�y�E�l����́z�������H�����X���y�w�����}�z��2
1 �F�����������������ς��B�F
���C���͓S��A���~�A�����ł��B���܂蕡�G�Ȃ��Ƃ�DIY�ł̌��E�Ƀu�`������Ǝv���܂����A
�P���ȋȂ��⌊�������H�A�g���₷���H��ł�������A����Ɋ֘A���鎖�Ȃ�Ȃ�ł��\���܂���B
DIY�͕ی�ዾ����S�C�Ȃǒ��p�����S���ł��肢���܂��B�S���ɗ��Ƃ��Ƌ����܂�����B
���X�����Ă�>>975�̐l�����Ăĉ������B>>980���Ĕ����ȏ�|�X�g���Ȃ���dat�������܂��B
�֘A�X��
�y����z�S�p�C�v�y�g�����z
http://toki.2ch.net/test/read.cgi/diy/1069991089/
����DIY�n�ڃX���b�h3
http://toki.2ch.net/test/read.cgi/diy/1310853472/
�o�b�e���[�n�ڋ@
http://toki.2ch.net/test/read.cgi/diy/1153379136/
�y�n�f�@�z�K�X�o�[�i�[�y�n�ڋ@�z
http://toki.2ch.net/test/read.cgi/diy/1099666415/
�O�X��
�y�E�l����́z �������H�X�� �y�w�����}�z
http://toki.2ch.net/test/read.cgi/diy/1096823843/
�P���ȋȂ��⌊�������H�A�g���₷���H��ł�������A����Ɋ֘A���鎖�Ȃ�Ȃ�ł��\���܂���B
DIY�͕ی�ዾ����S�C�Ȃǒ��p�����S���ł��肢���܂��B�S���ɗ��Ƃ��Ƌ����܂�����B
���X�����Ă�>>975�̐l�����Ăĉ������B>>980���Ĕ����ȏ�|�X�g���Ȃ���dat�������܂��B
�֘A�X��
�y����z�S�p�C�v�y�g�����z
http://toki.2ch.net/test/read.cgi/diy/1069991089/
����DIY�n�ڃX���b�h3
http://toki.2ch.net/test/read.cgi/diy/1310853472/
�o�b�e���[�n�ڋ@
http://toki.2ch.net/test/read.cgi/diy/1153379136/
�y�n�f�@�z�K�X�o�[�i�[�y�n�ڋ@�z
http://toki.2ch.net/test/read.cgi/diy/1099666415/
�O�X��
�y�E�l����́z �������H�X�� �y�w�����}�z
http://toki.2ch.net/test/read.cgi/diy/1096823843/
|
|
|
2 �F�����������������ς��B�F2011/07/28(��) 10:59:12.38 ID:MaW0YFL7
>>1��
3 �F�����������������ς��B�F2011/07/28(��) 18:50:46.23 ID:???
>>1�X�e���R�~��
4 �F�����������������ς��B�F2011/07/28(��) 19:38:58.34 ID:???
1mm���̃X�e�����X�ɒ��a40mm�̌���������̂ɂ́A�E�l����͂ǂ��������@�ł��܂����H
5 �F�����������������ς��B�F2011/07/28(��) 20:45:47.69 ID:???
�p�r�Ɣ[���Ǝx�����Ă������z�ňႤ
�܂�DIY���x���̐��x�ƃR�X�g�Ȃ�{�[���Ղ��t���C�X�ՂŃz�[���\�[����
���ԂƋ@�B���]���Ă���}�V�j���O�Z���^�ł��
�܂�DIY���x���̐��x�ƃR�X�g�Ȃ�{�[���Ղ��t���C�X�ՂŃz�[���\�[����
���ԂƋ@�B���]���Ă���}�V�j���O�Z���^�ł��
6 �F�����������������ς��B�F2011/07/28(��) 21:35:56.66 ID:???
>>4
���x��K�v�Ƃ��Ȃ�������A���d�z���\�[�������m�b�N�A�E�g�p���`���[�B
���x��K�v�Ƃ��Ȃ�������A���d�z���\�[�������m�b�N�A�E�g�p���`���[�B
7 �F�����������������ς��B�F2011/07/28(��) 21:37:28.58 ID:???
>>4
�O�X�������܂��ĂȂ����炻�������g���B
�O�X�������܂��ĂȂ����炻�������g���B
8 �F�����������������ς��B�F2011/07/29(��) 00:22:50.19 ID:???
9 �F�����������������ς��B�F2011/08/05(��) 01:03:26.53 ID:???
>>4
���[�U�[���v���Y�}���^���p��
���[�U�[���v���Y�}���^���p��
10 �F�����������������ς��B�F2011/08/06(�y) 22:05:55.58 ID:???
>>4
�^�K�l�Ő�o���Ė_���X���Ŏd�グ����
�^�K�l�Ő�o���Ė_���X���Ŏd�グ����
11 �F �F2011/08/26(��) 15:07:23.48 ID:???
12 �F�����������������ς��B�F2011/09/03(�y) 00:03:59.27 ID:???
��������
13 �F�����������������ς��B�F2011/09/03(�y) 18:27:05.90 ID:???
�^���p���_
14 �F�����������������ς��B�F2011/10/19(��) 13:06:25.02 ID:???
1�����̓S�Ń`���R�X�^�������
�S�͒Y�ŏĂ��ꂽ��₦����̌J�Ԃ���
�d�����낭�Ȃ��Ă����̂ł��傤���H
�S�͒Y�ŏĂ��ꂽ��₦����̌J�Ԃ���
�d�����낭�Ȃ��Ă����̂ł��傤���H
15 �F�����������������ς��B�F2011/10/19(��) 17:31:10.24 ID:???
�g������ɏo��قǂ̂��낳�͂Ȃ��Ǝv����
1�N������ΎK�Ō��J����������
1�N������ΎK�Ō��J����������
16 �F�����������������ς��B�F2011/10/22(�y) 19:34:49.35 ID:???
�`�^���ƃX�e�����X��ڑ��������H�ł����A
��͂�ڑ������̋��x�ɂ͖�肪����̂ł��傤���B
���Ȃ݂ɉ��H���́A�o�C�N�̃}�t���[�ł��B
��͂�ڑ������̋��x�ɂ͖�肪����̂ł��傤���B
���Ȃ݂ɉ��H���́A�o�C�N�̃}�t���[�ł��B
17 �F�����������������ς��B�F2011/10/24(��) 00:17:41.89 ID:tIRT5z0F
�n�ڂ����E�t�̃X���s�����ق���������˂��́H
18 �F�����������������ς��B�F2011/10/24(��) 00:28:34.42 ID:???
�ꖇ�̕������S����@���o���ő单�l������������
�������Ƃ�����B�������Z�p���Ǝv�����B
���̃��x���ɂȂ�ɂ́A�������C�s���K�v���낤�ȁc�c�B
�������Ƃ�����B�������Z�p���Ǝv�����B
���̃��x���ɂȂ�ɂ́A�������C�s���K�v���낤�ȁc�c�B
19 �F�����������������ς��B�F2011/10/24(��) 18:03:43.20 ID:???
���H�Ƃ�����蕔�i�ɂȂ�܂����E�E�E
�ėp�̒��a10mm�O��̃p�C�v�Ɏ��t���āA��]�����Ē��ߍ��ނ��Ƃɂ��A
2mm�ׂ��p�C�v���X���C�h���ɔC�ӂ̒n�_�Œ������߂ł���(�O�r�Ȃǂɂ���悤��)
���i��{���Ă��܂��B�ǂ�Ȗ��̂Ō�������Ƃ悢���̂ł��傤���H
�ėp�̒��a10mm�O��̃p�C�v�Ɏ��t���āA��]�����Ē��ߍ��ނ��Ƃɂ��A
2mm�ׂ��p�C�v���X���C�h���ɔC�ӂ̒n�_�Œ������߂ł���(�O�r�Ȃǂɂ���悤��)
���i��{���Ă��܂��B�ǂ�Ȗ��̂Ō�������Ƃ悢���̂ł��傤���H
20 �F�����������������ς��B�F2011/10/24(��) 18:43:24.60 ID:???
���i�̂��Ƃ���Ȃ����ǁA���ς�_�Ƃ�
�e���V�����|�[���������?
�e���V�����|�[���������?
21 �F�����������������ς��B�F2011/10/25(��) 08:44:34.32 ID:???
�R���d�B�o�l�͂Ȃ��Ă��悢�̂ł��B���i�K�ɒ�����ς��ČŒ肵���̂ł��āB
22 �F�����������������ς��B�F2011/10/26(��) 22:06:38.64 ID:???
�U��3.2mm�̒[�ނ����ău���[�L�A�X�|�b�g�n�ڋ@�A�t���C�X�Ղ����Ă����ȂƂ�����
�ǂ̂������T�����炢���ł��傤��?
�����쐬���������̂ł����A���ׂĎ����Ă����ȏꏊ�̑z�����t���܂���
�@�B������Ύ����ł��ł���̂ł����E�E�E
�ǂ̂������T�����炢���ł��傤��?
�����쐬���������̂ł����A���ׂĎ����Ă����ȏꏊ�̑z�����t���܂���
�@�B������Ύ����ł��ł���̂ł����E�E�E
23 �F�����������������ς��B�F2011/10/28(��) 12:12:50.83 ID:???
�O�[�O���}�b�v�łł����������ˁH
http://g.co/maps/qf8qx
http://g.co/maps/qf8qx
24 �F�����������������ς��B�F2011/10/28(��) 21:59:31.88 ID:lDbZuQhR
�����ŏo���邩��ݔ��݂����Ă��Ƃ�
���˂�
���˂�
25 �F�����������������ς��B�F2011/10/29(�y) 01:45:19.88 ID:???
>>24
������������O���ł̈˗�����
�����b�g�ł̔����Ȃ�đ�肶������Ă���Ȃ���
�������Ă���Ă�1���̂ɒ�ڕ��̋��z���������Ȃ�
�[�ނł���Ă����Ƃ���ɗ��ނ����Ȃ������
�����ł��ł���Ə������̂͂킯�킩����͂��Ȃ��ƌ����Ӗ��ŏ�������������
�ȑO�Ȃ�m���Ɏ���H�ꂪ���������ǒÔg�őS�ł�����
�����̐ݔ���304�͂ŋȂ��ăO���C���_�[�Ő��`���k�������ă{�[���ՂŌ���������
�A�[�N���ă����[�^�[�ō���Ă��Ă����Ȃ��͂Ȃ�����
�n���݂����Ɏ�ԂƃR�X�g�����������Đ��x�̓C�}�C�`�Ȃ�Ă��̍�������ĈӖ��Ȃ����
�܂��Ă�g�����ꂽ�@�B�ł��Ȃ��̂ɖ����g���ĕȂ��m��s�������E�l�ɂ��Ȃ��킯�ˁ[
���̂��炢�̐g�̒��͂킫�܂��Ă��
���̏�Ŏ������]�ޕ�������Ă��ꂻ���ȏꏊ�����邩���Ęb�Ȃ�
�����Ȃ�X�|�b�g�����ĂĂ�3.2mm�̃U���͎g���������Ȃ���
�u���[�L�A�t���C�X�����ĂĂ���ɑΉ��ł������ȃX�|�b�g�����Ă�ꏊ���m��Ȃ�
TIG�ł���p�ł���̂�������Ȃ����オ�|������ł���X�|�b�g�œ���ė~����������
������������O���ł̈˗�����
�����b�g�ł̔����Ȃ�đ�肶������Ă���Ȃ���
�������Ă���Ă�1���̂ɒ�ڕ��̋��z���������Ȃ�
�[�ނł���Ă����Ƃ���ɗ��ނ����Ȃ������
�����ł��ł���Ə������̂͂킯�킩����͂��Ȃ��ƌ����Ӗ��ŏ�������������
�ȑO�Ȃ�m���Ɏ���H�ꂪ���������ǒÔg�őS�ł�����
�����̐ݔ���304�͂ŋȂ��ăO���C���_�[�Ő��`���k�������ă{�[���ՂŌ���������
�A�[�N���ă����[�^�[�ō���Ă��Ă����Ȃ��͂Ȃ�����
�n���݂����Ɏ�ԂƃR�X�g�����������Đ��x�̓C�}�C�`�Ȃ�Ă��̍�������ĈӖ��Ȃ����
�܂��Ă�g�����ꂽ�@�B�ł��Ȃ��̂ɖ����g���ĕȂ��m��s�������E�l�ɂ��Ȃ��킯�ˁ[
���̂��炢�̐g�̒��͂킫�܂��Ă��
���̏�Ŏ������]�ޕ�������Ă��ꂻ���ȏꏊ�����邩���Ęb�Ȃ�
�����Ȃ�X�|�b�g�����ĂĂ�3.2mm�̃U���͎g���������Ȃ���
�u���[�L�A�t���C�X�����ĂĂ���ɑΉ��ł������ȃX�|�b�g�����Ă�ꏊ���m��Ȃ�
TIG�ł���p�ł���̂�������Ȃ����オ�|������ł���X�|�b�g�œ���ė~����������
26 �F�����������������ς��B�F2011/10/29(�y) 01:47:47.21 ID:???
�Q�S�݂����ȍr�炵�Ƀ}�W���X����K�v�Ȃ����āB
27 �F�����������������ς��B�F2011/10/29(�y) 08:18:08.72 ID:???
�������Ȃ��Ł@�Ôg�ō������O���������@�̈ꕶ������Ă�Ίۂ��ςc
�ЂƂ��ƂȂ��琢�m�h�����ȁc
�ЂƂ��ƂȂ��琢�m�h�����ȁc
28 �F�����������������ς��B�F2011/11/03(��) 20:29:21.98 ID:FSMm7+tV
�����ɂ��Ăł�����90����10���ł�����d�x�͂ǂ̂��炢�ɂȂ�܂����H
29 �F�����������������ς��B�F2011/11/03(��) 21:34:42.00 ID:RWvAEdTF
���Ǝ��ʼn�����H
30 �F�����������������ς��B�F2011/11/03(��) 22:25:24.18 ID:FSMm7+tV
���^���W�O�ł��B
���͑�ʂɂ���̂ł����E�E�E
�A���`�������Ă̂��悳�����ł��������ł����B
�d�x�オ��Ȃ������Ԏ�ɓ���₷���o�ϓI�ł��̂�
���͑�ʂɂ���̂ł����E�E�E
�A���`�������Ă̂��悳�����ł��������ł����B
�d�x�オ��Ȃ������Ԏ�ɓ���₷���o�ϓI�ł��̂�
31 �F�����������������ς��B�F2011/11/03(��) 22:59:21.73 ID:???
�A���`�����̓Y���ō��x�グ��ق������オ��ƕ�������B
32 �F�����������������ς��B�F2011/11/18(��) 16:09:10.66 ID:/5utnHPw
���X�Ⴂ�ł���
�́A�����p�ɐ����500g�w���������̂����o�ė��܂����B
��������ː������Ɠ��l�ɐ̂͋K�����Â��w���ł����̂ł����������ɍ����Ă܂��B
�����ɔ��p�A�܂��͈�������Ă��炦��̂ł��傤��?�@���w�����������B
�́A�����p�ɐ����500g�w���������̂����o�ė��܂����B
��������ː������Ɠ��l�ɐ̂͋K�����Â��w���ł����̂ł����������ɍ����Ă܂��B
�����ɔ��p�A�܂��͈�������Ă��炦��̂ł��傤��?�@���w�����������B
33 �F�����������������ς��B�F2011/11/18(��) 16:55:53.65 ID:???
>>32
�E���������ɕ����Ă݂�
�E���Z�܂��̎����̂̎w����(ry
�����肩��X�^�[�g���Ă͂ǂ�����
�ςȔp���������Ǝ҂Ɉ���������Ƃڂ���������悤�ȋC��������w
�E���������ɕ����Ă݂�
�E���Z�܂��̎����̂̎w����(ry
�����肩��X�^�[�g���Ă͂ǂ�����
�ςȔp���������Ǝ҂Ɉ���������Ƃڂ���������悤�ȋC��������w
34 �F�����������������ς��B�F2011/11/18(��) 22:22:36.63 ID:/5utnHPw
>>33
�w���������[�J�[�Ƃ��̃��[�g�͑S�ē|�Y�B
�p�����Ǝ҂ł͔��p�ǂ��납�ۂ��������邩��??
���������������A���Ă�������Ύ����̂ɑ��k���Ă݂܂��B
�w���������[�J�[�Ƃ��̃��[�g�͑S�ē|�Y�B
�p�����Ǝ҂ł͔��p�ǂ��납�ۂ��������邩��??
���������������A���Ă�������Ύ����̂ɑ��k���Ă݂܂��B
35 �F�����������������ς��B�F2011/11/18(��) 22:37:15.89 ID:???
>>34
���͐������������{�݂��S����1�ӏ������Ȃ������A�ŏI�I�ɂ��������Ƃ���ɍs���B
�쑺���Y(��)�C�g���J�z�Ə�
�@http://www.google.co.jp/search?q=%E9%87%8E%E6%9D%91%E8%88%88%E7%94%A3+%E3%82%A4%E3%83%88%E3%83%A0%E3%82%AB%E9%89%B1%E6%A5%AD%E6%89%80
���⏈���{��
�@http://www.google.co.jp/search?q=%E6%B0%B4%E9%8A%80%E5%87%A6%E7%90%86%E6%96%BD%E8%A8%AD
���͐������������{�݂��S����1�ӏ������Ȃ������A�ŏI�I�ɂ��������Ƃ���ɍs���B
�쑺���Y(��)�C�g���J�z�Ə�
�@http://www.google.co.jp/search?q=%E9%87%8E%E6%9D%91%E8%88%88%E7%94%A3+%E3%82%A4%E3%83%88%E3%83%A0%E3%82%AB%E9%89%B1%E6%A5%AD%E6%89%80
���⏈���{��
�@http://www.google.co.jp/search?q=%E6%B0%B4%E9%8A%80%E5%87%A6%E7%90%86%E6%96%BD%E8%A8%AD
36 �F�����������������ς��B�F2011/11/19(�y) 18:47:18.99 ID:NYgmEtT0
37 �F�����������������ς��B�F2011/12/03(�y) 09:03:26.37 ID:6S8aNTe4
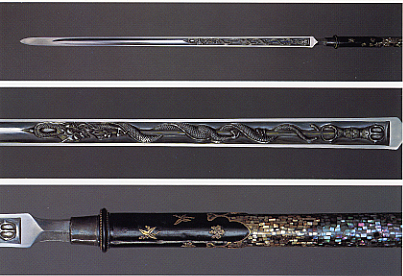
���͂悤�������܂��B���b�������Ă��������B
����u��x�v�Ɓu���{���v�Ƃ������Ȃ�ł���
http://img837.imageshack.us/img837/527/68955095.jpg
http://blog-imgs-29.fc2.com/i/i/w/iiwarui/201002192339568ab.jpg
�����A���̗l�ɒ����ė��̓I�Ȗ͗l�ɂ���̂͂ǂ�����Ă����̂ł��傤���H
�ꉞ�n�Ȃ̂Œ����ł͂Ȃ��Ǝv���̂ł����A��͂�ؒ���̒����̂悤�Ƀm�~�ō��̂ł��傤���H
����u��x�v�Ɓu���{���v�Ƃ������Ȃ�ł���
http://img837.imageshack.us/img837/527/68955095.jpg
{kind=link}
http://blog-imgs-29.fc2.com/i/i/w/iiwarui/201002192339568ab.jpg
{kind=link}
�����A���̗l�ɒ����ė��̓I�Ȗ͗l�ɂ���̂͂ǂ�����Ă����̂ł��傤���H
�ꉞ�n�Ȃ̂Œ����ł͂Ȃ��Ǝv���̂ł����A��͂�ؒ���̒����̂悤�Ƀm�~�ō��̂ł��傤���H
38 �F�����������������ς��B�F2011/12/03(�y) 23:29:11.96 ID:???
�m�~�Ƃ�������S(������)�ł��傤�˂�
���ƁA���X������
�d���H��g���Ă��Ђƌ����炢�����肻����
���ƁA���X������
�d���H��g���Ă��Ђƌ����炢�����肻����
39 �F�����������������ς��B�F2011/12/03(�y) 23:54:16.86 ID:???
40 �F�����������������ς��B�F2011/12/04(��) 12:38:47.35 ID:???
41 �F�����������������ς��B�F2011/12/04(��) 13:39:00.96 ID:???
���ɖ���G���@�荞�ނ̂��S�g���Ă��ȁB
�ǂ����ł��̓��挩���̂����ǎ��O���Ă��܂����B
�ǂ����ł��̓��挩���̂����ǎ��O���Ă��܂����B
���X�ǂ����ł��B
�������Ĕ����R���R���@�����̂��Ǝv���Ă����̂ŕʕ����Ǝv���Ă��܂����B
���肪�Ƃ��������܂��O�O
�������Ĕ����R���R���@�����̂��Ǝv���Ă����̂ŕʕ����Ǝv���Ă��܂����B
���肪�Ƃ��������܂��O�O
43 �F�����������������ς��B�F2011/12/04(��) 14:51:19.13 ID:???
youtube�Œ������������
���W���o�����
���W���o�����
���A�l�ł����B�u�������H�v�Ƃ����E�Ƃ�����悤��
���悠��܂����̂ł���̂����A���Ă�\���Ă����܂��B
http://www.youtube.com/watch?v=NX9PTPcT7Wo
���肪�Ƃ��������܂����B��(_ _)��
���悠��܂����̂ł���̂����A���Ă�\���Ă����܂��B
http://www.youtube.com/watch?v=NX9PTPcT7Wo
���肪�Ƃ��������܂����B��(_ _)��
45 �F�����������������ς��B�F2011/12/12(��) 22:48:50.91 ID:P/ZCj8xl
���H�̎��łł͂Ȃ��̂ł����A���Ẫ{�[���Սw���ɂ��ċ����Ă��������B
���ݎg���Ă���z�r�[�p�{�[���Ղ��Ƌ����Ɍ���������ꍇ�A�p���[�s���ƃh�����̃K�^���C�ɂȂ��Ă��܂����B
���t�I�N�ŋƖ��p100V�@13mm�N���X�̒��Õi��2�`4���~�������̂ŁA�������̂��Ƌ����p�������Ǝv���Ă��܂��B
��^�̃{�[���Ղ͒m�荇���̔_�Ƃ�B13�Ƃ��������g�킹�Ă���������炢�őS���ڂ����Ȃ��ł��B
�����ł������߂̋@��⒆�Õi�Œ��ӂ��������ǂ��_�Ȃǂ������狳���Ă��������B
�X�������肢���܂��B
���ݎg���Ă���z�r�[�p�{�[���Ղ��Ƌ����Ɍ���������ꍇ�A�p���[�s���ƃh�����̃K�^���C�ɂȂ��Ă��܂����B
���t�I�N�ŋƖ��p100V�@13mm�N���X�̒��Õi��2�`4���~�������̂ŁA�������̂��Ƌ����p�������Ǝv���Ă��܂��B
��^�̃{�[���Ղ͒m�荇���̔_�Ƃ�B13�Ƃ��������g�킹�Ă���������炢�őS���ڂ����Ȃ��ł��B
�����ł������߂̋@��⒆�Õi�Œ��ӂ��������ǂ��_�Ȃǂ������狳���Ă��������B
�X�������肢���܂��B
46 �F�����������������ς��B�F2011/12/13(��) 20:50:37.97 ID:???
���t�I�N�ő��v�Ȃ̂��c�H
�{�[���ՂȂ�x���g�̃q�r�A�`���b�N�̃K�^�ƒ܂̏�Ԃ��炢����ˁH
�{�[���ՂȂ�x���g�̃q�r�A�`���b�N�̃K�^�ƒ܂̏�Ԃ��炢����ˁH
47 �F�����������������ς��B�F2011/12/14(��) 03:02:36.21 ID:???
����A��Ԋ̐S�Ȃ̂́@��]���������̃X�s���h���̐U��
���ƁA��]���@����̓X�s���h���x�A�����O�̖��Ղ�K�^
����炪����{�[���Ղ̖�
���ꂩ��A�Ք̏���@����ō����ǂ������g�������Ă�����������
���Ƃ�����[�^�[�͐���ɉ�]���鎖�i�X�C�b�`�Ƃ��d���n�����܂߂āj
�x���g�͔�r�I�����A�`���b�N�͊��������i�`���b�N�͕��ʌ����\�j
�Â��Ă����Y�̕����M�����������
�����A�L�^�K���A���V�_�A�L���A�A�V�i�A�i�J�l
�V�����Ă��`���C�i�͂�߂Ƃ�
���ƁA��]���@����̓X�s���h���x�A�����O�̖��Ղ�K�^
����炪����{�[���Ղ̖�
���ꂩ��A�Ք̏���@����ō����ǂ������g�������Ă�����������
���Ƃ�����[�^�[�͐���ɉ�]���鎖�i�X�C�b�`�Ƃ��d���n�����܂߂āj
�x���g�͔�r�I�����A�`���b�N�͊��������i�`���b�N�͕��ʌ����\�j
�Â��Ă����Y�̕����M�����������
�����A�L�^�K���A���V�_�A�L���A�A�V�i�A�i�J�l
�V�����Ă��`���C�i�͂�߂Ƃ�
>46,47
���X���肪�Ƃ��������܂��B
�Ɩ��ō��g���ꂽ�@�B�͂ǂ�ȏ��ɒɂ݂��o��̂�������Ȃ���������
�Q�l�ɂȂ�܂��B���������ł����Y��T���Ă݂܂��B
��ʐl�ɂ͒��Ë@�B���͂�����ƃn�[�h���������悤�ȋC�����čs���Ȃ������̂ł����A�������Ă݂Ȃ��Ə�Ԃ�������Ȃ��̂�
�{�[���Ղ���舵���Ă��钆�É������T���Ă݂܂��B
���ƁA�����P�_��������Ȃ̂ł����A�{�[���Ղ̊ۃe�[�u�����ĉ��Ɏg���̂ł��傤���B
���[�N����]�o����悤�Ȃ̂ł����A�h�����ʒu�𒆐S�ɉ�]�����ĉ������_���L��̂ł��傤���H
���X���肪�Ƃ��������܂��B
�Ɩ��ō��g���ꂽ�@�B�͂ǂ�ȏ��ɒɂ݂��o��̂�������Ȃ���������
�Q�l�ɂȂ�܂��B���������ł����Y��T���Ă݂܂��B
��ʐl�ɂ͒��Ë@�B���͂�����ƃn�[�h���������悤�ȋC�����čs���Ȃ������̂ł����A�������Ă݂Ȃ��Ə�Ԃ�������Ȃ��̂�
�{�[���Ղ���舵���Ă��钆�É������T���Ă݂܂��B
���ƁA�����P�_��������Ȃ̂ł����A�{�[���Ղ̊ۃe�[�u�����ĉ��Ɏg���̂ł��傤���B
���[�N����]�o����悤�Ȃ̂ł����A�h�����ʒu�𒆐S�ɉ�]�����ĉ������_���L��̂ł��傤���H
49 �F�����������������ς��B�F2011/12/15(��) 06:17:08.25 ID:2wXv1hVX
�݂��ُ،��̋��i���d�����A�؋����[���\�I
http://ja.wikipedia.org/w/index.php?title=%E3%81%BF%E3%81%9A%E3%81%BB%E8%A8%BC%E5%88%B8&oldid=39891397
http://ja.wikipedia.org/w/index.php?title=%E3%81%BF%E3%81%9A%E3%81%BB%E8%A8%BC%E5%88%B8&oldid=39891397
50 �F�����������������ς��B�F2011/12/15(��) 19:00:42.67 ID:???
>>48
�e�[�u���͉�]����ȊO�Ɏ厲�̂ق�����������̂�
���[�N���e�[�u���ɌŒ肵�����Ƃł������̌����X���C�h�����Ă��킹�邱�Ƃ��o����B
�����̏ꍇ�A�������̑傫�Ȍ���X���b�g�̏ꏊ���g���Ȃ��ꍇ�́A�D���ȏꏊ�ɏ����p�̏����Ȍ����J����
���̏ꏊ�Ō����J���邱�Ƃ��o����B
���Ẫ{�[���Ղ��Ƃ������������������J���Ă�͂�
�ۃe�[�u���͏����p�ɂ͂ƂĂ��֗��I
�e�[�u���͉�]����ȊO�Ɏ厲�̂ق�����������̂�
���[�N���e�[�u���ɌŒ肵�����Ƃł������̌����X���C�h�����Ă��킹�邱�Ƃ��o����B
�����̏ꍇ�A�������̑傫�Ȍ���X���b�g�̏ꏊ���g���Ȃ��ꍇ�́A�D���ȏꏊ�ɏ����p�̏����Ȍ����J����
���̏ꏊ�Ō����J���邱�Ƃ��o����B
���Ẫ{�[���Ղ��Ƃ������������������J���Ă�͂�
�ۃe�[�u���͏����p�ɂ͂ƂĂ��֗��I
>50
�Ȃ�قǁI�厲�̕�����������ł��ˁB
����Ȃ烏�[�N���Œ肵���܂܍D���ȂƂ���Ɍ������ł��܂��ˁB
�ۃe�[�u�����������Ă݂܂��B�F�X�ƗL��������܂����B
�Ȃ�قǁI�厲�̕�����������ł��ˁB
����Ȃ烏�[�N���Œ肵���܂܍D���ȂƂ���Ɍ������ł��܂��ˁB
�ۃe�[�u�����������Ă݂܂��B�F�X�ƗL��������܂����B
52 �F�����������������ς��B�F2011/12/25(��) 22:18:18.08 ID:???
�A���O���Ƃ��ۖ_���������蒼�p�Ƃ�45�x�ɐؒf����̂��Ăǂ�����Ă܂��H
53 �F�����������������ς��B�F2011/12/26(��) 06:56:05.79 ID:???
�u��������v�̒��x�ɂ���邯��
�苘�ł��Ȃ�؍ނŃK�C�h�����Đ藎�Ƃ������Ƃ�
�Q�[�W���ĂȂ��烄�X���Ŋp�x���o��
�����x���߂�Ȃ�J�E���^�[�t���̃t���C�X�Վg������
�ӂ��Ɏg���_�ނ͕��C��0.1mm�ȏ�c��ł邩��Ȃ��c���ǓK���ɂȂ邵
�苘�ł��Ȃ�؍ނŃK�C�h�����Đ藎�Ƃ������Ƃ�
�Q�[�W���ĂȂ��烄�X���Ŋp�x���o��
�����x���߂�Ȃ�J�E���^�[�t���̃t���C�X�Վg������
�ӂ��Ɏg���_�ނ͕��C��0.1mm�ȏ�c��ł邩��Ȃ��c���ǓK���ɂȂ邵
54 �F�����������������ς��B�F2011/12/26(��) 07:14:46.63 ID:???
>>52
�����������Ƃ��o����@�B�Ő��Ă�B�Ƃ��������悤���Ȃ���
http://r-mugendou.com/item/heroskin.cgi?table=tool&search=110716155533002&skin=skin2.htm
�ق�Ƃ��ɂ��������ʓ|�ȍ������Ȃ���Ȃ�Ȃ����̂����l�����
�����ƕʂ̃A�v���[�`������
�����������Ƃ��o����@�B�Ő��Ă�B�Ƃ��������悤���Ȃ���
http://r-mugendou.com/item/heroskin.cgi?table=tool&search=110716155533002&skin=skin2.htm
�ق�Ƃ��ɂ��������ʓ|�ȍ������Ȃ���Ȃ�Ȃ����̂����l�����
�����ƕʂ̃A�v���[�`������
>>53,54 ���X�ǂ����ł��B
��ɃA���O���ނŗV��ł��ł����A45�x�ɃJ�b�g���Ă����킹�Ē��p�o���̂��ȒP�Ȃ�ł���ˁB
�����̃o�C�X�Ŋp�x�ς���������J�b�^�[�Ȃ�ł�����
http://image.monotaro.com/Monotaro3/pi/full/mono37652657-110705-02.jpg
http://image.monotaro.com/Monotaro3/pi/full/mono37652657-110705-10.jpg
����ς��������^�C�v�ɐ��x���߂�͖̂��������˂�
��ɃA���O���ނŗV��ł��ł����A45�x�ɃJ�b�g���Ă����킹�Ē��p�o���̂��ȒP�Ȃ�ł���ˁB
�����̃o�C�X�Ŋp�x�ς���������J�b�^�[�Ȃ�ł�����
http://image.monotaro.com/Monotaro3/pi/full/mono37652657-110705-02.jpg
{kind=link}
http://image.monotaro.com/Monotaro3/pi/full/mono37652657-110705-10.jpg
{kind=link}
����ς��������^�C�v�ɐ��x���߂�͖̂��������˂�
56 �F�����������������ς��B�F2011/12/26(��) 12:53:37.10 ID:???
57 �F �y��g�z �y1768�~�z �F2012/01/01(��) 23:47:17.60 ID:01RK4Ak5
�@
58 �F�����������������ς��B�F2012/01/02(��) 00:39:37.11 ID:Djzke5dv
>>18
>�ꖇ�̕������S����@���o���ő单�l�������������������Ƃ�����B
����A�������Ă݂����B�O�O������������Ȃ��B
�ǂ��Ō����H
>�ꖇ�̕������S����@���o���ő单�l�������������������Ƃ�����B
����A�������Ă݂����B�O�O������������Ȃ��B
�ǂ��Ō����H
59 �Fsage�F2012/01/06(��) 19:43:53.66 ID:hTxJfi+3
60 �F�����������������ς��B�F2012/01/13(��) 19:43:57.62 ID:???
�U�߁`
13�ӂ̊ۍ|���m���ɗn�ڂ��鎞�Ȃ���
�b�̒[������13�ӂ̉~���̋Ȑ��ɍ��킹�č��ɂ͂ǂ������炢���������ˁ`
13�ӂ̊ۍ|���m���ɗn�ڂ��鎞�Ȃ���
�b�̒[������13�ӂ̉~���̋Ȑ��ɍ��킹�č��ɂ͂ǂ������炢���������ˁ`
61 �F�����������������ς��B�F2012/01/13(��) 21:18:48.49 ID:???
���܂�
�`���C���Ⴂ
�`���C���Ⴂ
63 �F�����������������ς��B�F2012/01/13(��) 21:30:51.47 ID:???
>>60
�����̏ꍇ������x�g���a�����܂��Ă�(���߂Ă�)�̂�
�p�C�v�m�b�`���[�ł�邱�Ƃ������B
���Ƃ̓v�����g�A�E�g����������̓W�J�}���������k���Ń`�}�`�}���B
�����̏ꍇ������x�g���a�����܂��Ă�(���߂Ă�)�̂�
�p�C�v�m�b�`���[�ł�邱�Ƃ������B
���Ƃ̓v�����g�A�E�g����������̓W�J�}���������k���Ń`�}�`�}���B
>>61,63���X�ǂ����ł��B
�p�C�v�m�b�`���[���čH����邾�����I
�\�Z�I�[�o�[���������A�őM���܂����B�L��������₵���B
�p�C�v�m�b�`���[���čH����邾�����I
�\�Z�I�[�o�[���������A�őM���܂����B�L��������₵���B
65 �F�����������������ς��B�F2012/01/14(�y) 02:12:40.95 ID:???
>>60
��13�̃L���ŃU�O��Ηǂ������B
��13�̃L���ŃU�O��Ηǂ������B
>>66
�{�[���ՂƓK���ȃA���~��S�̒����̃u���b�N�A�^�b�v����������邩�ƁB
��13�̃L����2�݂̌��ɒ���������(�L���̃K�C�h���ƃ��[�N�Œ�p��)�������āA
���[�N�Œ�p���ɑ��Ē��p�Ƀl�W��������Ă��B
���Ƃ͖_���u���b�N�ɓ���ăl�W�ŌŒ肵�ăL�����K�C�h����ʂ������B
�ǂꂾ�����x�����߂邩�A�ɂ���邾�낤���Ǘn�ڂ���̂ɂ����܂Ő��x���ĕK�v�Ȃ́H
�n�ڂ̂��Ƃ�m���v������鐸�x�̃I�[�_�[���������
�{�[���ՂƓK���ȃA���~��S�̒����̃u���b�N�A�^�b�v����������邩�ƁB
��13�̃L����2�݂̌��ɒ���������(�L���̃K�C�h���ƃ��[�N�Œ�p��)�������āA
���[�N�Œ�p���ɑ��Ē��p�Ƀl�W��������Ă��B
���Ƃ͖_���u���b�N�ɓ���ăl�W�ŌŒ肵�ăL�����K�C�h����ʂ������B
�ǂꂾ�����x�����߂邩�A�ɂ���邾�낤���Ǘn�ڂ���̂ɂ����܂Ő��x���ĕK�v�Ȃ́H
�n�ڂ̂��Ƃ�m���v������鐸�x�̃I�[�_�[���������
69 �F�����������������ς��B�F2012/02/07(��) 02:55:17.18 ID:???
�T������
>>60
>>61����̌����Ƃ���A��Ƀr�[�h��������
�@�ǂ�Ȃ��Y��ɉ����H���Ă����Ӗ�
�@�P�R�ӂ��炢�Ȃ畁�ʂ͉����H���Ȃ�
�@���̕����������ď�v�ɕt��
�@
>>60
>>61����̌����Ƃ���A��Ƀr�[�h��������
�@�ǂ�Ȃ��Y��ɉ����H���Ă����Ӗ�
�@�P�R�ӂ��炢�Ȃ畁�ʂ͉����H���Ȃ�
�@���̕����������ď�v�ɕt��
�@
70 �F�����������������ς��B�F2012/02/21(��) 01:55:22.46 ID:S/iaXvnV
����ł�
�����ޗ����āA�ǂ��Ŕ����Ă܂����H
�@
���Ƃ��p�C�v�Ƃ��Ȃ�z�[���Z���^�[�ɂ���܂���
�����~���Ƃ������Ƃ���X���Ńo�����肵�Ă���X����
�����ł��傤���H
�����ޗ����āA�ǂ��Ŕ����Ă܂����H
�@
���Ƃ��p�C�v�Ƃ��Ȃ�z�[���Z���^�[�ɂ���܂���
�����~���Ƃ������Ƃ���X���Ńo�����肵�Ă���X����
�����ł��傤���H
71 �F�����������������ς��B�F2012/02/21(��) 20:19:39.78 ID:???
���̓l�b�g�V���b�v�ōς܂��Ă�B
�����p�ɒn�����~�����Ă������Ă���A
���O�ʼn��H�E�����̔��܂ł��Ă鏊��
�������B
���m�͎����Ō��ς萿���̃t�H�[������A
�n���̏�Ԃł�����A���J�ɏ�������
�Ή����Ă��ꂽ��B
�������ɖ@�l����̑���́A2.5�{������
�l�i�ɂȂ������ǁA�����̔����Ă��ꂽ����
���ӂ��Ă邩��A���ꂩ������p���悤��
�v����B
�����p�ɒn�����~�����Ă������Ă���A
���O�ʼn��H�E�����̔��܂ł��Ă鏊��
�������B
���m�͎����Ō��ς萿���̃t�H�[������A
�n���̏�Ԃł�����A���J�ɏ�������
�Ή����Ă��ꂽ��B
�������ɖ@�l����̑���́A2.5�{������
�l�i�ɂȂ������ǁA�����̔����Ă��ꂽ����
���ӂ��Ă邩��A���ꂩ������p���悤��
�v����B
72 �F�����������������ς��B�F2012/02/22(��) 21:10:06.91 ID:???
�Ȃ�قǁA�l�b�g�ŒT���Ă݂܂�
�T���N�X
�T���N�X
73 �F�����������������ς��B�F2012/02/22(��) 22:41:08.50 ID:???
�����̔�ۖ_�̐ؒf�p�ɓd���H���T���Ă܂��B���݂�a��40mm���炢�B
�p�C�v�p�̐ؒf�@�͌��\����悤�ł���(�Ⴆ����Ƃ� http://www.diy-tool.com/fs/diy/e09-0004)�A
�����Œ����̔�_���̂͊댯�Ȃ̂ł��傤���H
�p�C�v�p�̐ؒf�@�͌��\����悤�ł���(�Ⴆ����Ƃ� http://www.diy-tool.com/fs/diy/e09-0004)�A
�����Œ����̔�_���̂͊댯�Ȃ̂ł��傤���H
74 �F�����������������ς��B�F2012/02/23(��) 01:45:28.57 ID:???
URL�ɗ]���ȁh�j�h��h�C�h�t����ȁI
����ȃI���`���݂����Ȃ��ᖳ��
�S�A�̏���3mm�����ď����Ă���
�����Ɛn�̌a�̑傫��������Ȃ��ƁD�D
����ȃI���`���݂����Ȃ��ᖳ��
�S�A�̏���3mm�����ď����Ă���
�����Ɛn�̌a�̑傫��������Ȃ��ƁD�D
75 �F�����������������ς��B�F2012/02/23(��) 09:37:12.75 ID:???
������40mm�����ƃo���h�\�[��|���ՂƂ�����Ȃ��Ƃ�����B
http://www.diy-tool.com/fs/diy/c/gr3771
�����i���j�̂���ނ��ƃo���h�\�[���A�R���^�[
http://www.diy-tool.com/fs/diy/c/gr3771
�����i���j�̂���ނ��ƃo���h�\�[���A�R���^�[
76 �F�����������������ς��B�F2012/02/23(��) 11:07:23.88 ID:???
�f�B�X�N�O���C�_�[�Ŏl����������e�L�g�[�ɐ�ƃU�O�U�O�Ō�������Ȃ�
���x���v��Ȃ��Ƃ��͂���ł��������ǁA�������̂͊��Ƃ��̃L�b�N�o�b�N���킢
���x���v��Ȃ��Ƃ��͂���ł��������ǁA�������̂͊��Ƃ��̃L�b�N�o�b�N���킢
77 �F�����������������ς��B�F2012/02/23(��) 23:28:15.94 ID:iIXdioHm
40mm�ɂ��Ȃ�����DIY�̔��e����Ȃ��ȃv���ɔC����
78 �F�����������������ς��B�F2012/02/23(��) 23:42:40.50 ID:???
39mm�́H
79 �F�����������������ς��B�F2012/02/25(�y) 06:04:04.59 ID:m8yuMi1b
�����R�~���̃X�e�����X�̋Ȃ����čH��̋Ȃ��@�B�ł�邵���Ȃ��̂��ȁH
�z���Z���łP���~���炢�Ŕ�������̂Ȃ����ȁH
�z���Z���łP���~���炢�Ŕ�������̂Ȃ����ȁH
80 �F�����������������ς��B�F2012/02/25(�y) 07:38:07.57 ID:0ubILrEq
���́H
81 �F�����������������ς��B�F2012/02/25(�y) 10:17:41.48 ID:???
82 �F�����������������ς��B�F2012/02/25(�y) 19:04:29.53 ID:???
>>75
����ł���������
����ł���������
83 �F�����������������ς��B�F2012/02/25(�y) 22:14:14.10 ID:???
>>79
��������
��������
84 �F79�F2012/02/25(�y) 23:45:23.37 ID:m8yuMi1b
30����ȓ�
85 �F�����������������ς��B�F2012/02/26(��) 02:31:16.98 ID:???
>>79
�����Ń��t�ŗǂ��Ȃ�ۖ_�Ƃ��ɉ������Ď�ŋȂ����
�����Ń��t�ŗǂ��Ȃ�ۖ_�Ƃ��ɉ������Ď�ŋȂ����
86 �F�����������������ς��B�F2012/02/26(��) 12:50:38.23 ID:???
�����������p���^�W���b�L�ł�����
87 �F�����������������ς��B�F2012/02/26(��) 12:50:57.25 ID:???
�o�C�X�Ƃ�
88 �F�����������������ς��B�F2012/02/26(��) 13:06:38.01 ID:???
������500�~�d�݂��Ȃ��Ă݂�
89 �F�����������������ς��B�F2012/02/26(��) 13:38:08.93 ID:???
����͂�����I10�~�ɂ��Ƃ�
90 �F�����������������ς��B�F2012/02/26(��) 13:47:29.08 ID:???
�ʕ܂���
91 �F�����������������ς��B�F2012/02/26(��) 14:17:48.66 ID:???
500�~�Ńl�W���Ȃɂ����Ƃ�����Ȃ�������������Ƃ��B
�o�C�X�ŋ���ł��X�v�����O�o�b�N�Ŗ߂�Ȃ����B
�o�C�X�ŋ���ł��X�v�����O�o�b�N�Ŗ߂�Ȃ����B
92 �F�����������������ς��B�F2012/03/01(��) 08:50:44.34 ID:???
����̔����Ē������Č����̂�
93 �F�����������������ς��B�F2012/03/02(��) 09:10:21.04 ID:???
>>92 ���[�^��쓮�n�̎����́A�u���v�u�������v�Ƃ����\���͂���B
94 �F�����������������ς��B�F2012/03/03(�y) 07:10:35.75 ID:j7oaGMKl
�v���n�u�̊O�K�i���K�тČ����J�����̂œS��ւ��鎖�ɂ��܂���
�������b�L�|���w�����܂�����(��3.2mm)�ȒP�Ɋ����S�ɃJ�b�g������@�������ĉ������B
�������b�L�|���w�����܂�����(��3.2mm)�ȒP�Ɋ����S�ɃJ�b�g������@�������ĉ������B
95 �F�����������������ς��B�F2012/03/03(�y) 11:19:56.15 ID:???
�����v���Y�}�ؒf�@�ŃJ�b�g
96 �F�����������������ς��B�F2012/03/03(�y) 20:51:02.34 ID:???
�T���_�[�̐ؒf�p�ƐŔ����̐[���܂ōa���@������A�܂�
���Α��ɐ܂�Ԃ�
���Α��ɐ܂�Ԃ�
���Α��ɐ܂�Ԃ�
���Α��ɐ܂�Ԃ�
���Α��ɐ܂�Ԃ�
���Α��ɐ܂�Ԃ�
���Α��ɐ܂�Ԃ�
���Α��ɐ܂�Ԃ�
97 �F�����������������ς��B�F2012/03/05(��) 21:34:00.74 ID:???
�ȒPx�n�R���댯��
�ȒP���������Ǝ�
���S���n�R����m�R
���S���������Ǝ�
�ȒP���������Ǝ�
���S���n�R����m�R
���S���������Ǝ�
98 �F�����������������ς��B�F2012/03/06(��) 01:43:45.86 ID:???
�������v���ɂȂ�������
�H���@�B��������Ă��Ђɋ߂��肽�����肾��
�l�ł͓��ꔃ���Ȃ����疜������H��@�B���g���邵
�H���@�B��������Ă��Ђɋ߂��肽�����肾��
�l�ł͓��ꔃ���Ȃ����疜������H��@�B���g���邵
99 �F�����������������ς��B�F2012/03/06(��) 03:11:18.63 ID:???
�Ɩ��㉡��
100 �F�����������������ς��B�F2012/03/07(��) 23:12:29.11 ID:hHDR+2Np
101 �F�����������������ς��B�F2012/03/07(��) 23:21:42.10 ID:???
>>92
�Y�ƃ��{�b�g�̃A�[�����u����v�u�����v�ƌĂ�ł�
�Y�ƃ��{�b�g�̃A�[�����u����v�u�����v�ƌĂ�ł�
102 �F�����������������ς��B�F2012/03/07(��) 23:53:23.40 ID:XPtzIujt
103 �F�����������������ς��B�F2012/03/08(��) 00:21:56.15 ID:???
>>92
���x�v�Ƃ��ɂ����ޗ��͊w���Ċw�₪���邯��
�����ł����ʂɁu����v�u�����v���ˁB
>>99
�Z�\�E�Z�p����̂��߂̌P���A���Ė��ڂ���ʓI����ˁH
���x�v�Ƃ��ɂ����ޗ��͊w���Ċw�₪���邯��
�����ł����ʂɁu����v�u�����v���ˁB
>>99
�Z�\�E�Z�p����̂��߂̌P���A���Ė��ڂ���ʓI����ˁH
104 �F�����������������ς��B�F2012/03/08(��) 01:55:42.10 ID:bnPUOFz9
�ł��A����ɂ��ƋƖ��㉡��
105 �F�����������������ς��B�F2012/03/08(��) 03:25:37.56 ID:???
���j��WBS�ŁA���[�U�[�J�b�^�[���g�킹�Ă����J�t�F�������ɂ���݂������ȁB
���łɁA�X�C�b�`�T�C�G���X�̂͂Â��J�t�F������Ă��B
���łɁA�X�C�b�`�T�C�G���X�̂͂Â��J�t�F������Ă��B
106 �F�����������������ς��B�F2012/03/08(��) 13:49:16.25 ID:???
�Ȃ����H���Ď����Ńg���C���ă_����������A
�S�H������Ƃ��ɗ��߂���Ă������̂Ȃ�ł����ˁH
�S�H������Ƃ��ɗ��߂���Ă������̂Ȃ�ł����ˁH
107 �F�����������������ς��B�F2012/03/08(��) 14:00:07.53 ID:???
>>106
�A�i�^�������u�S�H���v���Ă����Ǝ�́A�@�B��������H��
���̐l�Ԃ���l���Ĉ�ʂ̌��t�ɒ�����
�u���َq���v�Ƃ����C���[�W������B
���َq�͑ʉَq��X���P�[�L���a�َq�������n�َq�����݂��}�J���������[���P�[�L
�����邾�낤�B
�S�H�������Ă�������A�S���Ȃ���悤�ȉ�ЁA�S����n�ڂ���悤�ȉ��
�����A�n�ځA�؍���H�A�l�W�����A���^�A���ՁA�t���C�X�A���d�A���[�U
���푽�l�̐E����含�̂���������H�Ƃ𐢊Ԃł́u�S�H���v�Ƒ��̂��ꂽ��
���邪�A���̑����͔��ɐ�含�������A�N��1g���S�������Ă���̂�2�g����
�|�������Ă���̂��������`�^���p�C�v�������Ă���̂�����Ȃ���
�������ɑS�Ă̋��������݂ɋȂ��邱�Ƃ������Ă���Ă�����Ђ͍�����
�����Ǝv���A����Ƃ�����S�H���ł͂Ȃ����Ђ�u���[�J�[��G�[�W�F���g�Ƃ���
���푽�l�̋Ǝ҂ƃp�C�v�����������ԋƎ�
�A�i�^�������u�S�H���v���Ă����Ǝ�́A�@�B��������H��
���̐l�Ԃ���l���Ĉ�ʂ̌��t�ɒ�����
�u���َq���v�Ƃ����C���[�W������B
���َq�͑ʉَq��X���P�[�L���a�َq�������n�َq�����݂��}�J���������[���P�[�L
�����邾�낤�B
�S�H�������Ă�������A�S���Ȃ���悤�ȉ�ЁA�S����n�ڂ���悤�ȉ��
�����A�n�ځA�؍���H�A�l�W�����A���^�A���ՁA�t���C�X�A���d�A���[�U
���푽�l�̐E����含�̂���������H�Ƃ𐢊Ԃł́u�S�H���v�Ƒ��̂��ꂽ��
���邪�A���̑����͔��ɐ�含�������A�N��1g���S�������Ă���̂�2�g����
�|�������Ă���̂��������`�^���p�C�v�������Ă���̂�����Ȃ���
�������ɑS�Ă̋��������݂ɋȂ��邱�Ƃ������Ă���Ă�����Ђ͍�����
�����Ǝv���A����Ƃ�����S�H���ł͂Ȃ����Ђ�u���[�J�[��G�[�W�F���g�Ƃ���
���푽�l�̋Ǝ҂ƃp�C�v�����������ԋƎ�
108 �F�����������������ς��B�F2012/03/08(��) 14:55:15.16 ID:???
���肪�Ƃ��������܂��B
�������������ďo�����Ă��܂��B
�\���킯����܂���ł����B
�������������ďo�����Ă��܂��B
�\���킯����܂���ł����B
109 �F�����������������ς��B�F2012/03/08(��) 15:40:01.35 ID:???
>>108
���͓���R�g����Ȃ�
�Ⴆ�A�l���������Ă�����A���ꂩ���낤�Ǝv����
�N�͂���̍ގ��A�d�ʁA�`�A�����Ă��ꂩ��ǂ������`�ɁA����Ȋ����̋@�B��
�����č�邩�ĂĂ����B
1.�@�ގ�
2.�@�d��
3.�@�`��
4.�@����Ċ�����̌`��
5.�@�g�p����@�B
���ꂪ�킩��悤�ɂȂ�ΊȒP�Ȃ��ƁB
�����킩��Ȃ��Ȃ��ăq���g���~����������
>>106�@��������x�ǂݕԂ��q���g�������Ă���B
���͓���R�g����Ȃ�
�Ⴆ�A�l���������Ă�����A���ꂩ���낤�Ǝv����
�N�͂���̍ގ��A�d�ʁA�`�A�����Ă��ꂩ��ǂ������`�ɁA����Ȋ����̋@�B��
�����č�邩�ĂĂ����B
1.�@�ގ�
2.�@�d��
3.�@�`��
4.�@����Ċ�����̌`��
5.�@�g�p����@�B
���ꂪ�킩��悤�ɂȂ�ΊȒP�Ȃ��ƁB
�����킩��Ȃ��Ȃ��ăq���g���~����������
>>106�@��������x�ǂݕԂ��q���g�������Ă���B
110 �F�����������������ς��B�F2012/03/08(��) 15:54:14.12 ID:???
111 �F�����������������ς��B�F2012/03/09(��) 03:19:25.48 ID:???
�u�����F���イ���v�ł����́H�ǂȂ����u�����v�ɂӂ肪�Ȃ���
112 �F�����������������ς��B�F2012/03/09(��) 08:03:12.23 ID:???
����ł����Ă�B
�����͒����Ƃ͈قȂ�A�u���v�ɃA�N�Z���g������B
�����͒����Ƃ͈قȂ�A�u���v�ɃA�N�Z���g������B
113 �F�����������������ς��B�F2012/03/09(��) 12:53:25.10 ID:???
�������ᒉ���Ɠ�����������
114 �F�����������������ς��B�F2012/03/10(�y) 22:23:17.01 ID:???
����₳���Ă��������B
�����ɃA���t�@�x�b�g�Ȃǂ��X�^���v�̂悤�ɑł����݂����̂ł����I�X�X���̍H��Ȃǂ���܂����狳���Ă��������B
���肢���܂��B
�����ɃA���t�@�x�b�g�Ȃǂ��X�^���v�̂悤�ɑł����݂����̂ł����I�X�X���̍H��Ȃǂ���܂����狳���Ă��������B
���肢���܂��B
115 �F�����������������ς��B�F2012/03/10(�y) 23:20:34.34 ID:???
�z�[���Z���^�[�ɉp�����̓S���������Ă邯�ǁA�X�e�����X�͕s��
���Ԃ�A���~�E�^�J�E�����炢
�ł��P���v��Ȃ��Ȃ�A�����O�ɋƎ҂Ƀ}�[�L���O�̑Őf����
���Ԃ�A���~�E�^�J�E�����炢
�ł��P���v��Ȃ��Ȃ�A�����O�ɋƎ҂Ƀ}�[�L���O�̑Őf����
116 �F�����������������ς��B�F2012/03/10(�y) 23:24:54.18 ID:???
�u�A���t�@�x�b�g �|���`�v�Ō�������Əo�Ă���ō���Z�b�g
�����X�e�����X�ɂł��g�p����̂łȂ���Έ�Ԉ������̂ł����Ȃ�
�������ō�����ɂ̓K�C�h�쐬&���K���K�v
�����X�e�����X�ɂł��g�p����̂łȂ���Έ�Ԉ������̂ł����Ȃ�
�������ō�����ɂ̓K�C�h�쐬&���K���K�v
117 �F�����������������ς��B�F2012/03/10(�y) 23:26:54.69 ID:???
>>115
�ꂷ�T���N�X�ł��B�Ȃ�قǍ���ł��ˁB�Q�l�ɂȂ�܂����B�����A�z���Z���ɍs���Ă��܂��B
�ꂷ�T���N�X�ł��B�Ȃ�قǍ���ł��ˁB�Q�l�ɂȂ�܂����B�����A�z���Z���ɍs���Ă��܂��B
118 �F�����������������ς��B�F2012/03/10(�y) 23:29:32.74 ID:???
>>116
�l������ł����݂����̂�0.3mm�̓S�ł��B�撣���ė��K�������Ǝv���܂��B���肪�Ƃ��������܂����B
�l������ł����݂����̂�0.3mm�̓S�ł��B�撣���ė��K�������Ǝv���܂��B���肪�Ƃ��������܂����B
119 �F�����������������ς��B�F2012/03/11(��) 23:08:06.81 ID:???
�v��|�p�̃|���`�Ȃ�F��Ȏ�ނ������Ă邯��
��������ɂ͌������낤��
��������ɂ͌������낤��
120 �F�����������������ς��B�F2012/03/12(��) 00:27:04.98 ID:???
�G�b�`���O����������
121 �F�����������������ς��B�F2012/03/15(��) 14:32:59.11 ID:kf5QBe8e
>>108
�Ȃ����Ă̂�����ӂ₾����
�S��ٓ����̊p�݂����ɋȂ���Ȃ�v���X�u���[�L
��p�C�v���A�[����ɋȂ���Ȃ烍�[���A
���ꂼ��̋@�B�������āA�ǂ��̓S�H���ł������Ă���Ă���ł��Ȃ��B
��Ԃ����͓̂d�b���Łu�|�ޔ̔��v�Ƃ����ޗ����ɍs����
�c�Ƃ���ɗ��߂Βm���Ă�Ǝ҂ɍޗ����Ǝ�z���Ă���邾�낤�B
����ȂɌl����ł��~���͍����Ȃ��Ǝv���B
�ܘ_����������
�Ȃ����Ă̂�����ӂ₾����
�S��ٓ����̊p�݂����ɋȂ���Ȃ�v���X�u���[�L
��p�C�v���A�[����ɋȂ���Ȃ烍�[���A
���ꂼ��̋@�B�������āA�ǂ��̓S�H���ł������Ă���Ă���ł��Ȃ��B
��Ԃ����͓̂d�b���Łu�|�ޔ̔��v�Ƃ����ޗ����ɍs����
�c�Ƃ���ɗ��߂Βm���Ă�Ǝ҂ɍޗ����Ǝ�z���Ă���邾�낤�B
����ȂɌl����ł��~���͍����Ȃ��Ǝv���B
�ܘ_����������
122 �F�����������������ς��B�F2012/03/17(�y) 01:39:59.02 ID:???
0.3mm�̓S�ɑō����Ă̂�dog tag�ł����肽����
�udog tag�v�O�O���Ă݂�Ƃ��������̂�����݂���
�udog tag�v�O�O���Ă݂�Ƃ��������̂�����݂���
123 �F�����������������ς��B�F2012/03/17(�y) 02:47:52.52 ID:???
��4.5�̓��p�C�v��M3�n���h�^�b�v�𗧂Ă����ł�
���p�C�v�ƌ����Ă��A���͓̂d�ޗp�̈����X���[�u�ł�
���������邵�A�a�E���Ƃ��ɂ��傤�ǂ����T�C�Y�������̂�
�������p�Ȃ̂ŁA�o�C�X�Ȃǂŋ������ނƕό`���Ă��܂��܂�
�y�����ނƋ���肵�ăl�W����܂���
�ό`���Ȃ��悤�ɌŒ肷����@�͂Ȃ����̂ł��傤��
�܂��͓��Ƀ��L���ꂵ�čd�������邱�Ƃ͂ł���̂ł��傤��
���p�C�v�ƌ����Ă��A���͓̂d�ޗp�̈����X���[�u�ł�
���������邵�A�a�E���Ƃ��ɂ��傤�ǂ����T�C�Y�������̂�
�������p�Ȃ̂ŁA�o�C�X�Ȃǂŋ������ނƕό`���Ă��܂��܂�
�y�����ނƋ���肵�ăl�W����܂���
�ό`���Ȃ��悤�ɌŒ肷����@�͂Ȃ����̂ł��傤��
�܂��͓��Ƀ��L���ꂵ�čd�������邱�Ƃ͂ł���̂ł��傤��
124 �F�����������������ς��B�F2012/03/17(�y) 03:20:50.71 ID:???
125 �F�����������������ς��B�F2012/03/17(�y) 04:58:49.20 ID:???
>>123
�p�C�v�̓��a���ق�̂�����ƍׂ��O�a�̋����_���`���b�L���O���镔���ɓ���邩
�K���ȋ�����(�A���~�Ȃ�X�`�[���Ȃ�)�̒[�ނɃ�4.5�̌��������Ē[�ʂɏu�Ԑڒ���
���^�b�v��ɂ����Ђ��Ŕ������A����_���H
�p�C�v�̓��a���ق�̂�����ƍׂ��O�a�̋����_���`���b�L���O���镔���ɓ���邩
�K���ȋ�����(�A���~�Ȃ�X�`�[���Ȃ�)�̒[�ނɃ�4.5�̌��������Ē[�ʂɏu�Ԑڒ���
���^�b�v��ɂ����Ђ��Ŕ������A����_���H
126 �F�����������������ς��B�F2012/03/17(�y) 10:43:03.69 ID:Y4SmPdRc
>>123
�A���~�̂������Ȗʂ�\�荇�킹��悤�ɃN�����v����B
���̋��ڂ��ォ�烳4.5�̃h�����Ō����J����
�����ĕ\�ʂ�0�E1��2���炢������ƍ���Ē��߂��������
���p�C�v���������ŃN�����v�o�����Ȃ����ȁB
�A���~�̂������Ȗʂ�\�荇�킹��悤�ɃN�����v����B
���̋��ڂ��ォ�烳4.5�̃h�����Ō����J����
�����ĕ\�ʂ�0�E1��2���炢������ƍ���Ē��߂��������
���p�C�v���������ŃN�����v�o�����Ȃ����ȁB
127 �F�����������������ς��B�F2012/03/17(�y) 11:19:00.70 ID:???
�^�b�v���N�����v���ăp�C�v����
���ӌ����肪�Ƃ��������܂�
�`���b�N�Œ��߂�Ɖ������ׂ�Ă��܂��܂���
��͂���ߕt����ɂ͌����Ȃ��f�ނ̂悤�ł�
�ڒ��܂͉�]�ɕ����ĊO��܂���
��ނȂ��X�e�����X�g���C�ɕ��ނ𗧂ĂāA�n���������Ŕ����܂Ŗ��߂��炤�܂������܂���
�i�g���C���ђʂ��܂������j
�R�X�g�p�t�H�[�}���X�������ł����A�ʎY����킯�ł͂Ȃ��̂ʼn����ɂ��܂�
�F����A���肪�Ƃ��������܂���
�`���b�N�Œ��߂�Ɖ������ׂ�Ă��܂��܂���
��͂���ߕt����ɂ͌����Ȃ��f�ނ̂悤�ł�
�ڒ��܂͉�]�ɕ����ĊO��܂���
��ނȂ��X�e�����X�g���C�ɕ��ނ𗧂ĂāA�n���������Ŕ����܂Ŗ��߂��炤�܂������܂���
�i�g���C���ђʂ��܂������j
�R�X�g�p�t�H�[�}���X�������ł����A�ʎY����킯�ł͂Ȃ��̂ʼn����ɂ��܂�
�F����A���肪�Ƃ��������܂���
129 �F�����������������ς��B�F2012/03/17(�y) 17:36:53.57 ID:???
�ʎY��������̂ɂ���������
130 �F�����������������ς��B�F2012/03/17(�y) 18:06:54.25 ID:???
131 �F�����������������ς��B�F2012/03/17(�y) 20:09:10.86 ID:???
������
132 �F�����������������ς��B�F2012/03/18(��) 00:53:42.97 ID:???
>>128
���lj��������������̂��킩�炸���܂���������
�i�b�^�[�Ƃ����̂������Ă��ŁA�~�~����藎�Ƃ���
�N�̊�]�̕i�ɂȂ����Ǝv����
���lj��������������̂��킩�炸���܂���������
�i�b�^�[�Ƃ����̂������Ă��ŁA�~�~����藎�Ƃ���
�N�̊�]�̕i�ɂȂ����Ǝv����
133 �F�����������������ς��B�F2012/03/18(��) 04:08:49.48 ID:???
134 �F�����������������ς��B�F2012/03/18(��) 14:24:44.61 ID:???
���������v�������lj����a�����ȏ��ʂ��2.5�Ȃ瑽������
������4.5�̊O�a�����������璷���ɂ���Ă�
�w�ł܂�ʼn��Ȃ��悤�ɂ���͎̂���̋�
by�G�X�p�[
������4.5�̊O�a�����������璷���ɂ���Ă�
�w�ł܂�ʼn��Ȃ��悤�ɂ���͎̂���̋�
by�G�X�p�[
135 �F�����������������ς��B�F2012/03/19(��) 08:22:27.90 ID:???
>>133
���͂˂邵�A�����͒m��Ȃ��������悤�Ȃ�
15mm���x���낤������ȃ�4.5��M3���Ă�Ȃ��
��Ŏ����x������Ȃ�
�[�q�ɒ����A�[�������[�t�����ė}����Ƃ����낤��
���͂˂邵�A�����͒m��Ȃ��������悤�Ȃ�
15mm���x���낤������ȃ�4.5��M3���Ă�Ȃ��
��Ŏ����x������Ȃ�
�[�q�ɒ����A�[�������[�t�����ė}����Ƃ����낤��
136 �F�����������������ς��B�F2012/03/19(��) 19:54:05.26 ID:???
�r�j�[���e�[�v���O���O�������ăy���`�Ōy���͂߂�낵
137 �F�����������������ς��B�F2012/03/23(��) 23:59:01.05 ID:S81ACxO6
�����܂������ĉ������B
�A���~�p�C�v�H���������̂ł����ǂ�����Ηǂ��ł��傤���H
�ǂ����u���Ԃ����������������ƒ�ɂ�����̂Ŏ�y�ɊȒP�ɂł�����@�v������悤�Ȃ̂ł���
���ꂪ������܂���B
�䏊��܂�Y���܁A�|�ɂ��Đ����u�����肵���̂ł����S���_���ł��B
�A���~�p�C�v�H���������̂ł����ǂ�����Ηǂ��ł��傤���H
�ǂ����u���Ԃ����������������ƒ�ɂ�����̂Ŏ�y�ɊȒP�ɂł�����@�v������悤�Ȃ̂ł���
���ꂪ������܂���B
�䏊��܂�Y���܁A�|�ɂ��Đ����u�����肵���̂ł����S���_���ł��B
138 �F�����������������ς��B�F2012/03/24(�y) 00:17:27.01 ID:???
���H�t
139 �F�����������������ς��B�F2012/03/24(�y) 08:29:03.58 ID:???
>>137
�T���|�[���́H
�T���|�[���́H
140 �F�����������������ς��B�F2012/03/24(�y) 10:17:14.40 ID:???
�̂���A�A���}�C�g�ٓ̕����ɔ~�����Ō����Ƃ������E�E�E
�A���~�̑ϐI�͎_���疌�ɂ����̂炵��
�_�ɐG���ƃo���A�����łɂȂ�
���A���J���̉��������������Ȃ�
�A���~�̑ϐI�͎_���疌�ɂ����̂炵��
�_�ɐG���ƃo���A�����łɂȂ�
���A���J���̉��������������Ȃ�
141 �F�����������������ς��B�F2012/03/24(�y) 12:21:11.06 ID:???
���\��v�ȕی얌�Ȃ��
�����o���ɂ����Ă����_�����ĕی얌���邵
������n�ڂƂ����\���
����������������ǂ��Ȃ邩�������
�_�̗ނ̒��ɂ�����Ԃŏ���t���Ă݂���ǂ����낤
��C�ƐG�ꂳ���Ȃ���_���͋N���Ȃ��H
�Ƃ������A�Ȃ��A���~�p�C�v�H���������H
�ǂ�������Ԃɂ��Ăǂ�ȗ��p���������ȂH
����ɂ���Ă͑��ɓ������o�邩����
�����o���ɂ����Ă����_�����ĕی얌���邵
������n�ڂƂ����\���
����������������ǂ��Ȃ邩�������
�_�̗ނ̒��ɂ�����Ԃŏ���t���Ă݂���ǂ����낤
��C�ƐG�ꂳ���Ȃ���_���͋N���Ȃ��H
�Ƃ������A�Ȃ��A���~�p�C�v�H���������H
�ǂ�������Ԃɂ��Ăǂ�ȗ��p���������ȂH
����ɂ���Ă͑��ɓ������o�邩����
142 �F�����������������ς��B�F2012/03/24(�y) 18:28:37.01 ID:???
�����̒��ɁA�Y�ƈꏏ�ɓ���Đ�����o�Ă�
���ŃA���~���l�W�l�W�������̂Ōq����
������Ȃ��H
���w�Z�̉Ȋw����B
���ŃA���~���l�W�l�W�������̂Ōq����
������Ȃ��H
���w�Z�̉Ȋw����B
143 �F�����������������ς��B�F2012/03/24(�y) 19:13:58.69 ID:???
�ȁc�Ȃɂ������āc�H�H
���{�ꂪ���w�������c
���{�ꂪ���w�������c
144 �F�����������������ς��B�F2012/03/24(�y) 19:30:57.92 ID:???
�����͌�����������B
���w����w�N���x���B
���w����w�N���x���B
145 �F�����������������ς��B�F2012/03/25(��) 02:13:02.69 ID:???
���������Ɍ��炸���₷�鍁��t����
�u�ǂ��������v���ĕ��@��m�肽�����Ď������������
�u�Ȃɂ��������v���ė��R�͉B����������
�A���~�p�C�v�H�����ĉ����������̂�
���H�����ĂԂ��Ƃ��Ȃ�Ԃ��@�����������͂��[��
�G�b�`���O�Ƃ��\�ʏ����Ȃ��i�����ė������[�b�����
�u�ǂ��������v���ĕ��@��m�肽�����Ď������������
�u�Ȃɂ��������v���ė��R�͉B����������
�A���~�p�C�v�H�����ĉ����������̂�
���H�����ĂԂ��Ƃ��Ȃ�Ԃ��@�����������͂��[��
�G�b�`���O�Ƃ��\�ʏ����Ȃ��i�����ė������[�b�����
146 �F�����������������ς��B�F2012/03/25(��) 06:17:04.25 ID:???
���ɃA���~�i�q���������Ă���ċ֏ꏊ����E�o����̂ł�
147 �F�����������������ς��B�F2012/03/25(��) 12:45:38.60 ID:???
�����������́A110�Ԃ���Ɨǂ���
148 �F�����������������ς��B�F2012/03/25(��) 15:28:29.43 ID:???
>>147
�ʐM�@��͎��グ���Ċċւ���Ă��܂��B
�ʐM�@��͎��グ���Ċċւ���Ă��܂��B
149 �F�����������������ς��B�F2012/03/25(��) 15:37:19.45 ID:???
�O�g�ŏ�������!?
150 �F�����������������ς��B�F2012/03/26(��) 01:38:56.78 ID:???
>>137
�\�Z�ɂ��
�\�Z�ɂ��
151 �F�����������������ς��B�F2012/03/26(��) 03:40:54.10 ID:???
�C���^�[�l�b�g���g����Ȃ�IP�d�b���g������
152 �F�����������������ς��B�F2012/03/27(��) 19:54:55.28 ID:???
�T���_�[�Ŏ�̂Ђ�����������A�ɂ�
153 �F�����������������ς��B�F2012/03/27(��) 22:31:49.36 ID:???
��̂Ђ�Ȃ�܂��悢
���̓O���C���_�[�Ŏ�����ċ~�}�Ԃŕa�@�ɒ��s����
���̓O���C���_�[�Ŏ�����ċ~�}�Ԃŕa�@�ɒ��s����
154 �F�����������������ς��B�F2012/03/28(��) 00:45:01.86 ID:???
>>151
�X�s�[�J�[�ƃ}�C�N�͎���H
�X�s�[�J�[�ƃ}�C�N�͎���H
155 �F�����������������ς��B�F2012/03/29(��) 08:31:17.40 ID:OdaFyads
>>152
�T���_�[�͕��L����邩��L�Y���Ђǂ��Ȃ��B
���킲�킵�Ă��ɂ����Ă����v�̔��܂��g��������������B
�R�肾�Ƃ����Ƃ����Ԃɐ�ĂƂ����ɋC�����Ȃ��B
�T���_�[�͕��L����邩��L�Y���Ђǂ��Ȃ��B
���킲�킵�Ă��ɂ����Ă����v�̔��܂��g��������������B
�R�肾�Ƃ����Ƃ����Ԃɐ�ĂƂ����ɋC�����Ȃ��B
156 �F�����������������ς��B�F2012/03/29(��) 09:52:54.36 ID:???
�T���_�[���Đl�ɂ���Ďw�������Ⴄ
157 �F�����������������ς��B�F2012/03/29(��) 11:40:09.90 ID:???
���ʂ́u���������̏�v�̈Ӗ����Ǝv��
158 �F�����������������ς��B�F2012/03/29(��) 11:59:20.17 ID:???
�x���g�T���_�[�݂����Ȃ͖̂{���ɂ����ˁB
�ł��I�[�r�^���T���_�[�݂����Ȃ̂͂�����G���Ă�����C�����Ȃ�
�T���_�[���̂��ǂ����ɌŒ肵����ʂ����ǁA�T���_�[��Ў�ł�����
�����Ў肪�G�ꂿ�Ⴄ���Ă��Ƃ͂悭���������ς�肾�ƑS�R�Œ肳�ꂸ�͂�����Ȃ��������A���Ȃ��ˁB
���̂����T���_�[�Ă��Ƃ���̓K���K�����Ă�������֗����B
�ł��I�[�r�^���T���_�[�݂����Ȃ̂͂�����G���Ă�����C�����Ȃ�
�T���_�[���̂��ǂ����ɌŒ肵����ʂ����ǁA�T���_�[��Ў�ł�����
�����Ў肪�G�ꂿ�Ⴄ���Ă��Ƃ͂悭���������ς�肾�ƑS�R�Œ肳�ꂸ�͂�����Ȃ��������A���Ȃ��ˁB
���̂����T���_�[�Ă��Ƃ���̓K���K�����Ă�������֗����B
159 �F�����������������ς��B�F2012/03/30(��) 02:15:20.31 ID:???
��̕��͋�������ˁ[��
���H����Ȃ�
���H����Ȃ�
160 �F�����������������ς��B�F2012/04/30(��) 00:46:43.15 ID:???
�c�h�x�����݂����ȂƂ��ŋ������H�Ƃ����Ȃ��̂���
161 �F�����������������ς��B�F2012/04/30(��) 03:41:43.70 ID:???
�ی�����ÂȂ炠����?w
��Ή���l���o�邵
��Ή���l���o�邵
162 �F�����������������ς��B�F2012/04/30(��) 17:49:01.42 ID:???
�K���X�H�[�Ƃ�����Ă邯�ǂ˂�
�f�l���@�B�g���Ɖ����䂷�邩�̓������
�q�����ǂ�ȋ������H���������ƌ����̂��^��
�V���o�[�A�N�Z�ł�����Ă�
�f�l���@�B�g���Ɖ����䂷�邩�̓������
�q�����ǂ�ȋ������H���������ƌ����̂��^��
�V���o�[�A�N�Z�ł�����Ă�
163 �F�����������������ς��B�F2012/04/30(��) 18:14:06.35 ID:???
164 �F�����������������ς��B�F2012/04/30(��) 23:17:30.58 ID:???
>>163
kwsk
kwsk
165 �F�����������������ς��B�F2012/06/06(��) 08:47:22.39 ID:???
�X�s�����H�̑��u �d�g�݂�m�肽���̂ł���
hp����܂���?
hp����܂���?
166 �F�����������������ς��B�F2012/06/18(��) 00:45:31.12 ID:???
�R��Ń{�[���Ղ���Ă���h�����Ɋ������܂ꂽ��
����w�Q�{��
�{�[���Ղ̃X�C�b�`���Ă݂ȍ����ɂ����Ȃ�
����w�Q�{��
�{�[���Ղ̃X�C�b�`���Ă݂ȍ����ɂ����Ȃ�
167 �F�����������������ς��B�F2012/06/18(��) 09:44:50.63 ID:???
>>166
�w�ł���ŗǂ������ȁB�K�^��
�@�B���͑�̂���A�R��Ń{�[���Ղ�t���C�X�g���ƁA��납��
���[�Ō㓪���������邭�炢�{��ꂽ����Ȃ�
�ǂ������Ă����S�ɓ����̃P�K�̕����d�����B
�ᑢ�����U�̂����ɘr���������X�N���l����Γ��̂��Ԃ̓P�K����ˁ[���āB
���W�A���Ƃ��Ń�40�������Ċ����ꂽ��r�ł��ςނ��ǂ����B
���b�����ǁA�傫�ȃ��W�A���{�[���ՂŃ�60�N���X�ɐ�q�ň������
�������܂�A70rpm���炢�̉�]���x�Ɠ����X�s�[�h�ōH��Ɠ�����
���W�A���̉���������ɉ�]���Ȃ���A�܂��ɋ��萺�ŋ���
���͂ɏ����Ă�����Ė����������Ƃ����_�b����
�w�ł���ŗǂ������ȁB�K�^��
�@�B���͑�̂���A�R��Ń{�[���Ղ�t���C�X�g���ƁA��납��
���[�Ō㓪���������邭�炢�{��ꂽ����Ȃ�
�ǂ������Ă����S�ɓ����̃P�K�̕����d�����B
�ᑢ�����U�̂����ɘr���������X�N���l����Γ��̂��Ԃ̓P�K����ˁ[���āB
���W�A���Ƃ��Ń�40�������Ċ����ꂽ��r�ł��ςނ��ǂ����B
���b�����ǁA�傫�ȃ��W�A���{�[���ՂŃ�60�N���X�ɐ�q�ň������
�������܂�A70rpm���炢�̉�]���x�Ɠ����X�s�[�h�ōH��Ɠ�����
���W�A���̉���������ɉ�]���Ȃ���A�܂��ɋ��萺�ŋ���
���͂ɏ����Ă�����Ė����������Ƃ����_�b����
168 �F�����������������ς��B�F2012/06/18(��) 17:54:52.91 ID:???
169 �F�����������������ς��B�F2012/06/18(��) 18:01:57.95 ID:???
�؊v�̎�܂����傤�ǂȂ��Ȃ�������Ă��患
170 �F�����������������ς��B�F2012/06/18(��) 19:54:06.89 ID:???
����ȂƂ��͑f��ł��
171 �F�����������������ς��B�F2012/06/18(��) 20:05:46.02 ID:???
���l�F�v���
�B�l�F�f��
���l�F�w��ŋ����Ɍ�����������
���l�F������������Đ[���O����ƌ�������
�����l�F�ꌾ�Ԃ₭�����Ō�������
�B�l�F�f��
���l�F�w��ŋ����Ɍ�����������
���l�F������������Đ[���O����ƌ�������
�����l�F�ꌾ�Ԃ₭�����Ō�������
172 �F�����������������ς��B�F2012/06/18(��) 20:21:10.69 ID:???
���ҁF�O������
173 �F�����������������ς��B�F2012/06/21(��) 05:21:21.57 ID:???
���l��ڎw���Ă���̂ł����A�v�����Ƃ���ɂ����܂���
174 �F�����������������ς��B�F2012/06/21(��) 21:03:58.77 ID:???
�J���邾���Ȃ�T���ł��ł���
175 �F�����������������ς��B�F2012/06/22(��) 00:56:06.04 ID:???
�T������������w
176 �F�����������������ς��B�F2012/06/26(��) 21:33:35.69 ID:???
{kind=link}
177 �F�����������������ς��B�F2012/06/27(��) 12:24:00.92 ID:???
�e�Ǝ������炵�Ă��̑O�̋��I����
178 �F�����������������ς��B�F2012/07/28(�y) 01:33:00.25 ID:???
���₳���Ă��������B
�A���~(A6061)�̊p�_�ɁA��3mm�A�[��5mm���x�A�� ��10mm���x�̍a����肽���Ǝv���Ă��܂��B
�莝���̓���玟�̂Q�̕��@���l���Ă���̂ł� ���A�����\���ǂ������ӌ����Ȃ��ł��傤���B
�a�̐[���̐��x�͏d�v�ł͂Ȃ��̂ł����A�p�_�̕Ђ� �a�̕��s�x�́}0.1mm���x�A�܂��͂���ȉ��ɂ����� �Ǝv���Ă��܂��B
�t���C�X�Ղ́A�G�������Ƃ����肷�邠�Ă������ ����B
�P�j�؍H�p���[�^�[�A�����[�rMTR-41(30,000rpm�A �V�����N�a6mm)�ɁA�G���h�~����t���ď������a�� �[�����Ȃ���؍�B
�Q�j�{�[���ՁAGTTB-13SP�i600�A900�A1250�A1750�A 2600rpm�j�ɁA�G���h�~���ƃN���X�o�C�X�iTRUSCO �N���X�o�C�XCR-75N���j�����ăt���C�X�Ղ��ǂ� �ɂ��Đ؍�B
��߂Ƃ��A�Ƃ������I�t��������Ƃ��̂��ӌ��ł��� ���̂ł�낵�����肢���܂��B
179 �F�����������������ς��B�F2012/07/28(�y) 02:49:41.54 ID:???
>>178
����Ă݂���������B
���������ُ�ȉ��H�@�́A�S�������Ƃ͌�����Ȃ�����
�N�����v��n���ƃ`���b�N�̍����������ł͉\�ȏꍇ������
�����̐l�́A����ȃo�J������@�ʼn��H�͂��Ȃ����o�����Ȃ���
����Ă݂���������B
���������ُ�ȉ��H�@�́A�S�������Ƃ͌�����Ȃ�����
�N�����v��n���ƃ`���b�N�̍����������ł͉\�ȏꍇ������
�����̐l�́A����ȃo�J������@�ʼn��H�͂��Ȃ����o�����Ȃ���
180 �F�����������������ς��B�F2012/07/28(�y) 10:30:40.30 ID:???
>>178
�L�[�a����̂ɂ�������Ƃ�����̂łQ�ԂŁB
�{�[���Ղ̓`���b�N���Ǝ�����O��₷���̂ō�Ǝ��͋C�����ĂˁB
�n���͂܂܂̃`���b�N�������Ă���
�L�[�a����̂ɂ�������Ƃ�����̂łQ�ԂŁB
�{�[���Ղ̓`���b�N���Ǝ�����O��₷���̂ō�Ǝ��͋C�����ĂˁB
�n���͂܂܂̃`���b�N�������Ă���
181 �F�����������������ς��B�F2012/07/28(�y) 11:49:39.71 ID:???
>>178
�v���N�\���̃}�C�N���t���C�X���������݂�25000�~���炢����
�v���N�\���̃}�C�N���t���C�X���������݂�25000�~���炢����
182 �F�����������������ς��B�F2012/07/28(�y) 22:49:56.53 ID:???
���H�������������Ȃ�킴�킴�}�C�N���t���C�X�Ƃ������̂��l���������
�{�[���Վg����Ȃ�2���x�^�[����
���Ɠ��̔����������p�ł��Ȃ�����
�{�[���Վg����Ȃ�2���x�^�[����
���Ɠ��̔����������p�ł��Ȃ�����
�F����A���X���肪�Ƃ��������܂����B
�����̃A�C�f�A���S���I�͂���Ȃ̂��ǂ���������Ȃ����S�҂Ȃ̂�
�K���݂��Ă��܂������A���̂ɒ��ӂ��ă`�������W���Ă݂悤�Ǝv���܂��B
�����̃A�C�f�A���S���I�͂���Ȃ̂��ǂ���������Ȃ����S�҂Ȃ̂�
�K���݂��Ă��܂������A���̂ɒ��ӂ��ă`�������W���Ă݂悤�Ǝv���܂��B
184 �F�����������������ς��B�F2012/08/06(��) 12:19:15.11 ID:G5S1PGsV
�N�����[�g�̃��b�L�͕��Β��x�̉��ł͂����܂�?
�n�ڂ������̂�
�n�ڂ������̂�
185 �F�����������������ς��B�F2012/08/12(��) 23:59:10.59 ID:PNlMfJ+A
�\�[���[�N�b�J�[������Ă݂����Ȃ����B�s�̕i�����邪�A
�������A�Η͂��ア�B���ʂ̃\�[���[�N�b�J�[�̓R�����̎�Β��x�炵���B
�ʐς̑傫���̂����ΉΗ͂��[�����Ǝv���B
�������A�Η͂��ア�B���ʂ̃\�[���[�N�b�J�[�̓R�����̎�Β��x�炵���B
�ʐς̑傫���̂����ΉΗ͂��[�����Ǝv���B
186 �F�����������������ς��B�F2012/08/25(�y) 07:45:17.60 ID:zaZiEqyV
90�Ӓ���100mm����5mm�̃A���~�̃p�C�v�����X�̌��ɓ���悤1mm�قǔ�����肽���̂ł���
�Ƃ肠���������₷��Ŋ撣���Ă݂܂�����������ꂻ���ł��B
�v���̕��͂ǂ������̂ł��傤���H
�Ƃ肠���������₷��Ŋ撣���Ă݂܂�����������ꂻ���ł��B
�v���̕��͂ǂ������̂ł��傤���H
187 �F�����������������ς��B�F2012/08/25(�y) 09:04:24.86 ID:???
>>186
�O�a�𗎂Ƃ��ă�89�ɂ��������Ă��Ƃ��ȁB
���ʂ͐��Ք҂������ǁASS400�S�̃V���t�g��
�n���h�h�����Ɋ��܂��ĉ�]�����ăy�[�p�[�ō�������Ƃ͂���B
��90���Ă��ƂȂ̂ŁA�h�����`���b�N�Ɋ��܂����鎡������Ă���Ă݂���B
�O�a�𗎂Ƃ��ă�89�ɂ��������Ă��Ƃ��ȁB
���ʂ͐��Ք҂������ǁASS400�S�̃V���t�g��
�n���h�h�����Ɋ��܂��ĉ�]�����ăy�[�p�[�ō�������Ƃ͂���B
��90���Ă��ƂȂ̂ŁA�h�����`���b�N�Ɋ��܂����鎡������Ă���Ă݂���B
188 �F�����������������ς��B�F2012/08/25(�y) 09:27:35.09 ID:???
189 �F�����������������ς��B�F2012/08/25(�y) 11:32:21.83 ID:???
190 �F�����������������ς��B�F2012/08/25(�y) 17:45:47.86 ID:???
�O���C���_�[�Ȃǂł���������ėn�ڂ���ƁA��Ƃ���ꂽ���ŏ������Ȃ�
191 �F�����������������ς��B�F2012/08/25(�y) 17:49:24.55 ID:???
����H�p�r���킩���
���������ėn�ڂ���K�v���������̂Ȃ̂��H
���������ėn�ڂ���K�v���������̂Ȃ̂��H
192 �F�����������������ς��B�F2012/09/08(�y) 10:20:36.34 ID:xvntndNY
���Ă��ׂ�o�����̌����|���镔���̑��g���������ɏ����Ȃ����Ă��܂��A
�����|�����Ȃ��č����Ă��܂��B
����n���}�[�Ɠ��ċ��Ŏ��������炻�̕�����@���ĕ���ɒ����悢�݂���
�ł����ǁA����n���}�[�Ɠ��ċ���Ȃ��Ă��Ƃɂ��镨�Œ����܂����H
�쌴�̊ۂ����n���}�[����ɁA�����ċ�����ɏo���܂����H
���ƁA�Ȃ����������͉��߂���������ɂ��₷���ł����H
����ƁA��������n���}�[�Ɠ��ċ��łȂ���Ε���ɂ���̂����������Ȃ�
�����Ē��������Ǝv����ł����ǁA�n���}�[�̑ł��t���镔���ɃS���J�o�[
(�֎q�̑��Ȃǂɔ킹�Ďg���悤�ȕ�)�Ȃǂ͔킹�Ȃ��Ă����ł����H
���̂܂ܑł��t�����特���������Ȃ�ł����ǁA���v�ł��傤���H
�����|�����Ȃ��č����Ă��܂��B
����n���}�[�Ɠ��ċ��Ŏ��������炻�̕�����@���ĕ���ɒ����悢�݂���
�ł����ǁA����n���}�[�Ɠ��ċ���Ȃ��Ă��Ƃɂ��镨�Œ����܂����H
�쌴�̊ۂ����n���}�[����ɁA�����ċ�����ɏo���܂����H
���ƁA�Ȃ����������͉��߂���������ɂ��₷���ł����H
����ƁA��������n���}�[�Ɠ��ċ��łȂ���Ε���ɂ���̂����������Ȃ�
�����Ē��������Ǝv����ł����ǁA�n���}�[�̑ł��t���镔���ɃS���J�o�[
(�֎q�̑��Ȃǂɔ킹�Ďg���悤�ȕ�)�Ȃǂ͔킹�Ȃ��Ă����ł����H
���̂܂ܑł��t�����特���������Ȃ�ł����ǁA���v�ł��傤���H
193 �F�����������������ς��B�F2012/09/08(�y) 12:50:23.49 ID:???
�ʐ^�ł��Ȃ���Ȃ�����f�ł����
�����Ȃ���Ȃ�Ƃ������A���g�͉����ċȂ�������w
�����Ȃ���Ȃ�Ƃ������A���g�͉����ċȂ�������w
194 �F�����������������ς��B�F2012/09/09(��) 13:37:21.00 ID:???
���ł���ĂĂ�悤�ɂ������������
195 �F�����������������ς��B�F2012/09/09(��) 17:36:16.41 ID:osWSRRLJ
�������K���Ă����Ȃ̂ł�����Ǝ���B
�f�B�X�N�O���C���_�[�ɃX�s�[�h�R���g���[���[��
�����̉�]�ɂ��Ďg���Ă���ł�����
�O���C���_�[�{�̂��������M���Ȃ����̂ł����B
����͂��傤���Ȃ���ł����H
�f�B�X�N�O���C���_�[�ɃX�s�[�h�R���g���[���[��
�����̉�]�ɂ��Ďg���Ă���ł�����
�O���C���_�[�{�̂��������M���Ȃ����̂ł����B
����͂��傤���Ȃ���ł����H
196 �F�����������������ς��B�F2012/09/09(��) 20:50:36.23 ID:???
���傤���Ȃ��̂͂��Ȃ��̓��ł�
197 �F192�F2012/09/09(��) 21:13:15.85 ID:T++eGzKV
>>193
�����g�͉����ċȂ�������w
�����J���Ă���߂鎞�A�n���h���̌�����������Ԃɂ��Ă���łȂ��Ƃ����Ȃ��̂ɁA
����Ď{�����(�����|���镔���̋���O�ɏo�Ă�����)�̂܂܁A
�����v����߂Ă��܂��A�����|���镔���̋�����O�����瑋�g�ɋ����͂�
�����������߁A�Ȃ����Ă��܂��܂����B
>>194
�͂��H
���͂��Ȃ��ƈႢ�܂����ǁB
�����g�͉����ċȂ�������w
�����J���Ă���߂鎞�A�n���h���̌�����������Ԃɂ��Ă���łȂ��Ƃ����Ȃ��̂ɁA
����Ď{�����(�����|���镔���̋���O�ɏo�Ă�����)�̂܂܁A
�����v����߂Ă��܂��A�����|���镔���̋�����O�����瑋�g�ɋ����͂�
�����������߁A�Ȃ����Ă��܂��܂����B
>>194
�͂��H
���͂��Ȃ��ƈႢ�܂����ǁB
>>197
�킽�������̉�ꂽ������N������ׁA�ʐ^��~�������Ă���Ƃ����b���Ǝv��w
���̓X�e�����X�ŁA�A���~�����̑��g���Ȃ������Ƃ������Ƃ���
���g�������ɉz�������Ƃ͖����Ǝv�����ǁA���O���Ă��炶��Ȃ��Ă͐^�������ɂ���͓̂���Ǝv��
���̏�A���Ƃ��ɐ^�Ɏ��t�����Ă�ʒu�����炵�āA�����[�ɂł����t���Ȃ����Ȃ�����?
>>195
�X�s�[�h�R���g���[���[�g���Ė����Ă�
�ď�̓g���N������(���������t����)�g�������Ă��
���ĂȂ��Ȃ�قǔM���Ȃ����肷��
2�p�ӂ��Č��݂Ɏg���Ă��肷��
�X�s�[�h�R���g���[���[�̂����Ńp���[�������Ȃ�
���ʂ̗͂̉������Ăł������������ĂĂ���Ɠ�����ԂɂȂ��Ă�Ǝv����
�킽�������̉�ꂽ������N������ׁA�ʐ^��~�������Ă���Ƃ����b���Ǝv��w
���̓X�e�����X�ŁA�A���~�����̑��g���Ȃ������Ƃ������Ƃ���
���g�������ɉz�������Ƃ͖����Ǝv�����ǁA���O���Ă��炶��Ȃ��Ă͐^�������ɂ���͓̂���Ǝv��
���̏�A���Ƃ��ɐ^�Ɏ��t�����Ă�ʒu�����炵�āA�����[�ɂł����t���Ȃ����Ȃ�����?
>>195
�X�s�[�h�R���g���[���[�g���Ė����Ă�
�ď�̓g���N������(���������t����)�g�������Ă��
���ĂȂ��Ȃ�قǔM���Ȃ����肷��
2�p�ӂ��Č��݂Ɏg���Ă��肷��
�X�s�[�h�R���g���[���[�̂����Ńp���[�������Ȃ�
���ʂ̗͂̉������Ăł������������ĂĂ���Ɠ�����ԂɂȂ��Ă�Ǝv����
>>198
���肪�Ƃ��������܂��B����ς�^�������ɂ���͓̂����ł��ˁc�B
���肪�Ƃ��������܂��B����ς�^�������ɂ���͓̂����ł��ˁc�B
200 �F�����������������ς��B�F2012/09/29(�y) 00:15:27.61 ID:???
�ւ��ɒ@������K���X�����ꂻ���ȋC���D�D
201 �F�����������������ς��B�F2012/09/29(�y) 14:42:26.88 ID:???
�H��M���̂����Ȃ�G�A�c�[���ōs����
20�~���̓S�ɘA����9�~���̌�������J���Ă��h�������̂͗₽���܂܂�
20�~���̓S�ɘA����9�~���̌�������J���Ă��h�������̂͗₽���܂܂�
202 �F�����������������ς��B�F2012/10/01(��) 05:07:35.43 ID:???
�l���x���Ŏ��Ă�R���v���ƃ^���N�ŃG�A�c�[���^�p�o����H
203 �F�����������������ς��B�F2012/10/03(��) 07:26:46.41 ID:???
�������C���p�N�g�Ƃ���C������x�Ȃ�g�����̂ɂ��Ȃ邪�A����]�̕K�v�Ȃ��͖̂���
204 �F�����������������ς��B�F2012/10/03(��) 11:50:24.24 ID:???
>>202
�R���v���b�T�[�����邳���B
�R���v���b�T�[�����邳���B
205 �F�����������������ς��B�F2012/11/07(��) 08:01:04.06 ID:???
���S�҂Ɏ��₳���Ă��������B
��35mm�̃A���~�ޗ��̐^�i���E�̒[����17.5mm�̈ʒu�j��
�{�[���Ղ�4mm�̌����J�������Ǝv���Ă��܂��B
�Ȃ�ׂ����m��35mm�̒��S�ʒu�����߂�ɂ͂ǂ��������@������̂ł��傤���H
�������Ă��݂��̂ł����A���̈ʒu���߂̍�Ƃ����ƌĂԂ̂����킩��Ȃ��̂ō����Ă��܂��B
��낵�����肢���܂��B
��35mm�̃A���~�ޗ��̐^�i���E�̒[����17.5mm�̈ʒu�j��
�{�[���Ղ�4mm�̌����J�������Ǝv���Ă��܂��B
�Ȃ�ׂ����m��35mm�̒��S�ʒu�����߂�ɂ͂ǂ��������@������̂ł��傤���H
�������Ă��݂��̂ł����A���̈ʒu���߂̍�Ƃ����ƌĂԂ̂����킩��Ȃ��̂ō����Ă��܂��B
��낵�����肢���܂��B
206 �F�����������������ς��B�F2012/11/07(��) 09:52:00.90 ID:???
>>205
���͏��S�҂�����I�m�ȓ������o�����B
��ƂƂ��ẮA�u�P�K�L�v�Ƃ����Đ��@�ɏ������Ėڈ��ɂ���
��Ɨp�̓���̓n�C�g�Q�[�W�Ƃ������ȃ��m�ɂȂ邪
�J���^���ɍs���Ȃ�A�X�e�����X�Ă�����̋������m�M�X
�����35mm�̕��ɊJ���āA�ޗ��̂͂��ɕЕ������킹��
�Е��̐�[�Ōy���ޗ��ɏ�������
���̍�Ƃ��u�|���`�v�Ƃ����Đ�[�̐�����^�K�l��̓����
�����̊J���������̏ꏊ�i�P�K�L�Ŏ����ꂽ�ꏊ�j�Ƀn���}�[�Œ@������
��������ƁA�~����ɑł����܂ꂽ���݂��ł��邩��A���Ƃ͂��̏ꏊ��
�{�[���Ղ��n���h�h������4mm�̃h���������ĂăX�^�[�g
���͏��S�҂�����I�m�ȓ������o�����B
��ƂƂ��ẮA�u�P�K�L�v�Ƃ����Đ��@�ɏ������Ėڈ��ɂ���
��Ɨp�̓���̓n�C�g�Q�[�W�Ƃ������ȃ��m�ɂȂ邪
�J���^���ɍs���Ȃ�A�X�e�����X�Ă�����̋������m�M�X
�����35mm�̕��ɊJ���āA�ޗ��̂͂��ɕЕ������킹��
�Е��̐�[�Ōy���ޗ��ɏ�������
���̍�Ƃ��u�|���`�v�Ƃ����Đ�[�̐�����^�K�l��̓����
�����̊J���������̏ꏊ�i�P�K�L�Ŏ����ꂽ�ꏊ�j�Ƀn���}�[�Œ@������
��������ƁA�~����ɑł����܂ꂽ���݂��ł��邩��A���Ƃ͂��̏ꏊ��
�{�[���Ղ��n���h�h������4mm�̃h���������ĂăX�^�[�g
207 �F�����������������ς��B�F2012/11/07(��) 10:42:24.19 ID:???
>>206
�����̃��X���肪�Ƃ��������܂����B
�m���ɓ��{��Ƃ��ĕςȏ����o���Ŏ��炵�܂����B�ǂݒ����Ď����ł����܂����B
�����Ă������������@�ł��܂������܂����B�m�M�X��17.5mm�ɊJ���ĕБ����珝�����A
�O�̂��߂ɔ��Α����������Ă݂āA�����d�Ȃ邱�Ƃ��m�F�����̂Œ��S���o�Ă��
���f���܂����B
��K�Ɖ��M�ł���Ă��āA���܂������Ȃ��ēr���ɕ��Ă��܂����B
�ǂ������肪�Ƃ��������܂����B
�����̃��X���肪�Ƃ��������܂����B
�m���ɓ��{��Ƃ��ĕςȏ����o���Ŏ��炵�܂����B�ǂݒ����Ď����ł����܂����B
�����Ă������������@�ł��܂������܂����B�m�M�X��17.5mm�ɊJ���ĕБ����珝�����A
�O�̂��߂ɔ��Α����������Ă݂āA�����d�Ȃ邱�Ƃ��m�F�����̂Œ��S���o�Ă��
���f���܂����B
��K�Ɖ��M�ł���Ă��āA���܂������Ȃ��ēr���ɕ��Ă��܂����B
�ǂ������肪�Ƃ��������܂����B
208 �F�����������������ς��B�F2013/02/09(�y) 12:22:01.22 ID:???
�����Ē��������Ǝv���܂��B
�ƒ�p�̃V���N�����ʌ�������Ƃ��ɐE�l����͂ǂ̂悤�ȍH��łǂ̂悤�ȍH���i�p�b�h�̎�ށj�ōs���܂����H
�茤�����ƑS�R���ʂɂȂ�Ȃ��āB
������Ă�̂̓T���h�y�[�p�[�łЂ����疁�������B�s�J�[���g���ƂȂ����܂邵�B
�O���C���_�[�Ȃǂōs���ꍇ�̕��@�������ĉ������B
�ƒ�p�̃V���N�����ʌ�������Ƃ��ɐE�l����͂ǂ̂悤�ȍH��łǂ̂悤�ȍH���i�p�b�h�̎�ށj�ōs���܂����H
�茤�����ƑS�R���ʂɂȂ�Ȃ��āB
������Ă�̂̓T���h�y�[�p�[�łЂ����疁�������B�s�J�[���g���ƂȂ����܂邵�B
�O���C���_�[�Ȃǂōs���ꍇ�̕��@�������ĉ������B
209 �F�����������������ς��B�F2013/02/10(��) 05:43:02.80 ID:???
����Ȕn�������s�ׂ��d���ł��E�l�Ȃ��Ȃ����낤���ǁc
�l�����͓̂d�����G�A�̃O���C���_�[�ŃI�t�Z�b�g�T�C�U���ŐԖ_�����_�����Ė������邩�I�t�Z�b�g�t�F���g�Ő_�܂Ŏd�グ�邩
���ꂩ���w�������d���������Ă����悤�ȋƎ҂�������
�l�����͓̂d�����G�A�̃O���C���_�[�ŃI�t�Z�b�g�T�C�U���ŐԖ_�����_�����Ė������邩�I�t�Z�b�g�t�F���g�Ő_�܂Ŏd�グ�邩
���ꂩ���w�������d���������Ă����悤�ȋƎ҂�������
210 �F�����������������ς��B�F2013/02/10(��) 11:10:09.19 ID:???
�O���C���_�[�X���ɂ������悤�Ȃ̂����
���܂ő|�����ĂȂ��������Nj}�ɔޏ�������Ƃ�����w
���܂ő|�����ĂȂ��������Nj}�ɔޏ�������Ƃ�����w
211 �F�����������������ς��B�F2013/02/10(��) 12:26:23.58 ID:???
���ʃX�e�����X�̃V���N�Ȃ�ăT�e���d�グ���x�̂��̂����ʎd�グ�Ȃ�Ă���
�����Ƃ���Ŏg�������ɂ����܂邵
�����Ƃ���Ŏg�������ɂ����܂邵
212 �F�����������������ς��B�F2013/02/12(��) 10:29:21.77 ID:2MLVSPzB
http://img.botomz.net/trusco/t010002780541.jpg
�ナ���N�̃p�b�`�����̉摜��
�u�����J����ۂɈ����グ��܁v��
�s���H�ŌŒ肳��Ă���̂��m�F�o����Ǝv���܂��B
����͍��E�ʌł͖���
���e�ɉ~�`�̓����t������{�̃s���ł��B
���̃s�����܂�ė������̂�
�����Ȃ��Ă��܂��܂����B
�����ŏC�����������̂ł���
�p�b�`�������ƌ�������͔̂���
�s���̕��������C���������Ǝv���Ă��܂��B
����ɗǂ���������t�����Ȃ��̂ł���
���i�Ƃ��ďo����Ă���ł��傤���B
���i�����A��������̂ɗǂ����̂ł�
�����Ă���������Ə�����܂��B
{kind=link}
�ナ���N�̃p�b�`�����̉摜��
�u�����J����ۂɈ����グ��܁v��
�s���H�ŌŒ肳��Ă���̂��m�F�o����Ǝv���܂��B
����͍��E�ʌł͖���
���e�ɉ~�`�̓����t������{�̃s���ł��B
���̃s�����܂�ė������̂�
�����Ȃ��Ă��܂��܂����B
�����ŏC�����������̂ł���
�p�b�`�������ƌ�������͔̂���
�s���̕��������C���������Ǝv���Ă��܂��B
����ɗǂ���������t�����Ȃ��̂ł���
���i�Ƃ��ďo����Ă���ł��傤���B
���i�����A��������̂ɗǂ����̂ł�
�����Ă���������Ə�����܂��B
213 �F�����������������ς��B�F2013/02/12(��) 11:59:31.51 ID:???
>>212
�҂����肵�����i���Ă�\���͏��Ȃ��v���B
�J�V���s���̒��œK���ȑ����Ⓑ���̂��̂�T�������Ȃ��B�����炭���߂̂��̂���Ďg��
���ɂȂ�B
����ɉ��ɂ����Ă��g�ݗ��Č�A�Б��͒@���āA�����߉��H�����Ȃ���Ȃ�Ȃ���B
���Ȃ�A�s���̑����ɍ������B��T���Ă����H����B
���̉��H�₩���߂��o����l�Ȃ́H
�҂����肵�����i���Ă�\���͏��Ȃ��v���B
�J�V���s���̒��œK���ȑ����Ⓑ���̂��̂�T�������Ȃ��B�����炭���߂̂��̂���Ďg��
���ɂȂ�B
����ɉ��ɂ����Ă��g�ݗ��Č�A�Б��͒@���āA�����߉��H�����Ȃ���Ȃ�Ȃ���B
���Ȃ�A�s���̑����ɍ������B��T���Ă����H����B
���̉��H�₩���߂��o����l�Ȃ́H
214 �F�����������������ς��B�F2013/02/15(��) 01:08:50.53 ID:MSJw0DyC
>>212
���x�b�g�@����
http://www.soshin-net.co.jp/seihin/kikaku/pin_rivet_usuhira.htm
�����ɂ�����悤�Ɂ@�P���A�Q���@���邩�����
�I������̐l�ƓÓ�
���x�b�g�@����
http://www.soshin-net.co.jp/seihin/kikaku/pin_rivet_usuhira.htm
�����ɂ�����悤�Ɂ@�P���A�Q���@���邩�����
�I������̐l�ƓÓ�
215 �F�����������������ς��B�F2013/02/19(��) 09:01:44.93 ID:F+xtbzuG
�X���Ⴂ�ł�����������킯�Ȃ��̂ł����A���₳���Ă��������B
�V���t�g�ɃX�v���P���Ă��Ƃߌ�A�Z�b�g�{���g�����t����̂͗₦�Ă���Ȃ̂͂Ȃ��ł����H
�M�������ɃZ�b�g������Ɨ₦����ɒ��ߕt���������Ȃ�炵���ł����A�����Ȃ闝�R���킩��Ȃ��āc
�V���t�g�ɃX�v���P���Ă��Ƃߌ�A�Z�b�g�{���g�����t����̂͗₦�Ă���Ȃ̂͂Ȃ��ł����H
�M�������ɃZ�b�g������Ɨ₦����ɒ��ߕt���������Ȃ�炵���ł����A�����Ȃ闝�R���킩��Ȃ��āc
216 �F�����������������ς��B�F2013/02/19(��) 09:50:53.41 ID:???
>>215
�c���Ǝ��k����B
�Ⴆ��500�x�ɔM���āA�c���ŐL�т������{���g���w����
��Œ��߂Ă��A��p�Œ������ُ�ɏk�܂����l�W��
�d�����܂��āA��x�ƊO��Ȃ��Ȃ�Ƃ������Ԃɂ�����
���M�c���́A�g�������k���������ɒ���
�c���Ǝ��k����B
�Ⴆ��500�x�ɔM���āA�c���ŐL�т������{���g���w����
��Œ��߂Ă��A��p�Œ������ُ�ɏk�܂����l�W��
�d�����܂��āA��x�ƊO��Ȃ��Ȃ�Ƃ������Ԃɂ�����
���M�c���́A�g�������k���������ɒ���
217 �F�����������������ς��B�F2013/02/19(��) 22:25:08.66 ID:F+xtbzuG
>>216
�����������������肪�Ƃ��������܂��B
�c���Ǝ��k�͂Ȃ�ƂȂ��C���[�W�ł���̂ł����A��̓I�ɂ͂ǂ����������ۂ��N���Ă���̂ł��傤���H
���M�O�̌��̌a�ƁA�c�����p�ɂ����k�������̌a�͓����ł���ˁH
�a���̂��������Ȃ�̂ł���Β��ߕt���������Ȃ�Ƃ����̂��킩��̂ł����c�B
�����������������肪�Ƃ��������܂��B
�c���Ǝ��k�͂Ȃ�ƂȂ��C���[�W�ł���̂ł����A��̓I�ɂ͂ǂ����������ۂ��N���Ă���̂ł��傤���H
���M�O�̌��̌a�ƁA�c�����p�ɂ����k�������̌a�͓����ł���ˁH
�a���̂��������Ȃ�̂ł���Β��ߕt���������Ȃ�Ƃ����̂��킩��̂ł����c�B
218 �F�����������������ς��B�F2013/02/19(��) 23:09:17.68 ID:???
219 �F�����������������ς��B�F2013/02/19(��) 23:18:36.47 ID:???
���܂���
220 �F�����������������ς��B�F2013/03/03(��) 23:15:41.67 ID:???
�X�e�����X�p�̘Z�p���h�����r�b�g�ł������߂������Ă��������B
�C���p�N�g�Ŏg���܂��B
�C���p�N�g�Ŏg���܂��B
221 �F�����������������ς��B�F2013/03/04(��) 01:15:43.57 ID:???
>>220
���̒��x�Ȃ�A�X�e�����X�p�Ə����Ă���Ή��ł��ǂ�
�ł���Ȃ�X�e�����X�؍�p�̍�������������
�����Ƃł���Ȃ�A�ω�]�̍��g���N�d�C�h������
�{�[���Ղ��g�����ƁB
�����Ȃ�ƁA�h�����������ŗǂ����ɑI�������L����
�C���p�N�g�h�����̃��b�c�P�d���ɃI�X�X���������Ȃ�
���̒��x�Ȃ�A�X�e�����X�p�Ə����Ă���Ή��ł��ǂ�
�ł���Ȃ�X�e�����X�؍�p�̍�������������
�����Ƃł���Ȃ�A�ω�]�̍��g���N�d�C�h������
�{�[���Ղ��g�����ƁB
�����Ȃ�ƁA�h�����������ŗǂ����ɑI�������L����
�C���p�N�g�h�����̃��b�c�P�d���ɃI�X�X���������Ȃ�
222 �F�����������������ς��B�F2013/03/25(��) 17:56:13.67 ID:???
223 �F�����������������ς��B�F2013/03/26(��) 03:42:30.36 ID:???
>>222
�͂��܂����H
�͂��܂����H
224 �F�����������������ς��B�F2013/04/03(��) 15:23:36.40 ID:???
http://www.google.co.jp/gwt/x?gl=JP&wsc=tb&u=http://yuve.blog133.fc2.com/blog-entry-1026.html&ei=R55bUaftI82VkwX0wYG4Cg&ct=np&whp=3179
���̃A���~�A���O���Ƃ��̃W���C���g��T���Ă��܂��B
���i���Ȃǂ킩��܂����狳���ĉ�����
���̃A���~�A���O���Ƃ��̃W���C���g��T���Ă��܂��B
���i���Ȃǂ킩��܂����狳���ĉ�����
225 �F�����������������ς��B�F2013/04/03(��) 19:04:19.91 ID:???
226 �F�����������������ς��B�F2013/04/04(��) 00:28:53.01 ID:???
���肪�Ƃ��������܂�
�W���C���g�����܂��ɂ킩��܂��A�摜�����X�Ɏ�������ł݂܂�
�W���C���g�����܂��ɂ킩��܂��A�摜�����X�Ɏ�������ł݂܂�
227 �F�����������������ς��B�F2013/04/06(�y) 12:04:08.49 ID:???
���������̂���
http://www.kitweb.co.jp/products/unitpipe/ups25s/
http://www.kitweb.co.jp/products/unitpipe/ups25s/
228 �F�����������������ς��B�F2013/04/06(�y) 17:18:54.75 ID:???
������ۂ��ł��I�I
���肪�Ƃ��������܂��I
���肪�Ƃ��������܂��I
229 �F�����������������ς��B�F2013/04/20(�y) 11:00:52.90 ID:???
���ɁA�ǂ����Ă��_�������ĂȂ������ɗ��߂�����Ęr�̂����Ǝ҂��Ăǂ����Ǝv���H
230 �F�����������������ς��B�F2013/04/23(��) 12:11:29.35 ID:???
�H��C���Ė��o���ŕ�W���Ă邪�ł���̂�?
231 �F�����������������ς��B�F2013/04/25(��) 02:08:49.52 ID:???
�딚��?
���̘b�����킩���
���̘b�����킩���
232 �F�����������������ς��B�F2013/05/04(�y) 16:00:10.34 ID:X65+V04c
�ۃp�C�v���A�e�[�p�[�p�C�v�ɂ������̂ł���
�ǂ̂悤�ɂ���悢�ł��傤���B
�f�ނ͐^�J�Ō���1.5mm����20cm�@���a�ׂ͍��ق���15mm�@�����ق���22mm���炢�ŁB
�����ȋ@�B���g�킸�ł�����@������܂�����A���肢���܂��B
�ǂ̂悤�ɂ���悢�ł��傤���B
�f�ނ͐^�J�Ō���1.5mm����20cm�@���a�ׂ͍��ق���15mm�@�����ق���22mm���炢�ŁB
�����ȋ@�B���g�킸�ł�����@������܂�����A���肢���܂��B
233 �F�����������������ς��B�F2013/05/04(�y) 19:59:38.06 ID:???
���Ɏg���̂�������
234 �F�����������������ς��B�F2013/05/04(�y) 20:18:44.62 ID:???
>>233
�����y��n�̓J�����삵�悤�������Ă܂��B
����Ȋ����ł�
http://img355.imageshack.us/img355/7269/length.jpg
�����y��n�̓J�����삵�悤�������Ă܂��B
����Ȋ����ł�
http://img355.imageshack.us/img355/7269/length.jpg
{kind=link}
235 �F�����������������ς��B�F2013/05/04(�y) 21:19:36.80 ID:???
236 �F�����������������ς��B�F2013/05/04(�y) 21:58:27.49 ID:???
�������Ĕ��c�t������_���Ȃ̂��ȁB
�����Ȃ���p�C�v���i��Ƃ�
�����Ȃ���p�C�v���i��Ƃ�
237 �F�����������������ς��B�F2013/05/04(�y) 23:16:49.96 ID:???
238 �F�����������������ς��B�F2013/05/05(��) 05:44:01.66 ID:???
>>237
�����|��n�C�X�|�̔Ŕ�̃e�[�p�[���[�}�[�����삷��Ηǂ���ˁH
�����|��n�C�X�|�̔Ŕ�̃e�[�p�[���[�}�[�����삷��Ηǂ���ˁH
239 �F�����������������ς��B�F2013/05/05(��) 12:31:36.10 ID:???
>>237
�p�C�v�̓����̓ʉ��ЂƂŕςȉ��ɂȂ����肷�邾�낤����
���삷��ɂ��Ă��D�݂̉��F�ɂȂ�܂Ŏ��s���낪�����Ǝv����
�����Ă镨�Ȃ甃���ĉ��t���y���ޕ����ǂ��Ǝv��
�p�C�v�̓����̓ʉ��ЂƂŕςȉ��ɂȂ����肷�邾�낤����
���삷��ɂ��Ă��D�݂̉��F�ɂȂ�܂Ŏ��s���낪�����Ǝv����
�����Ă镨�Ȃ甃���ĉ��t���y���ޕ����ǂ��Ǝv��
>>238
�������������������ł��ˁB
���[�}�[�̍������O�O���Č��܂��B
>>239
�Ȃ��Ȃ���ɓ���ɂ����̂ƁA�l�i��������ƍ����̂�����̂�
������Ƃ�����Ă݂悤�Ƃ������܂��B��Փx�͍������ł����B
�������������������ł��ˁB
���[�}�[�̍������O�O���Č��܂��B
>>239
�Ȃ��Ȃ���ɓ���ɂ����̂ƁA�l�i��������ƍ����̂�����̂�
������Ƃ�����Ă݂悤�Ƃ������܂��B��Փx�͍������ł����B
241 �F�����������������ς��B�F2013/05/10(��) 20:45:01.93 ID:???
���[�}�[������āA�S�C�b��݂�������
242 �F�����������������ς��B�F2013/05/11(�y) 18:41:46.37 ID:???
�����Ă݂�ƃs�b�R���݂�����>>234�̊y�킪�S�C�Ɂc�����Ȃ������Ȃ�w
243 �F�����������������ς��B�F2013/05/20(��) 22:58:12.25 ID:???
http://www.youtube.com/watch?v=01RnS6G6t30
���ꔃ����ꂻ���ȋC�����Ă���
���ꔃ����ꂻ���ȋC�����Ă���
244 �F�����������������ς��B�F2013/06/03(��) 13:14:18.04 ID:PFsYf3h+
�o���[�V���^�̔n��(barouche�ʼn摜�������Ă��������A��������s�ƌ����܂����j
���|�j�[�p�ɏ��^���ȑf�ɂ������̂��A�p�i���]�ԁi�S���j�ƃn�E�X�p�|�ǂ���ޗ��ɍ�낤�Ƃ��Ă��܂��B
���ӌ���A�g�o�C�X�����肢���܂��B
�z�C�[���x�[�X�P�D�T���A�g���b�h�P���A���d���\�����A�ő呍�d�ʂR�O�O�����ȉ����炢�B
�O�ւ�22x1.75�őωd650N�A��ւ�27x1 3/8 ��700N�A����������Ƃ͌�ւŎԎ���BC(�l�W�s�b�`���ׂ���) 3/8�C���`�A��ʍ|�B
��p���x�͎����S�����A�ő�ł��P�O�����^���ȉ��B
t=12�̍����R���U���Q�������炢�K�v�Ŗ�R�O�����ɂȂ��Ă��܂��̂ő����ƃt���[���͂Ȃ�ׂ��y���������B
�t���[���Œ�́A�d�v�ӏ��͗n�ځB�n�E�X�p���ނƃ{���g�~�߂����p�B�،����͍��ő�p�B
�R�C���X�v�����O�͖���z�A���t���̃t�����g�p�i���A�p�̓A�[�������l�Œ萔�����l�炵���̂Łj
��T������B22.2�p�C�v��25.4�p�C�v���ォ��킹�āi�ւ�N���h�~�̂��߁j�O���X�A
�K�v�ȃS���̂n�����O��v�����O�i�p�C�v�������Ń|���`�ɂ��āj���s�X�g�������O�̂悤�ɂ͂߂�B
���_�i�n�ԑO���ɓ˂��o������̖_�j�́A�n�̍����ɍ��킹�ď㉺���ŁA
�u�O�i���Ȃ���̍��E�ւ̐���v�u�����E�����Ŕn�Ԃ��n�ɏՓ˂��Ȃ��v���߁B��������͂͂�����Ȃ��B
�����̃`�F�[���ň�������B������������E���Ȃ̂́A�E�������Ɛi�ނ̂ɍ��킹�邽�߁B
�e�}�ʂ͌��₷���悤�ꕔ�ȗ��ό`������܂��B���_���t���_���t���[���ɂԂ���A
�Ȃ�Ă͖̂������Ă��������B��}�łȂ��v�����������Ƃ���͂��w�E����������ƍK���ł��B
�S�P���̉�]���͎��]�Ԃ̃n���h����]�����p�ł��B
���|�j�[�p�ɏ��^���ȑf�ɂ������̂��A�p�i���]�ԁi�S���j�ƃn�E�X�p�|�ǂ���ޗ��ɍ�낤�Ƃ��Ă��܂��B
���ӌ���A�g�o�C�X�����肢���܂��B
�z�C�[���x�[�X�P�D�T���A�g���b�h�P���A���d���\�����A�ő呍�d�ʂR�O�O�����ȉ����炢�B
�O�ւ�22x1.75�őωd650N�A��ւ�27x1 3/8 ��700N�A����������Ƃ͌�ւŎԎ���BC(�l�W�s�b�`���ׂ���) 3/8�C���`�A��ʍ|�B
��p���x�͎����S�����A�ő�ł��P�O�����^���ȉ��B
t=12�̍����R���U���Q�������炢�K�v�Ŗ�R�O�����ɂȂ��Ă��܂��̂ő����ƃt���[���͂Ȃ�ׂ��y���������B
�t���[���Œ�́A�d�v�ӏ��͗n�ځB�n�E�X�p���ނƃ{���g�~�߂����p�B�،����͍��ő�p�B
�R�C���X�v�����O�͖���z�A���t���̃t�����g�p�i���A�p�̓A�[�������l�Œ萔�����l�炵���̂Łj
��T������B22.2�p�C�v��25.4�p�C�v���ォ��킹�āi�ւ�N���h�~�̂��߁j�O���X�A
�K�v�ȃS���̂n�����O��v�����O�i�p�C�v�������Ń|���`�ɂ��āj���s�X�g�������O�̂悤�ɂ͂߂�B
���_�i�n�ԑO���ɓ˂��o������̖_�j�́A�n�̍����ɍ��킹�ď㉺���ŁA
�u�O�i���Ȃ���̍��E�ւ̐���v�u�����E�����Ŕn�Ԃ��n�ɏՓ˂��Ȃ��v���߁B��������͂͂�����Ȃ��B
�����̃`�F�[���ň�������B������������E���Ȃ̂́A�E�������Ɛi�ނ̂ɍ��킹�邽�߁B
�e�}�ʂ͌��₷���悤�ꕔ�ȗ��ό`������܂��B���_���t���_���t���[���ɂԂ���A
�Ȃ�Ă͖̂������Ă��������B��}�łȂ��v�����������Ƃ���͂��w�E����������ƍK���ł��B
�S�P���̉�]���͎��]�Ԃ̃n���h����]�����p�ł��B
245 �F�����������������ς��B�F2013/06/03(��) 13:15:18.40 ID:PFsYf3h+
���݂̂Ƃ��뎩�o���Ă���^��⌜�O�́A
�P�j�@���C���t���[���|�ǂƖy���̑I���B�y���ƃt���[���������Ȃ̂͗����������������ߍ���t�������A
�S�H�������t=1.2mm�̂ق������₷����t=1.0�ł��\�ƕ����Ă���B
���C����19.1 t=1.0 / 19.1 t=1.2 / 22.2 t=1.0 ���l������B
�e���v�Z����ƃt���[���݂̂̏d�ʂ�9.7 / 11.5 / 11.3 kg�B
�P�|�`�j��������i�ׂ��y�������̍|�ǂ͂���܂����H�@�_�Ɨp�C�{�|16mm��t=0.2�ŗ���Ȃ��A
�W�`���͓��������B�悢���̂Ȃ����
�y����19.1 t=1.0�A���C���t���[����22.2 t=1.0�@�Ǝv�����A
�P�|�a�j���x�͑����ł��傤���H
���Ȃ݂�22.2�@t=1.2 ����13.5kg�A25.4 t=1.2 ����15.5kg�ɂȂ�܂��B
�P�|�b�j19.1 t=1.0 / 19.1 t=1.2 / 22.2 t=1.0�̂����A�Ȃ��₷���̂͂ǂꂩ�H�@
�P�ǂƎ����ԃW���b�L�ō��x���_�[�{���l�߁i�K�v�Ȃ�Ă��݂��j�B
�K�C�h�Ƃ��Ă͊e��a�̊ۑ��͂��邪�A�a�t����p�K�C�h�͂Ȃ��B�a��ׂ����H
�Q�j���]�Ԕł͕Ў����ɑ�u�\�C���O�������̂ŁA�ۂ��Ȃ����̕ی��Ǝ�������˂ė��������l����B
�ϑ��M�A�P�����ɂ��Ă͎��]�ԃ��A�t���[�����������C���ς݁B
�����A���ϋy�ёO�ւ��傫����]����W����A�ł���ΕЎ������]�܂����B
���̃{���g�̃f�[�^�͂���܂��A���a��9.5mm�Ȃ̂ŁA�����Ȃ��Ƃ�������
http://www.trust-gr.com/pro-tools/2-7-1.html
M8x1.25�ȏ�ƍl���܂��B 4km/h�ł̌J��Ԃ��d��������J���̖ʂŖ��ƂȂ邱�Ƃ͂���ł��傤���H
�R�j�Z���^�[�s�{�b�g�����͈�Ԃ炻�������A����̓_���Ȃ�ʂ̎��]�ԁi�܂Ƃ��Ȃl�s�a�̔p�i�j��
�u�������邩���C�W�[�X�[�U���^�[���e�[�u�����l���邱�Ƃɂ��āA�Ƃ肠�����͐i�߂܂��B
�S�j�{�f�B�㔼���q�ȁ����ב�ƊȒP�Ɋ����ł���悢�H�v�͂Ȃ����H�@
���A�T�X�̃R�C�����k�߂��Ԃ���ς����B
�ב�ɂ̓T�X�s�v�A����ljב䍂���͒Ⴍ�������̂ŎԎ�����ɂ������B
����ȊO�ɂ����ӌ����w�E���}�ł��B��낵�����肢���܂��B
http://mb1.net4u.org/bbs/diy_2ch/im/470.jpg
http://mb1.net4u.org/bbs/diy_2ch/img/471.jpg
http://mb1.net4u.org/bbs/diy_2ch/img/472.jpg
http://mb1.net4u.org/bbs/diy_2ch/img/473.jpg
http://mb1.net4u.org/bbs/diy_2ch/img/474.jpg
http://mb1.net4u.org/bbs/diy_2ch/img/475.jpg
�P�j�@���C���t���[���|�ǂƖy���̑I���B�y���ƃt���[���������Ȃ̂͗����������������ߍ���t�������A
�S�H�������t=1.2mm�̂ق������₷����t=1.0�ł��\�ƕ����Ă���B
���C����19.1 t=1.0 / 19.1 t=1.2 / 22.2 t=1.0 ���l������B
�e���v�Z����ƃt���[���݂̂̏d�ʂ�9.7 / 11.5 / 11.3 kg�B
�P�|�`�j��������i�ׂ��y�������̍|�ǂ͂���܂����H�@�_�Ɨp�C�{�|16mm��t=0.2�ŗ���Ȃ��A
�W�`���͓��������B�悢���̂Ȃ����
�y����19.1 t=1.0�A���C���t���[����22.2 t=1.0�@�Ǝv�����A
�P�|�a�j���x�͑����ł��傤���H
���Ȃ݂�22.2�@t=1.2 ����13.5kg�A25.4 t=1.2 ����15.5kg�ɂȂ�܂��B
�P�|�b�j19.1 t=1.0 / 19.1 t=1.2 / 22.2 t=1.0�̂����A�Ȃ��₷���̂͂ǂꂩ�H�@
�P�ǂƎ����ԃW���b�L�ō��x���_�[�{���l�߁i�K�v�Ȃ�Ă��݂��j�B
�K�C�h�Ƃ��Ă͊e��a�̊ۑ��͂��邪�A�a�t����p�K�C�h�͂Ȃ��B�a��ׂ����H
�Q�j���]�Ԕł͕Ў����ɑ�u�\�C���O�������̂ŁA�ۂ��Ȃ����̕ی��Ǝ�������˂ė��������l����B
�ϑ��M�A�P�����ɂ��Ă͎��]�ԃ��A�t���[�����������C���ς݁B
�����A���ϋy�ёO�ւ��傫����]����W����A�ł���ΕЎ������]�܂����B
���̃{���g�̃f�[�^�͂���܂��A���a��9.5mm�Ȃ̂ŁA�����Ȃ��Ƃ�������
http://www.trust-gr.com/pro-tools/2-7-1.html
M8x1.25�ȏ�ƍl���܂��B 4km/h�ł̌J��Ԃ��d��������J���̖ʂŖ��ƂȂ邱�Ƃ͂���ł��傤���H
�R�j�Z���^�[�s�{�b�g�����͈�Ԃ炻�������A����̓_���Ȃ�ʂ̎��]�ԁi�܂Ƃ��Ȃl�s�a�̔p�i�j��
�u�������邩���C�W�[�X�[�U���^�[���e�[�u�����l���邱�Ƃɂ��āA�Ƃ肠�����͐i�߂܂��B
�S�j�{�f�B�㔼���q�ȁ����ב�ƊȒP�Ɋ����ł���悢�H�v�͂Ȃ����H�@
���A�T�X�̃R�C�����k�߂��Ԃ���ς����B
�ב�ɂ̓T�X�s�v�A����ljב䍂���͒Ⴍ�������̂ŎԎ�����ɂ������B
����ȊO�ɂ����ӌ����w�E���}�ł��B��낵�����肢���܂��B
http://mb1.net4u.org/bbs/diy_2ch/im/470.jpg
{kind=link}
http://mb1.net4u.org/bbs/diy_2ch/img/471.jpg
{kind=link}
http://mb1.net4u.org/bbs/diy_2ch/img/472.jpg
{kind=link}
http://mb1.net4u.org/bbs/diy_2ch/img/473.jpg
{kind=link}
http://mb1.net4u.org/bbs/diy_2ch/img/474.jpg
{kind=link}
http://mb1.net4u.org/bbs/diy_2ch/img/475.jpg
{kind=link}
246 �F�����������������ς��B�F2013/06/03(��) 13:18:17.61 ID:PFsYf3h+
�|�b�v�A�b�v����悤��������������ł������o�܂���B
����Ȃ猩���܂����H
http://mb1.net4u.org/bbs/diy_2ch/image/470jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/471jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/472jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/473jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/474jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/475jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/476jpg.html
����Ȃ猩���܂����H
http://mb1.net4u.org/bbs/diy_2ch/image/470jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/471jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/472jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/473jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/474jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/475jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/476jpg.html
247 �F�����������������ς��B�F2013/06/03(��) 22:08:58.77 ID:???
���肷��̂��߂�ǂ�����
����������ʐ^���A�b�v����
�b�͂��ꂩ�炾
����������ʐ^���A�b�v����
�b�͂��ꂩ�炾
248 �F�����������������ς��B�F2013/06/04(��) 00:43:09.91 ID:???
�܂��I�₽���̂ˁB
249 �F�����������������ς��B�F2013/06/04(��) 08:19:10.40 ID:???
���������S�H�����ǂ��Ƃ������ō��Ȃ��C���X����˂���
�Ⴂ�����琻���ƊE�ł��s��
�Ⴂ�����琻���ƊE�ł��s��
250 �F244�F2013/06/04(��) 09:17:07.78 ID:eW7ZM5Hm
�S�H���ɗ��ނ̂͗n�ڂ݂̂ŁA�Ȃ�����g��͎����ł��̂ł��B
251 �F�����������������ς��B�F2013/06/05(��) 13:48:44.40 ID:???
����Ȃ̋Ȃ�����g�����
�����܂ł��Ȃ�@�����ŗn�ڂ���邾�땁��
�����܂ł��Ȃ�@�����ŗn�ڂ���邾�땁��
252 �F�����������������ς��B�F2013/06/05(��) 16:55:25.61 ID:???
�Ȃ���̂���ԓ����H
253 �F244�F2013/06/05(��) 17:25:13.51 ID:A2b8vERH
�Ȃ���̂�
http://www.hisatonbo.com/fruit/2008/02/post-2.html�@�݂����ȃx���_�[�ƍ��l�߂̂���ł��B
�n�ڂ́A���̈���̂��߂ɗn�ڋ@�ƂQ�O�O�������C�ɂ��Ȃ炸�B
http://www.hisatonbo.com/fruit/2008/02/post-2.html�@�݂����ȃx���_�[�ƍ��l�߂̂���ł��B
�n�ڂ́A���̈���̂��߂ɗn�ڋ@�ƂQ�O�O�������C�ɂ��Ȃ炸�B
254 �F�����������������ς��B�F2013/06/05(��) 18:43:33.51 ID:???
���̗n�ڍ�ƁA�ԂP�䕪�ȏ�̃X�y�[�X���K�v
�͂����Ă��̎d���ɕt�������Ă����n�ډ����L�邩�ǂ���
���̒��x�̗n�ڂȂ�100V���̂ő����ł���
����100V���̂������̂��F�X�����
�͂����Ă��̎d���ɕt�������Ă����n�ډ����L�邩�ǂ���
���̒��x�̗n�ڂȂ�100V���̂ő����ł���
����100V���̂������̂��F�X�����
255 �F244�F2013/06/05(��) 20:22:21.59 ID:A2b8vERH
�S�H���Ƃ͘b�����Ă��܂��B��n�N���u�̃I�[�i�[�ƍ��ӂȂƂ���ł����A�n�Ԃ��Ƃ������Ƃ��`���Ă���܂��B
�E�E�E�P�����炢�����炢�K���N�^���L�����܂܂ɂȂ��Ă����܂��B
�Ƃ͂����A�P�O�O�u�ŏo����̂Ȃ����Ă݂���������B
�����ɂ���b�m���͕K�v�Ǝv���u���j��H�Ŋy���ދ����c�h�x����v�͓��肵�܂������E�E�E
�����߂�100v�n�ڋ@�����������������B
��E�t���͌o������܂����A�d�C�n�ڂɂ͑a�����̂ł��āB
���ȏC���B
http://mb1.net4u.org/bbs/diy_2ch/image/473jpg.html
�̎Ԏ����Z���^�[�ۂ��Ȃ͖̂������ۂ��̂ŁA�{���n���h������ނƂ���͂��̂܂܁A�n���h���|�X�g����
�]��n���h����n�ځA�Ԏ���ʂɉ��킵�ėn�ڂƁB
�E�E�E�P�����炢�����炢�K���N�^���L�����܂܂ɂȂ��Ă����܂��B
�Ƃ͂����A�P�O�O�u�ŏo����̂Ȃ����Ă݂���������B
�����ɂ���b�m���͕K�v�Ǝv���u���j��H�Ŋy���ދ����c�h�x����v�͓��肵�܂������E�E�E
�����߂�100v�n�ڋ@�����������������B
��E�t���͌o������܂����A�d�C�n�ڂɂ͑a�����̂ł��āB
���ȏC���B
http://mb1.net4u.org/bbs/diy_2ch/image/473jpg.html
�̎Ԏ����Z���^�[�ۂ��Ȃ͖̂������ۂ��̂ŁA�{���n���h������ނƂ���͂��̂܂܁A�n���h���|�X�g����
�]��n���h����n�ځA�Ԏ���ʂɉ��킵�ėn�ڂƁB
256 �F�����������������ς��B�F2013/06/05(��) 21:46:09.98 ID:JmRxepSY
�n�E�X�p�p�C�v�͎~�߂����������B�S�Ƃ��Ă͉��胉���N���Ⴂ�B
���̎ԗւ������܂œ�֗p������S�֎ԂɕK�v�ȉ������͂Ȃ��B
MTB�̂Q�Omm�A�N�X���n�u�Ȃ�Ў����ɑς���BM�W�~�P.�Q�T���āA�A�A�A�A�L�Ԃ���Ȃ�����A�A�A
���̓S�H���ɂP�����炢�C�s�ɍs�������������Ƃ������B
���̎ԗւ������܂œ�֗p������S�֎ԂɕK�v�ȉ������͂Ȃ��B
MTB�̂Q�Omm�A�N�X���n�u�Ȃ�Ў����ɑς���BM�W�~�P.�Q�T���āA�A�A�A�A�L�Ԃ���Ȃ�����A�A�A
���̓S�H���ɂP�����炢�C�s�ɍs�������������Ƃ������B
257 �F�����������������ς��B�F2013/06/07(��) 07:51:29.57 ID:???
�}�Ɂu�q�v���ď����Ă��邯�ǁc���v�H�i�����Ŏg�p�Ȃ玩�ȐӔC�ōςނ��ǁj
�����������Ȃ�āc�ב�x�[�X�ŋq���t�������Ȃ�킩�邯��
��̕��ł�������Ă邯�Ǎޗ����˂��c�ܑ����ꂽ�Y��ɓ�����Ȃ�����H
100V�Ƃ�200V�̔핢�A�[�N�n�ڂ���TIG�n�ڂ̕������x�┖���ޗ��ɂ������Ă�Ǝv�����c
�����������Ȃ�āc�ב�x�[�X�ŋq���t�������Ȃ�킩�邯��
��̕��ł�������Ă邯�Ǎޗ����˂��c�ܑ����ꂽ�Y��ɓ�����Ȃ�����H
100V�Ƃ�200V�̔핢�A�[�N�n�ڂ���TIG�n�ڂ̕������x�┖���ޗ��ɂ������Ă�Ǝv�����c
�d�B�Q�O�`�̔��ǂ��q�ɂ��甭�����ꂽ�̂ŎԎ��܂��͂���ŁB�P�����炢�ō����n�������
��l��l����Ă��~�����Ȃ������ł����B
�ԗւ̓R�X�g�I�ɂ܂��͂���ŁB���߂Ȃ�ς��܂����B�Ȃɂ���������x�Ȃ̂ŁB
�u�q�v�͍\����̋q�Ȃ̈ӂŁA�c�Ɖ^�s���Ӗ����܂���B������ɂ���A�ő�̃��X�N�͂��n����̂��@���ł����āA
���̑傫���ɔ�ׂ�Δn�Ԃ���������Ƃ��̏�łւ��荞�ނ̂͐[���ł͂Ȃ��̂ł��B
�n�ڂ́A�S�H���ɗ��ށA�A�[�N�i�r�v���X�i�P�O�O���j�A���b�h�S�[�P�Q�O�i�܂��͂P�O�O���Ŏ����Ă��߂Ȃ�200v�̃R���Z���g���݁A
�����A���L��200v�@��Ɨn�ڏꏊ�������j�A���Î����ԃo�b�e���[�A�Ŏv�Ē��B
��l��l����Ă��~�����Ȃ������ł����B
�ԗւ̓R�X�g�I�ɂ܂��͂���ŁB���߂Ȃ�ς��܂����B�Ȃɂ���������x�Ȃ̂ŁB
�u�q�v�͍\����̋q�Ȃ̈ӂŁA�c�Ɖ^�s���Ӗ����܂���B������ɂ���A�ő�̃��X�N�͂��n����̂��@���ł����āA
���̑傫���ɔ�ׂ�Δn�Ԃ���������Ƃ��̏�łւ��荞�ނ̂͐[���ł͂Ȃ��̂ł��B
�n�ڂ́A�S�H���ɗ��ށA�A�[�N�i�r�v���X�i�P�O�O���j�A���b�h�S�[�P�Q�O�i�܂��͂P�O�O���Ŏ����Ă��߂Ȃ�200v�̃R���Z���g���݁A
�����A���L��200v�@��Ɨn�ڏꏊ�������j�A���Î����ԃo�b�e���[�A�Ŏv�Ē��B
http://www.estherlederberg.com/EImages/Extracurricular/Dickens%20Universe/Coaches%20and%20Carriages/J0047%20Milord.html
����̓~���[���ŁA�T�O�O�������炢�̔n�ň����܂��B
�����͉͂�]�䉺���ɓ`���A�o�l����đO�ւցA�܂��A��]��̎���{����Ďԑ̂ցA
�ԑ̂����ւցA�ł��B�ԑ̂̂r���A���ɂقƂ�Ǎ����̂Ȃ��q�Ȃ̏��͂��Ȃ�h���v�Ɍ����܂���
�i�D�悯�ƃX�e�b�v�͉��͂ɊW�Ȃ��킯�Łj�A�ۂ悤�ł��B
http://commons.wikimedia.org/wiki/File:19CarriageBluePalacioCV.JPG
��������ł����������̓r�N�g���A�ƂȂ��Ă��܂��B
�����悤�ɏ��͔����ł����A�O��̎Ԏ��Ԃ�A�����Ă���Ԃ�A��Ƃ肪����͂��ł��B
�����̍��̈Ăł́A�Ԏ��Ԃ�A�����A���A�p�C�v��{�s�Ɂi�c�c�Ŗ�40mm�j�g�����ƂŁA
150kg�~�ꓪ�̌����͂ɂȂ�A�n�E�X�p���ǂł��ۂ��A���y�ʂɁA�Ǝv���Ă���̂ł����E�E�E
�����ƓK�ȑf�ނ�������������������B
�u��s�@�̍Ĕ����i���і��j�A�u�k�Ѓu���[�o�b�N�X�j�v�ɂ��A
�t�H�b�J�[Dr.I�i��ꎟ��풆�̓Ɛ퓬�@�j�̍|�ǂ͒��a20mm�A���s���Ȃ̂ŁA
19.1��22.2�ł��A���͂Ƃ������A����Ȃɍׂ��͂Ȃ����Ȃ��ƁE�E�E
����̓~���[���ŁA�T�O�O�������炢�̔n�ň����܂��B
�����͉͂�]�䉺���ɓ`���A�o�l����đO�ւցA�܂��A��]��̎���{����Ďԑ̂ցA
�ԑ̂����ւցA�ł��B�ԑ̂̂r���A���ɂقƂ�Ǎ����̂Ȃ��q�Ȃ̏��͂��Ȃ�h���v�Ɍ����܂���
�i�D�悯�ƃX�e�b�v�͉��͂ɊW�Ȃ��킯�Łj�A�ۂ悤�ł��B
http://commons.wikimedia.org/wiki/File:19CarriageBluePalacioCV.JPG
{kind=link}
��������ł����������̓r�N�g���A�ƂȂ��Ă��܂��B
�����悤�ɏ��͔����ł����A�O��̎Ԏ��Ԃ�A�����Ă���Ԃ�A��Ƃ肪����͂��ł��B
�����̍��̈Ăł́A�Ԏ��Ԃ�A�����A���A�p�C�v��{�s�Ɂi�c�c�Ŗ�40mm�j�g�����ƂŁA
150kg�~�ꓪ�̌����͂ɂȂ�A�n�E�X�p���ǂł��ۂ��A���y�ʂɁA�Ǝv���Ă���̂ł����E�E�E
�����ƓK�ȑf�ނ�������������������B
�u��s�@�̍Ĕ����i���і��j�A�u�k�Ѓu���[�o�b�N�X�j�v�ɂ��A
�t�H�b�J�[Dr.I�i��ꎟ��풆�̓Ɛ퓬�@�j�̍|�ǂ͒��a20mm�A���s���Ȃ̂ŁA
19.1��22.2�ł��A���͂Ƃ������A����Ȃɍׂ��͂Ȃ����Ȃ��ƁE�E�E
260 �F�����������������ς��B�F2013/06/07(��) 19:34:17.11 ID:p8PorYiq
�A�[�N�i�r�ƃ��b�h�S�[�͐悸����Ȃ����������B�Q�O�OV�Ɍq���ł��g�����ɂȂ�Ȃ��B
�_�ː��|�̃[���[�h�Q.�O����܂Ƃ��Ɏg���Ȃ��Ȃ�A���ǃX�Y�L�b�h�̒�d���p�n�ږ_�ɗ��鎖�ɖ�B
�����Ă��̗n�ږ_�����x�ƔP�荄�����F���Ȃ̂ŁA�Ǐ��I�i�n�ډӏ��j�ɕ��ׂ��|����p�C�v�t���[���̗n�ڂɂ͕s�����B
���������p�C�v�t���[�����g�������~�߂āA�w���e���̂Umm�̃T�u���N���A�S�H���ŃV���[��FB�ɐ��Ă��炢�A�B�ڍ��́u���v�Ɓu���x�v���o���ׂɃi�}�������x�b�g�i�P�O�`�P�Smm�j���g�����������B
�_�ː��|�̃[���[�h�Q.�O����܂Ƃ��Ɏg���Ȃ��Ȃ�A���ǃX�Y�L�b�h�̒�d���p�n�ږ_�ɗ��鎖�ɖ�B
�����Ă��̗n�ږ_�����x�ƔP�荄�����F���Ȃ̂ŁA�Ǐ��I�i�n�ډӏ��j�ɕ��ׂ��|����p�C�v�t���[���̗n�ڂɂ͕s�����B
���������p�C�v�t���[�����g�������~�߂āA�w���e���̂Umm�̃T�u���N���A�S�H���ŃV���[��FB�ɐ��Ă��炢�A�B�ڍ��́u���v�Ɓu���x�v���o���ׂɃi�}�������x�b�g�i�P�O�`�P�Smm�j���g�����������B
261 �F�����������������ς��B�F2013/06/09(��) 22:53:22.49 ID:+S35hPXz
�����̌������ɂ��Ă��q�˂��܂�
�V�b�N�l�X�Q�[�W�Q�T���g�Ƀ�6.5�̌����J�������̂ł���
���̎���Ƀo�����o���Ȃ����@���Ă���܂����H
�V�b�N�l�X�Q�[�W�Q�T���g�Ƀ�6.5�̌����J�������̂ł���
���̎���Ƀo�����o���Ȃ����@���Ă���܂����H
262 �F�����������������ς��B�F2013/06/10(��) 10:17:59.83 ID:???
���R�v�������Ɍ����H�ł���H
���C���[���d���H�����v������
���C���[���d���H�����v������
263 �F�����������������ς��B�F2013/06/10(��) 12:14:59.21 ID:???
���d���H�ł���
���H���Ă����Ƃ����T���Ă݂܂�
���H���Ă����Ƃ����T���Ă݂܂�
265 �F�����������������ς��B�F2013/06/11(��) 07:30:49.14 ID:???
M10�̃X�e�����X���i�b�g50mm�̘Z�����̊p��������x���Ƃ���
���a�P�W�o�̊ی��ɒʂ������̂ł����A�ǂ�ȃ��X�����g�����܂����H
����莝����240�Ԃ��炢�̃T���h�y�[�p�[�ł���Ă݂�����
������Ƃ��������܂���ł����B
���a�P�W�o�̊ی��ɒʂ������̂ł����A�ǂ�ȃ��X�����g�����܂����H
����莝����240�Ԃ��炢�̃T���h�y�[�p�[�ł���Ă݂�����
������Ƃ��������܂���ł����B
266 �F�����������������ς��B�F2013/06/11(��) 09:21:15.01 ID:???
267 �F�����������������ς��B�F2013/06/11(��) 09:52:13.43 ID:???
>>265
�T���_�[�����Ă����A��������2000�~�O�ゾ�B
�T���_�[�����Ă����A��������2000�~�O�ゾ�B
268 �F�����������������ς��B�F2013/06/11(��) 10:14:35.80 ID:Jx0Iwyqc
269 �F�����������������ς��B�F2013/06/12(��) 12:07:07.70 ID:GSbA6hax
���P�W�[���W�����P�S�O�̍a�C���ł����A�O�D�O�P�T���炢���̂�
���[�^�[�����X���ȊO���H�͂Ȃ��ł��傤���H
�Q�S�����āA���X���Ȃ�P�Q�O�����x�|����܂��A�d�ʂ͂P�O�L�����炢�ł�
�ȒP�ȕ��@�͖����ł����H�@�B���H�ȊO�ŁE�E�E
���}���肢���܂��B
���[�^�[�����X���ȊO���H�͂Ȃ��ł��傤���H
�Q�S�����āA���X���Ȃ�P�Q�O�����x�|����܂��A�d�ʂ͂P�O�L�����炢�ł�
�ȒP�ȕ��@�͖����ł����H�@�B���H�ȊO�ŁE�E�E
���}���肢���܂��B
270 �F�����������������ς��B�F2013/06/12(��) 13:44:15.12 ID:???
>>269
�T���_�[�����Ă����A��������2000�~�O�ゾ�B
���x�ƍގ��Ƃǂ����ǂ���肽���������A�אg�̃x���g�T���_�[�Ȃ�
�a�̒ꕔ���A�f�B�X�N�T���_�[�Ȃ�A�a�̑��ǂ��Ȃ����邪
���J�ɂ������Ȃ�A�G�A�쓮��mini�T���_�[�̂悤�ȍH���
���ʂJ��
�T���_�[�����Ă����A��������2000�~�O�ゾ�B
���x�ƍގ��Ƃǂ����ǂ���肽���������A�אg�̃x���g�T���_�[�Ȃ�
�a�̒ꕔ���A�f�B�X�N�T���_�[�Ȃ�A�a�̑��ǂ��Ȃ����邪
���J�ɂ������Ȃ�A�G�A�쓮��mini�T���_�[�̂悤�ȍH���
���ʂJ��
����ȗǂ�������̂�
>269�@�͓��������H
>269�@�͓��������H
272 �F�V�Ђ������N��������I�I���E�I�A�d�I�I�F2013/06/23(��) 09:26:20.58 ID:???
��������Q�҂����E�I�A�d�̊j�S��ے肷����ɒ��ӁI�I
�^���̒��ɂ������R�����S�Ă��R�Ǝv�킹����A���E�I�A�d��
�j�S�E�{�����B�����悤�Ƃ���̂́A���ۋ��Z���{�E�R�Y�����̂̌��d�p���̊�{�I�I
���m�F���f�ړI�u�W�X�g�E�A�d�E�����֘A�v�X���b�h����
�����܂����ړI�u�W�X�g�E�A�d�E�����֘A�v�X���b�h����
���h���ړI�u�W�X�g�E�A�d�E�����֘A�v�X���b�h����
���Ȃ肷�܂��h����������
�����̑��t��h���s�ג��ӁI�I
���N�����点������Ă��܂��B�A�d���W�c�X�g�[�J�[�����R���鎖���ł��I�I
�V�z�j��@�Ɖ��j��@�E���@�����@�n�k�E�V��@�n�[�v�@�e�X���R�C���@���ۋ��Z���{�Ɓ@�R�Y�����́@���E���ꐭ�{�v��@���E�哝�́����L���X�g���U�~����@�Ď������点�h���H����@�G�[�W�F���g�@�W�c�X�g�[�J�[
�|�[���V�t�g�@���@�\��157�@�Ō����B
�^���̒��ɂ������R�����S�Ă��R�Ǝv�킹����A���E�I�A�d��
�j�S�E�{�����B�����悤�Ƃ���̂́A���ۋ��Z���{�E�R�Y�����̂̌��d�p���̊�{�I�I
���m�F���f�ړI�u�W�X�g�E�A�d�E�����֘A�v�X���b�h����
�����܂����ړI�u�W�X�g�E�A�d�E�����֘A�v�X���b�h����
���h���ړI�u�W�X�g�E�A�d�E�����֘A�v�X���b�h����
���Ȃ肷�܂��h����������
�����̑��t��h���s�ג��ӁI�I
���N�����点������Ă��܂��B�A�d���W�c�X�g�[�J�[�����R���鎖���ł��I�I
�V�z�j��@�Ɖ��j��@�E���@�����@�n�k�E�V��@�n�[�v�@�e�X���R�C���@���ۋ��Z���{�Ɓ@�R�Y�����́@���E���ꐭ�{�v��@���E�哝�́����L���X�g���U�~����@�Ď������点�h���H����@�G�[�W�F���g�@�W�c�X�g�[�J�[
�|�[���V�t�g�@���@�\��157�@�Ō����B
273 �F�����������������ς��B�F2013/08/24(�y) NY:AN:NY.AN ID:???
���̐Â��ȃT���_�[���ĂȂ����Ȃ�
274 �F�����������������ς��B�F2013/08/26(��) NY:AN:NY.AN ID:???
�P�Ȃ��49����50�̃z�[���\�[�Ə[�d���h������
�z�[���Z���^�[��48.6�P�ǃp�C�v�˂����킹�̉��H�͌��������ł��傤���H
6�{8�ӏ�
��������Œ肵�Ȃ��Ɛ܂��\���������Ȃ�����
�m�b�`���[�͔����Ă�����g���\��Ȃ��ł���
�z�[���Z���^�[��48.6�P�ǃp�C�v�˂����킹�̉��H�͌��������ł��傤���H
6�{8�ӏ�
��������Œ肵�Ȃ��Ɛ܂��\���������Ȃ�����
�m�b�`���[�͔����Ă�����g���\��Ȃ��ł���
275 �F�����������������ς��B�F2013/08/26(��) NY:AN:NY.AN ID:???
276 �F�����������������ς��B�F2013/08/27(��) NY:AN:NY.AN ID:???
277 �F�����������������ς��B�F2013/08/27(��) NY:AN:NY.AN ID:???
http://mup.2ch-library.com/d/1377533853-130827_011335.jpg
��������l���Ȃ��ł��傤���H
�s���̒�����M8�`3/8�̃^�b�v�����ђʂ̉�����������
�����x�b�g�̂悤�Ȍ^�̕��s�s����
���Α��̓����O�ŗ��߂�ׂ̍a
�������̂�������Ȃ��̂Ōg�т�����T���Ȃ���
����ȋ���������H�ɗL��̂��c�I�[�_�[�i�Ȃ̂�
���z�������ł�20km�����̃z�[���Z���^�[�����Ă���������Ȃ������̂�
�莝���̍��i�b�g�����H���ăl�W�g�ݍ��킹�Ă݂������c���|�I�Ƀ_�T�C
���J���ė����ɍ��i�b�g���Z�b�g�����p�C�v�𒌊Ԃɓn����
���ɂ������ʂ������璷�߂̃{���g�ň��������Ďg�p����\��Ȃ�ł����ǁc
����T���Č�����Ȃ���
���x���K�v�Ȃ����Ԃ�����K���ɂȂ���������c
{kind=link}
��������l���Ȃ��ł��傤���H
�s���̒�����M8�`3/8�̃^�b�v�����ђʂ̉�����������
�����x�b�g�̂悤�Ȍ^�̕��s�s����
���Α��̓����O�ŗ��߂�ׂ̍a
�������̂�������Ȃ��̂Ōg�т�����T���Ȃ���
����ȋ���������H�ɗL��̂��c�I�[�_�[�i�Ȃ̂�
���z�������ł�20km�����̃z�[���Z���^�[�����Ă���������Ȃ������̂�
�莝���̍��i�b�g�����H���ăl�W�g�ݍ��킹�Ă݂������c���|�I�Ƀ_�T�C
���J���ė����ɍ��i�b�g���Z�b�g�����p�C�v�𒌊Ԃɓn����
���ɂ������ʂ������璷�߂̃{���g�ň��������Ďg�p����\��Ȃ�ł����ǁc
����T���Č�����Ȃ���
���x���K�v�Ȃ����Ԃ�����K���ɂȂ���������c
278 �F�����������������ς��B�F2013/08/27(��) NY:AN:NY.AN ID:???
�{���ɓ���ȓ��{�ꂾ��
279 �F�����������������ς��B�F2013/08/27(��) NY:AN:NY.AN ID:???
����ˁA�摜�������Ă��]�v����ɂ����Ȃ��
280 �F�����������������ς��B�F2013/08/27(��) NY:AN:NY.AN ID:???
���ǁA�������������낤�H
281 �F�����������������ς��B�F2013/08/27(��) NY:AN:NY.AN ID:???
ttp://ecx.images-amazon.com/images/I/212RJraO00L.jpg
����̐^�Ƀl�W���肽���ȁB
{kind=link}
����̐^�Ƀl�W���肽���ȁB
282 �F�����������������ς��B�F2013/08/28(��) NY:AN:NY.AN ID:???
283 �F�����������������ς��B�F2013/08/28(��) NY:AN:NY.AN ID:???
����ɂ��Ă��@�A�ǂ������Ȃ̂���
http://mb1.net4u.org/bbs/diy_2ch/image/748jpg.html
http://mb1.net4u.org/bbs/diy_2ch/image/748jpg.html
284 �F�����������������ς��B�F2013/08/28(��) NY:AN:NY.AN ID:???
�ԈႦ���@orz
http://mb1.net4u.org/bbs/diy_2ch/img/748.jpg
http://mb1.net4u.org/bbs/diy_2ch/img/748.jpg
{kind=link}
286 �F�����������������ς��B�F2013/08/28(��) NY:AN:NY.AN ID:???
>>283
1�ł�m(_ _)m
1�ł�m(_ _)m
287 �F�����������������ς��B�F2013/11/12(��) 10:03:18.61 ID:???
�X���Ⴂ��������܂��A���₳���ĖႢ�܂��B
��F�̃A���~���i�����j�̃J���r�i�̕\�ʂ��A�o�N�ω��Ŕ��Ȑ^�J�F�ɕω����Ă��܂��܂����B
�����Ƀ��X���|���������Ƃ���A�Y��ȋ��ʂ̐^�J�J���r�i�Ɏd�オ���Ă��܂��܂����B
��������̋�F�ɖ߂����@�͂���܂����H�H
��F�̃A���~���i�����j�̃J���r�i�̕\�ʂ��A�o�N�ω��Ŕ��Ȑ^�J�F�ɕω����Ă��܂��܂����B
�����Ƀ��X���|���������Ƃ���A�Y��ȋ��ʂ̐^�J�J���r�i�Ɏd�オ���Ă��܂��܂����B
��������̋�F�ɖ߂����@�͂���܂����H�H
288 �F�����������������ς��B�F2013/11/12(��) 10:44:51.76 ID:???
>>287
�܂��u���Ԃ�v�̕������������Ă��������B
�ޗ����B�����ƁA�������B���ɂȂ�܂���
���Ԃ�A���������Ė������߂A���~�n���̋�F
�������̓��b�L�������邱�ƂɂȂ�܂��B
�܂��u���Ԃ�v�̕������������Ă��������B
�ޗ����B�����ƁA�������B���ɂȂ�܂���
���Ԃ�A���������Ė������߂A���~�n���̋�F
�������̓��b�L�������邱�ƂɂȂ�܂��B
289 �F�����������������ς��B�F2013/11/12(��) 10:50:18.08 ID:???
�J���r�i�~�@�J���r�i�ł́��H
����A�\�ʂ����茸������ł���H
���Ԃ�^�J�ɋ�F�̃��b�L���̓R�[�e�B���O�����Ă������̂ł��傤
�������F�ɖ߂��ɂ͍ēx���b�L���̓R�[�e�B���O�����邵���Ȃ��ł�
�f�l�ł͖����@�Ǝ҂ɗ��ނ����Ȃ��ł�
�傫�����`���������܂��@�Œ�ł����T��ȏ�|����Ǝv���܂�
�V�������������������������Ǝv���܂���
����A�\�ʂ����茸������ł���H
���Ԃ�^�J�ɋ�F�̃��b�L���̓R�[�e�B���O�����Ă������̂ł��傤
�������F�ɖ߂��ɂ͍ēx���b�L���̓R�[�e�B���O�����邵���Ȃ��ł�
�f�l�ł͖����@�Ǝ҂ɗ��ނ����Ȃ��ł�
�傫�����`���������܂��@�Œ�ł����T��ȏ�|����Ǝv���܂�
�V�������������������������Ǝv���܂���
290 �F�����������������ς��B�F2013/11/13(��) 10:18:39.46 ID:???
>>288
>>289
���X���肪�Ƃ��������܂��B
�f�ނ��X�e�����X�Ɖ���܂����B
�J���r�i�ƃ��U�[���g�����A�N�Z�T���[�ŁA���݂͒��Âł�������Ȃ����A���i�Ȃ̂�
1���~�܂łȂ�C����p�ɏ[�Ă��܂����A���X���łł���͈͂ł���Ύ����Œ�����ƍl���Ă��܂��B
>>289
���X���肪�Ƃ��������܂��B
�f�ނ��X�e�����X�Ɖ���܂����B
�J���r�i�ƃ��U�[���g�����A�N�Z�T���[�ŁA���݂͒��Âł�������Ȃ����A���i�Ȃ̂�
1���~�܂łȂ�C����p�ɏ[�Ă��܂����A���X���łł���͈͂ł���Ύ����Œ�����ƍl���Ă��܂��B
291 �F�����������������ς��B�F2013/11/13(��) 10:40:40.11 ID:???
>>290
�X�e�����X�Ȃ�A�ϐ��y�[�p�[�i�����X���j��#400�����肩��
�~�K�L���݁A�����Ԏ��������#1200������Ŏd�グ
�Ō�Ƀs�J�[���̂悤�ȉt���܂Œ��J�ɕz�~�K�L�����
��F�n�̋��ʂɎd�オ��
�X�e�����X�Ȃ�A�ϐ��y�[�p�[�i�����X���j��#400�����肩��
�~�K�L���݁A�����Ԏ��������#1200������Ŏd�グ
�Ō�Ƀs�J�[���̂悤�ȉt���܂Œ��J�ɕz�~�K�L�����
��F�n�̋��ʂɎd�オ��
292 �F�����������������ς��B�F2013/11/13(��) 11:14:09.79 ID:???
�Ȃ��X�e�����X���Ƃ킩�����̂��낤�B
���[�J�[�Ɋm�F�����Ƃ��H
���[�J�[�Ɋm�F�����Ƃ��H
293 �F�����������������ς��B�F2013/11/13(��) 11:44:09.09 ID:???
>>292
�v������ł邾��������J�}�������낗
�A���~�ƃX�e���̔�d�����J�����̂����B
�����ނ̗v�]�͋�n�̐F��������]�œ���G�݂Ƃ��Ă�
�z�����m�̃J���r�i�Ƃ��Ă��u�^�J�⓺�n�v�����͍l�����Ȃ�
���Ƃ���ƁA�����ł��邽�������̑f�ނ͋�n�̃~�K�L�d�グ�ɂȂ�
��Ŕނ̖�]�͉ʂ�����ˁB
��O�Ƃ���ƁA�h���H��̗̈�ŁA�K�X�^���N��R���^���N��
��Ƃł̈��S����ȂɎg���J���r�i�Ȃ�A�x�����E���������Ȃ̂�
�������n�F�A�^�J�F�ɂȂ��Ă��܂����ǂȁB
�v������ł邾��������J�}�������낗
�A���~�ƃX�e���̔�d�����J�����̂����B
�����ނ̗v�]�͋�n�̐F��������]�œ���G�݂Ƃ��Ă�
�z�����m�̃J���r�i�Ƃ��Ă��u�^�J�⓺�n�v�����͍l�����Ȃ�
���Ƃ���ƁA�����ł��邽�������̑f�ނ͋�n�̃~�K�L�d�グ�ɂȂ�
��Ŕނ̖�]�͉ʂ�����ˁB
��O�Ƃ���ƁA�h���H��̗̈�ŁA�K�X�^���N��R���^���N��
��Ƃł̈��S����ȂɎg���J���r�i�Ȃ�A�x�����E���������Ȃ̂�
�������n�F�A�^�J�F�ɂȂ��Ă��܂����ǂȁB
294 �F�����������������ς��B�F2013/11/15(��) 14:10:35.12 ID:???
���₵�܂�
���]�Ԃ̃X�^���h�i�S�A����3mm�͖����j�̎��t�����̖ʂ̕����̊O������肽����ł����A�H��͉����g������ł��傤���H
���ʐς�3�`4mm��30mm�ʁi�r����"��"�^�Ȑ�������j�ł�
���]�Ԃ̃X�^���h�i�S�A����3mm�͖����j�̎��t�����̖ʂ̕����̊O������肽����ł����A�H��͉����g������ł��傤���H
���ʐς�3�`4mm��30mm�ʁi�r����"��"�^�Ȑ�������j�ł�
295 �F�����������������ς��B�F2013/11/15(��) 14:38:52.65 ID:???
>>294
�N���g�͗������Ă邾�낤���A���̕�����ǂ�Ō`��
���H�ӏ��Ɖ��H���e�������ł���l�͋��Ȃ����낤�B
���̕��ʂ�F�l�Ƀ��[����LINE���āu�Ӗ����킩��H�v��
�����āA�킩�����Ȃ���ۂɂǂ����������ǂ����H��������
���������B
3000�l�̂���1�l�̐����҂��o�Ȃ��B
���̘b�����Đi�߂�ƁA�S�ޗ����H�ŌN��������
���̂́A���X���A�����X���A�f�B�X�N�T���_�[�A�����[�^�[
���炢�i�����悻�̍w�����i���j
���X���W�͋C�������Ȃ錎�����|���肻��������AHC��
3000�~�قǂ̃f�B�X�N�T���_�[���ςāA�����������ǂ������Ȕ��f��
�N���g�͗������Ă邾�낤���A���̕�����ǂ�Ō`��
���H�ӏ��Ɖ��H���e�������ł���l�͋��Ȃ����낤�B
���̕��ʂ�F�l�Ƀ��[����LINE���āu�Ӗ����킩��H�v��
�����āA�킩�����Ȃ���ۂɂǂ����������ǂ����H��������
���������B
3000�l�̂���1�l�̐����҂��o�Ȃ��B
���̘b�����Đi�߂�ƁA�S�ޗ����H�ŌN��������
���̂́A���X���A�����X���A�f�B�X�N�T���_�[�A�����[�^�[
���炢�i�����悻�̍w�����i���j
���X���W�͋C�������Ȃ錎�����|���肻��������AHC��
3000�~�قǂ̃f�B�X�N�T���_�[���ςāA�����������ǂ������Ȕ��f��
296 �F�����������������ς��B�F2013/11/15(��) 15:09:38.36 ID:???
������l�ɓ����ĖႦ�����ł�
297 �F�����������������ς��B�F2013/11/15(��) 18:46:26.66 ID:???
�܂Ƃ��Ɏ���ł��Ȃ��r�炵�͕����Ă������B
298 �F�����������������ς��B�F2013/11/15(��) 22:18:16.31 ID:???
���]�Ԃ��������Ƃ������āA�����̈Ӗ����������ĂȂ��悤�Ȃ̂ɍŏ��Ɍ��t����ꂽ�̂��s�K��������
�܂�2ch�Ȃ�Ă���Ȃ̂̏W�܂肾����A���߂�
�܂�2ch�Ȃ�Ă���Ȃ̂̏W�܂肾����A���߂�
299 �F�����������������ς��B�F2013/11/16(�y) 00:39:06.55 ID:???
>>298 ���N���ɉ��H����z���o����炵������
�����Ǝ��ׂ��ɐ������Ă�����
�����Ǝ��ׂ��ɐ������Ă�����
300 �F�����������������ς��B�F2013/11/16(�y) 00:40:03.08 ID:???
>>298
�~����A���ݍӂ��đ}�G���}�ʉ����Ă���
�~����A���ݍӂ��đ}�G���}�ʉ����Ă���
301 �F�����������������ς��B�F2013/11/16(�y) 12:10:57.26 ID:???
�I���Ȃ烄�X�����Ƃł�
�P���|���炸�ɂ��̕����S�������Ȃ��
�P���|���炸�ɂ��̕����S�������Ȃ��
302 �F�����������������ς��B�F2013/11/18(��) 13:34:04.71 ID:b5P+Rw6v
�������H��DIY�ɂ��đS���m���̂Ȃ��l�Ԃ���̎���ł�
�p�����Ă��I�[�u���̓V�ɏ悹�铺���w�����悤�ƍl���Ă��܂�
���̊p�������₷��Ŏ�ō����
R10���x�ɉ��H���邱�Ƃ͉\�ł��傤���H
�T�C�Y�� 300��300��1mm�@�ł�
�₷��̕��͂��Ԃ₷��H�Ƃ���
�Ƃ̂ǂ����ɂ��܂��Ă�����̂ł�
��낵�����肢�������܂�
�p�����Ă��I�[�u���̓V�ɏ悹�铺���w�����悤�ƍl���Ă��܂�
���̊p�������₷��Ŏ�ō����
R10���x�ɉ��H���邱�Ƃ͉\�ł��傤���H
�T�C�Y�� 300��300��1mm�@�ł�
�₷��̕��͂��Ԃ₷��H�Ƃ���
�Ƃ̂ǂ����ɂ��܂��Ă�����̂ł�
��낵�����肢�������܂�
303 �F�����������������ς��B�F2013/11/18(��) 14:11:05.20 ID:???
>>302
���̒��x�Ȃ�A������o�T�~���g���Đ�Ƃ�
�����p�̃m�R�M���Ōy���`�ɂ��Ă���A�S�|�p�̃��X����
�ȒP�ɐ��`�ł���B
�ŏ�����S�ă��X���ł����v�ȃ��x�����B
���̒��x�Ȃ�A������o�T�~���g���Đ�Ƃ�
�����p�̃m�R�M���Ōy���`�ɂ��Ă���A�S�|�p�̃��X����
�ȒP�ɐ��`�ł���B
�ŏ�����S�ă��X���ł����v�ȃ��x�����B
304 �F�����������������ς��B�F2013/11/18(��) 17:45:47.72 ID:???
���X���肪�Ƃ��������܂�
�Ǝ҂̉��H�T�[�r�X���p�Ȃǂ͂���Ȃ����ł���
���S���܂���
���肪�Ƃ��������܂���
�Ǝ҂̉��H�T�[�r�X���p�Ȃǂ͂���Ȃ����ł���
���S���܂���
���肪�Ƃ��������܂���
305 �F�����������������ς��B�F2013/11/18(��) 19:03:13.95 ID:???
>>302
�����u�V���g�[�v���ĉ�Ђ̃m�R���X���̂��Ƃ��Ǝv�����ǁA
����͖ڂ��r�����Ă��̌��݂̓������ɂ͌����Ȃ���B
�S�ςŗǂ�����S�|�p���X�������Ă��ȁB
���Ǝ���Ȃ��悤�ɐؒf�ʂ���������K�v�����邩��
�K���ȑϐ��y�[�p�[���ˁB
�����u�V���g�[�v���ĉ�Ђ̃m�R���X���̂��Ƃ��Ǝv�����ǁA
����͖ڂ��r�����Ă��̌��݂̓������ɂ͌����Ȃ���B
�S�ςŗǂ�����S�|�p���X�������Ă��ȁB
���Ǝ���Ȃ��悤�ɐؒf�ʂ���������K�v�����邩��
�K���ȑϐ��y�[�p�[���ˁB
306 �F�����������������ς��B�F2013/11/18(��) 20:32:31.52 ID:???
���肪�Ƃ��������܂�
�S�|�p�̃��X���Ƒϐ��y�[�p�[��
���w���O�ɒT�����ق����悳�����ł���
�S�|�p�̃��X���Ƒϐ��y�[�p�[��
���w���O�ɒT�����ق����悳�����ł���
307 �F�����������������ς��B�F2013/11/18(��) 20:34:54.81 ID:???
�lj��Ŏ��₳���Ă�������
�S�|�p�̃��X���Ƒϐ��y�[�p�[�����g����
1mm�ȏ�̌����̓������Ƃʼn��H�ł���̂ł��傤���H
�ł���Ƃ���Ό����͉�mm�����x�ł��傤�H
�ŏ��̎��₩��ς���Ă��Ă��݂܂���
��낵�����肢�������܂�
�S�|�p�̃��X���Ƒϐ��y�[�p�[�����g����
1mm�ȏ�̌����̓������Ƃʼn��H�ł���̂ł��傤���H
�ł���Ƃ���Ό����͉�mm�����x�ł��傤�H
�ŏ��̎��₩��ς���Ă��Ă��݂܂���
��낵�����肢�������܂�
308 �F�����������������ς��B�F2013/11/18(��) 22:11:15.26 ID:???
>>307
>>302�Ɠ������H�ł���ɒ[�Șb�A����100mm�����ĉ\
���ƒ����ԉ��H���Ă�ƃ��X�����ڋl�܂肷�邩��
���C���[�u���V������������������
>>302�Ɠ������H�ł���ɒ[�Șb�A����100mm�����ĉ\
���ƒ����ԉ��H���Ă�ƃ��X�����ڋl�܂肷�邩��
���C���[�u���V������������������
309 �F�����������������ς��B�F2013/11/18(��) 23:23:33.68 ID:???
�ł͗\�Z�Ǝ����^�т����₷���d�������ɂ������D�݂̓���T�����Ƃɂ��܂�
���C���[�u���V�̓K�X�R�����̉Ό��̉�����Ƃ�
�����̖т̐A������u���V�����Ă�̂ł�����g���܂�
�ǂ������肪�Ƃ��������܂���
���C���[�u���V�̓K�X�R�����̉Ό��̉�����Ƃ�
�����̖т̐A������u���V�����Ă�̂ł�����g���܂�
�ǂ������肪�Ƃ��������܂���
310 �F�����������������ς��B�F2013/11/19(��) 01:30:14.80 ID:???
>>307
�����Ƃǂ�ȉ��H�����������A�ɂ�肯��B
���݂�������Ɛؒf�ɂ̓n�T�~����Ȃ��Ď��m�R��
���m�R(�_�C�\�[�ɂ�����)��p���������ǂ���
�m�R���X�����g��������Ȃ�r���Ƀm�R���X�����g�����ق��������ꍇ������B
�����̓T���h�y�[�p�[�̔Ԏ�Œ��߂���Ηǂ��B
�������m�R����m�R�A�m�R���X�����g�����x�����Ɩ��͂ƍ�Ƒ䂪�~�����ˁB
�@�@�@�@�@�@�ؒf�@�@�@�@�@�@�@�@�@�@���
���@�����L�b�`���o�T�~�@�S�|�p���X��
���@���m�R�@�@�@�@�@�@�@�@�@ �S�|�p���X��
���@���m�R�@�@�@�@�@�@�@�@�@�S�|�p���X��or�m�R���X��
�����Ƃǂ�ȉ��H�����������A�ɂ�肯��B
���݂�������Ɛؒf�ɂ̓n�T�~����Ȃ��Ď��m�R��
���m�R(�_�C�\�[�ɂ�����)��p���������ǂ���
�m�R���X�����g��������Ȃ�r���Ƀm�R���X�����g�����ق��������ꍇ������B
�����̓T���h�y�[�p�[�̔Ԏ�Œ��߂���Ηǂ��B
�������m�R����m�R�A�m�R���X�����g�����x�����Ɩ��͂ƍ�Ƒ䂪�~�����ˁB
�@�@�@�@�@�@�ؒf�@�@�@�@�@�@�@�@�@�@���
���@�����L�b�`���o�T�~�@�S�|�p���X��
���@���m�R�@�@�@�@�@�@�@�@�@ �S�|�p���X��
���@���m�R�@�@�@�@�@�@�@�@�@�S�|�p���X��or�m�R���X��
311 �F�����������������ς��B�F2013/11/19(��) 09:49:07.11 ID:???
�ڂɋ�����������Ȃ��悤�ɂ�
312 �F�����������������ς��B�F2013/11/20(��) 21:36:17.02 ID:???
���A�k���łȂ�ł����A�����l�p���k�Œf�ʂŌ����Ƃ����ʁA�n�̎l�����Ȃ��Ƃ������肩�����悤�Ȍ`��ł��������łȂ��n�������Ɍq�����Ă܂��Ɏl�p�̂�����Ă郁�[�J�[�Ƃ��Ȃ��ł����H
313 �F�����������������ς��B�F2013/11/20(��) 21:48:30.06 ID:???
>>310
���J�ɂ��肪�Ƃ��������܂�
�����p�b�N��p�n�T�~�Œǂ�����x�̌����ɂƂǂ߂܂�
>>311
�h�Зp�ɂ����Ă镲�o�h��̃S�[�O���g���܂���
���J�ɂ��肪�Ƃ��������܂�
�����p�b�N��p�n�T�~�Œǂ�����x�̌����ɂƂǂ߂܂�
>>311
�h�Зp�ɂ����Ă镲�o�h��̃S�[�O���g���܂���
314 �F�����������������ς��B�F2013/11/20(��) 22:50:06.21 ID:ZQ1EZumW
�����œX�̊Ŕ����肽���̂ł����A
�T�Ocm���T�Ocm���炢�̃X�e�����X�̔�
���[�U�[�J�b�^�[�łV�������炢�蔲���Ă�������ꍇ�A
�ǂꂭ�炢�̔�p�������邩������܂����B
�T�Ocm���T�Ocm���炢�̃X�e�����X�̔�
���[�U�[�J�b�^�[�łV�������炢�蔲���Ă�������ꍇ�A
�ǂꂭ�炢�̔�p�������邩������܂����B
315 �F�����������������ς��B�F2013/11/20(��) 23:12:26.57 ID:???
���[�U�[���H����Ŕ��ɒ��ڕ���
����Ȃ̂��Ƃ���ɂ��l�X�������
����Ȃ̂��Ƃ���ɂ��l�X�������
316 �F�����������������ς��B�F2013/11/21(��) 06:00:52.30 ID:???
>>312
������ƈӖ���������Ȃ��B���炩���Ă��Ȃ��Đ^�ʖڂɁB
�p�̕������������̊p���݂����ɂȂ��Ă郄�X���A���ĈӖ��H
���Ƃ����畷�������Ɩ����Ȃ��B���ʂ�4�p���X���Ŋp���邵
����ȏ�̃s���p���~������ΎO�p���X����V�m�M���X���g������B
�����������̂���������Ȃ�Ƀ��X���̑I����@�����邯�ǁH
������ƈӖ���������Ȃ��B���炩���Ă��Ȃ��Đ^�ʖڂɁB
�p�̕������������̊p���݂����ɂȂ��Ă郄�X���A���ĈӖ��H
���Ƃ����畷�������Ɩ����Ȃ��B���ʂ�4�p���X���Ŋp���邵
����ȏ�̃s���p���~������ΎO�p���X����V�m�M���X���g������B
�����������̂���������Ȃ�Ƀ��X���̑I����@�����邯�ǁH
317 �F�����������������ς��B�F2013/11/21(��) 19:13:04.26 ID:???
�����肪�Ƃ��������܂��A�ł������͖؍H�̘b�Ȃ�ł�
������Ƃ��������������̂ł����������ȏ�ɒ�����ɃX���`�Ȃ̂ōT���܂�
�O�X���炠������ȂƎv���Ă����̂łȂ��Ƃ������Ƃň��S�H���܂���
�ʂ̒n���Ȃ����ł����Ă݂܂�
������Ƃ��������������̂ł����������ȏ�ɒ�����ɃX���`�Ȃ̂ōT���܂�
�O�X���炠������ȂƎv���Ă����̂łȂ��Ƃ������Ƃň��S�H���܂���
�ʂ̒n���Ȃ����ł����Ă݂܂�
318 �F�����������������ς��B�F2013/11/21(��) 21:41:46.15 ID:???
>>317
�؍H�Ȃ�P�~�J���؍HCP�Ƃ��������[�ǂ���B
���Ƃ́u�̂قق�؍H�[�v�ŏo�Ă��_�{��m�R��
�אg�̃m�R�ō��Γ��ʂ̒��p�o���͊y�ɂȂ邾�낤�ˁB
�㔼�͋������H�܂�ł邩�炗
�����Ȃ玩��A���Ď�����邩��˂���
���m�R�̔��ʂ�u�ŕ���ɂ��ċ�����
���[�̌��ƃ{���g�ŌŒ肷���
���p�o���\�ȃ��X������ɂȂ��B
�؍H�Ȃ�P�~�J���؍HCP�Ƃ��������[�ǂ���B
���Ƃ́u�̂قق�؍H�[�v�ŏo�Ă��_�{��m�R��
�אg�̃m�R�ō��Γ��ʂ̒��p�o���͊y�ɂȂ邾�낤�ˁB
�㔼�͋������H�܂�ł邩�炗
�����Ȃ玩��A���Ď�����邩��˂���
���m�R�̔��ʂ�u�ŕ���ɂ��ċ�����
���[�̌��ƃ{���g�ŌŒ肷���
���p�o���\�ȃ��X������ɂȂ��B
319 �F�����������������ς��B�F2013/11/21(��) 22:25:15.51 ID:???
>>318
���`�Ȃ�قǁA����Ȏ肪���������E�E�E
���ł��������ƒT���̂��l�����̂ł���
�Ƃ肠�������̂������Ă��悤���ȁ`
�ǂ����F�X�T���L���[�ł�
���`�Ȃ�قǁA����Ȏ肪���������E�E�E
���ł��������ƒT���̂��l�����̂ł���
�Ƃ肠�������̂������Ă��悤���ȁ`
�ǂ����F�X�T���L���[�ł�
320 �F�����������������ς��B�F2013/12/01(��) 11:18:20.79 ID:ycTOLk40
�A���~���ɂ��ꂢ�ȃw�A�[���C��������̂��܂����@�͂Ȃ��ł��傤���H
����ƃA���~�ɏ��������ꍇ��������̕\�ʏ��������Ȃ��ƃT�r���肷��̂ł��傤���H
(����������A���}�C�g�]�X�ƂłĂ����̂ł���)
����ƃA���~�ɏ��������ꍇ��������̕\�ʏ��������Ȃ��ƃT�r���肷��̂ł��傤���H
(����������A���}�C�g�]�X�ƂłĂ����̂ł���)
321 �F�����������������ς��B�F2013/12/01(��) 11:31:04.92 ID:???
�K�x�ȔԎ�̃T���h�y�[�p�[��
�p�ނȂǂɕ������ăA���~�ނɓ��ĂĐ^����������
�p�ނȂǂɕ������ăA���~�ނɓ��ĂĐ^����������
322 �F�����������������ς��B�F2013/12/04(��) 18:20:22.25 ID:???
�l�Ȃ̂ł���
���a14�o ����150mm �Б����˂����H�@�L�[�a���H�@�����V���t�g��
����Ă��������ɂ͉����Ɉ˗�����̂��ǂ��̂������Ă�������
�Ŋ�̓S�H���ɑ��k�����炾�߂ł���
���a14�o ����150mm �Б����˂����H�@�L�[�a���H�@�����V���t�g��
����Ă��������ɂ͉����Ɉ˗�����̂��ǂ��̂������Ă�������
�Ŋ�̓S�H���ɑ��k�����炾�߂ł���
323 �F�����������������ς��B�F2013/12/04(��) 19:20:25.73 ID:???
mismi�Ƃ��łł�����H
324 �F�����������������ς��B�F2013/12/04(��) 19:30:00.24 ID:???
>>323
�l�ł̃��[�U�[�o�^�͖����Ƃ̂��Ƃł���
�l�ł̃��[�U�[�o�^�͖����Ƃ̂��Ƃł���
325 �F�����������������ς��B�F2013/12/04(��) 20:41:13.19 ID:???
326 �F�����������������ς��B�F2013/12/04(��) 23:13:47.81 ID:???
>>325
��ʂ�ڂ�ʂ��܂����@���������ł��������I�Ɍ��������ł�
��ʂ�ڂ�ʂ��܂����@���������ł��������I�Ɍ��������ł�
327 �F�����������������ς��B�F2013/12/05(��) 20:13:53.65 ID:???
���Ȃ��̒n����
���Չ��H���ƃt���C�X���H���T���ė��ނ�
��̂ǂ��炩�̉��H���֊ۓ����˗�
�Ă����ꌤ���͂��Ȃ��̂���
���Չ��H���ƃt���C�X���H���T���ė��ނ�
��̂ǂ��炩�̉��H���֊ۓ����˗�
�Ă����ꌤ���͂��Ȃ��̂���
328 �F�����������������ς��B�F2013/12/05(��) 20:20:58.28 ID:???
�A�����
�g�����ɂ���čގ��̑I�������˂�
�g�����ɂ���čގ��̑I�������˂�
329 �F�����������������ς��B�F2013/12/05(��) 22:54:08.85 ID:???
>>327
���肪�Ƃ��������܂�
�V���t�g������������ēd�b�ő��k�����烳14�͓���������
+3000�~�`���炢���邻���ł�
��]�������a��14���烳13�̕��ɑI�肵�����A�W���i��
�V���t�g���g����悤�ɂ��悤�Ǝv���܂�
�ޗ���SUJ2 HRC60�Ƃ̂��Ƃł�
�ē���ɂ��ďڂ������Ƃ������ɂ͕�����Ȃ��̂ł��������Ă݂܂�
���肪�Ƃ��������܂�
�V���t�g������������ēd�b�ő��k�����烳14�͓���������
+3000�~�`���炢���邻���ł�
��]�������a��14���烳13�̕��ɑI�肵�����A�W���i��
�V���t�g���g����悤�ɂ��悤�Ǝv���܂�
�ޗ���SUJ2 HRC60�Ƃ̂��Ƃł�
�ē���ɂ��ďڂ������Ƃ������ɂ͕�����Ȃ��̂ł��������Ă݂܂�
330 �F�����������������ς��B�F2013/12/06(��) 20:09:48.28 ID:???
�_���Ƃ���������Ȃ�����
���ʃV���t�g��SUJ�͎g��Ȃ����D�D
��߂ɗL�邩�炩��
�����g�Ă�����ł�����̂���
�p�r������Ȃ�����Ȃ�Ƃ��D�D�D
���ʃV���t�g��SUJ�͎g��Ȃ����D�D
��߂ɗL�邩�炩��
�����g�Ă�����ł�����̂���
�p�r������Ȃ�����Ȃ�Ƃ��D�D�D
331 �F�����������������ς��B�F2013/12/06(��) 21:31:57.08 ID:???
�o���A�����Ȃ������ɓ������悤�Ƃ���o�J
332 �F�����������������ς��B�F2013/12/06(��) 22:30:23.85 ID:???
>>330
SUJ2���������ăq�b�g������ʂ��������ǂނƂ��������Ƃ��肾�Ǝv���܂���
�H��|�Ɣ�r���đ��ʂɋ�������Ă��Ĉ�������Ȃ̂ł��傤��
�ē���͕����I�ɂ��Ɛ������܂���
�p�r�͍������Ӌ@�̃J�b�^�[���ł��@�����g�E�����R�V��
SUJ2���������ăq�b�g������ʂ��������ǂނƂ��������Ƃ��肾�Ǝv���܂���
�H��|�Ɣ�r���đ��ʂɋ�������Ă��Ĉ�������Ȃ̂ł��傤��
�ē���͕����I�ɂ��Ɛ������܂���
�p�r�͍������Ӌ@�̃J�b�^�[���ł��@�����g�E�����R�V��
333 �F�����������������ς��B�F2013/12/06(��) 22:48:36.22 ID:???
�v���̎d�����ėʎY���邱�ƂŌ������グ�Ă���
�P�i�̉��H���Ɖ��H�ȊO�̒i��肪�������߂�悤�ɂȂ邩��
���i����t�������̂Ȃ��d���͓��ꂽ����Ȃ��̂�
���ʂ̐l����ɂ��Ă��鐻�i�͗ʎY���ʂŋ����قlj������Ă��邩��
���̊��o���Ƃ��Ȃ荂�������邾�낤��
�f�l���肾�Ƃ�݂����ɗ������グ��킯�ɂ������Ȃ�����f��킯
�P�i�̉��H���Ɖ��H�ȊO�̒i��肪�������߂�悤�ɂȂ邩��
���i����t�������̂Ȃ��d���͓��ꂽ����Ȃ��̂�
���ʂ̐l����ɂ��Ă��鐻�i�͗ʎY���ʂŋ����قlj������Ă��邩��
���̊��o���Ƃ��Ȃ荂�������邾�낤��
�f�l���肾�Ƃ�݂����ɗ������グ��킯�ɂ������Ȃ�����f��킯
334 �F�����������������ς��B�F2013/12/06(��) 23:35:38.65 ID:???
\3,000�Ȃ�ǐS�I�Ȓl�i���Ǝv���܂�
�P�i�ł��̂��炢�̉��H����\1�����炢�ł����ʂł�
�����䂤�J�b�^�[�������肾��
�H���Ƃ��Ă�
�f�ސؒf�����Չ��H�i�l�W��܂ށj���t���C�X�i�L�[�a���H�j
���Ă�����Ă��߂�������
�ƌ����H����
����ƁA�ǂ����Ă������ȋȂ��肪������
�Ȃ�����������]������ƐU�ꂪ�o��̂�
��������邽�ߍŌ�Ɍ���d�グ������
�@�����Ă��Ȃ獂���g�Ă�����ł��傤
�ގ���45C��55C�ӂ�ł����v�Ǝv����
SUJ2�ł��[�����͂���܂���
�P�i�ł��̂��炢�̉��H����\1�����炢�ł����ʂł�
�����䂤�J�b�^�[�������肾��
�H���Ƃ��Ă�
�f�ސؒf�����Չ��H�i�l�W��܂ށj���t���C�X�i�L�[�a���H�j
���Ă�����Ă��߂�������
�ƌ����H����
����ƁA�ǂ����Ă������ȋȂ��肪������
�Ȃ�����������]������ƐU�ꂪ�o��̂�
��������邽�ߍŌ�Ɍ���d�グ������
�@�����Ă��Ȃ獂���g�Ă�����ł��傤
�ގ���45C��55C�ӂ�ł����v�Ǝv����
SUJ2�ł��[�����͂���܂���
335 �F�����������������ς��B�F2013/12/07(�y) 00:49:41.43 ID:???
>>333
�قړ����b��S�H���ŕ����܂����@���������ł��Ȃ�Z�������ƕ����܂���
>>334
������₷�����肪�Ƃ��������܂����S�ł��܂���
�قړ����b��S�H���ŕ����܂����@���������ł��Ȃ�Z�������ƕ����܂���
>>334
������₷�����肪�Ƃ��������܂����S�ł��܂���
336 �F�����������������ς��B�F2013/12/07(�y) 02:28:39.92 ID:???
�_�C�\�[�̃��^�����b�N�̒I�̐ڍ������O�ꂽ�̂����A
�Y��Ƀp�L���Ɛ�Ă邪�A�n�ڂ���Ȃ��ăn���_�t��������H
�{�i���^�����b�N�̂�����ڍ�������Ɠ����m�Ŕ��c���ۂ��̂����B
�X�`�[�����i�̏����͔��c�t�������ʂȂ́H
�Y��Ƀp�L���Ɛ�Ă邪�A�n�ڂ���Ȃ��ăn���_�t��������H
�{�i���^�����b�N�̂�����ڍ�������Ɠ����m�Ŕ��c���ۂ��̂����B
�X�`�[�����i�̏����͔��c�t�������ʂȂ́H
337 �F�����������������ς��B�F2013/12/07(�y) 10:07:36.28 ID:???
���c�t���͂��蓾�Ȃ�
�ӏ��ɂ�邪�A�[�N�n�ږ��̓X�|�b�g�n��
�_�C�\�[�i��������C�����ނ�蔃������������������
�ӏ��ɂ�邪�A�[�N�n�ږ��̓X�|�b�g�n��
�_�C�\�[�i��������C�����ނ�蔃������������������
338 �F�����������������ς��B�F2013/12/07(�y) 19:23:17.15 ID:???
339 �F�����������������ς��B�F2013/12/07(�y) 23:21:16.80 ID:QTA+fl67
�t���C�X���H���āA�l�C�Ȃ��́H
�F�A��߂Ă����c
�F�A��߂Ă����c
340 �F�����������������ς��B�F2013/12/08(��) 01:13:43.66 ID:???
���_�ׂ͖���Ȃ�����
341 �F�����������������ς��B�F2013/12/08(��) 01:50:55.02 ID:???
>>338
���j�A�̈Ӗ��������Ă�H
�X���X�g�����ɃX���C�h���Ďg����
����҂̗p�r�̓J�b�^�[���ʼn�]�d�l����
�p�r�ɂ���čގ��I�������
SUJ2���s�K�Ƃ������ĂȂ����D�D
�V���t�g�ƈ���Ɍ����Ă��N�������ASUS440C�A�����|�A�ϔM�|�g������
�\�ʒ����A�d���N���[���A�Z���~�b�N�n�˂�����@���푽�l�Ɉ����Ă���
���j�A�̈Ӗ��������Ă�H
�X���X�g�����ɃX���C�h���Ďg����
����҂̗p�r�̓J�b�^�[���ʼn�]�d�l����
�p�r�ɂ���čގ��I�������
SUJ2���s�K�Ƃ������ĂȂ����D�D
�V���t�g�ƈ���Ɍ����Ă��N�������ASUS440C�A�����|�A�ϔM�|�g������
�\�ʒ����A�d���N���[���A�Z���~�b�N�n�˂�����@���푽�l�Ɉ����Ă���
342 �F�����������������ς��B�F2013/12/10(��) 01:28:28.45 ID:???
>>341
>>���j�A�̈Ӗ�
�����m���Ă��B��]�V���t�g�����j�A�V���t�g���V���t�g�Ȃ̂�
���ʃV���t�g�ɂ͎g���Ė����A�Ȃ�ď����Ă����璍�ߓ��ꂽ�����B
����Ɍ����čœK�ȑf�ނł͂Ȃ����낤���ǁA�ň��ȑf�ނł��Ȃ���ˁH
�܂��ē��ꂪ�\�ʂ��������ĂȂ����낤����L�[�a�����͂ɑς����邩�͒m��ǁA
���a���ׂ�����̂�����ɓ���Ȃ炻��Ȃɕ��ׂ͂������̂���ˁH
���ׂ����Ȃ畁�ʂ͕W���K�i�̂�����Ƒ������I������͂������B
>>���j�A�̈Ӗ�
�����m���Ă��B��]�V���t�g�����j�A�V���t�g���V���t�g�Ȃ̂�
���ʃV���t�g�ɂ͎g���Ė����A�Ȃ�ď����Ă����璍�ߓ��ꂽ�����B
����Ɍ����čœK�ȑf�ނł͂Ȃ����낤���ǁA�ň��ȑf�ނł��Ȃ���ˁH
�܂��ē��ꂪ�\�ʂ��������ĂȂ����낤����L�[�a�����͂ɑς����邩�͒m��ǁA
���a���ׂ�����̂�����ɓ���Ȃ炻��Ȃɕ��ׂ͂������̂���ˁH
���ׂ����Ȃ畁�ʂ͕W���K�i�̂�����Ƒ������I������͂������B
343 �F�����������������ς��B�F2013/12/28(�y) 21:55:01.78 ID:e5V0L7Li
>>333
�������ȁA���ߏ�����Ȃ�Ԏ������ǂ���Ă����Ă��
�������ȁA���ߏ�����Ȃ�Ԏ������ǂ���Ă����Ă��
344 �F�����������������ς��B�F2013/12/30(��) 03:38:35.16 ID:LkRw2Q87
�_�C�\�[�̃��^�����b�N�̒I�̓����̖Ԃ���肽���B
�܂�O�g�����ɂ������B
�o���ɂȂ�Ȃ��悤�ɐ��蕔�����M���M���[�ɂ������ꍇ��
�蓮�̓S�m�R�M�����ǂ��H
�܂�O�g�����ɂ������B
�o���ɂȂ�Ȃ��悤�ɐ��蕔�����M���M���[�ɂ������ꍇ��
�蓮�̓S�m�R�M�����ǂ��H
345 �F�����������������ς��B�F2013/12/30(��) 04:43:11.49 ID:???
>>344
�o���͂ǂ݂̂��o�邩��A�����Ő�����Ƀ��X���|���B
�o���͂ǂ݂̂��o�邩��A�����Ő�����Ƀ��X���|���B
346 �F�����������������ς��B�F2013/12/30(��) 23:28:53.09 ID:???
����Ƃ������m�F�Ȃ̂ł���
http://item.rakuten.co.jp/kougudirect/tapdie-m14x1-02/
����ɓK������̂�
http://item.rakuten.co.jp/kougudirect/taphandle-m20/
��
http://item.rakuten.co.jp/kougudirect/diehandle-d38/
�Ŗ��Ȃ��ł���ˁH
http://item.rakuten.co.jp/kougudirect/tapdie-m14x1-02/
����ɓK������̂�
http://item.rakuten.co.jp/kougudirect/taphandle-m20/
��
http://item.rakuten.co.jp/kougudirect/diehandle-d38/
�Ŗ��Ȃ��ł���ˁH
347 �F�����������������ς��B�F2013/12/31(��) 00:22:34.88 ID:???
>>346
���Ȃ�
���Ȃ�
348 �F�����������������ς��B�F2013/12/31(��) 00:25:34.14 ID:???
���肪�Ƃ��������܂��I
�d�����Ɛ��蕔�����M���M���[�Őؒf�͖����H
350 �F�����������������ς��B�F2013/12/31(��) 09:55:47.95 ID:???
>>349
�ؒf������T���_�[�ō���Ďd�グ��
�ؒf������T���_�[�ō���Ďd�グ��
351 �F�����������������ς��B�F2014/01/13(��) 05:24:18.77 ID:Xfk6v6Py
http://www.amazon.co.jp/dp/B0029DP6Z0
���^�����b�N�I�̓�����S�������Ęg�����̃��^�⋭�o�[�ɂ���ׂ́A
�d���Őؒf�������̂����A����ǂ��H
�Ȃ邾���o�������܂�o�Ȃ��悤�ɁA���J�ɂȂ邾���[����ؒf�������B
����n���ׂ�����ł���H
�d�C�m�R�M���̓��t�ɂԂ�����p�r�ł����H
�ۃm�R�͉Η͑�A�����������J�ɂł��邯�Ǔ���g�ӏ��͂ł��Ȃ��A�ł����H
���^�����b�N�I�̓�����S�������Ęg�����̃��^�⋭�o�[�ɂ���ׂ́A
�d���Őؒf�������̂����A����ǂ��H
�Ȃ邾���o�������܂�o�Ȃ��悤�ɁA���J�ɂȂ邾���[����ؒf�������B
����n���ׂ�����ł���H
�d�C�m�R�M���̓��t�ɂԂ�����p�r�ł����H
�ۃm�R�͉Η͑�A�����������J�ɂł��邯�Ǔ���g�ӏ��͂ł��Ȃ��A�ł����H
352 �F�����������������ς��B�F2014/01/13(��) 05:28:08.39 ID:???
�����Ă��̂悤�ɂ�����
http://orichalcum.up.n.seesaa.net/orichalcum/m_wave/erecta-prt_03.jpg
http://orichalcum.up.n.seesaa.net/orichalcum/m_wave/erecta-prt_03.jpg
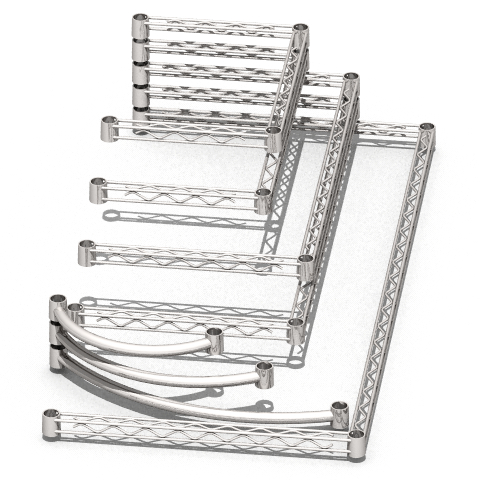{kind=link}
353 �F�����������������ς��B�F2014/01/13(��) 05:56:26.07 ID:???
>>351
�����ɍׂ����n�Ő낤�Ƃ��o���͏o��B
���Lj�{�����J�Ƀo����肷�邵���Ȃ���B
�_�C�\�[���z�[���Z���^�[�ŋ��m�R�Ƌ����X�������ė��Ă���Ă݂ȁB
���Ȃ�o���邯�njN�ɏo���邩�͕������A�����Ȃ�������@�������������ǂ��B
�����ɍׂ����n�Ő낤�Ƃ��o���͏o��B
���Lj�{�����J�Ƀo����肷�邵���Ȃ���B
�_�C�\�[���z�[���Z���^�[�ŋ��m�R�Ƌ����X�������ė��Ă���Ă݂ȁB
���Ȃ�o���邯�njN�ɏo���邩�͕������A�����Ȃ�������@�������������ǂ��B
354 �F�����������������ς��B�F2014/01/13(��) 11:00:23.07 ID:???
>>352
����Ȃ�A�I����������
�f�B�X�N�O���C���_�[��
�ؒf�u�Z�b�g���Ă���ŃJ�b�g
���ɁA�ׂ����Ԏ�̓u�ɑւ���
����Ŏd�グ��@����
�f�B�X�N�O���C���_�[�����Ȃ�\2,000�ȉ��ŗL��
���́A353����̋����ƃ��X���̕��@�@����
����Ȃ�A�I����������
�f�B�X�N�O���C���_�[��
�ؒf�u�Z�b�g���Ă���ŃJ�b�g
���ɁA�ׂ����Ԏ�̓u�ɑւ���
����Ŏd�グ��@����
�f�B�X�N�O���C���_�[�����Ȃ�\2,000�ȉ��ŗL��
���́A353����̋����ƃ��X���̕��@�@����
355 �F�����������������ς��B�F2014/01/13(��) 11:34:23.42 ID:9mhwMmqj
>>351
�N���b�p�[�ŁA�n�ڕ����������̂���ԊȒP�Ȃ�ˁH
�N���b�p�[�ŁA�n�ڕ����������̂���ԊȒP�Ȃ�ˁH
���ꂶ��n�ڕ����������Ȃ���
�o������R����c�邵�o�����o���
�o������R����c�邵�o�����o���
357 �F�����������������ς��B�F2014/01/15(��) 05:24:44.76 ID:UpmcNX2M
>>351
�@�@,��L�P�P�Mi �A
�@�@�@�@�@�@ i .|�@�@�@�@.:|::|
�@�@�@�@�@�@ | :|�@�@�@ .:::|::|
�@�@�@�@�@�@ .| �M�[-��L:::|
�@�@�@�@�@�@�@|�@�@�@�@�@ :::|
�@�@�@�@�@�@�@ |�@............:::::::|
�@�@�@�@�@�@�@ .|�@�@�@�@�@::::|
�@�@�@�@�@�@�@�@|�@�@�@�@�@::::|
�@�@�@�@�@�@�@�@.|�@�@�@�@�@::::|�@�@�@�@__,-���]-�A
�@�@�@�@�@�@�@�@ |�@�@�@�@�@ :::|�����L�@�@�@�@�@.�_
�@�@�@�@�@�@�@�@ |�@�@�@.....::::::::|-�]�L�Q�@�@�@�@�@�@�M�A
�@�@�@�@�@�@�@�@ .|�@.....:::::::::: ::::|�P�@�@�M�R�,::::....�@�@�R
�@�@�@�@�@�@�@�@�@| :�@...::::::.....::::|:::::�@�@�@�@�S:::::::...�@�@�M�A
�@�@�@�@ _-���]-_|�@..:::::::::::::::::..:|:::�@�@�@�@�@�S::::::::�@�@�@�R
�@�@�@ ./�@�@�@�@:::|:...�@�@�@...:::�@:|::.�@�@�@�@�@�@i::::::�@�@...:::|
�@�@�@ |�@�@�@�@�@:::| :::::::::::::::�@�@:|::�@�@�@�@�@�@ �S::�@..::::::/
�@�@ .,��@�@�@�@�@::::|�@�@�@�@�@�@ :|:�@�@�@�@�@�@�@ |::.::::::::/
�@�@/ |�@�@�@�@�@ ::::|�@�@�@�@�@�@ :|:�@�@�@�@�@�@�@ |:::::::::/
�@ i�@ :|�@�@�@�@�@ ::@�@�@�@�@�@ :āA�@�@�@�@�@�@�@�@ :/
�@.|�@�@|:::::::...�@�@�@ :::::::::::�@�@�@�@|�@�@�@�@�@�@�@ :::: .::|
�@ |:::.�@|:::::::::�@�@�@ ::::::::::::�@�@�@ ;;::::::::�@�@�@�@ ::;;;:::::::|
�@ |::::�@ ::::::::::�@�@�@:::::::::::::::�@�@ :::::::::::::.......,,,;;;;;;;;;;:::::�
�@ .|:::�@�@::::::::::::.......:::::::::::::::::..�@:::::::::::;;;;;;;;;;;;;;;;;;;;;;;;;;:::::�M�R�A
�@�@|::.....:::::::::::::::::::::::::::::::::::::::::::::;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;::::::::::::::::::::�M�[-
�@�@�R�;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;
�@�@�@�@�M�R�;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;
�@�@�@�@�@�@�@ �M�R--�;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;
�@�@�@�@�@�@�@�@�@�@�@�@ �M�R-�;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;
�@�@,��L�P�P�Mi �A
�@�@�@�@�@�@ i .|�@�@�@�@.:|::|
�@�@�@�@�@�@ | :|�@�@�@ .:::|::|
�@�@�@�@�@�@ .| �M�[-��L:::|
�@�@�@�@�@�@�@|�@�@�@�@�@ :::|
�@�@�@�@�@�@�@ |�@............:::::::|
�@�@�@�@�@�@�@ .|�@�@�@�@�@::::|
�@�@�@�@�@�@�@�@|�@�@�@�@�@::::|
�@�@�@�@�@�@�@�@.|�@�@�@�@�@::::|�@�@�@�@__,-���]-�A
�@�@�@�@�@�@�@�@ |�@�@�@�@�@ :::|�����L�@�@�@�@�@.�_
�@�@�@�@�@�@�@�@ |�@�@�@.....::::::::|-�]�L�Q�@�@�@�@�@�@�M�A
�@�@�@�@�@�@�@�@ .|�@.....:::::::::: ::::|�P�@�@�M�R�,::::....�@�@�R
�@�@�@�@�@�@�@�@�@| :�@...::::::.....::::|:::::�@�@�@�@�S:::::::...�@�@�M�A
�@�@�@�@ _-���]-_|�@..:::::::::::::::::..:|:::�@�@�@�@�@�S::::::::�@�@�@�R
�@�@�@ ./�@�@�@�@:::|:...�@�@�@...:::�@:|::.�@�@�@�@�@�@i::::::�@�@...:::|
�@�@�@ |�@�@�@�@�@:::| :::::::::::::::�@�@:|::�@�@�@�@�@�@ �S::�@..::::::/
�@�@ .,��@�@�@�@�@::::|�@�@�@�@�@�@ :|:�@�@�@�@�@�@�@ |::.::::::::/
�@�@/ |�@�@�@�@�@ ::::|�@�@�@�@�@�@ :|:�@�@�@�@�@�@�@ |:::::::::/
�@ i�@ :|�@�@�@�@�@ ::@�@�@�@�@�@ :āA�@�@�@�@�@�@�@�@ :/
�@.|�@�@|:::::::...�@�@�@ :::::::::::�@�@�@�@|�@�@�@�@�@�@�@ :::: .::|
�@ |:::.�@|:::::::::�@�@�@ ::::::::::::�@�@�@ ;;::::::::�@�@�@�@ ::;;;:::::::|
�@ |::::�@ ::::::::::�@�@�@:::::::::::::::�@�@ :::::::::::::.......,,,;;;;;;;;;;:::::�
�@ .|:::�@�@::::::::::::.......:::::::::::::::::..�@:::::::::::;;;;;;;;;;;;;;;;;;;;;;;;;;:::::�M�R�A
�@�@|::.....:::::::::::::::::::::::::::::::::::::::::::::;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;::::::::::::::::::::�M�[-
�@�@�R�;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;
�@�@�@�@�M�R�;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;
�@�@�@�@�@�@�@ �M�R--�;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;
�@�@�@�@�@�@�@�@�@�@�@�@ �M�R-�;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;;
358 �F�����������������ς��B�F2014/01/15(��) 10:17:07.41 ID:eaJ3MBbF
�C�����Ȃ��ƁA�w�`�����p�����Ⴄ����Č����A���ӊ��N�ł��ˁB
359 �F�����������������ς��B�F2014/01/15(��) 11:13:18.03 ID:???
360 �F�����������������ς��B�F2014/01/20(��) 12:27:49.16 ID:M9952X5n
�X���`�����m��Nj����̕\�ʎd�グ��
https://www.kagaya-smokeweb.com/onlineshop/img/hallelujah_nashiji1.jpg
���̗��q�������ƍׂ��������悤�Ȏd�グ���H���ĂȂ�ČĂׂ�����ł��傤���H
�Ⴆ�u�w�A�[���C���v�݂����Ȋ����̌Ăѕ��ł��B
https://www.kagaya-smokeweb.com/onlineshop/img/hallelujah_nashiji1.jpg
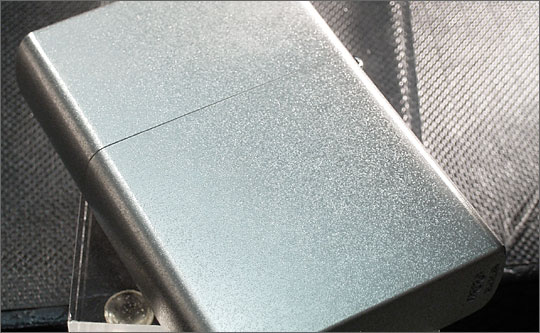{kind=link}
���̗��q�������ƍׂ��������悤�Ȏd�グ���H���ĂȂ�ČĂׂ�����ł��傤���H
�Ⴆ�u�w�A�[���C���v�݂����Ȋ����̌Ăѕ��ł��B
361 �F�����������������ς��B�F2014/01/20(��) 12:56:43.40 ID:???
>>360
�T���h�u���X�g���H�A�V�{�A���n�[�̂��ʂ���Ăѕ����ȁB
�T���h�u���X�g���H�A�V�{�A���n�[�̂��ʂ���Ăѕ����ȁB
362 �F�����������������ς��B�F2014/01/20(��) 23:00:07.08 ID:???
{kind=link}
363 �F�����������������ς��B�F2014/01/21(��) 03:23:48.81 ID:???
>>360
�_���t�B�j�b�V��
�_���t�B�j�b�V��
364 �F�����������������ς��B�F2014/01/21(��) 10:46:02.41 ID:???
>>363
�_���͕����I�ȓʉ�������
�_���͕����I�ȓʉ�������
thx
366 �F�����������������ς��B�F2014/01/23(��) 19:28:51.48 ID:???
367 �F�����������������ς��B�F2014/01/25(�y) 03:46:14.90 ID:blWab29G
�����̓S�̒P���n�ڂ������̂���
���������H��Ƃ���H
�ߏ��ɗn�ڍ�Ƃ��Ă�S�H�ꂠ�邪�A�l��DIY���x���̎d���ł��H
���������H��Ƃ���H
�ߏ��ɗn�ڍ�Ƃ��Ă�S�H�ꂠ�邪�A�l��DIY���x���̎d���ł��H
368 �F�����������������ς��B�F2014/01/25(�y) 06:51:01.48 ID:???
369 �F�����������������ς��B�F2014/01/25(�y) 21:48:51.41 ID:???
>>367
�d�����Đ��������Ƃ���͂���ȂɂȂ��Ǝv��
����ɑf�l�Ȃ犄�ɍ���Ȃ��Ǝv���P���ɂȂ�͂�
���܂��܉ɂōD�ӂł���Ă����Ƃ����������̂Ȃ炠�邩������Ȃ���
����͑��l����������̂���Ȃ���
����������Č����ċ��z�I�Ɋ��ɍ����Ȃ痊�߂�
�d�����Đ��������Ƃ���͂���ȂɂȂ��Ǝv��
����ɑf�l�Ȃ犄�ɍ���Ȃ��Ǝv���P���ɂȂ�͂�
���܂��܉ɂōD�ӂł���Ă����Ƃ����������̂Ȃ炠�邩������Ȃ���
����͑��l����������̂���Ȃ���
����������Č����ċ��z�I�Ɋ��ɍ����Ȃ痊�߂�
370 �F�����������������ς��B�F2014/01/26(��) 02:06:47.52 ID:yYnYKWIC
�n�ڂ���DIY�ł��ɂ͐ݔ������̉��H���ʓ|�ŃR�X�p�������
���܂ɂ��Ȃ�v���Ɉ˗����������}�V
���܂ɂ��Ȃ�v���Ɉ˗����������}�V
371 �F�����������������ς��B�F2014/01/27(��) 03:29:39.20 ID:yC+oZMKH
�����ؒf�͂��낢�날�邪�f�B�X�N�O���C���_���œK�ł����H
372 �F�����������������ς��B�F2014/01/27(��) 03:43:36.47 ID:???
�ǂ�ȍށE�ގ���邩�Ŏg������͑S������Ă����
373 �F�����������������ς��B�F2014/01/27(��) 09:43:41.36 ID:???
>>371
�����ؒf�Ȃ�ˁB
���C�̍ޗ��͑����ׂ��Ȃ��Ɩ��������A�u�Όn�ؒf�f�B�X�N�Ȃ�
��p�����[���ɂ����Ȃ��Ƃނ�B
�ȒP�Ɍ�����
55mm�̃p�C�v�̓f�B�X�N�O���C���_�Ŏa��邯��
55mm�̖��C�̍|�ނ͂܂Ƃ��Ɏa��Ȃ����A�A���~�_�ł�
�a��Ȃ��ƍl���ėǂ��B
���������̂͒��d�`�b�v�̃f�B�X�N�J�b�^�[��n�C�X���Ղ�
�o���h�\�[���ǂ��ˁB
�����ؒf�Ȃ�ˁB
���C�̍ޗ��͑����ׂ��Ȃ��Ɩ��������A�u�Όn�ؒf�f�B�X�N�Ȃ�
��p�����[���ɂ����Ȃ��Ƃނ�B
�ȒP�Ɍ�����
55mm�̃p�C�v�̓f�B�X�N�O���C���_�Ŏa��邯��
55mm�̖��C�̍|�ނ͂܂Ƃ��Ɏa��Ȃ����A�A���~�_�ł�
�a��Ȃ��ƍl���ėǂ��B
���������̂͒��d�`�b�v�̃f�B�X�N�J�b�^�[��n�C�X���Ղ�
�o���h�\�[���ǂ��ˁB
374 �F�����������������ς��B�F2014/01/29(��) 14:19:28.66 ID:eNUONRYV
2mm���̓S�ɒ��a6mm�����J�������̂���
http://www.toyoas.jp/products/category/drilling/detail.html?p=1140
�ł������H
http://www.toyoas.jp/products/category/drilling/detail.html?p=1140
�ł������H
375 �F�����������������ς��B�F2014/01/29(��) 14:29:22.82 ID:???
>>374
���肪����
���肪����
376 �F�����������������ς��B�F2014/01/29(��) 14:50:10.27 ID:eNUONRYV
�����������̂͒��d�`�b�v�̃f�B�X�N�J�b�^�[��n�C�X���Ղ�
�o���h�\�[���ǂ��ˁB
�@�킽�̂�
�o���h�\�[���ǂ��ˁB
�@�킽�̂�
377 �F�����������������ς��B�F2014/01/29(��) 15:15:27.86 ID:???
>>376
�₽�������������ǁA���������ׂ̂��Ȃ�
���x�̐l��DIY�̎��i���Ȃ���B
���Ȃ��Ƃ���100mm��S55C��肽���Ƃ��A��200mm��7075�肽���Ƃ�
SUS��t3�p�C�v50mm����ɂ͂Ƃ������O����
�u�@��v�Ȃ�ĕ������o�Ă��邱�Ƃ�DIY��������̂Ƃ��Ĉُ�
�₽�������������ǁA���������ׂ̂��Ȃ�
���x�̐l��DIY�̎��i���Ȃ���B
���Ȃ��Ƃ���100mm��S55C��肽���Ƃ��A��200mm��7075�肽���Ƃ�
SUS��t3�p�C�v50mm����ɂ͂Ƃ������O����
�u�@��v�Ȃ�ĕ������o�Ă��邱�Ƃ�DIY��������̂Ƃ��Ĉُ�
378 �F�����������������ς��B�F2014/01/29(��) 21:56:04.43 ID:H4BtsAmI
�����ŕ����Ē��ׂĂ��
379 �F�����������������ς��B�F2014/01/29(��) 22:58:49.83 ID:C1gEaztU
�����J�b�^�[�A�R���^�A����
380 �F�����������������ς��B�F2014/01/30(��) 04:03:36.76 ID:???
AMADA�̃}�V���ł��������Ⴂ�Ȃ�
381 �F�����������������ς��B�F2014/02/06(��) 00:16:33.31 ID:???
����ł��B
3�~�����̃X�e�����X�p�ɂȂ����킹�Ĕ��̂悤�Ȍ`�ɂ��Ă��������ł��B
�Ȃ�ׂ����x���K�v�Ȃ̂ŁA�A���O�������t�����ォ��l�W�Ŏ~�߂悤�Ǝv�����̂ł����f�l�ɂ�1�`2�~���̃l�W�����͓���悤�ł��B
�{�[���Ղ͈ꉞ�����Ă��܂��B
�ǂ�������ǂ��̂��A��낵�����肢���܂��I�I
3�~�����̃X�e�����X�p�ɂȂ����킹�Ĕ��̂悤�Ȍ`�ɂ��Ă��������ł��B
�Ȃ�ׂ����x���K�v�Ȃ̂ŁA�A���O�������t�����ォ��l�W�Ŏ~�߂悤�Ǝv�����̂ł����f�l�ɂ�1�`2�~���̃l�W�����͓���悤�ł��B
�{�[���Ղ͈ꉞ�����Ă��܂��B
�ǂ�������ǂ��̂��A��낵�����肢���܂��I�I
382 �F�����������������ς��B�F2014/02/06(��) 03:23:20.53 ID:bssuWbwh
�~�j���[�^�[�Őؒf�A�����ŏo�镲�͑Ƃ�H
�|���@�ŏ�肭�z���悤��
�ׂ�����ƂȂ畔���ł�肽����ȁB
�|���@�ŏ�肭�z���悤��
�ׂ�����ƂȂ畔���ł�肽����ȁB
383 �F�����������������ς��B�F2014/02/06(��) 06:38:21.66 ID:???
>>381
�ׂ����ē���Ƃ������ƁH
M3����M4���Ή����������₷�����^�b�v�܂�̐S�z��
�Ȃ�����B
�M�l�W�ߍ��݂����Ƃ����̂Ȃ瑾���l�W�͌��������ǂȁB
�K���X�e�����X�p�̍����؍�����g������
�h�������X�e�����X�Ή��̍������m��
�f�l�Ŏ�ԂƎ��s���ŏ����ɂ������Ȃ�u���C���h���x�b�g��
���߂�����ǂ��B
�d�˂��f�ނɓ����ɓ��������J����������Y�����N����Ȃ�
�����A�����̓��x�b�g���h�����j�Ȃ��ƊO��Ȃ��Ȃ�
�ׂ����ē���Ƃ������ƁH
M3����M4���Ή����������₷�����^�b�v�܂�̐S�z��
�Ȃ�����B
�M�l�W�ߍ��݂����Ƃ����̂Ȃ瑾���l�W�͌��������ǂȁB
�K���X�e�����X�p�̍����؍�����g������
�h�������X�e�����X�Ή��̍������m��
�f�l�Ŏ�ԂƎ��s���ŏ����ɂ������Ȃ�u���C���h���x�b�g��
���߂�����ǂ��B
�d�˂��f�ނɓ����ɓ��������J����������Y�����N����Ȃ�
�����A�����̓��x�b�g���h�����j�Ȃ��ƊO��Ȃ��Ȃ�
384 �F�����������������ς��B�F2014/02/08(�y) 19:26:58.48 ID:???
>>383
���肪�Ƃ��������܂��B�h�����̎��ƃ��x�b�g���Ă��܂��ˁB
���ƌ��t������Ȃ��Ă��݂܂���B
�J���������͔������������Ȃ��Ă͂����Ȃ��̂ŁA1�~���Ƃ�������ɂȂ�܂��B
���肪�Ƃ��������܂��B�h�����̎��ƃ��x�b�g���Ă��܂��ˁB
���ƌ��t������Ȃ��Ă��݂܂���B
�J���������͔������������Ȃ��Ă͂����Ȃ��̂ŁA1�~���Ƃ�������ɂȂ�܂��B
385 �F�����������������ς��B�F2014/02/08(�y) 21:53:16.45 ID:???
3mm�X�e����1��m�������c�{�E�ł��ْ������
386 �F�����������������ς��B�F2014/02/11(��) 23:38:19.46 ID:???
�V���[�g�̓R�X�g�d�����邩�烀�Y�C���H�I���Ɋׂ�
387 �F�����������������ς��B�F2014/02/12(��) 10:22:12.19 ID:???
�f�ނ����肷��悤�ɒu���ă{�[���Ղł��Ȃ��Ɛ܂��\�����ɂ߂č����B
�X�e�����X�p�؍�����K�{�B
1mm�˂��Ȃ͋��x���s���B�����܂���B
3mm���Ȃ�M���݂ł��邩��A�\�Ȃ�M3�M�˂����g�����������B
�܂���̓I�ȏ��킩���Ȃ�Ƃ������Ȃ����B
�X�e�����X�p�؍�����K�{�B
1mm�˂��Ȃ͋��x���s���B�����܂���B
3mm���Ȃ�M���݂ł��邩��A�\�Ȃ�M3�M�˂����g�����������B
�܂���̓I�ȏ��킩���Ȃ�Ƃ������Ȃ����B
388 �F�����������������ς��B�F2014/02/12(��) 23:49:22.52 ID:???
��̓I�ȏł����B
3�~���̌����̃X�e�����X���Z������܂��āA�����S���g���ĘZ�ʑ̂̂͂������肽���̂ł��B�K�v�Ȃ̂͋��x�ł��B���݃A�����A���t�@�ł������ĉ��~�߂̏�Ԃł��B
�����ɑ��u������̂ŁA�����ɏo��������H�͂ł��Ȃ��̂ŁA�����p�Ɍ������Ēʂ������Ȃ��̂��Ȃ��Ȃ�Ďv���Ă����Ƃ���ł���܂��B
3�~���̌����̃X�e�����X���Z������܂��āA�����S���g���ĘZ�ʑ̂̂͂������肽���̂ł��B�K�v�Ȃ̂͋��x�ł��B���݃A�����A���t�@�ł������ĉ��~�߂̏�Ԃł��B
�����ɑ��u������̂ŁA�����ɏo��������H�͂ł��Ȃ��̂ŁA�����p�Ɍ������Ēʂ������Ȃ��̂��Ȃ��Ȃ�Ďv���Ă����Ƃ���ł���܂��B
389 �F�����������������ς��B�F2014/02/13(��) 04:46:28.22 ID:???
�O�c�t����357�̌����悤�ɓ�������M�l�W
���Ƃ͑ϔM�Ƒϐ����v��Ȃ�����͂ȗ��ʃe�[�v�Ŋp��⋭���邩
�ΏՌ����̐ڒ��܂œ\�荇�킹��
���Ƃ͑ϔM�Ƒϐ����v��Ȃ�����͂ȗ��ʃe�[�v�Ŋp��⋭���邩
�ΏՌ����̐ڒ��܂œ\�荇�킹��
390 �F�����������������ς��B�F2014/02/13(��) 10:19:00.94 ID:???
>>388
���x�d����3mm���̔��A�p��˂����킹�Ŏ~�߂�̂Ȃ�1.6mm���炢�̂˂��ŁA���̓^�b�v
�𗧂Ă邱�ƂɂȂ肻�����B�X�e�����X�ɂ���ɍׂ������J���ă^�b�v���̂́A���Ȃ�n�����v��B
�h�������܂�₷�����A�^�b�v�͂���ɐ܂�₷���B���N����������܂��Ƃǂ����悤���Ȃ��B
�����܂ꂽ��A�����I�ɂ͐܂ꂽ��͂��̂܂܂ɂ��ĕʂ̕����ɐV�������������ĐV�����^�b�v���g��
���ƂɂȂ�B�莝�����ᖳ���ŁA�{�[���ՂƔ���������ƌŒ肷��K�v����B
�؍���͖ܘ_�K�{�B
�M���~���ĎM�˂����g���������ǁA�˂�����3mm����⒴�������Ȃ̂ōŌ�ɂ͂ݏo������
��������邱�ƂɂȂ邩������Ȃ��B�O���ɂ͓˂��o�Ă��\��Ȃ���������ǁB
�p�̃n���_�t����������������Ȃ��ȁB
�X�e�����X�p�t���b�N�X���\�������Ă����āA100W�ȏ�̔��c���Ăœ������甼�c�𗬂��B
���傫���̂Ȃ�A�o�[�i�[�p����Ίy��������Ȃ��B
���O�Ƀo�����Đڒ��܂��������蔍�����Ă������ƁB
�G�|�L�V�n�ڒ��܂����肾�ˁB�A�������Ռ��Ɏア�B���ꂪ��Ԋy���Ƃ͎v���B
�A��������̏ꍇ���A�Ō�̂P�����ǂ��~�߂邩�͍l���Ă����Ȃ��Ƃ����Ȃ��B
���̈ꖇ�����́A�˂��~�߂���������Ȃ��낤�ˁB
���̕����̓����ɃA���O���ނ��������Ίy�Ȃ��B
�o���Ă��܂��ƊJ����K�v���Ȃ��Ȃ�A���̂P�������ڒ��܂ŌŒ肷��Ƃ��B
���x�d����3mm���̔��A�p��˂����킹�Ŏ~�߂�̂Ȃ�1.6mm���炢�̂˂��ŁA���̓^�b�v
�𗧂Ă邱�ƂɂȂ肻�����B�X�e�����X�ɂ���ɍׂ������J���ă^�b�v���̂́A���Ȃ�n�����v��B
�h�������܂�₷�����A�^�b�v�͂���ɐ܂�₷���B���N����������܂��Ƃǂ����悤���Ȃ��B
�����܂ꂽ��A�����I�ɂ͐܂ꂽ��͂��̂܂܂ɂ��ĕʂ̕����ɐV�������������ĐV�����^�b�v���g��
���ƂɂȂ�B�莝�����ᖳ���ŁA�{�[���ՂƔ���������ƌŒ肷��K�v����B
�؍���͖ܘ_�K�{�B
�M���~���ĎM�˂����g���������ǁA�˂�����3mm����⒴�������Ȃ̂ōŌ�ɂ͂ݏo������
��������邱�ƂɂȂ邩������Ȃ��B�O���ɂ͓˂��o�Ă��\��Ȃ���������ǁB
�p�̃n���_�t����������������Ȃ��ȁB
�X�e�����X�p�t���b�N�X���\�������Ă����āA100W�ȏ�̔��c���Ăœ������甼�c�𗬂��B
���傫���̂Ȃ�A�o�[�i�[�p����Ίy��������Ȃ��B
���O�Ƀo�����Đڒ��܂��������蔍�����Ă������ƁB
�G�|�L�V�n�ڒ��܂����肾�ˁB�A�������Ռ��Ɏア�B���ꂪ��Ԋy���Ƃ͎v���B
�A��������̏ꍇ���A�Ō�̂P�����ǂ��~�߂邩�͍l���Ă����Ȃ��Ƃ����Ȃ��B
���̈ꖇ�����́A�˂��~�߂���������Ȃ��낤�ˁB
���̕����̓����ɃA���O���ނ��������Ίy�Ȃ��B
�o���Ă��܂��ƊJ����K�v���Ȃ��Ȃ�A���̂P�������ڒ��܂ŌŒ肷��Ƃ��B
391 �F�����������������ς��B�F2014/02/13(��) 12:30:18.87 ID:???
�����p�̐ڒ��܂��ȁB
1mm�̃l�W���͋��x�o�邾�낤�B
1mm�̃l�W���͋��x�o�邾�낤�B
392 �F�����������������ς��B�F2014/02/13(��) 12:31:59.60 ID:wkISyWsy
�K�v�ȋ��x���o�������̃l�W���邭�炢�Ȃ�A��������
�X�e���̔�������傫������E���̑��u���ЂƉ�菬����
������ĕ��@�̓_���Ȃ̂��H
���̕����ȒP�ȋC��������B
�X�e���̔�������傫������E���̑��u���ЂƉ�菬����
������ĕ��@�̓_���Ȃ̂��H
���̕����ȒP�ȋC��������B
393 �F�����������������ς��B�F2014/02/13(��) 14:09:07.52 ID:???
�A���~�̃A���O���ŊO�g�����A�Œ���@�͏�������B
394 �F�����������������ς��B�F2014/02/13(��) 14:29:20.96 ID:???
�X�e�����X���̂Ă�̂��ł������I���Y��Ɏd�オ��̂��낤���ǁA
�����܂Ō����o���ƑI�����͖����ɂȂ邩��ȁB
�����܂Ō����o���ƑI�����͖����ɂȂ邩��ȁB
395 �F�����������������ς��B�F2014/02/13(��) 15:11:46.38 ID:???
�ǂ������Ӑ}�ł��̃X�e�����X���g���̂��B
�d�オ����d������̂��B
�ǂ������p�r�Ȃ̂��B
�Ƃ��A�{�l�̍��_�����킩��Ȃ��Ɖ��Ƃ������Ȃ��ȁB
�d�オ����d������̂��B
�ǂ������p�r�Ȃ̂��B
�Ƃ��A�{�l�̍��_�����킩��Ȃ��Ɖ��Ƃ������Ȃ��ȁB
396 �F�����������������ς��B�F2014/02/13(��) 21:36:53.37 ID:???
���ǂ����Ă��g�������Ȃ� >>393 �����Ȃ���ˁH
397 �F�����������������ς��B�F2014/02/13(��) 21:41:12.49 ID:???
�R�̎�������āA�g�ݍ��킹
�����`�A�Z����o���̂���ς�����
�g�ݍ��킹���悶�ይ�x�o��Ǝv��
�ƁA�f�l�I�ȍl�������ǁB
�����`�A�Z����o���̂���ς�����
�g�ݍ��킹���悶�ይ�x�o��Ǝv��
�ƁA�f�l�I�ȍl�������ǁB
398 �F�����������������ς��B�F2014/02/13(��) 22:45:00.15 ID:kWfb2tCU
�H��@�B�g���Ȃ�n�ڂ��ł��Ȃ��Ɛh���ȁB
�@�B�������莡�������肷��̂ɗn�ڂ��o����ƂȂɂ��ƒ���B
�n�ڂł��Ȃ��ƃA���O���ނ��{���g���߂Ƃ��؍ނ������@���Ȃ��킯�ŁB
�@�B�������莡�������肷��̂ɗn�ڂ��o����ƂȂɂ��ƒ���B
�n�ڂł��Ȃ��ƃA���O���ނ��{���g���߂Ƃ��؍ނ������@���Ȃ��킯�ŁB
399 �F�����������������ς��B�F2014/02/14(��) 00:59:05.91 ID:???
�u���j�[�Z���f�l�|8300�Ƃ��ǂ��Ȃ�H
400 �F�����������������ς��B�F2014/02/14(��) 01:40:33.29 ID:???
�A���O���g���ă^�b�v���Ă�肽���Ȃ�
>>390����̂����ʂ��낤��
�l�W���o�镪�̓T���_�[�ł����X���ł���邵���Ȃ�����
���Ƃ�t3�̉�����M2���Ă邭�炢
�ł��ޗ���6F����ĂȂ��ƃi�i���Ƀ^�b�v���������Y���6�ʑ̂͏o���Ȃ��Ǝv��
�W���J�^�J�^��[�I�I���ĂȂ肻��...
�܂�M2���Ă�Ȃ�OSG�Ƃ��̃L�`���Ƃ����L���ƃ^�b�v�g���������C�C��
���̓X�e���R��������������w
���A���Ə������o�C�X�������Ƃ�����
���Œ�ł��邵�A6F���Ă���ޗ��Ȃ�{�[���Ղł�����Ȃ�ɒ��p�Ɍ���������邩���
�o�C�X������Ƃ�����x�傫���������̂Ȃ�������邵������g����Ǝv����
�߂��Ȃ����ďグ�����ǂȂ�
>>390����̂����ʂ��낤��
�l�W���o�镪�̓T���_�[�ł����X���ł���邵���Ȃ�����
���Ƃ�t3�̉�����M2���Ă邭�炢
�ł��ޗ���6F����ĂȂ��ƃi�i���Ƀ^�b�v���������Y���6�ʑ̂͏o���Ȃ��Ǝv��
�W���J�^�J�^��[�I�I���ĂȂ肻��...
�܂�M2���Ă�Ȃ�OSG�Ƃ��̃L�`���Ƃ����L���ƃ^�b�v�g���������C�C��
���̓X�e���R��������������w
���A���Ə������o�C�X�������Ƃ�����
���Œ�ł��邵�A6F���Ă���ޗ��Ȃ�{�[���Ղł�����Ȃ�ɒ��p�Ɍ���������邩���
�o�C�X������Ƃ�����x�傫���������̂Ȃ�������邵������g����Ǝv����
�߂��Ȃ����ďグ�����ǂȂ�
401 �F�����������������ς��B�F2014/02/14(��) 21:17:25.33 ID:???
����ȂɃ��X�����Ƃ͎v���܂���ł����B�F����̗D�����ɂ������������ł��B
�l�̓{�[���Ղ͂���܂����A�˂���̌o�����Ȃ��̂ŁA�F����̈ӌ����Q�l�ɁA�͂t���ɉ����A�����J���Ă���̋����_��ʂ��Đڒ��܂ł���ɌŒ�B
�����čŌ�̂ӂ��ƂȂ镔���̓A���O���ƃ{���g�i�b�g���g���ČŒ肷�邱�ƂɌ��߂܂����B
�X�e�����X�̂͂t���͏��߂Ăł����A�o�[�i�[�����Ă�����̂ŁA�`�������W���Č������Ǝv���܂��B
�{���ɂ��肪�Ƃ��������܂����B
���Ȃ݂ɂǂ��������Ă��Ⴊ�~��Ȃ��É����Z�݂ł��B
�l�̓{�[���Ղ͂���܂����A�˂���̌o�����Ȃ��̂ŁA�F����̈ӌ����Q�l�ɁA�͂t���ɉ����A�����J���Ă���̋����_��ʂ��Đڒ��܂ł���ɌŒ�B
�����čŌ�̂ӂ��ƂȂ镔���̓A���O���ƃ{���g�i�b�g���g���ČŒ肷�邱�ƂɌ��߂܂����B
�X�e�����X�̂͂t���͏��߂Ăł����A�o�[�i�[�����Ă�����̂ŁA�`�������W���Č������Ǝv���܂��B
�{���ɂ��肪�Ƃ��������܂����B
���Ȃ݂ɂǂ��������Ă��Ⴊ�~��Ȃ��É����Z�݂ł��B
402 �F�����������������ς��B�F2014/02/14(��) 21:50:01.35 ID:???
���ꂼ�꒷�Z�����邩��S�����K�v�͂Ȃ���
��ԋ��x������̂����c�ŁA�l�W�͎��O��������
�ڒ��܂͘J�͂��y�i���A�����͐U���Ɏア�j
�u���j�[�Z���̃p�e���Ɨn�ڕ��݂̋��x�����邪��≿�i������
�͂����Ȃ�n���_�����ł���
��ԋ��x������̂����c�ŁA�l�W�͎��O��������
�ڒ��܂͘J�͂��y�i���A�����͐U���Ɏア�j
�u���j�[�Z���̃p�e���Ɨn�ڕ��݂̋��x�����邪��≿�i������
�͂����Ȃ�n���_�����ł���
403 �F�����������������ς��B�F2014/02/14(��) 23:43:24.27 ID:???
>>401
>�͂t���ɉ����A�����J���Ă���̋����_��ʂ��Đڒ��܂ł���ɌŒ�B
�n���_�t���̎��́A�H�앨�������Ɏd�オ���ԂɌŒ�ɂ��Ă��������|�C���g�ɂȂ�B
������l����ƁA��ɐ����Ȍ����J���ċ����_��ʂ��Ă����āA������ʒu���߂ɂ���B
�������āA��ʂ��J���������̂�g�ݗ��ĂĊO�������������j���Ŕ���A���̌`���ێ����Ă����B
���̏�ԂŃn���_���\���ɗ��������B
�t���b�N�X�������_�ɂ������Ă����āA�n���_�𗬂��A���̂܂܋����_�����ɂ�����Ĉꏏ��
�Œ肳��邾�낤�B
>�͂t���ɉ����A�����J���Ă���̋����_��ʂ��Đڒ��܂ł���ɌŒ�B
�n���_�t���̎��́A�H�앨�������Ɏd�オ���ԂɌŒ�ɂ��Ă��������|�C���g�ɂȂ�B
������l����ƁA��ɐ����Ȍ����J���ċ����_��ʂ��Ă����āA������ʒu���߂ɂ���B
�������āA��ʂ��J���������̂�g�ݗ��ĂĊO�������������j���Ŕ���A���̌`���ێ����Ă����B
���̏�ԂŃn���_���\���ɗ��������B
�t���b�N�X�������_�ɂ������Ă����āA�n���_�𗬂��A���̂܂܋����_�����ɂ�����Ĉꏏ��
�Œ肳��邾�낤�B
404 �F�����������������ς��B�F2014/02/14(��) 23:52:11.72 ID:???
�����ʂ�DIY���x���ōl�����烊�x�b�g����Ԉ����ŋ��Ղ�
�A���O���d�˂Č����H�����ōςނ���B
�����ˋN����莋����Ȃ��Ƃ����O��ɂȂ邯�ǂ�
�X�e�����X�ɐڒ��܂┼�c��萔�{�}�V
�A���O���d�˂Č����H�����ōςނ���B
�����ˋN����莋����Ȃ��Ƃ����O��ɂȂ邯�ǂ�
�X�e�����X�ɐڒ��܂┼�c��萔�{�}�V
405 �F�����������������ς��B�F2014/02/15(�y) 01:31:13.13 ID:???
>>402>>403����A���肪�Ƃ��������܂��B�Q�l�ɂ��Ă�����Ă݂܂��B
>>404����A3�~���ȉ��̃��x�b�g�z�[���Z���^�[�ɔ����ĂȂ�������ł���B
>>404����A3�~���ȉ��̃��x�b�g�z�[���Z���^�[�ɔ����ĂȂ�������ł���B
406 �F�����������������ς��B�F2014/02/16(��) 01:44:32.25 ID:rHZ4r1M4
�n�ڂ̓n�[�h����������
�Ë����ėn�ڂɋ߂����̂��Ɖ��������H
���c�ŗn�ڂɋ߂����ʂ̂��̂���H
���c�̋��͔ł��n�ڂł��H
�Ë����ėn�ڂɋ߂����̂��Ɖ��������H
���c�ŗn�ڂɋ߂����ʂ̂��̂���H
���c�̋��͔ł��n�ڂł��H
407 �F�����������������ς��B�F2014/02/16(��) 06:38:47.14 ID:???
>>406
�͂�n�����Đڍ�����̂����c�Â���ނ͂��̂܂�
��ނ܂ŗn�����Đڍ�����̂��n��
�u���j�[�̃p�e�A�E���Ɣz���͒��J��
�z���ɂ͐����Ȕ�������
�͂�n�����Đڍ�����̂����c�Â���ނ͂��̂܂�
��ނ܂ŗn�����Đڍ�����̂��n��
�u���j�[�̃p�e�A�E���Ɣz���͒��J��
�z���ɂ͐����Ȕ�������
408 �F�����������������ς��B�F2014/02/16(��) 07:52:34.08 ID:daj6Xk0w
�K�X�n�ڂ��Ȃ��B
�n�Z�r���Ηn�ڂɋ߂����c�t���݂����ɂ͂Ȃ邩�B
�������͂ނÂ��̂Ǝ_�f�r���A�Z�`���������邾�낤�ȂƎv���B
�n�Z�r���Ηn�ڂɋ߂����c�t���݂����ɂ͂Ȃ邩�B
�������͂ނÂ��̂Ǝ_�f�r���A�Z�`���������邾�낤�ȂƎv���B
409 �F�����������������ς��B�F2014/02/17(��) 02:58:16.49 ID:???
����ł�
�������i����O���C���_�[�Ŗʎ����H��������ł����ǁA
�s���Ŏ��ԑ݂����Ă��ꂻ���ȏꏊ���ĂȂ��ł����ˁH
�����ƂȂ�����؍H�p�̍H�[�ɍ������Ă�낤���Ƃ��l���Ă��ł�����
�������i����O���C���_�[�Ŗʎ����H��������ł����ǁA
�s���Ŏ��ԑ݂����Ă��ꂻ���ȏꏊ���ĂȂ��ł����ˁH
�����ƂȂ�����؍H�p�̍H�[�ɍ������Ă�낤���Ƃ��l���Ă��ł�����
410 �F�����������������ς��B�F2014/02/17(��) 09:31:40.57 ID:???
�X�e�����X��A���~�̗n�ڂȂ�ĊX�̗n�ډ���
���J���������H�̍H�[�������ŁA�^�E���y�[�W�Ō������
�ԂŊȒP�ɍs����ꏊ�Ɍ�����͂��B
�X�e�����X�n�ڂ�A���S���n�ځAtig�n�ڂŌ��������OK
���J���������H�̍H�[�������ŁA�^�E���y�[�W�Ō������
�ԂŊȒP�ɍs����ꏊ�Ɍ�����͂��B
�X�e�����X�n�ڂ�A���S���n�ځAtig�n�ڂŌ��������OK
411 �F�����������������ς��B�F2014/02/17(��) 22:49:29.38 ID:qVMfPog3
�n�ڋ@�݂͑��Ă��炦����H
412 �F�����������������ς��B�F2014/02/18(��) 02:39:19.64 ID:yWzIuGdU
�W���Z��̓z�ŗn�ڂ��Ă�z����H
���ʂ͈ꌬ��Œ�ɍH�쎺�����������Ȃ��Ɩ����ł��H
�d���͎����ԗp�o�b�e���ʼnƒ�p�R���Z���g100V��荂�d���Ŏg���邩��
�R���Z���g���̓N���A�ł���B���͏ꏊ�������ȁB
���ʂ͈ꌬ��Œ�ɍH�쎺�����������Ȃ��Ɩ����ł��H
�d���͎����ԗp�o�b�e���ʼnƒ�p�R���Z���g100V��荂�d���Ŏg���邩��
�R���Z���g���̓N���A�ł���B���͏ꏊ�������ȁB
413 �F�����������������ς��B�F2014/02/18(��) 03:01:51.35 ID:MbdSkKTj
�P���̓S����z�ܗl�����单�l������ł��o���ō���炵���ˁB
���̋Z�p��g�ɂ������Ƃ܂ł͎v��Ȃ����A���߂ē���Ō��Ă݂����B
���̋Z�p��g�ɂ������Ƃ܂ł͎v��Ȃ����A���߂ē���Ō��Ă݂����B
414 �F�����������������ς��B�F2014/02/18(��) 08:37:26.74 ID:???
>>411
�����^���A���[�X���ǂ���
����قǃC���o�[�^�[�Ńp���X�����tig�Ƃ����@�\�ȋ@��͂Ȃ��Ǝv�����B
>>412
�W���Z��Ƃ������_��DIY�͒v�����A�ˌ��ĂɏZ�߂Ȃ��A��Ə��
����Ȃ��o�ϗ͂Ȃ��͖������ȁB
���̖͂��f���������@�͂��邪�A������킢����łȂ��Ȃ�
���Ӗ����B
�����^���A���[�X���ǂ���
����قǃC���o�[�^�[�Ńp���X�����tig�Ƃ����@�\�ȋ@��͂Ȃ��Ǝv�����B
>>412
�W���Z��Ƃ������_��DIY�͒v�����A�ˌ��ĂɏZ�߂Ȃ��A��Ə��
����Ȃ��o�ϗ͂Ȃ��͖������ȁB
���̖͂��f���������@�͂��邪�A������킢����łȂ��Ȃ�
���Ӗ����B
415 �F�����������������ς��B�F2014/02/18(��) 10:06:03.06 ID:???
>>388
3mm���̃X�e���̔��ŋ��x���~�����Ƃ����������B�ߍ��ȏɒu�����̂Ȃ甠�Ƃ��Ă̋��x��
�ێ�����ׂɗn�ڂ͕K�{���Ǝv���������ł͖����݂����B���̔��𗆎q�~�ʼnߍ��Ɉ������痆�q�������������B
�������X�e�����X�@�@��v��3mm
�Ƃ������z��������Ȃ��̂�?�v�����Ȃ��������������Ǝv�����B
3mm���̃X�e���̔��ŋ��x���~�����Ƃ����������B�ߍ��ȏɒu�����̂Ȃ甠�Ƃ��Ă̋��x��
�ێ�����ׂɗn�ڂ͕K�{���Ǝv���������ł͖����݂����B���̔��𗆎q�~�ʼnߍ��Ɉ������痆�q�������������B
�������X�e�����X�@�@��v��3mm
�Ƃ������z��������Ȃ��̂�?�v�����Ȃ��������������Ǝv�����B
416 �F�����������������ς��B�F2014/02/18(��) 10:17:22.38 ID:???
>>415
���x�Ƃ����̂͑��ΓI�Ɂu�A���������v�Ƃ������ł���B
�傫���͔c���ł��Ȃ���
300mm�l���̔�6���g����6�ʑ̂̔���Ƃ�
���̐ڑ�����3mm�̃A���O�����d�˂��Ƃ���
���ʃe�[�v
�A�����A���t�@
�G�|�L�V
M3�i�e��6��x12����72�{�j
3mm�u���C���h���x�b�g�i�e��6��x12����72�{�j
�X�|�b�g�n�ځi�e��6��x12����72�{�j
�A���S���n�ڊe12��
�A���S���n�ځA�A���O���Ɣ��Ŋe��
���܂��܂Ȏ�@�ŋ��x�A�@�����A���𐫂͈قȂ��Ă���B
�ڒ��܈ȍ~�A�l�W��x�b�g����͐\�����Ȃ����x�Ŕ���
��������Ǝv����B
�������傫����d��ړI�̋��x�ɂ�邪
���x�Ƃ����̂͑��ΓI�Ɂu�A���������v�Ƃ������ł���B
�傫���͔c���ł��Ȃ���
300mm�l���̔�6���g����6�ʑ̂̔���Ƃ�
���̐ڑ�����3mm�̃A���O�����d�˂��Ƃ���
���ʃe�[�v
�A�����A���t�@
�G�|�L�V
M3�i�e��6��x12����72�{�j
3mm�u���C���h���x�b�g�i�e��6��x12����72�{�j
�X�|�b�g�n�ځi�e��6��x12����72�{�j
�A���S���n�ڊe12��
�A���S���n�ځA�A���O���Ɣ��Ŋe��
���܂��܂Ȏ�@�ŋ��x�A�@�����A���𐫂͈قȂ��Ă���B
�ڒ��܈ȍ~�A�l�W��x�b�g����͐\�����Ȃ����x�Ŕ���
��������Ǝv����B
�������傫����d��ړI�̋��x�ɂ�邪
417 �F�����������������ς��B�F2014/02/18(��) 13:45:45.23 ID:almWoK+H
>>414
�b���肽���ĂȂ��B
�c�ɂ̌ˌ��Ă����b���������̓��͂��ׂ���A��������h���K���h���K����邩�炽�܂�������Ȃ��̂�B
�Ԃɒb�蓹��ς�ŏo�����Ăǂ����ł�肽����B
�b���肽���ĂȂ��B
�c�ɂ̌ˌ��Ă����b���������̓��͂��ׂ���A��������h���K���h���K����邩�炽�܂�������Ȃ��̂�B
�Ԃɒb�蓹��ς�ŏo�����Ăǂ����ł�肽����B
418 �F�����������������ς��B�F2014/02/18(��) 16:17:23.04 ID:???
6���̔̕ӂ�90�x�ɋȂ��ăm���V������Đڒ��܂ŕt���悤
419 �F�����������������ς��B�F2014/02/18(��) 16:34:45.04 ID:???
420 �F�����������������ς��B�F2014/02/18(��) 19:11:15.37 ID:almWoK+H
�K���Ȃ��Ƃ�������
3���ő݂��Ă����킯�Ȃ�����
�s���Y���ɂ��ˁ[��
3���ő݂��Ă����킯�Ȃ�����
�s���Y���ɂ��ˁ[��
421 �F�����������������ς��B�F2014/02/18(��) 22:17:10.89 ID:???
422 �F�����������������ς��B�F2014/02/19(��) 16:49:05.51 ID:???
423 �F�����������������ς��B�F2014/02/20(��) 03:26:25.05 ID:UcsWSMj4
�������ō����}���\���̓z�͍H�쎺�ǂ����Ă�낤��
424 �F�����������������ς��B�F2014/02/20(��) 08:40:19.18 ID:???
>>423
�K���[�W��ʑ��ɂ�����A�݂��K���[�W�g������
�唼��DIY�͊O���ő��点�đg�ނ���DIY���낤�ˁB
���������̂�DIY�D���͏��Ȃ����A�{���ɋ���������DIY�D���Ȃ�
�s�S�ł������ˌ��ĂɏZ��ł�悗
�K���[�W��ʑ��ɂ�����A�݂��K���[�W�g������
�唼��DIY�͊O���ő��点�đg�ނ���DIY���낤�ˁB
���������̂�DIY�D���͏��Ȃ����A�{���ɋ���������DIY�D���Ȃ�
�s�S�ł������ˌ��ĂɏZ��ł�悗
425 �F�����������������ς��B�F2014/02/20(��) 10:19:06.17 ID:???
�s���Ȃ烁�C�J�[�u�[���ŃJ�t�F�݂����Ȃ̂������Ȃ��́H
426 �F�����������������ς��B�F2014/02/20(��) 13:10:50.86 ID:???
�Ԃ��D���Ŏ���ɐ����K���[�W��������Ă̂������ȁB
�l�p�̃W��������炵������A�����ȉƂ��낤�B
�����A���Y�Ƃ���Ȃ��҂��ŋ������ɂȂ����l������A�M���Ă鎞�Ԃ��Ȃ��Ȃ��Ȃ��炵���B
�l�p�̃W��������炵������A�����ȉƂ��낤�B
�����A���Y�Ƃ���Ȃ��҂��ŋ������ɂȂ����l������A�M���Ă鎞�Ԃ��Ȃ��Ȃ��Ȃ��炵���B
427 �F�����������������ς��B�F2014/02/20(��) 14:12:17.37 ID:aqvhNjGz
�M�鎞�Ԃ��K���[�W������قǂ��邪�A�����Ȃ��B
428 �F�����������������ς��B�F2014/02/20(��) 14:35:49.00 ID:???
>>426
���ǂ͂܂��n�R�Ȃ�A���Ԃ������Ȃ����炗
�{���ɋ������Ȃ�A�����̎��Ԃ��ő���ɔ���
�ړ��Ɏ��Ԃ�������Ȃ�|����Ȃ��ꏊ�ɕs���Y������
�d���Ɏ��Ԃ��|����Ȃ�A�ő���ɗL�\�Ȑl�ނ��ق���
����̐E���̑唼���s������B
���ǂ͂��̐l������Ǝ����̋��^�͎��Ȃ����x�����Ă��Ƃ��B
�����܂Ŗׂ���ꂽ�玞�Ԃ��������Ƃ������Ŏ�ɑł����߂�B
���ǂ͂܂��n�R�Ȃ�A���Ԃ������Ȃ����炗
�{���ɋ������Ȃ�A�����̎��Ԃ��ő���ɔ���
�ړ��Ɏ��Ԃ�������Ȃ�|����Ȃ��ꏊ�ɕs���Y������
�d���Ɏ��Ԃ��|����Ȃ�A�ő���ɗL�\�Ȑl�ނ��ق���
����̐E���̑唼���s������B
���ǂ͂��̐l������Ǝ����̋��^�͎��Ȃ����x�����Ă��Ƃ��B
�����܂Ŗׂ���ꂽ�玞�Ԃ��������Ƃ������Ŏ�ɑł����߂�B
429 �F�����������������ς��B�F2014/02/20(��) 15:27:35.05 ID:aqvhNjGz
���Ԃ��Ƃ������ƁB
�܂�͍S�������������Ƃ������ƂŁB
��ЂɍS������闝�R�͌����������Δт���Ȃ���Ȃ�Ȃ�����ł����āB
�������Ȃ���Ȃ��S�������B
����͌��n������]�ˎ���������ς��Ȃ����Ղ̘_���ł���B
�܂�͎��Ԃ��Ƃ����͖̂{���̍S������̉���Ƃ����Ӗ��Ƃ͈Ⴂ�A�����̂����ɐl���S������Ƃ������Ƃł���B
����͖{���I�ȉ���ł͂Ȃ��B
�ł͖{���I�ȍS������̉���Ƃ͂ȂH
�܂�͍S�������������Ƃ������ƂŁB
��ЂɍS������闝�R�͌����������Δт���Ȃ���Ȃ�Ȃ�����ł����āB
�������Ȃ���Ȃ��S�������B
����͌��n������]�ˎ���������ς��Ȃ����Ղ̘_���ł���B
�܂�͎��Ԃ��Ƃ����͖̂{���̍S������̉���Ƃ����Ӗ��Ƃ͈Ⴂ�A�����̂����ɐl���S������Ƃ������Ƃł���B
����͖{���I�ȉ���ł͂Ȃ��B
�ł͖{���I�ȍS������̉���Ƃ͂ȂH
430 �F�����������������ς��B�F2014/02/20(��) 15:39:12.34 ID:???
>>429
���������Ă邩�悭�킩��Ȃ����B
���DIY�����������Ԃ����R�ɂȂ�悤�ɍH�v����Ηǂ���������
���̗��R���d���̑��Z�ł���Ȃ�A�����ɕK�p�Ȏ��Ԃ����ߍ��킳��邾��
�l���ق��ĔC��������B
�o�O�����ΐH���̔������A�����̎��Ԃ������Ȃ�
�N���[�j���O���o���ΐ���̎��Ԃ������Ȃ�B
���Ɠ��e�������ŁA�l���ق��ďo���邱�ƁA�O���ŏo���邱��
���������ςݏd��
���������Ă邩�悭�킩��Ȃ����B
���DIY�����������Ԃ����R�ɂȂ�悤�ɍH�v����Ηǂ���������
���̗��R���d���̑��Z�ł���Ȃ�A�����ɕK�p�Ȏ��Ԃ����ߍ��킳��邾��
�l���ق��ĔC��������B
�o�O�����ΐH���̔������A�����̎��Ԃ������Ȃ�
�N���[�j���O���o���ΐ���̎��Ԃ������Ȃ�B
���Ɠ��e�������ŁA�l���ق��ďo���邱�ƁA�O���ŏo���邱��
���������ςݏd��
431 �F�����������������ς��B�F2014/02/20(��) 17:13:50.52 ID:aqvhNjGz
>>430
���`�`��
�m���ɁA���Ԃ��m�ۂł����DIY�͏o�����ˁB
����������ƂÂł�������B
���Ԃ������Ă��R�c�R�c���Ώ������o���オ���Ă����B
�o�O���������N���[�j���O�ɏo�����Ƃɂ���Ď��Ԃ�P�o���邱�Ƃ����Ăł���B
�����ǂ��A���ۓI�ɂ���łł��邩�H�Ƃ������͑��݂���Ǝv���B
�����̐l�͎d���Ŕ��ċA���Ă���킯����Ȃ��B
�ƂɋA���ĔѐH���ĕ��C�����Ĉꑧ�����炷���ɐQ�Ȃ���Ȃ�Ȃ��l������B
�y�j�����j���Q�ĉ߂����Ȃ��Ƒ̂̂����Ȃ��E��̐l�����Ă���킯�������B
���̏��Ȃ����Ԃ�����Ă܂ł�肽�����H�Ƃ������ƁB
�͂����茾����DIY�Ƃ����̂͑��̎�Ƃ͏��������̈قȂ���̂�������Ȃ��Ƃ������ƁB
DIY�Ƃ͐��Y�����̈�ɕ��ނ����ׂ��ł��낤�B
�{���͖{�E����邱�Ƃ��A�����ł��킯������B
���́A���Y�����Ƃ������O���Ă͂Ȃ�Ȃ��Ǝv���̂ł��B
����ȂɁA���Ղ������̂ł͂Ȃ������m��Ȃ��ƁB
���̗��_���w���ɓ��Ă͂߂čl����Ƃ���B
�������N���Ċw�Z�֍s���A��������B
�����ĉƂɋA���Ă��܂��h��Ɨ\�K������B
�w�Z�ł��Ƃł����ł���B
��������̂��D���ł���Ă���q�����邩������Ȃ��B
�������Ȃ���A���X����Ă���q�������̂����ۂł͂Ȃ����낤���B
�����̏����̂��߂ɂ���A�������т���邽�߂ɂ���A�`������ł�A���邢�͋����ϔO�ł���Ă���q�����邩������Ȃ��B
�b��߂��ƁA�J���Ƃ́A���Ȃ킿�A������Ƃ邽�߂ɋ`�����ł��ɉ߂��Ȃ����́A�Ƃ����{���I�ȕ����������Ƃ��댯���ɂ��ċc�_����Ȃ���Ȃ�Ȃ��ł��낤�B
�����Ȃ肻���Ȃ̂ň�U���Ƃ��܂��傤�B
���`�`��
�m���ɁA���Ԃ��m�ۂł����DIY�͏o�����ˁB
����������ƂÂł�������B
���Ԃ������Ă��R�c�R�c���Ώ������o���オ���Ă����B
�o�O���������N���[�j���O�ɏo�����Ƃɂ���Ď��Ԃ�P�o���邱�Ƃ����Ăł���B
�����ǂ��A���ۓI�ɂ���łł��邩�H�Ƃ������͑��݂���Ǝv���B
�����̐l�͎d���Ŕ��ċA���Ă���킯����Ȃ��B
�ƂɋA���ĔѐH���ĕ��C�����Ĉꑧ�����炷���ɐQ�Ȃ���Ȃ�Ȃ��l������B
�y�j�����j���Q�ĉ߂����Ȃ��Ƒ̂̂����Ȃ��E��̐l�����Ă���킯�������B
���̏��Ȃ����Ԃ�����Ă܂ł�肽�����H�Ƃ������ƁB
�͂����茾����DIY�Ƃ����̂͑��̎�Ƃ͏��������̈قȂ���̂�������Ȃ��Ƃ������ƁB
DIY�Ƃ͐��Y�����̈�ɕ��ނ����ׂ��ł��낤�B
�{���͖{�E����邱�Ƃ��A�����ł��킯������B
���́A���Y�����Ƃ������O���Ă͂Ȃ�Ȃ��Ǝv���̂ł��B
����ȂɁA���Ղ������̂ł͂Ȃ������m��Ȃ��ƁB
���̗��_���w���ɓ��Ă͂߂čl����Ƃ���B
�������N���Ċw�Z�֍s���A��������B
�����ĉƂɋA���Ă��܂��h��Ɨ\�K������B
�w�Z�ł��Ƃł����ł���B
��������̂��D���ł���Ă���q�����邩������Ȃ��B
�������Ȃ���A���X����Ă���q�������̂����ۂł͂Ȃ����낤���B
�����̏����̂��߂ɂ���A�������т���邽�߂ɂ���A�`������ł�A���邢�͋����ϔO�ł���Ă���q�����邩������Ȃ��B
�b��߂��ƁA�J���Ƃ́A���Ȃ킿�A������Ƃ邽�߂ɋ`�����ł��ɉ߂��Ȃ����́A�Ƃ����{���I�ȕ����������Ƃ��댯���ɂ��ċc�_����Ȃ���Ȃ�Ȃ��ł��낤�B
�����Ȃ肻���Ȃ̂ň�U���Ƃ��܂��傤�B
432 �F�����������������ς��B�F2014/02/20(��) 17:26:36.33 ID:???
�d��=��肽���Ȃ���O��Ƃ��Ȃ���������
433 �F�����������������ς��B�F2014/02/20(��) 18:09:28.40 ID:aqvhNjGz
���̂悤�ɍl���Ă����ƁA�{���͍w�����邱�Ƃ̂ł�����̂��A���Ԃ��g����DIY������Ӗ��ɂ����āA�{���]�|�ɂȂ肩�˂Ȃ��B
�������g���ė��������̎��Ԃ�ߖADIY�����邱�Ƃɂ���čw�������ߖ�B
�������A�t�����l�Ƃ������̂����邱�Ƃ͏��m���Ă������ł��낤���B
�������z�̗����ł������Ƃ��Ă��A�o�O����������̂Ǝ����ŗ����������̂��ׂ����ɁA�K�����������̕t�����l�ƂȂ�Ƃ͌����Ȃ��ł��낤���B
�������Ƃ�DIY�ł�������ł��낤��B
�����̐��i���w�������ꍇ��DIY�Ő�����̂��ׂ��Ƃ��ɁA�����̕t�����l�ƂȂ�Ƃ͌����Ȃ��ł��낤�ˁB
�ނ���ADIY�ł͂��̉ߒ����y���ނ��Ƃɕt�����l������̂�������Ȃ����B
��Ɠ���_�����A�݂��P������H��@�B�ƑΖʂ���B
�j�b�P���t���̎{���ꂽ�~���ł�������A�ꕔ�̋������Ȃ����킳�ꂽ���S�̕\�ʂł�������A���邢�͏Ă��̓����ꂽ���x�ȃ{�[�����q�ł�������A����玽���̋P���̓������Ɠ��̌����������ɒ��˕Ԃ��A�W�X�Ƃ������z�����̂悤��ῂ�������������B
���́A�����ɉ��H���ꂽ�����̂��܂�ł���|�S�̋@�B�𑀍삵�A�܂��������\�ʂɖ��̋P����^����B
DIY�Ƃ�������Ȏ�ɂ����Ă��A�t�����l�̎��\�������邱�Ƃ͂ł��Ȃ��ł��낤�B
�����ł́A���������Ƃ������Ǝ��ƁADIY�̎��t�����l�̑��ʂ������̊W�ɂȂ��Ă��邱�Ƃɒ������ꂽ���B
�Ǝ���i�A�����ɕt�����鎞�ԓI�Ȃ��́A�����͋��K�Ɋ��Z���邱�Ƃ��\�Ȃ̂ł��邪�A�Ǝ����\�����鐬���ƁADIY���\�����鐬�������ɉf�����W�ɂȂ��Ă���Ƃ������Ƃł���B
��������������������A�����鎩�������Ƃ������Ƃł��邪�A���ɂ����Ǝ��S�ʂ���Ƃ��Ă���l������Ƃ��Ă��A�Ǝ���DIY�ł��Ă���Ƃ͌���Ȃ��킯�ł���B
�����ɉ��������Ă邱�Ƃ��\�ł���B
���Ȃ킿�A�����ɉc�ނ��ƂɊ֘A�����Ɩ��ƁA��������藣���ꂽ���́@�`�����ł�DIY�Ƃ���`�@�ł́A��Ƃ�����ɂ����萫���̈Ⴄ���̂Ȃ̂ł͂Ȃ����낤���A�Ƃ������Ƃł��B
�S���������Ԃ��o�߂���Ƃ��Ă��A��Ƃɂ������Ă�����e�ɂ��A�S�������̈قȂ鎞�ԂɂȂ肤��Ƃ������Ƃ��Î������B
�������g���ė��������̎��Ԃ�ߖADIY�����邱�Ƃɂ���čw�������ߖ�B
�������A�t�����l�Ƃ������̂����邱�Ƃ͏��m���Ă������ł��낤���B
�������z�̗����ł������Ƃ��Ă��A�o�O����������̂Ǝ����ŗ����������̂��ׂ����ɁA�K�����������̕t�����l�ƂȂ�Ƃ͌����Ȃ��ł��낤���B
�������Ƃ�DIY�ł�������ł��낤��B
�����̐��i���w�������ꍇ��DIY�Ő�����̂��ׂ��Ƃ��ɁA�����̕t�����l�ƂȂ�Ƃ͌����Ȃ��ł��낤�ˁB
�ނ���ADIY�ł͂��̉ߒ����y���ނ��Ƃɕt�����l������̂�������Ȃ����B
��Ɠ���_�����A�݂��P������H��@�B�ƑΖʂ���B
�j�b�P���t���̎{���ꂽ�~���ł�������A�ꕔ�̋������Ȃ����킳�ꂽ���S�̕\�ʂł�������A���邢�͏Ă��̓����ꂽ���x�ȃ{�[�����q�ł�������A����玽���̋P���̓������Ɠ��̌����������ɒ��˕Ԃ��A�W�X�Ƃ������z�����̂悤��ῂ�������������B
���́A�����ɉ��H���ꂽ�����̂��܂�ł���|�S�̋@�B�𑀍삵�A�܂��������\�ʂɖ��̋P����^����B
DIY�Ƃ�������Ȏ�ɂ����Ă��A�t�����l�̎��\�������邱�Ƃ͂ł��Ȃ��ł��낤�B
�����ł́A���������Ƃ������Ǝ��ƁADIY�̎��t�����l�̑��ʂ������̊W�ɂȂ��Ă��邱�Ƃɒ������ꂽ���B
�Ǝ���i�A�����ɕt�����鎞�ԓI�Ȃ��́A�����͋��K�Ɋ��Z���邱�Ƃ��\�Ȃ̂ł��邪�A�Ǝ����\�����鐬���ƁADIY���\�����鐬�������ɉf�����W�ɂȂ��Ă���Ƃ������Ƃł���B
��������������������A�����鎩�������Ƃ������Ƃł��邪�A���ɂ����Ǝ��S�ʂ���Ƃ��Ă���l������Ƃ��Ă��A�Ǝ���DIY�ł��Ă���Ƃ͌���Ȃ��킯�ł���B
�����ɉ��������Ă邱�Ƃ��\�ł���B
���Ȃ킿�A�����ɉc�ނ��ƂɊ֘A�����Ɩ��ƁA��������藣���ꂽ���́@�`�����ł�DIY�Ƃ���`�@�ł́A��Ƃ�����ɂ����萫���̈Ⴄ���̂Ȃ̂ł͂Ȃ����낤���A�Ƃ������Ƃł��B
�S���������Ԃ��o�߂���Ƃ��Ă��A��Ƃɂ������Ă�����e�ɂ��A�S�������̈قȂ鎞�ԂɂȂ肤��Ƃ������Ƃ��Î������B
434 �F�����������������ς��B�F2014/02/20(��) 18:16:12.89 ID:aqvhNjGz
>>432
�����i�[�Y�n�C�Ƃ������t������܂��B
���́A�����ɂ͖{���I�ȈӖ��͂Ȃ��A�Ƃ������������Ă���܂��B
���������܂��āA�d��=��肽���Ȃ��A�Ƃ����}�����A�J��=�������́A�Ƃ����}�����{���I�ɂ͐��������Ȃ����̂ƍl���Ă��܂��B
�����ɂ���̂͋�ɂ������Ȃ̂��A�Ƃ����_�B
�����i�[�Y�n�C�Ƃ������t������܂��B
���́A�����ɂ͖{���I�ȈӖ��͂Ȃ��A�Ƃ������������Ă���܂��B
���������܂��āA�d��=��肽���Ȃ��A�Ƃ����}�����A�J��=�������́A�Ƃ����}�����{���I�ɂ͐��������Ȃ����̂ƍl���Ă��܂��B
�����ɂ���̂͋�ɂ������Ȃ̂��A�Ƃ����_�B
435 �F�����������������ς��B�F2014/02/20(��) 23:04:38.79 ID:???
>>431-434
�Ƃ肠�����N���\�����Ȃ̂͗��������B
�ǂނ܂ł��Ȃ��B
�������H
����Ă͎̂����́A�������g�̂͂Ȃ������H
�������g���s�\���Ƃ��A�ׂ��ׁu�s�\�ȁv���R���q�ׂ�Ȃ�
����͎����Ȃ���B
�N�ɂ����v���ꂸ�A�������g�Łu�\�Ȕ͈́v�Ŏ����I�Ȋy���݂�����Č����́B
�l�ɂ͗p�ӂ��邨��������܂���B���@�c�O�ł����A�i�^�͂��̎�͎��Ă܂���B
�l�ɂ͊����鎞�Ԃ�����܂���B���@�c�O�ł����A�i�^�͂��̎�͎��Ă܂���B
�l�ɂ͉\�Ȋ�������܂���B���@�c�O�ł����A�i�^�͂��̎�͎��Ă܂���B
�l�̊w�́i���i���j�ł͕s�\�ȗ̈�ł��B���@�c�O�ł����A�i�^�͂��̎�͎��Ă܂���B
�Ƃ肠�����N���\�����Ȃ̂͗��������B
�ǂނ܂ł��Ȃ��B
�������H
����Ă͎̂����́A�������g�̂͂Ȃ������H
�������g���s�\���Ƃ��A�ׂ��ׁu�s�\�ȁv���R���q�ׂ�Ȃ�
����͎����Ȃ���B
�N�ɂ����v���ꂸ�A�������g�Łu�\�Ȕ͈́v�Ŏ����I�Ȋy���݂�����Č����́B
�l�ɂ͗p�ӂ��邨��������܂���B���@�c�O�ł����A�i�^�͂��̎�͎��Ă܂���B
�l�ɂ͊����鎞�Ԃ�����܂���B���@�c�O�ł����A�i�^�͂��̎�͎��Ă܂���B
�l�ɂ͉\�Ȋ�������܂���B���@�c�O�ł����A�i�^�͂��̎�͎��Ă܂���B
�l�̊w�́i���i���j�ł͕s�\�ȗ̈�ł��B���@�c�O�ł����A�i�^�͂��̎�͎��Ă܂���B
436 �F�����������������ς��B�F2014/02/21(��) 15:40:59.51 ID:???
���Ȗ����B
���ł��A�����E�U���B
���ł��A�����E�U���B
437 �F�����������������ς��B�F2014/02/27(��) 01:40:13.09 ID:Sd0v9JMV
�X�e�����X��1mm�̒��̂ق����Y��ɃJ�b�g����̂�
�ȉ��̕��@�Ŗ����Ă��܂��A�A�h�o�C�X���肢���܂�
�E�X�e�����X�h�����Œn���Ɍ��J�����Ă���ʂ�
�E�f�B�X�N�O���C���_�[�ŃJ�b�g����
�E�v���Y�}�ؒf�@�ŃJ�b�g����
�X�e�����X�h�����ł���Ă��܂�����
��ɐS���܂ꂻ���ł�
�f�B�X�N�O���C���_�[�͖{�̂����͂���܂�
�v���Y�}�ؒf�@�͎����Ă��܂���
�F����̈ӌ����������������̂�
�X�������肢���܂�
�ȉ��̕��@�Ŗ����Ă��܂��A�A�h�o�C�X���肢���܂�
�E�X�e�����X�h�����Œn���Ɍ��J�����Ă���ʂ�
�E�f�B�X�N�O���C���_�[�ŃJ�b�g����
�E�v���Y�}�ؒf�@�ŃJ�b�g����
�X�e�����X�h�����ł���Ă��܂�����
��ɐS���܂ꂻ���ł�
�f�B�X�N�O���C���_�[�͖{�̂����͂���܂�
�v���Y�}�ؒf�@�͎����Ă��܂���
�F����̈ӌ����������������̂�
�X�������肢���܂�
438 �F�����������������ς��B�F2014/02/27(��) 04:59:58.89 ID:???
>>437
�����ł��̕��͂�ǂ�ŁA1mm���̃X�e����
�ǂ������ގ��Ȃ̂��A���n�X�e���Ȃ̂��킩�邩�H
����1mm�̔�20X20�Ȃ̂�1000x1000�̑傫���Ȃ̂��킩�邩�H
����ʂ��`�~�b�L�[�}�E�X�̃V���G�b�g�Ȃ̂�
�e�G�̂悤�ɕ��G�Ȃ̂��킩��̂��H
�̎Z���ǂ��l���Ă�Ƃ�����������ɂ���Ƃ�
���H���@���Ă̂͌`���ގ���傫���ő傫���قȂ�B
�N���S�ɕ`�������͑���ɂ͓����ł��Ȃ��B
�R�X�g��x�O������Ȃ烌�[�U�[���H�ɂ������ق���
�ŏI�I�ɂ͈�����B
�����ł��̕��͂�ǂ�ŁA1mm���̃X�e����
�ǂ������ގ��Ȃ̂��A���n�X�e���Ȃ̂��킩�邩�H
����1mm�̔�20X20�Ȃ̂�1000x1000�̑傫���Ȃ̂��킩�邩�H
����ʂ��`�~�b�L�[�}�E�X�̃V���G�b�g�Ȃ̂�
�e�G�̂悤�ɕ��G�Ȃ̂��킩��̂��H
�̎Z���ǂ��l���Ă�Ƃ�����������ɂ���Ƃ�
���H���@���Ă̂͌`���ގ���傫���ő傫���قȂ�B
�N���S�ɕ`�������͑���ɂ͓����ł��Ȃ��B
�R�X�g��x�O������Ȃ烌�[�U�[���H�ɂ������ق���
�ŏI�I�ɂ͈�����B
439 �F�����������������ς��B�F2014/02/27(��) 13:42:00.39 ID:Sd0v9JMV
>>438
�����܂�������s���ł���
�X�e�����X�̑f�ނ�sus304
�T�C�Y��300x300
���H������1��
��ʓI�ȗX�֎̎��H(���̕s��)
�ɂ҂�����Ɛ蔲���\��ł�
�R�X�g�ō��Y��ł���
�F����̈ӌ��������
���f���悤�Ǝv���Ă��܂�
�����܂�������s���ł���
�X�e�����X�̑f�ނ�sus304
�T�C�Y��300x300
���H������1��
��ʓI�ȗX�֎̎��H(���̕s��)
�ɂ҂�����Ɛ蔲���\��ł�
�R�X�g�ō��Y��ł���
�F����̈ӌ��������
���f���悤�Ǝv���Ă��܂�
440 �F�����������������ς��B�F2014/02/27(��) 13:50:08.92 ID:???
>>439
�蔲���`�����������P�K����
�l�����h�����ł����Ă���A���̕ӂ��f�B�X�N�T���_�[�Ő�
���������͐藎�Ƃ�����T���_�[���k���Ɏd�グ
�Ō�̓P�K�L�ɍ��킹�ă��X���Œ��J�ɕӂ��d�グ�Ă���
�f�U�C���ɖ�肪�Ȃ��̂Ȃ����͑��������Ă�
U���S���̂悤�Ȃ��̂�f�ʂ̐���ɐڒ���
�g�p��̈��S��ɂ���B
�������������ς����Ȃ�A�I�C���X�g���Ŗʎ�肵�Ȃ���
�p��ׂ��Ďd�グ��
�蔲���`�����������P�K����
�l�����h�����ł����Ă���A���̕ӂ��f�B�X�N�T���_�[�Ő�
���������͐藎�Ƃ�����T���_�[���k���Ɏd�グ
�Ō�̓P�K�L�ɍ��킹�ă��X���Œ��J�ɕӂ��d�グ�Ă���
�f�U�C���ɖ�肪�Ȃ��̂Ȃ����͑��������Ă�
U���S���̂悤�Ȃ��̂�f�ʂ̐���ɐڒ���
�g�p��̈��S��ɂ���B
�������������ς����Ȃ�A�I�C���X�g���Ŗʎ�肵�Ȃ���
�p��ׂ��Ďd�グ��
441 �F�����������������ς��B�F2014/02/27(��) 14:24:31.96 ID:Sd0v9JMV
>>440
�P�K�L���厖�Ȃ�ł���
�낤�����̂܂܍�Ƃ��Ă��܂����ł���
U���S�����ƂĂ��Q�l�ɂȂ�܂���
���̎菇�����J�ɋ����ĉ���������������
�Ȃ�Ƃ���ꂻ���ł�
���肪�Ƃ��������܂���
�P�K�L���厖�Ȃ�ł���
�낤�����̂܂܍�Ƃ��Ă��܂����ł���
U���S�����ƂĂ��Q�l�ɂȂ�܂���
���̎菇�����J�ɋ����ĉ���������������
�Ȃ�Ƃ���ꂻ���ł�
���肪�Ƃ��������܂���
442 �F�����������������ς��B�F2014/02/27(��) 14:47:39.03 ID:DD+NN7XA
�h�����͗v��Ȃ��ȁB
�O���C���_�[�̂݁B�u�͋��̗��B
1mm����sus304�邽�߂�5���~�̓d��������������50cm�قǐ����Ƃ���Ŏ������߂ɂȂ�����B
�u�ŋ�������B���̗��B���ꂾ���o���Ƃ������B
�O���C���_�[�̂݁B�u�͋��̗��B
1mm����sus304�邽�߂�5���~�̓d��������������50cm�قǐ����Ƃ���Ŏ������߂ɂȂ�����B
�u�ŋ�������B���̗��B���ꂾ���o���Ƃ������B
443 �F�����������������ς��B�F2014/02/27(��) 14:50:02.61 ID:DD+NN7XA
�����ł��O�[�̓`���L�ɏ����ȁB�B�B
�p�[�ɂ͕����邯�LjӖ��������ȁB�B�B
�p�[�ɂ͕����邯�LjӖ��������ȁB�B�B
444 �F�����������������ς��B�F2014/02/27(��) 15:58:25.86 ID:???
445 �F�����������������ς��B�F2014/02/27(��) 16:00:46.71 ID:???
�t���C�X����
446 �F�����������������ς��B�F2014/02/27(��) 17:50:22.27 ID:???
http://i.imgur.com/42jyUQr.jpg
����ȂׂȁH
{kind=link}
����ȂׂȁH
447 �F�����������������ς��B�F2014/02/27(��) 22:32:20.09 ID:Sd0v9JMV
>>442
�O���C���_�[�̓u�͕֗��Ƃ������ł���
�o���Ă����܂�
>>444
�I�C���X�g���A�܂��͓u�H��
�p�����Ă������Ă݂܂�
>>445
�����Ē��������@�Ŏ����ł͎��������Ȃ��悤�Ȃ�
�t���C�X���������܂�
�F����̈ӌ����Q�l��
���x�̋x�݂̓��Ɏ����Ă݂܂�
���肪�Ƃ��������܂���
�O���C���_�[�̓u�͕֗��Ƃ������ł���
�o���Ă����܂�
>>444
�I�C���X�g���A�܂��͓u�H��
�p�����Ă������Ă݂܂�
>>445
�����Ē��������@�Ŏ����ł͎��������Ȃ��悤�Ȃ�
�t���C�X���������܂�
�F����̈ӌ����Q�l��
���x�̋x�݂̓��Ɏ����Ă݂܂�
���肪�Ƃ��������܂���
448 �F�����������������ς��B�F2014/02/27(��) 23:10:45.12 ID:???
>>447
�u���̗��v�Ƃ����͓̂u�̏��i������w
�u���̗��v�Ƃ����͓̂u�̏��i������w
449 �F�����������������ς��B�F2014/02/28(��) 00:06:12.99 ID:GhB9ISEg
450 �F�����������������ς��B�F2014/02/28(��) 04:06:36.25 ID:???
�����肪�Ƃ��������܂���
���s���Ă�́H
���s���Ă�́H
451 �F�����������������ς��B�F2014/02/28(��) 10:01:22.97 ID:k+DN/+wF
sus�Ă��ĎK�܂���
452 �F�����������������ς��B�F2014/02/28(��) 10:05:23.81 ID:???
>>451
�����Ńf���A���Ȃ�Ƃ��_�u���Ȃ�Ƃ��J�b�^�[�ł���B��
�Ă����疁�����ޘb����B
�T���_�[�ɕt���錤���o�t�⌤���y�[�p����B
�����Ńf���A���Ȃ�Ƃ��_�u���Ȃ�Ƃ��J�b�^�[�ł���B��
�Ă����疁�����ޘb����B
�T���_�[�ɕt���錤���o�t�⌤���y�[�p����B
453 �F�����������������ς��B�F2014/03/03(��) 03:12:18.26 ID:???
http://awabi.2ch.net/test/read.cgi/diy/1222241153/544
�������܁AID�����\���̈ӌ����W�߂Ă��܂��B�Z���̕��͂��Q���������B
�������܁AID�����\���̈ӌ����W�߂Ă��܂��B�Z���̕��͂��Q���������B
454 �F�����������������ς��B�F2014/03/04(��) 15:23:17.73 ID:IsleqqfZ
�ԂœS�H���ɏ����ēS�T�u���N�ޔ����Ă��Ă�������B
�g���b�N�����Ԑςݏ�ɏ�p�ԂԂ�����Ŏ�Őς�ł��Ă�������B
�d���đ�ς��������B����10�{�����B
�S�̒P�������S�z��������100�~�ŏ����������B
�N���[���ł��̂܂ܐς߂�g���[���[���~�����Ȃ������B
�g���b�N�����Ԑςݏ�ɏ�p�ԂԂ�����Ŏ�Őς�ł��Ă�������B
�d���đ�ς��������B����10�{�����B
�S�̒P�������S�z��������100�~�ŏ����������B
�N���[���ł��̂܂ܐς߂�g���[���[���~�����Ȃ������B
455 �F�����������������ς��B�F2014/03/04(��) 16:08:04.37 ID:???
DIY�Ŗ��@�̂悤�Ɏg����u�S�H���v�͂ǂ������Ƃ��납�m�肽���킗
�@�B�������������ƁA����������ʐl�������K���Ɂu�S�H���v�Ă�ł邩
�Ȃ�ނ�B
�����ł����ƁAH�|��S�A�S���̗n�ڂ�x���_�[���H�A�����Ɍ��z�n��������
�������@�B���H�A���i�ʎY�A���d���H�A�n�ځA���[�U�[���H���܂œS�H��
�Ƃ��������͂��邵�A�ւ�i����A�v���X�����Չ��������A���Ȃ��炸
�_�C�J�X�g�������^�����S�H���������ȁB
���Ԃ�ȒP�Ɂu�S�H���ɗ��݂Ȃ�v�u�Ƃ��S�H���Ɏ����Ă����v�Ƃ�
�u�S�H���Ȃ�v�ƌď̂���l�X�̃C���[�W�ɂ͉������z�̓S�H����
����낤���ǁB
�|��̔��Ǝ҂܂œS�H������B��
�|�މ��łȂ����H���̉��������Ƃ͎v�����ǁB
�@�B�������������ƁA����������ʐl�������K���Ɂu�S�H���v�Ă�ł邩
�Ȃ�ނ�B
�����ł����ƁAH�|��S�A�S���̗n�ڂ�x���_�[���H�A�����Ɍ��z�n��������
�������@�B���H�A���i�ʎY�A���d���H�A�n�ځA���[�U�[���H���܂œS�H��
�Ƃ��������͂��邵�A�ւ�i����A�v���X�����Չ��������A���Ȃ��炸
�_�C�J�X�g�������^�����S�H���������ȁB
���Ԃ�ȒP�Ɂu�S�H���ɗ��݂Ȃ�v�u�Ƃ��S�H���Ɏ����Ă����v�Ƃ�
�u�S�H���Ȃ�v�ƌď̂���l�X�̃C���[�W�ɂ͉������z�̓S�H����
����낤���ǁB
�|��̔��Ǝ҂܂œS�H������B��
�|�މ��łȂ����H���̉��������Ƃ͎v�����ǁB
456 �F�����������������ς��B�F2014/03/04(��) 16:14:23.17 ID:???
���H�Ǝ҂̂Ƃ���Ɂu�S�����Ă���v���ė���ꂽ��E�U���Ďd���Ȃ����낤�ȁB
�p�����ɏ��������ɍs���悤�Ȃ��B
�p�����ɏ��������ɍs���悤�Ȃ��B
457 �F�����������������ς��B�F2014/03/04(��) 16:31:20.45 ID:???
>>456
���K��邾���ŃE�U�C���ƌ���Ȃ��Ȃ�ǂ��Ƃ͎v����
�w�^��2-3�������Ă������A�s�b�`���Ƃ��a�̐��x��
�Ȃ�Ĕ\�������������}�V������
�f�l�͉��Smm�ł�����mm�ł��}0.02���炢�ʼn��H���Ă����
�v���Ă邩��Ȃ�
�ǂ������o�J���ł����̂ɁA���������V�т�v�ɐ��肱�܂�
����ˁB
���K��邾���ŃE�U�C���ƌ���Ȃ��Ȃ�ǂ��Ƃ͎v����
�w�^��2-3�������Ă������A�s�b�`���Ƃ��a�̐��x��
�Ȃ�Ĕ\�������������}�V������
�f�l�͉��Smm�ł�����mm�ł��}0.02���炢�ʼn��H���Ă����
�v���Ă邩��Ȃ�
�ǂ������o�J���ł����̂ɁA���������V�т�v�ɐ��肱�܂�
����ˁB
458 �F�����������������ς��B�F2014/03/04(��) 17:15:45.77 ID:IsleqqfZ
�ꉞ�����Ă������B
�|�މ������B�Ɣ̉��i�Ŕ����邩���ɐ��ʂ͑�ڂɔ����Ă�B
���������������Ƃ����������̂łȂ��A���ʂœ����Ă�������ȁB
�T�u���N�̓S��10�����g���ړr�͂��܂̂Ƃ���Ȃ����ǕۊǏꏊ�͂��邩��ȁB
�f�l�����ď��������ʂ����蔃���Ă��炻�̂��������q�f����悤�ɂȂ邩��A��߂Ƃ���ȁB
�|�މ������B�Ɣ̉��i�Ŕ����邩���ɐ��ʂ͑�ڂɔ����Ă�B
���������������Ƃ����������̂łȂ��A���ʂœ����Ă�������ȁB
�T�u���N�̓S��10�����g���ړr�͂��܂̂Ƃ���Ȃ����ǕۊǏꏊ�͂��邩��ȁB
�f�l�����ď��������ʂ����蔃���Ă��炻�̂��������q�f����悤�ɂȂ邩��A��߂Ƃ���ȁB
459 �F�����������������ς��B�F2014/03/04(��) 17:22:11.20 ID:???
�|�މ��Ȃ̂��A�A�A
�Ȃ���A�S�H���ƕ����x�Ɂu��������I�v�Ɗm�F�������Ȃ�ȁB
�Ȃ���A�S�H���ƕ����x�Ɂu��������I�v�Ɗm�F�������Ȃ�ȁB
460 �F�����������������ς��B�F2014/03/08(�y) 02:59:19.75 ID:???
>>458
�I�}�C���ق��H�@�ނ肩�H
�|�މ���S�H���Ă�肵�₪����
�����u��p�ԂɃT�u���N�ς�ʼn^�v�Ȃ�Č������Ƃ������������˂���
�|�މ��A���������ʂ����āu����ˁI�v�Ȃ�Ė���
���A�P���������Ȃ�\���͂���
�I�}�C���ق��H�@�ނ肩�H
�|�މ���S�H���Ă�肵�₪����
�����u��p�ԂɃT�u���N�ς�ʼn^�v�Ȃ�Č������Ƃ������������˂���
�|�މ��A���������ʂ����āu����ˁI�v�Ȃ�Ė���
���A�P���������Ȃ�\���͂���
461 �F�����������������ς��B�F2014/03/09(��) 02:42:07.25 ID:auFrnbXC
>>460
�T�u���N�ς߂��p�Ԃ��Ȃ��Ƃł��v���Ă�H
����ˁI����Ȃ��Č����ł���肷�邵���Ȃ������Ώۂ͓˂��ς˂�ꂽ�炨���܂��Ȃ́B
�Ɣ̂̍|�މ�����ʐl�ɔ����ďグ��闘�v�ǂꂾ�����邩�l���Ă݂��B
����ŃN���[�����삵�Đς�ł��ꂽ��������X�����炵�Ă��킗
�T�u���N�ς߂��p�Ԃ��Ȃ��Ƃł��v���Ă�H
����ˁI����Ȃ��Č����ł���肷�邵���Ȃ������Ώۂ͓˂��ς˂�ꂽ�炨���܂��Ȃ́B
�Ɣ̂̍|�މ�����ʐl�ɔ����ďグ��闘�v�ǂꂾ�����邩�l���Ă݂��B
����ŃN���[�����삵�Đς�ł��ꂽ��������X�����炵�Ă��킗
����ς�ŏ����炻������������ނ肾������
���Ȃ����Ⴛ����h��p�ԁh���Č��������m���
���Ȃ��Ă��s��Ⴛ��Ȃ���܁h��p�ԁh���Č�����
���Ȃ����Ⴛ����h��p�ԁh���Č��������m���
���Ȃ��Ă��s��Ⴛ��Ȃ���܁h��p�ԁh���Č�����
463 �F�����������������ς��B�F2014/03/10(��) 22:27:55.73 ID:???
464 �F�����������������ς��B�F2014/03/11(��) 05:39:12.01 ID:???
���͋@�B���H����1000x1300�N���X�̃X�g���[�N��
�}�V�j���O��3�ԃN���X��NC��ėp�t���C�X�A�ėp����
��tig�n�ځA��400���炢�̍|�ނ�ؒf�ł��鋘��
���d���H�@���烏�C���[�J�b�g�܂Ŏ��R�Ɏg���邪
�o�C�N�̉����Ƃ��K���[�W�̐ݔ��Ɏg��DIY�ޗ���
�A���~�A�|�ނ̍ޗ��͍|�މ����璍����t�^�o�̋K�i�Ŏ�邯��
�|�����̓l�b�g�ʔ̂̍|���ŃJ�b�g�������Ă��B
�E�`�݂����ȋ@�B�����ēS���Đ�ɂ�����ˁB
�n�f���ł��邯�Ǎd�������Ⴄ���A�o���h�\�[�����Ղ̂�Ȃ���
�d���H��Ő�̂͘J�͂�n���i�u�j�̖��ʂ���
�̂͋@�B�ɍڂ��ăG���h�~���ō���������
�Ј��̖ڂ����邵���Ɨp�̒i�����W���}������ł���
�[���x���̋@�B�̋��ԂɎ�Őݔ����g������A���Ԃ�
�Ƃɂ����ߖ����āA5mm�܂ł̍|�͂���ԃJ�b�g���@��
��z���Ă��炤�B
�͂��ˉ���DIY�ɂ͂��ʂʂ߂���
�}�V�j���O��3�ԃN���X��NC��ėp�t���C�X�A�ėp����
��tig�n�ځA��400���炢�̍|�ނ�ؒf�ł��鋘��
���d���H�@���烏�C���[�J�b�g�܂Ŏ��R�Ɏg���邪
�o�C�N�̉����Ƃ��K���[�W�̐ݔ��Ɏg��DIY�ޗ���
�A���~�A�|�ނ̍ޗ��͍|�މ����璍����t�^�o�̋K�i�Ŏ�邯��
�|�����̓l�b�g�ʔ̂̍|���ŃJ�b�g�������Ă��B
�E�`�݂����ȋ@�B�����ēS���Đ�ɂ�����ˁB
�n�f���ł��邯�Ǎd�������Ⴄ���A�o���h�\�[�����Ղ̂�Ȃ���
�d���H��Ő�̂͘J�͂�n���i�u�j�̖��ʂ���
�̂͋@�B�ɍڂ��ăG���h�~���ō���������
�Ј��̖ڂ����邵���Ɨp�̒i�����W���}������ł���
�[���x���̋@�B�̋��ԂɎ�Őݔ����g������A���Ԃ�
�Ƃɂ����ߖ����āA5mm�܂ł̍|�͂���ԃJ�b�g���@��
��z���Ă��炤�B
�͂��ˉ���DIY�ɂ͂��ʂʂ߂���
465 �F�����������������ς��B�F2014/03/11(��) 16:38:35.43 ID:6YaIuia2
>>464
�����5mm����̍|���l�b�g�������邯�ǂȁB
�Ƃ����̂�5mm�ɂȂ��63kg�ɂȂ邩���p�Ԃł͐ς݉��낵����ςɂȂ邩��B
�ł��P���Ō���Ɛؒf����2�{�`3�{�̒l�i���Ă邩�瓯�����z�ōl����Ɣ�����ʐς�1/2�`1/3�ɂȂ�킯�Ŗܑ̂Ȃ����甖�����͎̂����Ő��Ă�B
150mm�̃f�B�X�N�O���C���_�[�ɋ��̗����Đ�����20mm���ł��ȒP�ɐ���B
���̗���100mm��100�~�A150mm��400�~�A�ʐς�����̒P����2�{�ɂȂ邯�ǒ��a�傫���ق����Ȃɂ��Ǝg���₷���Ă����B
�O���C���_�[�͓d�q���ő��x���߉\�ȓz��������B
����̈ӌ����Q�l�ɂ���l�����邩������Ȃ�����A�ꉞ�A�h�o�C�X���Ƃ����B
�����5mm����̍|���l�b�g�������邯�ǂȁB
�Ƃ����̂�5mm�ɂȂ��63kg�ɂȂ邩���p�Ԃł͐ς݉��낵����ςɂȂ邩��B
�ł��P���Ō���Ɛؒf����2�{�`3�{�̒l�i���Ă邩�瓯�����z�ōl����Ɣ�����ʐς�1/2�`1/3�ɂȂ�킯�Ŗܑ̂Ȃ����甖�����͎̂����Ő��Ă�B
150mm�̃f�B�X�N�O���C���_�[�ɋ��̗����Đ�����20mm���ł��ȒP�ɐ���B
���̗���100mm��100�~�A150mm��400�~�A�ʐς�����̒P����2�{�ɂȂ邯�ǒ��a�傫���ق����Ȃɂ��Ǝg���₷���Ă����B
�O���C���_�[�͓d�q���ő��x���߉\�ȓz��������B
����̈ӌ����Q�l�ɂ���l�����邩������Ȃ�����A�ꉞ�A�h�o�C�X���Ƃ����B
466 �F�����������������ς��B�F2014/03/12(��) 00:25:30.50 ID:???
DIY�����炻�ꂼ��莝���̍H��̎���͈͂ōl����
���ƁA�F�l�m�l�Ȃɂ��H��肽��菕������
20mm�����ᒷ���ɂ��˂邪�A�莝���̍����J�b�^�[����
���ꂩ��Ǝ҂��K���ɗ��p����Ƃ���
���ƁA�F�l�m�l�Ȃɂ��H��肽��菕������
20mm�����ᒷ���ɂ��˂邪�A�莝���̍����J�b�^�[����
���ꂩ��Ǝ҂��K���ɗ��p����Ƃ���
467 �F�����������������ς��B�F2014/03/12(��) 03:49:57.49 ID:4Yu7cQOu
20mm��������3���@�B�̍H������͍H��ƉƂ̉������Ă�Ⴂ������
468 �F�����������������ς��B�F2014/03/12(��) 06:29:28.96 ID:???
����������
469 �F�����������������ς��B�F2014/03/12(��) 22:11:16.52 ID:???
���H�Ɨp�n�łP�K�ɃK���[�W
�̂͌����ݍH�ꂾ����
���ł��H�ꂪ������������������
�H����݂ɍ�Ƃ��Ă������
�����čs����͈͂�
�H��A���b�L���A����H��A�t���C�X��
���Չ��A�������A�o�t���A�v���X���A�d�@�����^��
���z�֘A�A���̑������̕����֘A
���R����Z���葽���n�悾��
�̂͌����ݍH�ꂾ����
���ł��H�ꂪ������������������
�H����݂ɍ�Ƃ��Ă������
�����čs����͈͂�
�H��A���b�L���A����H��A�t���C�X��
���Չ��A�������A�o�t���A�v���X���A�d�@�����^��
���z�֘A�A���̑������̕����֘A
���R����Z���葽���n�悾��
470 �F�����������������ς��B�F2014/03/13(��) 15:06:05.39 ID:???
��������������
471 �F�����������������ς��B�F2014/03/13(��) 17:34:12.00 ID:???
�ł�����Ȓn��E���E������̍D��
�A�X�t�@���g���ԎK�Ő��܂��Ă��肷���
�A�X�t�@���g���ԎK�Ő��܂��Ă��肷���
472 �F�����������������ς��B�F2014/03/14(��) 23:47:20.98 ID:???
>>470
����́h���E�A�j�[�g�h�������Z��n����
����́h���E�A�j�[�g�h�������Z��n����
473 �F�����������������ς��B�F2014/03/14(��) 23:56:36.65 ID:???
�H�ꂪ�����߂��ɂ���Z��n�͎�������������
474 �F�����������������ς��B�F2014/03/15(�y) 23:39:35.95 ID:???
�I�}�C�����邩���
475 �F�����������������ς��B�F2014/03/16(��) 10:20:45.02 ID:???
���R������
���˂�N�\�K�L
���˂�N�\�K�L
476 �F�����������������ς��B�F2014/03/18(��) 00:27:57.14 ID:???
�}���w����Đ�Ă₪����
477 �F�����������������ς��B�F2014/03/18(��) 06:37:36.36 ID:???
���˂�l�`�l�`
478 �F�����������������ς��B�F2014/03/20(��) 01:09:42.86 ID:???
�o���I�@�A�z���g���Q������Ԃ̎̂đ䎌
479 �F�����������������ς��B�F2014/03/21(��) 15:19:25.16 ID:???
0.8�S�̕Жʂ��s�J�s�J�ɂ������B
���ʂ܂ł͂������Ƃ���]�Ƃ��Ă͋߂������ŁB�p�r�̓X�g�[�u�̔M���ˁB
�K�v�Ȃ��͍̂w������ӎv����B
�Ȃɂ��K�v�ł��傤���H
���ʂ܂ł͂������Ƃ���]�Ƃ��Ă͋߂������ŁB�p�r�̓X�g�[�u�̔M���ˁB
�K�v�Ȃ��͍̂w������ӎv����B
�Ȃɂ��K�v�ł��傤���H
480 �F�����������������ς��B�F2014/03/21(��) 15:51:38.44 ID:???
>>479
�T���_�[�i���^�ł���^�ł��j����ɕt���閁���p�y�[�p�[
�A�^�b�`�����g��o�t�A�^�b�`�����g�A�o�t�Ɏg��������
�g���S�̏�����Ԃ��l���đe�����̂��珇��ǂ��čׂ���
���q�ɕς��Ă����B
�T���_�[�i���^�ł���^�ł��j����ɕt���閁���p�y�[�p�[
�A�^�b�`�����g��o�t�A�^�b�`�����g�A�o�t�Ɏg��������
�g���S�̏�����Ԃ��l���đe�����̂��珇��ǂ��čׂ���
���q�ɕς��Ă����B
481 �F�����������������ς��B�F2014/03/21(��) 15:52:19.13 ID:???
>>479
���Ȃ݂ɃX�e�����X�ł��Ȃ��Ƒ��U�ŎK�тĐ^���ԂɂȂ��B
���Ȃ݂ɃX�e�����X�ł��Ȃ��Ƒ��U�ŎK�тĐ^���ԂɂȂ��B
���X�ǂ���
�������X�e�����`
���łɍw���ς݂Ȃ�Ŏ�荇�������K���˂āA���̂܂܂����Ă݂܂���
�������X�e�����`
���łɍw���ς݂Ȃ�Ŏ�荇�������K���˂āA���̂܂܂����Ă݂܂���
���Ȃ݂ɔ͋ߏ��̔�����������Ē����������̔H����Șb�������悤�ȁB�\�ʂ̓c���c���A�ł�����͖����B
484 �F�����������������ς��B�F2014/03/21(��) 18:47:27.64 ID:???
�A���~����\��
�X�Q�[�A�@����E���R�ł���
�ł�����̉��肾����V�����������Ȃ�
�ł�����̉��肾����V�����������Ȃ�
486 �F�����������������ς��B�F2014/03/21(��) 20:21:55.27 ID:???
��肢�l�͏�肢��ȁB
���㌀�̓��{���A����A�ɃA���~����\���Ă��B
ᰂɂȂ�Ȃ��悤�A�ڒ��܂ɂ͗��̗������g���Ă�������B
���㌀�̓��{���A����A�ɃA���~����\���Ă��B
ᰂɂȂ�Ȃ��悤�A�ڒ��܂ɂ͗��̗������g���Ă�������B
487 �F�����������������ς��B�F2014/03/21(��) 20:52:33.17 ID:???
�f�B�X�N�O���C���_�[�Ƀy�[�p�[�f�B�X�N�B
���ꂾ���ŋ��ʂɂȂ�B�ȒP�������̂̐��b�ŏI��邪��r�����ʁB
�������珝�Ȃ��̋��ʂɂ���̂̓o�t�����B���Ԃ�����B
���ꂾ���ŋ��ʂɂȂ�B�ȒP�������̂̐��b�ŏI��邪��r�����ʁB
�������珝�Ȃ��̋��ʂɂ���̂̓o�t�����B���Ԃ�����B
488 �F�����������������ς��B�F2014/03/21(��) 21:00:05.76 ID:???
���Ԃ�\���A���ʂ���Ȃ�
489 �F�����������������ς��B�F2014/03/22(�y) 01:20:40.35 ID:???
�m��������
490 �F�����������������ς��B�F2014/03/22(�y) 11:40:30.36 ID:???
��Men
491 �F�����������������ς��B�F2014/03/23(��) 00:42:38.93 ID:???
�L�b�`������ɗ��Ă�A���~�̂�ł�����Ȃ��B
492 �F�����������������ς��B�F2014/03/23(��) 03:24:37.90 ID:???
>>491
�d�C�X�g�[�u�̑O�̏��ɂ���u������A�̂Ŋ�����M�ʑ�����
�d�C�X�g�[�u�̑O�̏��ɂ���u������A�̂Ŋ�����M�ʑ�����
493 �F�����������������ς��B�F2014/04/16(��) 11:10:42.97 ID:UY73/Ugr
20A�̔��K�X�ǂ̒��ɁA�P�^�Q�C���`�̃i�b�g���Œ肵�����̂ł��B
�O���C���_�[��2mm�قǂ̐�ڂ����ėn�ڂ����݂܂������A���Ԃ͖��܂���̂̃i�b�g�͗n�����E�E�E
�R�U���c�b�i�y�����ԃo�b�e���R�R�j�A�X�^�[���[�h�P�D�S�����ł��B
�Œ肵�����ӏ��͂���Ȃɚ��ł��Ȃ��̂ŁA�ǂ��̂������ނ悤�ɂ����ق����悢���A
�ȂǂƂ��l���Ă��܂��B
�悢���m�b����������������B
�O���C���_�[��2mm�قǂ̐�ڂ����ėn�ڂ����݂܂������A���Ԃ͖��܂���̂̃i�b�g�͗n�����E�E�E
�R�U���c�b�i�y�����ԃo�b�e���R�R�j�A�X�^�[���[�h�P�D�S�����ł��B
�Œ肵�����ӏ��͂���Ȃɚ��ł��Ȃ��̂ŁA�ǂ��̂������ނ悤�ɂ����ق����悢���A
�ȂǂƂ��l���Ă��܂��B
�悢���m�b����������������B
494 �F�����������������ς��B�F2014/04/16(��) 12:38:38.26 ID:???
495 �F�����������������ς��B�F2014/04/16(��) 17:26:36.82 ID:???
��������
496 �F�����������������ς��B�F2014/04/16(��) 17:50:49.12 ID:???
497 �F493�F2014/04/16(��) 18:40:08.49 ID:UY73/Ugr
���X�d
>>494�@�A���J�[���Ăǂ�ȁH�@�O���牺�������ăr�X�������H�@�U���ł��߂ł���ˁB
>>495�@���ŌŒ�ł���̂ł��傤���H
>>496�@���ł��B�ւ������Ȃ̂ŁA�ׂ�������͂������܂��B�����ɂ��Ȃ邮�炢�Ŏ~�߂�ƂP�O�u���炢�ɂȂ�̂ŏ[�d���܂��B
��p�X��������܂��B
>>494�@�A���J�[���Ăǂ�ȁH�@�O���牺�������ăr�X�������H�@�U���ł��߂ł���ˁB
>>495�@���ŌŒ�ł���̂ł��傤���H
>>496�@���ł��B�ւ������Ȃ̂ŁA�ׂ�������͂������܂��B�����ɂ��Ȃ邮�炢�Ŏ~�߂�ƂP�O�u���炢�ɂȂ�̂ŏ[�d���܂��B
��p�X��������܂��B
498 �F�����������������ς��B�F2014/04/16(��) 23:42:18.46 ID:???
>>493
�ׂ����܂��H
�ׂ����܂��H
499 �F�����������������ς��B�F2014/04/19(�y) 00:52:18.32 ID:???
36V�܂�܂Ȃ��3.2�ł������邯��
�_���ׂ����ǁA�[�d�����Ă��ēd���������Ă����炻��Ȃ���
�I���̃o�b�e���[�n�ڋ@�i�W�����N�Đ��i�j�ŗn�ڂ������
�@���@��2.6�ŗn��
http://mb1.net4u.org/bbs/diy_2ch/img/647.jpg
http://mb1.net4u.org/bbs/diy_2ch/img/648.jpg
http://mb1.net4u.org/bbs/diy_2ch/img/629.jpg
http://mb1.net4u.org/bbs/diy_2ch/img/628.jpg
�_���ׂ����ǁA�[�d�����Ă��ēd���������Ă����炻��Ȃ���
�I���̃o�b�e���[�n�ڋ@�i�W�����N�Đ��i�j�ŗn�ڂ������
�@���@��2.6�ŗn��
http://mb1.net4u.org/bbs/diy_2ch/img/647.jpg
{kind=link}
http://mb1.net4u.org/bbs/diy_2ch/img/648.jpg
{kind=link}
http://mb1.net4u.org/bbs/diy_2ch/img/629.jpg
{kind=link}
http://mb1.net4u.org/bbs/diy_2ch/img/628.jpg
{kind=link}
500 �F�����������������ς��B�F2014/04/19(�y) 03:15:10.43 ID:???
>>499
���̗n�ڋ@����36V���͂Ȃ́H
���̗n�ڋ@����36V���͂Ȃ́H
��36V���͂Ȃ́H
���āAAC100V�Œ��Î����ԃo�b�e���[����R�ɏ[�d����
����36V���i���Ԃ��R���܂��ēd���������āj�ؑփ��o�[�őI��
��2.0�A��2.6�A��3.2�̗n�ږ_�ɑΉ������Ă�Ǝv��
���āAAC100V�Œ��Î����ԃo�b�e���[����R�ɏ[�d����
����36V���i���Ԃ��R���܂��ēd���������āj�ؑփ��o�[�őI��
��2.0�A��2.6�A��3.2�̗n�ږ_�ɑΉ������Ă�Ǝv��
502 �F493�F2014/04/20(��) 06:51:54.04 ID:y9mTURcr
��R�Ƃ������Ƃ����Ă��܂���B1.4 2.0 2.6�Ǝ莝�������钆�ŁA���̎����܂��n������̂�I��ł��邾���ł��āB
503 �F�����������������ς��B�F2014/04/20(��) 08:51:00.84 ID:y9mTURcr
���ADC36V�Ńz���_�����ł�
504 �F�����������������ς��B�F2014/04/20(��) 21:44:28.94 ID:???
�����ł����Ă���̂�������܂����₵�܂�
�����ƒb��
�ǂ���̕��������������̂ł��傤���H
�����ƒb��
�ǂ���̕��������������̂ł��傤���H
505 �F�����������������ς��B�F2014/04/20(��) 22:05:26.23 ID:???
>>504
�b��
�b��
506 �F�����������������ς��B�F2014/04/20(��) 22:23:04.32 ID:???
���Ȃ������ł��Ȃ����@�`��ŁA������̗͂̊|�����Ȃ璒��
�u������̗͂̊|�����Ȃ�v�ƁA�����t�����̂�
�����͌��x�����͂��|����ƈ�u�Ŋ���܂�
�b���͒e�����L��̂ł�����x�u�����Łv�ς��܂�
�@�������͂��|����ƋȂ���܂�
�������b���������̌��_��₤�ׂ�
�ގ���M�������ɂ����ǐ��i���F�X�o�Ă��܂����D�D
�u������̗͂̊|�����Ȃ�v�ƁA�����t�����̂�
�����͌��x�����͂��|����ƈ�u�Ŋ���܂�
�b���͒e�����L��̂ł�����x�u�����Łv�ς��܂�
�@�������͂��|����ƋȂ���܂�
�������b���������̌��_��₤�ׂ�
�ގ���M�������ɂ����ǐ��i���F�X�o�Ă��܂����D�D
507 �F�����������������ς��B�F2014/04/20(��) 22:59:38.60 ID:???
���o���͂ǂ��Ȃ��H
�����Ă݂�ΐ��S�̒i�K�Ń��[���[�ŐL���Ă���킯�����B
�����Ă݂�ΐ��S�̒i�K�Ń��[���[�ŐL���Ă���킯�����B
508 �F�����������������ς��B�F2014/04/21(��) 06:06:13.10 ID:???
509 �F�����������������ς��B�F2014/04/21(��) 14:44:41.39 ID:???
510 �F�����������������ς��B�F2014/04/21(��) 15:24:37.74 ID:???
>>509
�@�ۂƂ������g�D�̖��x���Ċ������ȁB
�����������`������č��Ƒg�D�͋ψ�łւ��ݕ�����
������邪�A�b���̏ꍇ�̓v���X�Œ���@�����ނ��
�����̒�̑g�D�����ɂȂ銴���ŁA���E�̕ǂ�����g�D��
���X�ɖ��x�𑝂��ĕω����čs�������A�u�@�ہv�Ƃ����l������
�}���ŗ������Ă��ǂ����ƁB
�@�ۂƂ������g�D�̖��x���Ċ������ȁB
�����������`������č��Ƒg�D�͋ψ�łւ��ݕ�����
������邪�A�b���̏ꍇ�̓v���X�Œ���@�����ނ��
�����̒�̑g�D�����ɂȂ銴���ŁA���E�̕ǂ�����g�D��
���X�ɖ��x�𑝂��ĕω����čs�������A�u�@�ہv�Ƃ����l������
�}���ŗ������Ă��ǂ����ƁB
511 �F�����������������ς��B�F2014/04/21(��) 17:50:30.16 ID:???
���x�͕ς����B
�@�����炭�炢�ŕ����ς��Ƃ��B���p����B
�@�����炭�炢�ŕ����ς��Ƃ��B���p����B
512 �F�����������������ς��B�F2014/04/21(��) 20:38:30.38 ID:???
���Ԃ��ޗ��ƒb�����c���≽�ł��Ȃ���
513 �F�����������������ς��B�F2014/04/22(��) 00:03:12.71 ID:???
���x�ɂ��Ă͒m��Ȃ����lj��x�ɂ���Ԃ̕ω��͂����ˁB
������@����遨���x�����肽���Ȃ遨���x�オ��H�I�ȕ����ő@�ۂ݂����Ȃ�̂��B
������@����遨���x�����肽���Ȃ遨���x�オ��H�I�ȕ����ő@�ۂ݂����Ȃ�̂��B
514 �F�����������������ς��B�F2014/05/02(��) 19:47:54.46 ID:???
1.5mm�̃X�e�����X��4mm�̃l�W�����J������ł����ǎM�l�W���g�������̂Ŗʎ�肵�����̂ł����Ȃ��Ȃ���肭�����܂���
�r�b�O�}���̖ʎ��J�b�^�[pro���g���Ă܂����܂���������������1���Ԃ���ăJ�X�����܂���x��1�T�Ԃ���Ă���ƈ�̌���������ꂽ�����ł�
�d�C�h�����Ŏg�p�ł���I�X�X���̖ʎ��J�b�^�[�͂���܂����H���肢���܂�
�r�b�O�}���̖ʎ��J�b�^�[pro���g���Ă܂����܂���������������1���Ԃ���ăJ�X�����܂���x��1�T�Ԃ���Ă���ƈ�̌���������ꂽ�����ł�
�d�C�h�����Ŏg�p�ł���I�X�X���̖ʎ��J�b�^�[�͂���܂����H���肢���܂�
515 �F�����������������ς��B�F2014/05/02(��) 21:12:53.87 ID:???
>>514
�X�e�����X�p�̐؍���𐂂炵�č���B
>�܂���������������1���Ԃ���ăJ�X�����܂���x��1�T�Ԃ���Ă���ƈ�̌���������ꂽ�����ł�
�؍�����g��Ȃ��Ă��A����͂�����ƈُ킾�ȁB
�܂����A���������Ėʎ��J�b�^�[�Ō����J���悤�Ƃ��Ă��Ȃ����낤�ˁH
�X�e�����X�p�̐؍���𐂂炵�č���B
>�܂���������������1���Ԃ���ăJ�X�����܂���x��1�T�Ԃ���Ă���ƈ�̌���������ꂽ�����ł�
�؍�����g��Ȃ��Ă��A����͂�����ƈُ킾�ȁB
�܂����A���������Ėʎ��J�b�^�[�Ō����J���悤�Ƃ��Ă��Ȃ����낤�ˁH
516 �F�����������������ς��B�F2014/05/02(��) 21:31:07.72 ID:???
>>515
���X�e�����X�p�̐؍���𐂂炵�č���B
�������؍���͎g���Ă܂�
���܂����A���������Ėʎ��J�b�^�[�Ō����J���悤�Ƃ��Ă��Ȃ����낤�ˁH
�����Ă���܂���4mm�̌����J���Ă��܂�
������2mm�`5mm�p�̖ʎ��J�b�^�[���g�p���Ă��܂�
���X�e�����X�p�̐؍���𐂂炵�č���B
�������؍���͎g���Ă܂�
���܂����A���������Ėʎ��J�b�^�[�Ō����J���悤�Ƃ��Ă��Ȃ����낤�ˁH
�����Ă���܂���4mm�̌����J���Ă��܂�
������2mm�`5mm�p�̖ʎ��J�b�^�[���g�p���Ă��܂�
517 �F�����������������ς��B�F2014/05/02(��) 21:45:54.36 ID:???
�����2mm�`5mm�ō�������ƍX��5mm�`10mm�ō�蓪�a8�̎M�l�W���g�������Ǝv���Ă���̂ł���
�����������Ԉ���Ă���̂ł��傤���H��낵�����肢���܂�
�����������Ԉ���Ă���̂ł��傤���H��낵�����肢���܂�
518 �F�����������������ς��B�F2014/05/02(��) 22:00:50.33 ID:???
����Ȃ�ʎ�J�b�^�[�g�킸9mm�ʂ̃h�����ŎM�Ƃ�ȁB
�h�����̌������邭�炢�ł��傤�ǂ҂����肶��Ȃ��H
�h�����̌������邭�炢�ł��傤�ǂ҂����肶��Ȃ��H
519 �F�����������������ς��B�F2014/05/02(��) 22:30:19.04 ID:???
>>518
�Ȃ�قǂ킴�킴�ʎ�肶��Ȃ��Ă������������@�ł��������ł��˂��肪�Ƃ��������܂�
���߂Ă̎��Ȃ̂ł���͂������Ȃ��Ⴂ���Ȃ����Ă����Œ�T�O�Ɏ����Ă��܂���
�X�e�����X�Ȃ̂ő��v���Ƃ͎v���܂����h�����ł��߂��Ȃ��悤�T�d�ɂ���Ă݂����Ǝv���܂�
���肪�Ƃ��������܂���
�Ȃ�قǂ킴�킴�ʎ�肶��Ȃ��Ă������������@�ł��������ł��˂��肪�Ƃ��������܂�
���߂Ă̎��Ȃ̂ł���͂������Ȃ��Ⴂ���Ȃ����Ă����Œ�T�O�Ɏ����Ă��܂���
�X�e�����X�Ȃ̂ő��v���Ƃ͎v���܂����h�����ł��߂��Ȃ��悤�T�d�ɂ���Ă݂����Ǝv���܂�
���肪�Ƃ��������܂���
520 �F�����������������ς��B�F2014/05/02(��) 22:47:52.51 ID:???
�p�x���Ȃ��ˁH
521 �F�����������������ς��B�F2014/05/02(��) 22:49:31.23 ID:???
M4�̒ʏ�M���̌a8.5mm�ɑ��āA�T�b�V�p�̓��M�l�W����6.5mm������
�M��������̂��y����
�M��������̂��y����
522 �F�����������������ς��B�F2014/05/02(��) 22:57:46.21 ID:???
>>521
���肪�Ƃ��������܂����̕��@����ԗǂ������ł���
���̃l�W�Ŏ����Ă݂Ė���������������h�����Ŗʎ�肵�Ă݂悤���Ǝv���܂�
�����z�[���Z���^�[�ŒT���Ă݂܂�
���肪�Ƃ��������܂���
���肪�Ƃ��������܂����̕��@����ԗǂ������ł���
���̃l�W�Ŏ����Ă݂Ė���������������h�����Ŗʎ�肵�Ă݂悤���Ǝv���܂�
�����z�[���Z���^�[�ŒT���Ă݂܂�
���肪�Ƃ��������܂���
523 �F�����������������ς��B�F2014/05/02(��) 23:33:43.25 ID:???
http://gazo.shitao.info/r/i/20140502232111_000.jpg
>>520�̌����Ă���p�x�Ⴂ�Ƃ�
�@�̒ʏ�̃h�����̊p�x120�x�ɑ��ĎM�̊p�x��90�x�Ȃ̂ŁA�M�l�W�����܂肫��Ȃ����������Ă���̂��Ǝv��
�A�̂悤�Ƀh�����̊p�x���M�l�W�p�ɂ�����Y��Ɏ��܂�M�����ł���
�������A�A�̊p�x�̃h�����͒ʏ�̌������Ɏg�p����ƌ��o�����o�₷���Ȃ�
�B�̂悤�ɐ�[��������h���������Ƒ�ʂɎM�A�P����Ƃ��ɂ͕֗�
{kind=link}
>>520�̌����Ă���p�x�Ⴂ�Ƃ�
�@�̒ʏ�̃h�����̊p�x120�x�ɑ��ĎM�̊p�x��90�x�Ȃ̂ŁA�M�l�W�����܂肫��Ȃ����������Ă���̂��Ǝv��
�A�̂悤�Ƀh�����̊p�x���M�l�W�p�ɂ�����Y��Ɏ��܂�M�����ł���
�������A�A�̊p�x�̃h�����͒ʏ�̌������Ɏg�p����ƌ��o�����o�₷���Ȃ�
�B�̂悤�ɐ�[��������h���������Ƒ�ʂɎM�A�P����Ƃ��ɂ͕֗�
524 �F�����������������ς��B�F2014/05/02(��) 23:42:20.19 ID:???
>>523
�Ȃ�قNJp�x�����Ȃ��Ȃ�����s�b�^�����ĈӖ����Ǝv���Ă܂����������������ł�����
�h�����Ŗʎ�������ꍇ��90�x�̃h�������g���Ηǂ��Ƃ������ł���
����������z�[���Z���^�[�ŒT���Ă݂܂�
���肪�Ƃ��������܂���
�Ȃ�قNJp�x�����Ȃ��Ȃ�����s�b�^�����ĈӖ����Ǝv���Ă܂����������������ł�����
�h�����Ŗʎ�������ꍇ��90�x�̃h�������g���Ηǂ��Ƃ������ł���
����������z�[���Z���^�[�ŒT���Ă݂܂�
���肪�Ƃ��������܂���
525 �F�����������������ς��B�F2014/05/02(��) 23:55:52.11 ID:???
���ꂾ����Ȃ��͎̂��������ĂȂ����炾�Ǝv�����B
�h�����Œ��|�Ɍ��J���悤�Ƃ��Ă�����Ȋ����ɂȂ�B�����Ԃ����Ă�1mm���@��Ȃ��B
�h�����Œ��|�Ɍ��J���悤�Ƃ��Ă�����Ȋ����ɂȂ�B�����Ԃ����Ă�1mm���@��Ȃ��B
526 �F�����������������ς��B�F2014/05/03(�y) 00:02:32.65 ID:???
�h�����̐n�悪�X�O���Ȃ�Ďs�̂��Ă�H
�@���������Ō����ł邯�ǁD�D
�@���������Ō����ł邯�ǁD�D
527 �F�����������������ς��B�F2014/05/03(�y) 00:07:36.73 ID:n7pxLVOI
�L�����I�@�����I�I
ttp://www.monotaro.com/g/00259241/?t.q=%96%CA%8E%E6%82%E8%83h%83%8A%83%8B
ttp://www.monotaro.com/g/00259241/?t.q=%96%CA%8E%E6%82%E8%83h%83%8A%83%8B
528 �F�����������������ς��B�F2014/05/03(�y) 00:22:53.62 ID:???
>>526
���`��s�̂��Ă��Ȃ����̂ł�����
�����Ō����̂͂�����Ɠ�����ł����撣���Ă݂܂�
>>527
�T���Ă���Ă��肪�Ƃ��������܂�
�����Ȃ��������̍ŏI��i�Ŏg���Ă݂����Ǝv���܂�
�F�l���肪�Ƃ��������܂���
���`��s�̂��Ă��Ȃ����̂ł�����
�����Ō����̂͂�����Ɠ�����ł����撣���Ă݂܂�
>>527
�T���Ă���Ă��肪�Ƃ��������܂�
�����Ȃ��������̍ŏI��i�Ŏg���Ă݂����Ǝv���܂�
�F�l���肪�Ƃ��������܂���
529 �F�����������������ς��B�F2014/05/03(�y) 01:36:06.88 ID:???
>>528
�X�e�����X�Ɍ����J����Ƃ��͉s���n��ő���
(����𑽂�����)����������̂��S���B
�n�悪�݂��Ă邾�낤����A�_�C�\�[�Ń_�C�������h���X�����ė���
�ʎ��h�����̐n���u���Ɨǂ��B
��Ƃ��̓u���Ƃ͋t�Őn�摤����~�l�����Ƀ��X���������ƁB
�X�e�����X�Ɍ����J����Ƃ��͉s���n��ő���
(����𑽂�����)����������̂��S���B
�n�悪�݂��Ă邾�낤����A�_�C�\�[�Ń_�C�������h���X�����ė���
�ʎ��h�����̐n���u���Ɨǂ��B
��Ƃ��̓u���Ƃ͋t�Őn�摤����~�l�����Ƀ��X���������ƁB
530 �F�����������������ς��B�F2014/05/03(�y) 07:29:29.12 ID:???
>>518
���S���Y���܂��H
���S���Y���܂��H
531 �F�����������������ς��B�F2014/05/03(�y) 08:00:14.40 ID:???
532 �F�����������������ς��B�F2014/05/04(��) 04:01:35.09 ID:TpQ65+8o
�z���Z���̔o�l�݂����Ȃ��� �ׂ������n���b�L�^�C�v�̃_�C�������h�k�� �R�o���g�|�̎q�ƓS�H����̍��E������ �h��
533 �F�����������������ς��B�F2014/05/12(��) 12:50:37.77 ID:KYeHoX7D
534 �F�����������������ς��B�F2014/05/28(��) 13:28:44.10 ID:T0Fdit4A
���e���k���_�E�j���[���[�N���f�X�[�v�@�j���[�X���ꋍ���C�X�ጴ���e���r��蕪
���e���k���_�E�j���[���[�N���f�X�[�v�@�j���[�X���ꋍ���C�X�ጴ���e���r��蕪
���e���k���_�E�j���[���[�N���f�X�[�v�@�j���[�X���ꋍ�p�X�^�ጴ���e���r���
���e���k���_�E�j���[���[�N���f�X�[�v�@�j���[�X���ꋍ���C�X�ጴ���e���r��蕪
���e���k���_�E�j���[���[�N���f�X�[�v�@�j���[�X���ꋍ�p�X�^�ጴ���e���r���
535 �F�����������������ς��B�F2014/06/05(��) 04:53:02.63 ID:/EoezVyI
�����H�@ �d�C�f�B�X�N�O���C���_ G10SH4�@�n�[�h�I�t��600�~��
����i���������߂����ł����ȁB�铮��������ʕꂻ�����B
�n�C�p���[�����ăO�����G���`�������B
�W���Z��̓z�ŃO�����Ă�z����H�ǂ�����́H
����i���������߂����ł����ȁB�铮��������ʕꂻ�����B
�n�C�p���[�����ăO�����G���`�������B
�W���Z��̓z�ŃO�����Ă�z����H�ǂ�����́H
536 �F�����������������ς��B�F2014/06/05(��) 08:53:19.01 ID:???
>>535
DIY���Ă͖̂��K�ł��s�\�����A�ꏊ�������Ă��s�\
�����������Ȃ瑊���̎����������ē������𐮂��Ă���X�^�[�g
�W���Z��Ȃ�Ē������Ŕʼn�ł������Ă������Ȃ����H
�����ȍH����������Ȃ�A�H�����Ɋ������ɓ����
DIY���Ă͖̂��K�ł��s�\�����A�ꏊ�������Ă��s�\
�����������Ȃ瑊���̎����������ē������𐮂��Ă���X�^�[�g
�W���Z��Ȃ�Ē������Ŕʼn�ł������Ă������Ȃ����H
�����ȍH����������Ȃ�A�H�����Ɋ������ɓ����
537 �F�����������������ς��B�F2014/06/05(��) 09:13:32.62 ID:???
538 �F�����������������ς��B�F2014/06/05(��) 21:15:22.53 ID:???
539 �F�����������������ς��B�F2014/06/07(�y) 18:58:37.81 ID:???
���ꂩ�H�H
http://www.hitachi-koki.co.jp/powertools/pro/grinder/g10sh4/g10sh4.html
���߂����ł�����
�x�A�����O�����ĂȂ����H�H
http://www.hitachi-koki.co.jp/powertools/pro/grinder/g10sh4/g10sh4.html
���߂����ł�����
�x�A�����O�����ĂȂ����H�H
540 �F�����������������ς��B�F2014/06/07(�y) 20:33:44.18 ID:???
�d�C�f�B�X�N�O���C���_�ʼn����ł����Ȃ��̂ɏo���킵�������Ȃ����B
�X���Ŗ�Ɏg���镨�Ȃ�Ă���́H
�X���Ŗ�Ɏg���镨�Ȃ�Ă���́H
541 �F�����������������ς��B�F2014/06/07(�y) 23:52:05.71 ID:???
�����[�^�[�ł����
542 �F�����������������ς��B�F2014/06/08(��) 02:15:37.43 ID:???
���[�^�i�p��: router�j�́A�؍ނ̖ʎ��E�z�]����E�a��E�ؒf������ׂ̖؍H�p�d���H��
�����[�^�[(Leutor)�Ƃ́A���{�����@�B�H�슔����Ђ���������d���؍�H��̃u�����h��
�����[�^�[(Leutor)�Ƃ́A���{�����@�B�H�슔����Ђ���������d���؍�H��̃u�����h��
543 �F�����������������ς��B�F2014/06/08(��) 04:21:53.70 ID:???
�����[�^�̓Q���̒핪
544 �F�����������������ς��B�F2014/06/08(��) 21:43:07.69 ID:???
�n���h�O���C���_�͍����Ă������Ă���������
�����[�^�[�̓{�[���ՂɃt���L�V���t�g����ԐÂ��Œ����Ԏg�p���ł���
�����[�^�[�̓{�[���ՂɃt���L�V���t�g����ԐÂ��Œ����Ԏg�p���ł���
545 �F�����������������ς��B�F2014/06/08(��) 22:02:03.33 ID:???
�W���Z��Ŗ�ɃO���C���_�[���A���҂��ȁB
�O�ʼnΉԔ���Ċ撣��̂��c
�O�ʼnΉԔ���Ċ撣��̂��c
546 �F�����������������ς��B�F2014/06/09(��) 12:14:55.75 ID:???
5����10���Ȃ牽�Ƃ��Ȃ邪�A����ȏ�͑ʖڂ����H�H
547 �F�����������������ς��B�F2014/06/09(��) 13:18:32.05 ID:???
>>540
�������܂̃K���[�W�ł��܂ɂ�����22�����炢�܂ł��ȁB
���������y���g�킹�Ēu���ċߗZ��̕��܂ŕ�����
�������o�X���^�Ԃ̑����ȉ��Ȃ̂ŗe�F�Ɣ��f���Ă�B
�����A�}�i�[�ǂ��ŏ����Ɏg���Ă邵��������l����B
�u���܂��̃E�`�̌��͖钆�܂ł悭�i���Ă��Ȃ��H�A���ł��̑�������
���̂�H�{���ɃE�`�H�v���ĕ����Ԃ��A���ˁH��
�������܂̃K���[�W�ł��܂ɂ�����22�����炢�܂ł��ȁB
���������y���g�킹�Ēu���ċߗZ��̕��܂ŕ�����
�������o�X���^�Ԃ̑����ȉ��Ȃ̂ŗe�F�Ɣ��f���Ă�B
�����A�}�i�[�ǂ��ŏ����Ɏg���Ă邵��������l����B
�u���܂��̃E�`�̌��͖钆�܂ł悭�i���Ă��Ȃ��H�A���ł��̑�������
���̂�H�{���ɃE�`�H�v���ĕ����Ԃ��A���ˁH��
548 �F�����������������ς��B�F2014/06/09(��) 17:39:28.30 ID:???
�Ȃ�قǁA���J��^�钆�ɐ����܂�����
�锼�̃O���C���_�[�̘b��Ȃo�Ȃ��悤�ɂ����ł���
thx
�锼�̃O���C���_�[�̘b��Ȃo�Ȃ��悤�ɂ����ł���
thx
549 �F�����������������ς��B�F2014/06/09(��) 19:38:45.45 ID:???
�Ȃ�ł���ȂɃE���T�C�̂��낤��
�����傫���Ƃ������Ƃ͂��̕��̃G�l���M�[�����Ƃ��ă��X����Ă���
�����傫���Ƃ������Ƃ͂��̕��̃G�l���M�[�����Ƃ��ă��X����Ă���
550 �F�����������������ς��B�F2014/06/09(��) 22:21:17.17 ID:???
���Ԃ��Ŏ��Ă�T�C�Y�Əo�͂̊W���Ǝv��
���[�^�[���͖̂���3����]���炢�͍s���Ă��Ȃ�����?
�t�@�������̉�]���ʼn���Ė{�̂��₵�Ă�
���[�^�[���͖̂���3����]���炢�͍s���Ă��Ȃ�����?
�t�@�������̉�]���ʼn���Ė{�̂��₵�Ă�
551 �F�����������������ς��B�F2014/06/10(��) 04:07:03.39 ID:???
>>549
��Ԃ̓��[�^�̎���90�x�ɋȂ��ďo�͂���
�M�A�̖肾��ˁB
���Ƃ͊e���̃x�A�����O�A���̃M�A�������ɕς�����
�X�p�C�����̃M�A�ɕς���Ɩ��͂��Ȃ���܂�
�Ԃ̃~�b�V�������o�b�N�̎��ɃM���[���Ė��̂�
�X�g���[�g�̎��ł��ݍ��킹�āi���p���Ȃ��̂ŃR�X�g�_�E���j
�A�O�i�݂͂ȃX�p�C�����̃M�A�ł��ݍ��킹�Ă邩������������Ă�B
��Ԃ̓��[�^�̎���90�x�ɋȂ��ďo�͂���
�M�A�̖肾��ˁB
���Ƃ͊e���̃x�A�����O�A���̃M�A�������ɕς�����
�X�p�C�����̃M�A�ɕς���Ɩ��͂��Ȃ���܂�
�Ԃ̃~�b�V�������o�b�N�̎��ɃM���[���Ė��̂�
�X�g���[�g�̎��ł��ݍ��킹�āi���p���Ȃ��̂ŃR�X�g�_�E���j
�A�O�i�݂͂ȃX�p�C�����̃M�A�ł��ݍ��킹�Ă邩������������Ă�B
552 �F�����������������ς��B�F2014/06/11(��) 13:33:31.96 ID:???
�o�C�N�ޓ��c�̓n���h�O���C���_��ѕz�ł�����
�Ă�����`�F�[����o�[��钆�ɐ��ē���ł����悤�ł���
�Q����ꂽorz
�Ă�����`�F�[����o�[��钆�ɐ��ē���ł����悤�ł���
�Q����ꂽorz
553 �F�����������������ς��B�F2014/06/11(��) 17:56:48.54 ID:???
�_�C���N�g�h���C�u�̃O���C���_���o�Ȃ�����
554 �F�����������������ς��B�F2014/06/13(��) 08:06:59.64 ID:dyVlY7hg
�f�B�X�N�O���C���_�̃`���C�i�̈�����500w�ȉ��̂��邯�Ǒ�����
�����i��肤�邳���́H
���[�^�̃n�C�p���[�d�l��100W�A���̏オ��C��1000W�t�߂�
�����f�B�X�N�O���C���_������ȁB
�A�}�`���A�p�ɑ����ƃp���[�A�d�ʂ����炵��200W�N���X��
�f�B�X�N�O���C���_������Ύ��v����Ǝv�����B
�X�s�[�R���t���̂��ŏ��œ���������200W�N���X�ɂȂ邩�������
�d���������I�Ƀn�C�p���[�œ�����������S����ȁB
�����i��肤�邳���́H
���[�^�̃n�C�p���[�d�l��100W�A���̏オ��C��1000W�t�߂�
�����f�B�X�N�O���C���_������ȁB
�A�}�`���A�p�ɑ����ƃp���[�A�d�ʂ����炵��200W�N���X��
�f�B�X�N�O���C���_������Ύ��v����Ǝv�����B
�X�s�[�R���t���̂��ŏ��œ���������200W�N���X�ɂȂ邩�������
�d���������I�Ƀn�C�p���[�œ�����������S����ȁB
555 �F�����������������ς��B�F2014/06/13(��) 08:17:15.11 ID:???
�@��ɂ�鍷�́A�������ς��������ς������炢�����Ȃ�
556 �F�����������������ς��B�F2014/06/13(��) 09:19:25.74 ID:???
�n�����O���C���_�[��200W�`300W����
557 �F�����������������ς��B�F2014/06/13(��) 09:31:06.64 ID:???
558 �F�����������������ς��B�F2014/06/13(��) 16:57:59.25 ID:???
�������̈����f�B�X�N�O���C���_������܂肤�邳���̂�
�����̍����̂ɔ����ւ��������͖w�Ǖς�����w
�����̍����̂ɔ����ւ��������͖w�Ǖς�����w
559 �F�����������������ς��B�F2014/06/13(��) 22:03:57.78 ID:???
���͂ǂ�������ܕς���ˁ[�B
������u�̏o���͂��낢�날����ǁB
������u�̏o���͂��낢�날����ǁB
560 �F�����������������ς��B�F2014/06/14(�y) 01:37:10.43 ID:TqfxHO4z
�d���R�[�h�̃S���̌�����C�̓r�j���e�[�v����ʂ�����
�z�b�g�{���h�Ŗ��߂�̂͂ǂ��H
�z�b�g�{���h�Ŗ��߂�̂͂ǂ��H
561 �F�����������������ς��B�F2014/06/14(�y) 11:22:42.51 ID:???
562 �F�����������������ς��B�F2014/06/14(�y) 21:35:30.18 ID:???
���̓u�`���e�[�v����������Ƀr�j�e(���q����)
563 �F�����������������ς��B�F2014/06/16(��) 13:33:18.39 ID:???
�V�����L���u�^�C���R�[�h��ʓ|�ł��������Ă�B
�[�q�Ƀl�W�~�߂Ȃ�炭�����ǁA������甼�c�t������
���傢�Ɩʓ|�����ǁB
�[�q�Ƀl�W�~�߂Ȃ�炭�����ǁA������甼�c�t������
���傢�Ɩʓ|�����ǁB
564 �F�����������������ς��B�F2014/06/17(��) 00:01:42.73 ID:x0GQF58o
�}�C�N���f�B�X�N�O���C���_���Ă��邯�Ǔu�Ƃ������i�����g���Ȃ�����
�S�~����
http://www.amazon.co.jp/%E3%83%97%E3%83%AD%E3%82%AF%E3%82%BD%E3%83%B3-NO-27520-%E3%83%9E%E3%82%A4%E3%82%AF%E3%83%AD%E3%83%87%E3%82%A3%E3%82%B9%E3%82%AF%E3%82%B0%E3%83%A9%E3%82%A4%E3%83%B3%E3%83%80%E3%83%BC/dp/B001LF3PMS
�S�~����
http://www.amazon.co.jp/%E3%83%97%E3%83%AD%E3%82%AF%E3%82%BD%E3%83%B3-NO-27520-%E3%83%9E%E3%82%A4%E3%82%AF%E3%83%AD%E3%83%87%E3%82%A3%E3%82%B9%E3%82%AF%E3%82%B0%E3%83%A9%E3%82%A4%E3%83%B3%E3%83%80%E3%83%BC/dp/B001LF3PMS
565 �F�����������������ς��B�F2014/06/17(��) 00:14:05.79 ID:???
�f�C�\�[�̃����[�^�[�p��[�H��̃f�B�X�N�ŏ\���ȋC������
�_�C���Ɛؒf�Ɠ��ނ�����
�_�C���Ɛؒf�Ɠ��ނ�����
566 �F�����������������ς��B�F2014/06/27(��) 08:17:42.47 ID:ZEbfduMT
�P�D�Q���قǂ̂Q�O�`�̔��K�X�ǂ����邭�u���̎��v�ɋȂ���������(���ȕ��̋ȗ��͍S��Ȃ�)�A
�p�i�̃n�C�q�b�L�[�ł͂܂�Ŏ��������܂���B
��߂Ȃ��̂łƂ����ƁA�P�ǂ�W���b�L�Ƃ������ƂɂȂ�ł��傤���H�@
�p�i�̃n�C�q�b�L�[�ł͂܂�Ŏ��������܂���B
��߂Ȃ��̂łƂ����ƁA�P�ǂ�W���b�L�Ƃ������ƂɂȂ�ł��傤���H�@
567 �F�����������������ς��B�F2014/06/27(��) 09:04:59.97 ID:???
568 �F�����������������ς��B�F2014/06/27(��) 13:11:10.70 ID:???
569 �F�����������������ς��B�F2014/06/27(��) 18:19:48.36 ID:???
570 �F566�F2014/06/28(�y) 07:43:41.35 ID:xVLGu0Cf
���X�d�B
���ʍޏo���̂̓R�X�g�I�ɁE�E�E�P�ǂɍ�������ł݂邩�ȁH
�����͈����ǂԒЂ��B
�X�O�x�łȂ��u���v�ł������A������_�łȂ���邢�Ȃ��ł�����ł����A�q�b�L�[�ł͂т��Ƃ����Ȃ��B
���ʍޏo���̂̓R�X�g�I�ɁE�E�E�P�ǂɍ�������ł݂邩�ȁH
�����͈����ǂԒЂ��B
�X�O�x�łȂ��u���v�ł������A������_�łȂ���邢�Ȃ��ł�����ł����A�q�b�L�[�ł͂т��Ƃ����Ȃ��B
571 �F�����������������ς��B�F2014/06/28(�y) 10:30:37.66 ID:XlxWtco5
���ꂳ�A�d�C�����g�������H
�d������邤�����������Ȃ���z����B
SGP�͋Ȃ����Ȃ�����B
���ݑS�R�Ⴄ���B
�R�X�g�I�ɂ͖������̃p�C�v�x���_�[����Ă���̂��ǂ���B
���邢�́A�z�lj��ɗ��ށB
���ƁA�Ȃ����d�˂�Ƃ����ƁA�f�ނ̑S�����v�Z�ł��Ȃ�����A
�Ȃ��Ă��璷���𑪂��Đ�݂����ȃA�z�Ȃ��Ƃ��Ȃ��Ƃ����Ȃ��Ȃ�B
�x���_�[�͐�p�̂�����ƃ��C���e�i���X���ꂽ���̂��g���Ƃ�����B
�d������邤�����������Ȃ���z����B
SGP�͋Ȃ����Ȃ�����B
���ݑS�R�Ⴄ���B
�R�X�g�I�ɂ͖������̃p�C�v�x���_�[����Ă���̂��ǂ���B
���邢�́A�z�lj��ɗ��ށB
���ƁA�Ȃ����d�˂�Ƃ����ƁA�f�ނ̑S�����v�Z�ł��Ȃ�����A
�Ȃ��Ă��璷���𑪂��Đ�݂����ȃA�z�Ȃ��Ƃ��Ȃ��Ƃ����Ȃ��Ȃ�B
�x���_�[�͐�p�̂�����ƃ��C���e�i���X���ꂽ���̂��g���Ƃ�����B
572 �F�����������������ς��B�F2014/06/29(��) 15:45:44.26 ID:???
�p�ނɈ����|���ĎԂ�瀂�
573 �F566�F2014/07/01(��) 19:42:50.31 ID:hy1sHQZy
thx.�����������킯�ł͂Ȃ����A�����Ȃ����A�����܂��B
574 �F�����������������ς��B�F2014/07/05(�y) 01:39:22.92 ID:???
���₨�肢���܂��B
�m���̏C���Ƃ����Ă��܂��B�������H�͑S���f�l�ł��B
�~�V���̕��i����ɓ���Ȃ��̂ŁA���̔�����Ă�����̂����H���Ďg���Ȃ����ƍl���Ă��܂��B
���ꁫ�̌�����0.7����0.8mm���炢����Ĕ�������Ǝg����悤�ɂȂ�܂��B
ttp://thumbnail.image.rakuten.co.jp/@0_mall/andomishin/cabinet/mame/01291592/img56476055.jpg
ttp://tanatomo.way-nifty.com/photos/uncategorized/060623hariita.jpg
���x�́}0.1mm���炢�ł��肢�������̂ł����A
�������������̂͋ߏ��̓S�H���̕��ɂ��肢����Ƃ��Ă�����������̂Ȃ̂ł��傤���H
���邢�͎����Ŏ��₷��Ƃ��łł���̂ł��傤���H
�m���̏C���Ƃ����Ă��܂��B�������H�͑S���f�l�ł��B
�~�V���̕��i����ɓ���Ȃ��̂ŁA���̔�����Ă�����̂����H���Ďg���Ȃ����ƍl���Ă��܂��B
���ꁫ�̌�����0.7����0.8mm���炢����Ĕ�������Ǝg����悤�ɂȂ�܂��B
ttp://thumbnail.image.rakuten.co.jp/@0_mall/andomishin/cabinet/mame/01291592/img56476055.jpg
{kind=link}
ttp://tanatomo.way-nifty.com/photos/uncategorized/060623hariita.jpg
{kind=link}
���x�́}0.1mm���炢�ł��肢�������̂ł����A
�������������̂͋ߏ��̓S�H���̕��ɂ��肢����Ƃ��Ă�����������̂Ȃ̂ł��傤���H
���邢�͎����Ŏ��₷��Ƃ��łł���̂ł��傤���H
575 �F574�F2014/07/05(�y) 01:47:26.27 ID:TCNmL2ZZ
>>574
�lj��ł��B
���̎ʐ^�́A��������ĉE�̌��݂ɂ������Ƃ����ʐ^�ł��B
30�N�ȏ�K�тȂ��̂ŃX�e�����X�Ƃ����Ǝv���܂��B
�g�p���̊O��
ttp://antiquelab.web.fc2.com/147/l13.jpg
�lj��ł��B
���̎ʐ^�́A��������ĉE�̌��݂ɂ������Ƃ����ʐ^�ł��B
30�N�ȏ�K�тȂ��̂ŃX�e�����X�Ƃ����Ǝv���܂��B
�g�p���̊O��
ttp://antiquelab.web.fc2.com/147/l13.jpg
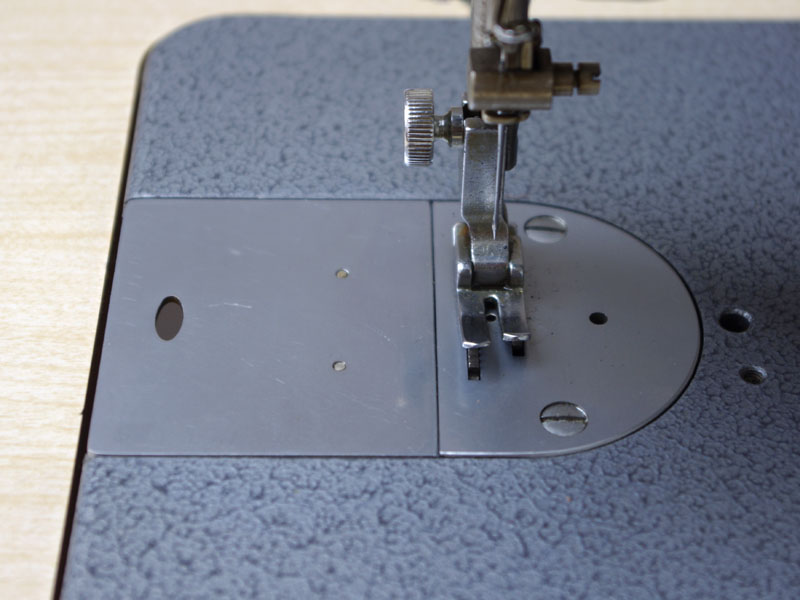{kind=link}
576 �F�����������������ς��B�F2014/07/05(�y) 02:06:16.65 ID:???
�~�V���̂������̕��i�ł���H
�Ƃ�܂Ń��X���ō���Ă���������Ȃ��̂��ȁB
�����X������Ԋ|���肷���B���H�p�̃��X�����z���Z���Ŏ�ɓ���āB
�Ƃ�܂Ń��X���ō���Ă���������Ȃ��̂��ȁB
�����X������Ԋ|���肷���B���H�p�̃��X�����z���Z���Ŏ�ɓ���āB
578 �F�����������������ς��B�F2014/07/05(�y) 02:28:51.39 ID:???
>>576
�f�l�������ɍ��͓̂������B
>>577
��K�������Đ�ΕK�v�H
�����K�v�����Ȃ�ŏ����瓯�����݂̔��ė���
���J���E�ʎ�肾������ō�����ق����y���Ǝv���B
���X���ł��Ƃ�����i�q��ɍa���@��܂����āA
�ʕ��������������Ă����Ηǂ��悤�ɂ���̂��ǂ����ȁE�E�E�B
�f�l�������ɍ��͓̂������B
>>577
��K�������Đ�ΕK�v�H
�����K�v�����Ȃ�ŏ����瓯�����݂̔��ė���
���J���E�ʎ�肾������ō�����ق����y���Ǝv���B
���X���ł��Ƃ�����i�q��ɍa���@��܂����āA
�ʕ��������������Ă����Ηǂ��悤�ɂ���̂��ǂ����ȁE�E�E�B
580 �F�����������������ς��B�F2014/07/05(�y) 03:14:54.17 ID:???
>>579
���ʌ���Ղ�t���C�X�Վ����Ă�H��Ȃ炢����Ƃ͎v�����ǁA
���̕��i�͔�������Œ肪����ˁB
�����̔̌��݂����炷�A���Č��\�ʓ|�ȍ�ƂȂ��B
���X���ō��͎̂�H��̋Z�\��������Ȃ��ƌ������Ǝv���B
���̕��i�ƍޗ����茳�ɂ���`���`�����ƍ��邾�낤���ǁA
�`���`�����ƍ��A���Č�����Ɠ�����@�v������Ȃ��A�S�����ˁB
��Ɋی����ӂ����ړI�̌����ɍ���Ă����ăl�W�Ō����ɌŒ肵��
���ꂩ�����Ă����̂����U�@���ȁ`�E�E�E�B
���ʌ���Ղ�t���C�X�Վ����Ă�H��Ȃ炢����Ƃ͎v�����ǁA
���̕��i�͔�������Œ肪����ˁB
�����̔̌��݂����炷�A���Č��\�ʓ|�ȍ�ƂȂ��B
���X���ō��͎̂�H��̋Z�\��������Ȃ��ƌ������Ǝv���B
���̕��i�ƍޗ����茳�ɂ���`���`�����ƍ��邾�낤���ǁA
�`���`�����ƍ��A���Č�����Ɠ�����@�v������Ȃ��A�S�����ˁB
��Ɋی����ӂ����ړI�̌����ɍ���Ă����ăl�W�Ō����ɌŒ肵��
���ꂩ�����Ă����̂����U�@���ȁ`�E�E�E�B
581 �F�����������������ς��B�F2014/07/05(�y) 07:07:59.46 ID:???
���Ȃ�u��(�r�u)�ō���āA�m�M�X�Ō�������
582 �F�����������������ς��B�F2014/07/05(�y) 09:58:58.38 ID:???
>>579
�H�Ɨp�~�V���̐j�ł���
�����Ή��̂��ߔ����̂��~�����̂���
�P�D�S�|�Q�D�Q�����ʂȂ畁�ʂɔ����Ă��
�����p�j�Ƃ��ŃO�O�������ł��o�Ă���Ǝv��
2000�~���Ȃ��悤�Ȃ��̂����玩��͂�߂������ǂ���
���Ƒ��莕�̍����グ��悤�ɒ�������̂��肾��
�H�Ɨp�~�V���̐j�ł���
�����Ή��̂��ߔ����̂��~�����̂���
�P�D�S�|�Q�D�Q�����ʂȂ畁�ʂɔ����Ă��
�����p�j�Ƃ��ŃO�O�������ł��o�Ă���Ǝv��
2000�~���Ȃ��悤�Ȃ��̂����玩��͂�߂������ǂ���
���Ƒ��莕�̍����グ��悤�ɒ�������̂��肾��
583 �F�����������������ς��B�F2014/07/05(�y) 10:17:07.60 ID:???
582����������ƃ~�X�����̂Ő���
�P�D�S�|�Q�D�Q�����͐j���̑傫���ł�
�����͔����|�����|�����ƗL�����Ǝv���̂Ō����p����Ԕ����͂�
�j�������đ��莕�グ��̂͌����Ή��ł������������Ă��߂�
�P�D�S�|�Q�D�Q�����͐j���̑傫���ł�
�����͔����|�����|�����ƗL�����Ǝv���̂Ō����p����Ԕ����͂�
�j�������đ��莕�グ��̂͌����Ή��ł������������Ă��߂�
584 �F�����������������ς��B�F2014/07/05(�y) 10:29:46.67 ID:???
�u���ȁB�e���������ǃ_�C�������h�u�������߂�B
�~�V���g���Ȃ�n�T�~���悭�g�����낤���A���܂Ɍ����ł��Ƃ����B
�n�T�~�͔������܂g���l���������낤���ǁA������ƌ����ƌ��Ⴆ��悤�ɐ��悤�ɂȂ��B
�~�V���g���Ȃ�n�T�~���悭�g�����낤���A���܂Ɍ����ł��Ƃ����B
�n�T�~�͔������܂g���l���������낤���ǁA������ƌ����ƌ��Ⴆ��悤�ɐ��悤�ɂȂ��B
585 �F�����������������ς��B�F2014/07/05(�y) 12:19:13.74 ID:???
>>574
DIY�I�ł͖������ǔ����炷�̂͌����I����Ȃ��A���͊����i�̔��ɍi�荞��Ń��[�U�[���H������Ɏ�������őS���S�����Ă��炤�̂������葁���Ǝv��
�X�e�����X�Ȃ�0.8�A1�A1.2�A1.5�A2�A3�A4�A5�ӂ�͕��ʂɍޗ������Ă���Ă��J�b�g�̎c�ނ���
DXF�Ȃ�CAD�f�[�^������[���̂����Ő��Ă���鏊�����邵�A�C������ai�f�[�^�ł����鎖������A���̌`��Ȃ琡�@�}����Ε��ʂɐ��@�덷0.1�~���ȓ��Ő���\
�ޗ���͖����݂����Ȃ�������z�͎�Ԃ����̋C������ɂȂ邯�ǖZ�����������2��~�`5��~��5���ʐ��Ă����
DIY�I�ł͖������ǔ����炷�̂͌����I����Ȃ��A���͊����i�̔��ɍi�荞��Ń��[�U�[���H������Ɏ�������őS���S�����Ă��炤�̂������葁���Ǝv��
�X�e�����X�Ȃ�0.8�A1�A1.2�A1.5�A2�A3�A4�A5�ӂ�͕��ʂɍޗ������Ă���Ă��J�b�g�̎c�ނ���
DXF�Ȃ�CAD�f�[�^������[���̂����Ő��Ă���鏊�����邵�A�C������ai�f�[�^�ł����鎖������A���̌`��Ȃ琡�@�}����Ε��ʂɐ��@�덷0.1�~���ȓ��Ő���\
�ޗ���͖����݂����Ȃ�������z�͎�Ԃ����̋C������ɂȂ邯�ǖZ�����������2��~�`5��~��5���ʐ��Ă����
586 �F�����������������ς��B�F2014/07/05(�y) 12:38:29.98 ID:???
����͐}�ʏ�����l�����̕��@����
587 �F�����������������ς��B�F2014/07/05(�y) 12:51:58.25 ID:???
��ɂ����邯�ǁA�u�ł����ᖳ�����B�������Ȃ���u�̏�Ŋ��点�Ă��B�c�܂Ȃ������߂��鎖���Ȃ��B
�w��������邪�B
�w��������邪�B
���܂����ʂ̃��X���c�I�F���肪�Ƃ��������܂��B
�ǂ����ȒP�ł͂Ȃ��悤�ł���
�u������̂ł���Ă݂܂��B���s���Ă�1000�~���Ȃ��̂ŁB
>>582
���莕�Œ��߂����Ⴄ�Ɛj���������邽�тɒ��߂��Ȃ����K�v������̂ŃC����
�ǂ����ȒP�ł͂Ȃ��悤�ł���
�u������̂ł���Ă݂܂��B���s���Ă�1000�~���Ȃ��̂ŁB
>>582
���莕�Œ��߂����Ⴄ�Ɛj���������邽�тɒ��߂��Ȃ����K�v������̂ŃC����
589 �F�����������������ς��B�F2014/07/05(�y) 15:31:33.39 ID:???
�������A�X�e�����X�����Ƃ�0.8mm�����Ă̂͑�ςȍ��C�������w
�A���~�Ŏ����悤�ȍ�Ƃ�������������邯�ǁB
��Ŏ����₷���悤�ɁA�������ɓ\�t���č��ق���������B
�A���~�Ŏ����悤�ȍ�Ƃ�������������邯�ǁB
��Ŏ����₷���悤�ɁA�������ɓ\�t���č��ق���������B
590 �F�����������������ς��B�F2014/07/05(�y) 16:25:36.70 ID:???
�����X�e���Ȃ����ŋ��炭�X�e������Ȃ��B
�ނ���_�炩�����B
�ނ���_�炩�����B
591 �F�����������������ς��B�F2014/07/05(�y) 16:46:39.80 ID:???
�����߂������ȁH
�X�e�����킴�킴�D�F�ɐ��߂Ȃ����낤
�X�e�����킴�킴�D�F�ɐ��߂Ȃ����낤
592 �F�����������������ς��B�F2014/07/05(�y) 17:38:27.68 ID:???
�X�e�����X�̃u���X�g��2B�łȂ����
���n�̓t�����ۂ����ǂ���Ȗ��炩�ɎC��鏊�ɓt���g�����Ȃ�
���n�̓t�����ۂ����ǂ���Ȗ��炩�ɎC��鏊�ɓt���g�����Ȃ�
593 �F�����������������ς��B�F2014/07/05(�y) 22:19:48.10 ID:???
�u���ď��������ǁA�X�e�����X�Ȃ�A�ϐ��y�[�p�[�̕����y���ȁB���t���ĕ���Ȕɏ������q�b�c�N���炠�Ƃ͓u�Ɠ����B
594 �F�����������������ς��B�F2014/07/05(�y) 22:45:21.66 ID:???
�d�グ�������̕��g�ݍ��킹�ăv���[�g���Ƃ�悤�ȃ��̎��^�̎�����
�����ɐj�Ƃߍ���ŃY�������l�ɂ�����
�d�ɋ����p�̃T���h�y�[�p�[�\���Ď���ƒi�������Ȃ�܂ō�藎�Ƃ���
��������Ȃ������Ƃ������x�ŕ���ɂȂ�Ǝv����
�x���g�T���_�[�����u�E������
�����ɐj�Ƃߍ���ŃY�������l�ɂ�����
�d�ɋ����p�̃T���h�y�[�p�[�\���Ď���ƒi�������Ȃ�܂ō�藎�Ƃ���
��������Ȃ������Ƃ������x�ŕ���ɂȂ�Ǝv����
�x���g�T���_�[�����u�E������
595 �F�����������������ς��B�F2014/07/05(�y) 23:10:52.44 ID:???
�x���g�T���_�[�́A����ɐ���Ȃ��B
596 �F�����������������ς��B�F2014/07/07(��) 09:42:58.29 ID:???
�v���N�\���̃}�C�N���t���C�X�ՁA�}�}���ɔ����Ă��炢�܂����B�A���~�ŃL�[�z���_�[����Ł[
597 �F�����������������ς��B�F2014/07/28(��) 01:17:07.73 ID:djaODkJB
����ł��B
���̃X���ł́A���܁A�u�}���`����Ȃ�A�������S�H���ɗ��߁v�Ƃ����ӌ����o�܂����A
���̏ꍇ�A�S�H���͂ǂ�����đI��ł܂����H
�R�l�������̂ŁA�ǂ̂悤�ɑI�Ԃ��ŔY��ł܂��B
�i�P����web�����Ńq�b�g����HP�����āA�����������̂�T���Ƃ����̂ŗǂ��̂ł��傤���j
���̃X���ł́A���܁A�u�}���`����Ȃ�A�������S�H���ɗ��߁v�Ƃ����ӌ����o�܂����A
���̏ꍇ�A�S�H���͂ǂ�����đI��ł܂����H
�R�l�������̂ŁA�ǂ̂悤�ɑI�Ԃ��ŔY��ł܂��B
�i�P����web�����Ńq�b�g����HP�����āA�����������̂�T���Ƃ����̂ŗǂ��̂ł��傤���j
598 �F�����������������ς��B�F2014/07/28(��) 05:30:03.68 ID:xrVMkkmH
�h�����ɕ���w
599 �F�����������������ς��B�F2014/07/28(��) 09:30:53.95 ID:wFOyRBQw
>>597
�f�l���f�l�̒m���őf�l�̎g�����x�̐��ʂ┭���z��
�l���Ă�Ȃ�A�f�l�E�G���J����O�ʂɂ��������H����Web�ŒT���B
���Ђ�����B
�X�̋@�B���H���Ə��͖@�l�����ƍl���ėǂ��̂Łu�f�l�l���v��
�i��{�I�ȋ@�B���H�̏펯�⊮�����i�̐v�������̂ŋZ�p���N�`���[���K�p�j
�t�������Ď��Ԃ���������Ȃ����A1���b�g�̎Ɏ��Ԃ����������Ȃ��B
�ʎY��1��1�������H�Ȃ�A1��25�����炢�ɂ��Ȃ��ƂȂ�Ȃ���
�f�l�����̎�Ȃ�5�����x�Ő�����������B
�f�l���f�l�̒m���őf�l�̎g�����x�̐��ʂ┭���z��
�l���Ă�Ȃ�A�f�l�E�G���J����O�ʂɂ��������H����Web�ŒT���B
���Ђ�����B
�X�̋@�B���H���Ə��͖@�l�����ƍl���ėǂ��̂Łu�f�l�l���v��
�i��{�I�ȋ@�B���H�̏펯�⊮�����i�̐v�������̂ŋZ�p���N�`���[���K�p�j
�t�������Ď��Ԃ���������Ȃ����A1���b�g�̎Ɏ��Ԃ����������Ȃ��B
�ʎY��1��1�������H�Ȃ�A1��25�����炢�ɂ��Ȃ��ƂȂ�Ȃ���
�f�l�����̎�Ȃ�5�����x�Ő�����������B
600 �F�����������������ς��B�F2014/07/29(��) 05:13:45.65 ID:Tz61ijK5
�ŋ߂́A�l�����������H�Ǝ҂������Ă��āA
web�Ō������Ă��A�������炢����ȁB
�܂Ƃ߃T�C�g�Ƃ��A�����̃R�c��m�肽����B
web�Ō������Ă��A�������炢����ȁB
�܂Ƃ߃T�C�g�Ƃ��A�����̃R�c��m�肽����B
601 �F�����������������ς��B�F2014/07/29(��) 06:16:16.72 ID:vSxDcSyz
>>600
��{�̏����͑Ζʔ����ōi�荞�����ԈႢ���Ȃ�
�����Ȃ�ƍi�荞�܂�Č�����ł���H
���b�L�Ƃ��A���}�C�g�Ƃ��u���X�g�̂悤��
������čςނ悤�ȃ��m�͐��E���ǂ��ł��ǂ�����
��{�̏����͑Ζʔ����ōi�荞�����ԈႢ���Ȃ�
�����Ȃ�ƍi�荞�܂�Č�����ł���H
���b�L�Ƃ��A���}�C�g�Ƃ��u���X�g�̂悤��
������čςނ悤�ȃ��m�͐��E���ǂ��ł��ǂ�����
602 �F�����������������ς��B�F2014/07/29(��) 09:20:12.98 ID:Z81+cKgr
603 �F�����������������ς��B�F2014/08/06(��) 16:35:44.35 ID:O28L8cDu
age
604 �F�����������������ς��B�F2014/08/12(��) 23:25:28.37 ID:eevHLDFS
�S�p�C�v�̊O�a�a��0.5mm��肽���̂ł����������@����܂��H���Ղ͎����Ă܂���
�n���ɂ��݂₷��ŃX���X�����܂�����0.1mm�����܂���ł���
�n���ɂ��݂₷��ŃX���X�����܂�����0.1mm�����܂���ł���
605 �F�����������������ς��B�F2014/08/12(��) 23:35:00.57 ID:ifdPRIFq
606 �F�����������������ς��B�F2014/08/14(��) 02:03:11.94 ID:HD0/PYMY
>>605
�v���C�x�[�^�[�Ȃ���킸3�ԁI
�v���C�x�[�^�[�Ȃ���킸3�ԁI
607 �F�����������������ς��B�F2014/08/14(��) 09:53:44.58 ID:sy1NUNJK
>>604
���a�ƒ����ɂ�邪�ȁB
���a�ƒ����ɂ�邪�ȁB
608 �F�����������������ς��B�F2014/08/14(��) 20:34:45.63 ID:hHuUcg8/
�C���ɂ��ĎK�т����Ė����B
���Ɏg����H���@�Ƃ����킩��Ȃ��ƃA�h�o�C�X���悤���Ȃ�
���Ɏg����H���@�Ƃ����킩��Ȃ��ƃA�h�o�C�X���悤���Ȃ�
609 �F�����������������ς��B�F2014/08/15(��) 01:43:59.72 ID:mOkVxsPO
�S�_��ʂ��Ă��̗��[�����C���[�Ō���
�z�o�X�̌���Ɉ����|����
�z�o�X�̌���Ɉ����|����
610 �F�����������������ς��B�F2014/08/16(�y) 01:33:26.21 ID:qryPNRv7
>>605
�f�l����Ȃ�����u�S�H���v�͂�߂悤��
�S�H���Ȃ�đ��̂������āA���z�S���̐ؒf��n�ډ�����
�S�̐��ƎҁA�t���C�X��ƁA���Չ��A�ւ������ƃw���i���
�v���A�_�C�J�X�g�A�K���X�A�S���̋��^���܂Łu�S�H���v�̊Ŕグ�Ă邩��
�f�l����Ȃ�����u�S�H���v�͂�߂悤��
�S�H���Ȃ�đ��̂������āA���z�S���̐ؒf��n�ډ�����
�S�̐��ƎҁA�t���C�X��ƁA���Չ��A�ւ������ƃw���i���
�v���A�_�C�J�X�g�A�K���X�A�S���̋��^���܂Łu�S�H���v�̊Ŕグ�Ă邩��
611 �F�����������������ς��B�F2014/08/16(�y) 07:30:30.45 ID:UspiKsCP
>>610
����܂���˂�
���Ⴀ�A�������H���������݂ł���Ă����H��(������)�ŁA
�u���Չ��H���肢��������ł����ǁv���ė���ł�������
�ŁA�����́H
����܂���˂�
���Ⴀ�A�������H���������݂ł���Ă����H��(������)�ŁA
�u���Չ��H���肢��������ł����ǁv���ė���ł�������
�ŁA�����́H
612 �F�����������������ς��B�F2014/08/17(��) 11:54:10.44 ID:9BfE9qKk
>>611
���Չ��ł�������
���Չ��ł�������
613 �F�����������������ς��B�F2014/08/19(��) 18:45:29.79 ID:ju4JpFPv
�����ł͋����A
�����ł͓��������Ă��邪
���Չ��Ő��Ղ������Ă��Ȃ��̂͂���@����
�����ł͓��������Ă��邪
���Չ��Ő��Ղ������Ă��Ȃ��̂͂���@����
614 �F�����������������ς��B�F2014/08/19(��) 20:20:03.10 ID:Y9bDVIkr
���S���A�A�A
615 �F�����������������ς��B�F2014/08/19(��) 23:05:14.34 ID:Wp52tlG/
���Չ��H��
616 �F�����������������ς��B�F2014/08/20(��) 09:45:32.48 ID:6e/lWm75
�|�Y������
�u���[���C���H�Ƃ͐��Չ��̂悤�ȋC������
�u���[���C���H�Ƃ͐��Չ��̂悤�ȋC������
617 �F�����������������ς��B�F2014/08/20(��) 22:22:21.12 ID:TLnHKazG
�~�@���Չ�
���@�������H��
���@�������H��
618 �F�����������������ς��B�F2014/10/09(��) 09:11:24.37 ID:GeK69uGc
�N�����ĂȂ��̂��ȁ[�H�H
619 �F�����������������ς��B�F2014/10/09(��) 10:42:15.26 ID:EBs1nZO4
���H�X�̐~�[�ł悭�X�e�����X�H�ŕǂ�\���Ă�܂����A���������̂�DIY�łł���̂ł��傤���H
1�~�����炢�̃X�e���̔��݂����ȉ��n�̍ނɃr�X�~�߂Ƃ��A���͗��ʃe�[�v�Ŏ~�߂��ł��傤���H
�����Ɍ��I��J�r�̑�Ȃǂǂ�����Ď{�H����Ă��ł��傤���H
1�~�����炢�̃X�e���̔��݂����ȉ��n�̍ނɃr�X�~�߂Ƃ��A���͗��ʃe�[�v�Ŏ~�߂��ł��傤���H
�����Ɍ��I��J�r�̑�Ȃǂǂ�����Ď{�H����Ă��ł��傤���H
620 �F�����������������ς��B�F2014/10/11(�y) 21:38:11.11 ID:zQOx4z7g
>>619
�X�e�����X�ŕ����������Ɍ��I����͍l���ɂ�������
���߂ʼn��g���ȂǁA�f�M���C�ɂ���Ȃ�Δ����f�M�ނ𗼖ʃe�[�v�ŃX�e�����X���ɓ\��
�X�e�����X��B��r�X���A�ǂ̑f�ނɍ��������̂Ŏ~�߂�
1�~���͌������A0.5�~���قǂ̂��̂ł����Ǝv����
�X�e�����X�ŕ����������Ɍ��I����͍l���ɂ�������
���߂ʼn��g���ȂǁA�f�M���C�ɂ���Ȃ�Δ����f�M�ނ𗼖ʃe�[�v�ŃX�e�����X���ɓ\��
�X�e�����X��B��r�X���A�ǂ̑f�ނɍ��������̂Ŏ~�߂�
1�~���͌������A0.5�~���قǂ̂��̂ł����Ǝv����
621 �F�����������������ς��B�F2014/10/16(��) 17:40:28.56 ID:VSoCqCl9
>>619
�������ƁA�M�C��200���ȉ��ł��Y����������A�Y�ꂽ���ɉƎ��ɂȂ�i�ቷ�Y���j
����������~�[�Ȃ�A�p�{�[�h��]�J���ł������āA���̏�ɁB
���X�Ɖ��̗����H�Ȃ�A>>620�̎d�l�ɂȂ�̂��ƁH
�{�H���̂͐ڒ��܂Œ����āA�p�╣��B�őł����Ƃ��A����Ȃ���ŏ\�����ƁH
�������ƁA�M�C��200���ȉ��ł��Y����������A�Y�ꂽ���ɉƎ��ɂȂ�i�ቷ�Y���j
����������~�[�Ȃ�A�p�{�[�h��]�J���ł������āA���̏�ɁB
���X�Ɖ��̗����H�Ȃ�A>>620�̎d�l�ɂȂ�̂��ƁH
�{�H���̂͐ڒ��܂Œ����āA�p�╣��B�őł����Ƃ��A����Ȃ���ŏ\�����ƁH
622 �F�����������������ς��B�F2014/10/19(��) 12:38:06.65 ID:/eghpPki
623 �F�����������������ς��B�F2014/10/19(��) 12:40:05.21 ID:/eghpPki
>>620
�d�˂Ă��������Đ\����Ȃ��ł����A�f�M�ނƂ����ƃX�^�C���t�H�[���H�Ƃ��������̂��Ǝv���܂����A����Ȃ̂ŔM�Ƃ����v�Ȃ�ł��傤���H
�d�˂Ă��������Đ\����Ȃ��ł����A�f�M�ނƂ����ƃX�^�C���t�H�[���H�Ƃ��������̂��Ǝv���܂����A����Ȃ̂ŔM�Ƃ����v�Ȃ�ł��傤���H
624 �F�����������������ς��B�F2014/10/19(��) 13:52:54.23 ID:gGOSKF55
�L�b�`���p�l���͎�ɉ����̖h���h�����H���d�_�ɂ��������̂ŕǂ⏰�����ꂢ�ȏ�Ԃŕۂ��̂ł�
�X�^�C���t�H�[���̓|���X�`�������ŋG�߂̉��x�ω��ɑΉ������f�M�ނ�80�x�ʂ܂ł̑ϔM�ł�
�O���X�E�[���̓K���X�@�ې��őϔM���x��300�x�قǂł�
�X�^�C���t�H�[���̓|���X�`�������ŋG�߂̉��x�ω��ɑΉ������f�M�ނ�80�x�ʂ܂ł̑ϔM�ł�
�O���X�E�[���̓K���X�@�ې��őϔM���x��300�x�قǂł�
625 �F�����������������ς��B�F2014/10/19(��) 19:19:52.87 ID:8VQJo+sz
�{�[����(���� B13)�Ō���6mm�̓S�Ƀ�12mm�̌����J�悤�Ƃ��Ă��܂��B
�^�b�s���O�y�[�X�g�����тœh��Ȃ���A3mm��5mm��8mm��12mm�ƃh������ς��Ȃ���J���Ă��܂��B
8mm�܂ł͏����Ɍ����J���̂ł����A12mm�ɕς���ƓS�Ƀh�������H������Ń`���b�N�̒ܕ����Ŋ�������A
�A�[�o�[����`���b�N���O��Ă��܂��Ȃǂ��܂������J���邱�Ƃ��o���܂���B
�n���h�������̗͂ʼn������ނƐH������Ŏ~�܂��Ă��܂����߁A�`�����`�����Ə������������Ăǂ��ɂ�3�邱�Ƃ��ł�����Ԃł��B
12mm��13mm�Ȃǂ̌��͂ǂ̂悤�ɋ�̂������������Ȃ̂������Ă��������B
��낵�����肢���܂��B
�ʐ^��12mm��8mm�h�����Ɛ؎q�ł��B
http://fast-uploader.com/file/6969268957008/
�^�b�s���O�y�[�X�g�����тœh��Ȃ���A3mm��5mm��8mm��12mm�ƃh������ς��Ȃ���J���Ă��܂��B
8mm�܂ł͏����Ɍ����J���̂ł����A12mm�ɕς���ƓS�Ƀh�������H������Ń`���b�N�̒ܕ����Ŋ�������A
�A�[�o�[����`���b�N���O��Ă��܂��Ȃǂ��܂������J���邱�Ƃ��o���܂���B
�n���h�������̗͂ʼn������ނƐH������Ŏ~�܂��Ă��܂����߁A�`�����`�����Ə������������Ăǂ��ɂ�3�邱�Ƃ��ł�����Ԃł��B
12mm��13mm�Ȃǂ̌��͂ǂ̂悤�ɋ�̂������������Ȃ̂������Ă��������B
��낵�����肢���܂��B
�ʐ^��12mm��8mm�h�����Ɛ؎q�ł��B
http://fast-uploader.com/file/6969268957008/
626 �F�����������������ς��B�F2014/10/19(��) 21:32:25.74 ID:Y2paC+FH
>>625
���̃{�[���Ղ�13mm�̍E�����\�͂��������A�ŏ�����12mm�̃h�����ŊJ��������Ǝv�����B
����ɃK�C�h�E���J����ƁA�h�����̒[�̕��������Ő荞�ނ���H������ł��܂���ł́B
�K�C�h�E���J����ꍇ��3�܂���5mm��12mm�ł���Ă݂���B
����ƍH�앨�̌Œ����������B
���̃{�[���Ղ�13mm�̍E�����\�͂��������A�ŏ�����12mm�̃h�����ŊJ��������Ǝv�����B
����ɃK�C�h�E���J����ƁA�h�����̒[�̕��������Ő荞�ނ���H������ł��܂���ł́B
�K�C�h�E���J����ꍇ��3�܂���5mm��12mm�ł���Ă݂���B
����ƍH�앨�̌Œ����������B
627 �F�����������������ς��B�F2014/10/19(��) 21:58:31.48 ID:cyqgNv04
���낵���ĂȂ̂��ˁH�ꉞ�L���������邩�C�ɂȂ邪�c�n����E���̂́H
628 �F�����������������ς��B�F2014/10/20(��) 09:33:11.79 ID:JYcj/y/Z
>>625
B13����20�N�ȏ�g���Ă܂��A�P���P�O�OV�T�OHZ����1�ԂłT�O�ORPM�ł����P�Q�������Ƃ�����Ƃ͂�߂Ɋ����܂�
�����ł�����S�������x�ʼn����J���Ď��ɂP�Q�����ŊJ���܂�
�����傫�ڂő���a�g���ƊO���������}���ѐH�����݃A�[�o�[�O�ꂪ���\�����܂�
���łɂW�����̉����������Ă��܂����ゾ�Ƃ������܂��̂�
626�627������������Ă�悤�ɂP�Q�����̊O���̐n�������E���̂��ǂ��̂ł͂Ȃ��ł��傤��
�h�����`���b�N�y�уA�[�o�[�͊��点�߂��ĕҖ��Ղ����̂�4�N���O�ɃV���t�g���ƕς��܂���
���i�����肵�Ď�ɓ���̂ōH��@�B���[�J�[�i�͈��S�ł�
B13����20�N�ȏ�g���Ă܂��A�P���P�O�OV�T�OHZ����1�ԂłT�O�ORPM�ł����P�Q�������Ƃ�����Ƃ͂�߂Ɋ����܂�
�����ł�����S�������x�ʼn����J���Ď��ɂP�Q�����ŊJ���܂�
�����傫�ڂő���a�g���ƊO���������}���ѐH�����݃A�[�o�[�O�ꂪ���\�����܂�
���łɂW�����̉����������Ă��܂����ゾ�Ƃ������܂��̂�
626�627������������Ă�悤�ɂP�Q�����̊O���̐n�������E���̂��ǂ��̂ł͂Ȃ��ł��傤��
�h�����`���b�N�y�уA�[�o�[�͊��点�߂��ĕҖ��Ղ����̂�4�N���O�ɃV���t�g���ƕς��܂���
���i�����肵�Ď�ɓ���̂ōH��@�B���[�J�[�i�͈��S�ł�
629 �F�����������������ς��B�F2014/10/20(��) 12:21:25.60 ID:9Om5gV/R
>>625
������4�`5mm�ŏ[�����Ǝv���B
�����܂Ŏ��������ǁA�����͂������p�����ɂȂ��Ă��܂��ăX���X�g����(������)��
���ɑ傫�ȗ͂��K�v�ƂȂ�`�[�������̐؍��R�����炷���߂̂��̂���B
�傫���h�����̃`�[�������̕����m�M�X�Ƃ���K�ő��肵�āA
����Ƃ��Ȃ����炢�̕��̃h�����ʼn������J��������ǂ��B
�Ƃ������Ƃ�>>628�̈ӌ��Ɉ�[�B
������4�`5mm�ŏ[�����Ǝv���B
�����܂Ŏ��������ǁA�����͂������p�����ɂȂ��Ă��܂��ăX���X�g����(������)��
���ɑ傫�ȗ͂��K�v�ƂȂ�`�[�������̐؍��R�����炷���߂̂��̂���B
�傫���h�����̃`�[�������̕����m�M�X�Ƃ���K�ő��肵�āA
����Ƃ��Ȃ����炢�̕��̃h�����ʼn������J��������ǂ��B
�Ƃ������Ƃ�>>628�̈ӌ��Ɉ�[�B
630 �F�����������������ς��B�F2014/10/20(��) 19:24:05.04 ID:XryY+67c
4.6.8.10.12�̃R�o���g�n�C�X�|�X�e�b�v�h�����Ȃ�P���ł���
631 �F�����������������ς��B�F2014/10/20(��) 19:55:33.52 ID:32vJQBsd
�z���g�ɁH�Umiri�̌����S�ł��P���ŋ�ł��H
632 �F�����������������ς��B�F2014/10/20(��) 22:15:19.10 ID:A/dLFdPS
>>631
�����Ɛ؍�����������
�����Ɛ؍�����������
633 �F�����������������ς��B�F2014/10/20(��) 22:48:00.50 ID:JRGV/BAB
���X���肪�Ƃ��������܂��B
�����������炾��Ƒ傫���Ă����Ηǂ��Ǝv���Ă����̂ł����A�����a���傫���������������Ȃ̂ł��ˁB
�`�[�������Ɠ������炢��4�`5mm�̌����J����Ηǂ���ł��ˁB
���x�͉���4mm�ł���Ă݂܂��B
�A�h�o�C�X���肪�Ƃ��������܂����B
���ƁA���̊J�����Ŏ���Ȃ̂ł����A�����J���鎞�h�����Ƀ^�b�s���O�y�[�X�g��h��A
�@���̂܂܈��̗͂ʼn��������ђʂ���܂Ńh�����������Č����J����B
�A��C�Ɍ����J�����A�P�`�Q��h�������グ�ăy�[�X�g��h��Ȃ����Ȃ���J����
�ǂ���̕����ǂ��̂ł��傤���H
�����������炾��Ƒ傫���Ă����Ηǂ��Ǝv���Ă����̂ł����A�����a���傫���������������Ȃ̂ł��ˁB
�`�[�������Ɠ������炢��4�`5mm�̌����J����Ηǂ���ł��ˁB
���x�͉���4mm�ł���Ă݂܂��B
�A�h�o�C�X���肪�Ƃ��������܂����B
���ƁA���̊J�����Ŏ���Ȃ̂ł����A�����J���鎞�h�����Ƀ^�b�s���O�y�[�X�g��h��A
�@���̂܂܈��̗͂ʼn��������ђʂ���܂Ńh�����������Č����J����B
�A��C�Ɍ����J�����A�P�`�Q��h�������グ�ăy�[�X�g��h��Ȃ����Ȃ���J����
�ǂ���̕����ǂ��̂ł��傤���H
635 �F�����������������ς��B�F2014/10/21(��) 00:31:19.80 ID:IaVoAuXr
��q����Ȃ��Ȃ��Ȃ�A�ꔭ�ł��ǂ��Ǝv���܂�����B
636 �F�����������������ς��B�F2014/10/21(��) 00:44:29.95 ID:il68BC/4
>>634
������]���̎��A�ׂ�������葾�������̕��������x����������ˁB
V=��Dn/1000�@V:�����x[m/min]�@D:���a[mm]
n:1��������̉�]��[min^-1]���Ă̂����̌����B
�X�e�����X�݂����ɉ��H�d��������������������
�ŏ��ƍŌ�͈��͂Ƒ�������Ȃ�����̂������߁B
�@�@�@�@�@�@�@�@�@�@ �ŏ��@���ԁ@�Ō�
�O���t�ɂ���Ɓ@�@�@�@�^�P�P�_�@�@�@�@����Ȋ����ŁB
�@�@�@�@�@�@�@�@�@�@�@ �^�@�@�@�@�@�@�_�@
������]���̎��A�ׂ�������葾�������̕��������x����������ˁB
V=��Dn/1000�@V:�����x[m/min]�@D:���a[mm]
n:1��������̉�]��[min^-1]���Ă̂����̌����B
�X�e�����X�݂����ɉ��H�d��������������������
�ŏ��ƍŌ�͈��͂Ƒ�������Ȃ�����̂������߁B
�@�@�@�@�@�@�@�@�@�@ �ŏ��@���ԁ@�Ō�
�O���t�ɂ���Ɓ@�@�@�@�^�P�P�_�@�@�@�@����Ȋ����ŁB
�@�@�@�@�@�@�@�@�@�@�@ �^�@�@�@�@�@�@�_�@
637 �F�����������������ς��B�F2014/10/21(��) 09:30:41.73 ID:IJG152ft
>>634
�y�[�X�g�͊�{�n��̉��x������̂����C��������
���܂�M�����Ă�悤��������r���œh�肽��
�ꖡ�������Ȃ�����؍퉹��������������悤��������h�肽���Ă݂�Ɨǂ���
�P�Q�����ʂ�������Ꝅ�ɊJ���鎖���������ǐn�悪�Ă��Ă��܂��ƌ������������Ȃ�����
�T�d��
�y�[�X�g�͊�{�n��̉��x������̂����C��������
���܂�M�����Ă�悤��������r���œh�肽��
�ꖡ�������Ȃ�����؍퉹��������������悤��������h�肽���Ă݂�Ɨǂ���
�P�Q�����ʂ�������Ꝅ�ɊJ���鎖���������ǐn�悪�Ă��Ă��܂��ƌ������������Ȃ�����
�T�d��
�y�[�X�g�͉��x������̂��ړI��������ł��ˁB
�����Ȃ̂��Ǝv���Ă܂����B
�@�B���H�̂��Ƃ͊w���Ƃ��������߁A�������̏ڂ��������Ȃ̓l�b�g�Œ��ׂĂ�������Ȃ������̂ŎQ�l�ɂȂ�܂��B���肪�Ƃ��������܂����B
�n�̌����́A�����ł���Ă݂���ꖡ�������Ȃ���肾�����̂ŁA�h�����h�N�^�[�����Ă݂܂����B
�����Ȃ̂��Ǝv���Ă܂����B
�@�B���H�̂��Ƃ͊w���Ƃ��������߁A�������̏ڂ��������Ȃ̓l�b�g�Œ��ׂĂ�������Ȃ������̂ŎQ�l�ɂȂ�܂��B���肪�Ƃ��������܂����B
�n�̌����́A�����ł���Ă݂���ꖡ�������Ȃ���肾�����̂ŁA�h�����h�N�^�[�����Ă݂܂����B
639 �F�����������������ς��B�F2014/10/23(��) 09:59:38.70 ID:AX8H9k16
���C�⏁���̊w��g���C�{���W�Ȃ�Č����̂����邵�A�@�B�H�w����̃A�v���[�`�����邪
���Ő؍�Ŗ��w���ƒ�R����������A�d�オ�肪�ǂ��Ȃ邩�H�ǂ��킩���Ă��Ȃ��B�B
�������̂́A���ʂ��厖��
���Ő؍�Ŗ��w���ƒ�R����������A�d�オ�肪�ǂ��Ȃ邩�H�ǂ��킩���Ă��Ȃ��B�B
�������̂́A���ʂ��厖��
640 �F�����������������ς��B�F2014/10/23(��) 12:35:15.35 ID:d9BN1nDA
�Ɉ��Y���܂ŋ��E���C�����邩�炶��Ȃ���
�܂��Ɍ��ʂ��厖���Ă̂͂��̒ʂ肾�Ǝv��
�`�b�s���O�i�n�����j���C������ׂ�
�܂��Ɍ��ʂ��厖���Ă̂͂��̒ʂ肾�Ǝv��
�`�b�s���O�i�n�����j���C������ׂ�
641 �F�����������������ς��B�F2014/10/23(��) 15:45:44.11 ID:DHNb/MvF
�Ɉ��܂Ƃ����C�Ƃ��F�X���邾�낤����
���ǐn��Ɖ��H��ނ��M���Ɖ��H�s�\�ɂȂ邩���
���^���\�[�Ƃ��}�V�j���O�̐؍���Ȃ�ĂقƂ�ǐ����G�}���W�����n��������
�ׂ����������O�ɂ܂��͗�p���Ȃ�ł��傤
���ǐn��Ɖ��H��ނ��M���Ɖ��H�s�\�ɂȂ邩���
���^���\�[�Ƃ��}�V�j���O�̐؍���Ȃ�ĂقƂ�ǐ����G�}���W�����n��������
�ׂ����������O�ɂ܂��͗�p���Ȃ�ł��傤
642 �F�����������������ς��B�F2014/10/23(��) 15:59:39.90 ID:eWVJmXMu
�}�V�j���O�����ĉ������ăn�C�X�ō|�ނ����ł����
�����̐؍���܂ŋ邵�A�S�Ăɒu���ăp�[�t�F�N�g
��p���؍�ʏ������ˁB
���n�����g���͎̂�ɒ��d��������A���S�ɍH����Ղ��]���ɂ���
�Ƃ����I���ˁB
�Ȃ����Ƃ����ƁA�Ђ��|���̂Ŕ��̂Ȃ����n�����V�u�V�u�g��
���Ȃ荂���\�̐��n���ł��^�b�v���x���ɂ͕s�����c��B
�ƒ�p�̃{�[���Ղł��`���b�L���O�\�͂�13mm�܂ŗL���
��]��500rpm�O���1����H��12mm�͂����B
��p�̖����؍���i�V�Ղ���ɋ߂��S�x�̂��̂��j���[���ɒ��������銴����OK
�w�^�ɂ���������Ɛn�悪�H���t���ċ����ޗ������B
�n���ł�16mm�ȉ��Ƃ��ł̑��i���H�͂��Ȃ��ˁB
�y�[�X�g�̓^�b�v�Ƃ����[�}�̐�p�ɂ��������ǂ��B
�����̐؍���܂ŋ邵�A�S�Ăɒu���ăp�[�t�F�N�g
��p���؍�ʏ������ˁB
���n�����g���͎̂�ɒ��d��������A���S�ɍH����Ղ��]���ɂ���
�Ƃ����I���ˁB
�Ȃ����Ƃ����ƁA�Ђ��|���̂Ŕ��̂Ȃ����n�����V�u�V�u�g��
���Ȃ荂���\�̐��n���ł��^�b�v���x���ɂ͕s�����c��B
�ƒ�p�̃{�[���Ղł��`���b�L���O�\�͂�13mm�܂ŗL���
��]��500rpm�O���1����H��12mm�͂����B
��p�̖����؍���i�V�Ղ���ɋ߂��S�x�̂��̂��j���[���ɒ��������銴����OK
�w�^�ɂ���������Ɛn�悪�H���t���ċ����ޗ������B
�n���ł�16mm�ȉ��Ƃ��ł̑��i���H�͂��Ȃ��ˁB
�y�[�X�g�̓^�b�v�Ƃ����[�}�̐�p�ɂ��������ǂ��B
643 �F�����������������ς��B�F2014/10/23(��) 18:52:18.75 ID:Q1gkBDl8
���i300�̊p���i12mm���j�Ƀp�i14.4�̏[�d�h������12mm���Ă܂���
�����S�@�����U�@12�����h�����Řg�o���@12�����G���h�~���Ŋђʂ��Ċ���
���ׂĊ����ł������ɂ��茊�ɂ͂Ȃ�Ȃ��ł���
����������������ײ��ްװ�ł��@�������{�[���Ղ��ĂԂ�邩��ǂ����܂����
�����S�@�����U�@12�����h�����Řg�o���@12�����G���h�~���Ŋђʂ��Ċ���
���ׂĊ����ł������ɂ��茊�ɂ͂Ȃ�Ȃ��ł���
����������������ײ��ްװ�ł��@�������{�[���Ղ��ĂԂ�邩��ǂ����܂����
644 �F�����������������ς��B�F2014/10/24(��) 01:11:32.89 ID:xyRJz4lJ
�������NC�t���C�X���{�[���ՂƂ��Ĕ����l�������炵���B
����Ɍr�����ă|���`�ł��NC�t���C�X�̕����ȒP�ɐ��x�o������āB
����Ɍr�����ă|���`�ł��NC�t���C�X�̕����ȒP�ɐ��x�o������āB
645 �F�����������������ς��B�F2014/10/24(��) 01:45:00.03 ID:XSsh03+1
>>644
�ʒu���x�������l����Ȃ�ėp�t���C�X�ł�
�����ȃf�W�^���X�P�[����\�邾���œ��l�ɂł����B
�厲�̏㉺�����o�[�łł���NC�t���C�X�Ȃ�ǂ�����
�����łȂ��ƌŒ�T�C�N���Ƃ��̍�ƂɂȂ�̂Ŗʓ|�ɂȂ�B
�ʒu���x�������l����Ȃ�ėp�t���C�X�ł�
�����ȃf�W�^���X�P�[����\�邾���œ��l�ɂł����B
�厲�̏㉺�����o�[�łł���NC�t���C�X�Ȃ�ǂ�����
�����łȂ��ƌŒ�T�C�N���Ƃ��̍�ƂɂȂ�̂Ŗʓ|�ɂȂ�B
646 �F�����������������ς��B�F2014/10/28(��) 07:13:31.78 ID:UoATyO5d
�{�[���Վ��肪����Ȃ��Ċy������A�������ł��^�b�v�ł��y�[�X�g�g���Ă����ǁA�h�����̎��͐؍���g���������ǂ������̂��B
�������ċ����݂����ɂȂ�؍퓒�͍H��̎����Z���́H
�A�}�`���A��������������H������̕����C�ɂȂ�܂�
�B
�������ċ����݂����ɂȂ�؍퓒�͍H��̎����Z���́H
�A�}�`���A��������������H������̕����C�ɂȂ�܂�
�B
647 �F�����������������ς��B�F2014/10/28(��) 09:27:06.38 ID:NyvTpLjC
>>646
���n���̐؍���܂͎����Ƃ������x���̘b�����ł��Ȃ����炢
�؍���Ƃ��Ă͗��B
���V����FGE360�Ƃ���20�{��߂Ƃ��Ȃ��Ԉ����ۂ������ɕC�G��
���邯�ǁA���z�ŋ����K�������F�߂��Ă邵
���A���J���Ŏ蔧�͂������E���^���d���ȊO�̓h�F�͂���Ԕ������B
24���Ԃ̖��l���ƂʼnЂ��N���������Ȃ������ł����Ȃ�����ˁB
�ŋ��Ȑ؍���܂̓X�e���R�������Ƃ��̍����������ˁB
���i��������������v������^�ŁA�܂������Ⴄ���E�������ł����B
���n���̐؍���܂͎����Ƃ������x���̘b�����ł��Ȃ����炢
�؍���Ƃ��Ă͗��B
���V����FGE360�Ƃ���20�{��߂Ƃ��Ȃ��Ԉ����ۂ������ɕC�G��
���邯�ǁA���z�ŋ����K�������F�߂��Ă邵
���A���J���Ŏ蔧�͂������E���^���d���ȊO�̓h�F�͂���Ԕ������B
24���Ԃ̖��l���ƂʼnЂ��N���������Ȃ������ł����Ȃ�����ˁB
�ŋ��Ȑ؍���܂̓X�e���R�������Ƃ��̍����������ˁB
���i��������������v������^�ŁA�܂������Ⴄ���E�������ł����B
648 �F�����������������ς��B�F2014/10/28(��) 09:36:11.13 ID:YMtZ6pnR
�X�e���R�������Ƃ��ӂ�������r�߂ƂA�Ǝv���ăO�O������}�W�ł������B
�������]���������B
�^���Ľ�ݺ�B
�������]���������B
�^���Ľ�ݺ�B
649 �F�����������������ς��B�F2014/10/28(��) 11:10:57.12 ID:pZJDmCHo
������A�����O����A�g���Ă܂��B
�����h�����ł��A�ꖡ�����Ȃ����B
�����A�����Ǝv�����A�D����̂��ˁB
�����h�����ł��A�ꖡ�����Ȃ����B
�����A�����Ǝv�����A�D����̂��ˁB
650 �F�����������������ς��B�F2014/10/28(��) 22:44:19.96 ID:90lzUo1r
�G�A�[����_���H
�E�`�ł�6�ӈʂ̔z�ǃp�C�v�݂���
�̂ŃL�����₵�Ȃ������Ă�B
�E�`�ł�6�ӈʂ̔z�ǃp�C�v�݂���
�̂ŃL�����₵�Ȃ������Ă�B
651 �F�����������������ς��B�F2014/10/29(��) 09:08:55.27 ID:yYYUTXwB
>>650
�_���A�C�C
���Ă͉̂��̖ړI�ɑ��āA�ǂ��������ʂ�_���Ă��ɂ��B
�؍�̗����ł́u��p�v�u�u�����v�u��q�r�o�v�̍�p��
�ړI�ɖ��܂�G�A�u���[��~�X�g�u���[�A�h���C���g��
�؍푬�x�����߂Ă����Ɓi��Ǝ��Ԃ̒Z�k�j���M�ɂȂ�
���d�x�����ƍ��M�ɂȂ�
�n���ƍޗ��̖��C�ō��M�ɂȂ薀�C�Ŗ��Ղ���
��x�������q������ɍ���ď��Ղ���B
��������������Η₦�Đ؍푬�x���オ�������������B
������������Ζ��C���������Ď��������т�
������������Ζ��ʂȐ���𗬂���
�x�������i�����s�v�@�m���r�����]�j
�M���ăC�C�i�����s�v�A���d�H��Ƃ��T�[���b�g�j
�����͂ǂ��ł������i�����s�v�@�����̎g���̂āj
�G�A�[�ł��₦�邵���͔�Ԃ�Ŗ��C�ُ̈���Ղ�e�F����Ȃ�OK
�_���A�C�C
���Ă͉̂��̖ړI�ɑ��āA�ǂ��������ʂ�_���Ă��ɂ��B
�؍�̗����ł́u��p�v�u�u�����v�u��q�r�o�v�̍�p��
�ړI�ɖ��܂�G�A�u���[��~�X�g�u���[�A�h���C���g��
�؍푬�x�����߂Ă����Ɓi��Ǝ��Ԃ̒Z�k�j���M�ɂȂ�
���d�x�����ƍ��M�ɂȂ�
�n���ƍޗ��̖��C�ō��M�ɂȂ薀�C�Ŗ��Ղ���
��x�������q������ɍ���ď��Ղ���B
��������������Η₦�Đ؍푬�x���オ�������������B
������������Ζ��C���������Ď��������т�
������������Ζ��ʂȐ���𗬂���
�x�������i�����s�v�@�m���r�����]�j
�M���ăC�C�i�����s�v�A���d�H��Ƃ��T�[���b�g�j
�����͂ǂ��ł������i�����s�v�@�����̎g���̂āj
�G�A�[�ł��₦�邵���͔�Ԃ�Ŗ��C�ُ̈���Ղ�e�F����Ȃ�OK
652 �F�����������������ς��B�F2014/10/29(��) 09:26:59.66 ID:pHFLmLg6
�ʂ̎d�オ����C�ɂ��鎞�ȊO�͑S���h���C���ȁB
�|���y�����A�H�����債�����ƂȂ��B
���S�{�P�ʂŏ����H��Ȃ�h������邾�낤���ǁB
�|���y�����A�H�����債�����ƂȂ��B
���S�{�P�ʂŏ����H��Ȃ�h������邾�낤���ǁB
653 �F�����������������ς��B�F2014/10/29(��) 11:06:45.86 ID:yYYUTXwB
>>652
�v���̐��E�ł��������Ńh���C���Ă͕̂��ʂ���
�ގ���H��⏔�����ɂ�����
������N�[�����g�̔�U��|�����l������h���C�ł�
�̎Z�����鎖��͑�������ˁB
�Ȃ̂ŖړI�ʁB
�N���X�e�����X�����z�ȍH���H��̎g���̂Ă�
�h���C���H���Ă��N���ے�͂��Ȃ����A�����̕n�R�l��
�ቿ�i�̍H�����������p���č������Ɏg���Ă邾���B
�|�ނɂ��Ă�10mm�ȏ�̈�ɂȂ�ƌ�������������
���b�ɂȂ����ق����|���̎�Ԃ��l���Ă���������
�G���h�~����R�[�i�[���E���W�Ȃ�ĊȒP�ɐ����Ȃ���
����������ˁB
���j��H�����ɏ�����˂������͖̂��Ƃ��W�Ȃ����炗
�v���̐��E�ł��������Ńh���C���Ă͕̂��ʂ���
�ގ���H��⏔�����ɂ�����
������N�[�����g�̔�U��|�����l������h���C�ł�
�̎Z�����鎖��͑�������ˁB
�Ȃ̂ŖړI�ʁB
�N���X�e�����X�����z�ȍH���H��̎g���̂Ă�
�h���C���H���Ă��N���ے�͂��Ȃ����A�����̕n�R�l��
�ቿ�i�̍H�����������p���č������Ɏg���Ă邾���B
�|�ނɂ��Ă�10mm�ȏ�̈�ɂȂ�ƌ�������������
���b�ɂȂ����ق����|���̎�Ԃ��l���Ă���������
�G���h�~����R�[�i�[���E���W�Ȃ�ĊȒP�ɐ����Ȃ���
����������ˁB
���j��H�����ɏ�����˂������͖̂��Ƃ��W�Ȃ����炗
654 �F�����������������ς��B�F2014/10/31(��) 19:13:52.97 ID:IZwhWe8C
�z���g�A�P�[�X�o�C�P�[�X�A�|�ނ̍r���Ȃ�A�s�[���[�ő卪�ނ����A�[�������������
�i���E�͐n������Ȃ��āA���[�^�[�̔n�́j��Ȃ��������낤�悗�����̍l���B
DIY���Ƌ��o���Ď����̍�Ǝ��Ԃ��Ă邗���ʂ�����̂�����c
�i���E�͐n������Ȃ��āA���[�^�[�̔n�́j��Ȃ��������낤�悗�����̍l���B
DIY���Ƌ��o���Ď����̍�Ǝ��Ԃ��Ă邗���ʂ�����̂�����c
655 �F�����������������ς��B�F2014/11/01(�y) 10:29:25.17 ID:d89CSMbA
��F1���J�j�b�N�̂�������̘b�ǂ����Ō�����
�v���͌���ꂽ���Ԃ̒��ʼn\�Ȍ���̎d�������邪
��͎��Ԃ�������ł��|�����邩������Ɨǂ��d�����ł������
������ō��ɗǂ�������Ă��[���Ԃɍ���Ȃ���S���Ӗ����������
�v���͌���ꂽ���Ԃ̒��ʼn\�Ȍ���̎d�������邪
��͎��Ԃ�������ł��|�����邩������Ɨǂ��d�����ł������
������ō��ɗǂ�������Ă��[���Ԃɍ���Ȃ���S���Ӗ����������
656 �F�����������������ς��B�F2014/11/01(�y) 10:54:46.35 ID:NXH1+jNj
���Ԃ̎g�������Ă̂��l���������l�Ȃ�B
�Ⴆ�ΐ؍푬�x��Ⴍ�n�����������ĂȂ�čl��������
���낤���A�[��������قǂ̐؍�����ӂ�ɂ���
�㏈���̑|���ɑ傫�Ȏ��Ԃ��������Ă̂���̍l���B
�Ⴆ�ΐ؍푬�x��Ⴍ�n�����������ĂȂ�čl��������
���낤���A�[��������قǂ̐؍�����ӂ�ɂ���
�㏈���̑|���ɑ傫�Ȏ��Ԃ��������Ă̂���̍l���B
657 �F�����������������ς��B�F2014/11/01(�y) 14:25:52.88 ID://T2vwqq
���x�𗎂Ƃ����Ƀh���C
658 �F�����������������ς��B�F2014/11/04(��) 14:41:51.34 ID:D7uFvKjN
�n������8��10���ԗ��ȉ��̔\�͂����o���Ȃ��@�B���A�g���Ă���l������Ȃ����ȁH
���̃t���C�X����Ղ́A500W�ł��p���[�̂��������Ȃ������H�A����i����Ȃ��\��������ȁH
����͂���ŁA�܂��ʐ��E�̂悤�ȋC������B�n�C�X�ŗǂ�����A���������ƌ����Ń��[�N��
���킹��݂����ȁc
���̃t���C�X����Ղ́A500W�ł��p���[�̂��������Ȃ������H�A����i����Ȃ��\��������ȁH
����͂���ŁA�܂��ʐ��E�̂悤�ȋC������B�n�C�X�ŗǂ�����A���������ƌ����Ń��[�N��
���킹��݂����ȁc
659 �F�����������������ς��B�F2015/01/31(�y) 13:47:43.29 ID:ShqyY6Ck
����2mm ��15mm�̃X�`�[����30mm�̕��łЂ˂肽���̂ł��B
����Ȋ���
http://www.takumi-probook.jp/products/detail_image.php?product_id=4176672&image=main_large_image
�o�C�X�ɋ���Ńy���`�ŋ���łЂ˂�܂������A�܂������o���܂���B
�ǂ���������ł����H
����Ȋ���
http://www.takumi-probook.jp/products/detail_image.php?product_id=4176672&image=main_large_image
�o�C�X�ɋ���Ńy���`�ŋ���łЂ˂�܂������A�܂������o���܂���B
�ǂ���������ł����H
660 �F�����������������ς��B�F2015/01/31(�y) 14:34:45.22 ID:V806UjfB
>>659
���ꂭ�炢���ʂɂł��邾��
�o�C�X�ɂ������芚��ŁA�ǂł��������L�[�X�p�i��
��������ł������莲�𗐂��Ȃ��悤�Ƀl�W������
�|�C���g�͔n���ł��������L�[�X�p�i�Ɗ��ȃo�C�X�ȁB
http://www.amazon.co.jp/dp/B00FJ00I1W
���ꂭ�炢���ʂɂł��邾��
�o�C�X�ɂ������芚��ŁA�ǂł��������L�[�X�p�i��
��������ł������莲�𗐂��Ȃ��悤�Ƀl�W������
�|�C���g�͔n���ł��������L�[�X�p�i�Ɗ��ȃo�C�X�ȁB
http://www.amazon.co.jp/dp/B00FJ00I1W
661 �F�����������������ς��B�F2015/01/31(�y) 23:38:08.94 ID:1WmevJQ0
{kind=link}
662 �F�����������������ς��B�F2015/02/02(��) 01:35:31.88 ID:oUxhLOpg
�ł����X�p�i�˂��I�@���肪�Ƃ��������܂��B
���𗐂��Ȃ��l�Ɂ@���������
���𗐂��Ȃ��l�Ɂ@���������
663 �F�����������������ς��B�F2015/02/02(��) 03:22:07.87 ID:mlhW2eYQ
���a15mm�`���C�̃p�C�v�����Ă���
664 �F�����������������ς��B�F2015/02/02(��) 16:39:56.29 ID:Wgl6M4n3
���a17cm����2mm���x�̃A���~�p�C�v��ؒf����������
�f�l�������H����Y��ɐ�Ȃ����ȁH
�p�C�v���ׂ��͖̂����ŁB
����ȍH������Ă����̂��������狳���ė~�����B
�f�l�������H����Y��ɐ�Ȃ����ȁH
�p�C�v���ׂ��͖̂����ŁB
����ȍH������Ă����̂��������狳���ė~�����B
665 �F�����������������ς��B�F2015/02/02(��) 17:19:33.63 ID:6L+nE/Dp
>>664
�����ؒf�@
�����ؒf�@
666 �F�����������������ς��B�F2015/02/02(��) 17:29:51.94 ID:HmlGsGg/
667 �F�����������������ς��B�F2015/02/02(��) 17:35:27.03 ID:S9MNZV+3
>>666
���a17cm���ᖳ������w
���a17cm���ᖳ������w
668 �F�����������������ς��B�F2015/02/02(��) 18:31:04.78 ID:Q7Q7OufQ
669 �F�����������������ς��B�F2015/02/02(��) 18:33:00.42 ID:HmlGsGg/
17�~���Ɗ��Ⴂ������w
�y���b�y���̓�����w
2�~�����̃A���~�Ȃ�100�~�V���b�v�̋��m�R�Ŗ��Ȃ����͂�
�ꏏ��100�~�̕����X���ł������̂��g
�y���b�y���̓�����w
2�~�����̃A���~�Ȃ�100�~�V���b�v�̋��m�R�Ŗ��Ȃ����͂�
�ꏏ��100�~�̕����X���ł������̂��g
�F���肪�Ƃ��B
���ׂĂ݂�Ɓ@�G�X�R�@�R�E�P�^�Q�h�[�U�h�p�C�v�J�b�^�[�@���Ă̂�
15cm�܂ł�����݂��������炿����ƃ��C���[�ʼn������čs���邩�Ƃ�
�v�����ǁB
>>668
�����炯�ɐ���Ȃ����Ē��x�ňꉞ�e�[�v�͊�������ł��B
�{���͒��p���L�`�b�Əo�������Ƃ��낾���ǁA�����͎����̘r���悩�ȁB
�ړI�͓V�̖]�����̓������X�ؒf�������ƁB
>>669
���m�R�ł����̂��A�����������̋Z�ʂɕs�����A�A�A
���ׂĂ݂�Ɓ@�G�X�R�@�R�E�P�^�Q�h�[�U�h�p�C�v�J�b�^�[�@���Ă̂�
15cm�܂ł�����݂��������炿����ƃ��C���[�ʼn������čs���邩�Ƃ�
�v�����ǁB
>>668
�����炯�ɐ���Ȃ����Ē��x�ňꉞ�e�[�v�͊�������ł��B
�{���͒��p���L�`�b�Əo�������Ƃ��낾���ǁA�����͎����̘r���悩�ȁB
�ړI�͓V�̖]�����̓������X�ؒf�������ƁB
>>669
���m�R�ł����̂��A�����������̋Z�ʂɕs�����A�A�A
671 �F�����������������ς��B�F2015/02/02(��) 19:21:09.83 ID:Q7Q7OufQ
>>670
�J�b�g���C���̗����Ƀe�[�v��5�d���炢�Ɋ�����
����ԂŃJ�b�g����Ώ����h���邵�������ˁH
��̓I�ɂǂꂮ�炢�̐��x���~�����̂�������ǁA
http://diyneet.blog.fc2.com/blog-entry-71.html
�P�ǂł��ꂮ�炢�̐��x�o���Ă�Ⴊ���邩��
��170�Ƃ͂����A���~�Ȃ炢�����ˁH
��A�`���b�g�҂����B�o�C�X�͎����Ă�O��ŗǂ���ȁH
�J�b�g���C���̗����Ƀe�[�v��5�d���炢�Ɋ�����
����ԂŃJ�b�g����Ώ����h���邵�������ˁH
��̓I�ɂǂꂮ�炢�̐��x���~�����̂�������ǁA
http://diyneet.blog.fc2.com/blog-entry-71.html
�P�ǂł��ꂮ�炢�̐��x�o���Ă�Ⴊ���邩��
��170�Ƃ͂����A���~�Ȃ炢�����ˁH
��A�`���b�g�҂����B�o�C�X�͎����Ă�O��ŗǂ���ȁH
672 �F�����������������ς��B�F2015/02/02(��) 19:28:18.37 ID:S9MNZV+3
>>670
�]�����Ȃ����̊�킳�Ƌ��ɁA��������ɒ��p�ɏ�肭��Ȃ��ƂˁB
�]�����Ȃ����̊�킳�Ƌ��ɁA��������ɒ��p�ɏ�肭��Ȃ��ƂˁB
673 �F�����������������ς��B�F2015/02/02(��) 20:01:39.49 ID:6uI2jiRK
�t���I��������Ȃ����ǁA�]�����������瓛�̐ؒf�̓e�L�g�[�Ɏ���
��̈ڐ݂��ɂ��悢�̂ł͂Ȃ����낤���B
��̈ڐ݂��ɂ��悢�̂ł͂Ȃ����낤���B
674 �F�����������������ς��B�F2015/02/02(��) 20:32:19.29 ID:6L+nE/Dp
675 �F�����������������ς��B�F2015/02/02(��) 21:00:58.39 ID:kWgnStDg
�ؒf�@�����n����Ȃ��Č���u���ȁB���̂��߂ɍw���͕��S�傫�����낤���ǁA�w�����Ďg���I������璼���ɔ���Ƃ��B
�����A�N�����v����Ƃ��p�ӂ��Ȃ��ƒ͂����Řc�ނ��B
���s���܂߂ĊO�����������ׂ��Č�����Ȃ����ȁB
�����A�N�����v����Ƃ��p�ӂ��Ȃ��ƒ͂����Řc�ނ��B
���s���܂߂ĊO�����������ׂ��Č�����Ȃ����ȁB
>>671
�o�C�X�͏������̂����Ȃ��̂Ŋ����Q���ׂČ��Ԃ�����A������
���Ƃ����ނ悤�Ȋ����ŃJ���e�ŌŒ肵�悤���ƍl���Ă��܂����B
�o�C�X�݂����Ȃ̂ŋ������ނƕό`�������ŁB
>>673
�����������Ȃ��^�C�v�ł��̂ł��܂�K���ł͕s�����̂ł����A
�ǂ����Œ������K�v�ł��̂Ńl�W���Œ����ł���悤�ɍl����̂�
�肩�����m��܂���ˁB
>>674
�����ؒf�@�Ō������Ă݂�Ƃ��܂葾�����͓̂���悤�Ȋ����ł���
���ɕ����ĉĐؒf���Ă����Α��v�ł����ˁB
>>675
�O�����l�����̂ł��������������̂Ő��X�ł��ۏ�ł��Ȃ���
�����Ă��܂��܂����B
�i���������ׂ�������邯�nj��a170mm���ƌŒ肪����Ɓj
�����}���b�ł��Ȃ��̂ő�^�z�[���Z���^�[�Ȃǂ��܂���Ă����������
�������Ă݂܂��B
���̔ł̔����͏��߂Ă������̂ł����A���낢��ȃA�C�f�A�L�
�������܂��B
�o�C�X�͏������̂����Ȃ��̂Ŋ����Q���ׂČ��Ԃ�����A������
���Ƃ����ނ悤�Ȋ����ŃJ���e�ŌŒ肵�悤���ƍl���Ă��܂����B
�o�C�X�݂����Ȃ̂ŋ������ނƕό`�������ŁB
>>673
�����������Ȃ��^�C�v�ł��̂ł��܂�K���ł͕s�����̂ł����A
�ǂ����Œ������K�v�ł��̂Ńl�W���Œ����ł���悤�ɍl����̂�
�肩�����m��܂���ˁB
>>674
�����ؒf�@�Ō������Ă݂�Ƃ��܂葾�����͓̂���悤�Ȋ����ł���
���ɕ����ĉĐؒf���Ă����Α��v�ł����ˁB
>>675
�O�����l�����̂ł��������������̂Ő��X�ł��ۏ�ł��Ȃ���
�����Ă��܂��܂����B
�i���������ׂ�������邯�nj��a170mm���ƌŒ肪����Ɓj
�����}���b�ł��Ȃ��̂ő�^�z�[���Z���^�[�Ȃǂ��܂���Ă����������
�������Ă݂܂��B
���̔ł̔����͏��߂Ă������̂ł����A���낢��ȃA�C�f�A�L�
�������܂��B
677 �F�����������������ς��B�F2015/02/03(��) 00:39:48.09 ID:497bx/Uq
678 �F�����������������ς��B�F2015/02/03(��) 00:42:43.54 ID:iMvN6Aw8
>>676
�����ؒf�@�͔��������łȂ��B�o�����o�邵�A�ԈႦ��Ƒf�ނ��g���Ȃ����炢�ɋȂ���B�����Ƃ����͈̂ɒB�ł͂Ȃ���B
���X������ƌ������炢�Ȃ�f�l�͎��Ԃ������Ղ肩����C�����������Ȃ��H
�����Ȃ瓷�̒��ɓ���W�O�ł�����Ă���������������Ă������ȁB
�����ؒf�@�͔��������łȂ��B�o�����o�邵�A�ԈႦ��Ƒf�ނ��g���Ȃ����炢�ɋȂ���B�����Ƃ����͈̂ɒB�ł͂Ȃ���B
���X������ƌ������炢�Ȃ�f�l�͎��Ԃ������Ղ肩����C�����������Ȃ��H
�����Ȃ瓷�̒��ɓ���W�O�ł�����Ă���������������Ă������ȁB
679 �F�����������������ς��B�F2015/02/03(��) 03:46:14.99 ID:SbdDDzxw
>>676
���m�R�̐n��܂��ēu���ő�Ɏ��t����
����ȌŒ莮�̖ш����݂����Ȃ̂������
�N���N����������̂��������́E�E�E�B
���m�R�̐n��܂��ēu���ő�Ɏ��t����
����ȌŒ莮�̖ш����݂����Ȃ̂������
�N���N����������̂��������́E�E�E�B
680 �F�����������������ς��B�F2015/02/03(��) 06:47:23.01 ID:7/BV+P9f
681 �F�����������������ς��B�F2015/02/03(��) 10:28:21.02 ID:VGtW643D
>>676
���Ȃ�A�ؒf�ӏ��Ƀ}�X�L���O�e�[�v�������āA���m�ɉ��M�Ő��������A�����Œ��J�ɐؒf����B
�ꎞ�Ԃ�������Ȃ����낤�B
���̌�A�K���X�̏�ɑϐ��y�[�p�[��~���āA�p�C�v�̐ؒf�ʂ��C��t���Ċ��ɐ��m�Ɏd�グ��B
���Ȃ�A�ؒf�ӏ��Ƀ}�X�L���O�e�[�v�������āA���m�ɉ��M�Ő��������A�����Œ��J�ɐؒf����B
�ꎞ�Ԃ�������Ȃ����낤�B
���̌�A�K���X�̏�ɑϐ��y�[�p�[��~���āA�p�C�v�̐ؒf�ʂ��C��t���Ċ��ɐ��m�Ɏd�グ��B
682 �F�����������������ς��B�F2015/02/03(��) 19:20:16.72 ID:7/BV+P9f
�Ȃɂ��ɒ��ׂĂ݂���
�A���~�p�C�v�J�b�g�̔��̃T�C�g������
�K�v���@�Ŕ�������������������
�A���~�p�C�v�J�b�g�̔��̃T�C�g������
�K�v���@�Ŕ�������������������
683 �F�����������������ς��B�F2015/02/06(��) 20:08:19.23 ID:+J5wziha
�@SLD-M�̏o���Œ��d�ƃn�C�X�̒n�ʂ��܂������t�]�����̂��g���߂Ƃ́A
���ؖk���͏�Ȃ��B
���ؖk���͏�Ȃ��B
684 �F�����������������ς��B�F2015/02/13(��) 09:39:38.23 ID:sfGSSDRK
����������
�� �����}�A�O�b�W���u�ł���B ��
http://www.soumu.go.jp/senkyo/kokumin_touhyou/index.html
�� ���{�����̊F�l���A2016�N7���́w��24�� �Q�c�@�I���x�ŁA�����̎Q�c�@�c����
3����2�ȏ����Ɠ��{�����@�̉����ł��B�F�l���A�K�����[�Ɏ��瑫���^��ł��������B
�������̓��{�����@���ɉ������A���{���ċ������܂��傤�B��
�� �����}�A�O�b�W���u�ł���B ��
http://www.soumu.go.jp/senkyo/kokumin_touhyou/index.html
�� ���{�����̊F�l���A2016�N7���́w��24�� �Q�c�@�I���x�ŁA�����̎Q�c�@�c����
3����2�ȏ����Ɠ��{�����@�̉����ł��B�F�l���A�K�����[�Ɏ��瑫���^��ł��������B
�������̓��{�����@���ɉ������A���{���ċ������܂��傤�B��
�߂��̋����p�C�v�≮�T���B
������ׂ̃o���h�\�[���邩������Đ��Ă��炤�B
��~���炢�ł���Ă����H
������ׂ̃o���h�\�[���邩������Đ��Ă��炤�B
��~���炢�ł���Ă����H