ���Ƃ͂���B
�{���ɂ����Ȃ̂��͒m���B
796 �F���������R���N�F2010/06/20(��) 03:43:57 ID:tXWcvC+r
797 �F���������R���N�F2010/06/20(��) 08:22:44 ID:+qjHsMgH
���ꂪ���\���߂��B���̑O���e�^�b�v���ɃL�c�L�c�̈ʒu�x�������Ă���
�����O���ƃN���[���B������@�ł��߂���B���ǂ̂Ƃ��g�݂����������Ď��ŁB
�����������\�i�O�����ő���j�͏��NGw
�����O���ƃN���[���B������@�ł��߂���B���ǂ̂Ƃ��g�݂����������Ď��ŁB
�����������\�i�O�����ő���j�͏��NGw
798 �F���������R���N�F2010/06/20(��) 09:20:25 ID:GEA4ykOq
799 �F���������R���N�F2010/06/20(��) 11:56:59 ID:Zvh8uRkO
�����܂���P�Ƃ͂Ȃ�ł����H
800 �F���������R���N�F2010/06/20(��) 12:47:07 ID:0nsOniPb
��ʓI�ɂ͕s�Ǘ��̒ጸ�̂��Ƃ����ǁA
�ʒu�x�ŕs�Ǘ�����������Ă悭�킩����
�g�����̃~�X�����炷���ĈӖ����낤��
���ʓI�ɂ��������̂ɖ𗧂ʒu�x�����邪�A�����łȂ��̂�����
�f�[�^���Ŋ���ʂƊ�_�E������I�Ɏw�肷�邽�߂Ƃ�
�ʒu�x�ŕs�Ǘ�����������Ă悭�킩����
�g�����̃~�X�����炷���ĈӖ����낤��
���ʓI�ɂ��������̂ɖ𗧂ʒu�x�����邪�A�����łȂ��̂�����
�f�[�^���Ŋ���ʂƊ�_�E������I�Ɏw�肷�邽�߂Ƃ�
801 �F���������R���N�F2010/06/21(��) 11:30:11 ID:51+aJyYX
�^�b�v�Ɉʒu�������������̂ŁA
�˂��Q�[�W���ɂ˂��ƃA�^���ʂ̒��p���т����Əo�Ă��錤�푪��������Ă�����đ��肵�A�[���B
���̌�A�e��Ђőg�ݗ��Ď��ɂ��܂��g�݂�����Ȃ��Ƃ̃N���[���ƂƂ��ɁA
�g�ݗ��ĂɎg���؍�{���g���g���đ��肵�������Ō����O����A�s�ǒʍ��������B
�����Ŏg���Ă������푪�������Q�ŁA�e��Ђ̌������ɃN���[�����ɂ�������A
���ǃ{���g�̂ق��������Ƃ������ƂɂȂ������E�E�E
�ǂ������킯�������̕��i�͔i�A���̈����̂܂܂������B
�ł�����Ђ͂��낢�날��炵��w
�˂��Q�[�W���ɂ˂��ƃA�^���ʂ̒��p���т����Əo�Ă��錤�푪��������Ă�����đ��肵�A�[���B
���̌�A�e��Ђőg�ݗ��Ď��ɂ��܂��g�݂�����Ȃ��Ƃ̃N���[���ƂƂ��ɁA
�g�ݗ��ĂɎg���؍�{���g���g���đ��肵�������Ō����O����A�s�ǒʍ��������B
�����Ŏg���Ă������푪�������Q�ŁA�e��Ђ̌������ɃN���[�����ɂ�������A
���ǃ{���g�̂ق��������Ƃ������ƂɂȂ������E�E�E
�ǂ������킯�������̕��i�͔i�A���̈����̂܂܂������B
�ł�����Ђ͂��낢�날��炵��w
802 �F���������R���N�F2010/06/21(��) 12:45:47 ID:bssEAKIX
�����菑���̐}�ʂƂ�FAX�}�ʂƂ��ł���Ƃ��C�Ȃ��Ȃ�ȁB�܂Ƃ��Ȑ}�ʂ����Ă��Ă����Ɖ��x��������c
803 �F���������R���N�F2010/06/21(��) 13:01:35 ID:FxwszPXe
�u�}�ʂ̉�ǂ͐ςݑ����������������܂��v��
804 �F���������R���N�F2010/06/21(��) 17:47:28 ID:YZyszOFu
>>800
���@�����͈̔͂ɊO�ڂ���~�͈̔͂��ʒu�x�����͈͂ɂȂ�̂ŁA
�ʐς������镪�����s�ǂ������ł��B
���X���������ړI���g�݂�����͈͓��Ō��߂�����Ȃ̂�
>>797�ɂ�������Ă����悤�ȁA�g�݂����邪�L�c�L�c�̈ʒu�x
�Ƃ������Ǝ��̂����ʂ͂Ȃ��͂��Ȃ�ł��B
���@�����͈̔͂ɊO�ڂ���~�͈̔͂��ʒu�x�����͈͂ɂȂ�̂ŁA
�ʐς������镪�����s�ǂ������ł��B
���X���������ړI���g�݂�����͈͓��Ō��߂�����Ȃ̂�
>>797�ɂ�������Ă����悤�ȁA�g�݂����邪�L�c�L�c�̈ʒu�x
�Ƃ������Ǝ��̂����ʂ͂Ȃ��͂��Ȃ�ł��B
805 �F���������R���N�F2010/06/21(��) 18:52:37 ID:HRpHDW28
�g���^�́u�w���Ȃ�������+-0.2�̂��Ɓv
���ƁB
�^�b�v�s�b�`�����Q�O�O�O�����Ă��}0.2�Ȃ̂��H
���ƁB
�^�b�v�s�b�`�����Q�O�O�O�����Ă��}0.2�Ȃ̂��H
806 �F���������R���N�F2010/06/21(��) 20:07:31 ID:yJD+N45t
>>804
>���@�����͈̔͂ɊO�ڂ���~�͈̔͂��ʒu�x�����͈�
�O�ډ~�E�E�E���Ⴂ�H
���Ƃ��Έʒu�x��0.1���Ă������璼�a0.1�̉~��������A
��ӂ�0.1�̐����`�ɓ��ڂ���~�ɂȂ�
���@�����ł����Ɓ}0.05�̐����`�ɓ��ڂ���~������A
�}0.1��肸���ƌ�����
����>>797�́u�L�c�L�c�v�͌������������Ƃ����Ӗ��ł�
>���@�����͈̔͂ɊO�ڂ���~�͈̔͂��ʒu�x�����͈�
�O�ډ~�E�E�E���Ⴂ�H
���Ƃ��Έʒu�x��0.1���Ă������璼�a0.1�̉~��������A
��ӂ�0.1�̐����`�ɓ��ڂ���~�ɂȂ�
���@�����ł����Ɓ}0.05�̐����`�ɓ��ڂ���~������A
�}0.1��肸���ƌ�����
����>>797�́u�L�c�L�c�v�͌������������Ƃ����Ӗ��ł�
807 �F���������R���N�F2010/06/21(��) 20:12:00 ID:HRpHDW28
���[�Ȃ�ق�
���a0.05�̉~���ɂ��Ȃ��Ƃ��߂Ȃ킯���B
���a0.05�̉~���ɂ��Ȃ��Ƃ��߂Ȃ킯���B
808 �F���������R���N�F2010/06/21(��) 20:20:28 ID:VIvdIlf5
>>805
���ʂ�1000�z������}0.5�Ƃ�����Ȃ����H
���ʂ�1000�z������}0.5�Ƃ�����Ȃ����H
809 �F���������R���N�F2010/06/21(��) 20:33:14 ID:YZyszOFu
>>806
���ꂾ�ƈʒu�x�����̍l�����Ƃ��߂��ׂł��ˁB
�ڍׂ͉��L�̖{�ł��Q�l�ɂ��Ă��������B
�}�ʂ��āA�ǂȂ��`���˂�! LEVEL2�|����v�҂�������͂��߂Ă̊���
http://www.amazon.co.jp/dp/4526058599/
������>>797�́u�L�c�L�c�v�͌������������Ƃ����Ӗ��ł�
�����ł���H
������ŏ��ɊG�`������̃~�X���Ə�������ł��B
���ʂƂ��đg�݂���ꂽ�킯�ł�����B
���ꂾ�ƈʒu�x�����̍l�����Ƃ��߂��ׂł��ˁB
�ڍׂ͉��L�̖{�ł��Q�l�ɂ��Ă��������B
�}�ʂ��āA�ǂȂ��`���˂�! LEVEL2�|����v�҂�������͂��߂Ă̊���
http://www.amazon.co.jp/dp/4526058599/
������>>797�́u�L�c�L�c�v�͌������������Ƃ����Ӗ��ł�
�����ł���H
������ŏ��ɊG�`������̃~�X���Ə�������ł��B
���ʂƂ��đg�݂���ꂽ�킯�ł�����B
810 �F���������R���N�F2010/06/21(��) 20:49:44 ID:HRpHDW28
811 �F���������R���N�F2010/06/21(��) 20:50:50 ID:F6PnFRK4
�D�Q�Ȃڂނ��Ă��o�邾�낗��
812 �F���������R���N�F2010/06/21(��) 20:54:51 ID:HRpHDW28
�q���g�@�Ă�����O���H���Ă���̂Ђ���
813 �F���������R���N�F2010/06/21(��) 21:01:40 ID:F6PnFRK4
814 �F���������R���N�F2010/06/21(��) 21:10:10 ID:YZyszOFu
>>809�ւ̕⑫�ł����A�u��R�́A���@�����Ɗ����̊W�v�̂V�X�y�[�W�ӂ肩�珑���Ă���܂��B
�ő���̌���������Ă����A>>797�̃P�[�X�ł͐}�ʂƂ��Ă��Ԉ���Ă͂��Ȃ�������������܂���B
�ő���̌���������Ă����A>>797�̃P�[�X�ł͐}�ʂƂ��Ă��Ԉ���Ă͂��Ȃ�������������܂���B
815 �F���������R���N�F2010/06/21(��) 21:15:47 ID:HRpHDW28
������
816 �F���������R���N�F2010/06/21(��) 21:31:48 ID:S+50E6L4
�g���^���Č����������ĂȂ��Ƃ��ׂăv���}�C0�D2�ɂȂ�̂�
�����̉�Ђ���600�̓��t�̓v���}�C1�~������B
�����̉�Ђ���600�̓��t�̓v���}�C1�~������B
���́�M���������菑���Ă������̂�B�ł����̉�ЂƂ̊Ԃɂ���E�`�̎����Ђ�
�A�����킩���ĂȂ��̂�B��Łu�}�ʂ��āA�ǂȂ��`���˂�!�v�������܂����悗
����܂藝���͂��ĂȂ������悤�����nj����邱�ƂŘb�͈ꌏ�����B
�ł���{��������̈������Ęb�������{���킩���ĂȂ��̂�����
���[�������������삵�Ă�̂ɂ��}�ʕύX�Œi��0.3���lj��ɂȂ������A�f�ނ�
���_��0.8������orz
�i�@�j���@���Ēm��Ȃ��̂��Ȃ�
�A�����킩���ĂȂ��̂�B��Łu�}�ʂ��āA�ǂȂ��`���˂�!�v�������܂����悗
����܂藝���͂��ĂȂ������悤�����nj����邱�ƂŘb�͈ꌏ�����B
�ł���{��������̈������Ęb�������{���킩���ĂȂ��̂�����
���[�������������삵�Ă�̂ɂ��}�ʕύX�Œi��0.3���lj��ɂȂ������A�f�ނ�
���_��0.8������orz
�i�@�j���@���Ēm��Ȃ��̂��Ȃ�
818 �F���������R���N�F2010/06/21(��) 23:59:27 ID:F6PnFRK4
�m�g�j����̎�b�j���[�X�Ƃ���������Ă邾��
819 �F���������R���N�F2010/06/22(��) 00:00:07 ID:u/zWMOHZ
�딚����
820 �F���������R���N�F2010/06/22(��) 12:27:31 ID:XYxfhVg0
�ŋ߂����̉�Ђɓ����Ă���40�߂��I�b�T�����̂����ŃE�U����c�B
���r�œ����Ă���N��̌�y���Ăǂ������Ηǂ���ˁH
���ɂ��������炠��Ⴕ�Ȃ���B
���r�œ����Ă���N��̌�y���Ăǂ������Ηǂ���ˁH
���ɂ��������炠��Ⴕ�Ȃ���B
821 �F���������R���N�F2010/06/22(��) 12:30:39 ID:c0+LAsZD
>>820
���߂�ˁB
���߂�ˁB
822 �F���������R���N�F2010/06/22(��) 13:47:19 ID:P6NPdsO/
�I�b�T���u��y�҂̏��m���Q�O�N�I��̉��̐�y���Ă����w�\�Œ��������킢�v
�Ƃ͂������̂́A���̐l�̎��ɂ����̂ň�ʘ_�Ƃ��āE�E�E
�w��y�x�Ɓw��y�x�Ƃ����̂̓t�B�N�V�����ł��B��Ƒg�D���w�����ߌn�����w������
���߂ɗp���Ă��铹��ƌ��������Ă������B
��{�I�ɂ́A���ꂼ��̒n��ɐ�����l�X���A���܂��܋��R�����ȗ��R�ň��
�E��ɏW�܂��ē����Ă��邾���B
�o�͂�̂ɓ���̏㉺�W��p���鎞��͏I�������ł��傤�B�ʂ́A�܂�
�����Ă݂�u���ǂ��S�b�R�v�ʼnĂ��������Ȃ��ł��傤�ˁB
�Ƃ͂������̂́A���̐l�̎��ɂ����̂ň�ʘ_�Ƃ��āE�E�E
�w��y�x�Ɓw��y�x�Ƃ����̂̓t�B�N�V�����ł��B��Ƒg�D���w�����ߌn�����w������
���߂ɗp���Ă��铹��ƌ��������Ă������B
��{�I�ɂ́A���ꂼ��̒n��ɐ�����l�X���A���܂��܋��R�����ȗ��R�ň��
�E��ɏW�܂��ē����Ă��邾���B
�o�͂�̂ɓ���̏㉺�W��p���鎞��͏I�������ł��傤�B�ʂ́A�܂�
�����Ă݂�u���ǂ��S�b�R�v�ʼnĂ��������Ȃ��ł��傤�ˁB
823 �F���������R���N�F2010/06/22(��) 15:25:27 ID:Gx5KyJd/
>>820
50�߂��ŃR�l�ōďA�E���Ă����A���\�Ō������ŏ�i�Ɏ�����̂�������蕿��
���l�̑��������邱�Ƃ������̂��߂ɂȂ�Ɗ��Ⴂ���Ă鎩�Ȓ��S��Y�������ɂȂ��������}�V����E�E
50�߂��ŃR�l�ōďA�E���Ă����A���\�Ō������ŏ�i�Ɏ�����̂�������蕿��
���l�̑��������邱�Ƃ������̂��߂ɂȂ�Ɗ��Ⴂ���Ă鎩�Ȓ��S��Y�������ɂȂ��������}�V����E�E
824 �F���������R���N�F2010/06/22(��) 18:15:50 ID:cV2WRd6W
�łӂ����ǂ����Ă��ȁ[�[�O�O
825 �F���������R���N�F2010/06/22(��) 18:25:54 ID:LRQvFmPW
test
826 �F���������R���N�F2010/06/22(��) 18:37:25 ID:LRQvFmPW
�����ɂ́A�����̏�������ƕ����܂����B
��T������H���ɍďA�E���܂����B
�ȑO�����E��̃}�V�j���O�������Ȃ�Â��^�C�v��
����H�`��H�`�F�b�N���ł��������Ă܂��E�E�E
�P���ȉ��H�ł����u�����N������v���O�����Ɏ��M���Ȃ�
�p�\�R���Ńv���O�����̊ȒP�ȃV���~���[�^�[�Ȃǂ��E�߂�
�\�t�g�������������������
�Θb���ʼn��H���Ă����̂ŌÂ��@�B�Ɍ˘f�����炯�ł��O�O�G
��l�����͈̑�ł��Ȃ�
��T������H���ɍďA�E���܂����B
�ȑO�����E��̃}�V�j���O�������Ȃ�Â��^�C�v��
����H�`��H�`�F�b�N���ł��������Ă܂��E�E�E
�P���ȉ��H�ł����u�����N������v���O�����Ɏ��M���Ȃ�
�p�\�R���Ńv���O�����̊ȒP�ȃV���~���[�^�[�Ȃǂ��E�߂�
�\�t�g�������������������
�Θb���ʼn��H���Ă����̂ŌÂ��@�B�Ɍ˘f�����炯�ł��O�O�G
��l�����͈̑�ł��Ȃ�
827 �F���������R���N�F2010/06/22(��) 19:09:44 ID:cV2WRd6W
828 �F���������R���N�F2010/06/22(��) 19:35:58 ID:niVWHrsz
�܂��܂��s�ǂ���Ă��܂��܂����B
NC���ՂŗʎY����ĂāA���̑O�s�Ǐo���Ă���o�בO�ɑS�Ă̕i���������ōđ��肵�Ă�̂ł����A������O�a���O,�T�~���傫���B
�O,�T�~���Ȃ̂ł����炭�}�C�N���̖ڐ���̓ǂ݊ԈႢ���ƁE�E�E�B
��̋����ɂ�����x���H���悤�Ǝv���Ă��炢�̊Ԃɂ��o�ׂ���Ă܂����E�E�E�B
���̋ƊE�O,�T�~�����đ傫���ł���ˁH
NC���ՂŗʎY����ĂāA���̑O�s�Ǐo���Ă���o�בO�ɑS�Ă̕i���������ōđ��肵�Ă�̂ł����A������O�a���O,�T�~���傫���B
�O,�T�~���Ȃ̂ł����炭�}�C�N���̖ڐ���̓ǂ݊ԈႢ���ƁE�E�E�B
��̋����ɂ�����x���H���悤�Ǝv���Ă��炢�̊Ԃɂ��o�ׂ���Ă܂����E�E�E�B
���̋ƊE�O,�T�~�����đ傫���ł���ˁH
829 �F���������R���N�F2010/06/22(��) 20:11:24 ID:qMpXDgL0
40�߂��̂�������
��ł��v���O�����̎���wwww
��ł��v���O�����̎���wwww
830 �F���������R���N�F2010/06/22(��) 20:36:48 ID:V6DdYTV0
>>828
���̕i���̑傫���ɂ���ˁE�E
�ł��}�C�N���ő��肵�Ă���Ď��͐��x���߂���i���Ȃ̂��ȁH
�����͌������Ȃ��悤�ȕi�����ƁA�قƂ�ǃf�W�^���m�M�X�����Ȃ��E�E�E
���̕i���̑傫���ɂ���ˁE�E
�ł��}�C�N���ő��肵�Ă���Ď��͐��x���߂���i���Ȃ̂��ȁH
�����͌������Ȃ��悤�ȕi�����ƁA�قƂ�ǃf�W�^���m�M�X�����Ȃ��E�E�E
831 �F���������R���N�F2010/06/22(��) 22:17:21 ID:P6NPdsO/
>>809
���̂ǂȂ������˂�X�L���j���O���r���Ē��g�ǂ܂�ւ�ł�
���̂ǂȂ������˂�X�L���j���O���r���Ē��g�ǂ܂�ւ�ł�
832 �F���������R���N�F2010/06/22(��) 23:06:47 ID:60iIlZvy
�����f�J�C���낤�E�E�E
�I����1���������Ƃ���B
1mm�f�J�C����Ǖ��ʂɌ����H��
�X���[��������
�I����1���������Ƃ���B
1mm�f�J�C����Ǖ��ʂɌ����H��
�X���[��������
833 �F���������R���N�F2010/06/23(��) 00:45:33 ID:igxMniQA
>>809
�{�������Ă�Ȃ炿���Ɠǂݒ�������������
�{�������Ă�Ȃ炿���Ɠǂݒ�������������
834 �F���������R���N�F2010/06/23(��) 00:51:05 ID:BAy4C0fh
835 �F���������R���N�F2010/06/23(��) 01:28:15 ID:7ZPfz8QH
0.5mm���Ă���ςł����B
�ȑO�A���H������Ɍ��ς��肾���������0.5mm�Ȃ邯�ǂ����H�݂����Ȍ��ς��肾������Œf��������
�����Ƃ߂�ǂ������i�ׂ���Ȃ��H�j�d��������ӂ��������ς��肵�₪�����ȁB
��肽���Ȃ��Ȃ�ŏ����猾����B
�ȑO�A���H������Ɍ��ς��肾���������0.5mm�Ȃ邯�ǂ����H�݂����Ȍ��ς��肾������Œf��������
�����Ƃ߂�ǂ������i�ׂ���Ȃ��H�j�d��������ӂ��������ς��肵�₪�����ȁB
��肽���Ȃ��Ȃ�ŏ����猾����B
836 �F���������R���N�F2010/06/23(��) 07:48:06 ID:0SneYLjD
>>810
�}�ʂ̕��ʐ��@�������ė���A��B��C�����ĂȂ�����
�}�ʂ̕��ʐ��@�������ė���A��B��C�����ĂȂ�����
837 �F���������R���N�F2010/06/23(��) 09:02:07 ID:hJ1YxzjS
�g���^���炢�ɂȂ��JIS�K�i��茵�������ЋK�i�����Ăē�����O�Ȋ������邯�ǂ�
838 �F���������R���N�F2010/06/23(��) 17:35:27 ID:p9d99bA5
���炩���ގ��ɂ̓C���^�[���b�v�̃^�b�v�������ƕ����܂���
���̗��R�͉��ł��傤
�܂��A���炩���Ƃ͂ǂ�����̂��Ƃł��傤�H
���̗��R�͉��ł��傤
�܂��A���炩���Ƃ͂ǂ�����̂��Ƃł��傤�H
839 �F���������R���N�F2010/06/23(��) 19:43:46 ID:jg5xKq+c
840 �F���������R���N�F2010/06/24(��) 18:22:51 ID:AW5eZqIH
������Ƃ̋��낵����g�������Ă�������B
�E�f�͖��������A�]�E���Ă������I
�E�f�͖��������A�]�E���Ă������I
841 �F���������R���N�F2010/06/25(��) 08:13:33 ID:WS1OVqNt
>>840
�Ј��̔����������̉�Ђɔ�э���ł��܂����R����]�E�������B
�z��͖��N�������x�[�X�A�b�v���Ă�̂ɁA�I�C���͐�~�������オ��Ȃ��B
�{�[�i�X�H�Ȃ�ł�������B����������ł����H
�Ј��̔����������̉�Ђɔ�э���ł��܂����R����]�E�������B
�z��͖��N�������x�[�X�A�b�v���Ă�̂ɁA�I�C���͐�~�������オ��Ȃ��B
�{�[�i�X�H�Ȃ�ł�������B����������ł����H
842 �F���������R���N�F2010/06/25(��) 17:01:40 ID:PNVoRp19
�����̉�Ђ��A�ȑO���̉�ЂōH�꒷����Ă��l�����߂��E�E�B
�őn���������炢����Ă����A�В��̂��C�ɓ���̃o�J���H�꒷�ɂȂ�����
���ꂩ��Ƃ������̂Ђǂ�����
�܂��Ƀ��[�s�[�ۂ��ۂƓ����B
�őn���������炢����Ă����A�В��̂��C�ɓ���̃o�J���H�꒷�ɂȂ�����
���ꂩ��Ƃ������̂Ђǂ�����
�܂��Ƀ��[�s�[�ۂ��ۂƓ����B
843 �F���������R���N�F2010/06/25(��) 17:21:55 ID:C0W0gkbM
�H�꒷���_���ł��ے������܂��Ȃ�Ȃ�Ƃ��Ȃ���ǂ�
�����͍H�꒷�̓V����ꂪ�N�\�ł��C�ɓ���̘V�Q���\���ۛ����܂���
�ے��͕ʂ̍H��ƌ��C�Ń��[�_�[�͌���m��Ȃ�
���ʁA����͂ǂ��ɂ��Ȃ�Ȃ�
�L�\�ȓz�͂�����������Ȃ��̂ʼn����o���Ȃ�
�I������
�����͍H�꒷�̓V����ꂪ�N�\�ł��C�ɓ���̘V�Q���\���ۛ����܂���
�ے��͕ʂ̍H��ƌ��C�Ń��[�_�[�͌���m��Ȃ�
���ʁA����͂ǂ��ɂ��Ȃ�Ȃ�
�L�\�ȓz�͂�����������Ȃ��̂ʼn����o���Ȃ�
�I������
844 �F���������R���N�F2010/06/25(��) 17:32:58 ID:PNVoRp19
����A���N������L�\�Ȏ��قǑސE�ґ��o�������ȕ��͋C���E�B
845 �F���������R���N�F2010/06/25(��) 17:48:15 ID:SIDQXcxb
��Ȃ�V�Q�ɂ͏����Ă������������˂��i
846 �F���������R���N�F2010/06/25(��) 18:37:06 ID:PNVoRp19
�������������E�E���E�E
�В��Ƃ��͂ǂ��������Ă���낤��
�В��͌���Ȃ�Ēm��Ȃ�����A�H�꒷���ǂ�Ȏd���Ԃ肩�Ȃ�ĕ�����Ȃ����낤����
����ɋƖ��̕���̂��H�꒷������
�u���̐l�Ԃ������v�ƎВ��ɕ���A����ŏI���
���lj��̂����ɂ����C�������E�E�B
�В��Ƃ��͂ǂ��������Ă���낤��
�В��͌���Ȃ�Ēm��Ȃ�����A�H�꒷���ǂ�Ȏd���Ԃ肩�Ȃ�ĕ�����Ȃ����낤����
����ɋƖ��̕���̂��H�꒷������
�u���̐l�Ԃ������v�ƎВ��ɕ���A����ŏI���
���lj��̂����ɂ����C�������E�E�B
847 �F���������R���N�F2010/06/25(��) 19:01:26 ID:SIDQXcxb
���Ă�[���Ȃ�ŒN���ƘA�т��˂��H
�����ǂ����ǂ��ɂ��Ȃ�˂����H
�Г��ЊO���킸�A�т���B
����������˂����ʼn�����ĂĂ����ʁB
�����ǂ����ǂ��ɂ��Ȃ�˂����H
�Г��ЊO���킸�A�т���B
����������˂����ʼn�����ĂĂ����ʁB
848 �F���������R���N�F2010/06/25(��) 19:15:06 ID:PNVoRp19
>>847
���������̎ア�Ƃ����Ǝv���A���{�l�I�Ƃ������Ȃ�Ƃ������E�E�B
����ł͍��̍H�꒷�ɑ���s���͂����������O��
�������A������Ƃ����ĉ��������������Ƃ��ĒN�����Ă��邾�낤�H
�X�p�C�̑��݂Ȃǂ����킢���ȁE�E�B
�В��ɂƂ��Ďז��ȑ��݂Ȃ������邵��
�݂�Ȃ��������Ǝv���Ă邩�琺�ɂ����Ȃ��낤��
���������̎ア�Ƃ����Ǝv���A���{�l�I�Ƃ������Ȃ�Ƃ������E�E�B
����ł͍��̍H�꒷�ɑ���s���͂����������O��
�������A������Ƃ����ĉ��������������Ƃ��ĒN�����Ă��邾�낤�H
�X�p�C�̑��݂Ȃǂ����킢���ȁE�E�B
�В��ɂƂ��Ďז��ȑ��݂Ȃ������邵��
�݂�Ȃ��������Ǝv���Ă邩�琺�ɂ����Ȃ��낤��
849 �F���������R���N�F2010/06/25(��) 19:23:42 ID:Pgz9UAwj
850 �F���������R���N�F2010/06/25(��) 19:36:16 ID:PNVoRp19
�ł��傤��
���Ȃ������̉�Ђ̃X�p�C�ł���\�����O�ł͂Ȃ�����
����Ȃ�����
����Ȃ��ƍl���������疖���Ǐ���
���Ȃ������̉�Ђ̃X�p�C�ł���\�����O�ł͂Ȃ�����
����Ȃ�����
����Ȃ��ƍl���������疖���Ǐ���
851 �F���������R���N�F2010/06/25(��) 19:58:30 ID:8em3csw1
���̃X���ɂ��X�p�C�����邩��C�������
852 �F���������R���N�F2010/06/25(��) 20:24:29 ID:PNVoRp19
���肪�Ƃ�
���̂ւ�ɂ��Ƃ��悗��
���̂ւ�ɂ��Ƃ��悗��
853 �F���������R���N�F2010/06/25(��) 22:49:43 ID:C+WzFPaq
���A�����������X�p�C�����ĒN���؋�������I
854 �F���������R���N�F2010/06/25(��) 23:26:40 ID:nbRjE8lf
���k�������Ⴂ�Ȃ�
855 �F���������R���N�F2010/06/26(�y) 14:53:58 ID:8XAd765V
�L���Ńn�����ɍs���ē]�E�̖ڐ������Ă���ɂ���B
856 �F���������R���N�F2010/06/26(�y) 19:54:24 ID:lZWUp5xH
����ȁ`
�����Ŏ��߂Ă��悪������Ȃ�������ߎS������ȁB
�L���Ȃ�Ďg�����Ђ���́H��
�����Ŏ��߂Ă��悪������Ȃ�������ߎS������ȁB
�L���Ȃ�Ďg�����Ђ���́H��
857 �F���������R���N�F2010/06/26(�y) 20:00:11 ID:+qJfkqJe
�����ς������ς�
858 �F���������R���N�F2010/06/26(�y) 20:19:15 ID:bBYkCORe
>>856
�������x��ォ��L�������ɂ��Ė���Ă邯�ǂ��낻��s�����Ȃ��Ďv���Ă�
�������x��ォ��L�������ɂ��Ė���Ă邯�ǂ��낻��s�����Ȃ��Ďv���Ă�
859 �F���������R���N�F2010/06/26(�y) 21:24:54 ID:hxgHMsvu
���낻����{�̉�Ђ��C���˂Ȃ��L��������悤�ɂ��Ȃ��Ƌt�ɕs�������낗
860 �F���������R���N�F2010/06/27(��) 12:12:49 ID:YovWFI6L
������Б����A���܂���L���g���Â炢���낤������āA�L���x�Ɉ�Ď擾���x�Ȃ���̂��͂��߂��B�܁A�g�킸�ɏ�������̓}�V���A�ƁB
861 �F���������R���N�F2010/06/27(��) 13:45:38 ID:UVVYRIag
�g���Â炢���Ďv���̂́A�N�����m���ɉA���@���Ă��H
862 �F���������R���N�F2010/06/27(��) 13:47:50 ID:RWzsdsbZ
����̉ے��A�H�꒷�̐l���ɂ���
�����̐l�����v���ĂĂ�����ɂ�W�˂��[������
�����̐l�����v���ĂĂ�����ɂ�W�˂��[������
863 �F���������R���N�F2010/06/27(��) 14:18:30 ID:CGlLpcT/
����ύH�꒷���ĉ��H���ɂ߂��l���Ȃ�ׂ������
�����̍H�꒷�i�����������ł�����H�꒷�ƌĂj
�c�Əo�g�����獢��A�����ɂ����Ƃ����T�����ǂ��̂����̂�������Ȃ��E�E
�O�̒@���グ�̍H�꒷�́A������Ƃ����������āu�c�[���̓˂��o���������I�v
�u�����Ƃ��܂��N�����v�ł���̂��I�v�Ƃ������Ă�
���邳���W�W�C���������Ǎ��v���A�悭�����m���Ă��Ȃ�
�������Ă��Ă����E�E�s�H�꒷�E�E�E
�����̍H�꒷�i�����������ł�����H�꒷�ƌĂj
�c�Əo�g�����獢��A�����ɂ����Ƃ����T�����ǂ��̂����̂�������Ȃ��E�E
�O�̒@���グ�̍H�꒷�́A������Ƃ����������āu�c�[���̓˂��o���������I�v
�u�����Ƃ��܂��N�����v�ł���̂��I�v�Ƃ������Ă�
���邳���W�W�C���������Ǎ��v���A�悭�����m���Ă��Ȃ�
�������Ă��Ă����E�E�s�H�꒷�E�E�E
864 �F���������R���N�F2010/06/27(��) 14:23:41 ID:RWzsdsbZ
>>863
����オ�肶��Ȃ��̂Ɉ̂����ɂȂ�ł������z�͍ō��ɃA�z����
�I�O�����łق���ƂɁ��������Ȃ�
����オ�肶��Ȃ��̂ɓI���˂������茾����i�̓}�W���h���邯�ǂ�
����オ�肶��Ȃ��̂Ɉ̂����ɂȂ�ł������z�͍ō��ɃA�z����
�I�O�����łق���ƂɁ��������Ȃ�
����オ�肶��Ȃ��̂ɓI���˂������茾����i�̓}�W���h���邯�ǂ�
865 �F���������R���N�F2010/06/27(��) 14:28:05 ID:CGlLpcT/
>>864
���̍H�꒷�͑呲�̃G���[�g
�O�̍H�꒷�͒����̌��_��
�d���ȊO�̎G�k���y�����W�W�C�ōD����������
����{��ꂽ���ǁA�����ɂȂ�Ȃ��W�W�C������
���̍H�꒷�͓{�����肵�Ȃ����nj�����
���̍H�꒷�͑呲�̃G���[�g
�O�̍H�꒷�͒����̌��_��
�d���ȊO�̎G�k���y�����W�W�C�ōD����������
����{��ꂽ���ǁA�����ɂȂ�Ȃ��W�W�C������
���̍H�꒷�͓{�����肵�Ȃ����nj�����
866 �F���������R���N�F2010/06/27(��) 19:14:25 ID:Wa9Yw23H
���Ⴀ�N���H�꒷�����Ȃ����B
����グ�āu�呲�̃G���[�g����ʖڂł��I�B�������܂��v���ĂȁB
�ʂɑ呲�͌��t�ʂ�̈Ӗ��ł̃G���[�g����Ȃ����A�ʂɍD���ł���Ă�킯�ł�
�Ȃ����낤���ǂȁB
����グ�āu�呲�̃G���[�g����ʖڂł��I�B�������܂��v���ĂȁB
�ʂɑ呲�͌��t�ʂ�̈Ӗ��ł̃G���[�g����Ȃ����A�ʂɍD���ł���Ă�킯�ł�
�Ȃ����낤���ǂȁB
867 �F���������R���N�F2010/06/27(��) 23:02:38 ID:EHhnyxeT
����オ��̍H�꒷�i�d���̋S�ł����āA�f���ĎВ{�ł͂Ȃ��j�ƁA�d���̘b������͖̂ʔ�����ȁB
868 �F���������R���N�F2010/06/29(��) 01:54:02 ID:HI/KU44O
869 �F���������R���N�F2010/06/29(��) 02:29:59 ID:fqX6trl/
870 �F���������R���N�F2010/06/29(��) 12:36:18 ID:1tvujC/e
>>869
�͂��͂�
�͂��͂�
871 �F���������R���N�F2010/06/29(��) 12:38:25 ID:d0VaBSn/
�ւ��ւ�
872 �F���������R���N�F2010/06/29(��) 14:16:42 ID:prL+Ec5q
�W�W�C�������ɂȂ�Ȃ������̂̓Q�C���̕����傫��������ɐ��E�^�D�̌���
�����ĂȂ��^�C�v���������炾�낤�ˁB
�u���̍H�꒷�v�����������Ȃ�̂́A�E�\�ɂ��ė���Ă���ɂ�������炸�A
���E�^�D�̌��������Ă���i�悤�Ɋ�����j���炾�낤�ˁB�����B
����Ȃ̎��ۂ͈�l�̐l�Ԃɂ����Ȃ��z�����B���Ղ�ɂ�܁[����B
�����ĂȂ��^�C�v���������炾�낤�ˁB
�u���̍H�꒷�v�����������Ȃ�̂́A�E�\�ɂ��ė���Ă���ɂ�������炸�A
���E�^�D�̌��������Ă���i�悤�Ɋ�����j���炾�낤�ˁB�����B
����Ȃ̎��ۂ͈�l�̐l�Ԃɂ����Ȃ��z�����B���Ղ�ɂ�܁[����B
873 �F���������R���N�F2010/06/29(��) 17:29:10 ID:1tvujC/e
������ƂȂɂ����Ă邩�킩��Ȃ�������
874 �F���������R���N�F2010/06/29(��) 18:43:21 ID:7+zeCuRV
�����߂��
875 �F���������R���N�F2010/06/29(��) 20:43:06 ID:NgT8vLTs
�^�b�s���O�y�[�X�g���t���Ă��܂��܂��B
876 �F���������R���N�F2010/06/29(��) 20:46:08 ID:KQEjxxoe
�N�[���[�Ȃ��̂���E�E
877 �F���������R���N�F2010/06/29(��) 22:32:43 ID:0SZuqVHu
>>872
���̑O���̃N�\�W�W�C���V����ɂ��Č������ɘb���t��������
�݂����Ȏ����g�ѓd�b�Ńw���w�������Ă��̂����Ă܂��܂��ނ�������
���̑O���̃N�\�W�W�C���V����ɂ��Č������ɘb���t��������
�݂����Ȏ����g�ѓd�b�Ńw���w�������Ă��̂����Ă܂��܂��ނ�������
878 �F���������R���N�F2010/06/29(��) 22:54:44 ID:GdQxIwfz
������ƂȂɂ����Ă邩�킩��Ȃ�������
879 �F���������R���N�F2010/06/29(��) 23:22:54 ID:prL+Ec5q
��������
880 �F���������R���N�F2010/06/30(��) 02:03:12 ID:nI4GbXri
�ɂق�܂�����I�I�I
�������y���݂��I�I�I
�������y���݂��I�I�I
881 �F���������R���N�F2010/06/30(��) 21:14:22 ID:VbqV0sun
�H�꒷�̏o���͊W�Ȃ��B
��Ǝ�̂ł͂Ȃ��H����̂ōl������Ώ\���B
���ƁA������Ȃ����Ƃ͕�����Ȃ��ƔF�߂錪����������B
��Ǝ�̂ł͂Ȃ��H����̂ōl������Ώ\���B
���ƁA������Ȃ����Ƃ͕�����Ȃ��ƔF�߂錪����������B
882 �F���������R���N�F2010/06/30(��) 21:55:32 ID:WpotW1jm
���ʂ̍H�꒷�̌_��ɏ����ꂽ�v�����Ăǂ�Ȃ낤�ˁH
883 �F���������R���N�F2010/06/30(��) 23:45:05 ID:iyuyBiIC
�딭�����Ȃ�TEL�����烁�b�L�Ŏ��s�������ۂ�(�L�E�ցE`)
884 �F���������R���N�F2010/07/01(��) 10:25:30 ID:RpDzOHYD
�����̍H�꒷�_��������
�������y���鎖�����l���ĂȂ��B
���܂��Ɍo�c�҂͑f�l�Ŗ��������ȉ����݂����Ȑl����������`
�������y���鎖�����l���ĂȂ��B
���܂��Ɍo�c�҂͑f�l�Ŗ��������ȉ����݂����Ȑl����������`
885 �F���������R���N�F2010/07/01(��) 18:13:46 ID:qpL1fbNX
�������y���邽�߂ɐl�Ɏd�����������܂����H
886 �F���������R���N�F2010/07/01(��) 19:32:19 ID:i4+t2V/h
�d���������Ŋy�����悤�Ƃ���p���͊Ԉ���Ă͂��Ȃ��B
����������Ă̓_�������B
����������Ă̓_�������B
887 �F���������R���N�F2010/07/01(��) 19:45:30 ID:ftCji2Ui
�Œ肵�₷���ŏ��̒i���Ŋy�������
��ŋl�ނ�
��ŋl�ނ�
888 �F���������R���N�F2010/07/01(��) 20:30:16 ID:iPsGe+/u
�ŏI�H���܂őS����
�łȂ���l�ނ̂��K�R
�łȂ���l�ނ̂��K�R
889 �F���������R���N�F2010/07/01(��) 23:20:05 ID:dTqSAZgM
�y�������A���ʂɎ�Ԋ|���Ȃ��悤�ɂ�
�S��������B
�S��������B
890 �F���������R���N�F2010/07/03(�y) 10:21:55 ID:eEXpZtGW
NC/MC����A�E���@�����̑��u���i���H�@�o���s��
����ȃp�[�g��W����������ł����ǁA�ǂ�Ȏ�������̂ł��傤���H
����ȃp�[�g��W����������ł����ǁA�ǂ�Ȏ�������̂ł��傤���H
891 �F���������R���N�F2010/07/03(�y) 10:35:12 ID:FabqbZ4g
�i��A�����A�悹���낵�A�{�^����
892 �F���������R���N�F2010/07/03(�y) 10:57:10 ID:u8LENZY7
�o���s�₾����E���ƃ{�^���������炢����
893 �F���������R���N�F2010/07/03(�y) 10:59:29 ID:yA5PPnkn
�n���݂����Ȏd������
���ɂ͂ƂĂ��ς�����Ȃ�
���̊ԕ����ĂĂ��ǂ��Ȃ���ł��
�����Ď��i����ĕʂ̎d��������Č����ă_���Ȃ炳�����Ǝ��߂�
���ɂ͂ƂĂ��ς�����Ȃ�
���̊ԕ����ĂĂ��ǂ��Ȃ���ł��
�����Ď��i����ĕʂ̎d��������Č����ă_���Ȃ炳�����Ǝ��߂�
894 �F���������R���N�F2010/07/03(�y) 11:00:26 ID:eEXpZtGW
895 �F���������R���N�F2010/07/03(�y) 17:51:22 ID:vDAt7FTr
�{�^�������A�T���ł��o����d���B�����Ɏ���c(ry
���I
���I
896 �F���������R���N�F2010/07/03(�y) 21:13:16 ID:savZCox0
�Ԃ����Ⴏ���ł��ł���d���B
�R���r�j�̃��W�ł��̕����A(�Ί�⑽���̃R�~���͂��K�v�ȂԂ�)���x���������B
�R���r�j�̃��W�ł��̕����A(�Ί�⑽���̃R�~���͂��K�v�ȂԂ�)���x���������B
����1000�~�`��������ł�����
�ȒP�Ȏd���Ȃ̂ɁA�Ȃ�ł���Ȃɍ�����ł����H
�ȒP�Ȏd���Ȃ̂ɁA�Ȃ�ł���Ȃɍ�����ł����H
898 �F���������R���N�F2010/07/03(�y) 21:43:45 ID:MQwHVRIJ
�R���r�j�݂����ɋq�����Ȃ��Ƃ��ɍ����Ă���킯�ł͂Ȃ��̂ő̗͓I�ɃL�c�C
�������������
����Ŏ�������A�{�[���Ƃ��Ă�Ƌ@�B�Ɋ������܂�đ�P�K����\����
������3K������
�������������
����Ŏ�������A�{�[���Ƃ��Ă�Ƌ@�B�Ɋ������܂�đ�P�K����\����
������3K������
899 �F���������R���N�F2010/07/03(�y) 21:49:51 ID:eEXpZtGW
900 �F���������R���N�F2010/07/03(�y) 21:51:46 ID:yA5PPnkn
�@�B�Ȃn�ڂɔ�ׂ��y����
���낤�Ǝv������邵�����܂ʼn������Ȃ�
���낤�Ǝv������邵�����܂ʼn������Ȃ�
901 �F���������R���N�F2010/07/03(�y) 21:53:17 ID:1/3wWBpi
�ʎY���Ȃ�b�P�ʂŌ����邱�Ƃ��邩��Ȃ��B
���͂�肽���Ȃ��B
���͂�肽���Ȃ��B
902 �F���������R���N�F2010/07/03(�y) 23:09:03 ID:ioP3UHKY
�O�̐E��́A��y�i�j���i�i�j��В��i�j���疈���{���Ă��ȁB
�v���O�����g��ł���u�������ƒi��肵���I�v
�i��肵�Ă���u�������Ɨ�����I�v
�����Ă���u���̒i���l���Ƃ���I�v
���̒i���l���Ă���u�@�B�~�߂�Ȃ�I�v
�@�B���x�݂Ȃ��������Ă���u���Ȃ����̃A���ǂ��Ȃ������I�H�v
�������B
�T���������玫�߂��B
�v���O�����g��ł���u�������ƒi��肵���I�v
�i��肵�Ă���u�������Ɨ�����I�v
�����Ă���u���̒i���l���Ƃ���I�v
���̒i���l���Ă���u�@�B�~�߂�Ȃ�I�v
�@�B���x�݂Ȃ��������Ă���u���Ȃ����̃A���ǂ��Ȃ������I�H�v
�������B
�T���������玫�߂��B
903 �F���������R���N�F2010/07/03(�y) 23:18:56 ID:8LacPnFk
>>902
�������[
�������[
904 �F���������R���N�F2010/07/04(��) 01:28:03 ID:ulgUFMa0
�v���O�������w�^�ꁨ�m�F���Ȃ��Ń{�^����������������B
�i��肪�w�^�ꁨ�C�Â��Ȃ��Ń{�^����������������B
�s�Ǖi��������n���������Ă��{�^����������������B
���̑��A�v���O���}�[�Ƀ_���o�����Ă�����ɂ���Ȃ��B�Ȃ�̃X�L�����g�ɂ��Ȃ��B�����������������J��Ԃ����X�B
�Ƃ����{�^�������͐l�Ԉ������ꂸ�A���_���a��ŁA�Љ�A�ł��Ȃ��Ȃ�I���B
�܁A������B
�i��肪�w�^�ꁨ�C�Â��Ȃ��Ń{�^����������������B
�s�Ǖi��������n���������Ă��{�^����������������B
���̑��A�v���O���}�[�Ƀ_���o�����Ă�����ɂ���Ȃ��B�Ȃ�̃X�L�����g�ɂ��Ȃ��B�����������������J��Ԃ����X�B
�Ƃ����{�^�������͐l�Ԉ������ꂸ�A���_���a��ŁA�Љ�A�ł��Ȃ��Ȃ�I���B
�܁A������B
905 �F���������R���N�F2010/07/04(��) 01:34:53 ID:E0F7bMhc
�����̃{�^�������͊��S�ɏI����Ă銴���B
�l�Ԃ̂��d������Ȃ���
�l�Ԃ̂��d������Ȃ���
906 �F���������R���N�F2010/07/04(��) 09:35:10 ID:T1zCn1sL
>902
>904
�`��A�����������@���@�v���O���������������Z������
�`�b�v�����~�X�@���@�ϖ����v�Z�������Ȃ��������Z������
�i���Ń~�X�����@���@���ׂ̂���i���V�[�g�����������Z������
�����̐E��́A���ԊǗ��E���ЂƂ苶���ĂāA�����݂����Ȋ�����
�u�{�^����������v���u���ڐ��i�����v����A��낤�Ƃ��Ă銴��
�������ŁA�����ɁA�e��s�A�X�A�̈���肵�Ă�悤��
��������ʂɌ���ɏW�܂��Ă���
�{���Ƀ{�^�����������ł��Ȃ�����肪�B
>904
�`��A�����������@���@�v���O���������������Z������
�`�b�v�����~�X�@���@�ϖ����v�Z�������Ȃ��������Z������
�i���Ń~�X�����@���@���ׂ̂���i���V�[�g�����������Z������
�����̐E��́A���ԊǗ��E���ЂƂ苶���ĂāA�����݂����Ȋ�����
�u�{�^����������v���u���ڐ��i�����v����A��낤�Ƃ��Ă銴��
�������ŁA�����ɁA�e��s�A�X�A�̈���肵�Ă�悤��
��������ʂɌ���ɏW�܂��Ă���
�{���Ƀ{�^�����������ł��Ȃ�����肪�B
907 �F���������R���N�F2010/07/04(��) 10:24:37 ID:J9liJ3iP
���{�̐����Ƃ͓��ɐv���D��Ă�Ƃ��A�f�U�C�������炵���Ƃ��ł͂Ȃ��A
����̉��P�ɂ��Ƃ��낪���������̂ɂ˂�
�Ƃ͂������������̗���
����͂̐����ɑΉ�����ɂ́A�㗬�i�K���������Ă��������Ȃ��̂���
�܁[�A�����݂����Ȓ����͑��ς�炸����łȂ�Ƃ�����A���ăJ���W�ł���
����̉��P�ɂ��Ƃ��낪���������̂ɂ˂�
�Ƃ͂������������̗���
����͂̐����ɑΉ�����ɂ́A�㗬�i�K���������Ă��������Ȃ��̂���
�܁[�A�����݂����Ȓ����͑��ς�炸����łȂ�Ƃ�����A���ăJ���W�ł���
908 �F���������R���N�F2010/07/04(��) 10:39:17 ID:VaA89HpT
������͂̐����ɑΉ�����ɂ́A�㗬�i�K���������Ă��������Ȃ��̂���
����͂̐����ɑΉ�����ɂ́A�㗬�i�K�ׂ̖������炷�w�͂����邵���Ȃ��悤�ł���H
�ߍ��ȁu�R�X�g�_�E���v�v���Ńg���^������������
http://jbpress.ismedia.jp/articles/-/3056
����͂̐����ɑΉ�����ɂ́A�㗬�i�K�ׂ̖������炷�w�͂����邵���Ȃ��悤�ł���H
�ߍ��ȁu�R�X�g�_�E���v�v���Ńg���^������������
http://jbpress.ismedia.jp/articles/-/3056
909 �F���������R���N�F2010/07/04(��) 11:06:49 ID:DDhpdTHj
�܂����̏Ɋׂ��������ɂ���邯�ǂ�
���ɂ�����S���L�`�K�C���Ă̂͂��肦�낤��
���ꂾ���吨���猾������Ď��́E�E��
����ň�l��l�͖{���̃L�`�K�C�ő��l�̓����������邱�Ƃ��������̂��オ��ׂ�����
�v���Ă�z�̓}�W�ł��邩��^�s�^�͂��邯�ǂ�
���ɂ�����S���L�`�K�C���Ă̂͂��肦�낤��
���ꂾ���吨���猾������Ď��́E�E��
����ň�l��l�͖{���̃L�`�K�C�ő��l�̓����������邱�Ƃ��������̂��オ��ׂ�����
�v���Ă�z�̓}�W�ł��邩��^�s�^�͂��邯�ǂ�
910 �F���������R���N�F2010/07/04(��) 12:48:18 ID:nhlg4chc
����
911 �F���������R���N�F2010/07/04(��) 12:53:48 ID:FKLpvKgl
�{�^�������{�^���������ăo�J�ɂ��Ă邯�ǁA���͎����{�^�������ł��B
��l�łT��āA���肩�����Ă邤���Ƀo����肵����A��H���ɕi�����^��E�E�E
��������������邽�߂ɓ�������ăN�^�N�^�ł��B����ǂ��ł���B���̓I�ɂ͂P��ł�������P�i����肵��ǂ���Ȃ����ȁH
�����A����ǂ��v�������Ă��̐�ɉ���������̂����邩�Ƃ��������ł��Ȃ��B
��������ǂ������ŋZ�p�������g�ɕt���Ȃ��B10�N�߂Ă��{�^�����������B
��Вׂꂽ�玄�ǂ��Ȃ��ł��傤�H�s���Ŏd���Ȃ��ł��B
��l�łT��āA���肩�����Ă邤���Ƀo����肵����A��H���ɕi�����^��E�E�E
��������������邽�߂ɓ�������ăN�^�N�^�ł��B����ǂ��ł���B���̓I�ɂ͂P��ł�������P�i����肵��ǂ���Ȃ����ȁH
�����A����ǂ��v�������Ă��̐�ɉ���������̂����邩�Ƃ��������ł��Ȃ��B
��������ǂ������ŋZ�p�������g�ɕt���Ȃ��B10�N�߂Ă��{�^�����������B
��Вׂꂽ�玄�ǂ��Ȃ��ł��傤�H�s���Ŏd���Ȃ��ł��B
912 �F���������R���N�F2010/07/04(��) 12:59:16 ID:DDhpdTHj
�Ƃ肠�����}�V�j���O�̋Z�\�����H
�{�^�������ł��o���ɂ͂Ȃ邩�����ł���B
���Ƃ͎����łȂ�Ƃ�����B1���܂Ŏ�Γ]�E�ł����B
�����Ȃ�2�������Ă�z������܂肢�Ȃ���2����������_�ŗ]���ڎw�����Ƃ��o����B
�o���Ȃ��Ǝv���Ȃ���߂�ׂ��B
�{�^�������ł��o���ɂ͂Ȃ邩�����ł���B
���Ƃ͎����łȂ�Ƃ�����B1���܂Ŏ�Γ]�E�ł����B
�����Ȃ�2�������Ă�z������܂肢�Ȃ���2����������_�ŗ]���ڎw�����Ƃ��o����B
�o���Ȃ��Ǝv���Ȃ���߂�ׂ��B
913 �F���������R���N�F2010/07/04(��) 13:56:44 ID:4wcUjHZz
�{�^���������Č����Ă����A�܂������S�ȃ{�^�������Ȃ킯����Ȃ��ł���E�E�H
�����ɂ������Ă����̐l�͓��R�ŏ��͂�������n�܂邯��
���ꂾ������Ȃ��āA�@�B�������Ă�ԂɐF�X�����Ă邯�ǁB�B
��������������
�ʎY���m�Ŏ��s���Ă��ޗ������ł���悤�ȕi���Ȃ犮�S�ɔC����
�P�_���m�Ƃ��ޗ��x���̏ꍇ�̓x�e��������邯��
�����ɂ������Ă����̐l�͓��R�ŏ��͂�������n�܂邯��
���ꂾ������Ȃ��āA�@�B�������Ă�ԂɐF�X�����Ă邯�ǁB�B
��������������
�ʎY���m�Ŏ��s���Ă��ޗ������ł���悤�ȕi���Ȃ犮�S�ɔC����
�P�_���m�Ƃ��ޗ��x���̏ꍇ�̓x�e��������邯��
914 �F���������R���N�F2010/07/04(��) 13:58:39 ID:4wcUjHZz
���S�ɔC������Ă̂͌ꕾ��������
������Ȃ����Ƃ͕����@�Ƃ����O��ŔC���Ă�
������Ȃ����Ƃ͕����@�Ƃ����O��ŔC���Ă�
915 �F���������R���N�F2010/07/04(��) 15:24:45 ID:FKLpvKgl
>>913
�F��ȕi�킪����̂ł����A���łɃv���O�������g�܂�Ă���i������ł��B
�Ⴄ�i��̒i���A�c�o���A���_�ݒ�A���@�̕�Ȃ͏o���܂��B
���o���œ��Д��N�ł����A�ޗ��x���őS�Ĉ�l�ł��Ȃ��Ă��܂��B�R����������ΑS���̖��o������o����d���ł��B
������Ђł������ɂ���ē�����O�ꂪ�傫���āA����`��̒P�i����Ă�l�̓o���o���r�����Ă������A�ʎY��10�N���Ă����_�ݒ肮�炢�����o���܂���B
�F��ȕi�킪����̂ł����A���łɃv���O�������g�܂�Ă���i������ł��B
�Ⴄ�i��̒i���A�c�o���A���_�ݒ�A���@�̕�Ȃ͏o���܂��B
���o���œ��Д��N�ł����A�ޗ��x���őS�Ĉ�l�ł��Ȃ��Ă��܂��B�R����������ΑS���̖��o������o����d���ł��B
������Ђł������ɂ���ē�����O�ꂪ�傫���āA����`��̒P�i����Ă�l�̓o���o���r�����Ă������A�ʎY��10�N���Ă����_�ݒ肮�炢�����o���܂���B
916 �F���������R���N�F2010/07/04(��) 15:34:58 ID:DDhpdTHj
>>915
����͂ǂ����������Ǝv�����ǂȁB
�ŏ��͗ʎY�������̂����ʁB
�o���o���̐�y�ɋ�������}�V�j���O2���A1���͗]�T�ł���B
���Ƃ͋Ζ��ԓx����Ŏ��ɍs����Ǝv���B
���N���x�ł����܂Ŏv���Y�ޕK�v�͖�����B
�Ƃ肠�������i���B
����͂ǂ����������Ǝv�����ǂȁB
�ŏ��͗ʎY�������̂����ʁB
�o���o���̐�y�ɋ�������}�V�j���O2���A1���͗]�T�ł���B
���Ƃ͋Ζ��ԓx����Ŏ��ɍs����Ǝv���B
���N���x�ł����܂Ŏv���Y�ޕK�v�͖�����B
�Ƃ肠�������i���B
917 �F���������R���N�F2010/07/04(��) 21:03:29 ID:wd8g0ptW
918 �F���������R���N�F2010/07/04(��) 21:15:54 ID:j2FLB4D1
�悭�w�E������x�ƌ����Ă邪�A������g�킸�ɕ��s�A�����A������������Əo���Ă���
�����̃f�[�^�𗬂��̂��E������̕��ނɓ���̂��H��Ԗڂ̌^�������ꂾ����
��Ԗڂɓ��������i���H���͎���ɒu�������́A�܂��Ɂw�E������x������
�����̃f�[�^�𗬂��̂��E������̕��ނɓ���̂��H��Ԗڂ̌^�������ꂾ����
��Ԗڂɓ��������i���H���͎���ɒu�������́A�܂��Ɂw�E������x������
919 �F���������R���N�F2010/07/04(��) 21:37:41 ID:OBBR50hL
�����P�i����Ă�B�ėp�����ǁB
����0.02�Ƃ�0.01�Ƃ��U���B
�i���͍l����̂��y�����ˁB
����0.02�Ƃ�0.01�Ƃ��U���B
�i���͍l����̂��y�����ˁB
920 �F���������R���N�F2010/07/04(��) 21:41:23 ID:DDhpdTHj
�ėp�̓}�V�j���O�̉Ԍ`�������
921 �F���������R���N�F2010/07/05(��) 08:05:11 ID:kPgmEJBB
�p�[�g�̂������ŏ\���ł�YO!!!
922 �F���������R���N�F2010/07/05(��) 12:39:02 ID:qDN7moE3
�{�^��������E������́A�قƂ�ǃp�[�g���o�҂��O�l�̎d������Ȃ����ȁB
���Ј��ł��̎d���������ĂȂ��ċ���������Ⴆ��̂�B
���Ј��ł��̎d���������ĂȂ��ċ���������Ⴆ��̂�B
923 �F���������R���N�F2010/07/05(��) 12:47:13 ID:qEnaRbFO
924 �F���������R���N�F2010/07/05(��) 12:56:19 ID:imx6GqnH
�A�����낤����Ƃ��������ł���H
925 �F���������R���N�F2010/07/05(��) 18:24:28 ID:wuMv+RIY
>>919
����Ȍ����������Œi���l����̂��y�����H
���̓v���b�V���[�ƍl����̂��ʓ|�Ŏ��߂�����
�K���Ȃ̂��H���s��������Ȃ��̂ɃQ�[�����o�ɂ͂Ȃ��̂���
����Ȍ����������Œi���l����̂��y�����H
���̓v���b�V���[�ƍl����̂��ʓ|�Ŏ��߂�����
�K���Ȃ̂��H���s��������Ȃ��̂ɃQ�[�����o�ɂ͂Ȃ��̂���
926 �F���������R���N�F2010/07/05(��) 18:29:22 ID:Njn51ICX
�҂đ҂āB
20���24�Ȃ�㓙�����A30�ȏ�̂����[���24���ƒv���I����Ȃ����H
20���24�Ȃ�㓙�����A30�ȏ�̂����[���24���ƒv���I����Ȃ����H
927 �F���������R���N�F2010/07/05(��) 19:46:03 ID:k4f/BsA9
�ʎY�̎d���͑嗤�ɂ����čs���āA���{�ɂ͒P�i����c���܂��傤�B
��������ǂ̉�Ђɋ߂Ă��r�������܂�����B�}�W�ł����Ȃ��Ăق����B
��������ǂ̉�Ђɋ߂Ă��r�������܂�����B�}�W�ł����Ȃ��Ăق����B
928 �F���������R���N�F2010/07/05(��) 20:25:23 ID:lgX0YQwQ
�ʎY�͗ʎY�Ŗʔ�������������Ă�����
�i���A�i���A�v���O�����A�}�[�W����S�čl�����āA�b���x�����ғ��������悤�Ȓn���ȍ�Ƃ���
�g�����ɗ��ĂΊy������
�i���A�i���A�v���O�����A�}�[�W����S�čl�����āA�b���x�����ғ��������悤�Ȓn���ȍ�Ƃ���
�g�����ɗ��ĂΊy������
929 �F���������R���N�F2010/07/05(��) 20:43:05 ID:QFvMm0UP
930 �F���������R���N�F2010/07/06(��) 00:29:18 ID:N8jz/dYw
�ŋߎd���I���̑��̂ɂ�����������ł����ǁA
���S�C�ʼn��K�ɉ߂������@����܂��H
���S�C�ʼn��K�ɉ߂������@����܂��H
931 �F���������R���N�F2010/07/06(��) 01:11:47 ID:c5qD5LPa
���O���̃��[�e�[�V�����g�ނƂ�
932 �F���������R���N�F2010/07/06(��) 08:12:45 ID:NGcF4c2s
�l�Ԃ�߂�Ƃ�
933 �F���������R���N�F2010/07/06(��) 16:35:34 ID:La1fevO+
934 �F���������R���N�F2010/07/06(��) 17:35:40 ID:Zi6fTrGN
�������ꂪ�N�̔e����
935 �F���������R���N�F2010/07/06(��) 21:39:11 ID:yYKSET2p
���s��������Ȃ��d���Ƃ����Ă��O�Ȉ�ƈ���Đl�����ʂ킯���Ⴀ��܂����A���������ޗ������ł��邾�����B
�Ή��ɏ�i�̊�ʂ��n�b�L���ł�Ƃ�������B�{��Ɩ{�����ł邩��ˁB
�Ή��ɏ�i�̊�ʂ��n�b�L���ł�Ƃ�������B�{��Ɩ{�����ł邩��ˁB
936 �F���������R���N�F2010/07/06(��) 22:06:08 ID:Ks54Ze6b
�{��Ǝ���͈Ⴄ�����
937 �F���������R���N�F2010/07/06(��) 22:21:51 ID:vGLub1Ns
�����Ă�����B�����Ȃ��ōl���Ă��B
�Ɠ{���܂��B
�Ɠ{���܂��B
938 �F���������R���N�F2010/07/06(��) 22:39:59 ID:Zi6fTrGN
�{����ق��͂ǂ����ł��������ȁB
�܂芴��I�ɂȂ��Ă���i�悤�Ɍ�����j���_�Ń_����i�B
�܂芴��I�ɂȂ��Ă���i�悤�Ɍ�����j���_�Ń_����i�B
939 �F���������R���N�F2010/07/06(��) 23:29:55 ID:0g7kyMTq
���NJ�̏�������i�����Ƌ�J������Ă�����
940 �F���������R���N�F2010/07/07(��) 06:26:07 ID:9MCLmZnI
>>939
����ɐs�����
����ɐs�����
941 �F���������R���N�F2010/07/07(��) 11:02:25 ID:ufL5yOT0
�ȂP�i�Ƃ������Ă��邯�ǂ������ĒP�i���H�҂̃X������̂��H
�ʎY�����܂܂��̂��H
�ʎY�����܂܂��̂��H
942 �F���������R���N�F2010/07/07(��) 12:21:56 ID:MY54aXYA
>>939
��̏������o�c�҂̌��œ����̂��Ȃ��Ȃ���n�O���݂Ă��ăn�s�l�X����
��̏������o�c�҂̌��œ����̂��Ȃ��Ȃ���n�O���݂Ă��ăn�s�l�X����
943 �F���������R���N�F2010/07/07(��) 21:06:47 ID:HF7XyAh1
��n�Ȃ�Ăǂ����킪�~�j�}���T�C�Y�ȼ�������Ǝv������
944 �F���������R���N�F2010/07/07(��) 22:59:18 ID:spPlxIlP
��͏������Ă������B�������ł���������B
945 �F���������R���N�F2010/07/07(��) 23:51:22 ID:/VHbGxNw
�V���`���V���`���}�l�}�l�[
946 �F���������R���N�F2010/07/08(��) 12:43:38 ID:pcc18KFT
������������
947 �F���������R���N�F2010/07/08(��) 16:29:52 ID:7xeNsMQa
�����̉�ЁA����܂ł���������������������
���̕s���Ńu���b�N�����Ă���
����͒��r�œ��Ђ������A�d���n�߂��Ƃ�
�u�ʂ邢�I���̉�ЁA����Ȃ�łȂ����v���H�R�l�Ŏd���Ƃ��Ă��Ă�́H�v
�����炭�A���Ƃ��Ƒ債���Z�p�Ȃ��̂��A�_�}�V�_�}�V����Ă����c�P���܂���Ă������
�������߂�
���̕s���Ńu���b�N�����Ă���
����͒��r�œ��Ђ������A�d���n�߂��Ƃ�
�u�ʂ邢�I���̉�ЁA����Ȃ�łȂ����v���H�R�l�Ŏd���Ƃ��Ă��Ă�́H�v
�����炭�A���Ƃ��Ƒ債���Z�p�Ȃ��̂��A�_�}�V�_�}�V����Ă����c�P���܂���Ă������
�������߂�
948 �F���������R���N�F2010/07/08(��) 18:52:19 ID:XiR0cc0R
�S�z����ȁA�ǂ����ꏏw
�����̂���
�����̂���
949 �F���������R���N�F2010/07/08(��) 19:37:33 ID:99HBzlJX
|....,,__
|�Q::;; ~"'�R
|�@//^''�R,,)
|�@�@i��"
| �́M�j�@�� �N�����Ȃ� ���̂���Ȃ炢�܂̂���
|��
| �m
�@�@�@�@�@ _,,,......,,__
�@�@�^_~�@,,...:::�Q::;; ~"'�R
�@(,, '"�S�R�@ i|i�@//^''�R,,)
�@ �@^ :'��i�@�@�@�@i��"
�@�@�@�@�@ |�i�@�L�́M�j�@�� ���̂� �̂��[�̂� �����̂� ��
�@�@�@�@�@ |�iɁ@�@ |��
�@�@�@�@�@ | �@�@�@ |
�@�@�@�@�@�� �Q �m
�@�@�@�@�@�@�@""U
�@�@�@�@�@ _,,,......,,__
�@�@�^_~�@,,...:::�Q::;; ~"'�R
�@(,, '"�S�R�@ i|i�@//^''�R,,)
�@ �@^ :'��i�@�@�@�@i��"
�@�@�@�@ �i�L�́M�@�j|�@�� �G�����M �܂����� �u�i�V���W ��
�@�@�@�@��|�@�@�i� |
�@�@�@�@�@ | �@�@�@ |
�@�@�@�@�@ �R �Q ��
�@�@�@�@�@�@.U""
|
| �~
| �~ �@��!
| �~
|
|�Q::;; ~"'�R
|�@//^''�R,,)
|�@�@i��"
| �́M�j�@�� �N�����Ȃ� ���̂���Ȃ炢�܂̂���
|��
| �m
�@�@�@�@�@ _,,,......,,__
�@�@�^_~�@,,...:::�Q::;; ~"'�R
�@(,, '"�S�R�@ i|i�@//^''�R,,)
�@ �@^ :'��i�@�@�@�@i��"
�@�@�@�@�@ |�i�@�L�́M�j�@�� ���̂� �̂��[�̂� �����̂� ��
�@�@�@�@�@ |�iɁ@�@ |��
�@�@�@�@�@ | �@�@�@ |
�@�@�@�@�@�� �Q �m
�@�@�@�@�@�@�@""U
�@�@�@�@�@ _,,,......,,__
�@�@�^_~�@,,...:::�Q::;; ~"'�R
�@(,, '"�S�R�@ i|i�@//^''�R,,)
�@ �@^ :'��i�@�@�@�@i��"
�@�@�@�@ �i�L�́M�@�j|�@�� �G�����M �܂����� �u�i�V���W ��
�@�@�@�@��|�@�@�i� |
�@�@�@�@�@ | �@�@�@ |
�@�@�@�@�@ �R �Q ��
�@�@�@�@�@�@.U""
|
| �~
| �~ �@��!
| �~
|
950 �F���������R���N�F2010/07/08(��) 21:42:40 ID:6biimeXz
���A�͂�
951 �F���������R���N�F2010/07/08(��) 23:41:31 ID:w/Pw8sdh
���̎d���̗��v���w�Z�p�x�Ɉˑ����Ă���Ƃ��l���Ă��鎞�_�œ�������łǂ��������ł��B
952 �F���������R���N�F2010/07/09(��) 12:21:34 ID:KxH7CO7D
���A�͂�
953 �F���������R���N�F2010/07/10(�y) 00:00:02 ID:CbBNF3qe
�R���N���[�g���ɗΐF�̃y���L��h�낤�Ǝv���܂��B
�����A�����؍�t���g�p���Ă܂��B
��������Ă����炸�A���������A�Ă����L�������������Ȃ��h�����ĂȂ�ł��傤�H
�����A�����؍�t���g�p���Ă܂��B
��������Ă����炸�A���������A�Ă����L�������������Ȃ��h�����ĂȂ�ł��傤�H
954 �F���������������I���ɍs�����F2010/07/10(�y) 06:45:26 ID:y8haJdjJ
�h���E�h���Z�p�ɂ��Đ[�����X��
955 �F���������������I���ɍs�����F2010/07/10(�y) 11:01:09 ID:jkgyRKB8
������̓��m�������߂Ă�낤��
����C�W�����Ђǂ�����
���m�����Ĕ�����A���ЂƂ��ċ����낪�����ق����ǂ��Ɣ��f�����낤
���āA�P�O�N���̋ƊE��������������
30�ɂȂ�O�ɓ]�E���邩�B
����C�W�����Ђǂ�����
���m�����Ĕ�����A���ЂƂ��ċ����낪�����ق����ǂ��Ɣ��f�����낤
���āA�P�O�N���̋ƊE��������������
30�ɂȂ�O�ɓ]�E���邩�B
956 �F���������������I���ɍs�����F2010/07/10(�y) 12:31:35 ID:nOyM1h9I
���m�Ɍ����Ȃ�w���{�ł̃��m����x����߂Ă邶��ˁH
�R�X�g�A�[���A�l����œ��{�͒��A�A�V�����ɕ����Ă邩��ˁB����ł��Ă���Ȃ�̃��m���Ă���
���{�ł������낤�ƂȂ�Ƃ���ቺ�̐l�Ԃɗ��s�s�ȗv���ɂȂ��
�������{�ł�郁���b�g���ĂԂ����Ⴏ�����ˁH
�R�X�g�A�[���A�l����œ��{�͒��A�A�V�����ɕ����Ă邩��ˁB����ł��Ă���Ȃ�̃��m���Ă���
���{�ł������낤�ƂȂ�Ƃ���ቺ�̐l�Ԃɗ��s�s�ȗv���ɂȂ��
�������{�ł�郁���b�g���ĂԂ����Ⴏ�����ˁH
957 �F���������������I���ɍs�����F2010/07/10(�y) 14:37:29 ID:VAOfrtXo
��͂�ؖȎY�Ƃ̂悤�ɐ��ނ��Ă����̂ł��傤���H
958 �F���������������I���ɍs�����F2010/07/10(�y) 19:02:47 ID:0QLnnMT1
�ߗ��i�����Ă݂��A��ƕ��͂������A���i���ł��A������ꕞ�ł�
�S�ݓX�Ŕ����Ă��镞�ł��A���{���Ȃ�Ă�قǒT���Ȃ��Ɩ�����
�S�ݓX�Ŕ����Ă��镞�ł��A���{���Ȃ�Ă�قǒT���Ȃ��Ɩ�����
959 �F���������������I���ɍs�����F2010/07/11(��) 06:28:34 ID:ErA0ZJ1t
���낤��
�����������{���E�H�Ɖ����Ȃ���s���Ȃ��̂ɖ����ɉߋ��̉h���ɂ����݂��Ă邩���
�����������{���E�H�Ɖ����Ȃ���s���Ȃ��̂ɖ����ɉߋ��̉h���ɂ����݂��Ă邩���
960 �F���������������I���ɍs�����F2010/07/11(��) 13:08:43 ID:ieR/SlZy
����������
�����̉�Ђ��l�ʒk��
�����܂߂Ă݂�ȂɁu��߂������߂Č��\�v���Č��������
�֎q���Ȃ��A���̂����В���3000�}�\�̎ԍw���E�E�E
����ȉ�ЂԂ�Ă��܂��I�I
�ăI���^�������E�E�E
�����̉�Ђ��l�ʒk��
�����܂߂Ă݂�ȂɁu��߂������߂Č��\�v���Č��������
�֎q���Ȃ��A���̂����В���3000�}�\�̎ԍw���E�E�E
����ȉ�ЂԂ�Ă��܂��I�I
�ăI���^�������E�E�E
961 �F���������������I���ɍs�����F2010/07/11(��) 16:01:16 ID:RVTfllsp
�f�G����
�����Ƃ���A�����g����O����@���Ă̏��Љ���_���Ă��\��
�����Ƃ���A�����g����O����@���Ă̏��Љ���_���Ă��\��
962 �F���������������I���ɍs�����F2010/07/11(��) 16:22:41 ID:Fjdy+Gn9
�В��̒ǂ����Ƃ����������ȁB
963 �F���������������I���ɍs�����F2010/07/11(��) 17:56:40 ID:tSoZXb1+
>>960
�^������ł݂���ǂ����H
�^������ł݂���ǂ����H
964 �F���������������I���ɍs�����F2010/07/11(��) 20:45:08 ID:duD1Orvp
>>960
���ԏ�ɐ�q�T���Ƃ�
���ԏ�ɐ�q�T���Ƃ�
965 �F���������R���N�F2010/07/12(��) 17:23:08 ID:gk1WxG+J
966 �F���������R���N�F2010/07/12(��) 23:15:16 ID:HY3UMj62
���������̂��ďꏊ������悤�ɂ��������
�钆�A�������l�B���������ɗ���炵���c��
�钆�A�������l�B���������ɗ���炵���c��
967 �F���������R���N�F2010/07/14(��) 22:18:17 ID:zfMlydO+
968 �F���������R���N�F2010/07/14(��) 23:03:29 ID:4P8p5WuR
�����ƊE�����������Y���A�������Ɏ���B
NC���ՂŃv���O��������鎞�A�ŏ��̃x�[�X�ɂȂ�v���O������Θb���[�h��
�������ɂ�����������ɕς��Ă���Ă���ǂ݂�Ȃ͂ǂ�Ȋ����H
NC���ՂŃv���O��������鎞�A�ŏ��̃x�[�X�ɂȂ�v���O������Θb���[�h��
�������ɂ�����������ɕς��Ă���Ă���ǂ݂�Ȃ͂ǂ�Ȋ����H
969 �F���������R���N�F2010/07/16(��) 07:42:14 ID:L7KKJ9jg
�P�i���߂�ǂ�����
�a����i�ɒlj��H����Ԑ_�o�i����
�a����i�ɒlj��H����Ԑ_�o�i����
970 �F���������R���N�F2010/07/16(��) 21:33:42 ID:5raPlSuQ
�����͂ڂ낢�@�B������Ȃ̂ŁA�S����ł��B
���삪���邽�тɐ_�o�����茸��B
���삪���邽�тɐ_�o�����茸��B
971 �F���������R���N�F2010/07/17(�y) 01:20:04 ID:1vynoaOt
�N�\��Ђ����ǁA����ω����̋ƊE�D�������E�E�E
���E�ɂȂ肽���Ȃ����E�E�E
���E�ɂȂ肽���Ȃ����E�E�E
972 �F���������R���N�F2010/07/17(�y) 01:27:07 ID:1vynoaOt
�����B��Љ�ɍv���ł��āA����
�т��H����̂̓��m���肾���Ȃ�
�C�O�Ɏd�����̂͂�߂Ă��ꂨ�E�E�E
�т��H����̂̓��m���肾���Ȃ�
�C�O�Ɏd�����̂͂�߂Ă��ꂨ�E�E�E
973 �F���������R���N�F2010/07/17(�y) 04:22:21 ID:u0JB5OgY
>>969
������B���^�������A��U�[�i�����^�̏C���Ƃ���Ԑ_�o�g����
������B���^�������A��U�[�i�����^�̏C���Ƃ���Ԑ_�o�g����
974 �F���������R���N�F2010/07/17(�y) 22:14:03 ID:1vynoaOt
�Ђ���������g���Ă��Ƃ����P�O���i�C�t���������i�����V�O-�W�O�N�O�̂��́j
�i�C�t���ڂ�ڂ�Ȃ����悤�ɂ���ɂ͂ǂ������炢���H
�茳�ɂ������
�~�c�g���̃u���b�N�Q�[�W
�~�c�r�V�̒��d�`�b�v
�q�^�`�̖ʂƂ�J�b�^�[
�i�C�t���ڂ�ڂ�Ȃ����悤�ɂ���ɂ͂ǂ������炢���H
�茳�ɂ������
�~�c�g���̃u���b�N�Q�[�W
�~�c�r�V�̒��d�`�b�v
�q�^�`�̖ʂƂ�J�b�^�[
975 �F���������R���N�F2010/07/17(�y) 23:02:00 ID:TVYcZIc+
���̒�����I�ԂƂ�����u����
976 �F���������R���N�F2010/07/17(�y) 23:05:13 ID:1vynoaOt
�R�����ŏĂ��āA�T���_���ŗ�p������^�����ɂȂ�����
977 �F���������R���N�F2010/07/17(�y) 23:10:58 ID:ccv3/gC5
978 �F���������R���N�F2010/07/17(�y) 23:17:51 ID:1vynoaOt
���߂��
�E�Ƃ͊ԈႢ�Ȃ��l�b�I�y����I�I
�悵�A�������_�[�N�l�X�A�T�V���i�C�t�Ɩ��Â��悤
�E�Ƃ͊ԈႢ�Ȃ��l�b�I�y����I�I
�悵�A�������_�[�N�l�X�A�T�V���i�C�t�Ɩ��Â��悤
979 �F���������R���N�F2010/07/18(��) 00:15:05 ID:jLKQYFmV
�N�[�����g������������������������������������������������������
980 �F���������R���N�F2010/07/18(��) 02:05:57 ID:cK9Ydwzn
�N�[�����g�Ɂ@�v�[���Ɏg�����f�̏��ܓ��ꂽ�畅��ɂ����Ȃ邩��?
981 �F���������R���N�F2010/07/18(��) 06:18:04 ID:g4kjtIU2
����̓��o�C��
982 �F���������R���N�F2010/07/18(��) 20:34:27 ID:n4MBl0RL
���[�J�[�͋@�B�̕W���d�l�ŃN�[�����g���u���ė~�������
983 �F���������R���N�F2010/07/19(��) 00:44:40 ID:G2vwwc/r
�����̐����Ɏg���G�A�|���v�łԂ��Ԃ�����H
984 �F���������R���N�F2010/07/19(��) 10:47:39 ID:GoJtXjYa
�_�����Ă�肢���������H���͂�܂邾������Ȃ����H
985 �F���������R���N�F2010/07/19(��) 11:37:17 ID:G2vwwc/r
�L���̌��ɂȂ錙�C���o�N�e���A�͌����ެϲ��H
986 �F���������R���N�F2010/07/19(��) 11:38:32 ID:reVXbsuR
������Ⴂ����
987 �F���������R���N�F2010/07/19(��) 12:40:23 ID:55SKf7jS
�L���Ȃ�������Ă������Ă��Ӗ�������ˁH���u�N�u�N
988 �F���������R���N�F2010/07/19(��) 17:26:42 ID:a+FVeSXb
����
���̕s�i�C�ŊO���ɏo���Ă��d��������ł��悤�ɂȂ��đ�Z��
�ł�������Ă܂�A�O���̉�Ђ��ꂵ����ˁH
����ς�u��������������E�E�v���Ă����̂��ʗp���Ȃ��Ȃ��Ă��Ă����ł��傤���H
�����������Ƃ�����߂����ł���ˁE�E�E
���̕s�i�C�ŊO���ɏo���Ă��d��������ł��悤�ɂȂ��đ�Z��
�ł�������Ă܂�A�O���̉�Ђ��ꂵ����ˁH
����ς�u��������������E�E�v���Ă����̂��ʗp���Ȃ��Ȃ��Ă��Ă����ł��傤���H
�����������Ƃ�����߂����ł���ˁE�E�E
989 �F���������R���N�F2010/07/20(��) 14:59:31 ID:SO43D2rU
>>����ς�u��������������E�E�v���Ă����̂��ʗp���Ȃ��Ȃ��Ă��Ă����ł��傤���H
�������N���O����ǂ�ǂ��Ȃ��Ă��
���N�[�����g�����[
�������N���O����ǂ�ǂ��Ȃ��Ă��
���N�[�����g�����[
990 �F���������R���N�F2010/07/20(��) 15:12:21 ID:pfDc2bXW
>>988
�o�J���H
������������������āA�����̋��^��50������3���ɉ�����
�O���ɍ��܂Œʂ�d���o���Ƃł��v���Ă�̂��H
�݂�Ȑ�����̂ɕK���Ȃ���A�t���������Ƃ��`���Ƃ�
�l��Ŏd���Ȃ�ďo���Ȃ���B
�܂��ޗ�����50���Ŏ��d�����A�ޗ�����2-3���ł����
�����Ȃ�o����B
�o�J���H
������������������āA�����̋��^��50������3���ɉ�����
�O���ɍ��܂Œʂ�d���o���Ƃł��v���Ă�̂��H
�݂�Ȑ�����̂ɕK���Ȃ���A�t���������Ƃ��`���Ƃ�
�l��Ŏd���Ȃ�ďo���Ȃ���B
�܂��ޗ�����50���Ŏ��d�����A�ޗ�����2-3���ł����
�����Ȃ�o����B
991 �F���������R���N�F2010/07/20(��) 15:14:46 ID:Z/Damus/
�R�~���j�P�[�V�����̍ŏ��Ɂu�o�J���H�v�������z������
�������R���ɂȂ�낤�Ȃ�
�������R���ɂȂ�낤�Ȃ�
992 �F���������R���N�F2010/07/20(��) 15:57:28 ID:pfDc2bXW
993 �F���������R���N�F2010/07/20(��) 16:49:31 ID:7SXMt2C7
�܂��A�O�����炵�Ă݂�ΖZ�����Ȃ����炻���̎d���͂��Ȃ��Ȃ邾�낤�ȁB
994 �F���������R���N�F2010/07/20(��) 19:40:58 ID:Z/Damus/
����K��Ȃ��ȁB�N�ɏK���H�B�A����Ƃ̏���ɂ��H��
995 �F���������R���N�F2010/07/20(��) 21:37:27 ID:CCMkPflc
�Ƃ肠���������f���̎g���������炢���悤��
996 �F���������R���N�F2010/07/20(��) 21:41:09 ID:XSN5pyvf
�X���������E�E�E
997 �F���������R���N�F2010/07/20(��) 21:47:42 ID:WcZTqrD6
�����X��
���O�X��
NC�MC�I���[�^�A�}�V�j���O�̂��d���y35��ځz
http://science6.2ch.net/test/read.cgi/kikai/1279629948/
�X�}���A���ۂ́��O�X��
NC�MC�I���[�^�A�}�V�j���O�̂��d���y36��ځz
�ł�m(__)m
�����X�����Ă̐l�́A�C�����āc
���O�X��
NC�MC�I���[�^�A�}�V�j���O�̂��d���y35��ځz
http://science6.2ch.net/test/read.cgi/kikai/1279629948/
�X�}���A���ۂ́��O�X��
NC�MC�I���[�^�A�}�V�j���O�̂��d���y36��ځz
�ł�m(__)m
�����X�����Ă̐l�́A�C�����āc
998 �F���������R���N�F2010/07/21(��) 06:30:37 ID:nTAwpHea
�Y��
999 �F���������R���N�F2010/07/21(��) 07:18:04 ID:uSpdobHo
;;;�߁߁߁@�@����~����D�)���@�Ұ���!!
1000 �F���������R���N�F2010/07/21(��) 07:22:04 ID:nTAwpHea
1000�Ȃ珬�q�䂤���ƌ��������
1001 �F�P�O�O�P�F
���̃X���b�h�͂P�O�O�O���܂����B
���������Ȃ��̂ŁA�V�����X���b�h�𗧂ĂĂ��������ł��B�B�B
���������Ȃ��̂ŁA�V�����X���b�h�𗧂ĂĂ��������ł��B�B�B